F 7400:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 検査項目 ························································································································· 2
5 材料検査 ························································································································· 2
6 非破壊検査 ······················································································································ 2
7 外観検査 ························································································································· 2
8 寸法検査 ························································································································· 3
9 組立検査 ························································································································· 4
10 圧力検査 ······················································································································· 5
11 完成品検査 ···················································································································· 8
F 7400:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般財団法人日本
船舶技術研究協会(JSTRA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日
本工業標準調査会の審議を経て,国土交通大臣が改正した日本工業規格である。
これによって,JIS F 7400:1996は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。国土交通大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
F 7400:2015
船用弁及びコックの検査通則
Ships and marine technology-Marine valves and cocks-General
requirements for tests and inspections
序文
この規格は,1958年に制定され,その後6回の改正を経て今日に至っている。前回の改正は1996年に
行われたが,その後の技術動向及び適合性評価制度に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,船の配管に用いるバルブ及びコック(以下,バルブという。)に対する検査の手順及び判定
基準について規定する。
なお,関係する法令,規則及び個別規格に規定がある場合には,それらを優先する。
注記 この規格は,それぞれのバルブの個別規格とともに用いることができる。個別規格には,適用
する試験及び検査,必要に応じて試験の手順などについて規定している。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0100 バルブ用語
JIS B 2220 鋼製管フランジ
JIS B 2239 鋳鉄製管フランジ
JIS B 2240 銅合金製管フランジ
JIS G 0581 鋳鋼品の放射線透過試験方法
JIS Z 2320-1 非破壊試験−磁粉探傷試験−第1部:一般通則
JIS Z 2343-1 非破壊試験−浸透探傷試験−第1部:一般通則:浸透探傷試験方法及び浸透指示模様の
分類
JIS Z 2344 金属材料のパルス反射法による超音波探傷試験方法通則
JIS Z 3060 鋼溶接部の超音波探傷試験方法
JIS Z 3104 鋼溶接継手の放射線透過試験方法
JIS Z 3106 ステンレス鋼溶接継手の放射線透過試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0100による。
2
F 7400:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
検査項目
この規格で規定するバルブの検査項目は,次による。ただし,これらの検査項目のうち個々のバルブの
検査で適用する検査項目及び追加の要求事項の検査は,それぞれの個別規格で取り決め,個別規格を優先
する。
a) 材料検査
b) 非破壊検査
c) 外観検査
d) 寸法検査
e) 組立検査
f)
圧力検査
1) 弁箱水圧検査
2) 弁座水漏れ検査
3) コックのすり合わせ面水漏れ検査
4) 逆止め弁の逆流方向の弁座水漏れ検査
5) 弁箱空気圧検査
6) 弁座空気漏れ検査
7) 逆止め弁の逆流方向の弁座空気漏れ検査
g) 完成品検査
5
材料検査
材料検査は,材料の注文者が指定する材料の仕様を定めた,国際規格又は日本工業規格による個別製品
規格又は材料規格に規定された機械的性質及び化学成分に適合していることを確認する。一般的には,素
材製造業者から素材を購入する場合,素材製造業者が作成したこれらの試験結果を記載した試験成績書に
よって確認する。
6
非破壊検査
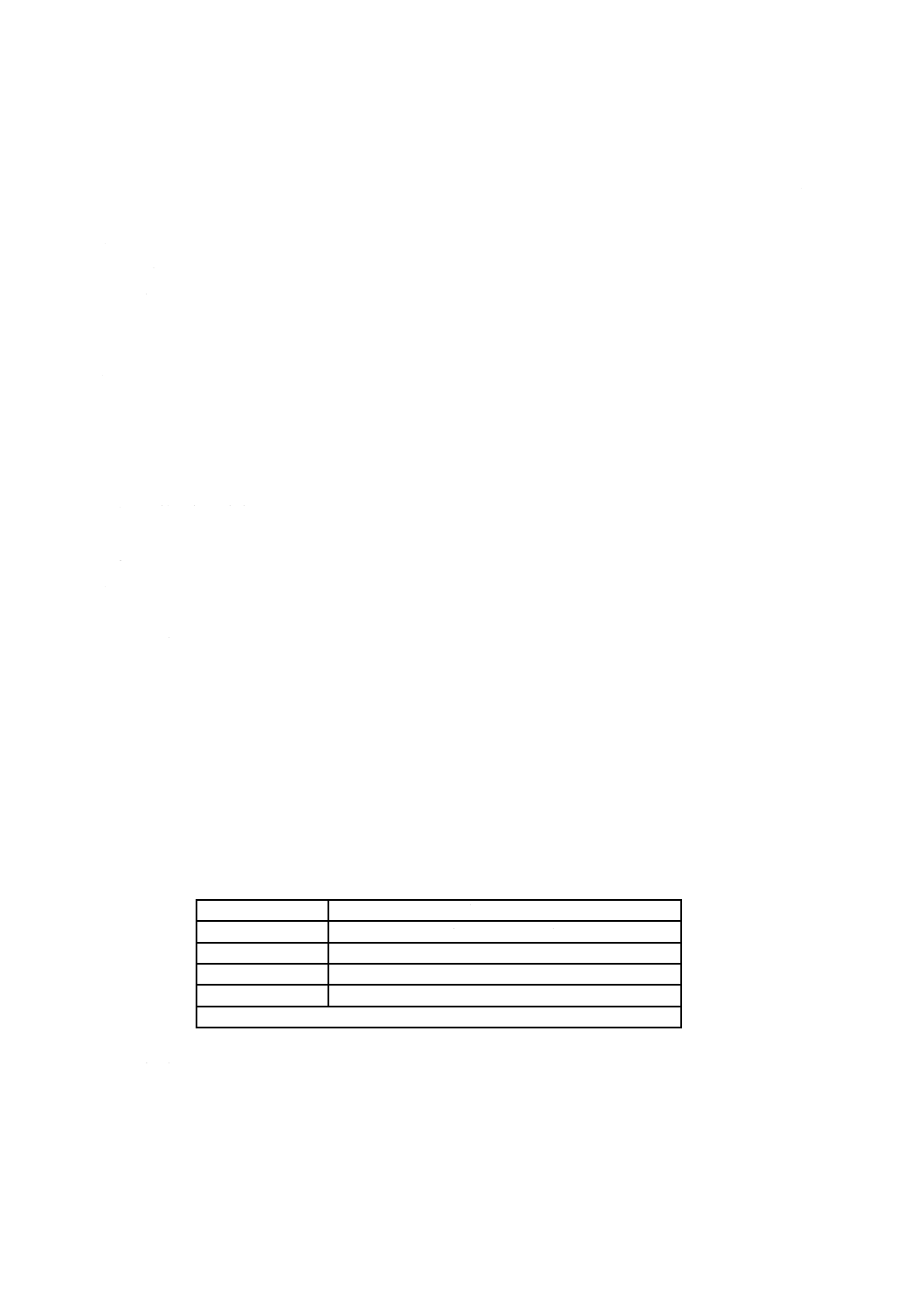
非破壊検査は,表1によって行う。ただし,注文者からの要求がある場合に行う。
表1−非破壊検査
検査項目
適用試験規格
放射線透過検査
JIS G 0581,JIS Z 3104又はJIS Z 3106の規定による。
磁粉探傷検査
JIS Z 2320-1の規定による。
浸透探傷検査
JIS Z 2343-1の規定による。
超音波探傷検査
JIS Z 2344又はJIS Z 3060の規定による。
検査に必要な判定基準などは,受渡当事者間の協定による。
7
外観検査
外観検査は,目視によって行い,a)〜h)に適合しなければならない。
a) 鋳造品には,内面及び外面に有害な鋳巣,鋳ばり,砂焼付きなどがない。
b) 鍛造品には,かぶり及びせぎりきずがない。
3
F 7400:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 機械加工面には,有害なきず,仕上げ程度の不同などがない。
d) 弁座面には,有害な鋳巣その他の欠陥がない。
e) 寸法の指定がない,かど及びすみ部には適当な丸みが付けてある。
f)
流体が通過する部分はていねいに仕上げられ,掃除,手入れなどがされている。
g) 弁箱の表面に表示事項が適切に明示されている。
h) 水圧検査実施後,弁座及び弁体の接触面に異状がない(バタフライ弁だけに適用)。
8
寸法検査
寸法検査は,測定精度など適切に校正・管理された計測器を用いて行い,個別製品規格又は注文者が要
求する寸法規定への適否を検査するほか,次による。
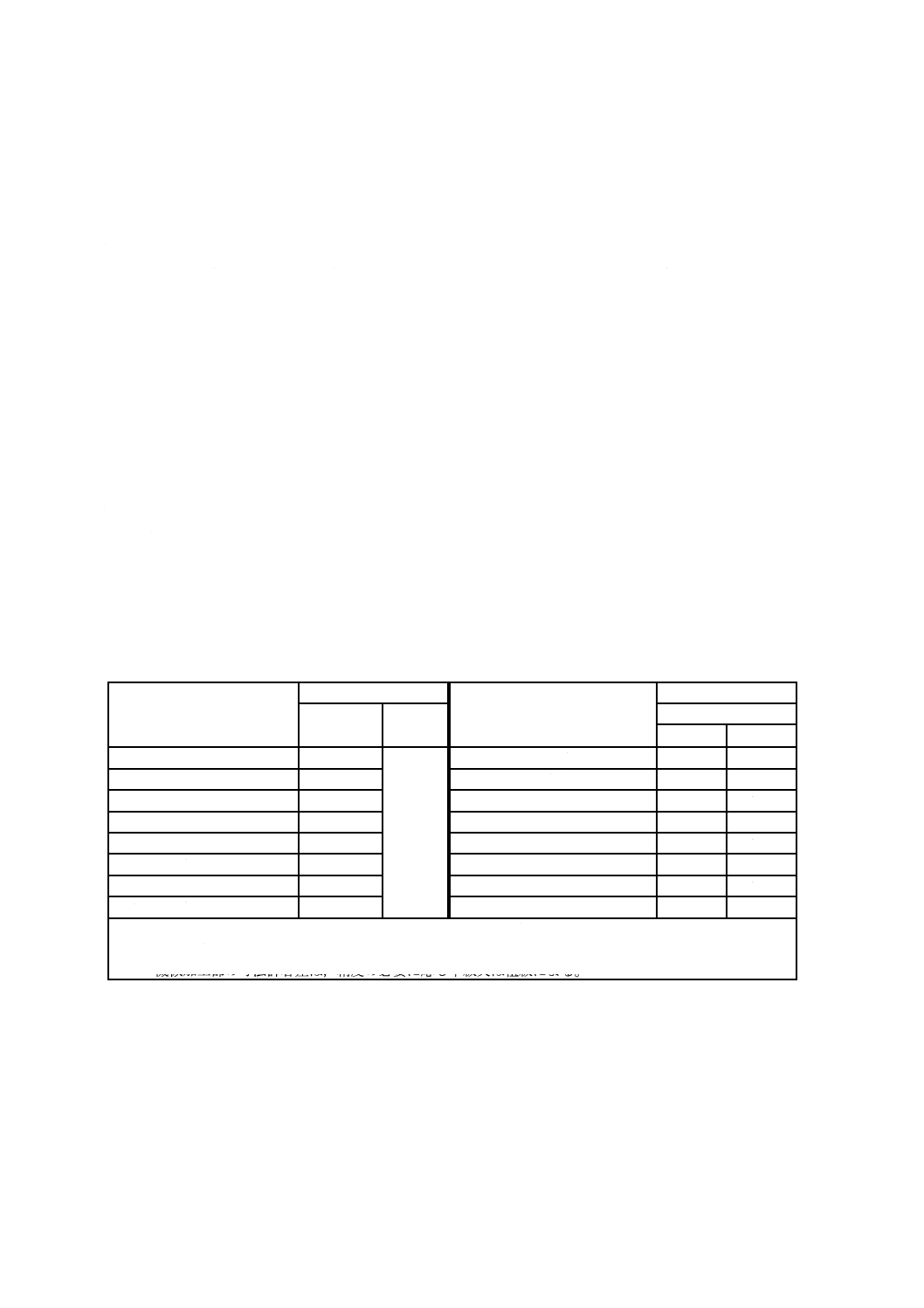
a) 寸法許容差が規定されていない箇所は,表2の値を用いるのがよい。
b) フランジ形バルブのフランジ部の寸法は,JIS B 2220,JIS B 2239及びJIS B 2240による。
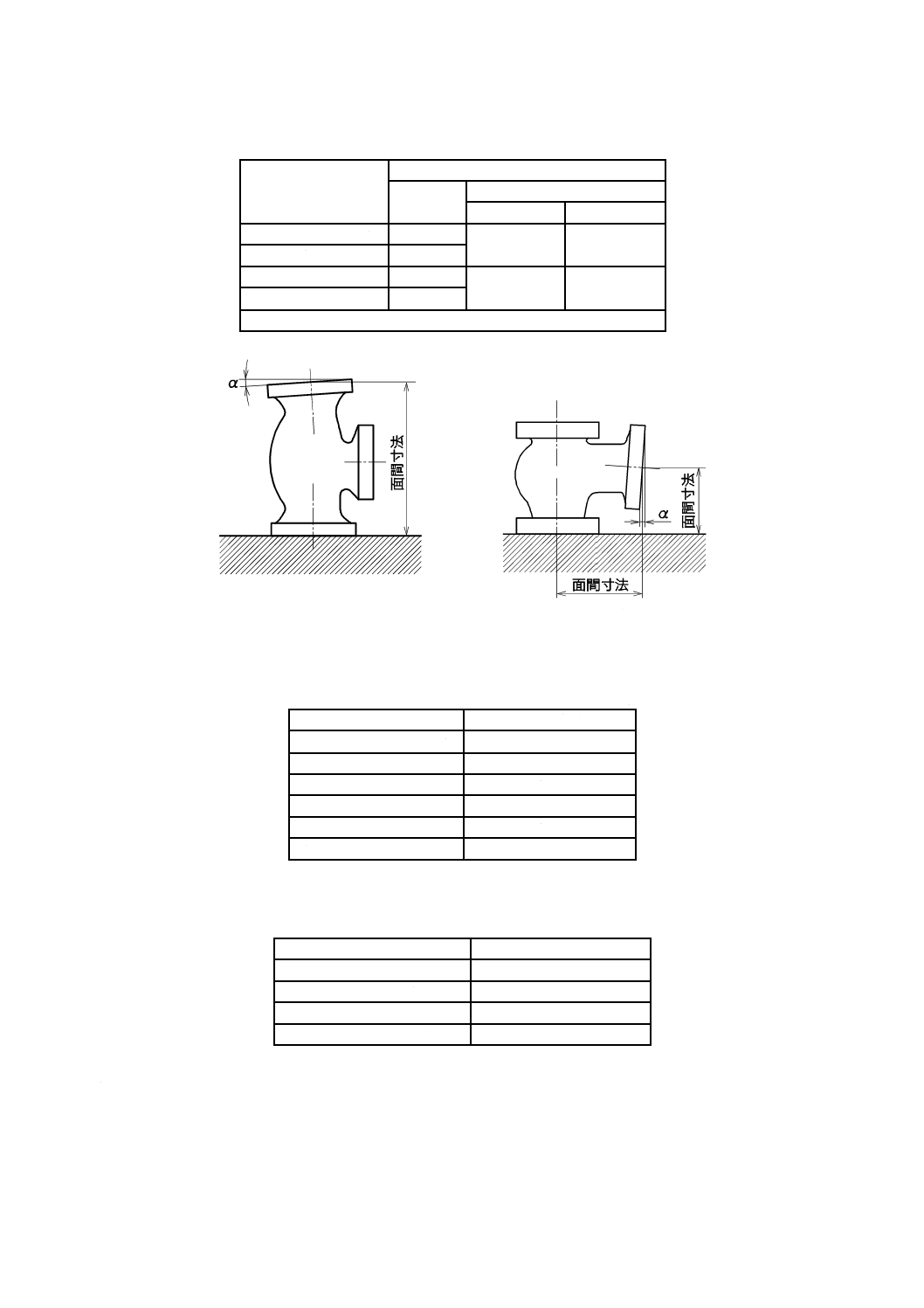
c) フランジの平行度,直角度及び面間寸法の許容差は,表3による。
d) バタフライ弁の面間寸法の許容差は,表4による。
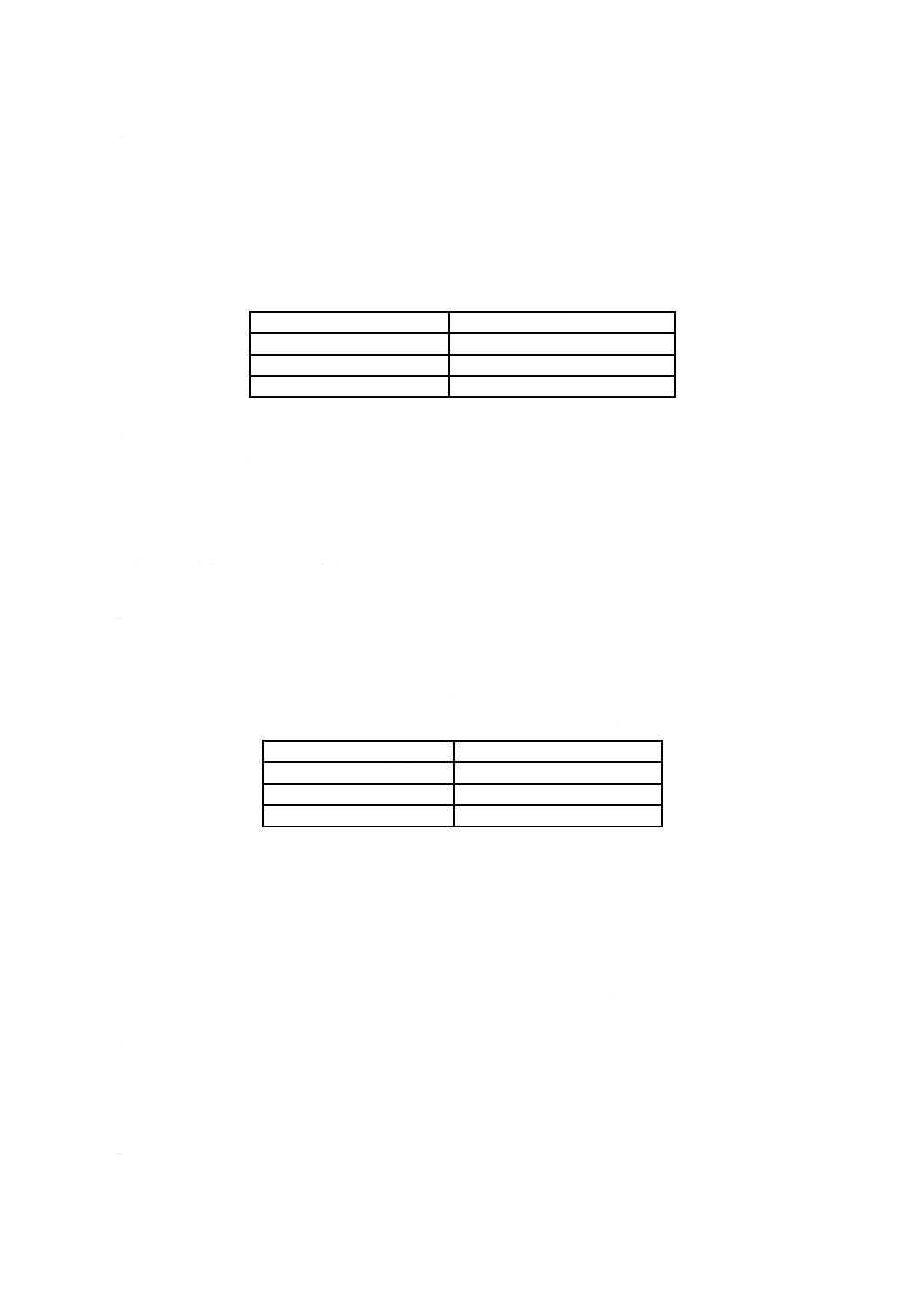
e) ふたと弁箱との結合部で,鋳放しの場合における外周の食違いの許容寸法は,表5による。ただし,
食違い箇所は,適宜面取りを行って合わせるのがよい。
f)
組立が完了したバルブの高さ及び駆動部の寸法許容差は,組立図面に指示された寸法の±10 %でなけ
ればならない。
表2−口径,肉厚及び機械加工部の寸法許容差
単位 mm
呼び径
寸法許容差
機械加工部の基準寸法区分
寸法許容差b)
口径
(鋳造品)
肉厚a)
機械加工部
中級
粗級
100以下
±2.0
+15 %
−10 %
0.5以上3以下
±0.1
±0.2
125以上200以下
±2.5
3を超え6以下
±0.1
±0.3
250以上400以下
±3.0
6を超え30以下
±0.2
±0.5
450以上500以下
±4.0
30を超え120以下
±0.3
±0.8
550以上800以下
±5.0
120を超え400以下
±0.5
±1.2
850以上1 200以下
±6.0
400を超え1 000以下
±0.8
±2.0
1 300以上1 600以下
±8.0
1 000を超え2 000以下
±1.2
±3.0
1 650以上2 600以下
±10.0
2 000を超え4 000以下
±2.0
±4.0
注a) 肉厚の許容差の計算値が,銅合金材料で0.5 mm未満の場合は0.5 mmまで,その他の材料で1 mm未
満の場合は1 mmまで許容できる。
b) 機械加工部の寸法許容差は,精度の必要に応じ中級又は粗級による。
4
F 7400:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−フランジの平行度,直角度及び面間寸法許容差
呼び径
許容差
α'
面間寸法 mm
玉形弁
アングル弁
100以下
±30
±1.5
±0.8
125以上250以下
±20
300以上600以下
±15
±3.0
±1.5
650以上800以下
±10
仕切弁及びスイング逆止め弁は,玉形弁の値に倣う。
a) 玉形弁
b) アングル弁
表4−バタフライ弁の面間寸法許容差
単位 mm
面間寸法
寸法許容差
250以下
±2.0
250を超え500以下
±3.0
500を超え800以下
±4.0
800を超え1 000以下
±5.0
1 000を超え1 600以下
±6.0
1 600を超え2 250以下
±8.0
表5−食違いの許容寸法
単位 mm
呼び径
食違いの許容寸法
100以下
3.0
125以上 250以下
4.0
300以上 600以下
6.0
650以上 800以下
8.0
9
組立検査
組立検査は,a)〜e)の規定による。
a) 組立が完全に行われた状態で,ハンドル又はコック栓の操作は容易にできなければならない。
b) 玉形弁,アングル弁などでは,弁体及び弁座は同心上にあって,閉鎖時には,弁体及び弁座が完全に
5
F 7400:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
落ち着かなければならない。
c) 仕切弁が全閉の場合には,弁体の弁座中心が弁箱の弁座中心よりも上方でなければならない。
d) コックは,栓の方向の矢印及び栓穴と本体穴とが一致していなければならない。
e) バタフライ弁では,弁体は弁棒に対し中心形又は偏心形とし,全開時において流れ方向と平行になる
ようにしなければならない。
10 圧力検査
10.1 一般
圧力検査は,水及び空気を用いて規定の水圧又は空気圧を加えたとき,バルブが規定の諸性能を満足し
ているかどうかを確認する。
10.2 検査設備及び検査用流体
圧力検査に用いる主な設備及び検査用流体は,次の諸性能及び条件を満足しなければならない。
a) 圧力ポンプ 圧力ポンプは,試験圧力の1.2倍以上の圧力を出すことができるもので,脈動が発生し
ない十分な容量があるものでなければならない。
b) 蓄圧槽 蓄圧槽は,脈動防止に適したものとしなければならない。
c) 保持台及び圧力試験用プレス機 保持台及び圧力試験用プレス機は,供試バルブを適切に取り付ける
ことができ,加圧できなければならない。
d) 圧力計 圧力計は,ポンプ付又は蓄圧槽付の圧力計及び供試バルブに加わる圧力を測定する圧力計を,
それぞれ1個以上用いなければならない。
e) 水圧検査に用いる水 水圧検査に用いる水は,水道水又はこれに準じるものとし,水温は0 ℃以上と
する。
なお,注文者から要求がある場合には,それに従う。
f)
空気圧検査に用いる空気 空気圧検査に用いる空気は,それぞれの検査手順に従い,必要に応じて空
気圧縮機などによって,適切に加圧して用いなければならない。
g) 検査用ハンマ 圧力検査において弁箱などの軽打に使用する検査用ハンマは,頭部の質量0.1 kg程度
のものとするのがよい。
10.3 圧力検査の方法,手順及び判定基準
10.3.1 一般
10.3.1.1 供試バルブの保持方法
供試バルブの保持方法は,次による。
a) フランジ形,ねじ込形及びユニオン形のバルブは,圧力試験用プレス機で保持するか又は止め蓋を両
端フランジに取り付けて行う。
b) 仕切弁は,止め蓋を両端フランジに取り付けて行う。ただし,受渡当事者間の協議によって,圧力試
験用プレス機で止め蓋を保持するか,又は両方の止め蓋に控えボルトを通し,検査圧力による弁箱の
変形止めを兼ねて行っても差し支えない。この場合,控えボルトの締付け力によって弁箱に変形を与
えないよう注意する。
10.3.2 水圧検査に対する要求事項
10.3.2.1 弁箱水圧検査
弁箱水圧検査の手順及び判定基準は,次による。
a) 検査手順
6
F 7400:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) バルブを開いた状態で10.3.1.1又はこれに準じる適切な方法で保持し,弁箱内に水を満たす。ただ
し,このとき弁箱内に空気が残らないようにする。
2) バルブの最高使用圧力の1.5倍の水圧を加えて圧力を表6に規定する保持時間持続し,水漏れの有
無を確認する。ただし,バタフライ弁は,最高使用圧力の1.5倍の水圧を120秒間加える。
表6−弁箱水圧検査保持時間
単位 s
呼び径
保持時間
50以下
15以上
65以上200以下
60以上
250以上
180以上
3) 表6に規定する保持時間(加圧中)において,検査用ハンマで軽打する。
b) 判定基準 バルブの表面及び弁箱とふたとの接続部から目視で確認できる水漏れ,にじみなどがあっ
てはならない。ただし,グランドパッキン部から漏れがあったときの判定は,受渡当事者間の協議に
よる。
10.3.2.2 弁座水漏れ検査
弁座水漏れ検査の手順及び判定基準は,次による。
a) 検査手順
1) バルブ内部の空気をあらかじめ排除し,最高使用圧力の1.1倍の水圧を加えて圧力を表7に規定す
る保持時間持続し,水漏れの有無を確認する。このとき弁座に油類を塗布してはならない。
表7−弁座,コックのすり合わせ面及び逆止め弁の逆流方向の水漏れ検査保持時間
単位 s
呼び径
保持時間
50以下
15以上
65以上200以下
30以上
250以上
60以上
2) 玉形弁及びアングル弁は,水を満たしバルブを閉じ,弁体の下方から水圧を加える。
3) ねじ締め逆止め玉形弁及びねじ締め逆止めアングル弁は,水を満たしてハンドルでバルブを閉じ,
弁体の下方から水圧を加える。さらに,逆流方向に対して,10.3.2.4によって検査する。
4) 仕切弁は,水を満たし,検査圧力を加え,バルブを閉じ,一方の口を開放して水を排除する。この
検査は両側の弁座について別々に行う。ただし,弁箱及びふたの内側に圧力を加え,バルブを閉じ,
両側の口を開いた状態で検査してもよい。呼び径300以上のバルブは,1)に規定する検査圧力以下
で注文者が指定する圧力によることができる。
5) バタフライ弁は,弁箱の内部に水を満たした後バルブを閉じ,一方を開放して水を排除する。次に
最高使用圧力の1.1倍の水圧を60秒間加える。ただし,流れ方向に制限があるものは規定の方向か
ら加圧し,水漏れの有無を確認する。
b) 判定基準
1) 玉形弁,アングル弁,ねじ締め逆止め玉形弁及びねじ締め逆止めアングル弁は,弁体,弁座面,弁
7
F 7400:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
箱内の隔壁部及び弁座取付け構造のものでは取付け部のいずれの箇所からも水漏れがあってはなら
ない。
2) 仕切弁は,弁体,弁座面,弁箱内の隔壁部及び弁座取付け構造のものでは取付け部のいずれの箇所
からも水漏れがあってはならない。
3) バタフライ弁は,弁体,弁座面及び弁箱内の隔壁部から,水漏れがあってはならない。
10.3.2.3 コックのすり合わせ面水漏れ検査
コックのすり合わせ面水漏れ検査の手順及び判定基準は,次による。
a) 検査手順
1) コック内部の空気をあらかじめ排除し,最高使用圧力の1.1倍の水圧を加えて圧力を表7に規定す
る保持時間持続する。このときコックのすり合わせ面をきず付けないために最小限度に潤滑油を塗
布して行う。
2) ハンドル操作ができる程度にコックの栓を締め付けた閉鎖の位置及び栓を回した別の閉鎖位置にお
いて水漏れを確認する。
b) 判定基準 コックからの水漏れ量は,0.01 mm3/sにコックの呼び径を乗じた値を超えてはならない。
10.3.2.4 逆止め弁の逆流方向の弁座水漏れ検査(ねじ締め逆止め玉形弁,ねじ締め逆止めアングル弁,リ
フト逆止め弁及びスイング逆止め弁)
逆止め弁の逆流方向の弁座水漏れ検査の手順及び判定基準は,次による。
a) 検査手順
1) バルブ内部の空気をあらかじめ排除し,弁体の上方(下流側)から水を満たし,急激な圧力上昇を
避けて最高使用圧力の1.1倍の水圧を加えて,圧力を表7に規定する保持時間持続する。ただし,
ねじ締め逆止め玉形弁及びねじ締め逆止めアングル弁は,弁棒全開の状態で行う。このとき弁座に
油類を塗布してはならない。
2) ねじ締め逆止め玉形弁及びねじ締め逆止めアングル弁は,1)の手順の後,弁座からの水漏れの有無
を確認する。
3) リフト逆止め弁及びスイング逆止め弁は,水漏れを確認する。
b) 判定基準
1) ねじ締め逆止め玉形弁及びねじ締め逆止めアングル弁は,弁体,弁座面,弁箱内の隔壁部及び弁座
取付け構造のものでは取付け部のいずれの箇所からも水漏れがあってはならない。
2) リフト逆止め弁及びスイング逆止め弁は,弁体及び弁箱内の隔壁部のいずれの箇所からも水漏れが
あってはならない。ただし,弁座面からの水漏れ量は,0.01 mm3/sにバルブの呼び径を乗じた値を
超えてはならない。
10.3.3 空気圧検査に対する要求事項
10.3.3.1 一般
呼び径50以下のバルブは,10.3.2.1,10.3.2.2及び10.3.2.4の規定による水圧検査に代えて空気圧による
検査を行うことができる。空気圧検査を実施する場合には,代表的なバルブ(形式別,呼び径別及び呼び
圧力別)に対して,事前に10.3.2.1,10.3.2.2及び10.3.2.4の規定による水圧検査を実施し,合格しなけれ
ばならず,かつ,その記録を保管しなければならない。
10.3.3.2 弁箱空気圧検査
弁箱空気圧検査の手順及び判定基準は,次による。
a) 検査手順
8
F 7400:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) バルブを開け,0.6 MPaの空気圧を加えて,15秒間以上持続させる。
2) 外表面に石けん水などの発泡剤を塗布して,発泡の有無を確認する。1)の規定による空気圧を加え
たものを水中に投入して確認してもよい。
b) 判定基準 バルブの表面から発泡があってはならない。
10.3.3.3 弁座空気漏れ検査
弁座空気漏れ検査の手順及び判定基準は,次による。
a) 検査手順
1) バルブを閉じ,弁体の下方から0.6 MPaの空気圧を加え,15秒間以上持続させる。
2) 弁体,弁座面,弁箱内の隔壁部及び弁座取付け構造のものでは弁座取付け部に石けん水などの発泡
剤を塗布して,発泡の有無を確認する。1)の空気圧を加えたものを水中に投入して確認してもよい。
b) 判定基準 バルブの弁体,弁座面,弁箱内の隔壁部及び弁座取付け構造のものでは弁座取付け部のい
ずれの箇所からも発泡があってはならない。
10.3.3.4 逆止め弁の逆流方向の弁座空気漏れ検査(ねじ締め逆止め玉形弁,ねじ締め逆止めアングル弁,
リフト逆止め弁及びスイング逆止め弁)
逆止め弁の逆流方向の弁座空気漏れ検査の手順及び判定基準は,次による。
a) 検査手順
1) バルブの弁体の上方から空気を満たし,急激な圧力上昇を避けてバルブに0.6 MPaの空気圧を加え,
15秒間以上持続させる。
2) 弁体,弁座面,弁箱内の隔壁部及び弁座取付け部に石けん水などの発泡剤を塗布して,発泡の有無
を確認する。1)の空気圧を加えたものを水中に投入して確認してもよい。
b) 判定基準
1) ねじ締め逆止め玉形弁及びねじ締め逆止めアングル弁は,弁体,弁箱内の隔壁部及び弁座取付け構
造のものでは取付け部のいずれの箇所からも発泡があってはならない。
2) リフト逆止め弁及びスイング逆止め弁は,弁体,弁箱内の隔壁部のいずれの箇所からも発泡があっ
てはならない。ただし,弁座面からの空気漏れ量は,0.3 mm3/sにバルブの呼び径を乗じた値を超え
てはならない。
注記 検査後,石けん水などの発泡剤の塗布箇所を洗浄することが望ましい。
11 完成品検査
完成品検査は,目視などによって行い,a)〜k)の規定に適合していることを確認しなければならない。
a) バルブの組立姿勢及び駆動部の取付け方向は,個別製品規格の規定又は注文者の指定に適合している。
b) パッキン及びガスケットは,正しく挿入され,はみ出していない。
c) ボルト及びナットの締結部及びねじ部には,必要に応じて製造業者又は注文者が指定した焼き付け防
止剤が塗布されている。
d) 組立後ボルトの端面は,ナットから出ている。
e) 弁箱,弁ふた,グランド部などのボルトは,十分に締結されている。
f)
バルブリフトの許容差は,個別規格の規定値の±10 %又は10 mmのいずれか小さい値とする。ただし,
バルブリフトの許容差が2 mm以下の場合は,2 mmとする。仕切弁の場合は,バルブの全開時に弁体
が流路内に残らない。また,弁体が回転作動をするものは,開度の計画値に対して±2°以内となって
いる。
9
F 7400:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) 逆止め弁は,弁体の自重で閉止し,全開の位置まで完全に開弁する。
h) バルブの外部表面には,耐食性材料の部分を除き,塗装その他の方法によって適切なさび(錆)止め
処理が施されている。
i)
バルブのレバーハンドル又はハンドル車には,開閉を示す文字及びその方向を表示している。
j)
開閉の文字は,“開,閉”,“Open, Shut”,又は“O,S”を用いている。レバーハンドルを用いる場合は,
開側又は閉側のいずれかの表示でよい。
k) バルブ内部に異物が残留していない。また,異物混入防止の処置を講じている。
参考文献 [1] JIS B 2003:1994 バルブの検査通則
[2] JIS B 2031:1994 ねずみ鋳鉄弁
[3] JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する
公差
[4] JIS F 7480:1996 船用ゴム弁座式バタフライ弁
[5] ISO 5208:2008 Industrial valves−Pressure testing of metallic valves
[6] EN 12266-1:2003 Industrial valves−Testing of metallic valves−Part 1: Pressure tests, test
procedures and acceptance criteria−Mandatory requirements
[7] EN 12266-2:2002 Industrial valves−Testing of metallic valves−Part 2: Tests, test procedures
and acceptance criteria−Supplementary requirements
[8] API 598:2004 Valve Inspection and Testing(アメリカ石油協会規格)
[9] ASME B16.34: 2004 Valves−Flanged, Threaded and Welding End(アメリカ機械工学会規格)
[10] JPI-7S-39:2003 バルブの検査基準(公益社団法人石油学会規格)
[11] JEM 1423:2008 原子力発電所用バルブの検査(一般社団法人日本電機工業会規格)