F 1034-6:2020 (ISO 12215-6:2008)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義··················································································································· 2
4 記号······························································································································· 3
5 一般······························································································································· 4
6 構造材配置······················································································································ 5
6.1 補強 ···························································································································· 5
6.2 船こく強度 ··················································································································· 7
6.3 荷重伝達 ······················································································································ 7
6.4 防とう材スパンの決定 ··································································································· 11
6.5 窓仕切り ····················································································································· 13
6.6 セールボートのマストに関するサポート ··········································································· 14
7 FRP構造の詳細 ·············································································································· 14
7.1 局部補強 ····················································································································· 14
7.2 接着 ··························································································································· 16
7.3 主要接合部 ·················································································································· 21
7.4 積層の変化 ·················································································································· 24
7.5 サンドイッチ構造 ········································································································· 24
7.6 ぎ装品の設置 ··············································································································· 24
7.7 エンジンベッド及びガーダ ····························································································· 24
7.8 船内ドレン ·················································································································· 27
8 金属構造のための構造詳細 ································································································ 27
8.1 詳細設計 ····················································································································· 27
8.2 端部接合 ····················································································································· 27
8.3 船体プレート厚さの増し厚 ····························································································· 27
8.4 保護キール ·················································································································· 27
8.5 船内ドレン ·················································································································· 27
8.6 機械区画 ····················································································································· 27
8.7 溶接標準の良い例 ········································································································· 27
8.8 リベット又は接着剤接合の良い例 ···················································································· 28
9 木材積層の良い例············································································································ 28
9.1 端部シーリング ············································································································ 28
9.2 合板の向き ·················································································································· 28
9.3 局部構造部材 ··············································································································· 29
F 1034-6:2020 (ISO 12215-6:2008) 目次
(2)
ページ
9.4 代替基準 ····················································································································· 29
10 その他の荷重 ················································································································ 29
11 その他の構造要素 ·········································································································· 30
11.1 一般 ·························································································································· 30
11.2 ラダーの構造及び接合 ·································································································· 30
11.3 キール接合 ················································································································· 30
11.4 リギング荷重の分布 ····································································································· 30
11.5 この規格で扱わない,その他の構造要素 ·········································································· 30
附属書A(規定)設計区分C及び設計区分Dにおける舟艇のための構造材配置 ······························ 31
附属書B(参考)接着又はリベット接合におけるせん断応力の決定 ·············································· 33
附属書C(参考)溶接手順の実例 ··························································································· 38
附属書D(参考)縦強度解析 ································································································· 43
F 1034-6:2020 (ISO 12215-6:2008)
(3)
まえがき
この規格は,産業標準化法第12条第1項の規定に基づき,一般財団法人日本船舶技術研究協会(JSTRA)
から,産業標準原案を添えて日本産業規格を制定すべきとの申出があり,日本産業標準調査会の審議を経
て,国土交通大臣が制定した日本産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。国土交通大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS F 1034の規格群には,次に示す部編成がある。
JIS F 1034-1 第1部:材料:熱硬化性樹脂,ガラス繊維強化材,基準積層材
JIS F 1034-2 第2部:材料:サンドイッチ構造用心材及び補強材
JIS F 1034-3 第3部:材料:鋼,アルミニウム合金,木材及びその他の材料
JIS F 1034-4 第4部:製造所及び製造
JIS F 1034-5 第5部:単胴艇の設計圧力,設計応力,材料寸法の決定
JIS F 1034-6 第6部:構造材配置及び詳細設計
日本産業規格 JIS
F 1034-6:2020
(ISO 12215-6:2008)
舟艇−船体構造−スカントリング−
第6部:構造材配置及び詳細設計
Small craft-Hull construction and scantlings-
Part 6: Structural arrangements and details
序文
この規格は,2008年に第1版として発行されたISO 12215-6を基に,技術的内容及び構成を変更するこ
となく作成した日本産業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格は,JIS F 1034-5,ISO 12215-7,ISO 12215-8及びISO 12215-9に規定していない構造設計詳細
及び構造要素について規定する。また,この規格は,JIS F 0081に基づく船体の長さ24 mまでの,繊維強
化プラスチック(FRP),アルミニウム,鋼合金,木材,その他ボート建造に適した材料によって建造した
単胴艇及び多胴艇に適用する。
この規格は,二つの機能をもつ。第一には,JIS F 1034-5を補足するための追加説明,計算手順及び公
式を規定している。第二には,構造設計詳細及び構造要素を定めるに当たっての良い実践の原則となる多
くの配置例及び構造設計詳細を規定している。代替配置及び詳細設計の評価を行う場合には,この規格の
規定を用いることによって,評価の基準とすることができる。
注記1 この規格によって規定した構造要件は,チャーター用舟艇を含むレクリエーションのための
舟艇を主に想定しているため,レース用舟艇には適さない。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 12215-6:2008,Small craft−Hull construction and scantlings−Part 6: Structural arrangements
and details(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS F 0081 舟艇−主要データ
注記 対応国際規格:ISO 8666,Small craft−Principal data
JIS F 1034-5 舟艇−船体構造−スカントリング−第5部:単胴艇の設計圧力,設計応力,材料寸法の
決定
2
F 1034-6:2020 (ISO 12215-6:2008)
注記 対応国際規格:ISO 12215-5:2008,Small craft−Hull construction and scantlings−Part 5: Design
pressures for monohulls, design stresses, scantlings determination
JIS F 1040 舟艇−開口要件−窓,ポートライト,ハッチ,デッドライト及びドア−強度と水密性に
関する要求基準
注記 対応国際規格:ISO 12216,Small craft−Windows, portlights,hatches,deadlights and doors−
Strength and watertightness requirements
ISO 12215-7,Small craft−Hull construction and scantlings−Part 7: Scantlings determination of multihulls
ISO 12215-8,Small craft−Hull construction and scantlings−Part 8: Rudders
ISO 12215-9,Small craft−Hull construction and scantlings−Part 9: Sailing craft appendages
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
満載排水量,mLDC(loaded displacement mass)
JIS F 0081で規定する満載運航可能状態において,全ての付加物を含む舟艇の質量。
3.2
セールボート(sailing craft)
主な推進手段が風の力によるもので,AS>0.07(mLDC)2/3を満たす舟艇。
ここに,
AS: JIS F 0081で規定するクローズホールドセーリング中,同時に
展開できる全てのセールの側面総面積(m2)
mLDC: JIS F 0081で規定する満載排水量(kg)
注記 この規格では,非帆船はモータボートとみなす。
3.3
格子(grid,grillage)
縦方向に配置した一連の防とう材に直交する横方向に配置した一連の防とう材。
3.4
二次防とう材(secondary stiffener)
プレートを直接支持する補強材。
注記 格子形防とう材では,二次防とう材は,通常,小さい断面二次モーメントをもつ防とう材,例
えば,ストリンガ,フレーム,部分隔壁などに相当する。二次防とう材の間隔は,通常,接合
しているプレートの非支持スパンの短い方の辺の長さとなる。幅広のベースが顕著な防とう材
(ハット形防とう材など)の場合,防とう材の間隔は,非支持パネルスパンにベース幅を加え
たものとなる。
3.5
一次防とう材(primary stiffener)
二次防とう材を支持する補強材。
注記1 格子形防とう材では,一次防とう材は,通常,大きい断面二次モーメントをもつ防とう材,
例えば,構造隔壁,ガーダ,ウェブフレームなどに相当する。一次防とう材の間隔は,通常,
二次防とう材のスパンに対応する。
注記2 隔壁,ディープガーダ又はウェブフレームのような防とう材は,全体荷重を受けもつものも
3
F 1034-6:2020 (ISO 12215-6:2008)
ある。
3.6
ストリンガ(stringer)
一般に,二次防とう材(3.4)に属し,外板を支持する縦方向の防とう材。
3.7
フレーム(frame)
一般に,二次防とう材(3.4)に属し,外板を支持する横方向の防とう材。
3.8
ビーム(beam)
一般に,二次防とう材(3.4)に属し,甲板を支持する横方向の防とう材。
3.9
ウェブフレーム(web frame)
一般に,一次防とう材(3.5)に属し,ストリンガ及び大形でないガーダなどを支持する大形の横方向防
とう材。大形の甲板ビームに,通常,接合する。
注記 ウェブフレームの間隔は,通常,フレーム又はビームの間隔よりも大きい(数倍の場合もある。)。
3.10
フロア(floor)
フレームを連結するのに用いることができ,さらに,部分隔壁にもなる大形の横方向船底防とう材。
注記 フロアは,しばしば,キャビンソールを支持するために使われるので,上部は一般に水平とな
っている。セールボートでは,フロアは古くからバラストキールの支持に使われている。
3.11
ガーダ(girder)
一般に,一次防とう材に属し,船底横方向フレーム又はフロア,その他のフレーム,ビームなどを支持
する大形の縦方向補強材。
注記 船底ガーダは,キールソンともいう。
3.12
ブラケット(bracket)
一般に,三角形をしており,二つのストリンガの接続部を補強したり,スパンを縮めるのに用いる補強
部材。
注記 ブラケットは,局所荷重を分散する役割もある。
4
記号
この規格では,特に規定しない限り,表1の記号を用いる。
注記 附属書だけで用いる記号及び単位は,表1に記載していない。
4
F 1034-6:2020 (ISO 12215-6:2008)
表1−記号
記号
意味
単位
AD
プレート/防とう材の設計面積
mm2
b
防とう材間隔
mm
bw
接着フランジの幅
mm
BH
船体のビーム(幅),JIS F 0081による。
m
Dmax
舟艇の最大深さ,JIS F 0081による。
m
E
防とう材の弾性係数
N/mm2
f1
FRP及びアルミニウム合金の機械特性係数
1
f1w
木材の機械特性係数
1
I
防とう材の断面二次モーメント
cm4
k0, …, k2
強化厚増し計算のための係数
1
kj,kjmin
接着幅係数
1
lu
防とう材スパン
mm
LH
船体長さ
m
LWL
JIS F 0081による水線長
m
mLDC
JIS F 0081による満載排水量
kg
mT
JIS F 0081によるトレーラけん引時の舟艇質量
kg
P
最大主機出力
kW
tb
船底板厚
mm
tBHD
合板隔壁厚さ
mm
tw
ハット形防とう材ウェブ総厚さ
mm
Vmax
静水上でのボート最大速力
ノット
σd
設計応力
N/mm2
σu
限界強度
N/mm2
τd
設計せん断応力
N/mm2
τu
限界せん断強度
N/mm2
Ψ
ガラス含有率
1
5
一般
船体長さ(LH)が2.5 m〜24 mの舟艇の荷重及び構造が,次の基準によって決定している場合,構造材
配置及び詳細設計は,箇条6〜箇条11による。
− JIS F 1034-5 単胴艇の設計圧力,設計応力,材料寸法の決定
− ISO 12215-7 多胴艇
− ISO 12215-8 かじ(舵)
− ISO 12215-9 セールボートの付加物及びリグアタッチメント
JIS F 1034-5で規定する次の二つの方法のうち,一つを用いている舟艇の場合,附属書Aの要求だけを
満たせばよい。
a) セールボートのLHが2.5 m〜9 m,設計区分C及び設計区分Dで,JIS F 1034-5の附属書Aを用いて
いる。
b) LHが2.5 m〜6 m,船底が単板FRPで,JIS F 1034-5の附属書Bを用いている。
5
F 1034-6:2020 (ISO 12215-6:2008)
6
構造材配置
6.1
補強
6.1.1
一般
船こく(殻),甲板及び甲板室のプレートは,JIS F 1034-5に従って,縦又は横方向の通常の防とう材,
構造隔壁,バース,棚などの内装家具,トレイモールディングなどの組合せによって,これらを荷重支持
材として考慮することを前提に,必要に応じて補強しなければならない。配置は,通常,防とう材が互い
に直交し,一方の防とう材が他方より深く強いもので支持する形とする。
注記 小形艇では,“自然防とう材”(補強を目的としていなくとも,補強の効果をもつような部材:
JIS F 1034-5の9.1.4参照),例えば,甲板端部,ラウンドビルジ,ハードチャイン,キールな
どは,追加の補強を必要としないものとみなす。
実務で使う配置の例を,図1〜図3に示す。これらの例は,セールボート及びモータボート双方に適用
でき,同一の舟艇内でのそれぞれの組合せも可能である。小形舟艇(一般に,船体長さ9 m未満のもの)
は,甲板端部,ラウンドビルジ,ハードチャイン,キールなどの自然防とう材を考慮して,パネルを決定
し,それ以上の補強は省略する。大形の舟艇は,一般に,3.3〜3.12に示す防とう材タイプを多く使う必要
がある。
6.1.2
同等基準
他の配置も可能であるが,(図1〜図3に示すような)適切な構造に基づくもので,圧力荷重及び集中荷
重(マスト,キール,かじなど)による応力を,荷重点から支持部材へ,スムーズに効率的に伝達するも
のでなければならない(6.3及び6.4参照)。
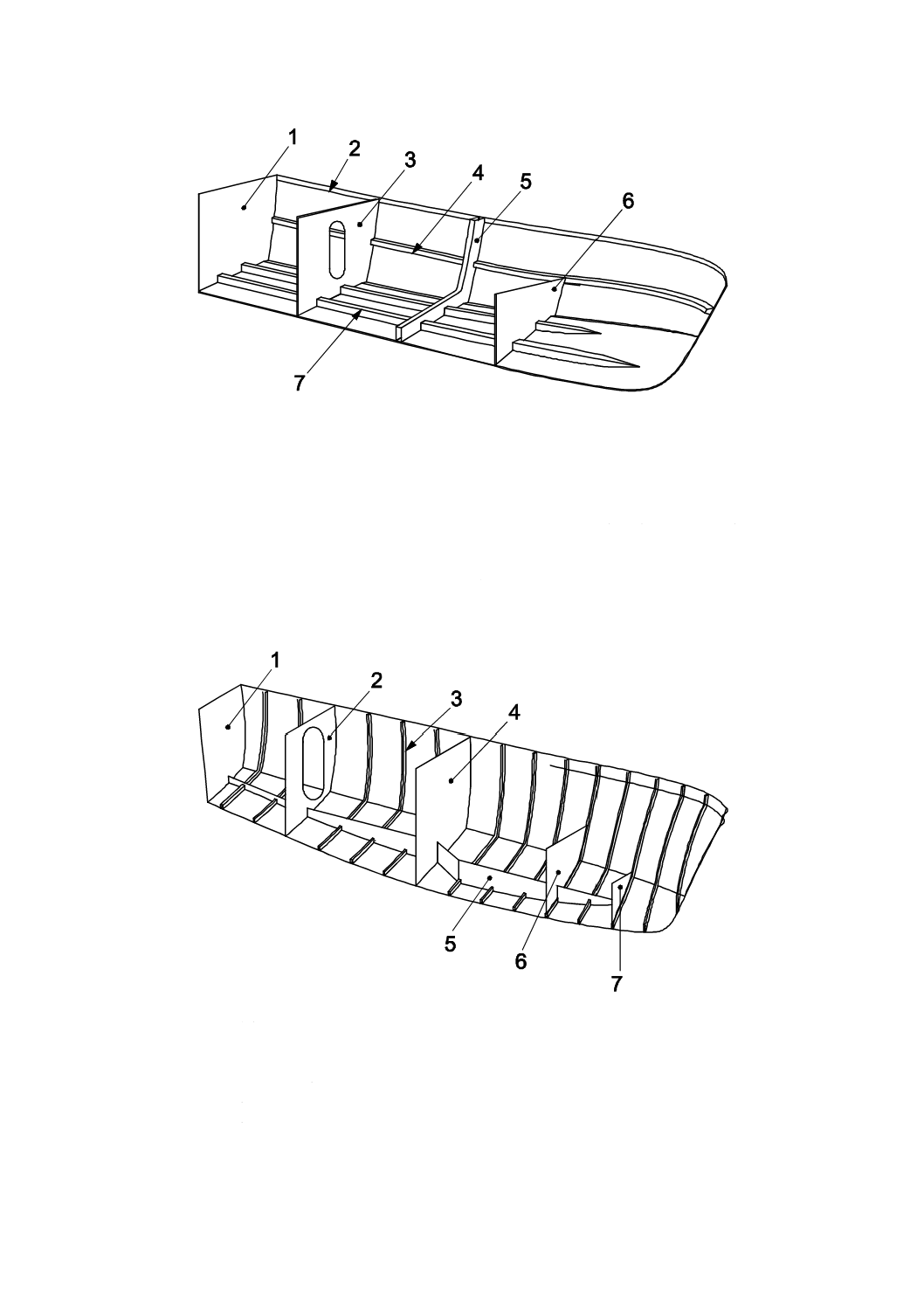
6.1.3
縦構造ボート
図1の例では,船こくは,ウェブフレーム,隔壁,ディープフロアなどの横方向一次防とう材に支持す
る縦方向二次防とう材によって補強している。この例は,典型的なFRPボートである。
6.1.4
横構造ボート
図2の例では,船こくは,センタライン,チャイン,ビルジの曲がり,甲板などで支持している横方向
フレームによって補強している。大形艇では,ガーダ(一次防とう材)を設置している場合があり,フレ
ームの支持及び船こく応力の支持に用いる。
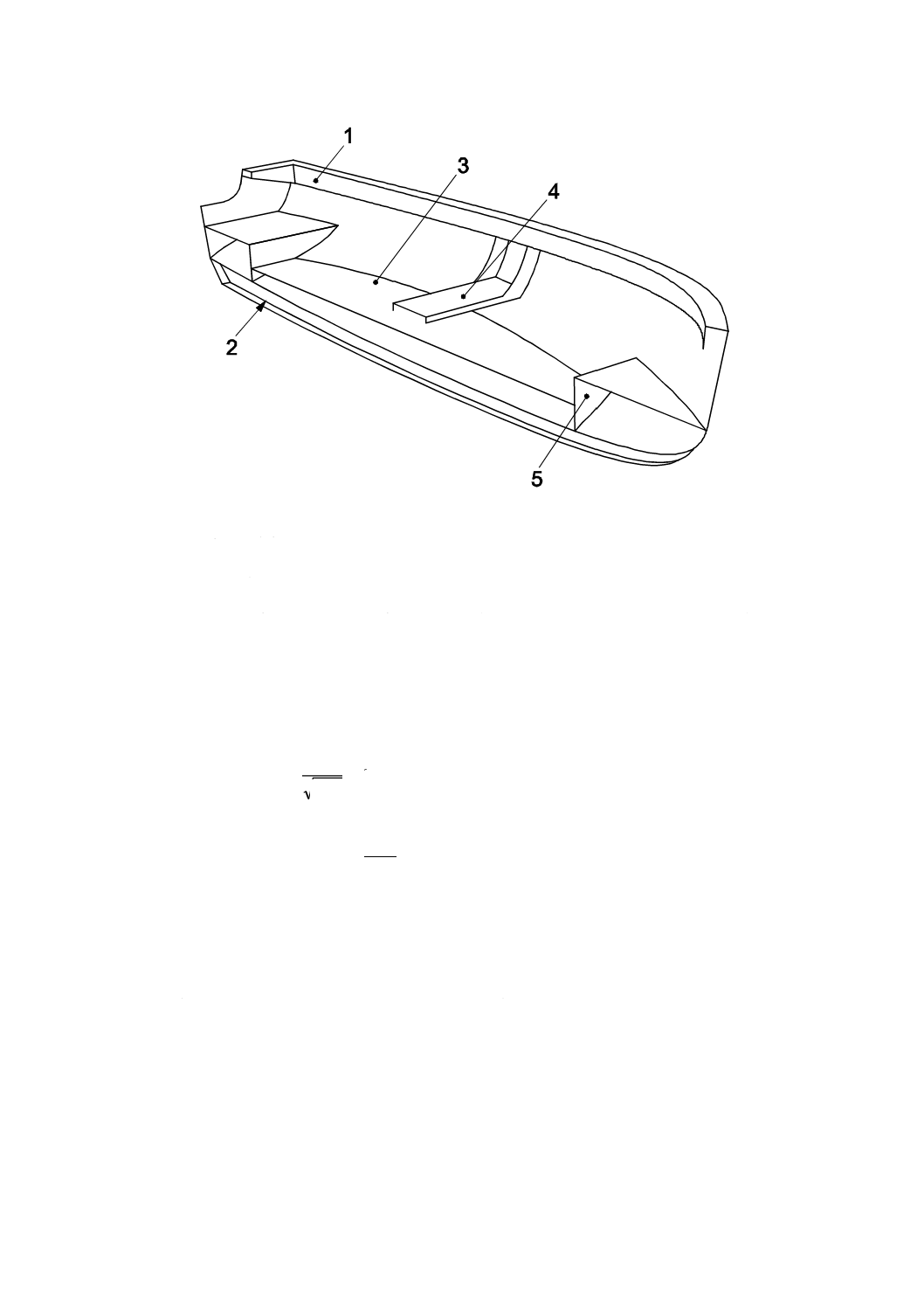
6.1.5
キール,ガンネルストリンガ,構造床及びスウォートで補強している小形低速ボート
舟艇(LHが6 m未満)では,明確な防とう材をもたないのが一般的である。しかし,防とう材として本
来意図していない部材要素,例えば,内部仕切りがそのような役割を担っている。それらの部材は,防と
う材としての別の役割のために,補強が必要な場合もある。図3は,スウォート,前後ロッカー,コック
ピット,ガンネルストリンガをそのような目的で用いている。
6.1.6
荷重支持部材
荷重支持部材とみなすためには,支持材は,溶接(連続又は不連続),構造用接着剤(エポキシフィレッ
トなど),強化繊維接着アングル材,材質に適したその他の方法によって,プレートに効果的に結合されて
いなければならない。さらに,その部材は,JIS F 1034-5に従い,船体の建造に適した材料によって建造
し,効果的な支持方法によって力と荷重モーメントとを受けることができなければならない。
6
F 1034-6:2020 (ISO 12215-6:2008)
1
トランサム
2
ガンネルストリンガ
3
隔壁
4
船側縦方向防とう材(ストリンガ)
5
ウェブフレーム
6
ディープフロア
7
船底縦防とう材(ガーダ又はストリンガ):図4 a) 又は図4 c) に示す端部構造をもつことが望ましい。
注記 1,3,5及び6は一次防とう材,2,4及び7は二次防とう材。
図1−縦構造ボートの例
1
トランサム
2
隔壁
3
フレーム
4
隔壁
5
ボトムガーダ
6
ディープフロア
7
ディープフロア
図2−横構造ボートの例
7
F 1034-6:2020 (ISO 12215-6:2008)
1
ガンネルストリンガ
2
キール
3
構造床
4
スウォート
5
ディープフロア
図3−キール,ガンネルストリンガ,構造床及びスウォートで補強している小形低速ボート
6.2
船こく強度
JIS F 1034-5は,船こく及び甲板の構造が局所荷重によって決まるという前提に立っており,これは一
般的な舟艇,特に,縦構造ボートの場合に当てはまる。
次の舟艇の場合,縦強度及び座屈の明確な評価をするのがよい。
− 横構造モータボートで,
6
>
WL
max
L
V
の場合
− 横構造セールボートで,大きなリグ荷重を想定する場合
− 大形の甲板開口部があるか,又は
12
>
max
H
D
L
の舟艇
評価を行うための推奨計算式を,附属書Dに示す。
6.3
荷重伝達
6.3.1
一般
構造配置は,構造体全体にわたって荷重を均等に伝達しなければならない。集中荷重(キールステップ
マストの場合のマストステップ,甲板ステップマストの場合のマストピラーなど)は,周辺の構造部材に,
一連の支持部材を経由して伝達する。支持されていないプレートは,集中荷重を受けることがあってはな
らない。一般に,集中荷重は,ブラケット,フランジ,フロアなどがせん断荷重として近傍の部材に伝え
る。ナイフエッジ荷重は,避けなければならない(6.3.5参照)。
荷重伝達の実務例を,6.3.2に示す。他の配置についての検証も必要である。
6.3.2
荷重伝達の実務例
荷重伝達の構造の例を,次に示す。
8
F 1034-6:2020 (ISO 12215-6:2008)
− 防とう材(アングルバー,Tセクション,ハット形防とう材,フラットバーなど)及びガーダ(エン
ジンガーダ含む。)の端部が,ブラケットのある場合もない場合も,ウェブとフランジとが効果的に支
持部材に結合して,その部材の曲げ強度又はせん断強度が支持部材で作るような端部構造をもってい
る。防とう材への荷重が小さい場合,テーパの傾斜が少なくとも30 %であり,防とう材の端部と支持
構造体との間の外板,又はその外板がテーパを施した防とう材のせん断力及び曲げモーメントを伝達
することができるように設計されていることを条件に,この防とう材はテーパ(スニップ)を施した
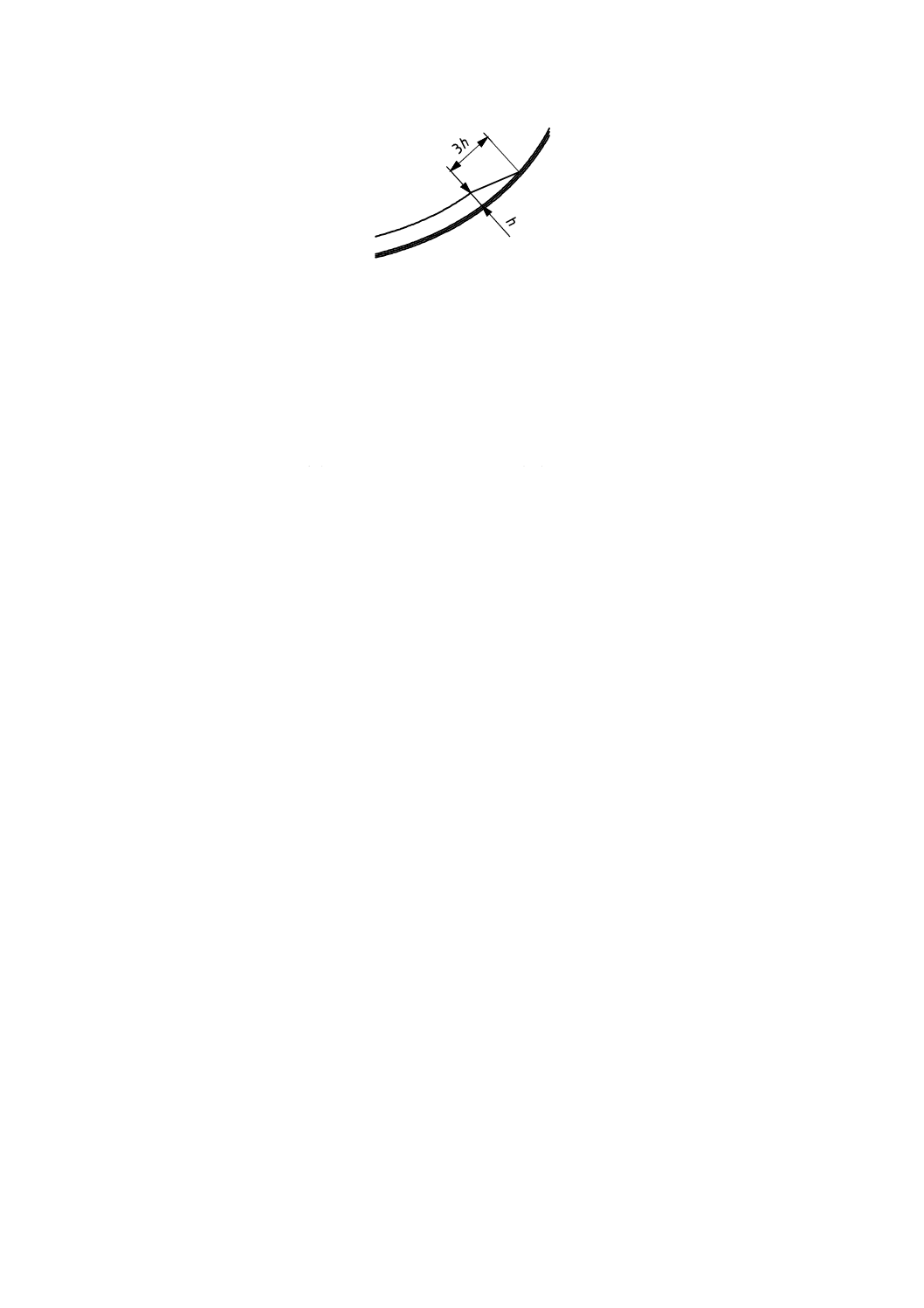
端部をもつことができる[図4 c) 参照]。
− フロアは接続している横フレームに向かって深さ方向にテーパしている。横フレームがない場合,フ
ロアは船こくサイドに,せん断力(キールからのモーメント又は船底水圧による。)が適切に船こくに
伝わるように十分な長さをもって接合する(図5参照)。セールボートバラストキールのためのフロア
又は横防とう材の端部は,ISO 12215-9による。
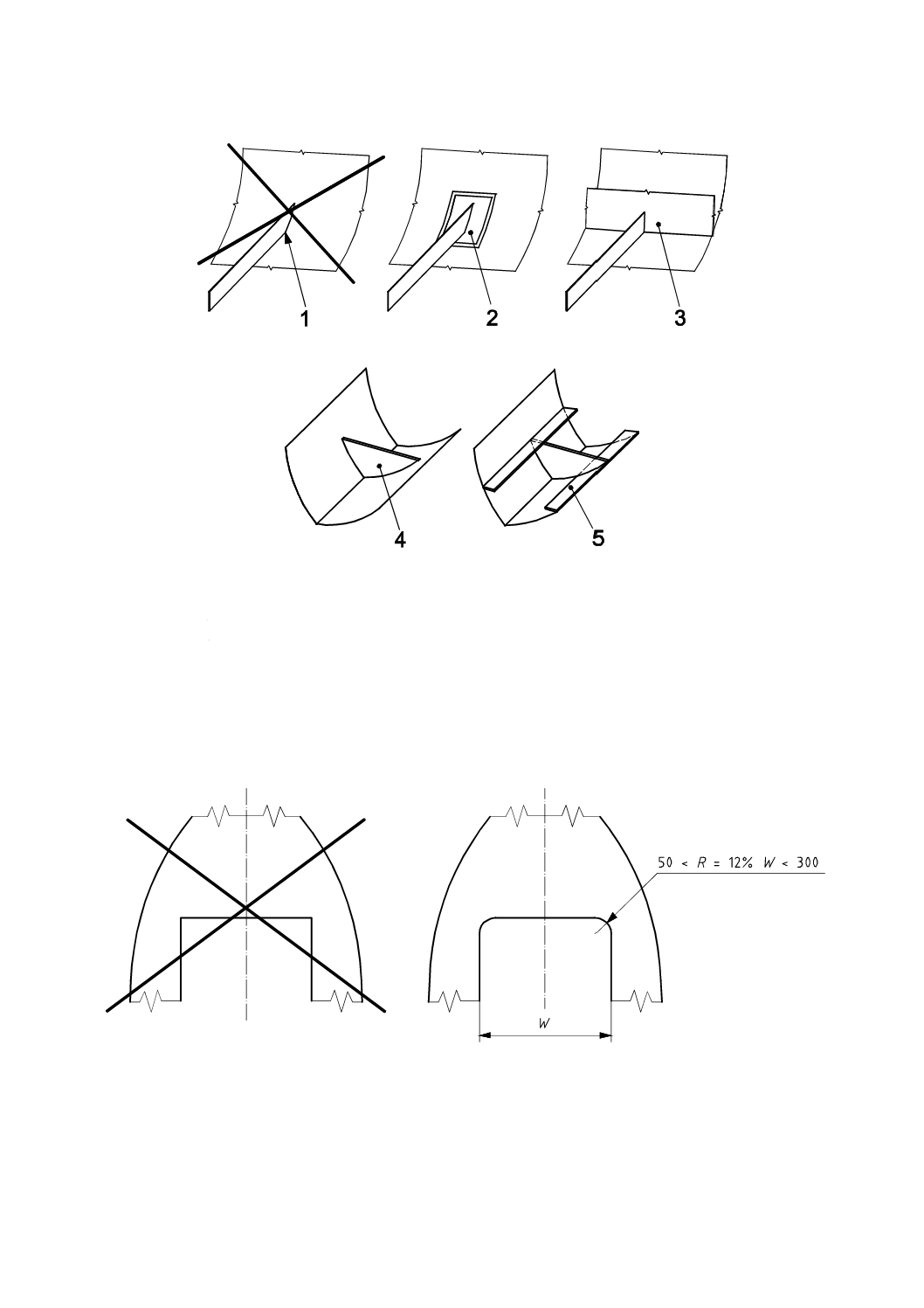
− 船こく,甲板,一次及び二次防とう材のような荷重受け部材は,カットアウト及び鋭角のコーナを避
ける。カットアウトが避けられない場合,適切に設計工作しない限り,カットアウトの深さは,その
部材のウェブ深さの50 %を超えず,カットアウトの長さはその部材のウェブ深さの75 %を超えては
ならない。カットアウトは,カットアウト深さの12 %以上又は30 mmのうち大きい方のRコーナを
もつ。カットアウトは,支持点から,及び部材の集中荷重作用点からスパンの20 %以内では避けるよ
うにする。
6.3.3
実務における甲板及び船こくの開口部
甲板及び船こくの開口部は,開口部幅の12 %以上で50 mm以上,300 mm以下のRコーナをもたなけれ
ばならない。開口部の縁が構造フラットバー又は同等部材によって補強されている場合は,この規定は適
用しない(図6参照)。また,構造的に荷重を受けるパネル又は防とう材には,鋭いカットアウトを最小
限にとどめるのが望ましい。
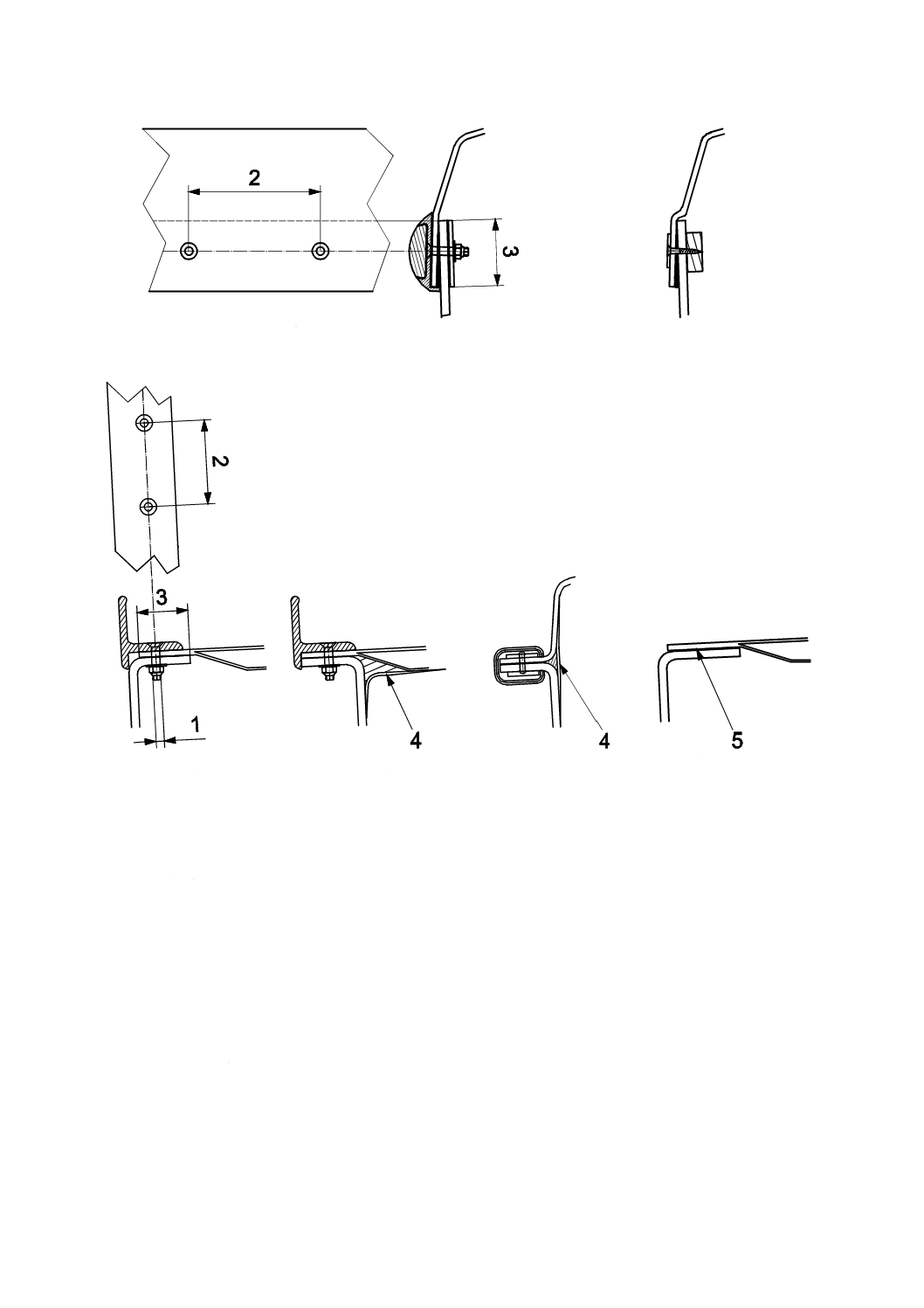
a) パネル上の防とう材端部,悪い例及び良い例
b) ブラケット,悪い例及び良い例
図4−ストリンガ及びブラケット端部の詳細
9
F 1034-6:2020 (ISO 12215-6:2008)
c) 垂直荷重が船こくで支持できることが前提のテーパ端部の例
1
割れのリスク
h
防とう材高さ
図4−ストリンガ及びブラケット端部の詳細(続き)
6.3.4
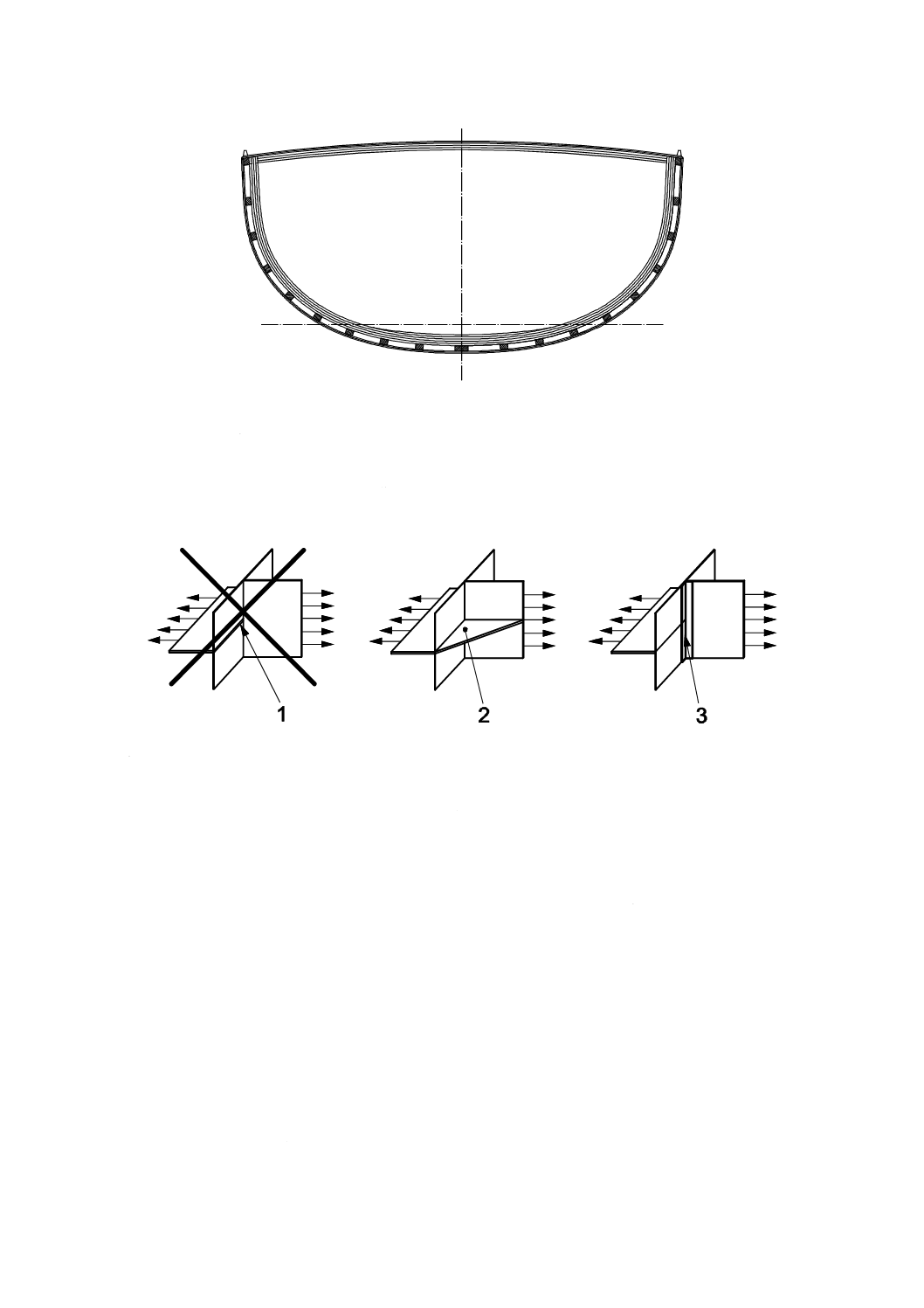
非接合フレームシステム
非接合フレームシステム(図7参照)は,一組の防とう材(非接合防とう材)が,船体プレートに直接
接触することなく他の防とう材の上に効果的に配置したものである。二つ目の防とう材の組(接合防とう
材)だけが,プレートに直接結合している。このような非接合防とう材を分析するには,JIS F 1034-5を
用い,非接合フレームの効果プレートはないものとみなす。
全ての材質で,特に,金属製ボート又は合板を使う木造船は,非接合フレームは通常T形,L形又はU
形ストリンガに接合されたIビームである。非接合フレームとストリンガとの間の溶接又は接着の面には
注意が必要で,ストリンガ又はフレームウェブのねじれ又はせん断座屈,ナイフエッジ荷重交差(6.3.5参
照)などは,別途の計算評価が必要である。指標として,溶接面又は接着面は一般に,JIS F 1034-5の式(48)
で得られる防とう材せん断ウェブの面積AWより大きくする。
10
F 1034-6:2020 (ISO 12215-6:2008)
a) 船こく上の防とう材端部,悪い例及び良い例
b) ディープフロア及び部分隔壁
1
応力集中部,割れのリスク,悪い例
2
補強プレート,普通の例
3
横方向フロア又は隔壁,良い例
4
ディープフロアの上部に縦方向部材がない,普通の例
5
フロア上部にキャビン床,甲板,又は縦方向防とう材がある,良い例
図5−ストリンガ及びブラケット端部の詳細
単位 mm
R
Rコーナ
W 開口部幅
図6−甲板及び船こく開口部のRコーナ
11
F 1034-6:2020 (ISO 12215-6:2008)
図7−非接合フレームをもつ木造船の横断面
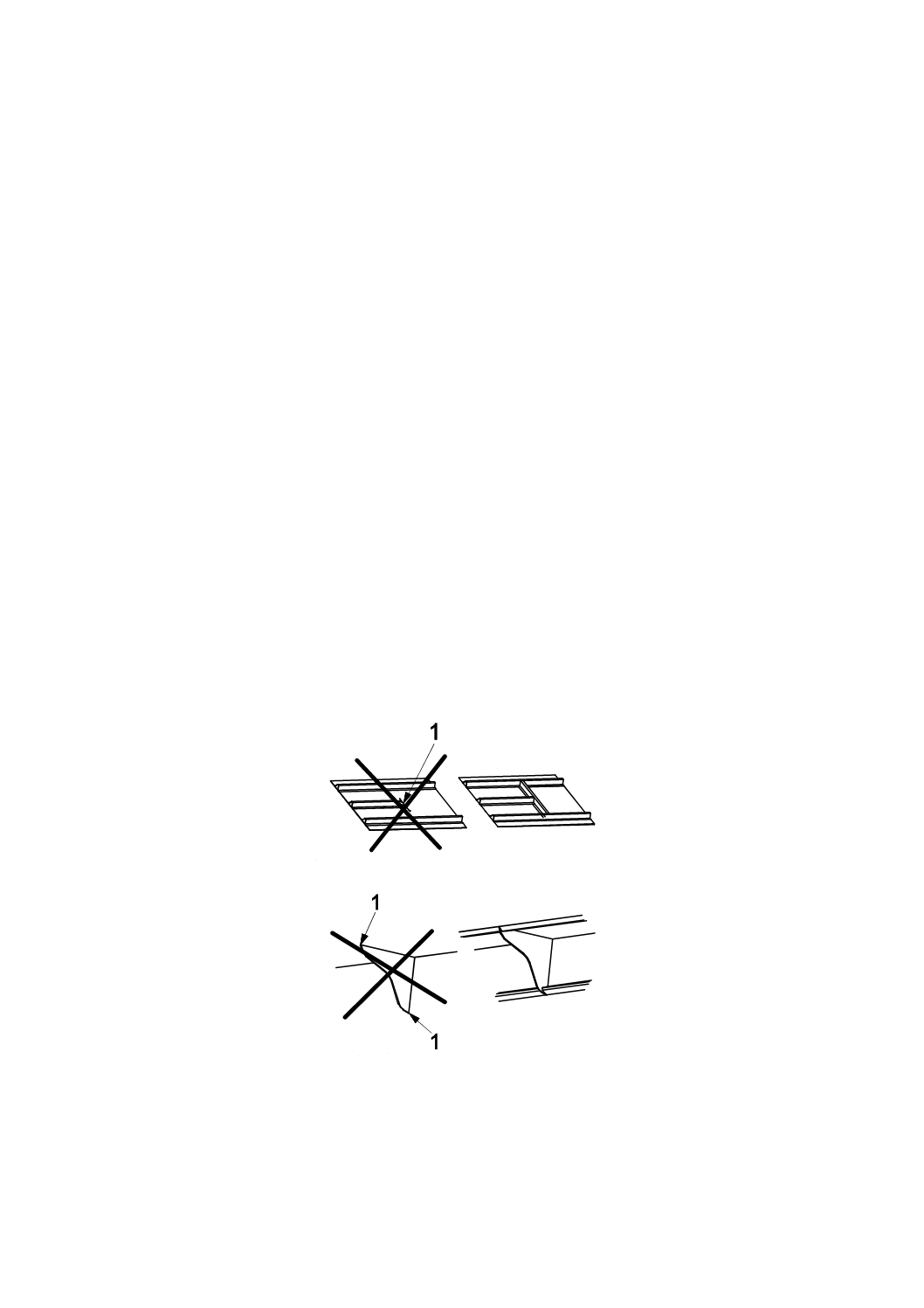
6.3.5
ナイフエッジ荷重交差
ナイフエッジ荷重交差は,二つの荷重受け部材が互いに直交する場合に起こる。このような交差が起こ
ると,二つの部材の交わる点に高い応力集中が生じるので,このような配置は避ける。ナイフエッジ荷重
交差が起こる場合,少なくとも一つの部材は,図8に示すように補強する。
1
応力集中(ナイフエッジ荷重交差),悪い例
2
水平プレートからの荷重を垂直プレートに伝達するブラケット,良い例
3
L形防とう材又はタビング(荷重の大きくない部分だけ)による補強,普通の例
図8−ナイフエッジ荷重交差のスケッチ
6.3.6
同等基準
他の配置も可能であるが,通常,それらは応力の効果的でスムーズな伝達,余裕あるRコーナ,接続ブ
ラケットの使用,緩いテーパ,応力集中の回避,軽減口設置時の注意などを考慮して行わなければならな
い(図4〜図8参照)。
6.4
防とう材スパンの決定
6.4.1
一般
防とう材がJIS F 1034規格群(JIS F 1034-5の箇条11参照)に準じているかどうかを測るため,防とう
材の間隔とスパンとを決めなければならない。
間隔は,隣り合う防とう材間の距離で,防とう材軸に直交する向きで測る。スパンは,支持点間の距離
である(JIS F 1034-5の箇条9参照)。スパンは,防とう材の曲げ強度及びたわみに非常に大きな影響を及
ぼすことを認識することが重要である。
JIS F 1034規格群は,計算を簡素化するために,防とう材を均一に分布した圧力荷重における独立した
12
F 1034-6:2020 (ISO 12215-6:2008)
ビームとみなしている。JIS F 1034-5は,独立防とう材のための支持点の配置ガイドを示している(JIS F
1034-5の図11参照)。
現実には,小形艇の構造は,しばしば一連の縦方向防とう材に交差する一連の横方向防とう材から成り
立っている。このような構造を,格子と定義する。横方向及び縦方向の部材が交差する各点を交差点と定
義する。
防とう材のスパンを,隣り合う交差点間の距離とみることができる場合がある。しかし,これでは曖昧
すぎる場合もある。一連の部材が他の一連の部材を横切るときに提供する支持力は,相対的な曲げ剛性(EI),
隔壁,船こくサイド,仕切り,その他非常に深い部材など主要な部材間を表す格子の寸法との複雑な関数
となる。防とう材スパンの決定方法を,次に示す。
6.4.2
低い防とう材を横切る高い防とう材
一連の部材が,他の一連の部材の少なくとも2倍の高さをもっている場合,高さのある部材は,“一次部
材”といい,低い部材は“二次部材”という。
一次部材のスパンluは,一次部材方向の格子寸法である。
二次部材のスパンluは,一次部材の間隔である。
例 深さ120 mmのサイドフレームが900 mmの間隔で,甲板端部からハードチャインまで1 900 mm
の距離に設置している。50 mm深さの縦方向サイドストリンガがセンター間300 mm間隔で設置
している。
サイドフレームは主構造部材で,スパンluが1 900 mm,間隔bが900 mm。
縦方向ストリンガは副構造部材で,スパンluが900 mm,間隔bが300 mm。
6.4.3
同様の深さの防とう材同士の交差
6.4.3.1
一般
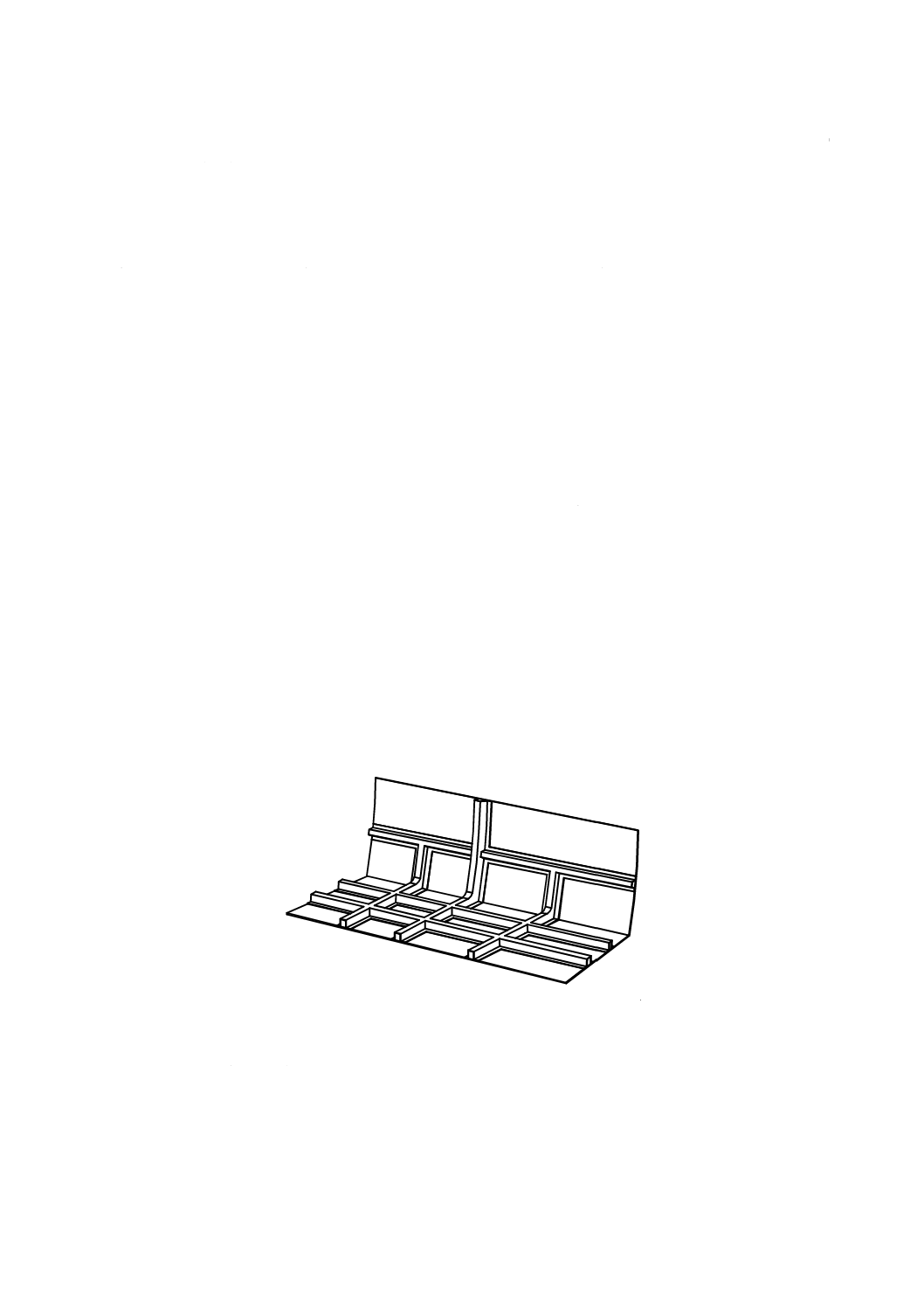
この配置は,舟艇のトレイモールディング(図9参照)としてよくみられ,“エッグボックス”形という。
いずれの方向の部材も,相互を支持しているとは単純に判断できないので,一次部材又は二次部材とみな
すことはできない。
図9−“エッグボックス”形トレイモールディング
注記 図のようなトレイモールディングは,接着したフランジにあらかじめモールドしているが,現
場での積層も可能である。
そのようなケースでは,6.4.3.2及び6.4.3.3の方法を適用する。
6.4.3.2
格子の短辺に交わる防とう材
設計曲げモーメントとせん断力とを決めるスパンは,格子寸法の60 %とする。
13
F 1034-6:2020 (ISO 12215-6:2008)
設計圧力は,格子寸法の60 %と防とう材間隔を元にした設計面積ADとを使って得る。
6.4.3.3
格子の長辺に交わる防とう材
設計曲げモーメントとせん断力とを決めるスパンは,交差点間距離の150 %とする。
設計圧力は,交差点間距離の150 %と防とう材間隔を元にした設計面積ADとを使って得る。
例 エッグボックスは,75 mm深さのハット形防とう材の両方向に置く。ハット形防とう材は双方の
組共600 mmの間隔で,格子は2 300 mm×1 700 mmの寸法をもつ。1 700 mm長さの方向の防と
う材:間隔=600 mm,スパン=0.6×1 700=1 020 mm。設計圧力は,600 mm×1 020 mmの面積に
基づく。2 300 mm長さ方向の防とう材:間隔=600 mm,スパン=1.5×600=900 mm。設計圧力
は,600 mm×900 mmの面積に基づく。
6.4.3.4
注意事項
6.4.3.2及び6.4.3.3の方法は,実際の格子の特性を大幅に単純化したものである。深さは,曲げ剛性,3
ul
EI
を表す。用いている手法は,格子の二方向の構成において,防とう材の数,防とう材積層などが大方同じ
であることを前提にしている。この仮定によって,格子の短い辺を計算に使うことになる。つまり,格子
が両方向で同じ積層であれば,短い方向の方により大きな応力を生じるからである(プレート公式と同じ)。
6.4.3.5
条件を満たさない格子の例
6.4.3.4に示した条件に適合しない格子は,例えば,6 000 mmの長さをもち,カーボン繊維を含むエンジ
ン支持用のハット形防とう材が2本あって,それに直交する長さ1 500 mmのハット形防とう材は10層の
マット/ロービングの構成になっているような構造が考えられる。
全ての構造をカバーするような単純化した評価法は定義できない。ただし,JIS F 1034規格群で単純な
方法を示さないことが,他の構造の使用を排除するという意味ではないということも注意する。
6.4.4
エッグボックス形のトレイモールディングにおけるせん断力の伝達
6.4.4.1
実務例
ハット形防とう材から成るエッグボックス格子のウェブは,格子の双方向で連続していることが望まし
く,少なくとも格子の一方向で連続している。格子を型で作る場合,交差部に十字形の隙間を残すので,
せん断用ウェブを積層する。この場合,二次積層部は通常よりも低い強度しかもたないことを認識する。
二次接着が使われているところ,又は格子の一方向のウェブだけが連続の場合,JIS F 1034-5で規定する
ウェブのせん断面積を20 %増やすものとする。
6.4.4.2
同等基準
十字形の隙間があり,最終的に連続したせん断ウェブが存在しない場合,その構造は,次のいずれかの
条件を満たすことで容認する。
− 十字形隙間の近傍におけるせん断応力が,設計せん断応力の20 %に満たない。
− 交差点の外側に追加の補強がなされ,その補強の適切さが計算又は試験によって実証している場合。
6.5
窓仕切り
縦仕切りは,窓を支持する防とう材(窓の垂直フレームなど)である。窓の有無にかかわらず,大きな
開口部は,縦仕切り構造を必要とする。縦仕切りは,次に示す二つの荷重ケースに耐えるように決定する。
注記 負荷は一時的なものであり,同時に発生しないことと仮定している。
− 荷重ケース1:単純な支持ビームが,JIS F 1034-5で規定しているように,甲板室のサイド及び前縁に
相当する一様分布の荷重を受けている。荷重幅は,窓が設置される縦仕切り間隔に相当する。許容応
力は,JIS F 1034-5で規定する値とする。
14
F 1034-6:2020 (ISO 12215-6:2008)
− 荷重ケース2:単純な圧縮ストラットが,JIS F 1034-5で規定しているように,甲板構造上に作用する
総圧力に相当する荷重を受けており,複数の仕切りによって支持されている。破壊を引き起こす圧縮
荷重は,柱とストラットとの間の相互干渉を考慮するランキン・ゴードン又はペリー・ロビンソンの
公式によって計算する。この圧縮荷重は,ランキン・ゴードン又はペリー・ロビンソンの公式による
荷重の少なくとも2倍とする。
窓の扱いについて,次に示す。
a) 非接着窓を有効とはみなさない。
b) 接着窓は,パネル及び仕切りの強度を同時に評価する。
ガラス状の材質が使われている窓,例えば,PMMA(アクリル)又はガラスは通常の工業材料よりもも
ろいので,JIS F 1034-5で規定するものよりも高い安全率を用い,JIS F 1040から引用する。
6.6
セールボートのマストに関するサポート
セールボートのマストに関するサポートの詳細は,ISO 12215-9に示されている。
7
FRP構造の詳細
7.1
局部補強
7.1.1
一般
損傷しやすい箇所は,軽い座礁,離着岸,けん引荷重,浮遊物との接触などに対する保護を行う(ステ
ム,キール,センタライン域,チャインなど)。このような保護は,部分的な補強(ラビングステーク,ブ
ラケット,隔壁など),追加の積層,積層オーバーラップなどによって行うことができる。
7.1.2に,追加積層による補強に適した方法を規定する。
7.1.2
追加積層による補強の実施
7.1.2.1
保護キール
ここでの保護キールは,船体の最も低い部分のセンタライン上を通っている明確に角張っているもので
ある。多胴艇の場合は,各船体に一つの保護キールがある。セールボートのバラストキールも,厳密には
保護キールと考えられるが,ISO 12215-9での要求が,この細分箇条の内容に置き代わるものとする。船
底が平ら又は丸くなって,明確な角がない場合,その船体にはこの細分箇条が扱う保護キールはないもの
とする。
保護キールの特徴を次に示す。
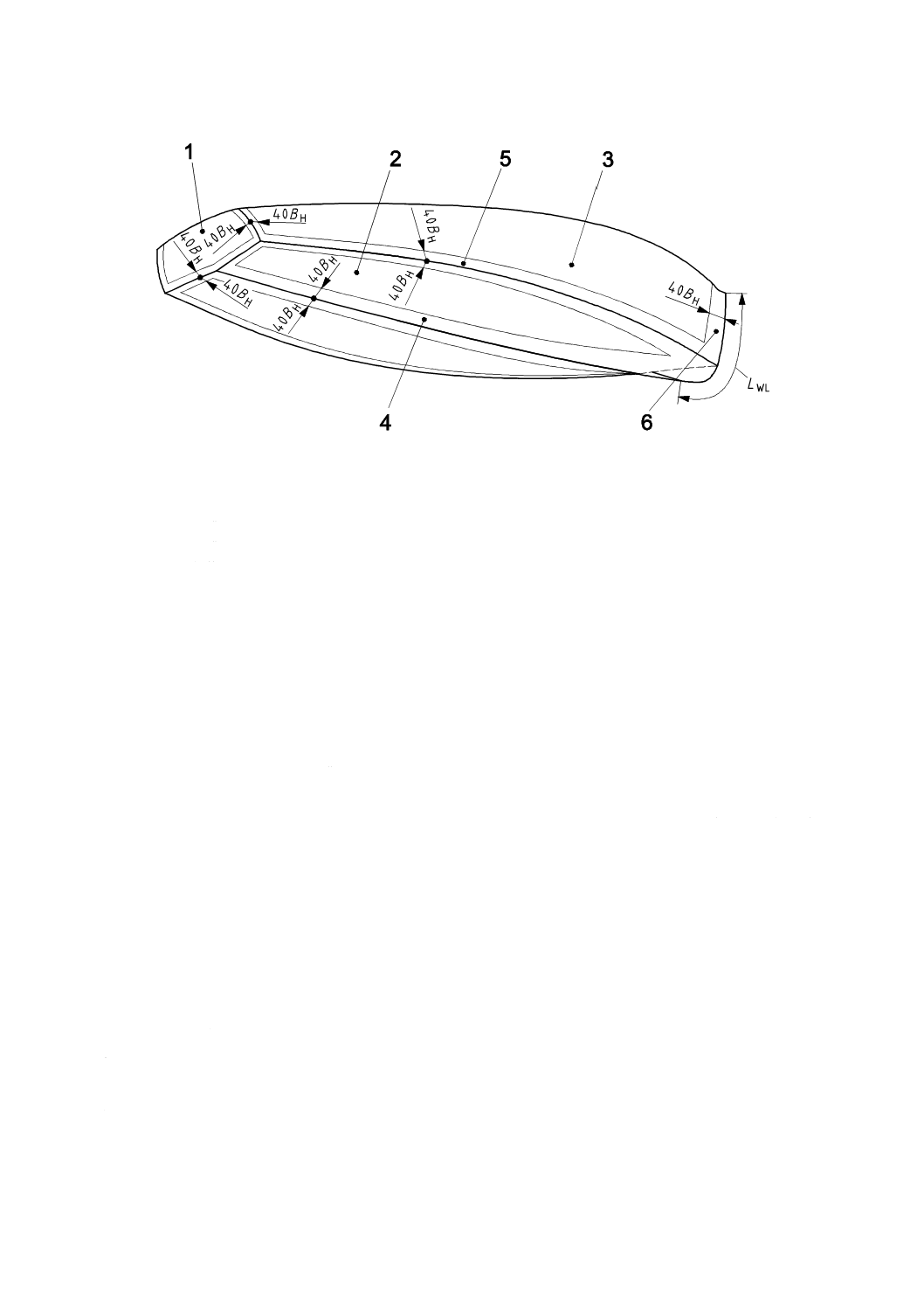
a) こす(擦)れ又は軽い座礁に対する補強 キールは,軽い座礁による耐衝撃性を増すために補強して
いる。図10及び式(1)に示すような積層の補強範囲が,センタラインから(80×BH)mm以内にある
ことが条件となる。
注記 計算結果はミリメートル(mm)で出るが,BHの値をメートル(m)の単位にして用いる。
b) 離着岸又はけん引時の荷重に対する強度 離着岸又はけん引時の荷重に耐えるように設計されたキ
ールで,オーナーマニュアルに別途離着岸などのガイドが掲載されていない限り,満載排水質量をキ
ールのどの部分で受けても,破損,ゆがみ,割れなどを起こさないものとする。よって,次のような
条件を満たしていなければならない。
キールの水平軸周りに対する最小断面係数SMKEEL(cm3)は,式(1)の値である。
SMKEEL=1.4×10−3×f1×mT×LH ···················································· (1)
ここに,
mT: JIS F 0081によるトレーラけん引時の舟艇質量(kg)
15
F 1034-6:2020 (ISO 12215-6:2008)
fu
1
130
σ
f=
·················································································· (2)
ここに,
σfu: 積層の限界曲げ強度(N/mm2)
実際のキール断面積の計算では,有効プレート幅(JIS F 1034-5の11.6参照)は,キールのいずれかの
サイドの船底厚さの20倍とする。
7.1.2.2
保護ステム
保護ステムは,船体の最先端部で,mLDC時の喫水線から甲板又はガンネルストリンガまで達する。
積層は7.1.2.4に従い,図10の範囲でセンタラインから(40×BH)mm以内にある。
注記 計算結果はミリメートル(mm)で出るが,BHの値をメートル(m)の単位にして用いる。
7.1.2.3
保護チャイン
船体の曲げ又はねじりから生じる応力は,チャインに集中する傾向にある。また,チャインは擦れを受
けやすい。したがって,最大130°の角を含み,図10及び7.1.2.4に従う範囲で,センタラインから(40
×BH)mm以内を補強する。
注記 計算結果はミリメートル(mm)で出るが,BHの値をメートル(m)の単位にして用いる。
7.1.2.4
保護範囲の補強
保護範囲の補強繊維最小質量は,次のとおりとする。
保護キール,ステム及びチャインの,船底補強最小乾燥ガラス含有質量wMINは,JIS F 1034-5の式(47)
による。
− 保護キール(2.2×wMIN)(kg/m2)
− 保護ステム(2.0×wMIN)(kg/m2)
− 保護チャイン(1.7×wMIN)(kg/m2)
7.1.3
代替基準
7.1.2の目的は,堅ろう(牢)性の定量的尺度を提供することであり,これは製造業者によって採用する
か,又はベンチマーク目的で用いる。7.1.2によって提供したものと同様のレベルの堅ろう性を,計算又は
試験のいずれかによって証明していれば,局所強化の代替方法として採用してもよい。
16
F 1034-6:2020 (ISO 12215-6:2008)
1
トランサム
2
船底
3
船側
4
保護キール
5
保護チャイン
6
保護ステム
BH 船体幅
LWL 水線長
図10−積層の補強範囲
7.2
接着
7.2.1
一般
JIS F 1034-5による船こく又は甲板の厚さの要求事項には,接着する防とう材の接着タブ又は接着フラ
ンジを含まない。
注記 この要求の理由は,JIS F 1034-5の強度の要求事項が,パネル端部の固定の程度が50 %〜100 %
であると仮定しており,パネルの設計曲げモーメントがパネルセンターだけに起こり端部には
起こらないことを意味しているからである。さらに,ハット形防とう材ウェブ間の接着タブに
よるメリットもない。
構造部材間の接合は,JIS F 1034-5で規定する荷重を,同じか又はそれ以下の設計応力で伝達すること
ができなければならない。接合は,通常,接着タブ,接着剤,構造用接着フィレット,機械的固定,又は
これらの組合せで行う。附属書Bに示す方法によって,接着ラインの応力評価を行う。
これらの計算によると,構造部材の接合は,次の分類に従って,それが伝えなければならないせん断応
力又はせん断流れの関数として考える必要がある(JIS F 1034-5の11.6,11.7,表20及び表21参照)。
a) σd及びτdに近い応力を受けるためのハット形防とう材で,JIS F 1034-5に従い,高せん断応力及びせ
ん断流れを伝える。
b) ボンクサイド又は深い構造部材のような高い防とう材で,中間規模のせん断応力及びせん断流れを伝
える。
c) 隔壁(マスト又はリグの重荷重を受けないもの)のように非常に高さのある防とう材で,中間から低
い規模のせん断応力及びせん断流れを伝える。
以上によって,ストリンガ又はバラストキールフロアの接合の方が隔壁の接合よりも,より重要である
17
F 1034-6:2020 (ISO 12215-6:2008)
ことが説明できる(7.2.4の隔壁接合を参照)。
7.2.2
接着タブによる防とう材の接合
接着タブは,現場で行う二次積層による接合方法である。ウェブの材質と同様の材質をもつ接着タブの
場合,接着タブの総厚さは,ウェブの総厚さを超える必要はない。実用可能であれば,両サイドに接着タ
ブを施工することが望ましい。
7.2.3
FRPハット形防とう材の接合
7.2.3.1
一般
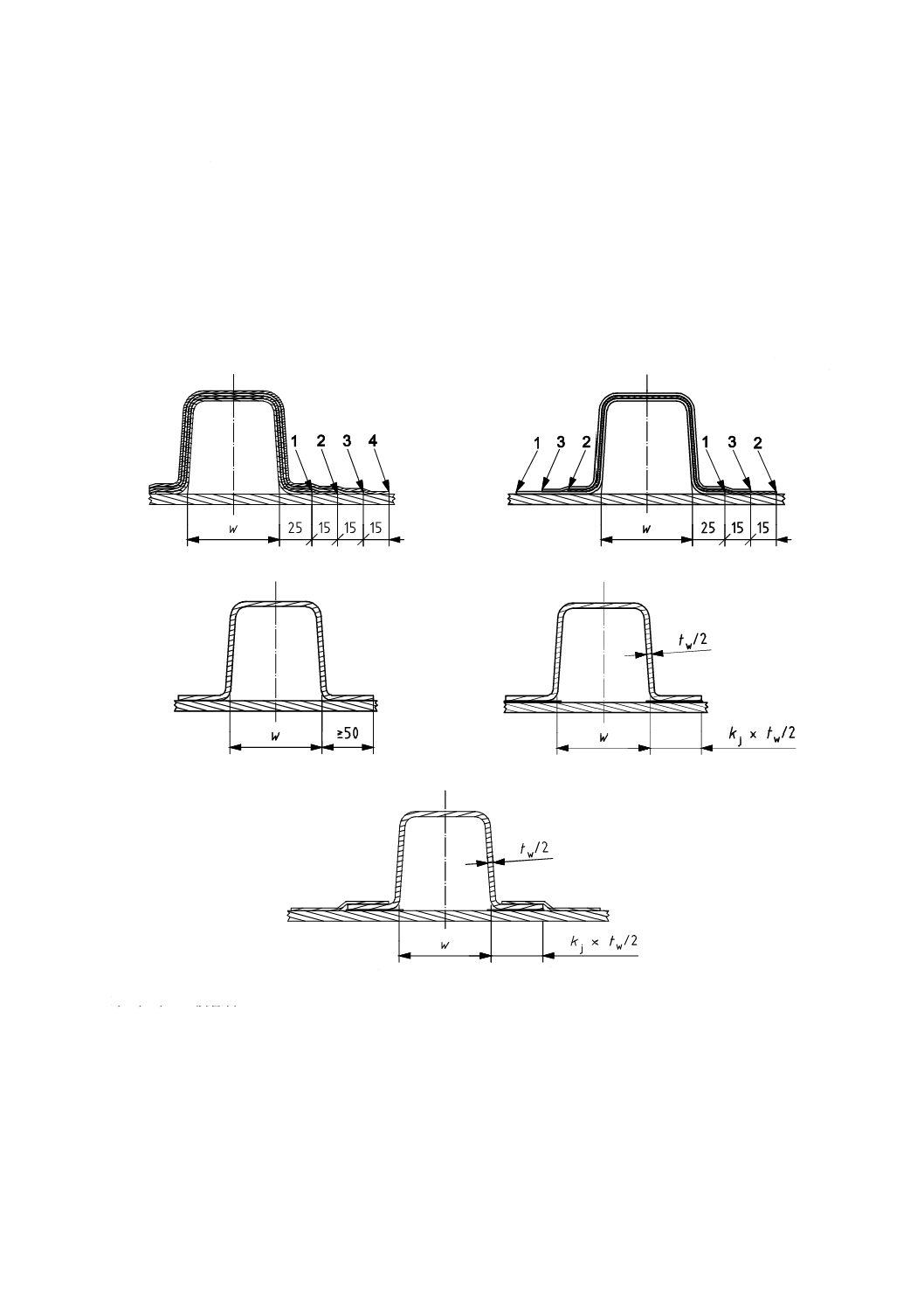
五つの典型的な配置を,図11に示す。
単位 mm
a) 参考書にある接着タブ
b) 千鳥式タブ
c) 造船所式タブ
d) 接着防とう材
e) 接着防とう材に追加タブ
1,2,3,4 積層順
kj 接着幅係数
tw ハット形防とう材ウェブ総厚さ
W 開口部幅
図11−典型的なハット形防とう材結合
18
F 1034-6:2020 (ISO 12215-6:2008)
7.2.3.2
参考書のハット形防とう材[図11 a)]
フォーム材の上にFRP積層を施した防とう材のための接着タブを,図11 a)に示す。この方式は,参考
書又は船級協会がストリンガ及び横フレームに推奨するものと類似している。最初の層は,0.6 kg/m2のガ
ラス繊維で,25 mm幅,他の層は最低で15 mm幅をもたせる。各積層は,前の積層の上にかぶり,図11 a)
に示した幅のオーバーラップをとる。ガラス以外の繊維の場合,附属書Bに示す方法によってオーバーラ
ップの計算を行う。この配置は,各層が前層を経由せず,せん断力を直接プレートに伝達することができ
るように設計している。
7.2.3.3
産業界におけるハット形防とう材接着タブの実例[図11のb)及びc)]
図11のa)及びc)の中間的な接着タブを,図11 b)に示す。千鳥式タブは,全ての層は同じ幅をもつ,つ
まり,元の積層+[(2×25)+(2×15)] mm。層1は25 mm左にずらして積層,層2は右に25 mmずらして積
層,層3は中間に積層する。
図11 c) は,千鳥がなく多くの造船所が採用している方法である。この配列によるストリンガは,12 m
未満の舟艇で,最適な建造技術を用いた場合,良好な結果を得る。しかし,このように局部的な施工は施
工者の技量に大きく依存している。単に図11 c)に示す形状に従って行うことでは,信頼性の高い接着は保
証されない。つまり,個々の施工業者に依存した建造技術を,図11 c) は例示しているにすぎない。接着
タブ又は接着幅の評価については7.2.3.5に規定している。
7.2.3.4
事前製作のハット形防とう材,ライナー,トレイモールディング接着の実例[図11のd)及びe)]
ハット形防とう材及びライナーの多くは,事前に製作する。図11 d)に示す手順によるストリンガは,14
m未満の舟艇で,最適な建造技術を用いる場合,良好な結果を得ることができる。
図11 e)は追加の接着タブを示し,バラストフロアなど大きな応力が加わる部分に,しばしば追加する。
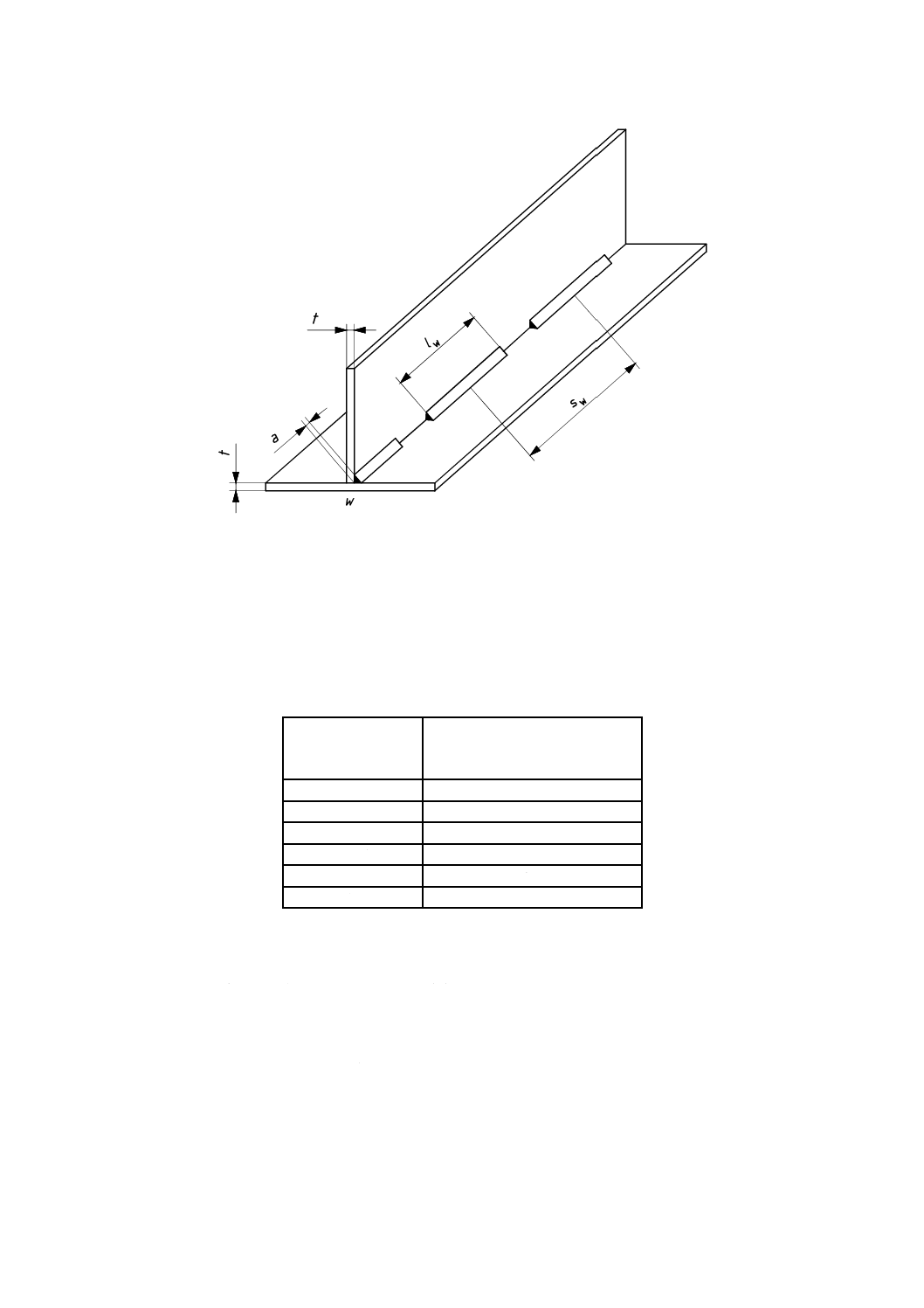
7.2.3.5
接着タブ及び接着の幅
接着タブ及び接着は,プレートからのせん断応力を,接続フランジの中間積層又は接着剤のせん断荷重
を使って,ウェブに伝えるためにある。この問題については,JIS F 1034-5の附属書Hで規定している。
次に示す数値は,使用者の熟練度,材質及び表面処理に大きく依存しており,単なる参考数値である。
よって,試験又は長期間の実用による検証を行わなければならない。防とう材と船こくとの間の隙間は,
硬い部材が船体表面に対し適応が容易でないので注意を要する。このような場合,充塡機能をもつ接着剤
の使用が必要である。
図11のc)〜e)は,接着フランジの幅bwを示す。係数kjは,式(3)に示すように,接着幅及びウェブ総厚
さの半幅の比を表す。
=
2
w
w
j
t
b
k
················································································ (3)
式(3)で求める比は,式(4)から求める係数kjminの最小値を超えなければならない。
db
dw
min
j
τ
τ
k
=
·············································································· (4)
ここに,
τdw: JIS F 1034-5で規定するハット形防とう材又はライナウェブ
の設計せん断応力(N/mm2)
τdb: 接着剤の設計せん断応力(N/mm2)(B.3参照)
したがって,接着フランジの最小幅bwmin(mm)は式(5)で与えるが,50 mmより小さい値はとらない。
19
F 1034-6:2020 (ISO 12215-6:2008)
db
dw
w
min
w
2
τ
τ
t
b
×
=
········································································ (5)
この場合の2wtは,ハット形防とう材又はライナウェブの半幅(mm)である。
ポリエステル又はエポキシの接着剤又はペーストのkjminの実用的数値を,表2に示す。補完して中間的
な数値を決めてもよい。より精密な値を,附属書Bに示す。
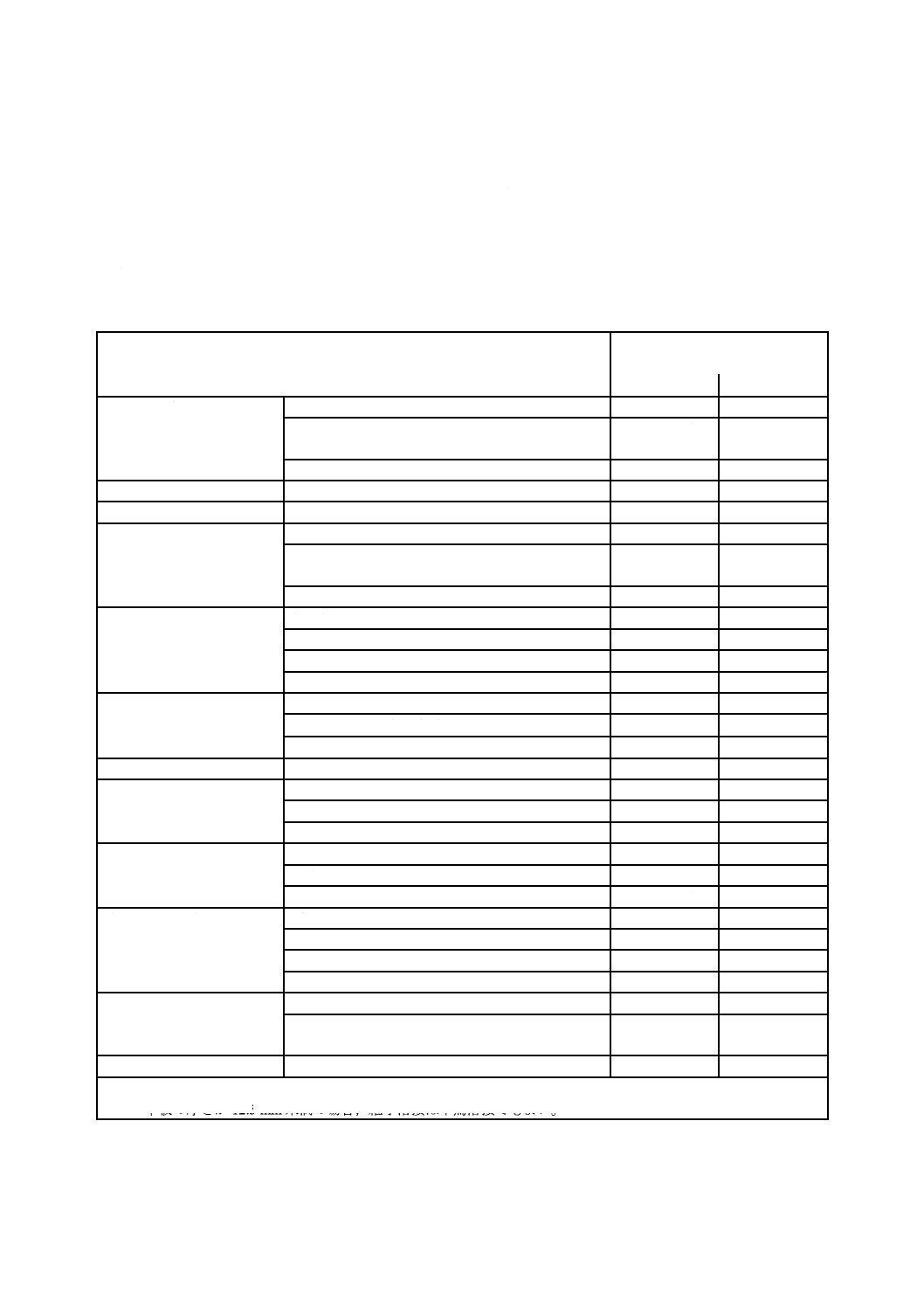
表2−ガラス繊維積層用のkjminの実用的数値
ガラス繊維タイプ
ガラス含有率
Ψ
ポリエステル又はビニルエステ
ルの樹脂,接着剤又はパテ
低温硬化エポキシ樹脂,
接着剤又はパテ
マット/ロービング/4軸方向
0.35
12
7
ダブルバイアス
0.35
20
11
マット/ロービング/4軸方向
0.5
14
8
ダブルバイアス
0.5
23
13
全ての防とう材に対し,接着結合計算を行う必要はなく,代表的なサンプルだけでよい。
高応力のウェブの場合(フロアの交点など),図11 e)に示すように,現場での追加接着タブの施工が必
要である。
防とう材ウェブのせん断応力が,積層内設計せん断応力の80 %以下の場合,kj値を下げてもよい。kjは
表2又はB.4の数値を用い,
dw
aw
τ
τ
を乗じる。ここに,τaw及びτdwは,それぞれ,ウェブの実質せん断応力
及び設計せん断応力である。接着幅は,50 mm以上とする。
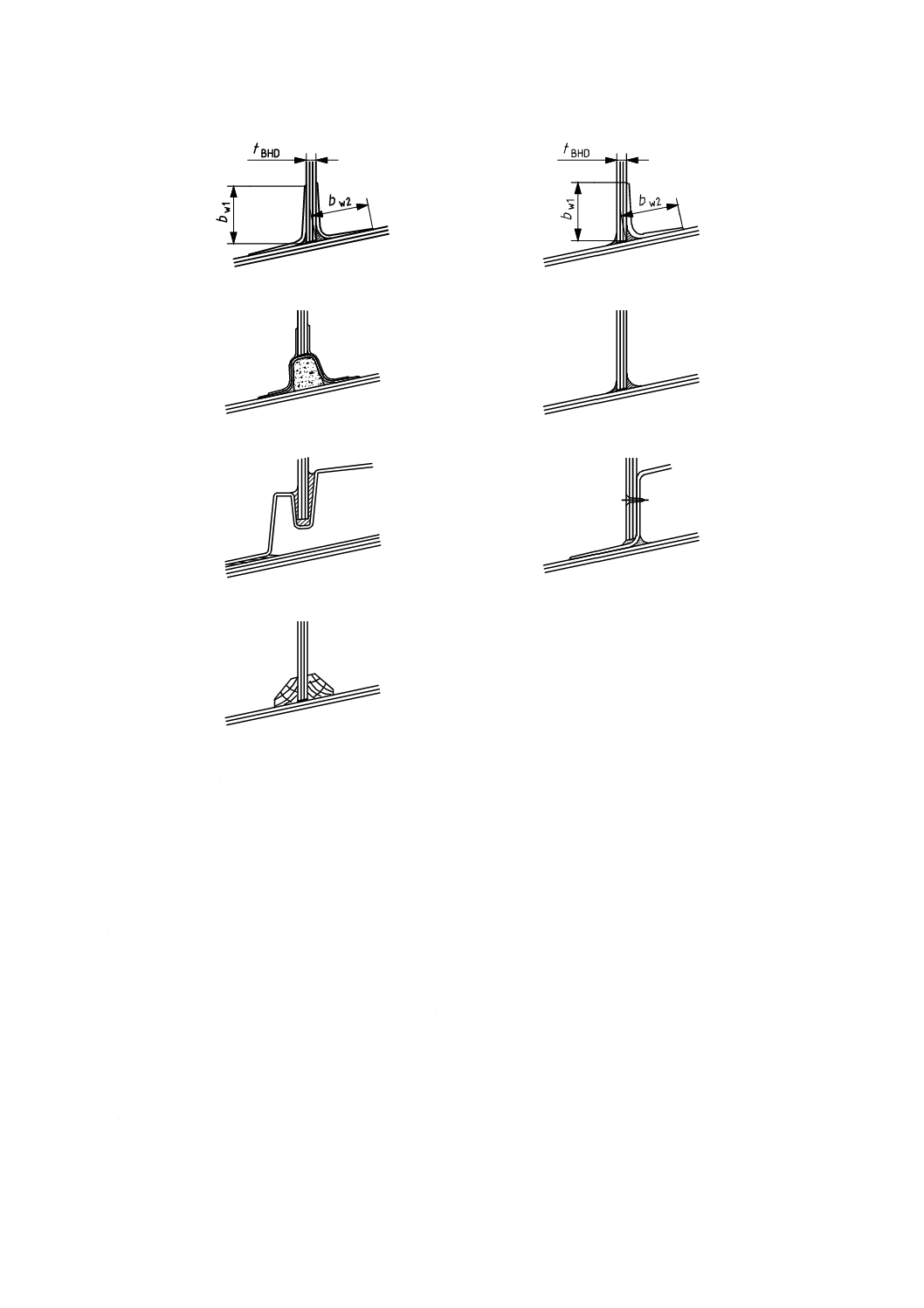
7.2.4
隔壁,部分隔壁,ボンクサイド,その他のための,接着タブ応用の実例
結合する部材が単板の場合,接着タブの厚さは,そのタブがウェブと同様の強化形態でできているとき,
結合するウェブ総厚さtwを超える必要はない(図12参照)。
結合する部材がサンドイッチ構造の場合,接着タブの厚さは,そのタブがサンドイッチ積層スキンと同
様の強化形態でできているとき,結合されるサンドイッチスキン厚さを超える必要はない。
図12は,多くのボート製造業者によって実例で典型的に使われる接合である。接着ライナー又は防とう
材格子を含む,どのようなタイプの防とう材にも適用できる。図12で示す形状は,最適な建造技術を用
いる場合,良好な結果を得る。しかし,このように局部的な施工は,施工業者の技量に大きく依存してい
る。単にこれらの施工技術に従って行うことは,裏付けもなく,信頼できる接着が保証されるものではな
い。よって,個々の施工業者に依存した建造技術としての例示を,図12は示しているにすぎない。
20
F 1034-6:2020 (ISO 12215-6:2008)
a) 両サイドへ接着タブ
b) 片側だけに厚い接着タブ
c) ハット形防とう材上への接着
d) タブ両側へ接着剤
e) ライナーの溝への接着剤
f) 機械的接合と追加の接着ライナー
g) 木材クリートの接着剤結合
bw1,bw2 接着タブ寸法
tBHD
合板の厚さ
図12−隔壁接合の仕様例
7.2.5
合板隔壁及び船こくの結合の実例
合板隔壁が船こくと甲板に結合している部分は,接着は構造的に効果的で,接着が可能な場合,両側で
の接着が望ましい。その他の接着タブの場合と同様,接着剤の選択,接着面の下地,及び作業者の技術が
重要となる。
製造業者が適切に施工した実例は,次のとおりである。
a) 75 mmを超えず(3×tBHD)長さの角接着タブ(図12のbw1及びbw2)
b) (0.06×tBHD)kg/m2の質量をもつ角接着タブ
注記1 図12のa) 及びb) はガイドラインのためであり,目安としてだけ用いる。
これらの数値は,接着タブの両側に適用する。施工上のアクセスの問題で,片側だけにしかタブが施工
できない場合,積層質量を30 %〜50 %増やすのがよい。
合板サンドイッチ隔壁の場合,tBHDはスキンの合計厚さとなり,両スキンは同じ厚さをもっていると仮
定する。
21
F 1034-6:2020 (ISO 12215-6:2008)
合板隔壁は,船こく,トレイモールディング,ライナーなどに接合し,その際,JIS F 1034-5で規定す
るせん断荷重を,大きなマージンをもって,伝達できることが前提である。
注記2 大きなマージンとは,限界強度の0.25倍の設計強度である(附属書B参照)
7.3
主要接合部
7.3.1
船こくと甲板との接合
船こくと甲板との接合は,船こくと甲板との間の構造的剛性及び連続性を確保し,船体全体の曲げ(サ
ギング)による圧縮荷重に耐えるように設計及び製造を行う。しかし,船側又は甲板よりも強い必要はな
い。
設計区分A,B及びCの全通甲板ボートの船こくと甲板との接合は,水密構造をもつ。これは部分甲板
ボートの甲板にも適用する。
船こくと甲板との接合の典型的な仕様は,次のとおりである(図13参照)。
− 機械的固定部材(ボルト,リベット,ビス,その他)による接合,金属又は木材の補助インナプレー
トが必要
− オーバーラップ積層
− 接着剤
− 上記の組合せ
シヤー又は船こくと甲板との接合部が舟艇の最も幅広部の場合,離着岸又は係船中の荷重に耐えるよう
な補強を施すことが望ましい。
甲板の水密性が要求される場合(復原性のためなど),船こくと甲板との接合も水密でなければならない。
積層材が機械的に接合される場合,固定部材は耐腐食性金属,又は耐腐食処理を施したものでなければ
ならない。固定部材は,結合の有効性を損なうことのないような間隔及び配置で行う。座金及びナットは
互換材質とする。積層の端部,締め具穴はシールする。
製造業者が実例で使い,評価している仕様は,次のとおりである。
a) (2.8+0.42 LH)mmの径のボルト又はねじ
b) (190+4.25 LH)mmのボルト又はねじ間隔
c) (4×LH)mmで30 mm以上のオーバーラップ
注記1 a),b)及びc)の値はガイドラインを示し,指標としてだけ扱う[図13 a)参照]。
注記2 これらa),b)及びc)の値はmmで示され,LHはmで示される。
注記3 a),b)及びc)の値は,接合の強度がボルト強度にだけよっていると考える場所に適用する(併
用するペーストは,水密性確保のためだけと考える。)。ペーストが大きな接着機能をもって
いる場合,上記の値は過大となる。
船こくと甲板との接合が主に接着で施工している場合,製造業者は,過去の事例に基づいた仕様で施工
し,同時に,接着剤製造業者と協議しながら作業を進めなければならない。
上記に規定した仕様に替わるものも採用できるが,船こくと甲板との接合の荷重を効率よく伝達するこ
とが条件である。ただし,過去の施工例に基づくことが望ましい。
22
F 1034-6:2020 (ISO 12215-6:2008)
a) 垂直接合
b) タッピングねじ及び裏当て木材を
併用した垂直接合
c) 甲板レベルでの水平
内フランジ接合
d) 甲板レベルでの水平
外フランジ接合
e) 水平接合
f) 接着剤だけの水平接合
1
ボルト/リベット/ビス径
2
ボルト間隔
3
オーバーラップ幅
4
水密積層
5
接着接合
図13−船こくと甲板との接合の仕様例
7.3.2
センタライン接合
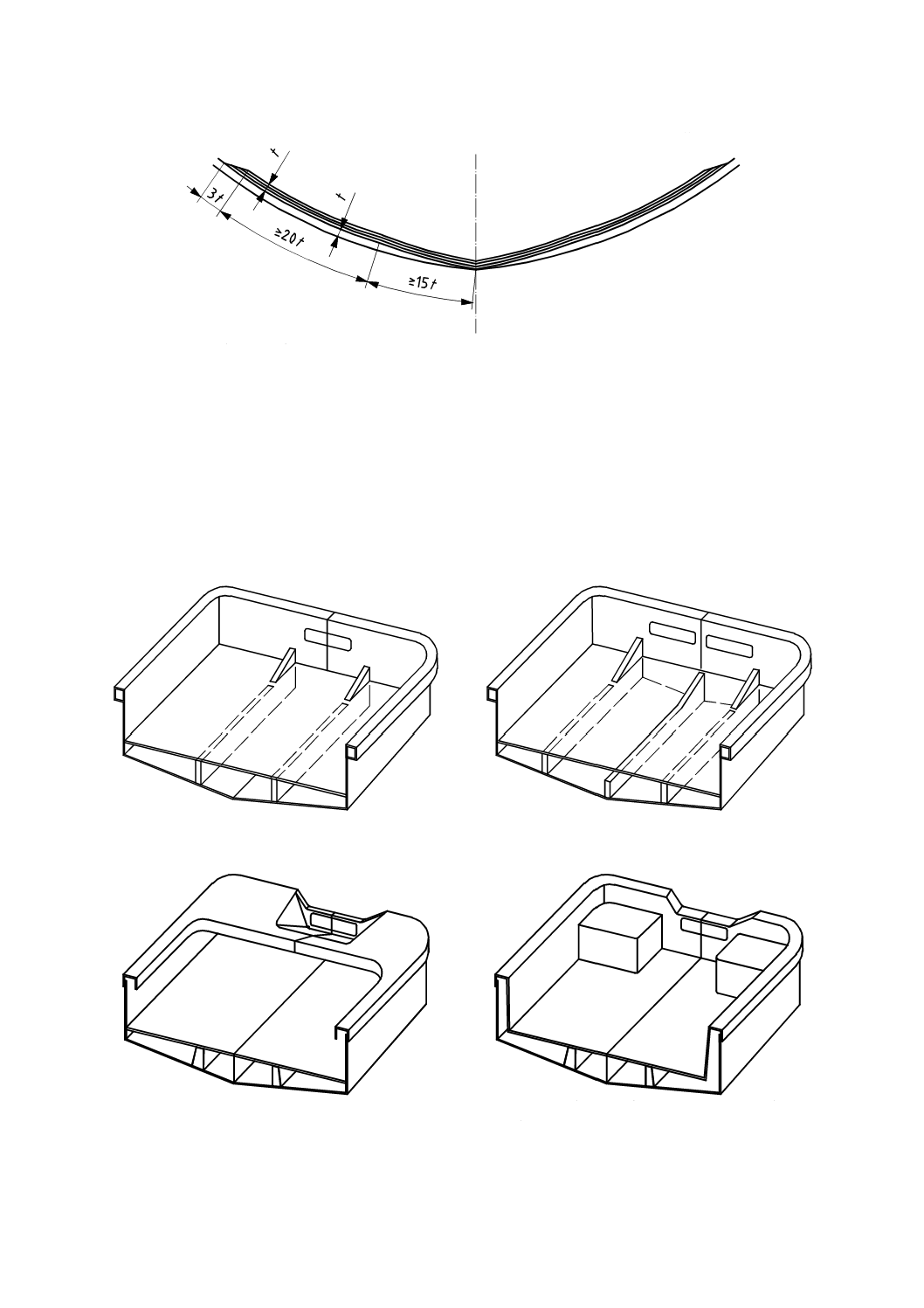
船体を半船体ごとに建造する場合,それらの船体を交互にオーバーラップさせ,連続した積層で結合し
なければならない。接合の前に,接着面の念入りな下地処理を行う必要がある。
図14は接合仕様を示しており,次に説明しているのは,推奨する方法である。船こく厚さtには,保護
キール分の厚さは含まない。
センタライン付近にグラインダによって15/1比のテーパを付ける。半船体同士を,船体積層と同様の材
料で連続して積層し接合する。合計幅は76 t(mm)[76=2×(15+20+3)],最小値厚さは端のテーパ部を
除いてtとする。
23
F 1034-6:2020 (ISO 12215-6:2008)
単位 mm
t
船こく厚さ
図14−センタライン接合
7.3.3
船外機及びスターンドライブ用トランサム
トランサム設計では,船外機又はスターンドライブからの曲げモーメント及び推力による過度の応力を
生じることなく船体構造に伝達される。
船外機用トランサムは,エンジン及びストラットの荷重を構造材に伝達できるブラケット又は適切な構
造材配置によって,強化する。一般的なトランサム構造配置例を,図15に示す。エンジン製造業者の指
示を考慮する。
a) 2本の船底ガーダによって補強された一軸用
トランサム
b) 3本のガーダによるニ軸用トランサム
c) 上部荷重を甲板サイド/モーターウェルで受け,
下部荷重をガーダとコックピット床とで受ける
d) 上部荷重がコックピットサイドとコックピット
ボトムとに,ベンチを介して伝わる
図15−トランサム構造配置の例
24
F 1034-6:2020 (ISO 12215-6:2008)
合板コアの最小厚さtplywoodcore(mm)は,式(6)によって求め,結果を5 mm単位で切り上げる。
tplywoodcore=35+0.15P ··································································· (6)
エンジンサポートのインナスキン最小厚さtinner(mm)は,式(7)によって求める。
tinner=LH0.55 ··············································································· (7)
エンジンサポートのアウタスキン最小厚さtouter(mm)は,式(8)によって求める。
touter=LH0.55+0.085P0.5 ································································· (8)
この場合,P(kW)は,トランサムに搭載されるエンジンの最大主機出力である。
これらの数値は,P<100 kWの船外機にだけ有効である。
他の構造も可能であるが,エンジン荷重が舟艇構造に効率的に伝達されることが条件となる。
7.4
積層の変化
隣接する区域の積層の変化は,緩やかに行う。同じレイアップの積層で厚さの差がある場合,厚さの変
化の少なくとも20倍が望ましく,大きな応力を受ける部分では40倍が望ましい。異なるレイアップでは,
この値は少ない方の積層厚に調整する。
チャイン又はトランサム境界のように,船体形状の変化が生じる場合,ナックル部をまたがるように補
強を施し,各積層の終わりを交互にずらすようにする。7.1.2で示す例が典型的なものである(図10参照)。
7.5
サンドイッチ構造
サンドイッチ構造は,たわみを抑える効果的な手段とみなされる。この構造は,追加の補強がある場合,
又はない場合にも効果的である。流体力によるアウタスキンの剝がれの危険に注意する。サンドイッチ積
層が単板に移行する部分は,移行領域がコア厚さの3倍以上となることが望ましい。
7.6
ぎ装品の設置
船こく及び/又は甲板は,係留及びえい航のための装置,パルピット,ライフラインスタンション,ハ
ンドレール,ウインチ,トラック,ブロックなどを通じて船体に伝わる荷重に耐えるだけの十分な強さを
もたなければならない。
このようなぎ装品のための積層強化は,一般的に次のような方法で行う。
− 追加積層
− 合板若しくは金属のインサート又は裏当てによる補強
− コア材を5 N/mm2を超える圧縮強度を厚さ方向にもっている高密度のフォーム材,木材,合板などへ
の変更,又は単板構造
− 上記の組合せ
心材をインサートに交換した場合,残っている心材と積層との端面部分は樹脂を塗布して水の浸入を防
ぐ。
7.7
エンジンベッド及びガーダ
7.7.1
一般
6.3の一般事項に加え,全ての支持部材は,JIS F 1034-5で計算する設計荷重と,船舶運航中にエンジン
から加わる追加の荷重とを足し合わせたものなどの荷重に耐え伝達しなければならない。それらの荷重に
は次のものが含まれるが,これらに限られない。
− エンジンの質量で,舟艇の使用環境に伴う,航海中の垂直及び/又は水平の運動,高速ターン,その
他による加速度も考慮したもの
− 推力,別の推力支持ではなく,エンジン台が直接受ける場合
− エンジンとプロペラとの組合せのトルク
25
F 1034-6:2020 (ISO 12215-6:2008)
− エンジン運転に伴う振動
− エンジン質量(停止時も)による,エンジン受けのクリープ変形
これらの荷重は,しばしば,構造体に集中荷重として作用する。
疲労の影響も考慮する。特に,プロペラ付近は圧力動揺による振動が顕著である。
エンジンは通常,振動を和らげる柔軟な支持材によって固定する。支持タイプの違いが与えるエンジン
及びシャフトラインのアライメントへの影響も考慮する。プロペラストラットにシャフトが支えられてい
る場合,エンジン/ギアボックス/プロペラの配置は,次の配置法のうちの一つを用い,自由度が多すぎ
ることによる振動の増大を防ぐ。
a) エンジン/ギアボックスを柔軟なマウントに乗せ,ギアボックスとプロペラシャフトとを剛結合し,
スタッフィングボックスとシャフトとを柔結合する。
b) エンジン/ギアボックスを柔軟なマウントに乗せ,ギアボックスとスラストベアリングホモキネティ
ックナックルとを柔結合し,スタッフィングボックスとシャフトとを剛結合にする。
7.7.2
エンジン台
この細分箇条では,最も一般的な仕様を説明する。代替の仕様は同一水準以上とする。製造業者及び設
計者は,選択した仕様が舟艇が想定している使用環境に適したものであることを確認する。
一般にエンジンは,エンジンベッドとして機能する2本の縦方向部材に置く。これらエンジンベッドは,
エンジンからの荷重を周囲の構造材に伝達する役割をもつ。大形艇では,一般にエンジンベッドはフロア
及び隔壁に支持される。エンジンベッドは,必要な場合,可能な限り前後に伸ばすことができるが,適切
な強度及び剛性が保たれることを前提に,エンジンの前と後でつなげてもよい。高さ及び断面二次モーメ
ントの急激な変化は,応力の集中を引き起こすため,避けるのが望ましい。エンジンベッドの端は,応力
集中を避けるように適切に切断,ブラケット補強又は構造材へ接合するものとし,可能な場合,垂直荷重
を構造材へ逃がすようにする。
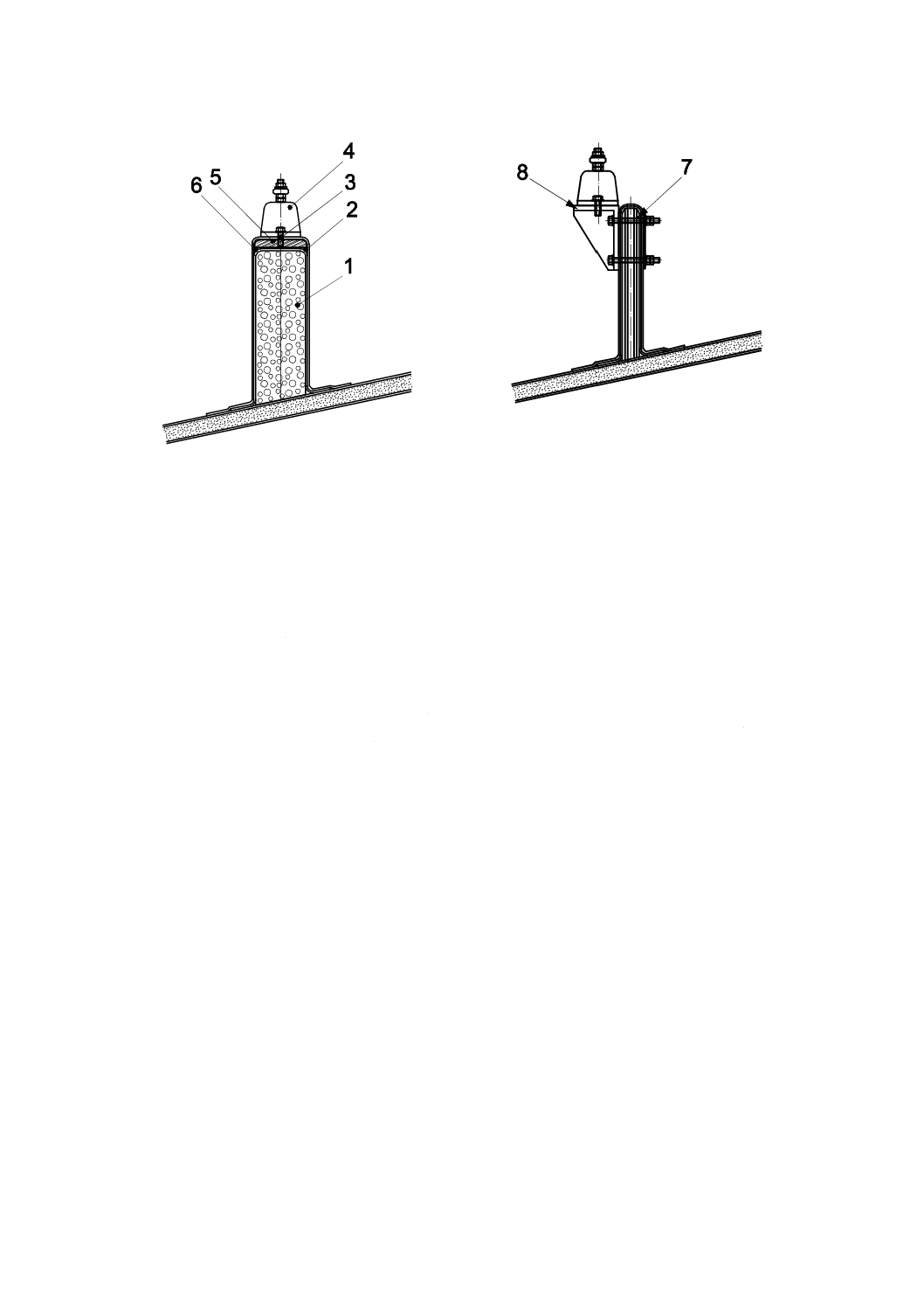
どのような材料(FRP,合板,金属)でも応用できる,一般的な推進エンジン配置を,図16に示す。同
様に同一水準以上の他の構造も可能である。
フォーム又は合板形材上の典型的なマウントを,図16 a)に示す。鋼板がハット形防とう材上に積層され,
その上にフレキシブル支持ブロックが,タッピングボルトで固定されている。
もう一つの一般的な構造を図16 b)に示すが,フレキシブル支持ブロックはフランジアングルにボルト留
めされている。このフランジアングルは,積層された合板又は金属ガーダにボルト留めされている。
26
F 1034-6:2020 (ISO 12215-6:2008)
a) フォーム又は合板形材上の典型的マウント
b) フランジアングルへボルト留めされたフレキ
シブル支持ブロック
1
フォーム又は合板形材
2
インナウェブ積層上の圧縮応力受け鋼板
3
タッピングボルト
4
フレキシブルエンジンサポート
5
積層固定された鋼板
6
エポキシフィレット
7
合板積層ガーダ
8
フランジLメタルブラケット
図16−典型的な船内エンジンサポート例
7.7.3
スラストベアリング又はセールドライブのようなスラスト吸収コンポーネントの基礎
スラストベアリング,セールドライブ又は同様のスラスト吸収コンポーネントは,一般に,二つの縦方
向部材の間に置く。これら縦方向部材は,スラスト吸収コンポーネントからの応力を周囲の構造部材に適
切に伝達しなければならない。これらコンポーネントの前後では,これら二つの縦方向部材は互いに接合
して一つになってもよい。理想的には,推進用主エンジンを同じ縦方向部材に置く。これら縦方向部材の
端部は,応力集中を避けるように適切に切断,ブラケット補強,又は構造材へ接合するものとする。
全ての支持部材は,JIS F 1034-5によって計算される設計荷重と,船舶運航中にスラスト吸収コンポー
ネントから伝わる追加の荷重とを足し合わせたものなどの荷重に耐えなければならない。
それらの荷重には次のものを含むが,これらに限らない。
− ユニットの質量で,舟艇の使用環境に伴う,航海中の垂直及び水平の運動,高速ターン及び衝突によ
る加速度も考慮したもの
− 推力
− 流体抵抗力
− エンジンとプロペラとの組合せのトルク
− プロペラの回転又はエンジン稼動による振動(シャフトを介して伝わる。)
− 座礁,これらの荷重は構造体に点荷重として作用する。
27
F 1034-6:2020 (ISO 12215-6:2008)
7.8
船内ドレン
防とう材の設置では,水が船体の中に閉じ込められないようにする。全てのビルジ部からポンプ吸水口
まで水が自由に動けるような部材配置とする。構造材の開口部の端部はシールする。リンバーホール(又
はケーブル通し穴など)は,フレームフランジ間際には避ける。
8
金属構造のための構造詳細
8.1
詳細設計
構造の連続性に対し,特に,注意を払う必要がある。形状又は断面の急激な変化,鋭角なコーナなどを
避ける。フェースバーの幅又はウェブの深さが変わる所では,テーパは33 %以上とらなければならない[図
4 c)参照]。
構造部材の詳細設計では,曲げモーメント及び荷重が,断面の変化部を上手く伝わるようにする。必要
な場合,JIS F 1034-5及びISO 12215-9を用い,設計せん断荷重及び曲げモーメントが伝わることを確かめ
る。
8.2
端部接合
構造部材の端部接合は,端部の固定及び曲げモーメント並びにせん断力を支持部材へ効果的に伝達し,
周辺構造へ荷重を分配することを,可能とする。
8.3
船体プレート厚さの増し厚
摩擦又は摩耗にさらされる船体プレート部の厚さは,構造要件で求める最小値よりも,少なくとも0.5
mmより厚くする。
8.4
保護キール
8.4.1
一般
船底で支えるように設計した舟艇の場合,保護キール及びドッキングキールを備える。
保護キールの場合,一般的なのはバーキール,チャンネル(ボックス)キール,フラット(プレート)
キールである。
8.4.2
保護キールの断面係数
保護キールを金属ボートに設置する場合,最終的なバーキール及びそれに接するプレートを含む断面係
数SMKEEL(cm3)は,次の値より大きくなければならない。
SMKEEL=7×10−4×f1×mLDC×LH ···················································· (9)
ここに,f1は7.1.2で定義している。
また,押し出しプレートの座屈又はフラットプレートのへこ(凹)みに対し考慮する。
キールの実際の断面係数計算において,有効外板の扱いはJIS F 1034-5による。
8.5
船内ドレン
防とう材の設置では,水が中に閉じ込められないようにする。全てのビルジ部からポンプ吸水口まで水
が自由に動けるような部材配置とする。
8.6
機械区画
主機及び補機は,7.7の荷重に耐えるため,適切な構造部材を配置して船体構造に効果的に固定する。
8.7
溶接標準の良い例
8.7.1
一般
EN規格又はISO規格の多くが,溶接手順に関しての有益な情報を記載している(参考文献[4]〜[15]参
照)。これらの手順の適用を推奨するが,必須ではない。
28
F 1034-6:2020 (ISO 12215-6:2008)
附属書Cに,推奨溶接手順を示す。
8.7.2
代替基準
附属書Cの目的は,溶接手順に関する定量的方法を提供することであり,製造業者がその方法を採用す
る,又はベンチマークとして利用することができる。附属書Cに示すレベルと同等の強度,耐用年数,堅
ろうさ,水密性などが計算又は試験によって証明できれば,溶接の代替方法を用いてもよい。
8.8
リベット又は接着剤接合の良い例
8.8.1
一般
リベットを,構造接合材として使ってもよい。8.8.3に示す一般的な方法は,全ての構造接合に対して有
効で,8.8.4に示す例は,水密構造接合に有効である。
8.8.2
代替基準
8.8.3及び8.8.4で示すレベルと同等の強度,耐用年数,堅ろうさ及び水密性を計算又は試験によって証
明できれば,リベットによる代替方法を用いてもよい。
8.8.3
構造リベット接合の良い例
8.8.3.1
設計
リベット接合は,せん断に効くよう設計するのが一般的である。面からずれた応力は,他の方法で受け
る。リベット結合の配置は,せん断力がリベット周辺におよそ一様に分布するようにする。リベットのせ
ん断応力は,B.2に示す方法を用いて計算してもよい。
リベットの直径は,少なくとも,接合するプレートの中で最大の厚さ,又は接合するプレートの合計厚
さの25 %のうち,大きい方とするのが一般的である。プレート端部からリベットまでの距離は,少なくと
も,厚い方のプレート厚さの1.5倍とする。リベット間の,縦方向及び横方向の距離は,リベット径の少
なくとも2.5倍とする。
8.8.3.2
リベットの材質及びタイプ
リベットの材質は,被接合材と同じものが望ましい。低温下の作業時でも,劣化しないものとする。材
質の組合せは,耐腐食性金属,又は耐腐食処理を施したものとする。
8.8.4
水密リベット接合の良い例
水密接合では,リベットを2列か,又はそれ以上に配置する。隣接するリベット間の距離は,接合する
薄い方のプレートの厚さの4倍を超えてはならない。
9
木材積層の良い例
9.1
端部シーリング
木材積層及び合板は,水の浸入によって劣化する。樹脂による塗布,その他の保護を端部を含む面に対
して施す必要がある。合板を,FRP防とう材に代わって,構造的にも有効な“形材”として用いる場合,
合板にあらかじめ樹脂を塗布する。
9.2
合板の向き
数層(5層以下)から成る合板の強さ及び硬さは,表面の木目の向きに大きく依存する。JIS F 1034-5に
よって,構造部材を決める場合,特に,次の場合において,表面の木目の向きに大きく依存することを考
慮する。
− 表面の木目がパネルの短い辺に直交している合板の場合,木目に直交している特性を用いる(JIS F
1034-5の附属書E参照)。
− 表面の木目が浅い合板セクションの局部の軸に対し様々な角度をもつような,多くのカットアウトを
29
F 1034-6:2020 (ISO 12215-6:2008)
もつ合板の隔壁(JIS F 1034-5の附属書E参照)。
9.3
局部構造部材
9.3.1
保護キール
船底で支えて保管するように設計した舟艇の場合,保護キール及びドッキングキールを備えなければな
らない。
9.3.2
保護キール断面係数の良い実例
保護キールを木造又は合板ボートに設置する場合,接合プレートも含み,それらの断面係数SMKEEL(cm3)
は,式(10)によって求めた値を超えなければならない。
SMKEEL=2.8×10−3×f1×mLDC×LH ··············································· (10)
この場合,f1は,式(11)で求める。
fu
1
65
σ
f=
·················································································(11)
ここに,
σfu: 木材の限界曲げ強さ(N/mm2)
キールの実際の断面係数計算では,有効プレートの幅は,キールの左右いずれか一方の船底板厚さの15
倍でなければならない(JIS F 1034-5参照)。
9.3.3
保護チャインの良い実例
保護チャインがある場合,チャイン板の断面積は,0.7×LH1.6(cm2)又は0.12×tb2(cm2)のうちいずれ
か大きい方の値とする。
深さは幅の50 %〜60 %の間で,接着面は船底プレート厚の少なくとも2.5倍とする。
他のチャイン仕様,例えば,エポキシフィレットを含むようなタイプも可能である。
9.4
代替基準
この細分箇条の目的は,堅ろうさに関する定量的方法を提供することであり,製造業者がその方法を採
用するか,又はベンチマークとして利用することができる。局部補強の代替方法による堅ろうさのレベル
がこの細分箇条で示すレベルと同等であることを計算又は試験によって証明できれば,局部補強の代替方
法を用いてもよい。
10 その他の荷重
JIS F 1034-5,ISO 12215-7,ISO 12215-8及びISO 12215-9で考慮する設計圧力並びにその他の荷重に加
え,次のような荷重を考えなければならない。
a) 上架(通常の上架荷重を基準とする。)
b) 吊上げ(通常の吊上げ荷重及びつり位置を基準とする。)
c) 座礁(ISO 12215-9参照)
d) えい航(操船性,風及び潮に対する最小速力を基準とする。)
e) 揚びょう(錨),びょう(錨)泊
f)
離着岸/係留
g) 陸上輸送
これらの荷重は,JIS F 1034規格群及びISO 12215規格群で特に定めてはいないので,計算が困難な場
合がある。いずれにせよ,適切な局部補強が,上記の荷重に対して必要となる。これらの荷重は局部的で
あり,効果的に船体構造に伝達しなければならない。
30
F 1034-6:2020 (ISO 12215-6:2008)
11 その他の構造要素
11.1 一般
幾つかの構造要素(船体,ラダー,キール,チェーンプレート,クロスビームなど)は,JIS F 1034-5,
ISO 12215-7,ISO 12215-8及びISO 12215-9に明確な構造要件の計算式を示しているが,示していないも
ののうちで,考慮しなければならないものがある。
11.2 ラダーの構造及び接合
ISO 12215-8参照。
スペードラダーでは,ストックは通常2点で支持され,静的に不安定な構造となることを避けている。
− 下のポイントは,通常船底に近い。
− 上のポイントは,通常甲板又は中間コンソールに近い。
これら上及び下のポイント,船こく,甲板,コンソールなどは,ストックからの縦/横荷重(ラダーベ
アリング又はピントルフィッテングの荷重)を伝達するのに十分な強度の確保,又はそのための補強を施
さなければならない。
ラダーがトランサムに設置されている場合,トランサムはラダー又は取付け金物からの荷重に対し適切
な補強を施す。
11.3 キール接合
ISO 12215-9参照。
11.4 リギング荷重の分布
ISO 12215-9参照。
11.5 この規格で扱わない,その他の構造要素
計算が不可能な場合,この規格の一般要件を適用しなければならない。特に,近傍の構造のためのJIS F
1034規格群及びISO 12215規格群による計算可能な構造要件についての基本的な参考値を示す。
a) スケグ(ISO 12215-9参照)
b) プロペラストラット
c) ダビット
d) 窓(JIS F 1040参照)
e) 換気装置(空気パイプ,換気パイプ)
f)
レーダマスト
31
F 1034-6:2020 (ISO 12215-6:2008)
附属書A
(規定)
設計区分C及び設計区分Dにおける舟艇のための構造材配置
A.1 一般
この附属書は,この規格の箇条5で規定しているJIS F 1034-5の附属書Aを適用する設計区分C又は設
計区分Dにおけるボートの構造材配置に対する要件に関するものである。その場合,舟艇は単板強化プラ
スチック,サンドイッチ強化プラスチック,アルミニウム合金,鋼合金,合板,ストリッププランク木材,
ラミネート木材などで建造することができる。
A.2 船体強度及び補強
A.2.1 プレート厚さ及び局部補強
船こく,甲板及び甲板室のプレートは,JIS F 1034-5の附属書Aの最小要求板厚を満たしていなければ
ならない。JIS F 1034-5の附属書Aにて最小要求板厚を算定するために,プレートの局部パネル幅“b”が
必要となるが,この“b”は,パネル縁に沿った防とう材間距離である。この防とう材は,一般的な防とう
材,隔壁,スウォート又はボンク前面壁,インナモールディング,又は船体チャイン,ラウンドビルジ,
甲板端部,キールなどの“自然”防とう材であってよい。一般的な補強部材配置及び自然防とう材配置の
場合の“b”の大きさは,JIS F 1034-5の箇条9に示す。
この目的のための防とう材とみなすためには,防とう材構造は“荷重受け”でなければならない。つま
り,防とう材が十分な強度をもつことで,外板の曲がりが防とう材間だけに生じて防とう材自体が外板と
共に顕著に曲がるようなことのない状態を保つ必要がある。FRP,木材又は金属の一般的な形状の防とう
材フレーム又はストリンガについては,適切な強度のための寸法がJIS F 1034-5の附属書A及び附属書G
で算定できる。
これらの荷重受け防とう材は,機械的固定,接着,強化繊維,テープ,溶接又はその他の有効な方法に
よって,隣接する外板に効果的に固定していなければならない。また,防とう材の船体プレートへの固定
は局部プレートにひずみを生じるような集中荷重を最小に抑えるような方法で行わなければならない。
必要とされる全体剛性を実現することを前提に,他の配置を採用することができる良い例を,A.2.2に示
す。
A.2.2 船体構造の全体剛性
A.2.2.1 一般
JIS F 1034-5の附属書Aの外板厚さ要件を満たすことで,構造体の適切な局部強度を確保する。さらに,
構造的損傷につながるようなゆがみを生じさせないよう船体構造の全体剛性を得ることができる。
甲板のタイプによって,全体剛性が実現されることを前提に,他の配置を採用することができる良い例
を,次に示す。
A.2.2.2 無甲板ボートの構造
甲板をもたないボートは,船こくの外辺部に追加の構造材をもっており,ガンネル/ラビングストレー
キ,フランジ,モールディングなどで船こくの上辺を補強している。外辺部の不連続部(トランサムコー
ナなど)は,追加部材,隅材又は丸みを付けることによって補強する。
小形の無甲板ボートでは,スウォートを横方向の剛性確保のために使うことがある。その場合,端部は
32
F 1034-6:2020 (ISO 12215-6:2008)
船体に効果的に固定し,荷重を分散して点荷重及びひずみを生じないようにする(図3参照)。
A.2.2.3 部分甲板ボートの構造
部分甲板ボートの場合,局部的な動きが生じないように甲板は船こくに効果的に固定し,更に,船体へ
の一点荷重を避ける(6.3参照)。
甲板上の鋭角のコーナを避け,割れを引き起こす高応力箇所をなくすようにする(6.3参照)。
A.2.2.4 全通甲板ボートの構造
全通甲板ボートの場合,船こくと甲板とは甲板が単独で動くことのないような構造配置とする。インテ
リア空間をもつボートでは,隔壁,部分隔壁,ウェブ,ビーム,リングフレーム,ストラットなどの部材
の組合せによって同様の構造を確保する。
船こくと甲板との間の空間が狭い小形の全通甲板ボートでは,船体を甲板又はコックピットフロアに直
接又はこの目的のために設計した内部構造材を介して接着又は接続することによって,十分な剛性を確保
する。
A.2.3 荷重の分散
構造配置は,荷重を構造体全体にむらなく伝えるものでなければならない。施工例を,次に示す。
− 防とう材は,集中荷重箇所の発生を避けるように補強部材に連続してつながるか,又はテーパ端部を
もつ。
− 集中荷重箇所がプレートの非支持部に接続することのないようにする。これらの荷重は,補強材又は
支持部材によって周辺の構造部材に伝わるようにする。
− 船こく,甲板又は他の荷重を受ける部材への開口は,円弧のコーナをもたせ,とが(尖)ったコーナ
は避ける(6.3参照)。
33
F 1034-6:2020 (ISO 12215-6:2008)
附属書B
(参考)
接着又はリベット接合におけるせん断応力の決定
B.1
一般
この附属書は,JIS F 1034-5の附属書G及び附属書Hで規定する防とう材解析法の適用について示すも
のであり,防とう材の接合に関し,特定の項目だけを扱う。
B.2
防とう材内のせん断応力及びせん断流れ
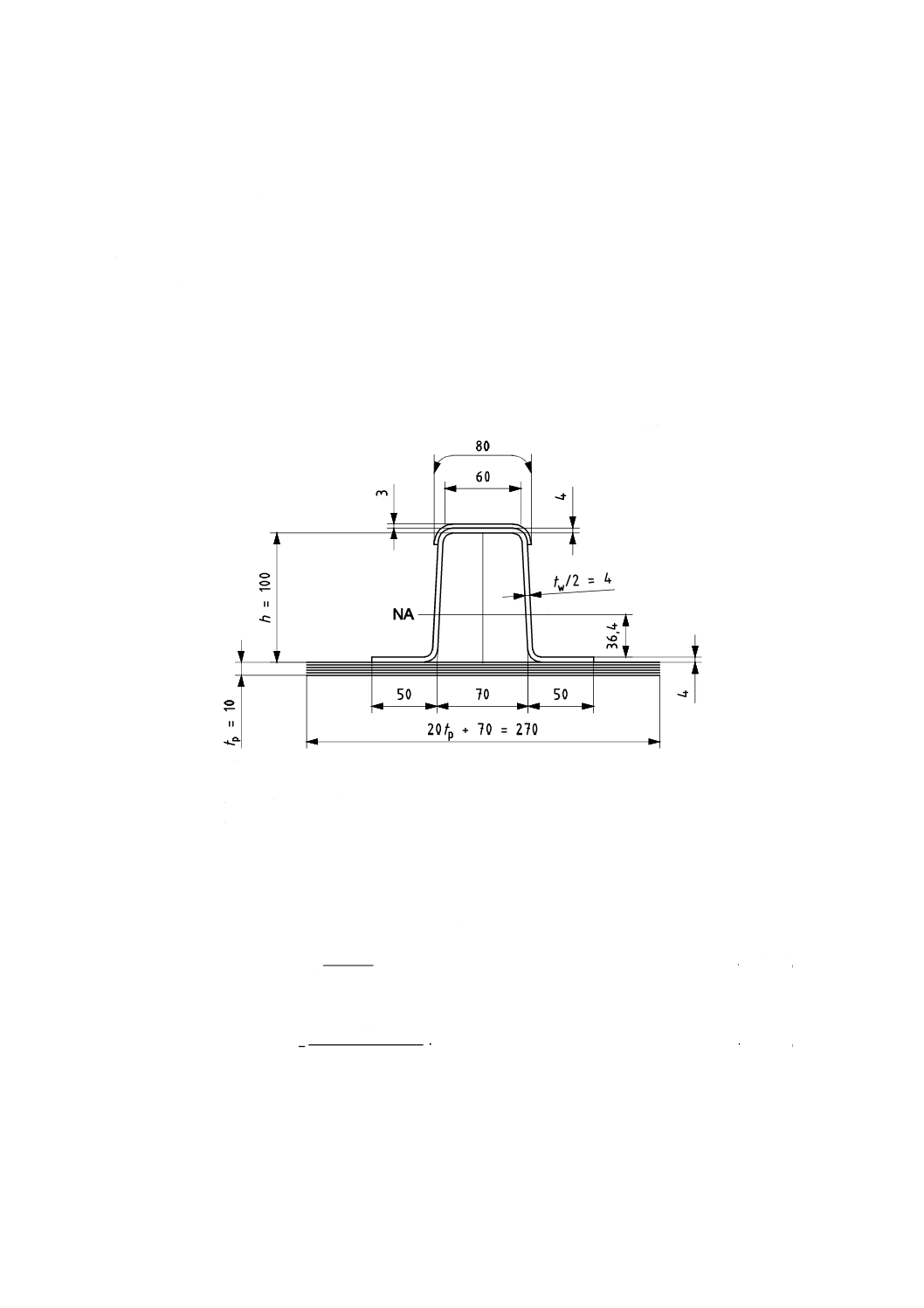
JIS F 1034-5の附属書Hに規定するハット形防とう材の例を使用する(図B.1参照)。
単位 mm
NA
中立軸
h
防とう材高さ
tP
プレート厚さ
tw
ハット形防とう材ウェブの総厚さ
図B.1−ハット形防とう材
せん断流れq(N/mm)は,JIS F 1034-5のH.2.1.7で規定する。
1 mm幅のプレートストリップに対し,式(B.1)を適用する。
NA
I
E
E
Q
F
q
×
×
=
········································································ (B.1)
そして,防とう材に対し,式(B.2)を適用する。
NA
CANA
I
E
z
A
E
F
q
×
×
×
×
=
······························································· (B.2)
ここに,
F: 最大せん断力(N)
Q: 断面一次モーメント(mm3)
E: 防とう材弾性係数(N/mm2)
E×INA: 防とう材とプレートとを組み合わせた全体の中立軸周りに
対する曲げ剛性(N/mm2)
34
F 1034-6:2020 (ISO 12215-6:2008)
A: 防とう材の外縁までの横断面積(mm2)
zCANA: 中立軸に対するAの重心の高さ(mm)
JIS F 1034-5の表H.4の23段目では,せん断流れの数値は,防とう材トップ又はボトムの0 N/mmから
中立軸(NA)の255 N/mmまで変化し,プレートとフランジとの間の接着部で225 N/mmとなっている。
JIS F 1034-5の表H.4にあるように,重要なのは積層又は接着の強度である。ボトムとフランジとの間
の平均せん断応力,τave(N/mm2)は,式(B.3)による。
25
.2
100
225
ave
=
=
τ
····································································· (B.3)
その準拠係数cfは,式(B.4)による。
64
.3
25
.2
2.8
ave
d
f
=
=
=ττ
c
······························································ (B.4)
B.3
積層又は接着における設計せん断応力
この附属書で記載している方法では,接着の強度を重要とみて,初めに積層又は接着部の設計応力がど
れほどなのかを算定する。
積層又は接着部内の応力分布は複雑である。せん断流れ及びせん断応力に関する式(B.1)〜式(B.4)は単純
化したもので,応力集中の計算に対しては用いることはできない。さらに,接着剤の粘弾性的性質は,ク
リープを抑え,接着力の耐用年数を確保するために,設計応力を低く保つことが求められる。
以上から,接着の設計応力は,FRP,木材,金属などの材料よりも高い安全率が求められる。
したがって,接着部の設計応力τdbond(N/mm2)は,式(B.5)による。
τdbond=0.2τubond ········································································ (B.5)
ここに, τubond: 接着部内の限界せん断強度(N/mm2)
特定の試験値が与えられていない場合は,表B.1のデータを用いてもよい。
表B.1−積層又は接着部内のせん断応力の呼び値及び設計値
単位 N/mm2
接着
接着部内の限界せん断強度
τubond
接着部内の設計せん断応力
τdbond
ポリエステル又はビニル
エステルの樹脂又はパテ
15
3
低温硬化エポキシの樹脂
27
5.4
エポキシの樹脂又はパテ
40
8
JIS F 1034-5の表H.4で,表の下段はこの接着強度を表している。ポリエステルの樹脂又はパテの場合,
接着部内の設計せん断応力は,表B.1にあるように3 N/mm2とする。したがって,準拠係数cfは,次の計
算式による。
33
.1
24
.2
3
avebond
dbond
f
=
=
=ττ
c
他の接着防とう材の場合,特に木材の場合,接着の強度評価のために同じ方法を用いる。しかし,JIS F
1034-5の附属書Gで与えている防とう材の寸法では,接着部の応力は問題ではない。
35
F 1034-6:2020 (ISO 12215-6:2008)
B.4
接着幅係数kjの値
7.2.3.5で規定しているkjの値は,表B.2で計算されており,表B.1に記載の樹脂又はパテの接着部内設
計せん断応力の最初の二つの値を使う。また,ウェブに関しては,JIS F 1034-5の表C.4 a)及び表C.4 b)
の規定値を使っている。τd及びkjの値は,整数の値に四捨五入しており,baは接着の幅である。
注記 JIS F 1034-5の表H.4で,接着部におけるせん断流れ(225 N/mm)が,NA上(255 N/mm)よ
りも僅かに小さいことが確認された。また,表B.2で与えられる値が僅かに安全側に出ている
ことも確認された。
表B.2−限界及び設計接着強度
ポリエステル又はビニルエステルの樹脂,接着剤
又はパテ
低温硬化エポキシの樹脂,接着剤
又はパテ
表B.1の
積層接着
剤又はパ
テの設計
せん断応
力
接着の設計せん断応力に対するba/twの値
表B.1の
積層接着
剤又はパ
テの設計
せん断応
力
接着の設計せん断応力に対するba/twの値
層間(面外)
せん断強度
JIS F 1034-5の
附属書C
7.2.3.5における接着
幅係数の値
層間(面外)
せん断強度
JIS F 1034-5の
附属書C
7.2.3.5における接着
幅係数の値
3.0
5.4
ガラス
含有率
Ψ
MR a)
τd
DB
±45 b)
τd
Quad c)
τd
MR a)
DB
±45 b)
Quad c)
ガラス
含有率
Ψ
MR a)
τd
DB
±45 b)
τd
Quad c)
τd
MR a)
DB
±45 b)
Quad c)
N/mm2
N/mm2
0.35
33
59
36
11
20
12
0.35
33
59
36
6
11
7
0.40
35
63
39
12
21
13
0.40
35
63
39
6
12
7
0.45
37
67
41
12
22
14
0.45
37
67
41
7
12
8
0.50
39
70
43
13
23
14
0.50
39
70
43
7
13
8
0.55
41
74
45
14
25
15
0.55
41
74
45
8
14
8
0.60
43
77
47
14
26
16
0.60
43
77
47
8
14
9
注記 網掛欄は,計算によって得られた重要な数値である。
注a) MR=マット/ロービング
b) DB±45=ダブルバイアス±45°
c) Quad=バランスのとれた4軸方向(0/45/90/-45)
B.5
せん断流れの概算評価
せん断流れの概算評価は,せん断力Fdをトップとボトムフランジの重心間距離で除すことによって求め
る。この方法は,予備的な計算にだけ用いることができる。
JIS F 1034-5の表H.4の例を使うと,総高さが121 mmであるので,トップの2枚のフランジの半厚さ(7/2
=3.5 mm)が差し引かれ,ボトムフランジ,プレート(10/2=5 mm)の半厚さが加わる。よって,概算評
価heqの高さは,121−3.5−5=112.5 mmとなる。概算せん断流れq(N/mm)は,次の式で求める。
N/mm
240
5.
112
950
26
eq
d
=
=
=hF
q
この値は,255 N/mmでの最大値と225 N/mmの接着フランジでの値との中間となっている。
この数値は,概算評価値として用いることができる。また,1.1倍してより安全性の高い評価値として用
いることができる。
36
F 1034-6:2020 (ISO 12215-6:2008)
B.6
リベット接合
B.6.1 理論
B.3〜B.5の接着に関しての説明にあるように,せん断流れの計算の後,各リベットに作用する力fr(N)
は,式(B.6)によって計算する。
なお,リベット防とう材の略図を図B.2に示す。
r
r
r
n
s
q
f
×
=
············································································ (B.6)
ここに,
sr: リベットの間隔(mm)
nr: 列ごとのリベットの数
ba 接着幅
be プレート接着部の有効幅
dr リベット径
h
パネルの中心高さ,又は満載喫水線から防とう材中間部までの高さ
nr 列ごとのリベットの数
sr
リベット間隔
ts
防とう材フランジ厚さ
図B.2−リベット防とう材略図
B.6.2 設計基準
リベットに対する力frは,リベットが伝達できる設計応力で,式(B.7),式(B.8)及び式(B.9)のうち,最も
小さい値を超えてはならない。
せん断面においてリベットに対する力frs(N)は,式(B.7)による。
4
π
2
d
rs
rd
τ
f
×
×
=
····································································· (B.7)
防とう材ボトムフランジにおいてリベットが受けるベアリング力frbstiff(N)は,式(B.8)による。
frbstiff=1.8×σd×dr×ts ······························································· (B.8)
プレート側においてリベットが受けるベアリング力frbplate(N)は,式(B.9)による。
frbplate=1.8×σd×dr×tp ······························································ (B.9)
ここに,
dr: リベット径(mm)
τd: JIS F 1034-5による防とう材リベットの設計せん断応力
37
F 1034-6:2020 (ISO 12215-6:2008)
(N/mm2)
σd: JIS F 1034-5による防とう材の設計引張応力(N/mm2)
ts: 防とう材フランジの板厚(mm)
tp: プレート板厚(mm)
B.6.3 試算例
表B.3及び表B.4に示す試算例は,3 mm厚のアルミニウム防とう材がリベットで4 mm厚プレートに接
合し,両部材の材質はEN AW-5083 H111で,リベットはEN AW-5383 H34(JIS F 1034-5の表F.1参照)で
作る。
表B.3−リベット接合の計算
主要データ
リベットの分析
防とう材フランジの分析
せん断流れq
100.0
N/mm
リベットせん断
応力τ
70.7
N/mm2
−
−
−
リベット直径
6
mm
せん断準拠係数
τd/τ
1.07
−
−
−
−
リベット間隔
40
mm
ベアリング厚さ
3.0
mm
ベアリング厚さ
3.0
mm
列ごとのリベッ
トの数nr
2
−
リベットベアリ
ング応力
111
N/mm2
フランジベアリ
ング応力
111
N/mm2
要求強度/
リベット
2000
N
ベアリング
準拠係数σdb/σ
2.12
−
ベアリング
準拠係数σdb/σ
1.83
−
表B.4−JIS F 1034-5の表F.1に基づいたリベット及びプレートの機械的性質
特性
リベット材料EN AW-5383 H34
防とう材材料EN AW-5083 H111
引張り
σdリベット
131
N/mm2
σdリベット
113
N/mm2
せん断
τdリベット
76
N/mm2
τdリベット
65
N/mm2
ベアリング
σdbリベット=1.8σdリベット
236
N/mm2
σdbリベット=1.8σdリベット
203
N/mm2
この例では,せん断流れの重要性によって,2列の6 mm径リベットを要求している。制限条件は,リ
ベットのせん断応力が準拠係数で1を上回ることである。
なお,ベアリング条件は重要ではない。
38
F 1034-6:2020 (ISO 12215-6:2008)
附属書C
(参考)
溶接手順の実例
C.1 一般
鋼及びアルミニウムの材質は,JIS F 1034-3又はJIS F 1034-5の附属書Fによる。
溶接接合部は,堅ろうな溶接及び検査を容易に実施するために,アクセス可能な設計とする。詳細を溶
接計画書に明記し,その計画書を建造が始まる前に作成し,配布する。
プレートの突合せ溶接及び構造部材のプレートへのすみ肉溶接の溶接手順は,部材への残留応力変形を
最小にする。その溶接作業手順書は,建造が始まる前に作成し,配布する。
構造材のプレートへの取付けは,溶接計画書に厳密に従う。溶接計画書は,プレートと取付け部材との
間の隙間を設計どおりに堅ろうな溶接を確実に実施するよう,詳細なものとする。
溶接接合部は,断面形状又は板厚の急激な変化及び構造不連続を避け,応力がスムーズに伝達されるよ
うに設計する。
部材のウェブ深さ又はフランジ幅の変化は,1:3を超えてはならない。
隣接するプレートの厚さが3 mmを超えて変化する場合,厚い方のプレートを1:3の傾斜を超えない範
囲でテーパ掛けを行う。
ダブリングは,一般に,避けなければならないが,行う場合は,プレート厚さの1.5倍を超えてはなら
ない。ダブリングプレートの接着は,ダブリングプレートの縁を連続ですみ肉溶接し,更に必要な場合,
ダブリングプレートのスロットの縁にも同様の溶接を行う。
局所において溶接を繰り返すことは避ける。突合せ溶接は,少なくとも(50 mm+4 t)の間隔で行い,
すみ肉溶接から少なくとも(30 mm+3 t)の距離を離す。ここで,tはプレート厚さである。
突合せ溶接又はすみ肉溶接のために構造部材のウェブに空ける開口部は,半径が25 mm以上か,又は
2tのうち,大きい方とする。すみ肉溶接はそのような開口部の縁全体に行き渡るようにする。
C.2 溶接工程
C.2.1 鋼溶接
鋼のプレート及び構造部材は,手棒溶接(MMA)又はサブマージアーク(SAW)によって溶接する。
金属不活性ガス(MIG),タングステン不活性ガス(TIG),レーザ,プラズマアークなどの溶接法を検討
してもよい。
C.2.2 アルミニウム溶接
アルミニウムのプレート及び構造部材は,金属不活性ガス(MIG)又はタングステン不活性ガス(TIG)
の溶接法を用いなければならない。摩擦かくはん接合及びレーザ溶接のような方法も検討できる。
C.3 表面処理
C.3.1 鋼要素
全ての溶接部表面から,湿気,油,黒皮のかす,さび,塗料,その他の汚れを,ワイヤブラシ又はグラ
インダによって,取り除く。
プライマは残っていてもよいが,それが溶接の品質に悪い影響を与えないことを証明されていることが
39
F 1034-6:2020 (ISO 12215-6:2008)
前提となる。
スラグ及びスケールは,溶接が施される端部及び各溶接継手から,溶接を行う前に取り除く。
C.3.2 アルミニウム要素
溶接部付近表面から,溶剤又は機器を使って,オイル,グリス,マーキン線,その他の全ての汚れを取
り除く。
酸化被膜は,溶接を施す直前に,接合部表面から機器又は薬品を使って取り除く。
C.4 突合せ溶接
C.4.1 一般
全ての突合せ溶接は完全に貫通させ,両側から溶接を行う。板厚2 mm以下の板については,片側だけ
でもよい。まず片側から溶接を行い,その後,非溶接側から裏はつりを行ってからもう一方を溶接する。
突合せは,材質の同じ裏当て板を使って溶接するのであれば,片側溶接でもよい。その場合,詳細を溶
接要領書に記載する。
突合せ溶接のための推奨開先形状は,次による。
C.4.2 開先形状−鋼プレート
MMA,SAW,MIG及びTIGで一般に行う処理は,次による。
− I形:手動溶接では最大6.5 mmの板厚,自動溶接では19 mmの板厚
− V形(60°):手動溶接では最大19 mmの板厚,自動溶接では25 mmの板厚
− X形(60°):板厚制限なし
C.4.3 開先形状−アルミニウムプレート
MIG及びTIGで一般に行う処理は,次による。
− I形:最大6 mmの板厚
− V形(80°):最大25 mmの板厚
− X形(80°):板厚制限なし
C.4.4 ルートギャップ及びルート面
プレート間のルートギャップ及びルート面は,溶接棒又は溶接ワイヤが通るのに適したものとする。
C.4.5 すみ肉溶接
C.4.5.1 一般
構造部材を,船こく,甲板,隔壁に接合する場合,また,隔壁を,船こく,甲板に接合する場合に,す
み肉溶接によって溶接する。
集中荷重のかかるすみ肉溶接部,例えば,両端接合部及びブラケット接合部,その他の接合支持部など
の荷重伝達部は,部材の両側で連続した溶接とし,式(C.1)の
1.0
s
w
w=
l
で求められるのど厚による両側連続
すみ肉溶接とする。
両側連続すみ肉溶接は,ビルジ,水タンク若しくは燃料タンクの底,又は結露,波しぶき,浸水などの
水がたまりやすい場所など,腐食する可能性のある箇所で実施することを推奨する。
両面連続すみ肉溶接が推奨される全ての箇所において,防とう材端部又はカットアウトに対して全ての
端部をシールするためにすみ肉溶接を行う。
腐食の危険が低く,過大な荷重もかからない箇所では,千鳥断続すみ肉溶接を使ってもよい。
千鳥断続溶接を使う場合,溶接の最小長さは,10 tを下回らないが,75 mmを超える必要はない。さら
40
F 1034-6:2020 (ISO 12215-6:2008)
に,非溶接部の長さは,プレート片面で25 tを超えてはならない。
T継手の部材間ギャップが1 mmを超える場合,すみ肉溶接の脚長は,そのギャップの値をマイナス1 mm
だけ増加させる。
C.4.5.2 すみ肉溶接による端部結合
構造部材がブラケットで結合している場合,部材に付くブラケットの腕長さは,その部材深さの1.5倍
の長さを下回ってはならない。その結合部は,両面連続すみ肉溶接とし,そののど厚は,式(C.1)の値を上
回らなければならない。
一般に,ブラケット腕長さに対し直角方向のブラケットと部材とのオーバーラップ長さは,25 mm以上
とする,又はオーバーラップ周りへの全周溶接のためのアクセス可能な深さとする。
端部結合をブラケットを介して行わず,部材が支持部材と突合せで結合する場合,断面係数の計算で考
慮する全ての要素,例えば,ウェブとフランジとは,支持部材に対し両面連続すみ肉溶接によって,式(C.1)
で与える以上ののど厚をもって結合する。
構造部材が他の構造部材にブラケットなしで重ねる場合,両面連続すみ肉溶接によって,式(C.1)で与え
る以上ののど厚をもって,両部材を結合する。この場合,溶接の総面積は,小さい方の部材断面積よりも
大きくする。
C.4.5.3 すみ肉溶接サイズ
すみ肉溶接の断面形状は三角形となり,脚長wが各部材面上のすみ肉溶接幅となる(図C.1参照)。
すみ肉溶接の強度は,溶接のど厚aに基づく。
すみ肉溶接ののど厚は,結合する部材の板厚と溶接が施す部位,例えば,高応力部なのか又は低応力部
なのかに基づく。
標準的なすみ肉溶接のど厚a(mm)は,式(C.1)及び式(C.2)から得る値より大きくする(図C.1参照)。
1
7.0
w
w+
×
×
×
l
s
C
t
a≧
······························································ (C.1)
a≧0.7×w ············································································· (C.2)
ここに,
t: 結合する部材の板厚(mm)
C: 表C.2で与える溶接係数
lw: 千鳥断続溶接のクレータ部を除いた長さ(mm)
sw: 千鳥断続溶接の中心間距離(mm)
w: すみ肉溶接脚長(mm)
のど厚は,式(C.1)又は表C.1で得る値のうち,大きい方の値以上とする。
41
F 1034-6:2020 (ISO 12215-6:2008)
a
すみ肉溶接のど厚
lw 千鳥断続溶接のクレータ部を除いた長さ
sw 千鳥断続溶接の中心間距離
t
結合する部材の板厚
w すみ肉溶接脚長
図C.1−断続すみ肉溶接の寸法
表C.1−すみ肉溶接のど厚最小値
結合する部材の板厚
t
mm
すみ肉溶接のど厚最小値
a
mm
t≦3
2.0
3<t≦4
2.0
4<t≦5
2.5
5<t≦10
3.0
10<t≦15
3.5
15<t
4.0又は0.20×tのうち大きい方
C.4.5.4 断続溶接の総溶接長さ
断続溶接の総溶接長さは,次の各条件を満たす。
− 構造タンクを含む,船体船底及び船側への結合部長さの50 %以上
− その他の箇所では,結合部長さの40 %以上
すみ肉溶接サイズは,表C.1又は表C.2のうち,大きい方の要求値に従う。全ての防とう材端部の溶接
は,端部から75 mmにわたって両面連続とする。
42
F 1034-6:2020 (ISO 12215-6:2008)
C.4.6 溶接品質試験
溶接品質試験は,突合せ溶接に関し,プレート端部処理,プレートの間隙間,ルート面寸法及び溶接位
置について実施し,また,溶接計画についても行う。すみ肉溶接に関しては,溶接詳細,溶接位置及び溶
接計画について実施する。
溶接の質を検証するために,非破壊試験又は破壊試験を行う。
溶接品質試験の要求事項を満たしていれば,C.4.2及びC.4.3に示す端部処理工程と異なってもよい。
表C.2−溶接係数
構造部材
溶接係数
C
鉄鋼
アルミニウム
フロア,ボトムトランス及
びボトムガーダ
船底船こくに対し
0.16
0.18
プロペラ,シャフトストラット及び機関の付近の
船底船こくに対し
0.25 DC a)
0.25 DC a)
船底内側又はフェースバーに対し
0.12
0.14
フロア及びボトムトランス
ボトムガーダに対し
0.30 DC
0.30 DC
ボトムガーダ
横方向又はフロアの隔壁に対し
0.30 DC
0.30 DC
フレーム
船こくに対し
0.14
0.16
プロペラ,シャフトストラット及び機関の付近の
船こくに対し
0.25 DC
0.25 DC
船底内側又はフェースバーに対し
0.12
0.14
ガーダ,ボトムトランス及
びストリンガ
船側船こくに対し
0.14
0.16
タンク付近の甲板と隔壁に対し
0.16
0.18
タンクから離れた甲板と隔壁に対し
0.14
0.16
フェースバーに対し
ビーム,ロンジ及び防とう
材
甲板に対し
0.12
0.14
タンク囲壁及び船首船室に対し
0.12
0.14
水密隔壁及び船室の側面と後部に対し
0.12
0.14
エンジンの台
船こく及びフェースバーに対し
0.40 DC
0.40 DC
隔壁及びタンク囲壁
非水密内部
0.14
0.16
水密又は暴露
0.38 DC
0.38 DC
タンク囲壁
0.40 DC
0.40 DC
甲板
非水密壁
0.25
0.25
水密壁
0.38 DC b)
0.38 DC b)
強化甲板壁
0.38 DC b)
0.38 DC b)
全ての端部接合部
ブラケットに対する部材
0.40 DC
0.40 DC
船こく,甲板又は隔壁に対するブラケット
0.40 DC
0.40 DC
ブラケットなしの部材に対する部材
0.50 DC
0.50 DC
船こく又は他の部材に対するチャイン外板
0.50 DC
0.50 DC
ラダー
船側外板
0.30
0.30
ラダーストック又は垂直メインピース対する水平
内部構造
0.50 DC
0.50 DC
シャフトブラケット
ボス及び船こくインサートに対し
完全に貫通
完全に貫通
注a) DC:両側連続溶接
b) 甲板の厚さが12.5 mm未満の場合,継手溶接は千鳥溶接でもよい。
43
F 1034-6:2020 (ISO 12215-6:2008)
附属書D
(参考)
縦強度解析
D.1 一般
JIS F 1034規格群が扱う舟艇のための構造部材は,局所的な荷重によって決定するという考えが一般的
である。
場合によって,船こく曲げ強度(縦方向強度)計算を,6.2に従って行うのがよい。
次に示す計算手順は,縦強度計算の全てを満足するものではない。この目的は,局所的な荷重による構
造部材が全体を支配していない舟艇を特定することにある。この附属書にある基準を満たさない舟艇は,
より詳細な強度評価を実施するのがよい。
そのような強度評価は,JIS F 1034規格群の適用範囲外であり,更なる工学的な計算が必要になる。次
に示す計算は,最も重大な状況と考えるサギング下における甲板構造の強度評価に限定している。
D.2 最大曲げモーメント
船こくへの最大縦曲げモーメントMVHULL(Nm)は,式(D.1)による。
MVHULL=kGLOB×mLDC×LH ························································· (D.1)
ここに,kGLOBは,次の値となる。
− モータボートの場合,kGLOB=0.5+0.6nCG
− セールボートの場合,kGLOB=2.7
ここで,nCGは,ダイナミック荷重係数を示す。
その他の係数は,定義済みである。
この曲げモーメントを受ける構造部材は,甲板側では圧縮を受けるものとして評価され(一般に,縦強
度解析の限界値となる。),船底又はキール側では,引張りを受けるものとする。
D.3 甲板圧縮応力
船体曲げによる圧縮の設計応力σDK(N/mm2)は,式(D.2)による。
NA
DK
DK
VHULL
DK
EI
E
z
M
σ
×
×
=
······················································ (D.2)
ここに, zDK: 中央断面における,甲板から船こく中立軸までの垂直距離
(mm)
EDK: 甲板の(平均)弾性率(N/mm2)
EINA: 中央断面における,船こくの曲げ強さ(N/mm2)
(中央断面部の)2H
Lに満たない甲板室等構造物は考慮しな
い。
σDK(N/mm2)は,次の値を超えてはならない。
− σDK≦0.7σYW
ここに, σYW: JIS F 1034-5で規定する溶接時降伏強度
− σDK≦0.5σUC
ここに, σUC: JIS F 1034-5で規定する限界圧縮強度
44
F 1034-6:2020 (ISO 12215-6:2008)
− σDK≦0.8σcrx
ここに, σcrx: D.4で定義されるパネル限界座屈応力
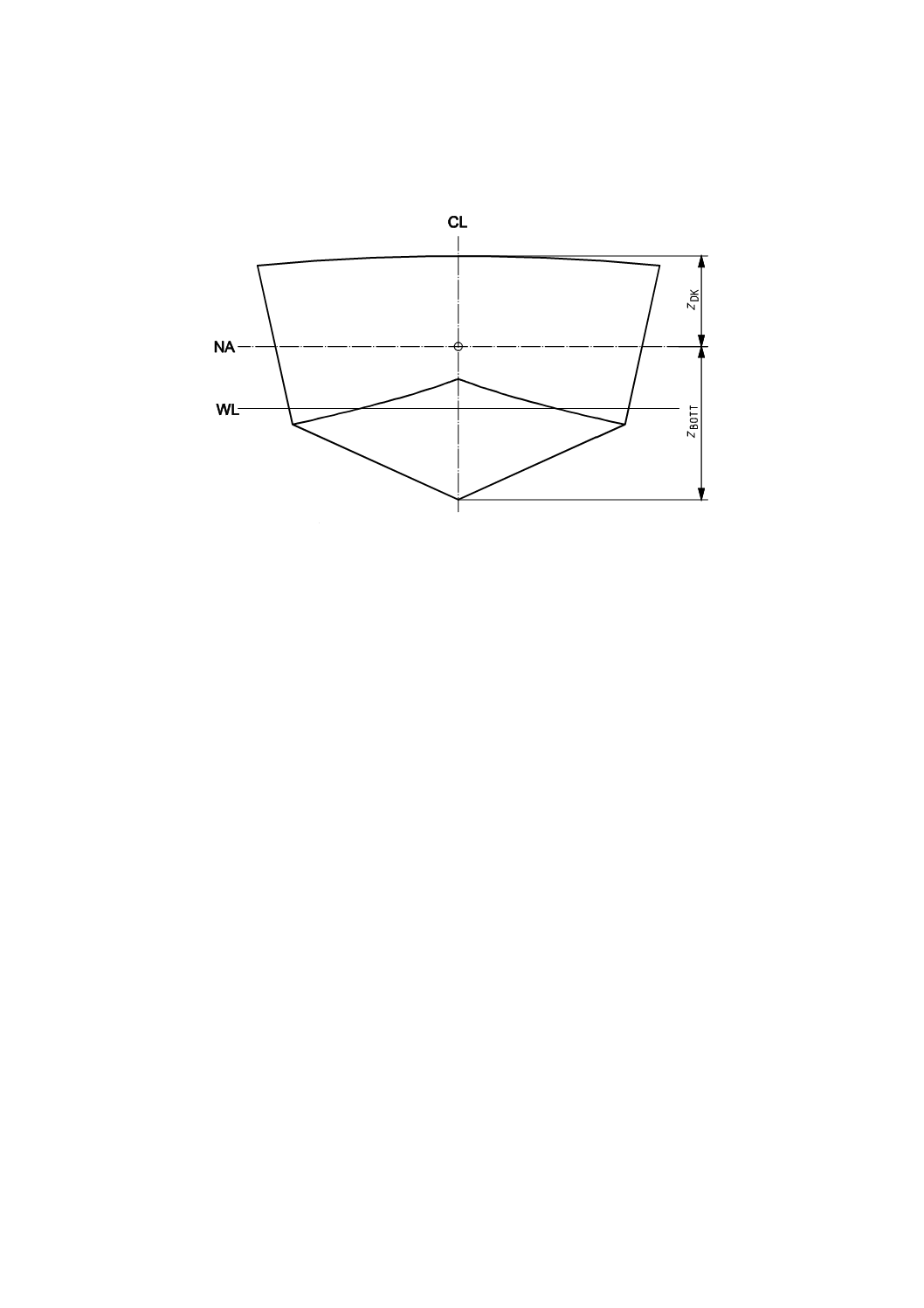
図D.1は,zDKとzBOTTとの関係を図解している。
CL
センタライン
WL
水線
NA
中立軸
zDK
中央断面における甲板から船こく中立軸までの垂直距離
zBOTT 中央断面における船こく中立軸から船底までの垂直距離
図D.1−船体及び甲板
D.4 甲板座屈応力
D.4.1 一般
全ての座屈モードにおける最小応力を検証しなければならないため,パネルの座屈応力を求めることは
簡単ではない。また,直交異方性の複合材料の場合は,等方性が前提の式を適用することができないので,
更に複雑な理論の適用が必要となる。
解析には,次の方法が使える。また,単純支持に対応する境界条件をもつ船こく又はソリッド要素を使
った有限要素法(固有値解析)も有効である。
甲板パネルの座屈解析を行う場合の寸法を,図D.2に示す。
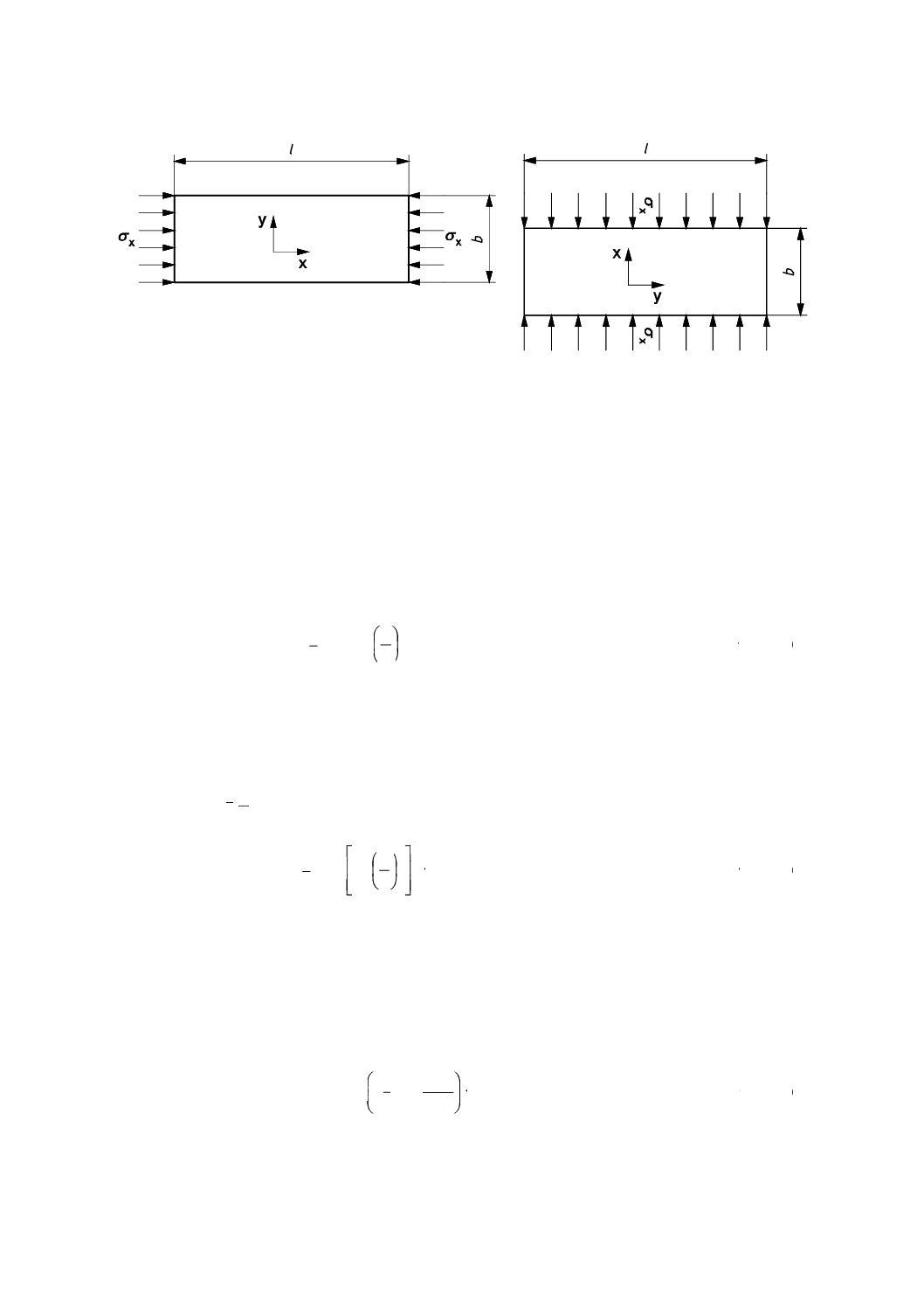
45
F 1034-6:2020 (ISO 12215-6:2008)
a) パネル長辺方向に平行な甲板圧縮応力(ロンジフレーム)
b) パネル短辺方向に平行な甲板圧縮応力
(トランスフレーム)
b
パネル短辺
l
パネル長辺
σx x軸方向の限界座屈応力
図D.2−甲板座屈解析の図解
D.4.2 金属及び等方性FRPパネルの座屈
D.4.2.1 等方性パネルの場合,x軸方向の限界座屈応力(図D.2)は,式(D.3),式(D.4)及び式(D.5)によっ
て求める。
D.4.2.2 最初に,弾性座屈応力,σex(N/mm2)を式(D.3)によって計算する。
2
e
ex
×
×
=
b
t
E
k
σ
·································································· (D.3)
ここに,係数keは,次のいずれかの値をとる。
− 圧縮応力がパネル長辺に平行に作用する場合[ロンジフレーム/ストリンガ:図D.2 a)参照],
ke=3.6
− 圧縮応力がパネル短辺に平行に作用する場合[ストリンガなしのビームなどのトランスフレーム:図
D.2 b)参照],
1
≦
l
b
のとき,
2
2
e
1
9.0
+
×
=
l
b
k
································································ (D.4)
注記 全ての辺は単純に支持されていると仮定しているので,ケースによっては安全側の数値を得る
ことがある。
D.4.2.3 等方性FRPパネルの場合,限界応力σcrx(N/mm2)はσcrx=σeで計算する。
D.4.2.4 金属パネルでは,限界応力σcrx(N/mm2)は次の式のいずれかで計算する。
− σe≦0.5σYWの場合,σcrx=σe
− σe>0.5σYWの場合,
−
×
=
e
YW
YW
crx
25
0
1
σ
σ
.
σ
σ
························································ (D.5)
ここに, σYW: プレートの溶接時降伏強度(N/mm2)
例1 EN AW-5083 H111に基づくアルミニウム合金製の甲板は,E=70 000 N/mm2及びσYW=125
46
F 1034-6:2020 (ISO 12215-6:2008)
N/mm2(JIS F 1034-5の表F.1から)の値をもつ。甲板板厚4 mmで,b=350 mm,l=1 000 mm
(ストリンガ間隔350 mm,ビーム間隔1 000 mm),σe =3.6×70 000×(4/350)2=32.9 N/mm2 <
0.5 σYW=62.5 N/mm2,よって,σcrx=σe=32.9 N/mm2。したがって,条件を満たしている。
設計応力σDKは,式(D.2)によって,次のいずれの値より大きくなってはならない。
− 0.7σYW=87.5 N/mm2
− 0.8σcrx=26.3 N/mm2
例2 例1と同じ甲板が350 mm間隔のビーム上にあり,中間ストリンガをもたない。
b=350 mm,l=1 000 mm。式(D.4)から,ke=0.9×[1+(350/1 000)2]2=1.13,
σe=1.13×70 000×(4/350)2=10.3 N/mm2<0.5σYW=62.5 N/mm2,よってσcrx=σe=10.3 N/mm2。
設計応力σDKは,式(D.2)によって,次のいずれの値より大きくなってはならない。
− 0.7σYW=87.5 N/mm2
− 0.8σcrx=8.24 N/mm2
この例から,ビームしかもたない甲板は,座屈が起こる前に大きな荷重を支えることができず,縦方向
の甲板ストリンガは,船体の曲げモーメントによる座屈に対しての甲板耐力を著しく増加することが分か
る。
D.4.3 直交異方性FRPパネルの座屈
直交異方性単板複合材の場合,公式は,金属のものに比べ,かなり複雑になる。
例えば,対称単板のための公式は,[B]=0,D16=D26=0(つまり,積層構成は,中間面に対し対称で,
パネルサイドに対して0/90の向きの層から成る。)の特別直交異方性積層である。
特別直交異方性積層では,限界応力σcrx(N/mm2)は,式(D.6)から求める。
(
)
x
2
2
y
yx
xy
xy
xy
y
2
y
x
2
2
yx
xy
y
2
crx
1
1
2
2
)
1(
12
E
b
l
m
E
ν
ν
G
ν
E
l
b
E
E
m
b
t
v
ν
E
σ
×
+
−
+
+
−
π
=
・
・
······· (D.6)
ここに,
b: 荷重を受けているパネル辺の寸法(mm)
t: 結合する部材の板厚(mm)
l: 荷重を受けていないパネル辺の寸法(mm)
Ex: x軸に沿った,曲げ弾性率(N/mm2)
Ey: y軸に沿った,曲げ弾性率(N/mm2)
νxy: x軸に沿った応力によるポアソン比
νyx: y軸に沿った応力によるポアソン比
注記1
=
x
y
xy
yx
E
E
ν
ν
mは,長さaの半波の数を表し,式(D.6)の値を最小値とする整数である。
注記2 この整数値は,(a/b) (Ey/Ex)1/4の実数部のいずれかである。
FRP単板の限界座屈応力を評価するために必要な全ての式を取り込むことは,この附属書の適用範囲に
収まらない。このような評価を行うには,参考文献の溶接関連規格が示す方法,又は同等のものを用いる
必要がある。
47
F 1034-6:2020 (ISO 12215-6:2008)
D.4.4 直交異方性FRPサンドイッチパネルの座屈
サンドイッチパネルの座屈応力近似値は,Ex t3/12を曲げ剛性の項に置き換えた式(D.6)などを用いて得る
ことができる。これは,高いせん断剛性をもつコア材(バルサ)では使うが,フォーム材又はそれに類す
るコア材には適さない。
よって,FRPサンドイッチパネルの限界座屈応力を評価するために必要な全ての式は,この附属書の適
用範囲に収まらない。
なお,オイラーパネル応力は,単純支持のための境界条件を使う数値計算によって得ることができる。
参考文献
舟艇関連規格
[1] ISO 12217 (all parts),Small craft−Stability and buoyancy assessment and categorization
[2] ISO 2553:1992,Welded, brazed and soldered joints−Symbolic representation on drawings
[3] JIS F 1034-3 舟艇−船体構造−スカントリング−第3部:材料:鋼,アルミニウム合金,木材及び
その他の材料
溶接関連規格
[4] ISO 4063:1998,Welding and allied processes−Nomenclature of processes and reference numbers
[5] ISO 5817:2003,Welding−Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding
excluded)−Quality levels for imperfections
[6] ISO 6520-1:1998,Welding and allied processes−Classification of geometric imperfections in metallic
materials−Part 1: Fusion welding
[7] ISO 6520-2:2001,Welding and allied processes−Classification of geometric imperfections in metallic
materials−Part 2: Welding with pressure
[8] ISO 9692-1:2003,Welding and allied processes−Recommendations for joint preparation−Part 1:Manual
metal-arc welding, gas-shielded metal-arc welding, gas welding, TIG welding and beam welding of steels
[9] ISO 9692-2:1998,Welding and allied processes−Joint preparation−Part 2: Submerged arc welding of steels
[10] ISO 9692-3:2000,Welding and allied processes−Recommendations for joint preparation−Part 3:Metal inert
gas welding and tungsten inert gas welding of aluminium and its alloys
[11] ISO 9692-4:2003,Welding and allied processes−Recommendations for joint preparation−Part 4: Clad
steels
[12] ISO 10042:1992,Arc-welded joints in aluminium and its weldable alloys−Guidance on quality levels for
imperfections
[13] ISO 13920:1996,Welding−General tolerances for welded constructions−Dimensions for lengths and
angles−Shape and position
[14] ISO 15607:2003,Specification and qualification of welding procedures for metallic materials−General rules
[15] EN 287-1:2004,Qualification test of welders−Fusion welding−Part 1: Steels
その他
[16] GREEN and Associates, Marine Composites, 2nd edition, 1999, ISNB 0-9673692-0-7