E 5402-2:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
2A 種類 ···························································································································· 2
3 発注者の指定項目 ············································································································· 2
3.1 共通 ···························································································································· 2
3.2 Cシリーズ車輪の場合····································································································· 2
3.3 Sシリーズ車輪の場合 ····································································································· 2
4 仕上げの程度の用語及び定義 ······························································································ 3
5 要求事項 ························································································································· 3
5.1 寸法 ···························································································································· 3
5.2 表面粗さ ······················································································································ 4
5.3 静的不釣合い ················································································································ 4
5.4 油圧穴及び油圧溝 ·········································································································· 5
6 検査······························································································································· 5
6.1 寸法特性 ······················································································································ 5
6.2 表面粗さ ······················································································································ 5
6.3 静的不釣合い ················································································································ 5
附属書JA(参考)車輪の形状区分記号 ···················································································· 13
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 14
E 5402-2:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
鉄道車輌工業会(JARI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,国土交通大臣が改正した日本工業規
格である。これによって,JIS E 5402-2:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。国土交通大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS E 5402の規格群には,次に示す部編成がある。
JIS E 5402-1 第1部:品質要求
JIS E 5402-2 第2部:寸法要求
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 5402-2:2015
鉄道車両−一体車輪−第2部:寸法要求
Rolling stock-Solid wheel-
Part 2: Dimensional and balancing requirements
序文
この規格は,1986年に第1版として発行されたISO 1005-8を基とし,我が国の実情に合わせるため,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
1.1
この規格は,鉄道車両に用いるJIS E 5402-1の表1及び表1A,並びに箇条4に適合した圧延,鍛造
又は鋳造製の普通鋼一体車輪(以下,車輪という。)の次の事項について規定する。
a) 表3,表4及び表4Aに示す寸法要求1)(5.1参照)
b) 表面粗さ(5.2参照)
c) 残留静的不釣合い(5.3参照)
注1) 寸法要求とは,加工許容差,寸法公差,並びに幾何公差及び位置公差をいう。
1.2
この規格に対応する一体車輪に対する品質要求事項は,JIS E 5402-1に規定する。
1.3
この規格の要求事項に加えて,JIS G 0404の要求事項も適用できる。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 1005-8:1986,Railway rolling stock material−Part 8: Solid wheels for tractive and trailing stock−
Dimensional and balancing requirements(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 0621 幾何偏差の定義及び表示
注記 対応国際規格:ISO 1101:1983,Technical drawings−Geometrical tolerancing−Tolerancing of form,
orientation, location and run-out−Generalities, definitions, symbols, indications on drawings(IDT)
2
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS E 4504 鉄道車両−輪軸−品質要求
注記 対応国際規格:ISO 1005-7:1982,Railway rolling stock material−Part 7: Wheelsets for tractive and
trailing stock−Quality requirements(MOD)
JIS E 5402-1 鉄道車両−一体車輪−第1部:品質要求
注記 対応国際規格:ISO 1005-6:1994,Railway rolling stock material−Part 6: Solid wheels for tractive
and trailing stock−Technical delivery conditions(MOD)
JIS G 0404 鋼材の一般受渡し条件
注記 対応国際規格:ISO 404:1992,Steel and steel products−General technical delivery requirements
(MOD)
ISO 468:1982,Surface roughness−Parameters, their values and general rules for specifying requirements
2A
種類
車輪の種類は,JIS E 5402-1の箇条2Aと同様に,次のシリーズ車輪に区分する。
なお,車輪の区分を設けていない細分箇条は,いずれのシリーズ車輪にも適用する。
a) Cシリーズ車輪 JIS E 5402-1の箇条2Aのa) に区分する車輪。
注記 この車輪は,JIS E 5402-1の表1に適合する鋼種が“C”又は“GC”で始まる車輪を示す。
b) Sシリーズ車輪 JIS E 5402-1の箇条2Aのb) に区分する車輪を示す。
注記 この車輪は,JIS E 5402-1の表1Aに適合する鋼種が“SSW”で始まる車輪。車輪の形状区分
記号は,附属書JAによる。
3
発注者の指定項目
3.1
共通
発注者は,引合い及び発注のときに,シリーズ車輪ごとに次の項目を指定する。
3.2
Cシリーズ車輪の場合
Cシリーズ車輪の場合は,次による。
a) この規格の番号
b) 寸法付き図面
c) 寸法公差の種別Y,又はZのどの公差が適用されるか。寸法公差の種別Yの揚合,車輪は通常速度(YN)
又は高速(YH)のいずれの速度範囲で使用するか(表3及び図1,表4及び図2,表5及び図3参照)。
d) 仕上げの程度(箇条4参照)
e) 寸法要求に,この規格を適用しない場合は,寸法要求事項及び粗さ値。
f) Ryを用いる場合は,粗さ値。
g) 静的不釣合い規定の要否[JIS E 5402-1の箇条3(発注者の指定項目)参照]及び適用速度範囲(5.3.1
参照),5.3.1と異なる場合は,動軸への適用値(5.3.1の最終行参照)及び従軸への適用値。
h) 特定の幾何公差の要否[5.1.1.3のd) 参照]
i)
任意検査の要否(表3,表4,表5及び6.1参照)
3.3
Sシリーズ車輪の場合
Sシリーズ車輪の場合は,次による。
a) この規格の番号
b) 寸法付き図面
3
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 仕上げの程度(箇条4参照)
d) 最高運転速度(150 km/h以下か,150 km/h超え200 km/h未満か,又は200 km/h以上か)
e) 寸法要求に,この規格を適用しない場合は,寸法要求及び粗さ値
f)
静的不釣合い規定の要否
g) 任意検査の要否(表4A,表5A及び6.1参照)
4
仕上げの程度の用語及び定義
この規格で用いる種々の車輪の状態及び製造段階の用語及び定義は,次による。
4.1
非機械加工
鍛造又は圧延車輪においては,製造業者が車輪の要求規定を満足させるために施工する機械加工以外に
は,いかなる機械加工も伴わない黒皮の状態。鋳造車輪においては,製造業者が車輪の要求規定を満足さ
せるために行う機械加工以外には,いかなる機械加工も伴わない鋳造放しの状態。
4.2
粗加工
車輪のどの部分も最終仕上げをせず,全体又は必要な部分だけに削り代をもつように加工した状態。
4.3
半仕上げ
車輪の加工すべき特定の箇所にだけ最終仕上げを施し,他の箇所が機械加工されていないか,又は粗加
工されている状態。
4.4
軸穴半仕上げ
注文書又は図面で要求された全ての箇所の機械加工をした状態。ただし,軸穴の最終仕上げ及び軸穴面
に施す油圧溝の加工は含まない。
4.5
軸穴仕上げ
必要な全ての加工が行われた状態。
5
要求事項
5.1
寸法
5.1.1
Cシリーズ車輪の場合
5.1.1.1
非機械加工部についての寸法要求を,次に示す。
a) 鍛造又は圧延車輪は,表3による[表4の脚注f) 参照]。
b) 鋳造車輪は,表4の種別Zによる。
5.1.1.2
粗加工部分は,引合い及び発注のときの寸法要求について協定する。
5.1.1.3
軸穴半仕上げ(4.4参照),及び軸穴仕上げ(4.5参照)の寸法要求は,次のa)〜d) による。
a) 鍛造又は圧延車輪は,表4,及び表5の種別Y又は種別Zによる。
b) 鋳造一体車輪は,表4,及び表5の種別Zによる。
c) 製造業者は,表4に規定されていない関連する幾何特性の全てについて,車輪の車軸への取付けの際
に,更に加工を加えなくてもJIS E 4504の公差を満足できるように,確実に公差を維持する。
4
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 特別な場合,車輪を注文どおりの精度に製造するために,c) の要求の代わりに,特別な公差を適用す
ることがある。この場合は,引合い及び発注のときに受渡当事者間で協定する必要がある。ほかに協
定のない限り,表5の公差を適用する。
5.1.2
Sシリーズ車輪の場合
各部の寸法要求は,発注図面に指定がない場合は,表4A及び表5Aによる。
5.2
表面粗さ
5.2.1
Cシリーズ車輪の場合
特に協定のない限り,軸穴半仕上げ及び軸穴仕上げに加工された表面に対する算術平均粗さRaは,表1
による。軸穴半仕上げ及び軸穴仕上げの機械加工されていない表面は[表4の注c) 参照],表面品質を引
合い及び発注のときに協定する。
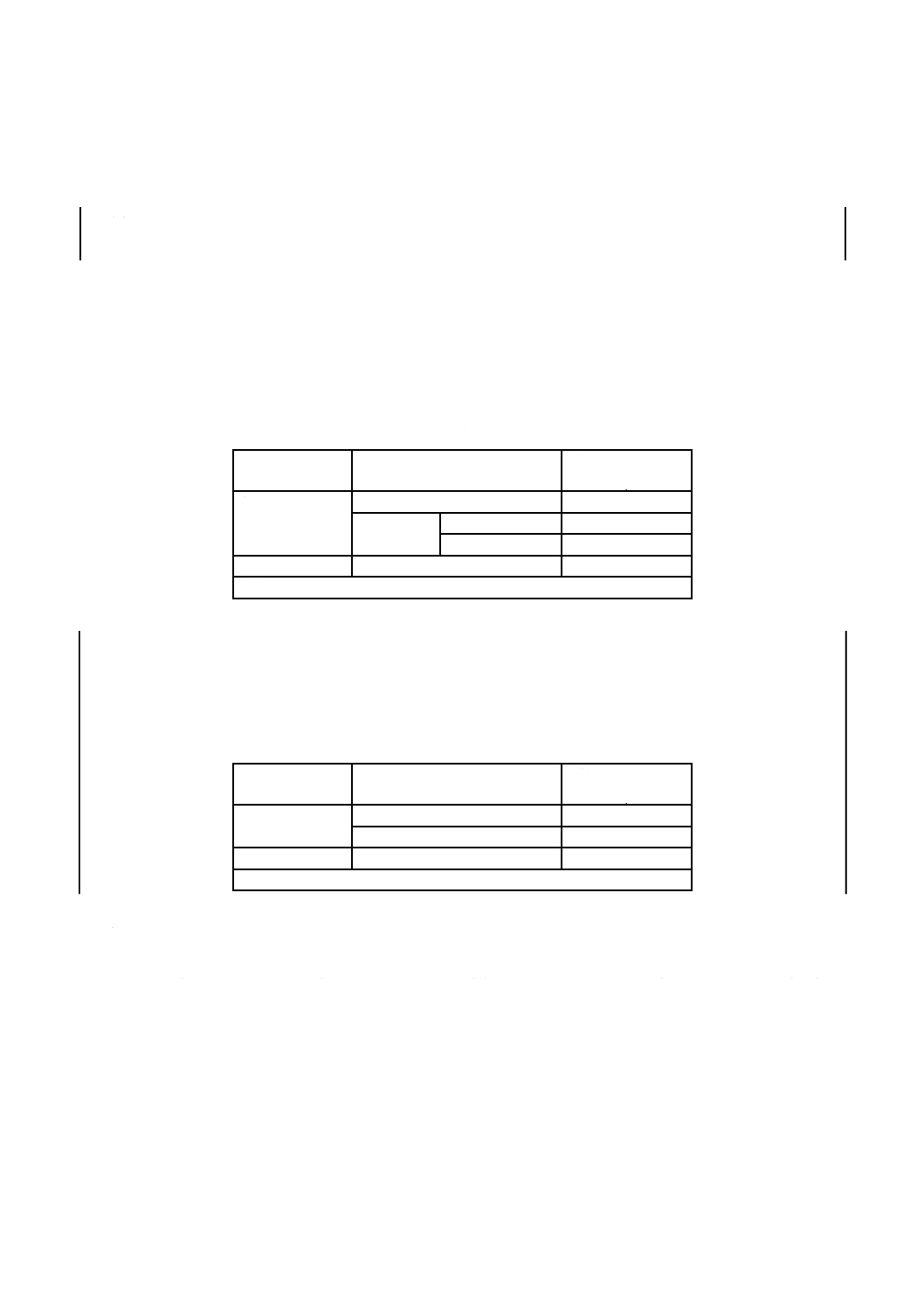
表1−Cシリーズ車輪の表面粗さ
部位
状態
算術平均粗さa)
Ra(μm)
軸穴
軸穴半仕上げ
≦12.5
軸穴仕上げ
種別Yの車輪
1.6〜3.2
種別Zの車輪
≦12.5
他の部位全て
軸穴半仕上げ又は軸穴仕上げ
≦12.5
注a) 算術平均粗さは,ISO 468:1982による。
5.2.2
Sシリーズ車輪の場合
受渡当事者間で特に協定のない限り,軸穴半仕上げ及び軸穴仕上げに加工された表面に対する算術平均
粗さRaは,表1Aによる。
表1A−Sシリーズ車輪の表面粗さ
部位
状態
算術平均粗さa)
Ra(μm)
軸穴
軸穴半仕上げ
≦12.5
軸穴仕上げ
1.6〜3.2
他の部位全て
軸穴半仕上げ又は軸穴仕上げ
≦12.5
注a) 算術平均粗さは,JIS B 0601による。
5.3
静的不釣合い
5.3.1
Cシリーズ車輪の場合
静的不釣合いが要求された場合は(JIS E 5402-1の箇条3参照),貨車以外の従軸に対する一体車輪の軸
穴半仕上げ又は軸穴仕上げにおける静的不釣合いが,受渡当事者間で協定のない限り,表2の値を超えな
いものとする。
なお,動軸用車輪において,最大静的不釣合いを要求する揚合は,引合い及び発注のときに協定する。
5
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
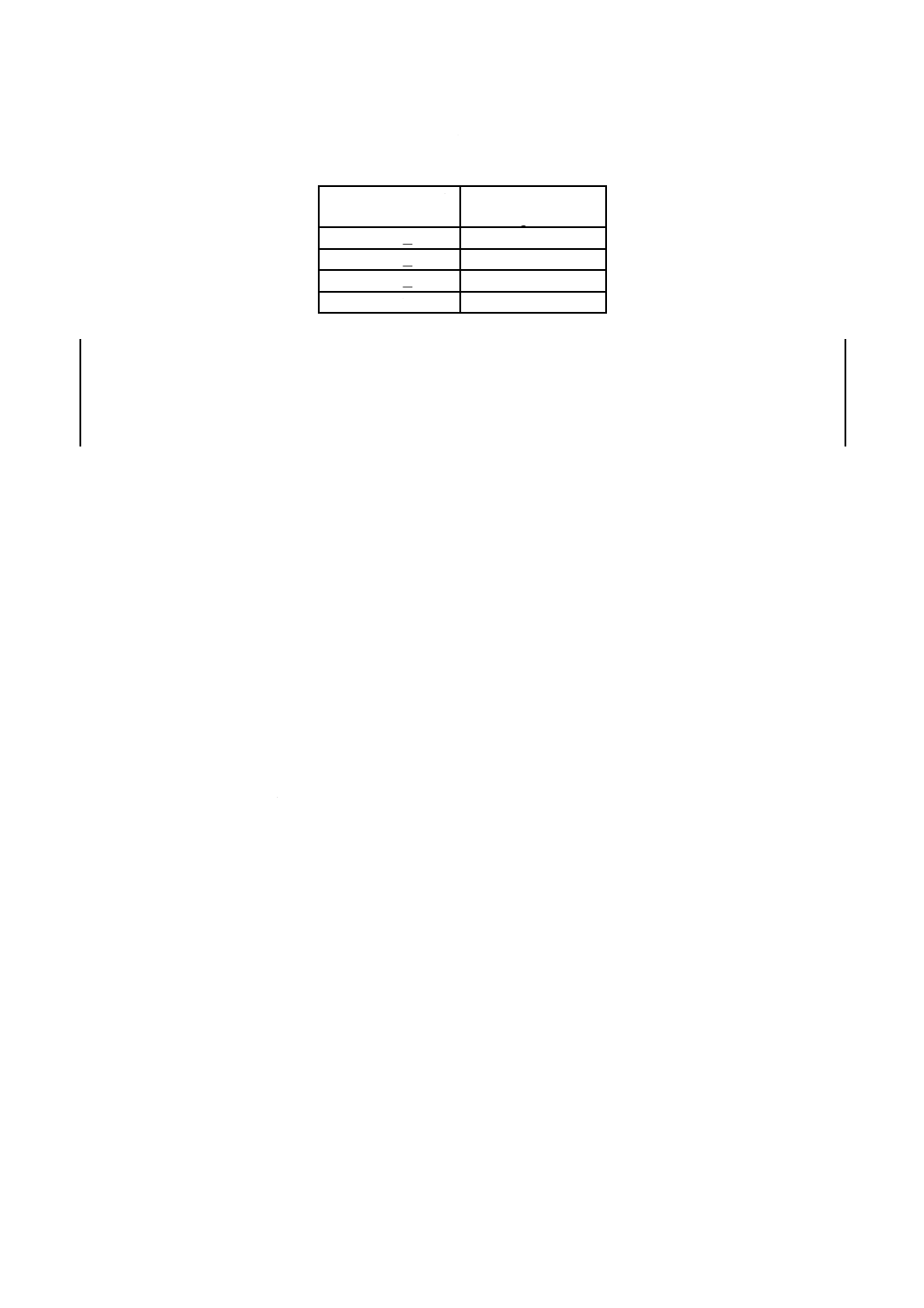
表2−Cシリーズ車輪の貨車以外の
種別Y及び種別Zに対する静的不釣合い
最高運転速度:V
km/h
最大静的不釣合い
g・m
V ≦ 100
−
100 < V ≦ 120
125
120 < V ≦ 200
75
V > 200
50
5.3.2
Sシリーズ車輪の場合
静的不釣合いが要求された場合は,最高運転速度200 km/h未満の旅客車(客車・電車)のとき,受渡当
事者間で別に協定がない限り,250 g・mを超えないものとする。その他の車両用は,受渡当事者間の協定
による。
5.4
油圧穴及び油圧溝
発注者が,軸穴半仕上げ又は軸穴仕上げの軸穴に油圧穴を指定した揚合は,引合書又は発注書に添付さ
れる図面に従って,軸穴半仕上げにおいては油圧穴とそのねじ部とを,軸穴仕上げにおいては,これに加
えて油圧溝を加工する。油圧溝と軸穴内面とのつなぎは滑らかになるよう特に留意する。
6
検査
6.1
寸法特性
表3,表4,表4A,表5及び表5Aの検査の項に“m”が示されている場合は,該当寸法の検査が必須で
ある。また,製造作業中は,幾つかの寸法の検査が事実上困難であるため,表3,表4,表4A及び表5の
検査の項に“o”のついている寸法は,引合い及び発注のときに協定のある場合だけ検査する。
種々の幾何公差に関する用語の定義は,JIS B 0621による。
6.2
表面粗さ
表面粗さの合否に関する検査を必要とする揚合は,検査を行う車輪の数と,その他全ての詳細について,
引合い及び発注のときに協定する。
6.3
静的不釣合い
静的不釣合い検査を必要とする揚合は,JIS E 5402-1の6.6(機械加工及び不釣合い修正)に従って実施
する。
6
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
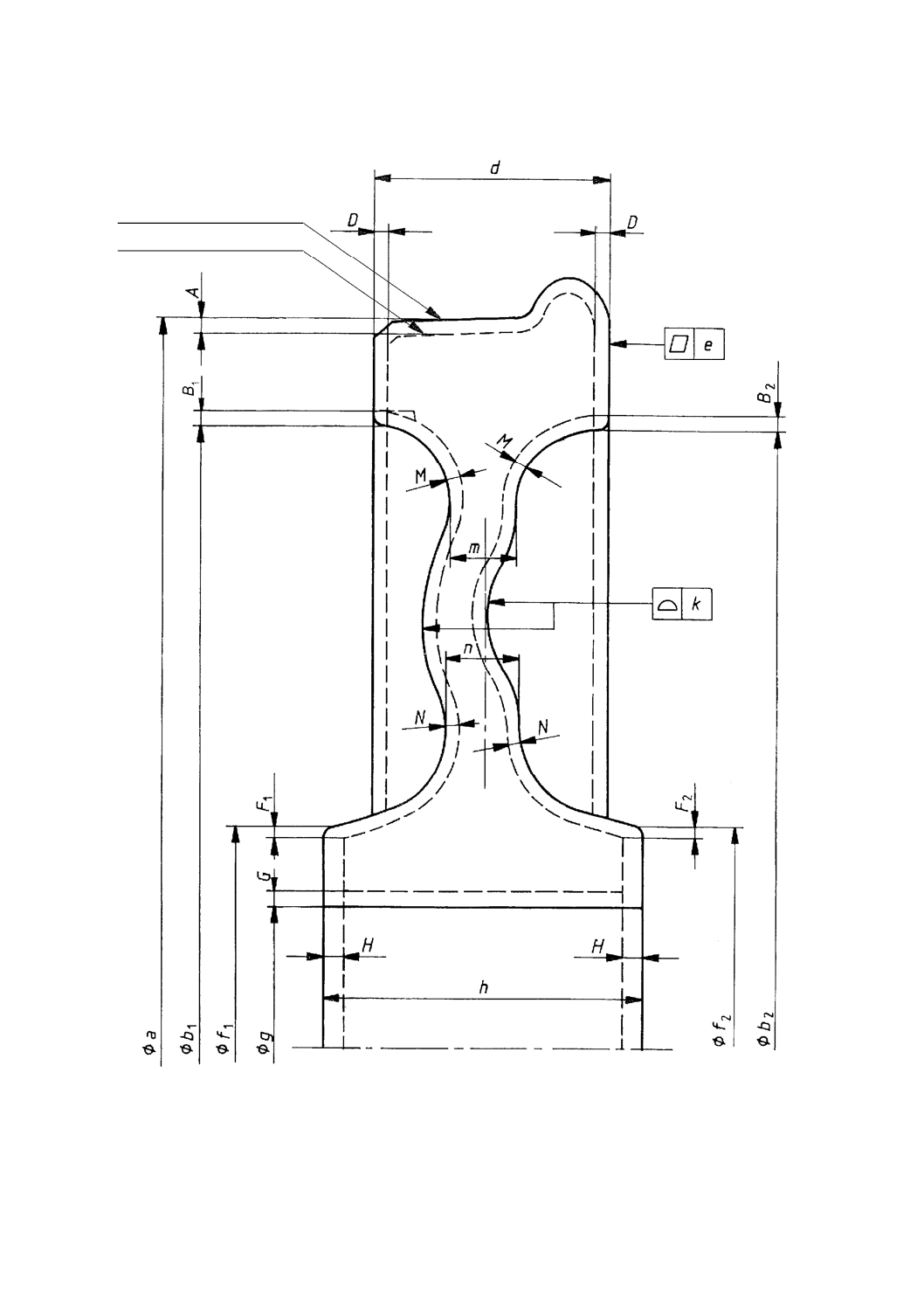
表3−Cシリーズ車輪の鍛造又は圧延一体車輪の非機械加工部a) の寸法要求−種別Y及びZ b)
部位
図1の略号
機械加工
取り代
mm
許容差
mm
検査d)
寸法公差
幾何公差c)
リム
外径
A
−
4
−
m
a
−
−
+12
0
m
反フランジ側内径
B1
−
4 e)
−
m
b1
−
−
0
−10
m
フランジ側内径
B2
−
4 e)
−
m
b2
−
−
0
−10
m
幅
D
−
4
−
m
d
−
−
+8
0
m
平面度f)
−
e
−
5
o
ボス
反フランジ側外径
F1
−
5 e)
−
m
f1
−
−
+15 g)
0
m
フランジ側外径
F2
−
5 e)
−
m
f2
−
−
+15 g)
0
m
軸穴内径
G
−
10
−
m
g
−
−
0
−20
m
長さ
H
−
10
−
m
h
−
−
+10
0
m
板部
形状
−
k
−
12
o
リム側厚さ
M
−
5 e)
−
m
m
−
−
+8
0
m
ボス側厚さ
N
−
5 e)
−
m
n
−
−
+10
0
m
注a) 用語の定義は箇条4参照。
b) 1.2参照。
c) JIS B 0621による。
d) m:必須,o:任意。
e) 貨車用,又は,その他の用途において通常の運転速度で使用される場合,板部,リム内径及びボス外径は,
購入者の許可によって[表4注g) 参照],軸穴半仕上げ又は軸穴仕上げにもこのままの状態で使用しても構わ
ない。この場合には,加工の取り代は適用しない。
f) 非機械加工車輪は,フランジを下にして平らなリングの上に置き,フランジとリングとの隙間によって,平
面度を測定する。
g) 種別Zの車輪に対しては, 。
+25
0
7
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−Cシリーズ車輪の鍛造又は圧延一体車輪の非機械加工部の寸法略号
非機械加工表面
軸穴半仕上げ又は軸穴仕上げ
8
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−Cシリーズ車輪の軸穴半仕上げa) 及び軸穴仕上げa) に対する寸法要求
部位
図2の略号
許容差 mm
検査c)
表3
寸法公差 幾何公差b)
種別Yの車輪
種別Z d) の車輪
通常速度
YN
高速
YH
リム 外径
a
−
+4 e)
0
+4 e)
0
+14
− 5
m
反フランジ側内径
b1
−
0
−6
0
−6
f)
m
フランジ側内径
b2
−
0 g)
−6
0
−6
f)
m
幅
d
−
+1
−1
+1
−1
+3
−3
m
リム厚さの偏肉(反フランジ側)
p1
−
1.5 g)
1
3
m h)
リム厚さの偏肉(フランジ側)
p2
−
1.5 g)
1
3
m h)
踏面形状
−
v
図面に示された公差
m
その他
−
−
5.1.1.3 c) 又は5.1.1.3 d) 参照
−
ボス 反フランジ側外径
f1
−
+10 g)
0
+5
0
+25
0
m
反フランジ側内径
f2
−
+10 g)
0
+5
0
+25
0
m
軸穴内径−軸穴半仕上げj)
g1
−
0 i)
−2
0 i)
−1
+1
−4
m
軸穴内径−軸穴仕上げj)
g2
−
− k)
− k)
− k)
m
軸穴径円筒度−軸穴半仕上げj)
−
x1
0.5
0.5
0.5
o
軸穴径円筒度−軸穴仕上げj)
−
x2
0.015 l)
0.015 l)
0.025 l)
m
幅
h
−
+3
0
+1
0
+6
−6
m
ボス高さ
r
−
+3 e)
0
+3 e)
0
+3
−3
m
その他
−
−
5.1.1.3 c) 又は5.1.1.3 d) 参照
−
板部 形状
−
k
8 g) m)
4 m)
4 m)
o
リム側厚さ
m
−
+5 g)
0
+2
0
+8
0
m
ボス側厚さ
n
−
+5 g)
0
+2
0
+8
0
m
注a) 用語の定義は,箇条4参照
b) JIS B 0621による。
c) m:必須,o:任意。
d) 鋳造車輪の場合,この種別の許容差を製造工程で満足できれば,加工は必要ない。
e) 動軸用車輪については,他の値が必要となることもある。
f) 適用しない。他のリム寸法によって定まる。
g) 通常の走行速度用の場合,板部,リム内径及びボス内径は,発注者の許可の下,軸穴半仕上げ及び軸穴仕上
げでも,非機械加工のままでも構わない。その場合には,受渡当事者間で協定のない場合,表3に示す許容
差を適用する。
h) 特定の幾何公差s及びj(図3参照)が保証される場合には,寸法p1及びp2の検査は省いてもよい(6.1参照)。
i) 軸穴半仕上げの軸穴の加工取り代は,3 mmとする(すなわち,g2−g1=6 mm)。
j) 軸穴に関する用語は,4.4参照。
k) 車軸との圧入を保証するための直径及び締め代の公差は,仕様書又は図面による。
l) 許容差の範囲内で,僅かなテーパが避けられない場合は,大径側を車軸に組み立てるときの車軸圧入側にす
る。
m) 図2に示す以外の形状については,板部に関する幾何公差kは,適用しない。
9
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−Cシリーズ車輪の軸穴半仕上げ又は軸穴仕上げに対する幾何公差の略号
10
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4A−Sシリーズ車輪の軸穴半仕上げ又は軸穴仕上げの寸法許容差
部位
図2Aの記号
許容差 mm
検査c)
最高運転速度
200 km/h未満a)
最高運転速度
200 km/h以上b)
リム
外径
D
+5 d)
−2
+2
0
m
内径
d1,d2
0
−12
0
−4
m
幅
K
+3
−1
±0.5
m
リム厚さの偏肉e)
T
3以下
1.5以下
m
リムの位置
C
±0.5
±0.5
o
ボス
外径
D1,D2
+25
0
+7
0
m
軸穴
軸穴半仕上げ
d
±2
f)
m
軸穴仕上げ
d
g)
g)
m
幅
L
±1
±1
m
ボス厚さの偏肉h)
T1,T2
10以下
5以下
m
板
板厚
t1,t2
+8
0
+1
0
m
注a) 通常,板部,リム内径及びボス外径は,非機械加工のままで構わない。発注者が指定した場合
は,その許容差を適用する。
b) 全面を機械加工する。
c) m:必須,o:任意。
d) 最高運転速度が150 km/hを超える場合は,+2〜0 mmとする。
e) リム厚さの偏肉は,Tの最大値と最小値との差とする。
f) 受渡当事者間の協定による。
g) 軸穴の仕上げ公差は,仕様書若しくは図面によるか,又はJIS E 4504に規定している締め代の
範囲に基づいて決定する。
h) ボス厚さの偏肉は,T1の最大値と最小値との差及びT2の最大値と最小値との差において,いず
れか大きいほうの値とする。
図2A−Sシリーズ車輪の軸穴半仕上げ又は軸穴仕上げの寸法略号
11
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−Cシリーズ車輪の軸穴半仕上げ又は軸穴仕上げに対する幾何公差[5.1.1.3 d) 参照]
部位
幾何公差a)
図3中の略号
公差 mm
検査b)
種別Y
種別Z
通常速度
YN
高速
YH
リム
踏面真円度
s
0.2
0.2
0.8
o
反フランジ側内径の径方向振れ
j
0.2
0.2
− c)
o
軸方向振れ
t
0.5
0.5
1.6
o
ボス
軸穴半仕上げの軸穴振れ
q1
1.0 e) 0.1 f)
1.0 e) 0.1 f)
1.6 c)
o
軸穴仕上げの軸穴振れd)
q2
0.3 e) 0.1 f)
0.1
0.2
o
注a) JIS B 0621参照。
b) o:任意
c) 種別Zの車輪は,通常,図3に示す以外の板部形状をもつためこの公差は適用しない。
d) ボスの軸穴に関連する用語については4.4参照。
e) 静的不釣合い検査を必要としない場合,又は,車輪踏面を釣合い測定の基準点として用いる場合に適用する。
f) 軸穴を静的不釣合い検査の基準点として用いる場合に適用する。
図3−Cシリーズ車輪の軸穴半仕上げ又は軸穴仕上げに対する幾何公差の略号
12
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5A−Sシリーズ車輪の軸穴仕上げに対する幾何公差
部位
幾何公差 mm
検査a)
最高運転速度
150 km/h以下
最高運転速度
150 km/h超え
車輪踏面の真円度
0.5以下
0.2以下
m
車輪踏面の振れ
0.5以下
0.2以下
m
軸穴の真円度
0.030以下
0.030以下
m
注a) m:必須
13
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
車輪の形状区分記号
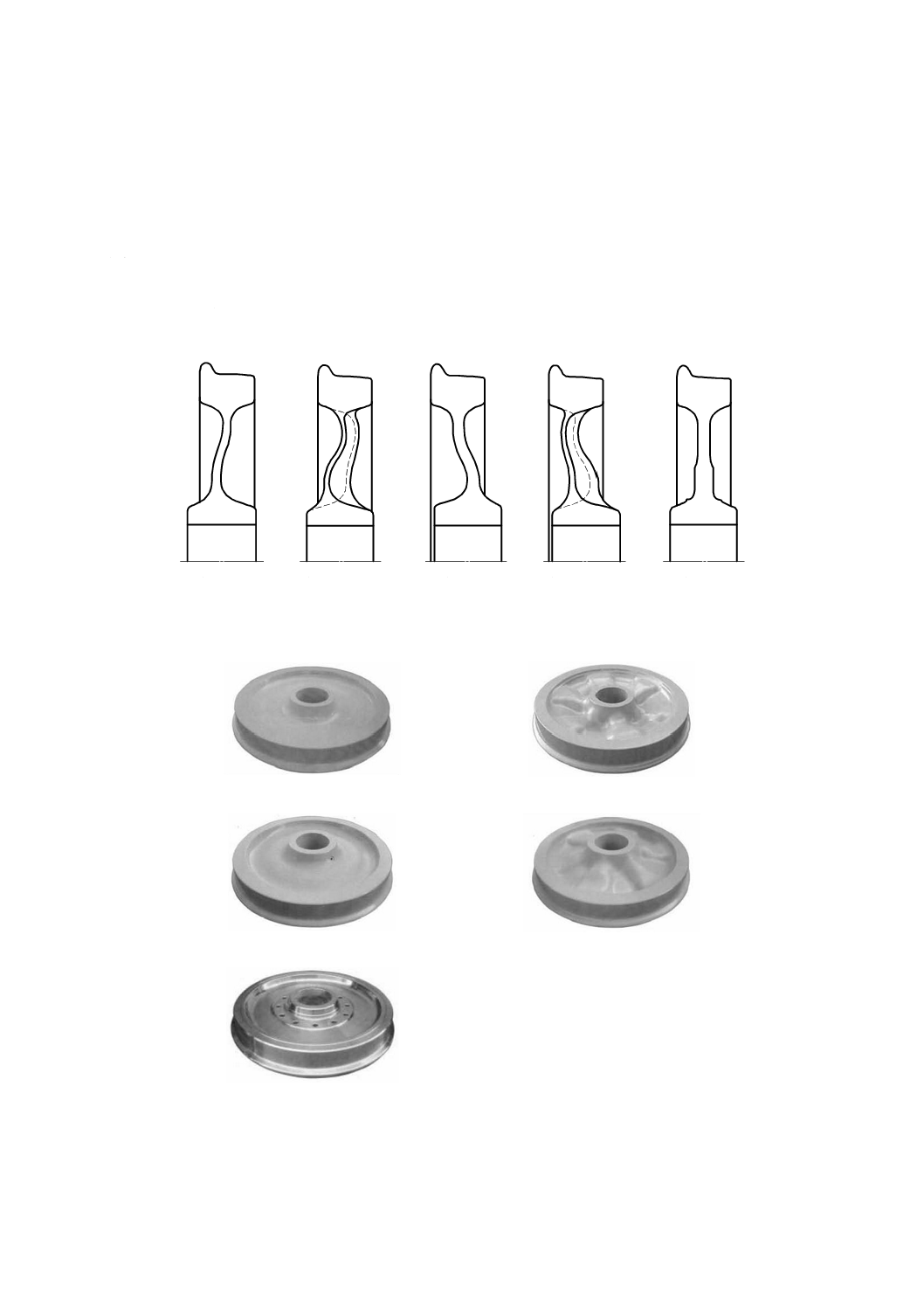
JA.1
車輪の形状区分記号は,汎用性の高い形状5種類の例を,図JA.1及び図JA.2に示す。
この記号は,車輪の形状を区分する記号としてだけに利用するもので,詳細な車輪の形状・寸法は,受
渡当事者間で交換する図面による。
a) A形
b) A形波打
c) B形
d) B形波打
e) C形
図JA.1−一体車輪の形状区分
a) A形
b) A形波打
c) B形
d) B形波打
e) C形
図JA.2−一体車輪の外観写真の例
14
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS E 5402-2:2015 鉄道車両−一体車輪−第2部:寸法要求
ISO 1005-8:1986 Railway rolling stock material−Part 8: Solid wheels for tractive
and trailing stock−Dimensional and balancing requirements
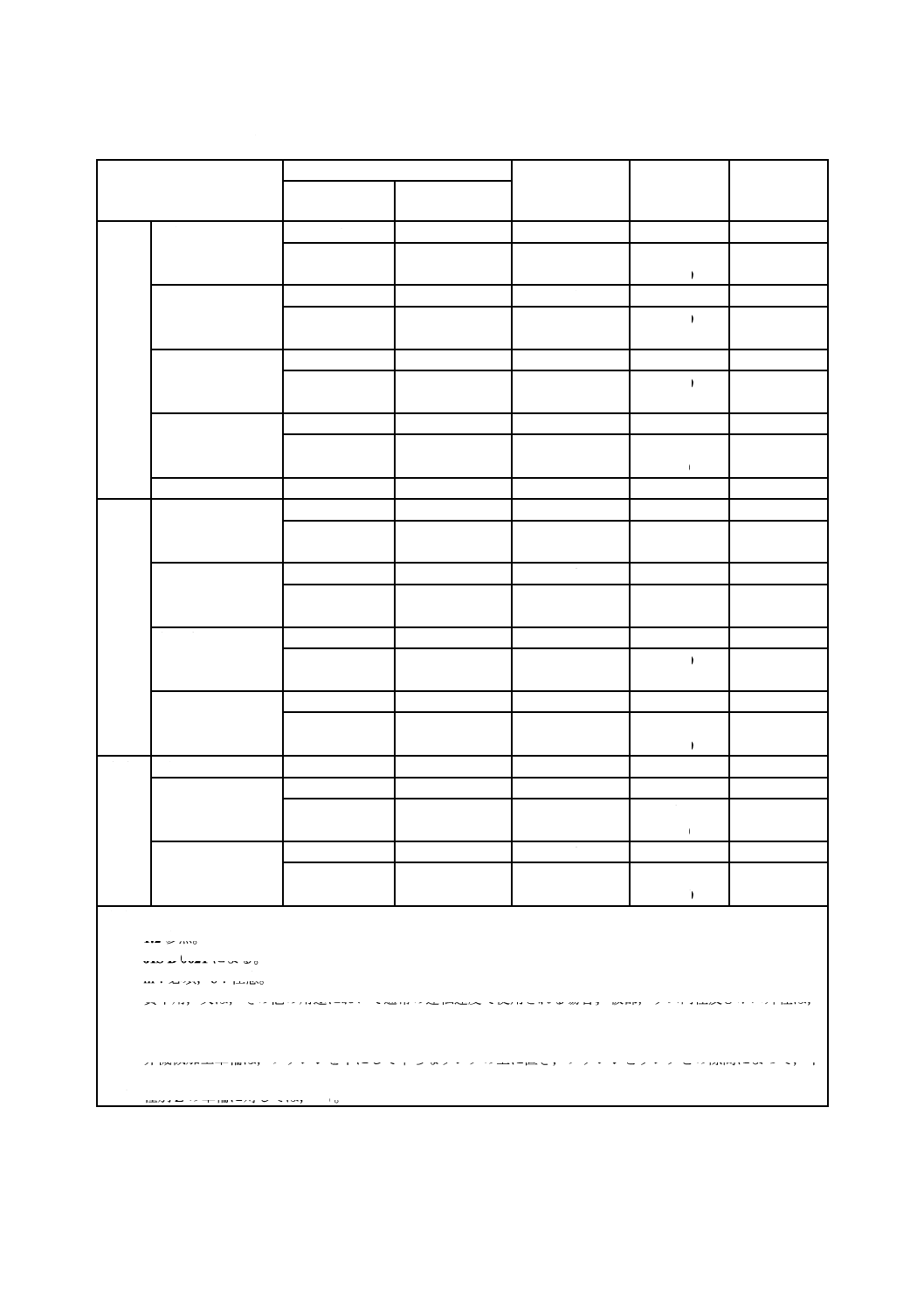
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
一体車輪に関する
寸法要求事項につ
いて規定。
1
JISとほぼ同じ
選択
ISO規格のCシリーズ車輪に,
従来JISに規定されていたS
シリーズ車輪を適用できるよ
う選択にした。
我が国の使用者及び製造業者の
混乱を避けるため,選択とした。
ISOへの提案は行わない。
2 引用規
格
2A 種類
車輪の種類をJIS E
5402-1の箇条2Aと
同じ区分で表示す
る方法を規定。
−
−
選択
JIS E 5402-1の表1の鋼種によ
るCシリーズ車輪と表1Aの鋼
種によるSシリーズ車輪とで
区分した。
鋼種ごとの車輪に適用する規定
事項の識別を容易にするため,種
類の項を追加した。
ISOへの提案は行わない。
3 発注者
の指定項
目
発注者の指定項目
について規定。
3
JISとほぼ同じ
選択
Sシリーズ車輪に適用する事
項を選択できるようにした。
鋼種ごとの車輪に適用する規定
事項の識別を容易にするため,種
類の項を追加した。
ISOへの提案は行わない。
5 要求事
項
寸法,表面粗さ及び
静的不釣合いの要
求事項を規定。
5
JISとほぼ同じ
選択
Sシリーズ車輪に適用する事
項を選択できるようにした。
我が国の使用者及び製造業者の
混乱を避けるため,Sシリーズ車
輪を追加し選択とした。
ISOへの提案は行わない。
6 検査
寸法,表面粗さ及び
静的不釣合いの検
査を規定。
6
−
選択
Sシリーズ車輪に適用する事
項を選択できるようにした。
我が国の使用者及び製造業者の
混乱を避けるため。
ISOへの提案は行わない。
1
4
E
5
4
0
2
-2
:
2
0
1
5
15
E 5402-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
附属書JA
(参考)車
輪の形状
区分記号
JISと国際規格との対応の程度の全体評価:ISO 1005-8:1986,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
1
5
E
5
4
0
2
-2
:
2
0
1
5