2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 1122-1994
中継レール
Compromise rails
1. 適用範囲 この規格は,異種の普通レール相互間に用いる中継レールについて規定する。
備考 この規格の引用規格を,次に示す。
JIS B 0601 表面粗さ−定義及び表示
JIS E 1101 普通レール
JIS E 1303 鉄道用分岐器類
JIS G 0565 鉄鋼材料の磁粉探傷試験方法及び磁粉模様の分類
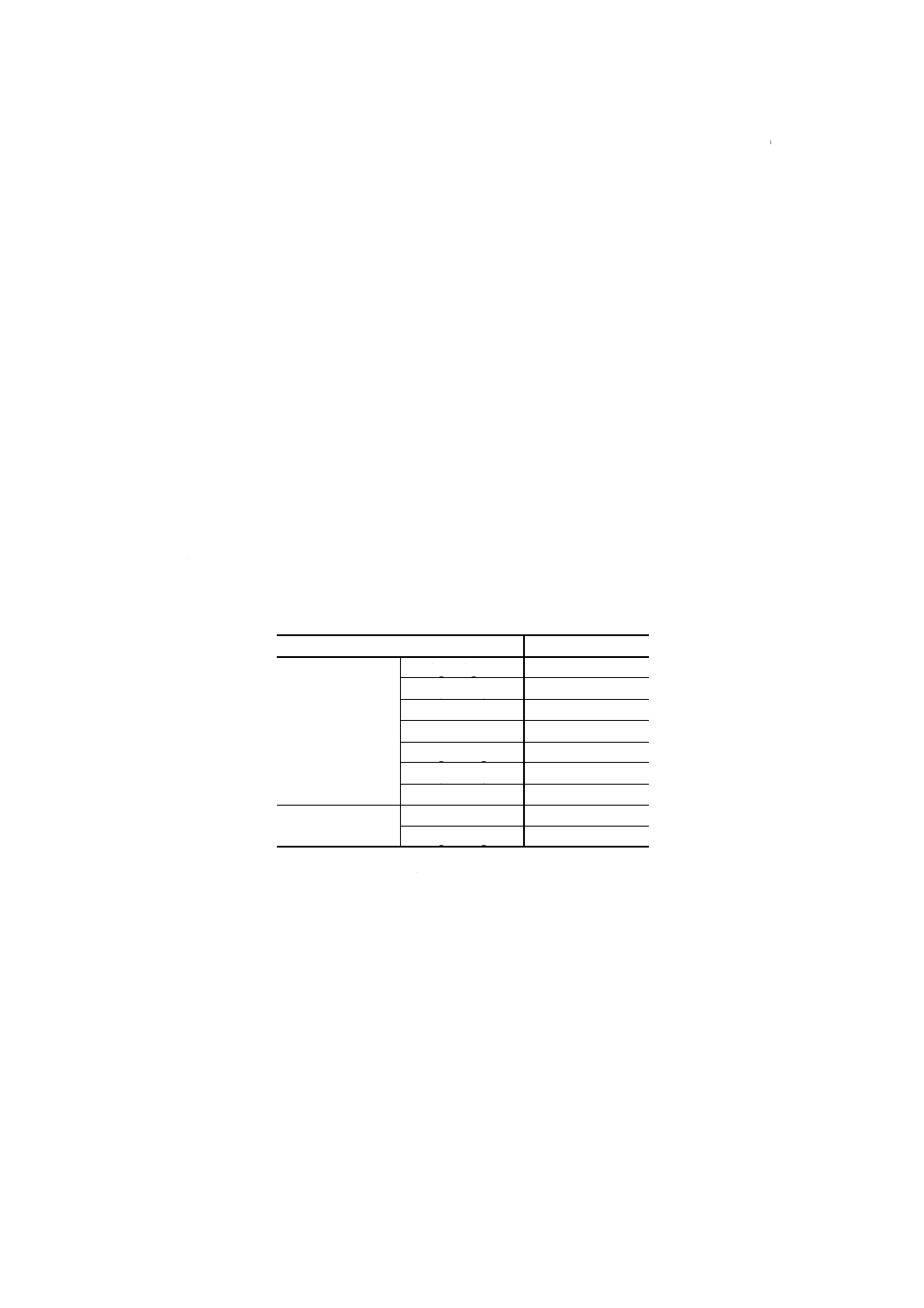
2. 種類及び記号 中継レールの種類及び記号は,中継レールの形状によって区分し,表1のとおりとす
る。
表1 種類及び記号
種類
記号
普通形
60kg-50kgN
60-50N
50kgN-50kg
50N-50
50kgN-40kgN
50N-40N
50kgN-37kg
50N-37
50kgN-30kg
50N-30
40kgN-37kg
40N-37
40kgN-30kg
40N-30
特殊形
60kg-50kgN
S60-50N
50kgN-50kg
S50N-50
備考 普通形は,レール上面を水平にし,レール底面に生
じる段差を直線的に逓減するもの,特殊形は,レー
ル底面を水平にし,レール上面に生じる段差を反向
する縦曲線によって逓減するものとする。
3. 品質
3.1
外観 中継レールは,レール表面には割れ,きずなど有害な欠陥があってはならない。
3.2
溶接部の品質 中継レール溶接部の品質は,7.1の試験を行ったとき,JIS G 0565の9.2(磁粉模様
の分類)に規定する磁粉模様が現れてはならない。
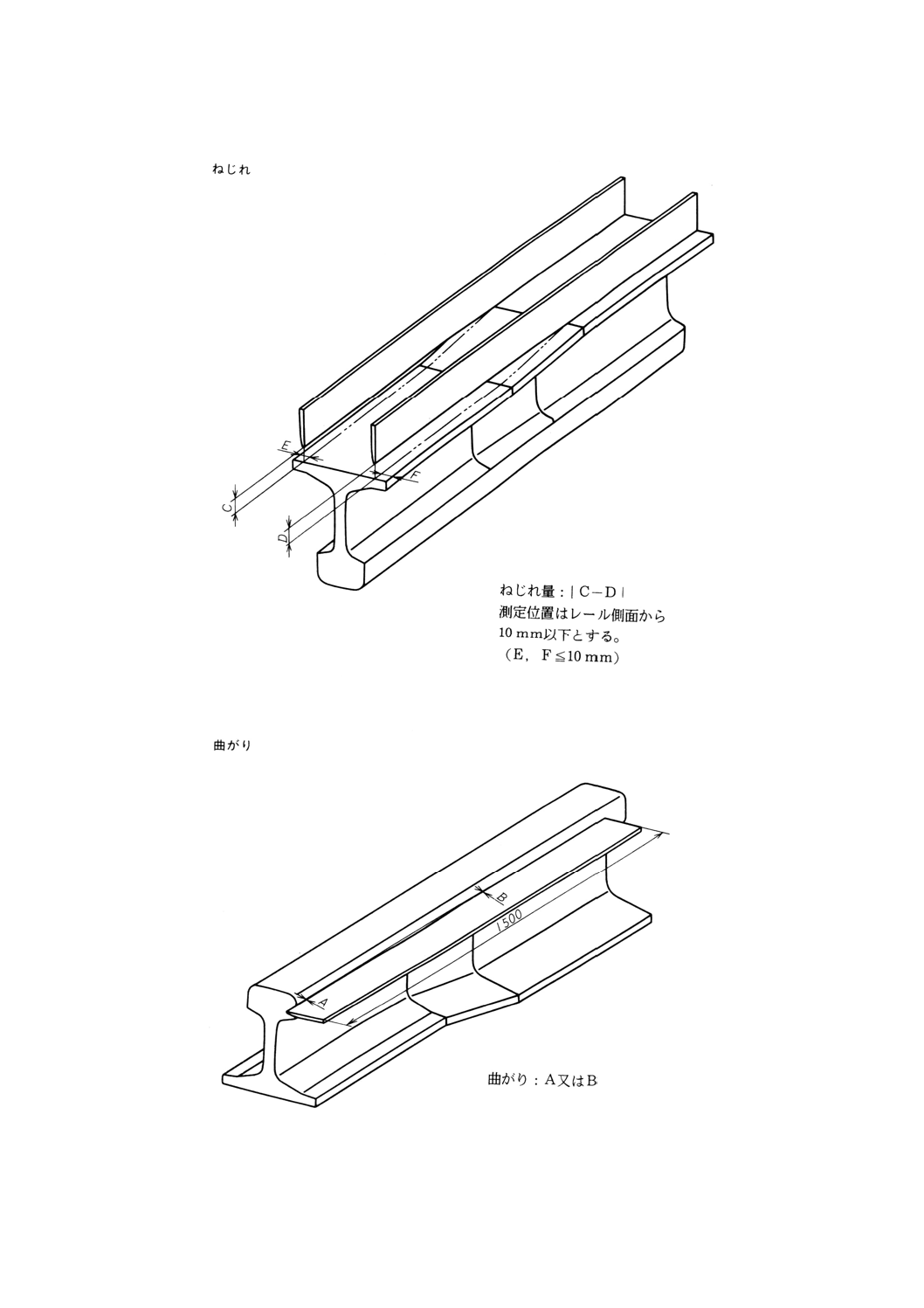
3.3 ねじれ及び曲がり 普通形の中継レールのねじれ及び曲がりの最大値は,7.2によって測定したとき,
ねじれは2mm以下,曲がりは1.5m当たり1mm以下でなければならない。
2
E 1122-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
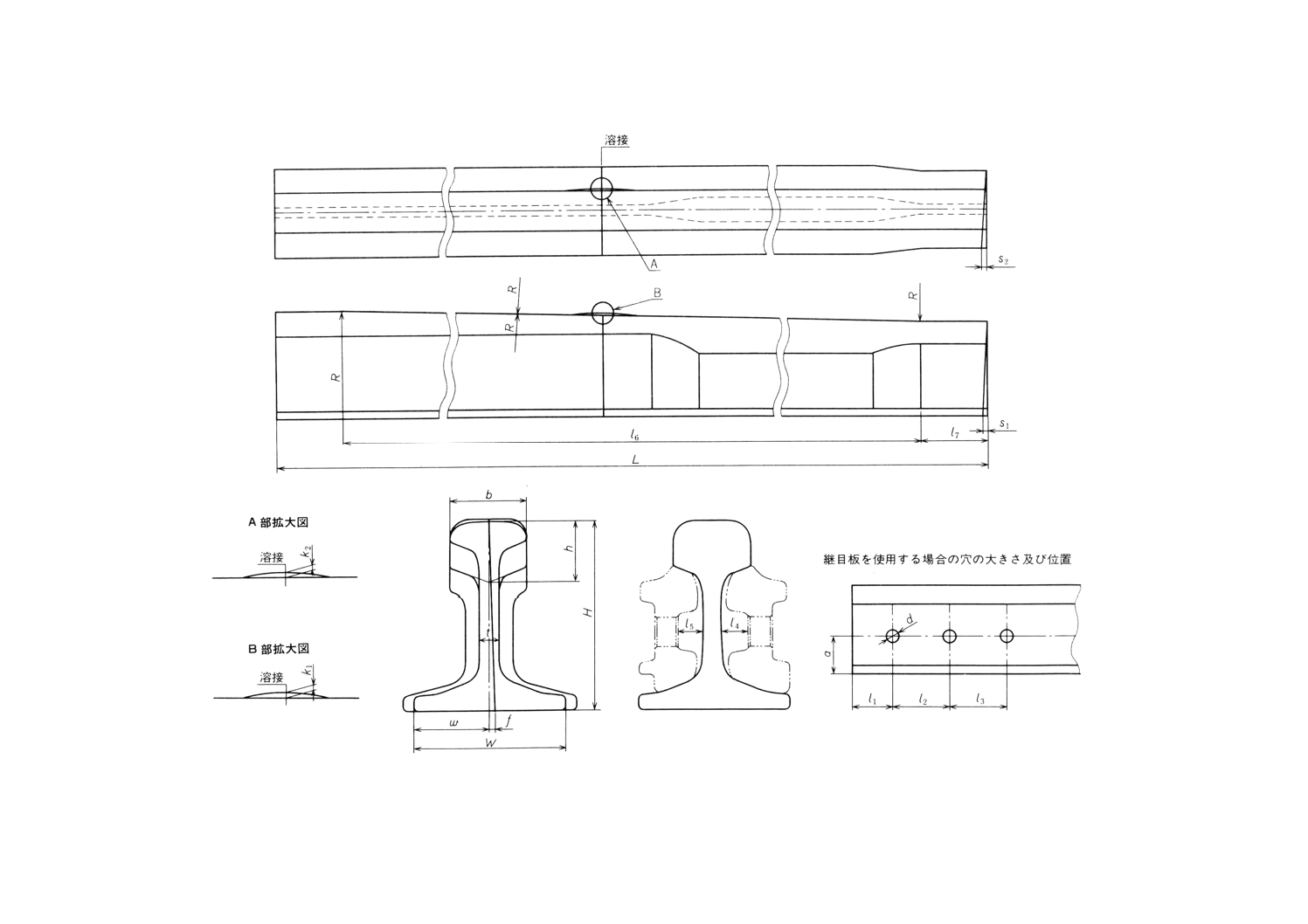
4. 形状,寸法,寸法許容差及び幾何公差 中継レールの形状,寸法,寸法許容差及び幾何公差は,次の
とおりとする。
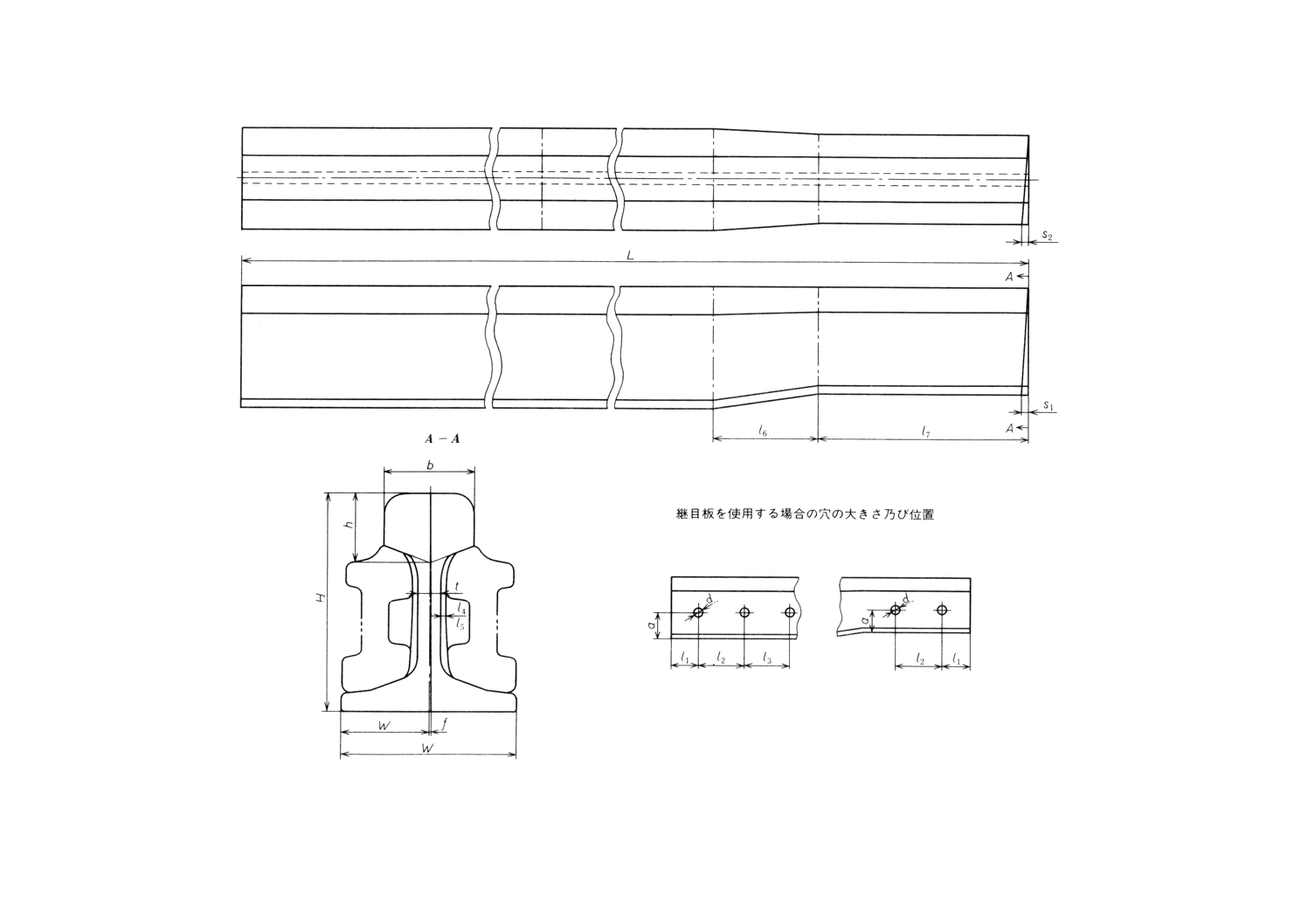
(1) 形状及び寸法は,付図1〜11による。
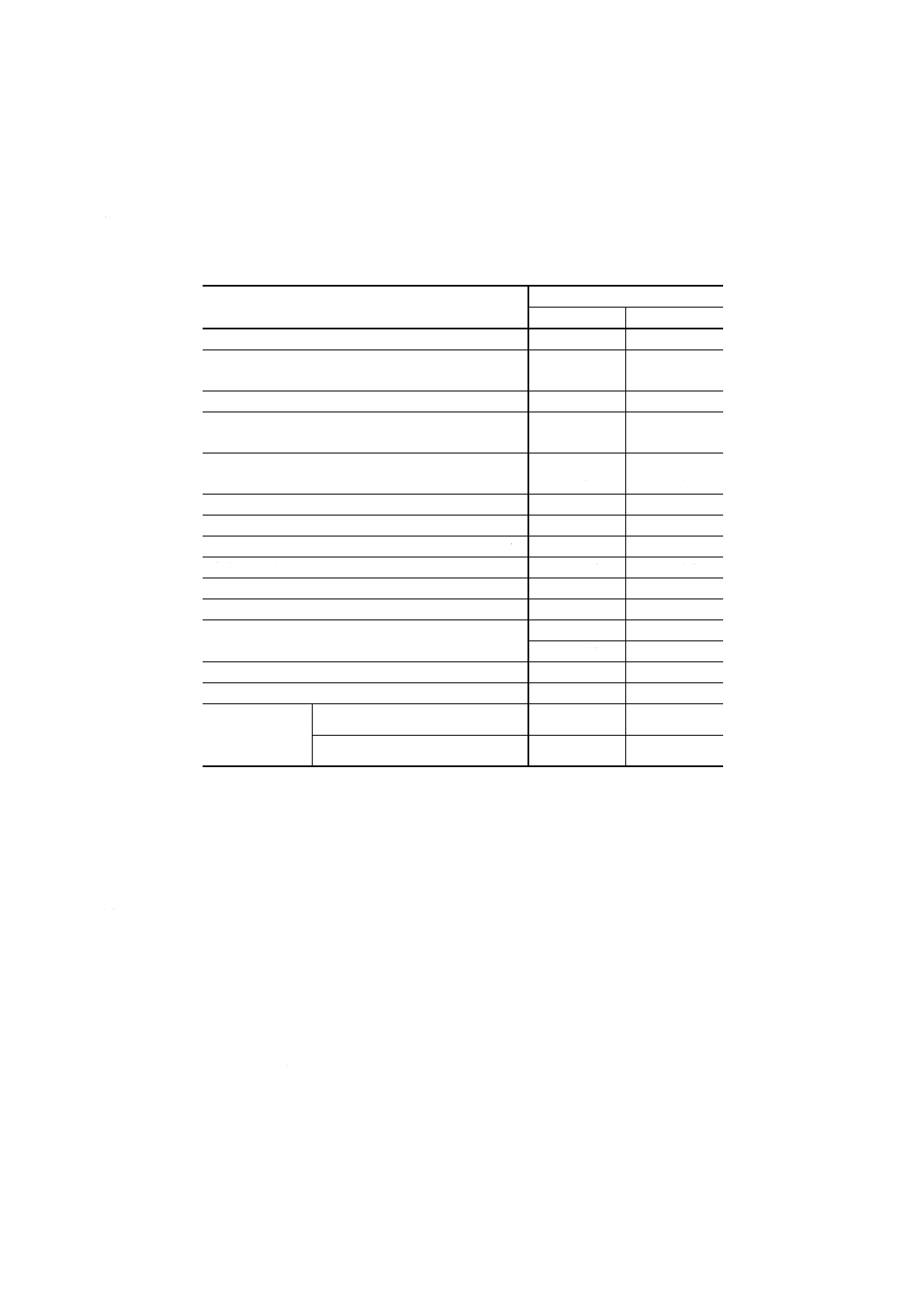
(2) 寸法許容差及び幾何公差は,表2のとおりとする。
表2 寸法許容差及び幾何公差
単位 mm
項目
寸法許容差及び幾何公差
普通形
特殊形
長さ
L
±7.0
±7.0
高さ
H
±1.0
−1.5
±1.0
頭部高さ
h
±0.5
±0.5
頭部の幅
b
+1.0
−0.5
+1.0
−0.5
腹部の厚さ
t
+1.5
−0.5
+1.0
−0.5
底部の全幅
W
±1.0
±1,0
底部の各片幅
w
±1.0
±1.0
底部に対する垂直中心軸の頭頂部での振れ
f
1.0
1.0
直角切断差
s1,s2
1.0
1.0
穴の径
d
±0.5
±0.5
穴の位置及び相互間隔
a,l1,l2,l3
±0.8
±0.8
基準継目板を当てた場合のルールとの間隔
l4
l5
外方 2.0
外方 2.0
内方 1.0
内方 1.0
断面変化部の長さ
l6
±10
±10
断面変化部の位置
l7
±10
±10
圧接部を中心
として,1mの
間における
溶接部上面の高低のくるい k1
±0.3
溶接部の通りのくるい
k2
±0.3
5. 材料 中継レールに用いるレールは,JIS E 1101及びJIS E 1303の附属書2の規定に適合したものと
する。
6. 製造方法及び加工方法
6.1
製造方法 中継レールの製造方法は,次による。
(1) 普通形は,レール高さの低い部分及び断面変化部を鍛造又は切削によって成形する。
(2) 特殊形は,50kgN又は60kgレールの頭部及び80Sレールの頭部,底部及び両端腹部を,それぞれ切
削によって成形し,ガス圧接によって接合する。
なお,加熱炎は弱還元炎としなければならない。
6.2
加工方法 中継レールの加工方法は,次による。
(1) レールの切断は,機械加工によって行う。
(2) 中継レールの両端は,その長さ方向に対して直角に切断し,その切り口に残ったまくれは取り除く。
(3) 継目穴がある中継レールの端面のレール頭部及び上首部並びに穴の全周には,1.5mm程度の面取りを
施す。
3
E 1122-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 断面変化部の頭部上面に段差が生じた場合には,長さ方向に1 000分の1以下のこう配で平滑にしな
ければならない。
7. 試験
7.1
溶接部の試験 中継レール溶接部の試験方法は,JIS G 0565の8.(試験方法)による。
7.2
ねじれ及び曲がりの測定 普通形中継レールのねじれ及び曲がりの測定は,付図12に示す方法で行
う。
8. 検査 中継レールの検査は,品質及び形状・寸法について行い,それぞれ3.及び4.の規定に適合しな
ければならない。
9. 製品の呼び方 中継レールの呼び方は,規格番号又は規格の名称,及び種類又は記号による。
例1. JIS E 1122
60-50N
例2. 中継レール
S60-50N
例3. JIS E 1122
普通形60kg-50kgN
例4. 中継レール
特殊形60kg-50kgN
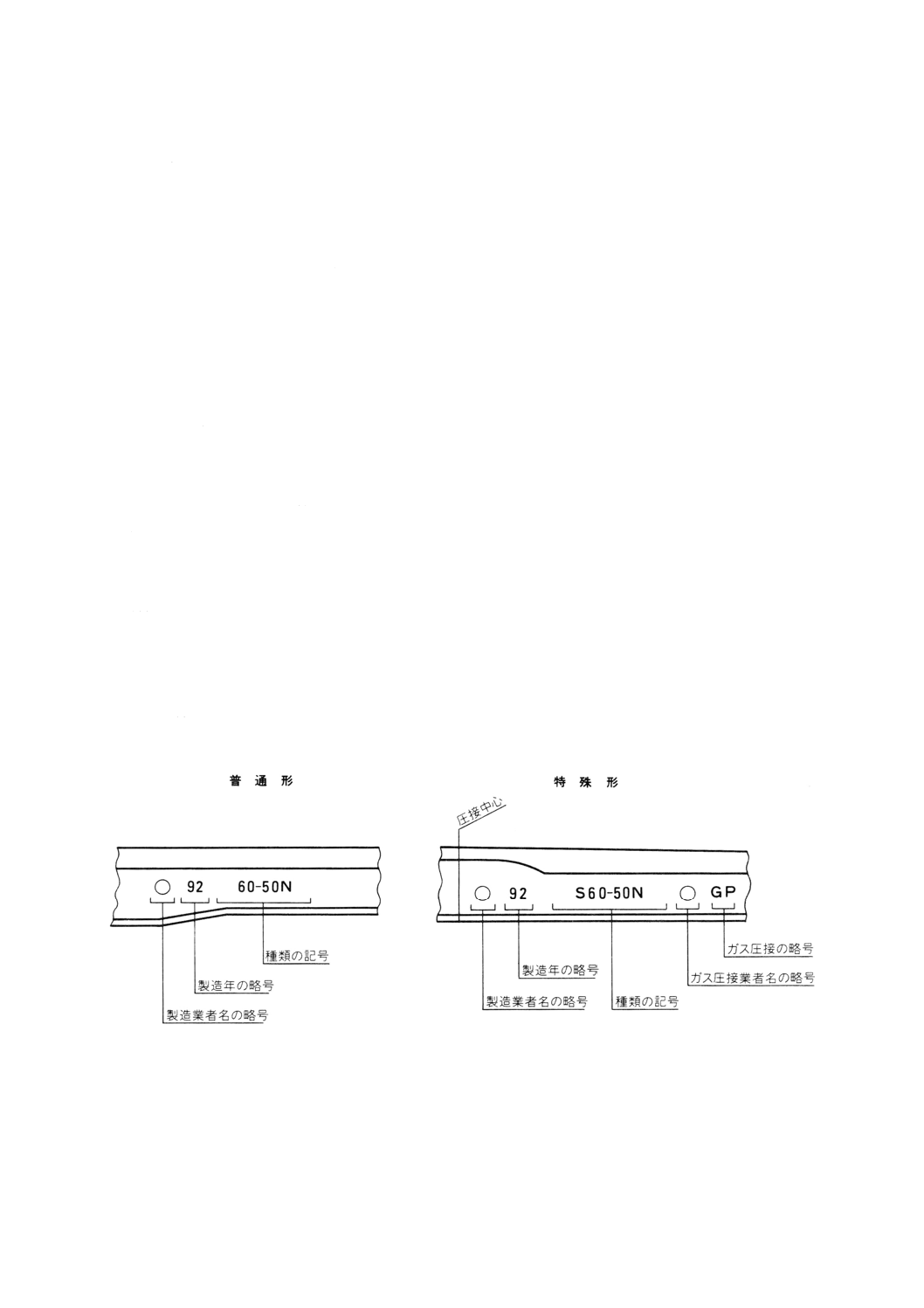
10. 表示 中継レールには,図1に示す位置に,次の事項を鮮明に浮き出し又は刻印で表示する。
(1) 種類の記号
(2) 製造年の略号(西暦年号の末尾2けた)
(3) 製造業者名の略号
(4) ガス圧接業者名の略号(特殊形に限る。)
(5) ガス圧接の略号
図1 表示例
4
E
1
1
2
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 普通形中継レール形状の符号
5
E
1
1
2
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図2 特殊形中継レール形状の符号
6
E
1
1
2
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
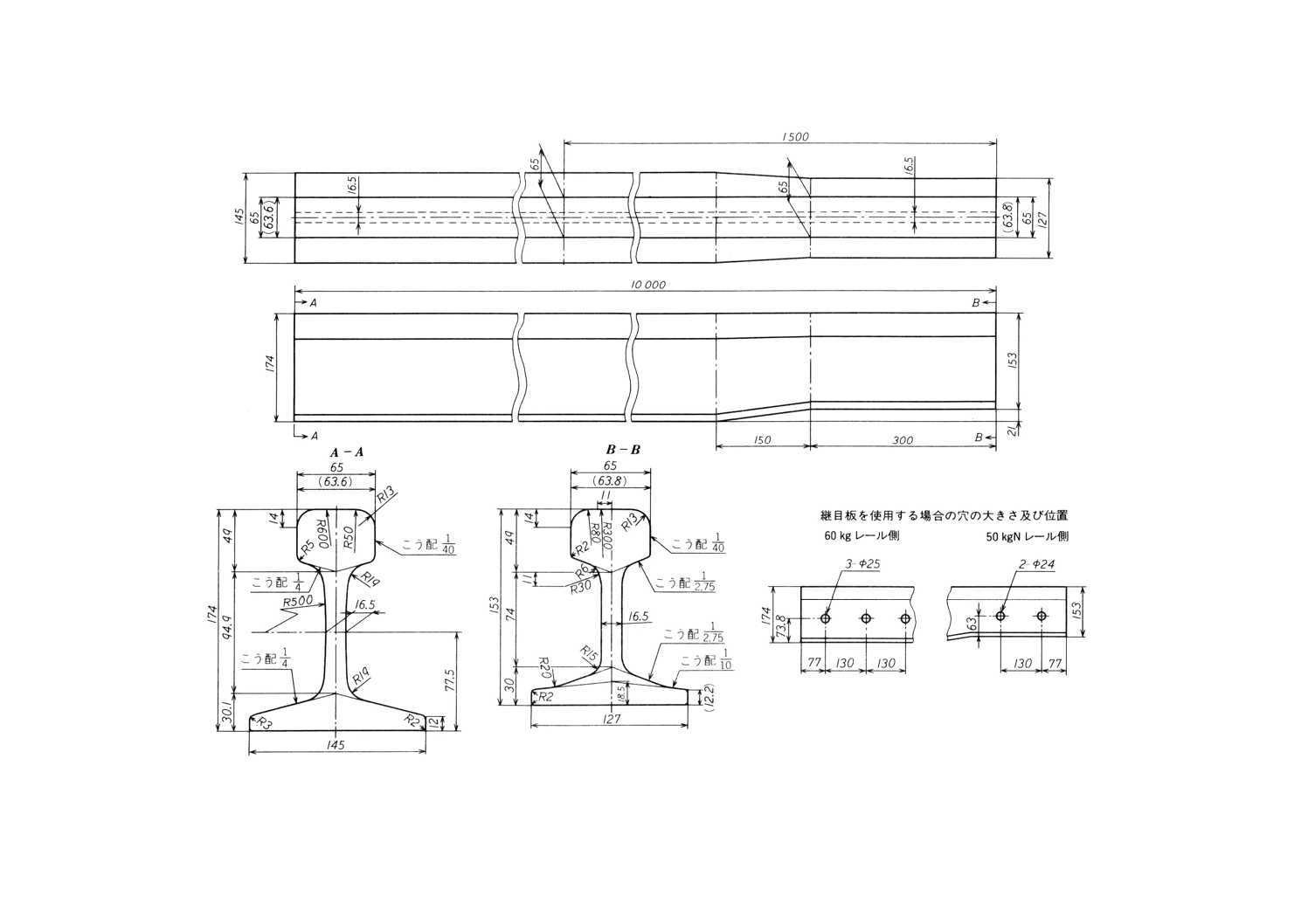
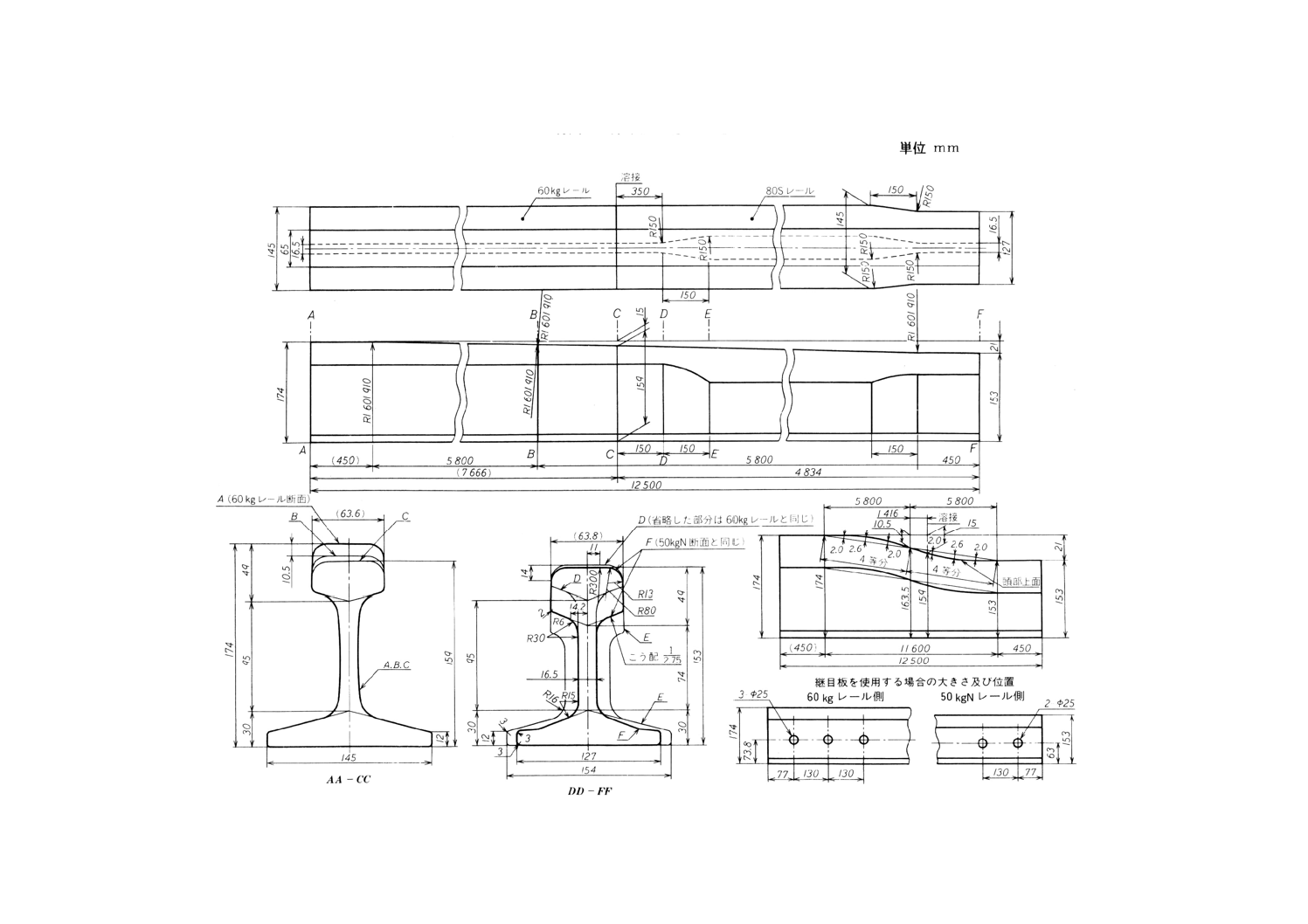
付図3 普通形60kg-50kgN
備考 図中 ( ) を付けて示してある数値は,参考として示す。
7
E
1
1
2
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
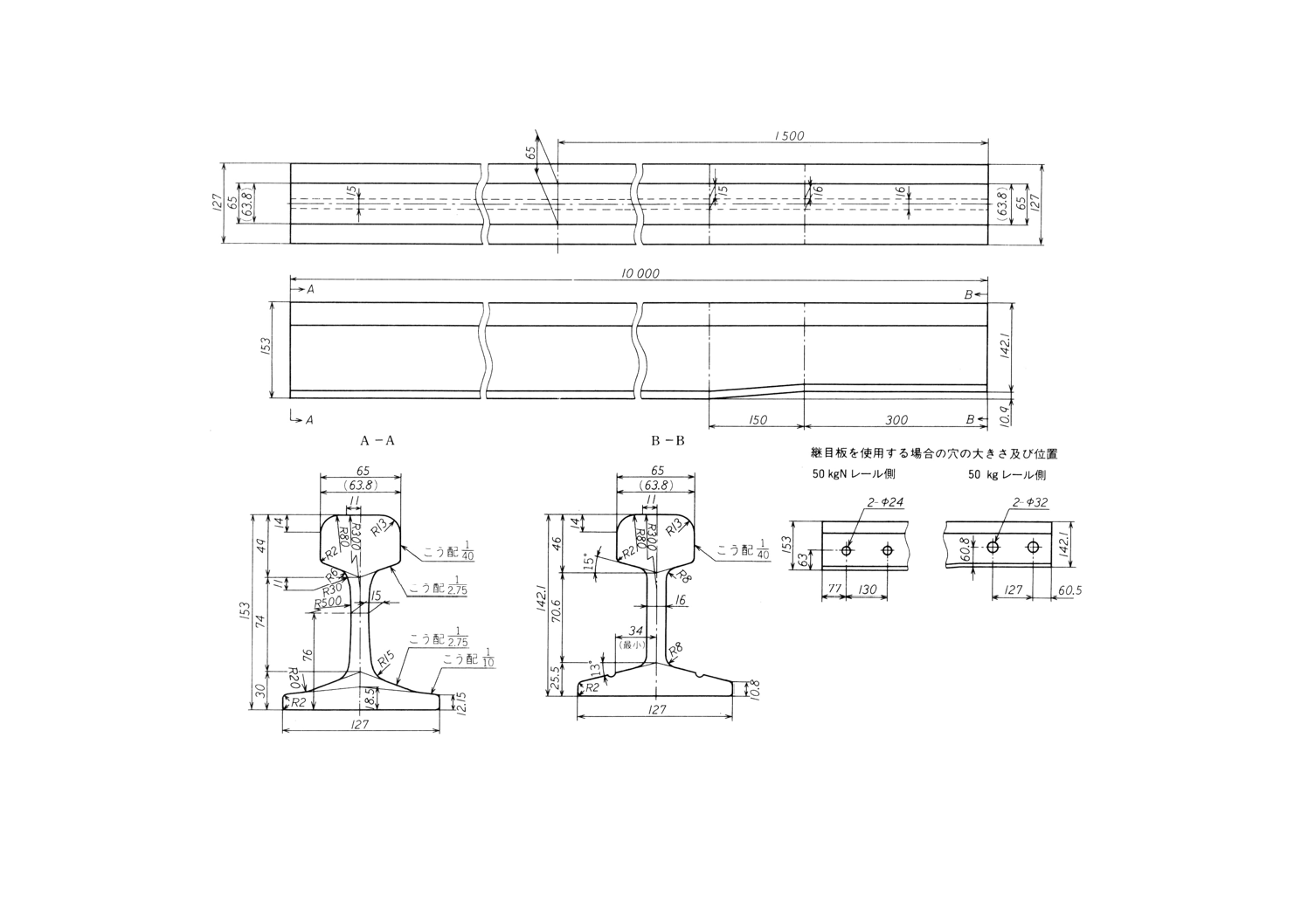
付図4 普通形50kgN-50kg
備考1. 矢視B−Bのレール底部上面のくぼみは,製造上できるものである。
2. 50kgN-50kgの中継レールを使用する場合に継目のまくらぎを支え継ぎとする場合に,中継レールの50kg断面の底部とタイプレートとの間に127×2.3×180の
鉄板を敷く。
3. 図中 ( ) を付けて示してある数値は,参考として示す。
8
E
1
1
2
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
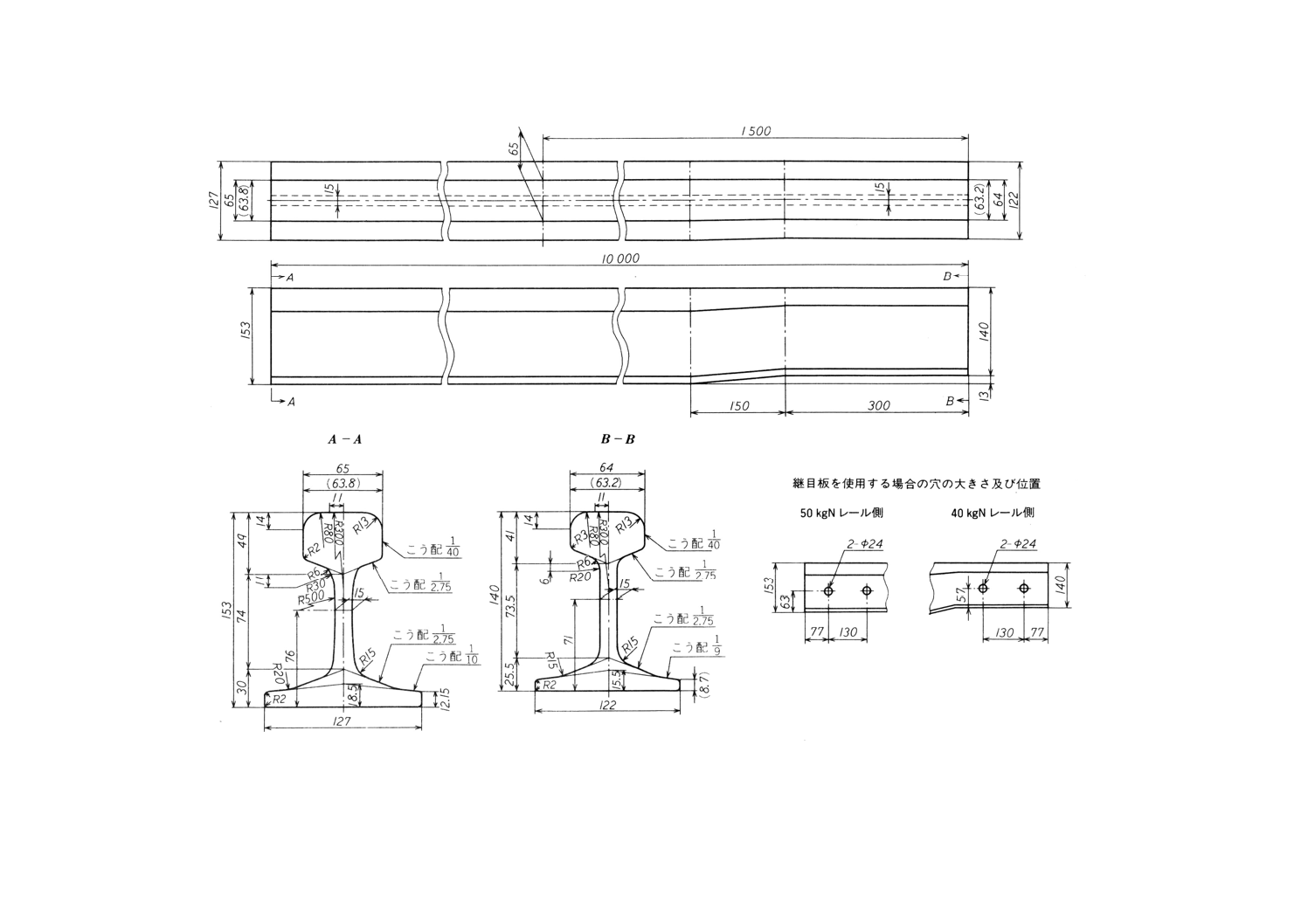
付図5 普通形50kgN-40kgN
備考 図中 ( ) を付けて示してある数値は,参考として示す。
9
E
1
1
2
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
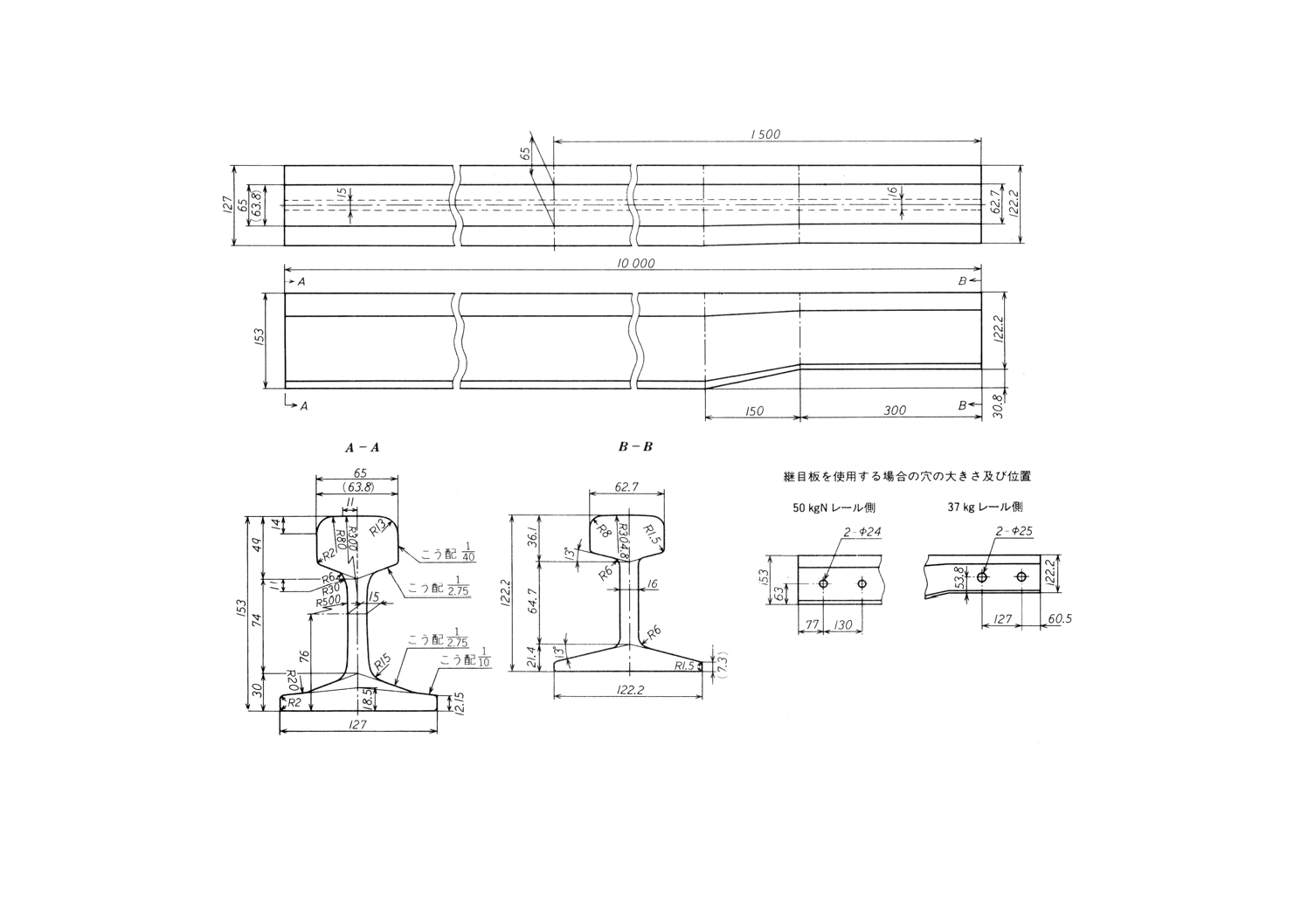
付図6 普通形50kgN-37kg
備考 図中 ( ) を付けて示してある数値は,参考として示す。
1
0
E
1
1
2
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
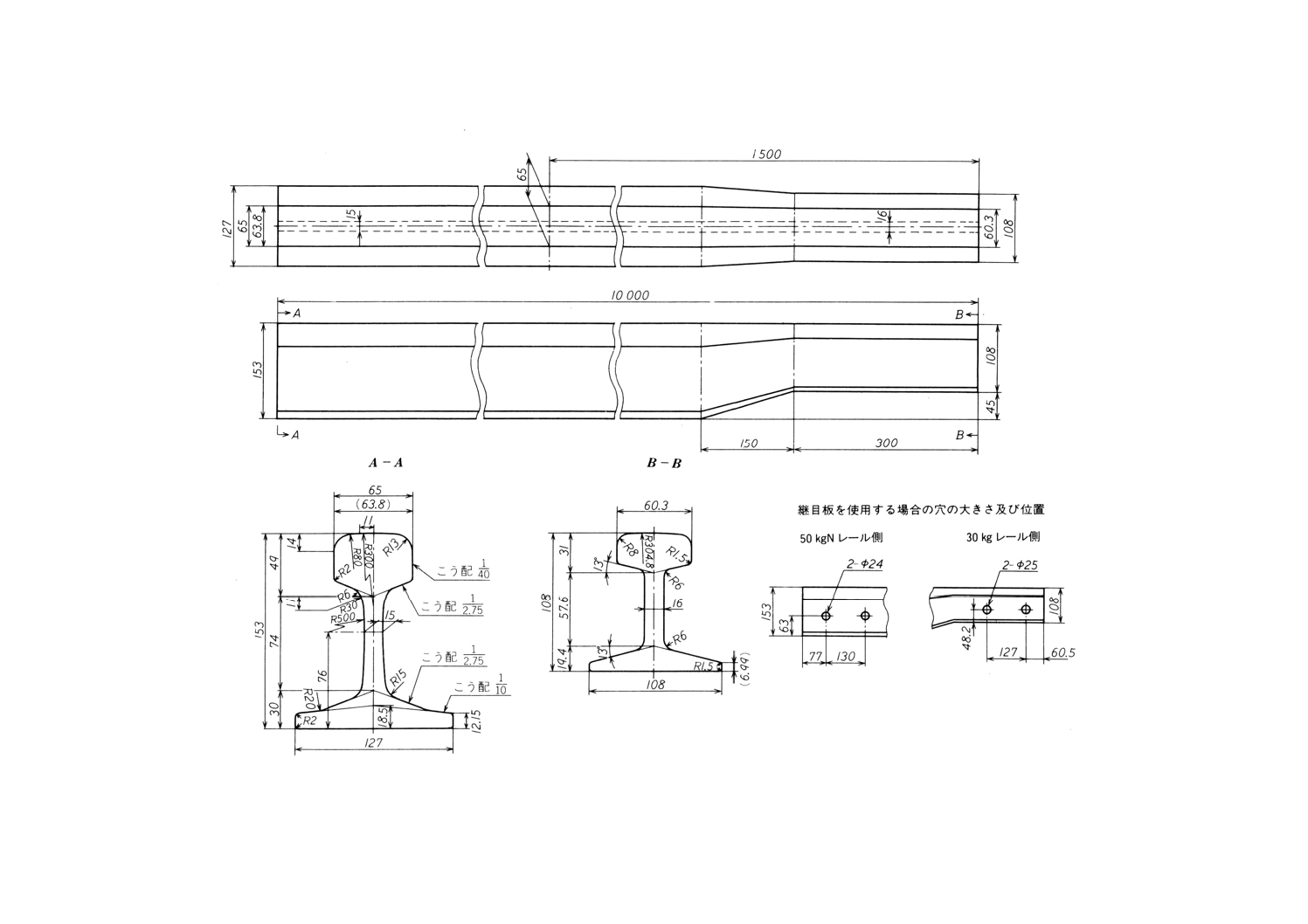
付図7 普通形50kgN-30kg
備考 図中 ( ) を付けて示してある数値は,参考として示す。
11
E
1
1
2
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
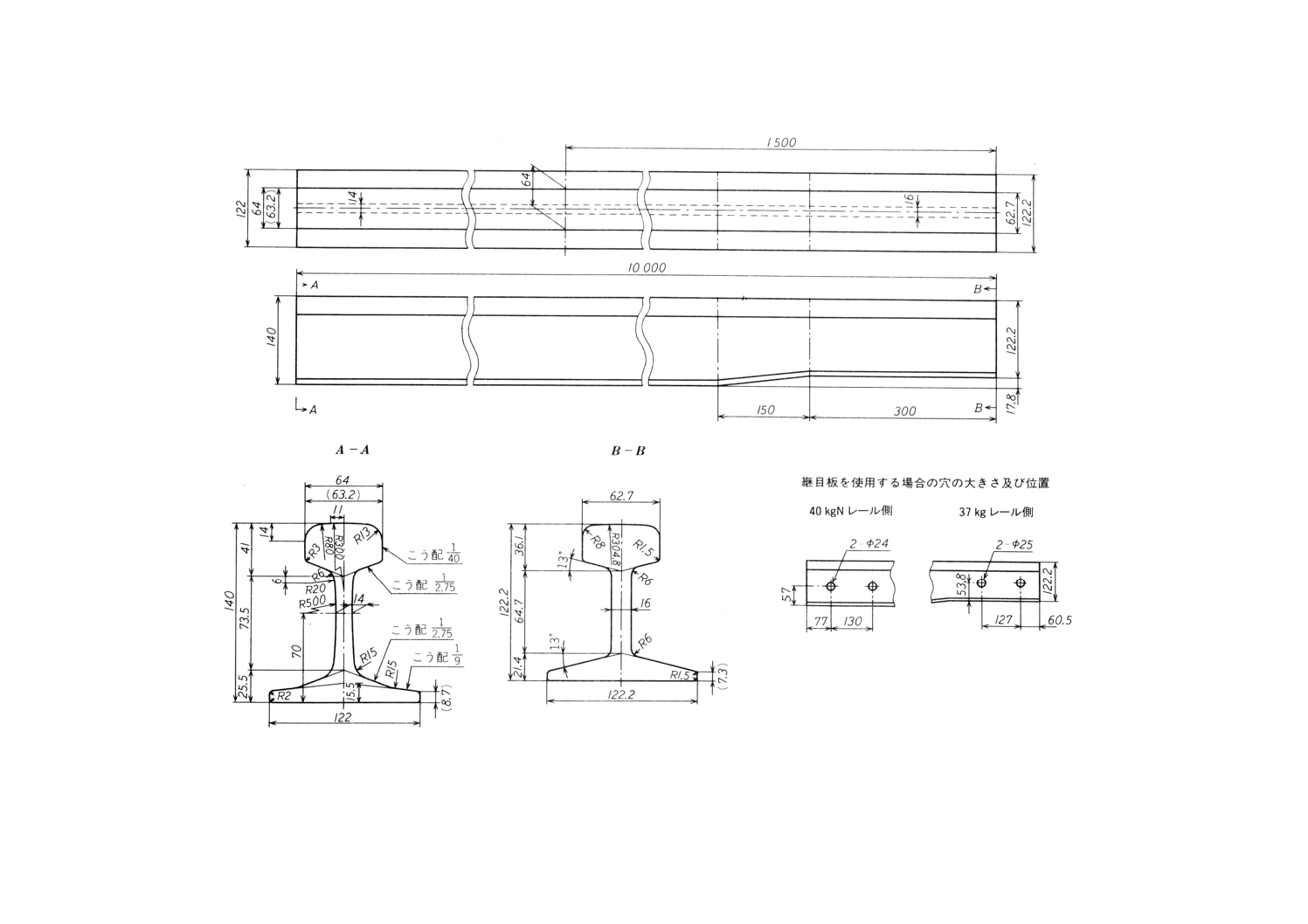
付図8 普通形40kgN-37kg
備考 図中 ( ) を付けて示してある数値は,参考として示す。
1
2
E
1
1
2
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
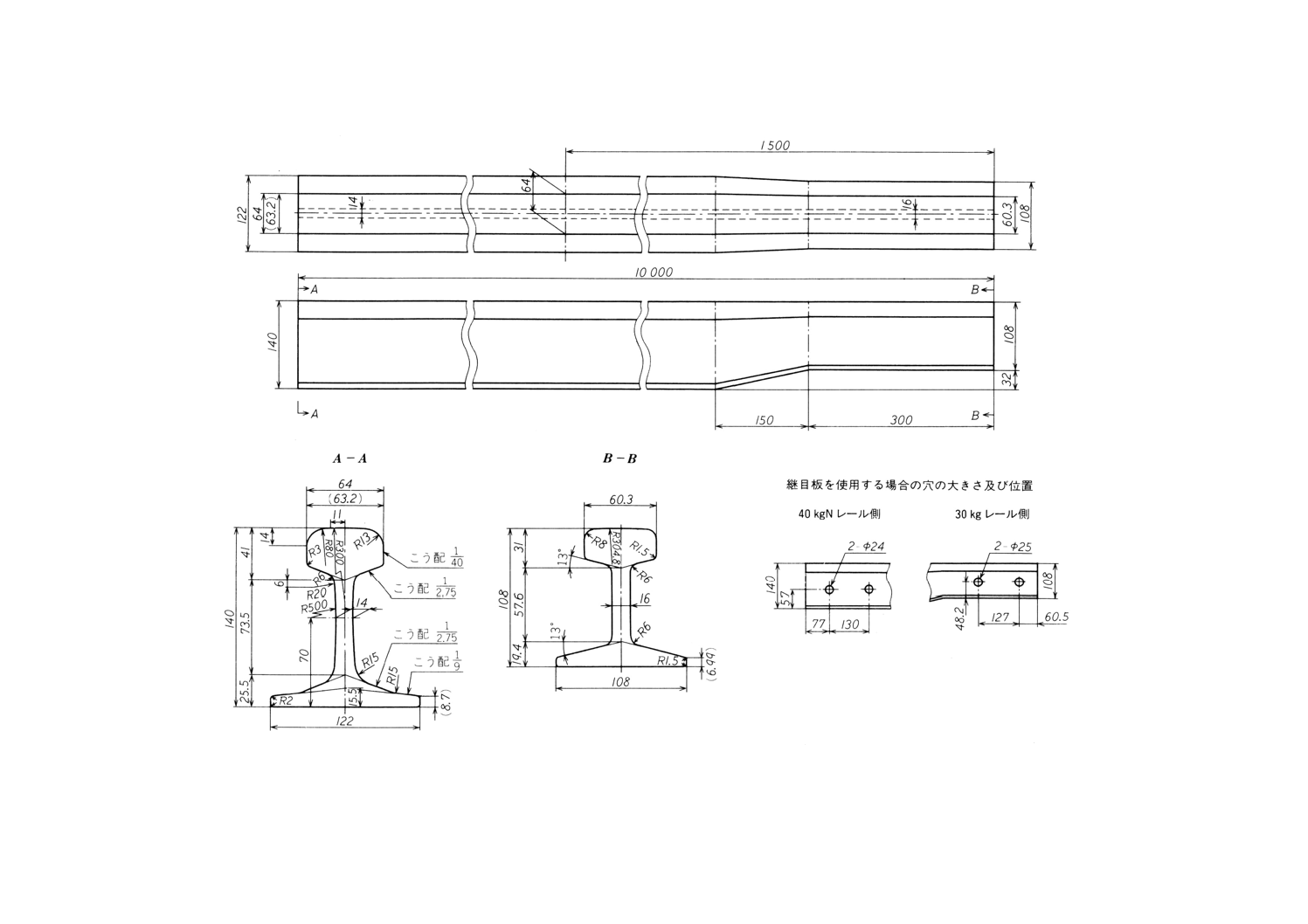
付図9 普通形40kgN-30kg
備考 図中 ( ) を付けて示してある数値は,参考として示す。
1
3
E
1
1
2
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
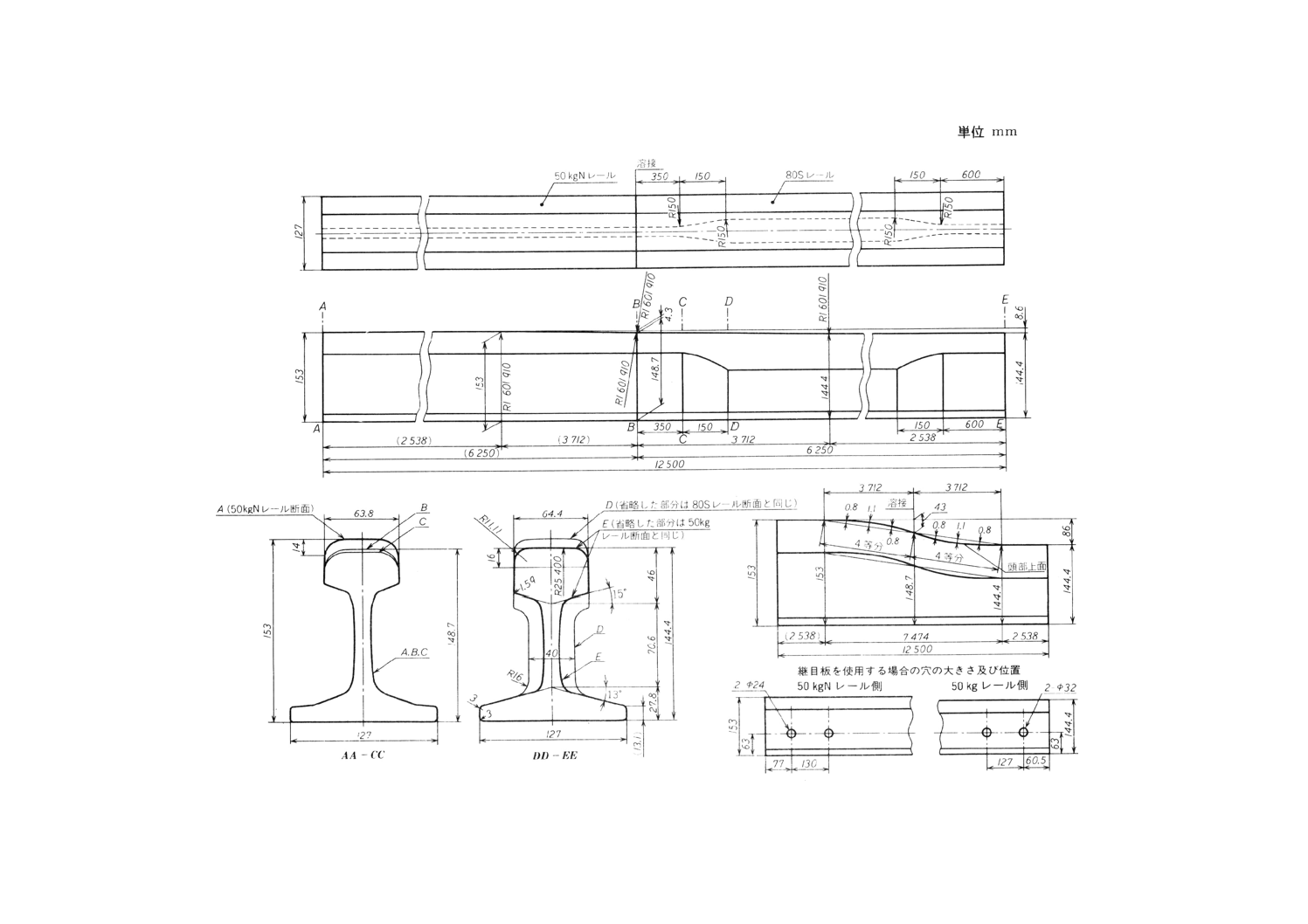
付図10 特殊形60kg-50kgN
備考 仕上げ面の粗さは,JIS B 0601による。
1
4
E
1
1
2
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図11 特殊形50kgN-50kg
備考 仕上げ面の粗さは,JIS B 0601による。
15
E 1122-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図12 ねじれ及び曲がりの測定方法
16
E 1122-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工業標準改正原案調査作成委員会 構成表(敬称略)
(本委員会)
氏名
所属
(委員長)
佐 藤 泰 生
財団法人鉄道総合技術研究所
青 柳 桂 一
通商産業省基礎産業局
山 村 修 蔵
工業技術院標準部
高 重 尚 文
運輸省鉄道局
(分科会委員長)
○ 三 浦 重
財団法人鉄道総合技術研究所
大石橋 宏 冶
財団法人鉄道総合技術研究所
○ 櫻 澤 正
社団法人日本鉄道施設協会
小 倉 雅 彦
東日本旅客鉄道株式会社施設電気部
佐々木 英 夫
東海旅客鉄道株式会社技術本部
東 憲 昭
西日本旅客鉄道株式会社施設部
吉 岡 冶
社団法人日本民営鉄道協会
山 本 喬
帝都高速度交通営団工務部
○ 加 藤 文 正
小田急電鉄株式会社
○ 山 本 拓 郎
南海電気鉄道株式会社
前 原 郷 冶
新日本製鐵株式会社
上 田 正 博
株式会社NKK
○ 鳥 越 信 一
鉄道分岐器工業会
○ 入 江 隆 昭
大和工業株式会社
○ 茂 木 重 六
株式会社峰製作所
○ 三 宅 正太郎
株式会社ミツテック
平 尾 哲 郎
九州鉄道機器製造株式会社
(分科会)
藤 田 富 男
工業技術院標準部
長 藤 敬 晴
財団法人鉄道総合技術研究所
迫 口 和 利
東日本旅客鉄道株式会社施設電気部
鳥 居 末 男
東海旅客鉄道株式会社技術本部
西 田 哲 郎
西日本旅客鉄道株式会社施設部
三 枝 長 生
貨物鉄道株式会社技術部
市 東 邦 生
帝都高速度交通営団工務部
(事務局)
森 下 忠
社団法人日本鉄道施設協会
岡 田 甲 一
社団法人日本鉄道施設協会
備考 ○印は,本委員会及び分科会の委員兼務者を示す。