E 1120:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類及び記号 ··················································································································· 2
5 品質······························································································································· 2
5.1 化学成分 ······················································································································ 2
5.2 機械的性質 ··················································································································· 2
5.3 レール硬化層の品質 ······································································································· 2
6 形状・寸法,寸法許容差及び幾何公差 ·················································································· 3
7 外観······························································································································· 3
8 内部健全性 ······················································································································ 3
9 製造方法及び熱処理方法 ···································································································· 3
10 試験 ····························································································································· 4
10.1 化学成分分析試験 ········································································································· 4
10.2 引張試験 ····················································································································· 4
10.3 頭頂部表面硬さ試験 ······································································································ 4
10.4 レールの断面硬化層の硬さ試験及び硬さ分布試験 ······························································· 4
10.5 落重試験 ····················································································································· 5
10.6 サルファプリント試験 ··································································································· 5
11 検査 ····························································································································· 5
12 製品の呼び方 ················································································································· 6
13 表示 ····························································································································· 6
14 報告 ····························································································································· 6
E 1120:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鉄道
施設協会(JRCEA)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS E 1120:1994は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 1120:2007
熱処理レール
Head hardened rails
序文
この規格は,1963年に制定され,前回の改正は1994年であった。その後のオンライン熱処理レールの
普及,技術的進展及びJIS E 1101:2001の改正に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,頭部全断面にわたり熱処理を施した鉄道用レール(以下,レールという。)について規定す
る。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
には適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS E 1101:2001 普通レール及び分岐器類用特殊レール
JIS G 0201 鉄鋼用語(熱処理)
JIS G 0320 鋼材の溶鋼分析方法
JIS G 0404:2005 鋼材の一般受渡し条件
JIS G 0415:1999 鋼及び鋼製品−検査文書
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 2243 ブリネル硬さ試験−試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2246 ショア硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS G 0201及びJIS E 1101:2001によるほか,次による。
3.1
オンライン熱処理
熱間圧延後,オーステナイトを保持している温度域から直接行う熱処理。
3.2
オフライン熱処理
2
E 1120:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
熱間圧延後,オーステナイトを保持している温度域未満に冷却してから,再びオーステナイト温度域以
上に加熱して行う熱処理。
4
種類及び記号
レールの種類及び記号は,JIS E 1101:2001の4.(種類)及び硬化層の硬さによって区分し,表1による。
表1−種類及び記号
種類
記号
参考
レールの種類による区分
硬化層の硬さ
による区分
対応する普通レール
JIS E 1101
40 kgN熱処理レール
HH340
40N-HH340
40 kgNレール
50 kgN熱処理レール
HH340
50N-HH340
50 kgNレール
HH370
50N-HH370
60 kg 熱処理レール
HH340
60 -HH340
60 kg レール
HH370
60 -HH370
5
品質
5.1
化学成分
レールの化学成分は,10.1の試験を行ったとき,表2による。
表2−化学成分
質量分率(%)
種類
化学成分
C
Si
Mn
P
S
Cr
V a)
HH340
0.72〜
0.82
0.10〜
0.55
0.70〜
1.10
0.030
以下
0.020
以下
0.20
以下
0.03
以下
HH370
0.72〜
0.82
0.10〜
0.65
0.80〜
1.20
0.030
以下
0.020
以下
0.25
以下
0.03
以下
注a) 必要に応じて添加する。
5.2
機械的性質
レールの機械的性質は,10.2の試験を行ったとき,表3による。
表3−機械的性質
種類
引張強さ
N/mm2
伸び
%
HH340
1 080以上
8以上
HH370
1 130以上
8以上
5.3
レール硬化層の品質
5.3.1
頭頂部表面硬さ
レール頭頂部における表面硬さは,10.3の試験を行ったとき,表4による。
3
E 1120:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−頭頂部表面硬さ
種類
オンライン熱処理の場合
オフライン熱処理の場合
ブリネル硬さ HBW
ショア硬さ HS
HH340
321〜375
47〜53
HH370
331〜388
49〜56
5.3.2
断面硬化層の硬さ及び硬さ分布
レール断面硬化層の硬さ及び硬さ分布は,次による。
a) 断面硬化層の硬さ 10.4の試験を行ったとき,表5による。
表5−断面硬化層の硬さ
種類
ビッカース硬さ HV
ゲージコーナー
A点
頭頂中心線
B点
HH340
311以上
311以上
HH370
331以上
331以上
b) 横断面における硬化層の硬さ分布 10.4の試験を行ったとき,レールの表面から内部に緩やかに低下
し,急激な変化及び不連続があってはならない。また,ビッカース硬さ410 HV以上の部分があって
はならない。
6
形状・寸法,寸法許容差及び幾何公差
レールの形状・寸法,寸法許容差及び幾何公差は,JIS E 1101:2001の6.(形状・寸法,寸法許容差及び
幾何公差)による。
7
外観
レールの外観は,JIS E 1101:2001の7.1(外観)による。
8
内部健全性
レールの内部健全性は,次による。
a) レールには,パイプきずがあってはならない。
b) レールには,10.5の試験を行ったとき,折れ,割れ,欠損などの異常が生じるような内部の欠点があ
ってはならない。また10.6の試験を行ったとき,有害な不純物の偏析などの内部の欠点があってはな
らない。
9
製造方法及び熱処理方法
レールの製造方法及び熱処理方法は,次による。
a) 製造方法は,JIS E 1101:2001の8.(製造方法,加工方法並びに基準型板及び作業用限界ゲージ)によ
る。
b) 熱処理方法は,微細なパーライト組織を与えるためにスラッククエンチとし,オンライン熱処理又は,
オフライン熱処理による。
4
E 1120:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10 試験
10.1 化学成分分析試験
化学成分分析試験は,次による。
a) 化学成分は溶鋼分析によって求め,分析試験の一般事項及び分析試料の採り方は,JIS G 0404:2005の
8.(化学成分)による。
b) 溶鋼分析方法は,JIS G 0320による。
10.2 引張試験
引張試験は,次による。
a) 供試材 供試材は同一溶鋼番号に属するすべてのストランドの鋼片を1ロットとし,任意のストラン
ドの任意の鋼片から圧延されたレールの任意の部分から1個採取する。
b) 試験片及び採取位置 引張試験片は,JIS Z 2201の4号試験片とし,図1に示す位置から採取する。
単位 mm
図1−採取位置
c) 試験方法 試験方法は,JIS Z 2241による。
10.3 頭頂部表面硬さ試験
レールの頭頂部表面硬さ試験は,次による。
a) オンライン熱処理の場合,レールの頭頂部における表面硬さ試験は,次による。
1) 供試材及び測定箇所 供試材は,同一溶鋼番号に属するすべてのストランドの鋼片を1ロットとし,
任意のストランドの任意の鋼片から圧延されたレールの任意の部分から1個採取する。測定箇所は,
採取した供試材につき頭頂部1か所とする。この場合,表層を0.5 mm程度研削して測定してもよ
い。
2) 試験方法 試験方法は,JIS Z 2243による。
b) オフライン熱処理の場合,レールの頭頂部における表面硬さ試験は,次による。
1) 試験体及び測定箇所 試験体は製品そのものとし,測定は,すべての製品について片端1か所又は
中央の1か所とする。また,長さ1 000 mに相当する製品及びその端数ごとに,製品1本について
全長にわたって均等に6か所測定する。この場合,表層を0.2 mm程度研削して測定してもよい。
2) 試験方法 試験方法は,JIS Z 2246による。
10.4 レールの断面硬化層の硬さ試験及び硬さ分布試験
レールの断面硬化層の硬さ試験及び硬さ分布試験は,次による。
5
E 1120:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) オンライン熱処理の場合,レールの横断面における硬化層の硬さ試験及び硬さ分布試験は,次による。
1) 供試材 同一溶鋼番号に属するすべてのストランドの鋼片を1ロットとし,任意のストランドの任
意の鋼片から圧延されたレールの任意の部分から1個採取する。
2) 試験片 供試材の中央部から厚さ約20 mmのレール頭部を切り取り,試験片とする。
3) 試験方法 試験方法は,JIS Z 2244による。
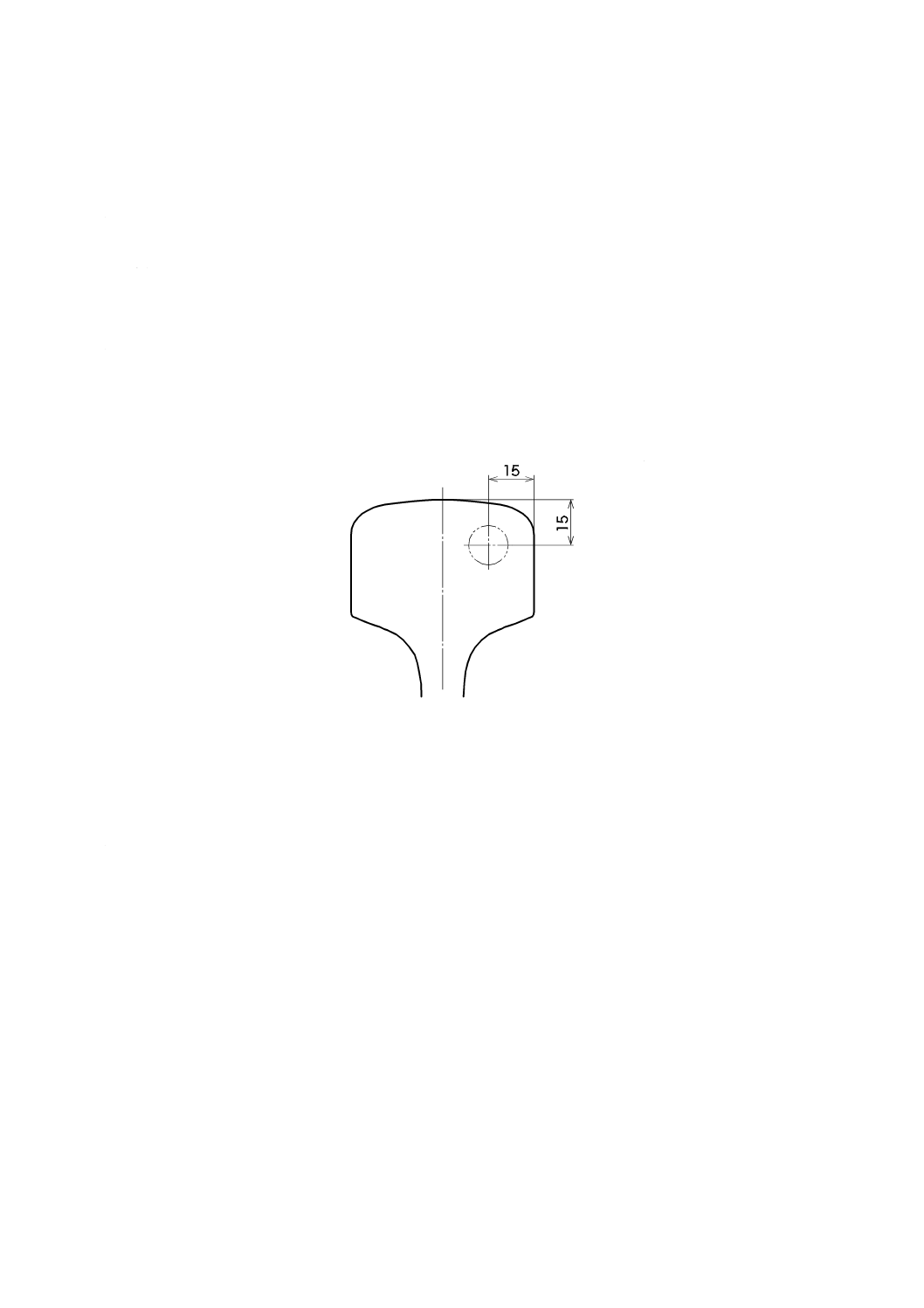
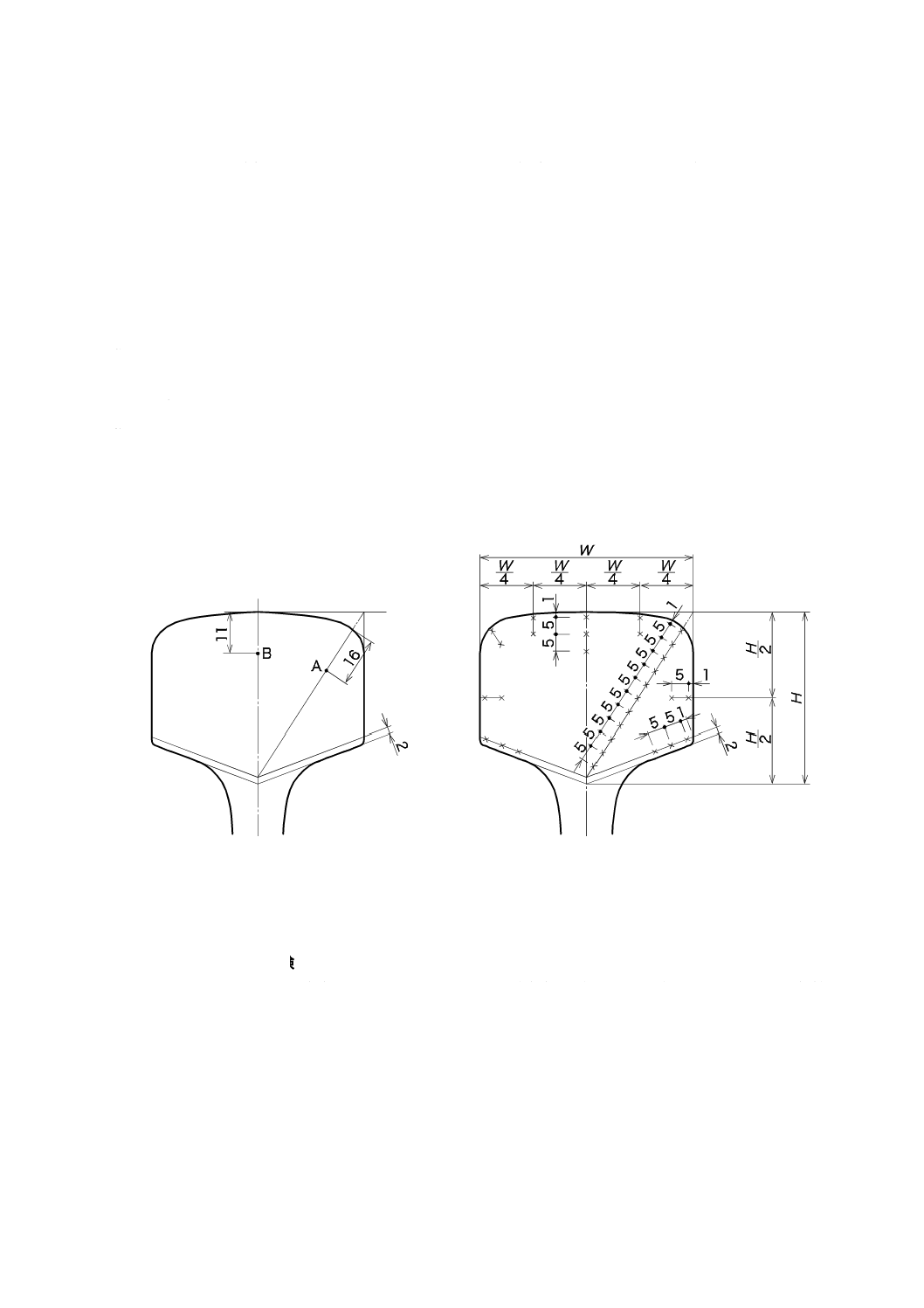
4) 測定位置 硬さ測定位置は,図2に示すA点及びB点とし,硬さ分布測定位置は,図3に示す×印
とする。
b) オフライン熱処理の場合,レールの横断面における硬化層の硬さ試験及び硬さ分布試験は,次による。
1) 供試材 長さ1 000 mに相当する製品及びその端数ごとに,任意の製品1本を採取し,その製品の
任意の位置から供試材1個を採取する。
2) 試験片 供試材から厚さ約20 mmのレール頭部を切り取り,試験片とする。
3) 試験方法 試験方法は,JIS Z 2244による。
4) 測定位置 硬さ測定位置は,図2に示すA点及びB点とし,硬さ分布測定位置は,図3に示す×印
とする。
単位 mm
単位 mm
図2−硬さ測定位置 図3−硬さ分布測定位置
10.5 落重試験
レールの落重試験は,JIS E 1101:2001の9.3(試験項目)及び9.8(落重試験)による。
10.6 サルファプリント試験
レールのサルファプリント試験は,JIS E 1101:2001の9.3(試験項目)及び9.9(サルファプリント試験)
による。
11 検査
レールの検査は,次による。
a) 検査の一般事項は,JIS G 0404:2005による。
b) レールの検査は,品質,形状,寸法,外観及び内部健全性について行い,箇条5〜箇条8に適合しな
ければならない。
6
E 1120:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12 製品の呼び方
レールの呼び方は,規格番号(又は規格の名称),及び種類の記号による。
例1 JIS E 1120
50N-HH340
例2 熱処理レール 50N-HH340
13 表示
レールには,次の事項を表示する。
a) レールの腹部には,JIS E 1101:2001の12.1(浮出し表示)によって,浮出し記号を付ける。
b) レールの腹部の他の面には,JIS E 1101:2001の12.2(刻印表示)によるほか,レールの種類を表6に
よって表示する。
表6−レールの種類の表示
種類
種類の表示
HH340
HH34
HH370
HH37
c) レールの両端面又は側面には,表7による色を塗布する。
表7−色の種類
種類
色の種類
HH340
だいだい(橙)色
HH370
桃色
14 報告
報告は,JIS G 0404:2005の13.(報告)によるものとし,製造業者は,JIS G 0415:1999の検査証明書3.1.B
を注文者へ提出しなければならない。注文者がこれ以外の検査文書を要求する場合には,注文時に製造業
者に要求しなければならない。また,表2の注による場合は,検査証明書に添加元素の含有量を付記する。