E1118 : 1997
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS E 1118-1990は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。主務大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E1118 : 1997
PCまくらぎ用レール締結装置
Prestressed concrete sleepers−Rail fastenings
1. 適用範囲 この規格は,PCまくらぎにレールを装着するために用いるレール締結装置(以下,締結装
置という。)について規定する。
備考 この規格の引用規格を,付表1に示す。
2. 用語の定義 この規格で用いる主な用語の定義は,JIS E 1001によるほか,次による。
(1) 軌間調整金具 軌間の保持及び調節のために使用する角形の部品。ゲージブロックともいう。
(2) ばね受台 軌間の保持及び調節並びにレールとまくらぎとを絶縁するために使用するくさび状の部品。
(3) 絶縁カラー レールとまくらぎとを絶縁するため,板ばねと締結ボルトとの間に装着する部品。
(4) 受栓 レールとまくらぎとを絶縁するため,軌間調整金具及び板ばね尻部付近のPCまくらぎコンク
リート部に装着する部品。
(5) 埋込カラー レール締結ボルトを締着するために,PCまくらぎ,軌道スラブなどに埋め込んである部
品。
3. 種類及び記号 締結装置の種類及び記号は,用途によって分類し,表1のとおりとする。
表1 種類及び記号
種類
記号
適用PCまくらぎ
5形 50kgNレール用
5形
50
JIS E 1201の3号及びJIS E 1202の3号
5形 60kgレール用
60
5N形 50kgNレール用
5N形
50
5N形 60kgレール用
60
5F形 50kgNレール用
5F形
50
9形 50kgNレール用
9形
50
JIS E 1201の6号及びJIS E 1202の6号
9形 60kgレール用
60
10形 40kgNレール用
10形
40
JIS E 1201の7号及びJIS E 1202の7号
10形 50kgNレール用
50
F1形 50kgNレール用
F1形
50
JIS E 1202の1F
F1形 60kgレール用
60
ケーブル防護形 50kgNレール用
C形
50
JIS E 1201のケーブル防護用及びJIS E 1202のケーブル防護用
ケーブル防護形 60kgレール用
60
継目形 50kgNレール用
J形
50
JIS E 1201の継目用及びJIS E 1202の継目用
継目形 60kgレール用
60
特殊区間形50 kgNレール用
S形
50
JIS E 1201の特殊区間用及びJIS E 1202の特殊区間用
特殊区間形60 kgレール用
60
102形 7mmタイプ
102形
7
JIS E 1201の3T及びJIS E 1202の4T
102形 12mmタイプ
12
高速形
−
JIS E 1201の3H及びJIS E 1202の4H
2
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
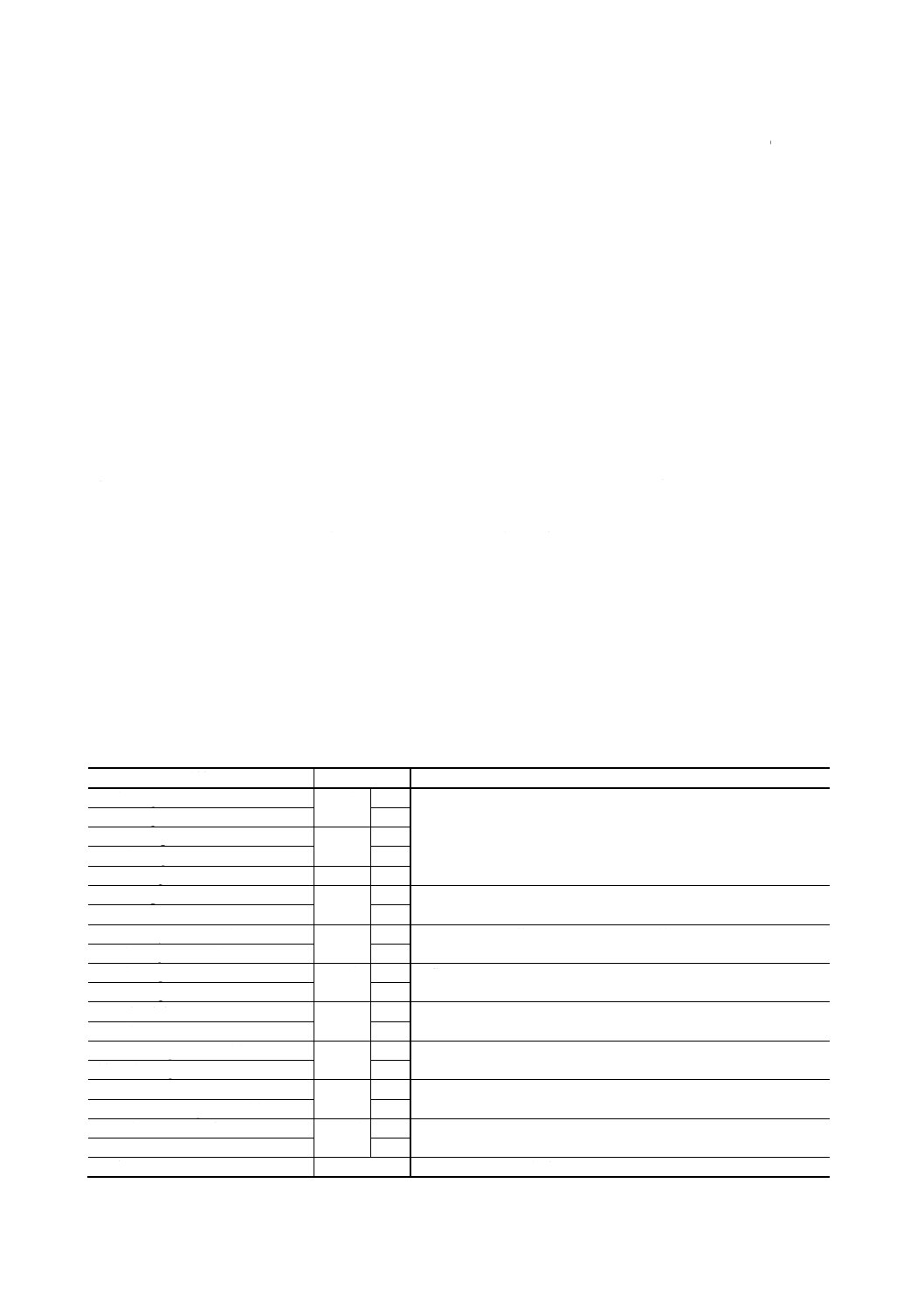
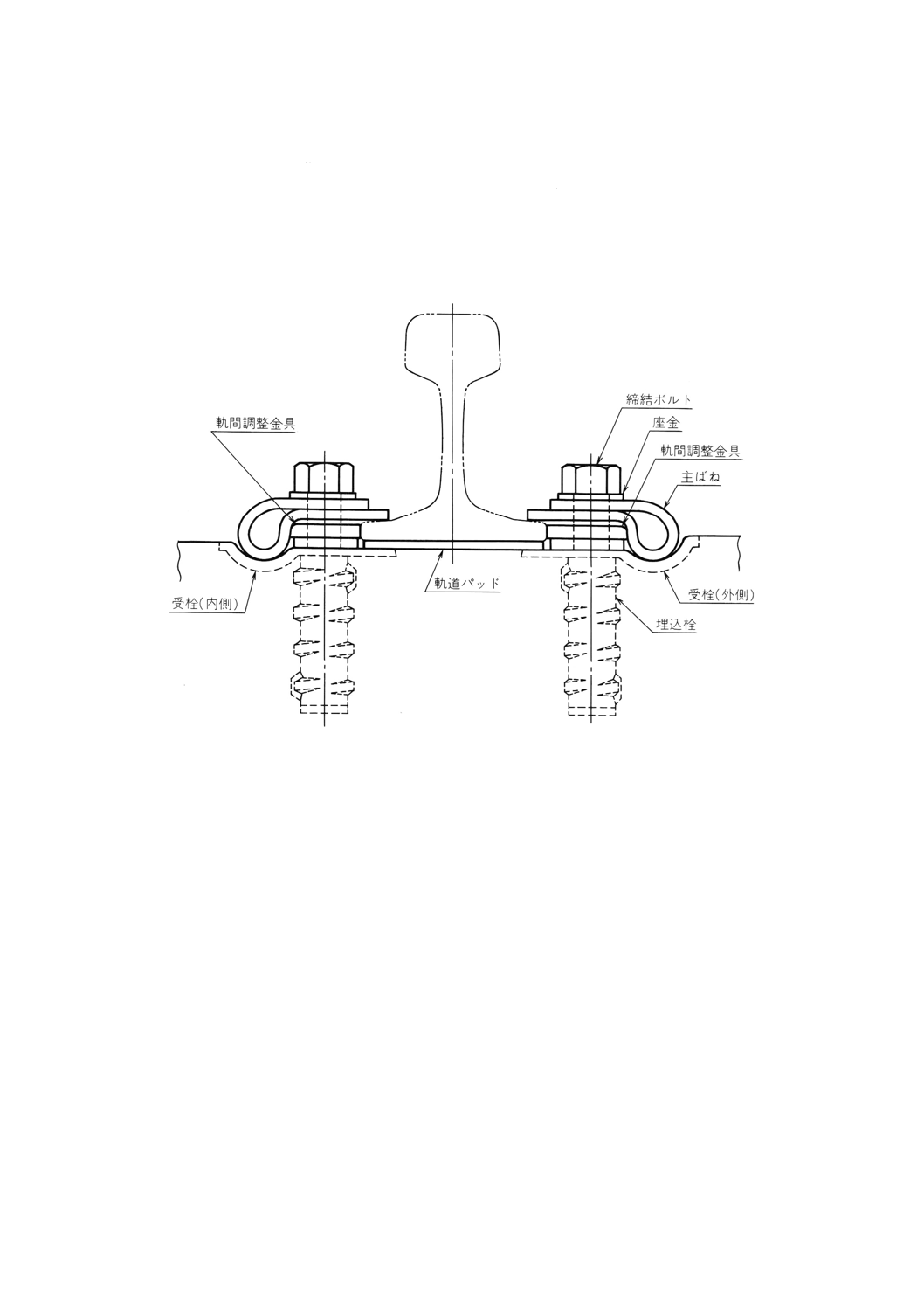
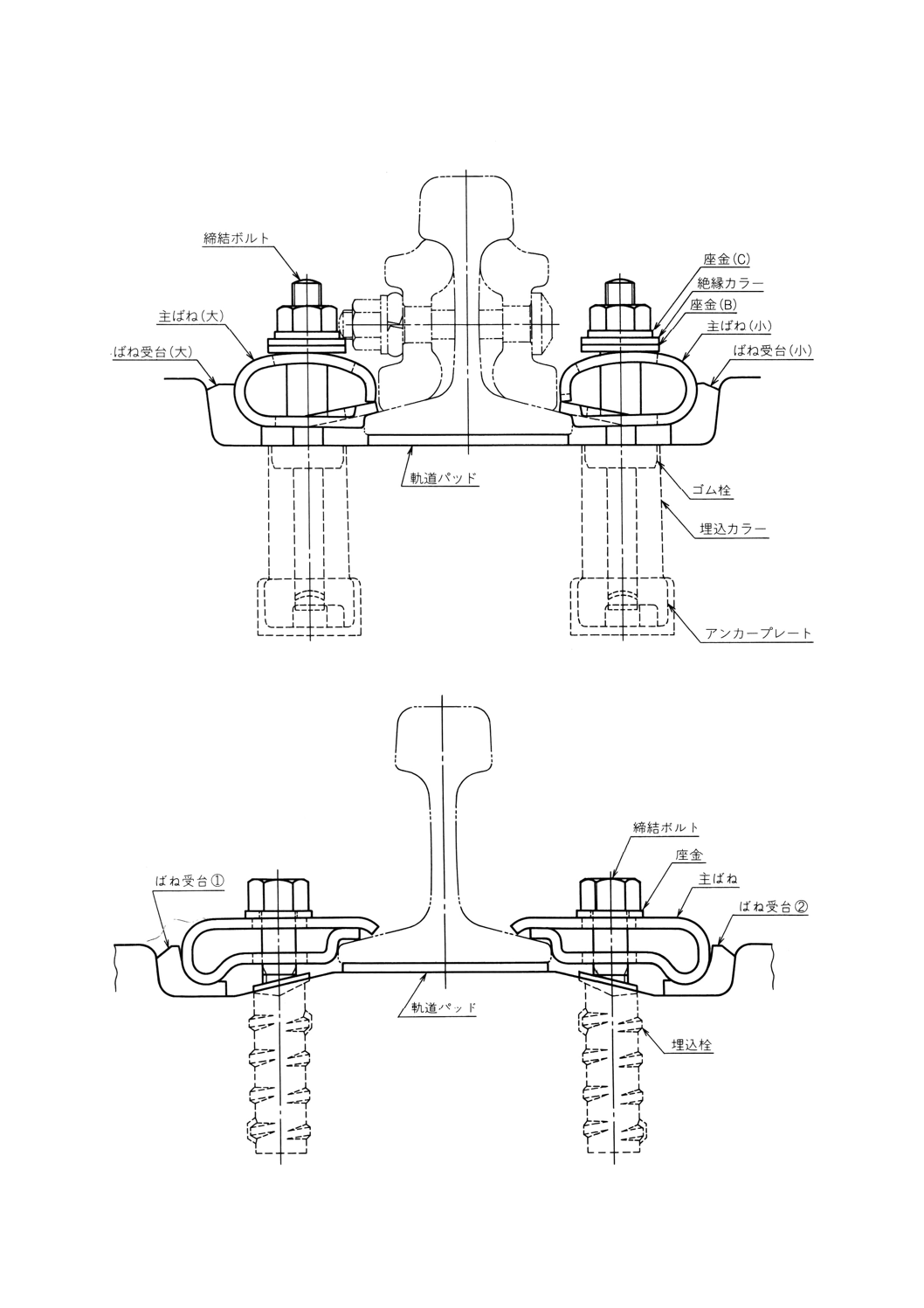
4. 構成 締結装置は,表2に示す部品によって構成する。
なお,軌道パッドについては,この規格に規定する以外は,JIS E 1117による。
表2 部品構成
記号・種類
部品名
備考
(構成図)
板ばね
締結
ボルト
(1)
アンカー
プレート
座金
(2)
ばね押
さえ鋼
管
軌間調
整金具
軌道
パッド
ばね
受台
(3)
絶縁
カラー
受栓 埋込栓 埋込
カラー
ゴム栓
主ばね 補強
ばね
5形
50
2
−
2
−
2
−
大1
1
−
−
外側1
2
−
−
付図1
小1
内側1
60
2
−
2
−
2
−
大1
1
−
−
外側1
2
−
−
付図2
小1
内側1
5N形
50 大1
−
2
−
2
−
−
1
−
− 外側1
2
−
−
付図3
小1
内側1
60 大1
−
2
−
2
−
−
1
−
−
外側1
2
−
−
付図4
小1
内側1
5F形
50
2
2
2
−
−
−
大1
1
−
− 外側1
2
−
−
付図5
小1
内側1
9形
50 大1
−
2
−
2
−
−
1
大1
−
−
2
−
−
付図6
小1
小1
60 大1
−
2
−
2
−
−
1
大1
−
−
2
−
−
付図7
小1
小1
10形
40 大1
−
2
−
2
−
−
1
大1
−
−
2
−
−
付図8
小1
小1
50 大1
−
2
−
2
−
−
1
大1
−
−
2
−
−
付図9
小1
小1
F1形
50 大1
−
2
−
2
−
−
1
2
−
−
2
−
−
付図10
小1
60 大1
−
2
−
2
−
−
1
2
−
−
2
−
−
付図11
小1
C形
50 大1
−
2
−
A2
−
−
1
大1
−
−
2
−
−
付図12
小1
小1
60 大1
−
2
−
A2
−
−
1
大1
−
−
2
−
−
付図13
小1
小1
J形
50 大1
−
2
2
B2
2
−
1
大1
2
−
−
2
2
付図14
小1
C2
小1
60 大1
−
2
2
B2
−
−
1
大1
2
−
−
2
2
付図15
小1
C2
小1
S形
50 大1
−
2
−
A2
−
−
1
大1
−
−
2
−
−
付図12
小1
小1
60 大1
−
2
−
A2
−
−
1
大1
−
−
2
−
−
付図13
小1
小1
102形
7
2
−
2
−
2
−
−
1
①1
−
−
2
−
−
付図16
②1
12
2
−
2
−
2
−
−
1
①1
−
−
2
−
−
付図17
②1
高速形
2
−
2
−
2
−
−
1
2
−
−
2
−
−
付図18
注(1) F1形及びJ形にはナットを含む。
(2) C形,J形及びS形の座金A,B及びCは付図参照。
(3) 102形ばね受台の①及び②は付図参照。
備考 数字は,片側レール当たりの数を示す。
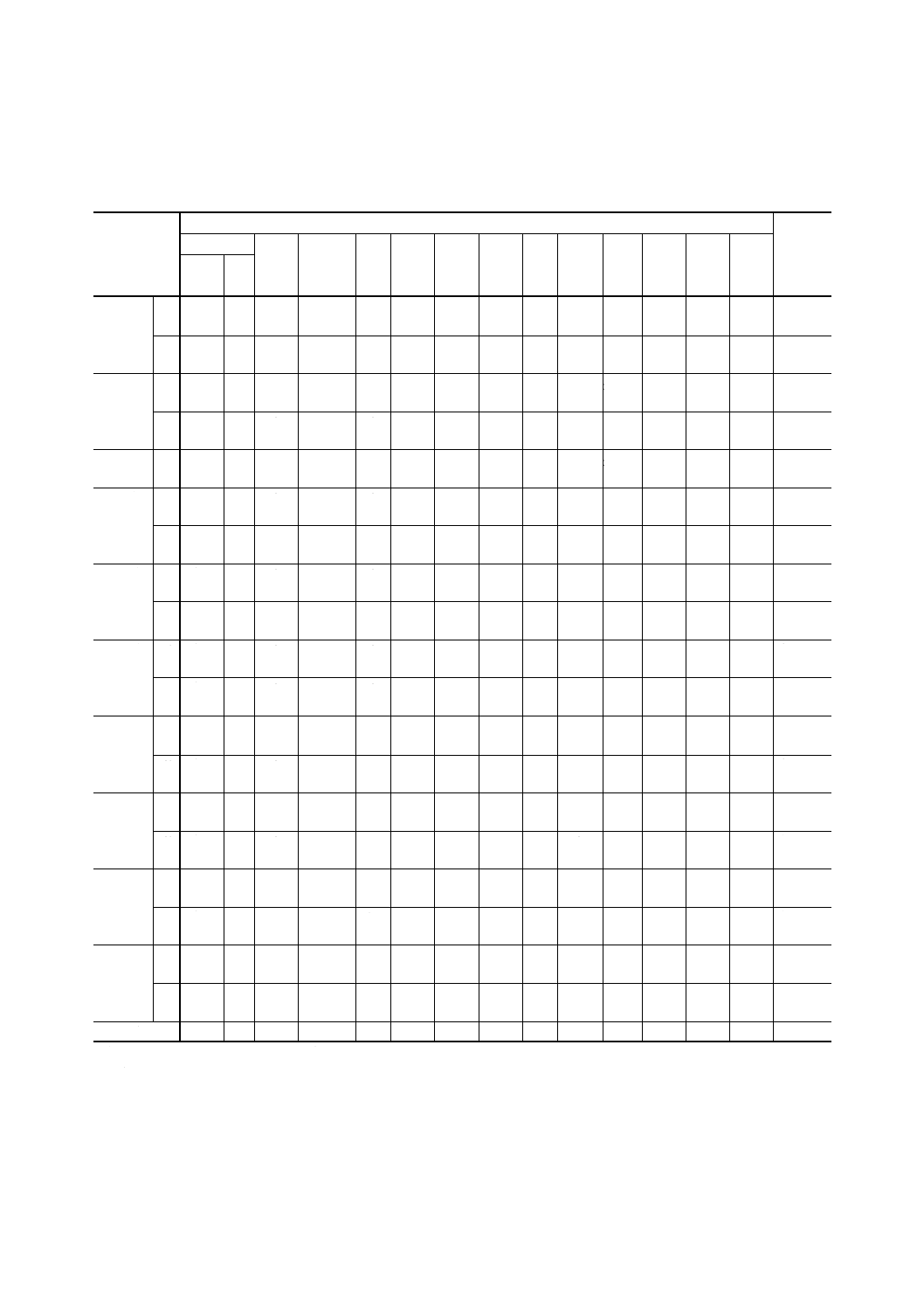
5. 品質
3
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
板ばね 板ばねの硬さは,363〜415HBW(くぼみの直径3.00〜3.20mm)とする。
5.2
ばね受台 ばね受台は,10.3によって試験を行ったとき,表3の規定に適合しなければならない。
表3 ばね受台の品質
項目
品質
圧縮強さ
き裂が生じないこと
絶縁抵抗 MΩ
常態
1.0×104
以上
煮沸後
5.0
以上
吸水率 %
ポリアミド
3.0
以下
不飽和ポリエステル樹脂
1.0
以下
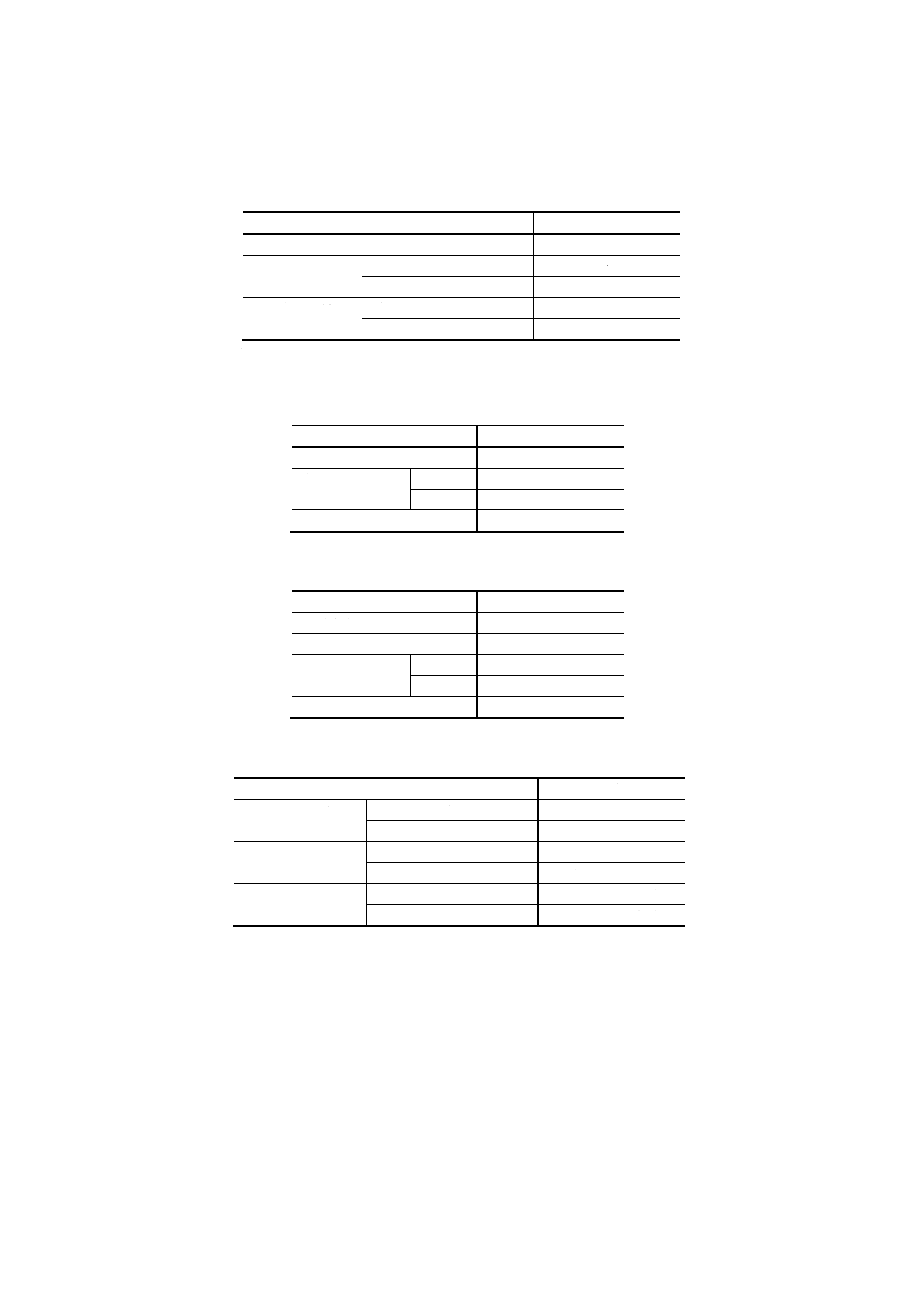
5.3
絶縁カラー 絶縁カラーは,10.4によって試験を行ったとき,表4の規定に適合しなければならな
い。
表4 絶縁カラーの品質
項目
品質
圧縮強さ
き裂が生じないこと
絶縁抵抗 MΩ
常態
1.0×102 以上
煮沸後
1.0
以上
吸水率 %
3.0
以下
5.4
受栓 受栓は,10.5によって試験を行ったとき,表5の規定に適合しなければならない。
表5 受栓の品質
項目
品質
引張強さ N/mm2
30
以上
圧縮強さ N/mm2
100
以上
絶縁抵抗 MΩ
常態
1.0×104 以上
煮沸後
5.0
以上
吸水率 %
1.0
以下
5.5
埋込栓 埋込栓は,10.6によって試験を行ったとき,表6の規定に適合しなければならない。
表6 埋込栓の品質
項目
品質
引抜抵抗力 kN
102形,高速形
60
以上
上記以外のもの
50
以上
絶縁抵抗 MΩ
常態
1.0×104 以上
煮沸後
5.0
以上
吸水率 %
不飽和ポリエステル樹脂
1.0
以下
ポリアミド
3.0
以下
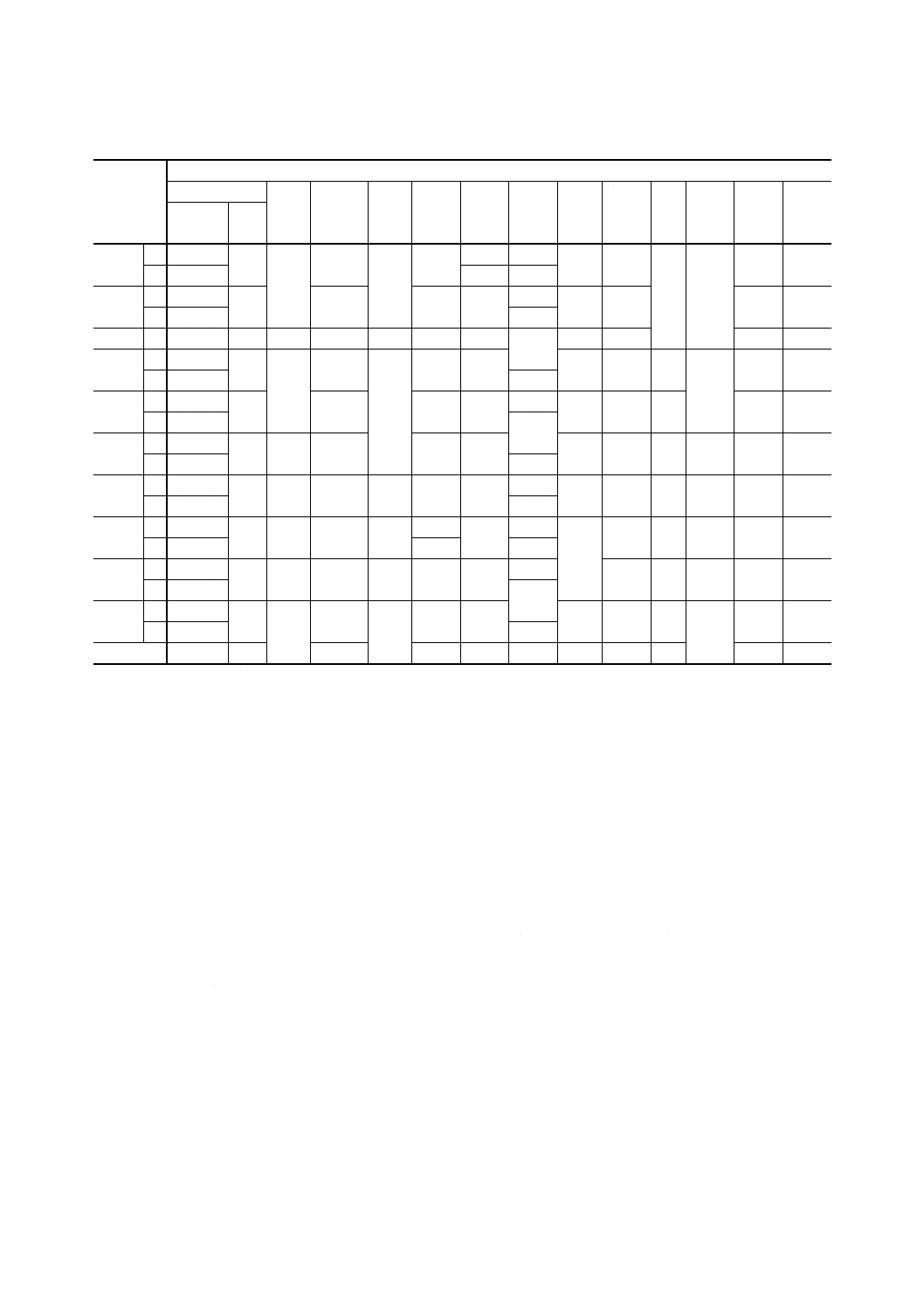
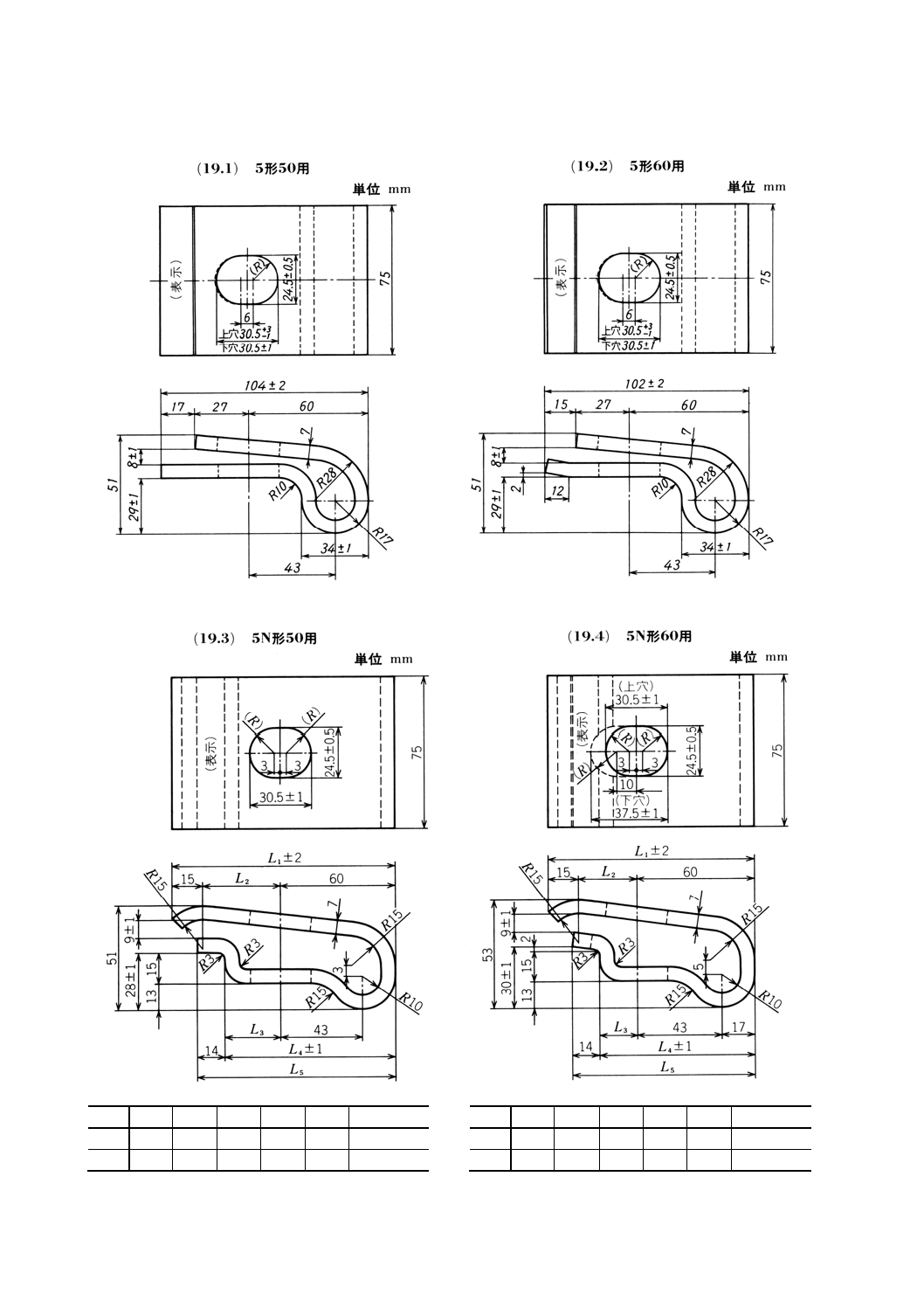
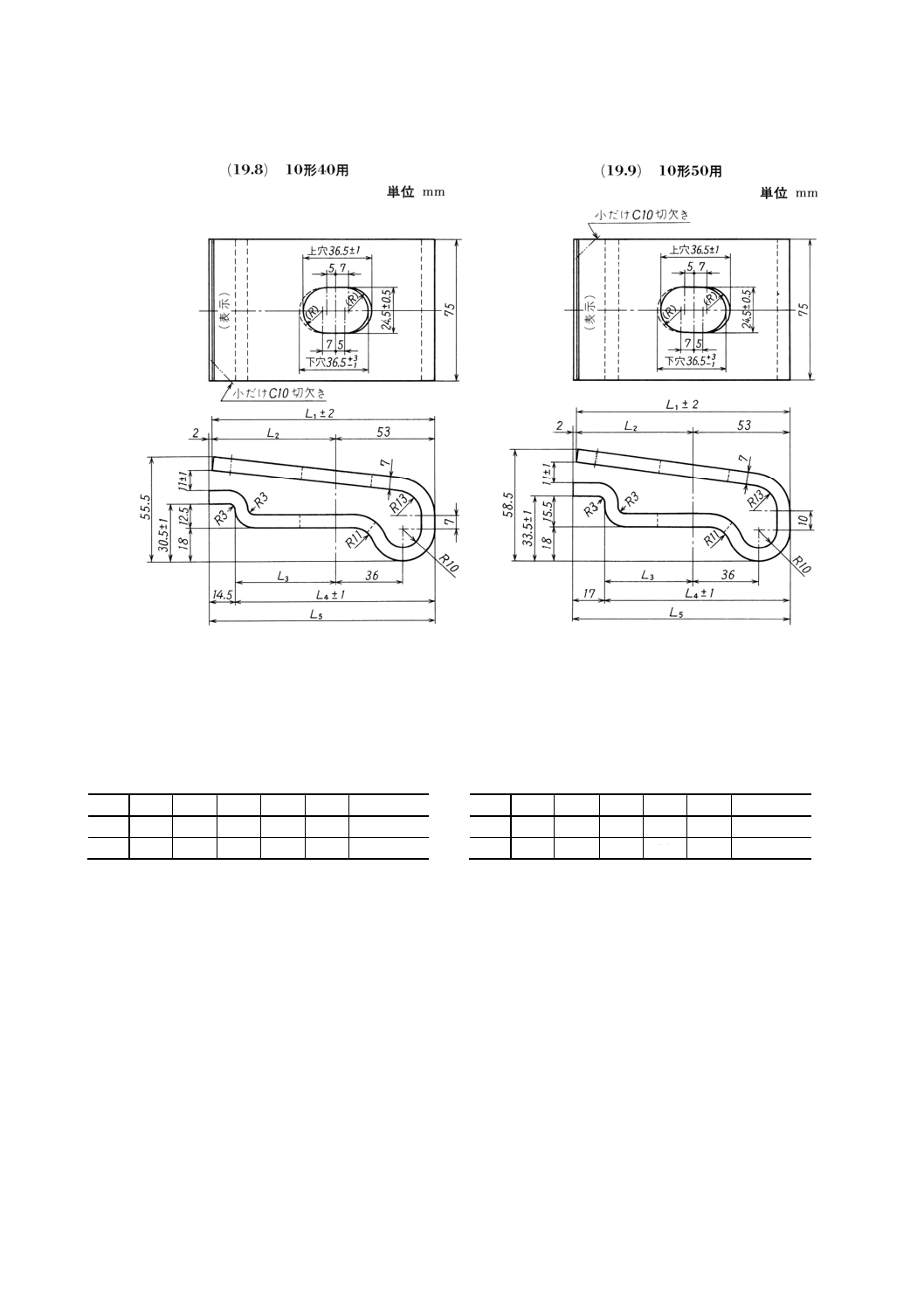
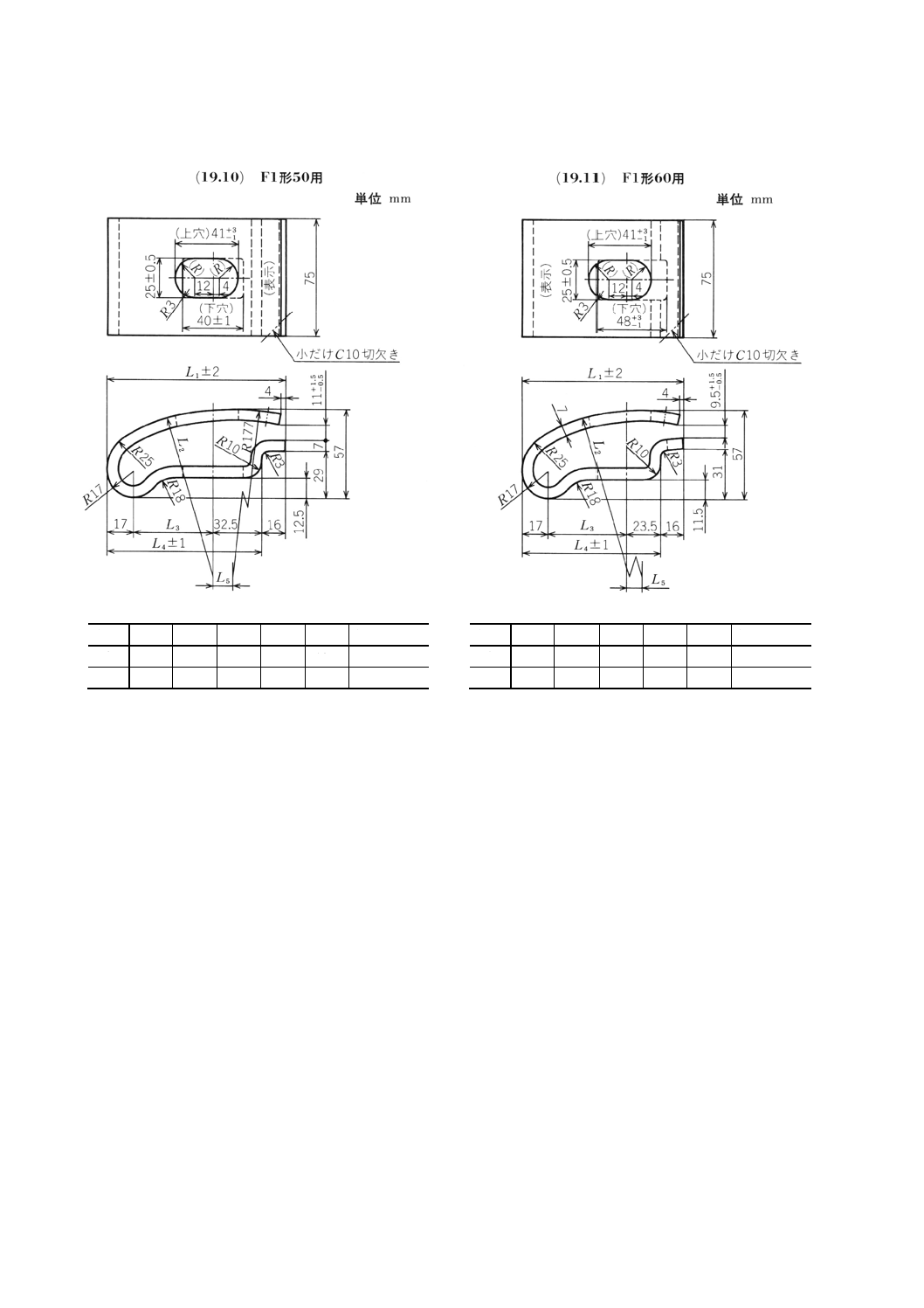
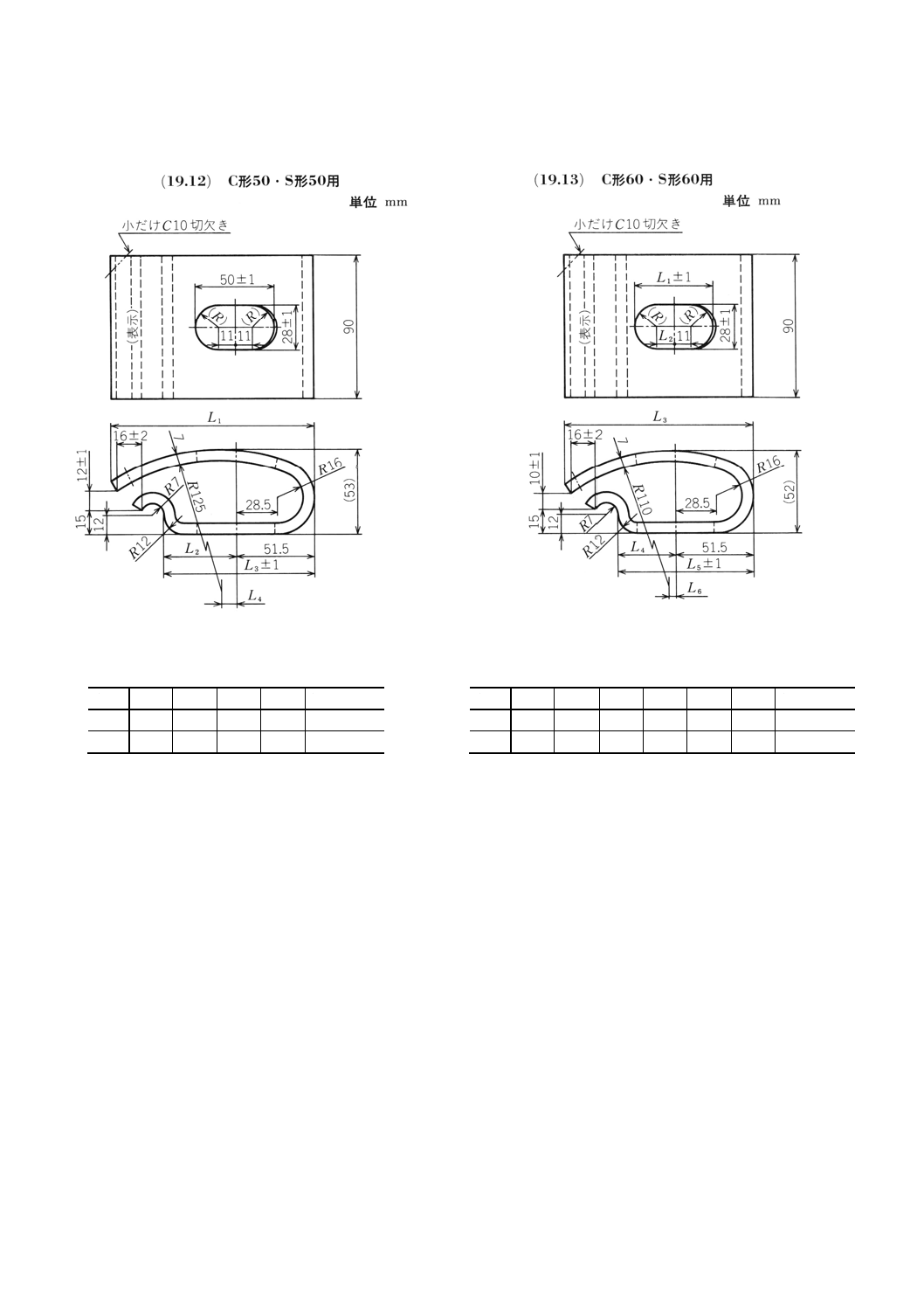
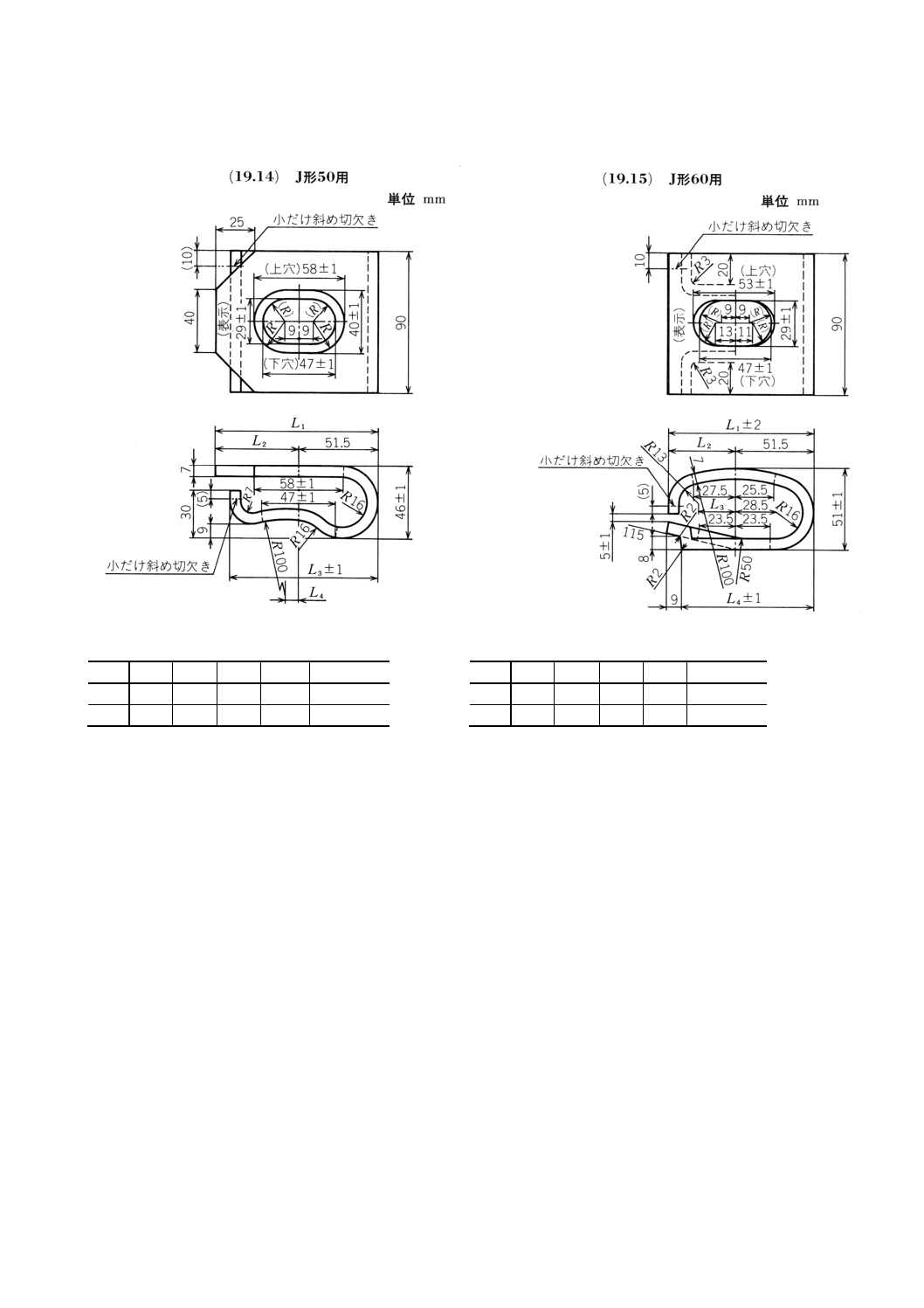
6. 形状,寸法及び許容差 締結装置の形状,寸法及び許容差を示す付図は,表7に示す付図のとおりと
する。
4
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7 形状,寸法及び許容差を示す付図
記号・種類
付図番号
板ばね
締結
ボル
ト
アンカ
ープレ
ート
座金 ばね押
さえ鋼
管
軌間調
整金具
軌道
パッド
ばね
受台
絶縁
カラー
受栓 埋込栓 埋込
カラー
ゴム栓
主ばね 補強
ばね
5形 50
(19.1)
− (21.1)
−
(23.1)
−
(25.1) (26.1)
−
−
29
(30.1)
−
−
60
(19.2)
(25.2) (26.2)
(30.2)
5N形 50
(19.3)
−
−
−
−
(26.1)
−
−
−
−
60
(19.4)
(26.2)
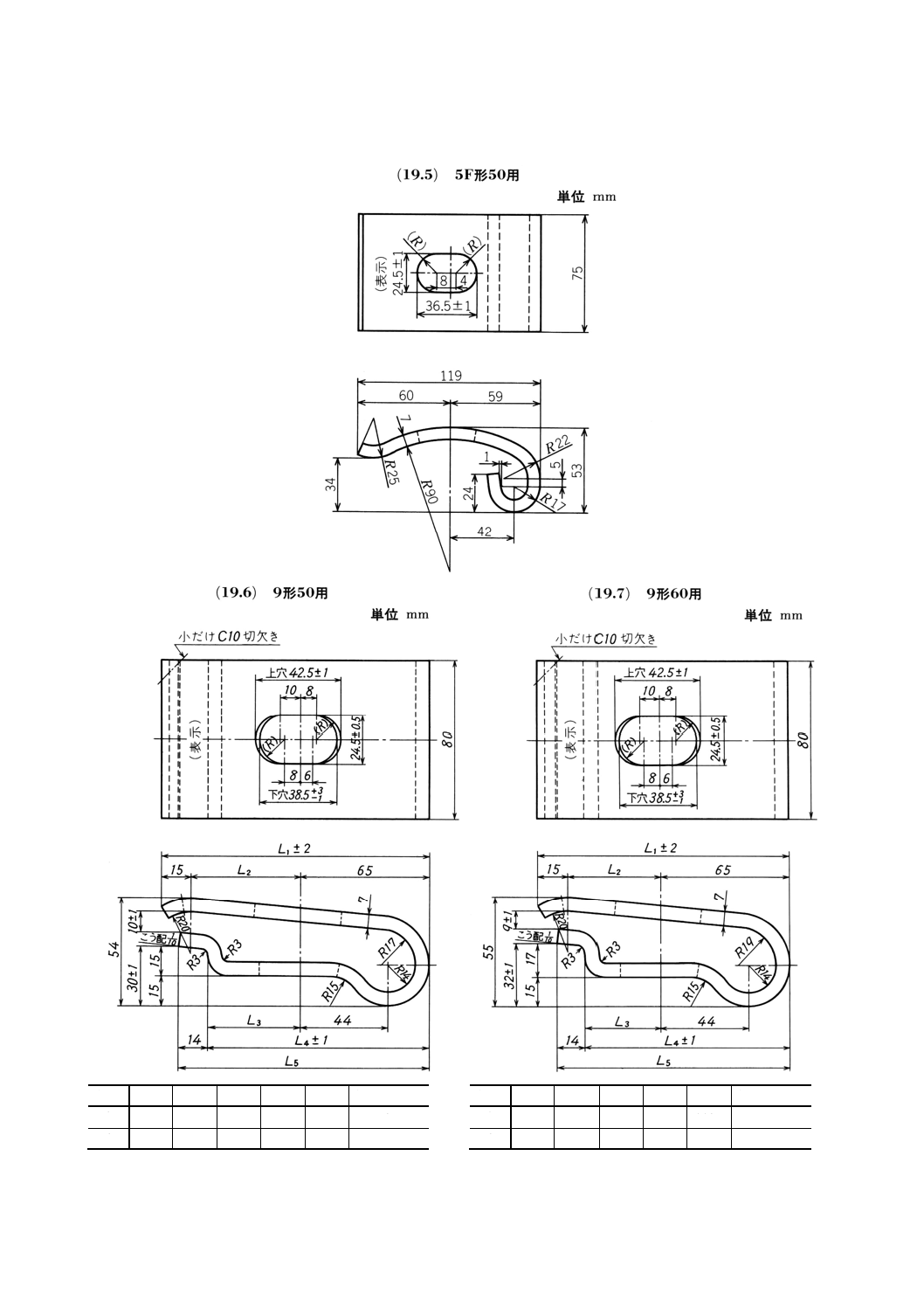
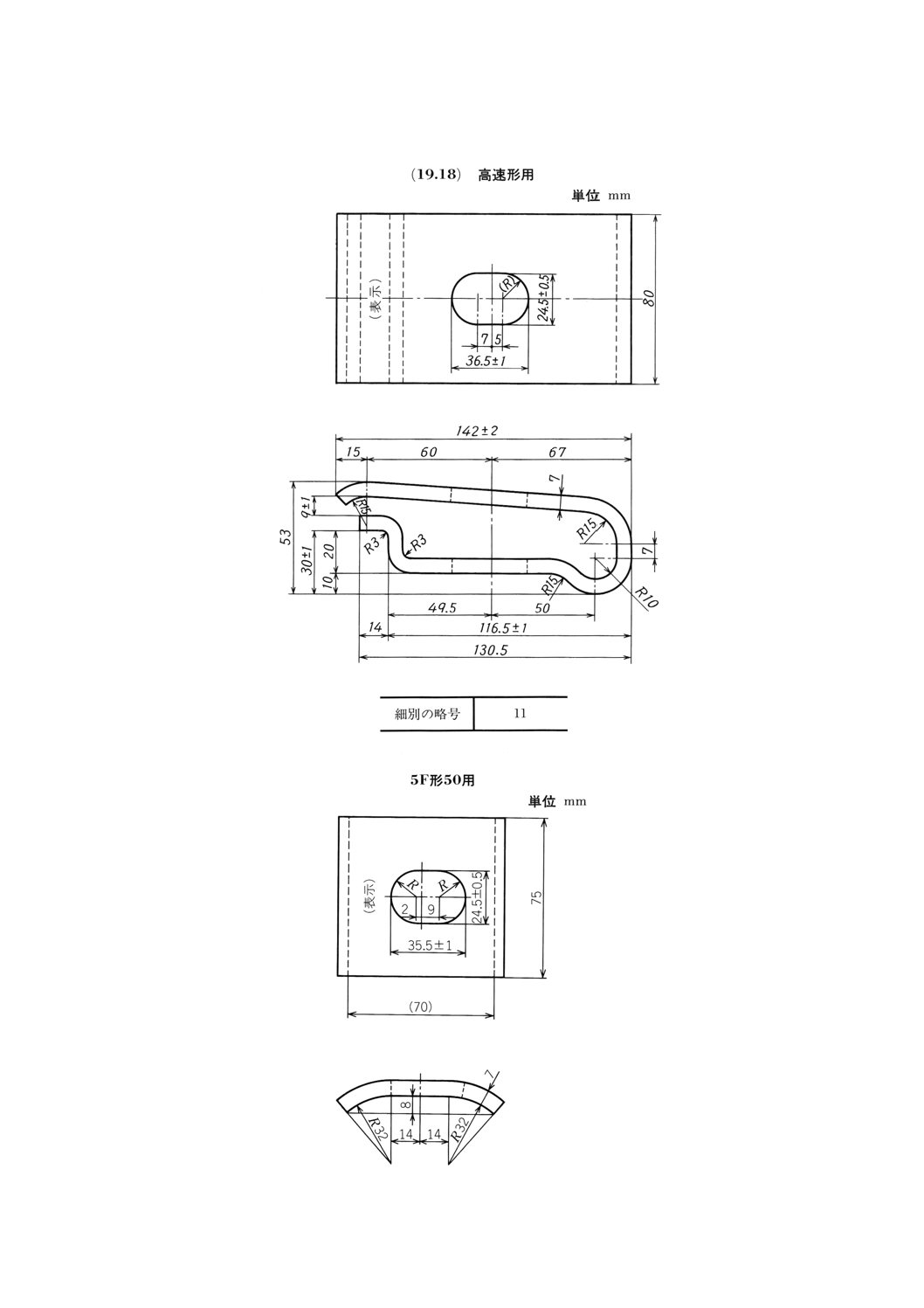
5F形 50
(19.5)
20 (21.2)
−
−
−
(25.3) (26.1)
−
−
−
−
9形 50
(19.6)
− (21.1)
−
(23.1)
−
−
(27.1)
−
−
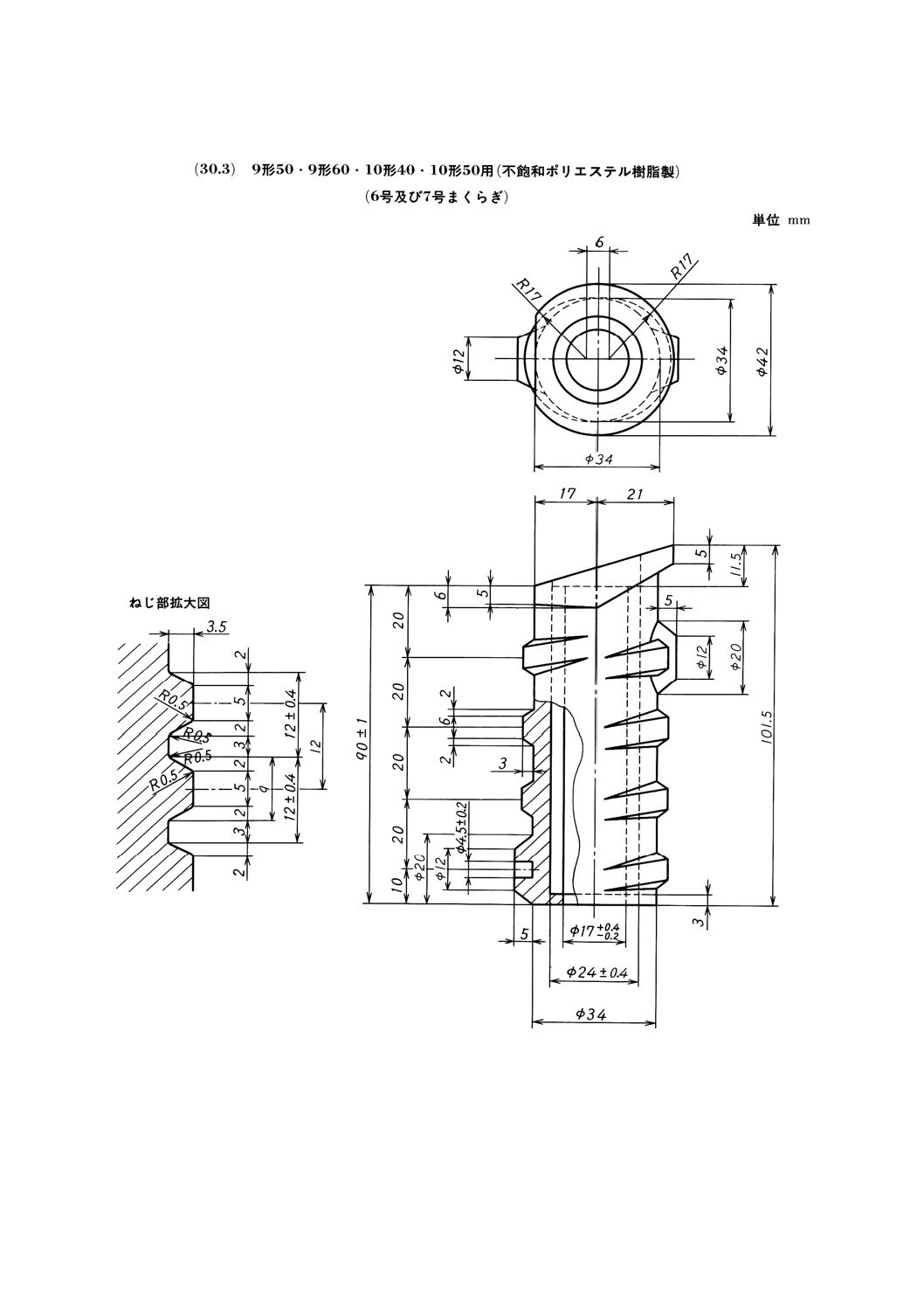
(30.3)
−
−
60
(19.7)
(26.2)
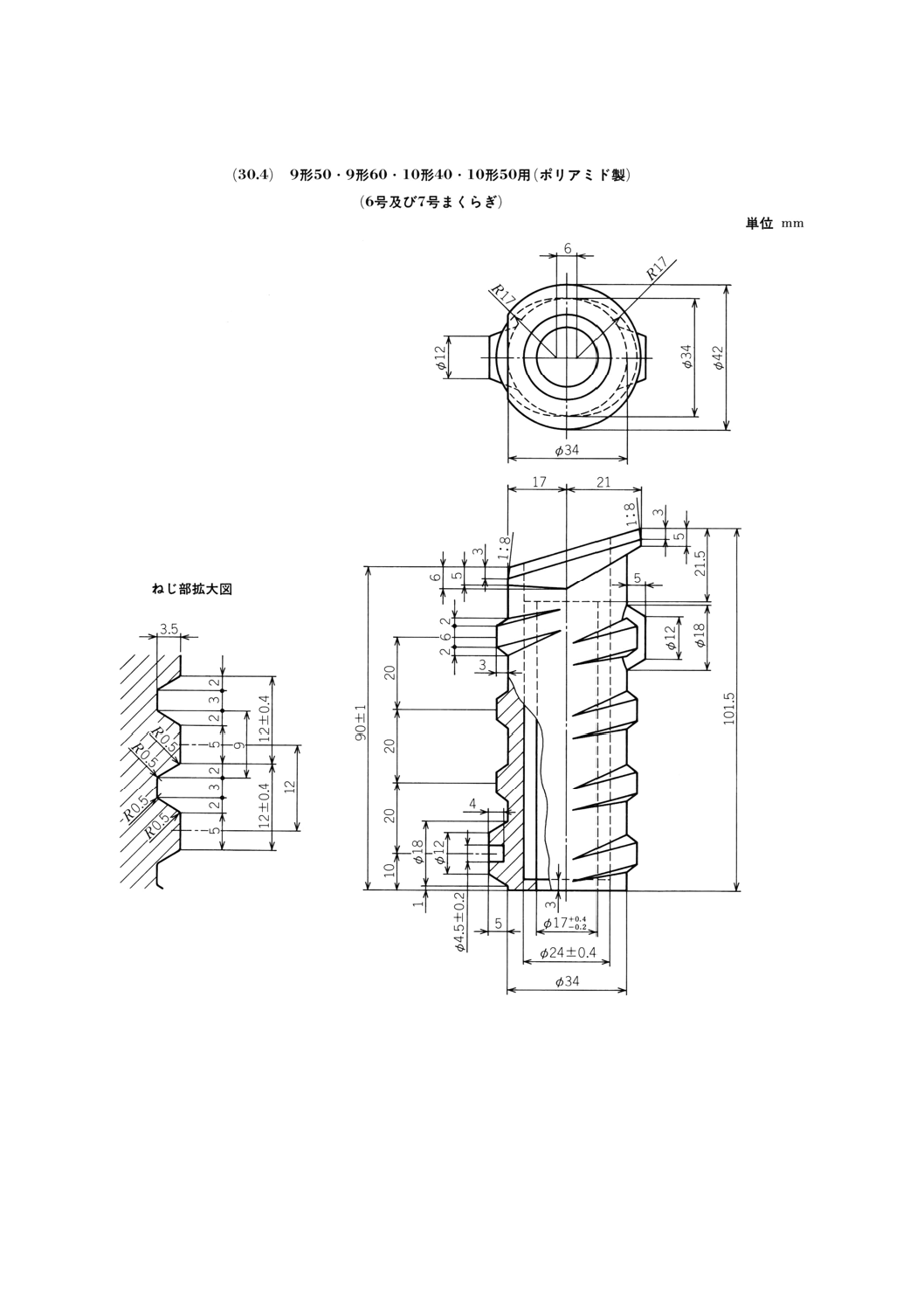
(30.4)
10形 40
(19.8)
−
−
−
−
(26.3) (27.2)
−
−
−
−
50
(19.9)
(26.1)
F1形 50 (19.10)
− (21.3)
−
−
−
(27.3)
−
−
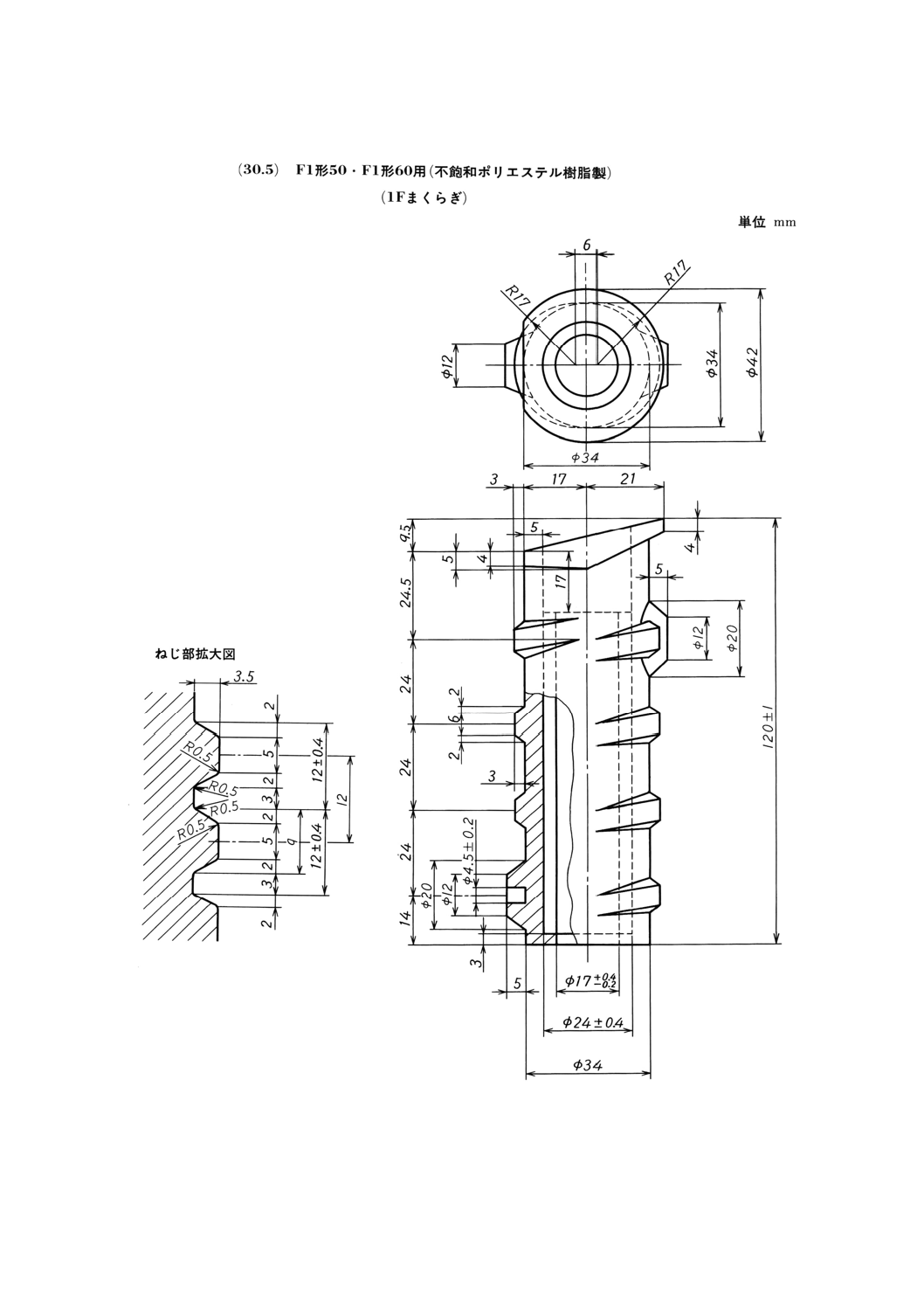
(30.5)
−
−
60 (19.11)
(26.2)
C形 50 (19.12)
− (21.4)
−
(23.2)
−
−
(26.4) (27.4)
−
−
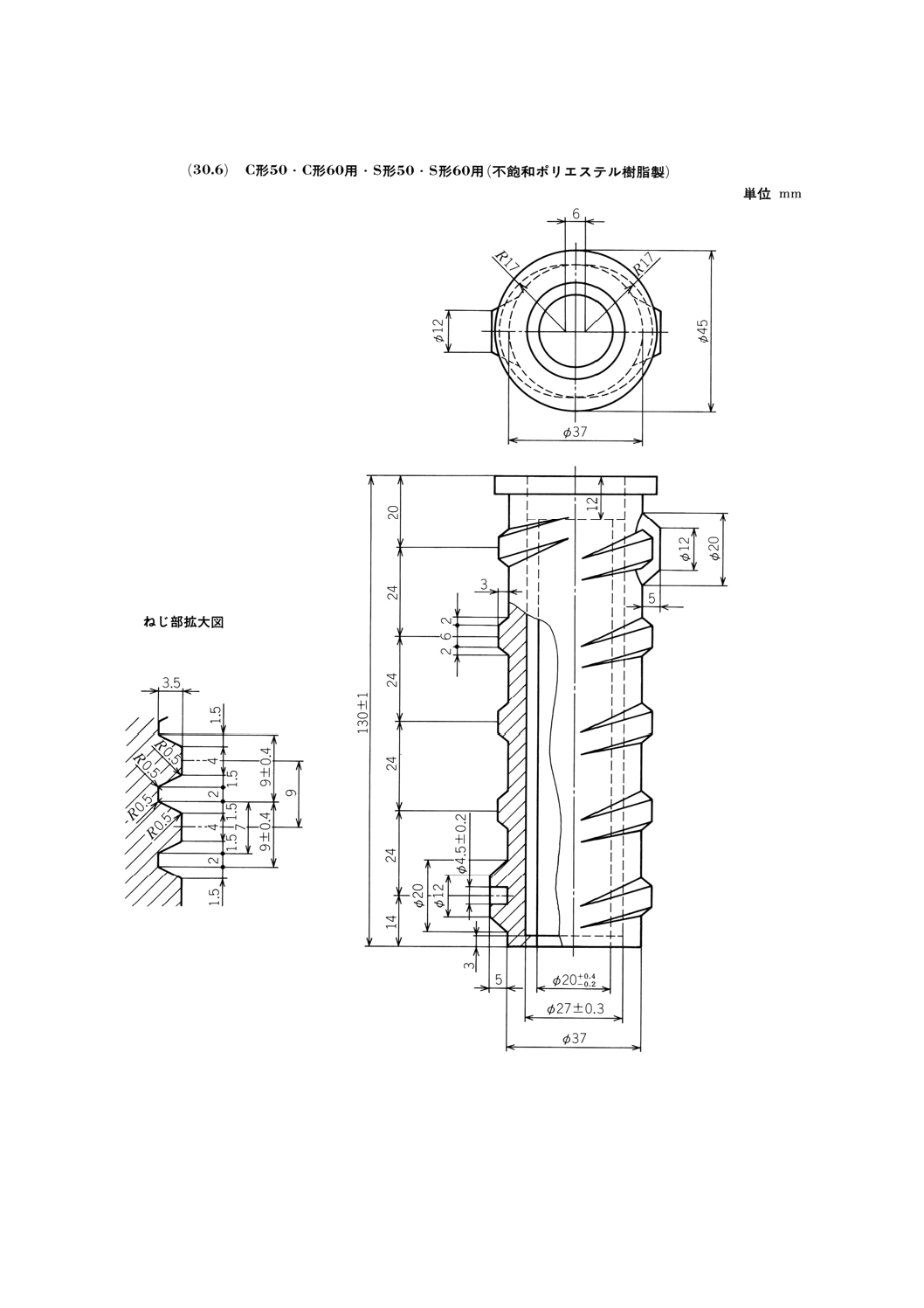
(30.6)
−
−
60 (19.13)
(26.6) (27.5)
J形
50 (19.14)
− (21.5)
22
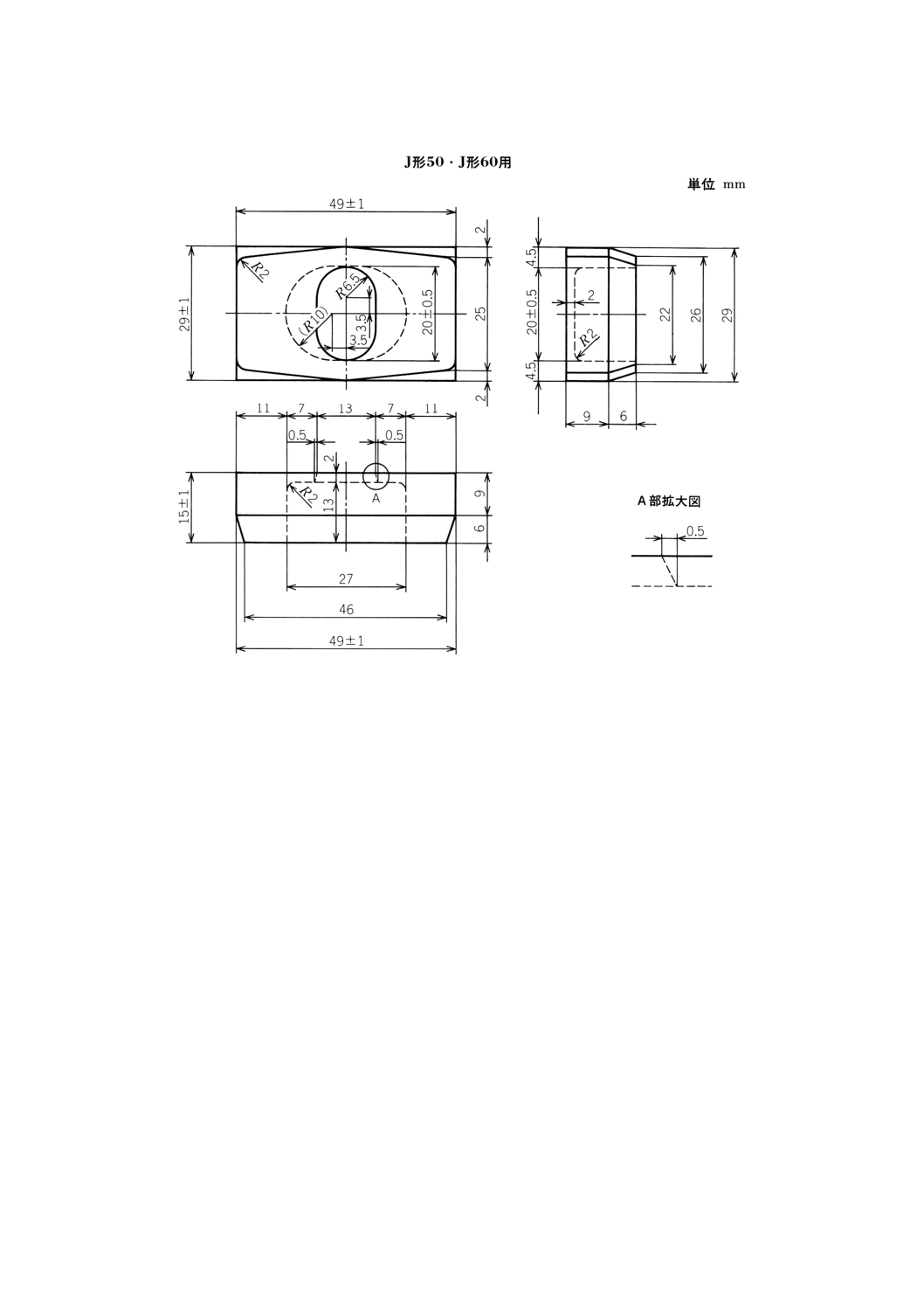
(23.3)
24
−
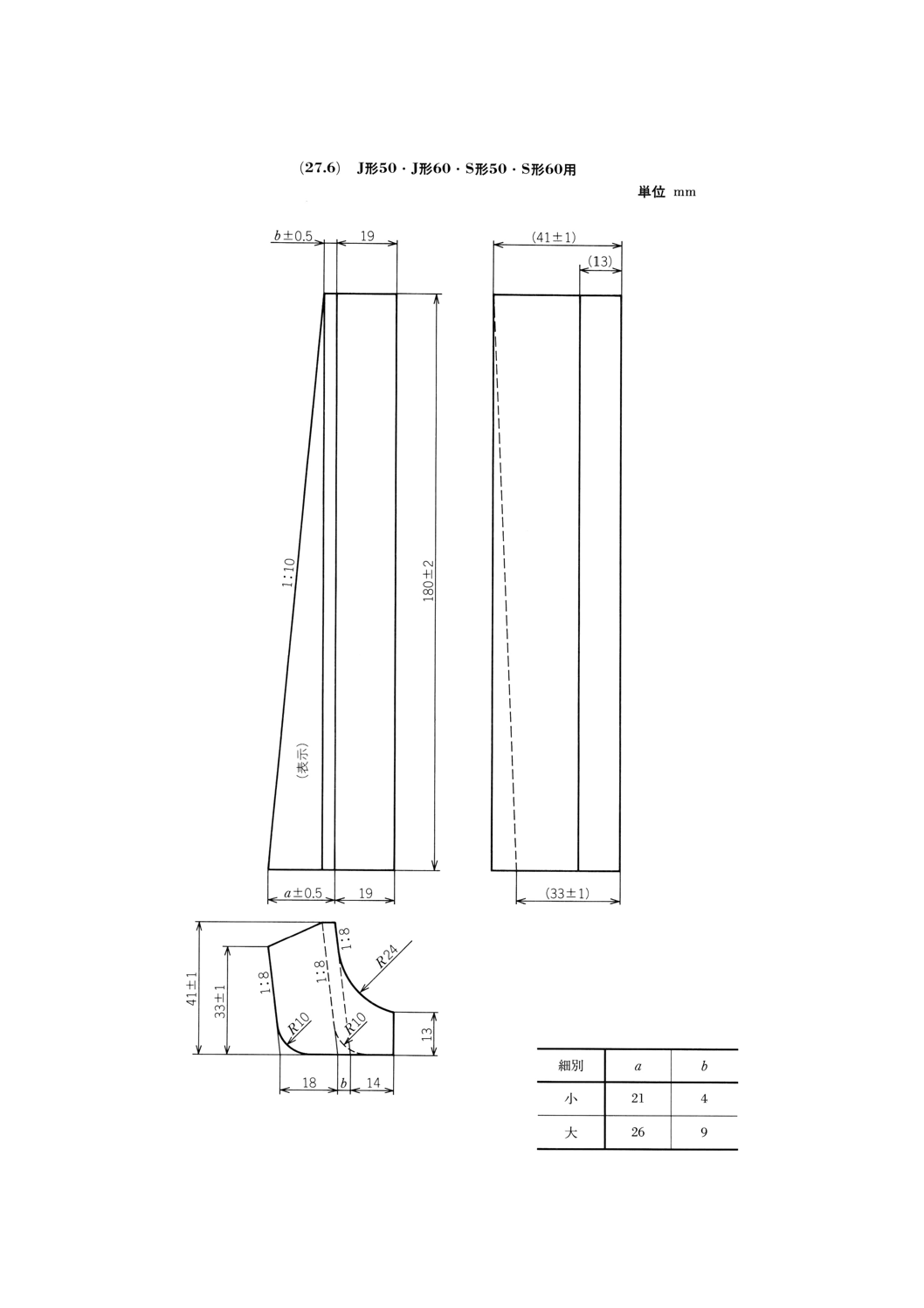
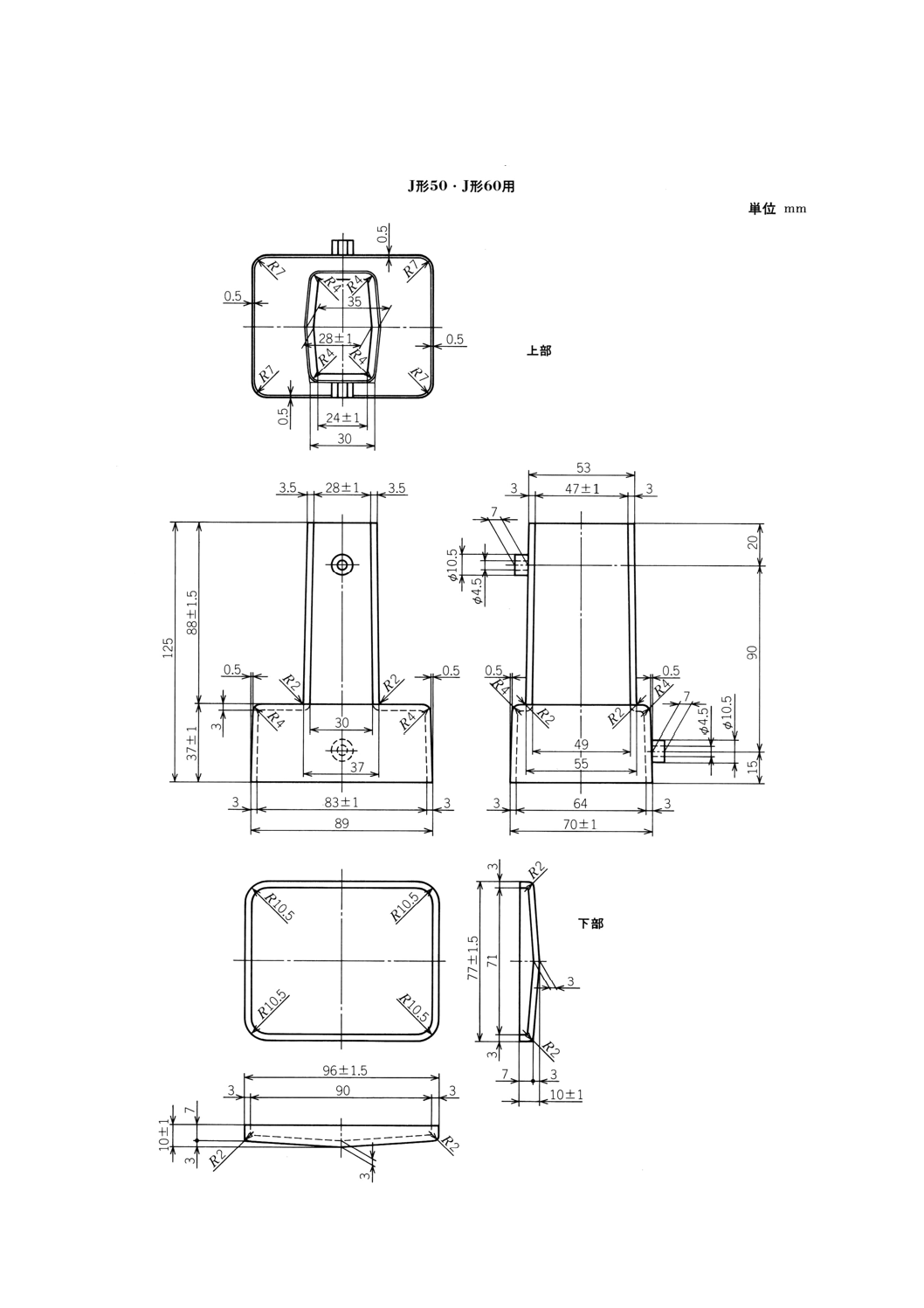
(26.5) (27.6)
28
−
−
31
32
60 (19.15)
(23.4)
−
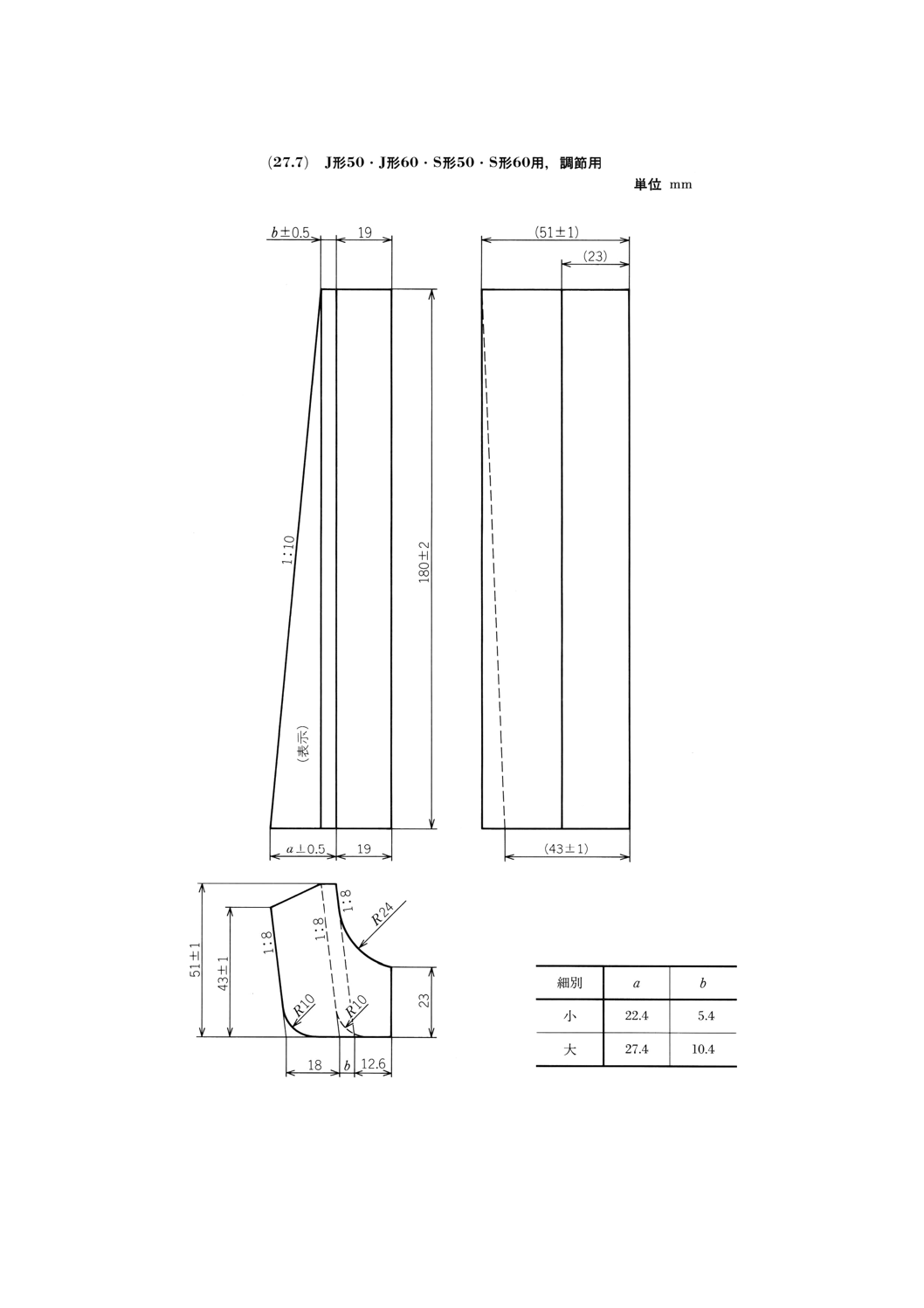
(26.7) (27.7)
S形 50 (19.12)
− (21.4)
−
(23.2)
−
−
(26.4)
−
−
(30.6)
−
−
60 (19.13)
(26.6)
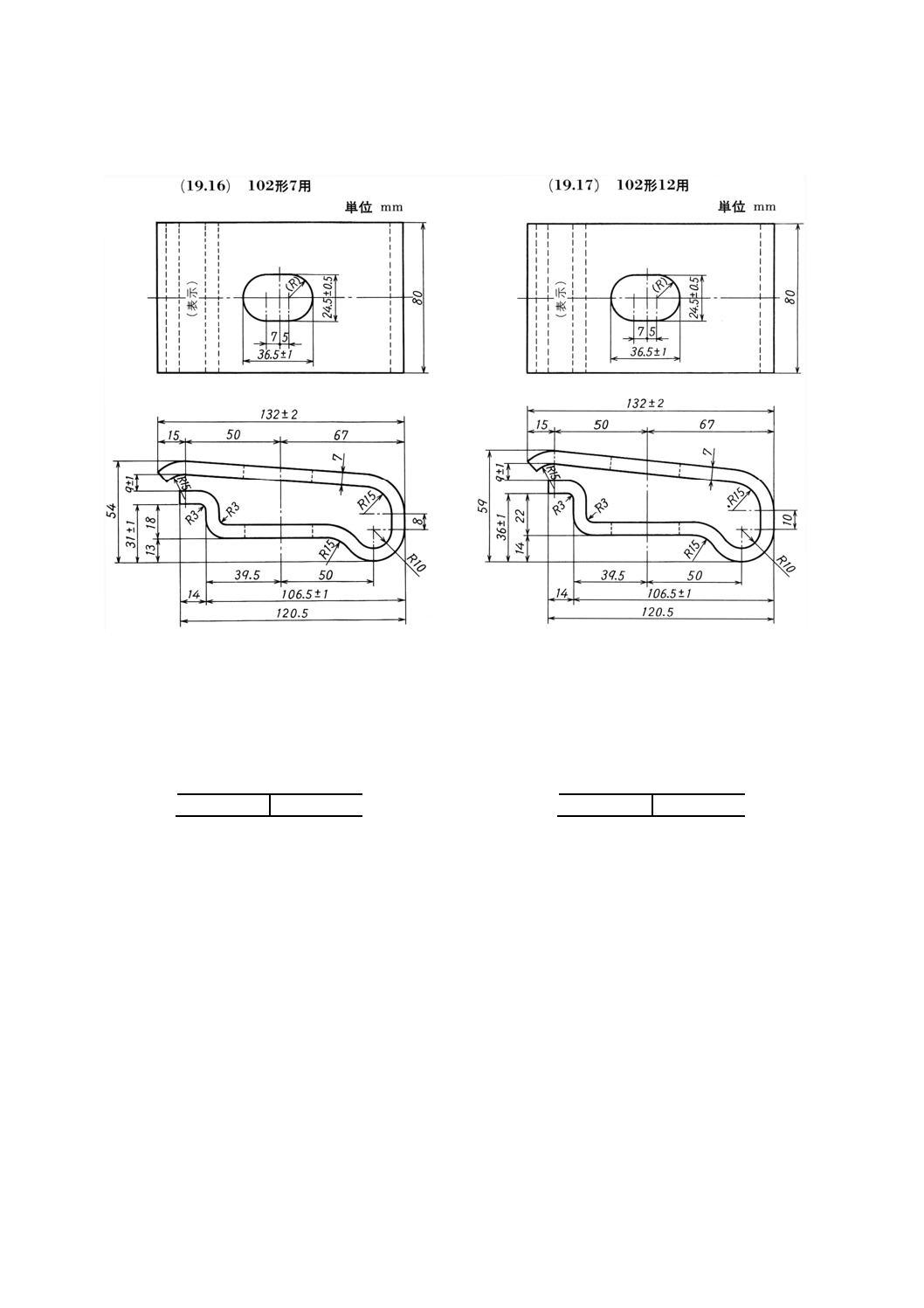
102形 7 (19.16)
− (21.6)
−
(23.1)
−
−
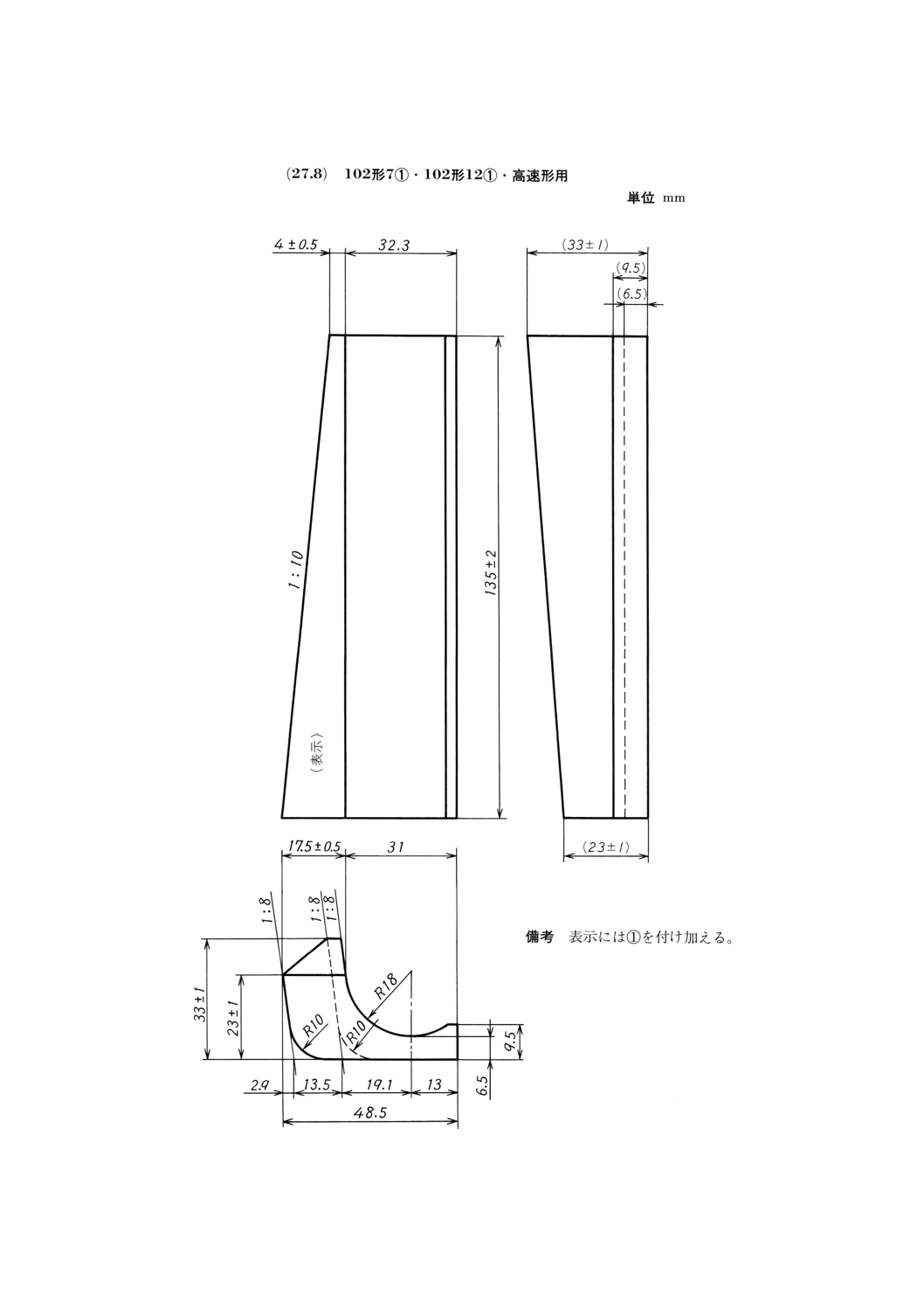
(27.8)
−
−
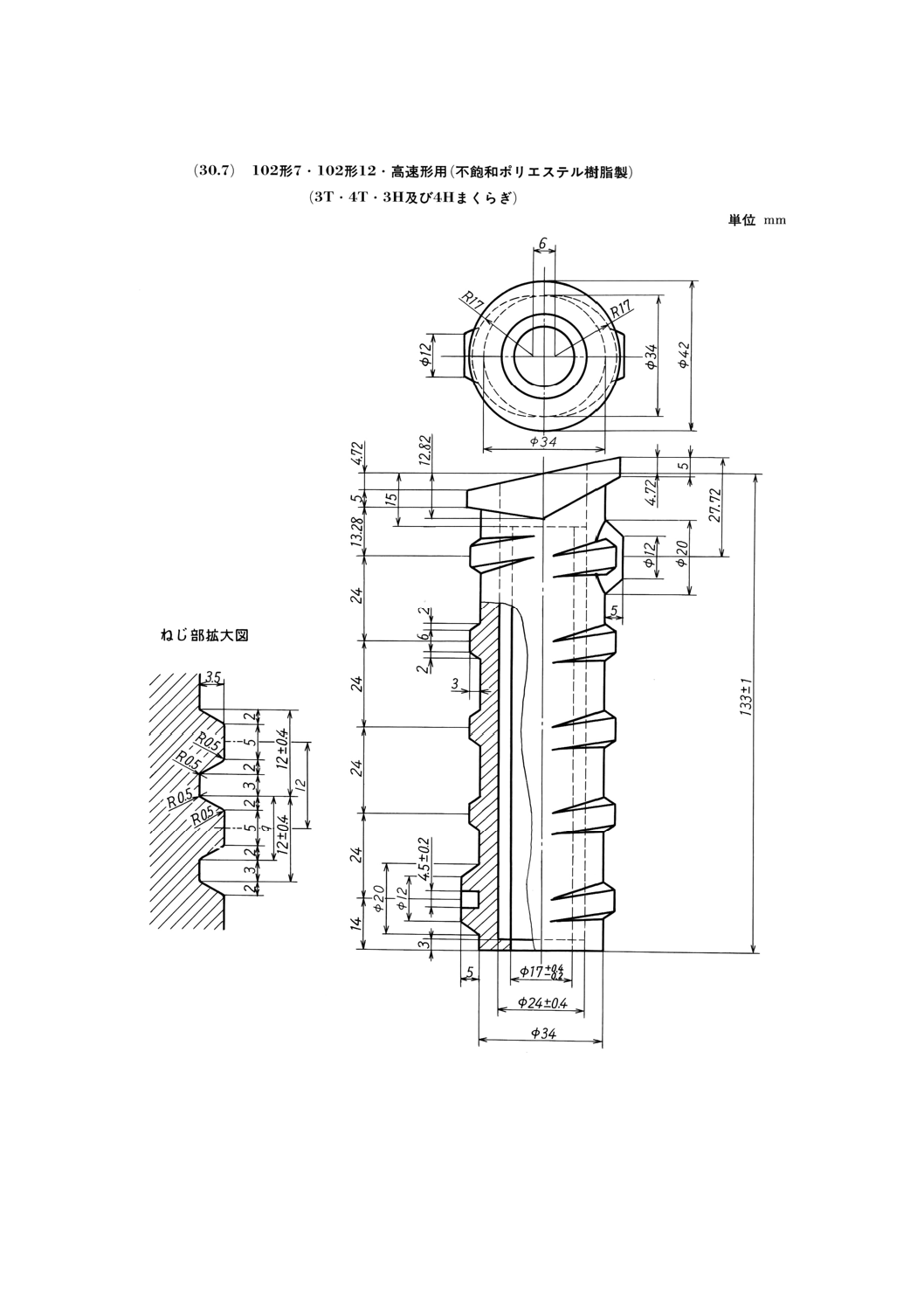
(30.7)
−
−
12 (19.17)
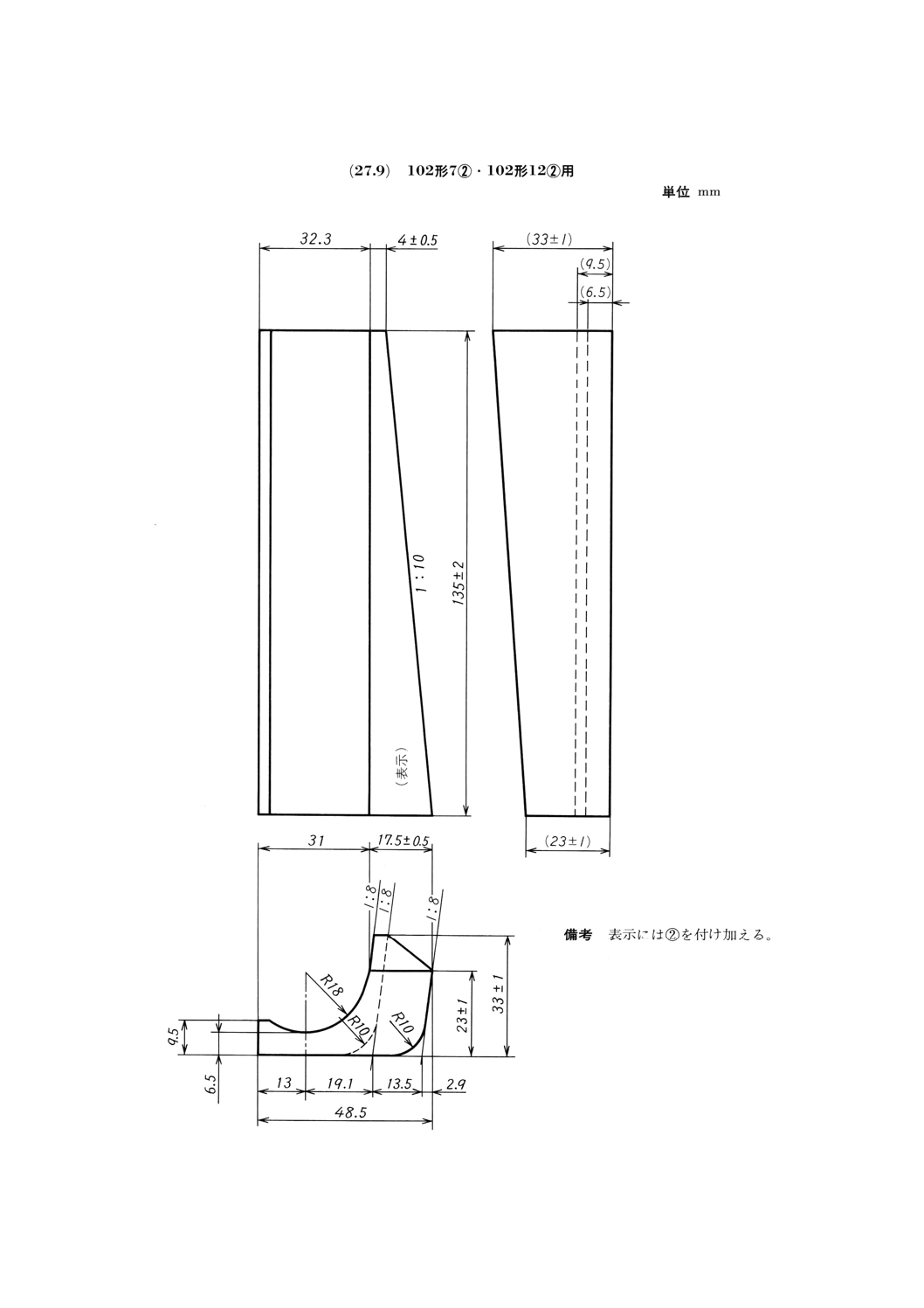
(26.8) (27.9)
高速形
(19.18)
−
−
−
−
(26.9) (27.8)
−
−
−
−
備考1. ( ) 付きの数字は,それぞれの付図における項目番号を示す。
2. 付図の中で寸法に許容差を示していないものは,推奨値とする。
3. ばね受台のC形及びJ形・S形の(27.5)及び(27.7)はレールの高さ調節用を,102形の(27.8)は①を(27.9)は②を
示す。
4. 埋込栓の(30.2)及び(30.4)は,ポリアミド製を示す。
7. 外観
7.1
板ばね 板ばねの表面状態は良好で,使用上有害なはだ荒れ,きず,脱炭などの欠点があってはな
らない。
7.2
締結ボルト及びナット 締結ボルト及びナットには,使用上有害な曲がり,きず,ばり,かえりな
どの欠点があってはならない。
7.3
アンカープレート アンカープレートには,使用上有害な曲がり,きず,ばりなどの欠点があって
はならない。
7.4
座金及びばね押さえ鋼管 座金及びばね押さえ鋼管の表面は,滑らかで,使用上有害な反り,きず,
ばりなどの欠点があってはならない。
7.5
軌間調整金具 軌間調整金具には,使用上有害な反り,きず,ばり,ゴム部材のはく(剥)離など
の欠点があってはならない。
7.6
ばね受台及び絶縁カラー ばね受台及び絶縁カラーには,使用上有害なき裂,ねじれ,曲がり,隅
角部の欠損などの欠点があってはならない。
5
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.7
受栓及び埋込栓 受栓及び埋込栓には,使用上有害なき裂,ねじれ,曲がり,表面のあばた,隅角
部の欠損などの欠点があってはならない。
7.8
埋込カラー 埋込カラーには,使用上有害なき裂,ねじれ,曲がり,表面のあばた,隅角部の欠損,
埋込カラーの上部と下部とのはく(剥)離などの欠点があってはならない。
7.9
ゴム栓 ゴム栓には,使用上有害なき裂,ねじれ,ばりなどの欠点があってはならない。
8. 材料
8.1
板ばね 板ばねの材料は,JIS G 4801のSUP9とする。
8.2
締結ボルト及びナット 締結ボルト及びナットの材料は,JIS G 3101のSS400又は品質がこれと同
等以上のものとする。
8.3
アンカープレート アンカープレートの材料は,JIS G 5502のFCD400又は品質がこれと同等以上
のものとする。
8.4
座金 座金の材料は,JIS G 3101のSS400とする。
8.5
ばね押さえ鋼管 ばね押さえ鋼管の材料は,JIS G 3461のSTB340又は品質がこれと同等以上のもの
とする。
8.6
軌間調整金具 軌間調整金具の金属部材は,JIS G 3101のSS400とし,ゴム部材はJIS E 1117の黒
色加硫ゴムとする。
8.7
ばね受台 ばね受台の材料は,次のいずれかによる。
(1) ポリアミド(JIS K 6811参照)
(2) ビニロン繊維などの補強材料を加えた不飽和ポリエステル樹脂(JIS K 6919参照)
8.8
絶縁カラー 絶縁カラーの材料は,次のいずれかによる。
(1) ガラス繊維などの補強材料を加えたポリカーボネート(JIS K 6719参照)
(2) ポリアミド(ガラス繊維などの補強材料を加えてもよい。)
8.9
受栓 受栓の材料は,ビニロン繊維などの補強材料を加えた不飽和ポリエステル樹脂とする。
8.10 埋込栓 埋込栓の材料は,次のいずれかによる。
(1) ビニロン繊維などの補強材料を加えた不飽和ポリエステル樹脂
(2) ポリアミド(ガラス繊維などの補強材料を加えてもよい。)
8.11 埋込カラー 埋込カラーの材料は,ポリエチレン(JIS K 6922-1,附属書参照)又はポリプロピレン
(JIS K 6921-1,附属書参照)とする。
8.12 ゴム栓 ゴム栓は,合成ゴム又は天然ゴムを主成分とした黒色加硫ゴム(JIS E 1117参照)とする。
9. 製造方法
9.1
板ばね
9.1.1
成形温度 板ばねに成形するための加熱温度は,950℃以下とする。
9.1.2
ボルト孔の加工 ボルト孔のせん孔は,ばねとして引張応力が作用する側から行う。
なお,溶融亜鉛めっきを施す板ばねは,冷間でせん孔してはならない。
9.1.3
熱処理 板ばねは,成形後均一に熱処理しなければならない。熱処理は,JIS B 6913による。
9.1.4
ショットピーニング 板ばねには,ショットピーニングを行う。その加工条件は,受渡当事者間の
協定による。
9.1.5
塗装 板ばねには,一般に防せい処理として塗装を施す。塗装方法は,受渡当事者間の協定による。
6
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.1.6
溶融亜鉛めっき 注文者の指定によって,板ばねに溶融亜鉛めっきを施す場合は,次による。
(1) めっきの前処理は,JIS H 9124による。ただし,酸洗いを行ってはならない。
(2) 亜鉛浴に使用する亜鉛は,JIS H 2107の蒸留亜鉛地金1種又は品質がこれと同等以上のものとする。
(3) 亜鉛浴の温度は,480℃以下とする。
(4) 亜鉛の付着量は,JIS H 8641の2種35とする。
9.1.7
先端部の切断 絶縁継目部に使用する板ばねの先端部は,注文者の指定する長さに切断することが
できる。
9.2
締結ボルト及びナット 締結ボルト及びナットの製造は,次による。
(1) 鍛造又は機械加工によって成形し,ねじ部は,転造又は機械加工による。
(2) ねじの基準寸法は,JIS B 0205とし,寸法許容差は,JIS B 0209の7H/8gとする。
(3) 締結ボルト及びナットには,溶融亜鉛めっきを施し,亜鉛の付着量は,JIS H 8641の2種35とする。
ただし,J形の締結ボルト及びナットにはめっきを施さない。
9.3
アンカープレート アンカープレートは,鋳造後,溶融亜鉛めっきを施し,亜鉛の付着量は,JIS H
8641の2種35とする。
9.4
座金 座金は,打抜き加工によって製造する。
注文者の指定によって,溶融亜鉛めっきを施す場合は,亜鉛の付着量は,JIS H 8641の2種35とする。
9.5
ばね押さえ鋼管 ばね押さえ鋼管は,切断加工によって製造する。
注文者の指定によって,溶融亜鉛めっきを施す場合は,亜鉛の付着量は,JIS H 8641の2種35とする。
9.6
軌間調整金具 軌間調整金具は,鍛造又は機械加工した金属部材に,ゴム部材を加硫接着する。
ただし,5F形の軌間調整金具は,ゴム部材の加硫接着をしない。
また,軌間調整金具の金属部材に,注文者の指定によって,溶融亜鉛めっきを施す場合は,亜鉛の付着
量は,JIS H 8641の2種35とする。
9.7
ばね受台 ばね受台は,ポリアミドの場合は射出成形又は押し出し,不飽和ポリエステル樹脂の場
合は圧縮成形又は射出成形によって製造する。
9.8
絶縁カラー 絶縁カラーは,射出成形又は圧縮成形によって製造する。
9.9
受栓 受栓は,圧縮成形又は射出成形によって製造する。
なお,受栓のコンクリート接着面には,ポリエステル系の樹脂で硬質の粗砂を付着しなければならない。
9.10 埋込栓 埋込栓は,不飽和ポリエステル樹脂の場合は圧縮成形又は射出成形,ポリアミドの場合は
射出成形又は押し出しによって製造する。
9.11 埋込カラー 埋込カラーは,射出成形によって製造する。埋込カラーの上部にアンカープレートを
入れた後,埋込カラーの下部を上部に超音波溶着などによって,強固に溶着して一体とする。
10. 試験方法
10.1 板ばね
10.1.1 硬さ試験 板ばねの硬さ試験は,JIS Z 2243によって,ばねの端末又は端末に近い位置で,圧縮応
力が生じる側で測定する。
10.1.2 付着量試験 板ばねの溶融亜鉛めっきの付着量試験は,JIS H 0401によって行う。
10.2 締結ボルト,ナット,アンカープレート,座金,ばね押さえ鋼管及び軌間調整金具 締結ボルト,
ナット,アンカープレート,座金,ばね押さえ鋼管及び軌間調整金具の溶融亜鉛めっきの付着量試験は,
JIS H 0401によって行う。
7
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.3 ばね受台
10.3.1 試験の一般条件 ばね受台の試験条件は,JIS K 6911の5.1(試験の一般条件)による。
10.3.2 圧縮強さ試験 ばね受台の圧縮強さ試験は,付図33に示す試験装置にばね受台を装着し,70kNの
荷重を加えたときのばね受台の表面の状態を観察する。この場合,荷重を加える速度は1分間につき50〜
100kNとする。
10.3.3 絶縁抵抗試験 ばね受台の絶縁抵抗試験は,付図34に示す試験装置に常態及び煮沸後のばね受台
を装着し,端子Aと端子Bとの間の絶縁抵抗値を,JIS K 6911の5.12.1(成形材料)に規定する方法によ
って測定する。
10.3.4 吸水率試験 ばね受台の吸水率試験は,あらかじめ質量を測定したばね受台を水道水中に入れて2
時間煮沸した後取り出して,表面水を十分取り除いたときの質量を測定し,次の式によって吸水率を算出
する。
100
1
1
2
×
−
W
W
W
A=
ここに,
A: 吸水率 (%)
W1: 吸水前の試験片の質量 (g)
W2:
吸水後の試験片の質量 (g)
10.4 絶縁カラー
10.4.1 試験の一般条件 絶縁カラーの試験条件は,JIS K 6911の5.1による。
10.4.2 圧縮強さ試験 絶縁カラーの圧縮強さ試験は,付図35に示す試験装置に絶縁カラーを装着し,40kN
の荷重を加えたときの絶縁カラーの表面の状態を観察する。この場合,荷重を加える速度は1分間につき
50〜100kNとする。
10.4.3 絶縁抵抗試験 絶縁カラーの絶縁抵抗試験は,付図36に示す試験装置に常態及び煮沸後の絶縁カ
ラーを装着し,端子Aと端子Bとの間の絶縁抵抗値を,JIS K 6911の5.12.1に規定する方法によって測定
する。
10.4.4 吸水率試験 絶縁カラーの吸水率試験は,10.3.4による。
10.5 受栓
10.5.1 試験の一般条件 受栓の試験条件は,JIS K 6911の5.1による。
なお,引張強さ試験及び圧縮強さ試験の試験片は,同一材料,同一条件で成形したものとし,絶縁抵抗
試験及び吸水率試験は,粗砂を付着する前の製品で行う。
10.5.2 引張強さ試験 受栓の引張強さ試験は,JIS K 6911の5.18.1(成形材料)に規定する方法によって
行う。
10.5.3 圧縮強さ試験 受栓の圧縮強さ試験は,JIS K 6911の5.19.1(成形材料)に規定する方法によって
行う。
10.5.4 絶縁抵抗試験 受栓の絶縁抵抗試験は,付図37に示す試験装置に常態及び煮沸後の受栓を装着し,
端子Aと端子Bとの間の絶縁抵抗値を,JIS K 6911の5.12.1に規定する方法によって測定する。
10.5.5 吸水率試験 受栓の吸水率試験は,10.3.4による。
10.6 埋込栓
10.6.1 試験の一般条件 埋込栓の試験条件は,JIS K 6911の5.1による。
8
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
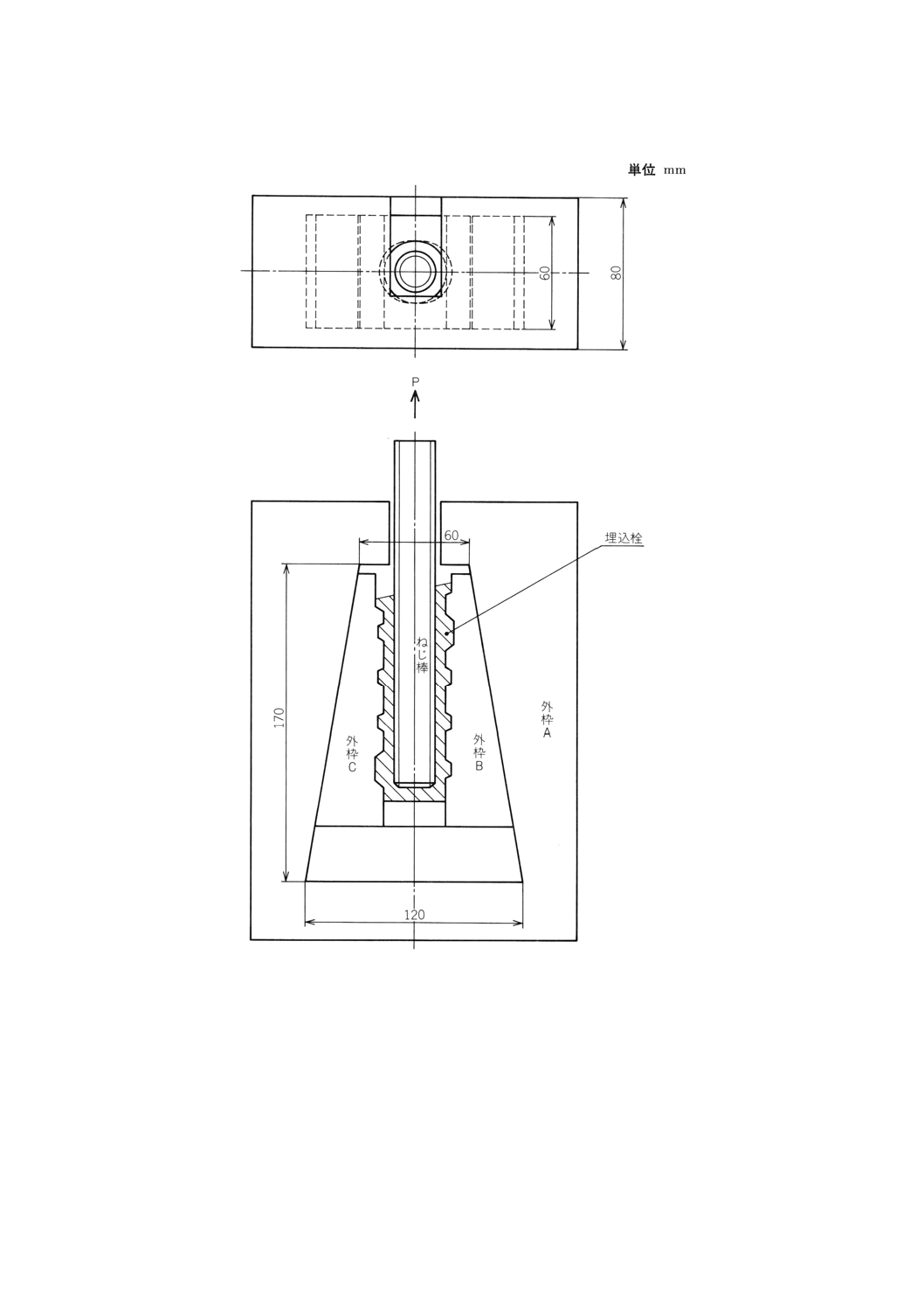
10.6.2 引抜抵抗力試験 埋込栓の引抜抵抗力試験は,付図38に示す試験装置に埋込栓を装着し,ねじ棒
に引抜力を徐々に加えて埋込栓の最大引抜抵抗力を測定する。この場合,埋込栓の内側面はグリースその
他の充てん材を適量塗布する。
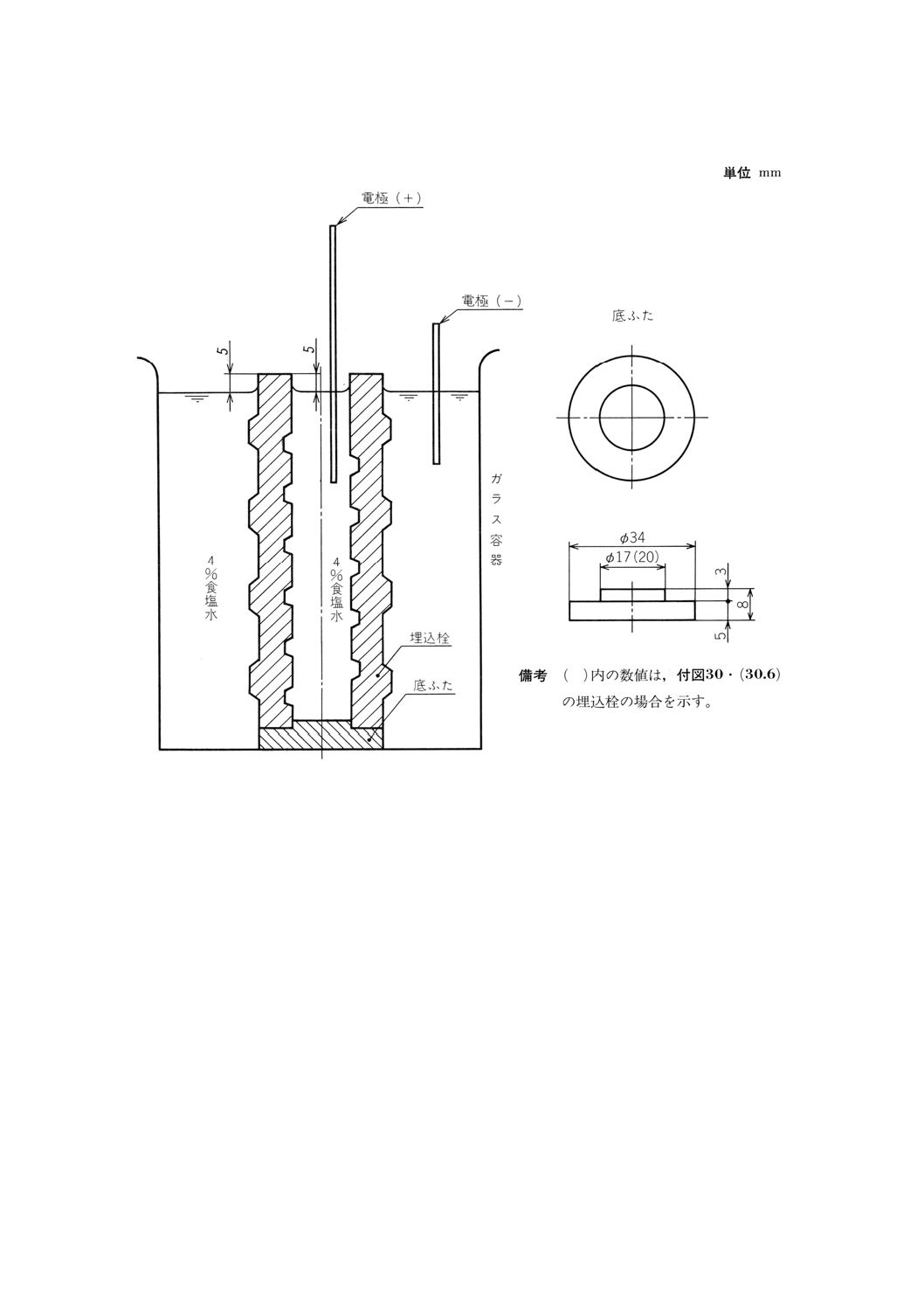
10.6.3 絶縁抵抗試験 埋込栓の絶縁抵抗試験は,付図39に示すとおり,底ふたを張り付けた常態及び煮
沸後の埋込栓を,ガラス容器中に直立させ,埋込栓のボルト穴中とガラス容器中の両食塩水間の絶縁抵抗
を,JIS K 6911の5.12.1に規定する方法によって測定する。
なお,この場合,埋込栓上面の食塩水上に露出させる部分は,ぬらしてはならない。
10.6.4 吸水率試験 埋込栓の吸水率試験は,10.3.4による。
11. 検査
11.1 板ばね
11.1.1 硬さ検査 板ばねの硬さ検査は,10.1.1によって試験を行い,5.1の規定に適合しなければならな
い。
11.1.2 形状及び寸法検査 板ばねの形状及び寸法検査は,直接測定,限界ゲージ,その他の方法によって
行い,6.の規定に適合しなければならない。
11.1.3 外観検査 板ばねの外観検査は,目視によって行い,7.1の規定に適合しなければならない。
11.1.4 付着量検査 板ばねの溶融亜鉛めっきの付着量検査は,10.1.2によって試験を行い,9.1.6(4)の規定
に適合しなければならない。
11.2 締結ボルト,ナット,アンカープレート,座金,ばね押さえ鋼管及び軌間調整金具
11.2.1 形状及び寸法検査 締結ボルト,ナット,アンカープレート,座金,ばね押さえ鋼管及び軌間調整
金具の形状及び寸法検査は,直接測定,限界ゲージ,その他の方法によって行い,6.の規定に適合しなけ
ればならない。
11.2.2 外観検査 締結ボルト,ナット,アンカープレート,座金,ばね押さえ鋼管及び軌間調整金具の外
観検査は,目視によって行い,7.2〜7.5の規定に適合しなければならない。
11.2.3 付着量検査 締結ボルト,ナット,アンカープレート,座金,ばね押さえ鋼管及び軌間調整金具の
溶融亜鉛めっきの付着量検査は,10.2によって試験を行い,9.2〜9.6の規定に適合しなければならない。
11.3 ばね受台
11.3.1 圧縮強さ検査 ばね受台の圧縮強さ検査は,10.3.2によって試験を行い,5.2の規定に適合しなけ
ればならない。
11.3.2 絶縁抵抗検査 ばね受台の絶縁抵抗検査は,10.3.3によって試験を行い,5.2の規定に適合しなけ
ればならない。
11.3.3 吸水率検査 ばね受台の吸水率検査は,10.3.4によって試験を行い,5.2の規定に適合しなければ
ならない。
11.3.4 形状及び寸法検査 ばね受台の形状及び寸法検査は,直接測定,限界ゲージ,その他の方法によっ
て行い,6.の規定に適合しなければならない。
11.3.5 外観検査 ばね受台の外観検査は,目視によって行い,7.6の規定に適合しなければならない。
11.4 絶縁カラー
11.4.1 圧縮強さ検査 絶縁カラーの圧縮強さ検査は,10.4.2によって試験を行い,5.3の規定に適合しな
ければならない。
9
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.4.2 絶縁抵抗検査 絶縁カラーの絶縁抵抗検査は,10.4.3によって試験を行い,5.3の規定に適合しな
ければならない。
11.4.3 吸水率検査 絶縁カラーの吸水率検査は,10.4.4によって試験を行い,5.3の規定に適合しなけれ
ばならない。
11.4.4 形状及び寸法検査 絶縁カラーの形状及び寸法検査は,直接測定,限界ゲージ,その他の方法によ
って行い,6.の規定に適合しなければならない。
11.4.5 外観検査 絶縁カラーの外観検査は,目視によって行い,7.6の規定に適合しなければならない。
11.5 受栓
115.1 引張強さ検査 受栓の引張強さ検査は,10.5.2によって試験を行い,5.4の規定に適合しなければな
らない。
11.5.2 圧縮強さ検査 受栓の圧縮強さ検査は,10.5.3によって試験を行い,5.4の規定に適合しなければ
ならない。
11.5.3 絶縁抵抗検査 受栓の絶縁抵抗検査は,10.5.4によって試験を行い,5.4の規定に適合しなければ
ならない。
11.5.4 吸水率検査 受栓の吸水率検査は,10.5.5によって試験を行い,5.4の規定に適合しなければなら
ない。
11.5.5 形状及び寸法検査 受栓の形状及び寸法検査は,直接測定,限界ゲージ,その他の方法によって行
い,6.の規定に適合しなければならない。
11.5.6 外観検査 受栓の外観検査は,目視によって行い,7.7の規定に適合しなければならない。
11.6 埋込栓
11.6.1 引抜抵抗力検査 埋込栓の引抜抵抗力検査は,10.6.2によって試験を行い,5.5の規定に適合しな
ければならない。
11.6.2 絶縁抵抗検査 埋込栓の絶縁抵抗検査は10.6.3によって試験を行い,5.5の規定に適合しなければ
ならない。
11.6.3 吸水率検査 埋込栓の吸水率検査は,10.6.4によって試験を行い,5.5の規定に適合しなければな
らない。
11.6.4 形状及び寸法検査 埋込栓の形状及び寸法検査は,直接測定,限界ゲージ,その他の方法によって
行い,6.の規定に適合しなければならない。
11.6.5 外観検査 埋込栓の外観検査は,目視によって行い,7.7の規定に適合しなければならない。
11.7 埋込カラー
11.7.1 形状及び寸法検査 埋込カラーの形状及び寸法検査は,直接測定,限界ゲージ,その他の方法によ
って行い,6.の規定に適合しなければならない。
11.7.2 外観検査 埋込カラーの外観検査は,目視によって行い,7.8の規定に適合しなければならない。
11.8 ゴム栓
11.8.1 形状及び寸法検査 ゴム栓の形状及び寸法検査は,直接測定,限界ゲージ,その他の方法によって
行い,6.の規定に適合しなければならない。
11.8.2 外観検査 ゴム栓の外観検査は,目視によって行い,7.9の規定に適合しなければならない。
12. 包装 製品は,取扱いに支障がないように部品ごとに包装する。ただし,F1形及びJ形の締結ボルト
は,ナットをはめて包装する。
10
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13. 製品の呼び方 締結装置の呼び方は,製品の名称,種類又は記号,及び部品名による。
例1. レール締結装置 5形50kgNレール用 板ばね
例2. レール締結装置 5形50 板ばね
14. 表示
14.1 製品の表示 製品には,使用状態での上面の端末付近に,次の事項を刻印又は浮出しで表示する。
ただし,F1形及びJ形の締結ボルトの場合はナットに,埋込栓の場合は筒部の外側に表示してもよい。ま
た,座金についてはこの表示を省略してもよい。
(1) 製造業者名又はその略号
(2) 製造年の略号(西暦年号の末尾2けた)
(3) 付図に種別を指定した場合は,種別又はその略号
14.2 包装の表示 包装には,次の事項を表示する。
(1) 名称
(2) 種類又は記号
(3) 部品名
(4) 数量
(5) 製造業者名又はその略号
(6) 製造年又はその略号
付表1 引用規格
JIS B 0205 メートル並目ねじ
JIS B 0209 メートル並目ねじの許容限界寸法及び公差
JIS B 6913 鋼の焼入焼戻し加工
JIS E 1001 鉄道線路用語
JIS E 1117 緩衝用軌道パッド
JIS E 1201 プレテンション式PCまくらぎ
JIS E 1202 ポストテンション式PCまくらぎ
JIS G 3101 一般構造用圧延鋼材
JIS G 3461 ボイラ・熱交換器用炭素鋼鋼管
JIS G 4801 ばね鋼鋼材
JIS G 5502 球状黒鉛鋳鉄品
JIS H 0401 溶融亜鉛めっき試験方法
JIS H 2107 亜鉛地金
JIS H 8641 溶融亜鉛めっき
JIS H 9124 溶融亜鉛めっき作業標準
JIS K 6719 ポリカーボネート成形材料
JIS K 6811 ポリアミド樹脂(ナイロン6, 66)板及び棒の寸法
JIS K 6911 熱硬化性プラスチック一般試験方法
JIS K 6919 繊維強化プラスチック用液状不飽和ポリエステル樹脂
11
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 6921-1 プラスチック−ポリプロピレン (PP) 成形用及び押出用材料−第1部:呼び方のシステ
ム及び仕様表記の基礎
JIS K 6922-1 プラスチック−ポリエチレン (PE) 成形用及び押出用材料−第1部:呼び方のシステム
及び仕様表記の基礎
JIS Z 2243 ブリネル硬さ試験方法
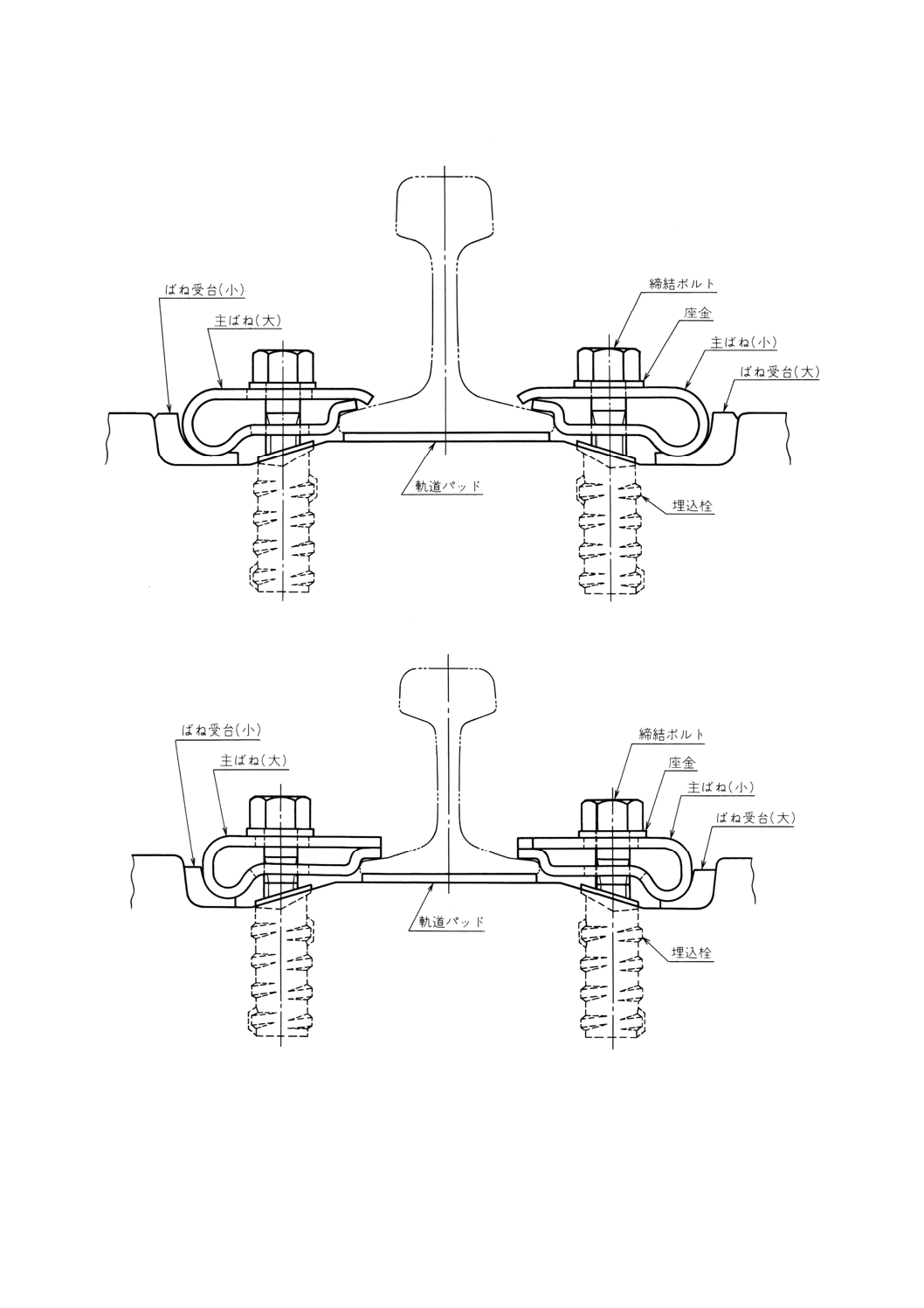
付図1 5形50
12
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
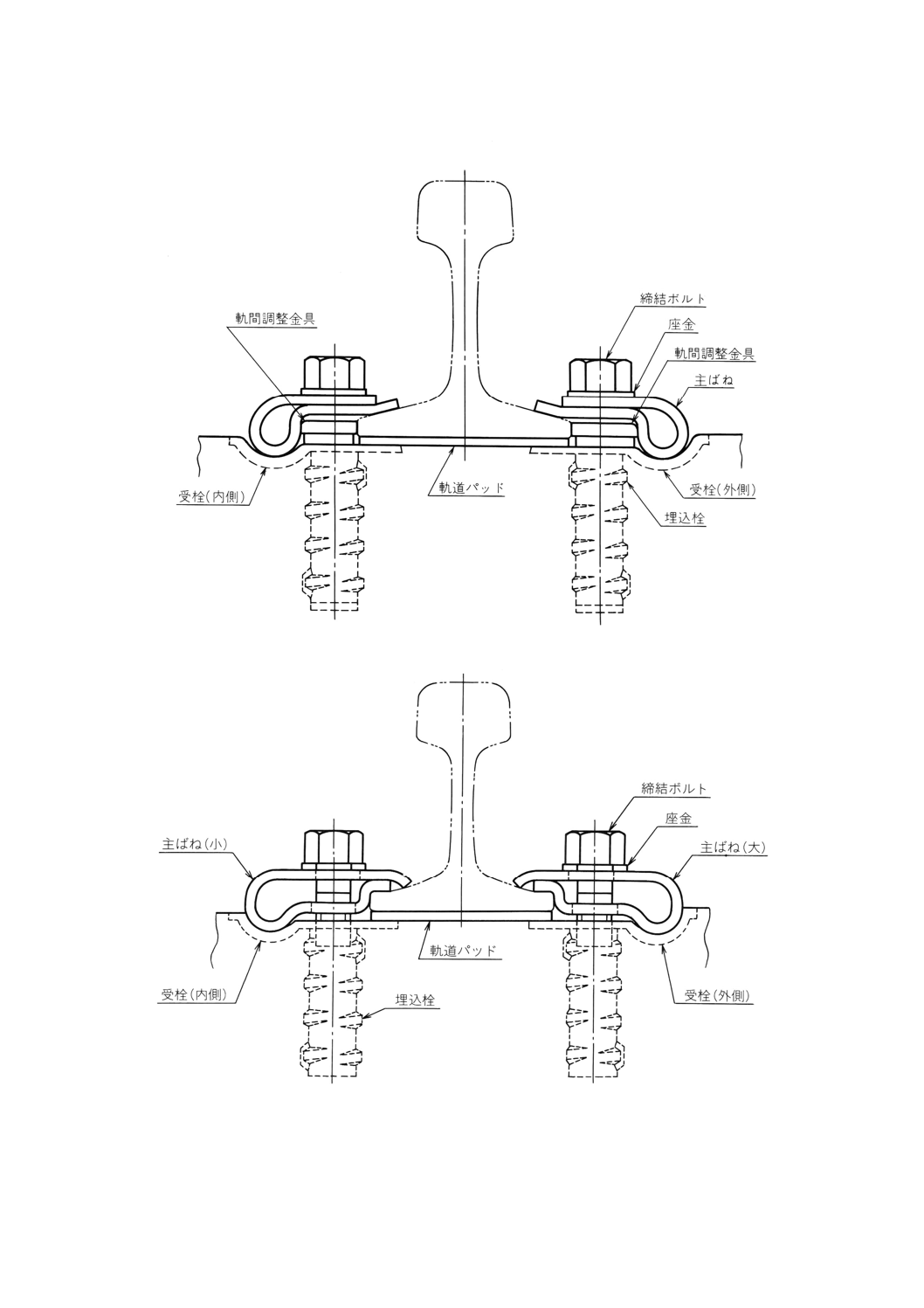
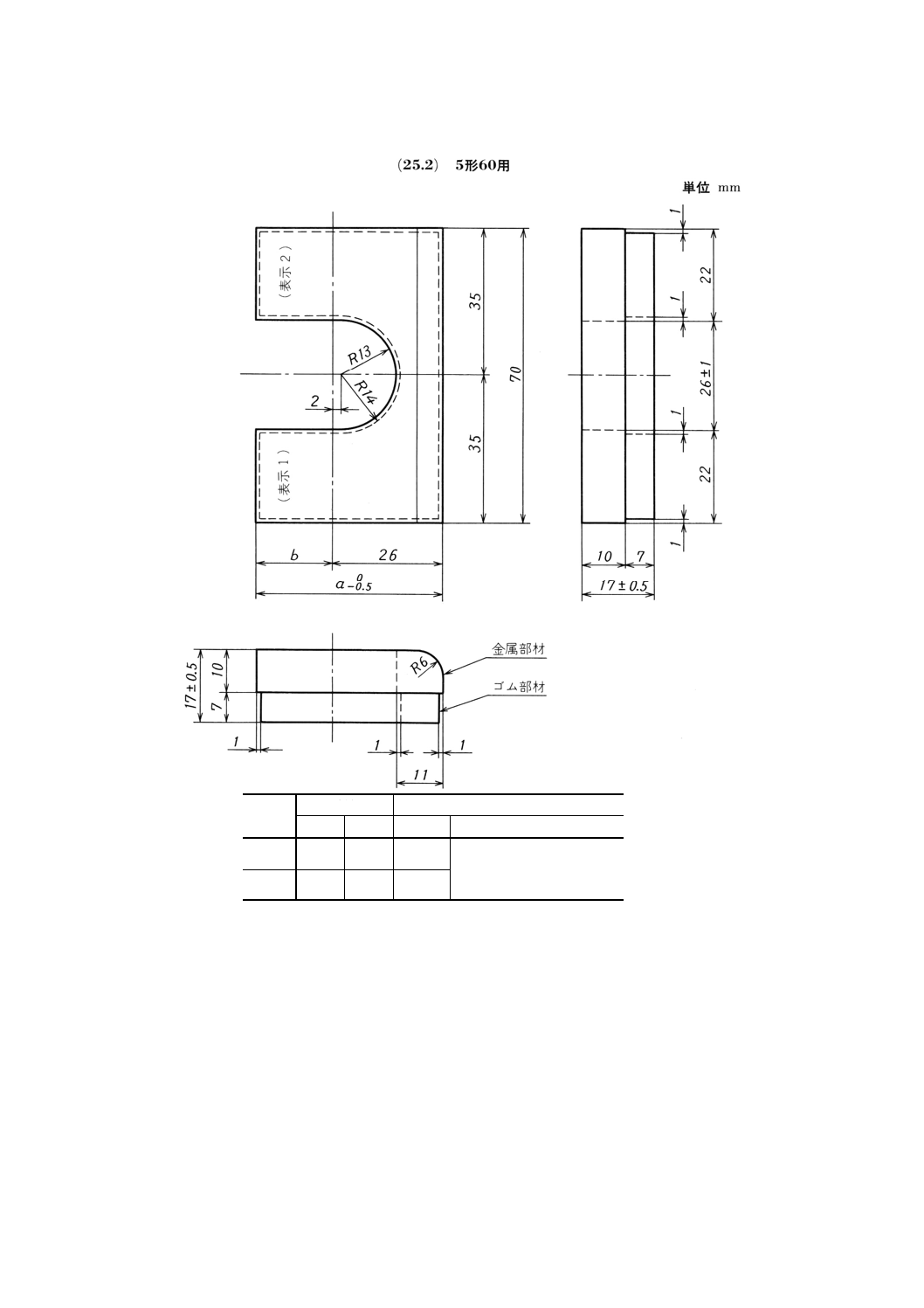
付図2 5形60
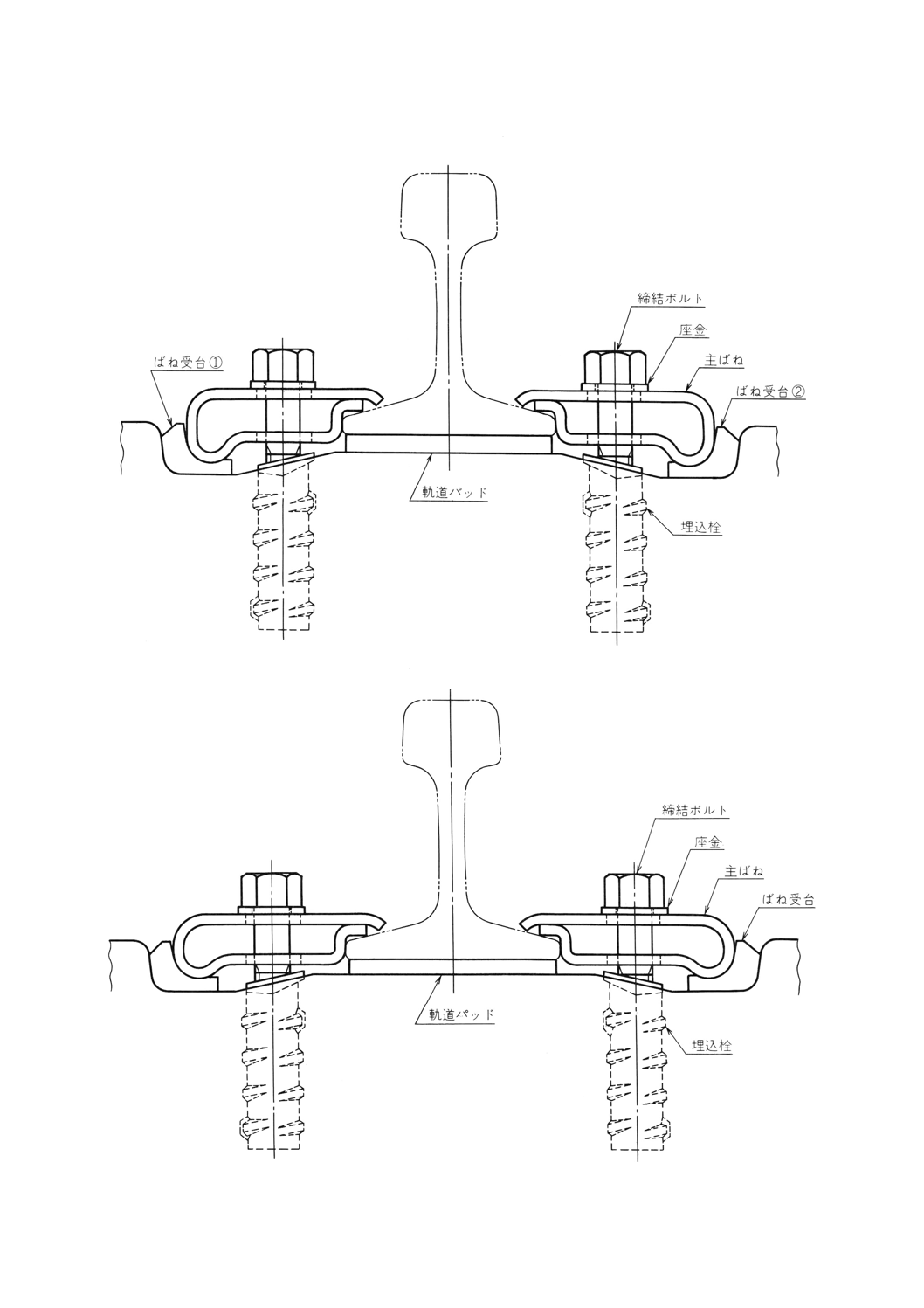
付図3 5N形50
13
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
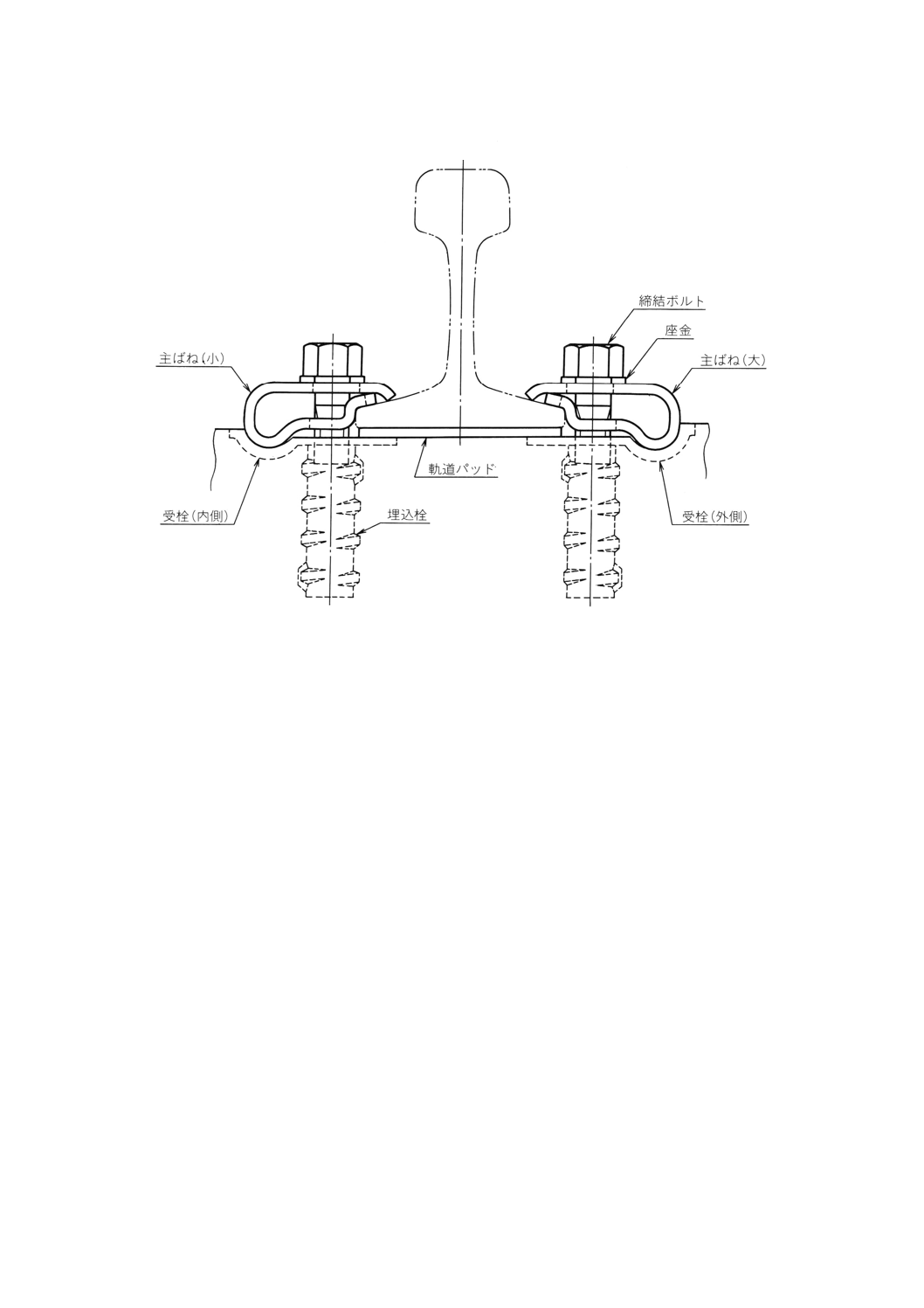
付図4 5N形60
14
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
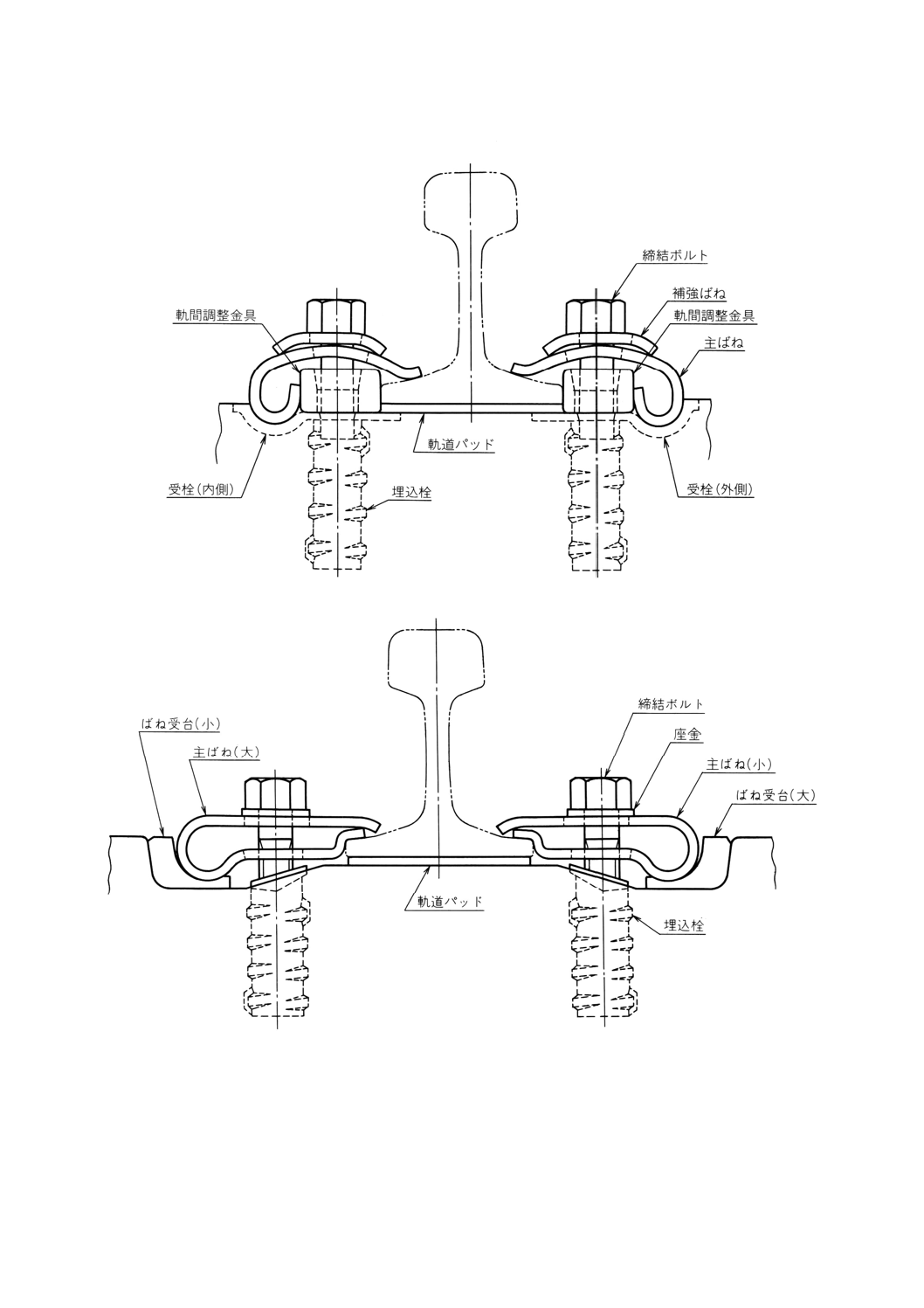
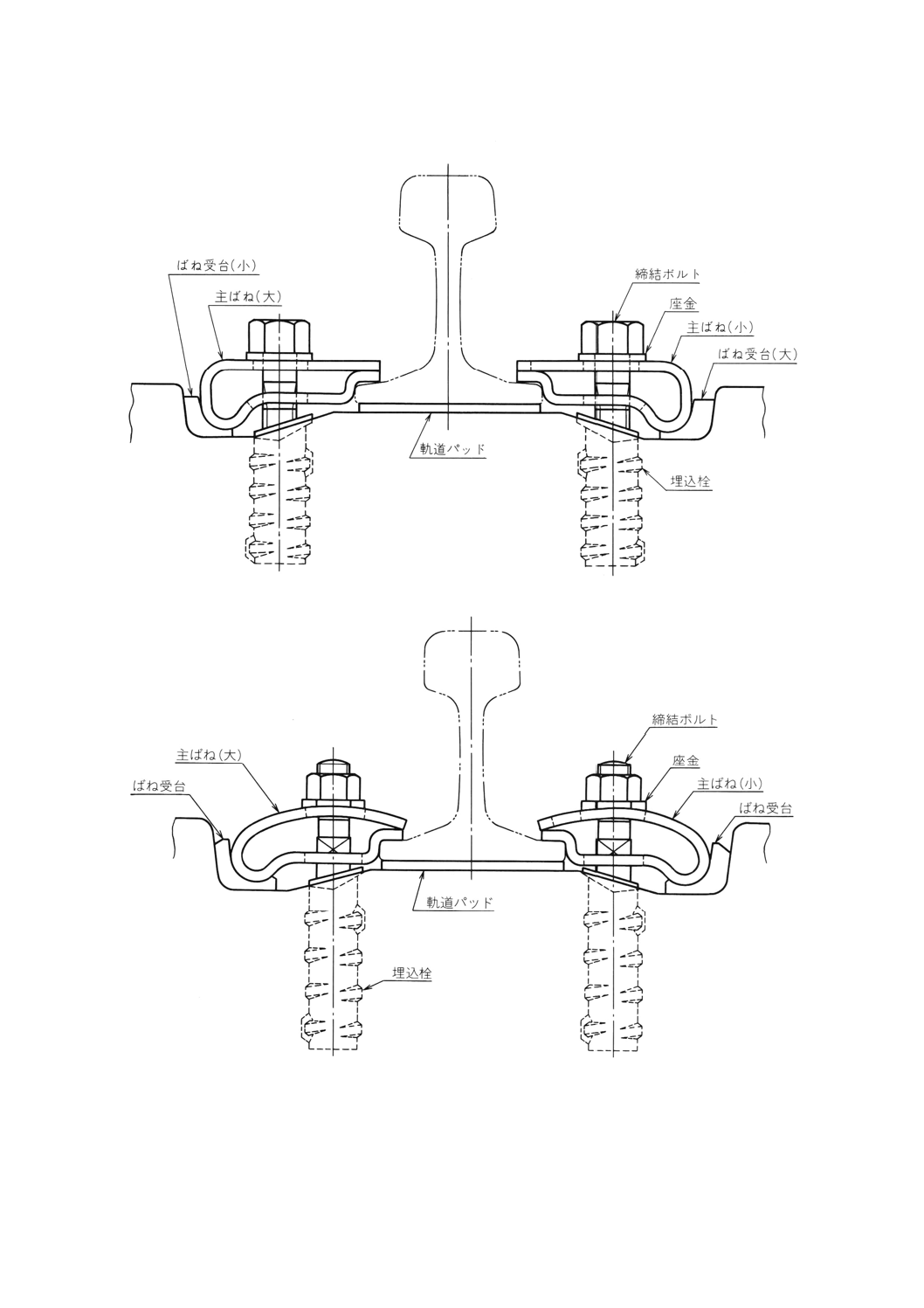
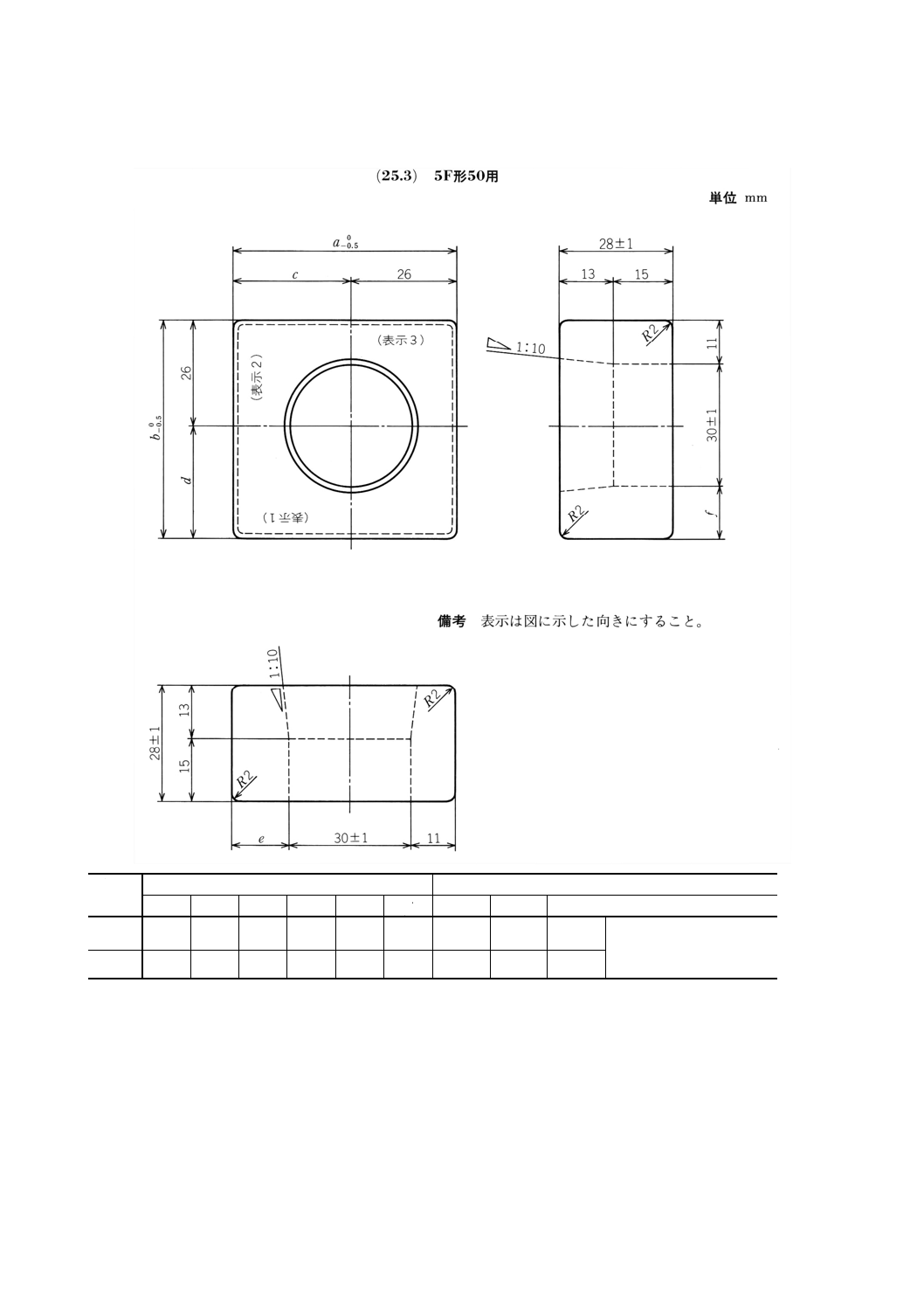
付図5 5F形50
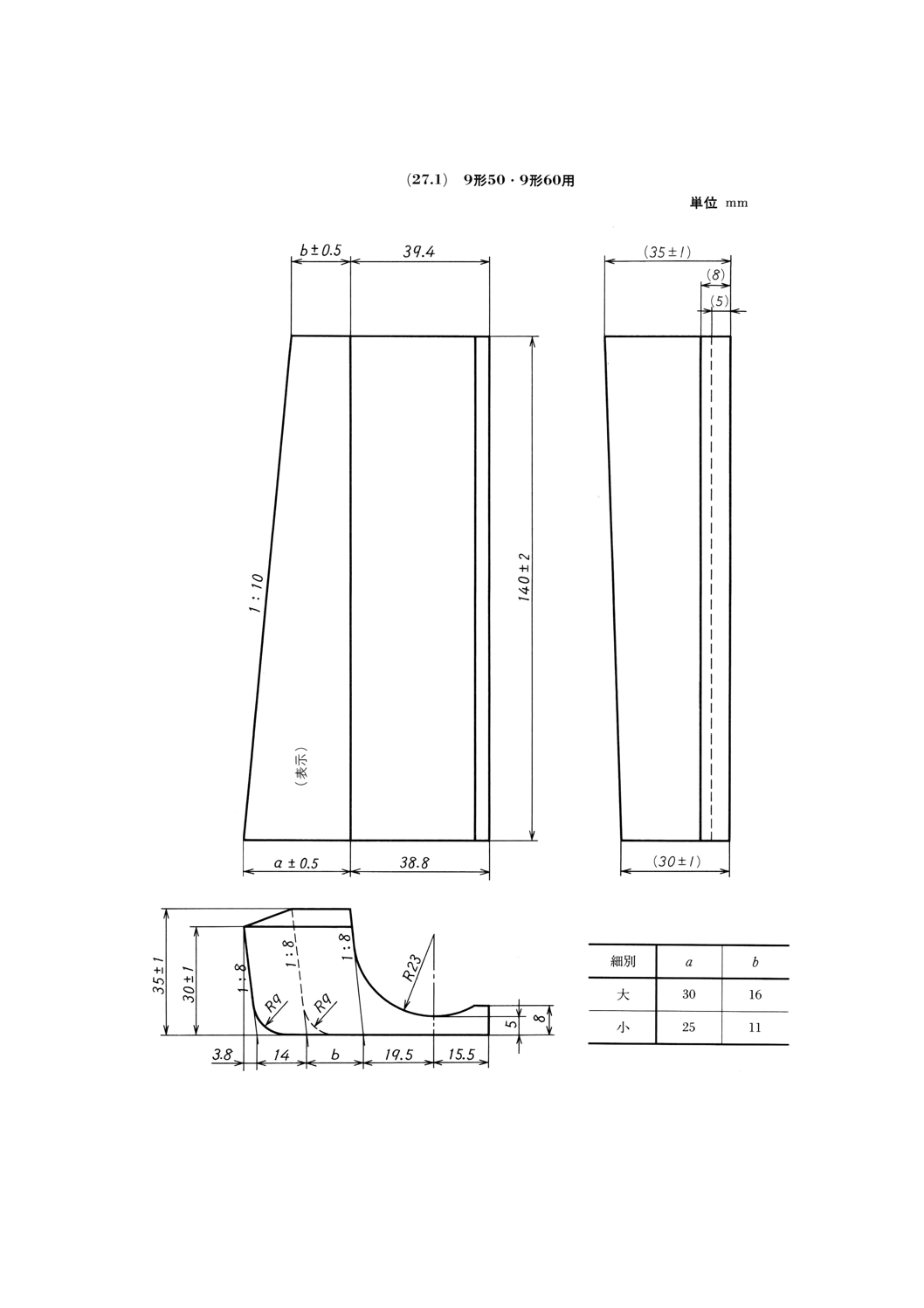
付図6 9形50
15
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図7 9形60
付図8 10形40
16
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
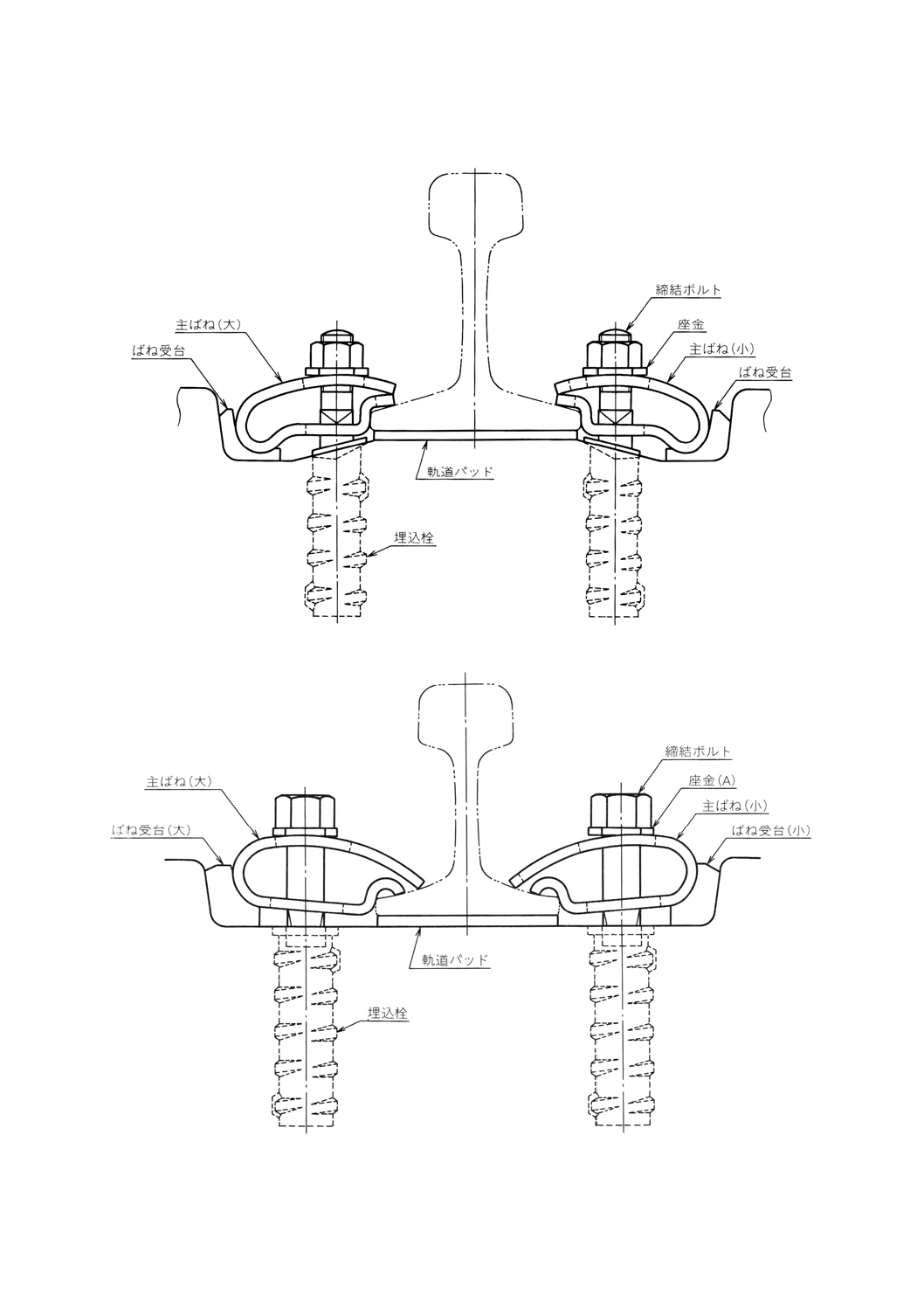
付図9 10形50
付図10 F1形50
17
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図11 F1形60
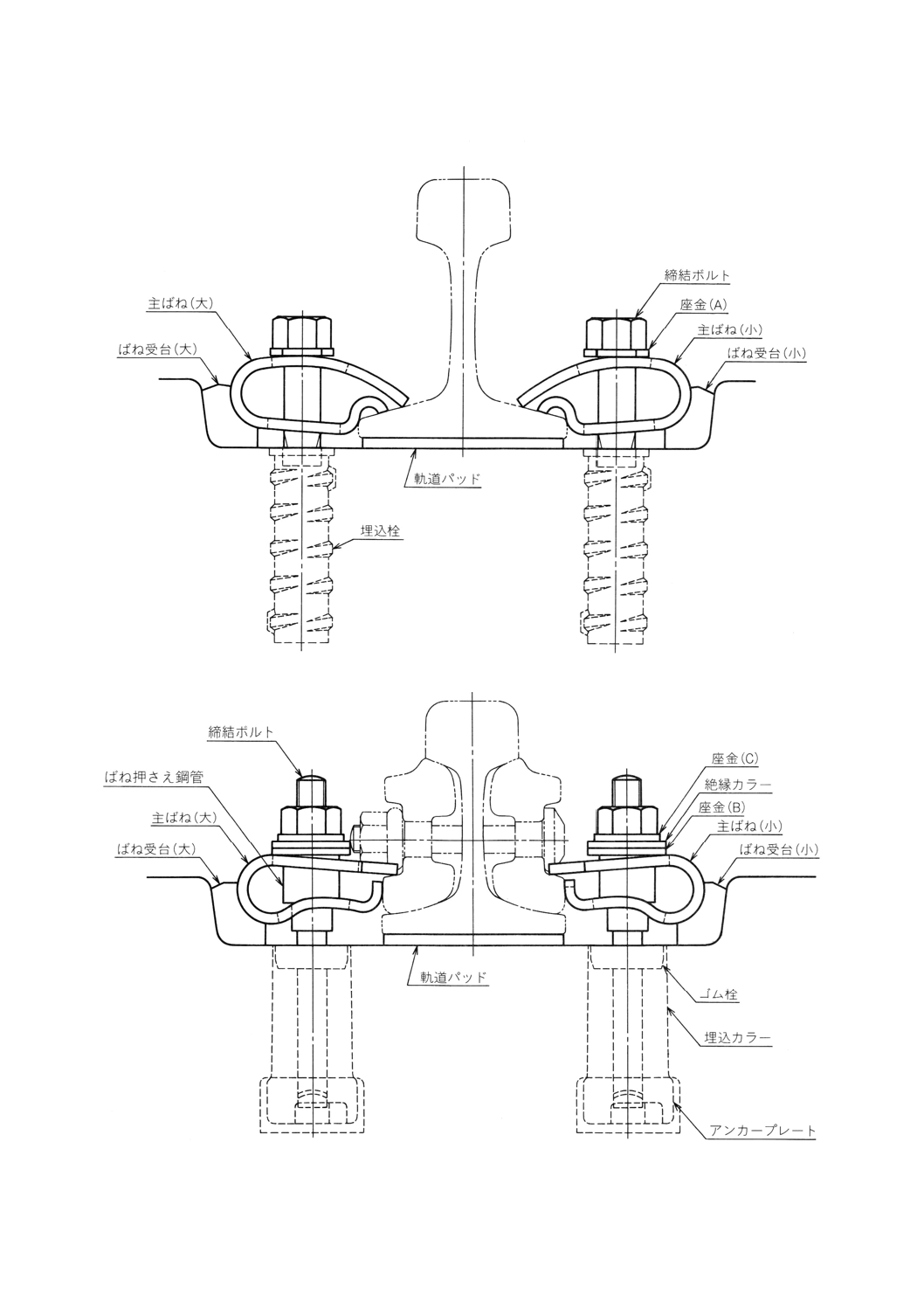
付図12 C形50・S形50
18
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図13 C形60・S形60
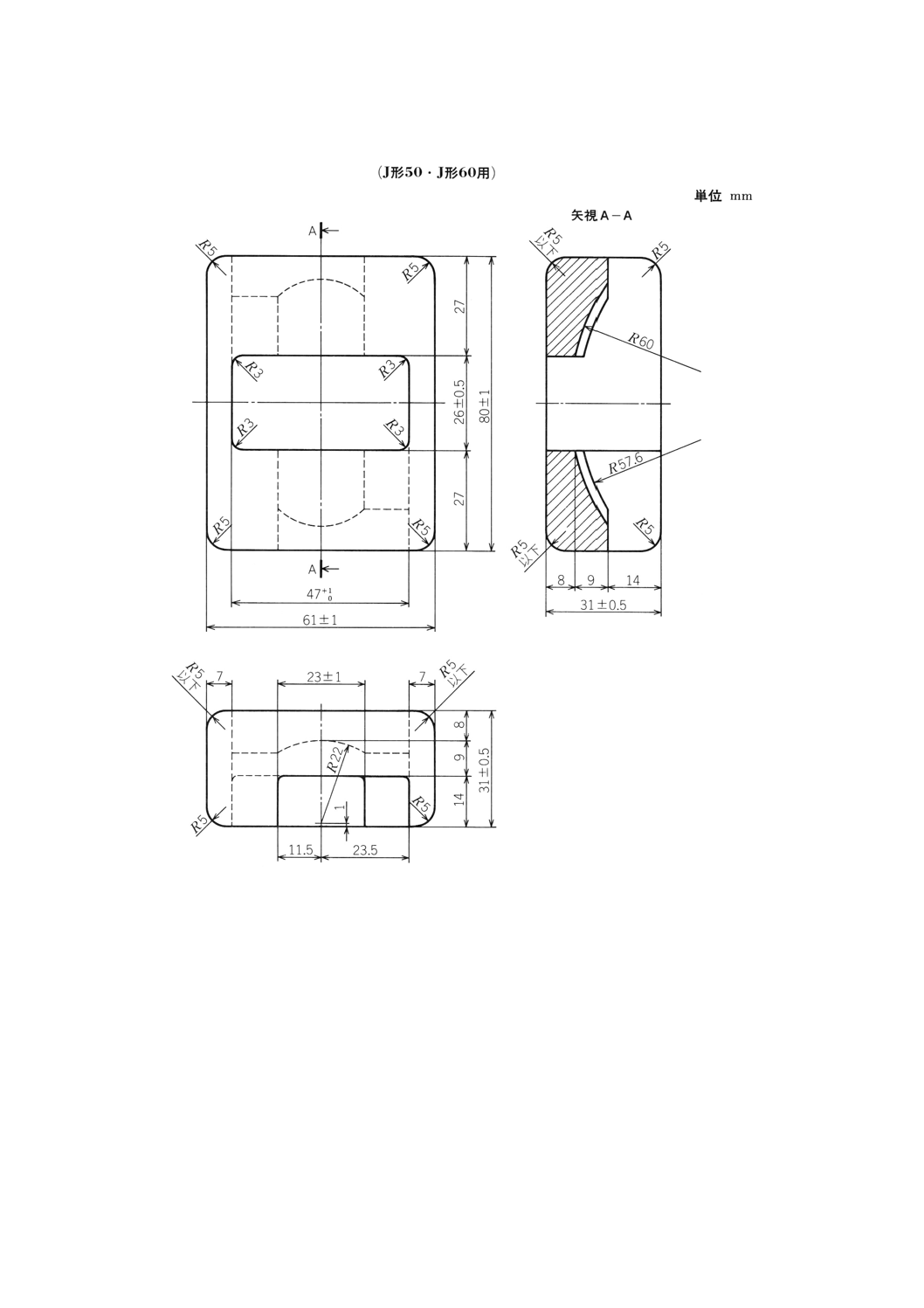
付図14 J形50
19
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図15 J形60
付図16 102形7
20
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図17 102形12
付図18 高速形
21
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図19 主ばね
細別
L1
L2
L3
L4
L5
細別の略号
大
114.5 39.5
28
88
102
L
小
111.5 36.5
25
85
99
S
細別
L1
L2
L3
L4
L5
細別の略号
大
104.5 29.5
19
79
93
L
小
101.5 26.5
16
76
90
S
22
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図19(続き)
細別
L1
L2
L3
L4
L5
細別の略号
大
137.5 57.5 49
114
128
50L
小 135
55
46.5 111.5 125.5
50S
細別
L1
L2
L3
L4
L5
細別の略号
大
128.5 48.5 40
105
119
60L
小 126
46
37.5 102.5 116.5
60S
23
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図19(続き)
細別
L1
L2
L3
L4
L5
細別の略号
大
119.5 66.5
54
107
121.5
40L
小
114.5 61.5
49
102
116.5
40S
細別
L1
L2
L3
L4
L5
細別の略号
大
119.5 66.5
51.5 104.5 121.5
50L
小
114.5 61.5
46.5 99.5 116.5
50S
24
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図19(続き)
細別
L1
L2
L3
L4
L5
細別の略号
大
118
107
52.5
102
13.5
L
小
114
92
48.5
98
12.5
S
細別
L1
L2
L3
L4
L5
細別の略号
大
109
132.5 52.5
93
10.3
L
小
105 122
48.5
89
11.3
S
25
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図19(続き)
細別
L1
L2
L3
L4
細別の略号
大
132
47
98.5
10
50L
小
129
44
95.5
8
50S
細別
L1
L2
L3
L4
L5
L6
細別の略号
大
50
11
123
38
89.5
5
60L
小
48
9
120
35
86.5
2
60S
26
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図19(続き)
細別
L1
L2
L3
L4
細別の略号
大
108
56.5
98.5 10
50L
小
105
53.5
95.5
8.25
50S
細別
L1
L2
L3
L4
細別の略号
大
97
45.5
25.5
88.5
60L
小
94
42.5
22.5
85.5
60S
27
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図19(続き)
細別の略号
7
細別の略号
12
28
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図19(続き)
付図20 補強ばね
29
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
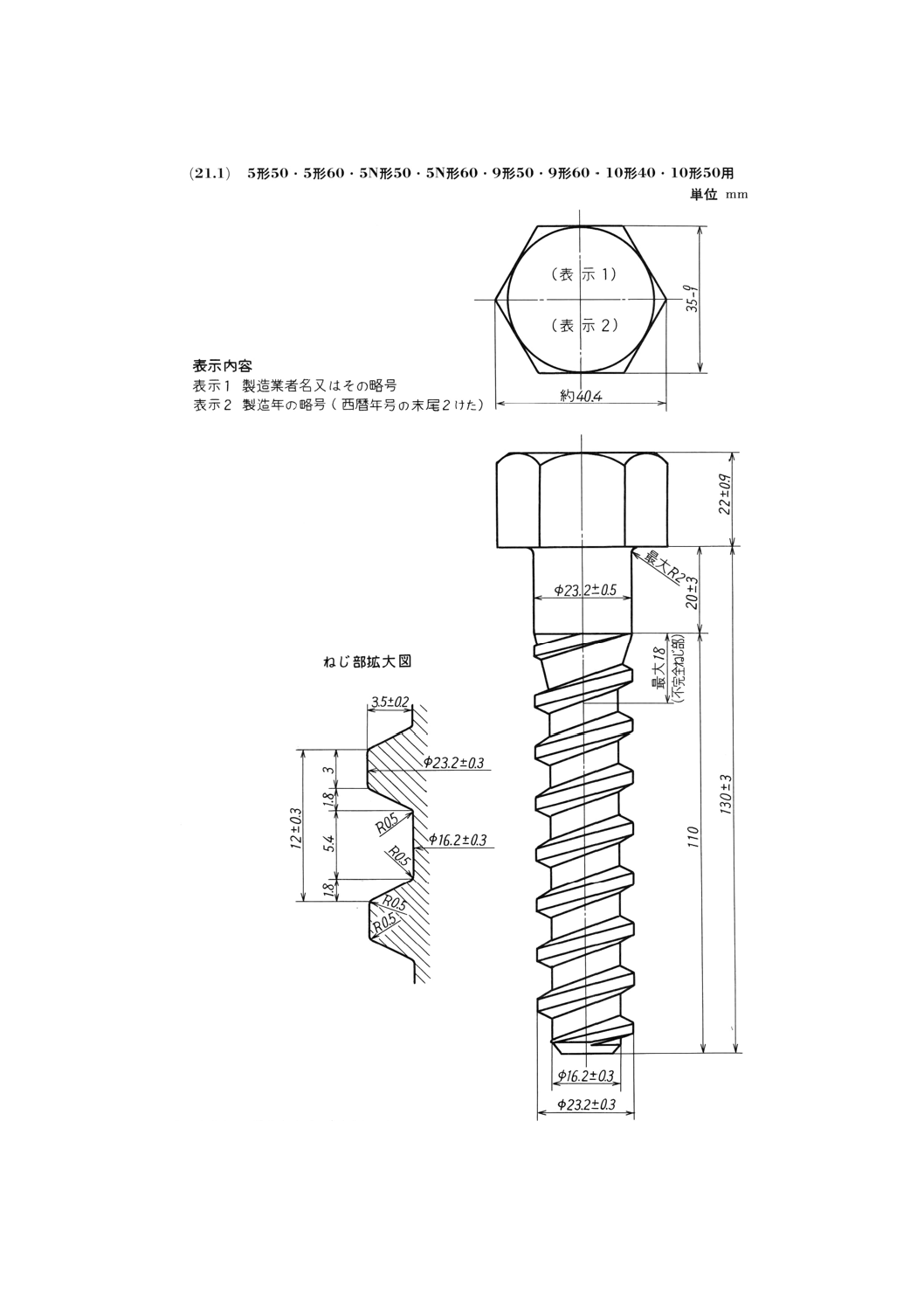
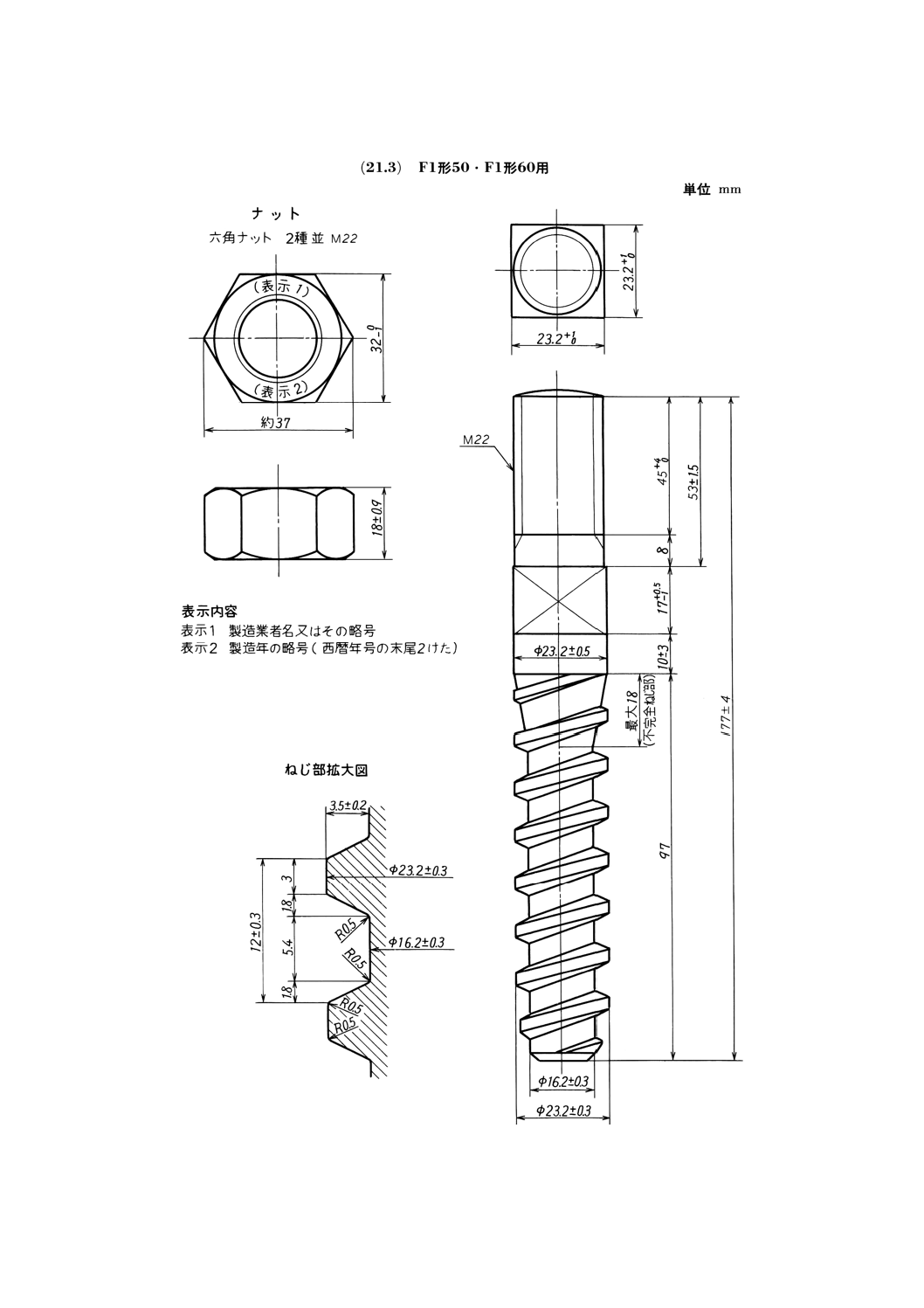
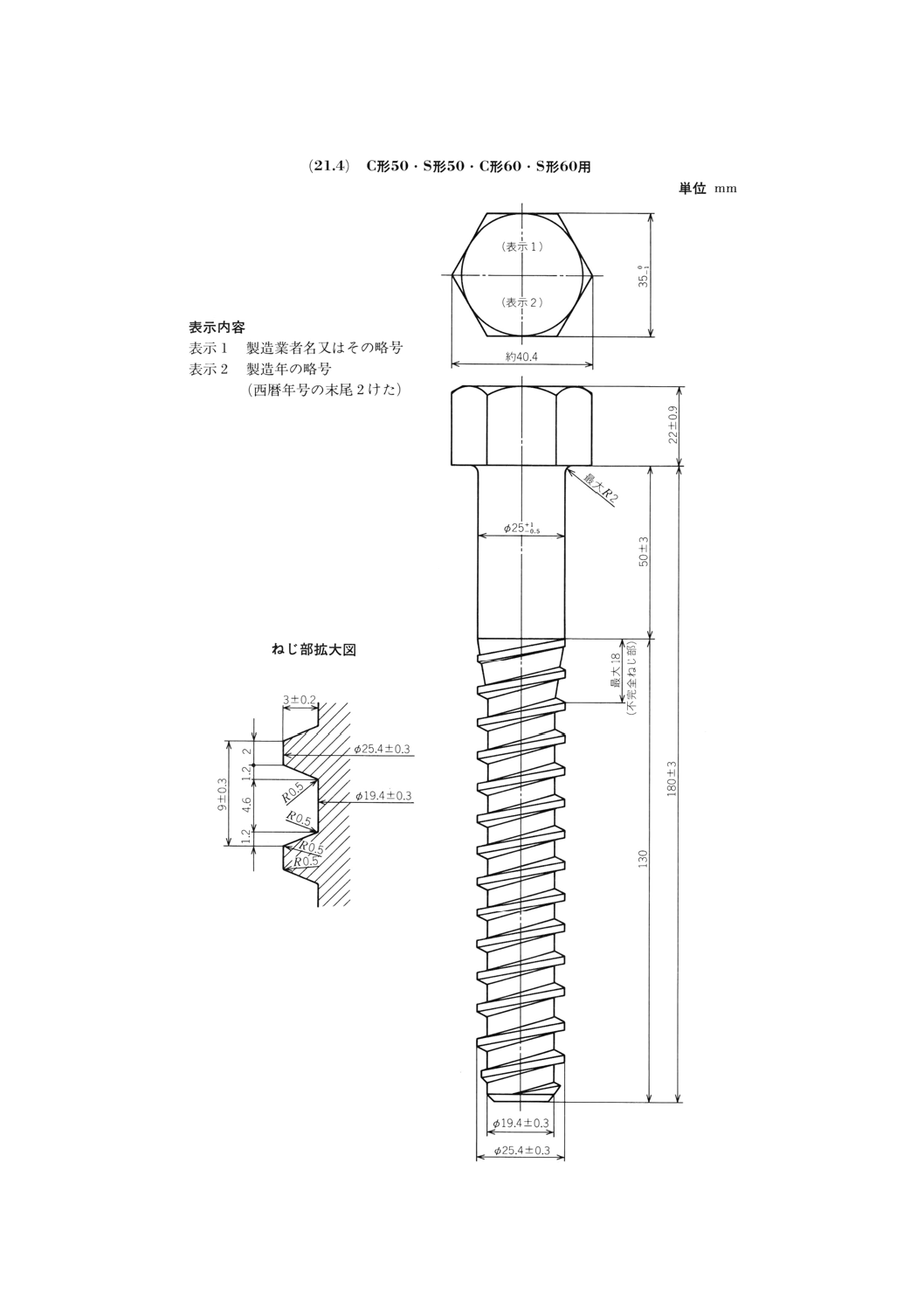
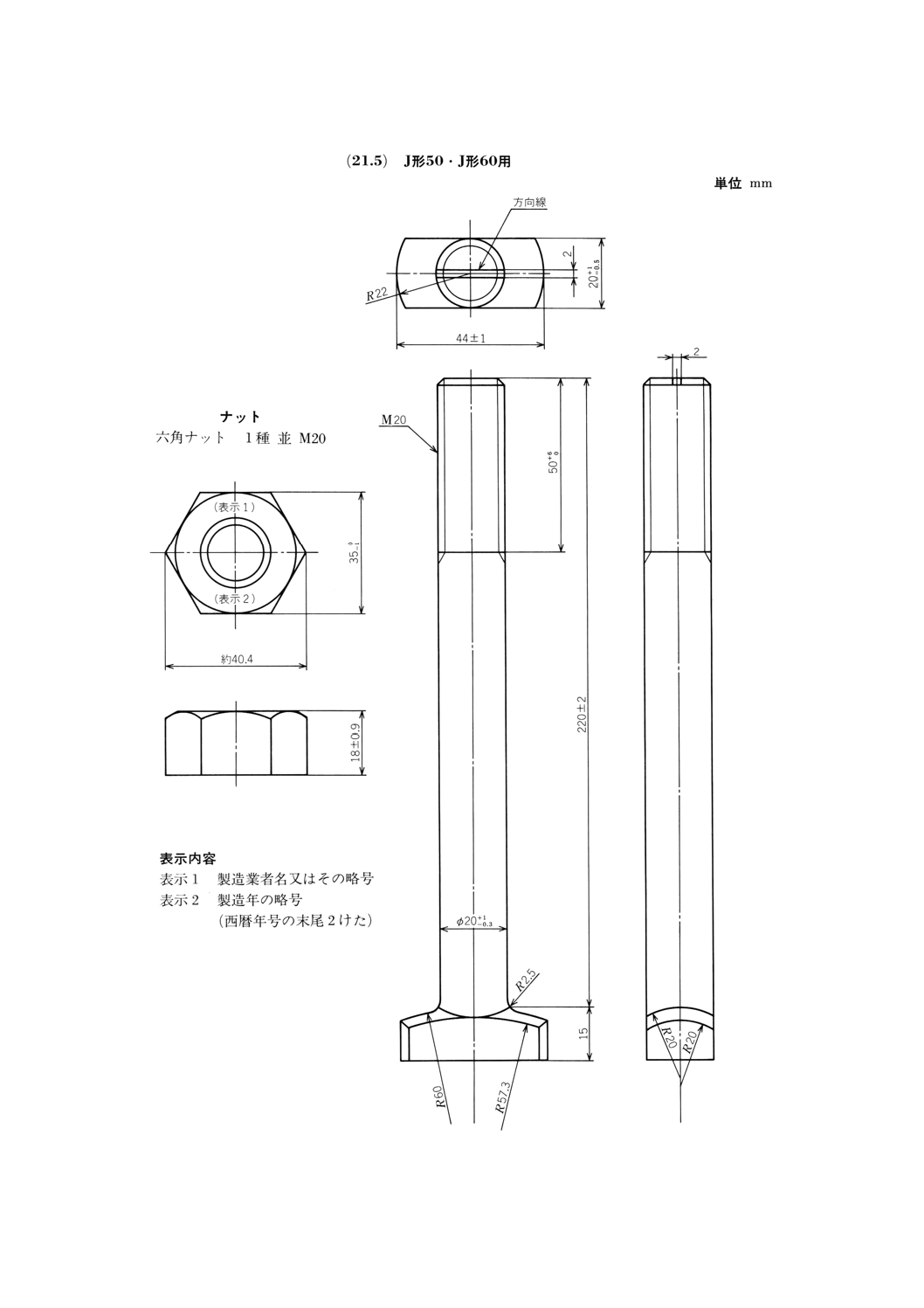
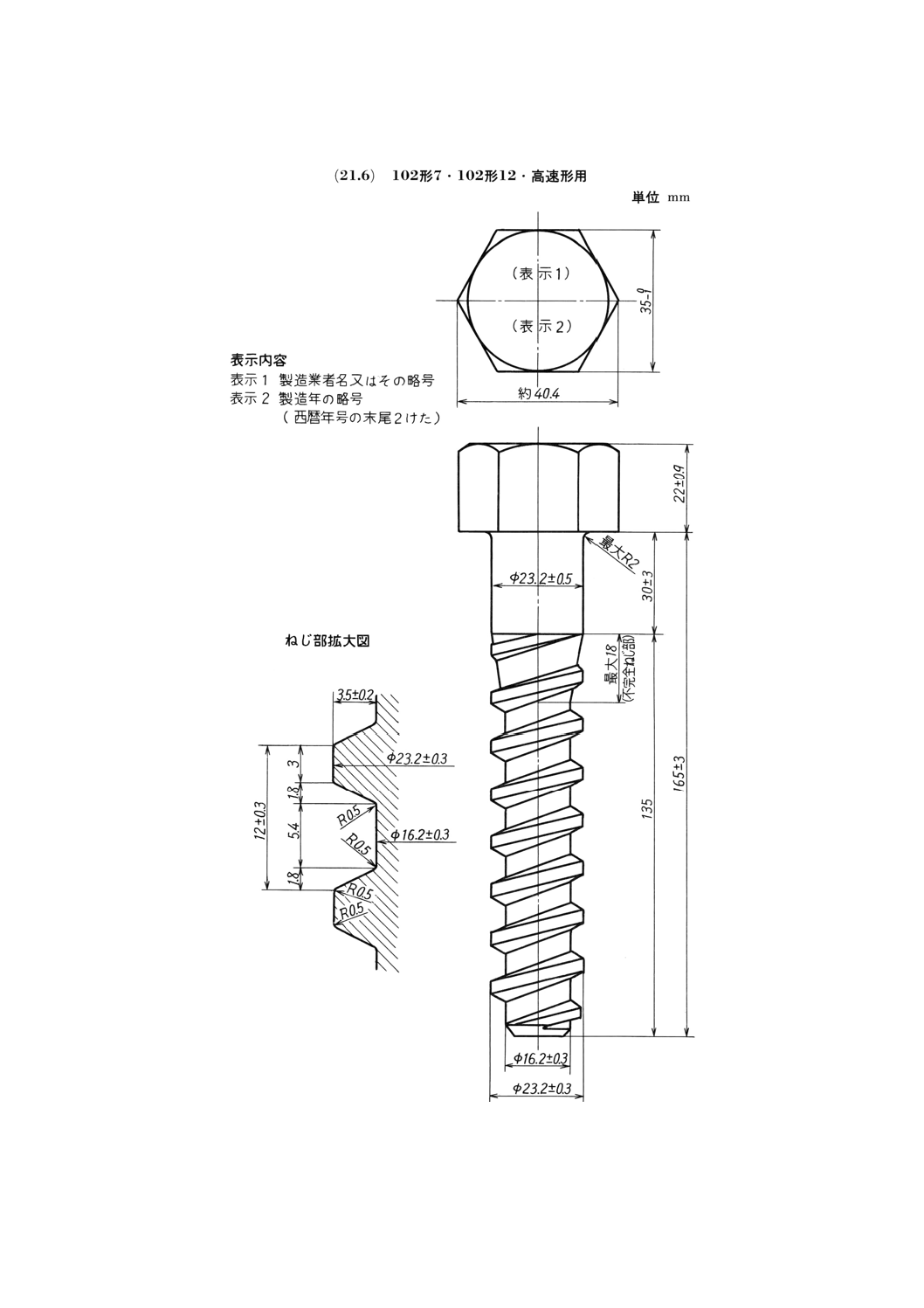
付図21 締結ボルト
備考 完全ねじ部全長におけるピッチの許容差は,±0.7とする。
30
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
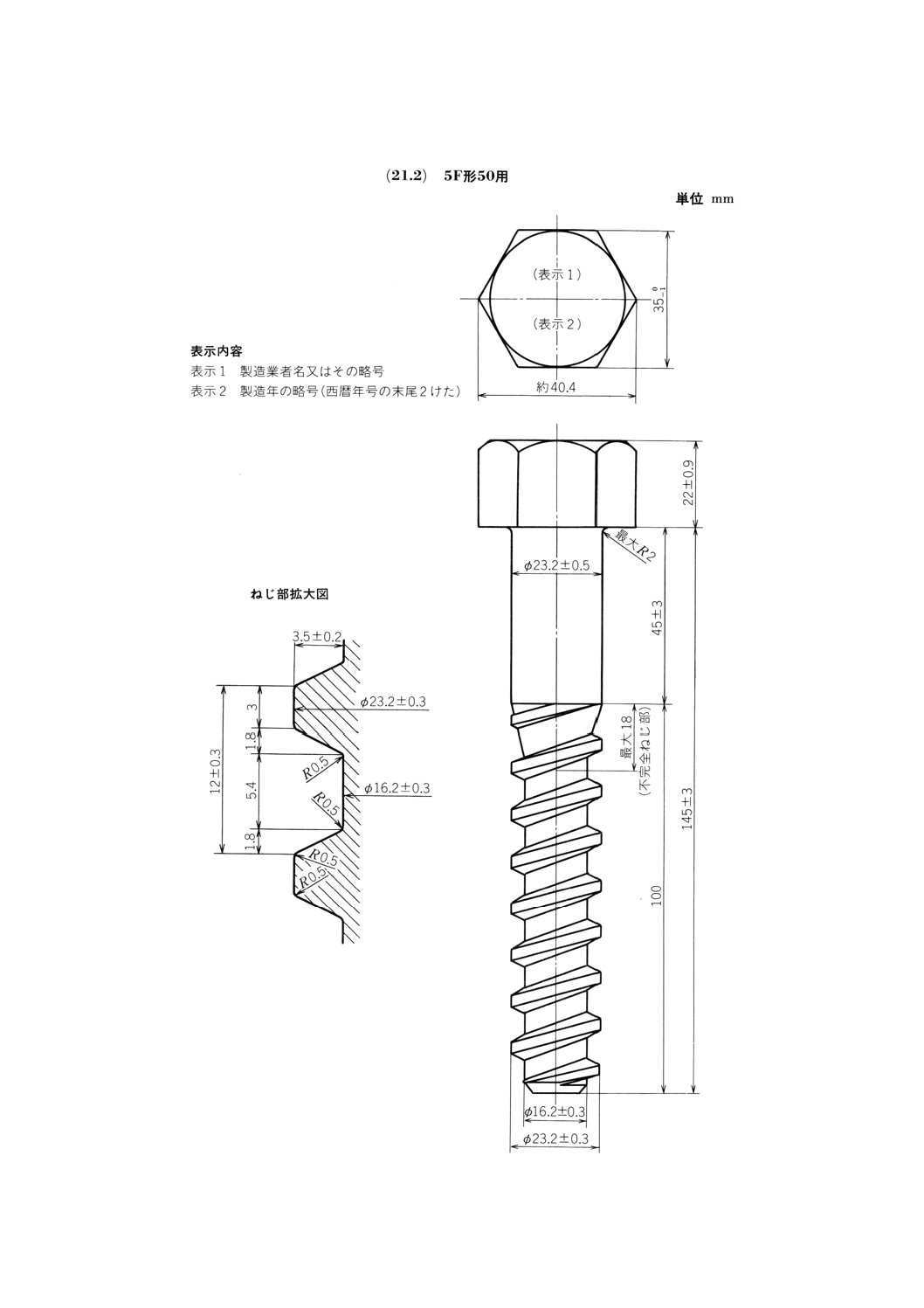
付図21(続き)
備考 完全ねじ部全長におけるピッチの許容差は,±0.7とする。
31
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図21(続き)
備考 完全ねじ部全長におけるピッチの許容差は,±0.7とする。
32
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図21(続き)
備考 完全ねじ部全長におけるピッチの許容差は,±0.7とする。
33
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図21(続き)
34
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図21(続き)
備考 完全ねじ部全長におけるピッチの許容差は,±0.7とする。
35
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図22 アンカープレート
36
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
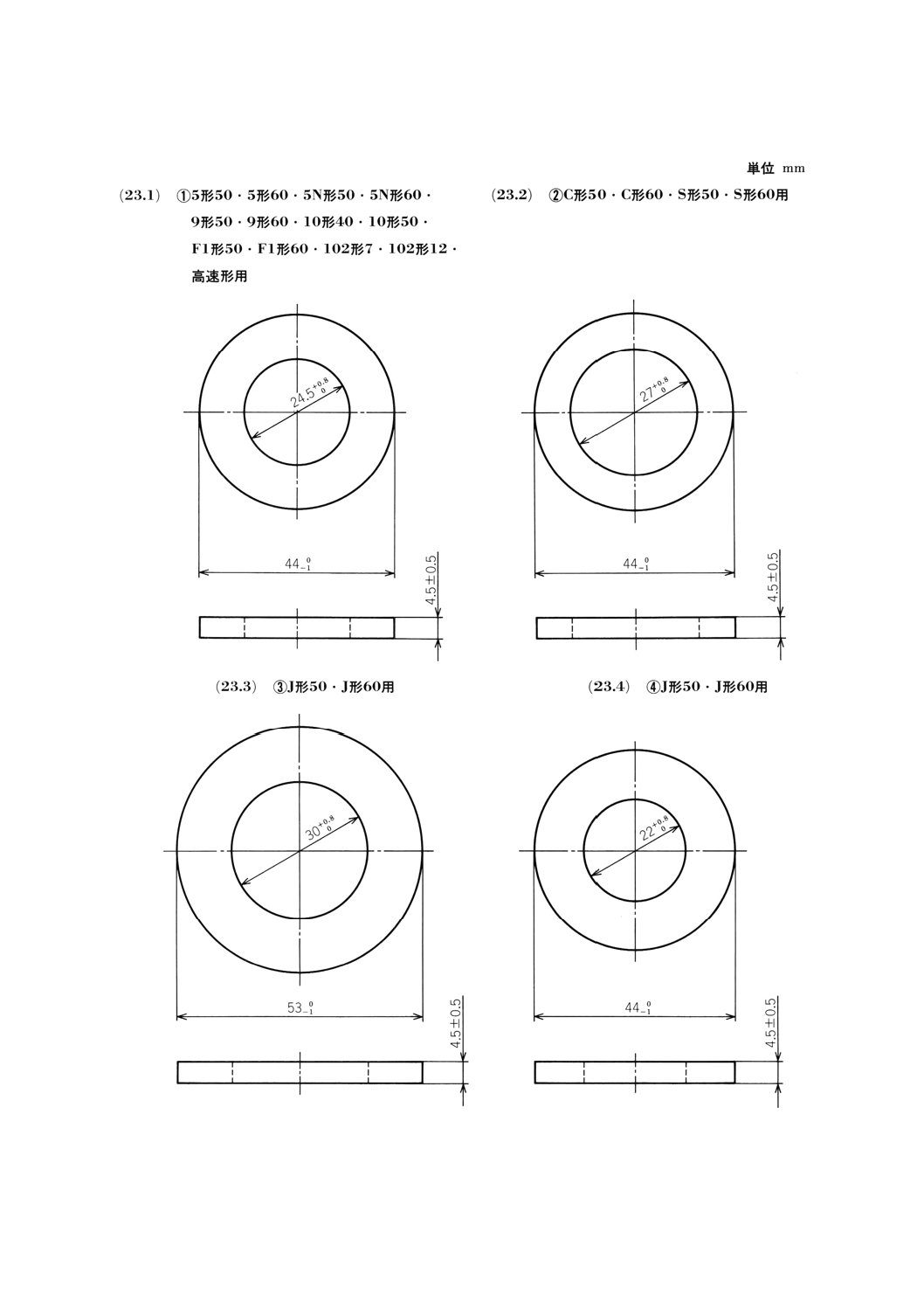
付図23 座金
37
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
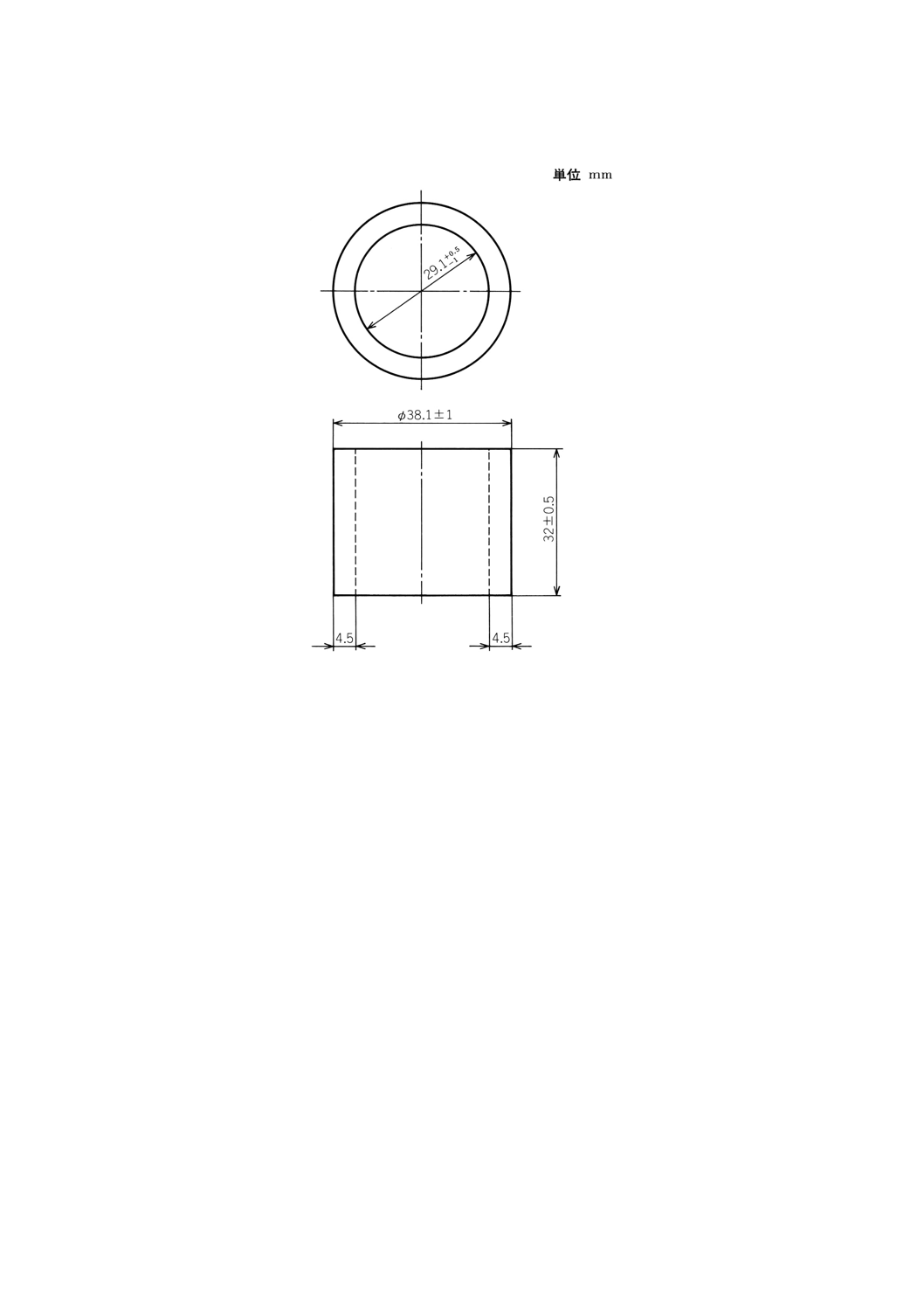
付図24 ばね押さえ鋼管
38
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
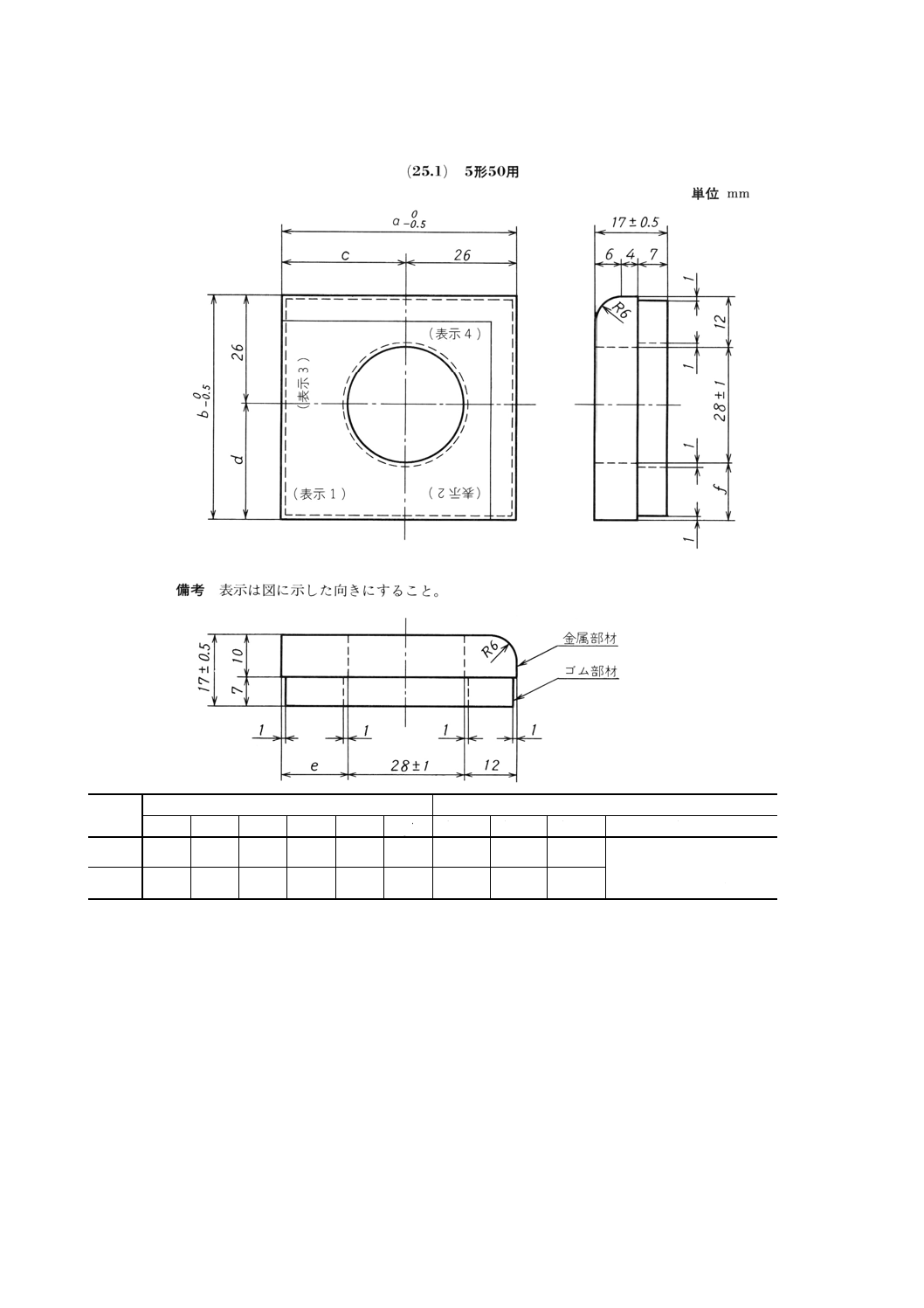
付図25 軌間調整金具
細別
寸法
表示内容
a
b
c
d
e
f
表示1
表示2
表示3
表示4
大
55.5
53.5
29.5
27.5
15.5
13.5
L
1
2
製造業者名又はその略
号,製造年の略号(西暦
年号の末尾2けた)
小
49.5
47.5
23.5
21.5
9.5
7.5
S
2
1
備考 寸法表示がないりょう角は,R2以下とする。
39
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図25(続き)
細別
寸法
表示内容
a
b
表示1
表示2
大
44
18
L
製造業者名又はその略
号,製造年の略号(西暦
年号の末尾2けた)
小
41
15
S
備考 寸法表示がないりょう角は,R2以下とする。
40
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図25(続き)
細別
寸法
表示内容
a
b
c
d
e
f
表示1
表示2
表示3
大
55.5
53.5
29.5
27.5
14.5
12.5
1
2
L
製造業者名又はその略
号,製造年の略号(西暦
年号の末尾2けた)
小
49.5
47.5
23.5
21.5
8.5
6.5
2
1
S
41
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
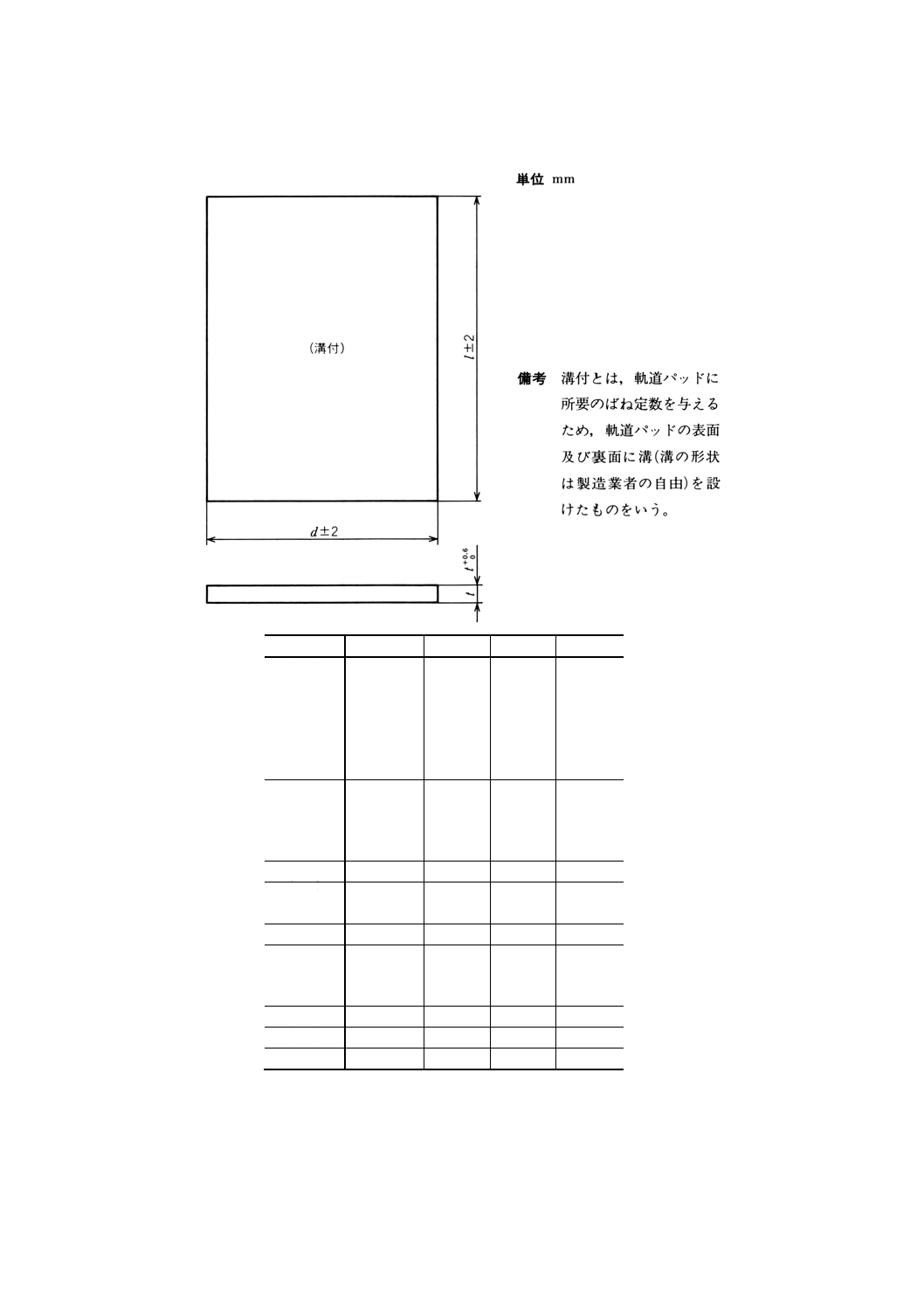
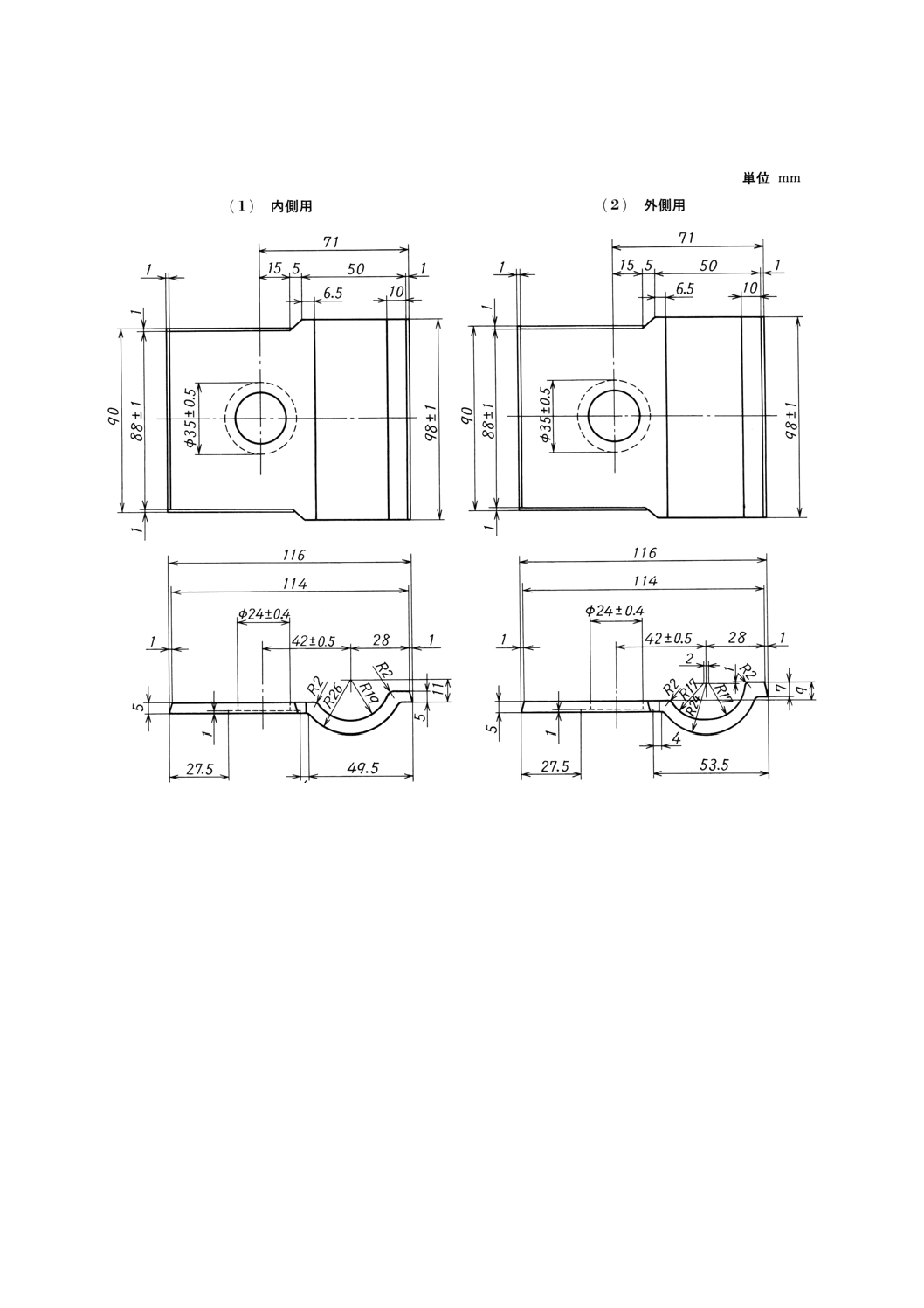
付図26 軌道パッド
項目番号
適用種類
幅 (d)
長さ (l)
厚さ (t)
(26.1)
5形50
125
180
6
5N形50
5F形50
F1形50
9形50
10形50
(26.2)
5形60
140
180
6
5N形60
F1形60
9形60
(26.3)
10形40
120
160
6
(26.4)
C形50
125
180
7
S形50
(26.5)
J形50
125
240
7
(26.6)
C形60
140
180
7
S形60
102形7
(26.7)
J形60
140
240
7
(26.8)
102形12
140
180
12
(26.9)
高速形
140
180
10
42
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
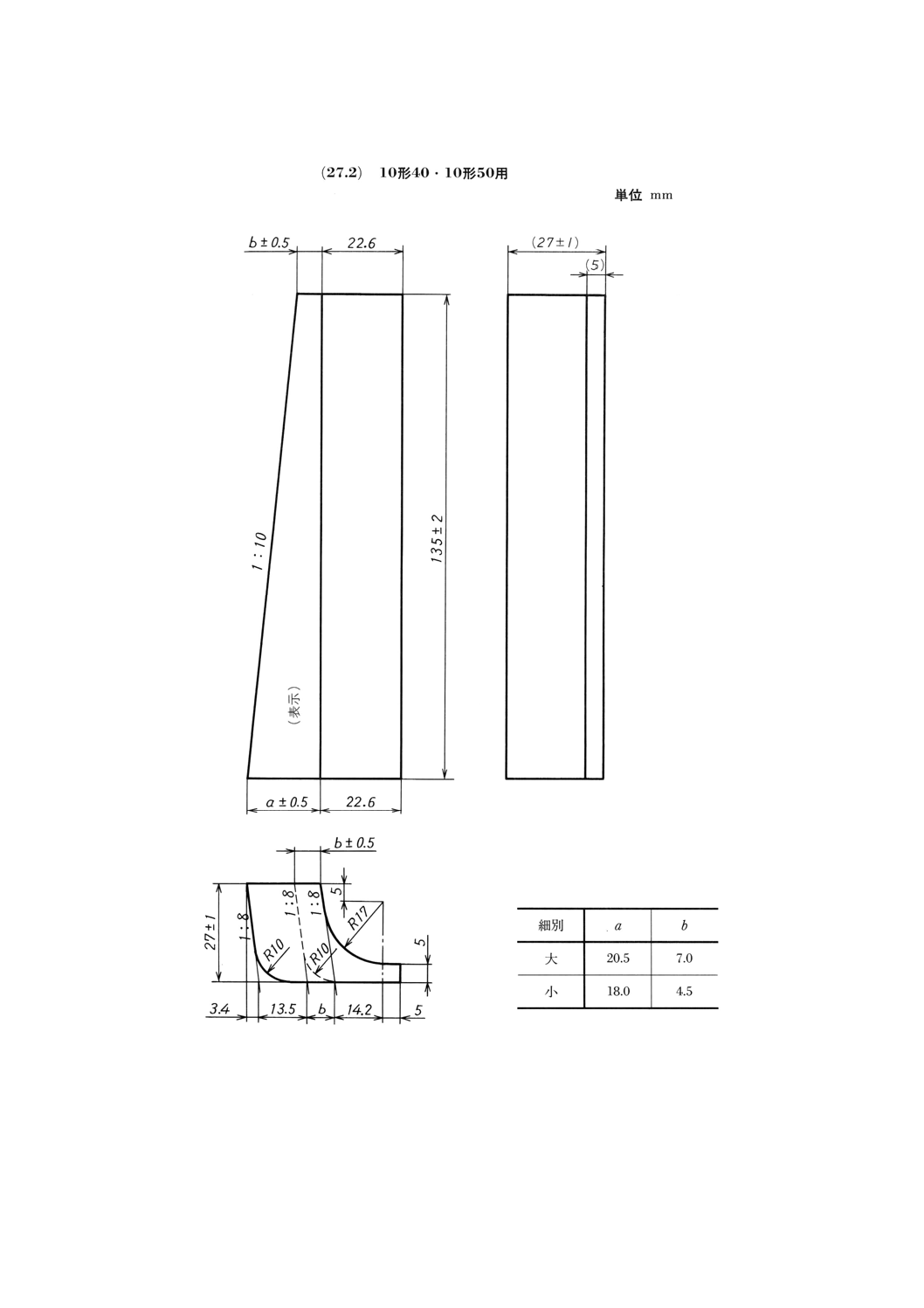
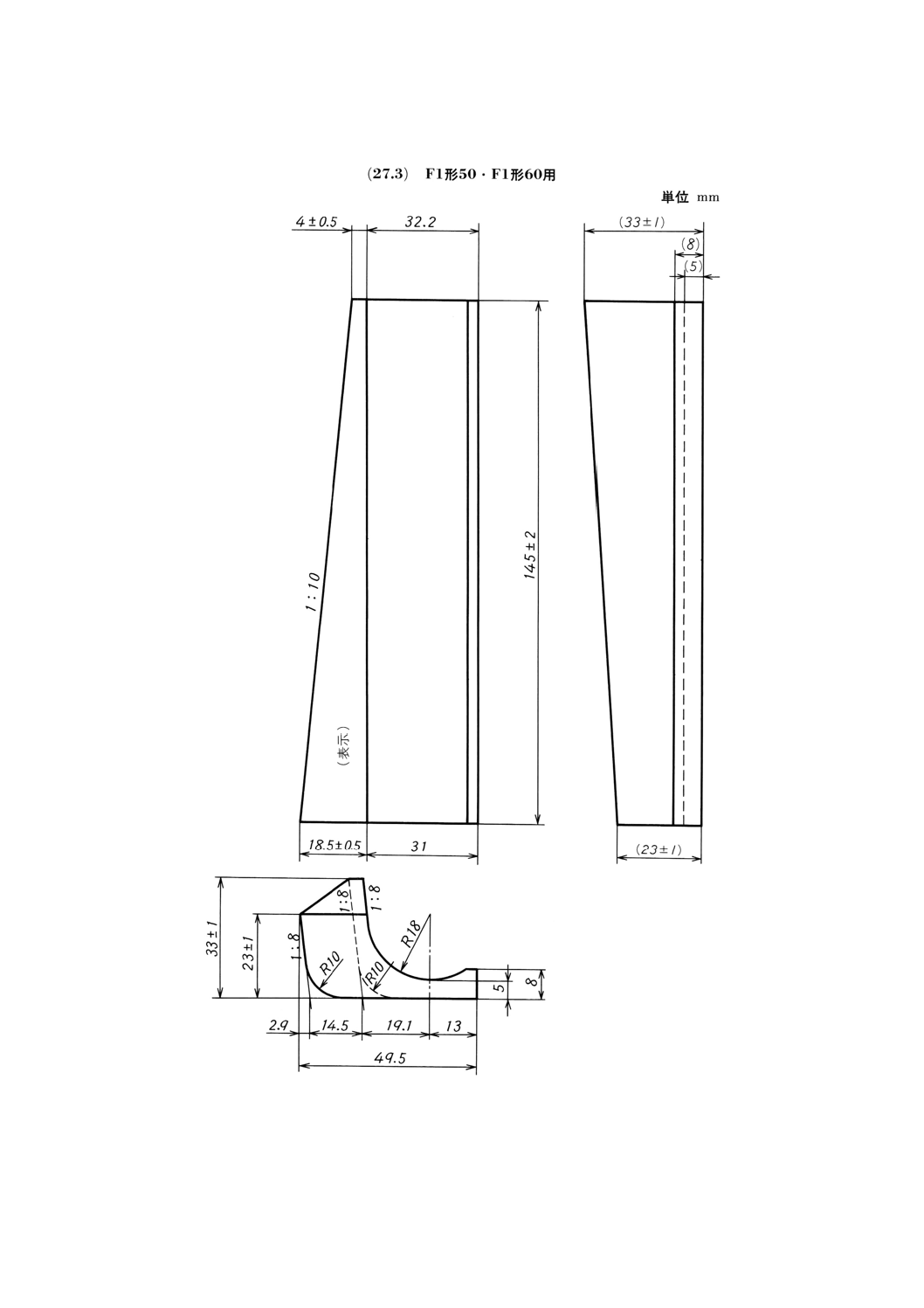
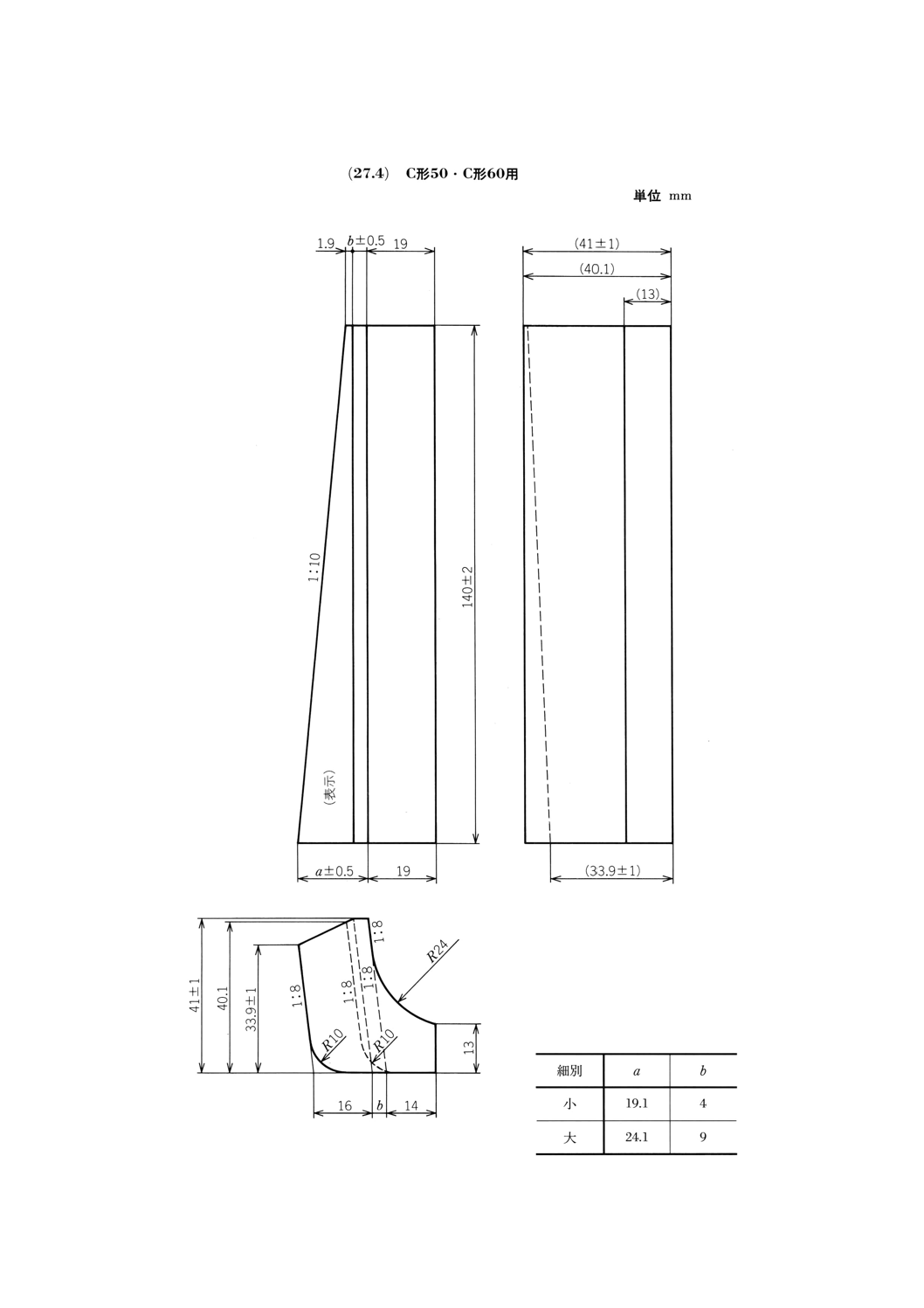
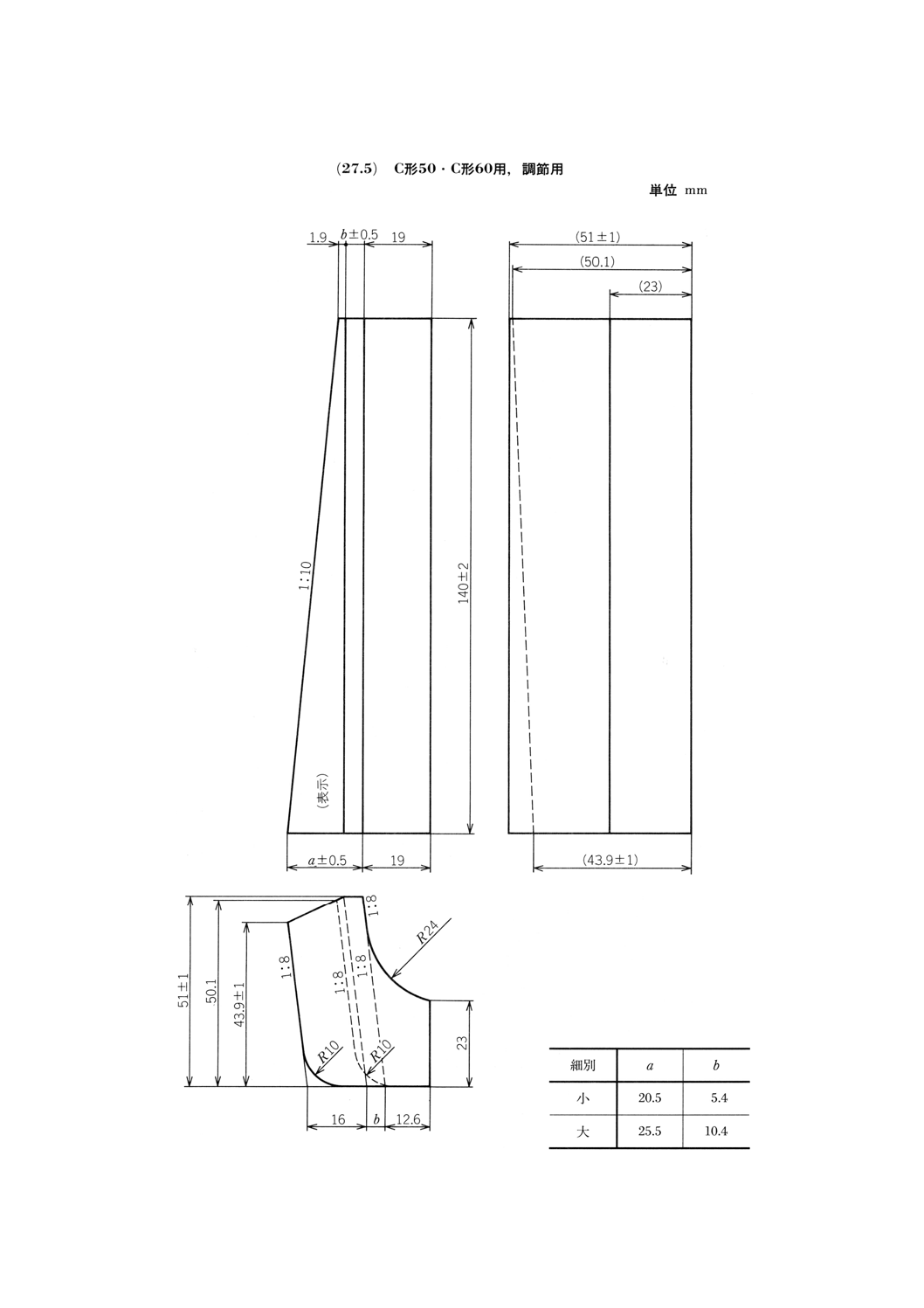
付図27 ばね受台
備考 表示には細別の大又は小を付け加える。
43
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図27(続き)
備考 表示には細別の大又は小を付け加える。
44
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図27(続き)
45
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図27(続き)
備考 表示には細別の大又は小を付け加える。
46
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図27(続き)
備考 表示には細別の大又は小を付け加える。
47
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図27(続き)
備考 表示には細別の大又は小を表示する。
48
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図27(続き)
備考 表示には細別の大又は小を表示する。
49
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図27(続き)
50
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図27(続き)
51
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図28 絶縁カラー
52
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
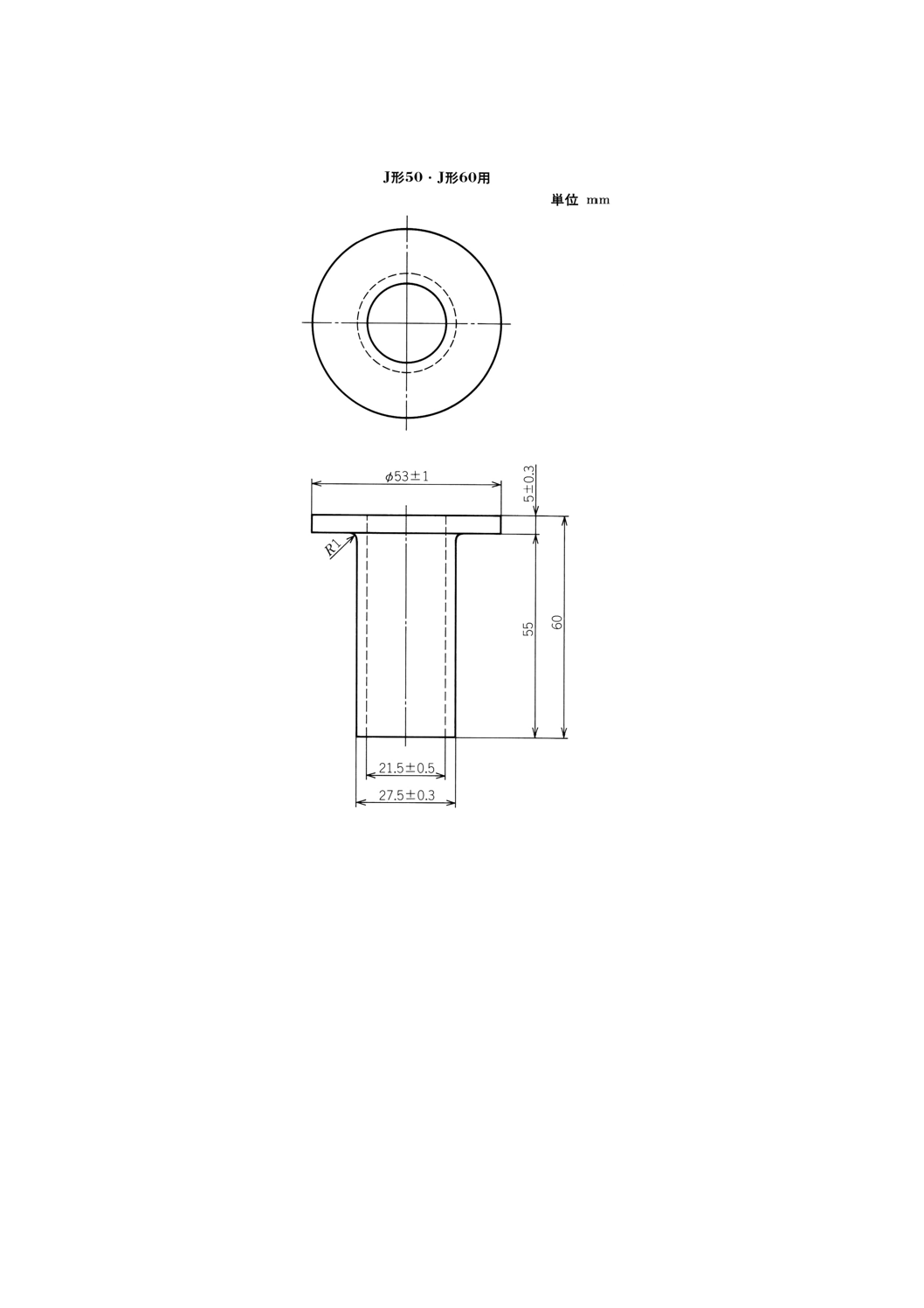
付図29 受栓(5形50・5形60・5N形50・5N形60・5F形50用)
53
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
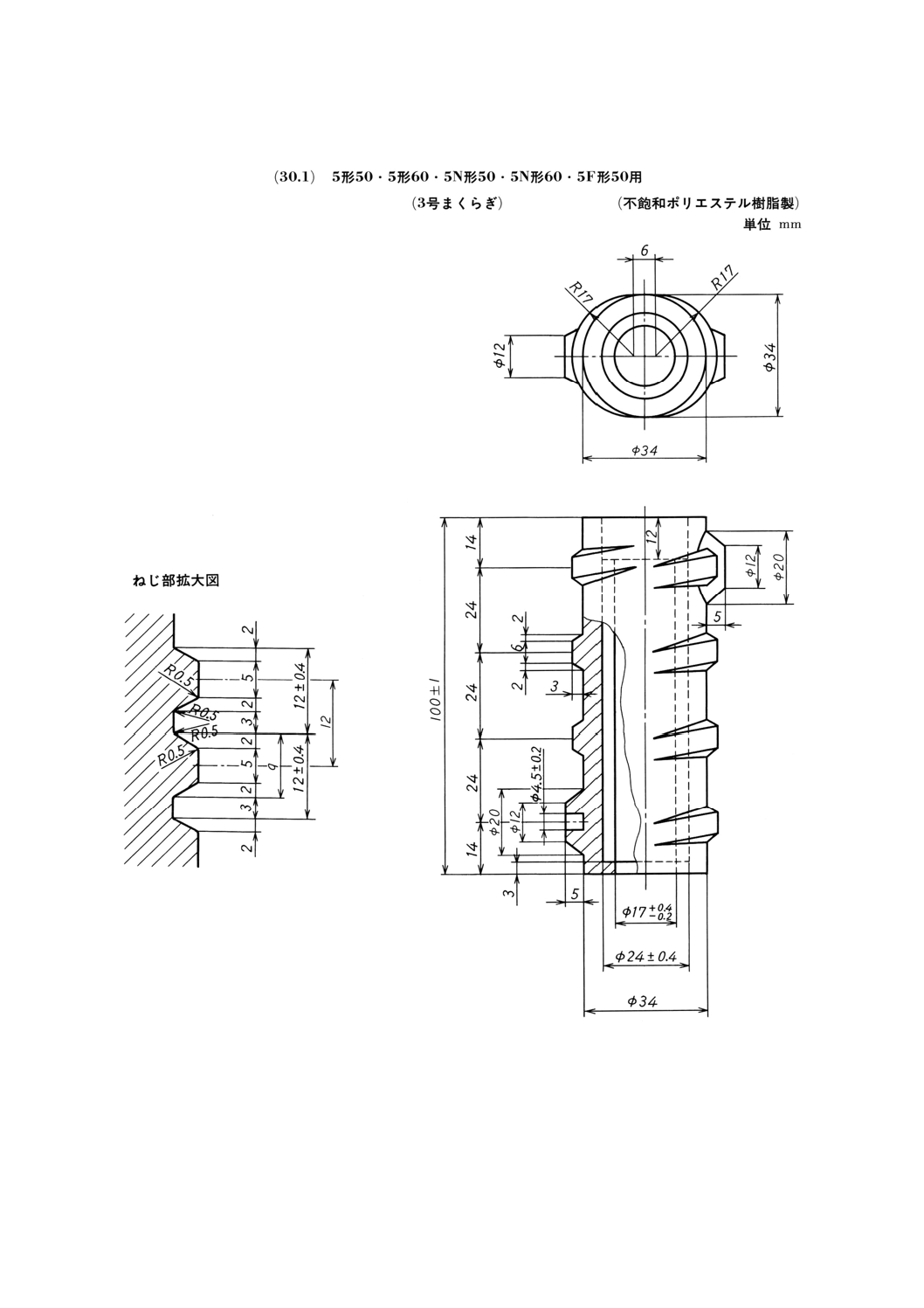
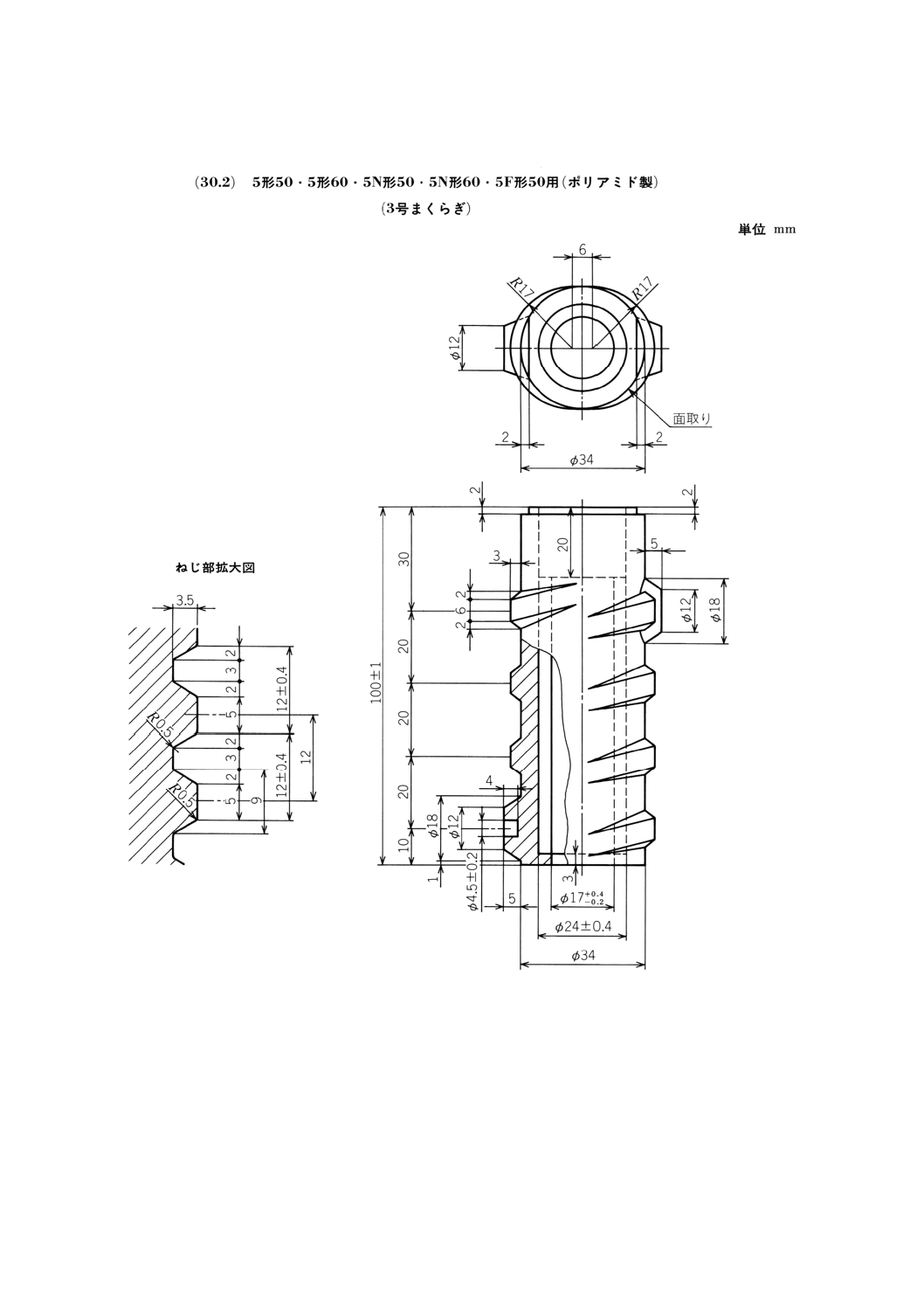
付図30 埋込栓
備考 ねじ部全長におけるピッチの許容差は,±1とする。
54
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図30(続き)
備考 ねじ部全長におけるピッチの許容差は,±1とする。
55
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図30(続き)
備考 ねじ部全長におけるピッチの許容差は,±1とする。
56
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図30(続き)
備考 ねじ部全長におけるピッチの許容差は,±1とする。
57
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図30(続き)
備考 ねじ部全長におけるピッチの許容差は,±1とする。
58
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図30(続き)
備考 ねじ部全長におけるピッチの許容差は,±1とする。
59
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図30(続き)
備考 ねじ部全長におけるピッチの許容差は,±1とする。
60
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図31 埋込カラー
61
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図32 ゴム栓
62
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図33 ばね受台の圧縮強さ試験装置
備考 装置の材料は,鋼製とする。
63
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
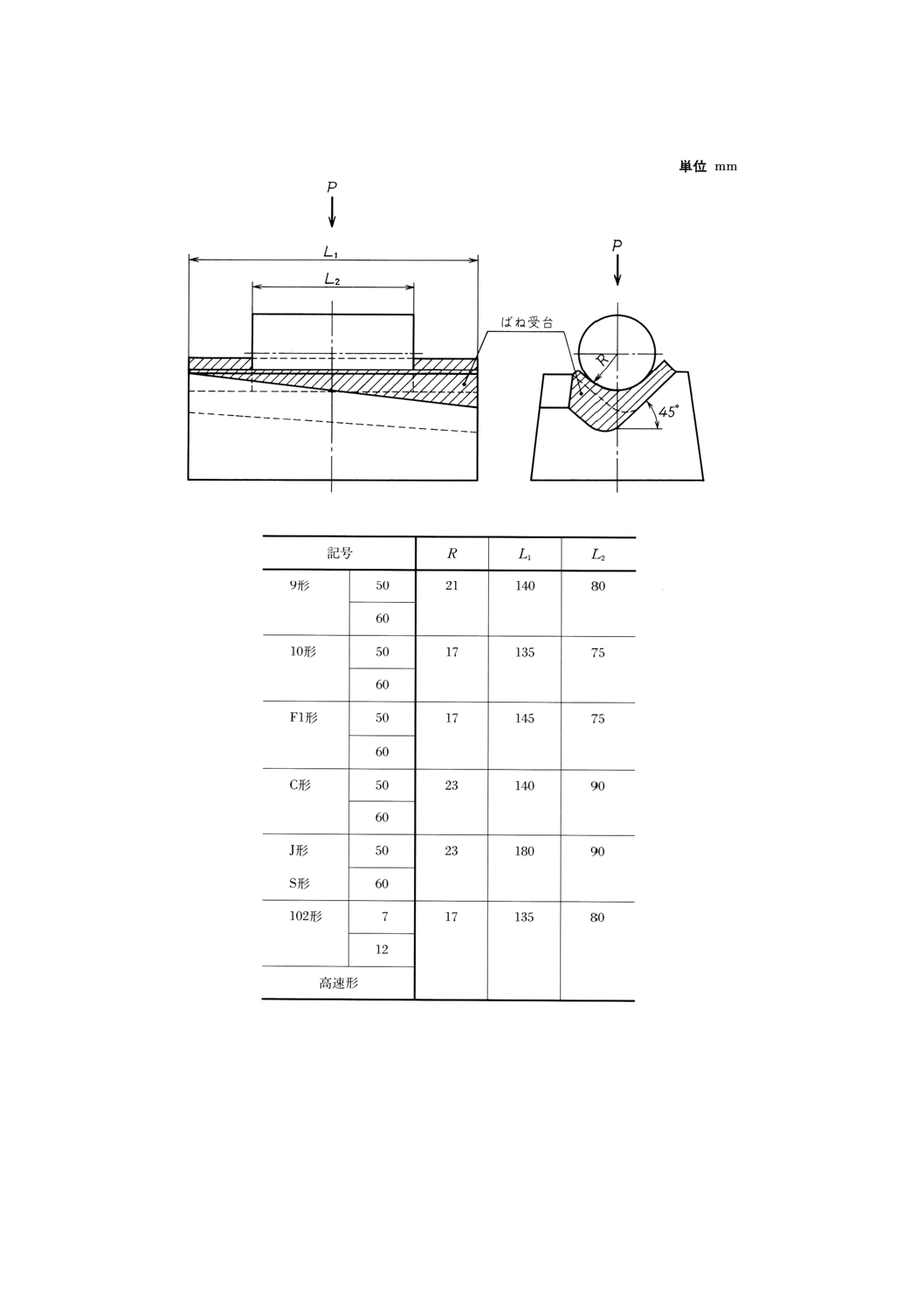
付図34 ばね受台の絶縁抵抗試験装置
単位mm
記号
R
L1
L2
9形
50
21
140
120
60
10形
50
17
135
115
60
F1形
50
17
145
125
60
C形
50
23
140
120
60
J形
50
23
180
160
S形
60
102形
7
17
135
115
12
高速形
備考 ばね受台と黄銅棒及びアルミニウム製台との接
触面には,アルミニウムはくをちょう(貼)付す
る。
64
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図35 絶縁カラーの圧縮強さ試験装置
65
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図36 絶縁カラーの絶縁抵抗試験装置
66
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図37 受栓の絶縁抵抗試験装置
備考 受栓と黄銅棒及びアルミニウム製台との接触面には,アルミニウムはくをちょう付する。
67
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図38 埋込栓の引抜抵抗力試験装置
備考 装置の材料は,鋼製とする。
68
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図39 埋込栓の絶縁抵抗試験装置
備考 底ふたは絶縁性良好な接着剤で完全に接着する。
69
E1118 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工業標準改正原案作成委員会 構成表
(本委員会)
氏名
所属
(委員長)
三 浦 重
財団法人鉄道総合技術研究所
平 松 博 久
通商産業省生活産業局
☆
富 田 育 男
通商産業省生活産業局
前 川 武 也
工業技術院標準部
小 杉 昭 夫
運輸省鉄道局
涌 井 一
財団法人鉄道総合技術研究所
○
長 藤 敬 晴
財団法人鉄道総合技術研究所
早 瀬 藤 二
東日本旅客鉄道株式会社施設電気部
佐々木 英 夫
東海旅客鉄道株式会社技術本部
近 藤 隆 士
西日本旅客鉄道株式会社施設部
吉 岡 治
社団法人日本民営鉄道協会
佐 伯 善 彦
帝都高速度交通営団工務部
○
加 藤 文 正
小田急電鉄株式会社工務部
○☆
村 松 金二郎
小田急電鉄株式会社工務部
○
山 本 拓 郎
南海電気鉄道株式会社工務部
遠 藤 昭 男
株式会社ピー・エス製品部
中 条 友 義
日本鋼弦コンクリート株式会社技術部
○
梅 田 静 也
興和化成株式会社技術部
○
平 井 健
株式会社丸上製作所調査室
○
橋 本 茂 彦
帝国製鋲株式会社生産部
○
櫻 澤 正
社団法人日本鉄道施設協会
(締結分科会)
高 橋 潔
工業技術院標準部
阿 部 則 次
財団法人鉄道総合技術研究所
柳 井 章 良
東日本旅客鉄道株式会社施設電気部
鳥 居 末 男
東海旅客鉄道株式会社技術本部
杉 岡 篤
西日本旅客鉄道株式会社施設部
市 東 邦 生
帝都高速度交通営団工務部
川 澄 武 甫
株式会社後関製作所
三 宅 正太郎
株式会社ミッテック
(事務局)
森 下 忠
社団法人日本鉄道施設協会
柿 澤 實
社団法人日本鉄道施設協会
〇印は分科会委員兼務を示す。
☆印は人事異動に伴う中途からの交替者を示す。