E 1107:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 製造方法など ··················································································································· 2
4.1 ボルト・ナット素材の製鋼方法························································································· 2
4.2 ボルト・ナットの製造方法······························································································· 2
4.3 ボルト・ナットの強度区分,種類・記号及び形状・寸法,並びにねじの種類 ····························· 2
4.4 限界ゲージ ··················································································································· 4
4.5 表示 ···························································································································· 4
4.6 品質 ···························································································································· 5
4.7 寸法許容差 ··················································································································· 6
5 機械的性質・寸法の試験及び検査 ························································································ 6
5.1 機械的性質試験及び検査 ································································································· 6
5.2 寸法試験及び検査 ·········································································································· 8
6 注文者が提供すべき資料 ···································································································· 9
7 包装······························································································································· 9
附属書A(規定)試料数500〜2 000のロット用ワルド法 ····························································· 14
附属書B(規定)試料数2 001〜100 000のロット用ワルド法 ························································ 16
附属書C(規定)段階的サンプリング方法−ワルド法································································· 17
附属書D(規定)再提出ロット検査用の段階的サンプリング方法 ·················································· 18
附属書JA(規定)ウイットねじのボルト・ナット ····································································· 19
附属書JB(規定)ウイットねじの限界ゲージ ··········································································· 25
附属書JC(参考)JISと対応する国際規格との対比表 ································································ 31
E 1107:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本鉄道
施設協会(JRCEA)及び財団法人日本規格協会(JSA)から工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS E 1107:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 1107:2008
継目板用及びレール締結用のボルト及びナット
Steel bolts and nuts for fish-plates and fastenings
序文
この規格は,1985年に第1版として発行されたISO 6305-4を基に作成した日本工業規格であるが,我
が国の実情に沿うため技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JC(参考)に示す。
1
適用範囲
この規格は,JIS E 1102に用いる継目板ボルト及びナット並びにJIS E 1110に用いる締結ボルト及びナ
ット(以下,これらを総称してボルト・ナットという。)について規定する。ウイットねじを用いる場合は,
ボルト・ナットは,附属書JAによる。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 6305-4:1985,Railway components−Technical delivery requirements−Part 4: Untreated steel nuts
and bolts and high-strength nuts and bolts for fish-plates and fastenings (MOD)
なお,対応の程度を表す記号 (MOD) は,ISO/IEC Guide 21に基づき,修正していることを
示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0205-4 一般用メートルねじ−第4部:基準寸法
JIS B 0209-3:2001 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
JIS B 0251 メートルねじ用限界ゲージ
JIS B 1041 締結用部品−表面欠陥 第1部 一般要求のボルト,ねじ及び植込みボルト
JIS B 1042 締結用部品−表面欠陥 第2部:ナット
JIS B 1051:2000 炭素鋼及び合金鋼製締結用部品の機械的性質−第1部:ボルト,ねじ及び植込みボ
ルト
JIS B 1052:1998 鋼製ナットの機械的性質
JIS B 1180:2004 六角ボルト
JIS B 1181:2004 六角ナット
JIS B 7420 限界プレーンゲージ
2
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS E 1102 レール用継目板
JIS E 1110 炭素鋼製タイプレート
JIS G 0404:2005 鋼材の一般受渡し条件
JIS G 3101:2004 一般構造用圧延鋼材
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
JIS Z 8101-2:1999 統計−用語と記号−第2部:統計的品質管理用語
JIS Z 9015-1 計数値検査に対する抜取検査手順−第1部:ロットごとの検査に対するAQL指標型抜
取検査方式
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8101-2によるほか,次による。
3.1
ウイットねじ
直径をインチ,及びねじのピッチを25.4 mmについて山数で表した,ねじ山の角度55°の三角ねじ。
4
製造方法など
4.1
ボルト・ナット素材の製鋼方法
ボルト・ナット素材の製鋼方法は,次による。
a) ボルト・ナット素材の製鋼方法は,製造業者の方法による。ただし,注文者の要求がある場合,製造
業者は入札時に製鋼方法及びその特徴に関する資料を提出し,注文者の承諾なしに変更してはならな
い。
b) 鋼塊には,インゴットのほか連続鋳造鋼片を含む。
4.2
ボルト・ナットの製造方法
ボルト・ナットの製造方法は,次による。
a) ボルトは,溶接をしていない単一の材料から製作する。
b) ボルトの頭部は,熱間鍛造又は冷間圧造によって製作する。ただし,A50,B40N,B50,B50N及び
B60については熱間鍛造とする。
c) ナットは,熱間鍛造又は冷間圧造によって製作する。
d) ボルト・ナットのねじは,転造又は機械加工によって製作する。
e) ボルト・ナットは,熱処理の有無によって次のA種及びB種に区分する。
1) A種 熱処理を施さないもの。
2) B種 焼入焼戻しの熱処理を施したもの。
f)
ボルト・ナットの熱処理は,製造業者の方法によることができる。ただし,注文者の要求がある場合
は,熱処理条件に関する資料を提出し,熱処理条件を変更する場合は,注文者の承諾を得る。
g) 製造業者は,この規格に適合した製品を製作するために,製造工程全般にわたり最善の手段を講じな
ければならない。
4.3
ボルト・ナットの強度区分,種類・記号及び形状・寸法,並びにねじの種類
3
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3.1
ボルト・ナットの強度区分
ボルト・ナットの強度区分は,それぞれJIS B 1051及びJIS B 1052の表示方法による。ボルト・ナット
の標準的な組合せは,表1による。
表1−ボルト・ナットの強度区分の組合せ
種類
強度区分
ボルト
4.6
5.6
8.8
10.9
ナット
4
5
5
10
10
4.3.2
ボルト・ナットの種類及び記号
ボルト・ナットの種類及び記号は用途によって分類し,表2による。
4.3.3
ボルト・ナットの形状・寸法
ボルト・ナットの形状・寸法は,表2による。
4.3.4
ねじの種類
ねじの種類は,JIS B 0205-4のメートルねじの呼び径18ピッチ2.5,呼び径20ピッチ2.5及び呼び径24
ピッチ3.0とする。
4
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−ボルト・ナットの種類,記号,用途,形状及び寸法,並びに強度区分
種類
記号
用途
形状及び寸法の
図番号及び表番号 強度区分
継
目
板
用
A
種
ボ
ル
ト
30 kgレール用
A30
普通継目板
図1 a),表5
5.6
37 kgレール用
A37
普通継目板
図1 a),表5
50 kgレール用
A50
普通継目板
図1 b),表5
ナ
ッ
ト
30 kgレール用
A30−M18N
普通継目板
図3,表7
5
37 kgレール用
A37−M18N
普通継目板
図3,表7
50 kgレール用
A50−M24N
普通継目板
図3,表7
B
種
ボ
ル
ト
30 kgレール用
B30
熱処理継目板
図1 a),表5
8.8
37 kgレール用
B37
熱処理継目板
図1 a),表5
40 kgNレール用
B40N
普通継目板
熱処理継目板
図1 b),表5
10.9
50 kgレール用
B50
熱処理継目板
図1 b),表5
8.8
50 kgNレール用
B50N
普通継目板
熱処理継目板
図1 b),表5
10.9
60 kgレール用
B60
熱処理継目板
図1 b),表5
ナ
ッ
ト
30 kgレール用
B30−M18N
熱処理継目板
図3,表7
10
37 kgレール用
B37−M18N
熱処理継目板
図3,表7
40 kgNレール用
B40N−M20N 普通継目板
熱処理継目板
図3,表7
50 kgレール用
B50−M24N
熱処理継目板
図3,表7
50 kgNレール用
B50N−M20N 普通継目板
熱処理継目板
図3,表7
60 kgレール用
B60−M20N
熱処理継目板
図3,表7
レ
ー
ル
締
結
用
A
種
ボ
ル
ト
F形50 kg及び50 kgNレール一般用 F50
F形タイプレート 図2,表6
4.6
F形50 kgレール継目用
F50J
F形タイプレート 図2,表6
F形50 kgレール継目N用
F50NJ
F形タイプレート 図2,表6
ナ
ッ
ト
F形50 kg及び50 kgNレール一般用 F50−M20N
F形タイプレート 図3,表7
4
F形50 kgレール継目用
F50J−M20N
F形タイプレート 図3,表7
F形50 kgレール継目N用
F50NJ−M20N F形タイプレート 図3,表7
注記 A種,B種は4.2 e) 参照。
4.4
限界ゲージ
寸法許容差の測定を限界ゲージで行う場合は,次による。
4.4.1
ねじ以外の限界ゲージ
ねじ以外の限界ゲージ,例えば,限界プレーンゲージは,次による。
a) 製造業者は,注文者から寸法測定の要求がある場合には製造業者の責任において,製造に先立ち限界
ゲージ二組を製作する。この限界ゲージの公差・寸法許容差及び摩耗しろは,JIS B 7420による。
b) 限界ゲージの一組は注文者の検査用に提供する。
c) 上記b) の検査はこの限界ゲージだけを有効とする。
4.4.2
ねじの限界ゲージ
ねじの限界ゲージは,JIS B 0251による。
4.5
表示
5
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5.1
製品の表示
ボルトの頭部及びナットの上面に,浮き出し又は刻印で次の事項を表示する。
a) 製造業者名又はその略称若しくは記号
b) “M”(メートルねじだけ)の文字
c) 熱処理を表す記号“H”(B種のボルトだけ),及び強度区分又は材質記号(B種のナットだけ)
なお,B30,B37及びB50のボルトの頭部には,黄色塗料を塗布する。
4.5.2
包装の表示
包装には,次の事項を表示する。
a) 製品の呼び
品名又は種類の記号(ただし,ねじの種類は省略してもよい。)及びねじの呼び,ボルト長さ(L)を
記入する(表2参照)。
b) 内容数量
c) 製造業者名又はその略称
4.6
品質
品質は,次による。
a) ボルト・ナット表面には,割れ及び使用上有害なきず,ばり,かえり,曲がりなどの欠陥があっては
ならない。
なお,表面欠陥の許容限界の基準は,注文者からの指定がない限り,JIS B 1041及びJIS B 1042に
よる。
b) ボルト・ナットの仕上げ程度は,JIS B 1180:2004及びJIS B 1181:2004の並仕上げとする。
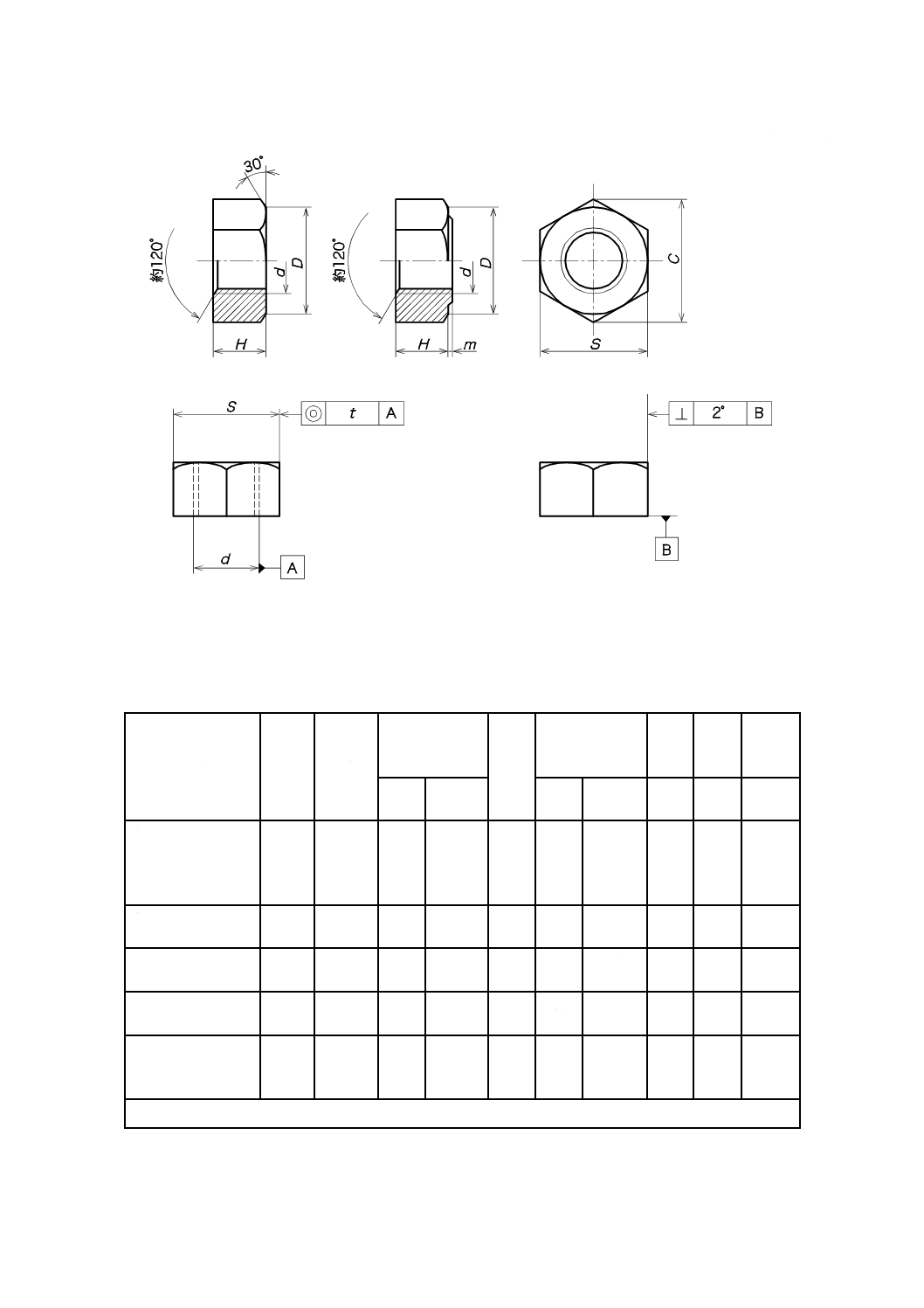
c) ボルト・ナットの寸法は,図1,図2及び図3に適合しなくてはならない。
なお,ボルト・ナットの寸法検査は,5.2による。
d) 継目板用ボルトの機械的性質は,表3の製品の機械的性質に適合しなければならない。ただし,注文
者の要求があるときは,表3の試験片の機械的性質によることができる。
継目板用ナットの機械的性質は,表4に適合しなければならない。
なお,継目板用ボルト・ナットの機械的性質試験及び検査は,5.1による。
e) レール締結用ボルト・ナットの機械的性質は,JIS G 3101:2004のSS400と同等以上のものとする。
なお,レール締結用ボルト・ナットの機械的性質の試験は,JIS G 3101:2004の8.2(機械試験)の
棒鋼による。
f)
B種のボルト・ナットで,機械的性質が不十分な場合は,JIS G 0404:2005の9.9(選別又は再処理)
によって再熱処理を行うことができるが,再熱処理条件は注文者に通知しなければならない。
6
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−継目板用ボルトの機械的性質
種
類
記号
強度区分
ねじの
呼び
製品の機械的性質
試験片の機械的性質
引張荷重
k N
硬さ
降伏点又は
0.2 %耐力
N/mm2
引張強さ
N/mm2
伸び
%
絞り
%
A
種
A30
A37
5.6
M18
96以上
79〜95 HRB
−
−
−
−
A50
5.6
M24
176以上
79〜95 HRB
−
−
−
−
B
種
B30
B37
8.8
M18
159以上
23〜34 HRC
660以上
830以上
12以上 52以上
B50
8.8
M24
293以上
23〜34 HRC
B40N
B50N
10.9
M20
255以上
32〜39 HRC
940以上
1 040以上
9以上 48以上
B60
10.9
M20
255以上
32〜39 HRC
表4−継目板用ナットの機械的性質
種類
記号
強度区分
硬さ
HV
保証荷重応力
N/mm2
A
種
A30−M18N
A37−M18N
A50−M24N
F50−M20N
F50−M20N
F50NJ−M20N
5
146〜302
630
B
種
B30−M18N
B37−M18N
B40N−M20N
B50−M24N
B50N−M20N
B60−M20N
10
272〜353
1 060
4.7
寸法許容差
4.7.1
ボルト・ナットの基準寸法及び寸法許容差
ボルト・ナットの基準寸法及び寸法許容差は,図1〜図3による。
4.7.2
ねじの寸法許容差
メートル並目ねじの寸法許容差は,JIS B 0209-3:2001の公差域クラスおねじ8g及びめねじ7Hによる。
5
機械的性質・寸法の試験及び検査
機械的性質・寸法の試験及び検査は,完成品について行う。
5.1
機械的性質試験及び検査
機械的性質試験及び検査は,次による。ただし,受渡当事者間の協定によって変更することができる。
5.1.1
試験の項目
試験の項目は,次による。
a) ボルトの試験は,JIS B 1051によって,製品の引張荷重試験及び硬さ試験を行う。ただし,注文者の
7
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
要求によって試験片による場合は,降伏点又は0.2 %耐力,引張強さ,伸び及び絞り(A種を除く。)
試験とする。
b) ナットは,JIS B 1052によって保証荷重試験及び硬さ試験を行う。
c) ボルトとナットとのはめ込み試験を行う。
5.1.2
ロットの大きさ
ボルト・ナットの検査ロットの採り方は,次による。
a) 継目板ボルト及び締結ボルトは,一検査ロットの最大は20 000本とする。
b) ナットをはめ込んだボルトは,一検査ロットの最大は100 000本とする。
5.1.3
試験方法
5.1.3.1
ボルトの試験方法
ボルトの機械的性質試験及び硬さ試験は,次によるほか,JIS B 1051:2000の8.(試験方法)による。
a) B40N,B50N及びB60の引張試験は,くさび引張試験とし,くさびの角度は10°とする。その他のボ
ルトは,製品の引張試験とする。
b) 試験片の機械的性質試験は,熱処理を行ったボルトからJIS Z 2201の14A号試験片を削り出したもの
を用い,JIS Z 2241によって行う。
c) ボルトの硬さ試験は,ボルト頭部又は円筒部を研磨した平面について,JIS Z 2245によって行う。
5.1.3.2
ナットの試験方法
ナットの試験方法は,次による。
なお,ロックウェル硬さで測定した場合は,ビッカース硬さに換算する。
a) ナットについては,保証荷重試験及び硬さ試験をJIS B 1052:1998の8.1(保証荷重試験)及び8.2(硬
さ試験)によって行う。
b) ナットのはめ込み試験は,5.1.3.3によって行う。
c) ナットの硬さ試験は,注文者の指定がない限り,ナットの座面を研磨した平面について,JIS Z 2244
によって行う。
5.1.3.3
はめ込み試験方法
はめ込み試験は,ナットの高さの2/3を手ではめ込んで,残りをトルクレンチで締め込む。
緊締力は,直径20 mm以下のボルトでは35 N・m以下,直径20 mmを超えるボルトでは48 N・m以下
とする。
注文者の要求によって,はめ込み試験をもってねじの検査にかえることができる(4.7.2参照)。
5.1.3.4
検査
機械的性質は,5.1の試験を行ったとき,4.6のd),e) 及びf) を満足しなければならない。統計的抜取方
式は,受渡当事者間の協定による。この協定事項には,危険率,合格品質レベル,ロット及び試料の数を
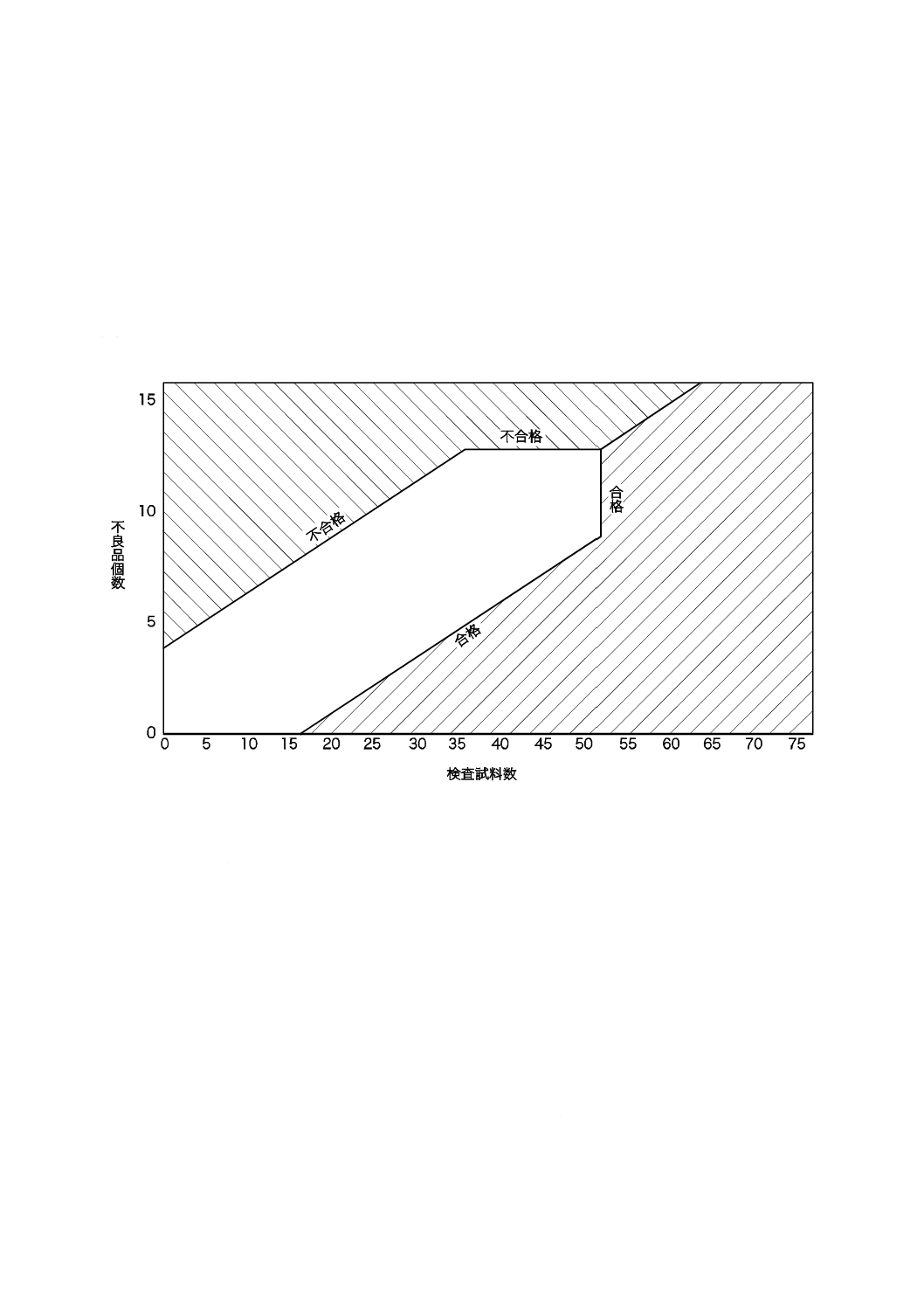
定める。協定がないときの試料の抜取りは,JIS Z 9015-1又はワルド法(附属書A参照)による。この場
合でも,消費者危険(JIS Z 8101-2:1999の4.24参照)と生産者危険(JIS Z 8101-2:1999の4.27参照)とは
同率とする。
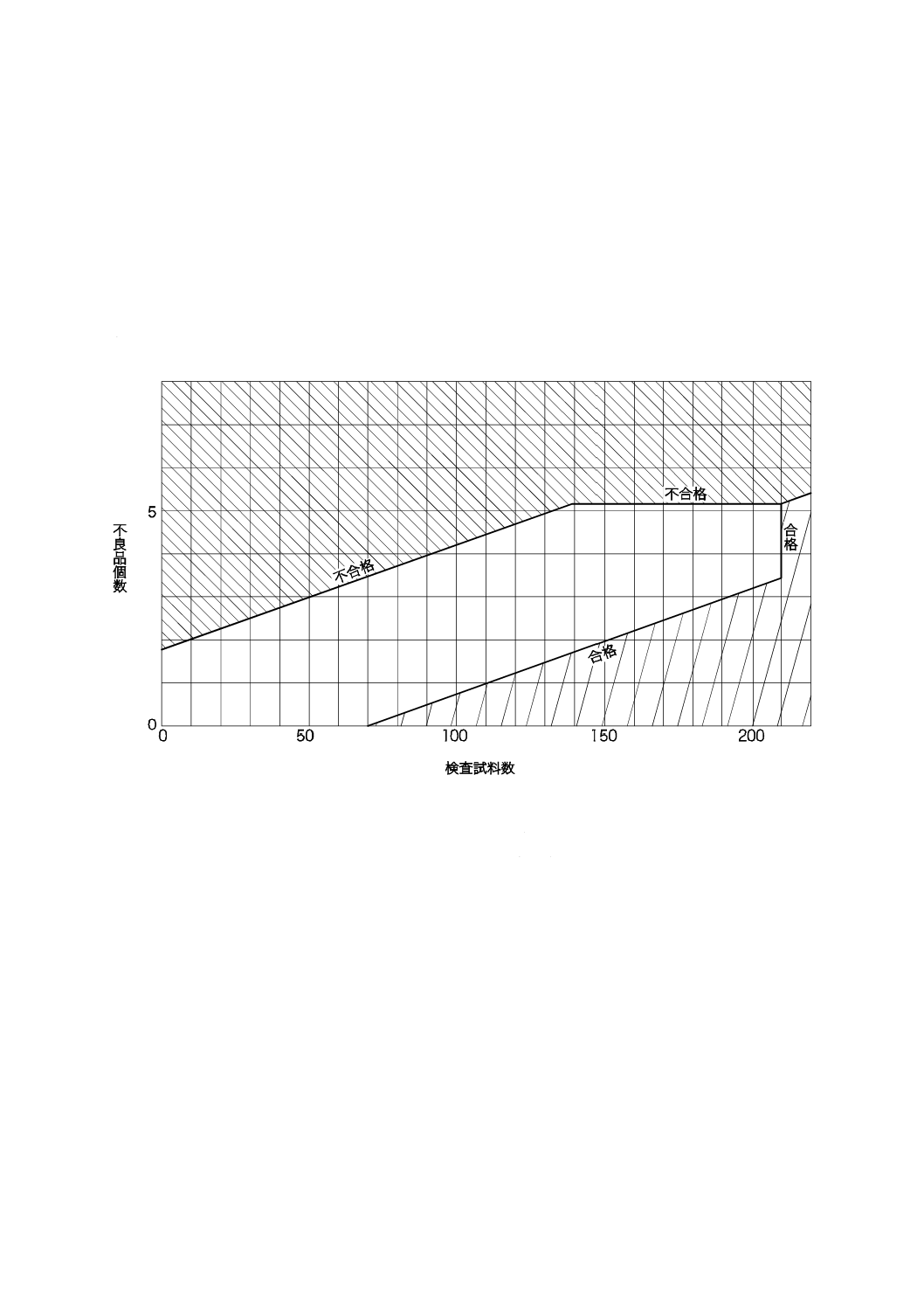
附属書A及び附属書Bの図に示す危険率の程度は,次による。
a) ロットの大きさが500〜2 000の場合
1) 20 %の不良品を含むロットが不合格となる可能性が10 %存在する。
2) 30 %の不良品を含むロットが合格となる可能性が10 %存在する。
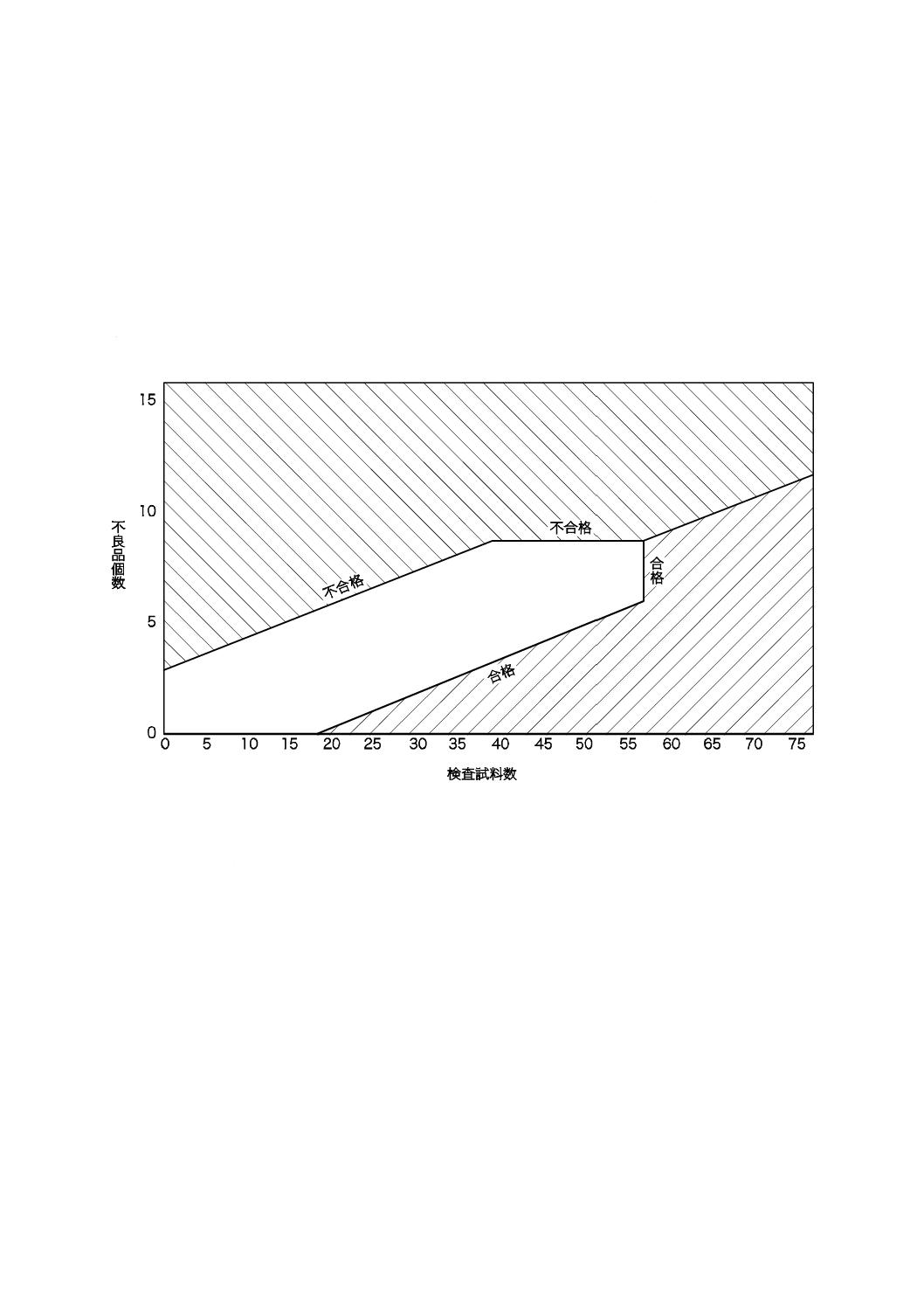
b) ロットの大きさが2 001〜100 000の場合
8
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 10 %の不良品を含むロットが不合格となる可能性が10 %存在する。
2) 20 %の不良品を含むロットが合格となる可能性が10 %存在する。
試験は,試験の段階を示す点が図の合格,不合格の領域に達すれば終了する。
5.2
寸法試験及び検査
寸法試験及び検査は,次による。
5.2.1
試験及び検査の種類
系統的寸法の試験及び検査は,図1〜図3の公差のある項目について行う。
ねじの公差域クラスは注文者の要求によって,はめ込み試験にかえることができる(4.7.2参照)。
図1〜図3に指示された公差のある項目以外の寸法についても受渡当事者間の協定によって行ってもよ
い。ただし,5.2.3に規定する合否判定の対象としない。
5.2.2
試料の採り方
試料の採り方は,次による。
a) 検査用の試料は,同一特性をもつロットから採取する。
採取された試料は,ロットを代表するものでなければならない。
b) ロットの大きさは,5.1.2による。
c) 注文者は,検査のロットの大きさを随時組替える権利をもつ。
d) 採取した試料に検査員が付けた記号,符号などは,検査終了まで保管する。
5.2.3
試験及び検査一般
ボルト・ナットの寸法試験は,ロットから抽出した試料について,直接測定,限界ゲージその他の方法
によって行う。
試験の結果,ボルト・ナットの寸法の少なくとも1か所が許容差又は仕上がりが4.7の規定に適合しな
い場合は,そのボルト・ナットのロットは不合格品とする。
なお,4.7に適合する場合は,合格とする。
受渡当事者間の協定があれば,統計的サンプリング方法によることができる。ただし,ロット及び試料
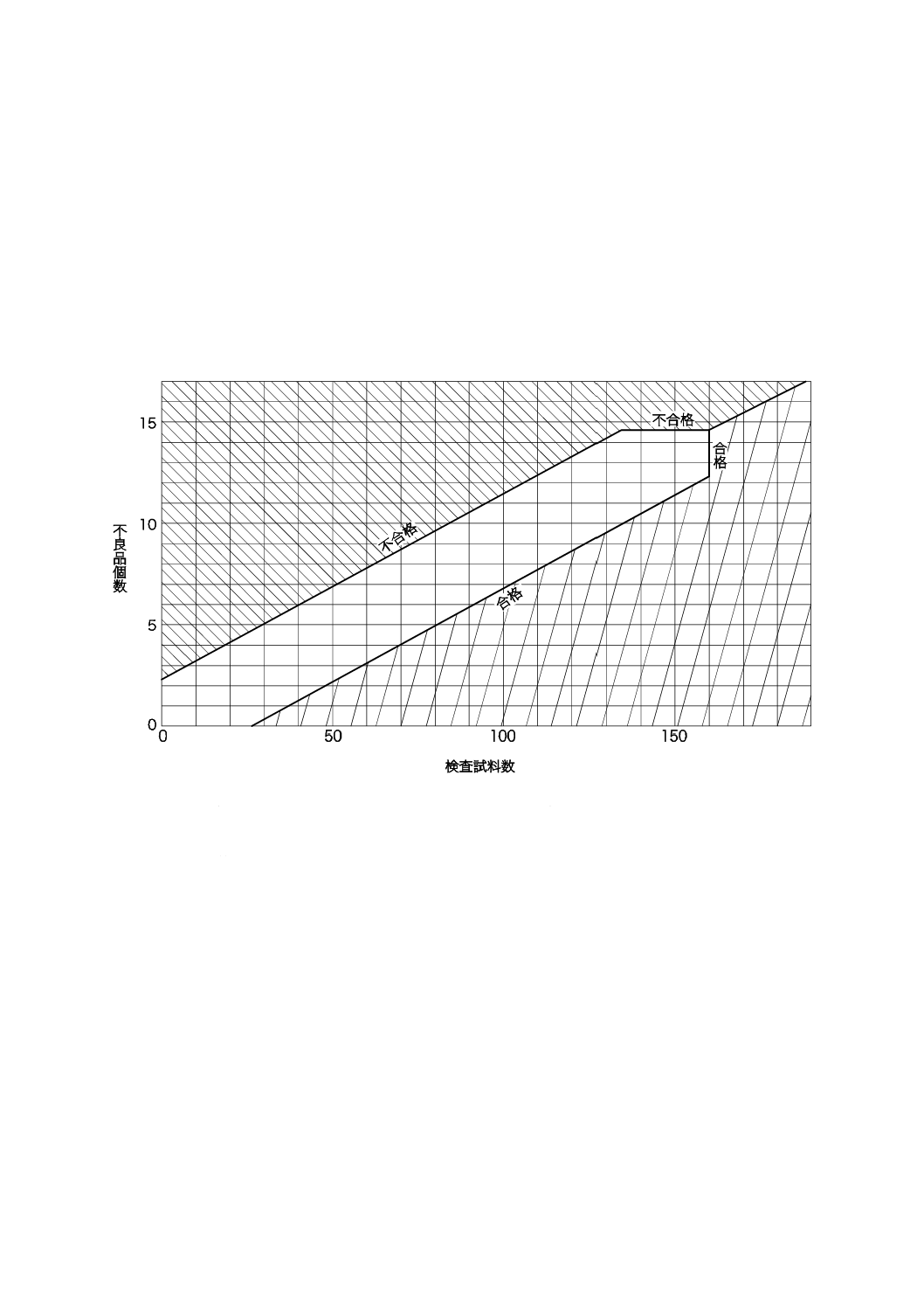
の数,品質レベル,危険率を規定する。協定がない場合は,JIS Z 9015-1又はワルド法による。
ワルド図表(附属書C及び附属書D)には,次の危険性が存在する。
a) 5 %の不良品を含むロットが不合格となる確率が5 %存在する。
b) 15 %の不良品を含むロットが合格となる確率が5 %存在する。
検査は,検査の段階を示す点が図の合格・不合格の領域に達すれば終了する。
不合格の場合,製造業者は不合格となったロットから試料を排除し,そのロットを再検査することがで
きる。
第二回目の検査は,系統的抜取方法(附属書D)によって行う。これによって注文者危険は軽減される。
注文者は,5.2.4の規定によって寸法検査を省略することができる。
5.2.4
ロットからの試料抽出による寸法検査の代案−管理図方式
受渡当事者間で協定した永久的管理図方式を用いる場合は,注文者は随時ロットから試料を抽出して検
査を行うことができる。
管理図に結果を記録することによって受入検査は継続して有効となる。
注文者に協定を求める管理図には,次の事項がある。
− 検査実施工程
− 試料の抜取り個数及び間隔
9
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 検査基準
− 一定期間内の許容不良品個数
注文者は,管理図が正しく活用されているかどうかを,随時あらゆる方法でチェックできる。
管理図には,製品の製造過程の識別が可能なすべてのデータが記録されていなければならない。
製造業者は,記録が採られた年の翌年の12月31日まで,管理図を保管しなければならない。
6
注文者が提供すべき資料
この規格を適用する場合は,注文者は契約締結に必要な書類とともに,要求する製品の使用条件を記載
するよう配慮する。
7
包装
ボルト・ナットは,検査終了後,適切なさび止め処理を行い,ボルトにはナットをはめた状態で包装す
る。
10
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
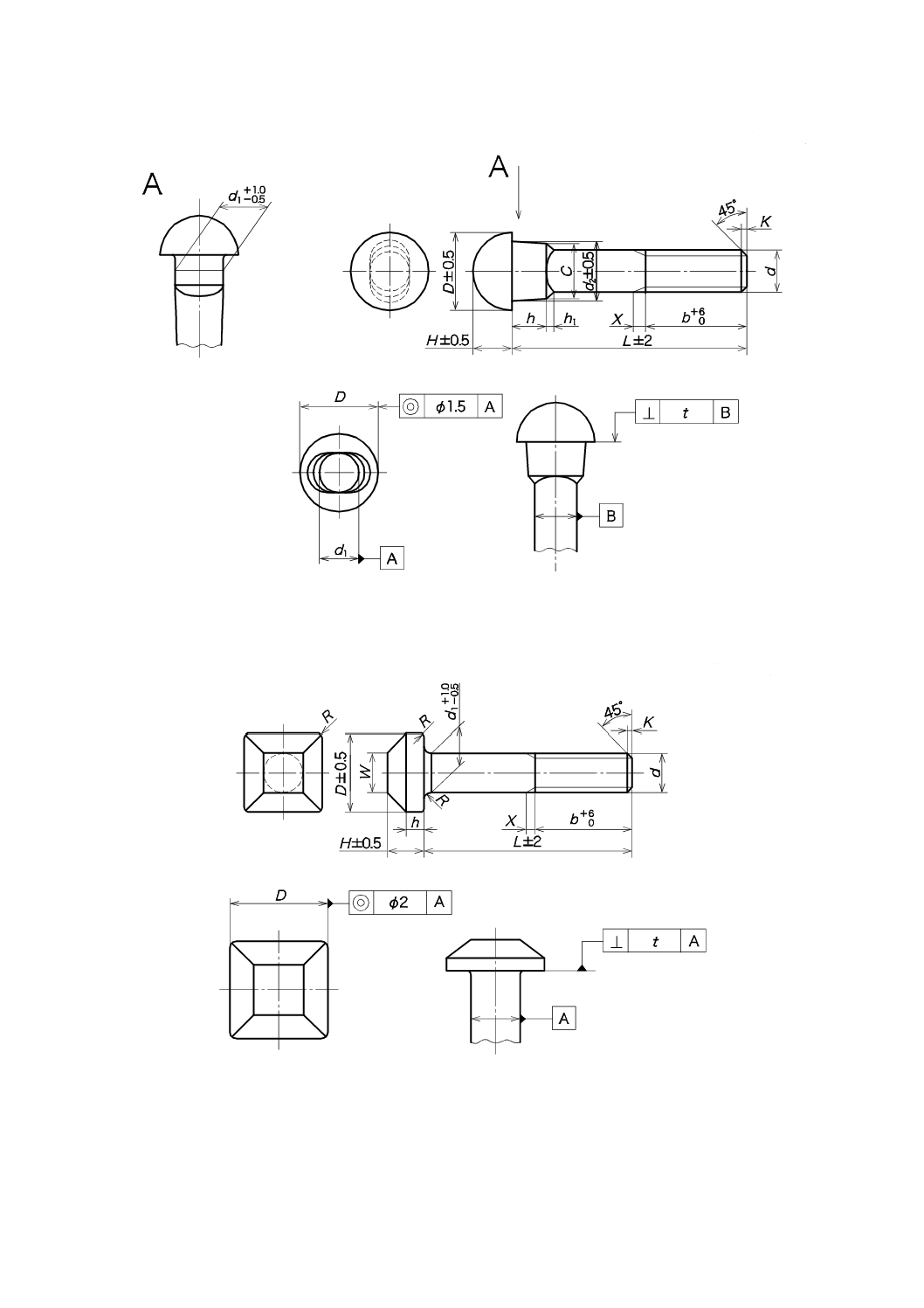
単位 mm
a) A30,B30,A37,B37用
単位 mm
b) B40N,B50,B50N,A50,B60用
図1−継目板用ボルトの形状,寸法及び寸法許容差
11
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−継目板用ボルトの寸法
単位 mm
記号
ねじの
呼び
d
D
d 1
d 2
C
W
H
h
h1
b
K
(約)
R
(最大)
L
t
(最大)
図
番号
A30
B30
M18
18.000
34
18.0
27
26
−
14
12
3
50
2.5
−
105
2°
図1
a)
A37
B37
M18
18.000
34
18.0
27
26
−
14
12
3
50
2.5
−
115
A50
B50
M24
24.000
50
24.0
−
−
25
16
8
−
65
3
3
150
図1
b)
B40N
B50N
M20
20.000
42
19.0
−
−
20
14
7
−
45
2.5
2
135
B60
M20
20.000
42
20.0
−
−
20
14
7
−
55
2.5
2
135
ここに,
d : おねじの外径
D : 頭部幅
d1 : 円筒部径
d2 : ノック幅(長)
C : ノック幅(短)
W : 頂面の幅
H : 頭部高さ
b : ねじ長さ
R : 首下の丸み
L : 呼び長さ
t : 直角度
注記1 Xは,不完全ねじ部で,2山とするのがよい。
注記2 ねじの山頂は,表面肌が残っていても差し支えない。
注記3 30 kg及び37 kg用の頭部の外周に出るばりは,幅0.5 mmまでよい。
12
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
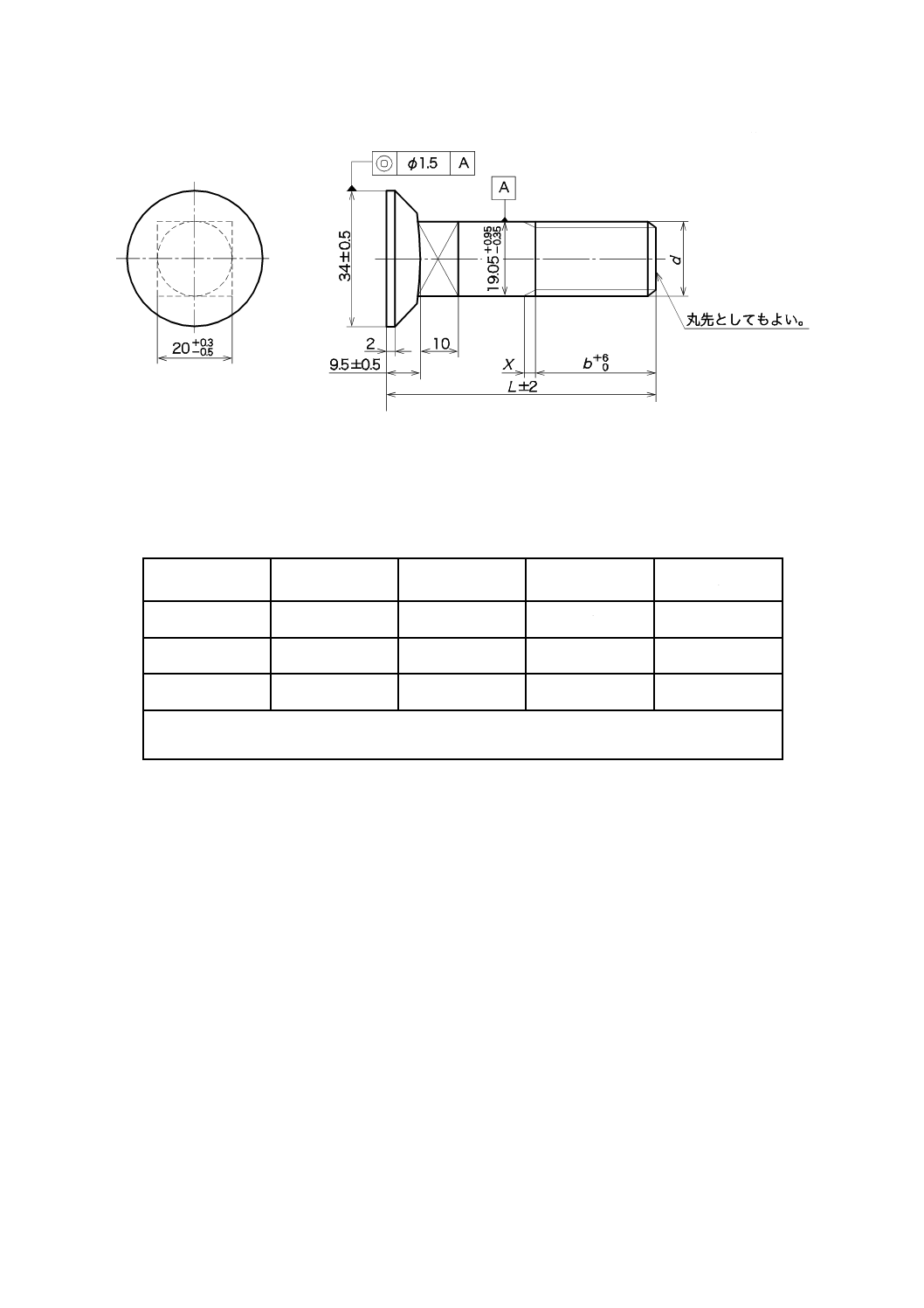
単位 mm
図2−締結ボルトの形状,寸法及び寸法許容差
表6−締結ボルトの寸法
単位 mm
記 号
ねじの呼び
おねじの外径
d
呼び長さ
L
ねじ部長さ
b
F50
M20
20.000
71
30
F50J
M20
20.000
78
35
F50NJ
M20
20.000
85
35.5
注記1 Xは,不完全ねじ部で,2山とするのがよい。
注記2 ねじの山頂は,表面肌が残っていても差し支えない。
13
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図3−継目板用及び締結用ナットの形状,寸法及び寸法許容差
表7−継目板用及び締結用ナットの寸法
単位 mm
記号
ねじ
の
呼び
めねじ
の径
d
高さ
H
m
二面幅
S
対角
C
頂面
の径
D
同軸度
t
基本
寸法
許容差
基本
寸法
許容差
約
約
最大
A30−M18N
A37−M18N
B30−M18N
B37−M18N
M18
18.000
18.0
±0.9
−
27
0
−0.8
31.2
26
1.2
A50−M24N
B50−M24N
M24
24.000
24.0
±1.0
−
36
0
−1.0
41.6
34
1.6
B40N−M20N
B50N−M20N
M20
20.000
20.0
±1.0
−
30
0
−0.8
34.6
29
1.4
B60−M20N
M20
20.000
20.0
±1.0
−
30
0
−0.8
34.6
29
1.4
F50−M20N
F50J−M20N
F50NJ−M20N
M20
20.000
16.0
±0.9
−
30
0
−0.8
34.6
29
1.4
注記 ねじの山頂は,表面肌が残っていても差し支えない。
14
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
試料数500〜2 000のロット用ワルド法
序文
この附属書は,試料の抜取方式について規定する。
A.1 試料数500〜2 000のロット用ワルド法に対応する図を,図A.1に示す。
供試品名:
検査者:
種 類:
機 関:
年 月 日:
担当者:
品質管理
引張試験
保証荷重試験
硬さ試験
はめ込み試験
くさび試験
注 記:
図A.1−試料数500〜2 000のロット用ワルド法に対応する図
15
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.2 ワルド図使用上の注意は,次のとおり。
a) 試験に際して,試料は試験対象ロットから無作為に抽出する。
b) 各試験の結果は,次の段階に進む前に図に記入する。
c) 図に図示された試料の試験・検査結果が良好であれば基準に適合とみなされる。
d) 試験結果は,図上に順次点で示し,その始発点はゼロ点である。
e) 各試験は,1単位ごとにX軸に平行に打点する。不良品の発生個数では,1単位ごとにY軸に平行に
打点する。
f)
記録した点が,“合格”又は“不合格”領域の一つに入れば試験は中止する。
g) 連続して実施する異種の試験も,同一図にプロットしてもよい。
h) 受渡書類には,各試験の関係図を添付する。これらの図には記録点の位置が連続して表示されていな
ければならない。
i)
注文者は,個々の製品を無作為抽出する代わりに,最寄りのグループからの試料抽出を認めることが
ある。この場合は,次による。
1) 1グループからの試料抜取り数は一定とし,最大10個としてあらかじめ抜取り数を決めておく。
2) 記録点はそのグループの全個数の試験終了後に記録する。すなわち,各グループの記録点は,X軸
に平行にそのグループの試験個数を,Y軸に平行にそのグループでの不合格個数を,各グループの
試験終了後に記録する。
16
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
試料数2 001〜100 000のロット用ワルド法
序文
この附属書は,試料の抜取方式について規定する。
B.1 試料数2 001〜100 000のロット用ワルド法に対応する図を,図B.1に示す。
供試品名:
検査者:
種 類:
機 関:
年 月 日:
担当者:
品質管理
引張試験
保証荷重試験
硬さ試験
はめ込み試験
くさび試験
注 記:
図B.1−試料数2 001〜100 000のロット用ワルド法に対応する図
17
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
段階的サンプリング方法−ワルド法
序文
この附属書は,試料の抜取方式について規定する。
C.1 段階的サンプリング方法−ワルド法に対応する図を,図C.1に示す。
供試品名:
検査者:
種 類:
機 関:
年 月 日:
担当者:
寸法及び仕上り検査に対する注意:
図C.1−段階的サンプリング方法−ワルド法に対応する図
18
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(規定)
再提出ロット検査用の段階的サンプリング方法
序文
この附属書は,試料の抜取方式について規定する。
D.1 再提出ロット検査用の段階的サンプリング方法−ワルド法に対応する図を,図D.1に示す。
供試品名:
検査者:
種 類:
機 関:
年 月 日:
担当者:
寸法及び仕上り検査に対する注意:
図D.1−再提出ロット検査用の段階的サンプリング方法−ワルド法に対応する図
19
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
ウイットねじのボルト・ナット
JA.1 適用範囲
この附属書は,ウイットねじのボルト・ナットについて規定する。
なお,ウイットねじは,将来廃止するため新規設計のボルト・ナットには用いないのがよい。
JA.2 製造方法など
JA.2.1 ボルト・ナット素材の製鋼方法
ボルト・ナット素材の製鋼方法は,4.1による。
JA.2.2 ボルト・ナットの製造方法
ボルト・ナットの製造方法は,4.2による。
JA.2.3 ボルト・ナットの強度区分,種類・記号及び形状・寸法,並びにねじの種類
JA.2.3.1 ボルト・ナットの強度区分
ボルト・ナットの強度区分は,4.3.1による。
JA.2.3.2 ボルト・ナットの種類及び記号
ボルト・ナットの種類及び記号は用途によって分類し,表JA.1による。
JA.2.3.3 ボルト・ナットの形状・寸法
ボルト・ナットの形状・寸法は,表JA.1による。
20
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.1−ボルト・ナットの種類,記号,用途,形状及び寸法,並びに強度区分
種類
記号
用途
形状及び寸法
の図番号及び
表番号
強度
区分
継
目
板
用
A
種
ボ
ル
ト
30 kgレール用
A30
普通継目板
図1 a),表JA.2
5.6
37 kgレール用
A37
普通継目板
図1 a),表JA.2
50 kgレール用
A50
普通継目板
図1 b),表JA.2
ナ
ッ
ト
30 kgレール用
A30−W3/4N
普通継目板
図3,表JA.4
5
37 kgレール用
A37−W3/4N
普通継目板
図3,表JA.4
50 kgレール用
A50−W1N
普通継目板
図3,表JA.4
B
種
ボ
ル
ト
30 kgレール用
B30
熱処理継目板
図1 a),表JA.2
8.8
37 kgレール用
B37
熱処理継目板
図1 a),表JA.2
40 kgNレール用
B40N
普通継目板
熱処理継目板
図1 b),表JA.2
10.9
50 kgレール用
B50
熱処理継目板
図1 b),表JA.2
8.8
50 kgNレール用
B50N
普通継目板
熱処理継目板
図1 b),表JA.2
10.9
ナ
ッ
ト
30 kgレール用
B30−W3/4N
熱処理継目板
図3,表JA.4
10
37 kgレール用
B37−W3/4N
熱処理継目板
図3,表JA.4
40 kgNレール用
B40N−W3/4N 普通継目板
熱処理継目板
図3,表JA.4
50 kgレール用
B50−W1N
熱処理継目板
図3,表JA.4
50 kgNレール用
B50N−W3/4N 普通継目板
熱処理継目板
図3,表JA.4
レ
ー
ル
締
結
用
A
種
ボ
ル
ト
F形50 kg及び50 kgNレール一般用 F50
F形タイプレート 図2,表JA.3
4.6
F形50 kgレール継目用
F50J
F形タイプレート 図2,表JA.3
F形50 kgレール継目N用
F50NJ
F形タイプレート 図2,表JA.3
ナ
ッ
ト
F形50 kg及び50 kgNレール一般用 F50−W3/4N
F形タイプレート 図3,表JA.4
4
F形50 kgレール継目用
F50J−W3/4N
F形タイプレート 図3,表JA.4
F形50 kgレール継目N用
F50NJ−W3/4N F形タイプレート 図3,表JA.4
注記1 A種,B種は4.2 e) 参照。
注記2 強度区分は,4.3.1参照。
21
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.2−継目板用ボルトの寸法
単位 mm
記号
ねじの
呼び
d
D
d1
d2
C
W
H
h
h1
b
K
(約)
R
(最大)
L
t
(最大)
図
番号
A30
B30
W3/4
19.050
34
19.0
27
26
−
14
12
3
50
2.5
−
105
2°
図1
a)
A37
B37
W3/4
19.050
34
19.0
27
26
−
14
12
3
50
2.5
−
115
A50
B50
W1
25.400
50
25.0
−
−
25
16
8
−
65
3
3
150
図1
b)
B40N
B50N
W3/4
19.050
42
19.0
−
−
20
14
7
−
45
2.5
2
135
ここに,
d : おねじの外径
D : 頭部幅
d 1 : 円筒部径
d2 : ノック幅(長)
C : ノック幅(短)
W : 頂面の幅
H : 頭部高さ
b : ねじ長さ
R : 首下の丸み
L : 呼び長さ
t : 直角度
注記1 Xは,不完全ねじ部で,2山とするのがよい。
注記2 ねじの山頂は,表面肌が残っていても差し支えない。
注記3 30 kg及び37 kg用の頭部の外周に出るばりは,幅0.5 mmまでよい。
表JA.3−締結ボルトの形状,寸法及び寸法許容差
単位 mm
記号
ねじの呼び
おねじの外径
d
呼び長さ
L
ねじ部長さ
b
図番号
F50
W3/4
19.050
71
30
図2
F50J
W3/4
19.050
78
35
F50NJ
W3/4
19.050
85
35.5
注記1 Xは,不完全ねじ部で,2山とするのがよい。
注記2 ねじの山頂は,表面肌が残っていても差し支えない。
22
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.4−継目板用及び締結用ナットの形状,寸法及び寸法許容差
単位 mm
記号
ねじ
の
呼び
めねじ
の径
d
高さ
H
m
二面幅
S
対角
C
頂面
の径
D
同軸
度
t
図番号
基本
寸法
許容差
約
基本
寸法
許容差
約
約
最大
A30−W3/4N
A37−W3/4N
B30−W3/4N
B37−W3/4N
W3/4
19.050
19.0
±1.0
1.2
32
0
−1.0
37.0
31
1.5
図3
A50−W1N
B50−W1N
W1
25.400
25.4
±1.0
1.5
41
0
−1.0
47.3
39
2
B40N−W3/4N
B50N−W3/4N
W3/4
19.050
19.0
±1.0
1.2
32
0
−1.0
37.0
31
1.5
F50−W3/4N
F50J−W3/4N
F50NJ−W3/4N
W3/4
19.050
16.0
±0.9
−
32
0
−1.0
37.0
31
1.5
注記 ねじの山頂は,表面肌が残っていても差し支えない。
JA.2.3.4 ねじの種類
ねじの種類は,ねじの呼びW3/4山数10及びW1山数8とする(図JA.1参照)。
JA.2.4 限界ゲージ
寸法許容差の測定を限界ゲージで行う場合は,次による。
JA.2.4.1 ねじ以外の限界ゲージ
ねじ以外の限界ゲージは,4.4.1による。
JA.2.4.2 ねじの限界ゲージ
ねじの限界ゲージは,附属書JBによる。
JA.2.5 表示
表示は,4.5による。
JA.2.6 品質
品質は,4.6による。ただし,4.6 d) を次に置き換える。
d) 継目板用ボルトの機械的性質は,表JA.5の製品の機械的性質に適合しなければならない。ただし,注
文者の要求があるときは,表JA.5の試験片の機械的性質によることができる。
継目板用ナットの機械的性質は,表JA.6に適合しなければならない。
なお,表面欠陥の寸法許容差の基準は,注文者からの指定がない限り,JIS B 1041及びJIS B 1042
による。
23
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JA.5−継目板用ボルトの機械的性質
種
類
記号
強度区分
ねじの
呼び
製品の機械的性質
試験片の機械的性質
引張荷重
k N
硬さ
降伏点又は
0.2 %耐力
N/mm2
引張強さ
N/mm2
伸び
%
絞り
%
A
種
A30
A37
5.6
W3/4
107以上
79〜95 HRB
−
−
−
−
A50
5.6
W1
194以上
79〜95 HRB
−
−
−
−
B
種
B30
B37
8.8
W3/4
177以上
23〜34 HRC
660以上
830以上
12以上 52以上
B50
8.8
W1
322以上
23〜34 HRC
B40N
B50N
10.9
W3/4
222以上
32〜39 HRC
940以上
1 040以上
9以上 48以上
表JA.6−継目板用ナットの機械的性質
種類
記号
強度区分
硬さ
HV
保証荷重応力
N/mm2
A
種
A30−W3/4N
A37−W3/4N
A50−W1N
F50−W3/4N
F50−W3/4N
F50NJ−W3/4N
5
146〜302
630
B
種
B30−W3/4N
B37−W3/4N
B40N−W3/4N
B50−W1N
B50N−W3/4N
10
272〜353
1 060
JA.2.7 ねじの寸法許容差
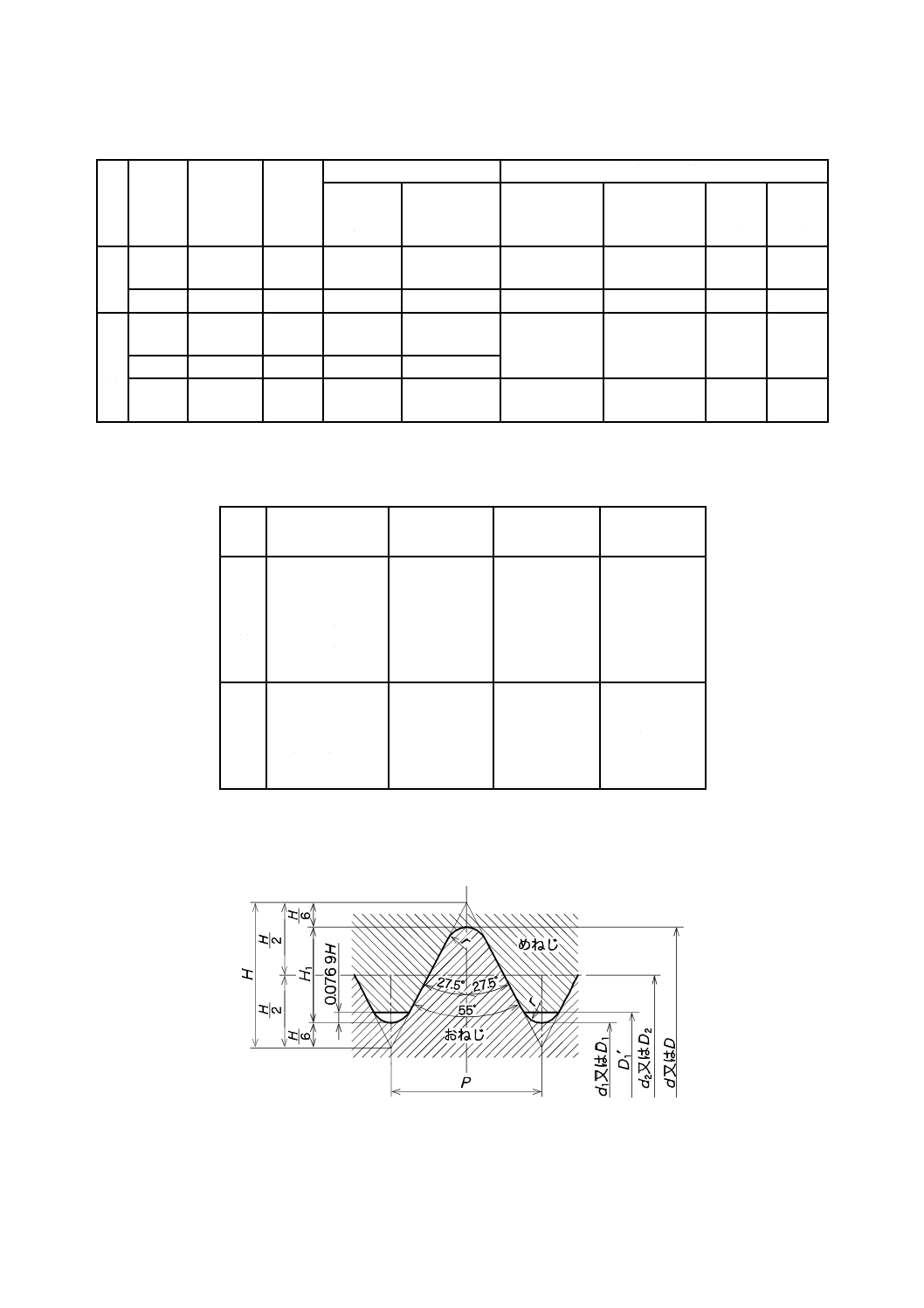
ウイットねじの基準寸法及び許容差は,図JA.1による。
図JA.1−ウイットねじの基準山形,基準寸法及び寸法許容差
24
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
形状
ねじの呼び
W3/4
W1
ねじ山数(25.4 mmにつき)
n
10山
8山
ピッチ
P
2.540
3.175
とがり山の高さ
H
2.440
3.050
おねじのねじ山の高さ
H1
1.626
2.033
めねじの谷の丸み
r
0.349
0.436
お
ね
じ
基準寸法
外径
d
19.050
25.400
有効径
d2
17.424
23.367
谷の径
d1
15.798
21.334
め
ね
じ
基準寸法
谷の径
D
19.050
25.400
有効径
D2
17.424
23.367
内径(参考)
D1
15.798
21.334
お
ね
じ
丸形
許容差
外径
d
0
−0.370
0
−0.450
平形
許容差
外径
d
−0.190
−0.370
−0.240
−0.450
許容差
有効径
d2
0
−0.210
0
−0.240
許容差
谷の径
d1
0
−0.420
0
−0.490
め
ね
じ
許容差
谷の径
D
−a)
許容差
有効径
D2
0.210
0
0.240
0
許容差
内径(参考) D1
0.980
0.380 b)
1.180
0.480 b)
標準片のはめ合い長さ
22
28
注記1 図の太い実線は,基準山形を示す。
注記2 D1́=d1+2×0.076 9H
注a) めねじの谷の径の許容差は規定しないが,図JA.1のように谷底と,円形のおねじの外径の最大寸
法との間に,多少のすき間を設ける。
b) めねじの内径の下の許容差は,2×0.076 9Hで算出した値を0.010 mmに丸めたものである。
図JA.1−ウイットねじの基準山形,基準寸法及び寸法許容差(続き)
JA.3 機械的性質・寸法の試験及び検査
機械的性質・寸法の試験及び検査は,箇条5による。ただし,5.1.3.4の一部を,次のように置き換える。
5.1.3.4 検査
機械的性質は,5.1の試験を行ったとき,JA.2.6並びに4.6のe) 及びf) を満足しなければならない。
JA.4 注文者が提供すべき資料
注文者が提供すべき資料は,箇条6による。
JA.5 包装
包装は,箇条7による。
25
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
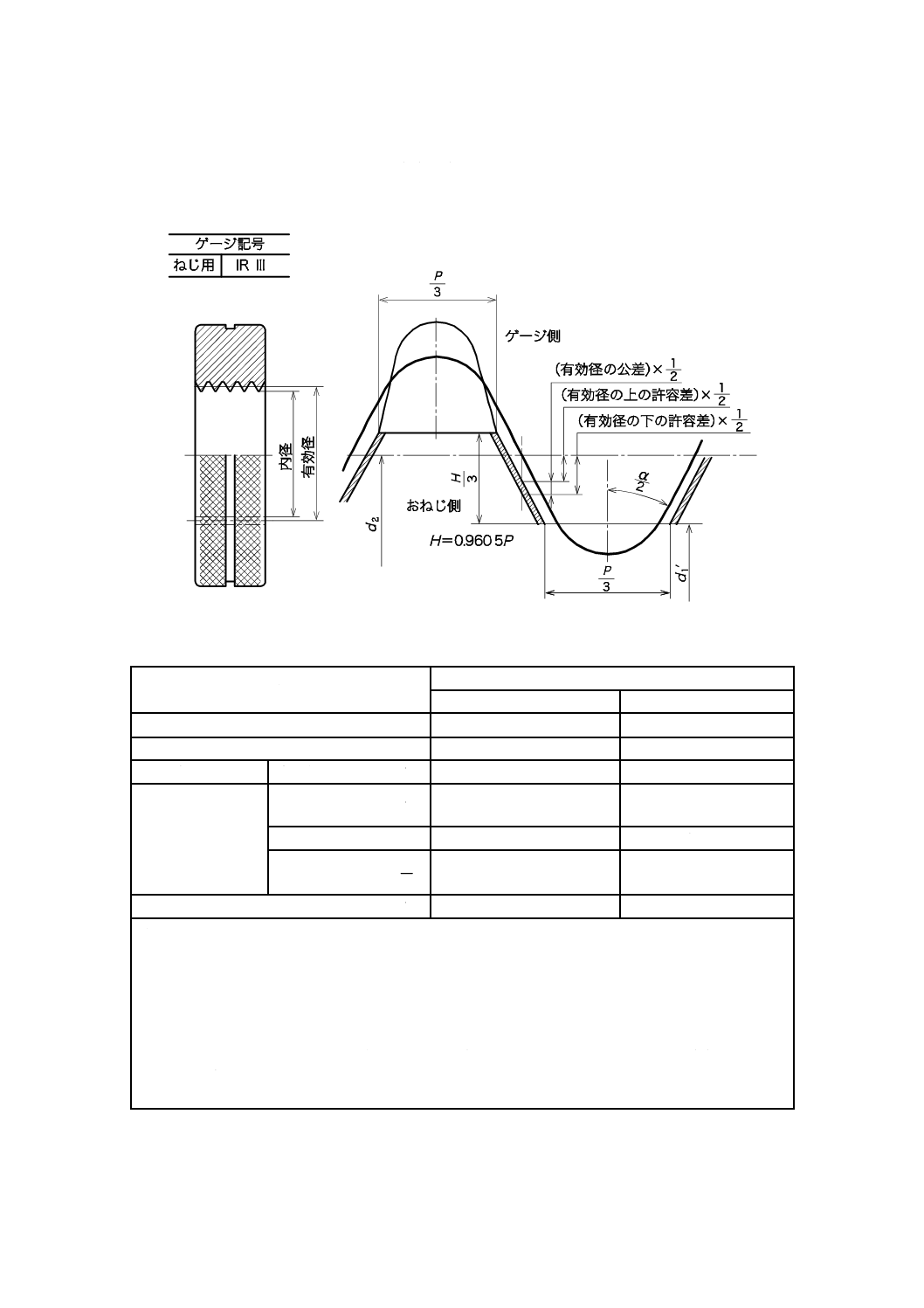
附属書JB
(規定)
ウイットねじの限界ゲージ
序文
この附属書は,ウイットねじの限界ゲージについて規定する。
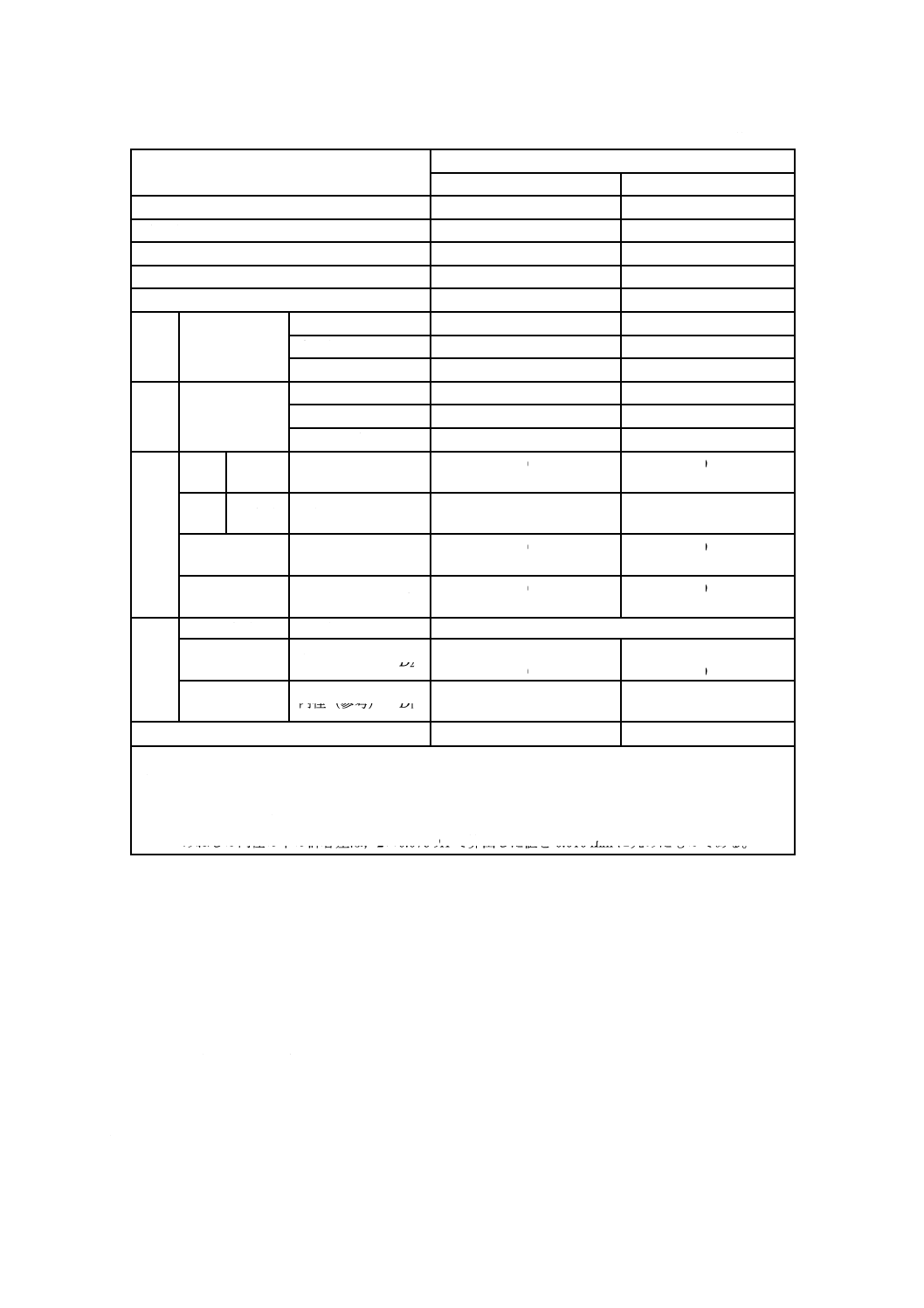
JB.1 めねじ内径に使用する検査用限界プラグゲージの形状・許容差及び公差に対応する図を,図JB.1に
示す。
単位 mm
形状
ねじの呼び
W3/4
W1
基準寸法
外径 D 1
15.798
21.334
許容差
通り側
外径 D 1
0.395
0.385
0.495
0.485
外径の摩耗限度
0.380
0.480
止り側
外径 D 1
0.990
0.980
1.190
1.180
注記1 この表の許容差に対する基準寸法は,ウイット並目めねじの内径(D 1)の基準寸法の数値と
する。
注記2 図の太い実線は,基準山形を示す。
図JB.1−めねじ内径に使用する検査用限界プラグゲージの形状・許容差及び公差に対応する図
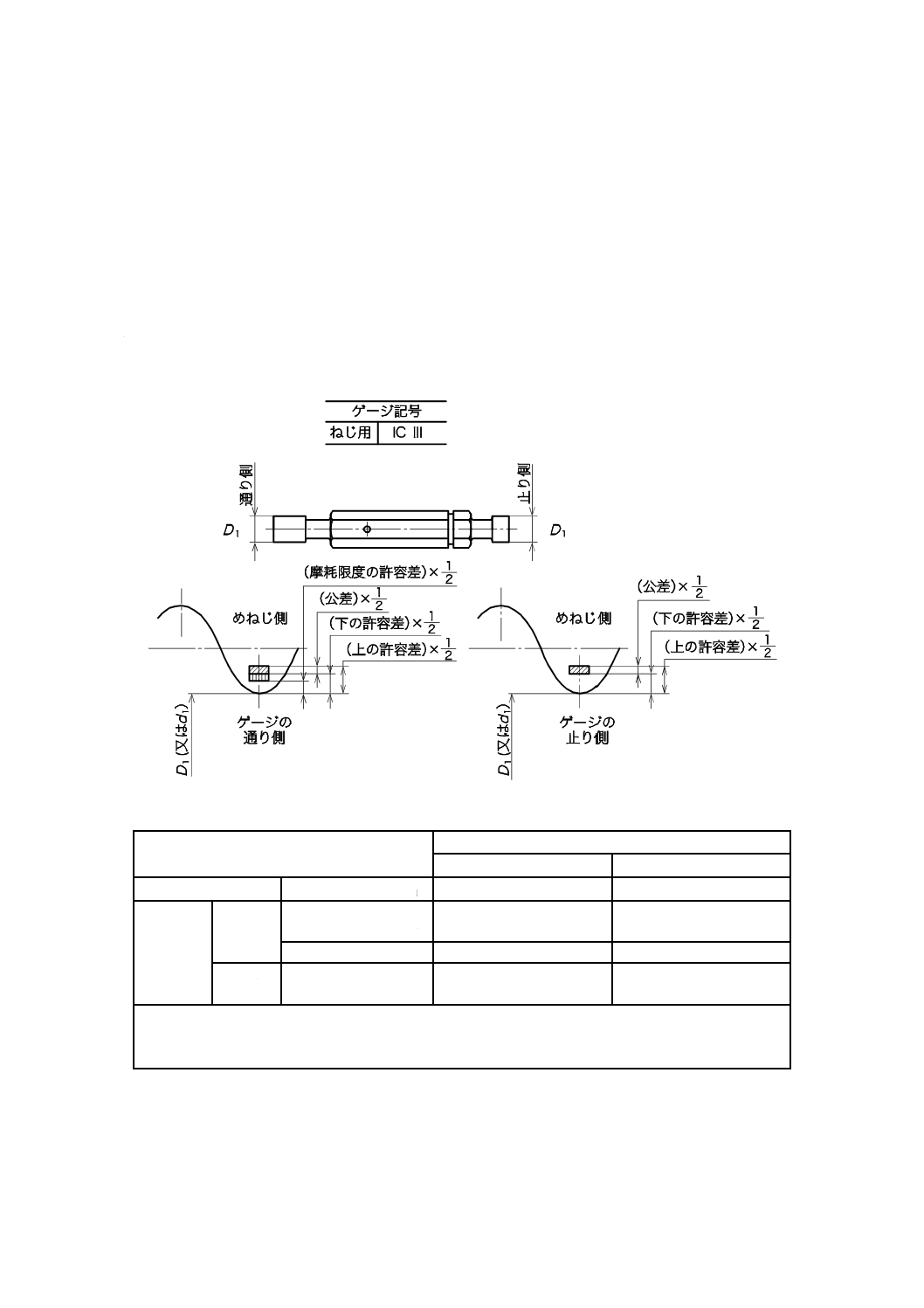
JB.2 ねじに使用する検査用通りねじリングゲージの形状・許容差及び公差に対応する図を,図JB.2に示
す。
26
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
形状
ねじの呼び
W3/4
W1
ねじ山数(25.4 mmにつき) n
10山
8山
ピッチ P
2.540
3.175
基準寸法
有効径 d 2
17.424
23.367
内径 d 1
15.798
21.334
許容差
有効径 d 2
−0.024
−0.008
−0.024
−0.008
有効径の摩耗限度
0
0
内径 d 1
0.380
0.364
0.480
0.464
ピッチ
±0.005
±0.005
山の半角(分) 2α
±0.010
±0.009
ゲージ長さの標準値
22
28
注記1 この規格の有効径は,単独有効径とする。
注記2 この表の許容差に対する基準寸法は,ウイット並目おねじの有効径(d2)及び内径(d1)の基準
寸法の数値とする。
注記3 ねじの谷底の形状は,図のように検査されるおねじ外径の最大寸法との間にすき間のできるよ
うに,適宜余裕をとるものとする。
注記4 有効径,ピッチの許容差及び山の半角の許容差の測定は,表の数値に関係なく,通り側はめ合
い点検ねじプラグゲージが無理なく,また遊びなくねじ込まれることによって適合するものと
判定する。
注記5 有効径の摩耗限度は,表の数値に関係なく,摩耗点検ねじプラグゲージが通り抜けないことで,
摩耗限度内にあると判定する。
注記6 図の太い実線は,基準山形を示す。
図JB.2−ねじに使用する検査用通りねじリングゲージの形状・許容差及び公差に対応する図
27
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JB.3 ねじに使用する検査用止りねじリングゲージの形状・許容差及び公差に対応する図を,図JB.3に示
す。
単位 mm
形状
ねじの呼び
W3/4
W1
ねじ山数(25.4 mmにつき)
n
10山
8山
ピッチ
P
2.540
3.175
基準寸法
有効径
d 2
17.424
23.367
許容差
有効径
d 2
−0.226
−0.210
−0.256
−0.240
ピッチ
±0.005
±0.005
山の半角(分)
2
α
±0.012
±0.011
ゲージ内径の標準値
d 1 ́
16.40
22.11
注記1 この規格の有効径は,単独有効径とする。
注記2 この表の許容差に対する基準寸法は,ウイット並目おねじの有効径(d2)の基準寸法の数値と
する。
注記3 ねじの谷底の形状は,図のように短くしたフランク以外の部分が検査されるおねじと接触しな
いように,適宜余裕をとるものとする。
注記4 有効径,ピッチの許容差及び山の半角の許容差の測定は,表の数値に関係なく,止り側はめ合
い点検ねじプラグゲージが無理なく,また遊びなくねじ込まれることによって適合するものと
判定する。
注記5 図の太い実線は,基準山形を示す。
図JB.3−ねじに使用する検査用止りねじリングゲージの形状・許容差及び公差に対応する図
28
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
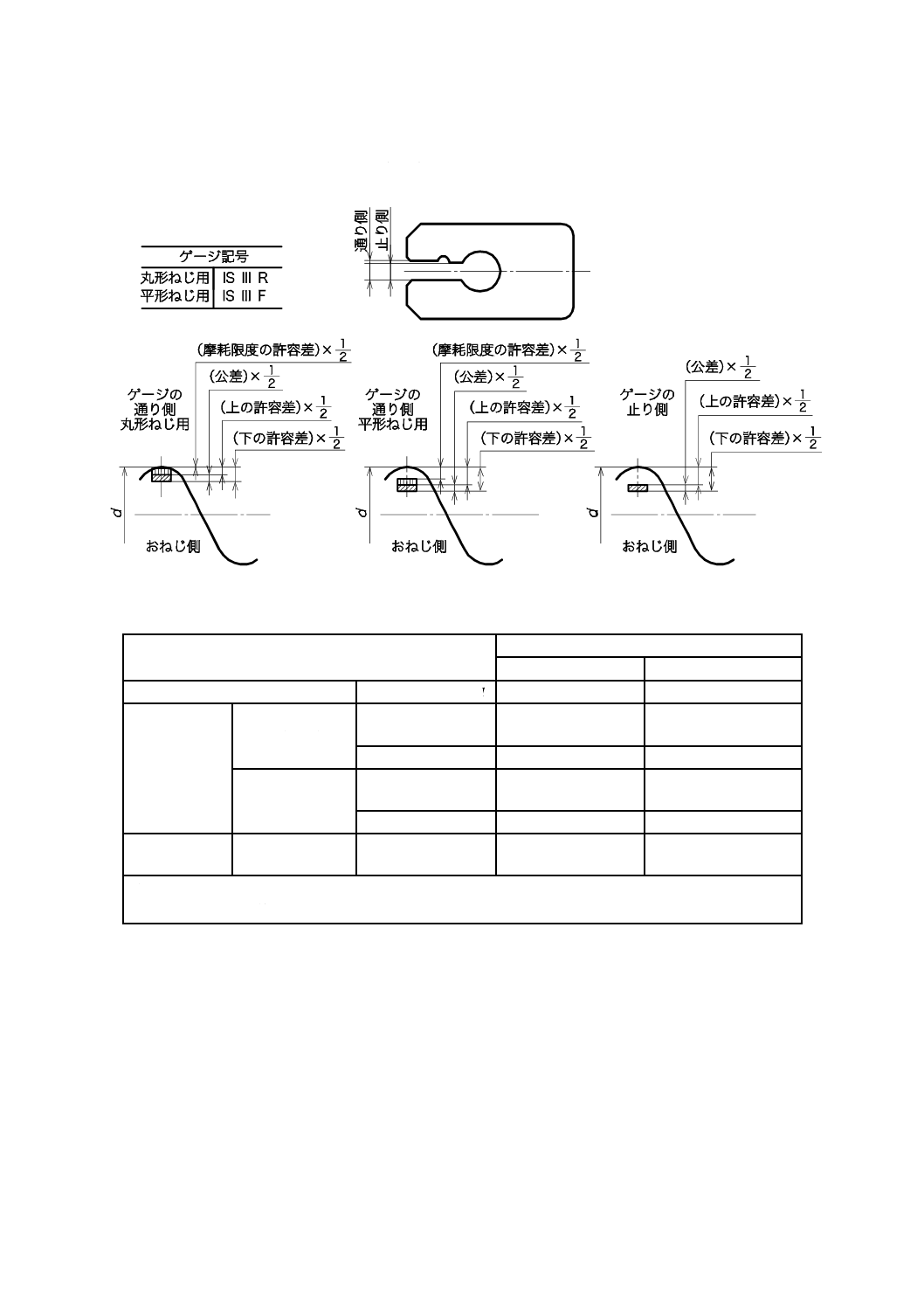
JB.4 ねじに使用する検査用限界はさみゲージの形状・許容差及び公差に対応する図を,図JB.4に示す。
単位 mm
形状
ねじの呼び
W3/4
W1
基準寸法
外 径 d
19.050
25.400
通り側 d
丸形ねじ用
許容差
−0.015
−0.005
−0.015
−0.005
摩耗限度
0
0
平形ねじ用
許容差
−0.205
−0.195
−0.255
−0.245
摩耗限度
−0.190
−0.240
止り側 d
丸形平形ねじ用
許容差
−0.380
−0.370
−0.460
−0.450
注記1 この表の許容差に対する基準寸法は,ウイット並目おねじの外径(d)の基準寸法の数値とする。
注記2 図の太い実線は,基準山形を示す。
図JB.4−ねじに使用する検査用限界はさみゲージの形状・許容差及び公差に対応する図
29
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
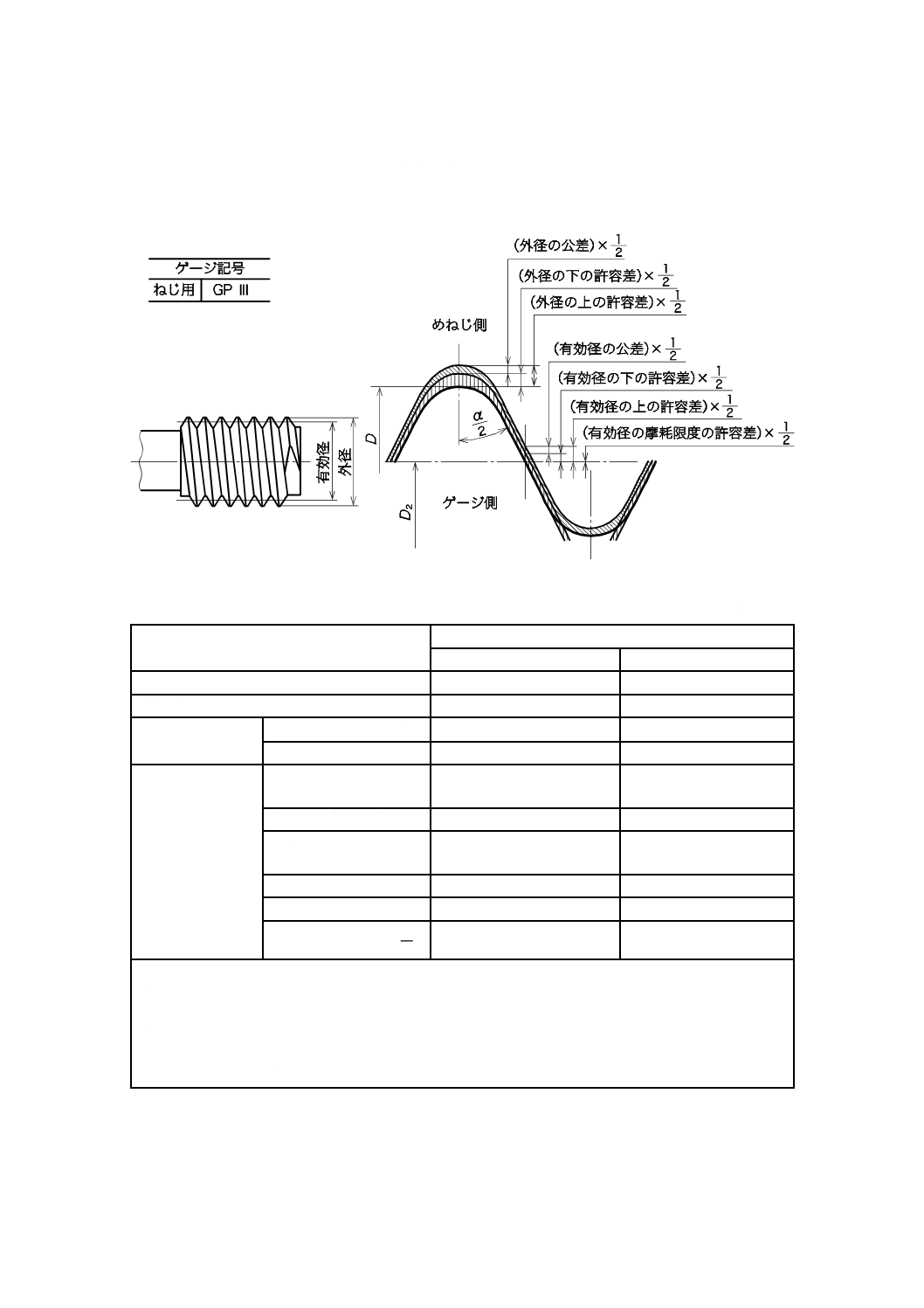
JB.5 ねじに使用する検査用通りねじプラグゲージの形状・許容差及び公差に対応する図を,図JB.5に示
す。
単位 mm
形状
ねじの呼び
W3/4
W1
ねじ山数(25.4 mmにつき)
n
10山
8山
ピッチ
P
2.540
3.175
基準寸法
有効径
D 2
17.424
23.367
外径
D
19.050
25.400
許容差
有効径
D 2
0.024
0.008
0.024
0.008
有効径の摩耗限度
0
0
外径
D
0.024
0.008
0.024
0.008
外径の摩耗限度
0
0
ピッチ
±0.005
±0.005
山の半角(分)
2
α
±0.010
±0.009
注記1 この規格の有効径は,単独有効径とする。
注記2 この表の許容差に対する基準寸法は,ウイット並目ねじの外径(D)及び有効径(D2)の基準
寸法の数値とする。
注記3 ねじの谷底の形状は,図のように検査されるめねじ内径の最小寸法との間にすき間のできるよ
うに,適宜余裕をとるものとする。
注記4 図の太い実線は,基準山形を示す。
図JB.5−ねじに使用する検査用通りねじプラグゲージの形状・許容差及び公差に対応する図
30
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
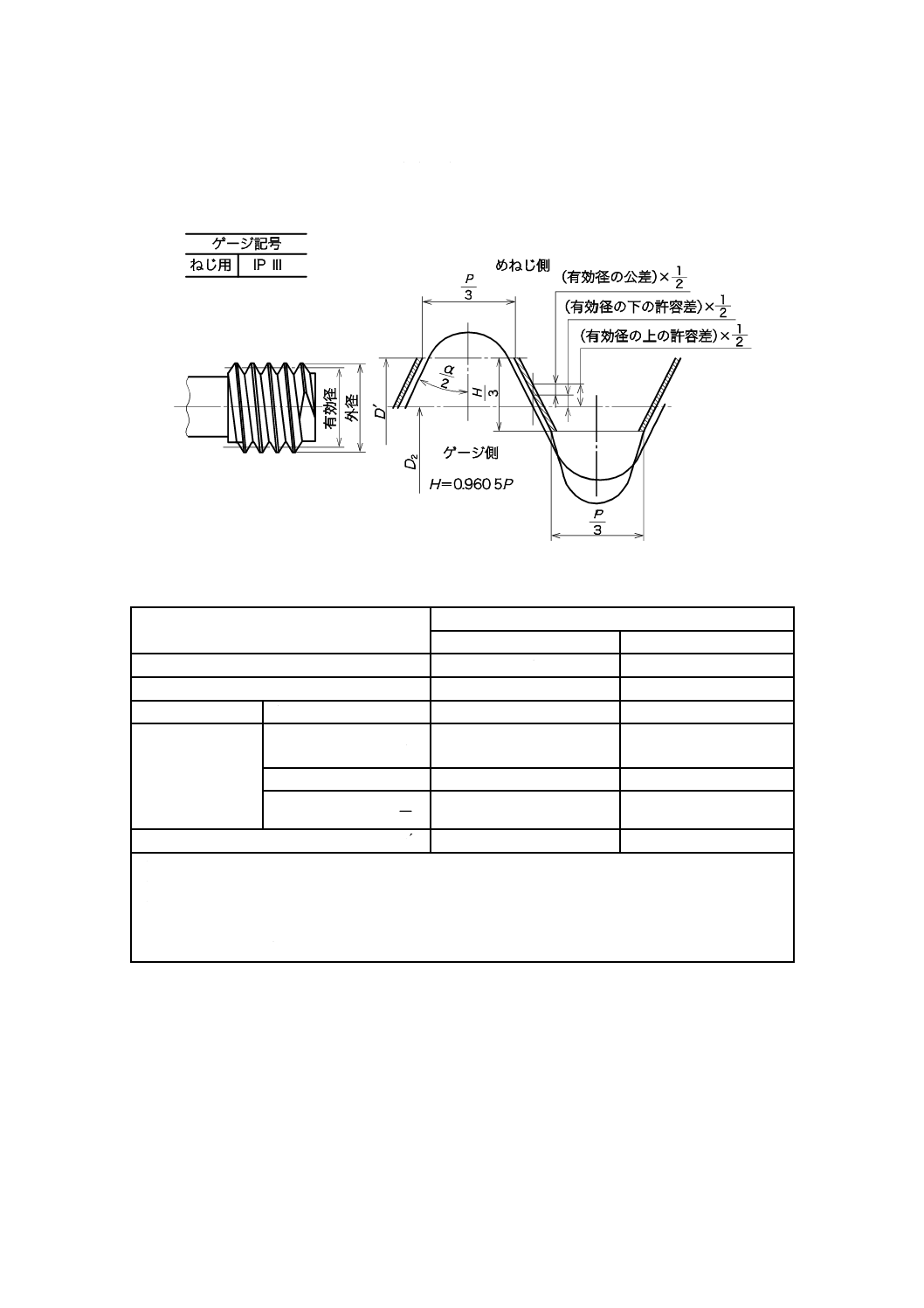
JB.6 ねじに使用する検査用止りねじプラグゲージの形状・許容差及び公差に対応する図を,図JB.6に示
す。
単位 mm
形状
ねじの呼び
W3/4
W1
ねじ山数(25.4 mmにつき)
n
10山
8山
ピッチ
P
2.540
3.175
基準寸法
有効径
D 2
17.424
23.367
許容差
有効径
D 2
0.226
0.210
0.256
0.240
ピッチ
±0.005
±0.005
山の半角(分)
2
α
±0.012
±0.011
ゲージ外径の標準値
D ́
18.45
24.62
注記1 この規格の有効径は,単独有効径とする。
注記2 この表の許容差に対する基準寸法は,ウイット並目ねじの基準寸法(D2)の数値とする。
注記3 ねじの谷底の形状は,図のように短くしたフランク以外の部分が検査されるめねじと接触しな
いように,適宜余裕をとるものとする。
注記4 図の太い実線は,基準山形を示す。
図JB.6−ねじに使用する検査用止りねじプラグゲージの形状・許容差及び公差に対応する図
31
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(参考)
JISと対応する国際規格との対比表
JIS E 1107:2008 継目板用及びレール締結用のボルト及びナット
ISO 6305-4:1985,Railway components−Technical delivery requirements−
Part 4: Untreated steel nuts and bolts and high-strength nuts and bolts for
fish-plates and fastenings
(Ⅰ) JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 メートルねじ及びウイットね
じのボルト・ナットについて
規定。
1
メートルねじのボル
ト・ナットについて規
定。
追加
ウイットねじを追加。
ウイットねじのボルト,ナッ
トは,国内の敷設数量が多く
日本の使用事情によって規
定。ただし,将来廃止するこ
ととした。
2 引用規格
3 用語及び
定義
3.1 ウイットねじ
追加
直径をインチ,及びねじのピ
ッチを25.4 mmについて山数
で表した,ねじ山の角度55º
の三角ねじを追加。
ウイットねじのボルト,ナッ
トは,国内の敷設数量が多く
日本の使用事情によって規
定。
4 製造方法
など
4.1 ボルト・ナット素材の製
鋼方法
3
3.1
一致
4.2 b)
4.2 d)
3.2
追加
A50,B40N,B50,B50N及び
B60については熱間鍛造と追
加。
ボルト・ナットのねじは,転造
又は機械加工によって製作と
追加。
冷間圧造では,困難なため熱
間鍛造と規定。
使用者及び製造業者の利便性
を考慮した。
3
E
1
1
0
7
:
2
0
0
8
32
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 製造方法
など(続き)
4.2 e)
3.2
追加
ボルト及びナットのA種は熱
処理を施さないもの,B種は
熱処理を施したものと追加。
次回ISO規格改正時に追加を
申し入れる。
4.3 ボルト・ナットの強度区
分,種類・記号及び形状・寸
法,並びにねじの種類
4.3.1 ボルト・ナットの強度区
分
3.3
3.3.1
3.1 製鋼方法で規定。
一致
一致
4.3.2 ボルト・ナットの種類及
び記号
3.3.2
強度区分だけを規定。 変更
種類別に強度区分を追加。
使用者及び製造業者の利便性
を考慮した。
次回ISO規格改正時に追加又
は変更を申し入れる。
4.3.3 ボルト・ナットの形状・
寸法
3.3.3
一致
4.4 限界ゲージ
4.4.1 ねじ以外の限界ゲージ
a)
3.4
注文者の提供図面によ
る。
一致
追加
限界ゲージ製作のための公
差,寸法許容差及び摩耗しろ
を追加。
使用者及び製造業者の利便性
を考慮した。
次回ISO規格改正時に追加を
申し入れる。
4.5 表示
4.5.1 製品の表示
a)
b)
c)
3.5
注文書又は附属書の規
定による。
一致
追加
製品の表示を具体的に規定。
製造者責任の明確化。
使用者及び製造業者の誤り防
止。
実質的な差異はない。
4.5.2 包装の表示
a)
b)
c)
注文書又は附属書の規
定による。
追加
包装の表示を具体的に規定。 使用者及び製造業者の誤り防
止。
3
E
1
1
0
7
:
2
0
0
8
33
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 製造方法
など(続き)
4.6 品質
a)
b)
c)
d)
e)
f)
3.6
使用上有害な欠陥があ
ってはならない。
メートルねじボルト・
ナットだけを規定。
一致
追加
表面欠陥を具体的に規定。
対応するJISに置き換えた。
使用者及び製造業者の利便性
を考慮した。
4.7 寸法許容差
4.7.1 ボルト・ナットの基準寸
法及び寸法許容差
3.7
3.7.1
一致
追加
対応するJISに置き換えた。
次回ISO規格改正時に追加を
申し入れる。
4.7.2 ねじの寸法許容差
3.7.2
変更
対応するJISに置き換えた。 次回ISO規格改正時に追加を
申し入れる。
5 機械的性
質・寸法の
試験及び検
査
5.1 機械的性質試験及び検査
4
4.1
一致
追加
機械的性質試験は,受渡当事
者間の協定によって変更可能
と追加。
実質的な差異はない。
5.1.1 試験の項目
a)
b)
4.1.1
ISO 898-1検査プログ
ラムBによる。
変更
製品引張試験にかわる試験片
引張試験を規定。
対応するJISに置き換えた。
実質的な差異はない。
次回ISO規格改正時に追加を
申し入れる。
5.1.2 ロットの大きさ
a)
b)
4.1.2
検査ロット数を最小か
ら最大で規定。
変更
検査ロット数を最大だけで規
定。
実質的な差異はない。
5.1.3 試験方法
5.1.3.1 ボルトの試験方法
a)
b)
c)
4.1.3
ISO 898-1の8項
一致
変更
対応するJISに置き換えた。
実質的な差異はない。
3
E
1
1
0
7
:
2
0
0
8
34
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 機械的性
質・寸法の
試験及び検
査(続き)
5.1.3.2 ナットの試験方法
a)
c)
ISO 898-2の8.1項及び
8.2項
変更
対応するJISに置き換えた。 実質的な差異はない。
5.1.3.3 はめ込み試験方法
4.1.3.1
一致
5.1.3.4 検査
4.1.4
ワルドの試料抽出法又
は,ISO 2859の付表に
よる。
追加
変更
検査の合否判定を追加し,対
応するJISに置き換えた。
実質的な差異はない。
5.2 寸法試験及び検査
4.2
一致
5.2.1 試験及び検査の種類
4.2.1
寸法検査項目を規定し
ている。
注文者の図面による。
変更
種類別に検査項目及び公差を
規定。
種類別に規定。
実質的な差異はない。
5.2.2試料の採り方
b)
検査ロット数を最小か
ら最大で規定。
変更
ロットの大きさを最大数で規
定。
実質的な差異はない。
5.2.3 試験及び検査一般
4.2.3
ボルト・ナットの寸法
検査は,ロットから抽
出した試料について行
う。
ワルドの図表又はISO
2859の対応表に基づ
く。
変更
測定方法を規定。
対応するJISに置き換えた。
実質的な差異はない。
5.2.4 ロットからの試料抽出
による寸法検査の代案−管理
図方式
4.2.4
一致
6 注文者が
提供すべき
資料
5
一致
3
E
1
1
0
7
:
2
0
0
8
35
E 1107:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の箇
条ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び名称
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 包装
6
注文書には,製品の包
装についての要求事項
を規定する。
変更
日本の多湿気候から規定。ま
た,使用者はボルト及びナッ
トをセットで購入することを
原則としている。
使用者及び製造業者の利便性
を考慮。
附属書A
附属書C
一致
附属書B
附属書D
一致
附属書C
附属書A
一致
附属書D
附属書B
一致
附属書JA
−
追加
日本のウイットねじ使用状況
によって規定。
使用者及び製造業者の利便性
を考慮。ただし,将来廃止す
ることとした。
附属書JB
−
追加
日本のウイットねじ使用状況
によって規定。
使用者及び製造業者の利便性
を考慮。ただし,将来廃止す
ることとした。
JISと国際規格との対応の程度の全体評価:ISO 6305-4:1985,MOD
関連する法規
鉄道に関する技術上の基準を定める省令
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD················ 国際規格を修正している。
3
E
1
1
0
7
:
2
0
0
8