E 1102 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が改正した日
本工業規格である。これによって,JIS E 1102 : 1992は改正され,この規格に置き換えられる。
今回の改正では,対応する国際規格との整合化を図るためISO 6305-1, Railway components−Technical
delivery requirements−Part 1 : Rolled steel fishplatesを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS E 1102には,次に示す附属書がある。
附属書1(参考) 検査用ゲージの例
附属書2(規定) ワルド法による抜取方法
附属書3(規定) 再提出ロット検査用の段階的サンプリング方法
附属書4(参考) JISと対応する国際規格との対比表
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
E 1102 : 2001
レール用継目板
Fish plates for rails
序文 この規格は,1981年に第1版として発行されたISO 6305-1, Railway components−Technical delivery
requirements−Part 1 : Rolled steel fishplatesを元に,対応する部分については技術的内容を変更することなく
作成した日本工業規格であるが,対応国際規格には規定されていない次の規定項目及び規定内容を追加し,
また,対応国際規格に規定されている規定内容の削除を行った。
ISO 6305-1には継目板の種類は規定していないが,JIS E 1101(普通レール及び分岐器類用特殊レール)
の普通レールに関連する規格であるため,従来と同様に種類を規定するとともに,従来JISの規定事項を
内容追加した。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,鉄道において使用する30kg/m以上のレール(1)に用いる継目板(以下,継目
板という。)に対する品質要求事項及び受入検査条件について規定する。
備考 注文者は,入札説明書に,製品の使用条件及び製造,特にこの規格の適用に必要な関連する文
章を伴うものであることに留意する。
注(1) このレールのJISとしては,次がある。
JIS E 1101 普通レール及び分岐器類用特殊レール
JIS E 1120 熱処理レール
JIS E 1122 中継レール
JIS E 1123 端部熱処理レール
(2) この規格の対応国際規格を次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 6305-1 Railway components−Technical delivery requirements−Part 1 : Rolled steel fishplates
(MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7514 直定規
JIS G 0303 鋼材の検査通則
JIS G 1211 鉄及び鋼−炭素定量方法
JIS G 1212 鉄及び鋼−けい素定量方法
JIS G 1213 鉄及び鋼中のマンガン定量方法
2
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 1214 鉄及び鋼−りん定量方法
JIS G 1215 鉄及び鋼−硫黄定量方法
JIS G 1253 鉄及び鋼−スパーク放電発光分光分析方法
JIS G 1256 鉄及び鋼−蛍光X線分析方法
JIS G 1257 鉄及び鋼−原子吸光分析方法
JIS G 1258 鉄及び鋼−誘導結合プラズマ発光分光分析方法
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
JIS Z 2243 ブリネル硬さ試験−試験方法
JIS Z 9015-2 計数値検査に対する抜取検査手順−第2部:孤立ロットの検査に対するLQ指標型抜取
検査方式
3. 種類及び記号 継目板の種類及び記号は,熱処理の有無によって区分し,表1による。
表1 継目板の種類及び記号
種類
記号
種類
記号
1種
30kgレール用
30
2種
30kgレール用
30H
37kgレール用
37
37kgレール用
37H
40kgNレール用
40N
40kgNレール用
40NH
50kgレール用
50
50kgレール用
50H
50kgNレール用
50N
50kgNレール用
50NH
60kgレール用
60
60kgレール用
60H
備考 1種は熱処理を施さないもの,2種は熱処理(焼入れ及び焼戻し)を施し
たものとする。
4. 機械的性質及び化学成分 継目板の機械的性質及び化学成分は,表2のとおりとする。注文者は,注
文時に種類及び強度区分を指定する。特に指定のない場合は,1種はI-3,2種はII-2による。
表2 継目板の機械的性質及び化学成分
種類・記号
強度
機械的性質
化学成分%
区分 引張強さ (N/m2) 伸び (%) 製品の表面
硬さHB
C
Si
Mn
P
S
1
種
30, 37, 40N, 50, 50N,
60
I-1
470〜570
20以上
−
−
−
−
−
−
30, 37, 40N, 50, 50N,
60
I-2
550〜650
18以上
−
−
−
−
−
−
30, 37, 40N, 50, 50N,
60
I-3
569以上
15以上
−
0.35
〜0.53
0.15
〜0.35
0.60
〜0.90
0.030
以下
0.035
以下
2
種
30H, 37H, 40NH
50H, 50NH, 60H
II-1
690以上
(降伏点480以
上)
12以上
−
−
−
−
−
−
30H, 37H, 40NH
50H, 50NH, 60H
II-2
686以上
12以上
262
〜331
0.35
〜0.53
0.15
〜0.35
0.60
〜0.90
0.030
以下
0.035
以下
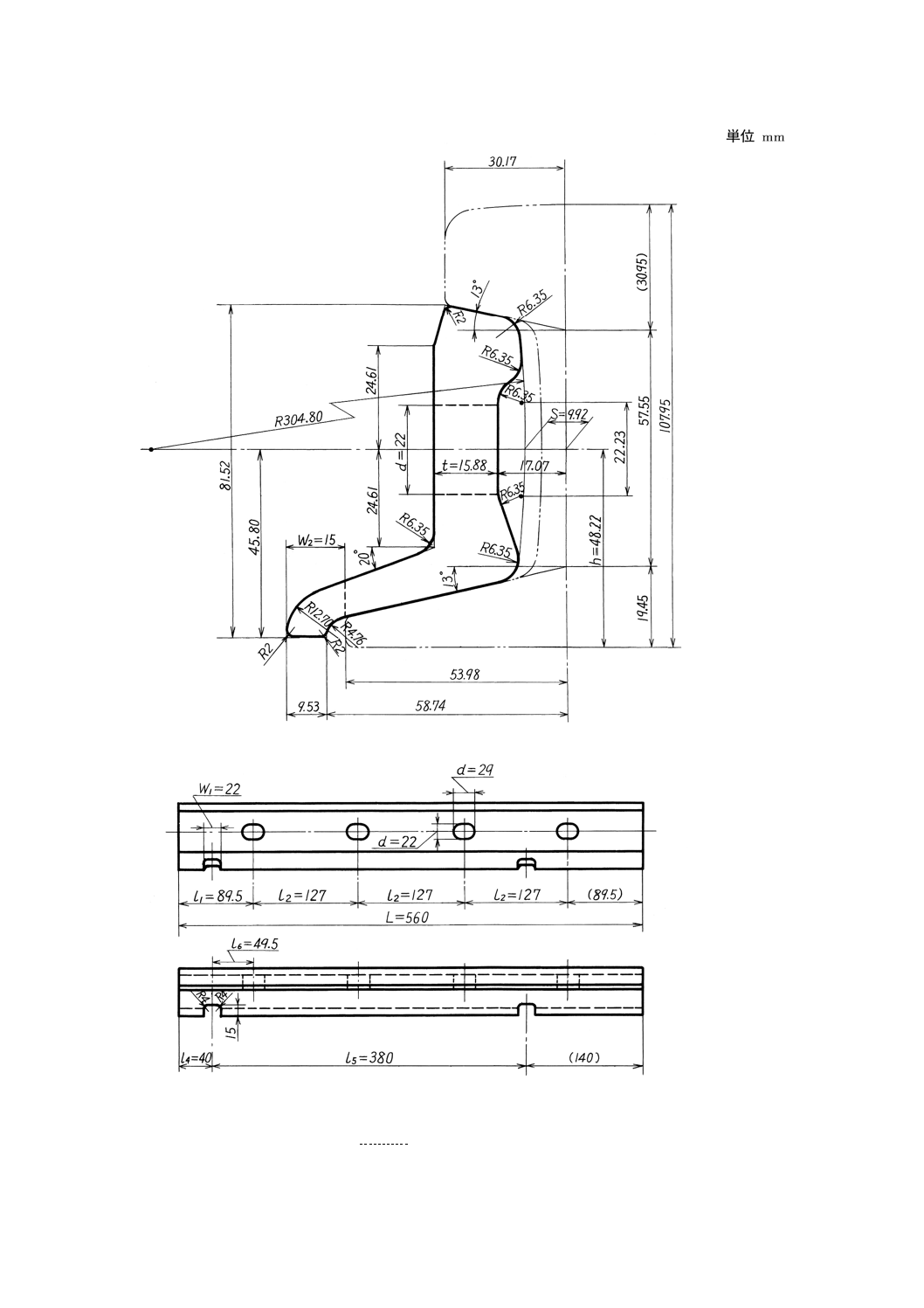
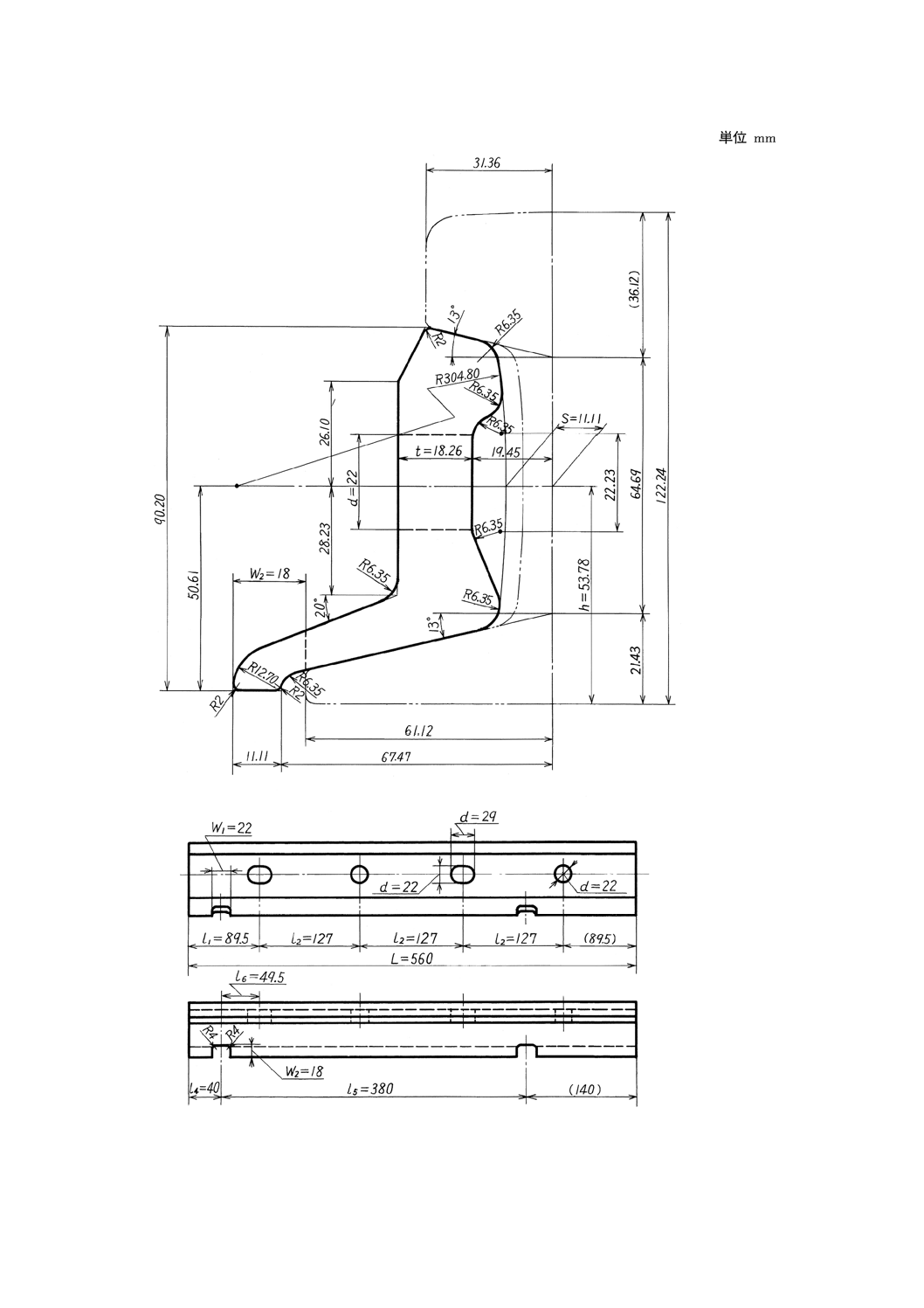
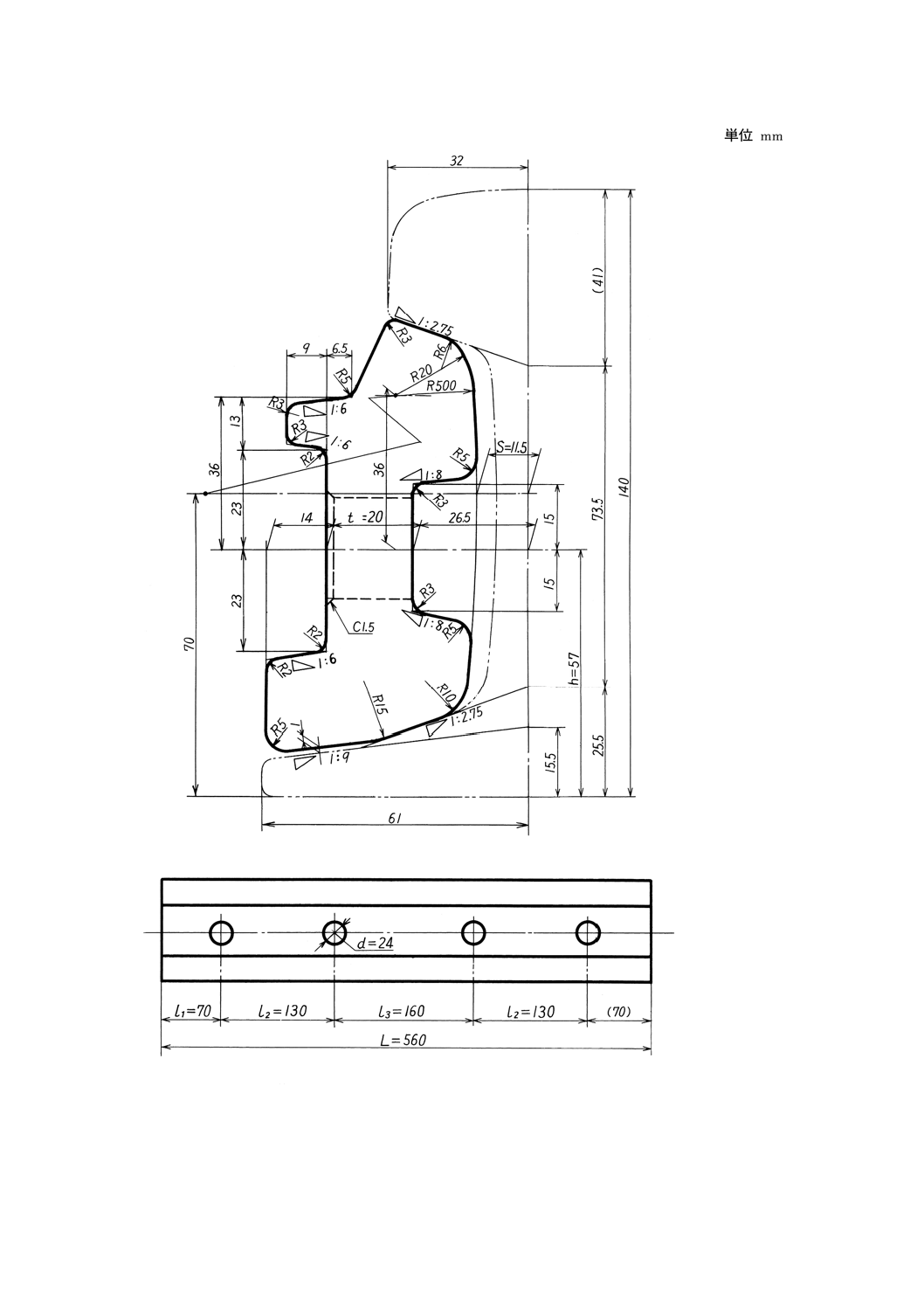
5. 継目板の形状・寸法
5.1
継目板の形状・寸法は,表3による。
3
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
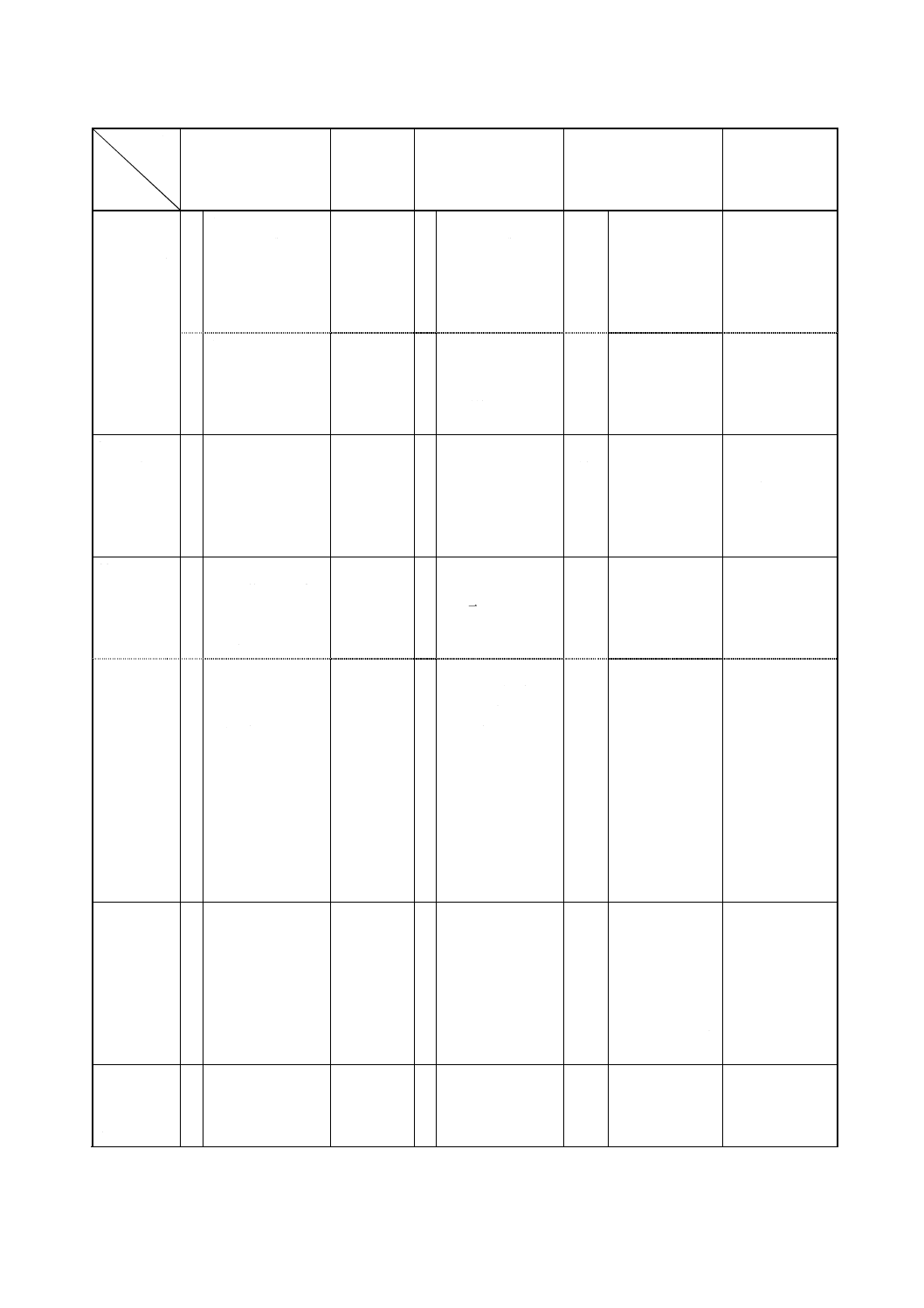
表3 継目板の形状・寸法
記号
付図番号
1種
2種
30
30H
付図1
37
37H
付図2
40N
40NH
付図3
50
50H
付図4
50N
50NH
付図5
60
60H
付図6
5.2
寸法及び曲がりの許容差 寸法及び曲がりの許容差は,次による。
a) 寸法及び曲がりの許容差並びに検査方法などは,表4のとおりとする。
b) 通常の条件下で,かつ,受渡当事者間での協定に基づき,7.4で規定した作業用限界ゲージと同等とみ
なされるゲージの使用によって生じた紛争の解決には,7.4の作業用限界ゲージだけが用いられる。
表4 寸法,曲がり,許容差及び検査方法
項目
寸法mm
許容差mm
検査方法など
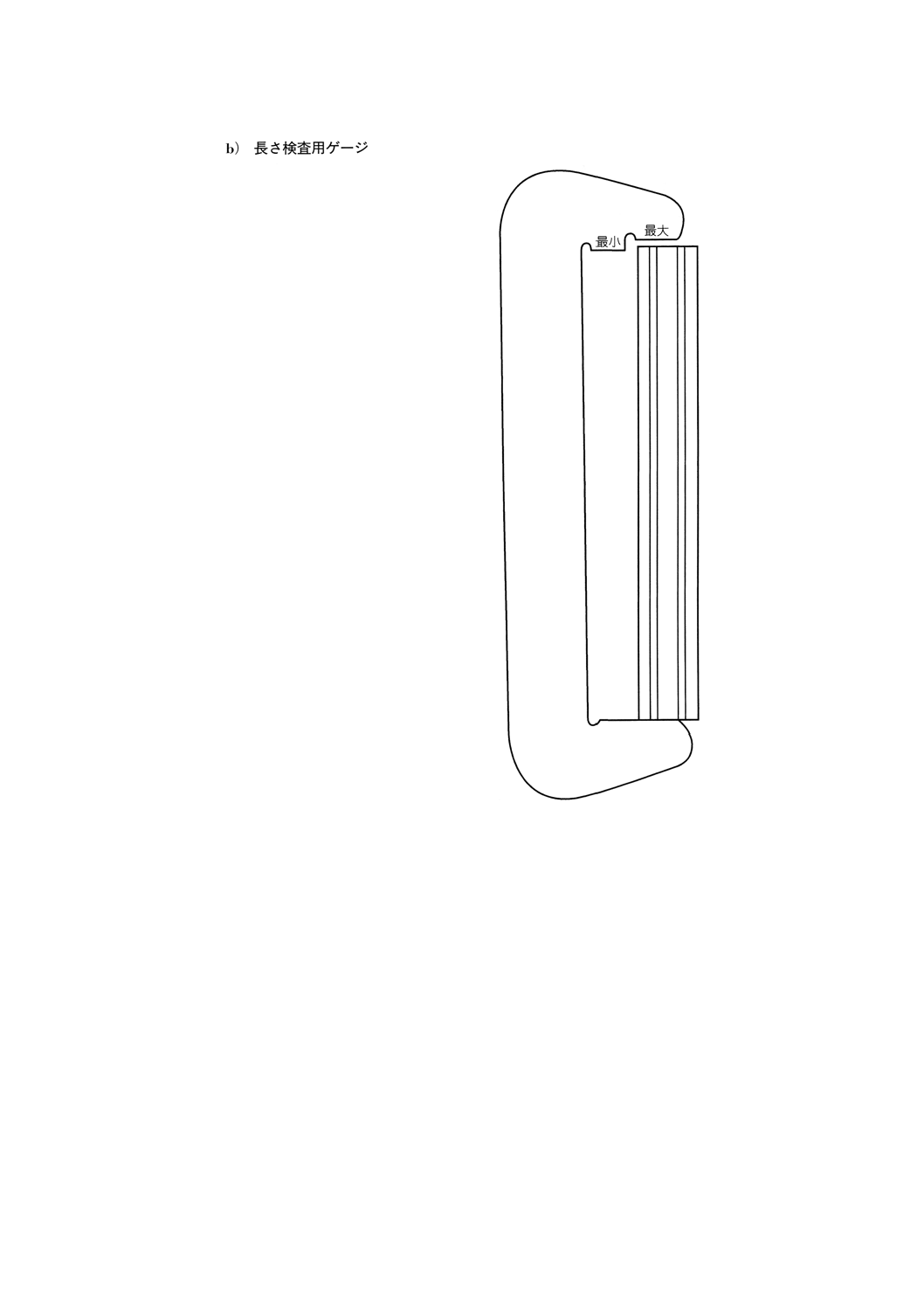
継目板の長さ L
−
±3
検査用ゲージで検査,附属書1
継目板の厚さ t
−
±0.5
検査用ゲージで検査。
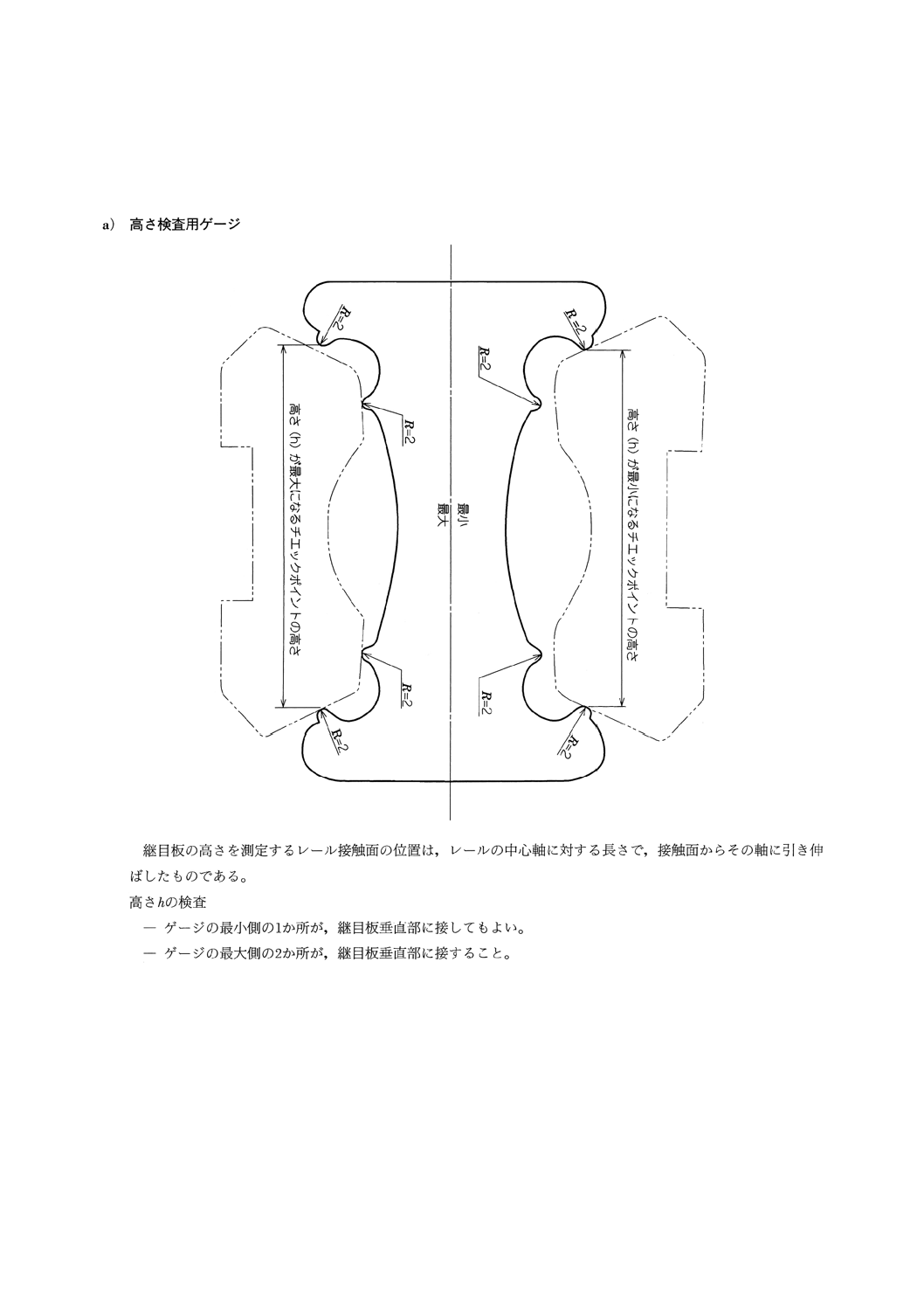
継目板の高さ h
H<165
165≦H<180
(H:レールの高
さ)
±0.5
±0.7
検査用ゲージで検査。
附属書1
レールとの間隔Sを適用するときは省
略できる。
レールとの間隔 S
−
+2.0
−1.0
30kg,37kg,50kgレール用。
検査用ゲージで検査。
継目板の高さhを適用するときは省略
できる。
+1.5
−0.5
40kgN,50kgN,60kgレール用。
検査用ゲージで検査。
継目板の高さhを適用するときは省略
できる。
孔の直径 d
φ≦32
+1.0
−0.5
検査用ゲージで検査。
パンチ孔の場合のパンチ出口側の孔径
許容差は,継目板厚さの0.05倍を加算
する。
孔の位置(レール底面からの高さ) h1
−
±1.0
検査用ゲージで検査。
孔の相互間隔 l1,l2,l3
−
±1.0
検査用ゲージで検査。
切欠きの寸法 W1,W2
−
±1.0
30kg,37kg,50kgレール用だけ。
検査用ゲージで検査。
切欠きの位置 l4,l5
−
±1.5
30kg,37kg,50kgレール用だけ。
検査用ゲージで検査。
孔と切欠きとの相互間隔 l6
−
±1.5
30kg,37kg,50kgレール用だけ。
検査用ゲージで検査。
曲がり 中央が上方に
中央が下方に
中央がレールに対して外方に
中央がレールに対して内方に
−
−
−
−
5, (2.0)
5, (0.7)
5, (2.0)
5, (2.0)
( ) 内は60kgレール用。
1mの直定規 (JIS B 7514) 及びすき間
ゲージで検査。
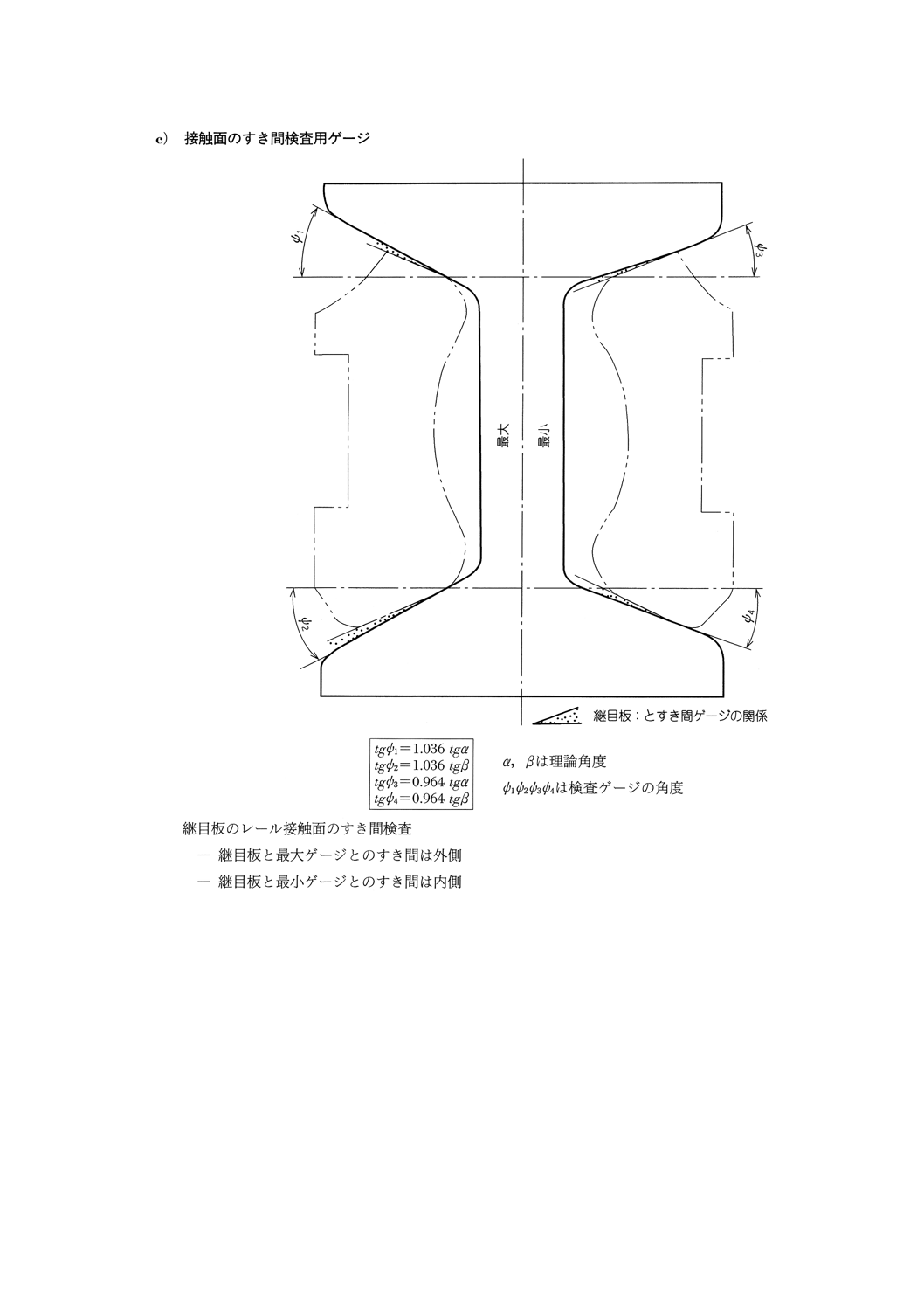
レール接触面の傾き
−
±3.6 (%)
検査用ゲージ及びすき間ゲージで検
査。
附属書1
4
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
項目
寸法mm
許容差mm
検査方法など
端部直角度
−
±2
検査用ゲージ又は直角定規で検査。
継目板上部曲面 (19R) の半径 r
−
±0.3
60kgレール用だけ。
検査用ゲージで検査。
附属書1
断面におけるその他の寸法
−
±0.5
6. 外観 継目板は,全長にわたり,使用上有害なきず,ねじれ,割れなどの欠陥があってはならない。
7. 製造方法
7.1
製鋼方法 製鋼方法は,次による。
a) 製鋼方法は,製造業者の自由な方法によることができる。ただし,注文者の要求がある場合は,製造
業者は入札時に,製鋼方法及びその特徴に関する資料を提出し,注文者の承諾なしではこれを変更し
てはならない。
備考 ここでいう製鋼方法とは,純酸素転炉,電気炉及び塩基性平炉による製鋼方法をいう。
b) 鋼塊には,連続鋳造法によって製造した鋼片を含むものとする。
7.2
製造方法 製造方法は,次による。
a) 製造業者は,継目板の全製造工程を通じて最善の技術をもってこの規格の要求を満たすようにしなけ
ればならない。
b) 鋼塊の端は,継目板の内部に欠陥を残さないよう,十分な長さを切り捨てる。
c) 継目板の加工方法は,圧延,鍛造又は熱間押出し加工によって,次のとおりとする。
1) 継目板の周囲に残ったばり・かえりは,取り除く。
2) 加工に当たっては,有害な脱炭層が残らないようにする。
d) 欠陥を隠ぺい(蔽)するような作業は,冷間・熱間のいずれの工程においても行ってはならない。
7.3
熱処理 熱処理継目板は,注文者からの要求がある場合は,製造業者は熱処理条件に関する資料を
注文者に提示しなければならない。
7.4
作業用限界ゲージ 注文者の要求がある場合の作業用限界ゲージは,次による。
a) 製造業者は,製造に先立って,所定の寸法許容差を取り入れた作業用限界ゲージ2組を製作する。
b) 作業用限界ゲージは,注文者の承認を受けた後,刻印する。
c) 検査には,この作業用限界ゲージだけが有効である。
d) 作業用限界ゲージの1組は,納入時の検査用に提供(以下,検査用ゲージという。)される。
e) 作業用限界ゲージは,製造業者の費用負担で製作する。
f)
1回の注文量が5 000枚以下の場合には,作業用限界ゲージを製作しなくてもよい。
g) ほかの注文者又は外部検査機関の承認を受けた作業用限界ゲージは,これ以外の注文者も使用するこ
とができる。
7.5
仕上げ
7.5.1
曲がり矯正 継目板の曲がり矯正は,衝撃的な荷重でなく緩やかな荷重で行わなければならない。
7.5.2
切断及びレール接触面 継目板の切断及びレール接触面の仕上げは,次による。
a) 成形された継目板材は,断面及び金属材料の品質を損なわないような適切な方法で,所定の長さに切
断する。
b) 各切断面には,ばり,かえり及び使用上有害なパイプきずなどがあってはならない。
5
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) レール接触面のいかなる突起も除去しなければならない。
7.5.3
孔あけ 孔あけは,次による。
a) 孔あけは,受渡当事者間の協定があればドリル又は打抜きいずれの方法でもよい。
b) 孔あけに際しては,継目板表面の形状及び金属材料を損なわないよう,注意しなければならない。
c) 孔あけによって生じたばりなどは,除去する。
d) 孔の直径及び間隔は,両面とも寸法許容差内になければならない。
8. 受入条件
8.1
試験の一般条件 試験の一般条件は,次による。
a) 試験は,製造業者の工場で実施するものとし,供試材の準備及び試験の費用は,製造業者の負担とす
る。
b) 機械的性質試験に用いる供試材及び試験片の切断及び加工は,すべて冷間状態で機械加工により行う
ものとし,ハンマでたたいたり,冷間変形,焼入れ焼なましを行ってはならない。
8.2
試験の方法及び範囲 試験は,機械的性質及び化学成分並びに形状・寸法について,それぞれ次の
とおり行う。
8.2.1
機械的性質試験 機械的性質試験は,次による。
a) 1種の継目板に対しては,引張試験を行う。
b) 2種の継目板に対しては,引張試験及び硬さ試験を行う。
c) 引張試験は,JIS Z 2241による。ただし,引張試験片は8.3.1のc)による。
d) 硬さ試験は,JIS Z 2243による。
8.2.2
化学成分試験 化学成分試験は,次による。
a) 化学成分試験は,強度区分I-3,II-2の継目板に対して行う。
b) 化学成分試験は,製鋼工場で行う。継目板製造業者と製鋼業者が異なる場合は,製鋼業者の材質証明
書(ミルシート)をもって,化学成分試験値とする。
c) 化学成分の試験方法は,JIS G 1211,JIS G 1212,JIS G 1213,JIS G 1214及びJIS G 1215,又はJIS G
1253,JIS G 1256,JIS G 1257及びJIS G 1258のいずれかによって行う。
8.2.3
形状・寸法 形状・寸法の試験は,次による。
a) 形状・寸法の試験は7.4の作業用限界ゲージを用いて行う。
b) 試験の項目は,5.2,6.及び7.5について行う。
8.3
供試材及び試験片の採取
8.3.1
引張試験用供試材及び試験片 引張試験用供試材及び試験片の採取は,次による。
a) 1種の継目板の引張試験用供試材は,同一溶鋼からの鋼塊を1ロットとし,各ロットごとに任意の鋼
塊又は鋼材から製造された継目板材の頭部の次の部位から各1個を採取する。
1) 1種の強度区分I-1及びI-2による材料を使用した場合は,レール接触面に近い部位。
2) 1種の強度区分I-3による材料を使用した場合は,頭部中央。
b) 2種の継目板の引張試験用供試材は,同一溶鋼,同一熱処理条件の継目板を1ロットとし,各ロット
ごとに任意の継目板の頭部の次の部位から各1個を採取する。
1) 2種の強度区分II-1による材料を使用した場合は,レール接触面に近い部位。
2) 2種の強度区分II-2による材料を使用した場合は,頭部中央。
c) 引張試験片は,強度区分I-1,I-2及びII-1に対してJIS Z 2201の14A号,強度区分I-3及びII-2の場
6
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
合はJIS Z 2201の4号とする。
8.3.2
硬さ試験用供試材 2種の継目板の硬さ試験用供試継目板は,引張試験供試材と同じ方法で採取す
る。
8.3.3
化学成分用供試材 化学成分試験の試料の採取は,JIS G 0303による。
8.3.4
形状・寸法 形状・寸法試験用供試材の採取は,次による。
a) 検査用に採取された試料は,同一種類のロットごとに区分する。
b) 試料は,そのロットを代表するように無作為に抽出する。
1ロットの大きさは,5 000枚以下とする。
c) 注文者又は注文者の委託を受けた検査員(以下,検査員という。)は,検査のためにロットを組み替え
る権利を有する。
d) 検査員が検査用として抽出した試料に符号を付けた場合,これらの符号は受入検査が終了するまで存
置するものとする。
8.4
検査
8.4.1
機械的性質検査 機械的性質検査は,次による。
a) 機械的性質は,8.2.1によって試験を行った結果が,表2の値を満足していなければならない。
b) 全鋳造量か鋳造量の一部であるかにかかわらず,そのロットから抽出して検査された一つが要求条件
に不適合な場合は,検査員の指示によって2回の再試験を行わなければならない。この再試験で1回
でも不合格の場合は,その試料の属するロットは不合格とする。
8.4.2
化学成分 化学成分は,8.2.2によって試験を行った結果が,表2の値を満足していなければなら
ない。
8.4.3
形状・寸法検査 形状・寸法検査は,次による。
a) 継目板は,試験の結果,次に規定する検査項目のうち,表4の許容差を超える寸法が一つでも発見さ
れるか,又は,7.5の規定を満足しない場合は,不合格とする。
1) 長さ
2) 高さ又はレールとの間隔
3) 孔の直径
4) 孔の位置
5) 曲がり
6) 接触部の傾き
7) 上部曲面 (19R) の半径
b) 上記以外の表4に規定する寸法許容差に対して,検査員は随時検査を行うことができるが,合否判定
の検査の対象とはしない。
c) 受渡当事者間の協定があれば,統計的サンプリング方法によることができるが,この協定には,ロッ
トの大きさ及び試料の数,合格品質水準及び危険率を規定するものとする。
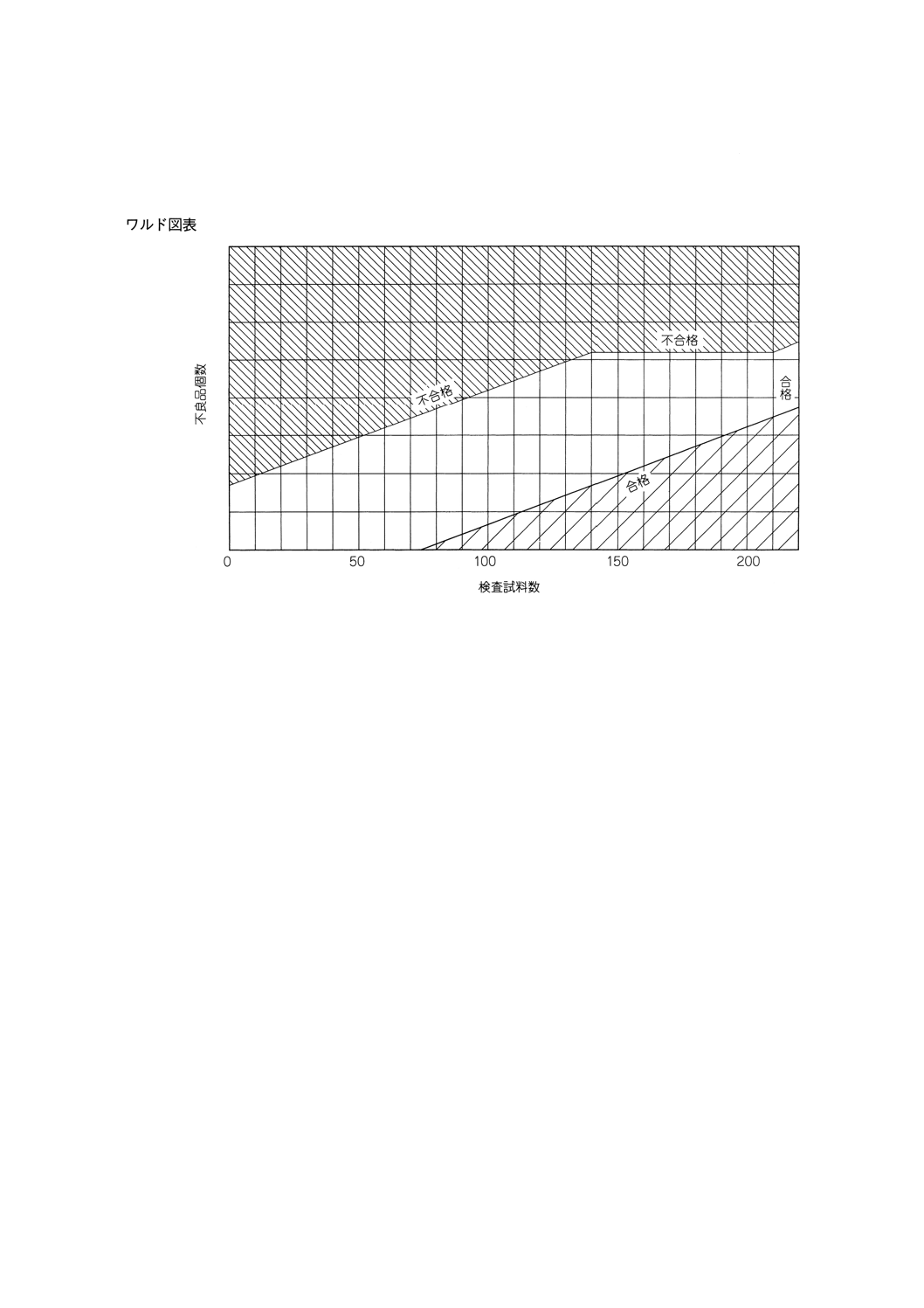
協定がない場合は,JIS Z 9015-2又はワルド図表によるものとする。
これら二つの検査方法は,ほぼ同程度に有効であるが,統計的方法の方が経済的である。
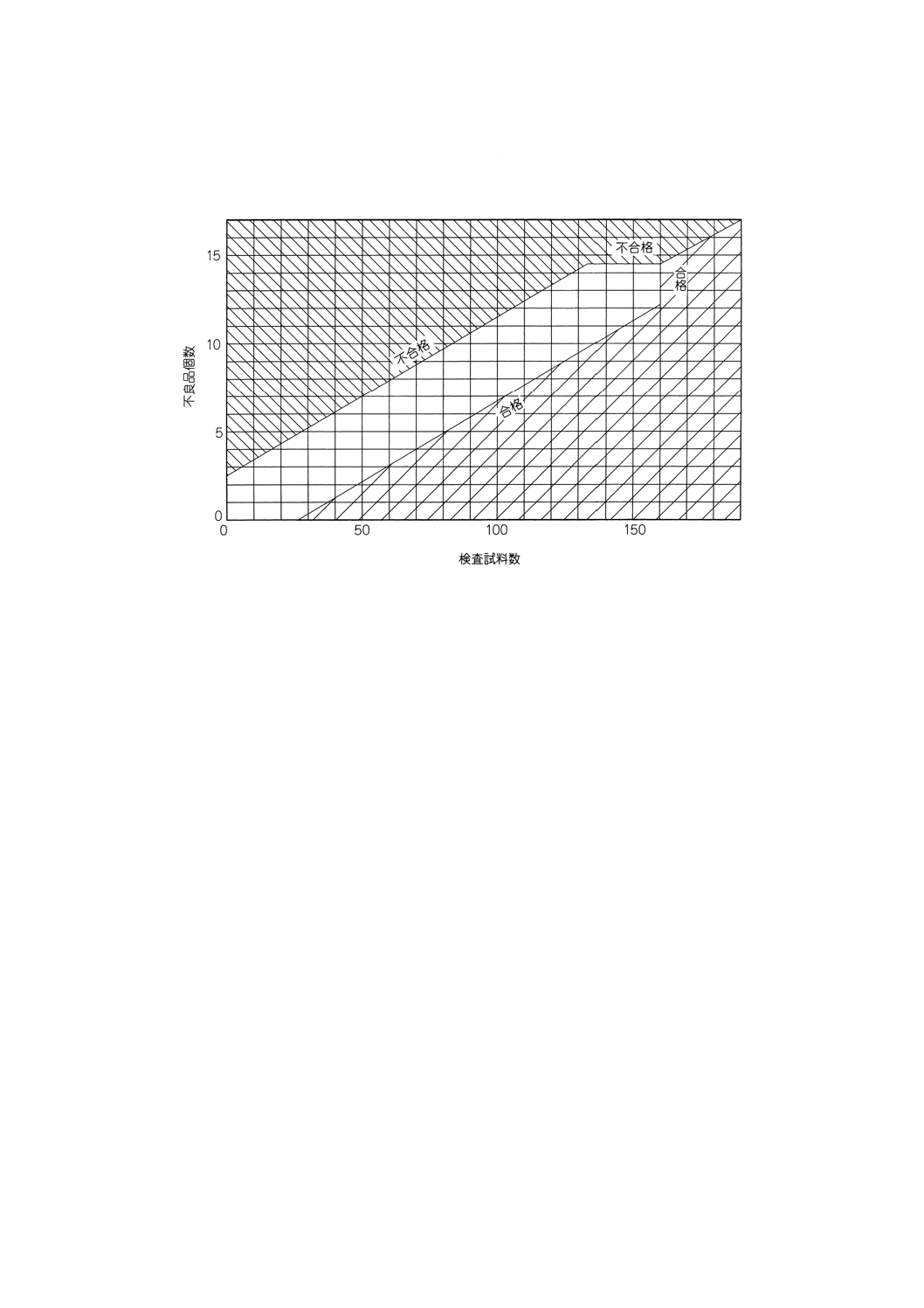
d) ワルド図表(附属書2及び附属書3)には,次のような危険率が存在する。
1) 5%以下の不良品を含むロットが不合格となる確率が,最大5%存在する。
2) 15%以上の不良品を含むロットが合格となる確率が,最大5%存在する。
検査は,検査の段階を示す点が,図の合格・不合格の領域に達すれば終了する。
7
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
不合格の場合,製造業者は自己の負担で不合格となったロットの製品を区分して,そのロットを再
検査用として提供することができる。
2回目の検査は,附属書3によって行う。これによって,注文者危険は軽減される。
8.4.4
ロットからの試料抽出による寸法検査の代案 −品質管理図を用いた方式
a) 注文者が同意している品質管理方式を,製造業者が常時使用している場合,注文者はロットからのサ
ンプル抽出による寸法検査方式を自由に調整することができる。
b) 品質管理カードに記録された検査結果は,受入検査の一部とみなされる。
c) 品質管理カードは,検査員に対していつでも提示されなければならず,検査員は自由な方法でその処
理が正しく行われているかを調査することができる。
d) 品質管理カードには,製品を明確に特定できる必要な情報が記録されていなければならない。
e) 製造業者は,品質管理カードを製品に表示された製造年の翌年の12月31日まで保管しなければなら
ない。
9. 製品の呼び方 継目板の呼び方は,規格番号及び種類,規格番号及び種類の記号,又は種類による。
例1. JIS E 1102 2種50kgNレール用
例2. JIS E 1102 50NH
例3. 2種50kgNレール用
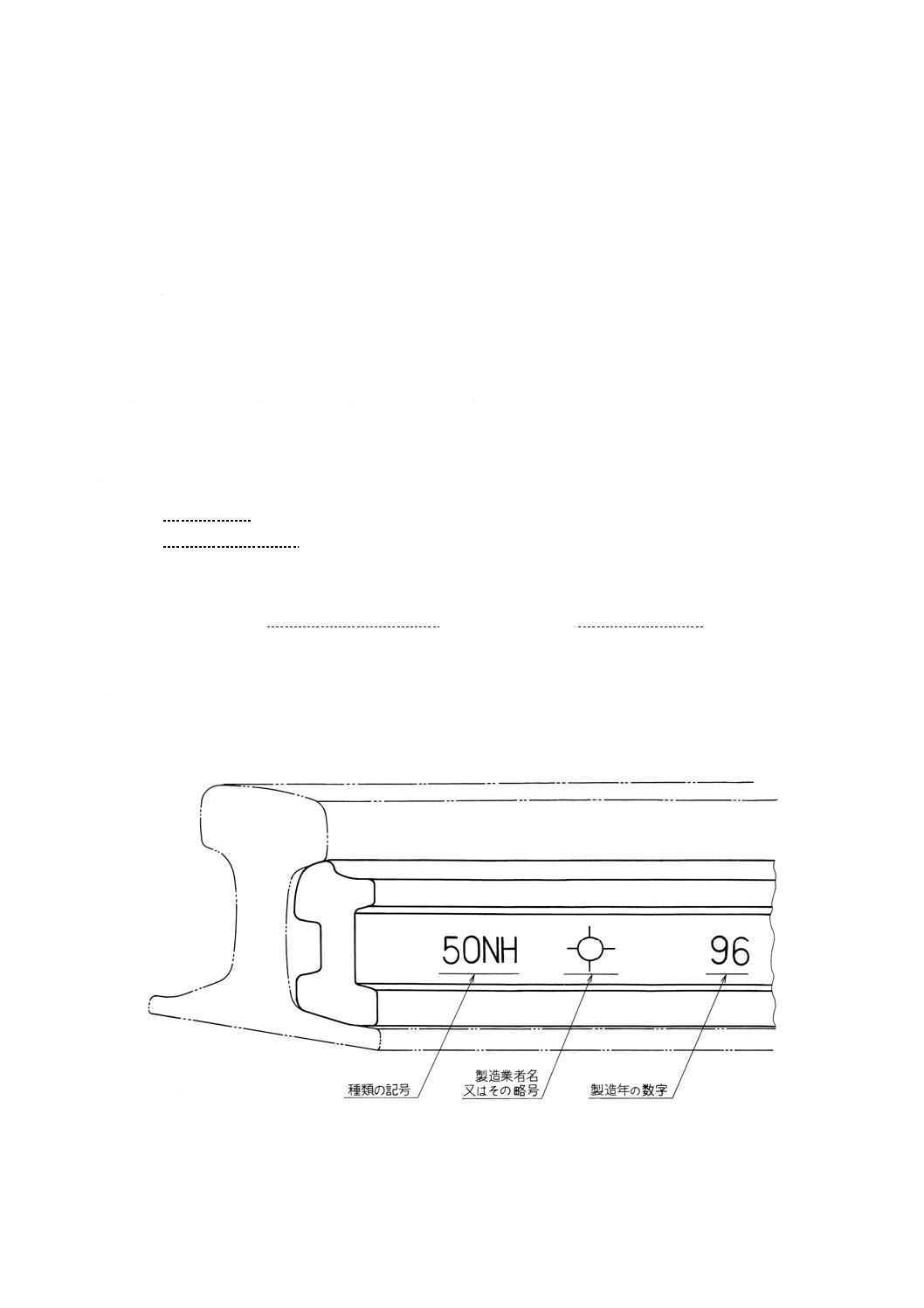
10. 表示 継目板には,図1に示す腹部の外面に,次の事項を鮮明に浮出し又は刻印で表示するものとす
る。
a) 種類の記号
b) 製造業者名又はその略号
c) 製造年を表す西暦年末尾2けたの数字
d) 強度区分(注文者の指定がある場合に限る。)
備考 図中,種類の記号のうち“H”の表示位置については,特に限定しない。
図1 表示の例
8
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
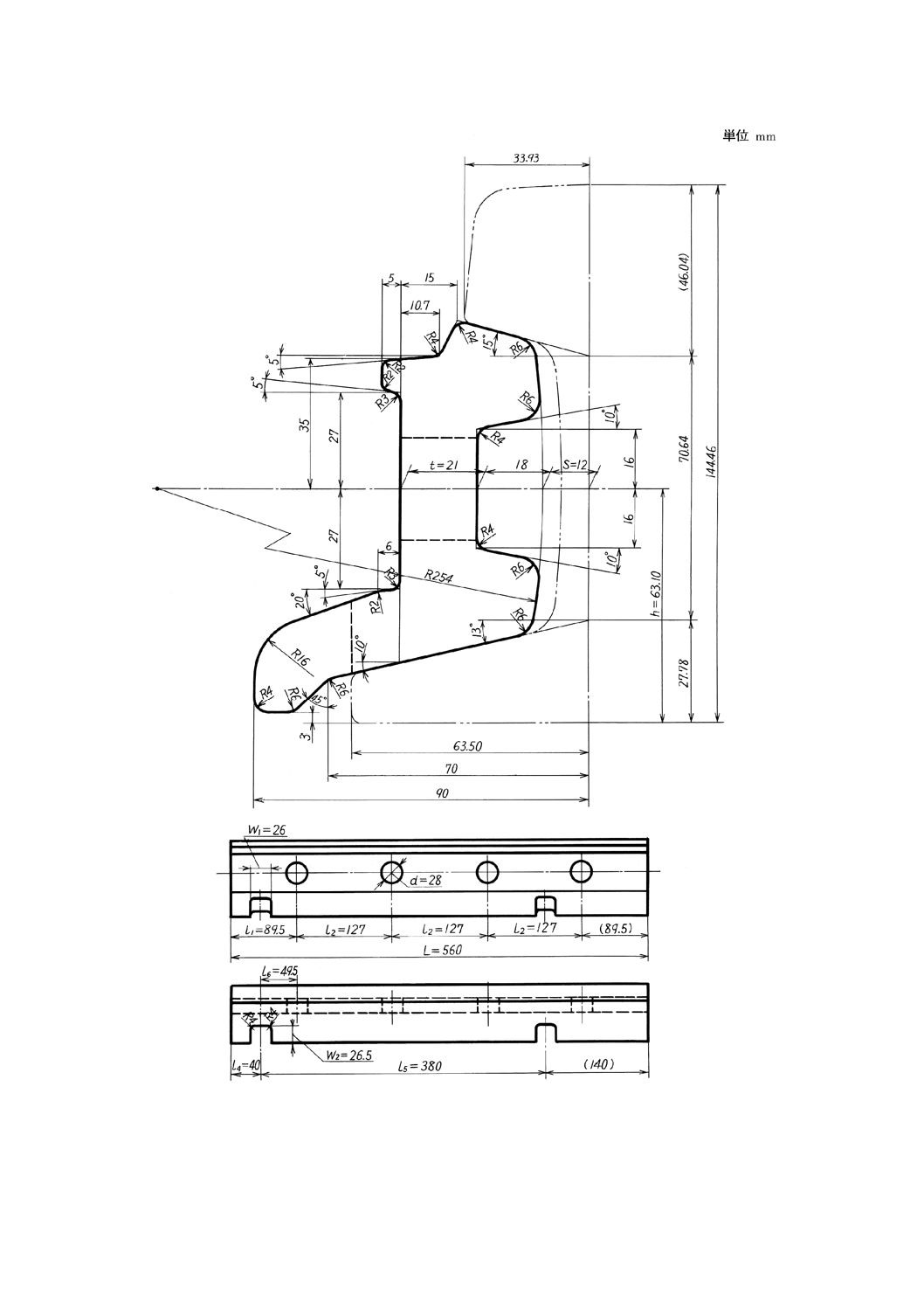
備考1. 図中括弧内の数字は,参考として示す。
2. 参考として計算質量6.7kg
付図1 30kgレール用継目板
9
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 図中括弧内の数字は,参考として示す。
2. 参考として計算質量8.6kg
付図2 37kgレール用継目板
10
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
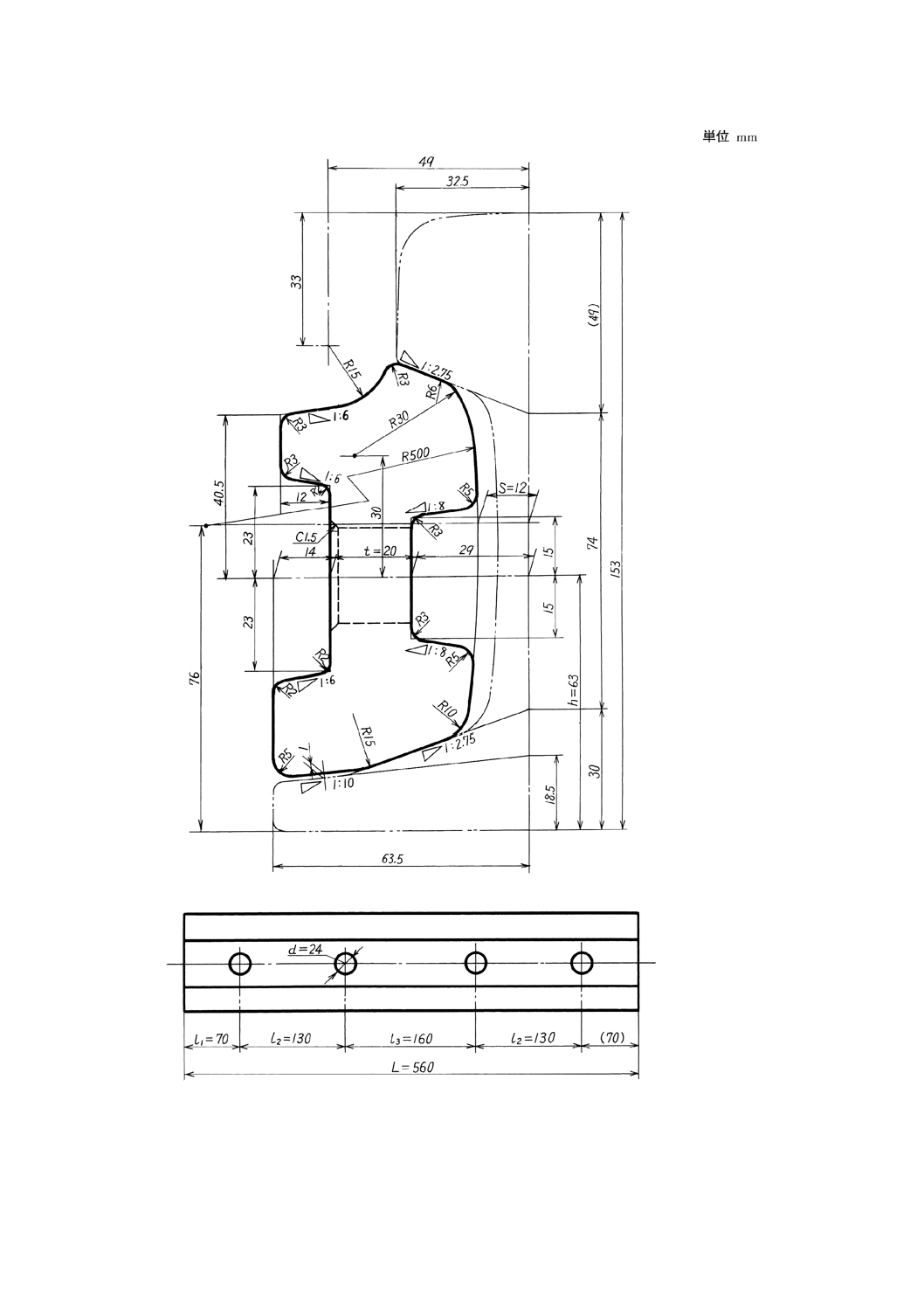
備考1. 図中括弧内の数字は,参考として示す。
2. 参考として計算質量12.6kg
付図3 40kgNレール用継目板
11
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 図中括弧内の数字は,参考として示す。
2. 参考として計算質量14.0kg
付図4 50kgレール用継目板
12
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 図中括弧内の数字は,参考として示す。
2. 参考として計算質量14.3kg
付図5 50kgNレール用継目板
13
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
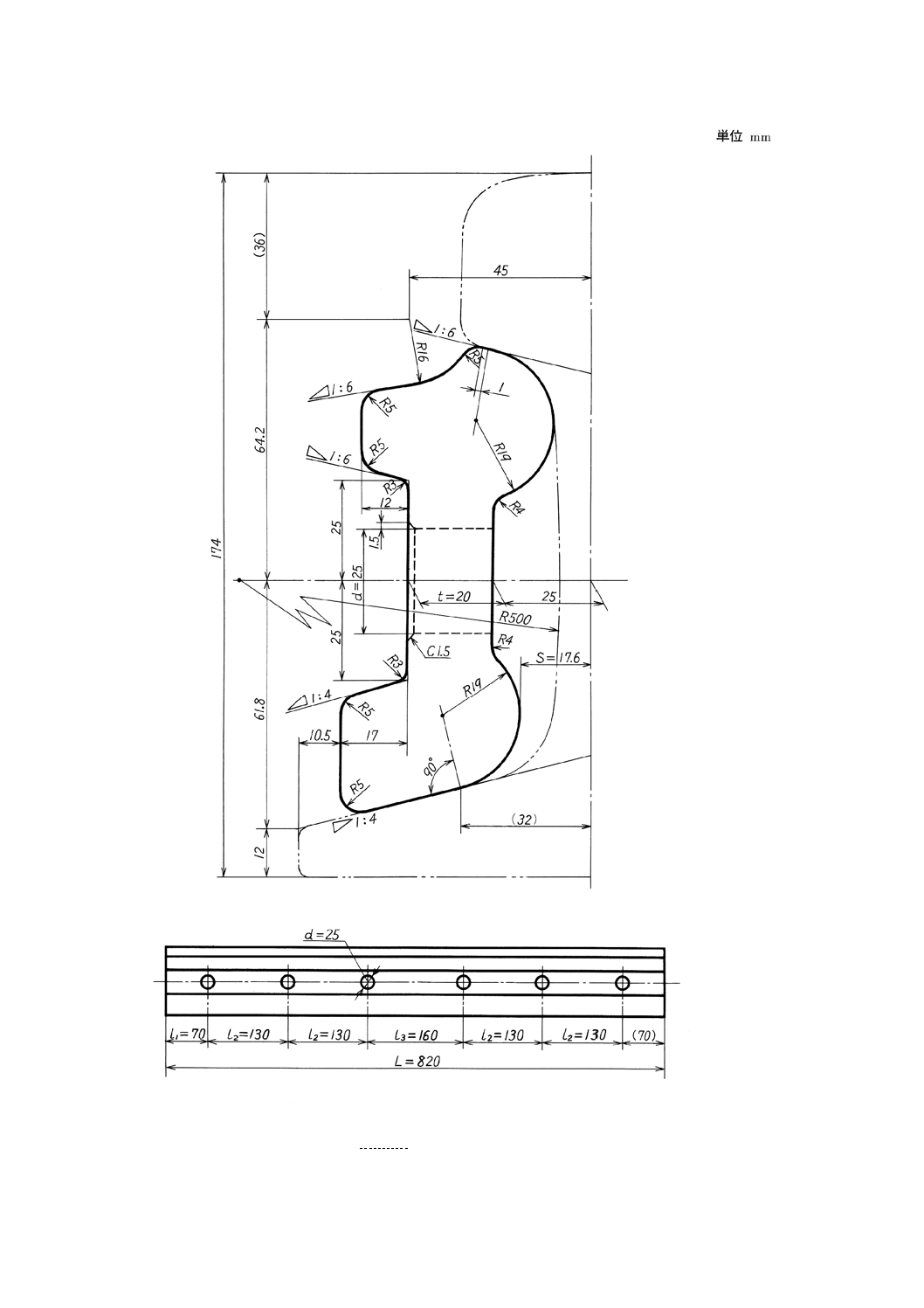
備考1. 図中括弧内の数字は,参考として示す。
2. 参考として計算質量21.5kg
付図6 60kgレール用継目板
14
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
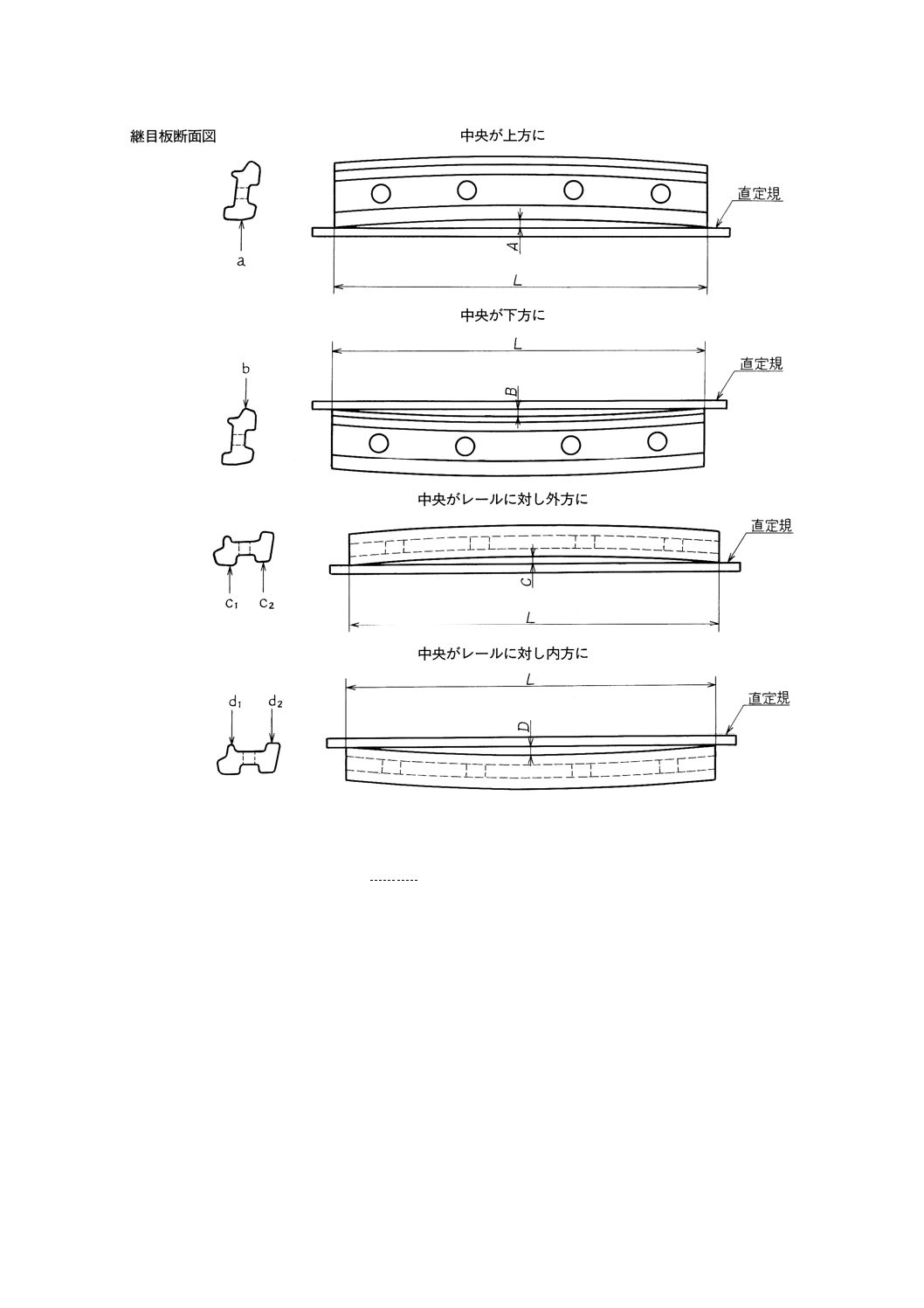
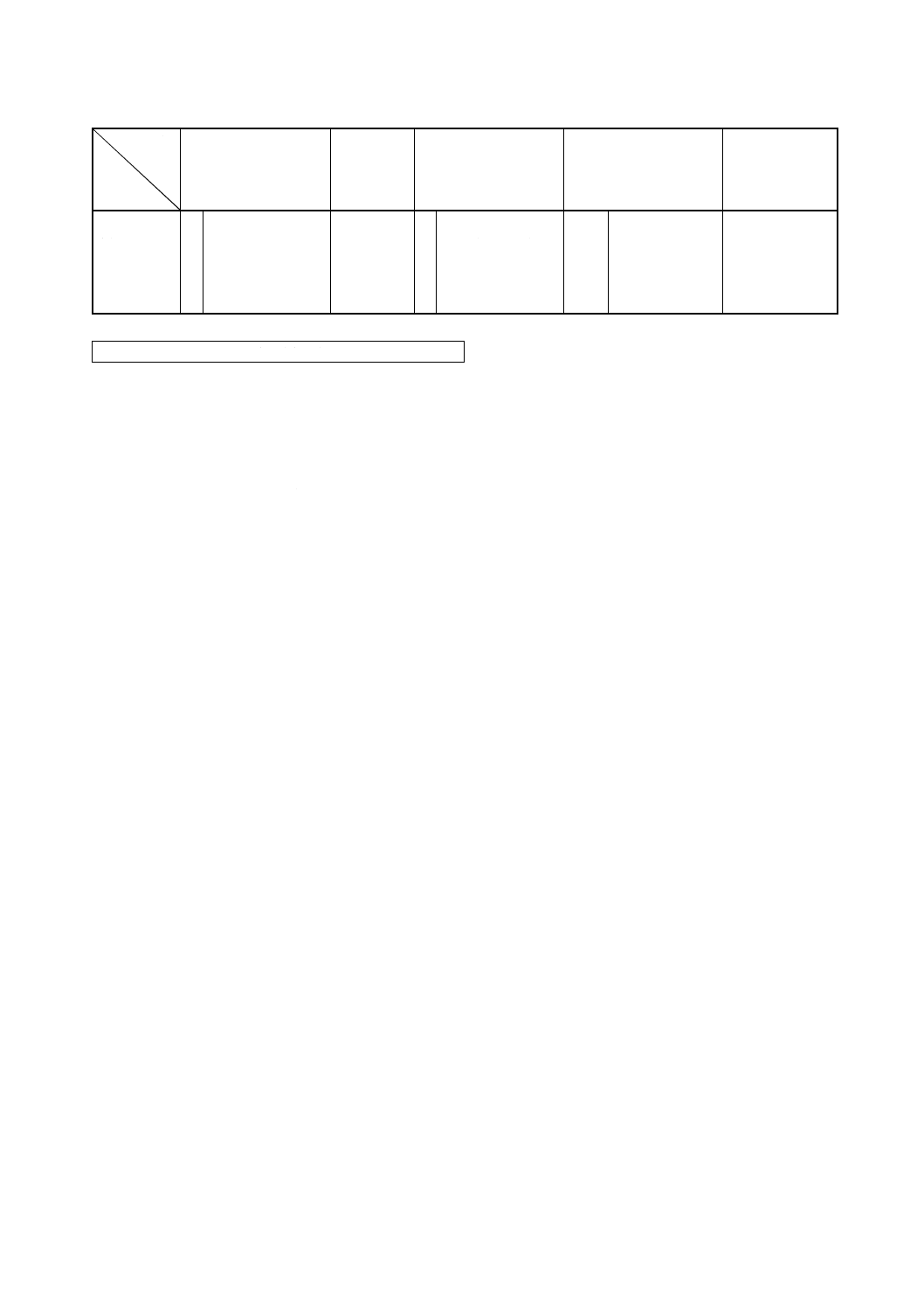
備考1. a,b,c1,c2,d1及びd2は直定規を当てる位置を示す。
2. c1,c2,いずれか大きい方を測定する。
3. d1,d2,いずれか大きい方を測定する。
付図7 曲がりの測定方法
15
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 検査用ゲージの例
16
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
17
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
18
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定) ワルド法による抜取方法
ワルド図表使用上の注意事項
a) 試験に際して,試料は試験対象ロットから無作為に抽出する。各試験の結果は,次の段階に進む前に
図表に記入する。
b) 図表に図示された試料の試験・検査結果が良好であれば基準に適合しているとみなし,そうでなけれ
ば不適合とみなす。
c) 試験結果は,図表上に順次点で示し,その始発点はゼロ点である。
d) 各試験は,1単位ごとにX軸に平行に打点する。不適合試験では1単位ごとにY軸に平行に打点する。
e) 記録した点が,“合格”又は“不合格”領域の一つに入れば試験は中止する。
f)
連続して実施する異種の試験も,同一図表にプロットしてもよい。
g) 受渡書類には,各試験の関係図表を添付する。これらの図表には記録点の位置が連続して表示されて
いなければならない。
h) 注文者は,個々の製品を無作為に抽出する代わりに最寄りのグループからの試料抽出を認めることが
ある。この場合の方法は,次による。
1) 1グループからの試料抜取数は一定とし,最大10個としあらかじめ抜取り数を決めておく。
2) 記録点はそのグループの全個数の試験終了後に記録する。すなわち,各グループの記録点は,X軸
に平行にそのグループの試験個数を,Y軸に平行にそのグループでの不合格品個数を,各グループ
の試験終了後に記録する。
19
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(規定) 再提出ロット検査用の段階的サンプリング方法
注意事項は,附属書2参照。
20
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
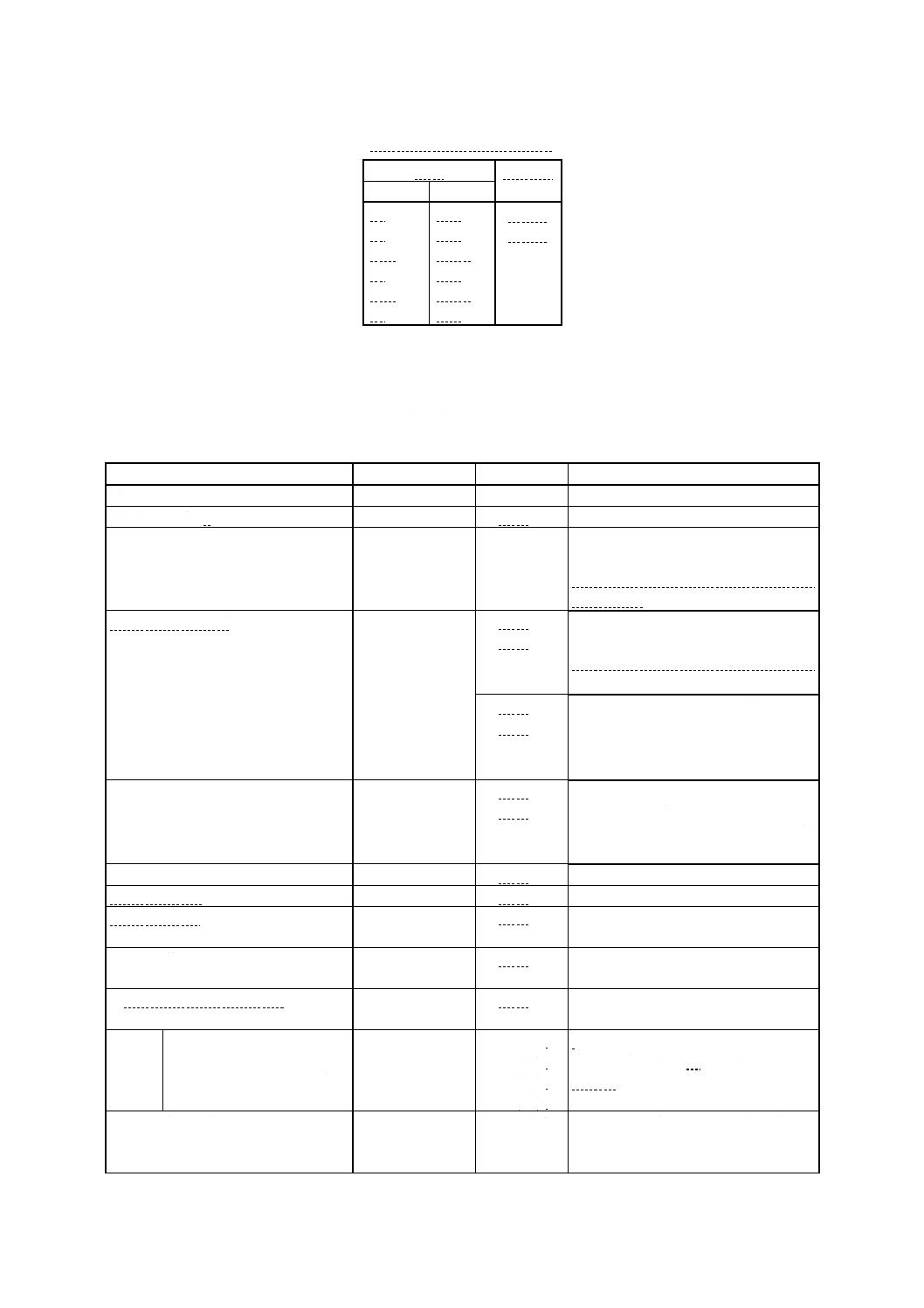
附属書4(参考) JISと対応する国際規格との対比表
JIS E 1102 : 2001 レール用継目板
ISO 6305-1, 1981 圧延鋼製継目板
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
1.
適用範囲 ○ ・ 鉄道で使用する
30kg/m以上のレ
ールに用いる継
目板の品質要求
事項及び受入検
査条件について
規定。
ISO 6305-1
○ ・ 35kg/m以上のレ
ールに用いる圧
延鋼製継目板の
品質要求事項及
び受入検査条件
について規定。
MOD
/変更
MOD
/変更
・ JISはレール
種別30kg/m以
上を規定。
・ JISは圧延以
外に鍛造,熱
間押出しを規
定。
・ 30kg/mレール
は,ほとんど
の小規模民鉄
及び一部の中
規模民鉄で使
用している。
○ ・ 注文者は,入札
説明書に,製品
の使用条件及び
製造,特にこの
規格の条項適用
に関しての文書
を伴うものであ
ることに留意。
○ ・ 注文者はこの規
格を使用する場
合は,入札説明
書に製品の使用
条件及び特にこ
の規格の適用条
項に関しての文
書を添付。
IDT
・ JISの規定事
項(30kg/mレ
ール及び鍛
造,熱間押出
しによる製
造)を含める
ようISOに提
案する。
2.
引用規格 ○ JIS B 7514
JIS G 0303
JIS G 1211
JIS G 1212
JIS G 1213
JIS G 1214
JIS G 1215
JIS G 1253
JIS G 1256
JIS G 1257
JIS G 1258
JIS Z 2201
JIS Z 2243
−
−
・ ISOにも鉄鋼
の分析試験規
格は各種ある
が,引用して
いない。
・ 従来JIS同様
にJIS分析規
格を規定。
○ JIS Z 2241
○ ISO 82
(ISO 6892-1984)
IDT
○ JIS Z 9015
○ ISO 2859
IDT
3.
種類及び
記号
○ ・ 熱処理の有無に
よって,表1の
ように規定。
−
−
・ ISOは種類を
規定せず,注
文者が発注時
に図面提示。
・ 国内での取引
上必要なため
従来JIS同様
に規定。
21
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
4.
機械的性
質及び化
学成分
○ ・ 機械的性質及び
化学成分は,表2
による。
注文者は,注
文時に種類及び
強度区分を指定
する。指定がな
い場合は,1種は
I-3,2種はII-2
による。
○ ・ 使用材料は,表1
の等級のいずれ
かで,注文者の
指定による。
MOD
/追加
・ JISは,ISOと
従来JISの両
者を規定。
5.
継目板の
形状・寸
法
5.1
○ ・ 形状・寸法は,
表3による。(表
3:種類別に付図
1〜6)
○ ・ 注文者は,注文
書とともに仕上
がり図面を交
付。
MOD
/追加
・ JISは規格本
体に図面を規
定。
・ 従来JISの規
定を採用。
5.2 寸法及び
曲がりの
許容差
○ a) 寸法及び曲がり
の許容差並びに
検査方法など
は,表4による。
○ ・ 主要寸法の検査
方法及び手段は
表2による。
MOD
/追加
・ JISはISOの
規定以外に,
厚さ,レール
との間隔,切
欠きの寸法・
位置,孔と切
欠きとの相互
間隔などを規
定。また,孔
関係公差の一
部が若干異な
る。
○ b) 通常の条件下
で,かつ受渡当
事者間での協定
に基づき7.4で
規定したゲージ
と同等とみなさ
れるゲージの使
用によって生じ
た紛争の解決に
は,7.4のゲージ
だけが用いられ
る。
○ ・ 通常の条件下
で,かつ受渡当
事者間での協定
に基づき7.4で
規定したゲージ
と同等とみなさ
れるゲージの使
用によって生じ
た紛争解決に
は,7.4のゲージ
だけが用いられ
る。
IDT
6.
外観
○ ・ 全長にわたり,
使用上有害なき
ず,ねじれ,割
れなどがないこ
と
○ ・ 使用上有害な欠
陥がないこと。
MOD
/追加
・ JISは具体的
に規定。
22
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
−
○ ・ 表面欠陥は,検
査員が適当な工
具で判定。
MOD
/削除
・ 技術的に陳
腐。
・ ISOの規定の
削除を提案す
る。
7.
製造方法
7.1 製鋼方法 ○ a)
製鋼方法は製造
業者の自由な方
法による。ただ
し,注文者の要
求がある場合
は,入札時に製
鋼方法及びその
特徴に関する資
料を提出し,注
文者の承諾なし
で変更しない。
○ ・ 製鋼方法は製造
業者の自由な方
法による。ただ
し,注文者の要
求がある場合
は,入札時に製
鋼方法及びその
特徴に関する資
料を提出し,注
文者の承諾なし
で変更しない。
IDT
備考 製鋼方法
は,純酸
素転炉,
電気炉及
び塩基性
平炉とす
る。
・ JISでは,製鋼
方法を補足。
○ b) 鋼塊には,連続
鋳造法によって
製造した鋼片を
含む。
○ ・ 鋼塊には,連続
鋳造法によって
製造した鋼片を
含む。
IDT
7.2 製造方法 −
○ ・ 注文者の提供図
面による断面に
圧延された部材
を所定の長さに
切断して製造す
る。
MOD
/追加
○ a) 製造業者は,全
製造工程を通じ
て最善の技術を
もって規格の要
求を満たすよう
にする。
○ ・ 製造業者は,全
製造工程を通じ
て最善の技術を
もって規格の要
求を満たすよう
にする。
IDT
7.2 製造方法
b) 鋼塊の端は,継
目板の内部に欠
陥を残さないよ
うに,十分な長
さを切り捨て
る。
−
−
・ 製品の品質確
保のため,従
来のJISを採
用。
23
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
c)
継目板の加工
は,圧延,鍛造
又は熱間押出し
加工によって,
次による。
−
−
・ 製品の品質確
保のため,従
来のJISを採
用。
1)
継目板の周囲
に残ったば
り・かえりは,
取り除く。
2)
有害な脱炭層
が残らないよ
うにする。
○ d) 欠陥を隠ぺいす
るような作業
は,冷間・熱間
のいずれの工程
においても行っ
てはならない。
○ ・ 欠陥を隠ぺいす
るような作業
は,冷間・熱間
のいずれの工程
においても行っ
てはならない。
IDT
7.3 熱処理
○ ・ 熱処理継目板
は,注文者の要
求がある場合
は,製造業者は
熱処理条件の資
料を注文者に提
示する。
○ ・ 熱処理継目板
は,注文者の要
求がある場合
は,製造業者は
熱処理条件の資
料を注文者に提
示する。
IDT
7.4 作業用限
界ゲージ
○ ・ 注文者の要求が
ある場合の作業
用限界ゲージは
次による。
○ ・ 注文書に記載が
ある場合は,次
による。
IDT
○
a)
製造業者は製
造に先立っ
て,所定の寸
法許容差を取
り入れた作業
用限界ゲージ
2組を製作。
○ ・ 製造業者は製造
に先立って,所
定の寸法許容差
を取り入れた作
業用限界ゲージ
2組を製作。
IDT
○
b) ゲージは,注
文者の承認を
受けたのち刻
印。
○ ・ ゲージは,注文
者の承認を受け
たのち刻印。
IDT
○
c)
検査には,こ
のゲージだけ
が有効。
○ ・ 検査には,この
ゲージだけが有
効。
IDT
○
d) ゲージの1組
は,納入時の
検査用に提供
される。
○ ・ ゲージの1組は,
納入時の検査用
に提供される。
IDT
24
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
7.4 作業用限
界ゲージ
○
e)
ゲージは,製
造業者の費用
負担で製作。
○ ・ ゲージは,製造
業者の費用負担
で製作。
IDT
○
f)
1回の注文量
が5 000枚以
下の場合に
は,ゲージは
製作しなくて
もよい。
○ ・ 1回の注文量が5
000枚以下の場
合には,ゲージ
は製作しなくて
もよい。
IDT
○
g)
ほかの注文者
又は外部検査
機関の承認を
受けたゲージ
は,これ以外
の注文者も使
用できる。
○ ・ 他の注文者又は
外部検査機関の
承認を受けたゲ
ージは,これ以
外の注文者も使
用できる。
IDT
7.5 仕上げ
7.5.1 曲がり
矯正
○ ・ 矯正は,衝撃的
な荷重でなく緩
やかな荷重で行
う。
○ ・ 矯正は,衝撃的
な荷重でなく緩
やかな荷重で行
う。
IDT
7.5.2 切断及
びレー
ル接触
面
○ a) 成形された継目
板材は,断面及
び金属材料の品
質を損なわない
ような方法で所
定長さに切断。
○ ・ 圧延鋼材は断面
及び,金属材料
の品質を損なわ
ないような方法
で所定長さに切
断。
IDT
○ b) 各切断面には,
ばり,かえり及
び有害なパイプ
きずがないこ
と。
○ ・ 各切断面は,軸
に垂直でばり,
かえりがないこ
と。
MOD
/追加
・ JISはパイプ
きずをも規
定。
・ 損傷防止上か
ら規定。
○ c) レール接触面の
いかなる突起も
除去。
○ ・ レール接触面の
いかなる突起も
除去。
IDT
7.5.3 孔あけ ○ a)
孔あけは,受渡
当事者間の協定
があれば,ドリ
ル又は打抜きい
ずれでもよい。
○ ・ 孔あけは,受渡
当事者間の協定
があれば,ドリ
ル又は打抜きい
ずれでもよい。
IDT
7.5.3 孔あけ ○ b) 孔あけに際し
て,継目板表面
の形状及び金属
材料を損なわな
いようにする。
○ ・孔あけに際して,継
目板表面の形状
及び金属材料を
損なわないよう
にする。
IDT
25
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
7.5.3 孔あけ ○ c)
孔あけによって
生じたばりなど
は除去。
○ ・ 孔あけ及び溝加
工によって生じ
たばりなどは除
去。
IDT
○ d) 孔の直径及び間
隔は,両面とも
寸法許容差内で
あること。
○ ・ 孔の直径及び間
隔は,両面とも
寸法許容差内で
あること。
IDT
−
○ ・ 溝加工及び特殊
な穴加工は,そ
れに適した方法
による。
MOD
/削除
・ JIS規定の製
品形状ではこ
れに類するも
のなし。
8.
受入条件
8.1 試験の一
般条件
○ a) 試験は,製造業
者の工場で実施
し,供試材の準
備及び試験費用
は製造業者の負
担。
○ ・ 試験は,製造業
者の工場で実施
し,供試材の準
備及び試験費用
は製造業者の負
担。
IDT
○ b) 機械的性質試験
の供試材及び試
験片の切断,加
工は,すべて冷
間状態で機械加
工とし,ハンマ
でたたいたり,
冷間変形,焼入
れ焼なましをし
ないこと。
○ ・ 機械的性質試験
の供試材及び試
験片の切断,加
工は,すべて冷
間状態で機械加
工とし,ハンマ
でたたいたり,
冷間変形,焼入
れ焼なましをし
ないこと。
IDT
8.2 試験の方
法及び範
囲
8.2.1 機械的
性質試
験
○ a) 1種は,引張試験
を実施。
○ ・ 引張試験によっ
て確認する。
IDT
○ b) 2種は,引張試験
及び硬さ試験を
実施。
−
MOD
/追加
・ JISは2種(熱
処理品)につ
いて品質確認
のため規定。
8.2.1 機械的
性質試
験
○ c) 引張試験は,JIS
Z 2241による。
試験片は,8.3.1
のc)による。
○ ・ 引張試験は,ISO
82による。
試験片は,で
き得るならば
ISO 82による。
IDT
○ d) 硬さ試験は,JIS
Z 2243による。
−
MOD
/追加
・ JISは品質確
認のため規
定。
26
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
8.2.2 化学成
分試験
○ a) 試験は,強度区
分1-3,II-2につ
いて実施。
−
MOD
/追加
・ 従来JISを規
定。
○ b) 試験は,製鋼工
場で行う。
製造業者と製
鋼業者が異なる
場合は,製鋼業
者のミルシート
をもって,化学
成分試験値とす
る。
̀
MOD
/追加
・ 従来JISを規
定。
○ c) 試験方法は,
JIS G 1211
JIS G 1212
JIS G 1213
JIS G 1214
及び
JIS G 1215
又は
JIS G 1253
JIS G 1256
JIS G 1257
及び
JIS G 1258の
いずれかによ
る。
−
MOD
/追加
・ 従来JISを規
定。
8.2.3 形状・
寸法
○ a) 試験は,7.4のゲ
ージによる。
○ ・ 表2中で,ゲー
ジによる検査を
規定。
IDT
○ b) 試験項目は,6.,
7.5及び5.2の表
4による。
○ ・ 表2中の,高さ,
孔直径,孔位置,
曲がり,長さ,
接触部の傾き以
外については,
検査員は随時検
査することがで
きるが,合否の
対象としない。
MOD
/変更
・ ISOは試験と
検査を混同し
ているため,
JISは試験と
検査を区分し
て規定。
・ JISはこの項
で試験関係を
明確化した。
8.2.3 形状・
寸法
○ ・ 製造業者が品質
管理方式を実施
している場合
は,寸法検査を
省略できる。
MOD
/変更
8.3 供試材及
び試験片
の採取
27
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
8.3.1 引張試
験用供
試材及
び試験
片
○ a) 1種の供試材は,
同一溶鋼からの
鋼塊を1ロット
とし,各ロット
ごとに任意の鋼
塊又は鋼材から
製造された継目
板材の頭部の次
の部位から各1
個を採取。
○ ・ 試験片は,検査
員の指示によっ
て採取し,マー
キングする。
MOD
/追加
・ ISOは試験片
抽出ロットの
規定なし。
・ 品質管理上ロ
ットを従来
JIS同様規定。
・ JISの規定(ロ
ットからの供
試材抽出)を
含めるよう
ISOに提案す
る。
○
1)
強度区分I-1,
I-2の材料を使
用した場合
は,レール接
触面に近い部
位。
○ ・ 試験片は,レー
ル接触面の近く
でレールに接触
しない部位から
採取。
IDT
○
2)
強度区分I-3
の材料を使用
した場合は,
頭部中央。
−
MOD
/追加
・ 従来JISを規
定。
○ b) 2種の供試材は,
同一溶鋼,同一
熱処理条件の継
目板を1ロット
とし,各ロット
ごとに任意の継
目板の頭部の次
の部位から各1
個を採取。
−
MOD
/追加
・ 従来JISを規
定。
○
1)
強度区分II-1
の材料を使用
した場合は,
レール接触面
に近い部位。
○ ・ 試験片は,レー
ル接触面の近く
でレールに接触
しない部位から
採取。
IDT
○
2)
強度区分II-2
の材料を使用
した場合は,
頭部中央。
−
MOD
/追加
・ 従来JISを規
定。
8.3.1 引張試
験用供
試材及
び試験
片
○ c) 試験片は,強度
区分I-1,I-2及び
II-1に対してJIS
Z 2201の14A
号,強度区分I-3
及びII-2の場合
はJIS Z 2201の
4号。
○ ・ 試験片は,でき
得るならばISO
82によるのがよ
い。=14A号
MOD
/追加
・ 試験片サイズ
が相違。
・ JISは従来JIS
とISOを併
記。
・ JIS規定の試
験片を含める
よう提案す
る。
28
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
8.3.2 硬さ試
験用供
試材
○ ・ 2種の継目板の
硬さ試験用供試
継目板材は,引
張試験供試材と
同じ方法で採
取。
−
MOD
/追加
・ 従来JISを規
定。
8.3.3 化学成
分用供
試材
○ ・ 試料の採取は,
JIS G 0303によ
る。
−
MOD
/追加
・ 従来JISを規
定。
8.3.4 形状・
寸法
○ a) 採取された試料
は,同一種類の
ロットごとに区
分。
○ ・ 採取された試料
は,同一種類の
ロットごとに区
分。
IDT
○ b) 試料は,ロット
を代表するよう
無作為に抽出。
○ ・ 試料は,ロット
を代表するよう
無作為に抽出。
IDT
○
1ロットの大
きさは,5 000枚
以下。
1ロットの大
きさは,1 000枚
以上5 000枚以
下。
MOD
/変更
・ JISは上限値
だけを規定。
・ JISは発注量1
000枚以下の
場合も対象と
して規定。
○ c) 検査員は,検査
のためにロット
を組み替える権
利をもつ。
○ ・ 検査員は,検査
のためにロット
を組み替える権
利をもつ。
IDT
・ 発注量1 000
枚以下の場合
の規定化を提
案する。
○ d) 検査員が試料に
符号を付けた場
合,符号は検査
終了まで存置。
○ ・ 検査員が試料に
符号を付けた場
合,符号は検査
終了まで存置。
IDT
8.4 検査
8.4.1 機械的
性質検
査
○ a) 8.2.1による試験
の結果が,表2
の規格値を満足
すること。
○ ・ 鋼材は,3.1のい
ずれかの等級に
適合する品質で
あること。
IDT
29
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
8.4.1 機械的
性質検
査
○ b) 全鋳造量か鋳造
量の一部である
かにかかわら
ず,そのロット
から抽出して検
査された一つが
要求条件に不適
合な場合は,検
査員の指示によ
って2回の再試
験を行う。
この再試験で
1回でも不合格
の場合は,その
試料の属するロ
ットは不合格。
○ ・ 全鋳造量か鋳造
量の一部である
かにかかわら
ず,そのロット
から抽出して検
査された一つが
要求条件に不適
合な場合は,検
査員の指示によ
って2回の再試
験を行う。
この再試験で
1回でも不合格
の場合は,その
試料の属するロ
ットは不合格。
IDT
8.4.2 化学成
分
○ ・ 8.2.2による試験
の結果が,表2
の規格値を満足
すること。
−
MOD
/追加
・ 従来JISを規
定。
8.4.3 形状・
寸法検
査
○ a) 試験の結果,次
の項目のうち表
4の許容差を超
える寸法が一つ
でもあるか,7.5
を満足しない場
合は,不合格と
する。
○ ・ 検査の結果,許
容差を超える寸
法が一つでもあ
るか,4.1.2の仕
上がり寸法に不
適合な場合は,
不合格とする。
1)
長さ
− 長さ
MOD
/変更
・ 検査項目が一
部相違。
・ 従来JISを規
定。
2)
高さ又はレー
ルとの間隔
− 高さ
3)
孔の直径
− 孔の直径
4)
孔の位置
− 孔の位置
5)
曲がり
− 曲がり
6)
接触部の傾き
− 接触部の傾き
7)
上部曲面
(19R) の半径
○ b) 上記以外の表4
の寸法許容差に
対して,検査員
は随時検査を行
うことができる
が,合否判定の
対象としない。
○ ・ 上記以外の表4
の寸法許容差に
対して,検査員
は随時検査を行
うことができる
が,合否判定の
対象としない。
IDT
30
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
8.4.3 形状・
寸法検
査
○ c) 受渡当事者間の
協定があれば,
統計的サンプリ
ング方法による
ことができる
が,この協定に
は,ロットの大
きさ及び試料
数,合格品質水
準及び危険率を
規定する。
協定のない場
合は,JIS Z
9015-2又はワル
ド図表による。
○ ・ 注文者と製造業
者間の合意があ
れば,統計的サ
ンプリング方法
によることがで
きるが,この合
意には,ロット
の大きさ及び試
料数,品質レベ
ル,危険率を規
定。
IDT
○ d) ワルド図表(附
属書2及び附属
書3)の取扱い方
(記述省略)
○ ・ ワルド図表(附
属書1及び附属
書2)の取扱い方
(記述省略)
IDT
8.4.4 ロット
からの
試料抽
出によ
る寸法
検査の
代案−
品質管
図を用
いた方
式
○ a) 注文者が同意し
た品質管理方式
を製造業者が常
時使用している
場合,注文者は
ロットからサン
プル抽出による
寸法検査方式を
自由に調整する
ことができる。
○ ・ 注文者が同意し
た品質管理方式
を製造業者が常
時使用している
場合,注文者は
ロットからサン
プル抽出による
寸法検査方式を
自由に調整する
ことができる。
IDT
○ b) 品質管理カード
に記録された検
査結果は,受入
検査の一部とみ
なされる。
○ ・ 品質管理カード
に記録された検
査結果は,受入
検査の一部とみ
なされる。
IDT
○ c) 品質管理カード
は,検査員にい
つでも提示され
なければならず
検査員は自由な
方法で処理が正
しく行われてい
るかを調査でき
る。
○ ・ 品質管理カード
は,検査員にい
つでも提示され
なければならず
検査員は自由な
方法で処理が正
しく行われてい
るかを調査でき
る。
IDT
31
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
8.4.4 ロット
からの
試料抽
出によ
る寸法
検査の
代案−
品質管
図を用
いた方
式
○ d) 品質管理カード
には,製品を明
確に特定できる
必要な情報が記
録されていなけ
ればならない。
○ ・ 品質管理カード
には,製品を明
確に特定できる
必要な情報が記
録されていなけ
ればならない。
IDT
○ e) 品質管理カード
は,製品に表示
された製造年の
翌年の12月31
日まで保管。
○ ・ 品質管理カード
は,製品に表示
された製造年の
翌年の12月31
日まで保管。
IDT
9.
製品の呼
び方
○ ・ 継目板の呼び方
は,規格番号及
び種類,規格番
号及び種類の記
号,又は種類に
よる。
−
MOD
/追加
・ 商取引及び誤
出荷・誤使用
防止から従来
JISを規定。
10. 表示
○ ・ 図1に示す腹部
の外面に,次の
事項を鮮明に浮
出し又は刻印で
表示。
○ ・ 圧延時に,次の
事項を明瞭に表
示。
IDT
○
a)
種類の記号
○
− 形状を表す記
号(要求ある
場合)
IDT
○
b) 製造業者名又
はその略号
○
− 製造工場の識
別記号
IDT
○
c)
製造年:西暦
年末尾2けた
の数字
○
− 製造年:西暦
年末尾2けた
の数字
IDT
○
d) 強度区分(注
文者の指定)
−
MOD
/追加
・ 使用材料を明
確にし,使用
現場での管理
上から規定。
附属書1(参
考) 検査用
ゲージの例
○ (記述省略)
○ ・ 附属書A,C,D
(規定)(記述省
略)
MOD
/変更
・ JISは参考と
して規定(附
属書Bは,曲
がり検査方法
であるため,
規格本体の付
図7として規
定)。
・ JISは参考と
して規定し,
製造業者の品
質管理を尊
重。
附属書2(規
定) ワルド
法による抜取
方法
○ (記述省略)
○ ・ 附属書E(規定)
(記述省略)
IDT
32
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対比項目
規定項目
(I)JISの規定内容
(II)国際規
格番号
(III)国際規格の規定内容
(IV)JISと国際規格との相
違点
(V)JISと国際規格
との一致が困難な
理由及び今後の対
策
附属書3(規
定) 再提出
ロット検査用
の段階的サン
プリング方法
○ (記述省略)
○ ・ 附属書F(規定)
(記述省略)
IDT
JISと国際規格との対応の程度の全体評価:MOD
備考1.
項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT……………… 技術的差異がない。
− MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
− MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
− MOD/変更……… 国際規格の規定内容を変更している。
2.
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD……………… 国際規格を修正している。
33
E 1102 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS T 1102(レール用継目板)改正原案作成委員会 構成表
(平成9年3月現在)
氏名
所属
(委員長)
三 浦 重
財団法人鉄道総合技術研究所
(分科会委員長)
長 藤 敬 晴
財団法人鉄道総合技術研究所
(委員)
市 川 英 雄
通商産業省工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
藤 森 泰 明
運輸省鉄道局
早 瀬 藤 二
東日本旅客鉄道株式会社施設電気部
○ 高 野 裕 一
東日本旅客鉄道株式会社設備部
和 藤 源
東海旅客鉄道株式会社東海鉄道事業本部工務部
東 憲 昭
西日本旅客鉄道株式会社鉄道本部施設部
山 本 明
帝都高速度交通営団工務部
※ 村 松 金二郎
小田急電鉄株式会社工務部
※ 山 本 拓 郎
南海電鉄株式会社工務部
○ ※ 廉 林 光 夫
南海電鉄株式会社工務部
安 部 健 次
新日本製鉄株式会社
柴 田 正 宣
日本鋼管株式会社
※ 入 江 隆 昭
大和工業株式会社
※ 立 上 忠 良
トピー工業株式会社
平 尾 哲 郎
九州鉄道機器製造株式会社
茂 木 重 六
株式会社峰製作所
櫻 澤 正
社団法人日本鉄道施設協会
(分科会委員)
山 本 克 巳
通商産業省工業技術院標準部
三 塚 隆 正
財団法人日本規格協会
秋 元 孝 生
運輸省鉄道局
○ 川 口 泉
運輸省鉄道局
阿 部 則 次
財団法人鉄道総合技術研究所
嶋 誠 治
東日本旅客鉄道株式会社設備部
速 水 政 彦
東海旅客鉄道株式会社技術本部
半 田 真 一
西日本旅客鉄道株式会社鉄道本部施設部
市 東 邦 生
帝都高速度交通営団工務部
大 場 和 仁
第一カーボン株式会社
三 宅 正太郎
株式会社ミツテック
(事務局)
森 下 忠
社団法人日本鉄道施設協会
柿 澤 實
社団法人日本鉄道施設協会
※印:本委員会,分科会兼務の委員を示す。
○印:人事異動に伴う交替後任者を示す。