2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
D 6606-1994
トラックトラクタ及びトレーラ用
7極電線カップリング
Seven conductor electrical connectors between truck
tractors and trailers
1. 適用範囲 この規格は,トラックトラクタとトレーラとの電気系統の連結に使用する7極電線カップ
リング(以下,電線カップリングという。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS C 3005 ゴム・プラスチック絶縁電線試験方法
JIS C 3102 電気用軟銅線
JIS C 3152 すずめっき軟銅線
JIS D 1601 自動車部品振動試験方法
JIS H 3100 銅及び銅合金の板及び条
JIS H 3250 銅及び銅合金棒
JIS H 3110 りん青銅及び洋白の板及び条
JIS Z 2371 塩水噴霧試験方法
2. 種類及び構成部品記号 電線カップリングの種類及びその構成部品記号は,表1のとおりとする。
表1
種類
構成部品記号
ソケット
プラグ
ケーブル(1)
I形
7TS-1
7TP-1
7TC
II形
7TS-2
7TP-2
注(1) ケーブル (7TC) については,附属書に
よる。
3. 性能
3.1
離脱荷重 プラグの離脱荷重は,100N以下とする。
3.2
絶縁抵抗 各端子間及び端子と取付金具間の絶縁抵抗は,5MΩ以上とする。
3.3
耐振性 使用状態における振動により,構成部材の変形,ゆるみ,きれつ,接触部の異状などがあ
ってはならない。
3.4
接触抵抗 ソケットとプラグの各端子間の接触抵抗は,0.05Ω以下とする。
3.5
耐食性 金属面,めっきを施した面又は塗装面は,耐食試験の後も構造上有害な腐食の生成,ふく
れ,はがれ,塗膜の軟化,はく離などがあってはならない。
2
D 6606-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
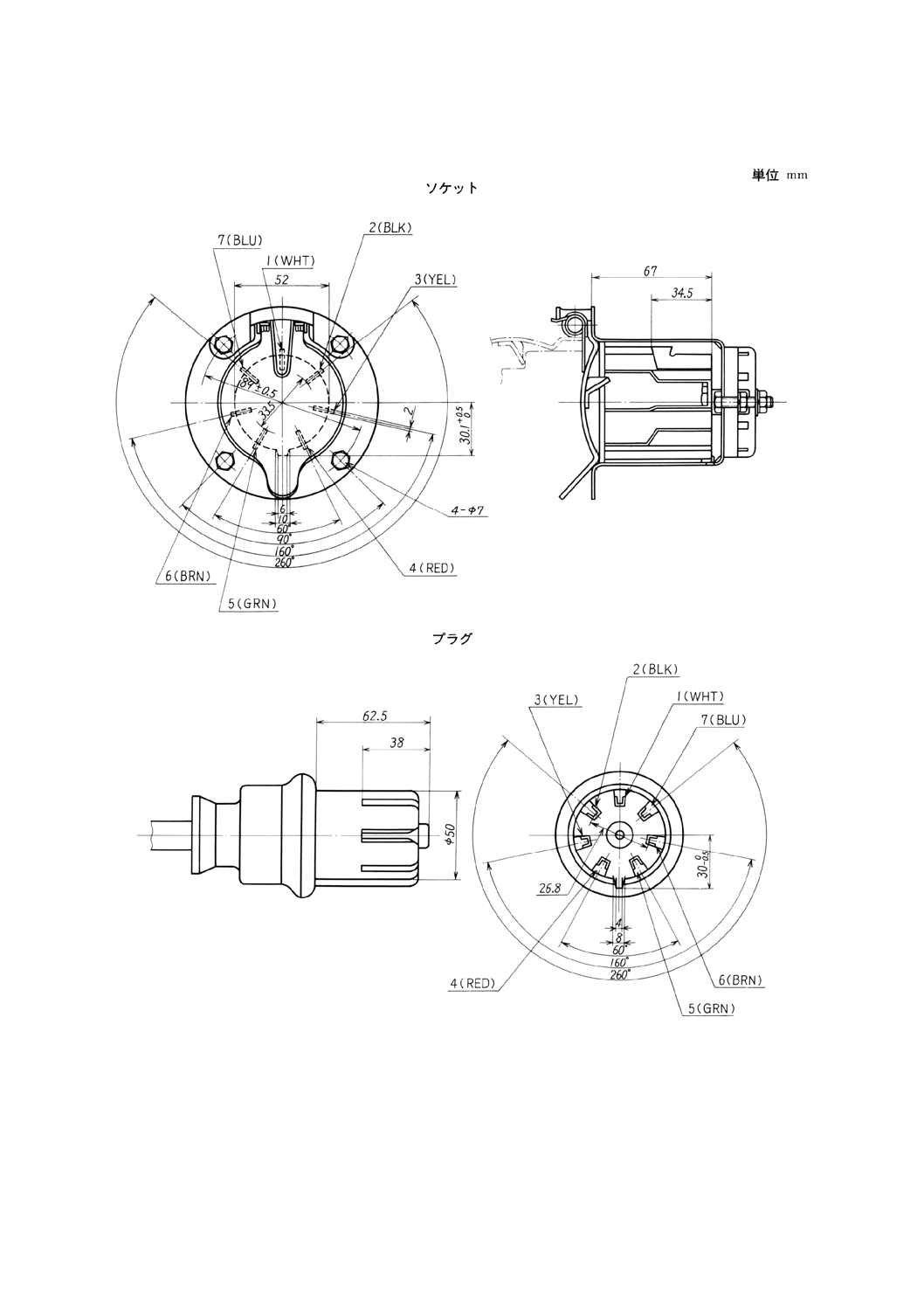
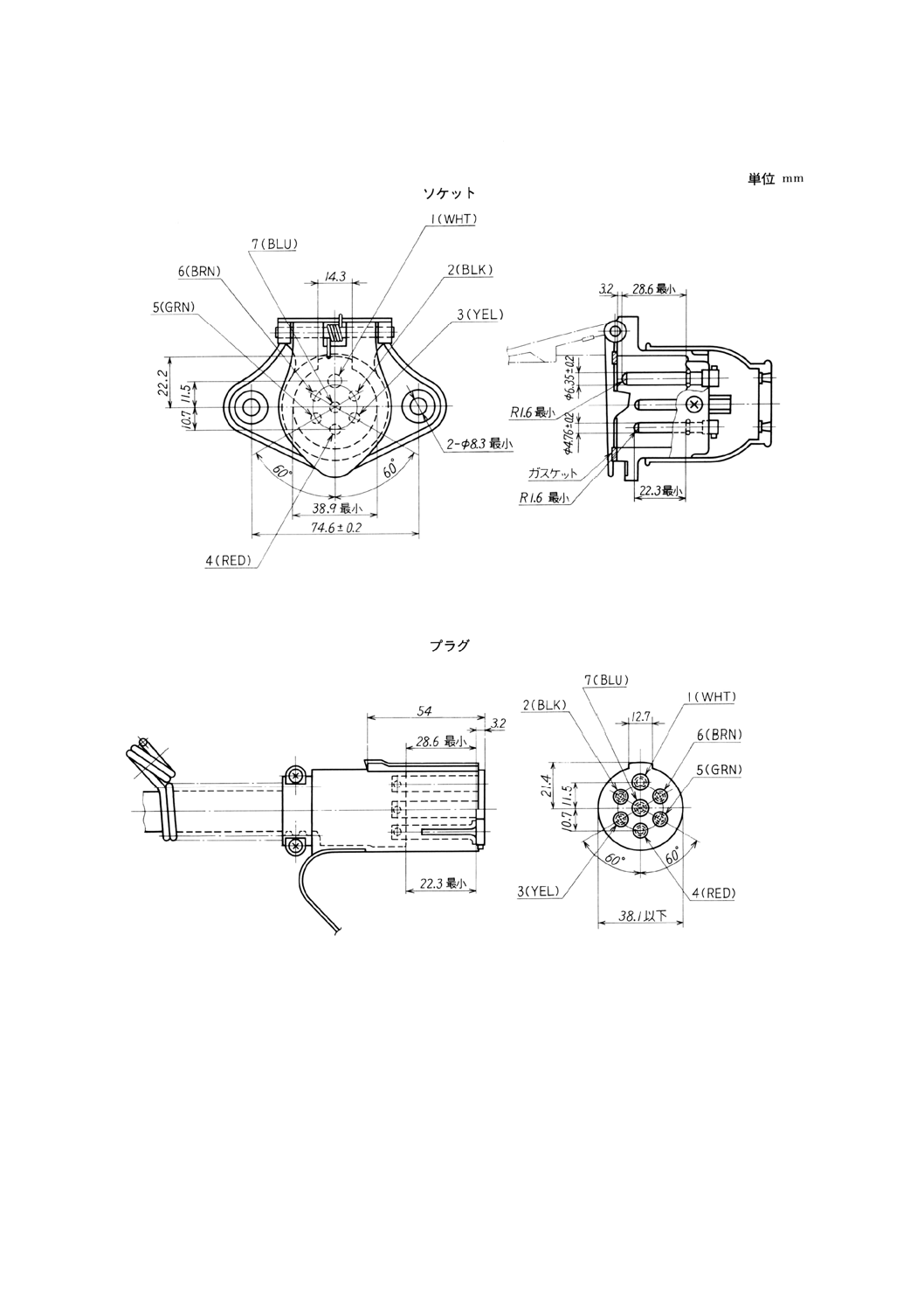
4. 構造,形状及び寸法 ソケット及びプラグの構造,形状及び寸法は,次のとおりとする。
(1) 構造は,付図1及び付図2に一例を示す。
(2) ソケットのふたは,プラグの着脱が容易であり,車の振動により開閉しない構造とする。
(3) ソケットには,プラグが車の振動により脱落しないように抜け止め装置を付ける。
(4) 寸法及び形状は,付図1及び付図2のとおりとする。
5. 外観 外観は,次のとおりとする。
(1) さびの発生するおそれのある部分は,適当なめっき又は塗装を施し,きれつ,凹凸,しわ,うきなど
の有害な欠点があってはならない。
(2) ガスケットの表面には,凹凸,しわ,さけめなどの有害な欠点があってはならない。
(3) 絶縁部は,しわ,欠け,ひびなどの有害な欠点があってはならない。
6. 接触部の材料 ソケット及びプラグの接触部の材料は,原則として表2のとおりとする。
表2
部品名称
材料
ソケット接触片 JIS H 3100又はJIS H 3250の規
定によるもの。
プラグ接触ばね JIS H 3100又はJIS H 3110の規
定によるもの。
7. 試験
7.1
離脱試験 ソケットにプラグを完全に押し込み,抜け止め装置を外し,軸と平行に引張って離脱力
を測定する。
7.2
絶縁抵抗試験 絶縁抵抗試験は,端子間及び端子と取付金具との間の絶縁抵抗を常温において500V
絶縁抵抗計で測定する。
7.3
耐振試験 耐振試験は,正規の使用状態で振動試験台上に取り付け,JIS D 1601に規定する3種B
種により試験を行う。
7.4
接触抵抗試験 ソケットとプラグを連結したときの端子間の接触抵抗を測定する。
7.5
耐食試験 金属面,めっきを施した面及び塗装面は,JIS Z 2371に規定する方法で塩水噴霧試験を
48時間行う。
7.6
外観,構造試験 外観及び構造試験は,目視により行う。
8. 検査 検査は,性能,構造,形状,寸法,外観及び材料について行い,3.〜6.に適合しなければならな
い。
9. 表示 ソケット及びプラグには,適当な箇所に,長期間にわたり明りょうに判別できる方法で,次の
事項を表示する。
(1) 構成部品記号
(2) 製造業者名又はその略号
(3) 製造年月又はその略号
3
D 6606-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) ソケット及びプラグの電線接続端子の近くに付図1若しくは付図2に示す端子番号又は色記号を表示
する。
10. 接続方法 端子と電線との接続方法は,表3による。
表3
端子番号
(色記号)
電線の色別
(ジャンパケーブルだけ)
接続回路
1 (WHT)
白
接地(アース)
2 (BLK)
黒
駐車灯・作業灯
3 (YEL)
黄
方向指示灯(左)
非常点滅表示灯(左)
4 (RED)
赤
制動灯(専用回路のとき)
5 (GRN)
緑
方向指示灯(右)
非常点滅表示灯(右)
6 (BRN)
茶
尾灯・番号灯・車幅灯・路肩灯
7 (BLU)
青
後退灯
11. 製品の呼び方 電線カップリングの呼び方は,規格番号又は名称及び構成部品記号による。
例 JIS D 6606 7TS-1
又は7極電線カップリング 7TS-1
4
D 6606-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 I形
5
D 6606-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図2 II形
6
D 6606-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 トラックトラクタ及びトレーラ用
7極電線カップリングのジャンパケーブル
1. 適用範囲 この附属書は,トラックトラクタ及びトレーラの電気系統に使用する7極電線カップリン
グ用ジャンパケーブル(以下,ケーブルという。)について規定する。
2. 構成部品記号 ケーブルの記号は,7TCとする。
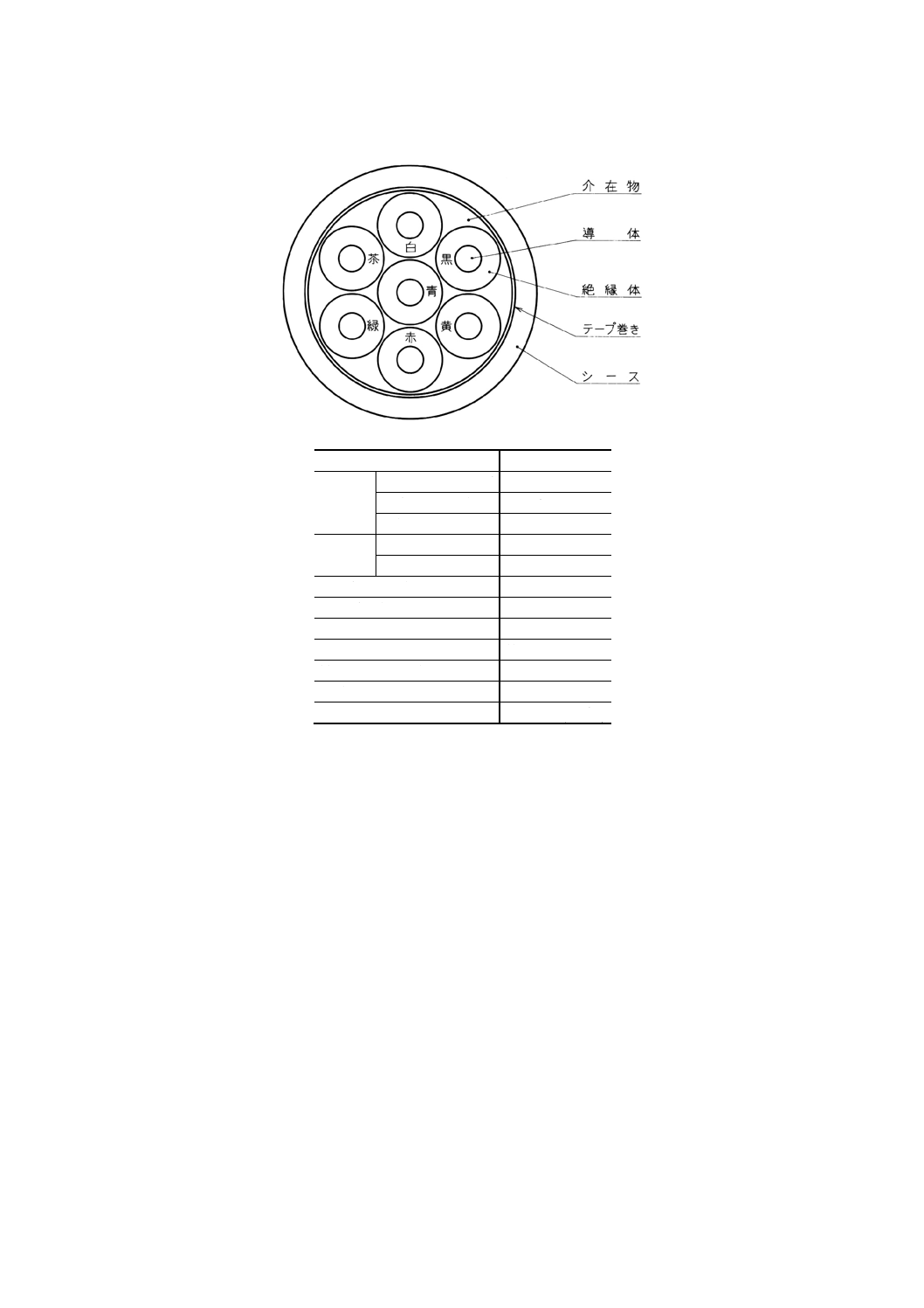
3. 材料,構造及び加工方法 ケーブルの材料,構造及び加工方法は,付図及び次による。
(1) 導体 導体は,JIS C 3102に規定された軟銅線又はJIS C 3152に規定されたすずめっき軟銅線をより
合わせたものとする。
(2) 絶縁体 絶縁体は,導体の上に付図に示す厚さのビニルを,なるべく偏肉の少ないように,一様の厚
さに被覆する。
絶縁体の厚さの平均値の許容差は,付図の値の±10%とし,また測定値の最小でも付図の値の80%
以上でなければならない。
(3) 線心の識別 線心の識別は絶縁体の色により,その色及び配列は付図による。
(4) 線心より合わせ ケーブルは,所要線心数を適当な介在物とともに,層心径の20倍以下のピッチでS
よりにより合わせる。
線心より合わせの上には,原則としてテープ又は適当な押え巻きを施すこと。
(5) シース (4)の線心より合わせの上に付図に示す厚さにビニルで被覆する。シースの色は原則として黒
とする。
シースの厚さの平均値は,付図の値の90%以上とし,また測定値の最小でも,付図の値の85%以上
でなければならない。
4. 特性 ケーブルの特性は5. の試験を行った場合,表のとおりとする。
表
項目
特性
試験方法
適用箇条
導体低抗
付図の値以下
5.3
耐電圧
1 000 Vに1分間耐えること
5.4
引張強さ
及び伸び
絶縁体
引張強さ 9.8 MPa以上
5.5
伸び
100 %以上
シース
引張強さ 9.8 MPa以上
伸び
120 %以上
低温性
低温巻付性
表面にひび,割れを生じないこと
5.6.1
耐寒性
−25 ℃より高い温度できれつを生じないこと 5.6.2
耐
油
性
絶縁体 引張強さ
浸油試験前の値の85 %以上
5.7
伸び
浸油試験前の値の85 %以上
シース 引張強さ
浸油試験前の値の80 %以上
伸び
浸油試験前の値の60 %以上
7
D 6606-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 試験方法
5.1
外観試験 外観試験は,JIS C 3005の3.による。
5.2
構造試験 構造試験は,JIS C 3005の5.による。
5.3
導体抵抗試験 導体抵抗試験は,JIS C 3005の6.による。
5.4
耐電圧試験 耐電圧試験は,JIS C 3005の8.(2)による。
5.5
引張試験 絶縁体及びシースの引張試験は,JIS C 3005の18.による。
5.6
低温試験
5.6.1
低温巻付試験 低温巻付試験は,シースについてJIS C 3005の22.により行う。ただし,冷却温度
は−30±2 ℃とし,巻付回数は1回,円筒の径は仕上がり外径の5倍とする。
5.6.2
耐寒試験 耐寒試験は,シースについてJIS C 3005の24.により行う。ただし,試験片は完成品か
ら作成するものとし,その厚さは完成品から採取したままのものを用いる。
5.7
耐油試験 耐油試験は,絶縁体及びシースについてJIS C 3005の20.により行う。
6. 検査 ケーブルは5.の試験方法により,次の試験を行い,3.及び4.の規定に適合しなければならない。
ただし,受渡当事者間の協定により,一部の試験項目を省略することができる。
また,(7)の耐寒試験は,参考試験とする。
(1) 外観試験
(2) 構造試験
(3) 導体抵抗試験
(4) 耐電圧試験
(5) 引張試験
(6) 低温巻付試験
(7) 耐寒試験
(8) 耐油試験
7. 表示 ケーブルには適当な箇所に,長期間にわたり明りょうに判別できる方法で,次の事項を連続表
示する。
(1) 製造業者名又はその略号
(2) 製造年又はその略号
8
D 6606-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図
線心数
7
導体
公称断面積
mm2
2
構成
本/mm
37/0.26
外径
mm
1.8
ビニル
厚さ
mm
0.8
絶縁体
外径
mm
3.4
より合わせ外径
mm 約10.2
テープ厚さ
mm
0.25
ビニルシース厚さ
mm
1.8
標準仕上がり外径
mm 約14.3
最大仕上がり外径
mm
15.0
耐電圧
V/min 1 000
導体抵抗
Ω/km
9.507 (20 ℃)
9
D 6606-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
自動車部会 トラックトラクタ・トレーラ専門委員会 構成表(昭和48年3月1日制定のとき)
氏名
所属
(委員会長)
村 崎 栄 一
富士重工業株式会社宇都宮製作所
飯 塚 良 政
運輸省自動車局
中 村 泰 男
通商産業省重工業局
細 谷 昌 之
防衛庁技術研究本部
福 島 公 夫
工業技術院標準部
野 口 弘 一
社団法人日本自動車車体工業会
中 村 武 文
東急車輌製造株式会社横浜自動車工場
三 橋 英 夫
株式会社小糸製作所企画室
堤 淳 雄
日本車輌製造株式会社産機自動車本部
中 野 朝 雄
日本エヤーブレーキ株式会社自動車事業部
菊 地 敏
日本トレールモービル株式会社技術部
橋 本 清 一
社団法人全日本トラック協会
羽根田 健
三菱自動車工業株式会社第二技術センター
山 崎 浩 道
日産ディーゼル工業株式会社第一設計部
田 戸 伸 哉
いすゞ自動車株式会社大型車設計部
鈴 木 誠 二
日野自動車工業株式会社第一研究部
星 野 英
日本通運株式会社技術開発部
菅 原 正 一
大和運輸株式会社車両部
岩 間 利 美
豊国電線株式会社技術部
(専門委員)
相 原 守
工業技術院標準部
(事務局)
横 溝 眞一郎
工業技術院標準部機械規格課
佐 野 則 雄
工業技術院標準部機械規格課
(事務局)
矢 島 武 憲
工業技術院標準部機械規格課(昭和51年1月1日改正のとき)
(事務局)
笹 尾 照 夫
工業技術院標準部機械規格課(平成6年9月1日改正のとき)