2
D 5815 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 イグニションスイッチ一体式(例1)
D 5815 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人自動車技術会 (JSAE) /財団法人日本
規格協会 (JSA) から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調
査会の審議を経て,経済産業大臣が制定した日本工業規格である。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
D 5815 : 2001
二輪自動車−ステアリングロック
Motorcycles−Steering locks
1. 適用範囲 この規格は,二輪自動車(原動機付自転車を含む。以下,二輪車という。)の盗難防止装置
としてステアリングシャフト又はステアリングシャフトと一体(1)の部品(以下,ステアリング構成部品と
いう。)をキーによって施錠,開錠されるステアリングロックについて規定する。
注(1) ステアリングシャフトと一体とは,溶接・圧入・締結などによってステアリングシャフトと直
接固定されていて,容易に分解できない状態をいう。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS D 0203 自動車部品の耐湿及び耐水試験方法
JIS D 0207 自動車部品の防じん及び耐じん試験通則
JIS D 1601 自動車部品振動試験方法
JIS Z 2371 塩水噴霧試験方法
JIS Z 8703 試験場所の標準状態
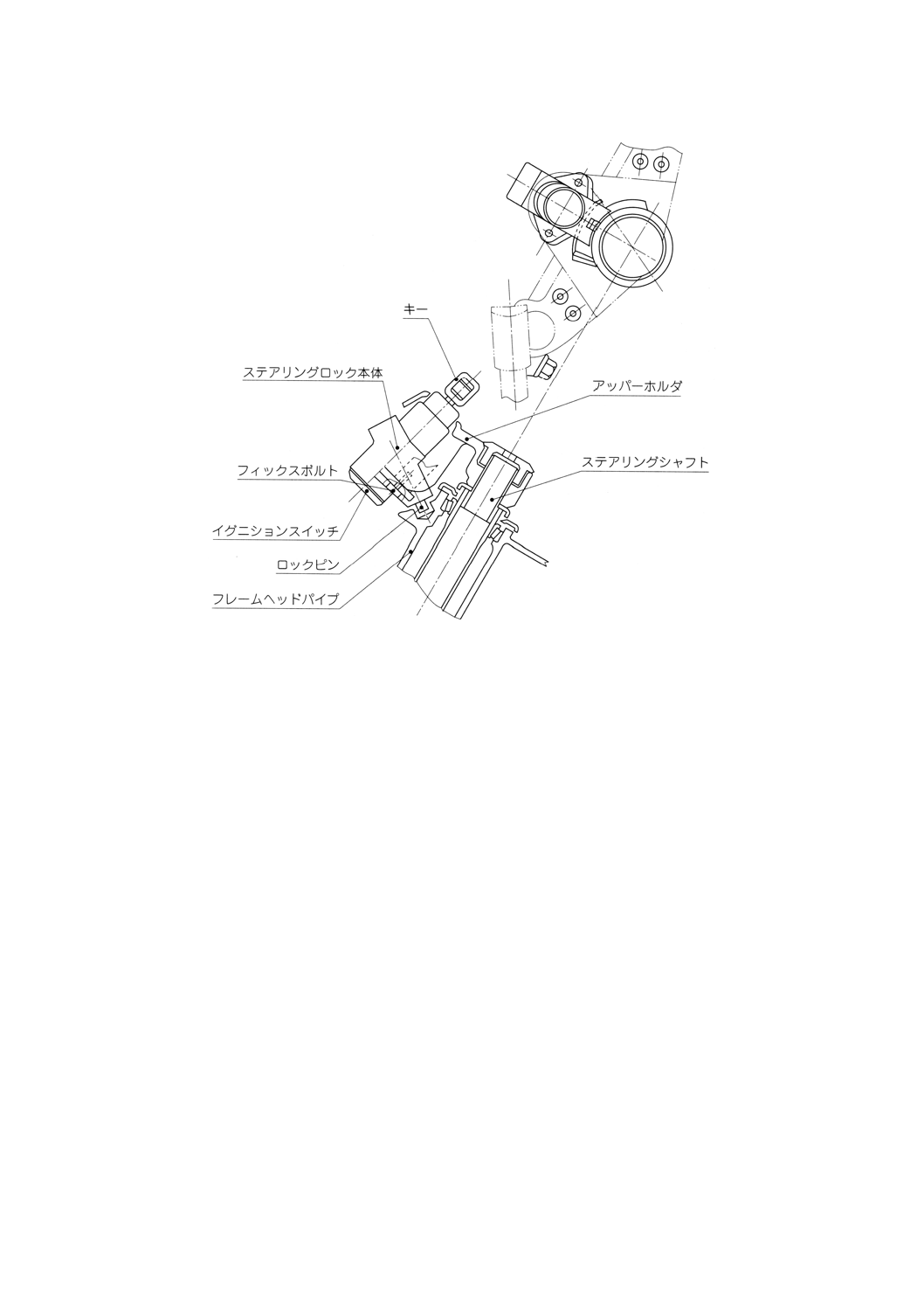
3. 種類及び形式 ステアリングロックの種類は,イグニションスイッチ一体及び別体の形式があり,そ
の代表例を図1,図2及び図3に示す。
2
D 5815 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 イグニションスイッチ一体式(例1)
3
D 5815 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
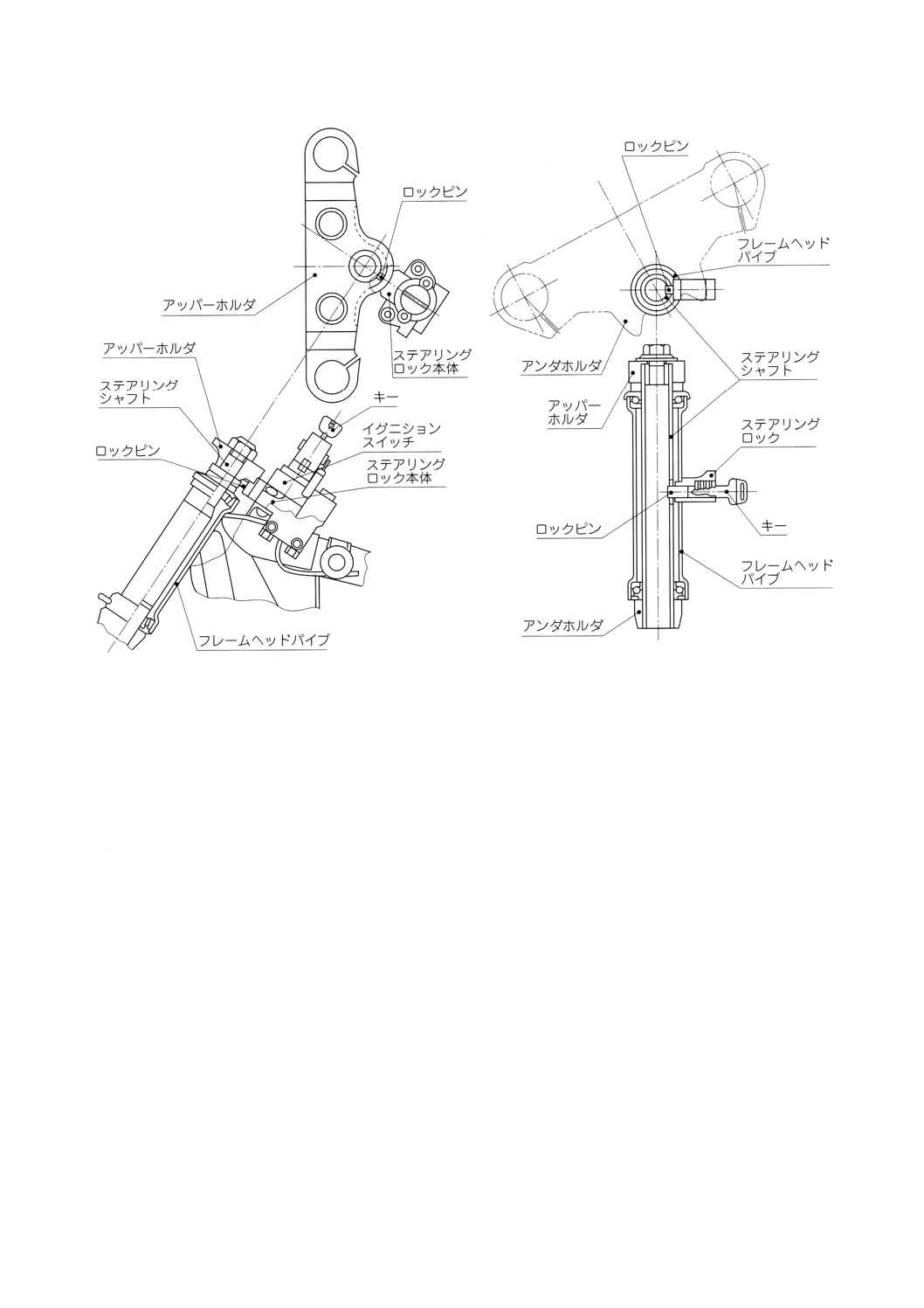
図2 イグニションスイッチ一体式(例2)
図3 イグニションスイッチ別体式
4. 性能
4.1
本体及び取付部強さ ステアリングロックの本体及び取付部は,堅ろうで容易に破壊できないもの
でなければならない。さらに,これを製造業者が指示する状態に取付け,ステアリング構成部品をロック
状態にして,ステアリングシャフトの回転軸回りに静的条件下で200N・mのトルクを加えた後,ステアリ
ングロック,取付部及びステアリング構成部品は,安全性にかかわる損傷の発生がなく,それに耐える強
度をもたなければならない。
なお,トルクは,左右両方向に各20秒間加えるものとする。
4.2
キーシリンダの強さ ロック状態にあるキーシリンダは,正しい組合せ以外のキーを用いて,2.5N・
m以下のトルクで回転させることができない強度をもたなければならない。
4.3
キーの強さ キーをキーシリンダに正常に挿入した状態で,つまみ部に2.0N・mのトルクを10秒間
加えたとき著しい変形があってはならない。
4.4
耐温度性 耐温度性は,次による。
a) ステアリングロックを低温槽に入れ,キーをLOCKの表示位置にし,キーを抜かない状態で槽内の周
囲温度を−20℃に下げ,ほぼ安定してから約60分間保持した後,温度を徐々に−15℃まで上げる。周
囲温度がほぼ安定した後,更に,30分間保持してからキーを10回作動させて作動性を確認する。
b) ステアリングロックを高温槽に入れ,キーをLOCKの表示位置にし,キーを抜かない状態で槽内の周
囲温度を70℃に上げ,ほぼ安定してから約60分間保持した後,温度を徐々に50℃まで下げる。周囲
4
D 5815 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
温度がほぼ安定した後,更に,30分間保持してからキーを10回作動させて作動性を確認する。
上記a)及びb)を実施したときに,ステアリングロックは−20〜70℃の温度範囲において異常を生じ
ないものとし,−15〜50℃の温度範囲で作動させたとき正常でなければならない。
なお,作動性の確認は,各々槽内で行うものとする。
4.5
耐振性 キーを走行位置において,JIS D 1601の4種Aによる試験を行った後,キーの移動,ロッ
ク構成部分の破損,き裂及び有害な異常音を生じてはならない。
備考 ステアリングの左右,又は前後方向へ振動を加える場合,製造業者が指示する状態の取付けに
対して左右,又は前後方向の向きを90°回転させて,元の左右又は前後方向が垂直となるよう
にして上下振動を加えてもよい。
4.6
耐久性 耐久性は,ステアリングをロックの表示位置に移動して,次のa),b),c)の操作をロックの
作動1回として数えて10 000回ロックを作動させた後,4.1〜4.5の各性能を満足しなければならない。
a) 施錠:ステアリングロックにキーを差し込んで施錠する。
b) 負荷:ステアリングシャフトへ両方向に,少なくとも5.88N・mのトルクを加える。
c) 開錠:ステアリングロックを開錠してキーを抜く。
なお,連続してロックを作動させる場合,その間隔は少なくとも10秒でなければならない。
4.7
耐水性 ステアリングロックは,施錠及び開錠の各状態において,JIS D 0203のS1による試験を行
った後,作動に異常があってはならない。
4.8
耐食性 ステアリングロックは,施錠及び開錠の各状態において,JIS Z 2371によって各24時間ず
つ計48時間行う。その後,常温で水洗し6時間乾燥させた後,作動に異常があってはならない。
4.9
耐じん性 ステアリングロックは,施錠及び開錠の各状態において,JIS D 0207のF2による試験を
行った後,作動に異常があってはならない。
5. 構造
5.1
一般構造 ステアリングロックの構造は,キーによって操作され,機械的な作動によってステアリ
ング構成部品にロックピンが係合するものとする。
なお,イグニションスイッチ一体形にあっては,キーがOFF及びON位置まで回されたとき開錠される
ものとする。また,OFF及びON位置から施錠する場合,単に,キーの回転操作だけでは施錠しない構造
とする。施錠されたものは,キーを用いる以外には容易に開錠できない構造とする。
5.2
キーの組合せ種類数 キーの組合せ種類数は,1 000以上とする。ただし,二輪車の1年間総生産量
が1000台未満ならば,キーの組合せ種類数は当該車種の年間総生産量と同じとしてもよい。
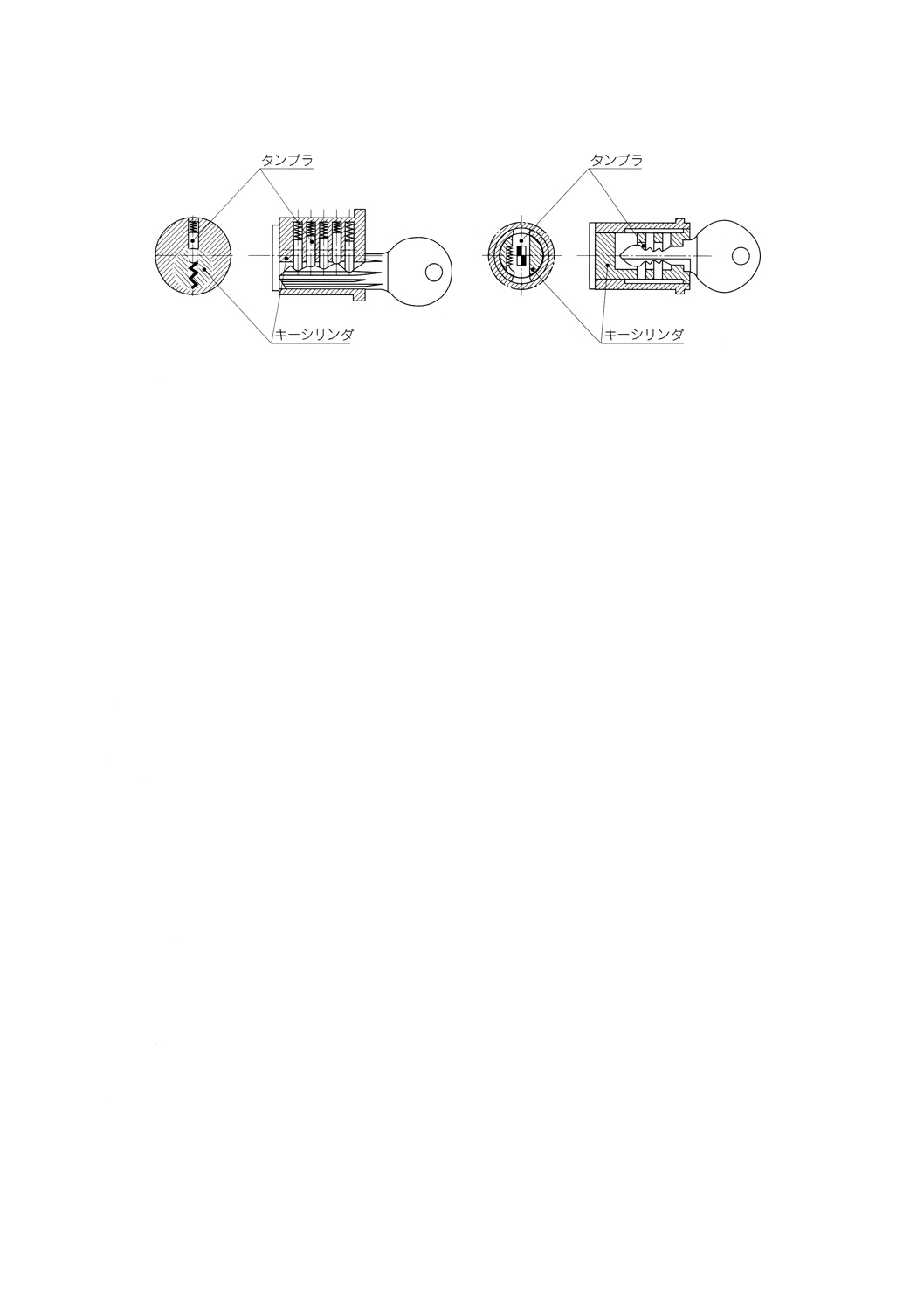
5.3
キータンブラの組合せ タンブラにはピン式とプレート式がある(図4及び図5参照)。
5.3.1
ピン式タンブラ ピン式タンブラのロックシリンダについては,隣り合った位置にあり,同一方向
に作用する同じタンブラが二つ以内とする。また,同一ロック内にある同じタンブラは,総数の60%以下
とする。
5.3.2
プレート式タンブラ プレート式タンブラのロックシリンダについては,隣り合った位置にあり,
同一方向に作用する同じタンブラが二つ以内とする。また,同一ロック内にある同じタンブラは,総数の
50%以下とする。
5
D 5815 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 ピン式タンブラ
図5 プレート式タンブラ
5.4
取付け ステアリングロックをロック状態にしたとき,本体は二輪車へ取付けた状態で,容易に,
かつ,周囲の注意を引くことなしに開錠されたり,効果のないものにされたり,又は破壊されるものであ
ってはならない。
5.5
ステアリングロック角 ステアリングロックは,直進位置に対して左右いずれか,又は両方向に最
低20°の角度でロックできるように設計しなければならない。
なお,このステアリングロック角以外での位置では,ロック装置が作動できない構造にしなければなら
ない。
6. 外観 ステアリングロックは,機能上有害なきず,われ,凸凹,さびなどの欠陥があってはならない。
また,キー及びステアリングロックには,キー番号又は照合可能なコード記号を付けてはならない。
7. 検査
7.1
検査項目 検査項目は,次による。
a) 性能検査
b) 構造検査
c) 外観検査
d) 表示検査
7.2
検査条件 検査場所の標準状態は,特に指定がなければ,一般にJIS Z 8703による常温・常湿とす
る。
7.3
性能検査 性能は4.1〜4.9の規定に適合しなければならない。
7.4
構造検査 構造は5.1〜5.3の規定に適合しなければならない。
7.5
外観検査 外観は目視で検査を行い,6.の規定に適合しなければならない。
7.6
表示検査 表示は,8.の規定に適合しなければならない。
8. 表示 ステアリングロックには見やすい箇所に容易に消えない方法で,次の事項を明りょうに表示し
なければならない。
a) 製造業者名又はその略号
b) 製造年月日又はその略号
6
D 5815 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
社団法人自動車技術会二輪部会二輪自動車用ステアリングロック分科会 構成表
氏名
所属
(分科会長)
柳 居 憲 治
川崎重工業株式会社汎用機事業本部CP事業部
(幹事)
前 野 彰 男
川崎重工業株式会社汎用機事業本部CP事業部
(委員)
宇 田 洋 一
株式会社ホンダロックR&Dセンター開発技術部
大 道 貞 利
警察庁生活安全局
黒 元 敏 則
ヤマハ発動機株式会社CV事業部
佐 橋 真 人
運輸省自動車交通局
杉 山 勝 宏
株式会社今仙電機製作所R&Dグループ
都 築 直 史
通商産業省機械情報産業局
徳 見 郁 夫
川崎重工業株式会社汎用機事業本部CP事業部
中 辻 信 一
株式会社ユーシン,社団法人日本防犯設備協会
袴 田 修
スズキ株式会社二輪設計部
橋 本 章 弘
朝日電装株式会社技術部
橋 本 進
財団法人日本規格協会技術部
村 岡 良 三
社団法人日本自動車部品工業会技術部
望 月 義 文
株式会社本田技術研究所朝霞研究所
山 口 登
株式会社東海理化セキュリティ事業部
(事務局)
飯 島 修 一
社団法人自動車技術会規格部門