D 5710 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS D 5710 : 1993は改正され,この規格に置き換えられる。今回の改正
では,次の3規格ISO 9258 (Passenger cars−Wiper systems−Wiper blade length), ISO 9259 (Passenger cars−
Wind-screen wiper systems−Wiper arm-to-blad connections) 及びISO 9704 (Passenger cars−Wiper systems−
Shaft ends and arm-holes) を基礎として用いた。
JIS D 5710には,次に示す附属書がある。
附属書(規定) 特定車両用ワイパ及び一般車両の補修用ワイパーブレードのクリップ及びアームヘ
ッド−形状寸法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
D 5710 : 1998
自動車部品−
ワイパアーム及びワイパブレード
Automotive parts−Wiper arms and wiper blades
序文 この規格は,1.適用範囲の備考に示す対応国際規格を元に,対応する部分(性能のうち先端移動量
及び回転運動量,クリップの形状及び寸法並びにアームヘッドとピボットシャフトの形状及び寸法)につ
いては技術的内容を変更することなく作成した日本工業規格であるが,クリップの形状及び寸法のうち,
対応国際規格には規定されていないピンクリップ式を追加し,また,対応国際規格には規定されていない
規定項目(先端移動量及び回転運動量以外の性能,外観,アームの形状及び寸法,試験方法及び表示)を
日本工業規格として追加した。
なお,点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,自動車用ワイパアーム及びワイパブレード(以下,それぞれアーム及びブレ
ードという。)に適用する。
備考 この規格の対応国際規格を,次に示す。
ISO 9258 : 1989 Passenger cars−Wiper systems−Wiper blade length
ISO 9259 : 1991 Passenger cars−Windscreen wiper systems−Wiper arm-to-blade connections
ISO 9704 : 1990 Passenger cars−Wiper systems−Shaft ends and arm-holes
参考 対応国際規格は,乗用車用のアーム及びブレードについて,主に形状・寸法を規定しているが,
この規格ではすべての自動車の前面ガラスに用いる製品の規格としての必要事項を規定した。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの規格は,その最新版を適用する。
JIS B 0205 メートル並目ねじ
JIS B 0209 メートル並目ねじの許容限界寸法及び公差
JIS D 0103 自動車部品−電気装置の機器・部品−名称
JIS D 0201 自動車部品−電気めっき通則
JIS Z 2371 塩水噴霧試験方法
JIS Z 8741 鏡面光沢度一測定方法
3. 定義 この規格の中で用いられる主な用語の定義は,JIS D 0103によるほか,次による。
− ワイパシステム ワイパモータ,ワイパリンク,アーム及びブレードで構成されるもの。
2
D 5710 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 種類 アーム,ブレード及び各結合部の種類は,次のとおりとする。
a) アームは,形状によって1本形と2本形の2種類とする。
b) ブレードは,形状によって曲面形と平面形の2種類とする。
c) アームとブレードとの結合方法(以下,クリップという。)は,付表1に示す2方式とする。
d) アームヘッドとピボットシャフトとの結合方法は,付表2に示す。
5. 性能
5.1
アームの押さえ力 アームの先端部における押さえ力は,8.1で試験したときにワイパシステムの使
用区分(1)及びブレードの長さによって,付図1に規定される呼び押さえ力の±10%以内とする。
注(1) ワイパシステムの使用上の低速用,高速用などの区分。
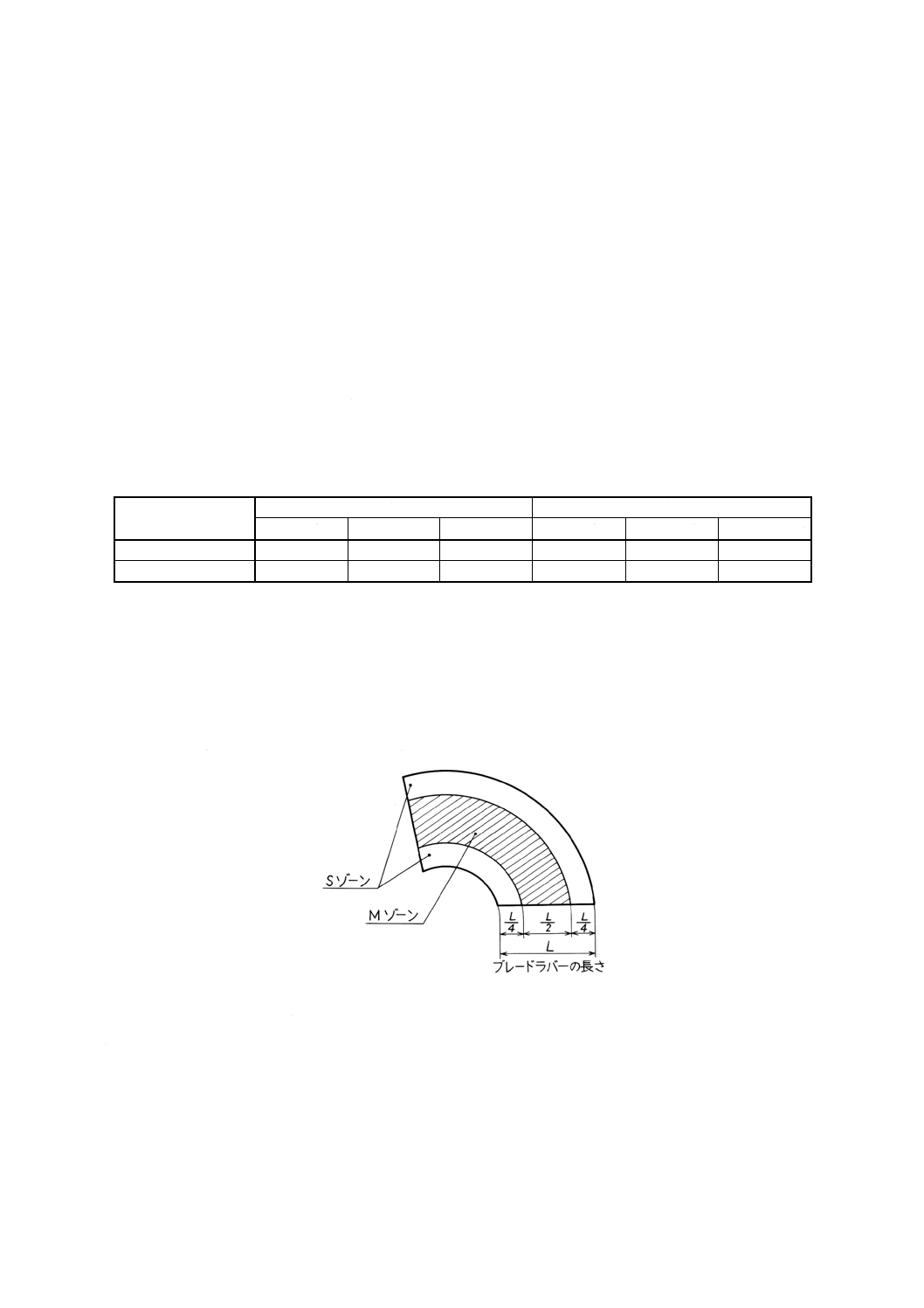
5.2. ふ(拭)き性能 アーム及びブレードのふき性能は,8.2で試験したときに円滑に作動し,著しいび
びり及び異常音がなく,水滴のふき残しラインの数は,表1に示す値以下とする。
表1
単位 本
項目
Mゾーン
Sゾーン
ヘアライン
ヘビアライン ワイドライン
ヘアライン
ヘビアライン ワイドライン
初期のふき性能
3
1
0
5
2
0
耐久試験後のふき性能
5
2
0
7
3
2
備考1. 数字は,ふき残しラインの本数を示す。
2. ガラス形状などからくる面積の内周・外周及びブレード折返し点付近の不鮮明なふき残しは除く。
3. 表1に用いる用語及びその意味は,次のとおりとする。
ヘアライン
:幅0.5mm以下のごく細い筋状のふき残し。
ヘビアライン :幅1mm以下の細い筋状のふき残し。
ワイドライン :幅1〜20mm程度までの帯状のふき残し。ヘアライン及びヘビアラインが数本集まっ
たもの,並びに薄い膜状のふき残しも含む。
Mゾーン
:ブレードが往復してできるふき面積(図1)中,斜線部のふき範囲。
Sゾーン
:図1におけるMゾーン以外のふき範囲。
図1 ふき面積
5.3
耐食性 アーム及びブレードの耐食性は,8.3で試験したときに,次のとおりとする。
a) めっき及び塗装を施したものは,機能上有害な腐食,膨れ,はく離の発生があってはならない。また,
めっき又は塗膜に著しい変色が生じてはならない。
b) ステンレス鋼を使用したものは,機能上有害な腐食が生じてはならない。ただし,ごく部分的な点食
及びリベットや折曲げによる接合部には,多少の腐食が生じても機能上有害でなければよい。
5.4
耐久性 アーム及びブレードの耐久性は,8.4で試験したときに,次のとおりとする。
3
D 5710 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 500 000回往復作動を行ったときに,ブレードの性能は,5.2を満足し,表1の耐久試験後のふき性能
に適合しなければならない。
b) 1 500 000回往復作動を行ったときに,アームの押さえ力の変化率は,試験前の15%以内とし,アーム
及びブレードの各部に著しい緩み,がた,その他有害な欠点を生じてはならない。
5.5
先端移動量 Uフック式のアームでは,アームに組付け後のブレード組立品の先端移動量は,8.5で
試験したときに,測定した移動量が角度に換算して片振りで2°の範囲になければならない。
5.6
回転運動量 Uフック式のアームでは,アームに組付け後のブレード組立品を動かす必要トルクは,
8.6で試験したときに,0.2N・m以下(0.1N・m以下が望ましい)でなければならない。
6. 外観 外観は,次による。
a) 金属部分及びゴムの表面は,平滑で,著しい凸凹,きず,割れ,さび,その他の有害な欠点があって
はならない。
b) めっきを施したもので外部に現れる部分には,素地露出がなく,めっきむら,著しいきず,その他有
害な欠点があってはならない。
c) 塗装を施したものは,表面に著しいぶつ,むら,きず,その他有害な欠点があってはならない。
d) 防げん(眩)処理を施した表面の光沢度は,JIS Z 8741の方法5の20度光沢法によって試験したとき
に,40%以下でなければならない。
7. 構造,形状及び寸法 構造,形状及び寸法は,次による。
a) アームとブレードは,付表1に示すクリップで結合し,その取付け,取外しが容易なものでなければ
ならない。
b) アームは,付表2に示すアームヘッドでピボットシャフトに結合できるものとし,容易に取付け,取
外しができる構造とする。
また,アームの形状及び寸法は,付表3及び付図2による。
c) アーム及びブレードは,使用中各部に有害な緩み,がた,変形などを生じない構造とする。
d) ブレードラバーの長さは付表4による。
8. 試験方法
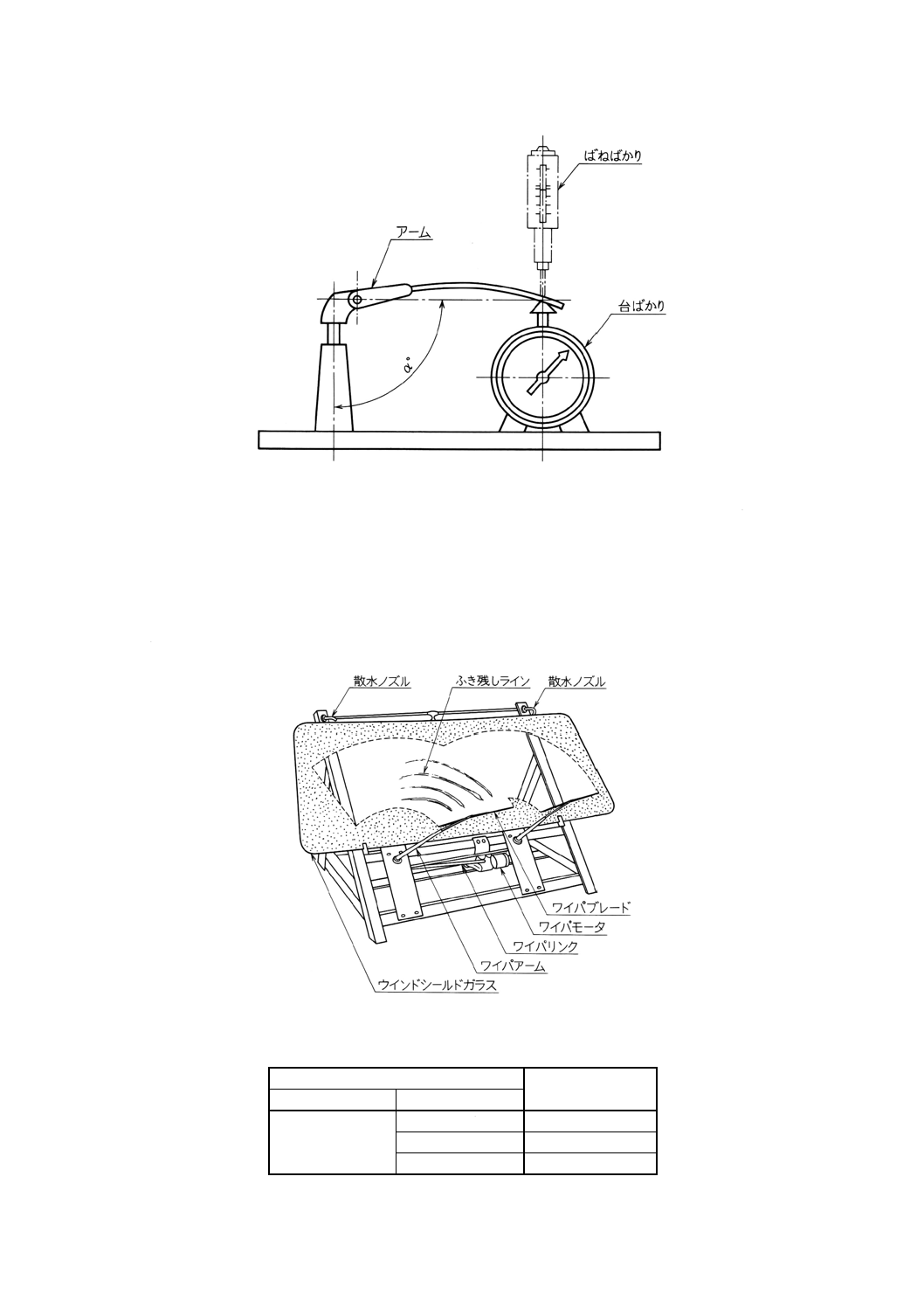
8.1
アーム押さえ力試験 アーム押さえ力試験は,図2に示すような方法で,ばねばかり又は台ばかり
を用いて,アームの先端を角度の増加及び減少する方向に所定の角度αまで動かしたときに,アームの押
さえ力をはかりの目盛で読み,その平均値をもって測定値とする。
なお,アームの押さえ角度αは,当事者間の協定による。ただし,特に指定がない場合は,αを90°と
する。
4
D 5710 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2
8.2
ふき性能試験 ふき性能試験は,図3に示すような所定の窓ガラスを備えた試験装置(2)に,アーム
及びブレードを正規の使用状態に取り付け,水滴を霧状に散布した後,ブレードを1往復させ,ガラス面
から約50cm離れた所から目視でふき残しラインの数を判定する。
なお,周囲温度及び湿度によって,判定はブレードを作動させた後表2に示す時間で判定する。また,
ガラス面は,清浄で油脂などの付着がなく,ガラス面に直接風が当たらないものとする。
注(2) 適用車種(年式を含む。)と同様な結果が得られる試験装置。
図3
表2
試験条件
判定時間
温度℃
湿度%
20±15
70以上
5秒後
60以上70未満
3秒後
60未満
1秒後
5
D 5710 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3
耐食試験 耐食試験は,次の方法によって行う。
a) 外部に露出するめっきを施した部品は,JIS D 0201の6.3(耐食性試験方法)による耐食試験を行う。
b) 塗装を施したもの,及びステンレス鋼を使用した部品は,JIS Z 2371に基づく塩水噴霧試験とし,実
噴霧24時間,休止1時間を2回繰り返し,合計50時間の試験を行う。
8.4
耐久試験 耐久試験は,図3に示すような所定の試験装置(2)を用い,アーム及びブレードを正規の
使用状態に取り付け,表3に示す条件で往復作動を行う。
表3
項目
試験条件
周囲温度
20±15℃
水温
38℃以下
散水
ガラス面に一様に散水する。散水量800ml/min以上
水の硬度
205mgCaCo3/l以下
往復作動速度
45回/分以上
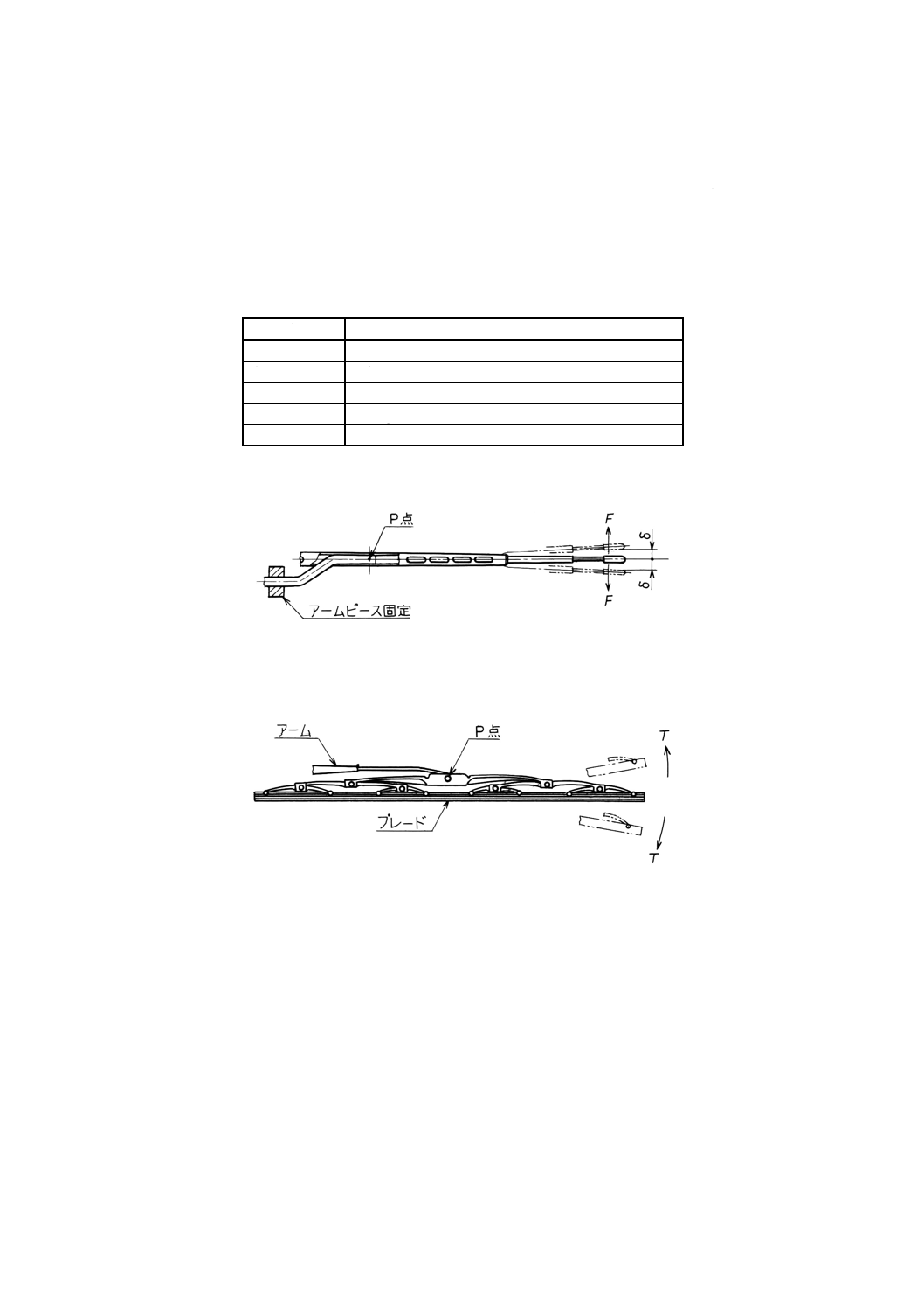
8.5
先端移動量 アームとブレードを組み付けた状態にアームピースを固定してP点においてM=0.1N・
mとなるように,ブレード先端に荷重Fを加え,ブレード先端における移動量δを測定する。
図4
8.6
回転運動 アームとブレードを組み付けた状態にし,P点におけるブレードの回転トルクTを測定
する。
図5
9. 表示 アーム及びブレードには,容易に消えない方法で,製造業者名又はその略号を表示する。
6
D 5710 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
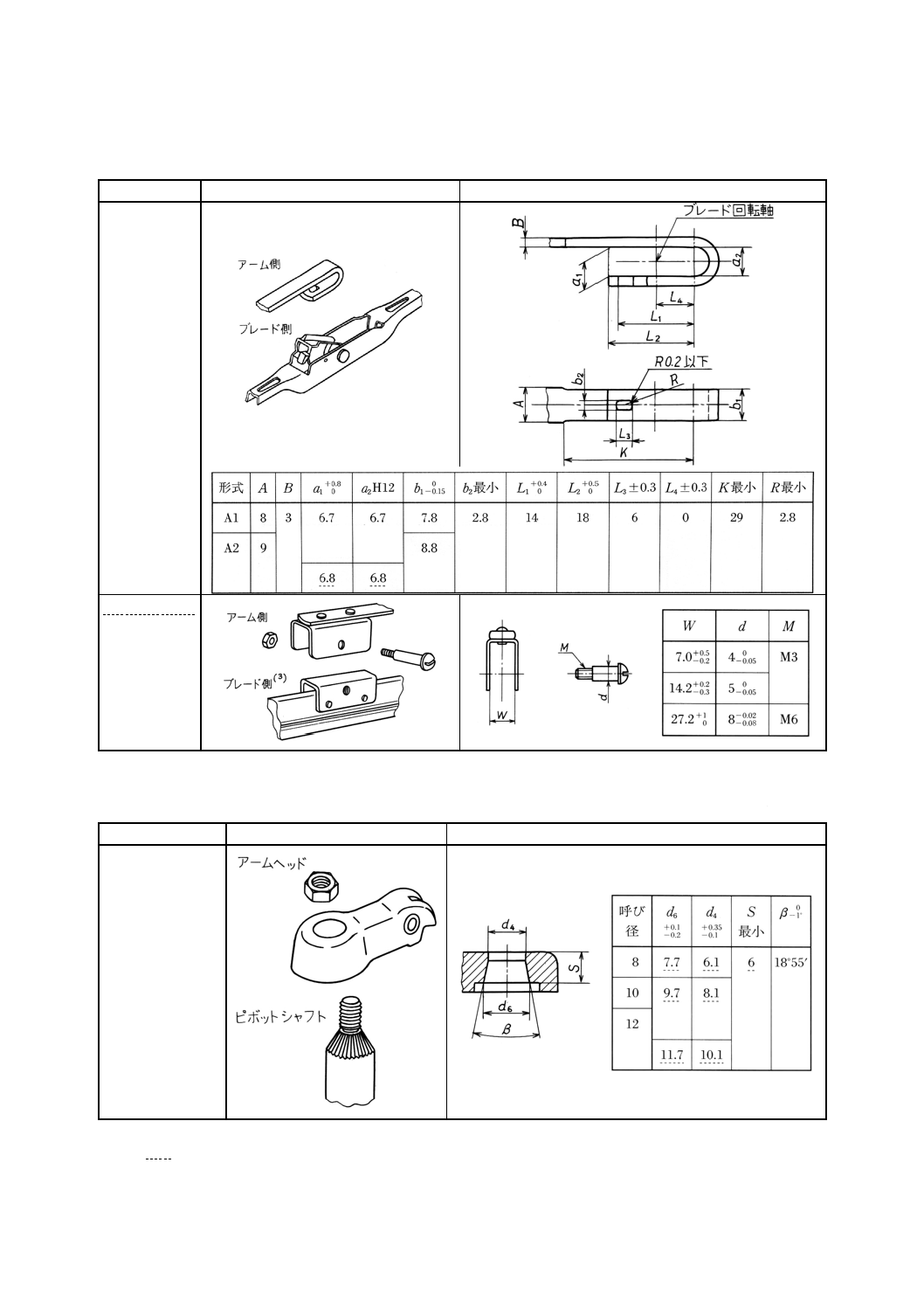
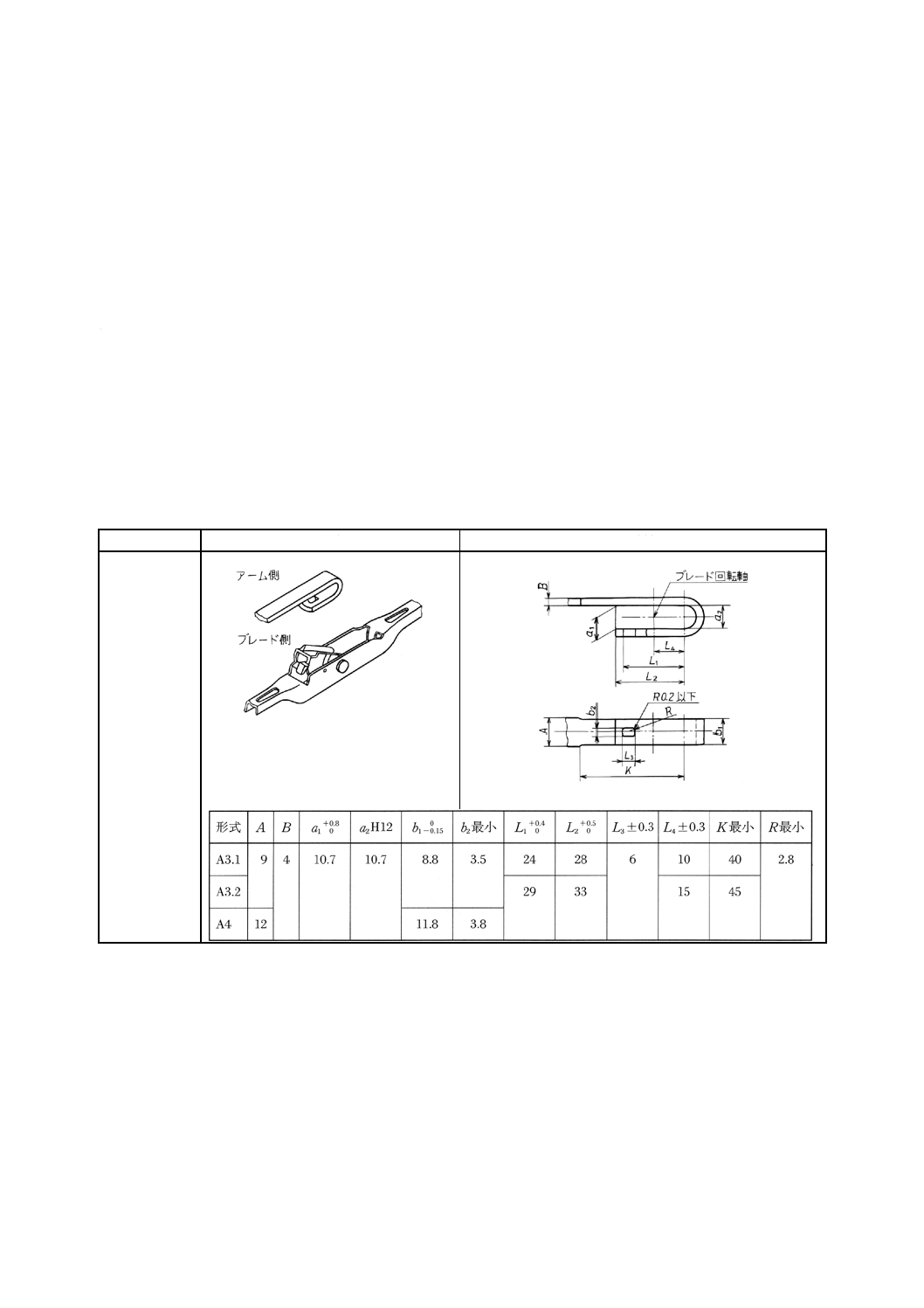
付表1 クリップの形状及び寸法
単位 mm
クリップの形式
形状
寸法
Uフック式
ピンクリップ式
注(3) 平面形ブレードを示す。
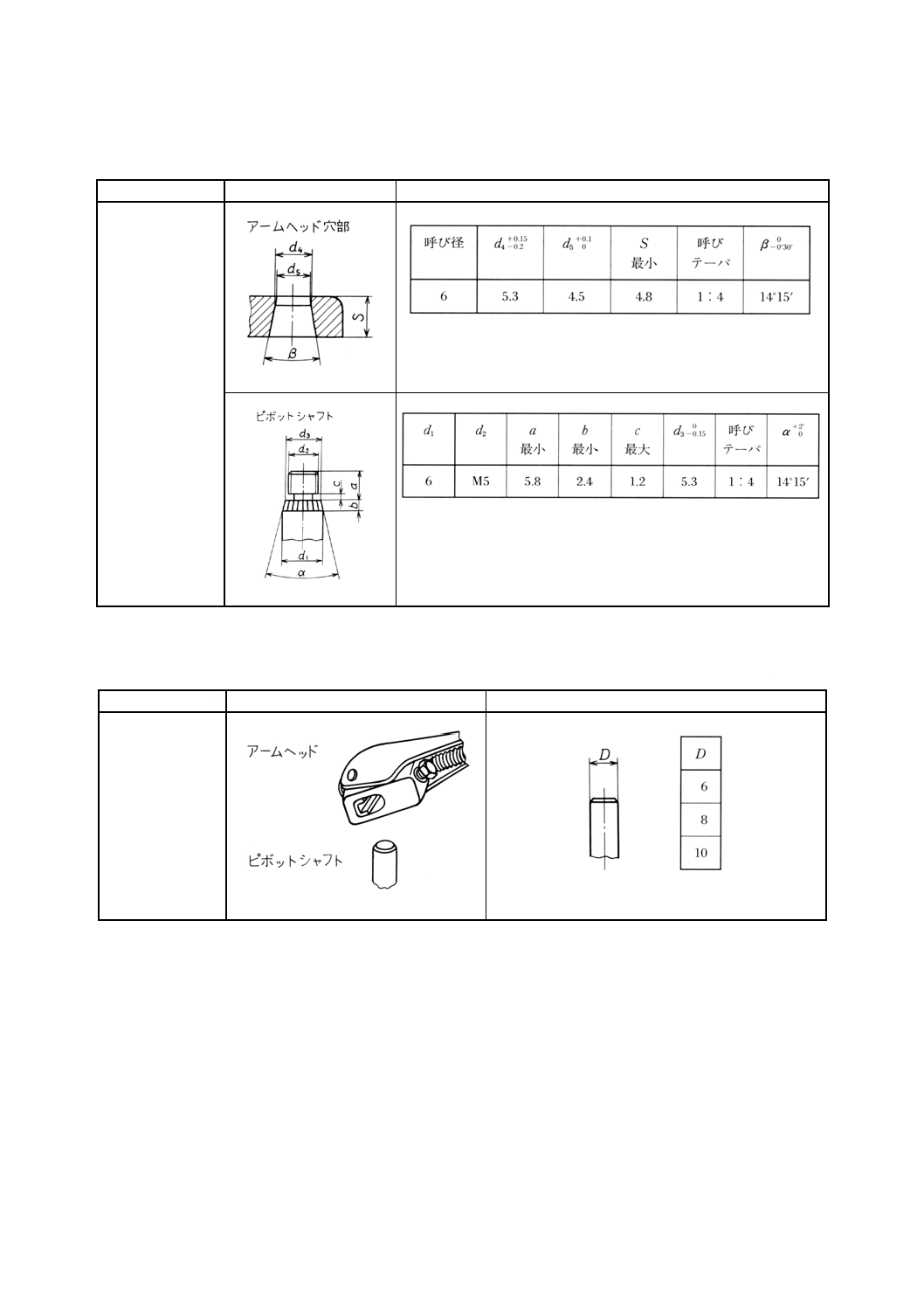
付表2 アームヘッドとピボットシャフトの形状及び寸法
単位 mm
アームヘッドの形式
形状
アームヘッド穴部寸法
テーパセレーショ
ン式
備考 アームヘッドの材質及び表面硬さは,亜鉛ダイキャスト (ZDC) の場合には,最大110HB,アルミダイキャ
スト (ADC) の場合には,最大125HBとする。
7
D 5710 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
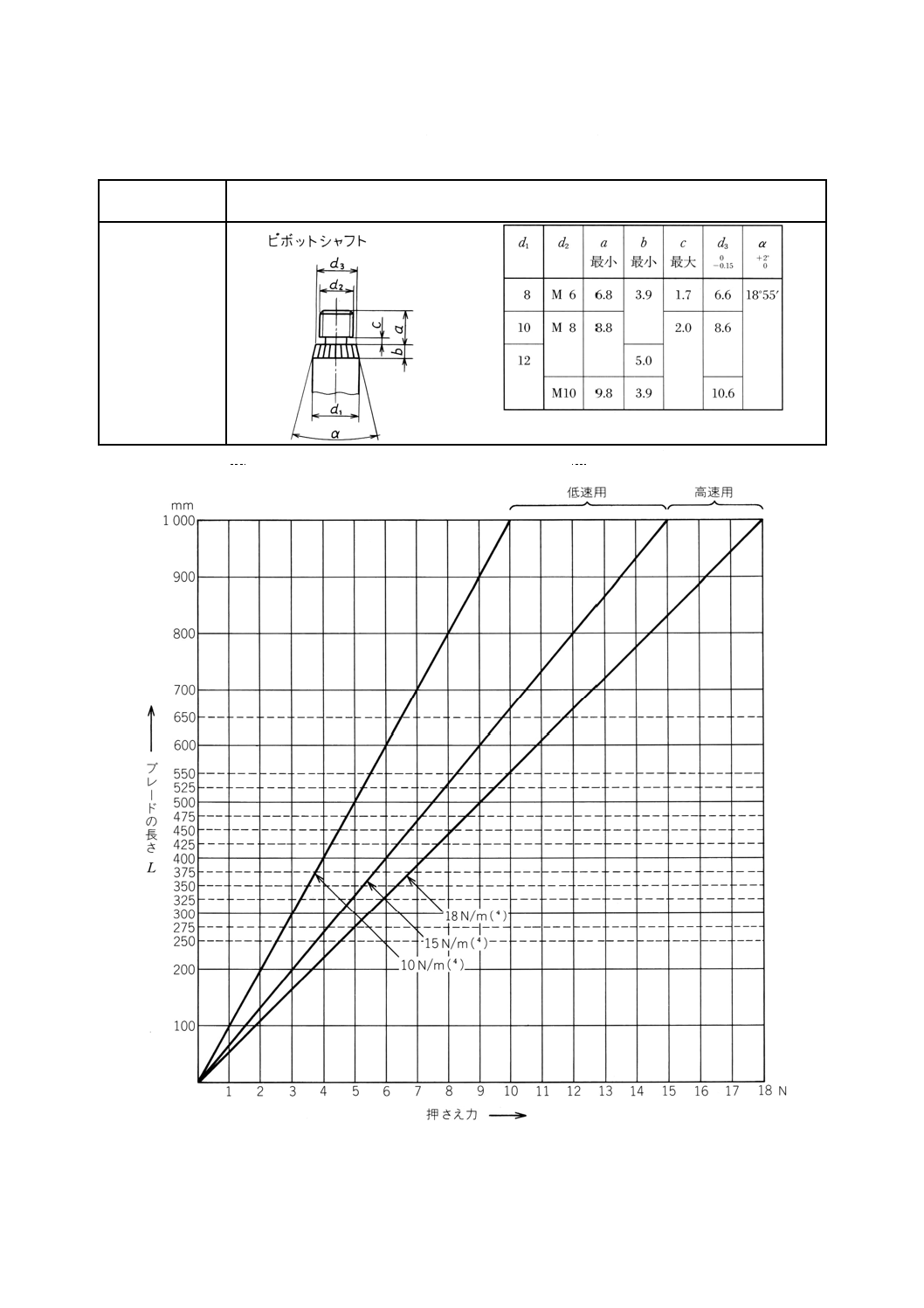
付表2 アームヘッドとピボットシャフトの形状及び寸法(続き)
単位 mm
ピボットシャフト
の形式
ピボットシャフトの寸法
テーパセレーショ
ン式
備考1. ねじは,JIS B 0205によって,その許容限界寸法及び公差は,JIS B 0209による3級ねじとする。
2. ピボットシャフトの材質は,表面硬さ最小135HBの鋼とする。
注(4) 単位N/mは,ブレード長さ1m当たりのアーム押さえ力をいう。
付図1 呼び押さえ力
8
D 5710 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
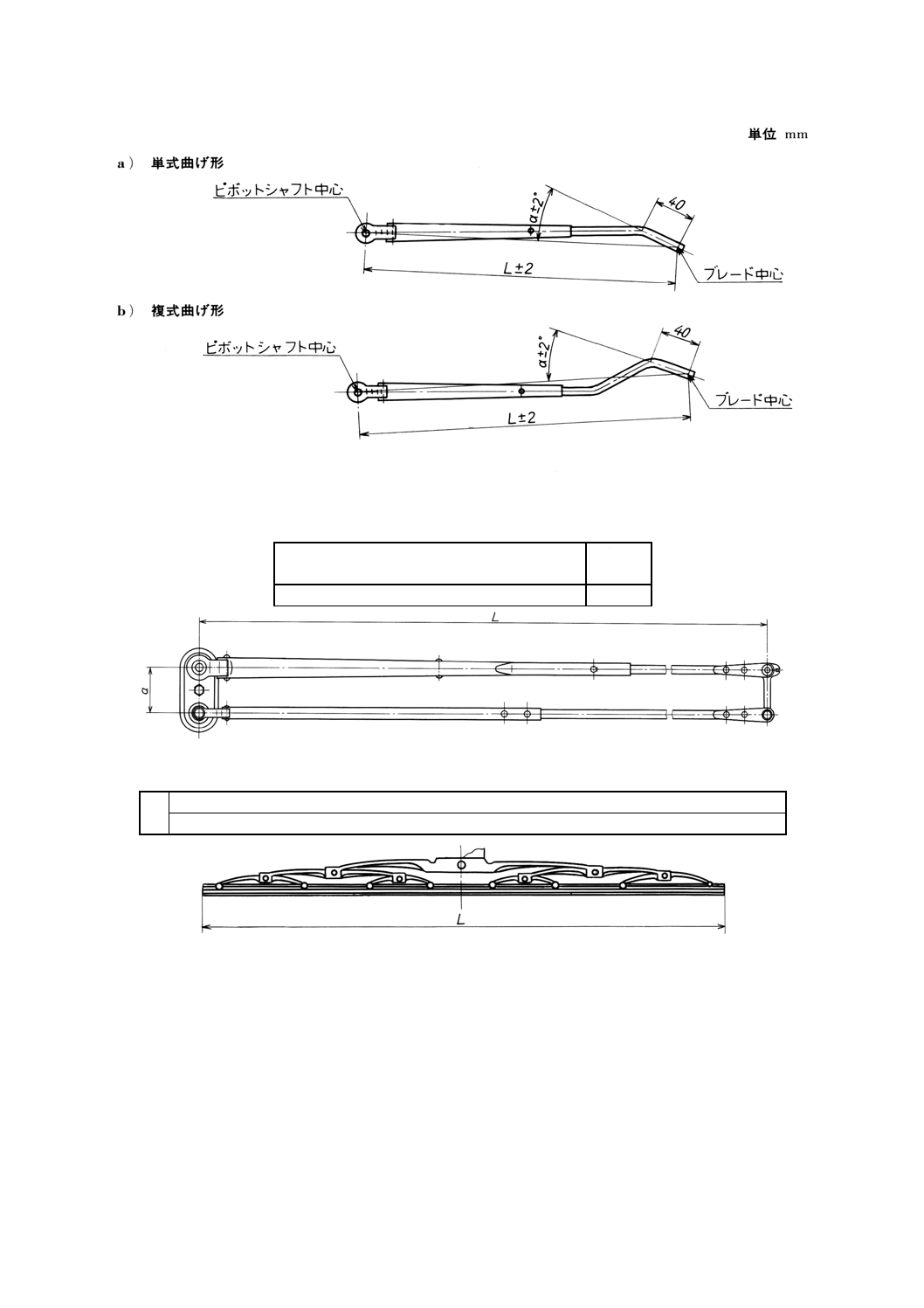
備考 アーム長さLは,ピボットシャフト中心とブレード中心を結ぶ直線距離とする。
付図2 1本形アームの形状及び寸法
付表3 2本形アームの形状及び寸法
単位 mm
アームの長さ
L
ピッチ
a
400,450,500,550,600,650,700,750,800
40,50
付表4 ブレードラバーの長さ
単位 mm
L
250,275,280,300,325,330,350,375,380,400,420,425,450,470,475,500,525,530,550,560,600,
630,650,670,700,800,900,1000
備考 長さLは,ブレードラバーの有効払しょく(拭)部の実長とする。
9
D 5710 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) 特定車両用ワイパ及び一般車両の補修用ワイパ−
ブレードのクリップ及びアームヘッド−形状寸法
1. 適用範囲 この附属書は,特定車両用ワイパ及び補修用ワイパに当分の間使用することができる,ブ
レードのクリップ及びアームヘッドの形状について規定する。
2. 形状・寸法 ブレードのクリップの形状及び寸法を附属書表1及び附属書表2に,アームヘッドの形
状及び寸法を附属書表3及び附属書表4に示す。
参考 ISO 9259にある形式のうち,国内では使用されない形式及び現在審議中の形式を附属書表1に,
並びに従来JISにあった形式を附属書表2に示す。また,アームヘッドの形状及び寸法でISO
9259にある形式のうち,国内では使用されない形式を附属書表3に,並びに従来JISにあった
形式を附属書表4に示す。
附属書表1 クリップの形状及び寸法(ISOタイプ)
単位 mm
クリップの形式
形状
寸法
Uフック式
10
D 5710 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
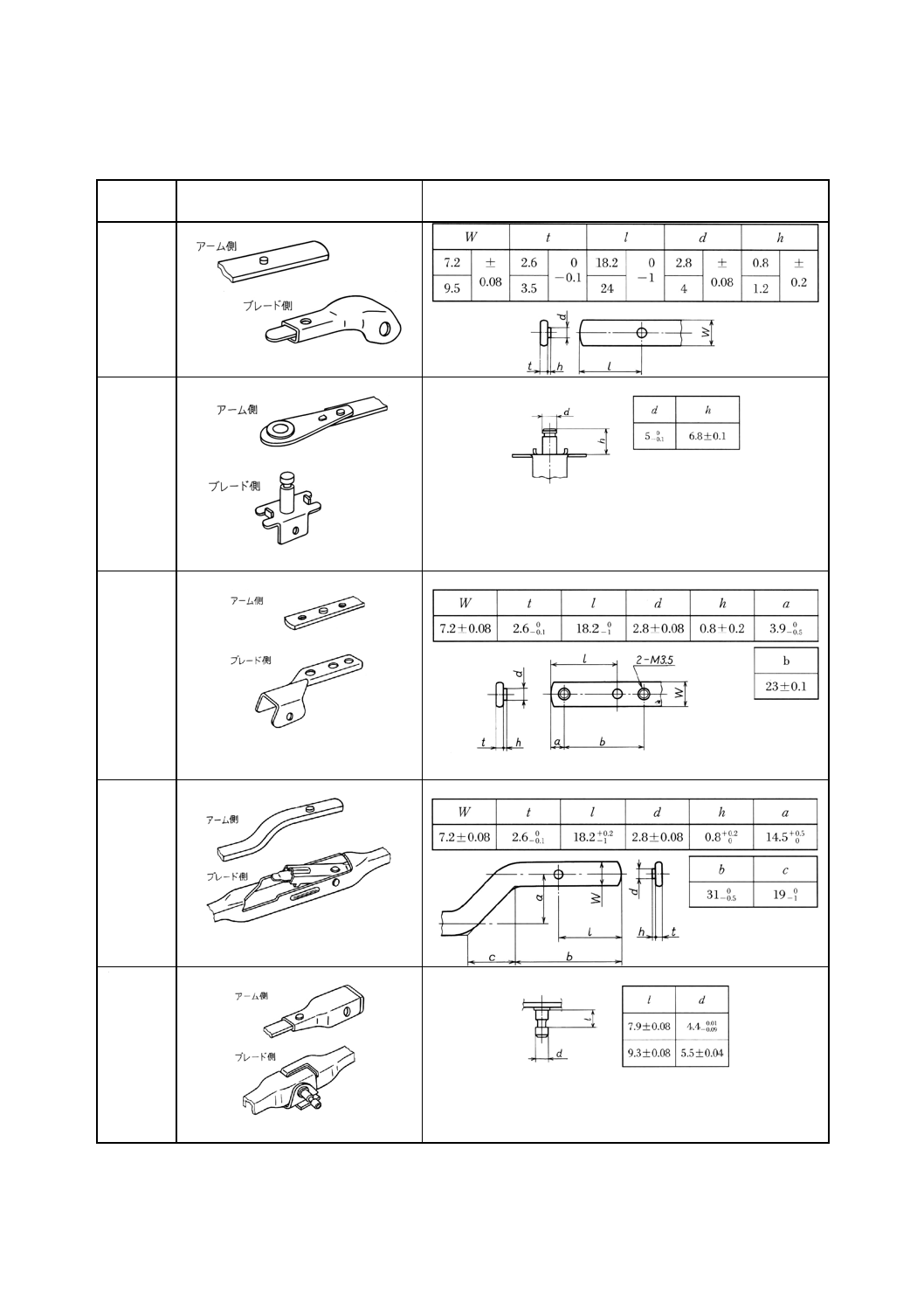
附属書表2 クリップの形状及び寸法(JISタイプ)
単位 mm
クリップの
形式
形状
寸法
バヨネット
クリップ式
Nクリツプ
式
Eクリップ
式
インナーロ
ッククリッ
プ式
サイドクリ
ップB式
11
D 5710 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表3 アームヘッドとピボットシャフトの形状及び寸法(ISOタイプ)
単位 mm
アームヘッドの形式
形状
寸法
テーパセレーショ
ン式
附属書表4 アームヘッドとピボットシャフトの形状及び寸法(JISタイプ)
単位 mm
アームヘッドの形式
形状
寸法
直軸式
12
D 5710 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ワイパ・ウォッシャJIS改正原案作成委員会 構成表
氏名
所属
(委員長)
三 橋 英 夫
東海大学
(幹事)
田 中 勇
日本ワイパブレード株式会社
木 村 好 正
株式会社ミツバ
(委員)
中 込 常 雄
日本工業標準調査会
浦 田 益太郎
通商産業省
市 川 英 雄
通商産業省工業技術院
照 山 勝
社団法人自動車技術会
橋 本 繁 晴
財団法人日本規格協会
佐々木 均
社団法人日本自動車整備振興会連合会
川内野 芳 郎
ダイハツ工業株式会社
竹 村 幸 人
トヨタ自動車株式会社
西 川 至
日産自動車株式会社
小 川 和 雄
富士重工業株式会社
寺 岡 淳 一
株式会社本田技術研究所
玉 村 学
三菱自動車工業株式会社
伊 東 功
アスモ株式会社
平 位 佳 秋
市光工業株式会社
村 田 行 帆
自動車電機工業株式会社
村 岡 良 三
社団法人日本自動車部品工業会
(関係者)
津 金 秀 幸
通商産業省工業技術院
三 塚 隆 正
社団法人日本規格協会
(事務局)
宮 田 圭
社団法人日本自動車部品工業会