D 3609:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 要求事項························································································································· 2
4.1 寸法及び許容差 ············································································································· 2
4.2 材料 ···························································································································· 3
5 呼び方···························································································································· 3
6 図及び表························································································································· 3
6.1 一体形60°内側円すい形体 ······························································································ 3
6.2 接合形60°内側円すい形体 ······························································································ 7
附属書JA(規定)燃料噴射ポンプに用いる60°内側円すい形体の結合端部 ···································· 9
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 11
D 3609:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,公益社団法人自動車技術会(JSAE)から,
工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経
済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
D 3609:2016
ディーゼル機関−高圧燃料噴射装置に用いる
60°内側円すい形体の結合端部
Diesel engines-End-connection with 60 degree female cones for
high-pressure fuel injection components
序文
この規格は,2013年に第7版として発行されたISO 2974を基に,対応する部分については対応国際規
格を翻訳し,技術的内容を変更することなく作成した日本工業規格であるが,対応国際規格には規定され
ていない規定項目を日本工業規格として追加している。
なお,この規格で点線の下線を施してある箇所及び附属書JAは,対応国際規格にはない事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,ディーゼル機関に使用する高圧燃料噴射装置の構成部品に用いる結合端部の形状及び寸法
について規定する。
おねじ付き60°内側円すい形体(図1,図2,図5及び図6参照)及び次の高圧燃料噴射管アッセンブ
リの使用に適用する。
− 一体形内側円すい形体用で,管の外径12 mm以下(表1参照)
− 接合形内側円すい形体用で,管の外径9 mm以下(表2参照)
さらに,燃料噴射ポンプの結合端部であるデリバリバルブホルダの形状及び寸法については附属書JA
に規定する。
この規格で引用される噴射管先端の詳細は,JIS D 3651による。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 2974:2013,Diesel engines−60 degree female cones for high-pressure fuel injection components
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0205-2 一般用メートルねじ−第2部:全体系
注記 対応国際規格:ISO 261,ISO general purpose metric screw threads−General plan(IDT)
JIS B 0209-1 一般用メートルねじ−公差−第1部:原則及び基礎データ
2
D 3609:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 1006 締結用部品−一般用メートルねじをもつおねじ部品の不完全ねじ部長さ
注記 対応国際規格:ISO 3508,Thread run-outs for fasteners with thread in accordance with ISO 261 and
ISO 262(MOD)
JIS D 3651 ディーゼル機関−高圧燃料噴射管アッセンブリ−一般要求事項及び寸法
注記 対応国際規格:ISO 13296,Diesel engines−High-pressure fuel injection pipe assemblies−General
requirements and dimensions(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
一体形内側円すい形体
シール部とねじとが同一部品で形成される内側円すい形体。
注記 図1及び図2参照。
3.2
接合形内側円すい形体
シール部とねじとが別部品で形成され,溶接などで結合されている内側円すい形体。
注記 図5及び図6参照。
3.3
基準直径 S
内側円すい形体及び噴射管端部の寸法を記入するための基準線。
注記 Sが内側円すい形体及び噴射管端部間の意図されたシール接触部に一致するとは限らない。
4
要求事項
4.1
寸法及び許容差
寸法及び許容差は,JIS D 3651による高圧燃料噴射管アッセンブリとの互換性を考慮し,更に燃料噴射
ノズル,CR燃料インジェクタ,燃料噴射ポンプ,高圧サプライポンプ及びレール(コモンレール)にお
ける60°内側円すい形体に対する要求仕様は,次による。
− 一体形内側円すい形体用の場合は,図1〜図4
− 接合形内側円すい形体用の場合は,図5〜図7
60°内側円すい形体及びそのおねじに対する関係は,図1(一体形内側円すい形体)又は図5(接合形内
側円すい形体)の要求仕様を満足しなければならない。一方,一体形内側円すい形体の小径側の端部につ
いては,図3に示す形状を適用できる。
寸法及び許容差は,表1(一体形内側円すい形体)及び表2(接合形内側円すい形体)による。規定され
ていない詳細寸法は,製造業者の選択による。
図1,図2,図5及び図6の寸法Tを適用するに当たって,おねじはアンダカット付き又はアンダカッ
トなしのいずれでもよい。しかし,寸法Tで規定される面まで,ねじ用の通りゲージがねじ込めなければ
ならない。
一体形内側円すい形体及び接合形内側円すい形体の噴射管接合端部アッセンブリを,図4及び図7にそ
れぞれ示す。
3
D 3609:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
材料
材料及び熱処理の仕様は,用途に応じ選択しなければならない。初期組付け及び再組付けに対して,高
圧管先端及びポンプ,CR燃料インジェクタ,又はレールの接合部内側円すい形体間の気密性を確実にす
るために,必要な塑性変形を高圧管のシール面に発生させなくてはならない。
このために,内側円すい形体の最小硬さは,噴射管先端の最大硬さより50 HV以上硬くするのが望まし
い。一方,最低予荷重での組付けによって塑性変形した噴射管のシール部が,製品耐用年数を通して,初
期組付け及び再組付けに対する接続部の気密を確実にすることを証明しなければならない。
5
呼び方
この規格に適合する60°内側円すい形体の呼び方は,次の要素順に従う。
a) 3.1又は3.2による60°内側円すい形体の用語
b) この規格の規格番号(JIS D 3609)
c) 図3による形状(一体形内側円すい形体だけに適用)
d) 管外径,mm表示
e) JIS B 0205-2によるねじの呼び方
例1 A形状,管外径10 mm,M22×1.5ねじ付きの3.1による60°内側円すい形体の呼び方:
一体形内側円すい形体JIS D 3609 A10-M22×1.5
例2 管外径6.35 mm,M14×1.5ねじ付きの3.2による60°内側円すい形体の呼び方:
接合形内側円すい形体JIS D 3609 6.35-M14×1.5
6
図及び表
6.1
一体形60°内側円すい形体
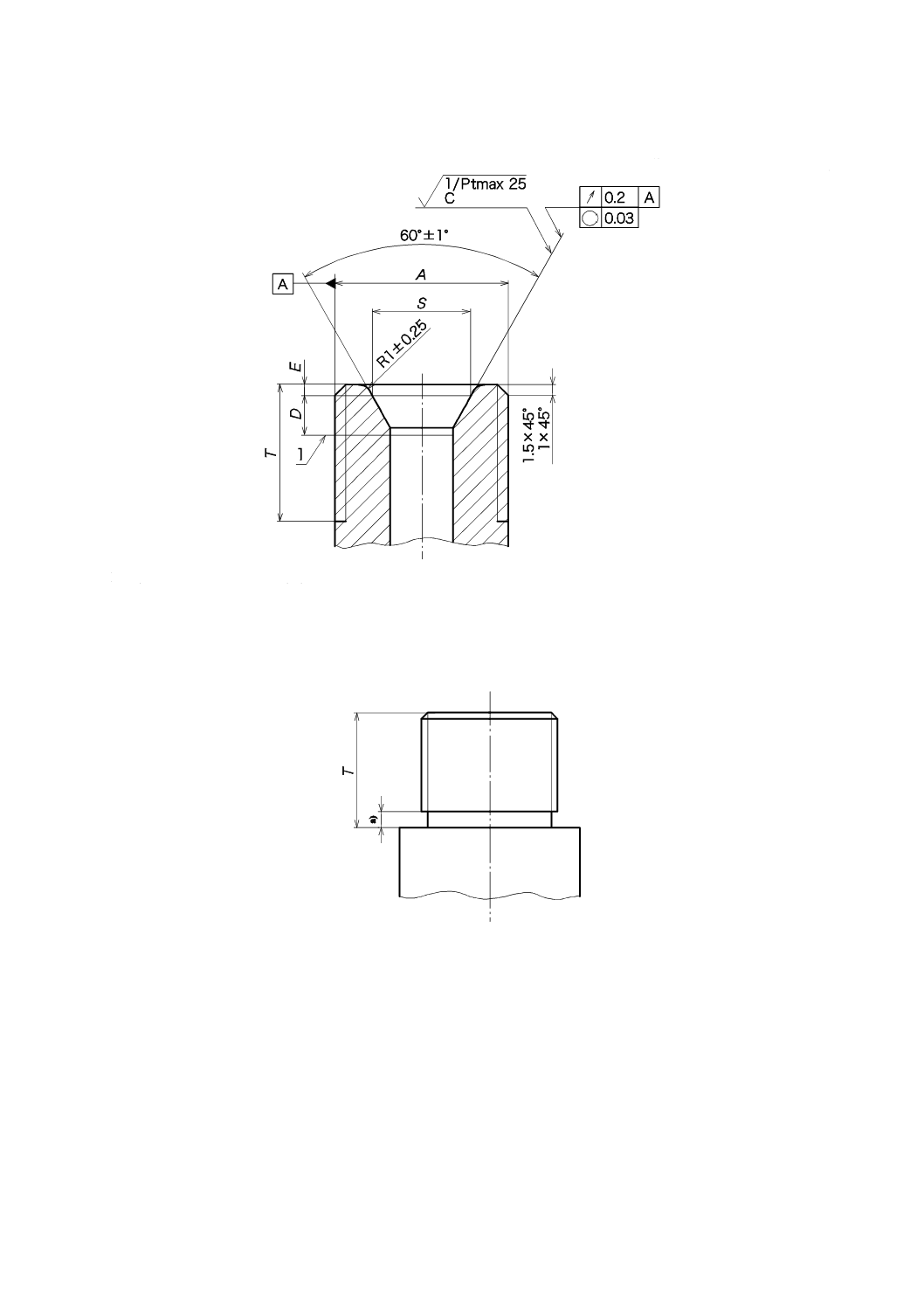
− 図1の寸法A,E,D,S及びTは,表1による。
− 図2の寸法Tは,表1による。
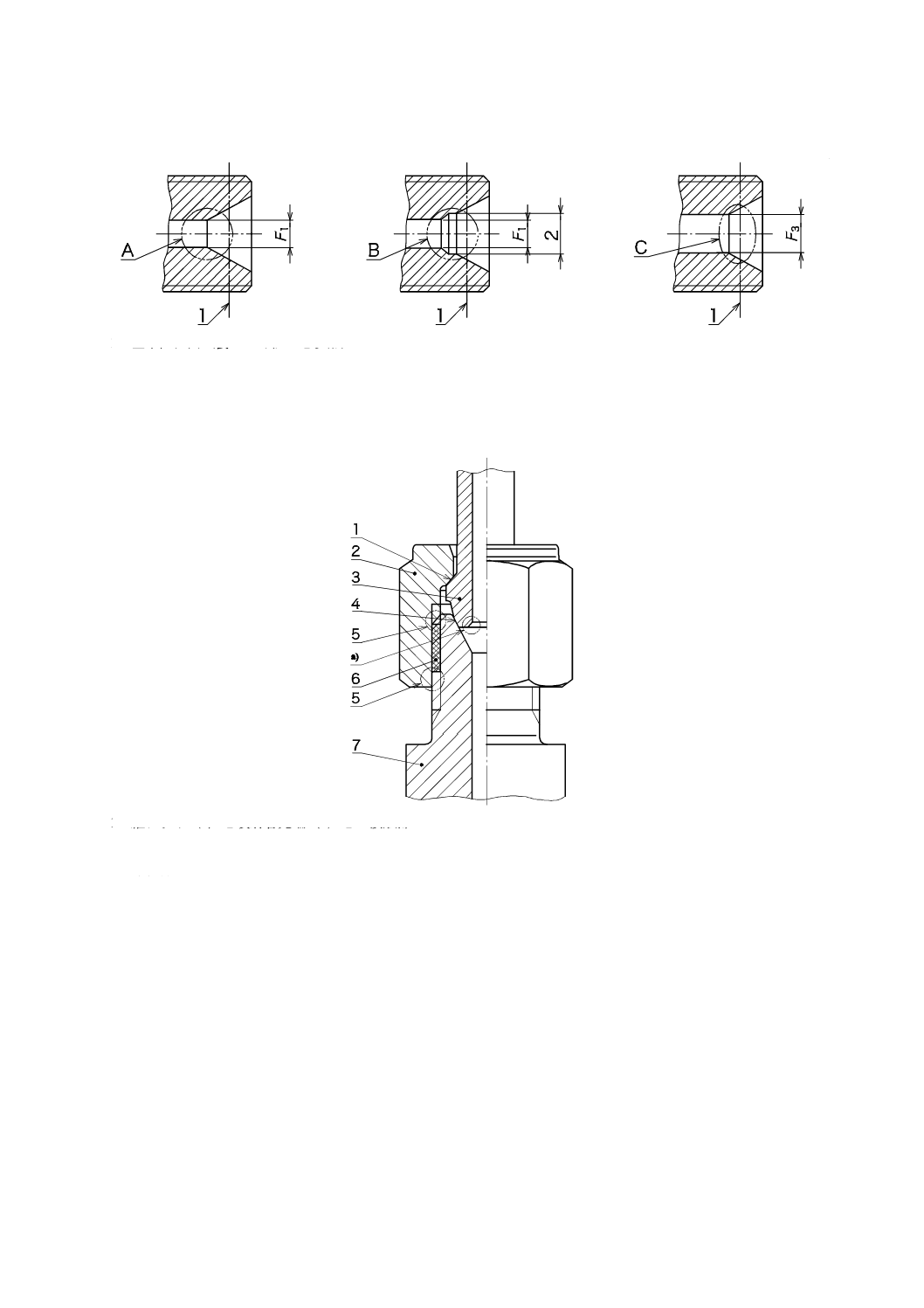
− 図3の寸法F1,F3は,表1による。
− 図4の噴射管先端の詳細は,JIS D 3651による。
4
D 3609:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm,面粗度単位 µm
1 挿入物の最大高さとなる位置a)
注a) 挿入物の最大高さとなる位置。最終組立て後に,噴射管先端が挿入物と干渉しないよう配慮しなければならな
い。
図1−アンダカットなし一体形60°内側円すい形体
注記 図示されていない全ての寸法及び仕様は,図1の内側円すい形体と同じである。
注a) アンダカットは,JIS B 1006による。
図2−アンダカット付き一体形60°内側円すい形体
5
D 3609:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1 基準直径面(表1の寸法Sを参照)
2 (座ぐり),寸法は受渡当事者間の協定による。
注記 C形状は,挿入物に使用する(スロットル,エッジ・フィルタなど)。
図3−図1及び図2による一体形60°内側円すい形体の形状
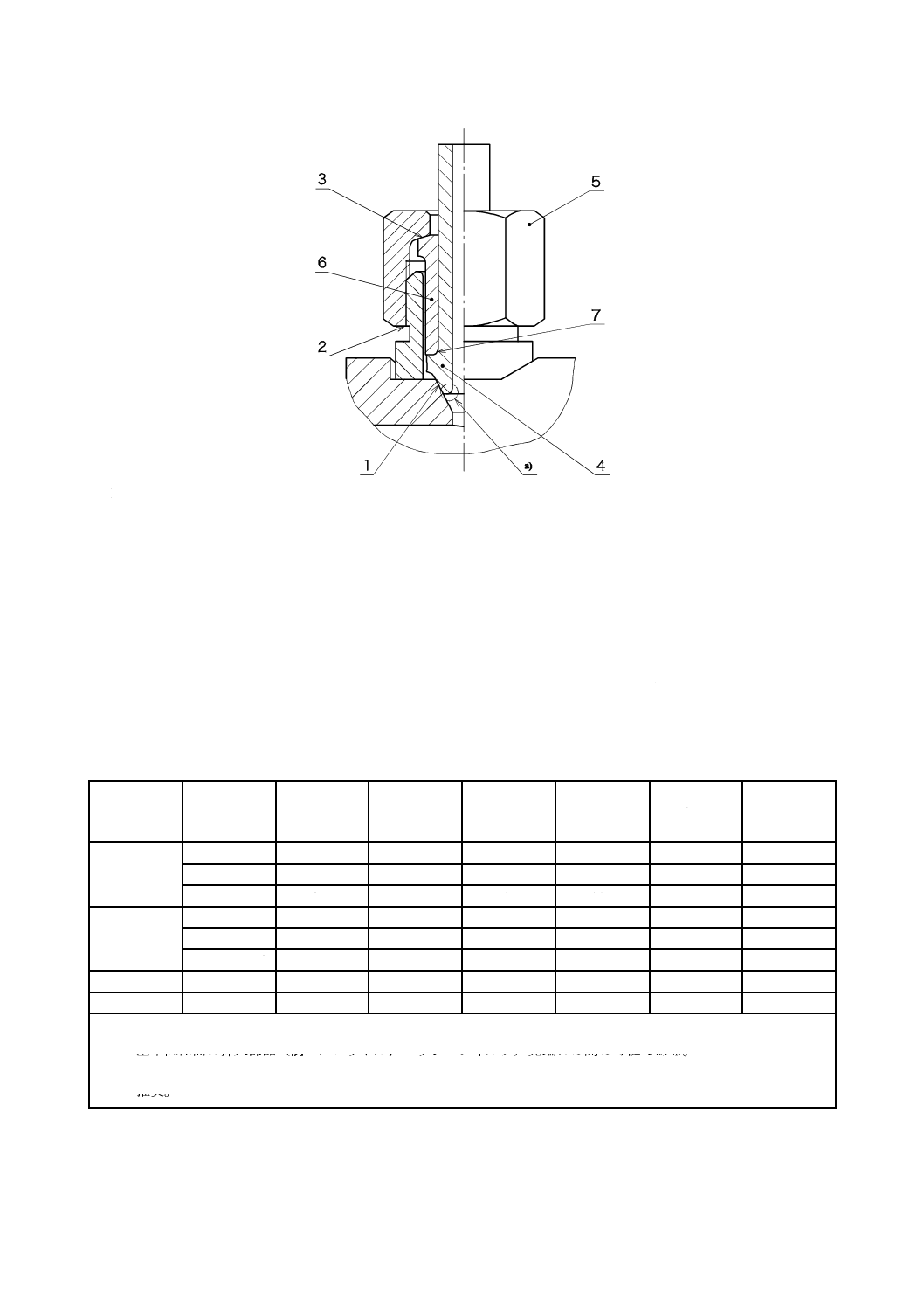
1 継ナット(2)と噴射管先端(3)との接触部
2 継ナット
3 噴射管先端(先端部の形状)a)
4 噴射管先端(3)と内側円すい形体継手(7)との接触部(シール部)
5 ねじの面取り[継ナット(2)及び継手(7)]
6 ねじのかかり(3山以上かかるのが望ましい。)
7 内側円すい形体(継手)
注a) 噴射管先端の内径入口形状は,機関に組付け後,噴射管の内径が絞られないように選択しなければならない(JIS
D 3651参照)。
図4−一体形60°内側円すい形体の噴射管端部アッセンブリ
6
D 3609:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
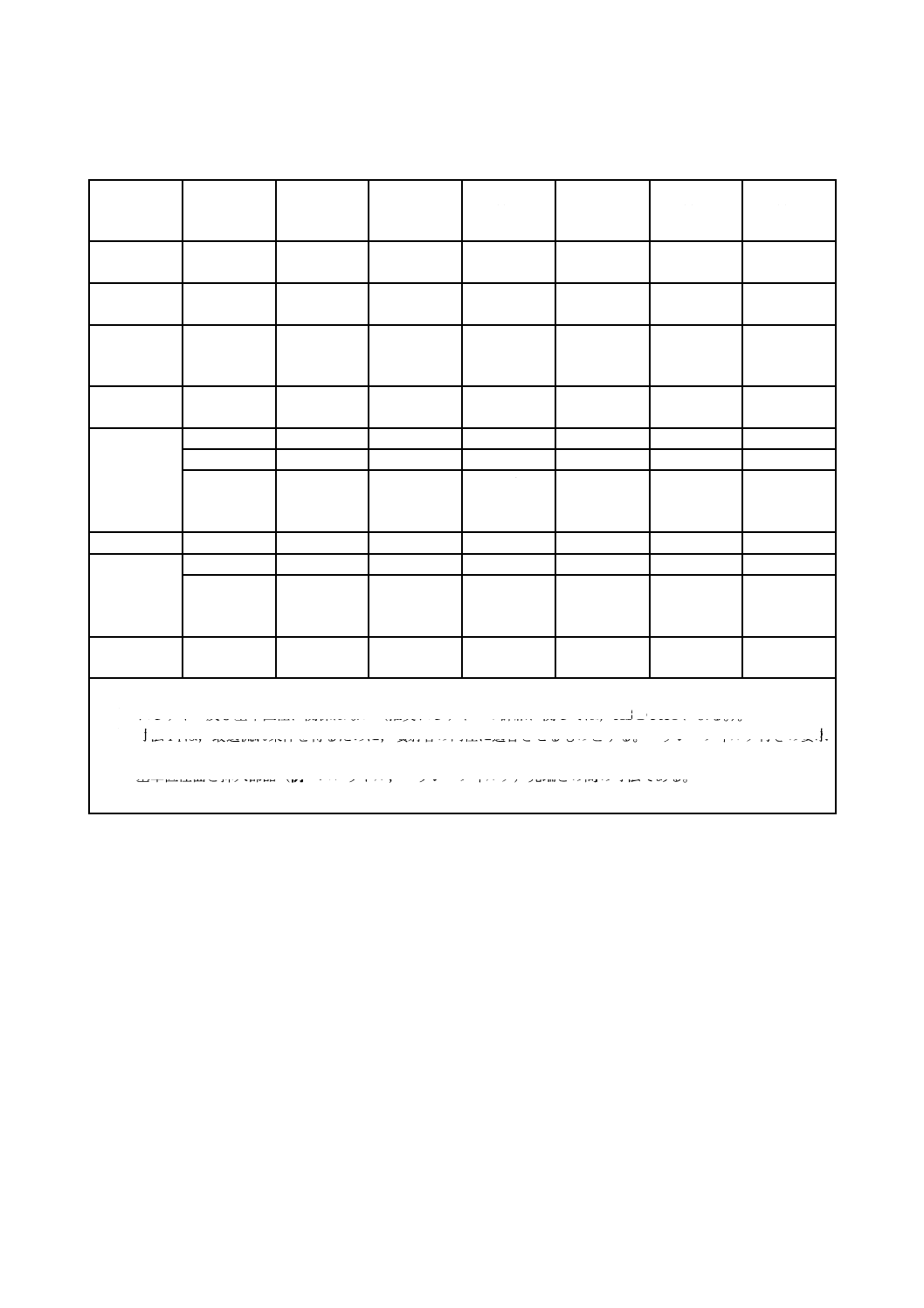
表1−一体形60°内側円すい形体
単位 mm(図1,図2及び図3参照)
管の外径
ねじa),b)
A
基準直径
S
F1c)
±0.1
F3c)
最大
E
+0.3
−0.1
T
最小
Dd)
最小
4.5
M10×1.25
M12×1.5
5
1.12〜2.24
−
0.8
10
1.8
6
M12×1.5
M14×1.5
6.5
1.5〜3
5.4
0.9
11
1.8
6.35
M12×1.5
M14×1.5
M16×1.5
6.5
1.5〜3
5.4
0.9
11
1.8
7
M14×1.5
M16×1.5
6.5
1.5〜3
5.4
0.9
11
1.8
8
M14×1.5
7.5
2〜4
6.4
0.9
11
1.9
M16×1.5
8.5
2〜4
7.4
0.95
11
1.9
M16×1.5
M18×1.5
M22×1.5
8.5
2〜4
7.3
2.6
16.5
2.2
9
M16×1.5
8.5
2〜4
7.4
0.95
11
2.2
10
M16×1.5
8.5
2〜4
7.4
0.95
11
2.2
M20×1.5
M22×1.5
M24×1.5
10.5
2.5〜5
9.3
2.6
18
2.2
12
M22×1.5
M26×1.5
12.5
3〜5
10.3
2.6
21
3.1
注a) ねじの等級:結合端部のおねじは6g,継ナットは6Hである。
b) ねじサイズ及び基準直径に関係はない(推奨ねじサイズの詳細に関しては,JIS D 3651による。)。
c) 寸法F1は,最適流れ条件を得るために,噴射管の内径に適合させるものとする。エッジ・フィルタ付きの要求
がある場合などには,寸法F3の適用が認められる。
d) 基準直径面と挿入部品(例 スロットル,エッジ・フィルタ)先端との間の寸法である。
なお,寸法Dは,推奨値であり,噴射管取付け時の傾き及び変形を考慮して決定するのが望ましい。
7
D 3609:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
接合形60°内側円すい形体
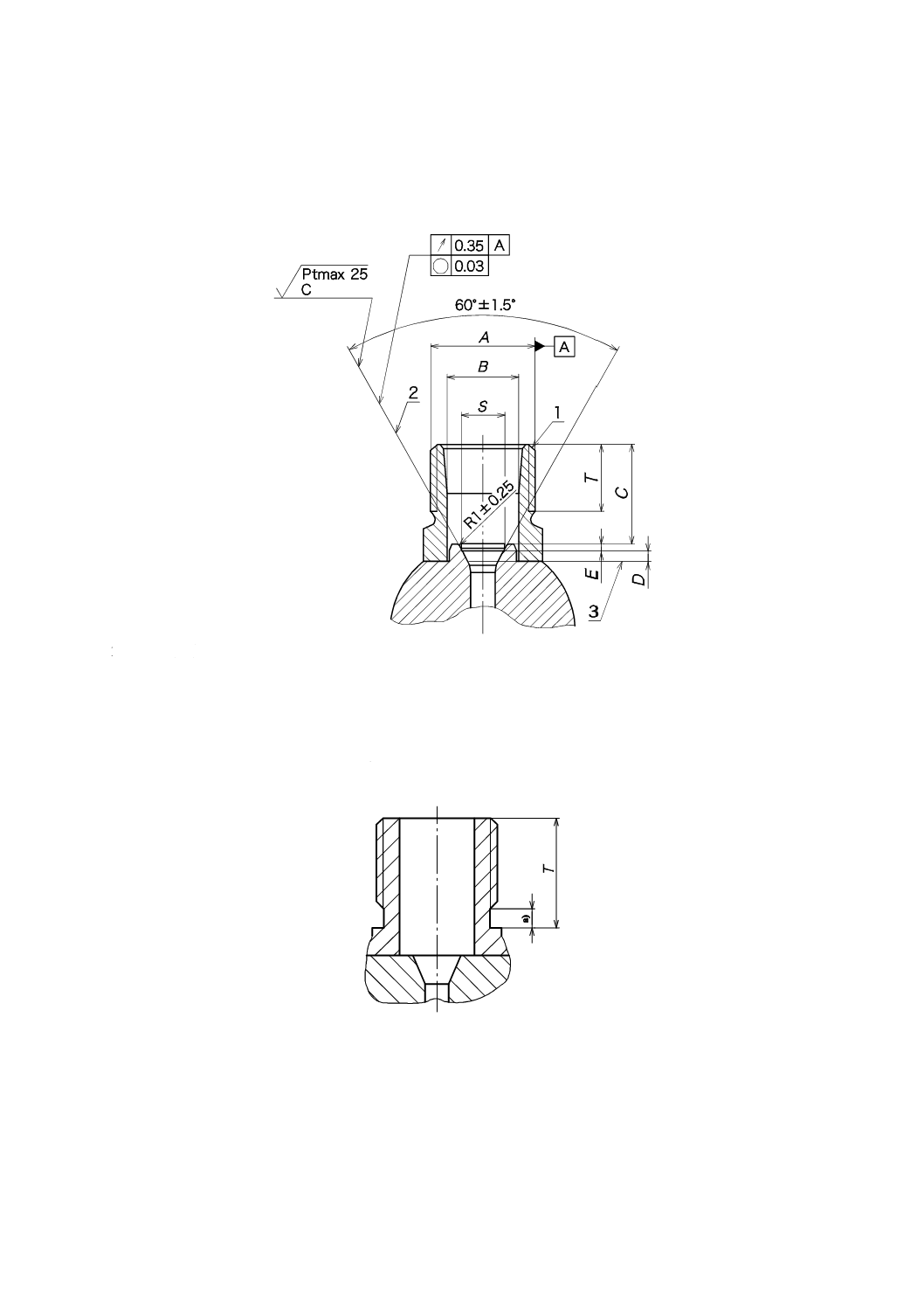
図5の寸法A,B,C,D,E,S及びTは,表2による。
図6の寸法Tは,表2による。
1 ねじの面取り
2 内側シール面
3 挿入物の最大高さとなる位置a)
注a) 挿入物の最大高さとなる位置。最終組立て後に,噴射管先端が挿入物と干渉しないよう配慮しなければならな
い。
図5−アンダカットなし接合形60°内側円すい形体
注記 図示されていない全ての寸法及び仕様は,図5の内側円すい形体と同じである。
注a) アンダカットは,JIS B 1006による。
図6−アンダカット付き接合形60°内側円すい形体
8
D 3609:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 噴射管先端(4)と内側円すい形体との接触部
2 ねじの面取り
3 継座金(6)と継ナット(5)との接触部
4 噴射管先端(先端部の形状)a)
5 継ナット
6 継座金
7 噴射管先端(4)と継座金(6)との接触部
注a) 噴射管先端の内径入口形状は,機関に組付け後,噴射管の内径が絞られないように選択しなければならない(JIS
D 3651及び図5参照)。
z
図7−接合形60°内側円すい形体の噴射管端部アッセンブリ
表2−接合形60°内側円すい形体
単位 mm(図5及び図6参照)
管の外径
ねじa)
A
基準直径
S
E
+0.15
0
B
±0.15
T
最小
C
±0.5
Db)
最小
6
M14×1
6.15
1.2
10
6.7
12.7
1.8
M15×1
6.5
0.9
10.5
7.2
10.6
1.8
M16×1.5c)
6.5
0.9
10.5
10
14.3
1.8
6.35
M14×1
6.15
1.2
10
6.7
12.7
1.8
M15×1
6.5
0.9
10.5
7.2
10.6
1.8
M16×1.5c)
6.5
0.9
10.5
10
14.3
1.8
8
M18×1.5
7.5
0.9
12.7
10
15.4
1.9
9
M19×1.5
8.23
0.96
13.7
10
15.4
1.9
注a) ねじの等級:結合端部のおねじは6gである。
b) 基準直径面と挿入部品(例 スロットル,エッジ・フィルタ)先端との間の寸法である。
なお,寸法Dは,推奨値であり,噴射管取付け時の傾き及び変形を考慮して決定するのが望ましい。
c) 推奨。
9
D 3609:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
燃料噴射ポンプに用いる60°内側円すい形体の結合端部
JA.1
一般事項
この附属書は,燃料噴射ポンプの結合端部であるバルブホルダの形状及び寸法に関する要求事項を規定
する。ただし,この附属書に規定されていない寸法及び許容差は,受渡当事者間の協定による。
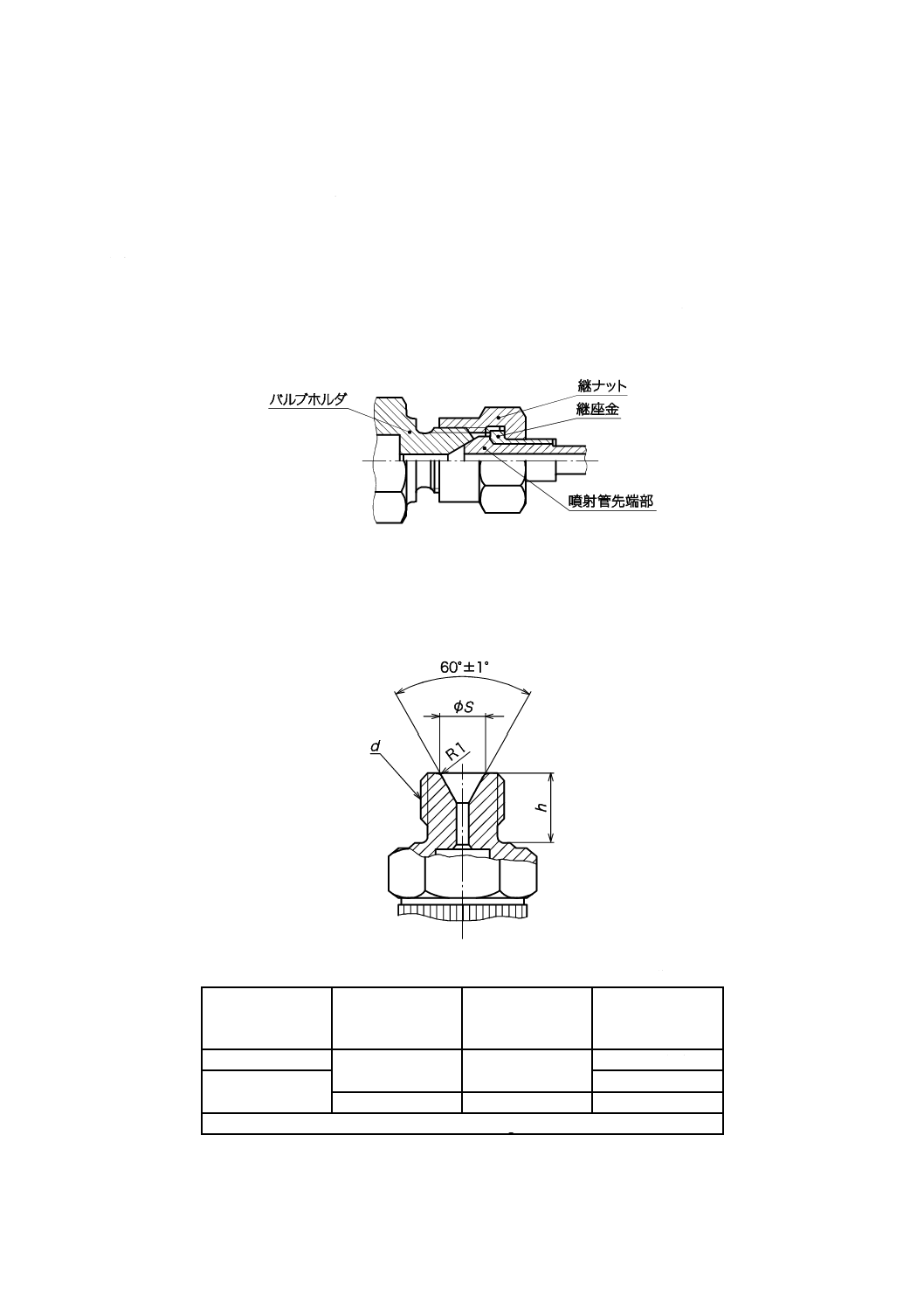
噴射管端部アッセンブリとバルブホルダとを組み合わせた結合状態例を,図JA.1に示す。
図JA.1−結合状態
JA.2
形状及び寸法
バルブホルダの形状及び寸法は,図JA.2による。
単位 mm
d a)
ねじ
S
+0.3
0
h
最小
適用管の呼び外径
M12×1.5
7.5
10.4
φ4.5,6及び6.35
M14×1.5
φ6,6.35及び7
8.5
11.0
φ8
注a) ねじの等級は,JIS B 0209-1に規定する6gとする。
図JA.2−バルブホルダ
10
D 3609:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JIS D 0116-4 ディーゼル機関−燃料噴射装置の用語−第4部:高圧管及び結合端部
注記 対応国際規格:ISO 7876-4,Fuel injection equipment−Vocabulary−Part 4: High-pressure pipes and
end-connections(IDT)
11
D 3609:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS D 3609:2016 ディーゼル機関−高圧燃料噴射装置に用いる60°内側円すい形体
の結合端部
ISO 2974:2013,Diesel engines−60 degree female cones for high-pressure fuel
injection components
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条番号
及び題名
内容
1 適用範
囲
ディーゼル機関に
使用する高圧燃料
噴射装置の構成部
品に用いる結合端
部の形状及び寸法
について規定
1
JISとほぼ同じ。
追加
ISO規格にはない燃料噴射ポ
ンプに用いる60°内側円すい
形体の結合部の形状及び寸法
を追加。
我が国固有の60°内側円すい形
体事情による。今後のISO規格見
直しの際,改正を提案する。
附属書JA
(規定)
燃料噴射ポンプに
用いる60°内側円
すい形体の結合端
部
−
−
−
追加
上記と同じ。
上記と同じ。
JISと国際規格との対応の程度の全体評価:ISO 2974:2013,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
D
3
6
0
9
:
2
0
1
6