C 9304 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS C 9304 : 1992は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 9304 : 1999
スポット溶接用電極
Spot welding electrodes
序文 この規格は,ISO 1089 : 1980, Electrode taper fits for spot welding equipment−Dimensions,ISO 5183-1 :
1988, Resistance welding equipment−Electrode adaptors, male taper 1 : 10−Part 1 : Conical fixin, taper 1 : 10,
ISO 5183-2 : 1988, Resistance spot welding−Electrode adaptor, male taper 1 : 10−Part 2 : Parallel shank fixing for
end-thrust electrodes,ISO 5184 : 1979, Straight resistance spot welding electrodes,ISO 5821 : 1979, Resistance
spot welding electrode caps,ISO 5829 : 1984, Resistance spot welding−Electrode adaptors, female taper 1 : 10及
びISO 5830 : 1984, Resistance spot welding−Male electrode capsを元に作成した日本工業規格であるが,対応
国際規格には規定されていない規定項目(定義)及び規定内容(電極先端の形状,テーパ部等の寸法)を
日本工業規格として追加している。
なお,製品の呼び方及び表示の一部を不採用としている。
1. 適用範囲 この規格は,電極加圧力40kN以下のスポット溶接機に使用するスポット溶接用電極(以
下,電極という。)について規定する。
備考 この規格の対応国際規格を,次に示す。
ISO 1089 : 1980 Electrode taper fits for spot welding equipment−Dimensions
ISO 5183-1 : 1988 Resistance welding equipment−Electrode adaptors, male taper 1 : 10−Part 1:
Conical fixing, taper 1 : 10
ISO 5183-2 : 1988 Resistance spot welding−Electrode adaptors, male taper 1 : 10−Part 2:Parallel
shank fixing for end-thrust electrodes
ISO 5184 : 1979 Straight resistance spot welding electrodes
ISO 5821 : 1979 Resistance spot welding electrode caps
ISO 5829 : 1984 Resistance spot welding−Electrode adaptors, female taper 1 : 10
ISO 5830 : 1984 Resistance spot welding−Male electrode caps
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年(又は発行年)を付記してあるものは,記載の年の版だけがこの
規格の規定を構成するものであって,その後の改正版・追補には適用しない。発効年(又は発行年)を付
記していない引用規格は,その最新版(追補を含む。)を適用する。
JIS C 9305 抵抗溶接機通則
備考 ISO/FDIS 669, Electric resistance welding−Resistance welding equipment−Mechanical and
electrical requirementsが,この規格と同等である。
JIS Z 3234 抵抗溶接用銅合金電極材料
2
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ISO 5182, Welding−Materials for resistance welding electrodes and ancillary equipmentが,この規
格と同等である。
3. 定義 この規格で用いる主な用語の定義は,JIS C 9305による。
4. 種類 電極の種類は,一体形電極及びキャップ形電極とする。
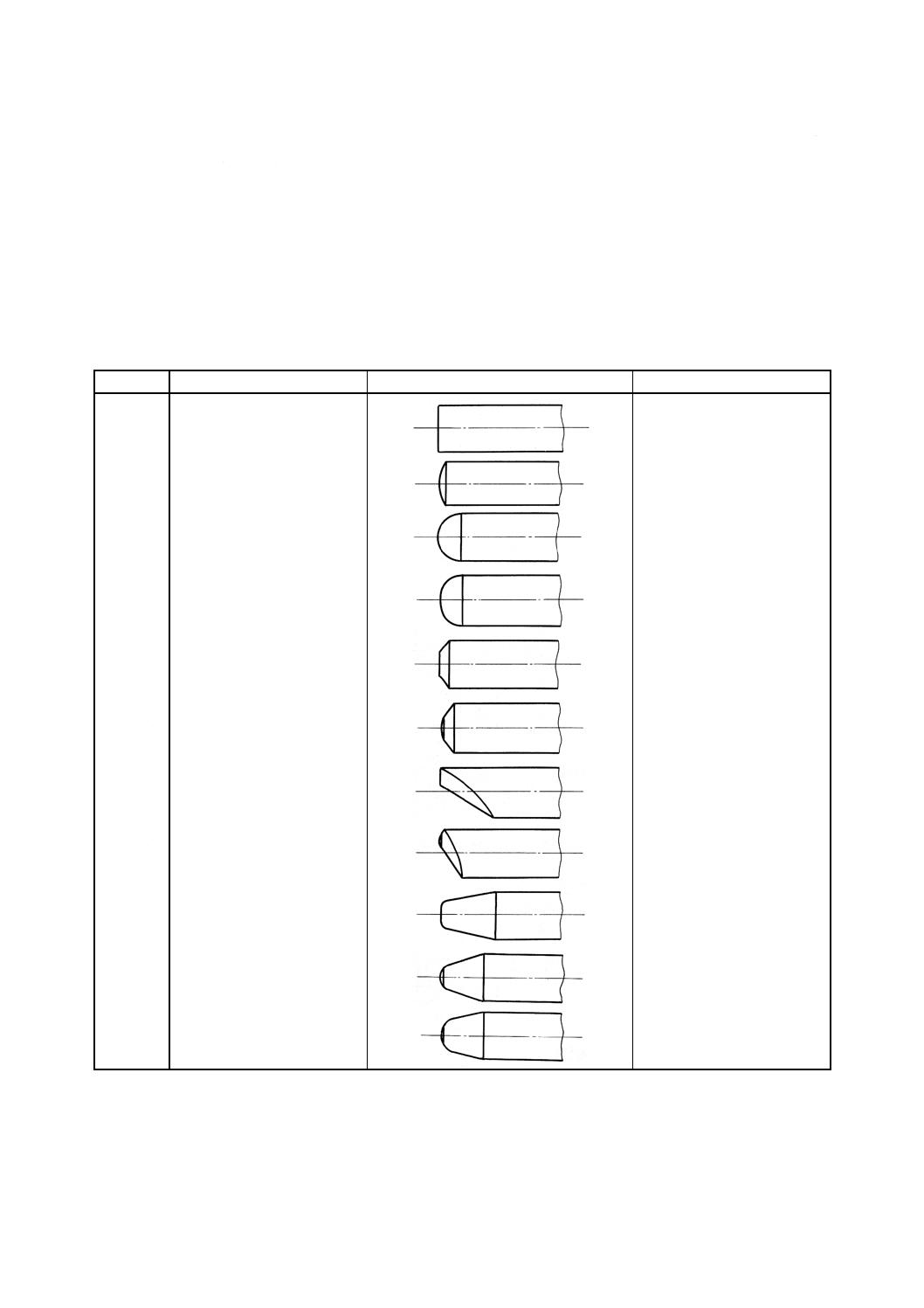
5. 形式 電極先端の形式は,表1のとおりとする。
表1 電極先端の形式
形式
呼称
形状
ISO形式
F形
平面形
C形
R形
ラジアス形
A形
D形
ドーム形
F形
DR形
ドームラジアス形
CF形
円すい台形
CR形
円すい台ラジアス形
B形
EF形
偏心形
ER形
偏心ラジアス形
D形
P形
ポイント形
PD形
ポイントドーム形
E形
PR形
ポイントドームラジアス形
G形
備考 ISO形式を使用するときは,形式の後にISOを付ける。
例 F-ISO
3
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
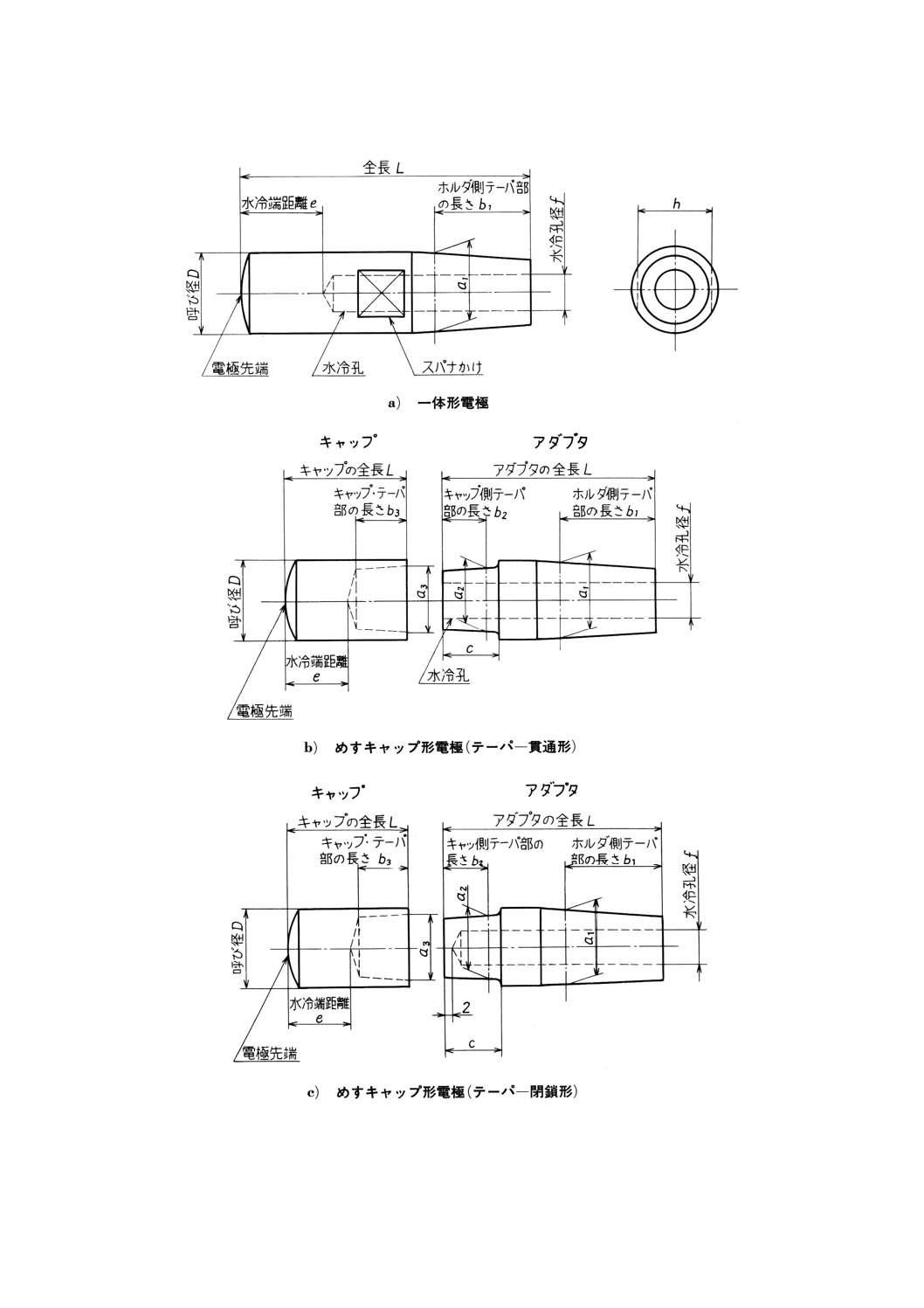
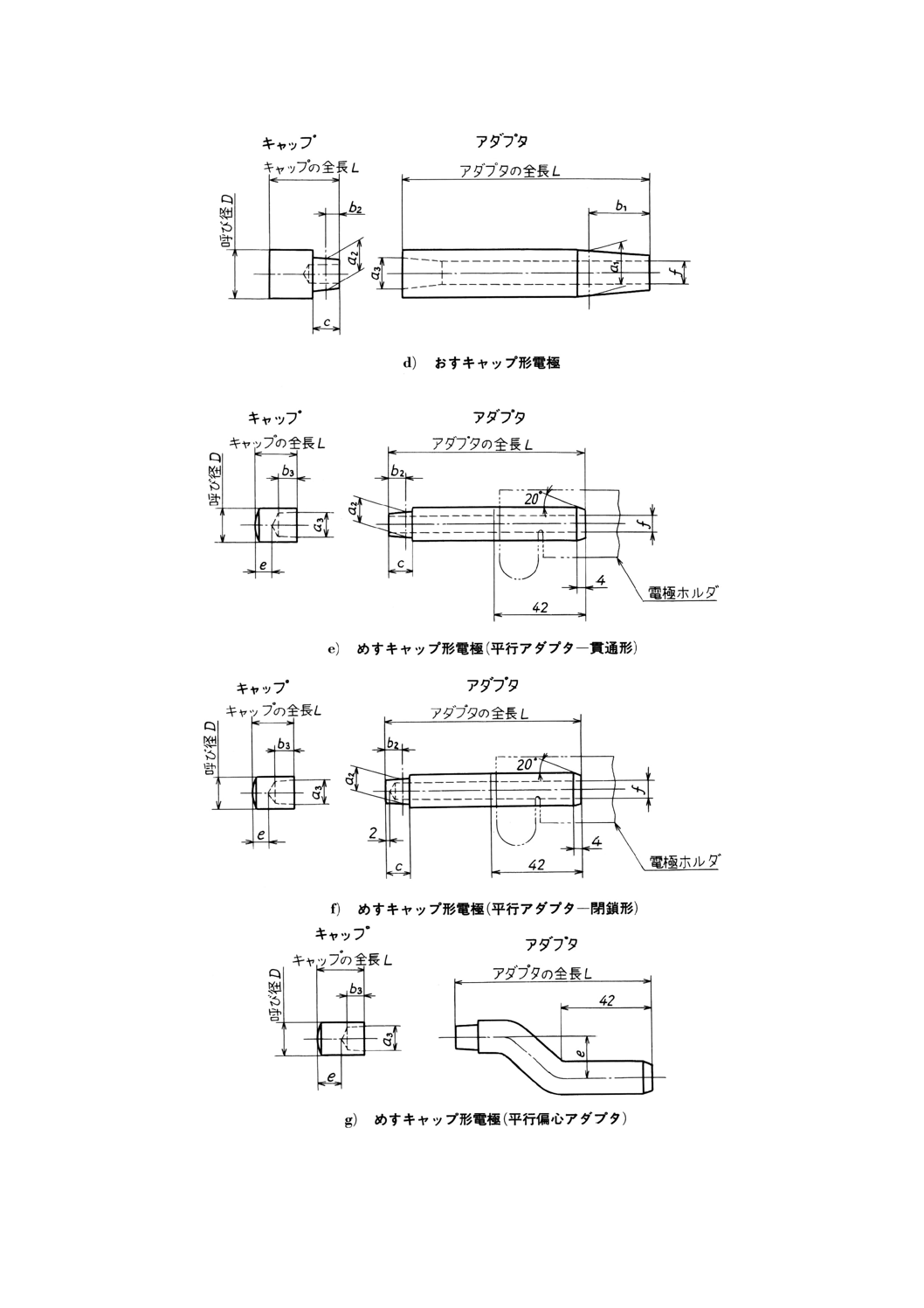
6. 各部の名称 種類別の各部の名称は,図1のとおりとする。
図1 各部の名称
4
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 各部の名称(続き)
5
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 寸法の許容差 電極の寸法の許容差は,次のとおりとする
b1, b2
±0.5 mm
b3
05.0
+mm
L±1.0mm
テーパ部
真円度
±0.01 mm
角度
±3′ mm
参考値
a1, a2
0
05
.0
+
mm
a3
1.00
−
mm
c
±0.5 mm
f
05.0
+mm
e
±1.0 mm
h
5.00
−
mm
8. 呼び径 電極の呼び径は,一体形電極では10mm,13mm,16mm,20mm,25mm,32mm及び40mm
とし,キャップ形電極では13mm,16mm及び20mmとする。その寸法許容差は,呼び径の±0.8%とする。
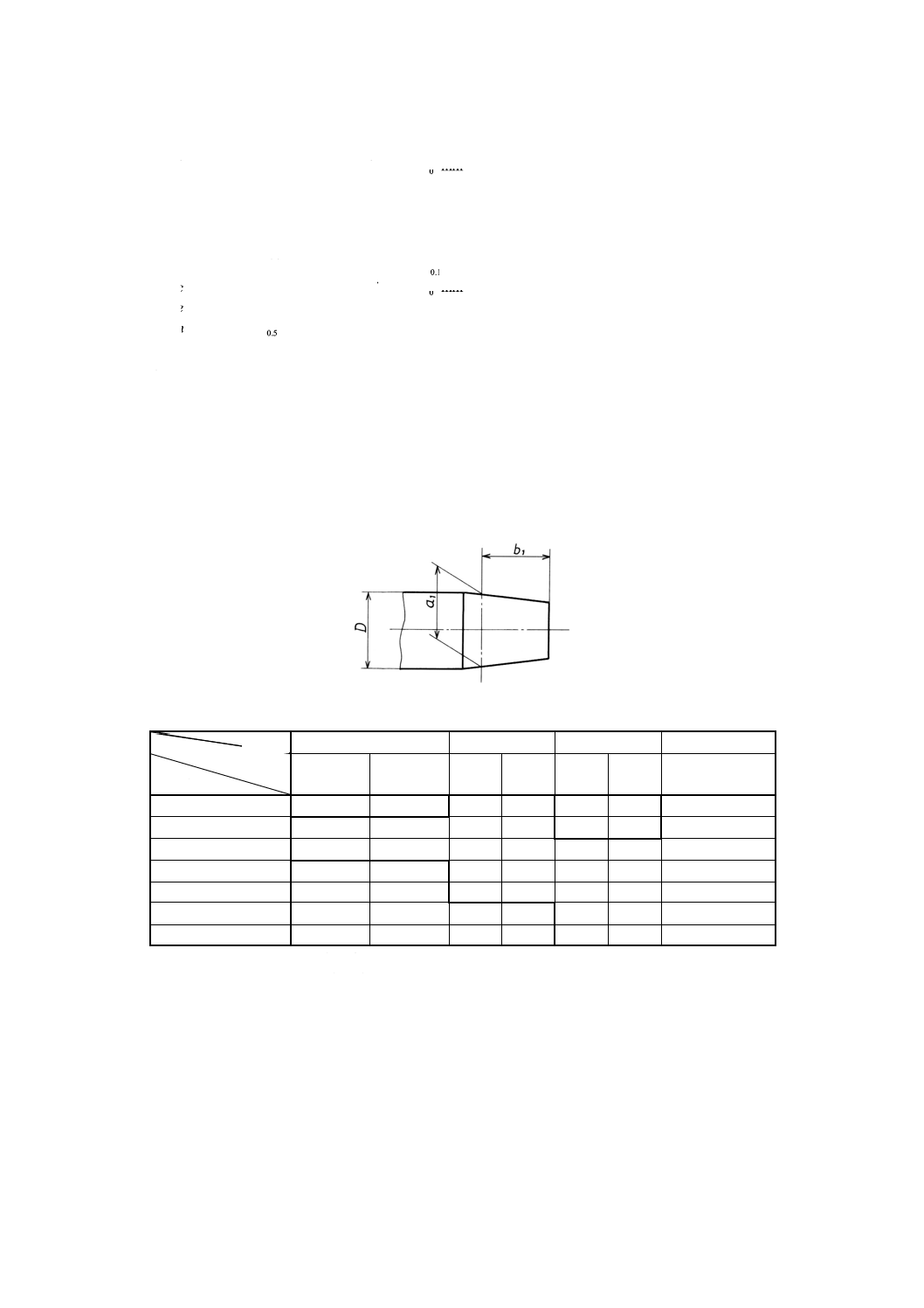
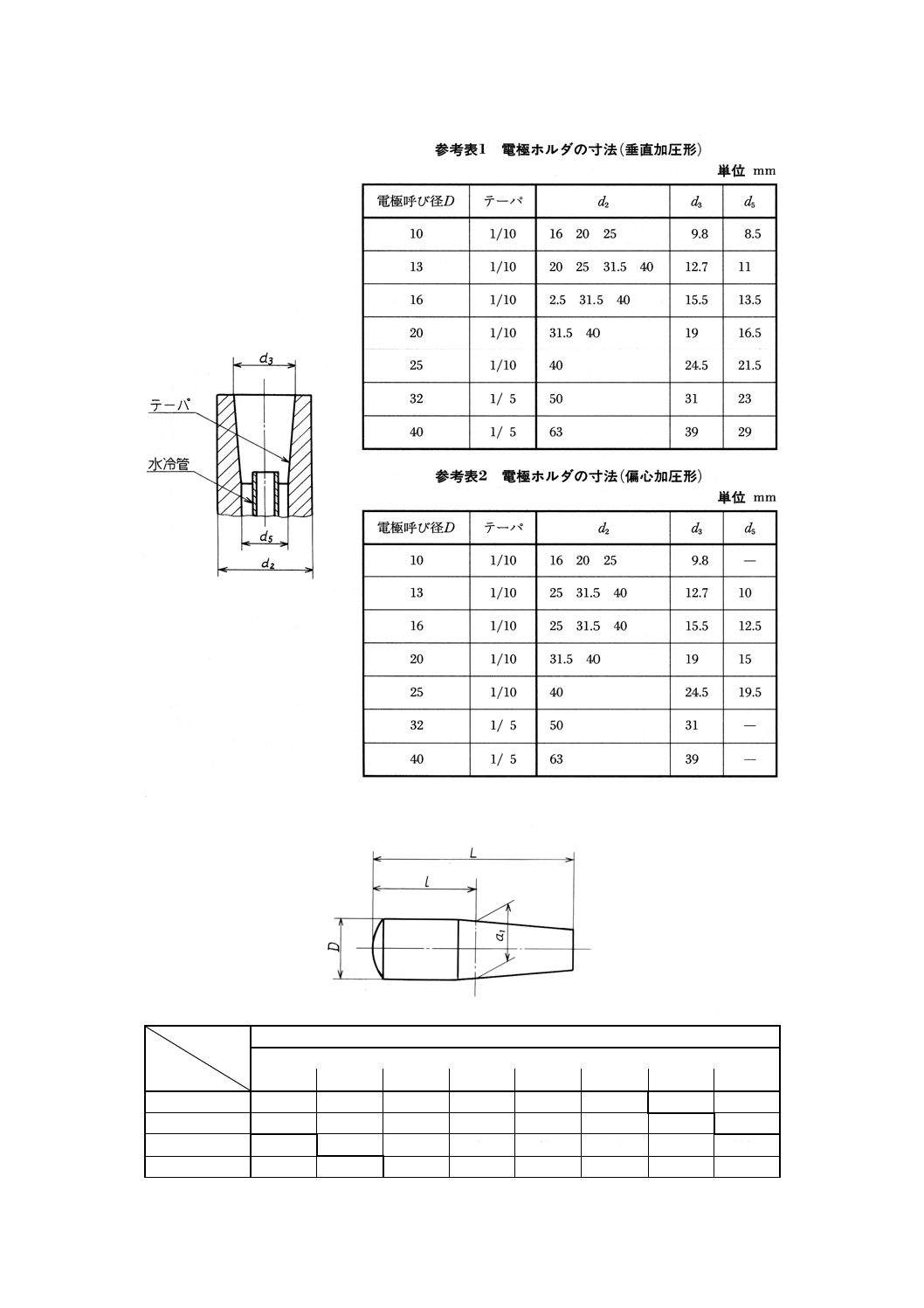
9. 一体形電極のテーパ及び各部の寸法
9.1
テーパ ホルダ側テーパは,表2のとおりとする。
表2 ホルダ側テーパ
単位mm
テーパ モールステーパ (1/20)
1/10
1/5
参考
記号
呼び径D
a1
b1
a1
b1
a1
b1
最大電極加圧力
kN
10
9.8
13
2.5
13
12.1
16(1)
12.7
16
4.0
16
15.9
20(2)
15.5
20
15.5
20
6.3
20
19
25
19
25
10
25
24.5
31.5
24.5
31.5
16
32
31
40
25
40
39
50
40
注(1) モールステーパ1番 (MT1)
(2) モールステーパ2番 (MT2)
6
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2
全長 全長 (L) は,表3のとおりとする。
表3 電極の全長 (L)
単位 mm
記号
呼び径D
L
l
16
20
25
32
40
50
63
80
10
29
33
38
45
53
63
13
32
36
41
48
56
66
79
16
40
45
52
60
70
83
100
20
50
57
65
75
88
105
7
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
記号
呼び径D
L
l
16
20
25
32
40
50
63
80
25
56.5
63.5
71.5
81.5
94.5
111.5
32
72
80
90
103
120
40
90
100
113
130
9.3
水冷端距離及び水冷孔径 水冷端距離及び水冷孔径は,表4のとおりとする。
8
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 水冷端距離及び水冷孔径
単位 mm
記号
形式
呼び径D
e
f
EF,P形
EF,P形以外のもの
10
−
14
5.5
13
15
15
7.5
16
20
16
9
16A
8.5
20
25
17
12
20A
10.5
25
25
18
13
25A
13.5
32
30
20
14
40
40
25
16
9.4
スパナかけ 電極にスパナを設ける場合の寸法は,表5のとおりとする。
表5 スパナかけ
単位 mm
記号
呼び径D
g
s
h
10
15
7
8
13
19
12
11
16
25
14
13
20
30
16
17
25
37
18
22
25A
21
32
45
20
24
40
55
20
32
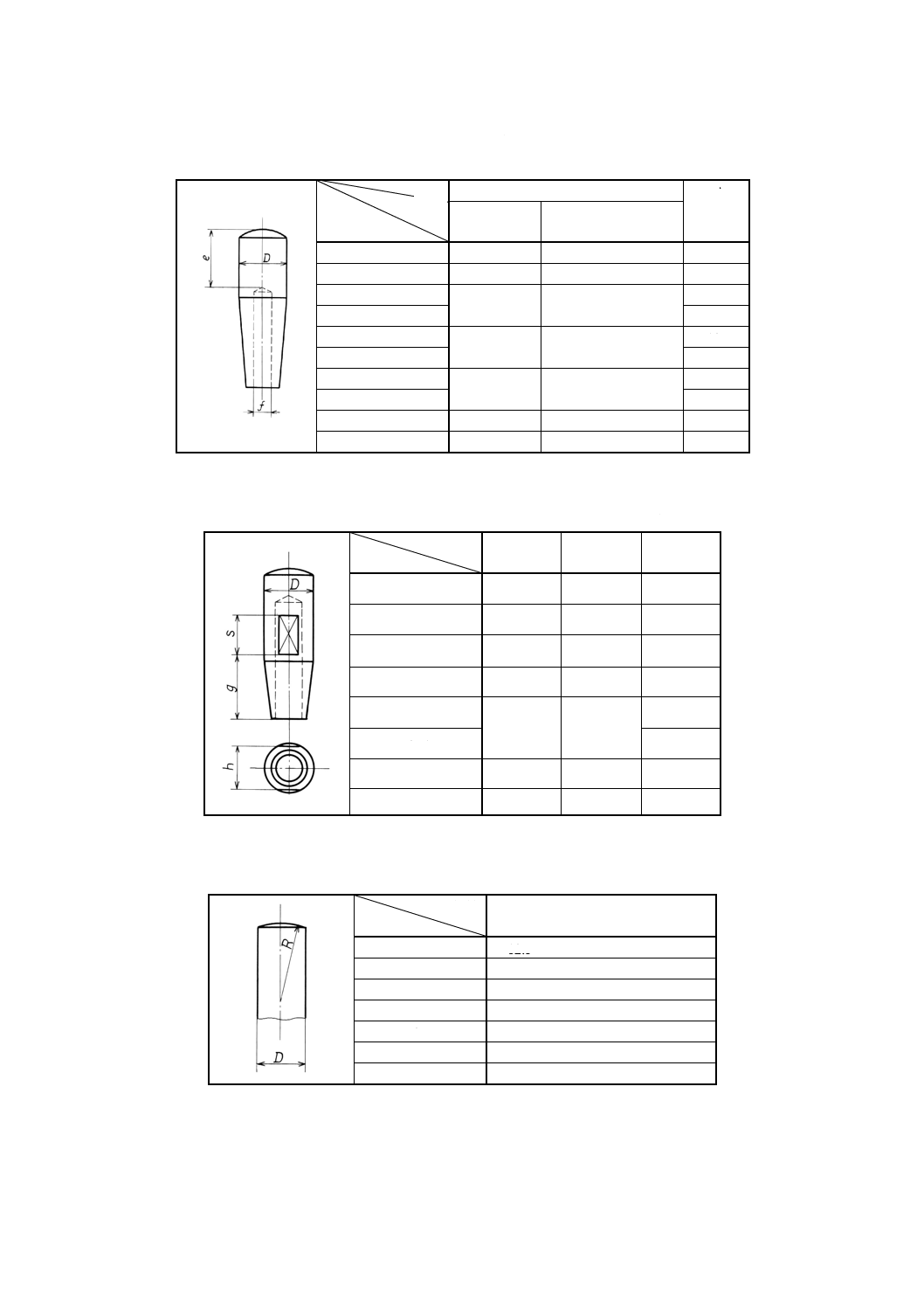
9.5
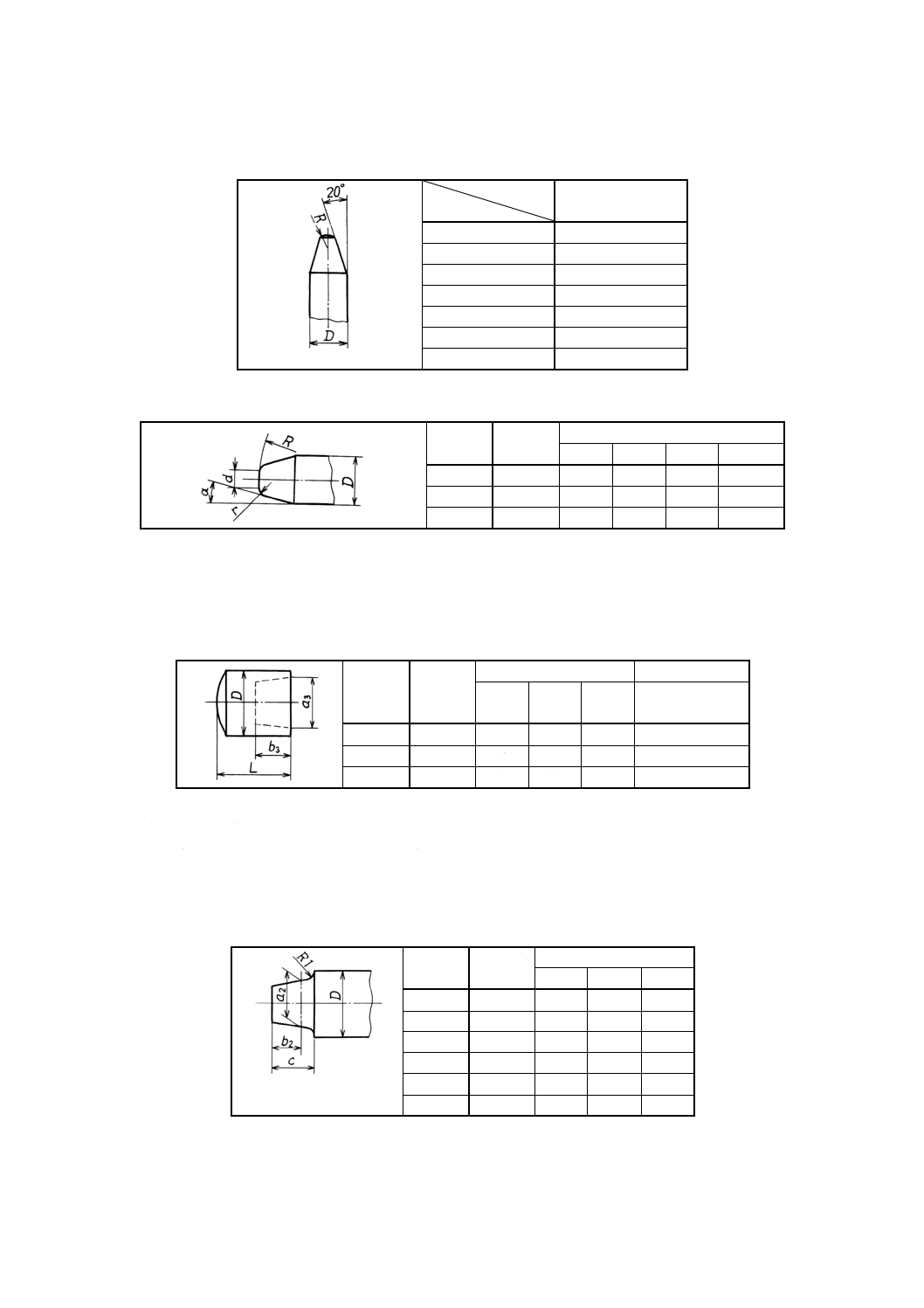
電極先端 電極先端は,表6〜11のとおりとする。
表6 R形電極先端
単位 mm
記号
呼び径D
R
10
12.5
25
50
100
13
16
32
63
125
16
20
40
80
160
20
25
50
100
200
25
63
125
250
32
80
160
315
40
100
200
400
9
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7 D形,DR形電極先端
単位 mm
記号
形式
呼び径D
D形
DR形
r
R
d
r
10
5
13
6.5
32 63
5
6.5
16
8
40 80
6
8
20
10
50 100
8
10
25
12.5
32
16
40
20
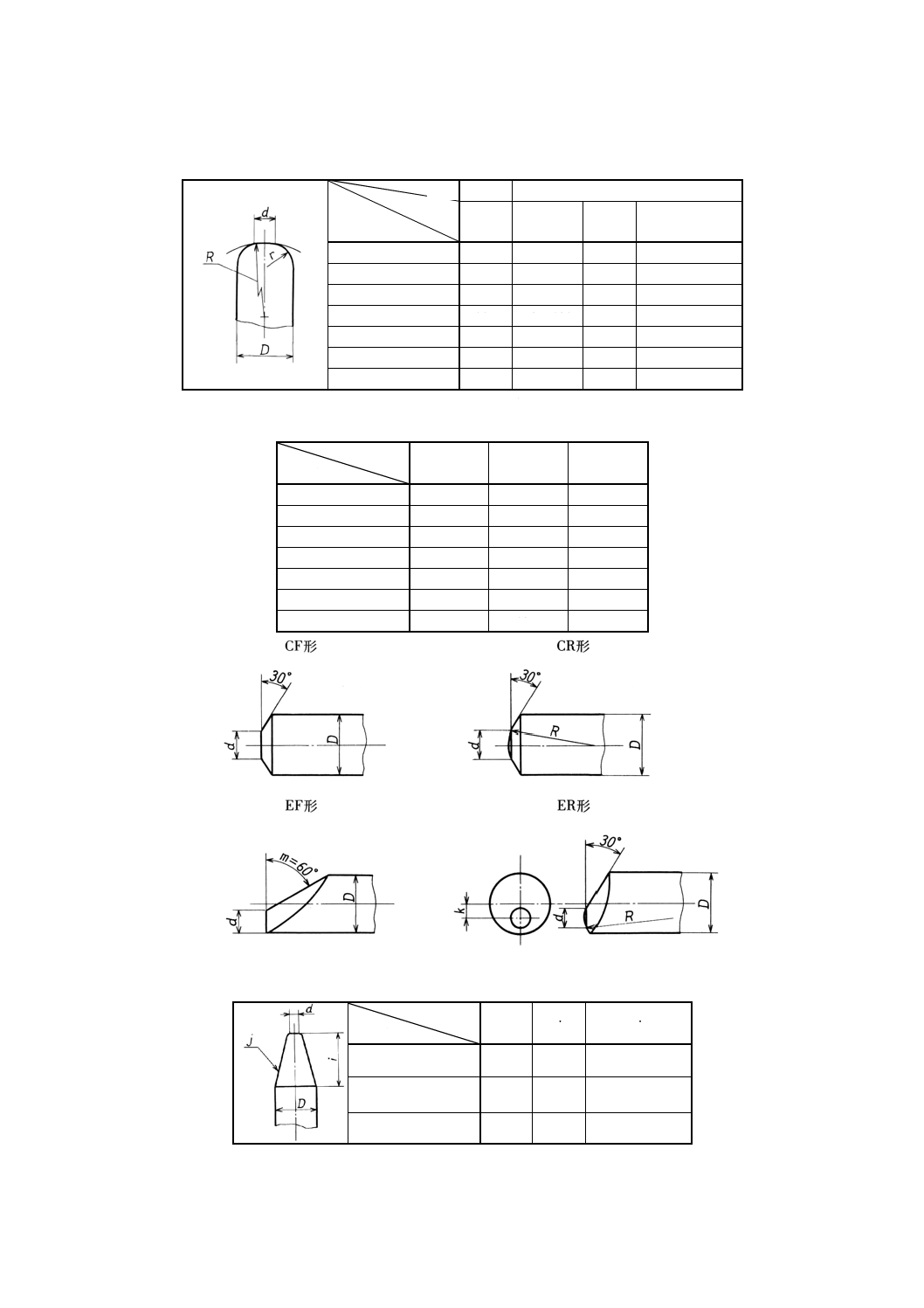
表8 CF形,CR形,EF形及びER形電極先端
単位 mm
記号
呼び径D
d
k
R
10
4
2
25
13
5
3
32
16
6
4
40
20
8
5
50
25
10
6.5
63
32
12.5
8.5
80
40
16
11
100
表9 P形電極先端
単位 mm
記号
呼び径D
d
i
j
13
5
15
1/2.5テーパ
16
6
20
1/2.5テーパ
20
8
25
1/2.5テーパ
備考 電極先端の当たり面の周囲には,適当な丸みを付ける。
10
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10 PD形電極先端
単位 mm
記号
呼び径D
R
10
4
13
5
16
6
20
8
25
10
32
12.5
40
16
表11 PR形電極先端
単位 mm
呼び径
D
テーパ
記号
d
R
r
α
13
1/10
5
32
5
−
16
1/10
6
40
6
15°
20
1/10
8
50
8
22.5°
10. めすキャップ形電極のテーパ及び各部の寸法
10.1 キャップのテーパ及び全長 キャップのテーパ及び全長は,表12のとおりとする。
表12 キャップのテーパ及び全長
単位 mm
呼び径
D
テーパ
記号
参考
a3
b3
L
最大電極加圧力
kN
13
1/10
10
8
18
2.5
16
1/10
12
9.5
20
4.0
20
1/10
15
11.5
22
6.3
10.2 キャップの電極先端 キャップの電極先端は,表6〜11による。ただし,表8のEF形電極による場
合,角度mは,45度とする。
10.3 アダプタのホルダ側テーパ及びキャップ側テーパ アダプタのホルダ側テーパは表2のとおりとし,
キャップ側テーパは表13のとおりとする。
表13 アダプタのキャップ側テーパ
単位 mm
呼び径
D
テーパ
記号
a2
b2
c
13
1/10
10
6.5
10
13A
1/10
10
6.5
9
16
1/10
12
8
13
16A
1/10
12
8
11
20
1/10
15
10
15
20A
1/10
15
10
14
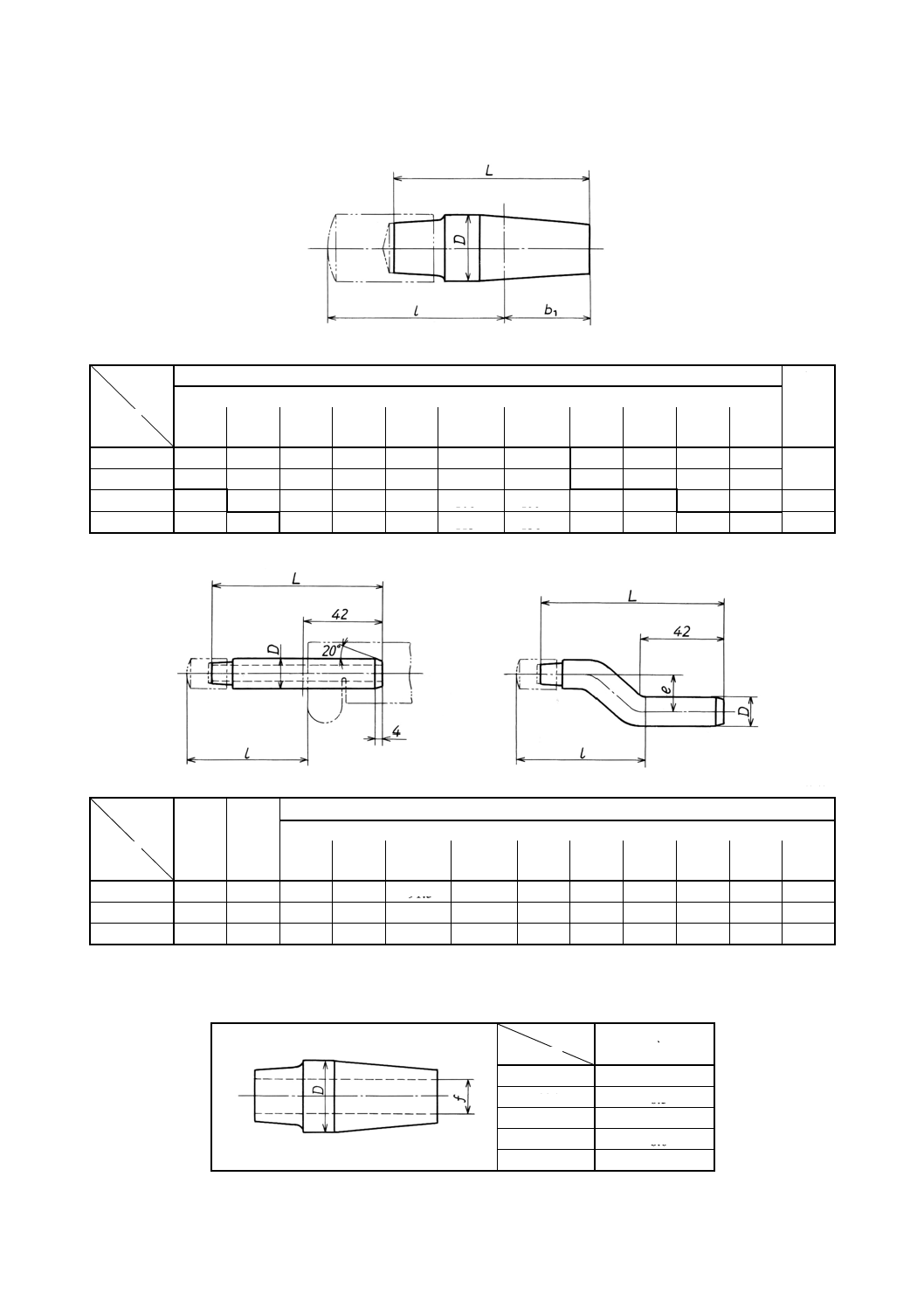
10.4 アダプタの全長 アダプタの全長は,表14のとおりとする。
11
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表14.1 テーパアダプタの全長
単位 mm
記号
呼び径
D
L
b1
l
32
40
50
63
80
100
125
(140)
160
(180)
200
13
34.5
42.5
52.5
65.5
82.5
102.5
127.5
16
13A
36
44.5
54.5
67.5
84.5
104.5
129.5
16
48
58
71
88
108
133
148
168
20
20
63
76
93
113
138
153
173
193
213
25
表14.2 平行及び平行偏心アダプタの全長
単位 mm
記号
呼び径
D
D
e
L
l
40
50
63
80
100
125
(140)
160
(180)
200
13A
12.5
12.5
68.5
78.5
91.5
108.5
128.5
153.5
−
−
−
−
16
16
16
68
78
91
108
128
153
168
188
−
−
20
20
20
78
91
108
128
153
168
188
208
228
10.5 アダプタの水冷孔径 アダプタの水冷孔径は,表15のとおりとする。
表15 アダプタの水冷孔径
単位mm
記号
呼び径D
f
13
7
13A
6.5
16
9
16A
8.0
20
10.5
12
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.6 アダプタのスパナかけ アダプタにスパナかけを設ける場合の寸法は,表5のとおりとする。
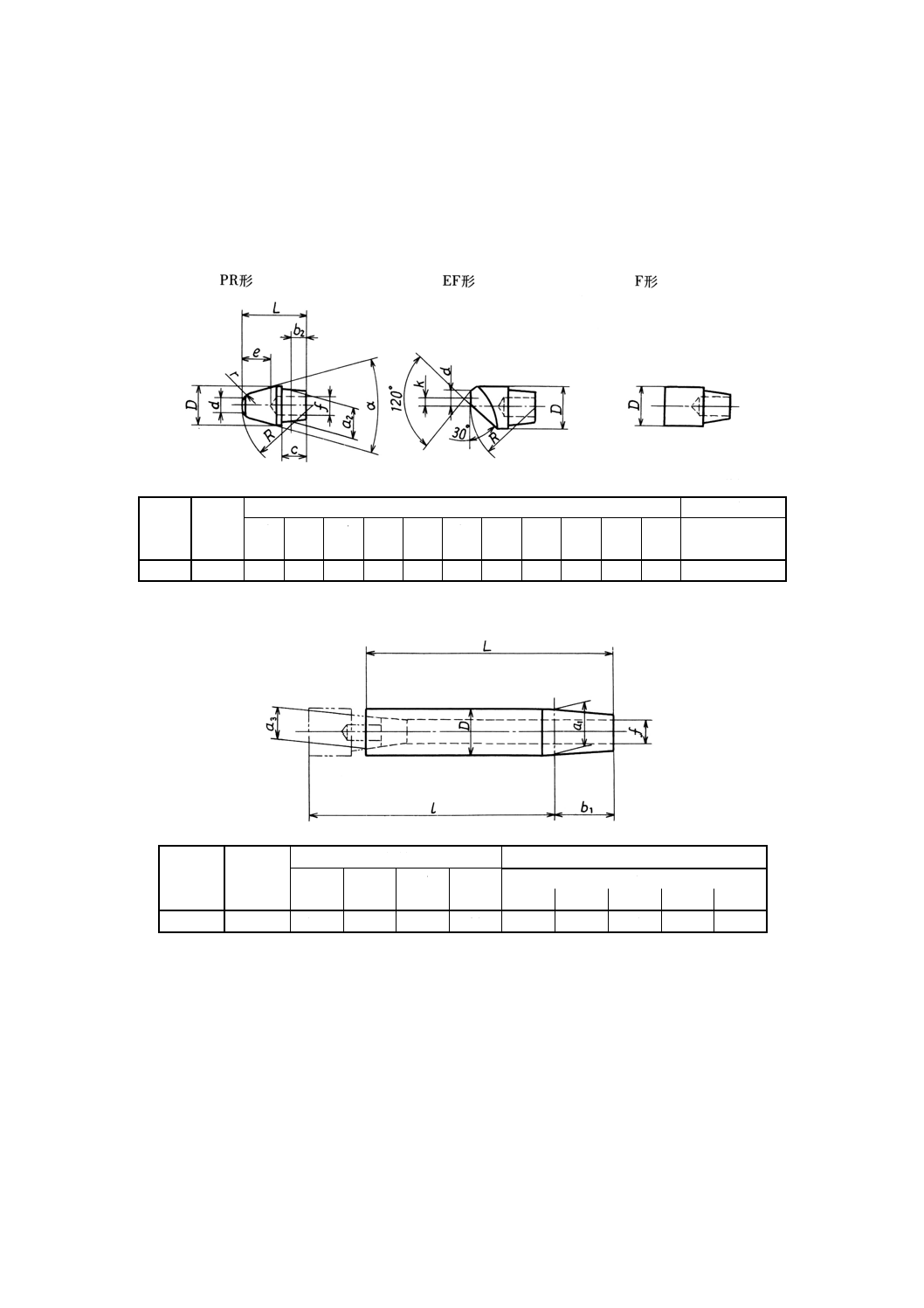
11. おすキャップ形電極のテーパ及び各部の寸法
11.1 キャップのテーパ及び全長 キャップのテーパ及び全長は表16のとおりとする。
表16 おすキャップ形電極の寸法
単位 mm
呼び径
D
テーパ
記号
参考
d
a2
f
L
c
b2
k
e
R
r
α 最大電極加圧力
kN
16
1/10
6
11.8
8
25
10
6
4
10
40
6
30°
4.0
11.2 アダプタの全長 アダプタの全長は,表17のとおりとする。
表17 めすアダプタの全長
単位 mm
呼び径
D
テーパ
記号
L
a1
a3
f
b1
l
31.5
40
50
63
80
16
1/10
15.5
11.8
8
20
32.5
41
51
64
81
12. 材料 材料は,JIS Z 3234による。
13. 製品の呼び方 製品の呼び方は,種類,形式,呼び径,全長,先端曲率半径及びホルダ側テーパによ
る。ただし,種類は,一体形電極にあってはS,キャップ形電極のキャップにあってはCAP,キャップ形
電極のアダプタにあってはADPとする。
なお,先端曲率半径は,R形及びDR形に限るものとし,次の例のように括弧を付けるものとする。
また,テーパは,1/5テーパは1/5T,1/10テーパは1/10T,モールステーパ(1/20テーパ)はMTとする。
例1. 一体形電極,F形,全長45mm,1/10テーパの場合
S F 16×45−1/10T
13
C 9304 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例2. 一体形電極,R形,全長60mm,先端曲率半径160mm,1/10テーパの場合
S R 16×60− (160)
1/10T
例3. キャップ形電極のキャップ,R形,全長20mm,先端曲率半径40mmの場合 CAP R 16×20− (40)
例4. キャップ形電極のアダプタ,全長58mm,1/10テーパの場合
ADP 16×58−1/10T
14. 表示 包装の外面に,次の事項を表示しなければならない。
a) 種類
b) 形式
c) 呼び径
d) 全長
e) R形又はDR形の先端曲率半径
f)
ホルダ側テーパ
g) 製造業者名又はその略号
h) 製造年又はその略号
JIS C 9304(スポット溶接用電極)改正原案作成委員会 構成表
氏名
所属
(委員長)
大 嶋 健 司
埼玉大学
(幹事)
中 根 豊
大阪電気株式会社
(委員)
佐 藤 次 彦
大阪工業大学(名誉教授)
伊 藤 章
通商産業省機械情報産業局
兼 谷 明 男
通商産業省工業技術院
山 村 修 蔵
財団法人日本規格協会
西 脇 敏 博
OBARA株式会社
青 木 欣 一
株式会社木村電熔機製作所
永 井 啓 彦
ナストーア株式会社
佐 藤 敬 二
株式会社中央製作所
長谷川 和 芳
株式会社電元社製作所
小笠原 幸 生
トヨタ自動車株式会社
平 松 良 一
東急車輌製造株式会社
金 志 真 彦
ホンダエンジニアリング株式会社
加 藤 和 彦
三菱自動車工業株式会社
高 橋 靖 雄
新日本製鐡株式会社
田 辺 勝 二
OBARA株式会社
(事務局)
池 原 平 晋
社団法人日本溶接協会