C 9300-5:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 環境条件························································································································· 3
5 試験······························································································································· 3
5.1 試験条件 ······················································································································ 3
5.2 測定器 ························································································································· 3
5.3 構成部材の要求事項 ······································································································· 3
5.4 形式検査 ······················································································································ 3
5.5 定常検査 ······················································································································ 3
6 電撃の防護 ······················································································································ 4
6.1 絶縁 ···························································································································· 4
6.2 定常作業における電撃からの防護(直接接触) ···································································· 4
6.3 異常状態における電撃からの防護(間接接触) ···································································· 4
6.4 入力電源 ······················································································································ 5
6.5 保護要求事項 ················································································································ 5
6.6 入力回路の過電流保護 ···································································································· 5
6.7 入力ケーブルの固定 ······································································································· 5
6.8 補助電源出力 ················································································································ 5
6.9 入力の挿入口 ················································································································ 5
6.10 制御回路 ····················································································································· 5
6.11 保持手段の絶縁 ············································································································ 5
7 冷却水循環装置 ················································································································ 6
8 シールドガス供給 ············································································································· 6
9 温度要求事項 ··················································································································· 6
10 機械的要求事項 ·············································································································· 6
10.1 ワイヤ送給装置 ············································································································ 6
10.2 外箱の強度 ·················································································································· 7
10.3 つり上げ手段 ··············································································································· 7
10.4 落下耐量 ····················································································································· 7
10.5 傾斜安定性 ·················································································································· 7
10.6 溶接ワイヤ供給源 ········································································································· 7
10.7 ワイヤ送給 ·················································································································· 7
10.8 機械的危険からの防護 ··································································································· 8
C 9300-5:2010 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
11 定格銘板 ······················································································································· 8
11.1 一般的要求事項 ············································································································ 8
11.2 表示 ··························································································································· 8
11.3 内容 ··························································································································· 9
12 ワイヤ送給速度の表示 ····································································································· 9
13 取扱説明書及び表示 ······································································································· 10
13.1 取扱説明書 ················································································································· 10
13.2 表示 ·························································································································· 10
附属書A(規定)ワイヤ送給速度変動の測定 ············································································ 12
附属書B(参考)外付けタイプのワイヤ送給装置の定格銘板の例 ·················································· 13
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 14
C 9300-5:2010
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本溶接協会(JWES)及び財団法
人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工
業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
JIS C 9300の規格群には,次に示す部編成がある。
JIS C 9300-1 第1部:アーク溶接電源
JIS C 9300-3 第3部:アーク起動及びアーク安定化装置
JIS C 9300-5 第5部:ワイヤ送給装置
JIS C 9300-6 第6部:限定使用率被覆アーク溶接電源
JIS C 9300-7 第7部:トーチ
JIS C 9300-10 第10部:電磁両立性(EMC)要求事項(予定)
JIS C 9300-11 第11部:溶接棒ホルダ
JIS C 9300-12 第12部:溶接ケーブルジョイント
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 9300-5:2010
アーク溶接装置−第5部:ワイヤ送給装置
Arc welding equipment-Part 5: Wire feeders
序文
この規格は,2007年に第2版として発行されたIEC 60974-5を基とし,我が国の実態に合わせるため,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,工業用及び専門家用に設計し,アーク溶接及び関連プロセスのために用いるワイヤ送給装
置の,構造性能要件及び安全要件について規定する。
ワイヤ送給装置は,溶接電源に接続して使用する外付けタイプ,又は溶接電源及びワイヤ送給装置を一
つの外箱に収納する内蔵タイプがある。
ワイヤ送給装置は,手動用トーチ又は自動機用トーチに適用してもよい。
この規格は,JIS C 9300-7に包含するスプールオントーチには適用しない。また,この規格は,非専門
家(layman)用に設計しIEC 60974-6に包含するワイヤ送給装置には適用しない。
注記1 関連プロセスの例としては,アーク溶射がある。
注記2 この規格には,電磁両立性(EMC)要求事項は含まない。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 60974-5:2007,Arc welding equipment−Part 5: Wire feeders(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7505-1 アネロイド型圧力計−第1部:ブルドン管圧力計
JIS C 0920 電気機械器具の外郭による保護等級(IPコード)
注記 対応国際規格:IEC 60529,Degrees of protection provided by enclosures (IP Code)(IDT)
JIS C 9300-1 アーク溶接装置−第1部:アーク溶接電源
注記 対応国際規格:IEC 60974-1,Arc welding equipment−Part 1: Welding power sources(MOD)
JIS C 9300-7 アーク溶接装置−第7部:トーチ
注記 対応国際規格:IEC 60974-7,Arc welding equipment−Part 7: Torches(MOD)
2
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
IEC 60974-6,Arc welding equipment−Part 6: Limited duty manual metal arc welding power sources
注記 対応日本工業規格:JIS C 9300-6 アーク溶接装置−第6部:限定使用率被覆アーク溶接電
源(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS C 9300-1及びJIS C 9300-7によるほか,次による。
3.1
押しつぶしの区域(crushing zone)
人体又は人体部位が押しつぶしの危険にさらされる区域。
注記 押しつぶしの危険は,二つの可動部が向かい合って動く場合,又は一つの可動部が他の固定部
へ向かって動く場合に発生する。
3.2
送給ロール(drive rolls)
溶接ワイヤに接触し,溶接ワイヤに送給力を伝えるロール。送給ローラともいう。
3.3
溶接ワイヤ(filler wire)
コイル状ワイヤの溶加材。
3.4
溶接ワイヤ供給源(filler wire supply)
溶接ワイヤの源泉及び送給機構部に溶接ワイヤを送り込むための手段。
3.5
ライナ(liner)
溶接ワイヤをトーチに供給するために経由するケーブルホースアセンブリの構成部品。
3.6
最大負荷(maximum load)
定格速度範囲において,製造業者が指定した機械的負荷の最大値。
3.7
定格速度範囲(rated speed range)
溶接ワイヤの各直径に応じて製造業者が指定した溶接ワイヤの送給速度範囲。
3.8
定格入力電流,I1(rated supply current)
最大負荷時,ワイヤ送給装置に供給する一次電流の実効値。
3.9
電極ワイヤ(wire electrode)
溶接電流を導通する,ソリッド又は管状の溶接ワイヤ。
3.10
ワイヤ送給制御装置(wire-feed control)
溶接ワイヤの速度,操作シーケンス及びその他の必要な操作を制御する,電気的若しくは機械的,又は
両方の装置。
注記 ワイヤ送給制御装置は,ワイヤ送給装置に内蔵,又はワイヤ送給装置から分離してもよい。
3
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.11
ワイヤ送給装置(wire feeder)
溶接ワイヤをアーク又は溶接部に送給する装置。ワイヤ送給制御装置及び溶接ワイヤに送給力を付与す
る手段を含む。また,溶接ワイヤ供給源を含んでもよいが,溶接ワイヤ供給源を分離して設置する場合,
溶接ワイヤ供給源は除く。
3.11A
定格入力電圧
ワイヤ送給制御装置又はワイヤ送給装置本体に入力する定格電圧。複数存在する場合は,最大値の定格
電圧。交流は実効値,直流は平均値で表す。
4
環境条件
環境条件は,JIS C 9300-1の4.(環境条件)による。
5
試験
5.1
試験条件
試験条件は,JIS C 9300-1の5.1(試験条件)による。
5.2
測定器
測定器は,JIS C 9300-1の5.2(測定器)による。ただし,圧力計は,JIS B 7505-1の精度等級2.5級又
は同等品以上を用いる。
5.3
構成部材の要求事項
構成部材の要求事項は,JIS C 9300-1の5.3(構成部材の要求事項)による。
5.4
形式検査
特定されている場合を除いて,この規格で要求している試験は,形式検査である。
すべての形式検査は,同一のワイヤ送給装置で行う。
次に示す形式検査は,次の順序で行う。
a) 目視検査
JIS C 9300-1の3.7(目視検査)参照。
b) 絶縁抵抗
JIS C 9300-1の6.1.4(絶縁抵抗)参照(予備検査)。
c) 外箱の強度
JIS C 9300-1の14.2(外箱)参照。
d) つり上げ手段
10.3参照。
e) 落下耐量
10.4参照。
f)
外箱による防護
6.2.1参照。
g) 絶縁抵抗
JIS C 9300-1の6.1.4参照。
h) 絶縁耐力
JIS C 9300-1の6.1.5(絶縁耐力)参照。
i)
目視検査
JIS C 9300-1の3.7参照。
この規格で規定する上記以外の試験は,任意の順序で行ってもよい。
5.5
定常検査
定常検査は,個々のワイヤ送給装置に対して,次の順序で行う。
a) 目視検査
JIS C 9300-1の3.7参照。
b) 保護回路の連続性(該当する場合)JIS C 9300-1の10.4.2(保護回路の連続性)参照。
c) 絶縁耐力
JIS C 9300-1の6.1.5参照。ただし,入力電圧がSELV(安全特別低電圧)以
4
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
下の場合,JIS C 9300-1の6.1.4に置き換えてもよい。
6
電撃の防護
6.1
絶縁
絶縁は,JIS C 9300-1の6.1(絶縁)による。
6.2
定常作業における電撃からの防護(直接接触)
6.2.1
外箱による防護
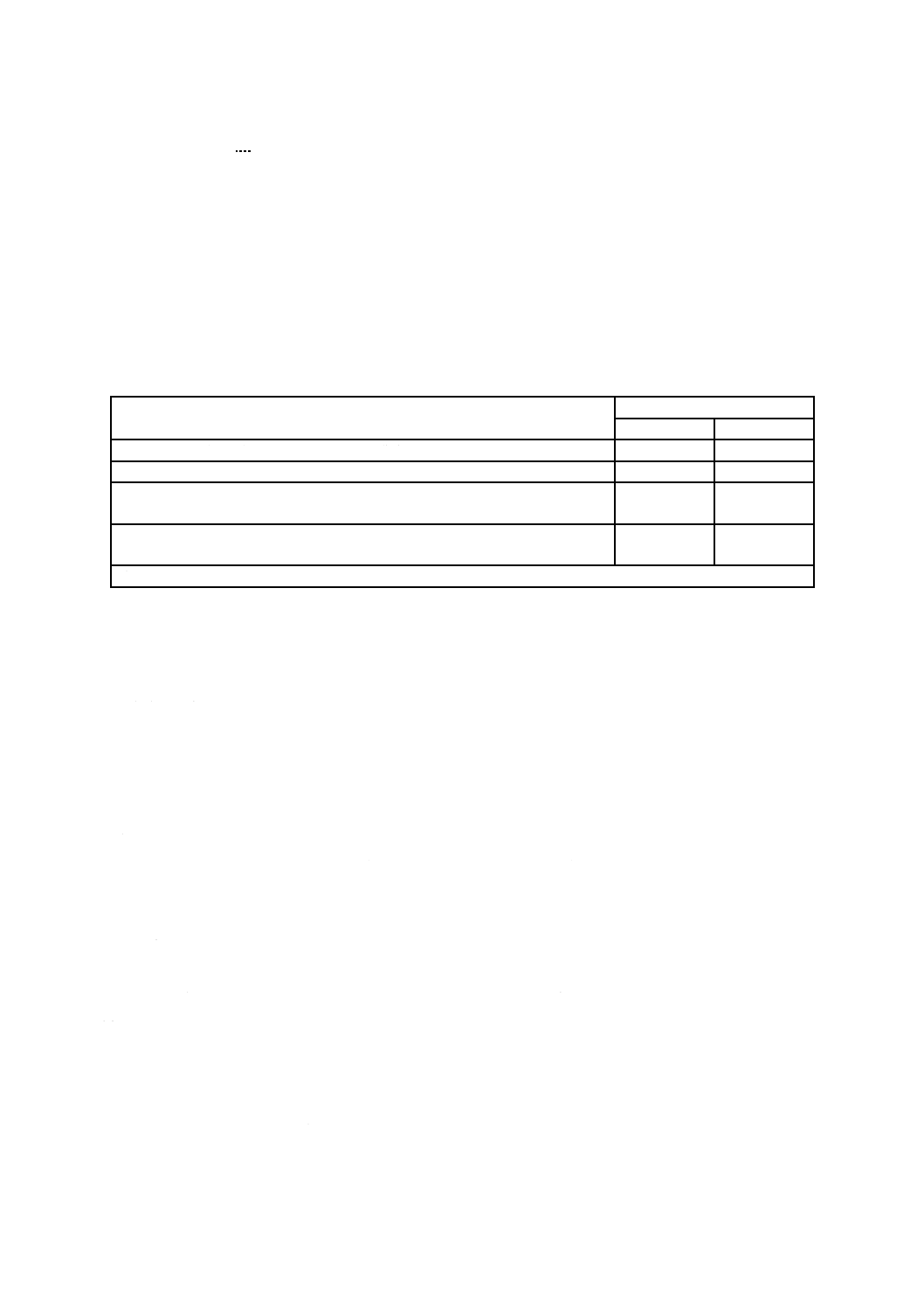
ワイヤ送給装置の保護等級は,表1に規定の等級以上とする。
表1−最低限の保護等級
構成要素
保護等級
室内用
屋外用
SELV以下の電圧を供給するモータ及び制御装置
IP2X
IP23S
SELVを超える電圧を供給するモータ及び制御装置
IP21S
IP23S
手動用トーチ適用のワイヤ送給装置における,溶接回路と同電位の充電部
(例:溶接ワイヤ,ワイヤスプール,送給ロールなど)
IPXX
IPX3
自動機用トーチ適用のワイヤ送給装置における,溶接回路と同電位の充電部
(例:溶接ワイヤ,ワイヤスプール,送給ロールなど)
IPXX
IPXX
注記 10.8参照
保護等級IP23Sのワイヤ送給装置は,突然の降雨に対して保護しない限り,降雨時での使用を意図しな
い。
水が入った場合でも,外箱は適切な排水処理のできる構造であり,ワイヤ送給装置は正常に動作し,か
つ,安全性を損なってはならない。
合否判定は,JIS C 0920による。
この試験において,溶接ワイヤは駆動システムに通しておき,すべての外部接続用コネクタは接続して
おく,又はカバーで覆っておく。
水の浸入に対して保護する場合,降雨試験後,直ちにJIS C 9300-1の6.2.1(外箱による防護)の絶縁耐
力試験を行う。
溶接回路と同電位の充電部を突然の降雨に対して保護する場合,降雨試験後,溶接ワイヤは,目視検査
によって,水によるぬ(濡)れがあってはならない。
6.2.2
コンデンサ
コンデンサは,JIS C 9300-1の6.2.2(コンデンサ)による。
6.2.3
入力コンデンサの自動放電
入力コンデンサの自動放電は,JIS C 9300-1の6.2.3(入力コンデンサの自動放電)による。
6.3
異常状態における電撃からの防護(間接接触)
6.3.1
入力回路と溶接回路との分離
入力回路と溶接回路との分離は,JIS C 9300-1の6.3.2(入力回路と出力回路との分離)による。入力回
路と溶接回路とは,強化絶縁又は二重絶縁によって分離する。ただし,入力電圧がSELV以下の場合,入
力回路と溶接回路とは,基礎絶縁によって分離してもよい。
5
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3.2
溶接回路とフレームとの分離
溶接回路と同電位の充電部品(例えば,溶接ワイヤ,ワイヤスプール,送給ロールなど)と,ワイヤ送
給装置のフレーム又は他の構造物とは,基礎絶縁[JIS C 9300-1の表1(過電圧種別Ⅲとしての最小空間
距離)及び表2(最小沿面距離)参照]によって分離する。
合否判定は,JIS C 9300-1の6.1による。
6.3.3
内部導体及びその接続
内部導体及びその接続は,JIS C 9300-1の6.3.4(内部導体及びその接続)による。
6.4
入力電源
定格入力電圧は,JIS C 9300-1の11.5(外部装置への電力供給)に規定する溶接電源又は6.5の要求事項
を満足する電力供給源から供給する。
6.5
保護要求事項
定格入力電圧を溶接回路から供給する場合,又はSELVで供給する場合,露出導電部分は保護導体へ接
続しなくてもよい。
ワイヤ送給装置の定格入力電圧がSELVを超える場合,露出導電部分は保護導体へ接続する。保護導体
接続は,いかなる点検操作においても緩める必要のないねじ又はその他の固定方法によって,フレーム又
は外箱に取り付ける。はんだ付けだけでは,保護導体端子の安全な接続を保証することにはならない。
溶接回路及び溶接回路に接続する導電部分は,保護導体に接続してはならない。
保護導体を使用する場合,例えば,故障状態において接地導体に流れる溶接電流を検出して溶接回路を
遮断する装置によって,又は外箱などで関連する金属部品を絶縁することによって,迷走溶接電流による
損傷から保護導体を保護しなければならない。
合否判定は,目視検査及び次の故障シミュレーションによる。
a) 保護導体の許容電流以下の電流を適用する。
b) 損傷なしで保護導体を通して定格最大溶接電流を流す。
6.6
入力回路の過電流保護
内部配線は,ヒューズ,回路遮断器など過電流保護装置によって保護する。
ワイヤ送給装置を特定の溶接電源とともに使用するように設計する場合,過電流保護装置は,溶接電源
内にあってもよい。
合否判定は,目視検査による。
6.7
入力ケーブルの固定
溶接回路から電力供給する場合を除いて,SELVを超える電圧を供給するワイヤ送給装置の入力ケーブ
ルの固定は,JIS C 9300-1の10.5(一次入力ケーブルの固定具)による。
6.8
補助電源出力
補助電源出力は,JIS C 9300-1の11.6(補助電源出力)による。
6.9
入力の挿入口
入力の挿入口は,JIS C 9300-1の10.6(一次入力の挿入口)による。
6.10 制御回路
制御回路は,JIS C 9300-1の12.(制御回路)による。
6.11 保持手段の絶縁
ワイヤ送給装置を構造物などに取り付けるための保持手段を提供する場合,保持手段をワイヤ送給装置
外箱から電気的に絶縁しなければならない。
6
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
代替の保持手段を用いる場合,取扱説明書でワイヤ送給装置外箱と保持手段とを絶縁するように警告し
なければならない。
合否判定は,目視検査による。
7
冷却水循環装置
冷却水が流れるワイヤ送給装置の構成部分は,漏れなしで,入口圧力0.5 MPaかつ冷却水温度70 ℃に
耐える能力がなければならない。
合否判定は,入口圧力0.75 MPaかつ冷却水温度70 ℃以上で30秒間冷却水を供給する試験における,
測定結果及び目視検査による。
8
シールドガス供給
シールドガス流路を形成し,かつ,ガスバルブを閉じたとき圧力を受けるワイヤ送給装置の構成部分は,
漏れなしで,入口圧力0.5 MPaに耐える能力がなければならない。複数のガスバルブがある場合,個々の
バルブごとに試験を行う。
合否判定は,ガスバルブを閉じ,入口圧力0.75 MPaで30秒間シールドガスを供給する試験における,
測定結果及び目視検査による。
9
温度要求事項
手動用トーチに適用するワイヤ送給装置は,すべての構成部品がその許容温度を超えることなく,最大
負荷で,使用率60 %(6分間運転4分間停止)で動作する能力がなければならない。
一つの外箱にワイヤ送給装置及び溶接電源を内蔵する場合,ワイヤ送給装置は,最大負荷で,溶接電源
の定格最大溶接電流に対応する使用率で動作する能力がなければならない。
自動機用トーチに適用するワイヤ送給装置は,すべての構成部品がその許容温度を超えることなく,最
大負荷で,使用率100 %で動作する能力がなければならない。
冷却水で冷却するワイヤ送給装置は,製造業者が推奨する最小流量及び最高温度の冷却水で試験を行う。
さらに,ワイヤ送給装置は,6分間運転4分間停止における6分間運転の間に,4秒間運転2秒間停止を
繰り返したとき,最大負荷で,許容温度を超えてはならない。
ワイヤ送給装置に組み込む溶接回路構成部品は,定格溶接電流を流したとき,次の事項をすべて満たさ
なければならない。
a) 溶接回路構成部品の温度定格を超えない。
b) JIS C 9300-1の表7(外部表面の温度上昇限度)に規定する外部表面の温度上昇限度を超えない。
合否判定は,製造業者が指定する最大負荷運転のワイヤ送給装置で,JIS C 9300-1の7.2(温度測定)の
測定による。
10 機械的要求事項
10.1 ワイヤ送給装置
ワイヤ送給装置は,規定する最小限の空間距離を維持し,感電の危険又はその他の危険を増大させるこ
となく,定常作業に耐える強度及び剛性をもつように構成し組み立てなければならない。また,危険な可
動部(例えば,ベルト,滑車,ファン,ギヤなど)に対して保護しなければならない。
10.2〜10.4の試験の後,ワイヤ送給装置は,この規格の規定に適合しなければならない。構造部品又は
7
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
外箱の多少の変形は,これが危険を増大させない場合,許容する。
人が接触しやすい部品は,けがの原因となるような鋭いエッジ,荒い表面,又は突起した部分があって
はならない。
合否判定は,10.2〜10.7の要求事項を満たした後,目視検査による。
10.2 外箱の強度
外箱の強度は,JIS C 9300-1の14.2(外箱)による。
10.3 つり上げ手段
つり上げ手段は,JIS C 9300-1の14.3(つり上げ手段)による。
合否判定は,ワイヤ送給装置の設計最大質量の溶接ワイヤだけを取り付け,その他の附属品は取り付け
ない,ワイヤ送給装置で行う。
10.4 落下耐量
落下耐量は,JIS C 9300-1の14.4(落下耐量)による。
合否判定は,ワイヤ送給装置の設計最大質量の溶接ワイヤだけを取り付け,その他の附属品は取り付け
ないワイヤ送給装置で行う。
自動設備用など恒久的に搭載するよう意図したワイヤ送給装置は,試験の必要はない。
10.5 傾斜安定性
傾斜安定性は,JIS C 9300-1の14.5(傾斜安定性)による。
10.6 溶接ワイヤ供給源
10.6.1 溶接ワイヤ供給源の架台
溶接ワイヤ供給源の架台は,製造業者が推奨する最大質量の溶接ワイヤを支持するために必要な強度及
び剛性がなければならない。
合否判定は,目視検査及び10.4の規定による。
10.6.2 ワイヤスプール支持装置
ワイヤスプール支持装置は,通常の回転,起動及び停止の間,支持装置の緩み,又はワイヤスプールの
落下がないように設計しなければならない。
合否判定は,次の試験後の目視検査による。
溶接ワイヤ供給源に製造業者が推奨する最大質量の溶接ワイヤを取り付ける。ワイヤ送給装置は,ワイ
ヤスプール支持装置に最大の負荷がかかる方向に水平から15°の傾斜をつけて置き,最大速度で100回起
動・停止を繰り返す。ワイヤスプール支持装置が緩まないことを確認する。
注記 100回の起動・停止の周期は,4秒間運転2秒間停止とすることが望ましい。
10.6.3 溶接ワイヤのオーバーラン
ワイヤ送給装置は,通常の回転,起動及び停止において,ワイヤスプールからの溶接ワイヤオーバーラ
ンを制限し,JIS C 9300-1の表1に規定する最小限の空間距離を維持しなければならない。
合否判定は,10.7の試験中の測定による。
10.7 ワイヤ送給
ワイヤ送給装置は,溶接ワイヤを製造業者が指定するトーチを通して送給する能力がなければならない。
最大負荷は,次の試験条件において設定する。
合否判定は,製造業者が指定する溶接ワイヤの種類及び直径,並びにワイヤスプールを使用した次の試
験による。
ワイヤ送給速度は,次の条件での最小及び最大設定で測定する。測定は,回転速度計,又は一定時間に
8
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
送給する溶接ワイヤの長さを測定することによって行う。
a) ケーブルホースアセンブリを使用する場合,ワイヤ送給装置出口の直近で半径0.3 mの一つの輪にし
て巻く。ケーブルホースアセンブリが一つの輪を形成する以上に長い場合は,残りの長さは,真っ直
ぐにしておく。
b) 溶接ワイヤのオーバーラン制限装置は,最小限の空間距離(10.6.3参照)を満足するように調整する。
c) すべての構成部品(例えば,ワイヤストレーナ,チップ,ライナなど)は,所定位置に組み込み,調
整し,通常溶接状態にしておく。
ワイヤを送給し,最小設定での測定速度が定格速度範囲の最小値以下,及び最大設定での測定速度が定
格速度範囲の最大値以上の場合,合格とする。
10.8 機械的危険からの防護
ワイヤ送給装置は,次の事項に対して保護しなければならない。
a) 操作中,危険な可動部品(例えば,送給ロール,ギヤなど)への意図しない接触
注記 1個の可動部品への接触は,必ずしも危険とは限らない。
例1 保護があるとみなす具体的事例として,ワイヤ送給装置のギヤの設計,操作板の背後への部
品配置,又は丁番付カバー若しくは防護部材の使用がある。
b) 次の作業中,人体の一部を押しつぶす危険
1) 送給装置へ溶接ワイヤを挿入するとき
例2 保護があるとみなす具体的事例を,次に示す。
− 溶接ワイヤを挿入するとき,低速度に設定する。
− スイッチを入れたときだけ溶接ワイヤが寸動する。
− 駆動モータのスイッチを入れることなく,駆動システムへ溶接ワイヤを挿入するように
設計したワイヤ送給機構にする。
2) ワイヤスプールを取り扱うとき
例3 保護があるとみなす具体的事例を,次に示す。
外箱を正しい位置に取り付けて使用するという注意書を添付したワイヤスプール用外箱の
設計にする。また,外箱がないワイヤスプールについては,フレームとワイヤスプールとの
間で指を押しつぶさないようにするため,次の保護を行う。
− フレームとワイヤスプールとの間の最大すき間を,6 mm以下にする。
− フレームとワイヤスプールとの間の最小すき間を,30 mm以上にする。
− フレームとワイヤスプールとの間のすき間が30 mm未満の挟み込み危険箇所を避ける防
御装置,例えば遮へい(蔽)板を設置する。
合否判定は,目視検査による。
11 定格銘板
11.1 一般的要求事項
外付けタイプのワイヤ送給装置には,明りょう,かつ,消えない定格銘板を,確実に取り付けるか,又
は印刷しなければならない。
合否判定は,目視検査,及びJIS C 9300-1の15.1(一般的要求事項)の耐久試験による。
11.2 表示
定格銘板は,次のa) 及びb) の二つの内容を記載する。
9
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 外付けタイプのワイヤ送給装置の識別
b) 外付けタイプのワイヤ送給装置のエネルギー入力
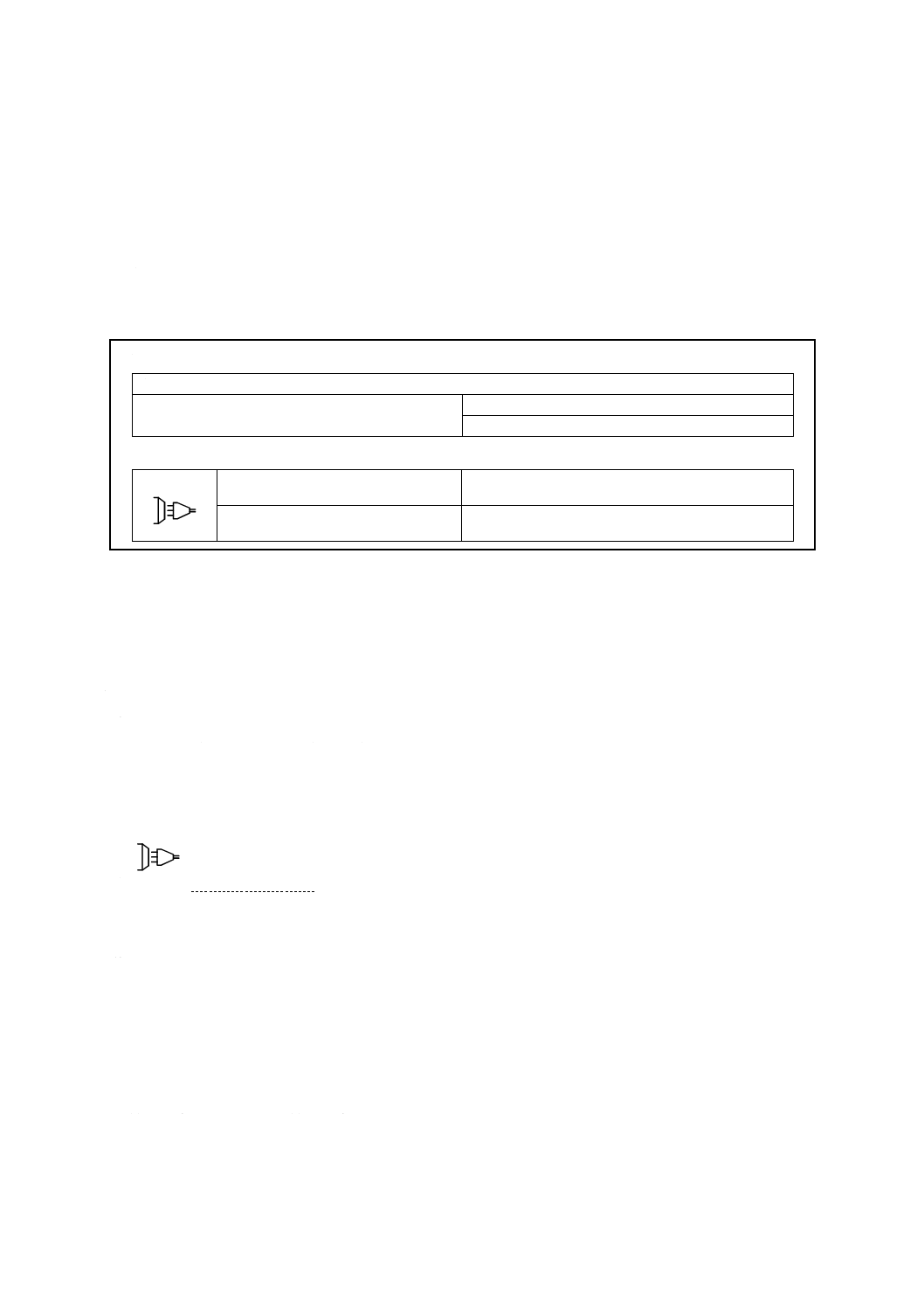
表示内容の配置及び順序は,通常,図1による(外付けタイプのワイヤ送給装置の定格銘板への表示例
を,附属書Bに示す。)。
定格銘板の寸法は規定せず,自由に選んでよい。
注記 必要な追加情報は,特別な定格銘板に記載してもよい。さらに,箇条13に示す役立つ情報を,
製造業者が発行する技術資料に記載してもよい。
a) 識別
1)
2)
3)
4)
b) エネルギー入力
5)
6)
7)
8)
9)
図1−外付けタイプのワイヤ送給装置の定格銘板の表示内容
11.3 内容
表示内容は,次による。
なお,1)〜9) は,図1の枠番号に対応する。
a) 識別
1) 製造業者の名称及び住所。また,必要に応じて,販売業者,輸入業者,商標及び原産国
2) ワイヤ送給装置の形式(識別名)
3) 設計及び製造のトレーサビリティ(例えば,製造番号)
4) 規格番号
b) エネルギー入力
5)
適用可能な場合,一次入力シンボル(6.4参照)
6) U1
適用可能な場合,定格入力電圧及び周波数
7) I1
適用可能な場合,最大負荷時の定格入力電流
8) IP
モータ及び制御装置の保護等級
9) I2
使用率100 %(連続負荷),使用率60 %,又は両方の使用率での定格溶接電流。この定格は,
ワイヤ送給装置が溶接回路の一部である場合に適用する。
12 ワイヤ送給速度の表示
ワイヤ送給速度を表示する場合,送給速度はm/minで表示し,表示の精度は次による。
a) 最大設定の100 %と25 %との間:真値の±10 %
b) 最大設定の25 %未満:最大設定の±2.5 %
負荷,入力電圧及び温度上昇による最大ワイヤ送給速度変動に関するデータは,a) 及びb) によるほか,
附属書Aによる。
10
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
合否判定は,10.7で規定する条件を使用し,調整範囲における測定及び計算による。
13 取扱説明書及び表示
13.1 取扱説明書
各ワイヤ送給装置に添付する取扱説明書は,次の事項の情報を含まなければならない。ただし,適用で
きない事項の情報は,省略できる。
a) 一般的事項
b) 正しい持ち運び方法
c) 指示,表示及び図記号の意味
d) アーク溶接電源に対するインタフェース要求。例えば,制御電力,制御信号,静特性及び接続方法が
ある。
e) ワイヤスプールのサイズ及び種類
f)
溶接ワイヤの最大及び最小直径,最大質量,並びに最大負荷
g) 定格速度範囲
h) 最大ガス圧力。例えば,0.5 MPaとする。
i)
ワイヤ送給装置の正しい操作。例えば,ワイヤの直径,ワイヤの種類,送給ロール及びトーチの仕様
がある。
j)
溶接の能力,使用率の制限,及び温度保護の説明
k) 保護等級に関連する使用制限
l)
ワイヤ送給装置の保守。例えば,部分的検査,全体的検査,及びその他の作業(例えば,清掃)の推
奨サイクルがある。
m) 適切な回路図及び推奨する補修部品リスト
n) ワイヤ送給装置を傾斜地に設置する場合の転倒に対する注意
o) 作業者を機械的危険から保護するための基本的なガイドライン。例えば,“溶接ワイヤ挿入時及びワ
イヤスプール交換時に手袋を付けない”がある。
p) (対応国際規格の規定を不採用とした。)
q) 代替の保持手段の絶縁に関する警告(6.11参照)
取扱説明書には,この規格に規定する事項以外に,その他の役立つ情報(例えば,絶縁クラス,汚染度,
コンピュータ制御システムとの接続など)を記載してもよい。
適合性判定は,記載要求事項と取扱説明書の記載内容とを比較して行う。
13.2 表示
冷却水及びシールドガスの入口接続及び出口接続は,明確に,区別できるように,表示する。図記号を
使用する場合は,次による。
a) 冷却水入口
カラーコードを使用してもよい。
b) 冷却水出口
カラーコードを使用してもよい。
11
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) ガス入口
d) ガス出口
12
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
ワイヤ送給速度変動の測定
A.1 負荷変動による速度変動
定格速度設定でのワイヤ送給速度変動は,負荷が最大負荷の半分から最大負荷に変化したとき,次の式
によって求める。
100
2l
2l
1l
l
×
−
=
v
v
v
r
ここに,
rl: 負荷変動に対するワイヤ送給速度変動(%)
vl1: 最大負荷の半分のときのワイヤ送給速度(m/min)
vl2: 最大負荷時のワイヤ送給速度(m/min)
ワイヤ送給装置は,この試験を行う前に,最大負荷の半分で0.5時間以上運転する。
変動rlの最大値を求める。
A.2 入力電圧変動による速度変動
定格速度設定でのすべての負荷におけるワイヤ送給速度変動は,入力電圧が定格入力電圧の±10 %以内
で変化したとき,次の式によって求める。
100
2
U
2
U
1
U
U
×
−
=
v
v
v
r
ここに,
rU: 入力電圧変動に対するワイヤ送給速度変動(%)
vU1: 定格入力電圧が±10 %変化したときのワイヤ送給速度
(m/min)
vU2: 定格入力電圧のときのワイヤ送給速度(m/min)
ワイヤ送給装置は,この試験を行う前に,最大負荷の半分で0.5時間以上運転する。
変動rUの最大値を求める。
A.3 温度上昇による速度変動
定格速度設定での最大負荷におけるワイヤ送給速度変動は,周囲温度から動作温度へ温度上昇したとき,
次の式によって求める。
100
2t
2t
1t
t
×
−
=
v
v
v
r
ここに,
rt: 温度上昇時におけるワイヤ送給速度変動(%)
vt1: 周囲温度でのワイヤ送給速度(m/min)
vt2: 動作温度でのワイヤ送給速度(m/min)
周囲温度の許容差は,±5 ℃の範囲内に保つ。
変動rtの最大値を求める。
13
C 9300-5:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
外付けタイプのワイヤ送給装置の定格銘板の例
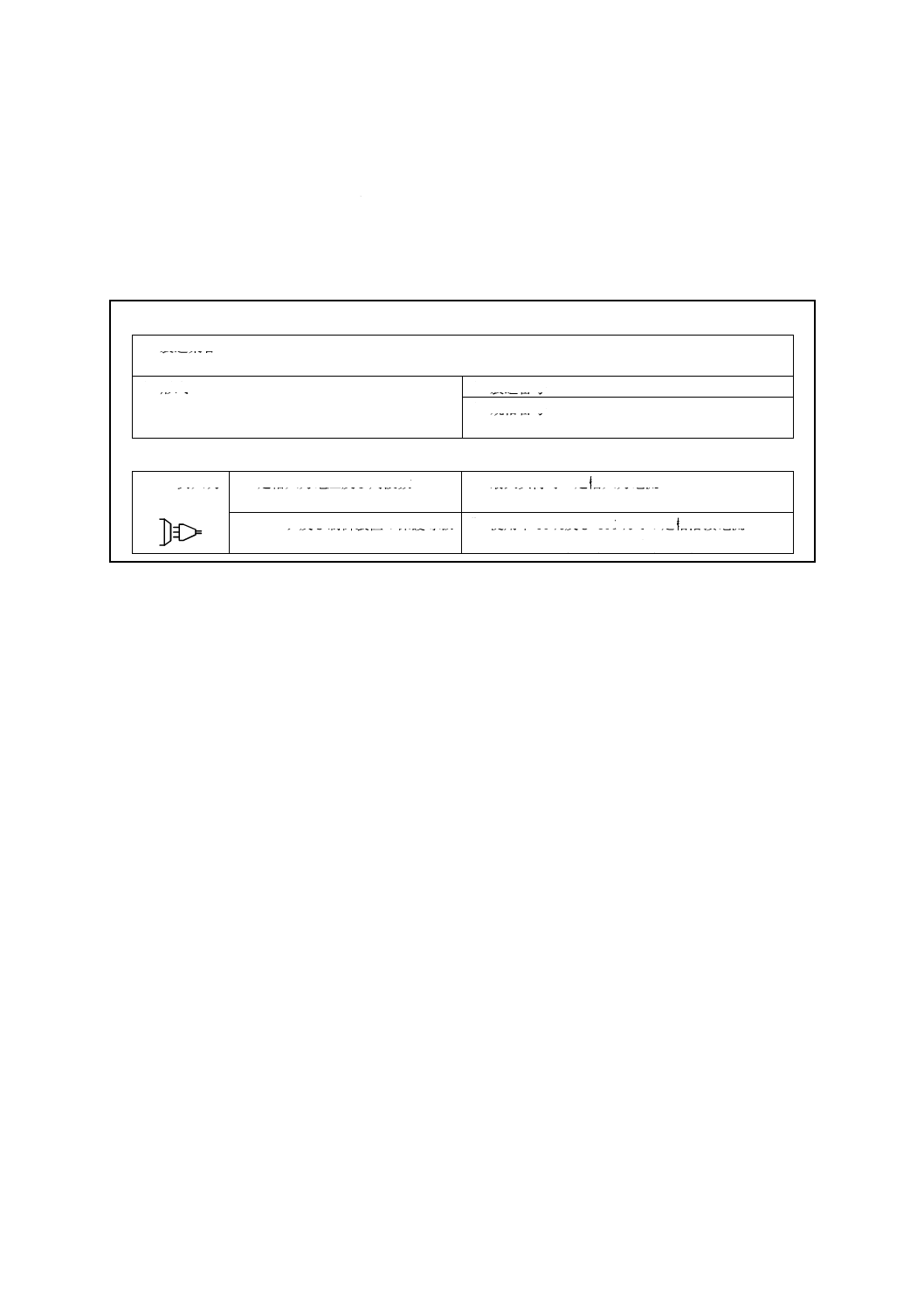
外付けタイプのワイヤ送給装置の定格銘板の例を,図B.0Aに示す。
a) 識別
1) 製造業者
商標
住所
2) 形式
3) 製造番号
4) 規格番号
JIS C 9300-5
b) エネルギー入力
5) 一次入力
シンボル
6) 定格入力電圧及び周波数
U1=42 V / 1〜50 Hz
7) 最大負荷時の定格入力電流
I1=2A
8) モータ及び制御装置の保護等級
IP23S
9) 使用率60 %及び100 %での定格溶接電流
I2=500 A (60 %) / 400 A (100 %)
図B.0A−外付けタイプのワイヤ送給装置の定格銘板の例
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
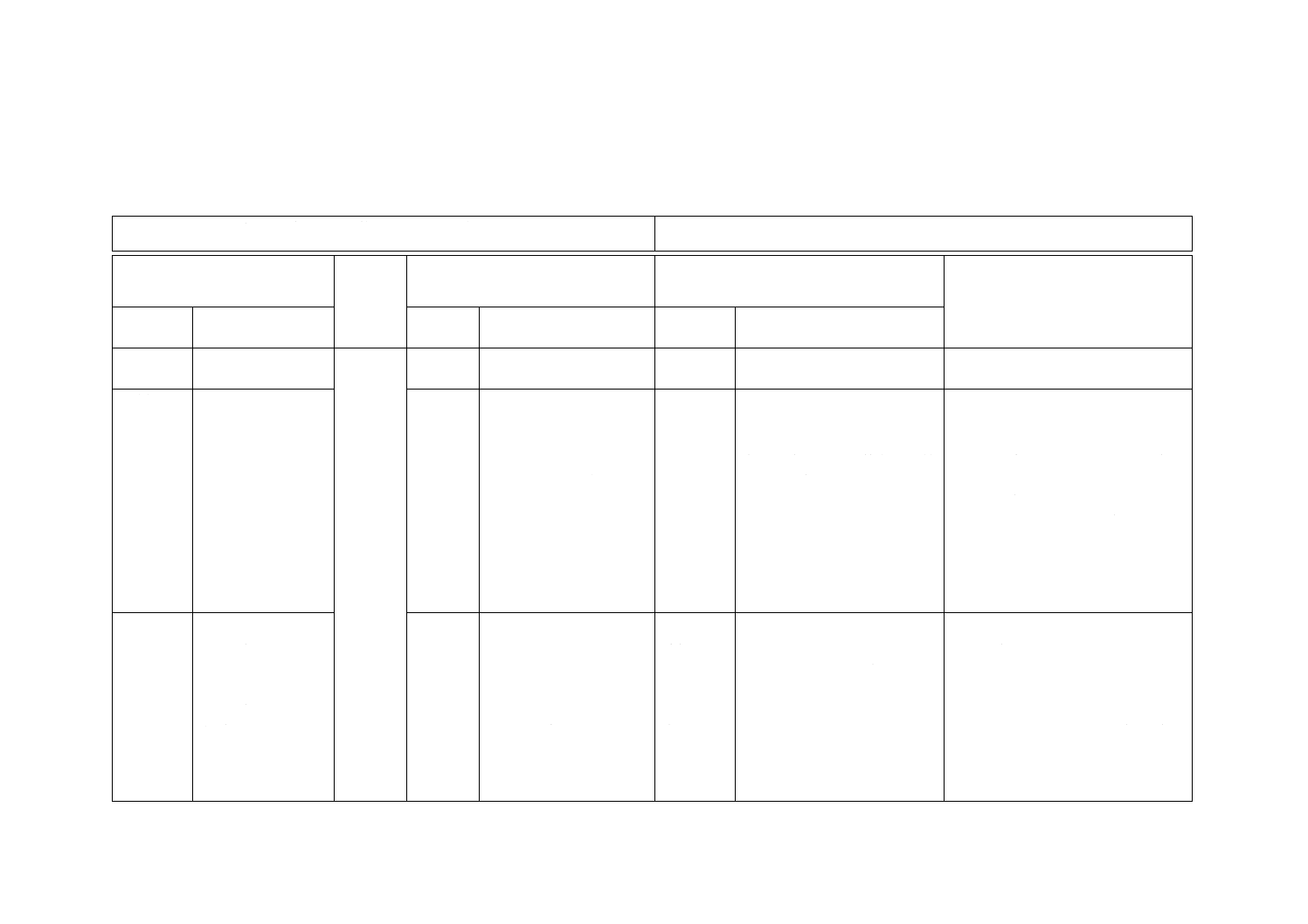
JIS C 9300-5:2010 アーク溶接装置−第5部:ワイヤ送給装置
IEC 60974-5:2007,Arc welding equipment−Part 5: Wire feeders
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規
格
3 用語及
び定義
3
JISにほぼ同じ
3.6 最大負荷
定格速度範囲において,
入力電流が定格入力電流
に達する機械的負荷の値
変更
定格速度範囲において,製造業
者が指定した機械的負荷の最
大値,に変更した。
3.6 最大負荷の定義及び3.8 定格入
力電流の定義が,相互に引用し合っ
ているため。
IECに提案する。
3.11 ワイヤ送給装
置
変更
溶接ワイヤ供給源を分離して
設置する場合,溶接ワイヤ供給
源は除く,とした。
“溶接ワイヤ供給源を含んでもよ
い”の内容を明確にした。
3.11A 定格入力電圧
追加
JIS固有の定義を追加した。
種々のワイヤ送給装置が存在する我
が国の実情を考慮して定義した。
5 試験
5
JISにほぼ同じ
5.2 測定器
追加
JISは,圧力測定器の精度要求
にJIS B 7505-1を適用するよ
うに追加した。
圧力測定値を保証するため,圧力計
の規格を追加した。
5.5 定常検査
c) 絶縁耐力
JISにほぼ同じ
変更
ただし,入力電圧がSELV(安
全特別低電圧)以下の場合,JIS
C 9300-1の6.1.4に置き換えて
もよい,とした。
入力電圧がSELV以下の場合,定常検
査において絶縁抵抗試験に置き換え
ても安全上差異はない。
IECに提案する。
3
C
9
3
0
0
-5
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 試験
(続き)
d) 目視検査
削除
2回目の目視検査を削除した。 JIS C 9300-1は,定常検査の2回目の
目視検査を要求していない。JIS C
9300-1に合わせた。
6 電撃の
防護
6
JISにほぼ同じ
6.3.1 入力回路と溶
接回路との分離
変更
ただし,入力電圧がSELV以下
の場合,入力回路と溶接回路と
は基礎絶縁によって分離して
もよい,とした。
入力電圧がSELV以下の場合,基礎絶
縁で安全上差異はない。
IECに提案する。
7 冷却水
循環装置
7
JISにほぼ同じ
変更
合否判定に温度規定を追記し
た。
箇条7の要求に対する合否判定を明
確にするため。
IECに提案する。
8 シール
ドガス供
給
8
JISにほぼ同じ
変更
合否判定に“測定結果”を追加
した。
漏れ試験の判定は“目視検査”だけ
では不十分なため。箇条7に合わせ
た。
IECに提案する。
9 温度要
求事項
9
JISにほぼ同じ
変更
“前記使用率における6分運
転の間に”を“6分間運転4分
間停止における6分間運転の
間に”に変更し,4秒間運転2
秒間停止の繰返し試験が,手動
用トーチ対応のワイヤ送給装
置だけ適用と理解される内容
を,自動機用トーチ対応のワイ
ヤ送給装置にも適用される内
容にした。
繰返し試験は,使用実態から手動用
トーチ対応のワイヤ送給装置,及び
自動機用トーチ対応のワイヤ送給装
置に必要なため。
IECに提案する。
10 機械的
要求事項
10
JISにほぼ同じ
3
C
9
3
0
0
-5
:
2
0
1
0
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
10 機械的
要求事項
(続き)
10.1 ワイヤ送給装
置
変更
“10.1〜10.4の試験の後”を
“10.2〜10.4の試験の後”に,
また“合否判定は,10.1〜10.7
の”を“合否判定は,10.2〜10.7
の”に変更した。
10.1は,試験内容を規定していない
ため。
IECに提案する。
11 定格銘
板
11
JISにほぼ同じ
11.3 内容
b) エネルギー入力
変更
5),6) 及び7) について“適用
可能な場合”とした。
溶接電源から入力電圧を供給する場
合,5),6) 及び7) については表示困
難,又は不要な情報のため。
IECに提案する。
13 取扱説
明書及び
表示
取扱説明書
13
JISにほぼ同じ
13.1 p)
p) EMC分類
削除
EMC分類を削除した。
IEC 60974-10(EMC要求事項)は,
我が国の配電事情の違いで適用困難
なため。
q)
追加
q) に,“代替の保持手段の絶
縁に関する警告(6.11参照)”
を追加した。
6.11で取扱説明書による警告を要求
しているため。
13.2 表示
変更
図記号表示を必す(須)要求か
ら選択要求とした。
我が国では,図記号は一般的に使用
されていないため。
JISと国際規格との対応の程度の全体評価:IEC 60974-5:2007,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
C
9
3
0
0
-5
:
2
0
1
0