C 7709-3:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この追補は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本工業標準調査
会の審議を経て,経済産業大臣が改正したもので,これによって,JIS C 7709-3:2004は改正され,一部が
置き換えられた。
記事欄
JIS C 7709-3追補1:2004発行後,IEC 60061の追補版IEC 60061-3 Amendment 29,30,31,32及び33
が発行されたことに伴って改正を行った。
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 7709-3:2007
電球類の口金・受金及び
それらのゲージ並びに互換性・安全性
第3部 ゲージ
(追補2)
Lamp caps and holders together with gauges for the control of
interchangeability and safety
Part 3:Gauges
(Amendment 2)
JIS C 7709-3:2004の一部を,次のように改正する。
2
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
3
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-0-2を,次のシートNo. 3-0-3に置き換える。
2004
ゲージ 目次及び JIS/IEC 対照表
ページ 1/8
2007
形と主要部寸法を
表す記号
種類
ゲージ名称
ゲージ
シートNo.
対応IEC
シートNo.
備考
B形
B15
B15d
受金通りゲージ
3-1-1-1
7006-12C-1
受金止りゲージ
3-1-2-1
7006-12D-1
B22
B22d
完成ランプ通りゲージ
3-2-1-1
7006-4A-2
完成ランプ口金通りゲージ
3-2-2-1
7006-11-8
受金通りゲージ
3-2-3-1
7006-12A-2
BA形
BA9
BA9s
完成ランプ口金通りゲージ
3-4-1-1
7006-11-8
完成ランプ口金止りゲージ
3-4-2-1
7006-10-8
受金ゲージ
3-4-3-1
7006-12E-2
受金におけるコンタクト検査ゲージ
3-4-4-1
7006-12F-3
新設
BA15
BA15s
完成ランプ口金通りゲージ
3-5-1-1
7006-11-8
受金ゲージ
3-5-2-1
7006-12E-2
口金保持ゲージ
3-5-3-1
7006-14-2
新設
受金挿入ゲージ
3-5-4-1
7006-14A-3
新設
受金におけるコンタクト検査ゲージ
3-5-5-1
7006-12F-3
新設
BA15d
完成ランプ口金通りゲージ
3-6-1-1
7006-11-8
受金ゲージ
3-6-2-1
7006-12E-2
口金保持ゲージ
3-6-3-1
7006-14-2
新設
受金挿入ゲージ
3-6-4-1
7006-14A-3
新設
受金におけるコンタクト検査ゲージ
3-6-5-1
7006-12F-3
新設
BA20
BA20
完成ランプ口金通りゲージ
3-7-1-1
7006-2-3
受金ゲージ
3-7-2-1
7006-18-2
BAU形
BAU15
BAU15s
完成ランプ口金通りゲージ
3-8-1-1
7006-19A-1
受金ゲージ
3-8-2-1
7006-12E-2
口金保持ゲージ
3-8-3-1
7006-14-2
新設
受金におけるコンタクト検査ゲージ
3-8-4-1
7006-12F-3
新設
受金挿入ゲージ
3-8-5-1
7006-14A-3
新設
口金のB寸法ゲージ
3-8-6-1
7006-11D-2
新設
BAU15d
受金ゲージ
3-8A-1-1
7006-12E-3
新設
口金保持ゲージ
3-8A-2-1
7006-14-2
新設
受金におけるコンタクト検査ゲージ
3-8A-3-1
7006-12F-3
新設
口金のB寸法ゲージ
3-8A-4-1
7006-11D-2
新設
受金挿入ゲージ
3-8A-5-1
7006-14A-3
新設
BAW形
BAW15
BAW15d 完成ランプ口金通りゲージ
3-115-1-1
7006-11F-1
新設
受金ゲージ
3-115-2-1
7006-12E-3
新設
口金保持ゲージ
3-115-3-1
7006-14-2
新設
受金挿入ゲージ
3-115-4-1
7006-14A-3
新設
受金におけるコンタクト検査ゲージ
3-115-5-1
7006-12F-3
新設
口金のB寸法ゲージ
3-115-6-1
7006-11D-2
新設
3-0-3
4
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
ゲージ 目次及び JIS/IEC 対照表
ページ 2/8
2007
形と主要部寸法を
表す記号
種類
ゲージ名称
ゲージ
シートNo.
対応IEC
シートNo.
備考
BAW形
BAW15
BAW15s
完成ランプ口金通りゲージ
3-115A-1-1
7006-11F-1
新設
受金ゲージ
3-115A-2-1
7006-12E-3
新設
口金保持ゲージ
3-115A-3-1
7006-14-2
新設
受金挿入ゲージ
3-115A-4-1
7006-14A-3
新設
受金におけるコンタクト検査ゲージ
3-115A-5-1
7006-12F-3
新設
口金のB寸法ゲージ
3-115A-6-1
7006-11D-2
新設
BAX形
BAX9
BAX9s
完成ランプ口金通りゲージ
3-9-1-1
7006-9-1
受金ゲージ
3-9-2-1
7006-9C-1
BAY形
BAY9
BAY9s
完成ランプ口金通りゲージ
3-11-1-1
7006-9-1
受金ゲージ
3-11-2-1
7006-9C-1
BAY15
BAY15d
完成ランプ口金通りゲージ
3-12-1-1
7006-11B-2
受金ゲージ
3-12-2-1
7006-12E-3
新設
口金保持ゲージ
3-12-3-1
7006-14-2
新設
受金挿入ゲージ
3-12-4-1
7006-14A-3
新設
受金におけるコンタクト検査ゲージ
3-12-5-1
7006-12F-3
新設
BAY15s
受金ゲージ
3-12A-1-1
7006-12E-3
新設
口金保持ゲージ
3-12A-2-1
7006-14-2
新設
受金挿入ゲージ
3-12A-3-1
7006-14A-3
新設
受金におけるコンタクト検査ゲージ
3-12A-4-1
7006-12F-3
新設
BAZ形
BAZ15
BAZ15d
完成ランプ口金通りゲージ
3-13-1-1
7006-11C-1
受金ゲージ
3-13-2-1
7006-12E-3
新設
口金保持ゲージ
3-13-3-1
7006-14-2
新設
受金挿入ゲージ
3-13-4-1
7006-14A-3
新設
受金におけるコンタクト検査ゲージ
3-13-5-1
7006-12F-3
新設
口金のB寸法ゲージ
3-13-6-1
7006-11D-2
新設
BAZ15s
受金ゲージ
3-13A-1-1
7006-12E-3
新設
口金保持ゲージ
3-13A-2-1
7006-14-2
新設
受金挿入ゲージ
3-13A-3-1
7006-14A-3
新設
受金におけるコンタクト検査ゲージ
3-13A-4-1
7006-12F-3
新設
口金のB寸法ゲージ
3-13A-5-1
7006-11D-2
新設
BY形
BY22
BY22d
完成ランプ口金通りゲージ
3-14-1-1
7006-17A-1
完成ランプ口金止りゲージ
3-14-2-1
7006-10-8
受金通り止りゲージ
3-14-3-1
7006-17B-1
3-0-3
5
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
ゲージ 目次及び JIS/IEC 対照表
ページ 3/8
2007
形と主要部寸法を
表す記号
種類
ゲージ名称
ゲージ
シートNo.
対応IEC
シートNo.
備考
E形
E10
E10
完成ランプ口金通りゲージ
3-15-1-1
7006-27A-2
完成ランプ口金止りゲージ
3-15-2-1
7006-28E-1
受金ねじ山通りゲージ
3-15-3-1
7006-25-7
受金ねじ山止りゲージ
3-15-4-1
7006-26-4
E11
E11
完成ランプ口金通りゲージ
3-16-1-1
7006-6-1
E12
E12
完成ランプ口金通りゲージ
3-17-1-1
7006-27H-1
完成ランプ口金止りゲージ
3-17-2-1
7006-28C-1
受金ねじ山通りゲージ
3-17-3-1
7006-25C-1
受金ねじ山止りゲージ
3-17-4-1
7006-26B-1
E14
E14
完成ランプ口金通りゲージ
3-18-1-1
7006-27F-1
(参考) 完成ランプ口金止りゲージ
3-18-2-1
7006-28B-1
受金ねじ山通りゲージ
3-18-3-1
7006-25-7
受金ねじ山止りゲージ
3-18-4-1
7006-26-4
E17
E17
完成ランプ口金通りゲージ
3-20-1-1
7006-27K-1
完成ランプ口金止りゲージ
3-20-2-1
7006-28F-1
受金ねじ山通りゲージ
3-20-3-1
7006-25H-1
受金ねじ山止りゲージ
3-20-4-1
7006-26C-1
E26
E26
完成ランプ口金通りゲージ
3-21-1-2
7006-27D-2
完成ランプ口金止りゲージ
3-21-2-1
7006-29L-3
受金ねじ山通りゲージ
3-21-3-2
7006-25B-2
受金ねじ山止りゲージ
3-21-4-1
7006-26A-2
E27
E27
完成ランプ口金通りゲージ
3-24-1-1
7006-27B-1
廃止
(参考) 完成ランプ口金止りゲージ
3-24-2-1
7006-28A-1
廃止
受金ねじ山通りゲージ
3-24-3-1
7006-25A-2
廃止
受金ねじ山止りゲージ
3-24-4-1
7006-26-4
廃止
E39
E39
完成ランプ口金通りゲージ
3-26-1-1
7006-24B-1
完成ランプ口金止りゲージ
3-26-2-1
7006-24C-1
受金ねじ山通りゲージ
3-26-3-1
7006-24E-1
受金ねじ山止りゲージ
3-26-4-1
7006-26-4
E39/45
E39/45
完成ランプ口金通りゲージ
3-27-1-1
−
E39/49
E39/49
完成ランプ口金通りゲージ
3-27-1-1
−
E40
E40
完成ランプ口金通りゲージ
3-28-1-1
7006-27-7
廃止
(参考) 完成ランプ口金止りゲージ
3-28-2-1
7006-28D-1
廃止
受金ねじ山通りゲージ
3-28-3-1
7006-25-7
廃止
受金ねじ山止りゲージ
3-28-4-1
7006-26-4
廃止
EZ形
EZ10
EZ10
完成ランプ口金通りゲージ
3-29-1-1
7006-116
Fa形
Fa8
Fa8
口金通りゲージ
3-30-1-1
7006-40-1
廃止
口金止りゲージ
3-30-2-1
7006-40A-1
廃止
3-0-3
6
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
ゲージ 目次及び JIS/IEC 対照表
ページ 4/8
2007
形と主要部寸法を
表す記号
種類
ゲージ名称
ゲージ
シートNo.
対応IEC
シートNo.
備考
FaX形
FaX6
FaX6
完成ランプ口金通り止りゲージ
3-31-1-1
−
Fc形
Fc2
Fc2
完成ランプ口金ゲージ
3-32-1-1
7006-114-1
G形
G4
G4
完成ランプ口金通り止りゲージ
3-33-1-1
7006-72-1
受金通りゲージ
3-33-2-2
7006-72A-3
G5
G5
口金通り止りゲージ
3-34-1-1
7006-46-3
完成ランプ口金通りゲージ
3-34-2-1
7006-46A-3
受金通りゲージ
3-34-3-1
7006-47C-3
G6.35
G6.35
完成ランプ口金通りゲージ
3-35-1-2
7006-61A-3
完成ランプピン通り止りゲージ
3-35-2-2
7006-61-5
受金通りゲージ
3-35-3-2
7006-61B-4
G6.35/15
×19
完成ランプ口金通り止りゲージ
3-36-1-1
−
受金通りゲージ
3-36-2-1
−
G9
G9
口金通りゲージ
3-117-1-1
7006-129-1
新設
口金止りゲージ
3-117-2-1
7006-129A-1
新設
受金通りゲージ
3-117-3-1
7006-129B-1
新設
受金最小保持力ゲージ
3-117-4-1
7006-129C-1
新設
G9.5
G9.5
完成ランプ口金通りゲージ
3-37-1-1
7006-70D-1
受金通りゲージ
3-37-2-1
7006-70E-1
G10
G10q
口金通りゲージ
3-38-1-2
7006-79-2
受金通りゲージ
3-38-2-2
7006-79A-2
G12
G12
完成ランプ口金通り止りゲージ
3-39-1-1
7006-80-1
受金通りゲージAタイプ
3-39-2-2
7006-80A-2
改正
受金通りゲージBタイプ
3-39-3-2
7006-80B-2
改正
受金通りゲージCタイプ
3-39-4-2
7006-80C-2
改正
受金単ピンゲージD
3-39-5-1
7006-80D-3
受金単ピンゲージE
3-39-6-1
7006-80E-3
G13
G13
口金通り止りゲージ
3-40-1-1
7006-44-4
完成ランプ口金通りゲージ
3-40-2-1
7006-45-4
受金通りゲージ
3-40-3-1
7006-60C-3
G16
G16d
完成ランプ口金ゲージ
3-41-1-1
7006-95-3
G16t
完成ランプ口金ゲージ
3-41-1-1
7006-95-3
G23
G23
完成ランプ口金通り止りゲージ
3-45-1-1
7006-69-2
受金ゲージ
3-45-2-1
7006-69A-1
G24
G24d
完成ランプ口金通り止りゲージ
3-46-1-1
7006-78-2
受金通りゲージ
3-46-2-1
7006-78A-2
受金キー通り止りゲージ
3-46-3-1
7006-78G-2
G3
G38
完成ランプ口金通りゲージ
3-47-1-1
7006-76-1
完成ランプ口金ピン通り止りゲージ
3-47-2-1
7006-76A-1
受金通りゲージ
3-47-3-1
7006-76B-1
GRX形
GRX10
GRX10q
完成ランプ口金通りゲージ
3-48-1-1
7006-101-1
受金通りゲージ
3-48-2-1
7006-101C-1
3-0-3
7
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
ゲージ 目次及び JIS/IEC 対照表
ページ 5/8
2007
形と主要部寸法を
表す記号
種類
ゲージ名称
ゲージ
シートNo.
対応IEC
シートNo.
備考
GU形
GU4
GU4
完成ランプ口金通り止りゲージ
3-49-1-1
7006-108-2
受金通りゲージ
3-49-2-1
7006-108C-2
GU5.3
GU5.3
完成ランプ口金通り止りゲージ
3-50-1-1
7006-109-1
受金通りゲージ
3-50-2-2
7006-109C-2
GU10
GU10q
口金通りゲージ
3-38B-1-1
7006-123-1
口金止りゲージ
3-38B-2-1
7006-123A-1
受金通りゲージ
3-38B-3-1
7006-123B-1
GX形
GX5.3
GX5.3
完成ランプ口金通り止りゲージ
3-51-1-2
7006-73B-2
受金通りゲージ
3-51-2-2
7006-73D-3
GX6.35
GX6.35
完成ランプ口金通りゲージ
3-35-1-2
7006-61A-3
完成ランプピン通り止りゲージ
3-35-2-2
7006-61-5
受金通りゲージ
3-35-3-2
7006-61B-4
GX9.5
GX9.5
受金通りゲージ
3-52-1-1
7006-70-1
GX10
GX10q
完成ランプ口金通りゲージ
3-53-1-1
7006-84-2
完成ランプ口金キー通りゲージ
3-53-2-1
7006-84E-1
完成ランプ口金止りゲージ
3-53-3-1
7006-84F-1
受金通りゲージ
3-53-4-1
7006-84C-2
受金止りゲージ
3-53-5-1
7006-84G-1
GX12
GX12
完成ランプ口金通り止りゲージ
3-119-1-1
7006-135-1
新設
受金通りゲージAタイプ
3-119-2-1
7006-135A-1
新設
受金通りゲージBタイプ
3-119-2A-1
7006-135B-1
新設
受金通りゲージCタイプ
3-119-2B-1
7006-135C-1
新設
受金単ピンゲージD
3-119-3-1
7006-135D-1
新設
受金単ピンゲージE
3-119-3A-1
7006-135E-1
新設
GX16
GX16
完成ランプ口金通りゲージ
3-54-1-1
−
GX23
GX23
完成ランプ口金通り止りゲージ
3-55-1-1
7006-86-1
受金ゲージ
3-55-2-1
7006-86A-1
GX24
GX24q
口金通り止りゲージ
3-56-1-3
7006-78-4
改正
受金通りゲージ
3-56-2-3
7006-78ABC-5
改正
受金キー通り止りゲージ
3-56-3-3
7006-78G-5
改正
GX53
GX53
口金通り止りゲージ
3-122-1-1
7006-142-1
新設
口金止りゲージ
3-122-2-1
7006-142D-1
新設
口金通り止りゲージ(キー溝確認用) 3-122-2A-1
7006-142E-1
新設
口金止りゲージ(キー溝確認用)
3-122-2B-1
7006-142F-1
新設
受金ゲージA
3-122-3-1
7006-142A-1
新設
受金ゲージB
3-122-3A-1
7006-142B-1
新設
受金ゲージC
3-122-3B-1
7006-142C-1
新設
受金通り止りゲージ
3-122-4-1
7006-142G-1
新設
受金L2最大寸法止りゲージ
3-122-5-1
7006-142H-1
新設
受金X最小寸法止りゲージ
3-122-5A-1
7006-142J-1
新設
3-0-3
8
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
ゲージ 目次及び JIS/IEC 対照表
ページ 6/8
2007
形と主要部寸法を
表す記号
種類
ゲージ名称
ゲージ
シートNo.
対応IEC
シートNo.
備考
GY形
GY5.3
GY5.3
完成ランプ口金通り止りゲージ
3-57-1-2
7006-73C-2
受金通りゲージ
3-57-2-2
7006-73E-2
GY6.35
GY6.35
完成ランプ口金通りゲージ
3-35-1-2
7006-61A-3
完成ランプピン通り止りゲージ
3-35-2-2
7006-61-5
受金通りゲージ
3-35-3-2
7006-61B-4
GY9.5
GY9.5
完成ランプ口金通りゲージ
3-59-1-1
7006-70C-2
受金通りゲージ
3-59-2-1
7006-70G-1
GY10
GY10q
完成ランプ口金通りゲージ
3-60-1-2
7006-85-2
完成ランプ口金キー通りゲージ
3-60-2-2
7006-85D-1
完成ランプ口金止りゲージ
3-60-3-2
7006-85E-1
受金通りゲージ
3-60-4-2
7006-85B-2
受金止りゲージ
3-60-5-2
7006-85F-1
GY16
GY16
完成ランプ口金通りゲージ
3-61-1-1
7006-74-1
GZ形
GZ4
GZ4
完成ランプ口金通りゲージ
3-62-1-1
7006-67-1
受金通りゲージ
3-62-2-2
7006-67A-2
GZ6.35
GZ6.35
完成ランプ口金通りゲージ
3-63-1-1
7006-59B-1
受金通りゲージ
3-63-2-2
7006-59C-2
GZ10
GZ10q
口金通りゲージ
3-38-1-2
7006-79-2
受金通りゲージ
3-38-2-2
7006-79A-2
2G形
2G11
2G11
完成ランプ口金通りゲージ
3-64-1-1
7006-82-1
受金通り止りゲージ
3-64-2-1
7006-82ABC-1
P形
P14.5
P14.5s
完成ランプ口金通りゲージ
3-66-1-1
7006-49-1
受金通りゲージ
3-66-2-1
7006-49A-1
受金止りゲージ
3-66-3-1
7006-49B-1
P21
P21
完成ランプ口金通り止りゲージ
3-71-1-1
IEC155-Fig6
完成ランプ口金通りゲージ
3-71-2-1
IEC155-Fig8
P23
P23t
完成ランプ口金通りゲージ
3-120-1-1
7006-138-1
新設
口金通りゲージ
3-120-2-1
7006-138A-1
新設
P28
P28s
完成ランプ口金通りゲージ
3-77-1-1
7006-42-1
受金通りゲージ
3-77-2-1
7006-42A-2
P30
P30s
口金通り止りゲージ
3-78-1-1
7006-56-2
完成ランプ口金通り止りゲージ
3-78-2-1
7006-56A-2
完成ランプ口金通りゲージ
3-78-3-1
7006-56B-2
P38
P38t
完成ランプ口金高さゲージ
3-121-1-1
7006-133-1
新設
完成ランプ口金止りゲージ
3-121-2-1
7006-133A-1
新設
口金通りゲージ
3-121-3-1
7006-133B-1
新設
受金通りゲージ
3-121-4-1
7006-133C-1
新設
P43
P43t-38
完成ランプ口金通りゲージ
3-82-1-2
7006-39-1
改正
完成ランプ口金高さゲージ
3-82-2-1
7006-39B-2
完成ランプ口金止りゲージ
3-82-3-2
7006-39A-3
改正
受金通りゲージ
3-82-4-1
7006-39C-1
3-0-3
9
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
ゲージ 目次及び JIS/IEC 対照表
ページ 7/8
2007
形と主要部寸法を
表す記号
種類
ゲージ名称
ゲージ
シートNo.
対応IEC
シートNo.
備考
P形
P45
P45t
完成ランプ口金通りゲージ
3-86-1-1
7006-95A-2
完成ランプ口金止りゲージ
3-86-2-1
7006-95B-2
完成ランプ口金切欠き通り止りゲー
ジ
3-86-3-1
7006-95D-2
完成ランプ口金切欠きゲージ
3-86-4-1
7006-95E-2
完成ランプ口金Y最大寸法ゲージ
3-86-5-1
7006-95F-2
完成ランプ口金R最小寸法ゲージ
3-86-6-1
7006-95G-2
受金通りゲージ
3-86-7-1
7006-95H-2
PG形
PG12
PG12
完成ランプ口金通り止りゲージ
3-87-1-1
7006-81-3
PG13
PG13
口金通りゲージA
3-88-1-3
7006-107-2
改正
口金通りゲージB
3-88-1A-1
7006-107B-1
口金バレル長さ通り止りゲージC
3-88-1B-1
7006-107C-1
受金ゲージ
3-88-2-3
7006-107A-2
改正
完成ランプ口金通りゲージ
3-88-3-1
7006-107B-1
新設
完成ランプ口金ランプ通り止めゲー
ジ
3-88-4-1
7006-107C-1
新設
PGJ形
PGJ13
PGJ13
口金通りゲージA
3-89-1-3
7006-107-2
改正
口金通りゲージB
3-89-1A-1
7006-107B-1
口金バレル長さ通り止りゲージC
3-89-1B-1
7006-107C-1
受金ゲージ
3-89-2-3
7006-107A-2
改正
完成ランプ口金通りゲージ
3-89-3-1
7006-107B-1
新設
完成ランプ口金ランプ通り止めゲー
ジ
3-89-4-1
7006-107C-1
新設
PGJ19
PGJ19
口金通り止りゲージ
3-89A-1-2
7006-107-3
改正
受金通り止りゲージ
3-89A-2-2
7006-110-1
改正
口金キー通り止りゲージ
3-89A-3-2
7006-110A-1
改正
受金キー通り止りゲージ
3-89A-4-2
7006-110B-1
改正
PGX形
PGX12
PGX12
完成ランプ口金通り止りゲージ
3-90-1-1
7006-81-3
PK形
PK22
PK22s
完成ランプ口金通りゲージ
3-91-1-1
7006-66-2
受金通りゲージ
3-91-2-1
7006-66A-1
PX形
PX13.5
PX13.5s
完成ランプ口金通りゲージ
3-94-1-1
7006-35-1
完成ランプ口金止りゲージ(第1ゲー
ジ)
3-94-2-1
7006-35A-1
完成ランプ口金止りゲージ(第2ゲー
ジ)
3-94-3-1
7006-35B-1
受金通りゲージ
3-94-4-1
7006-35C-1
受金止りゲージ
3-94-5-1
7006-35D-1
受金回転ゲージ
3-94-6-1
7006-35E-1
PX26
PX26
完成ランプ口金通りゲージ
3-96-1-1
7006-5-2
口金端子通り止りゲージ
3-96-2-1
7006-5A-1
3-0-3
10
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
ゲージ 目次及び JIS/IEC 対照表
ページ 8/8
2007
形と主要部寸法を
表す記号
種類
ゲージ名称
ゲージ
シートNo.
対応IEC
シートNo.
備考
PX形
PX43
PX43t
完成ランプ口金通りゲージ
3-97-1-1
7006-34A-1
完成ランプ口金止りゲージ
3-97-2-3
7006-39A-3
改正
完成ランプ口金Y最大寸法通りゲ
ージ
3-97-3-1
7006-39B-2
受金通りゲージ
3-97-4-1
7006-34-1
PY形
PY43
PY43d
完成ランプ口金通りゲージ
3-98-1-1
7006-88-1
完成ランプ口金止りゲージ
3-98-2-2
7006-88A-1
完成ランプ口金Y最大寸法通りゲ
ージ
3-98-3-1
7006-39B-2
受金通りゲージ
3-98-4-1
7006-88B-1
PZ形
PZ43
PZ43t
完成ランプ口金通りゲージ
3-99-1-1
7006-89-1
完成ランプ口金止りゲージ
3-99-2-2
7006-88A-1
完成ランプ口金Y最大寸法通りゲ
ージ
3-99-3-1
7006-39B-2
受金通りゲージ
3-99-4-1
7006-89A-1
R形
R7
R7s
受金通りゲージ
3-100-1-2
7006-62-4
改正
受金の感電防止機能試験用ゲージ
3-100-2-1
7006-62B-1
新設
R17
R17d
完成ランプ口金通り止りゲージ
3-101-1-1
7006-57-3
受金通りゲージ
3-101-2-1
7006-57A-1
RX形
RX7
RX7s
受金通りゲージ
3-102-1-2
7006-62A-2
改正
受金の感電防止機能試験用ゲージ
3-102-2-1
7006-62C-1
新設
RX17
RX17d
完成ランプ口金通り止りゲージ
3-101A-1-1
−
受金通りゲージ
3-101A-2-1
−
W形
W2
W2×4.6d
受金ゲージ
3-110-1-1
7006-94-1
W2.1
W2.1×9.5d 口金止りゲージ
3-111-1-1
7006-91B-1
受金通りゲージ
3-111-2-2
7006-91-1
W3
W3×16d
口金通りゲージ
3-112-1-2
7006-105-2
口金止りゲージ
3-112-2-2
7006-105A-2
受金通りゲージ
3-112-3-2
7006-105B-2
W3×16q
口金通りゲージ
3-113-1-2
7006-106-2
口金止りゲージ
3-112-2-2
7006-105A-2
受金通りゲージ
3-113-3-2
7006-106B-2
WX形
WX3
WX3×16d
口金通りゲージ
3-112-1-2
7006-105-2
口金止りゲージ
3-112-2-2
7006-105A-2
受金通りゲージ
3-112-3-2
7006-105B-2
WX3×16q
口金通りゲージ
3-113-1-2
7006-106-2
口金止りゲージ
3-112-2-2
7006-105A-2
受金通りゲージ
3-113-3-2
7006-106A-2
X形
X511
X511
完成ランプ口金通りゲージ
3-114-1-1
7006-99-2
3-0-3
11
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
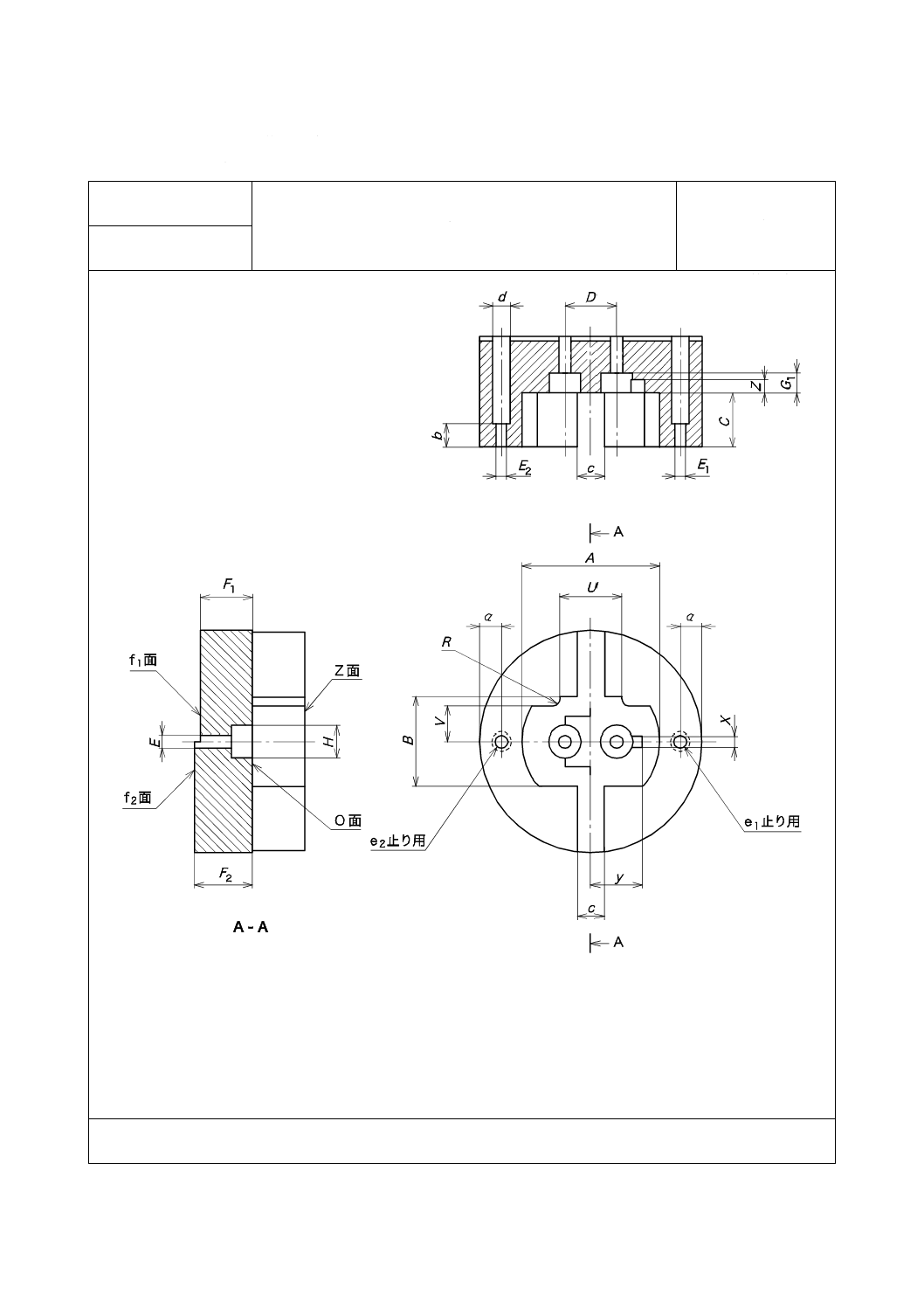
シートNo. 3-4-3-1の後に,次のシートNo. 3-4-4-1を挿入する。
2007
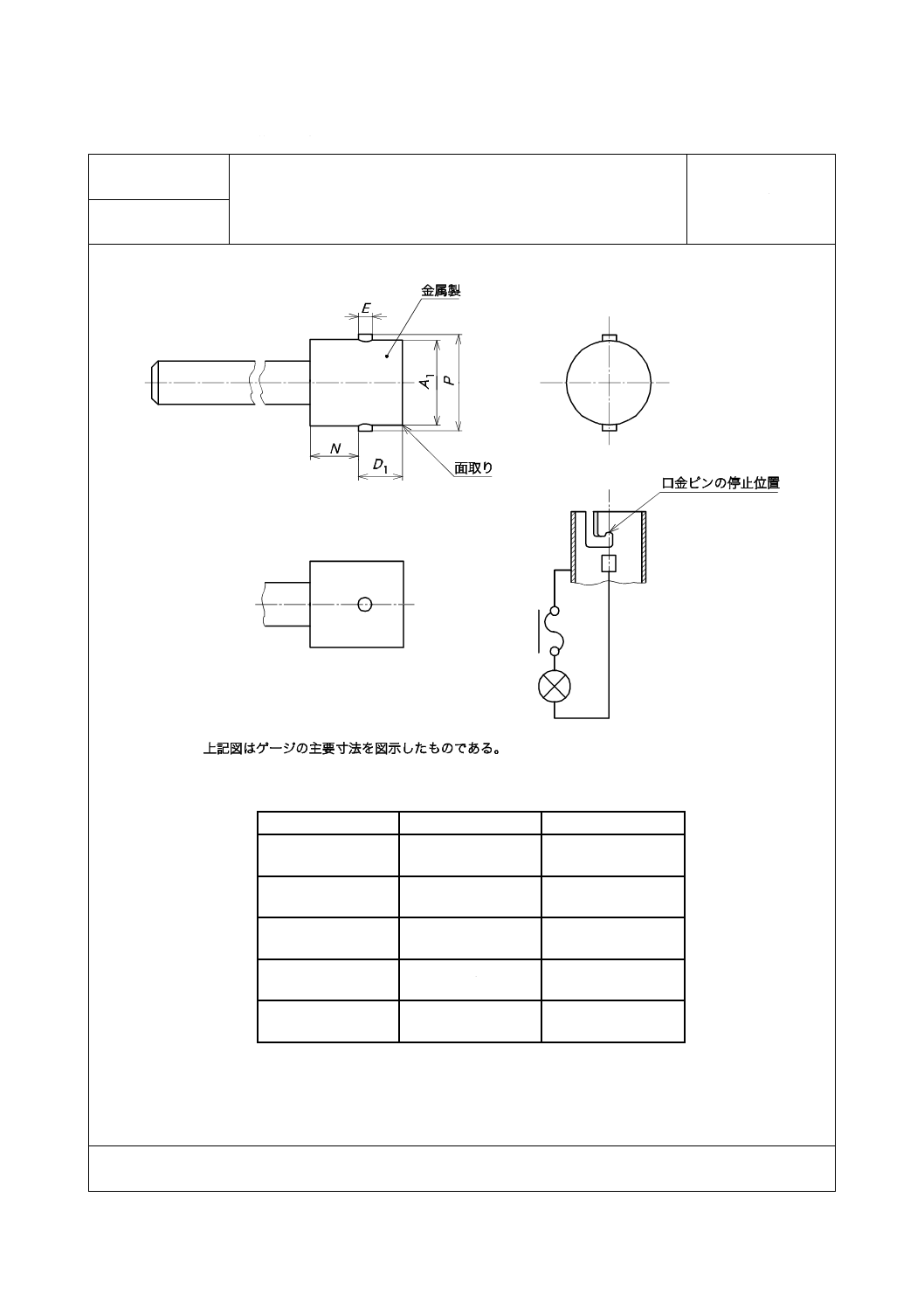
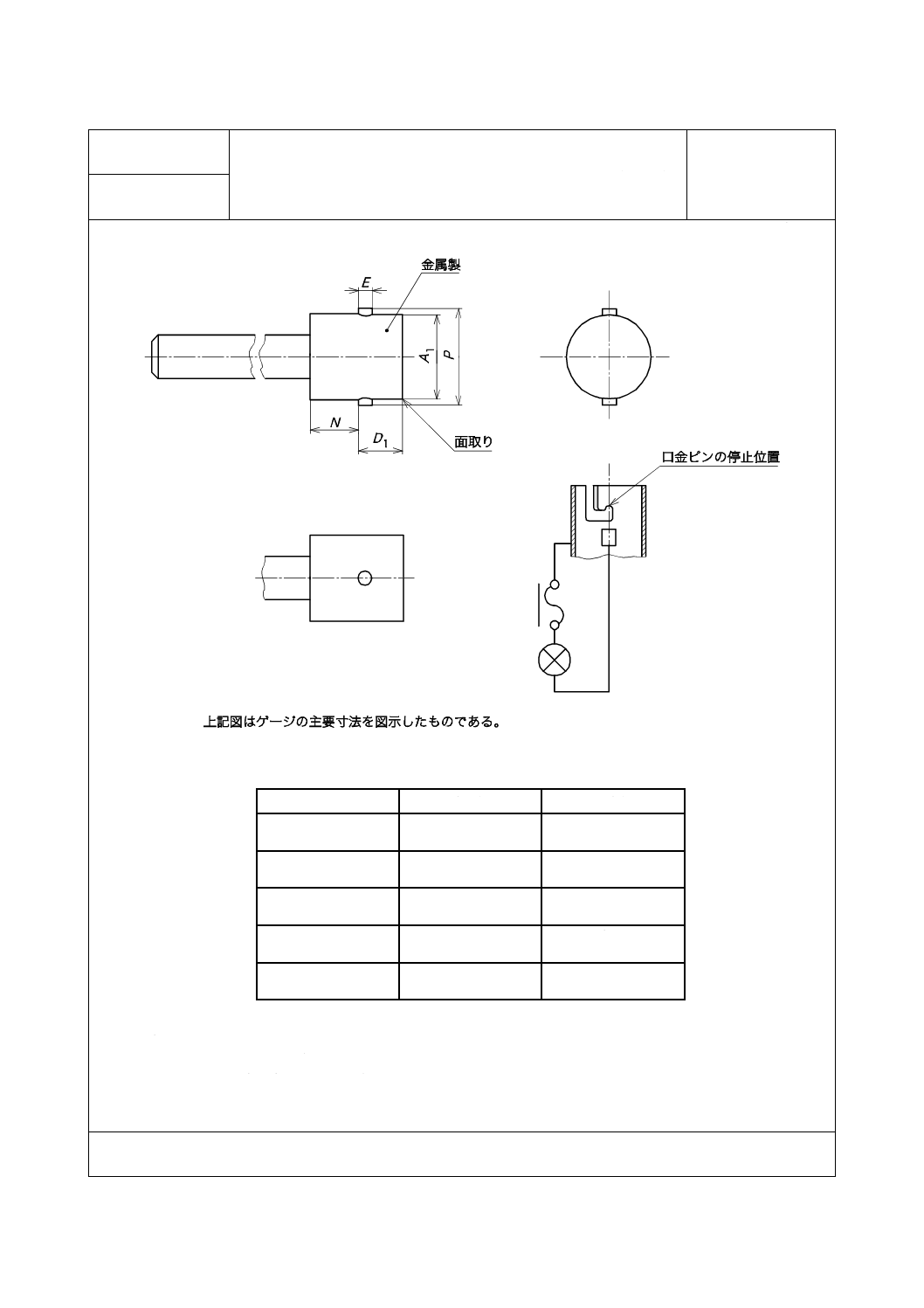
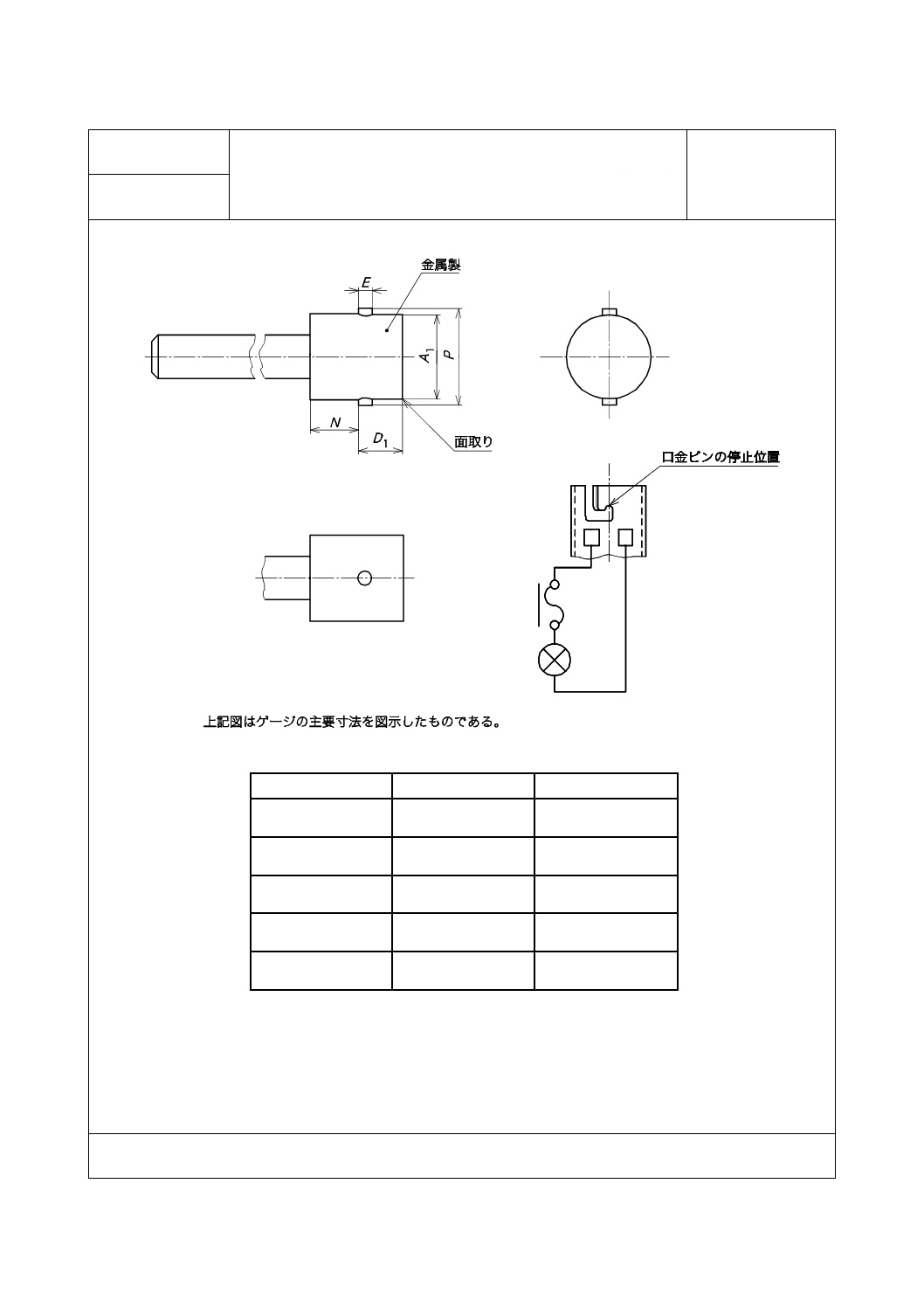
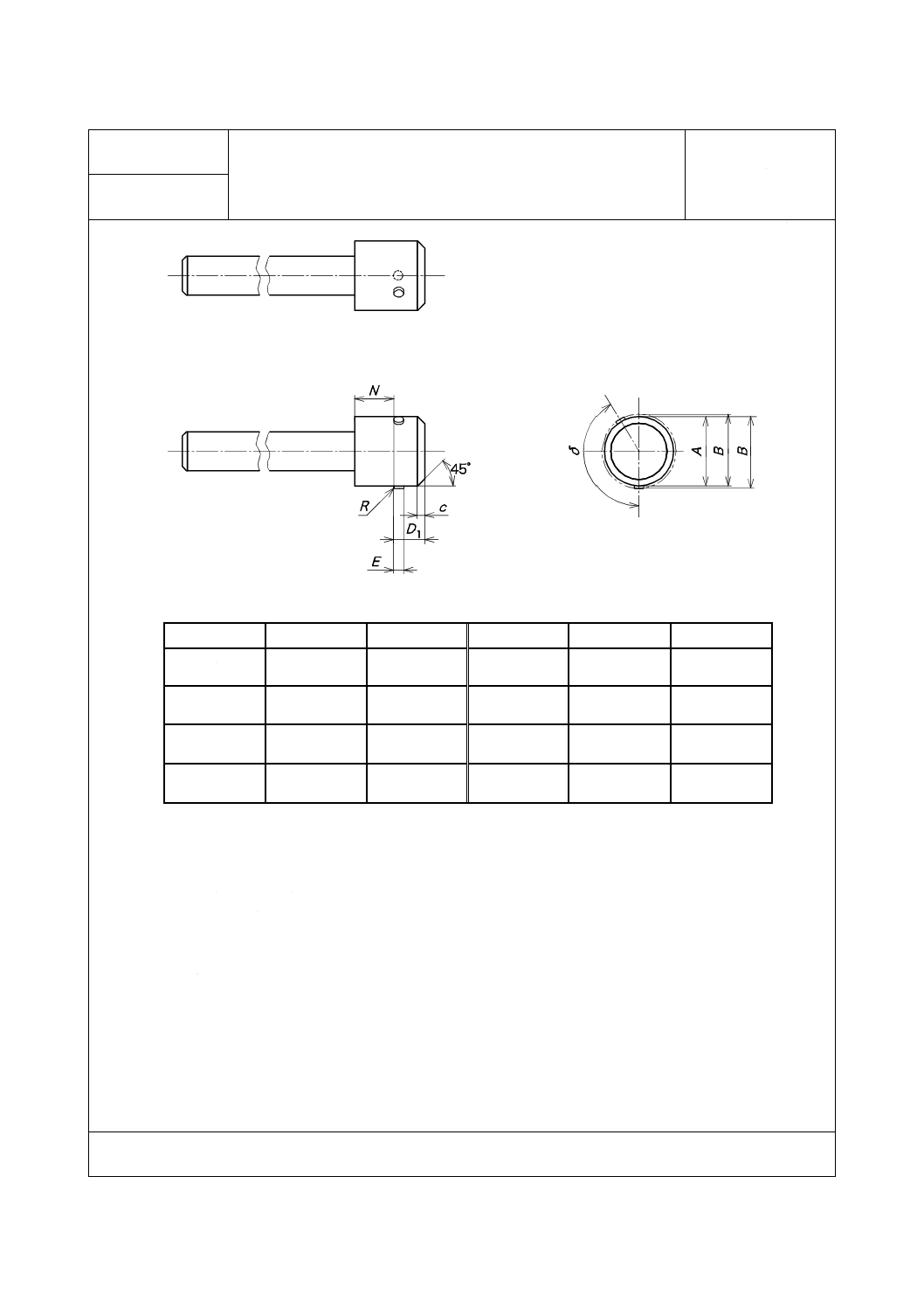
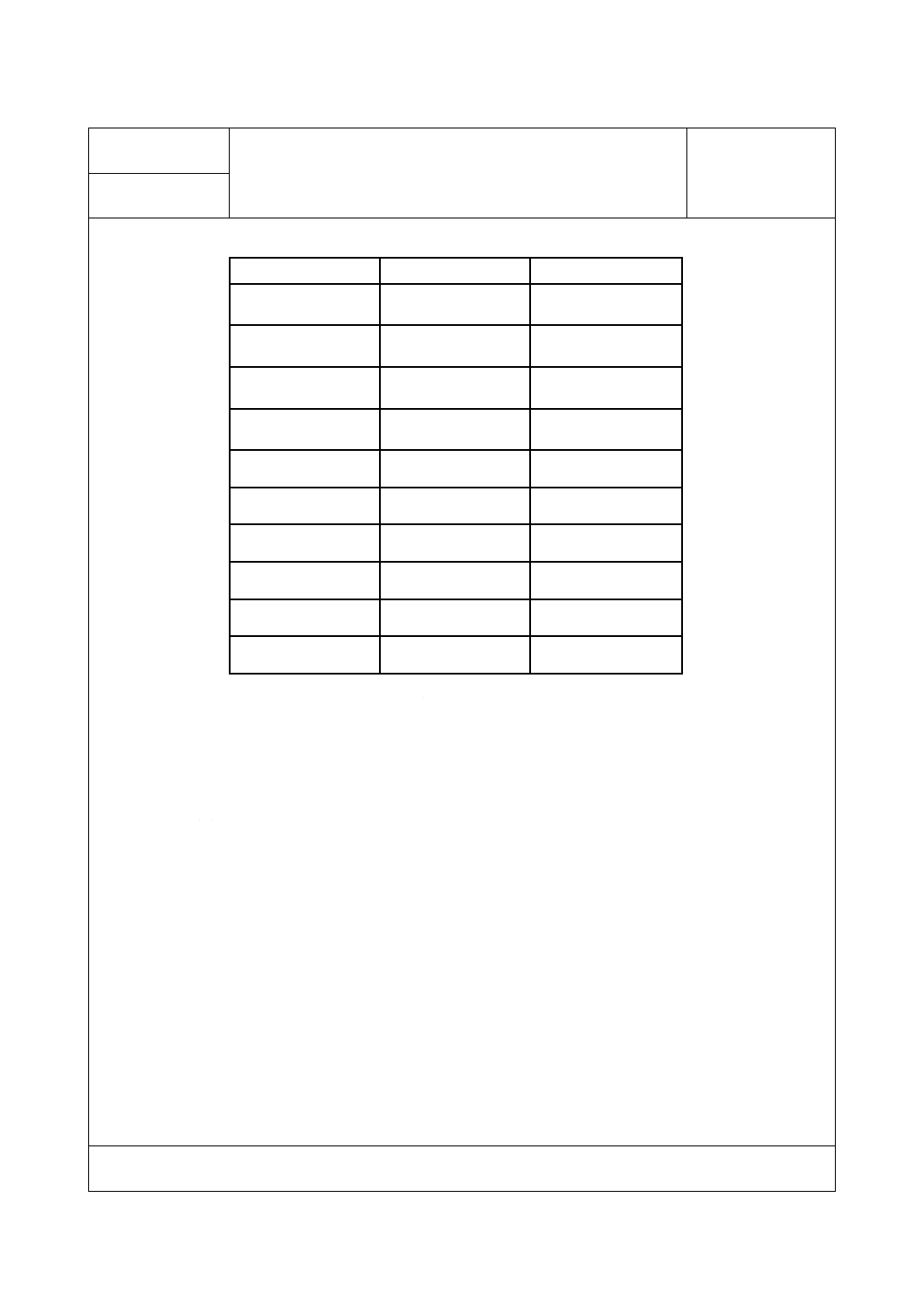
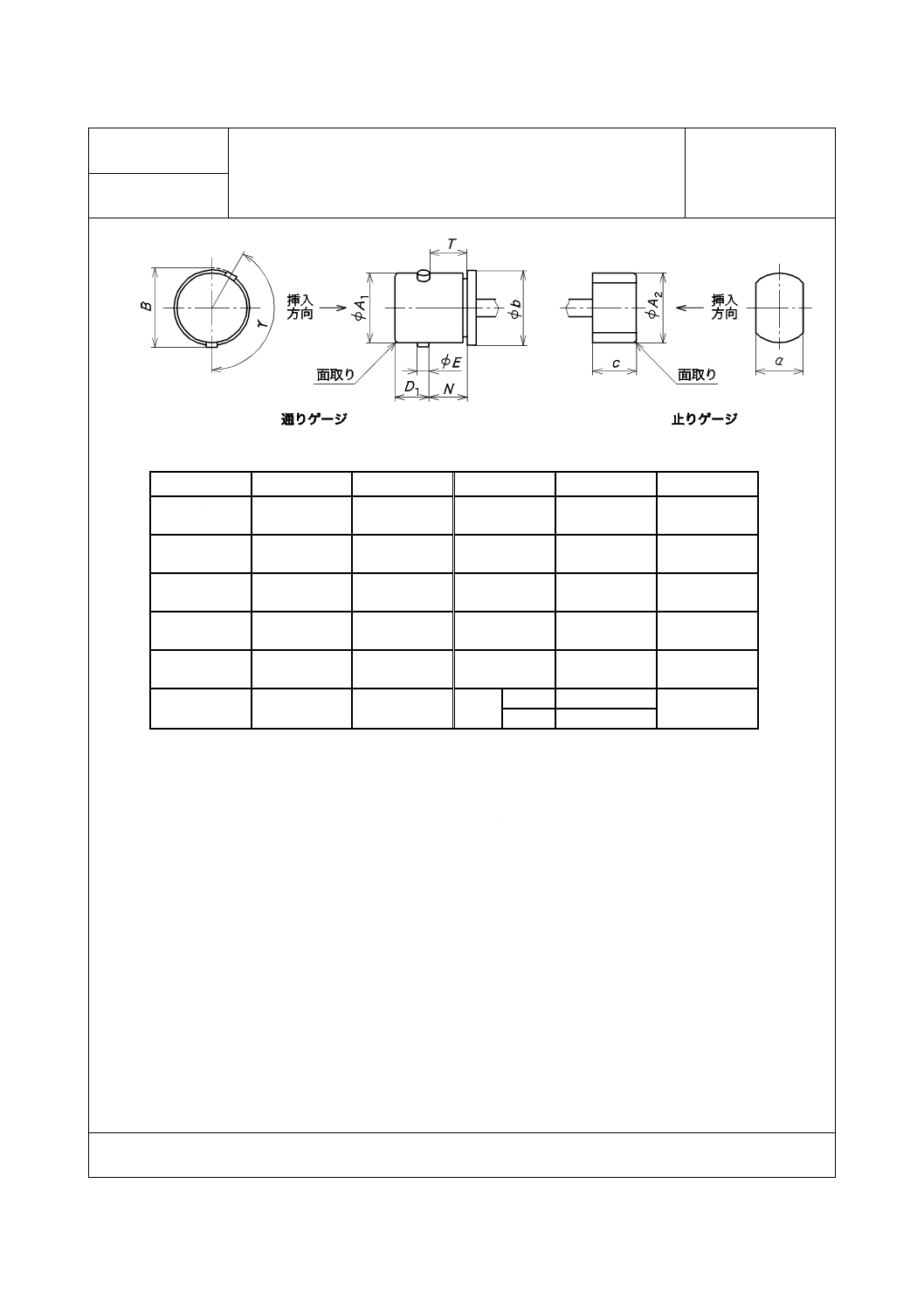
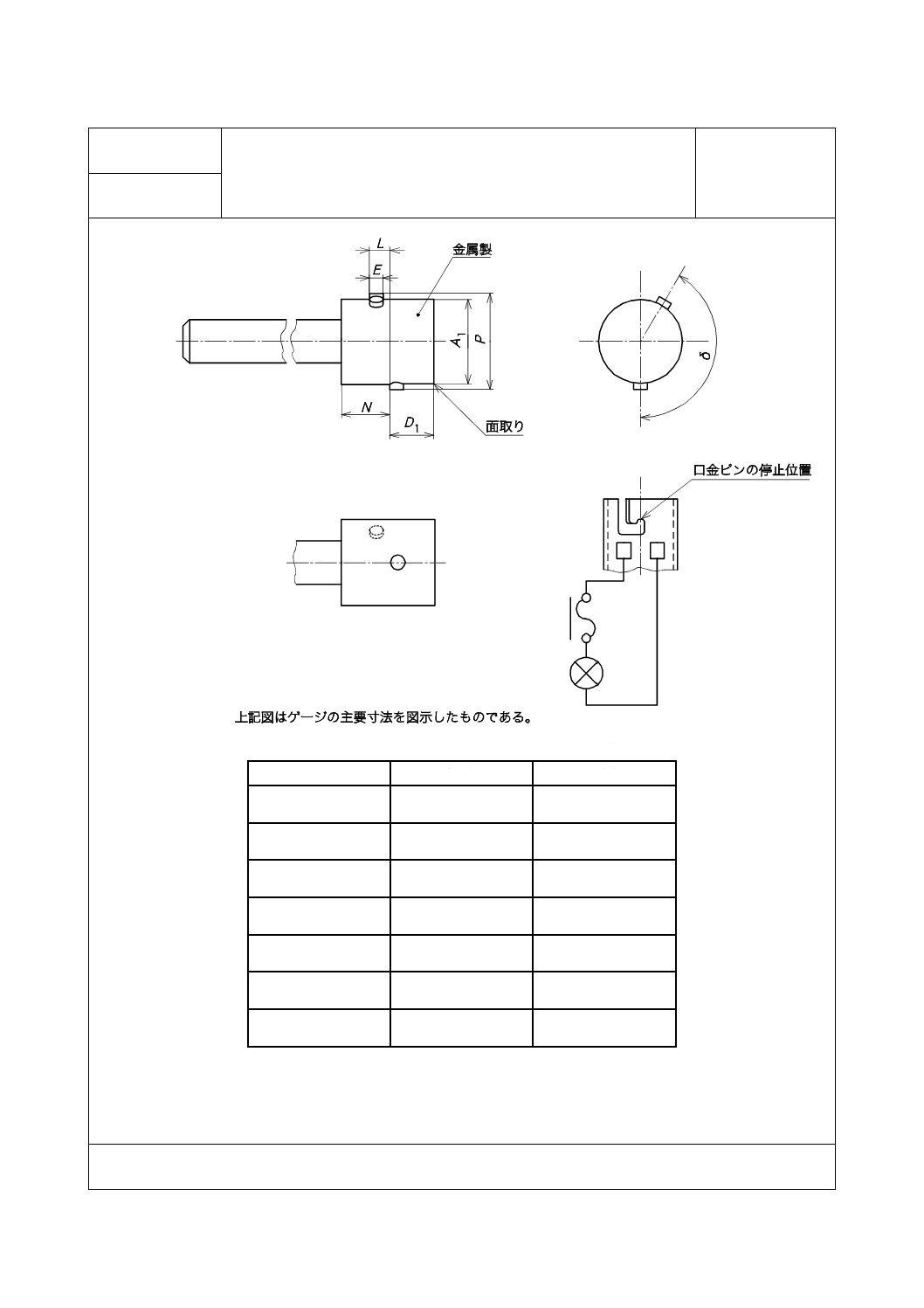
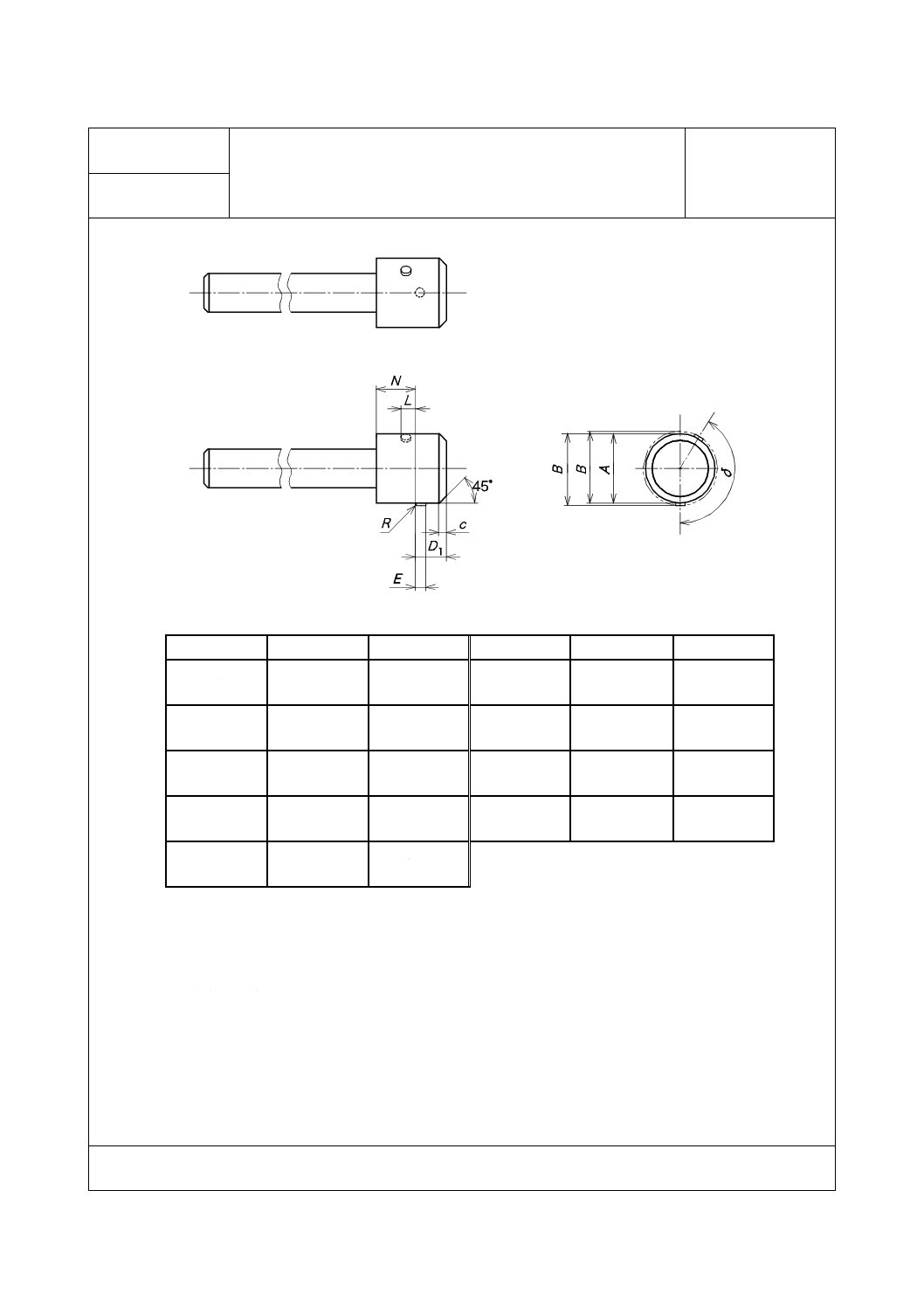
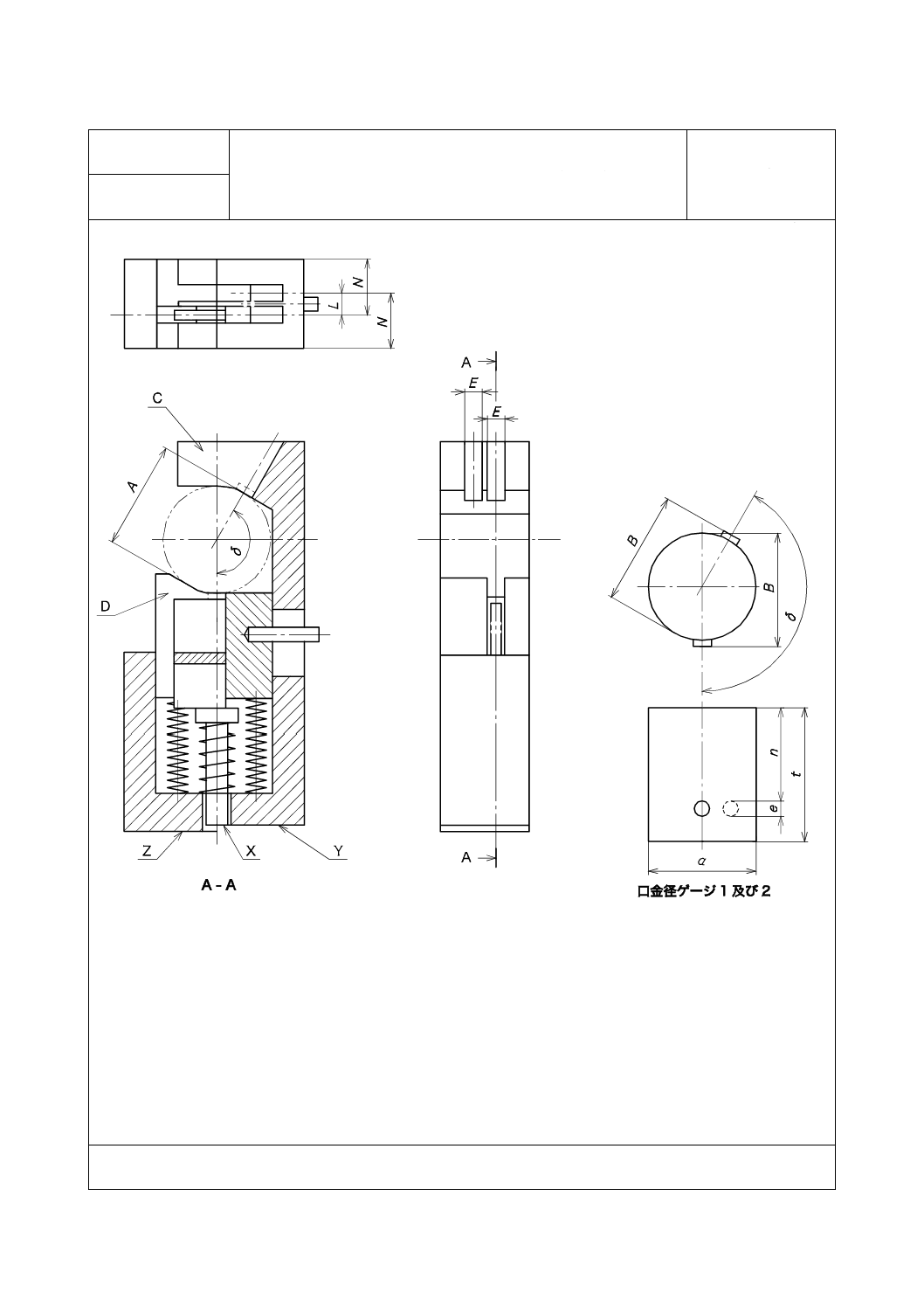
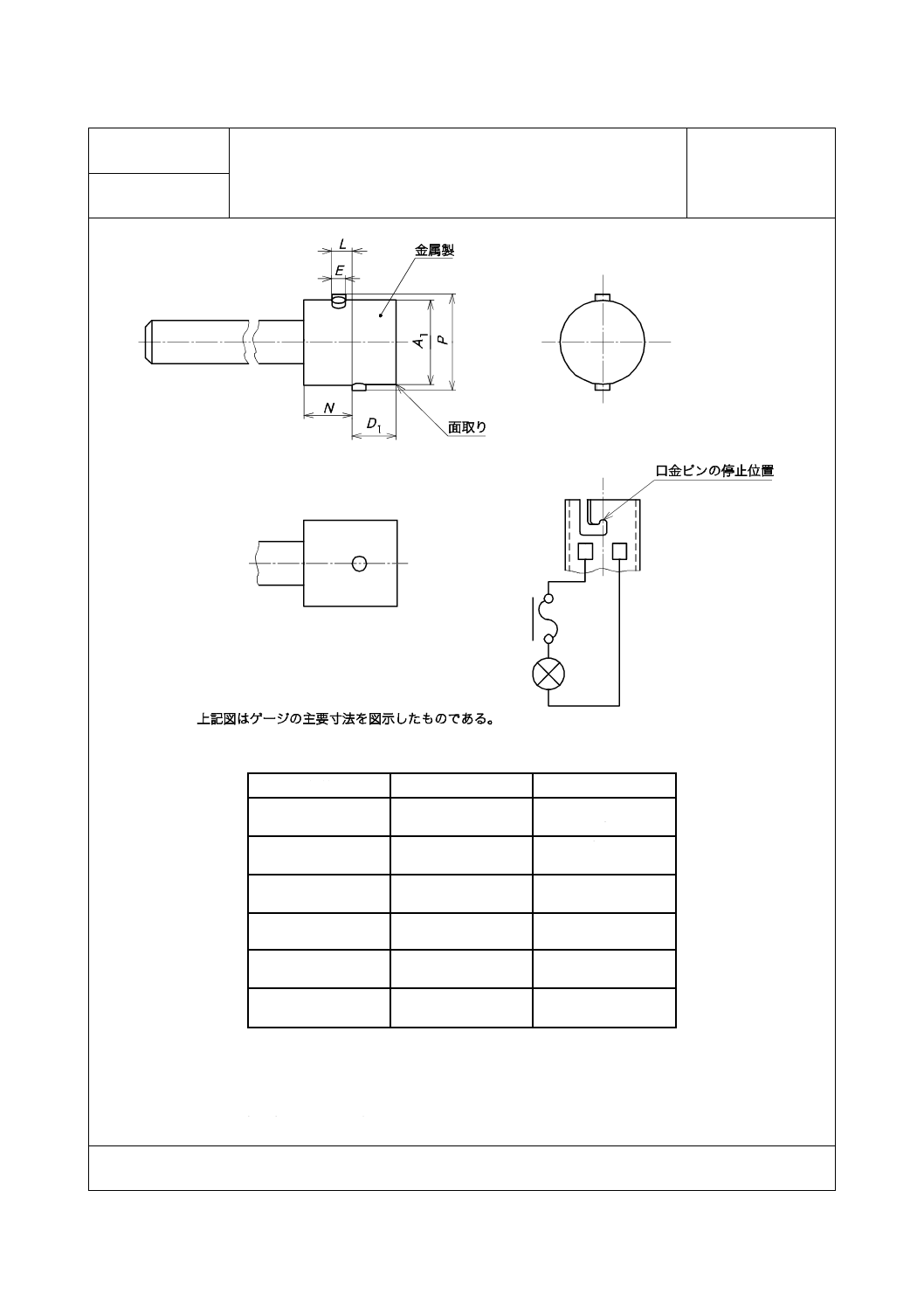
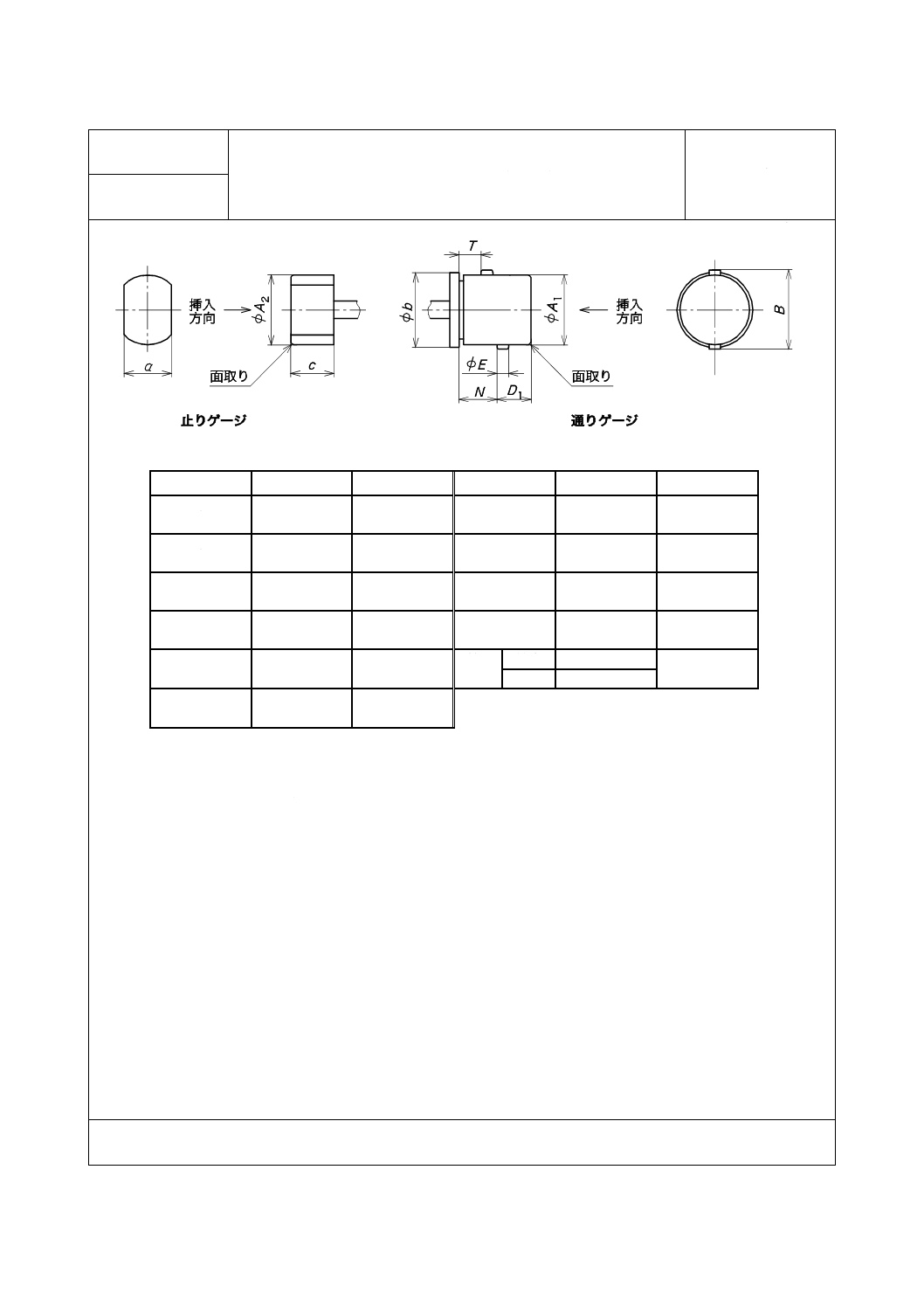
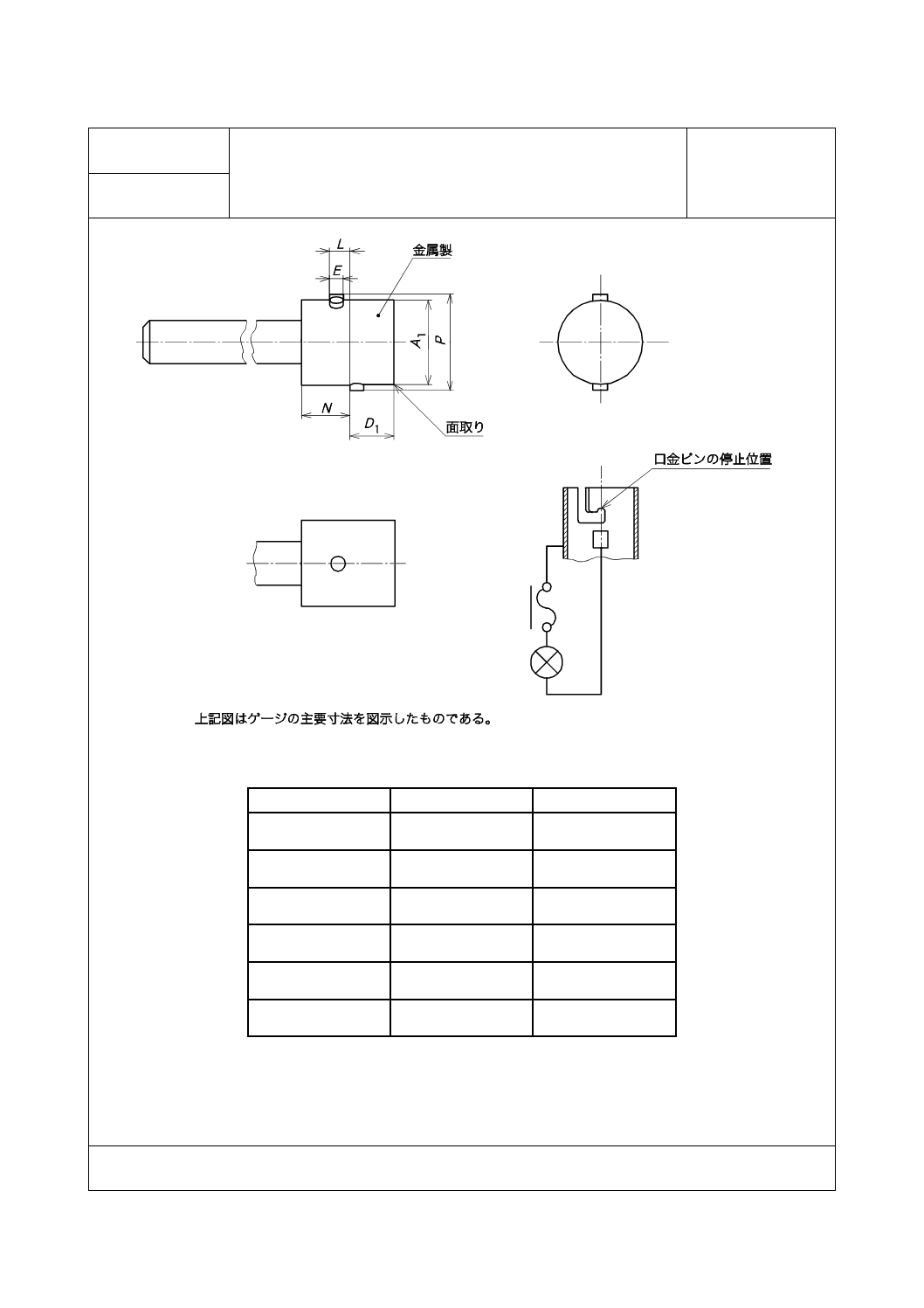
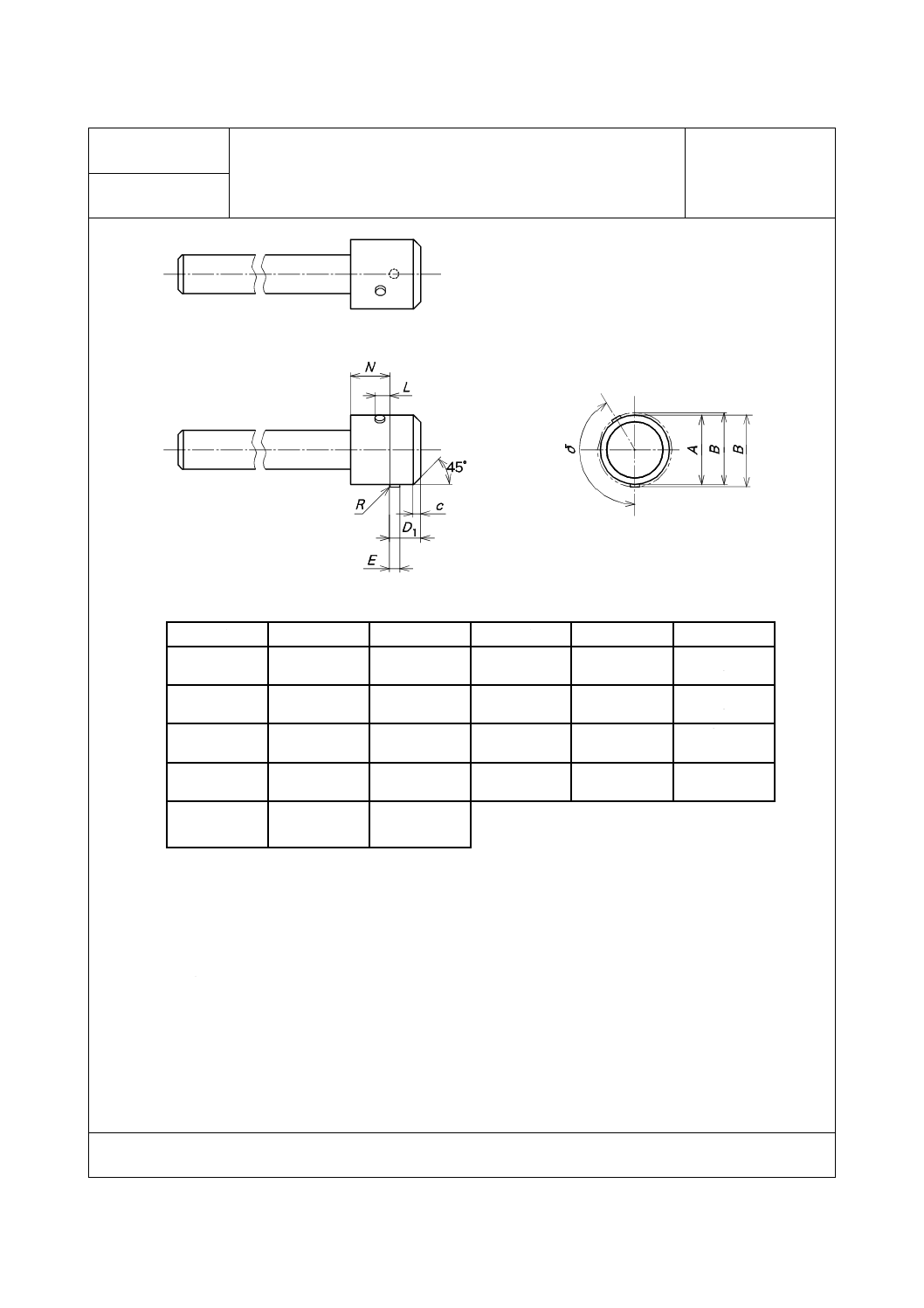
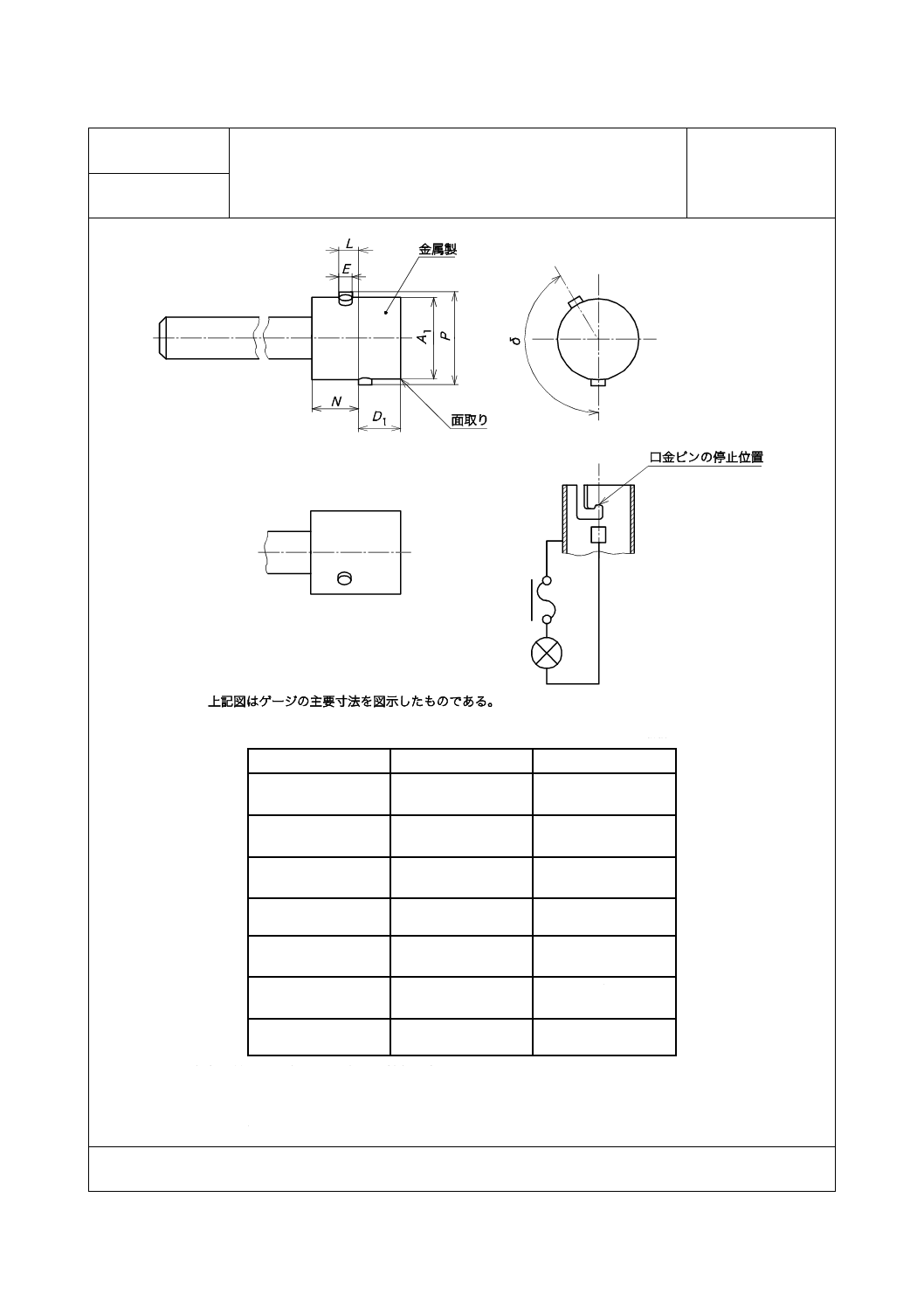
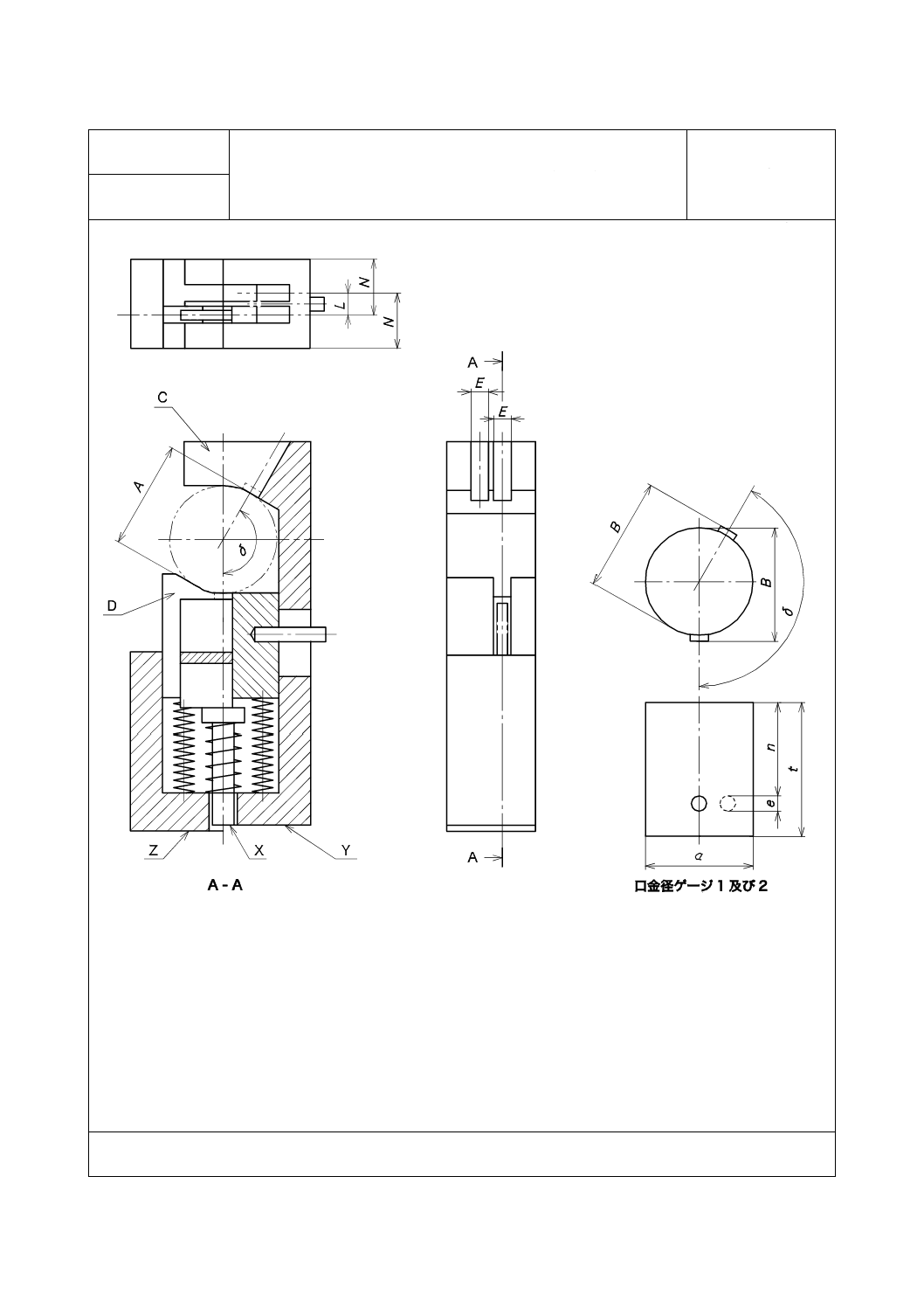
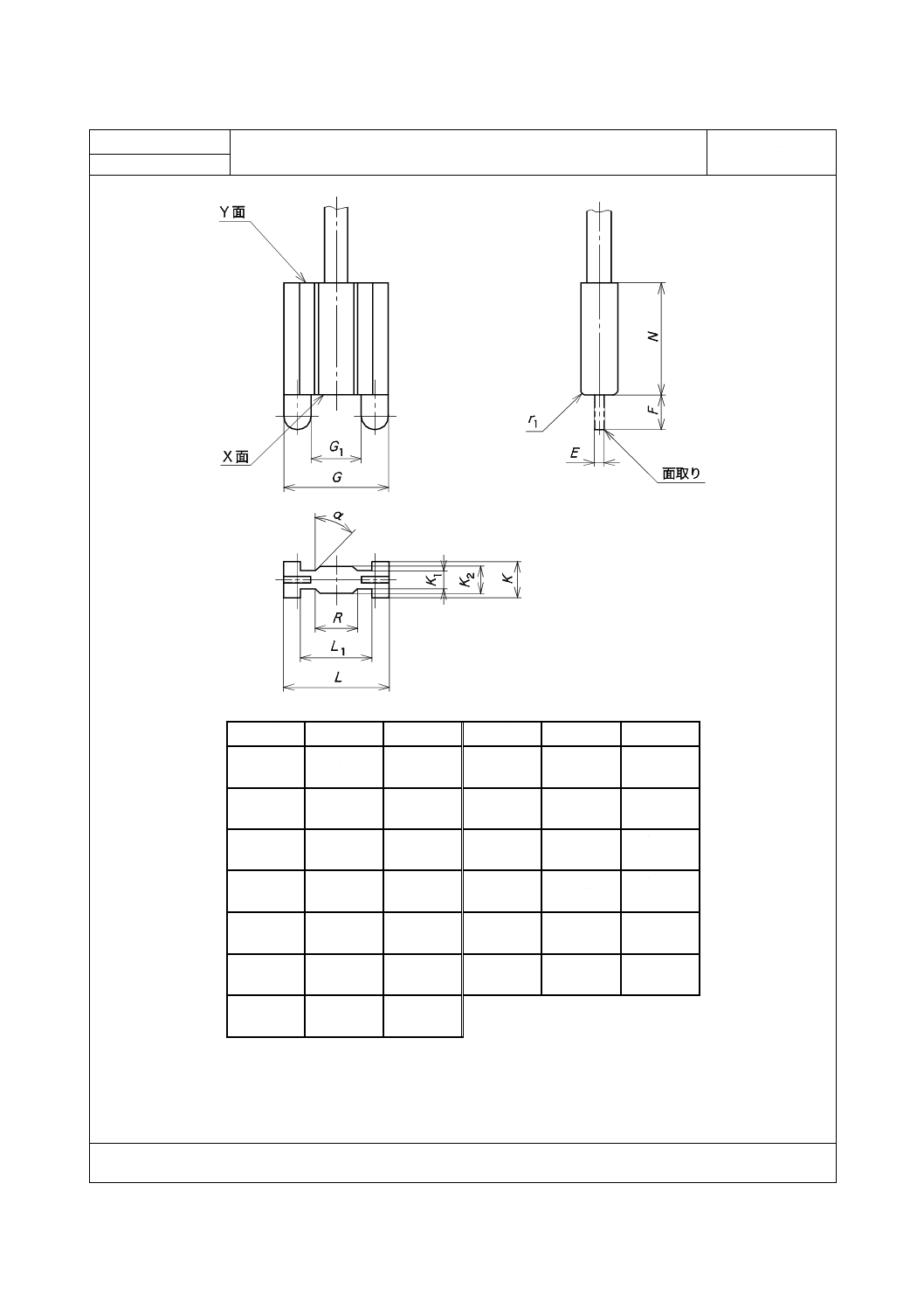
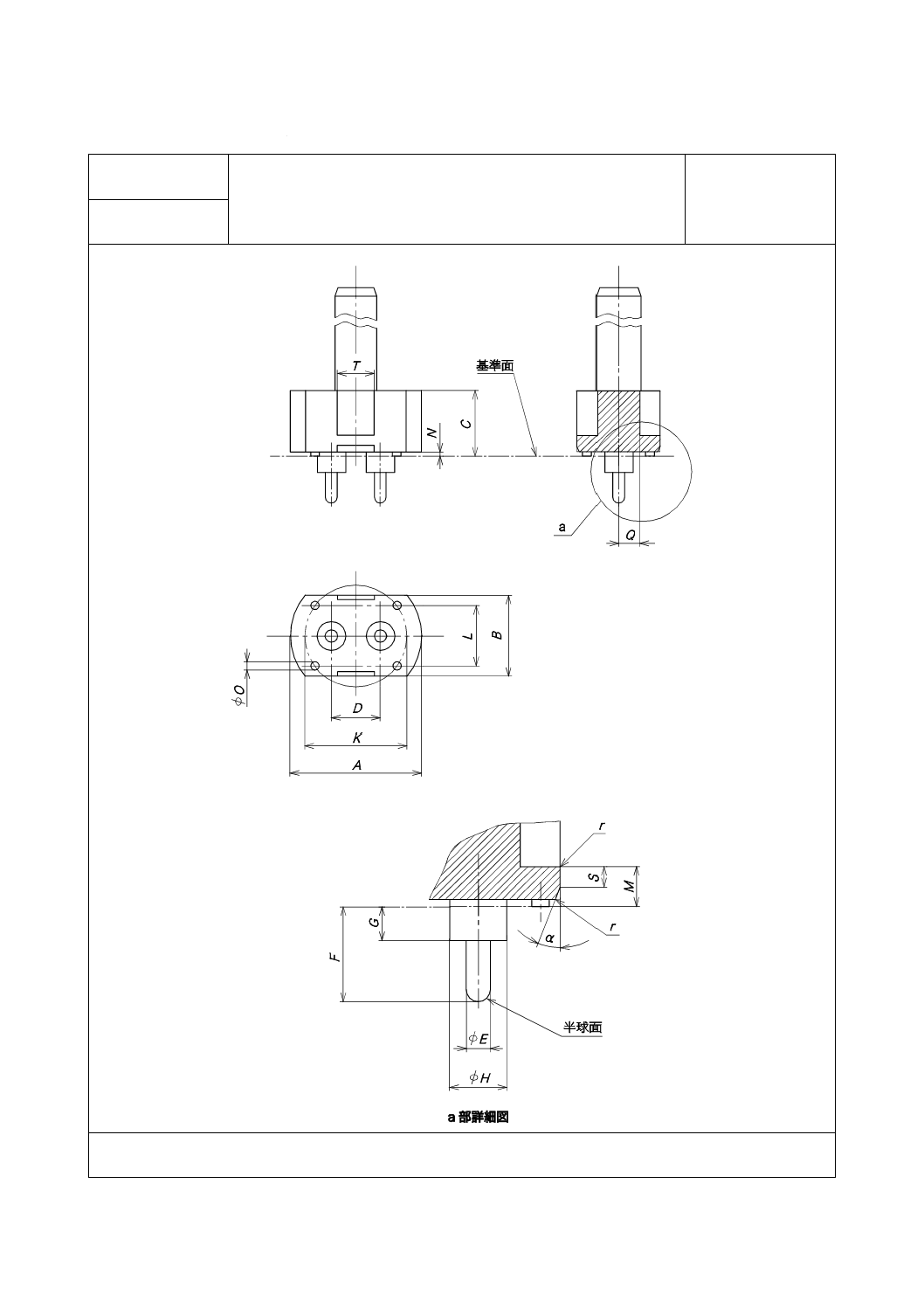
BA9s 受金におけるコンタクト検査ゲージ
ページ 1/1
第三角法
備考1. 受金内の最小寸法部位と口金との接触状態をチェックすること。
2. ゲージは真っすぐ受金に挿入すること。
ピンがそれぞれの相対する場所に止められること。
上記の状態で指示ランプが点灯すること。
単位 mm
記号
基準値
許容値
A1
9.08
+0.01
0
D1
4.28
+0.01
0
E
1.5
0
−0.01
N
5.0
+0.5
0
P
11.05
0
−0.01
3-4-4-1
12
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
13
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-5-2-1の後に,次のシートNo. 3-5-3-1, 3-5-4-1及び3-5-5-1を挿入する。
2007
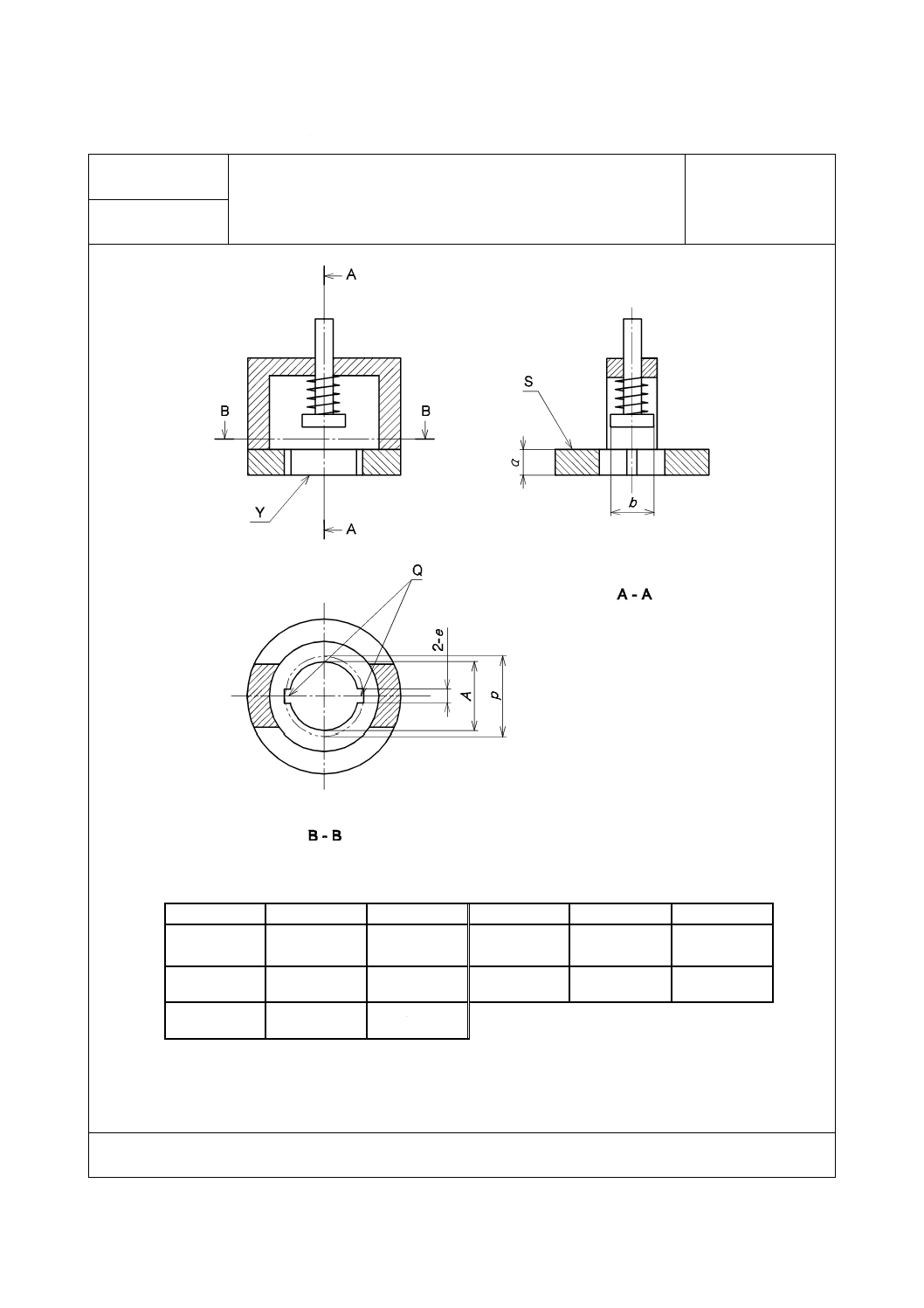
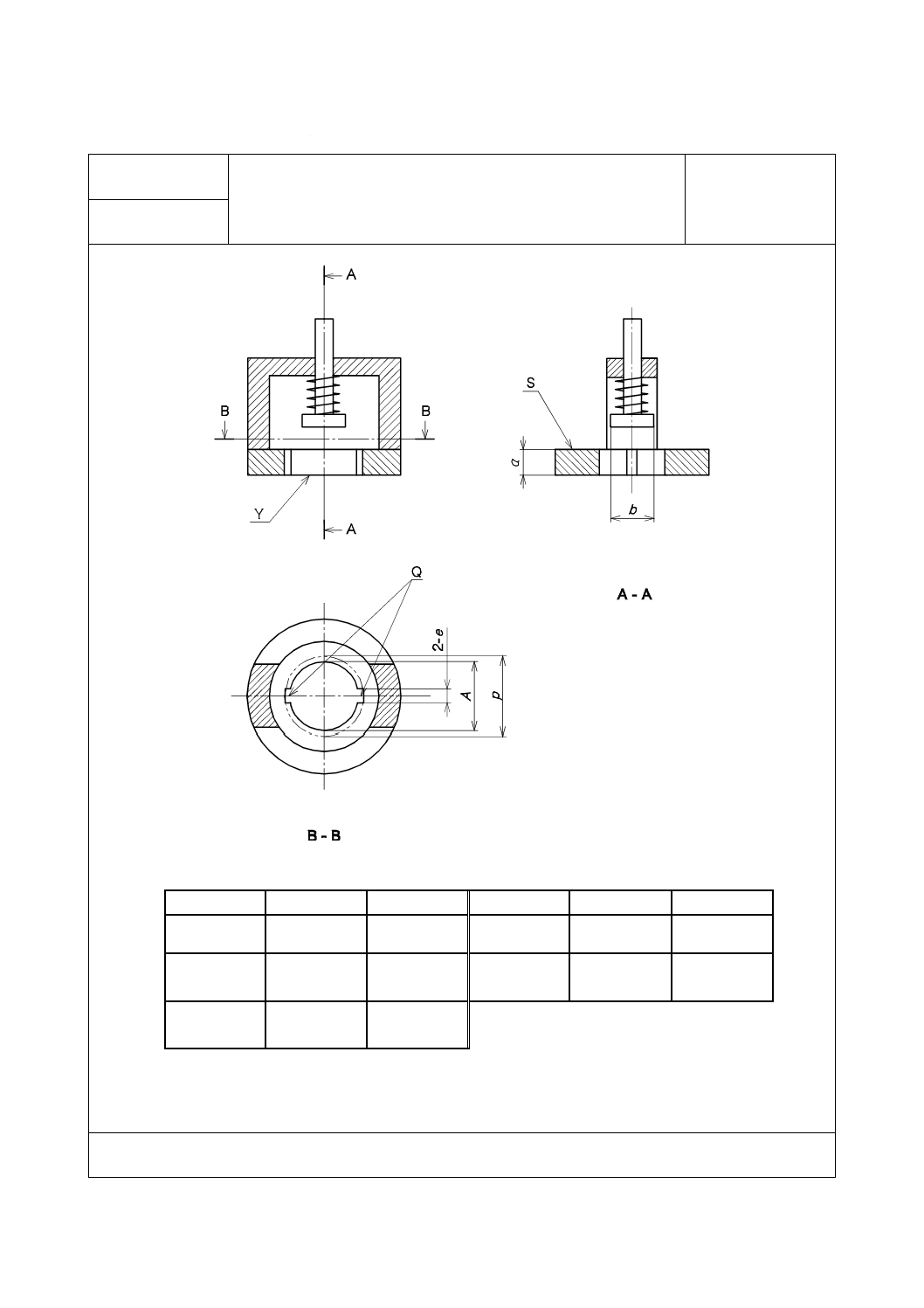
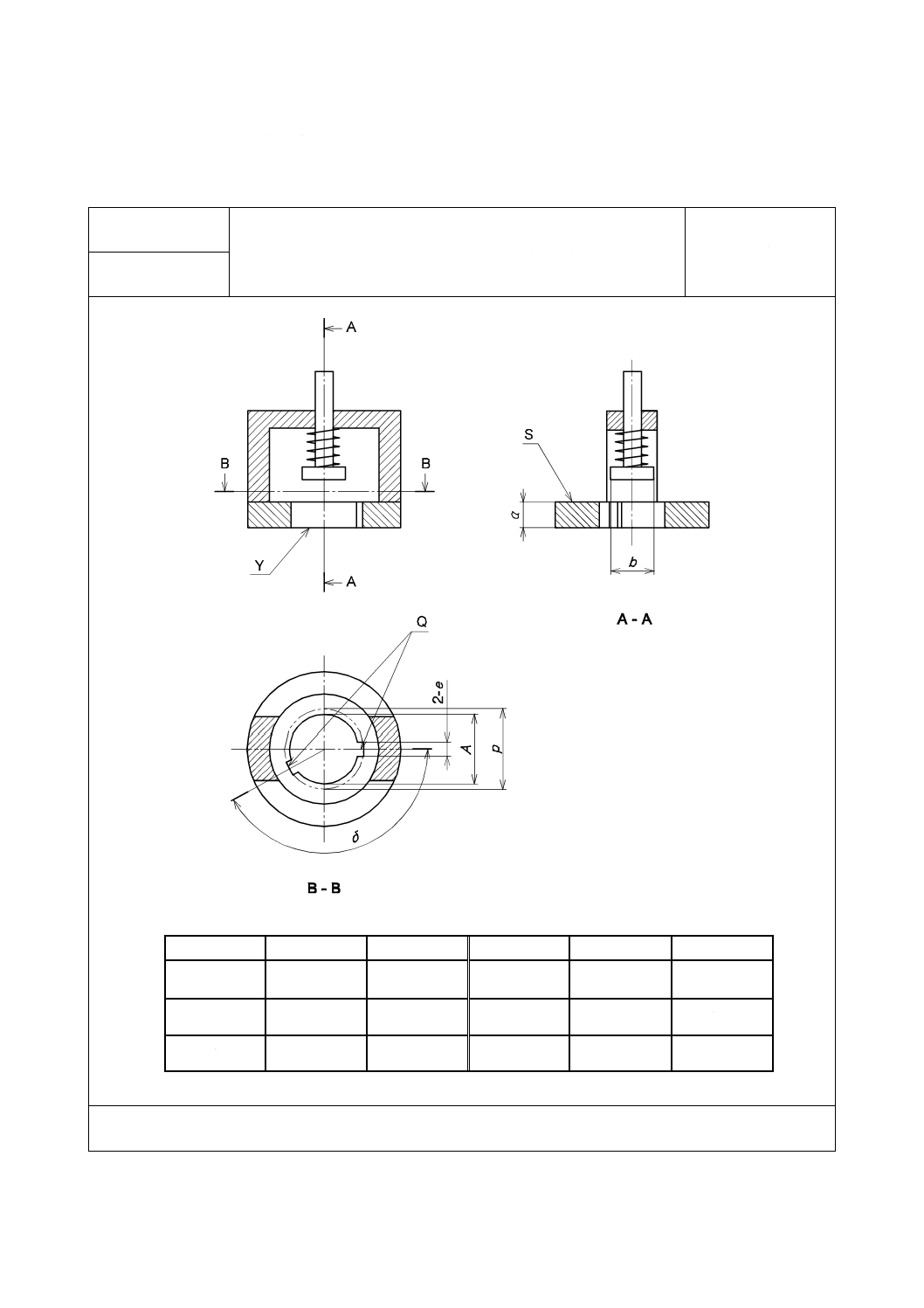
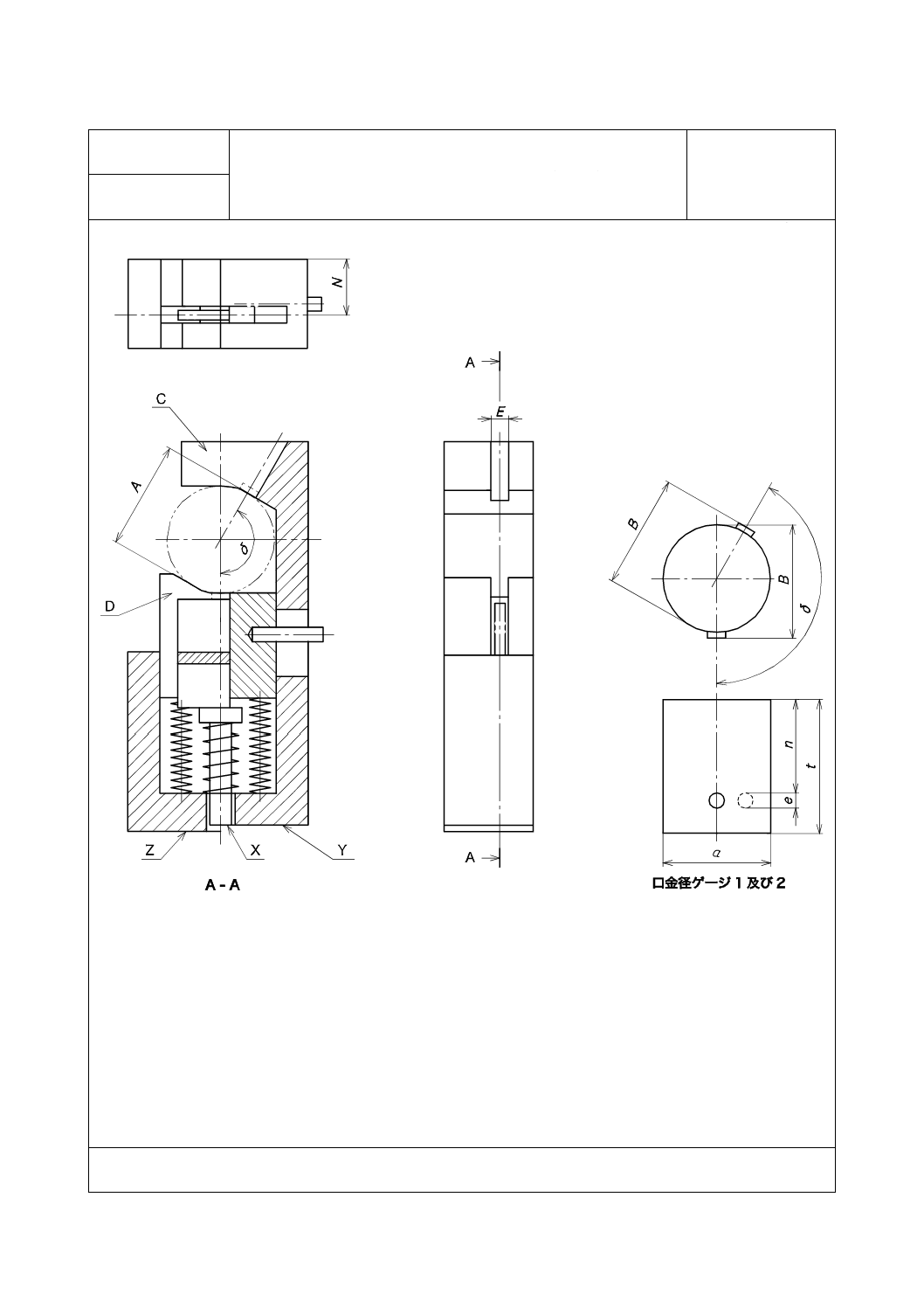
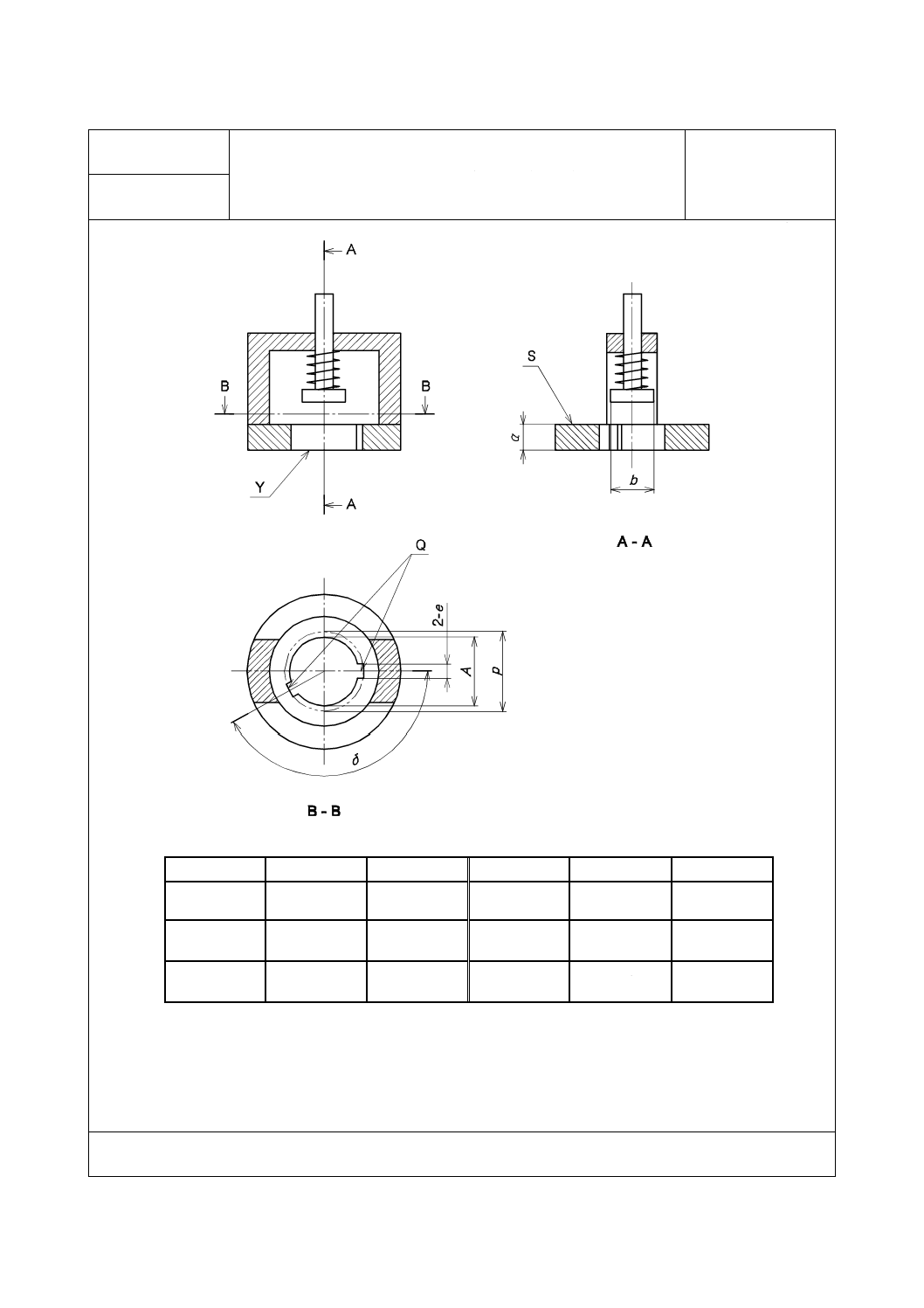
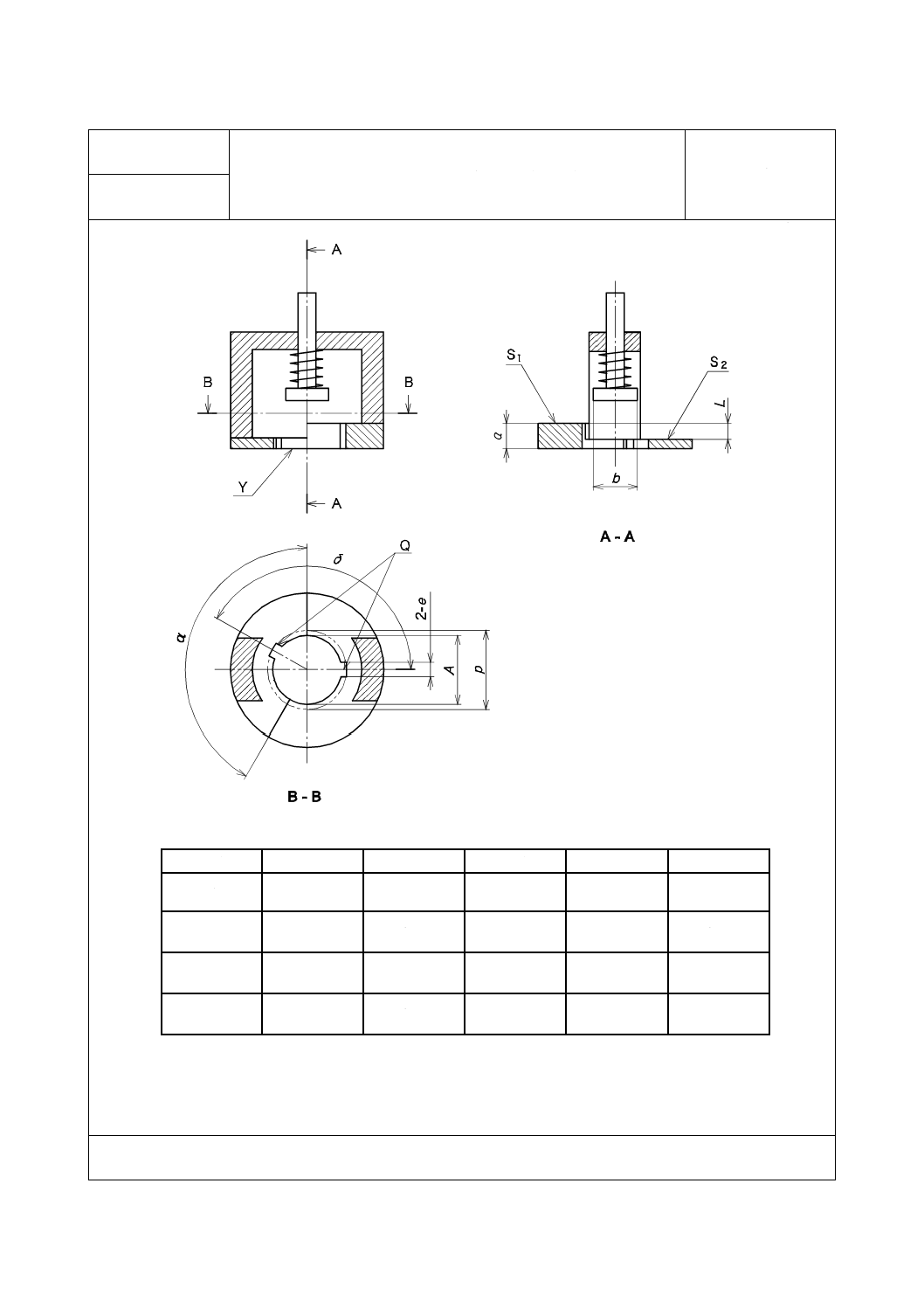
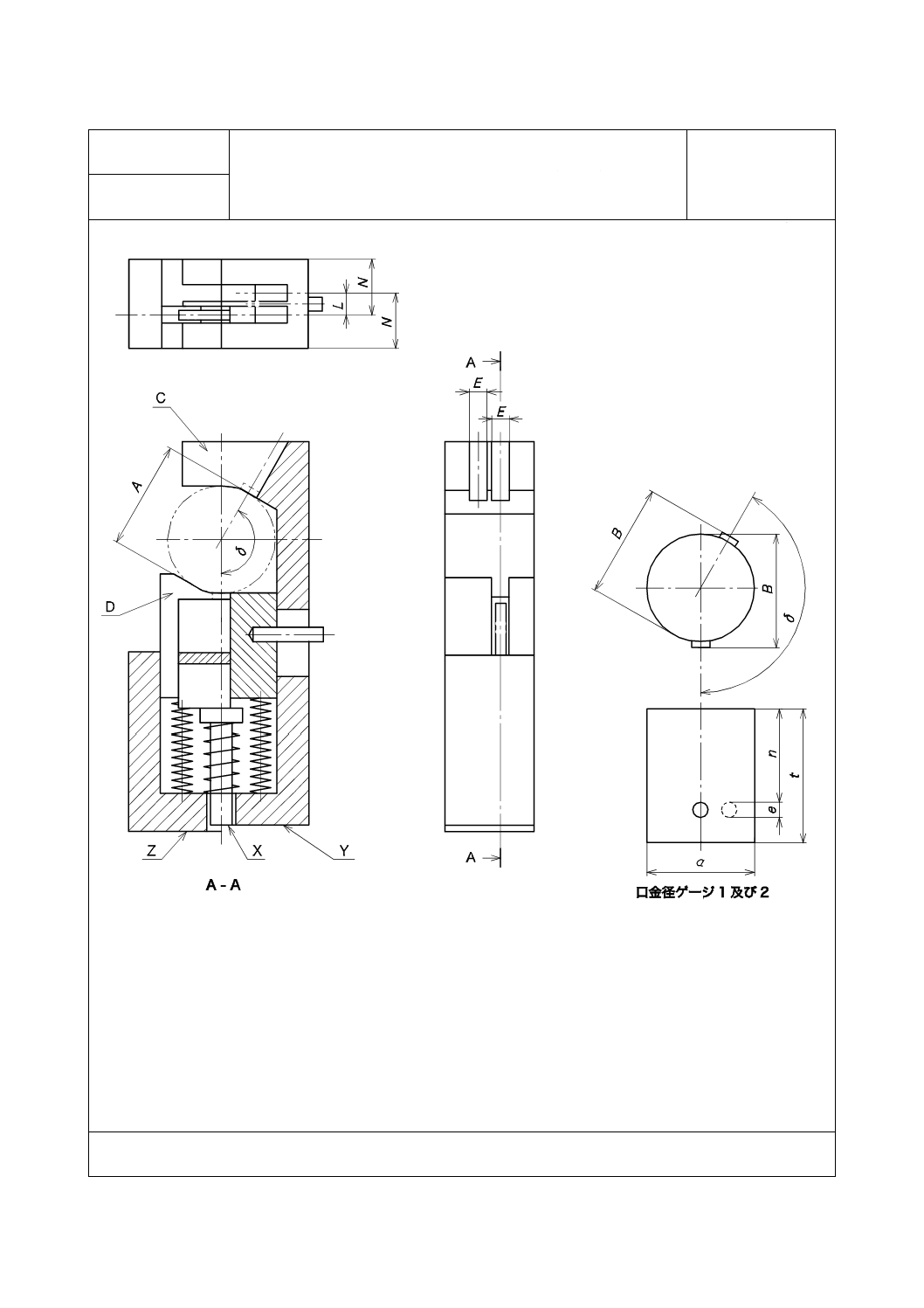
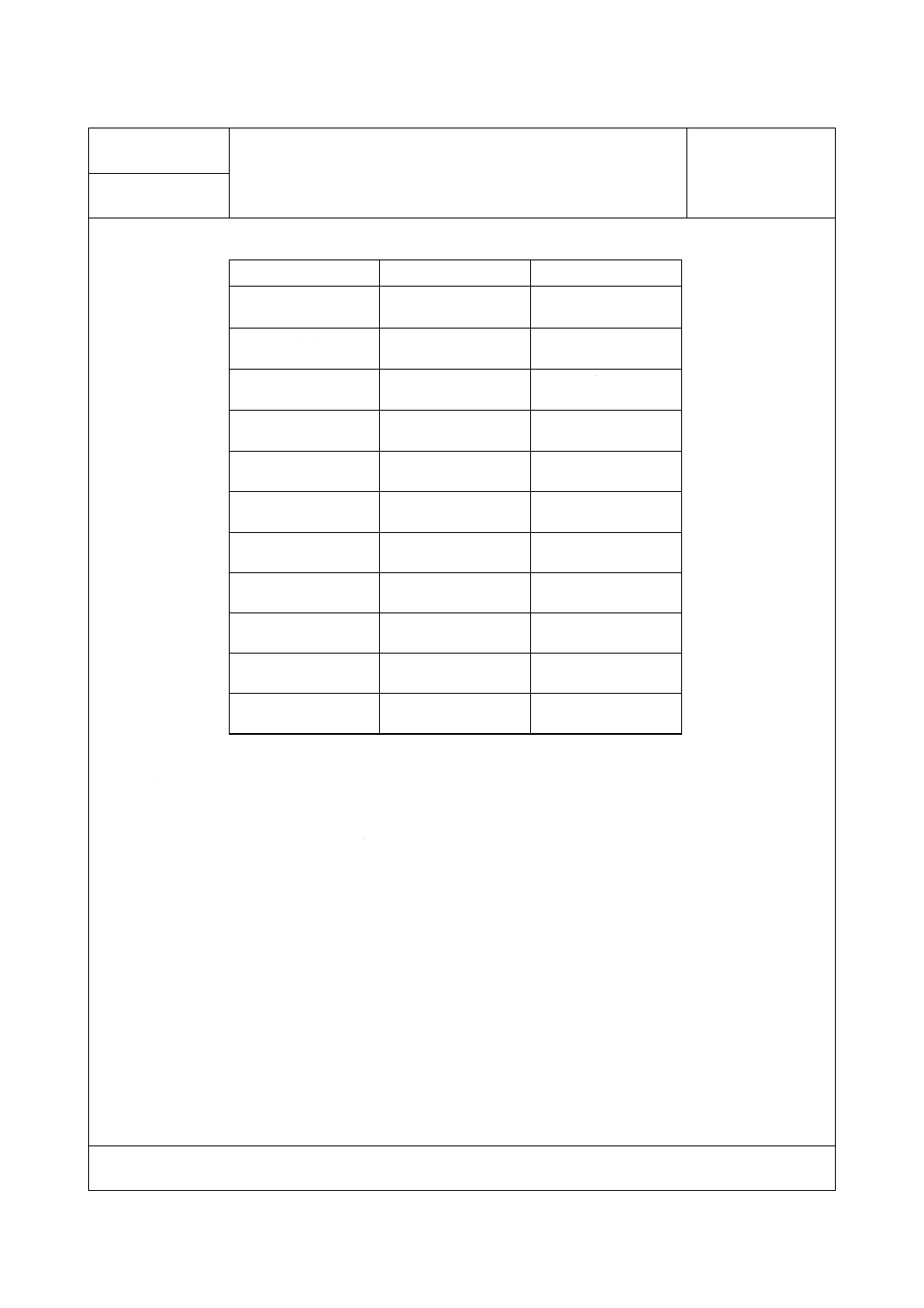
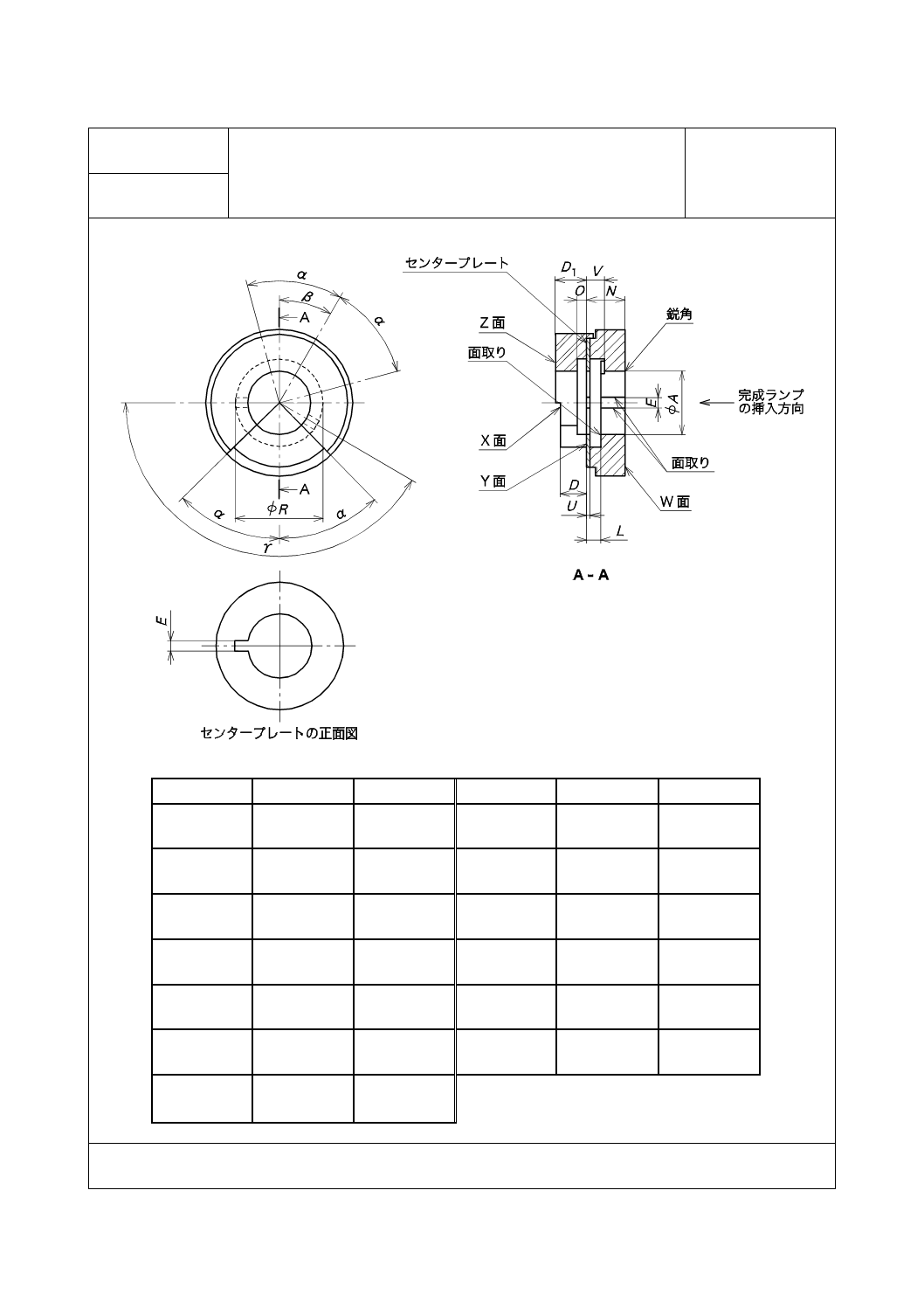
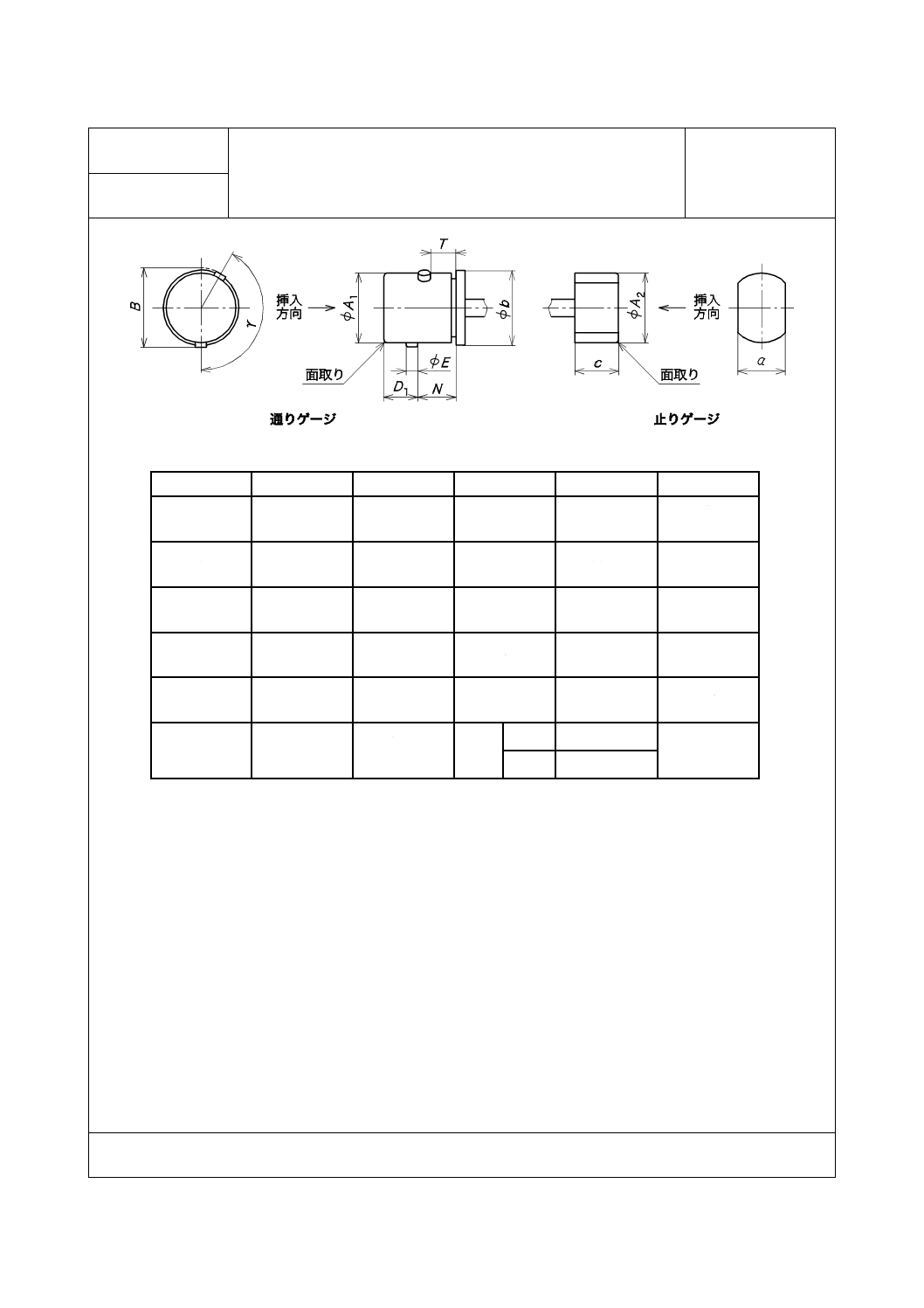
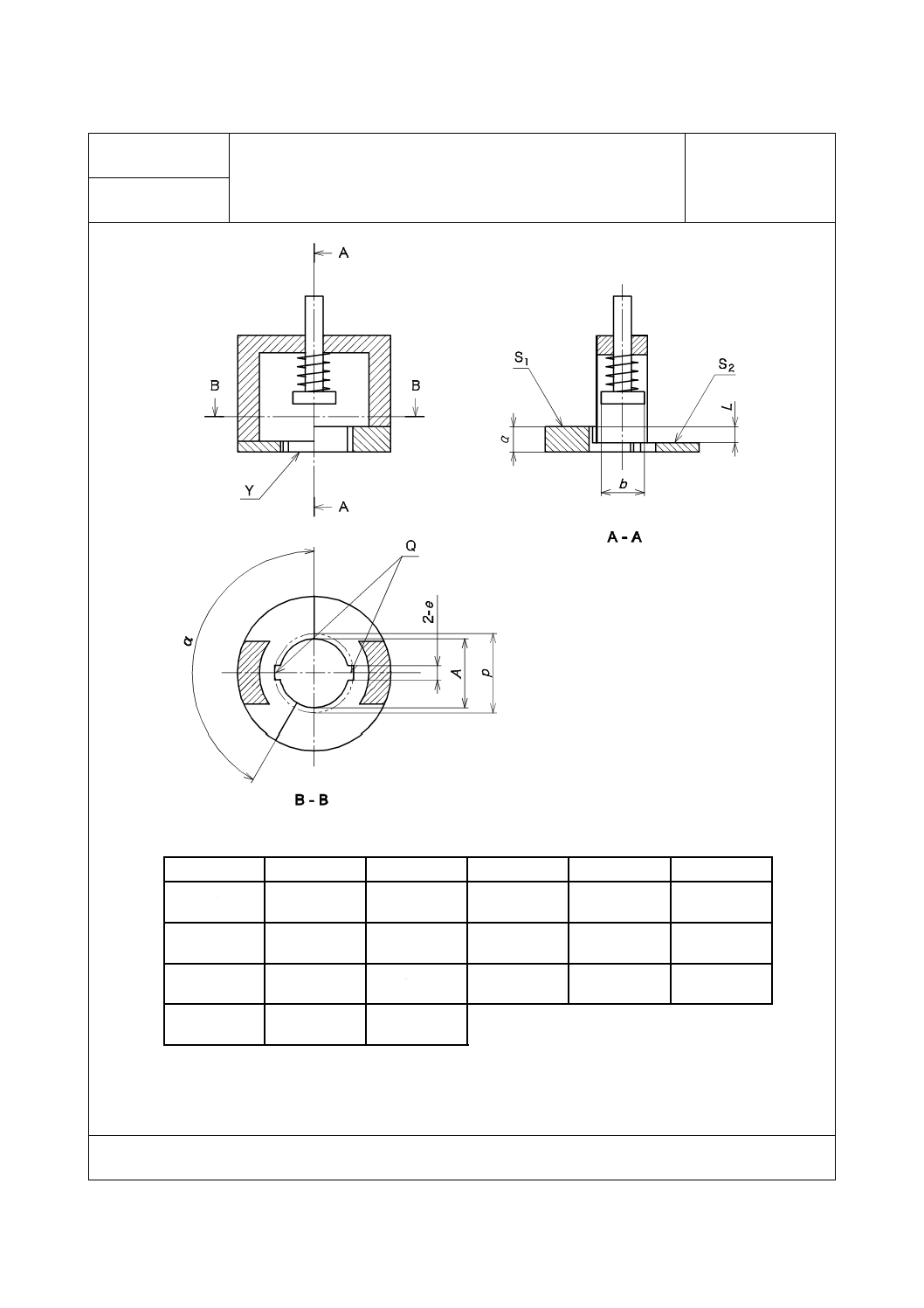
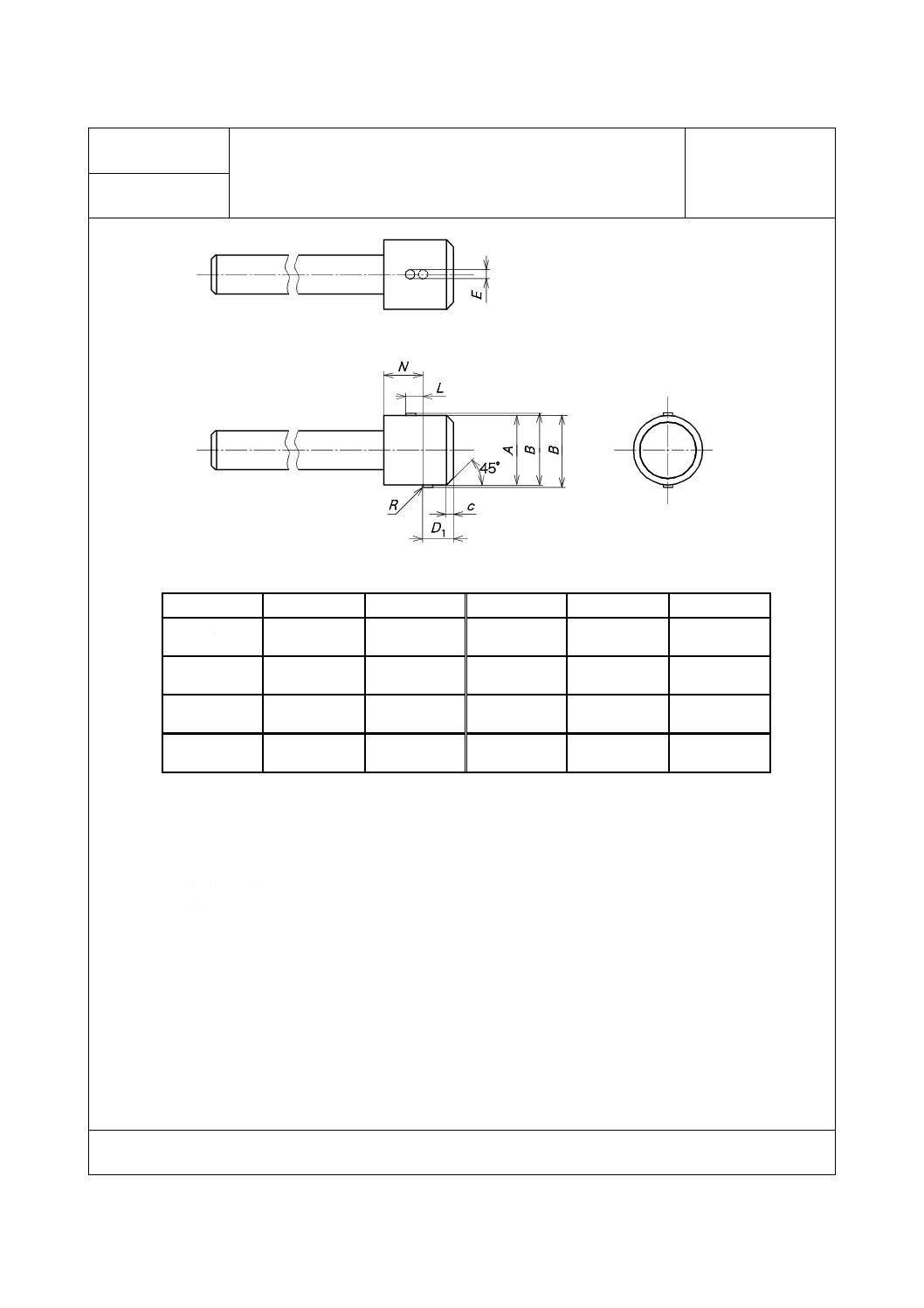
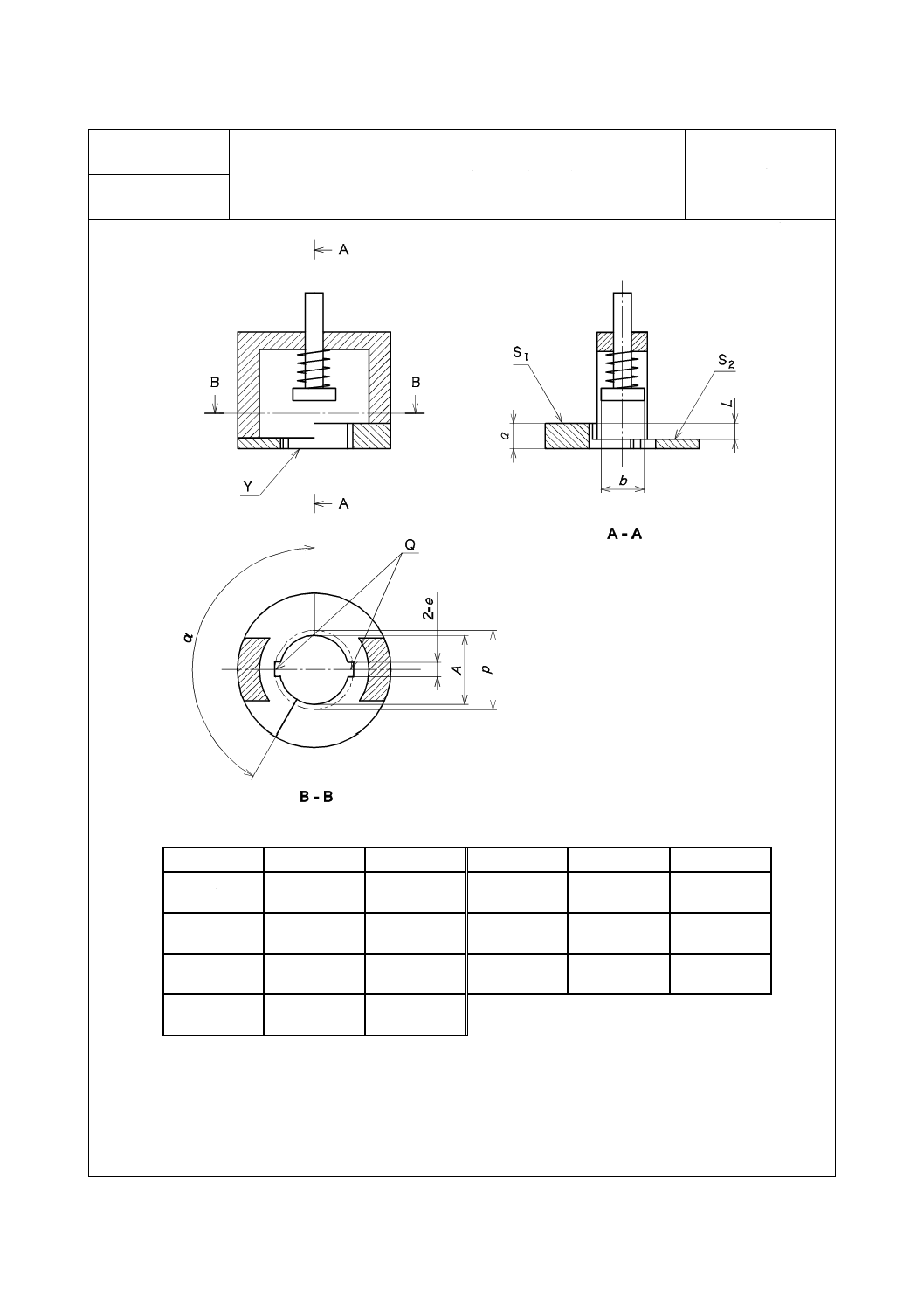
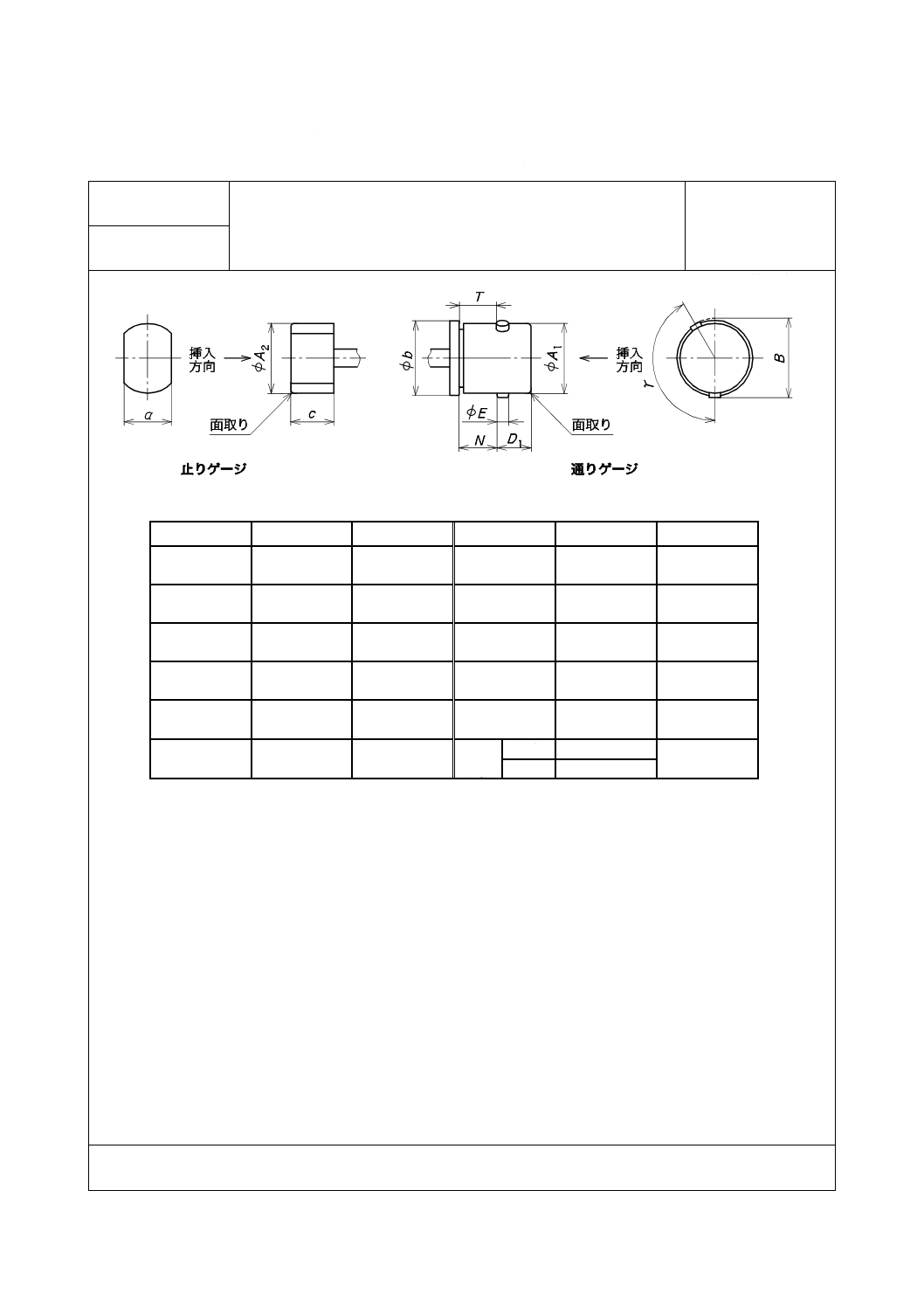
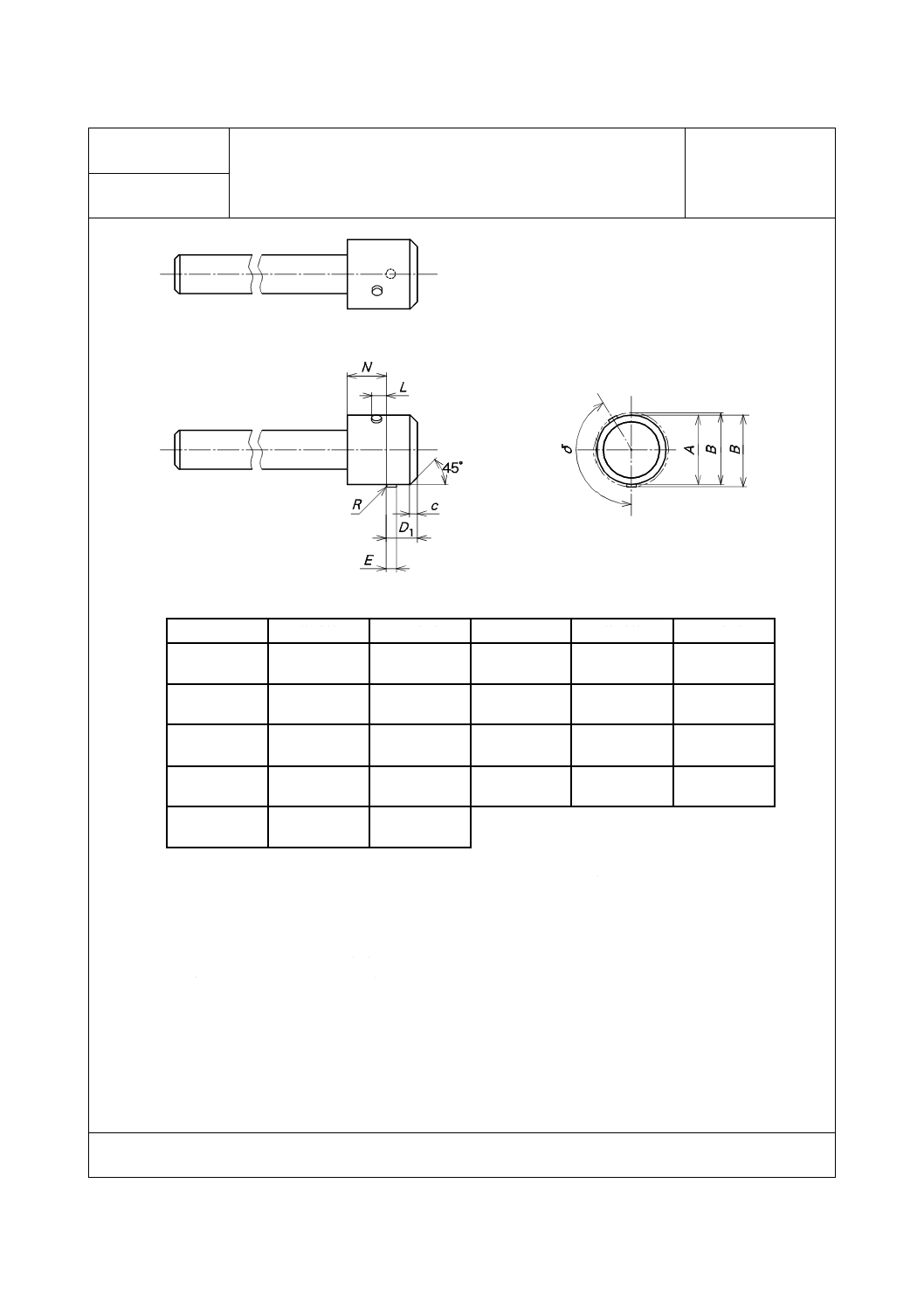
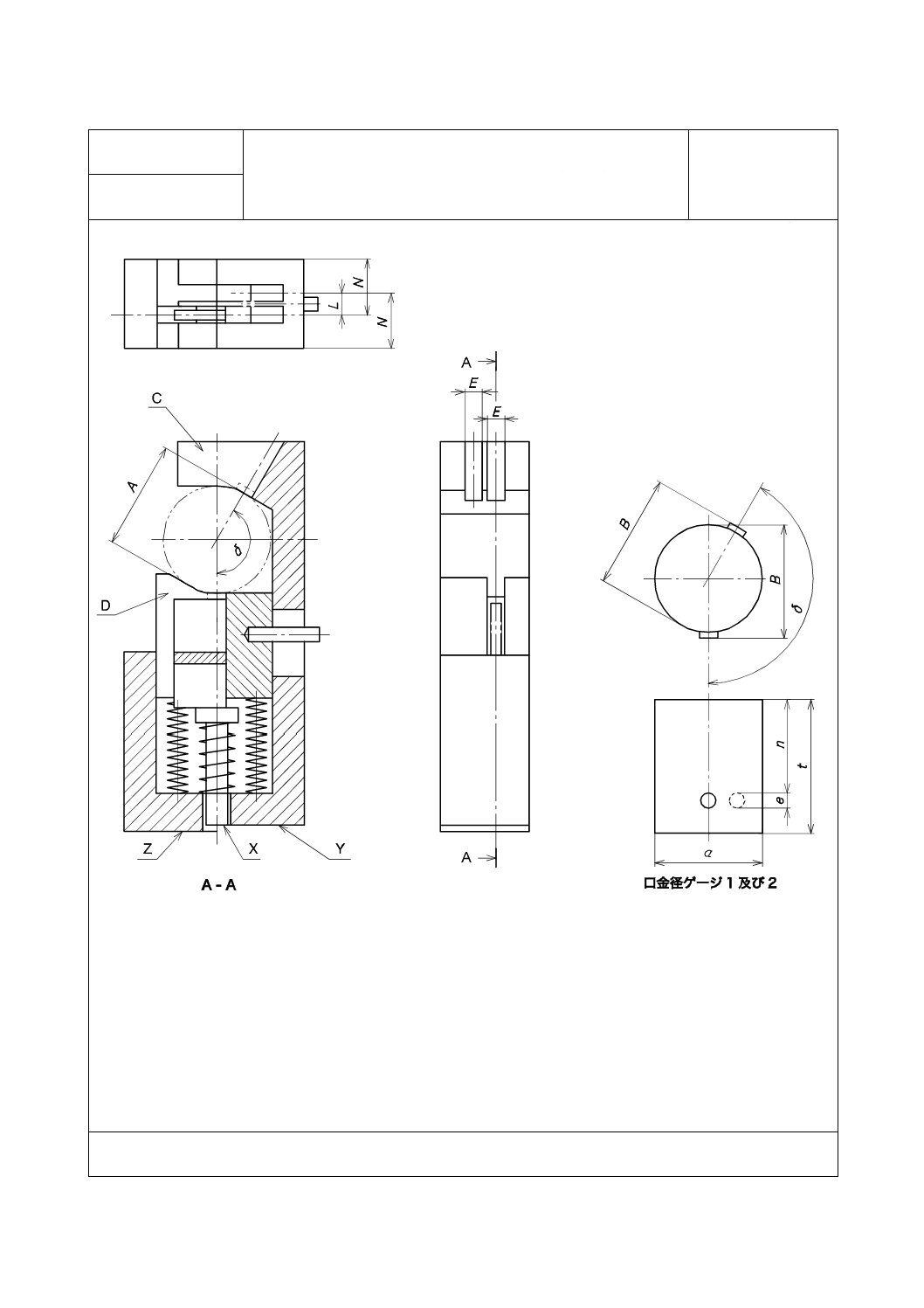
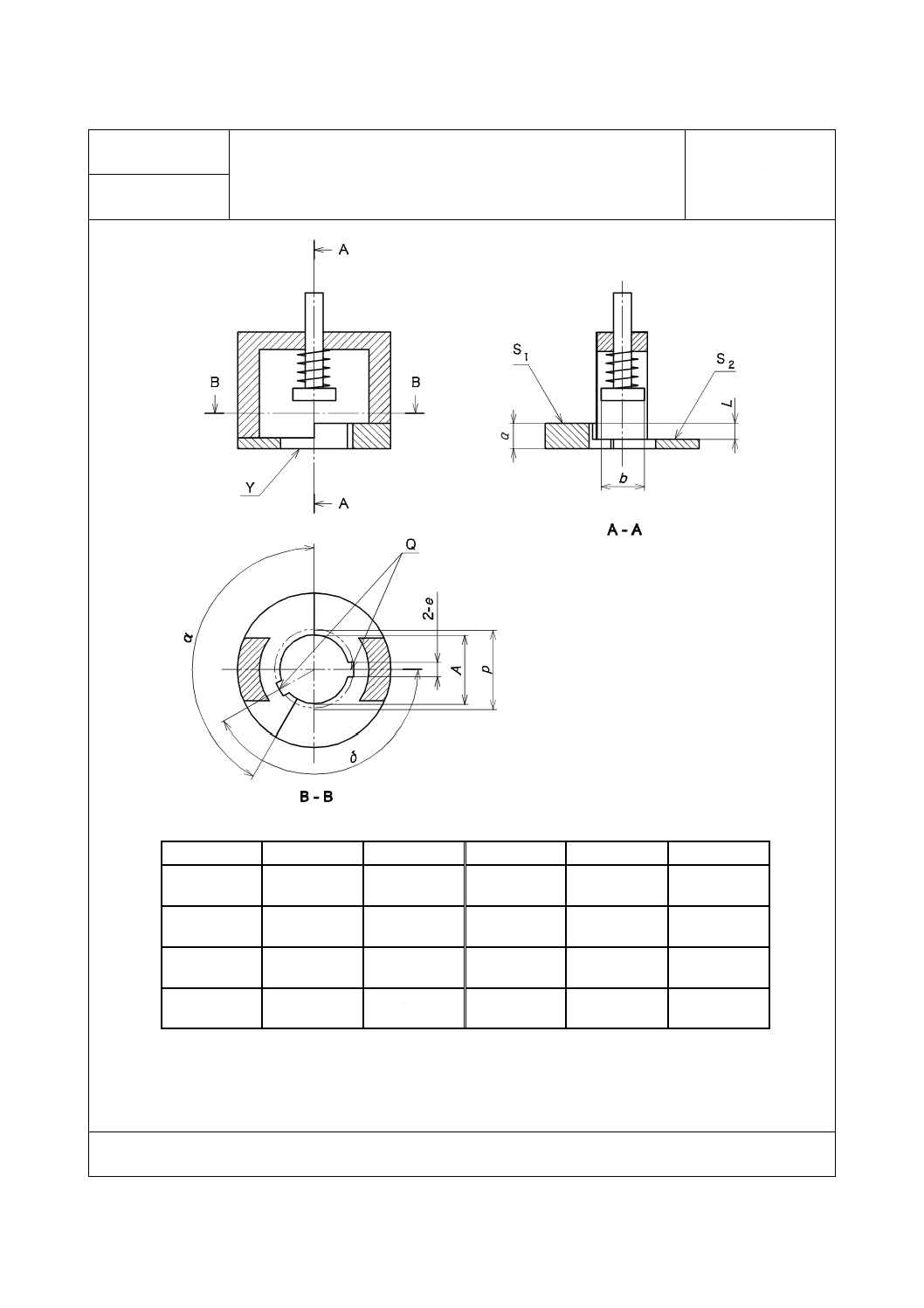
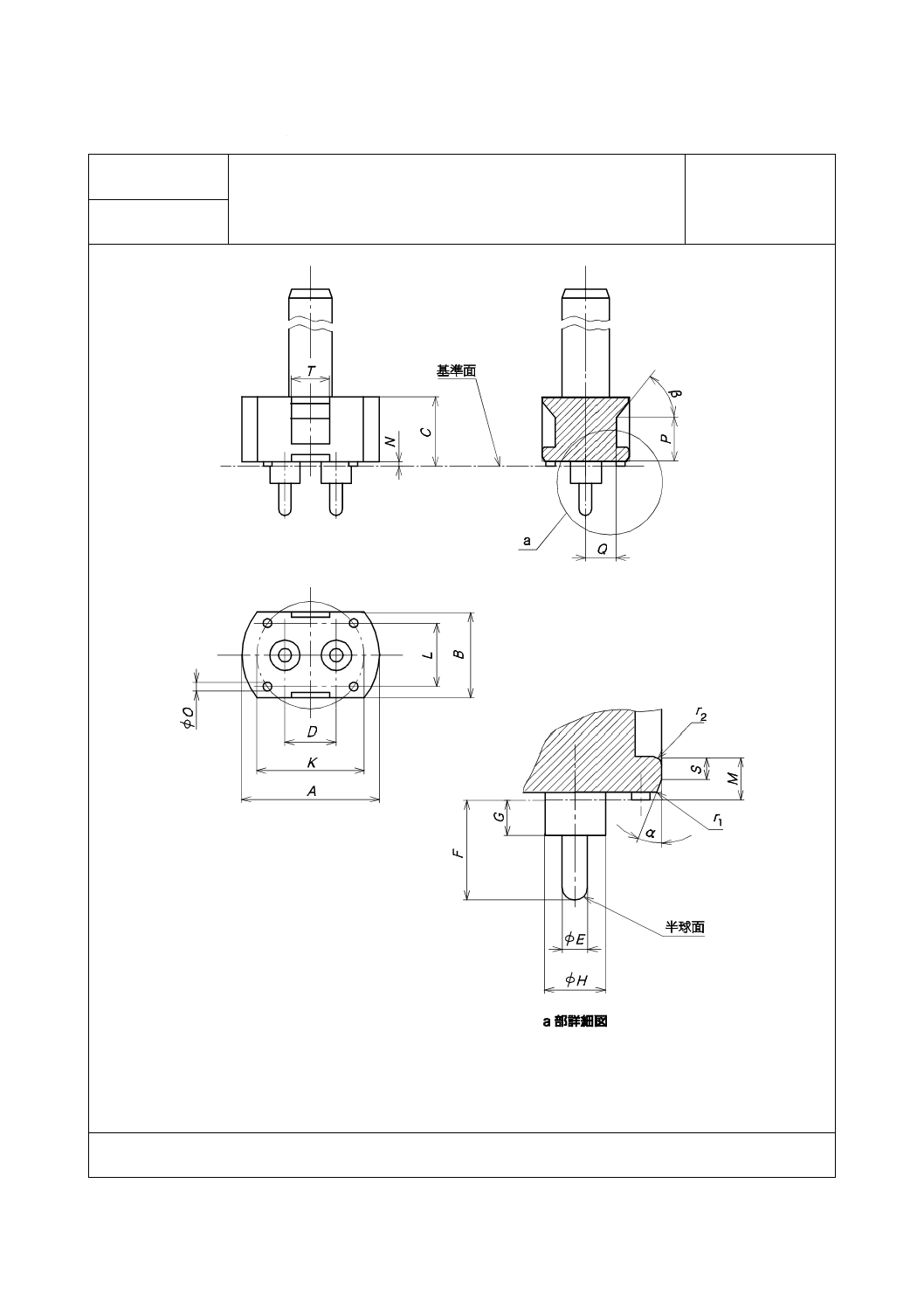
BA15s 口金保持ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.50
+0.02
0
e
3
±0.1
a
5.5
±0.1
P
18
±0.1
b
10
±0.1
3-5-3-1
14
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BA15s 口金保持ゲージ
ページ 2/2
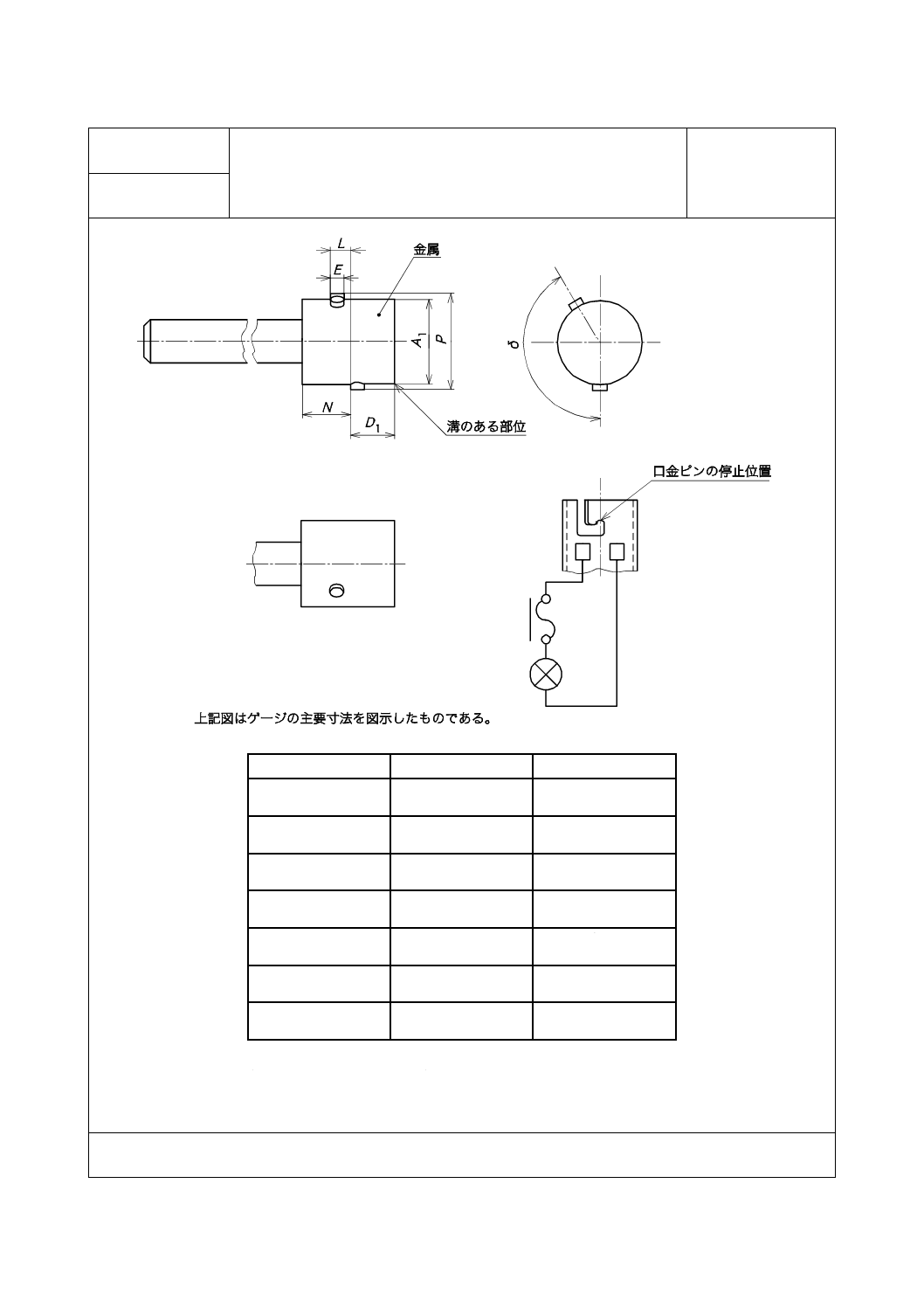
備考1. 口金の保持を検査する。
2. 口金はピンが溝Qを通り抜けるまで開口部Yに挿入する。
口金を小さい角度で回転させた後,ピンの少なくとも1本が表面 Sで接触するように,プランジャー
によって押されていること。
この位置で,ばね力は10 Nであること。また,口金は口金とゲージとの間のどんなすき間にもかかわ
らず,ゲージによって保持されること。
3-5-3-1
15
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
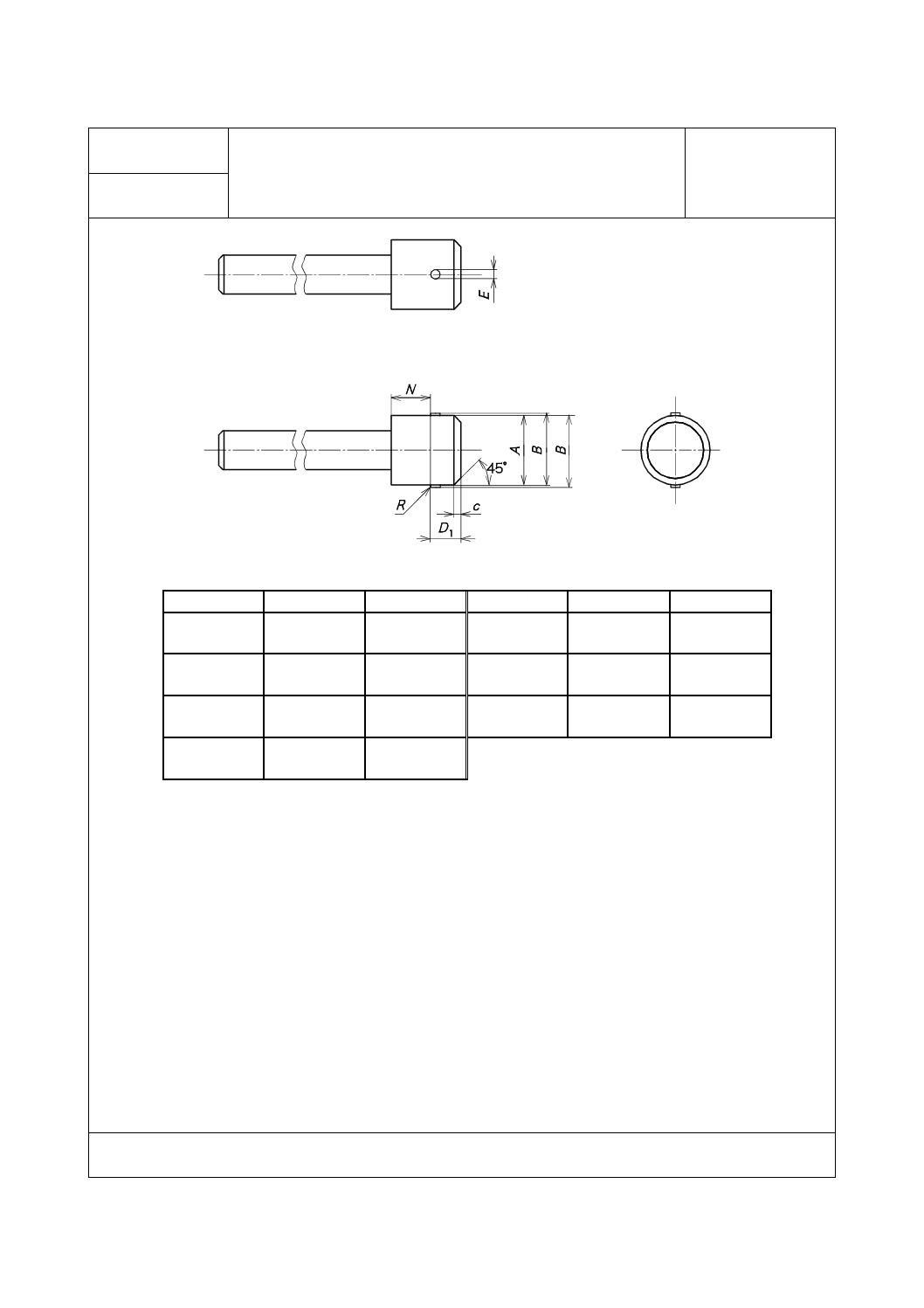
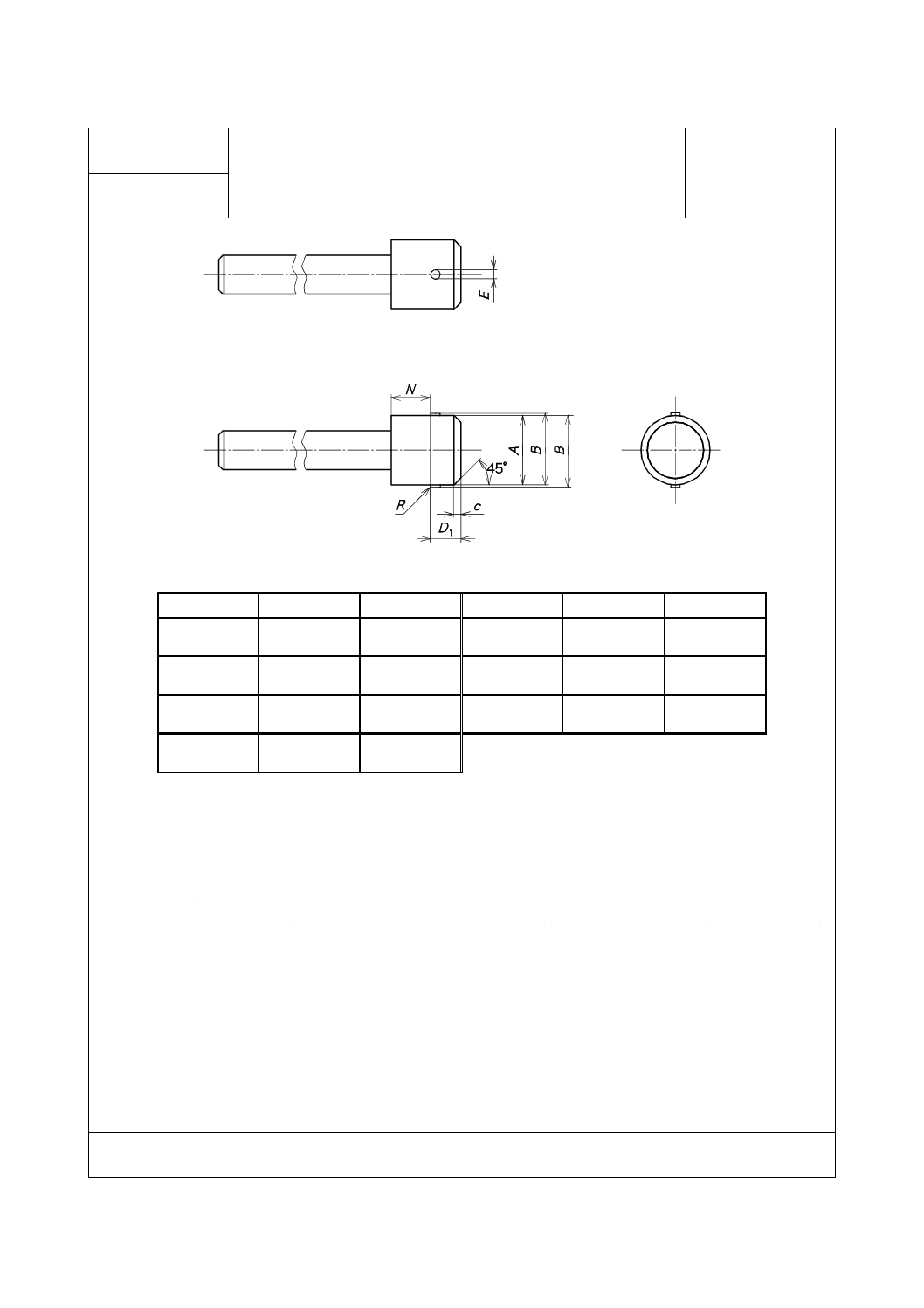
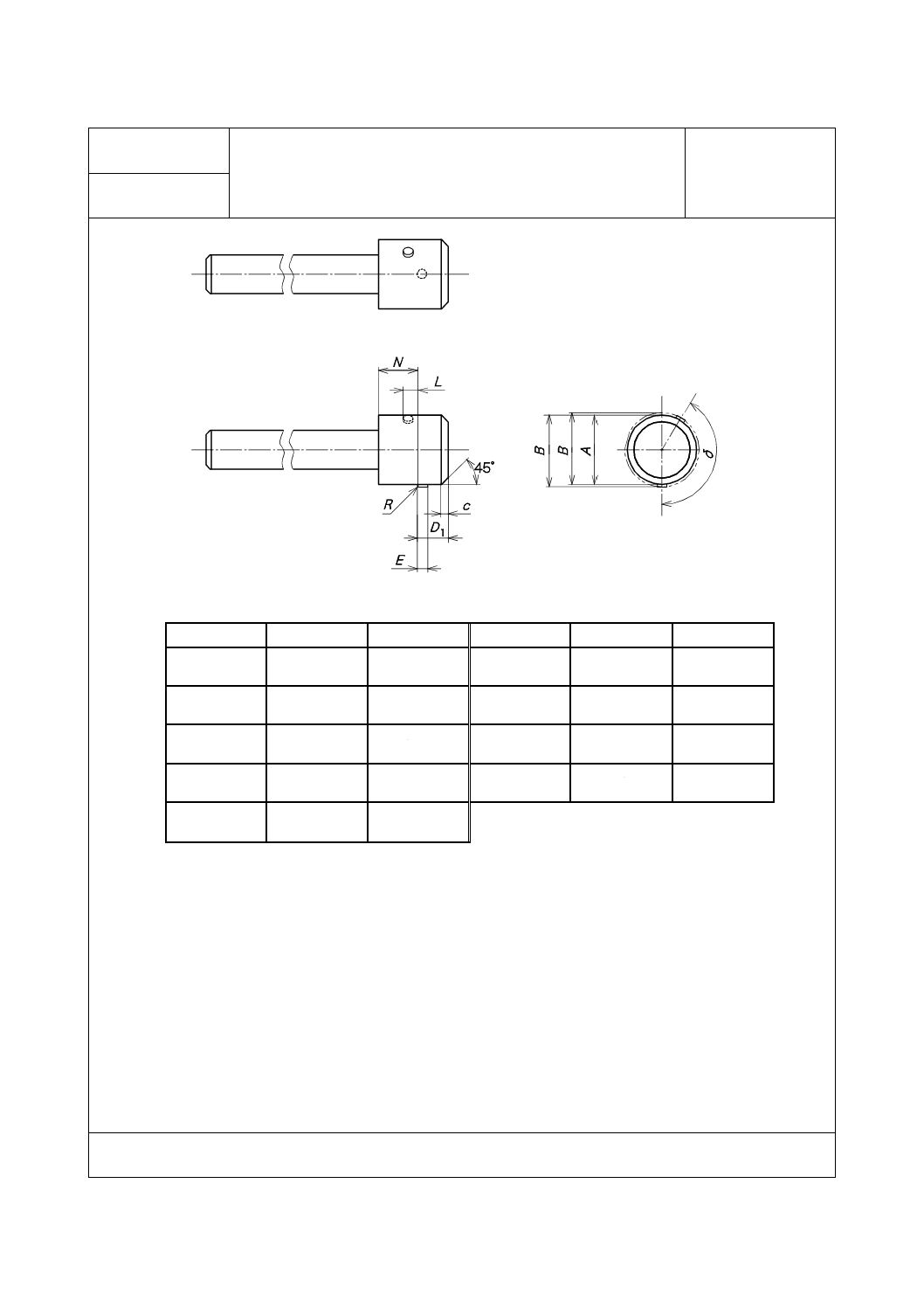
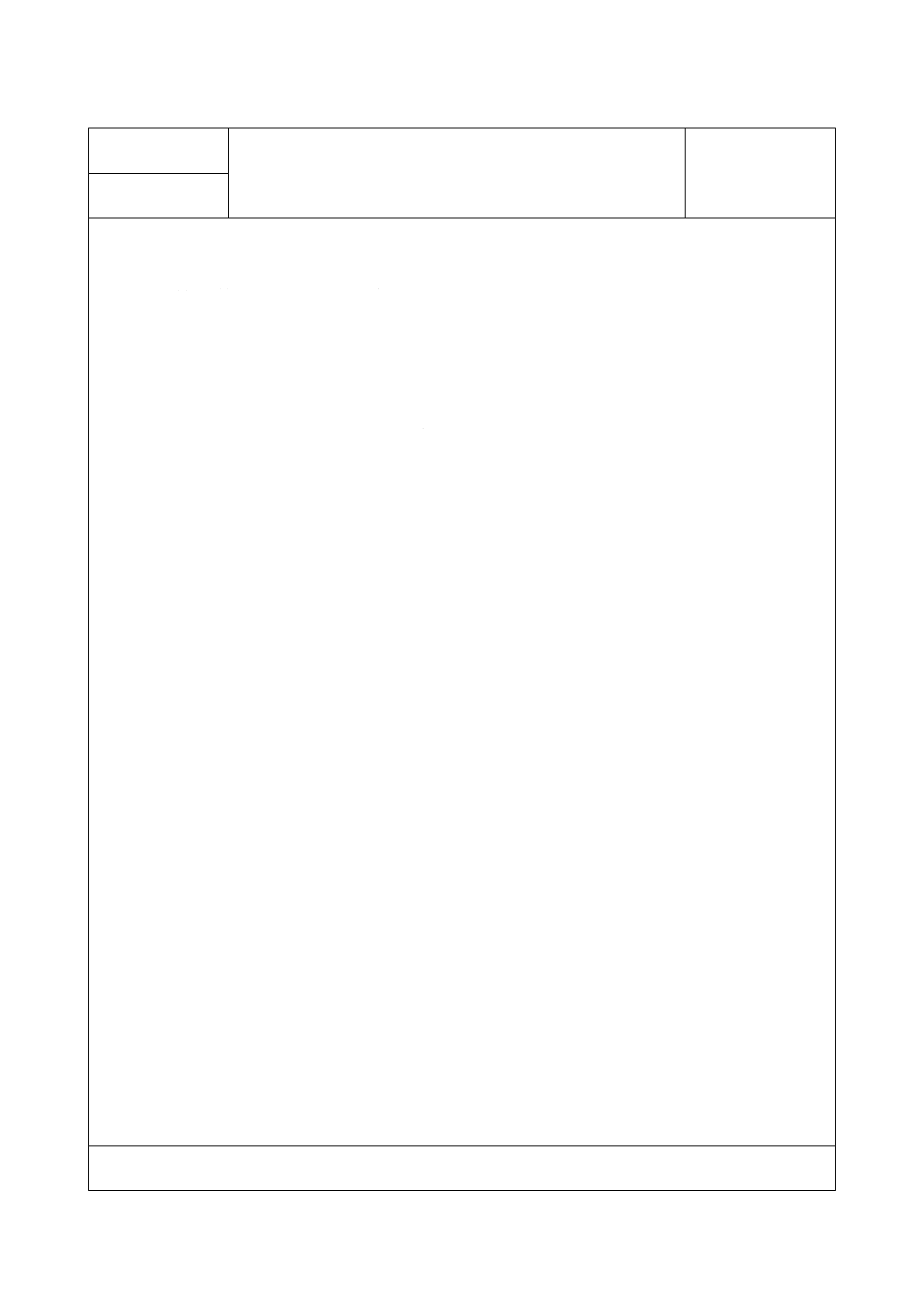
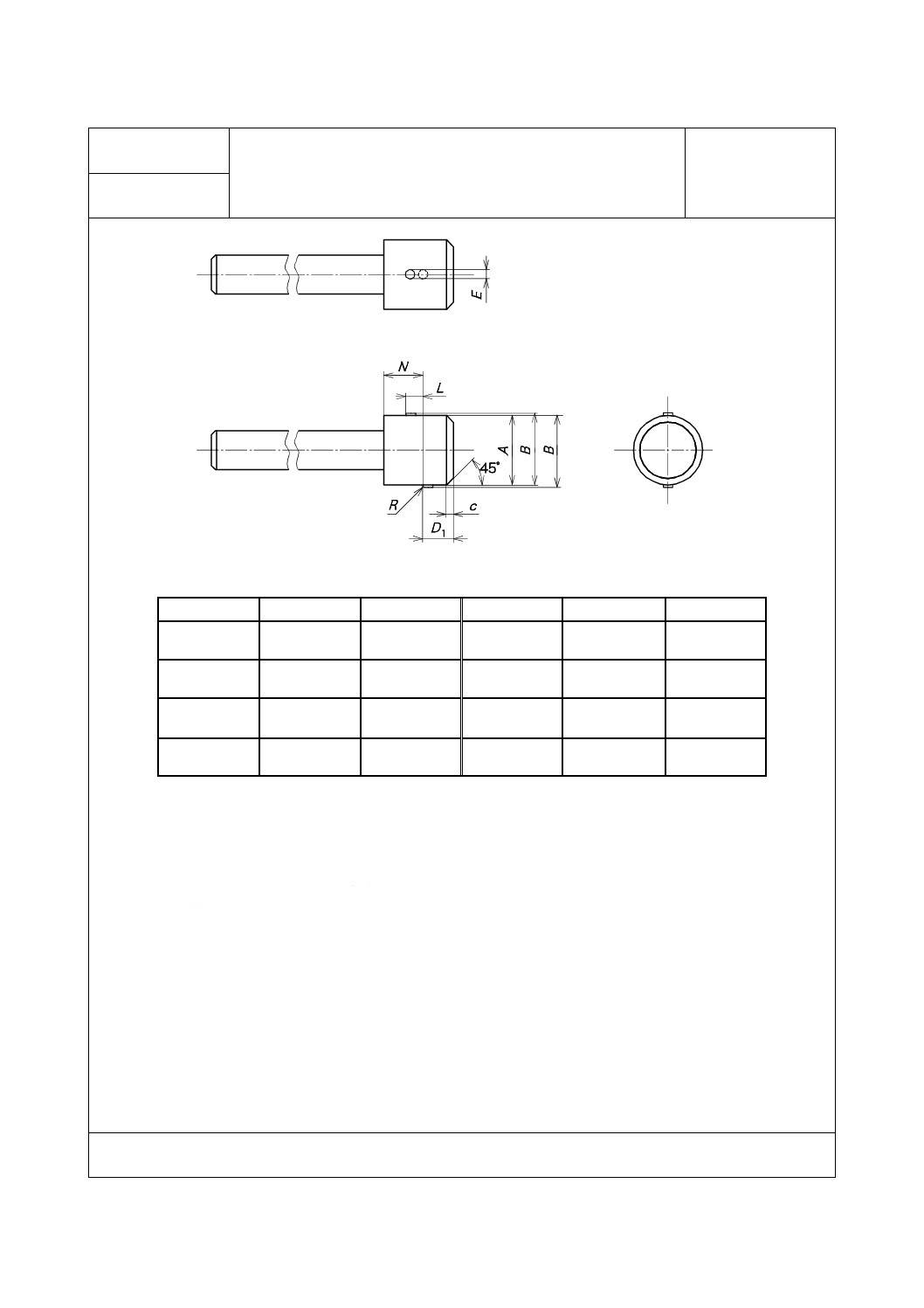
BA15s 受金挿入ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.05
0
−0.01
N
9.0
+0.5
0
B
15.65
0
−0.01
R
0.2
+0.05
0
D1
6.7
±0.05
c
1.5
+0.1
0
E
1.8
0
−0.01
備考1. 他の指定をもった口金(BAU15,BAW15,BAY15又はBAZ15)が挿入できないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
片方又は両方のゲージピンが受金の保持溝によって保持されている限り,他の指定をもったゲージが受
金に挿入され,回転されないこと。
軸方向の挿入力は50 Nを超えないこと。
右回りのトルクは1.15 Nmを超えないこと。
2. 口金のかん(嵌)合と関係する受金のいずれかの部分が熱可塑性の樹脂材料である場合,受金を周囲温度
23±2 ℃の環境にて最低10 hの放置後直ちに検査を行うこと。
3-5-4-1
16
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
17
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
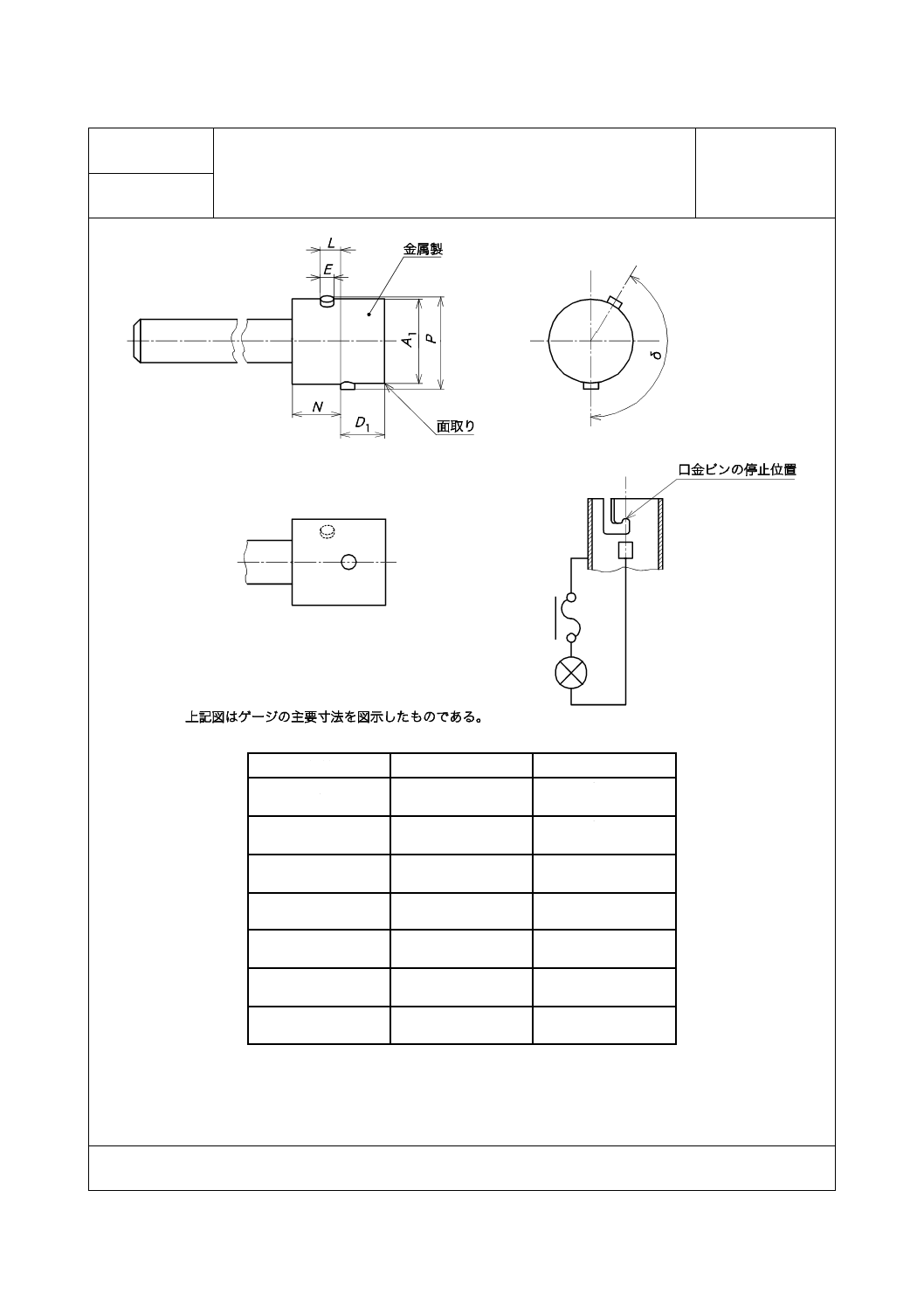
BA15s 受金におけるコンタクト検査ゲージ
ページ 1/1
第三角法
備考1. 受金内の最小寸法部位と口金との接触状態をチェックすること。
2. ゲージは真っすぐ受金に挿入すること。
ピンがそれぞれの相対する場所に止められること。
上記の状態で指示ランプが点灯すること。
単位 mm
記号
基準値
許容値
A1
15.05
+0.01
0
D1
6.3
+0.01
0
E
1.8
0
−0.01
N
9.0
+0.5
0
P
17.02
0
−0.01
3-5-5-1
18
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
19
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-6-2-1の後に,次のシートNo. 3-6-3-1, 3-6-4-1及び3-6-5-1を挿入する。
2007
BA15d 口金保持ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.50
+0.02
0
e
3
±0.1
a
5.5
±0.1
p
18
±0.1
b
10
±0.1
3-6-3-1
20
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BA15d 口金保持ゲージ
ページ 2/2
備考1. 口金の保持を検査する。
2. 口金はピンが溝Qを通り抜けるまで開口部Yに挿入する。
口金を小さい角度で回転させた後,ピンの少なくとも1本が表面Sで接触するように,プランジャーに
よって押されていること。
この位置で,ばね力は10 Nであること。また,口金は口金とゲージとの間のどんなすき間にもかかわ
らず,ゲージによって保持されること。
3-6-3-1
21
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BA15d 受金挿入ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.05
0
−0.01
N
9.0
+0.5
0
B
15.65
0
−0.01
R
0.2
+0.05
0
D1
6.7
±0.05
c
1.5
+0.1
0
E
1.8
0
−0.01
備考1. 他の指定をもった口金(BAU15,BAW15,BAY15又はBAZ15)が挿入できないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。片方又は両方のゲー
ジピンが受金の保持溝によって保持されている限り,他の指定をもったゲージが受金に挿入され,回転さ
れないこと。
軸方向の挿入力は50 Nを超えないこと。
右回りのトルクは1.15 Nmを超えないこと。
2. 口金のかん(嵌)合と関係する受金のいずれかの部分が熱可塑性の樹脂材料である場合,受金を周囲温度
23±2 ℃の環境にて最低10 hの放置後直ちに検査を行うこと。
3-6-4-1
22
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
23
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BA15d 受金におけるコンタクト検査ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容値
A1
15.05
+0.01
0
D1
6.3
+0.01
0
E
1.8
0
−0.01
N
9.0
+0.5
0
P
17.02
0
−0.01
備考1. 受金内の最小寸法部位と口金との接触状態をチェックすること。
2. ゲージは真っすぐ受金に挿入すること。
ピンがそれぞれの相対する場所に止められること。
上記の状態で指示ランプが点灯すること。
3-6-5-1
24
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
25
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-8-2-1の後に,次のシートNo. 3-8-3-1,3-8-4-1,3-8-5-1,3-8-6-1,3-8A-1-1,3-8A-2-1,3-8A-3-1,
3-8A-4-1,3-8A-5-1,3-115-1-1,3-115-2-1,3-115-3-1,3-115-4-1,3-115-5-1,3-115-6-1,3-115A-1-1,3-115A-2-1,
3-115A-3-1,3-115A-4-1,3-115A-5-1及び3-115A-6-1を挿入する。
2007
BAU15s 口金保持ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.50
+0.02
0
e
3
±0.1
a
5.5
±0.1
p
18
±0.1
b
10
±0.1
δ
150°
±30′
3-8-3-1
26
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAU15s 口金保持ゲージ
ページ 2/2
備考1. 口金の保持を検査する。
2. 口金はピンが溝Qを通り抜けるまで開口部Yに挿入する。
口金を小さい角度で回転させた後,ピンの少なくとも1本が表面Sで接触するように,プランジャーに
よって押されていること。
この位置で,ばね力は10 Nであること。また,口金は口金とゲージとの間のどんなすき間にもかかわ
らず,ゲージによって保持されること。
3-8-3-1
27
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
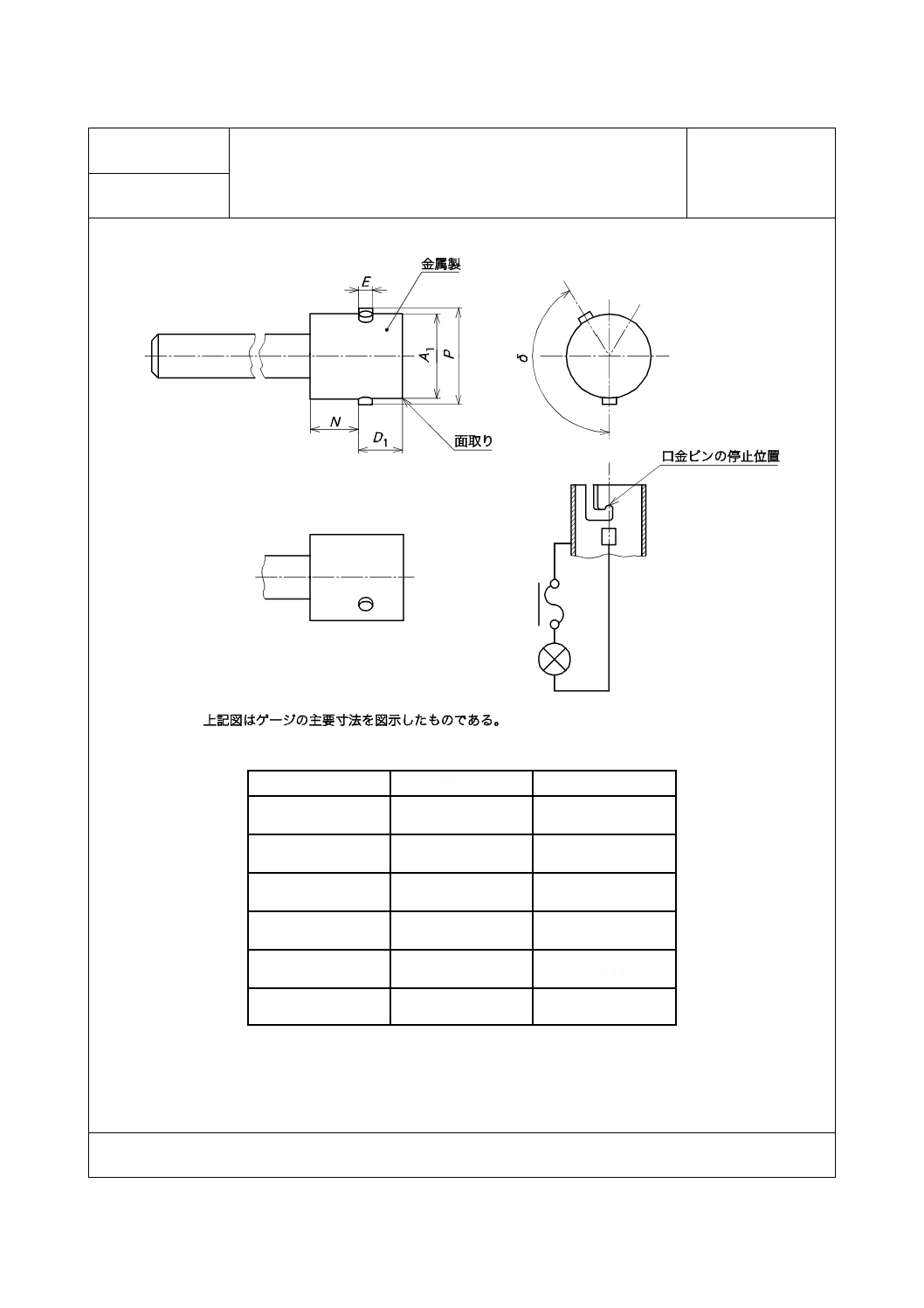
BAU15s 受金におけるコンタクト検査ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容値
A1
15.05
+0.01
0
D1
6.3
+0.01
0
E
1.8
0
−0.01
N
9.0
+0.5
0
P
17.02
0
−0.01
δ
150°
±5′
備考1. 受金内の最小寸法部位と口金との接触状態をチェックすること。
2. ゲージは真っすぐ受金に挿入すること。ピンがそれぞれの相対する場所に止められること。
上記の状態で指示ランプが点灯すること。
3-8-4-1
28
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
29
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAU15s 受金挿入ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.05
0
−0.01
N
9.0
+0.5
0
B
15.65
0
−0.01
R
0.2
+0.05
0
D1
6.7
±0.05
c
1.5
+0.1
0
E
1.8
0
−0.01
δ
150°
±5′
備考1. 他の指定をもった口金(BA15,BAW15,BAY15又はBAZ15)が挿入できないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
片方又は両方のゲージピンが受金の保持溝によって保持されている限り,他の指定をもったゲージが受
金に挿入され,回転されないこと。
軸方向の挿入力は50 Nを超えないこと。
右回りのトルクは1.15 Nmを超えないこと。
2. 口金のかん(嵌)合と関係する受金のいずれかの部分が熱可塑性の樹脂材料である場合,受金を周囲温度
23±2 ℃の環境にて最低10 hの放置後直ちに検査を行うこと。
3-8-5-1
30
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
31
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
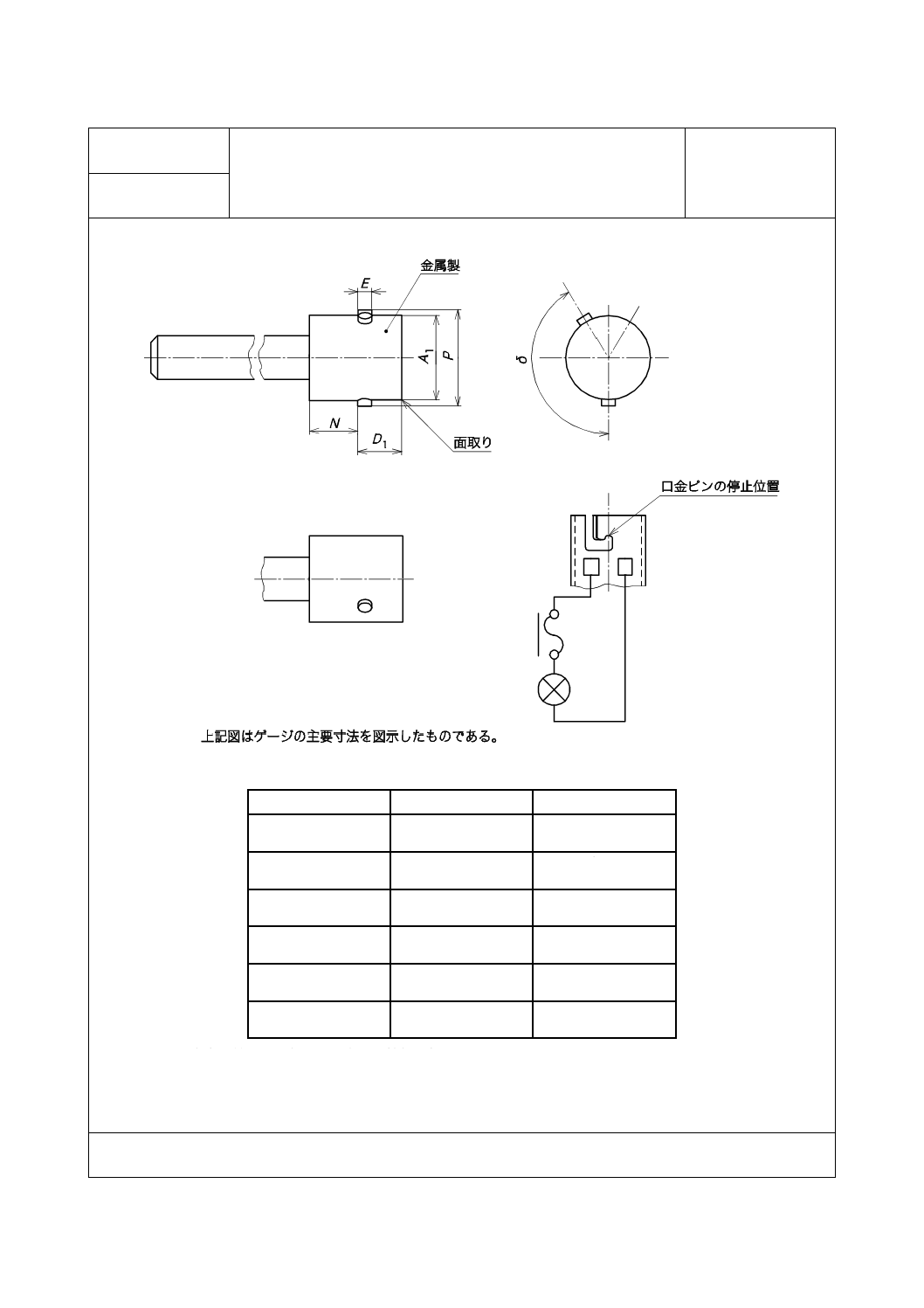
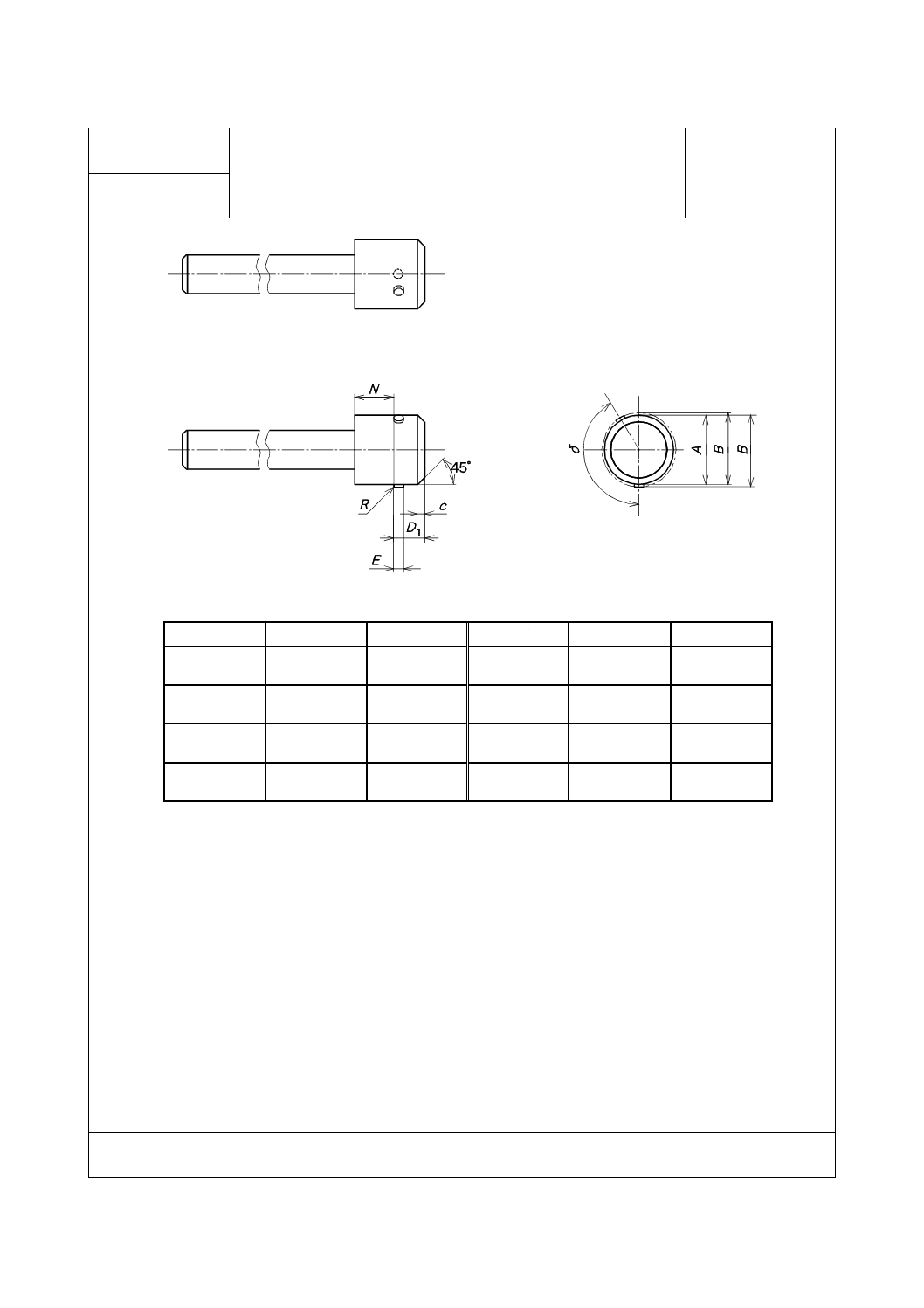
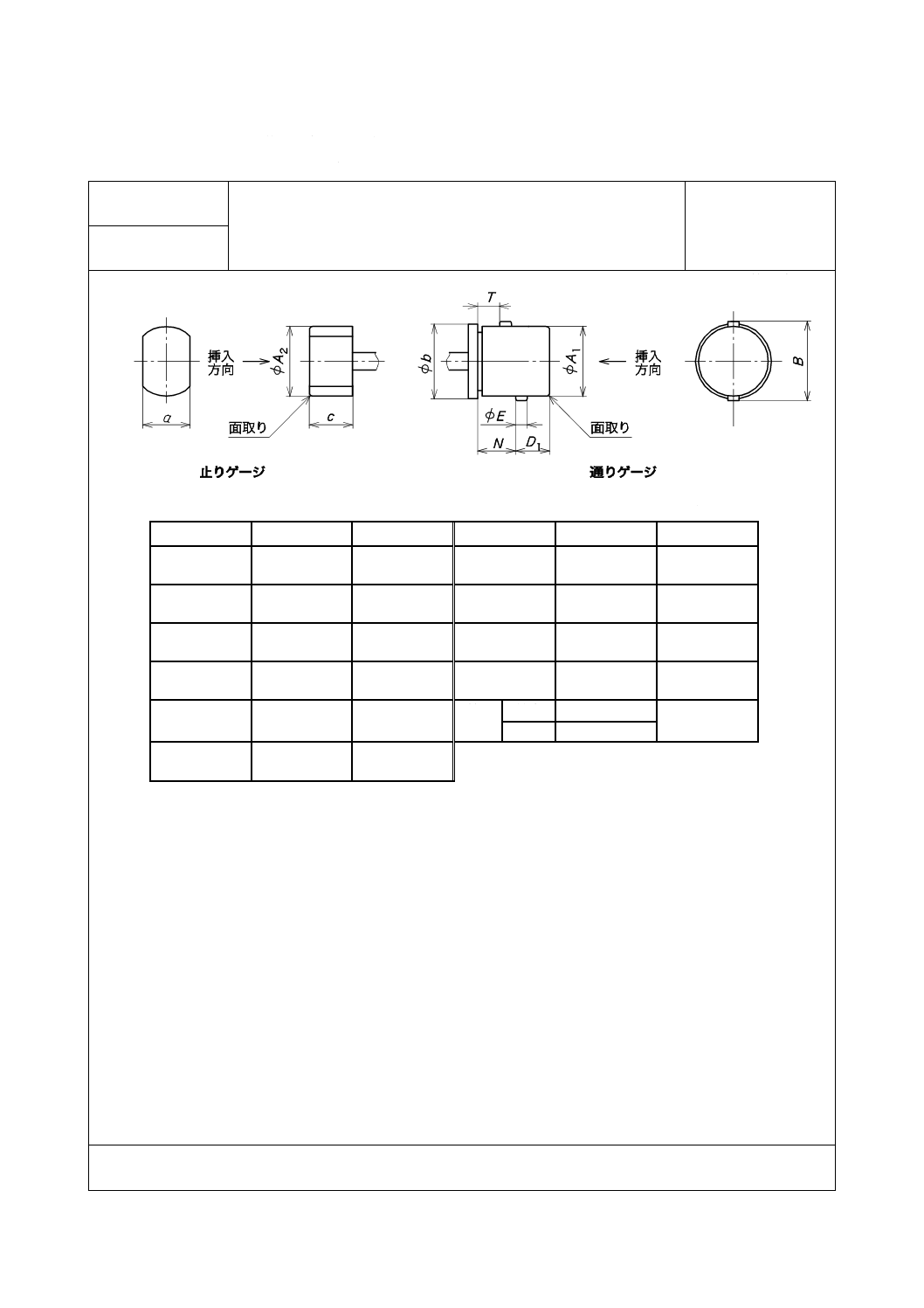
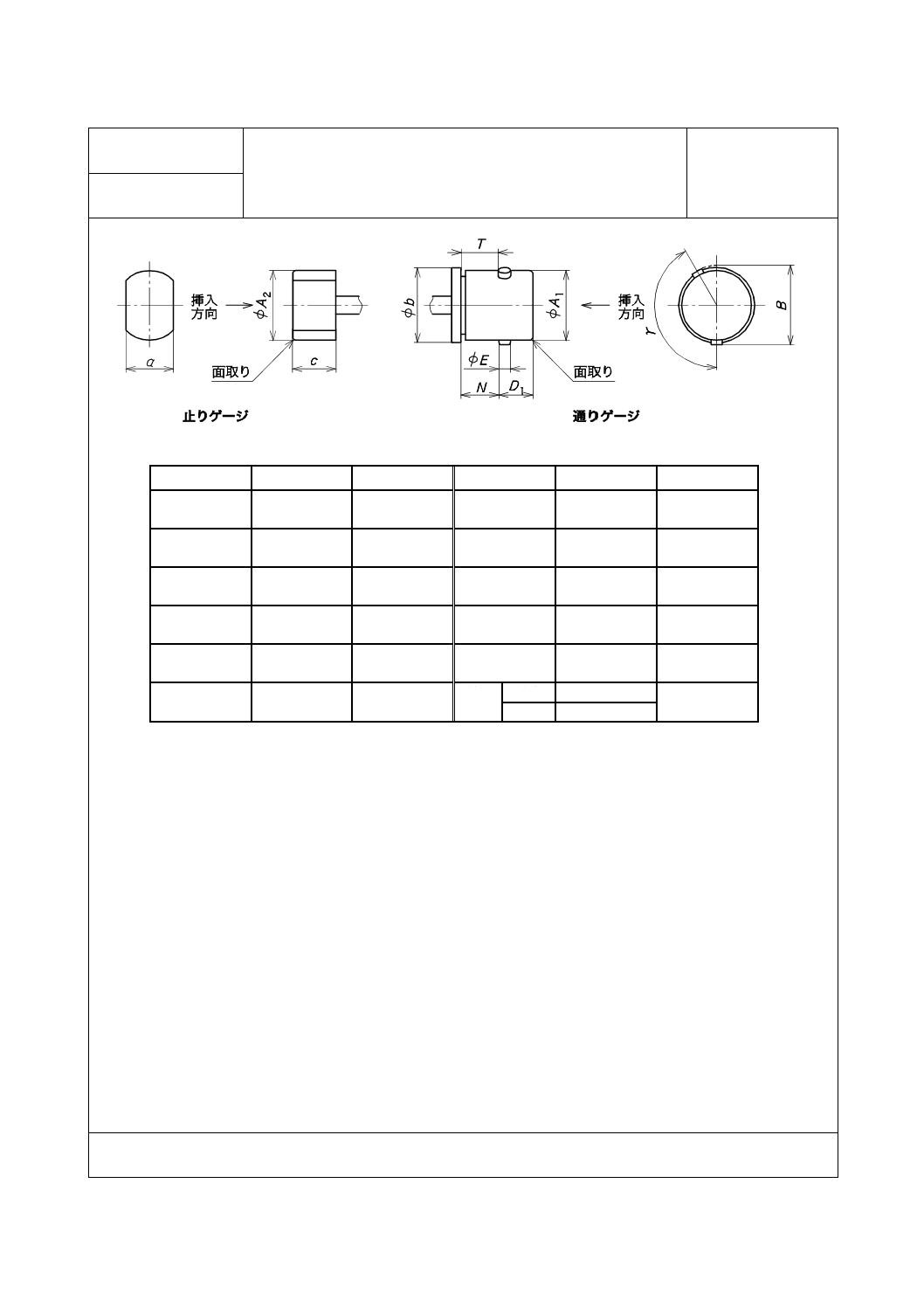
BAU15s 口金のB寸法ゲージ
ページ 1/2
第三角法
3-8-6-1
32
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAU15s 口金のB寸法ゲージ
ページ 2/2
単位 mm
記号
基準値
許容値
A
15.26
+0.01
0
B(“1”)
15.65
0
−0.005
B(“2”)
16.15
+0.005
0
E
2.5
0
−0.04
N
7.8
±0.5
a
15.15
±0.1
e
2
±0.1
n
12.5
±0.5
t
19
±0.5
δ
150°
±5′
備考1. 口金のB寸法の最大及び最小の検査に適用する。
2. 図に示すE寸法の部分のくぼみに口金のピンが入るようにして,口金をCとDとの間の入れ口に押し込
む。X面がY面と一致しているか又はX面がY面よりも出っ張っていること。また,X面はZ面よりも
出っ張らないこと。
3. 検査は,各々のピンの向きを変えて,2回行うこと。
4. このゲージは,校正ゲージ“1”及び校正ゲージ“2”によって校正を必要とする。それぞれの校正ゲージ
の寸法は,表のB (“1”)及びB (“2”)を適用する。校正ゲージ“1”をCとDとの間の入れ口に押し込
んだとき,X面がY面と一致していること。校正ゲージ“2”をCとDとの間の入れ口に押し込んだと
き,X面がZ面と一致していること。
5. X,Y及びZ面でのゲージの代わりにダイヤルゲージを用いてもよい。それぞれの校正ゲージをダイヤル
ゲージにあてがい,その相当するダイヤルゲージの目盛の位置に印を付けて,その印の幅で口金の寸法の
許容差を示す。
3-8-6-1
33
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
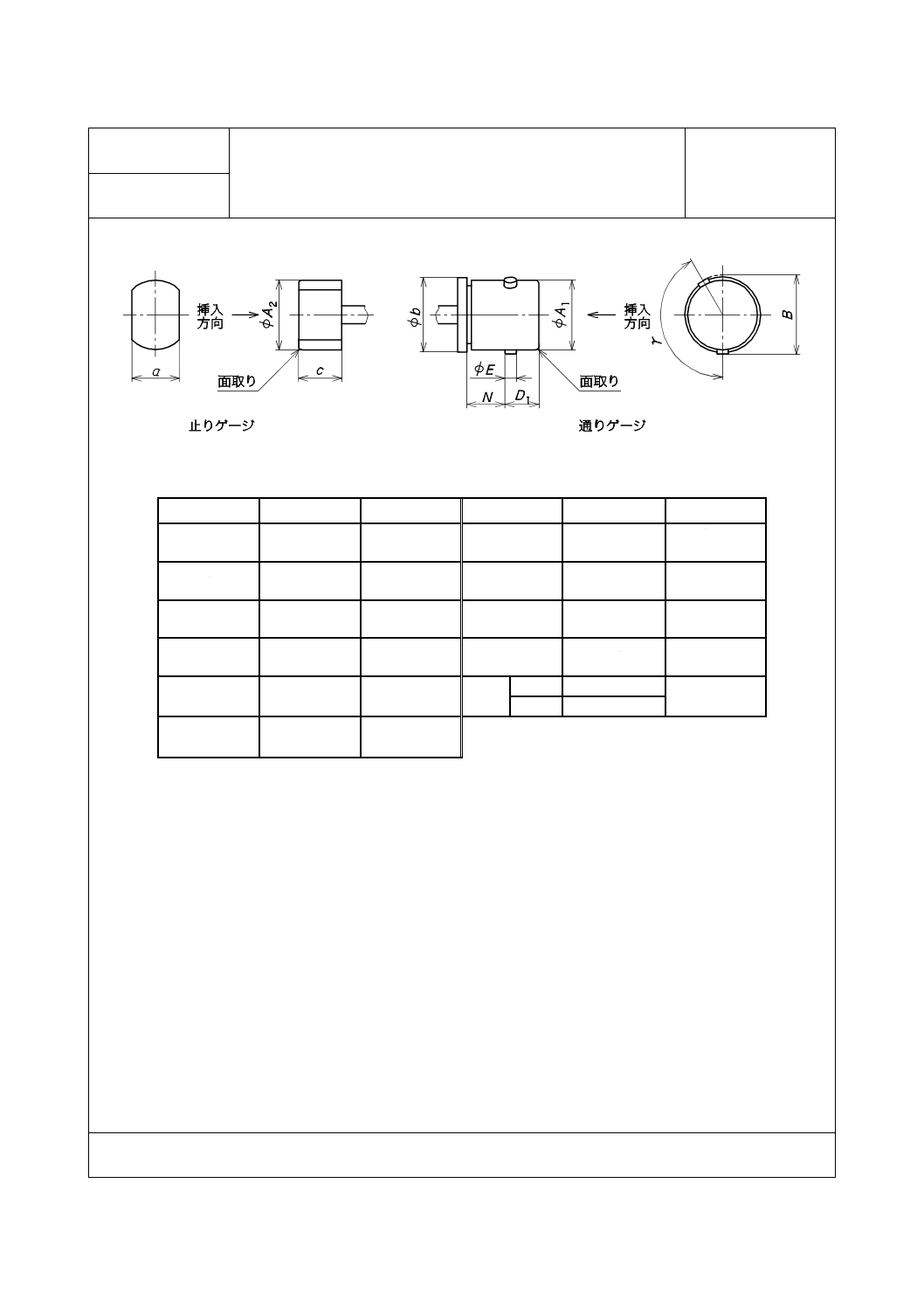
BAU15d 受金ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A1
15.32
0
−0.01
a
10.5
+1
0
A2
15.47
+0.01
0
b
16.5
+0.5
0
B
17.02
0
−0.01
c
9.5
+1
0
D1
7.53
0
−0.01
γ
150°
±5′
E
2.5
+0.01
0
質量
(kg)
最大
0.22
−
最小
0.18
N
8.7
+0.02
0
備考1. 受金のA最大,最小,B最小,D1最小,N最大寸法,溝の位置関係及び角度を検査する。
2. 通りゲージを受金に挿入したとき,容易に溝を通り,コンタクトに接触した位置で回転できること。
止りゲージは,自重で受金を通らないこと。
この検査は2回行い,2回目はゲージを約90°回転して行う。
3-8A-1-1
34
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
35
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
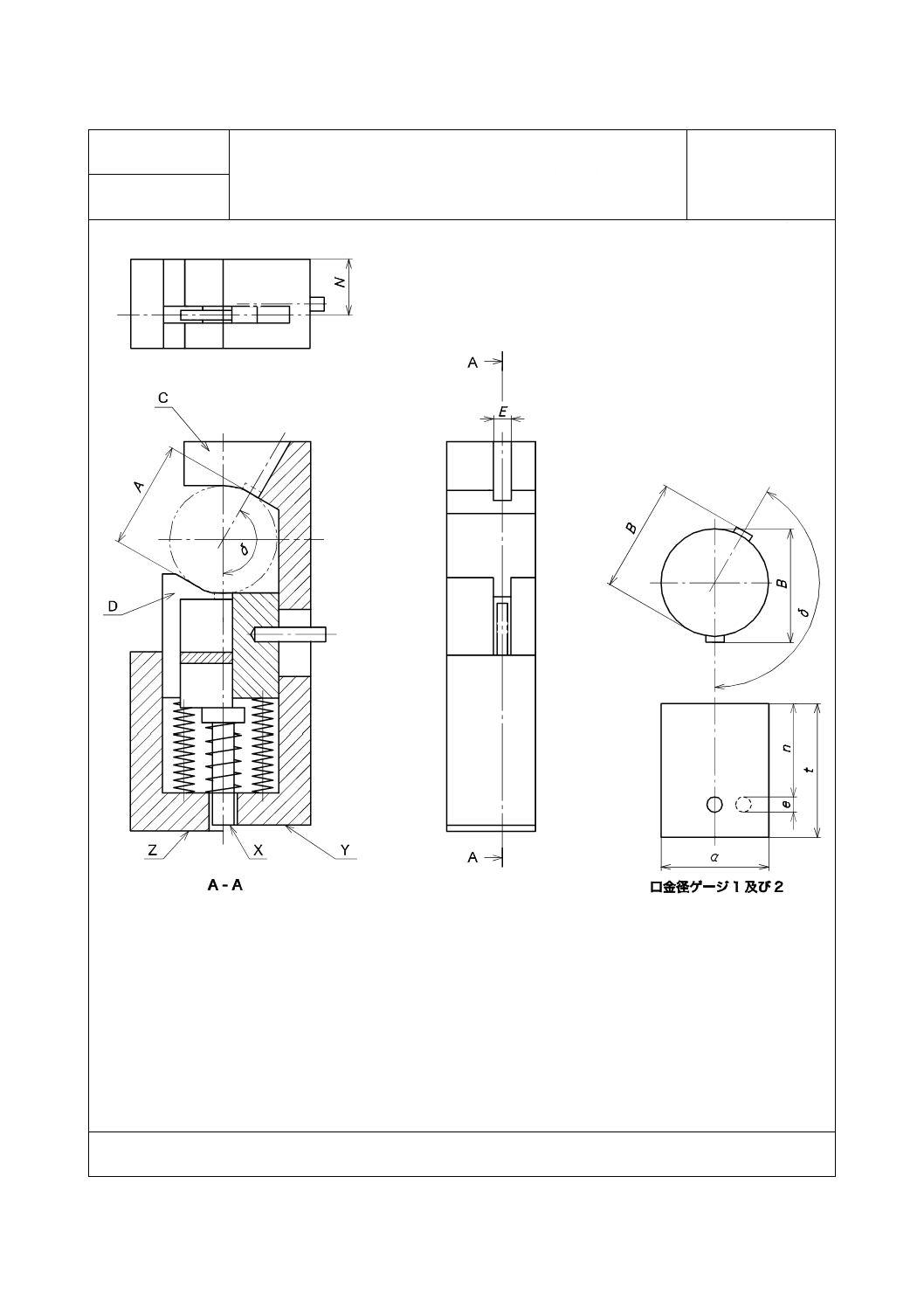
BAU15d 口金保持ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.50
+0.02
0
e
3
±0.1
a
5.5
±0.1
p
18
±0.1
b
10
±0.1
δ
150°
±30′
3-8A-2-1
36
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAU15d 口金保持ゲージ
ページ 2/2
備考1. 口金の保持を検査する。
2. 口金はピンが溝Qを通り抜けるまで開口部Yに挿入する。
口金を小さい角度で回転させた後,ピンの少なくとも1本が表面Sで接触するように,プランジャーに
よって押されていること。
この位置で,ばね力は10 Nであること。また,口金は口金とゲージとの間のどんなすき間にもかかわ
らず,ゲージによって保持されること。
3-8A-2-1
37
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAU15d 受金におけるコンタクト検査ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容値
A1
15.05
+0.01
0
D1
6.3
+0.01
0
E
1.8
0
−0.01
N
9.0
+0.5
0
P
17.02
0
−0.01
δ
150°
±5′
備考1. 受金内の最小寸法部位と口金との接触状態をチェックすること。
2. ゲージは真っすぐ受金に挿入すること。
ピンがそれぞれの相対する場所に止められること。
上記の状態で指示ランプが点灯すること。
3-8A-3-1
38
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
39
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAU15d 口金のB寸法ゲージ
ページ 1/2
第三角法
3-8A-4-1
40
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAU15d 口金のB寸法ゲージ
ページ 2/2
単位 mm
記号
基準値
許容値
A
15.26
+0.01
0
B(“1”)
15.65
0
−0.005
B(“2”)
16.15
+0.005
0
E
2.5
0
−0.04
N
7.8
±0.5
a
15.15
±0.1
e
2
±0.1
n
12.5
±0.5
t
19
±0.5
δ
150°
±5′
備考1. 口金のB寸法の最大及び最小の検査に適用する。
2. 図に示すE寸法の部分のくぼみに口金のピンが入るようにして,口金をCとDとの間の入れ口に押し込
む。X面がY面と一致しているか又はX面がY面よりも出っ張っていること。また,X面はZ面よりも
出っ張らないこと。
3. 検査は,各々のピンの向きを変えて,2回行うこと。
4. このゲージは,校正ゲージ“1”及び校正ゲージ“2”によって校正を必要とする。それぞれの校正ゲージ
の寸法は,表のB (“1”)及びB (“2”)を適用する。校正ゲージ“1”をCとDとの間の入れ口に押し込
んだとき,X面がY面と一致していること。校正ゲージ“2”をCとDとの間の入れ口に押し込んだと
き,X面がZ面と一致していること。
5. X,Y及びZ面でのゲージの代わりにダイヤルゲージを用いてもよい。それぞれの校正ゲージをダイヤル
ゲージにあてがい,その相当するダイヤルゲージの目盛の位置に印を付けて,その印の幅で口金の寸法の
許容差を示す。
3-8A-4-1
41
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAU15d 受金挿入ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.05
0
−0.01
N
9.0
+0.5
0
B
15.65
0
−0.01
R
0.2
+0.05
0
D1
6.7
±0.05
c
1.5
+0.1
0
E
1.8
0
−0.01
δ
150°
±5′
備考1. 他の指定をもった口金(BA15,BAW15,BAY15又はBAZ15)が挿入できないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
片方又は両方のゲージピンが受金の保持溝によって保持されている限り,他の指定をもったゲージが受
金に挿入され,回転されないこと。
方向の挿入力は50 Nを超えないこと。
右回りのトルクは1.15 Nmを超えないこと。
2. 口金のかん(嵌)合と関係する受金のいずれかの部分が熱可塑性の樹脂材料である場合,受金を周囲温度
23±2 ℃の環境にて最低10 hの放置後直ちに検査を行うこと。
3-8A-5-1
42
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
43
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
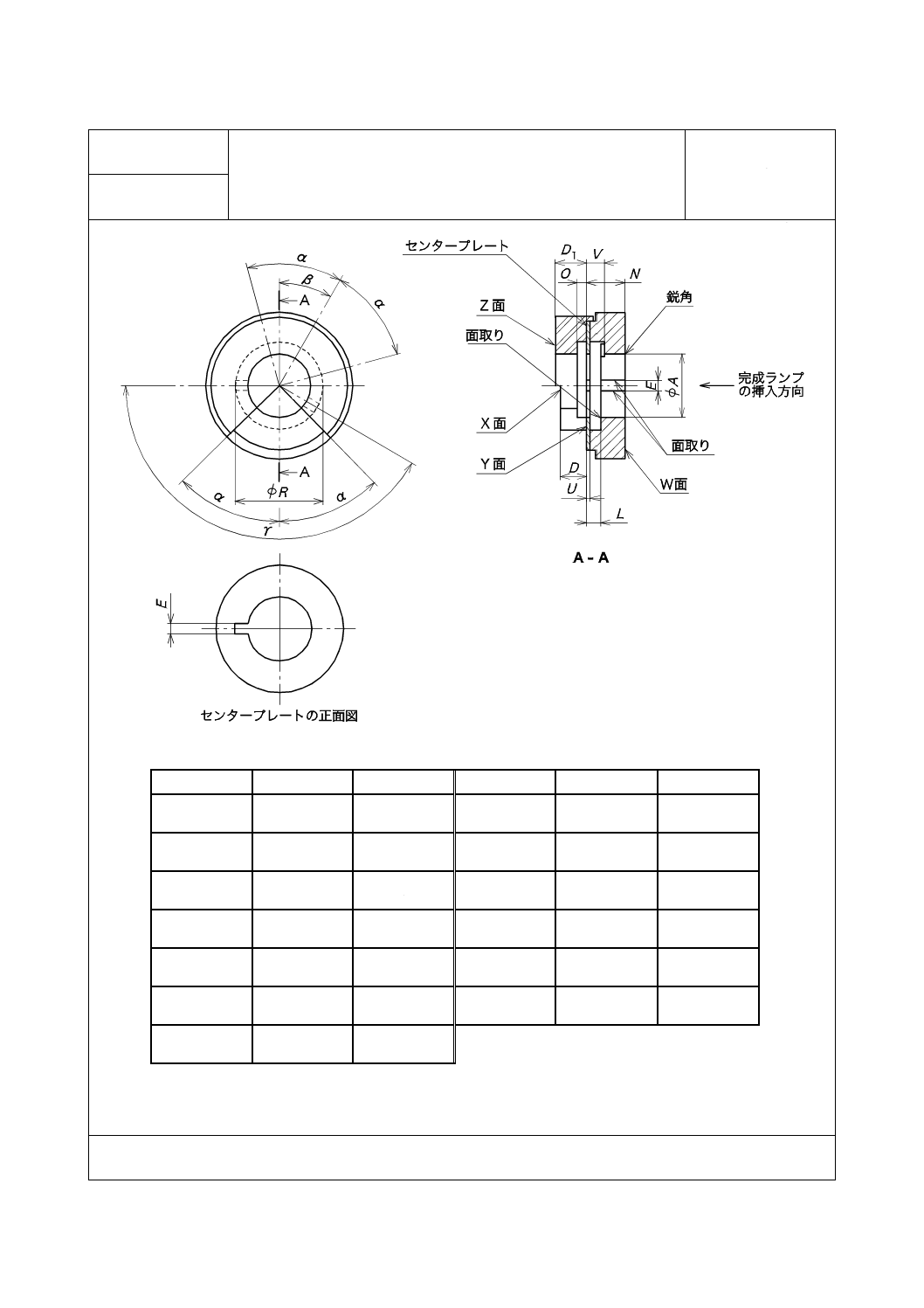
2007
BAW15d 完成ランプ口金通りゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.3
+0.01
0
R
21
±0.5
D
6.32
0
−0.01
U
0.8
0
−0.01
D1
7.5
+0.01
0
V
4
±0.1
E
2.5
0
−0.04
α
45°
±1°
L
3.4
+0.01
0
β
30°
±1°
N
8.9
0
−0.02
γ
150°
±5′
O
2.3
+0.01
0
3-115-1-1
44
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15d 完成ランプ口金通りゲージ
ページ 2/2
備考1. 完成ランプ口金のA最大,D1最大,最小,L最大寸法及び口金ピンの角変位の検査をする。
2. 測定方法
(a) A最大値寸法及びピンの角変位の検査
W表面からゲージに挿入する口金及び規定された溝の中に位置するピンで,下の基準ピンがY
表面より下の深さになるように口金を挿入することができること。
これを検査するには,ピンがカットウェイに見えるまで口金を適切な方向に90°回すこと。
(b) D1の最大,最小寸法の検査
上記(a)においてA最大寸法の検査を上手に行うには,ゲージ内に静止している口金とともに,基
準ピンの上側Y面に接触する状態にして,口金に張力を与えること。
口金をこの位置に保つと,接触面はYと同一平面上又は,X面を突き出る。
(c) L最大寸法の検査
上記(b)において,同様に口金をゲージに保持して,カットウェイに基準ピンが見えるようにして
口金を引っ張り状態の間,基準ピンがカットウェイに見えなくなるまでゆっくり回すこと。このと
き滑らかに回転できること。
3-115-1-1
45
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15d 受金ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A1
15.32
0
−0.01
T
5.5
0
−0.02
A2
15.47
+0.01
0
a
10.5
+1
0
B
17.02
0
−0.01
b
16.5
+0.5
0
D1
7.53
0
−0.01
c
9.5
+1
0
E
2.5
+0.01
0
γ
150°
±5′
N
8.7
+0.02
0
質量
(kg)
最大
0.22
−
最小
0.18
備考1. 受金のA最大,最小,B最小,D1最小,N最大,T最大寸法,溝の位置関係及び角度を検査する。
2. 通りゲージを受金に挿入したとき,容易に溝を通り,コンタクトに接触した位置で回転できること。
止りゲージは,自重で受金を通らないこと。
この検査は2回行い,2回目はゲージを約90°回転して行う。
3-115-2-1
46
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
47
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15d 口金保持ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.50
+0.02
0
e
3
±0.1
L
3.2
±0.1
p
18
±0.1
a
5.5
±0.1
α
150°
±5°
b
10
±0.1
δ
150°
±30′
3-115-3-1
48
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15d 口金保持ゲージ
ページ 2/2
備考1. 口金の保持を検査する。
2. 口金はピンが溝Qを通り抜けるまで開口部Yに挿入する。
口金を小さい角度で回転させた後,ピンの少なくとも1本が表面S1又はS2で接触するように,プラン
ジャーによって押されていること。
この位置で,ばね力は10 Nであること。また,口金は口金とゲージとの間のどんなすき間にもかかわ
らず,ゲージによって保持されること。
3-115-3-1
49
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15d 受金挿入ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.05
0
−0.01
N
9.0
+0.5
0
B
15.65
0
−0.01
R
0.2
+0.05
0
D1
6.7
±0.05
c
1.5
+0.1
0
E
1.8
0
−0.01
δ
150°
±5′
L
3.2
±0.05
備考1. 他の指定をもった口金(BA15,BAU15,BAY15又はBAZ15)が挿入できないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
片方又は両方のゲージピンが受金の保持溝によって保持されている限り,他の指定をもったゲージが受
金に挿入され,回転されないこと。
軸方向の挿入力は50 Nを超えないこと。
右回りのトルクは1.15 Nmを超えないこと。
3-115-4-1
50
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15d 受金挿入ゲージ
ページ 2/2
2. 正規の位置であるが,ピン溝に部分的に挿入されている状態で保持されないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
2.1 正規の位置のピン溝にゲージを挿入する。
その後,1.15 Nmの右回りのトルクをゲージに加える。
トルクは急に加えず,0から徐々に加える。
トルクを加えている間,受金内のゲージの回転が確認できないこと。
2.2 正規の位置でゲージを止まるまで挿入し,右回りに回転させる。
ゲージピンは受金の保持溝によって保持されること。
3. 口金のかん(嵌)合と関係する受金のいずれかの部分が熱可塑性の樹脂材料である場合,受金を周囲温度
23±2 ℃の環境にて最低10 hの放置後直ちに検査を行うこと。
3-115-4-1
51
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15d 受金におけるコンタクト検査ゲージ
ページ 1/1
第三角法
備考1. 受金内の最小寸法部位と口金との接触状態をチェックすること。
2. ゲージは真っすぐ受金に挿入すること。
ピンがそれぞれの相対する場所に止められること。
上記の状態で指示ランプが点灯すること。
単位 mm
記号
基準値
許容値
A1
15.05
+0.01
0
D1
6.3
+0.01
0
E
1.8
0
−0.01
L
3.2
±0.05
N
9.0
+0.5
0
P
17.02
0
−0.01
δ
150°
±5′
3-115-5-1
52
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
53
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15d 口金のB寸法ゲージ
ページ 1/2
第三角法
3-115-6-1
54
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15d 口金のB寸法ゲージ
ページ 2/2
単位 mm
記号
基準値
許容値
A
15.26
+0.01
0
B(“1”)
15.65
0
−0.005
B(“2”)
16.15
+0.005
0
E
2.5
0
−0.04
L
3.2
±0.005
N
7.8
±0.5
a
15.15
±0.1
e
2
±0.1
n
12.5
±0.5
t
19
±0.5
δ
150°
±5′
備考1. 口金のB寸法の最大及び最小の検査に適用する。
2. 図に示すE寸法の部分のくぼみに口金のピンが入るようにして,口金をCとDとの間の入れ口に押し込
む。X面がY面と一致しているか又はX面がY面よりも出っ張っていること。また,X面はZ面よりも
出っ張らないこと。
3. 検査は,各々のピンの向きを変えて,2回行うこと。
4. このゲージは,校正ゲージ“1”及び校正ゲージ“2”によって校正を必要とする。それぞれの校正ゲージ
の寸法は,表のB (“1”)及びB (“2”)を適用する。校正ゲージ“1”をCとDとの間の入れ口に押し込
んだとき,X面がY面と一致していること。校正ゲージ“2”をCとDとの間の入れ口に押し込んだと
き,X面がZ面と一致していること。
5. X,Y及びZ面でのゲージの代わりにダイヤルゲージを用いてもよい。それぞれの校正ゲージをダイヤル
ゲージにあてがい,その相当するダイヤルゲージの目盛の位置に印を付けて,その印の幅で口金の寸法の
許容差を示す。
3-115-6-1
55
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15s 完成ランプ口金通りゲージ
ページ1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.3
+0.01
0
R
21
±0.5
D
6.32
0
−0.01
U
0.8
0
−0.01
D1
7.5
+0.01
0
V
4
±0.1
E
2.5
0
−0.04
α
45°
±1°
L
3.4
+0.01
0
β
30°
±1°
N
8.9
0
−0.02
γ
150°
±5′
O
2.3
+0.01
0
3-115A-1-1
56
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15s 完成ランプ口金通りゲージ
ページ2/2
備考1. 完成ランプ口金のA最大,D1最大,最小,L最大寸法及び口金ピンの角変位の検査をする。
2. 測定方法
(a) A最大値寸法及びピンの角変位の検査
W表面からゲージに挿入する口金及び規定された溝の中に位置するピンで,下の基準ピンがY表
面より下の深さになるように口金を挿入することができること。
これを検査するには,ピンがカットウェイに見えるまで口金を適切な方向に90°回すこと。
(b) D1最大,最小寸法の検査
上記(a)においてA最大寸法の検査を上手に行うには,ゲージ内に静止している口金とともに,基
準ピンの上側Y面に接触する状態にして,口金に張力を与えること。
口金をこの位置に保つと,接触面はYと同一平面上又は,X面を突き出る。
(c) L最大寸法の検査
上記(b)において,同様に口金をゲージに保持して,カットウェイに基準ピンが見えるようにして
口金を引っ張り状態の間,基準ピンがカットウェイに見えなくなるまでゆっくり回すこと。このと
き滑らかに回転できること。
3-115A-1-1
57
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15s 受金ゲージ
ページ1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A1
15.32
0
−0.01
T
5.5
0
−0.02
A2
15.47
+0.01
0
a
10.5
+1
0
B
17.02
0
−0.01
b
16.5
+0.5
0
D1
7.53
0
−0.01
c
9.5
+1
0
E
2.5
+0.01
0
γ
150°
±5′
N
8.7
+0.02
0
質量
(kg)
最大
0.22
−
最小
0.18
備考1. 受金のA最大,最小,B最小,D1最小,N最大,T最大寸法,溝の位置関係及び角度を検査する。
2. 通りゲージを受金に挿入したとき,容易に溝を通り,コンタクトに接触した位置で回転できること。
止りゲージは,自重で受金を通らないこと。
この検査は2回行い,2回目はゲージを約90°回転して行う。
3-115A-2-1
58
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
59
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15s 口金保持ゲージ
ページ1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.50
+0.02
0
e
3
±0.1
L
3.2
±0.1
p
18
±0.1
a
5.5
±0.1
α
150°
±5°
b
10
±0.1
δ
150°
±30′
3-115A-3-1
60
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15s 口金保持ゲージ
ページ2/2
備考1. 口金の保持を検査する。
2. 口金はピンが溝Qを通り抜けるまで開口部Yに挿入する。
口金を小さい角度で回転させた後,ピンの少なくとも1本が表面 S1又はS2で接触するように,プラン
ジャーによって押されていること。
この位置で,バネ力は10 Nであること。また,口金は口金とゲージとの間のどんなすき間にもかかわ
らず,ゲージによって保持されること。
3-115A-3-1
61
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15s 受金挿入ゲージ
ページ1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.05
0
−0.01
N
9.0
+0.5
0
B
15.65
0
−0.01
R
0.2
+0.05
0
D1
6.7
±0.05
c
1.5
+0.1
0
E
1.8
0
−0.01
δ
150°
±5′
L
3.2
±0.05
備考1. 他の指定をもった口金(BA15,BAU15,BAY15又はBAZ15)が挿入できないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
片方又は両方のゲージピンが受金の保持溝によって保持されている限り,他の指定をもったゲージが受
金に挿入され,回転されないこと。
軸方向の挿入力は50 Nを超えないこと。
右回りのトルクは1.15 Nmを超えないこと。
3-115A-4-1
62
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15s 受金挿入ゲージ
ページ2/2
2. 正規の位置であるが,ピン溝に部分的に挿入されている状態で保持されないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
2.1 正規の位置のピン溝にゲージを挿入する。
その後,1.15 Nmの右回りのトルクをゲージに加える。
トルクは急に加えず,0から徐々に加える。
トルクを加えている間,受金内のゲージの回転が確認できないこと。
2.2 正規の位置でゲージを止まるまで挿入し,右回りに回転させる。
ゲージピンは受金の保持溝によって保持されること。
3. 口金のかん合と関係する受金のいずれかの部分が熱可塑性の樹脂材料である場合,受金を周囲温度23±
2 ℃の環境にて最低10 hの放置後直ちに検査を行うこと。
3-115A-4-1
63
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15s 受金におけるコンタクト検査ゲージ
ページ1/1
第三角法
単位 mm
記号
基準値
許容値
A1
15.05
+0.01
0
D1
6.3
+0.01
0
E
1.8
0
−0.01
L
3.2
±0.05
N
9.0
+0.5
0
P
17.02
0
−0.01
δ
150°
±5′
備考1. 受金内の最小寸法部位と口金との接触状態をチェックすること。
2. ゲージは真っすぐ受金に挿入すること。
ピンがそれぞれの相対する場所に止められること。
上記の状態で指示ランプが点灯すること。
3-115A-5-1
64
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
65
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15s 口金のB寸法ゲージ
ページ1/2
第三角法
3-115A-6-1
66
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAW15s 口金のB寸法ゲージ
ページ2/2
単位 mm
記号
基準値
許容値
A
15.26
+0.01
0
B(“1”)
15.65
0
−0.005
B(“2”)
16.15
+0.005
0
E
2.5
0
−0.04
L
3.2
±0.005
N
7.8
±0.5
a
15.15
±0.1
e
2
±0.1
n
12.5
±0.5
t
19
±0.5
δ
150°
±5′
備考1. 口金のB寸法の最大及び最小の検査に適用する。
2. 図に示すE寸法の部分のくぼみに口金のピンが入るようにして,口金をCとDとの間の入れ口に押し込
む。X面がY面と一致しているか又はX面がY面よりも出っ張っていること。また,X面はZ面よりも
出っ張らないこと。
3. 検査は,各々のピンの向きを変えて,2回行うこと。
4. このゲージは,校正ゲージ“1”及び校正ゲージ“2”によって校正を必要とする。それぞれの校正ゲージ
の寸法は,表のB (“1”)及びB (“2”)を適用する。校正ゲージ“1”をCとDとの間の入れ口に押し込
んだとき,X面がY面と一致していること。校正ゲージ“2”をCとDとの間の入れ口に押し込んだと
き,X面がZ面と一致していること。
5. X,Y及びZ面でのゲージの代わりにダイヤルゲージを用いてもよい。それぞれの校正ゲージをダイヤル
ゲージにあてがい,その相当するダイヤルゲージの目盛の位置に印を付けて,その印の幅で口金の寸法の
許容差を示す。
3-115A-6-1
67
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-12-1-1の後に,次のシートNo. 3-12-2-1,3-12-3-1,3-12-4-1,3-12-5-1,3-12A-1-1,3-12A-2-1,
3-12A-3-1,3-12A-4-1のシートを挿入する。
2007
BAY15d 受金ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A1
15.32
0
−0.01
T
5.5
0
−0.02
A2
15.47
+0.01
0
a
10.5
+1
0
B
17.02
0
−0.01
b
16.5
+0.5
0
D1
7.53
0
−0.01
c
9.5
+1
0
E
2.5
+0.01
0
質量
(kg)
最大
0.22
−
最小
0.18
N
8.7
+0.02
0
備考1. 受金のA最大,最小,B最小,D1最小,N最大,T最大寸法,溝の位置関係及び角度を検査する。
2. 通りゲージを受金に挿入したとき,容易に溝を通り,コンタクトに接触した位置で回転できること。
止りゲージは,自重で受金を通らないこと。
この検査は2回行い,2回目はゲージを約90°回転して行う。
3-12-2-1
68
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
69
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAY15d 口金保持ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.50
+0.02
0
e
3
±0.1
L
3.2
±0.1
p
18
±0.1
a
5.5
±0.1
α
150°
±5°
b
10
±0.1
3-12-3-1
70
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAY15d 口金保持ゲージ
ページ 2/2
備考1. 口金の保持を検査する。
2. 口金はピンが溝Qを通り抜けるまで開口部Yに挿入する。
口金を小さい角度で回転させた後,ピンの少なくとも1本が表面S1又はS2で接触するように,プラン
ジャーによって押されていること。
この位置で,ばね力は10 Nであること。また,口金は口金とゲージとの間のどんなすき間にもかかわ
らず,ゲージによって保持されること。
3-12-3-1
71
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAY15d 受金挿入ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.05
0
−0.01
L
3.2
±0.05
B
15.65
0
−0.01
N
9.0
+0.5
0
D1
6.7
±0.05
R
0.2
+0.05
0
E
1.8
0
−0.01
c
1.5
+0.1
0
備考1. 他の指定をもった口金(BA15,BAU15,BAW15又はBAZ15)が挿入できないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
片方又は両方のゲージピンが受金の保持溝によって保持されている限り,他の指定をもったゲージが受
金に挿入され,回転されないこと。
軸方向の挿入力は50 Nを超えないこと。
右回りのトルクは1.15 Nmを超えないこと。
3-12-4-1
72
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAY15d 受金挿入ゲージ
ページ 2/2
2. 正規の位置であるが,ピン溝に部分的に挿入されている状態で保持されないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
2.1 正規の位置のピン溝にゲージを挿入する。
その後,1.15 Nmの右回りのトルクをゲージに加える。
トルクは急に加えず,0から徐々に加える。
トルクを加えている間,受金内のゲージの回転が確認できないこと。
2.2 正規の位置でゲージを止まるまで挿入し,右回りに回転させる。
ゲージピンは受金の保持溝によって保持されること。
3. 正規の位置から180°の位置で受金に挿入及び保持されないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
3.1 正規の位置からの180°の位置で受金に挿入し,1.15 Nmの右回りのトルクをゲージに加える。トルクは
急に加えず,0から徐々に加えること。
トルクを加えている間,受金内のゲージの回転が確認できないこと。
3.2 正規の位置からの180°の位置で受金に挿入し,軸方向に50 Nを超えない力で止まるまで挿入する。そ
の後1.15 Nmの右回りのトルクをゲージに加える。
トルクは急に加えず,0から徐々に加えること。
トルクを加えている間,受金内のゲージの回転が確認できないこと。
4. 口金のかん(嵌)合と関係する受金のいずれかの部分が熱可塑性の樹脂材料である場合,受金を周囲温度
23±2 ℃の環境にて最低10 hの放置後直ちに検査を行うこと。
3-12-4-1
73
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAY15d 受金におけるコンタクト検査ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容値
A1
15.05
+0.01
0
D1
6.3
+0.01
0
E
1.8
0
−0.01
L
3.2
±0.05
N
9.0
+0.5
0
P
17.02
0
−0.01
備考1. 受金内の最小寸法部位と口金との接触状態をチェックすること。
2. ゲージは真っすぐ受金に挿入すること。
ピンがそれぞれの相対する場所に止められること。
上記の状態で指示ランプが点灯すること。
3-12-5-1
74
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
75
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAY15s 受金ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A1
15.32
0
−0.01
T
5.5
0
−0.02
A2
15.47
+0.01
0
a
10.5
+1
0
B
17.02
0
−0.01
b
16.5
+0.5
0
D1
7.53
0
−0.01
c
9.5
+1
0
E
2.5
+0.01
0
質量
(kg)
最大
0.22
−
最小
0.18
N
8.7
+0.02
0
備考1. 受金のA最大,最小,B最小,D1最小,N最大,T最大寸法,溝の位置関係及び角度を検査する。
2. 通りゲージを受金に挿入したとき,容易に溝を通り,コンタクトに接触した位置で回転できること。
止りゲージは,自重で受金を通らないこと。
この検査は2回行い,2回目はゲージを約90°回転して行う。
3-12A-1-1
76
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
77
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAY15s 口金保持ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.50
+0.02
0
e
3
±0.1
L
3.2
±0.1
p
18
±0.1
a
5.5
±0.1
α
150°
±5°
b
10
±0.1
3-12A-2-1
78
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAY15s 口金保持ゲージ
ページ 2/2
備考1. 口金の保持を検査する。
2. 口金はピンが溝Qを通り抜けるまで開口部Yに挿入する。
口金を小さい角度で回転させた後,ピンの少なくとも1本が表面S1又はS2で接触するように,プラン
ジャーによって押されていること。
この位置で,ばね力は10 Nであること。また,口金は口金とゲージとの間のどんなすき間にもかかわ
らず,ゲージによって保持されること。
3-12A-2-1
79
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAY15s 受金挿入ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.05
0
−0.01
L
3.2
±0.05
B
15.65
0
−0.01
N
9.0
+0.5
0
D1
6.7
±0.05
R
0.2
+0.05
0
E
1.8
0
−0.01
c
1.5
+0.1
0
備考1. 他の指定をもった口金(BA15,BAU15,BAW15又はBAZ15)が挿入できないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
片方又は両方のゲージピンが受金の保持溝によって保持されている限り,他の指定をもったゲージが受
金に挿入され,回転されないこと。
軸方向の挿入力は50 Nを超えないこと。
右回りのトルクは1.15 Nmを超えないこと。
3-12A-3-1
80
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAY15s 受金挿入ゲージ
ページ 2/2
2. 正規の位置であるが,ピン溝に部分的に挿入されている状態で保持されないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
2.1 正規の位置のピン溝にゲージを挿入する。
その後,1.15 Nmの右回りのトルクをゲージに加える。
トルクは急に加えず,0から徐々に加える。
トルクを加えている間,受金内のゲージの回転が確認できないこと。
2.2 正規の位置でゲージを止まるまで挿入し,右回りに回転させる。
ゲージピンは受金の保持溝によって保持されること。
3. 正規の位置から180°の位置で受金に挿入及び保持されないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
3.1 正規の位置からの180°の位置で受金に挿入し,1.15 Nmの右回りのトルクをゲージに加える。
トルクは急に加えず,0から徐々に加えること。
トルクを加えている間,受金内のゲージの回転が確認できないこと。
3.2 正規の位置からの180°の位置で受金に挿入し,軸方向に50 Nを超えない力で止まるまで挿入する。そ
の後1.15 Nmの右回りのトルクをゲージに加える。
トルクは急に加えず,0から徐々に加えること。
トルクを加えている間,受金内のゲージの回転が確認できないこと。
4. 口金のかん(嵌)合と関係する受金のいずれかの部分が熱可塑性の樹脂材料である場合,受金を周囲温度
23±2 ℃の環境にて最低10 hの放置後直ちに検査を行うこと。
3-12A-3-1
81
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAY15s 受金におけるコンタクト検査ゲージ
ページ1/1
第三角法
単位 mm
記号
基準値
許容値
A1
15.05
+0.01
0
D1
6.3
+0.01
0
E
1.8
0
−0.01
L
3.2
±0.05
N
9.0
+0.5
0
P
17.02
0
−0.01
備考1. 受金内の最小寸法部位と口金との接触状態をチェックすること。
2. ゲージは真っすぐ受金に挿入すること。
ピンがそれぞれの相対する場所に止められること。
上記の状態で指示ランプが点灯すること。
3-12A-4-1
82
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
83
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-13-1-1の後に,次のシートNo. 3-13-2-1,3-13-3-1,3-13-4-1,3-13-5-1,3-13-6-1,3-13A-1-1,
3-13A-2-1,3-13A-3-1,3-13A-4-1及び3-13A-5-1のシートを挿入する。
2007
BAZ15d 受金ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A1
15.32
0
−0.01
T
5.5
0
−0.02
A2
15.47
+0.01
0
a
10.5
+1
0
B
17.02
0
−0.01
b
16.5
+0.5
0
D1
7.53
0
−0.01
c
9.5
+1
0
E
2.5
+0.01
0
γ
150°
±5′
N
8.7
+0.02
0
質量
(kg)
最大
0.22
−
最小
0.18
備考1. 受金のA最大,最小,B最小,D1最小,N最大,T最大寸法,溝の位置関係及び角度を検査する。
2. 通りゲージを受金に挿入したとき,容易に溝を通り,コンタクトに接触した位置で回転できること。
止りゲージは,自重で受金を通らないこと。
この検査は2回行い,2回目はゲージを約90°回転して行う。
3-13-2-1
84
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
85
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15d 口金保持ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.50
+0.02
0
e
3
±0.1
L
3.2
±0.1
p
18
±0.1
a
5.5
±0.1
α
150°
±5°
b
10
±0.1
δ
150°
±30′
3-13-3-1
86
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15d 口金保持ゲージ
ページ 2/2
備考1. 口金の保持を検査する。
2. 口金はピンが溝Qを通り抜けるまで開口部Yに挿入する。
口金を小さい角度で回転させた後,ピンの少なくとも1本が表面S1又はS2 で接触するように,プラン
ジャーによって押されていること。
この位置で,ばね力は10 Nであること。また,口金は口金とゲージとの間のどんなすき間にもかかわ
らず,ゲージによって保持されること。
3-13-3-1
87
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15d 受金挿入ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.05
0
−0.01
N
9.0
+0.5
0
B
15.65
0
−0.01
R
0.2
+0.05
0
D1
6.7
±0.05
c
1.5
+0.1
0
E
1.8
0
−0.01
δ
150°
±5′
L
3.2
±0.05
備考1. 他の指定をもった口金(BA15,BAU15,BAW15又はBAY15)が挿入できないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
片方又は両方のゲージピンが受金の保持溝によって保持されている限り,他の指定をもったゲージが受
金に挿入され,回転されないこと。
軸方向の挿入力は50 Nを超えないこと。
右回りのトルクは1.15 Nmを超えないこと。
3-13-4-1
88
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15d 受金挿入ゲージ
ページ 2/2
2. 正規の位置であるが,ピン溝に部分的に挿入されている状態で保持されないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
2.1 正規の位置のピン溝にゲージを挿入する。
その後,1.15 Nmの右回りのトルクをゲージに加える。
トルクは急に加えず,0から徐々に加える。
トルクを加えている間,受金内のゲージの回転が確認できないこと。
2.2 正規の位置でゲージを止まるまで挿入し,右回りに回転させる。
ゲージピンは受金の保持溝によって保持されること。
3. 口金のかん(嵌)合と関係する受金のいずれかの部分が熱可塑性の樹脂材料である場合,受金を周囲温度
23±2 ℃の環境にて最低10 hの放置後直ちに検査を行うこと。
3-13-4-1
89
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15d 受金におけるコンタクト検査ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容値
A1
15.05
+0.01
0
D1
6.3
+0.01
0
E
1.8
0
−0.01
L
3.2
±0.05
N
9.0
+0.5
0
P
17.02
0
−0.01
δ
150°
±5′
備考1. 受金内の最小の口金のコンタクトの接触状態をチェックすること。
2. ゲージは通常位置にある口金を受金に挿入すること。
ピンがそれぞれの相対する場所に止められること。
上記の状態で指示ランプが点灯すること。
3-13-5-1
90
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
91
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15d 口金のB寸法ゲージ
ページ 1/2
第三角法
3-13-6-1
92
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15d 口金のB寸法ゲージ
ページ 2/2
単位 mm
記号
基準値
許容値
A
15.26
+0.01
0
B(“1”)
15.65
0
−0.005
B(“2”)
16.15
+0.005
0
E
2.5
0
−0.04
L
3.2
±0.005
N
7.8
±0.5
a
15.15
±0.1
e
2
±0.1
n
12.5
±0.5
t
19
±0.5
δ
150°
±5′
備考1. 口金のB寸法の最大及び最小の検査に適用する。
2. 図に示すE寸法の部分のくぼみに口金のピンが入るようにして,口金をCとDとの間の入れ口に押し込
む。X面がY面と一致しているか又はX面がY面よりも出っ張っていること。また,X面はZ面よりも
出っ張らないこと。
3. 検査は,各々のピンの向きを変えて,2回行うこと。
4. このゲージは,校正ゲージ“1”及び校正ゲージ“2”によって校正を必要とする。それぞれの校正ゲージ
の寸法は,表のB (“1”)及びB (“2”)を適用する。校正ゲージ“1”をCとDとの間の入れ口に押し込
んだとき,X面がY面と一致していること。校正ゲージ“2”をCとDとの間の入れ口に押し込んだとき,
X面がZ面と一致していること。
5. X,Y及びZ面でのゲージの代わりにダイヤルゲージを用いてもよい。それぞれの校正ゲージをダイヤル
ゲージにあてがい,その相当するダイヤルゲージの目盛の位置に印を付けて,その印の幅で口金の寸法の
許容差を示す。
3-13-6-1
93
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15s 受金ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A1
15.32
0
−0.01
T
5.5
0
−0.02
A2
15.47
+0.01
0
a
10.5
+1
0
B
17.02
0
−0.01
b
16.5
+0.5
0
D1
7.53
0
−0.01
c
9.5
+1
0
E
2.5
+0.01
0
γ
150°
±5′
N
8.7
+0.02
0
質量
(kg)
最大
0.22
−
最小
0.18
備考1. 受金のA最大,最小,B最小,D1最小,N最大,T最大寸法,溝の位置関係及び角度を検査する。
2. 通りゲージを受金に挿入したとき,容易に溝を通り,コンタクトに接触した位置で回転できること。
止りゲージは,自重で受金を通らないこと。
この検査は2回行い,2回目はゲージを約90°回転して行う。
3-13A-1-1
94
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
95
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15s 口金保持ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.50
+0.02
0
e
3
±0.1
L
3.2
±0.1
p
18
±0.1
a
5.5
±0.1
α
150°
±5°
b
10
±0.1
δ
150°
±30′
3-13A-2-1
96
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15s 口金保持ゲージ
ページ 2/2
備考1. 口金の保持を検査する。
2. 口金はピンが溝Qを通り抜けるまで開口部Yに挿入する。
口金を小さい角度で回転させた後,ピンの少なくとも1本が表面S1又はS2 で接触するように,プラン
ジャーによって押されていること。
この位置で,ばね力は10 Nであること。また,口金は口金とゲージとの間のどんなすき間にもかかわ
らず,ゲージによって保持されること。
3-13A-2-1
97
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15s 受金挿入ゲージ
ページ 1/2
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
15.05
0
−0.01
N
9.0
+0.5
0
B
15.65
0
−0.01
R
0.2
+0.05
0
D1
6.7
±0.05
c
1.5
+0.1
0
E
1.8
0
−0.01
δ
150°
±5′
L
3.2
±0.05
備考1. 他の指定をもった口金(BA15,BAU15,BAW15又はBAY15)が挿入できないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
片方又は両方のゲージピンが受金の保持溝によって保持されている限り,他の指定をもったゲージが受
金に挿入され,回転されないこと。
軸方向の挿入力は50 Nを超えないこと。
右回りのトルクは1.15 Nmを超えないこと。
3-13A-3-1
98
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15s 受金挿入ゲージ
ページ 2/2
2. 正規の位置であるが,ピン溝に部分的に挿入されている状態で保持されないことを検査する。
以下の検査は,他の適切な検査が行われた後指定された順に行われるものとする。
2.1 正規の位置のピン溝にゲージを挿入する。
その後,1.15 Nmの右回りのトルクをゲージに加える。
トルクは急に加えず,0から徐々に加える。
トルクを加えている間,受金内のゲージの回転が確認できないこと。
2.2 正規の位置でゲージを止まるまで挿入し,右回りに回転させる。
ゲージピンは受金の保持溝によって保持されること。
3. 口金のかん(嵌)合と関係する受金のいずれかの部分が熱可塑性の樹脂材料である場合,受金を周囲温度
23±2 ℃の環境にて最低10 hの放置後直ちに検査を行うこと。
3-13A-3-1
99
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15s 受金におけるコンタクト検査ゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容値
A1
15.05
+0.01
0
D1
6.3
+0.01
0
E
1.8
0
−0.01
L
3.2
±0.05
N
9.0
+0.5
0
P
17.02
0
−0.01
δ
150°
±5′
備考1. 受金内の最小寸法部位と口金との接触状態をチェックすること。
2. ゲージは真っすぐ受金に挿入すること。
ピンがそれぞれの相対する場所に止められること。
上記の状態で指示ランプが点灯すること。
3-13A-4-1
100
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
101
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15s 口金のB寸法ゲージ
ページ1/2
第三角法
3-13A-5-1
102
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
BAZ15s 口金のB寸法ゲージ
ページ 2/2
単位 mm
記号
基準値
許容値
A
15.26
+0.01
0
B(“1”)
15.65
0
−0.005
B(“2”)
16.15
+0.005
0
E
2.5
0
−0.04
L
3.2
±0.005
N
7.8
±0.5
a
15.15
±0.1
e
2
±0.1
n
12.5
±0.5
t
19
±0.5
δ
150°
±5′
備考1. 口金のB寸法の最大及び最小の検査に適用する。
2. 図に示すE寸法の部分のくぼみに口金のピンが入るようにして,口金をCとDとの間の入れ口に押し込
む。X面がY面と一致しているか又はX面がY面よりも出っ張っていること。また,X面はZ面よりも
出っ張らないこと。
3. 検査は,各々のピンの向きを変えて,2回行うこと。
4. このゲージは,校正ゲージ“1”及び校正ゲージ“2”によって校正を必要とする。それぞれの校正ゲージ
の寸法は,表のB (“1”)及びB (“2”)を適用する。校正ゲージ“1”をCとDとの間の入れ口に押し込
んだとき,X面がY面と一致していること。校正ゲージ“2”をCとDとの間の入れ口に押し込んだと
き,X面がZ面と一致していること。
5. X,Y及びZ面でのゲージの代わりにダイヤルゲージを用いてもよい。それぞれの校正ゲージをダイヤル
ゲージにあてがい,その相当するダイヤルゲージの目盛の位置に印を付けて,その印の幅で口金の寸法の
許容差を示す。
3-13A-5-1
103
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-36-2-1の後に,次のシートNo. 3-117-1-1, 3-117-2-1, 3-117-3-1及び3-117-4-1を挿入する。
2007
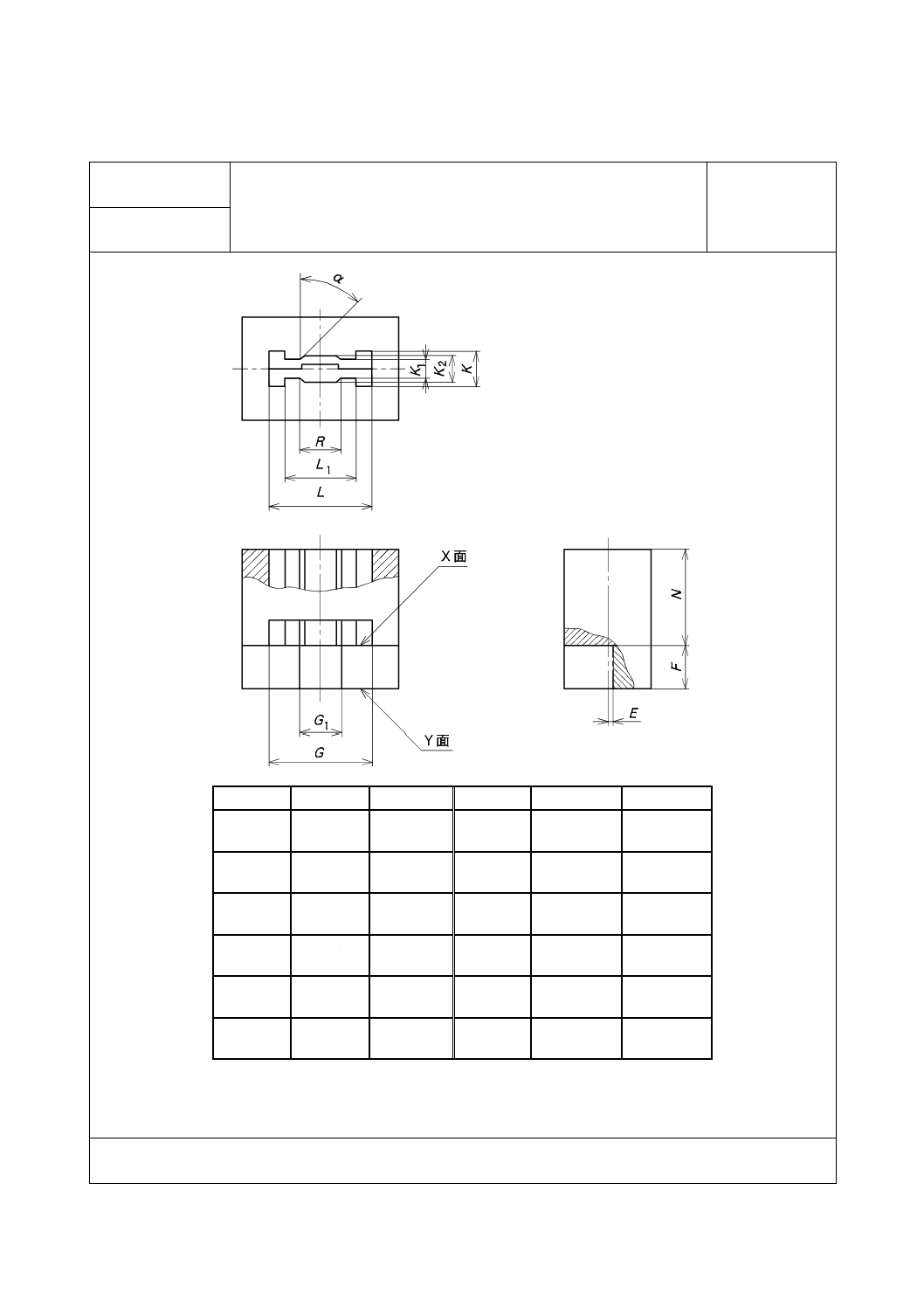
G9 口金通りゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
E
0.5
+0.10
+0
K2
4.0
+0.02
+0
F
5.3
+0.02
+0
L
13.7
+0.02
+0
G
13.3
+0
−0.02
L1
9.0
+0.02
+0
G1
5.2
+0.02
+0
N
12.3
+0.02
+0
K
4.9
+0.02
+0
R
5.0
+0.02
+0
K1
3.0
+0.02
+0
α
45°
+1°
+0°
備考1. 口金の最大外郭の検査に適用する。
2. 口金基準面がX面に当たるまで,容易に挿入できなければならない。
また,口金コンタクト部はY面を超えてはならない。
3-117-1-1
104
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
105
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
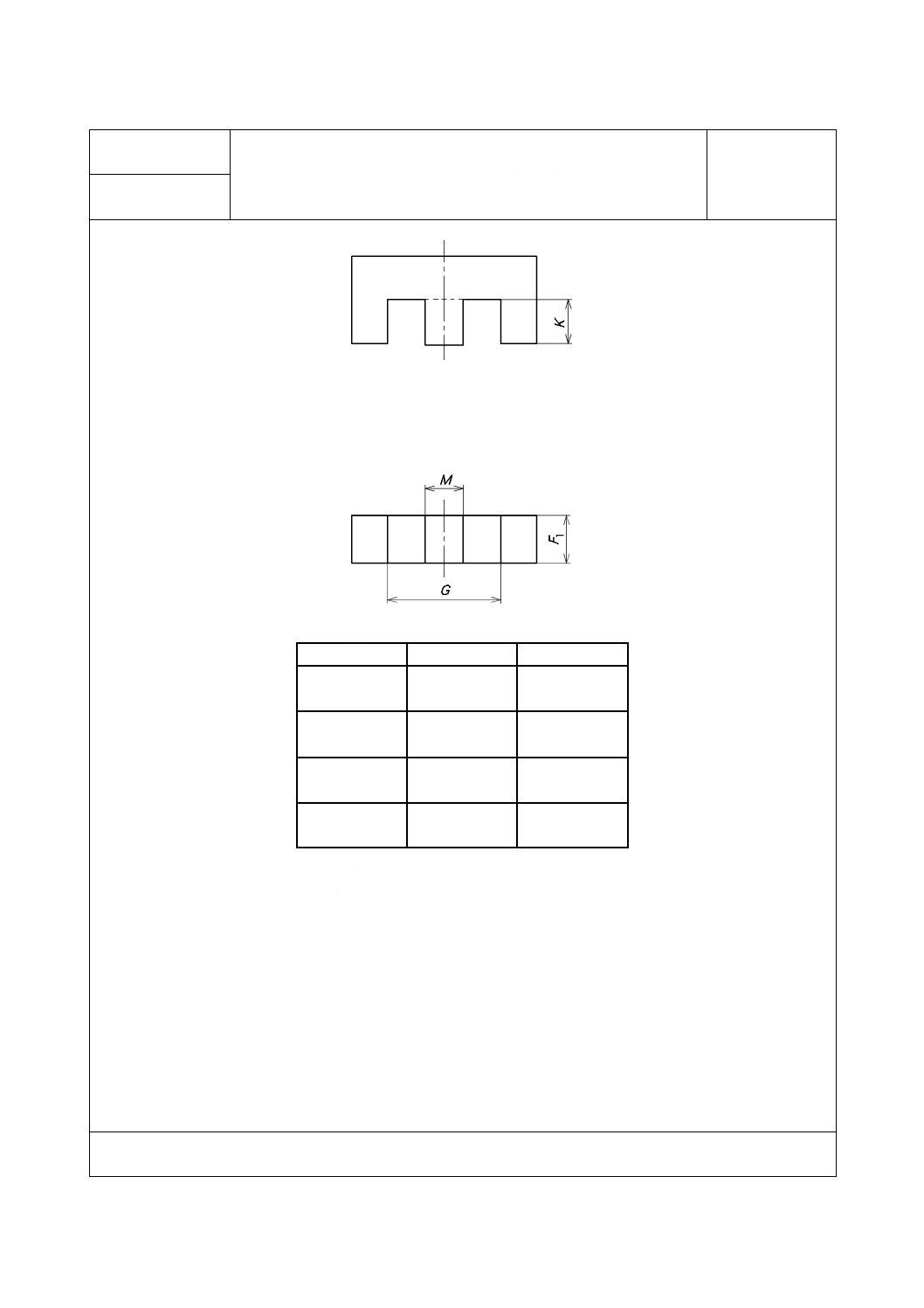
G9 口金止りゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
F1
3.0
+0.02
0
G
12.4
+0.02
0
M
5.2
0
−0.02
K
4.9
0
−0.02
備考1. 口金のG最小寸法の検査に適用する。
2. この検査をするとき,過度な力を加えてはならない。
3-117-2-1
106
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
107
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
G9 受金通りゲージ
ページ 1/1
第三角法
注(1) 半径1 mm又は等しく面取りされていること。
備考1. 受金の検査に適用する。
2. X面が受金のコンタクト部まで円滑に挿入できること。この位置で,受金リム部の一部がY面を超えて
突出してはならない。
単位 mm
記号
基準値
許容差
記号
基準値
許容差
E
0.7
+0.02
0
L
13.9
0
−0.02
F
5.4
+0.02
0
L1
8.9
+0.02
0
G
13.3
+0.02
0
N
12.2
+0.02
0
G1
5.2
0
−0.02
R
5.1
+0.02
0
K
5.0
0
−0.02
r1 (1)
1.0
±0.1
K1
3.1
0
−0.02
α
45°
0°
−1°
K2
4.1
0
−0.02
3-117-3-1
108
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
109
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
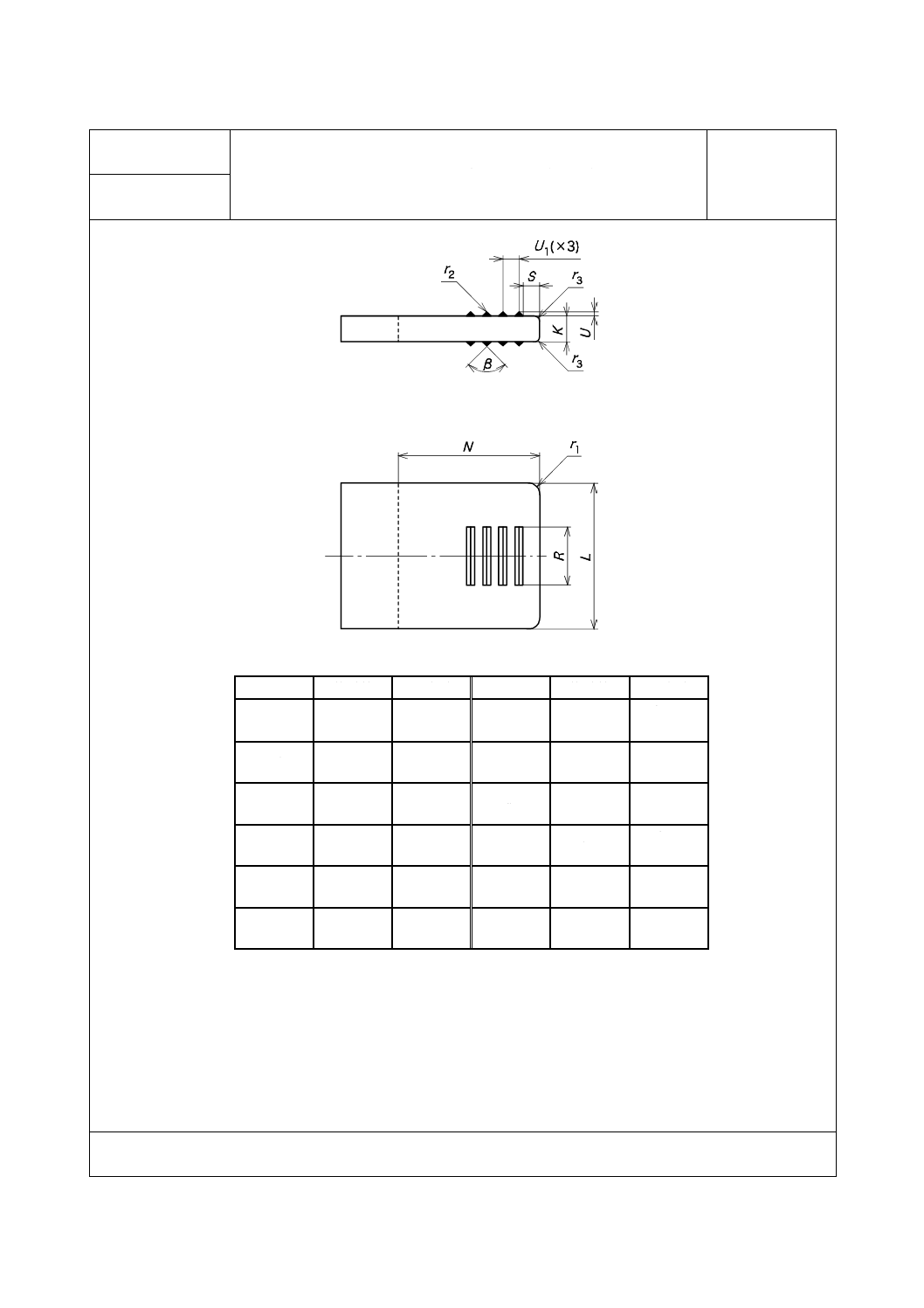
G9 受金最小保持力ゲージ
ページ 1/1
第三角法
注(1) K, Lは,N寸法範囲内に適用する。
(2) 等しく面取りされていること。
備考1. 受金の最小保持力検査に適用する。
2. ゲージを受金に挿入する。受金をもち逆さま(挿入口を下にする。)にしたとき,ゲージ自体の重量でゲ
ージが落下してはならない。
単位 mm
記号
基準値
許容差
記号
基準値
許容差
K (1)
2.3
+0.02
−0.02
U1
1.4
+0.02
0
L (1)
13.5
+0.02
−0.02
r1 (2)
1.0
+0.1
−0.1
N (1)
12.3
+0.02
0
r2
0.2
+0.02
−0.02
R
5.0
+0.02
−0.02
r3
0.5
+0.1
−0.1
S
1.5
0
−0.02
β
90°
+6′
−6′
U
0.3
+0.02
−0.02
重量
100 g
+2 %
0
3-117-4-1
110
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
111
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-39-2-1を,次のシートNo. 3-39-2-2に置き換える。
1997
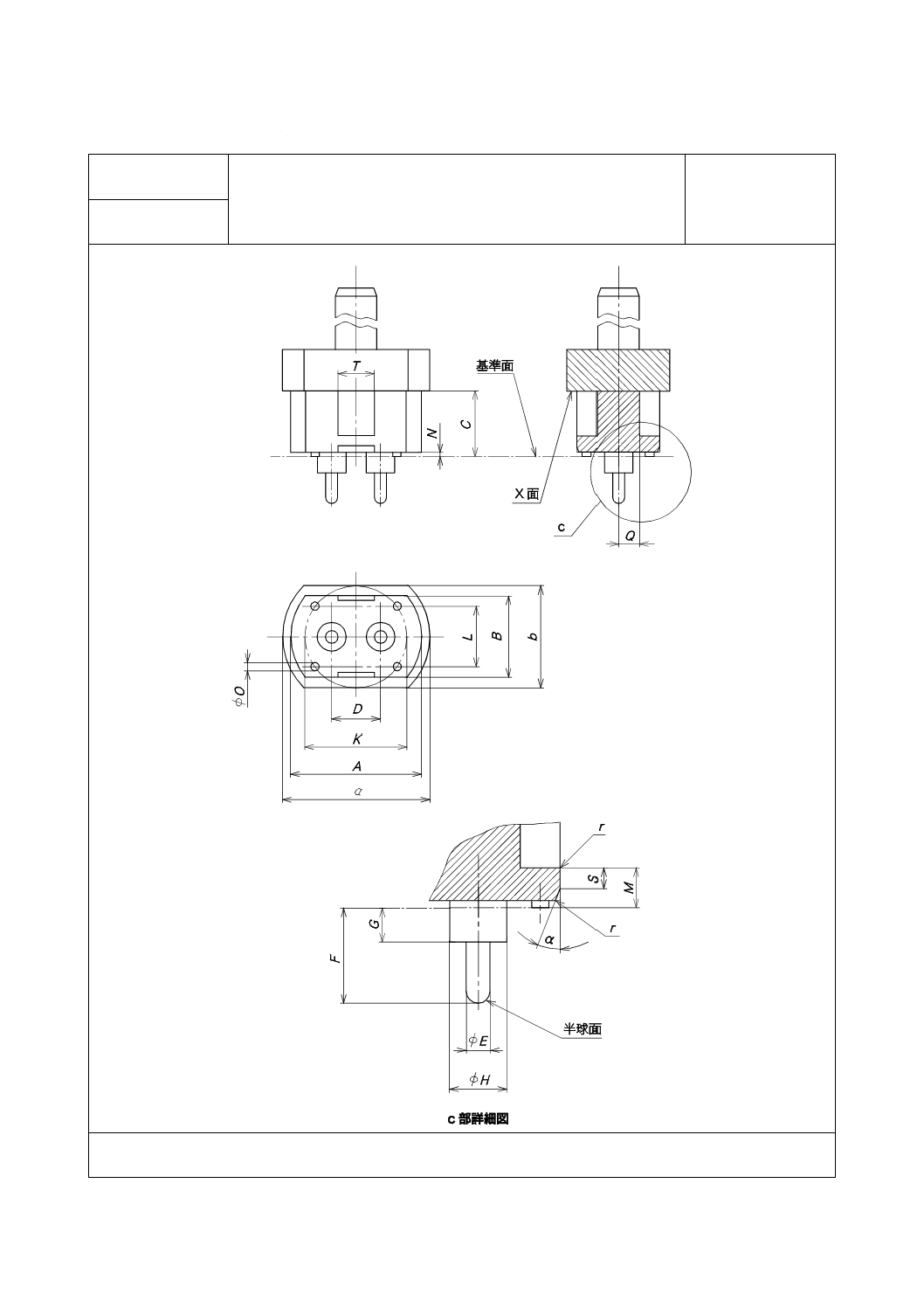
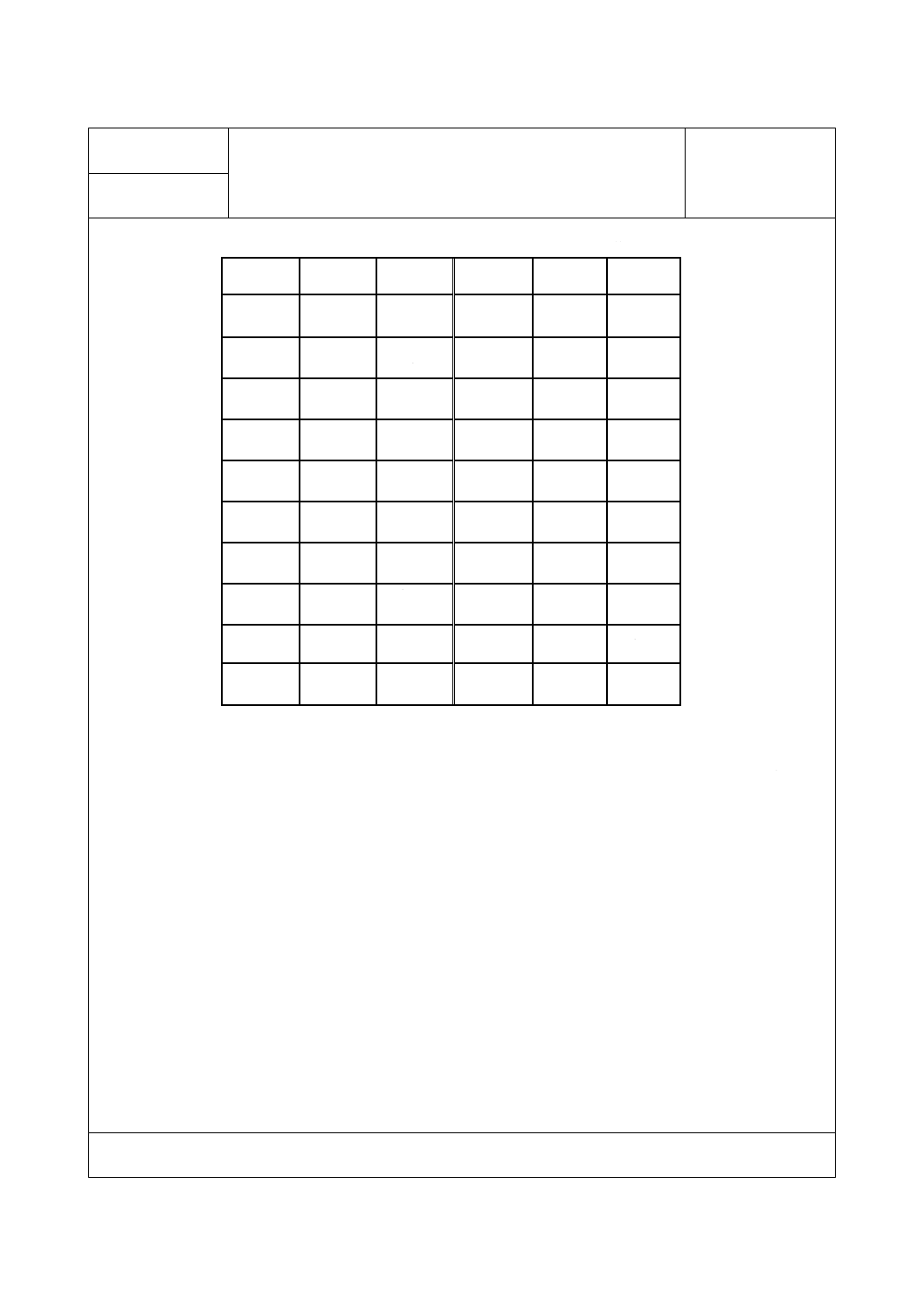
G12 受金通りゲージAタイプ
ページ 1/2
2007
第三角法
3-39-2-2
112
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G12 受金通りゲージAタイプ
ページ 2/2
2007
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
30.61
+0.02
0
M
5.02
+0.02
0
B
19.51
+0.02
0
N
0.5
0
−0.05
C
14.5
+0.05
0
O
2
±0.1
D
12.135
+0.01
0
Q
5
0
−0.1
E
2.67
+0.01
0
S
3.0
0
−0.02
F
12.53
+0.02
0
T
9.0
0
−0.02
G
4.53
+0.02
0
r
0.4
0
−0.05
H
6.98
+0.02
0
a
35
±0.5
K
25
±0.1
b
25
±0.5
L
15
±0.1
α
25°
+6′
0
備考1. 受金の寸法A最小,B最小,H最小及び,G最小,また,JIS C 7709-1のシートNo.1-39に示された最大
すき間でのピン寸法に関して,最大口金に対して最大着脱力の検査に適用する。
2. ゲージの支持キーの少なくとも三つが,ランプ受金にゲージをJIS C 7709-2のシートNo.2-39にあるこの
ゲージの最大挿入力以下の力で挿入できること。この位置でランプ受金のふちと,ゲージX面の明りょ
うなすき間が存在すること。このテスト後,JIS C 7709-2のシートNo.2-39にあるこのゲージの引抜き力
以下の力でゲージを抜き取ることができること。
3. 図面の寸法は,ゲージに必要な部分だけ示してある。
4. 受金G12の詳細は,JIS C 7709-2のシートNo.2-39を参照のこと。
3-39-2-2
113
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-39-3-1を,次のシートNo. 3-39-3-2に置き換える。
1997
G12 受金通りゲージBタイプ
ページ 1/2
2007
第三角法
3-39-3-2
114
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G12 受金通りゲージBタイプ
ページ 2/2
2007
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
30.61
+0.02
0
L
15
±0.1
B
19.51
+0.02
0
M
5.02
+0.02
0
C
14.5
±0.1
N
0.5
0
−0.05
D
11.865
0
−0.01
O
2
±0.1
E
2.67
+0.01
0
Q
7.25
+0.02
0
F
12.53
+0.02
0
S
3.0
0
−0.02
G
4.53
+0.02
0
T
9.0
0
−0.02
H
6.98
+0.02
0
r
0.4
0
−0.05
K
25
±0.1
α
25°
+6′
0
備考1. 受金のゲージJIS C 7709-1のシートNo.1-39で明記した最小すき間でのピン寸法に関して,最大口金に関
連した最大挿入力の検査に適用する。
2. ゲージをゲージの支持キーの少なくとも三つが,ランプ受金の面に接するまでJIS C 7709-2のシート
No.2-39に示されたこのゲージの最大挿入力以下の力で挿入できること。
3-39-3-2
115
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-39-4-1を,次のシートNo. 3-39-4-2に置き換える。
1997
G12 受金通りゲージCタイプ
ページ 1/2
2007
第三角法
3-39-4-2
116
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
G12 受金通りゲージCタイプ
ページ 2/2
2007
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
29.4
0
−0.02
N
0.5
0
−0.05
B
18.5
0
−0.02
O
2
±0.1
C
16.0
±0.2
P
12.0
0
−0.02
D
12.0
±0.005
Q
6.75
0
−0.02
E
2.29
0
−0.01
S
1.5
0
−0.02
F
11.4
0
−0.01
T
11
+0.1
0
G
3.0
+0.05
0
r1
0.4
0
−0.05
H
6.2
0
−0.05
r2
1.5
+0.05
0
K
25
±0.1
α
20°
0
−6′
L
15
±0.1
β
45°
+30′
0
M
4.58
0
−0.02
備考1. 受金の最小外形寸法と最小すき間でのピン寸法に関して,最小口金に関連した最小保持力の検査に適用す
る。
2. ゲージをゲージの支持キーの少なくとも三つが,ランプ受金の面に接するまでJIS C 7709-2のシート
No.2-39に示されたこのゲージの最大挿入力以下の力で挿入できること。
3-39-4-2
117
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-53-5-1の後に,次のシートNo. 3-119-1-1,3-119-2-1,3-119-2A-1,3-119-2B-1,3-119-3-1及
び 3-119-3A-1を挿入する。
2007
GX12 完成ランプ口金通り止りゲージ
ページ 1/2
第三角法
3-119-1-1
118
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX12 完成ランプ口金通り止りゲージ
ページ 2/2
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
30.8
+0.01
0
R
1.2
+0.05
0
B
19.7
+0.01
0
U
13.84
+0.02
0
C
12
0
−0.02
V
7.94
+0.02
0
D
12
+0.005
−0.005
X
2.57
+0.02
0
E
2.79
+0.01
0
Y
11.67
+0.02
0
E1
2.67
+0.01
0
Z
3.07
+0.02
0
E2
2.29
0
−0.01
a
5
+0.2
−0.2
F1
11.4
0
−0.02
b
5
+0.5
−0.5
F2
12.5
+0.02
0
c
5
+0.5
−0.5
G1
4.5
+0.02
0
d
3.5
+0.2
−0.2
H
7.1
+0.01
0
備考1. 完成ランプの口金のA最大,B最大,φE最大最小,φH最大,F最大最小,ピン間隔及びキー部を含むピ
ンの変位の寸法検査に適用する。
2. 口金をゲージに挿入したとき,口金基準面がゲージO面に接触するまで入ること。
この状態でピン先端はf1面と同一又は越え,しかもf2面から越えないこと。各々のピンはφE1にφHが
接触するまで入り,φE2には入らないこと。
3-119-1-1
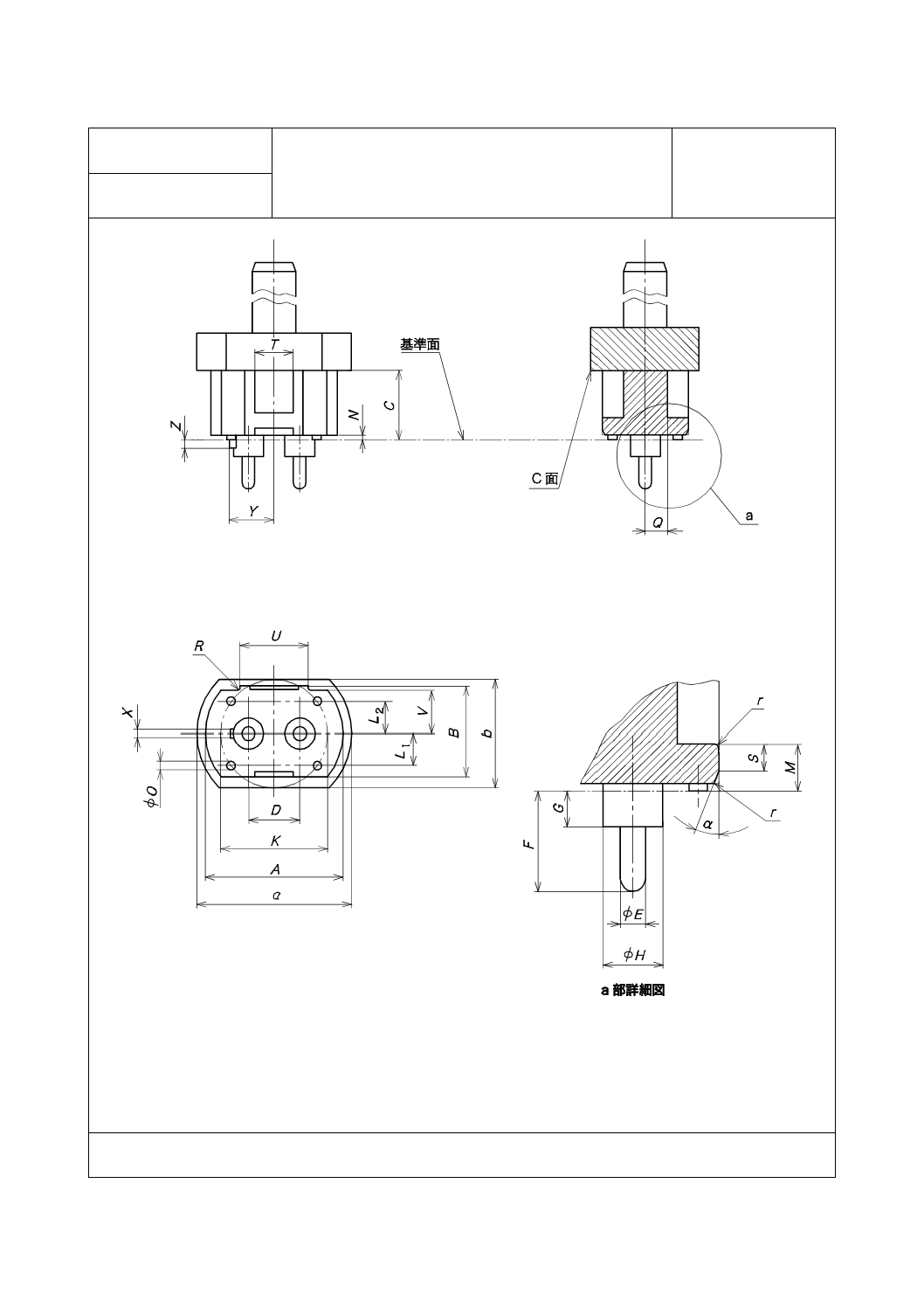
119
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX12 受金通りゲージ Aタイプ
ページ 1/2
第三角法
3-119-2-1
120
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX12 受金通りゲージ Aタイプ
ページ 2/2
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
30.61
+0.02
0
Q
5
0
−0.1
B
19.51
+0.02
0
R
1.2
+0.02
−0.02
C
14.5
+0.05
0
S
3.0
0
−0.02
D
12.135
+0.01
0
T
9.0
0
−0.02
E
2.67
+0.01
0
U
13.81
+0.02
0
F
12.53
+0.02
0
V
7.91
+0.02
0
G
4.53
+0.02
0
X
2.56
+0.02
0
H
6.98
+0.02
0
Y
11.66
+0.02
0
K
25
+0.1
−0.1
Z
3.01
+0.02
0
L1
7.5
+0.1
−0.1
r
0.4
0
−0.05
L2
5
+0.1
−0.1
a
35
+0.5
−0.5
M
5.02
+0.02
0
b
25
+0.5
−0.5
N
0.5
0
−0.05
α
25°
+6′
0
O
2
+0.1
−0.1
備考1. 受金の寸法A最小,B最小,H最小及びG最小,またJIS C 7709-1のシートNo. 1-119に示された最大の
すき間でのピン寸法に関して,最大口金に対して最大着脱力の検査に適用する。
2. ゲージの支持キーの少なくとも三つが,ランプ受金にゲージをJIS C 7709-2のシートNo. 2-119にあるこ
のゲージの最大挿入力以下の力で挿入できること。この位置でランプ受金のふちと,ゲージC面の明り
ょう(瞭)なすき間が存在すること。このテストの後JIS C 7709-2のシートNo. 2-119にあるこのゲージ
の引抜き力以下の力でゲージを抜き取ることができること。
3. 図面の寸法は,ゲージに必要な部分だけ示してある。
4. 受金GX12の詳細は,JIS C 7709-2のシートNo. 2-119を参照のこと。
3-119-2-1
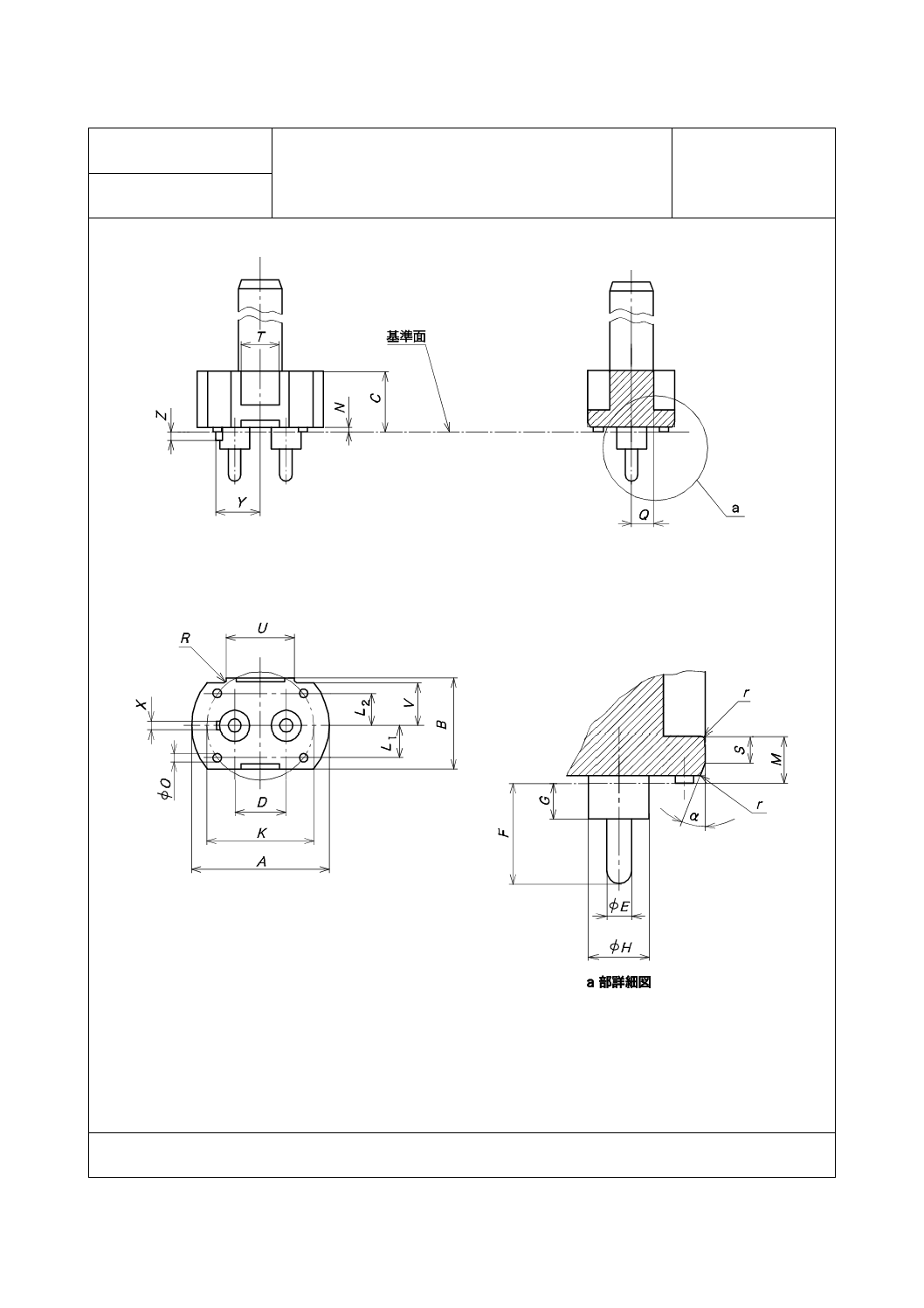
121
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX12 受金通りゲージ Bタイプ
ページ 1/2
第三角法
3-119-2A-1
122
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX12 受金通りゲージ Bタイプ
ページ 2/2
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
30.61
+0.02
0
O
2
+0.1
−0.1
B
19.51
+0.02
0
Q
7.25
+0.02
0
C
14.5
+0.1
−0.1
R
1.2
+0.02
−0.02
D
11.865
0
−0.01
S
3.0
0
−0.02
E
2.67
+0.01
0
T
9.0
0
−0.02
F
12.53
+0.02
0
U
13.81
+0.02
0
G
4.53
+0.02
0
V
7.91
+0.02
0
H
6.98
+0.02
0
X
2.56
+0.02
0
K
25
+0.1
−0.1
Y
11.66
+0.02
0
L1
7.5
+0.1
−0.1
Z
3.01
+0.02
0
L2
5
+0.1
−0.1
r
0.4
0
−0.05
M
5.02
+0.02
0
α
25°
+6′
0
N
0.5
0
−0.05
備考1. 受金の最小すき間でのピン寸法に関して,最大口金に関連した最大挿入力の検査に適用する。
2. ゲージの支持キーの少なくとも三つがランプ受金の面に接するまで,JIS C 7709-2のシートNo. 2-119に
示されたこのゲージの最大挿入力以下の力で,ゲージを挿入できること。
3-119-2A-1
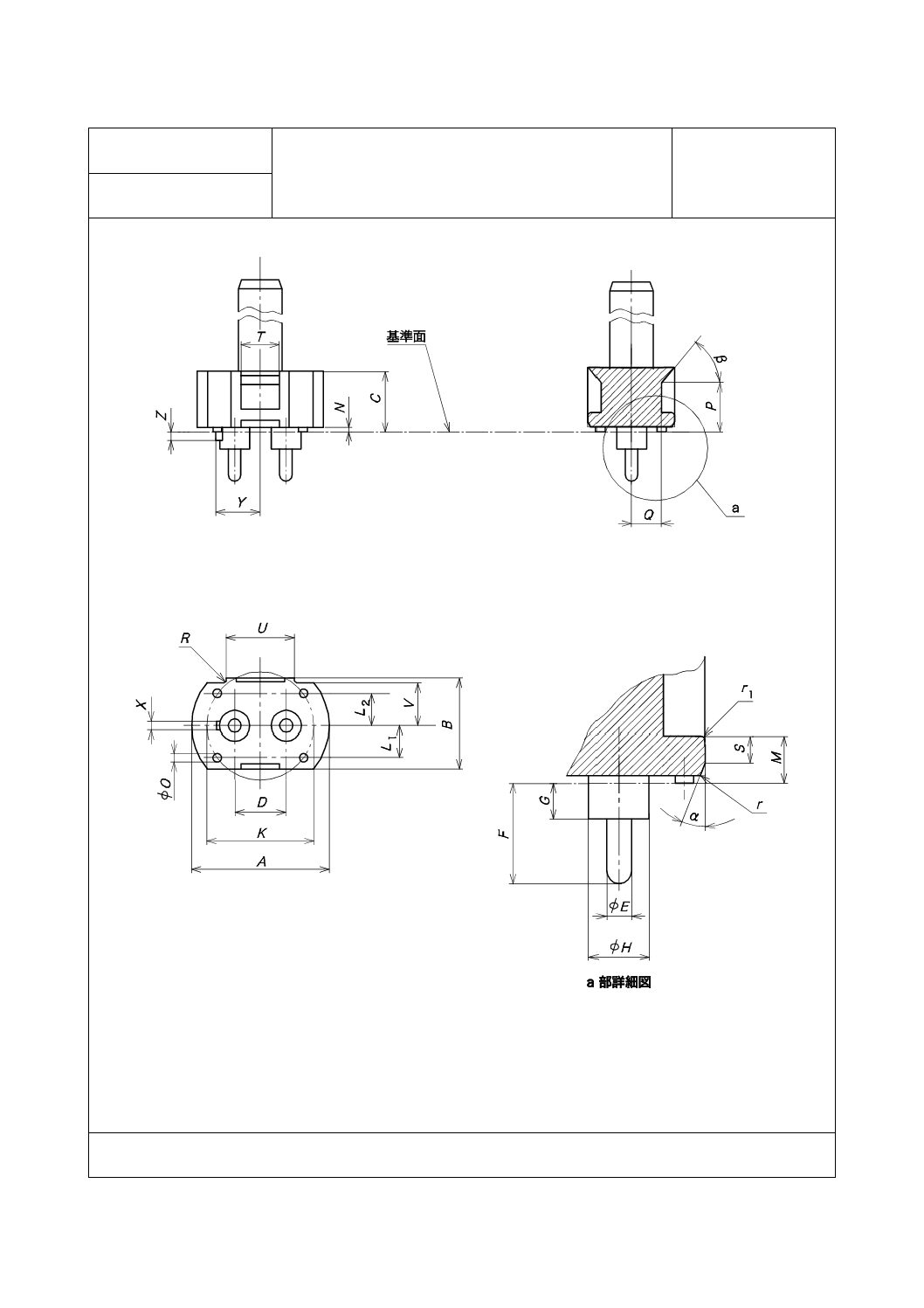
123
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX12 受金通りゲージ Cタイプ
ページ 1/2
第三角法
3-119-2B-1
124
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX12 受金通りゲージ Cタイプ
ページ 2/2
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
29.4
0
−0.02
Q
6.75
0
−0.02
B
18.5
0
−0.02
R
1.2
+0.02
−0.02
C
16.0
+0.2
−0.2
S
1.5
0
−0.02
D
12.0
+0.005
−0.005
T
11
+0.1
0
E
2.29
0
−0.01
U
13.19
0
−0.02
F
11.4
0
−0.01
V
7.39
0
−0.02
G
3.0
+0.05
0
X
1.84
0
−0.02
H
6.2
0
−0.05
Y
11.14
0
−0.02
K
25
+0.1
−0.1
Z
2.69
0
−0.02
L1
7.5
+0.1
−0.1
r
0.4
0
−0.05
L
5
+0.1
−0.1
r1
1.5
+0.05
0
M
4.58
0
−0.02
α
20°
0
−6′
N
0.5
0
−0.05
β
45°
+30′
0
O
2
+0.1
−0.1
備考1. 受金の最小外形寸法と最小すき間でのピン寸法に関して,最小の口金に関連した最小保持力の検査に適用
する。
2. ゲージの支持キーの少なくとも三つがランプ受金の面に接するまで挿入できること。
3. ゲージは,この位置及びゲージが下側に見える状態で保持されること。
4. ゲージを引き抜くために必要な力は,JIS C 7709-2のシートNo.2-119に規定されたこのゲージの引抜き力
以上であること。
3-119-2B-1
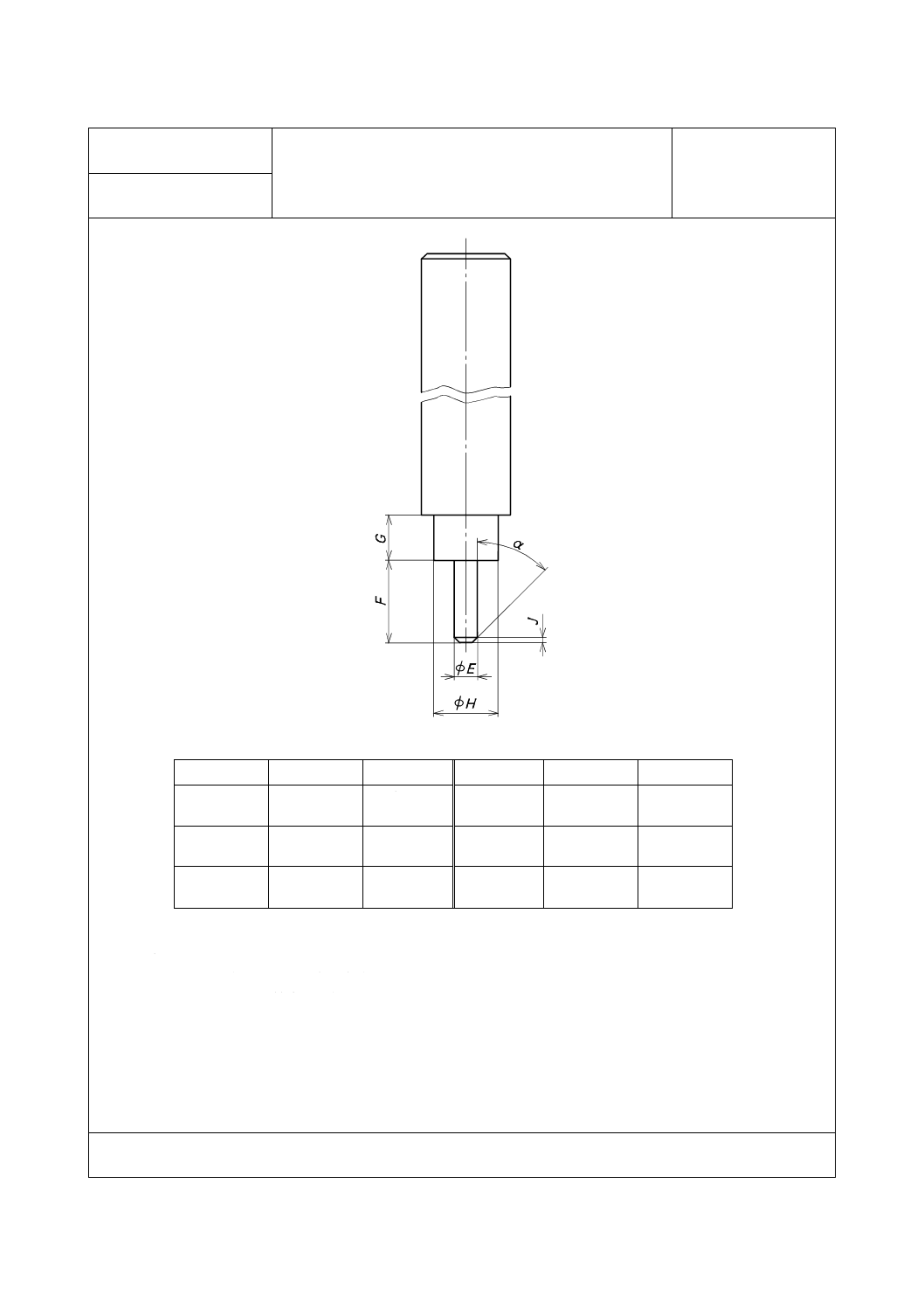
125
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX12 受金単ピンゲージD
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
E
2.67
+0.01
0
H
6.7
0
−0.1
F
8.0
+0.05
−0.05
J
0.4
+0.05
−0.05
G
4.5
0
−0.1
α
30°
+1°
−1°
備考1. 受金単ピンそれぞれの最大の引抜き力の検査に適用する。
2. ゲージが受金に完全に差し込まれた後,ゲージを引くのに必要な力は受金GX12(JIS C 7709-2のシート
No. 2-119)に明記した値を超えてはならない。
テストは他の接点でも行うこと。
3. 図面の寸法は,ゲージに必要な部分だけ示してある。
4. 受金GX12の詳細は,JIS C 7709-2のシートNo. 2-119を参照のこと。
3-119-3-1
126
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
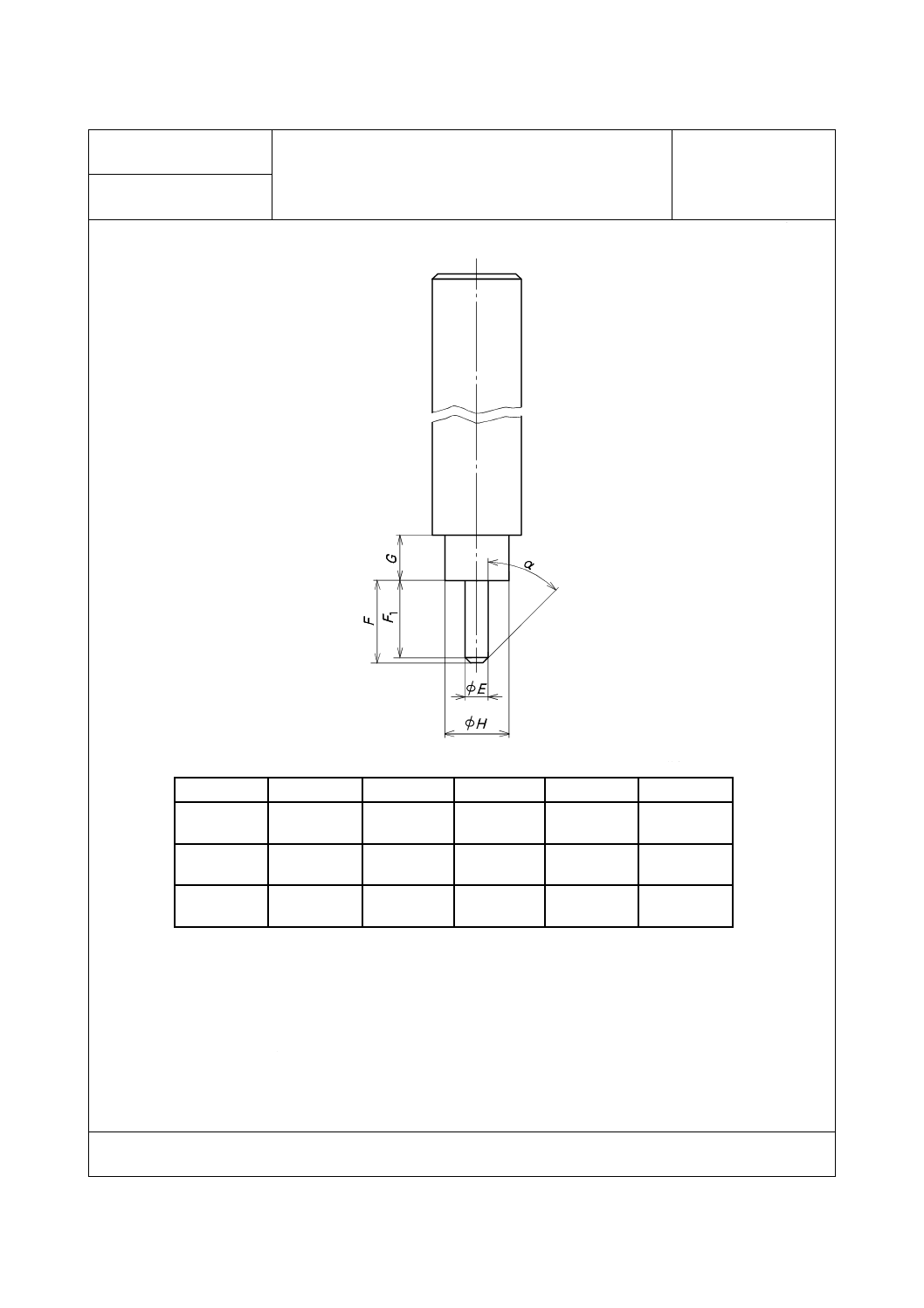
127
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX12 受金単ピンゲージ E
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
E
2.29
0
−0.01
G
4.5
0
−0.1
F
7.0
+0.05
−0.05
H
6.7
0
−0.1
F1
6.6
+0.05
−0.05
α
30°
+1°
−1°
備考1. 受金単ピンそれぞれの最大の引抜き力の検査に適用する。
2. ゲージが受金に完全に差し込まれた後,ゲージを引くのに必要な力は受金GX12(JIS C 7709-2のシート
No. 2-119)に明記した値を超えてはならない。
テストは他の接点でも行うこと。
3. 図面の寸法は,ゲージに必要な部分だけ示してある。
4. 受金GX12の詳細は,JIS C 7709-2のシートNo.2-119を参照のこと。
3-119-3A-1
128
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
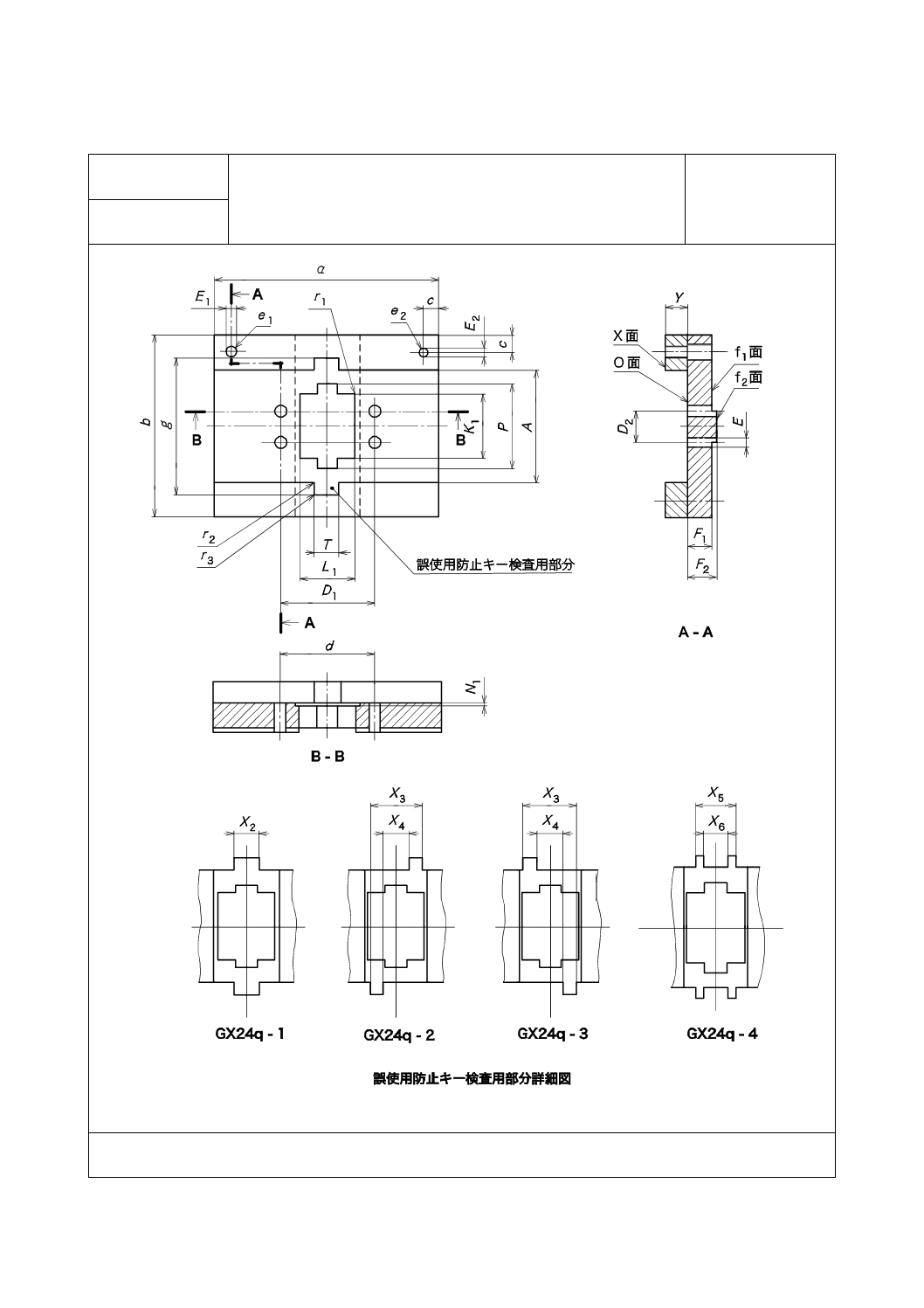
129
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-56-1-2を,次のシートNo. 3-56-1-3に置き換える。
2004
GX24q 口金通り止りゲージ
ページ 1/2
2007
第三角法
3-56-1-3
130
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
GX24q 口金通り止りゲージ
ページ 2/2
2007
記号
GX24q-1
GX24q-2
GX24q-3
GX24q-4
基準値
許容差
基準値
許容差
基準値
許容差
基準値
許容差
X2
6.6
+0.01
0
−
−
−
−
−
−
X3
−
−
12.4
+0.01
0
12.4
+0.01
0
−
−
X4
−
−
6.2
0
−0.01
6.2
0
−0.01
−
−
X5
−
−
−
−
−
−
9.6
+0.01
0
X6
−
−
−
−
−
−
5.4
0
−0.01
備考1. GX24q-1〜4口金のかん合部外形寸法及びランプピン寸法は,かん合部に対する位置の検査並びに誤使用
防止キーの位置及び幅の検査に適用する。
2. ゲージに口金を奥まで差し込んだとき,口金の基準面とO面とが接していること。このときピンの先端は,
f1面とf2面との間にあるものとする。
口金の各ピンをe1の穴に挿入したとき,基準面とX面とが接していること。e2の穴には,ピンの先端
だけが挿入できるものとする。
単位 mm
記号
基準値
許容値
記号
基準値
許容値
A
28.5
+0.05
0
P
21.0
+0.01
0
D1
23.0
±0.005
T
4.7
+0.01
0
D2
8.0
±0.005
Y
5.5
+0.01
0
E
2.79
+0.01
0
a
55
±0.5
E1
2.67
+0.01
0
b
45
±0.5
E2
2.29
0
−0.01
c
4
0
−0.2
F1
6.0
0
−0.025
d
16
±0.1
F2
6.8
+0.025
0
g
33.5
±0.1
K1
16.3
+0.01
0
r1
0.5
±0.05
L1
13.9
+0.01
0
r2
0.2
±0.05
N1
0.5
+0.01
0
r3
0.2
±0.05
3-56-1-3
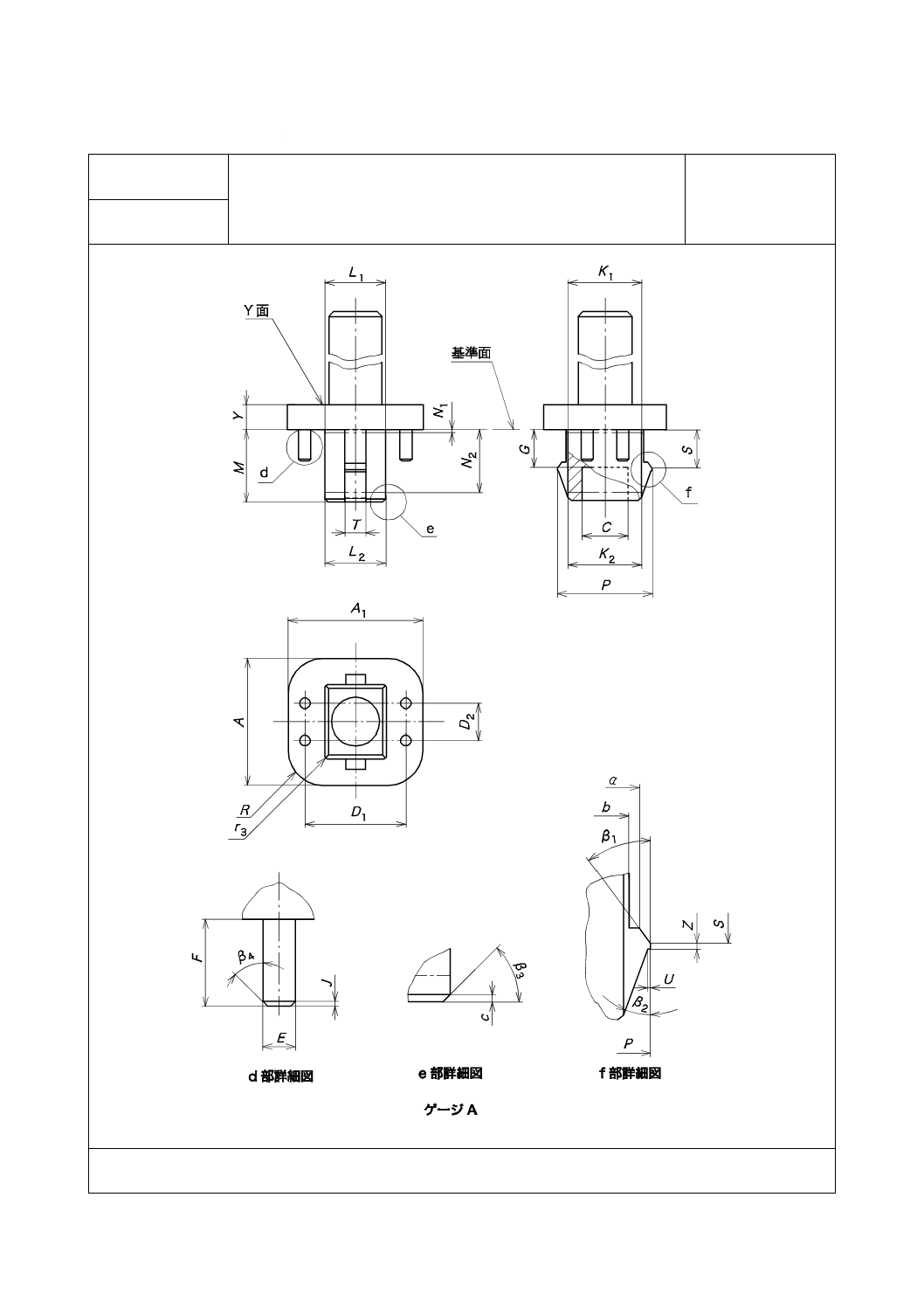
131
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-56-2-2を,次のシートNo. 3-56-2-3に置き換える。
2004
GX24q 受金通りゲージ
ページ 1/6
2007
第三角法
3-56-2-3
132
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
GX24q 受金通りゲージ
ページ 2/6
2007
単位 mm
記号
基準値
許容値
記号
基準値
許容値
A
28.5
+0.02
0
P
21.0
+0.02
0
A1
31.0
+0.02
0
R
8.4
0
−0.05
C(3)
11
±0.1
S
8.85
0
−0.02
D1
23.14
±0.005
T
4.7
+0.02
0
D2
8.14
±0.005
U
0.2
+0.02
0
E
2.67
+0.01
0
Y
5.5
+0.05
0
F
6.8
+0.02
0
Z
0.5
+0.05
0
G(3)
8.6
±0.1
a
19.0
±0.01
J
0.4
±0.005
b
17.0
±0.01
K1(1)
16.3
+0.02
0
c
0.5
+0.1
0
K2(2)
15.95
+0.02
0
r3
0.5
±0.05
L1(1)
13.9
+0.02
0
r6
0.15
±0.05
L2(2)
13.55
+0.02
0
β1
35°
±1°
M
16.0
+0.02
0
β2
20°
±1°
N1(1)
0.5
−
β3
45°
±1°
N2(2)
14.0
−
β4
35°
±1°
注(1) K1,L1面は,基準面からN1位置での値。
(2) K2,L2面は,基準面からN2位置での値。
(3) C及びGは,GX24q-5,-6及び-7キー受金の検査だけ必要とされる。
備考1. GX24q-1〜7差込式受金について,Yの最大及びピン間隔,ピン寸法,中央ポストが最大である口金の最
大差込み力と引抜き力の検査に適用する。
2. GX24q-1〜7回転式受金について,Yの最大及びピン間隔,ピン寸法,中央ポストが最大である口金の最
大取付トルクと取外しトルクの検査に適用する。
3. ゲージの基準面と受金の基準面が接するまでゲージを挿入することができること。そのとき,受金の縁が
ゲージY面を超えないものとする。
3-56-2-3
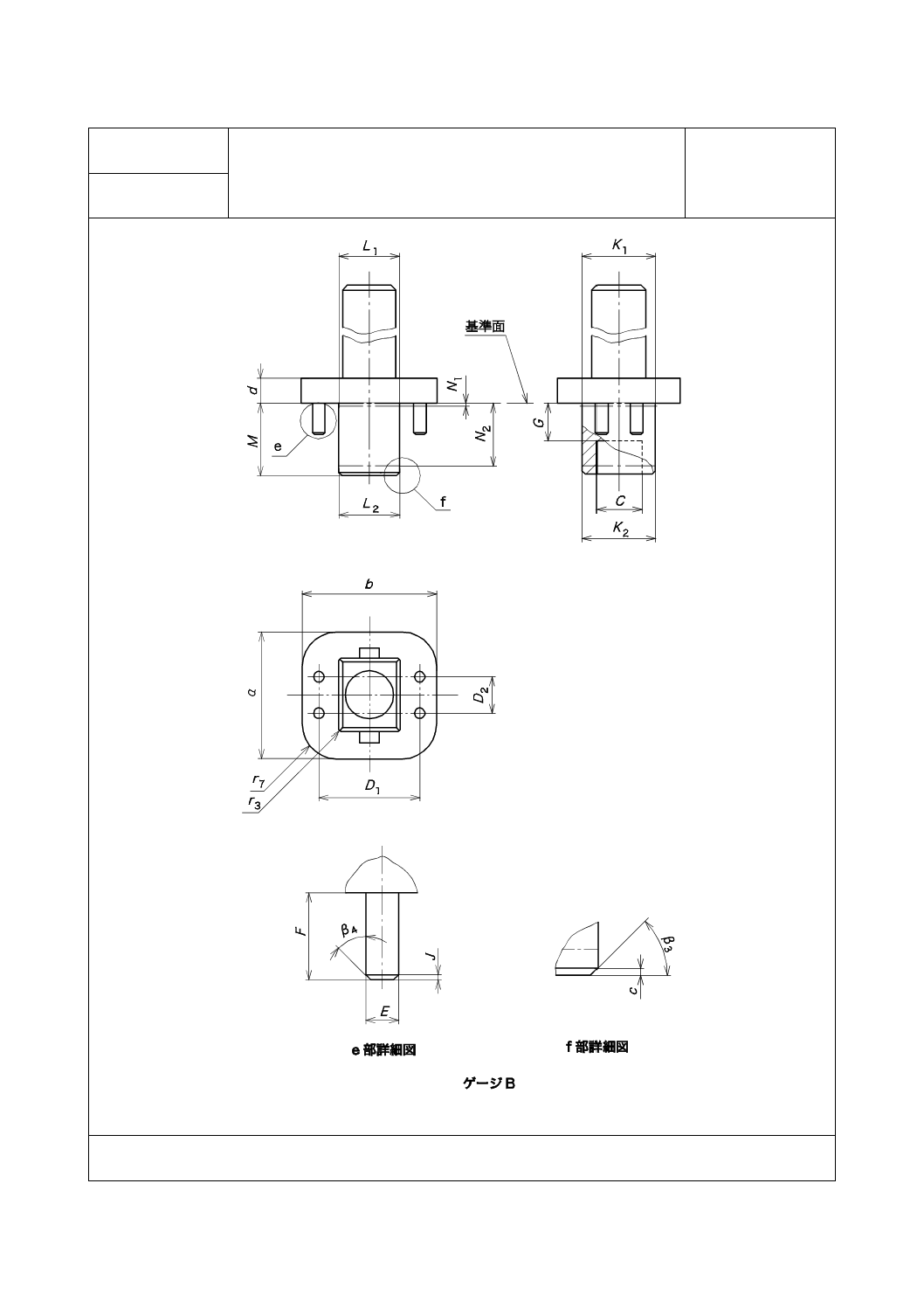
133
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
GX24q 受金通りゲージ
ページ 3/6
2007
第三角法
3-56-2-3
134
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
GX24q 受金通りゲージ
ページ 4/6
2007
単位 mm
記号
基準値
許容値
記号
基準値
許容値
C (3)
11
±0.1
M
16.0
+0.02
0
D1
22.86
±0.01
N1(1)
0.5
−
D2
7.86
±0.01
N2(2)
14.0
−
E
2.67
+0.01
0
a
27.0
±0.2
F
6.8
+0.02
0
b
30.0
±0.2
G(3)
8.6
±0.1
c
0.5
±0.1
J
0.4
±0.05
d
8.0
±0.5
K1(1)
16.3
+0.02
0
r3
0.5
±0.05
K2(2)
15.95
+0.02
0
r7
9.0
±0.2
L1(1)
13.9
+0.02
0
β 3
45°
±1°
L2(2)
13.55
+0.02
0
β 4
35°
±1°
注(1) K1,L1面は,基準面からN1位置での値。
(2) K2,L2面は,基準面からN2位置での値。
(3) C及びGは,GX24q-5,-6及び-7キー受金の検査だけ必要とされる。
備考1. GX24q-1〜7差込式受金について,ピン間隔が最小でピン寸法が最大である口金の最大差込み力の検査に
適用する。
2. GX24q-1〜7回転式受金について,ピン間隔が最小でピン寸法が最大である口金の最大取付トルクの検査
に適用する。
3. ゲージの基準面と受金の基準面が接するまでゲージを挿入することができるものとする。
3-56-2-3
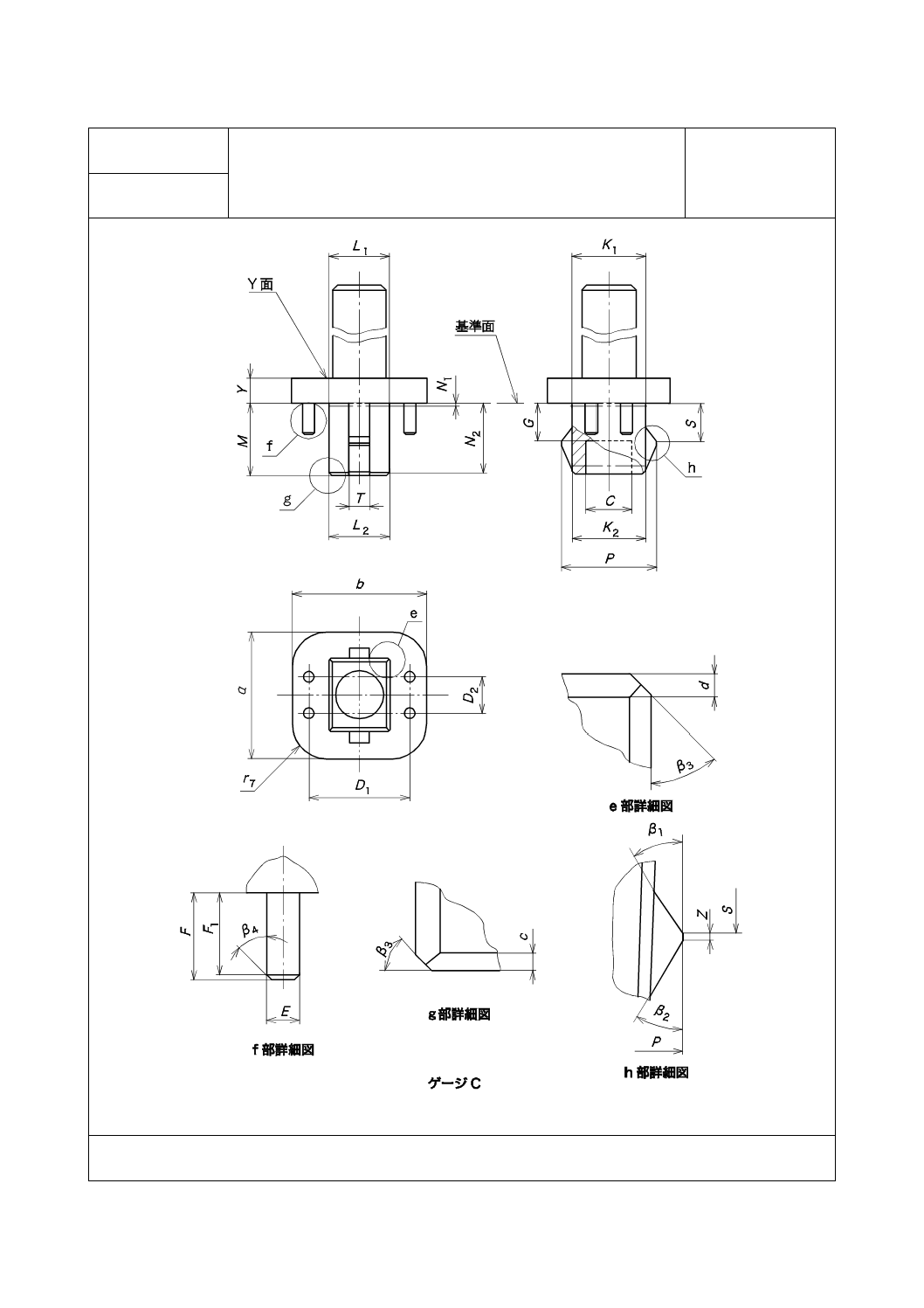
135
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
GX24q 受金通りゲージ
ページ 5/6
2007
第三角法
3-56-2-3
136
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
GX24q 受金通りゲージ
ページ 6/6
2007
単位 mm
記号
基準値
許容値
記号
基準値
許容値
C (3)
11
±0.1
P
20.6
0
−0.02
D1
23.0
±0.01
S
9.15
+0.02
0
D2
8.0
±0.01
T
3.5
0
−0.02
E
2.29
0
−0.01
Y
5.0
+0.02
0
F
6.0
0
−0.02
Z
0.5
0
−0.05
F1
5.5
0
−0.05
a
27.0
±0.2
G (3)
8.6
±0.1
b
30.0
±0.2
K1(1)
16.15
0
−0.02
c
0.6
±0.1
K2(2)
15.6
0
−0.02
d
0.8
+0.1
0
L1(1)
13.75
0
−0.02
r7
9.0
±0.2
L2(2)
13.2
0
−0.02
β1
35°
±1°
M
14.8
0
−0.02
β2
30°
±1°
N1(1)
0.5
−
β3
45°
±1°
N2(2)
14.0
−
β4
35°
±1°
注(1) K1,L1面は,基準面からN1位置での値。
(2) K2,L2面は,基準面からN2位置での値。
(3) C及びGは,GX24q-5,-6及び-7キー受金の検査だけ必要とされる。
備考1. GX24q-1〜7差込式受金について,Yの最小及びピン間隔,ピン寸法,中央ポストが最小である口金の最
小保持力の検査に適用する。
2. GX24q-1〜7回転式受金について,Yの最小及びピン間隔,ピン寸法,中央ポストが最小である口金の最
小取外しトルクの検査に適用する。
3. ゲージの基準面と受金の基準面が接するまでゲージを挿入したとき,受金の縁が,ゲージY面と同一面
又はそれ以上であるものとする。
3-56-2-3
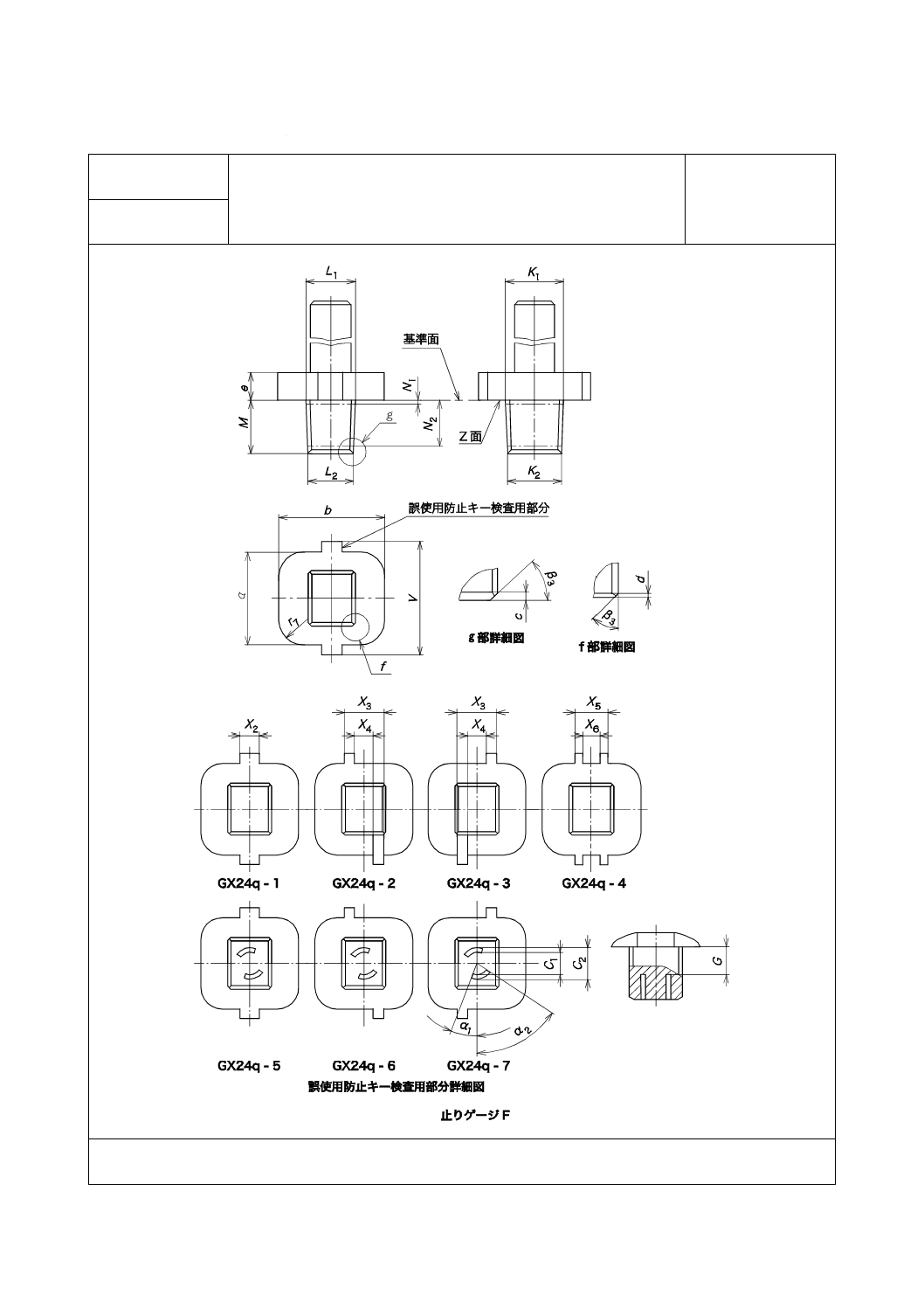
137
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-56-3-2を,次のシートNo. 3-56-3-3に置き換える。
2004
GX24q 受金キー通り止りゲージ
ページ 1/6
2007
第三角法
3-56-3-3
138
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
GX24q 受金キー通り止りゲージ
ページ 2/6
2007
単位 mm
記号
基準値
許容値
記号
基準値
許容値
C1(3)
6.9
0
−0.1
V
32.0
0
−0.02
C2(3)
9.7
+0.1
0
a
27.0
±0.2
G(3)
8.6
+0.1
0
b
30.0
±0.2
K1(1)
16.15
0
−0.02
c
0.6
±0.1
K2(2)
15.6
0
−0.02
d
0.8
+0.1
0
L1(1)
13.75
0
−0.02
e
8.0
±0.5
L2(2)
13.2
0
−0.02
r7
9.0
±0.2
M
14.8
0
−0.02
α1
20°
+1°
0
N1(1)
0.5
−
α2
40°
+1°
0
N2(2)
14.0
−
β3
45°
+1°
−1°
記号
GX24q-1,-5(4)
GX24q-2,-6(5)
GX24q-3,-7(6)
GX24q-4
基準値
許容差
基準値
許容差
基準値
許容差
基準値
許容差
X2
2.5
0
−0.02
−
−
−
−
−
−
X3
−
−
11.2
0
−0.02
11.2
0
−0.02
−
−
X4
−
−
7.4
+0.02
0
7.4
+0.02
0
−
−
X5
−
−
−
−
−
−
8.4
0
−0.02
X6
−
−
−
−
−
−
6.6
+0.02
0
注(1) K1,L1は,基準面からN1位置での値。
(2) K2,L2は,基準面からN2位置での値。
(3) C1,C2及びGは,GX24q-5,-6及び-7キー受金の検査だけ必要とされる。
(4) GX24q-5キー受金用ゲージは,GX24q-1受金に装着されてもよい。
(5) GX24q-6キー受金用ゲージは,GX24q-2受金に装着されてもよい。
(6) GX24q-7キー受金用ゲージは,GX24q-3受金に装着されてもよい。
3-56-3-3
139
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
GX24q 受金キー通り止りゲージ
ページ 3/6
2007
備考1. GX24q-1〜7差込式受金及びGX24q-1〜7回転式受金について,異なるキー形状の口金が挿入されない誤
使用防止性能の検査に使用する。
2. GX24q-1〜7差込式受金については,異なるキー形状のゲージFが挿入される場合,ゲージのZ面が受金
の誤使用防止リブに当たること。
3. GX24q-1〜7回転式受金については,異なるキー形状のゲージFが挿入される場合,挿入できず時計回り
に19.5°まで回転できないこと。
3-56-3-3
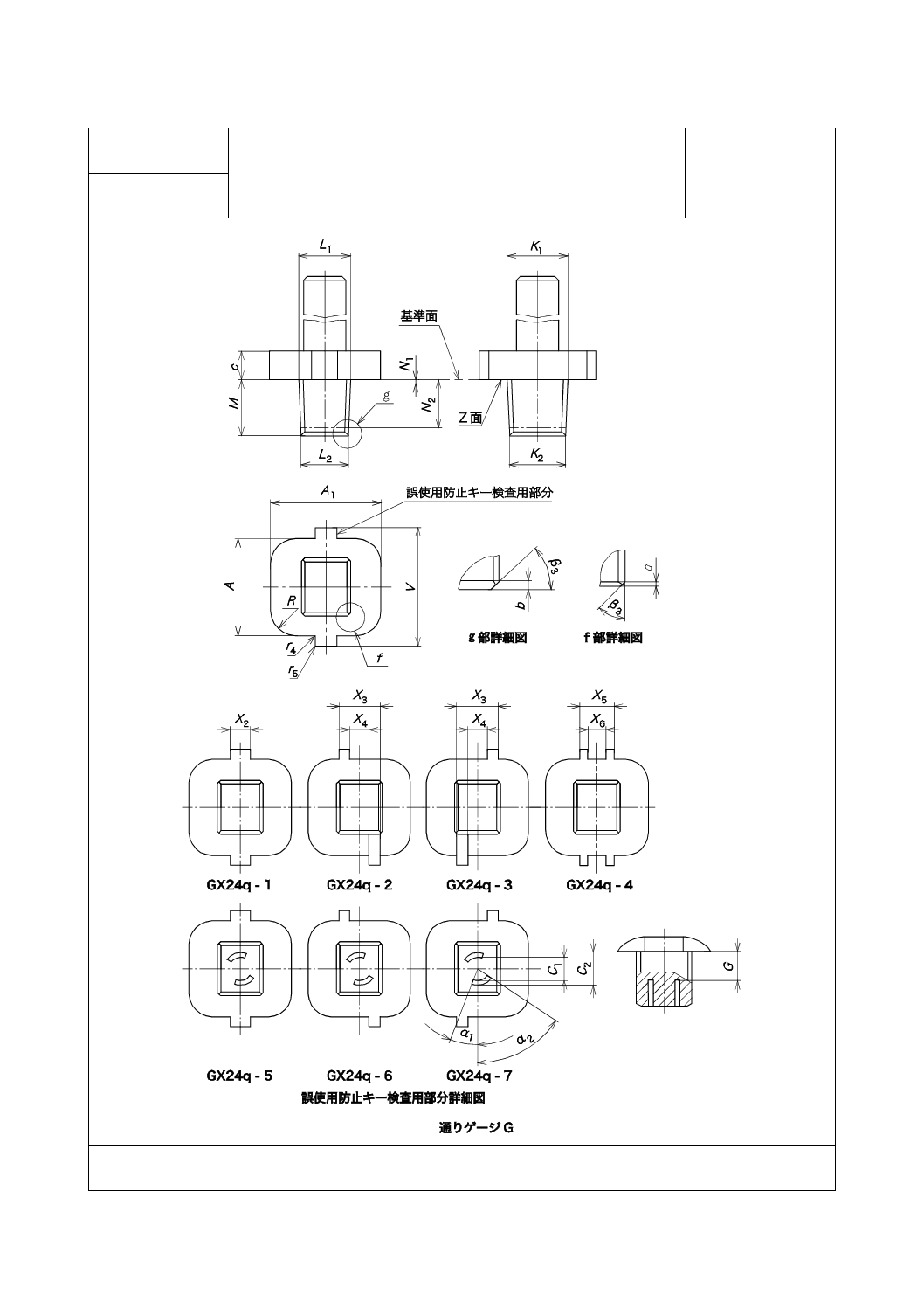
140
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
GX24q 受金キー通り止りゲージ
ページ 4/6
2007
第三角法
3-56-3-3
141
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
GX24q 受金キー通り止りゲージ
ページ 5/6
2007
単位 mm
記号
基準値
許容値
記号
基準値
許容値
A
28.5
+0.02
0
N2(2)
14.0
−
A1
31.0
+0.02
0
R
8.4
0
−0.05
C1(3)
6.9
0
−0.1
V
33.0
+0.02
0
C2(3)
9.7
+0.1
0
a
1
±0.1
G(3)
8.6
+0.1
0
b
0.5
+0.1
0
K1(1)
16.3
+0.02
0
c
8
±0.5
K2(2)
15.95
+0.02
0
r4
0.2
±0.05
L1(1)
13.9
+0.02
0
r5
0.2
±0.05
L2(2)
13.55
+0.02
0
α1
20°
+1°
0
M
16.0
+0.02
0
α2
60°
+1°
0
N1(1)
0.5
−
β3
45°
+1°
−1°
記号
GX24q-1,-5(4)
GX24q-2,-6(5)
GX24q-3,-7(6)
GX24q-4
基準値
許容差
基準値
許容差
基準値
許容差
基準値
許容差
X2
7.2(7)
0
−0.02
−
−
−
−
−
−
X3
−
−
13.0
0
−0.02
13.0
0
−0.02
−
−
X4
−
−
5.6
+0.02
0
5.6
+0.02
0
−
−
X5
−
−
−
−
−
−
9.7
0
−0.02
X6
−
−
−
−
−
−
5.3
+0.02
0
注(1) K1,L1は,基準面からN1位置での値。
(2) K2,L2は,基準面からN2位置での値。
(3) C1,C2及びGは,GX24q-5,-6及び-7キー受金の検査だけ必要とされる。
(4) GX24q-5キー受金用ゲージは,GX24q-1受金に装着されてもよい。
(5) GX24q-6キー受金用ゲージは,GX24q-2受金に装着されてもよい。
(6) GX24q-7キー受金用ゲージは,GX24q-3受金に装着されてもよい。
(7) GX24q-5回転式受金については,この値を3.5 mmとする。
3-56-3-3
142
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
GX24q 受金キー通り止りゲージ
ページ 6/6
2007
備考1. GX24q-1〜7差込式受金及びGX24q-1〜7回転式受金について,M部の最大及び誤使用防止キーの誤使用
防止性能の検査に使用する。
2. GX24q-1〜7差込式受金については,ゲージの基準面と受金の基準面とが接するまでゲージを挿入する。
3. GX24q-1〜7回転式受金については,ゲージの基準面と受金の基準面とが接するまでゲージを挿入したの
ち,時計回りに19.5°まで回転する。
3-56-3-3
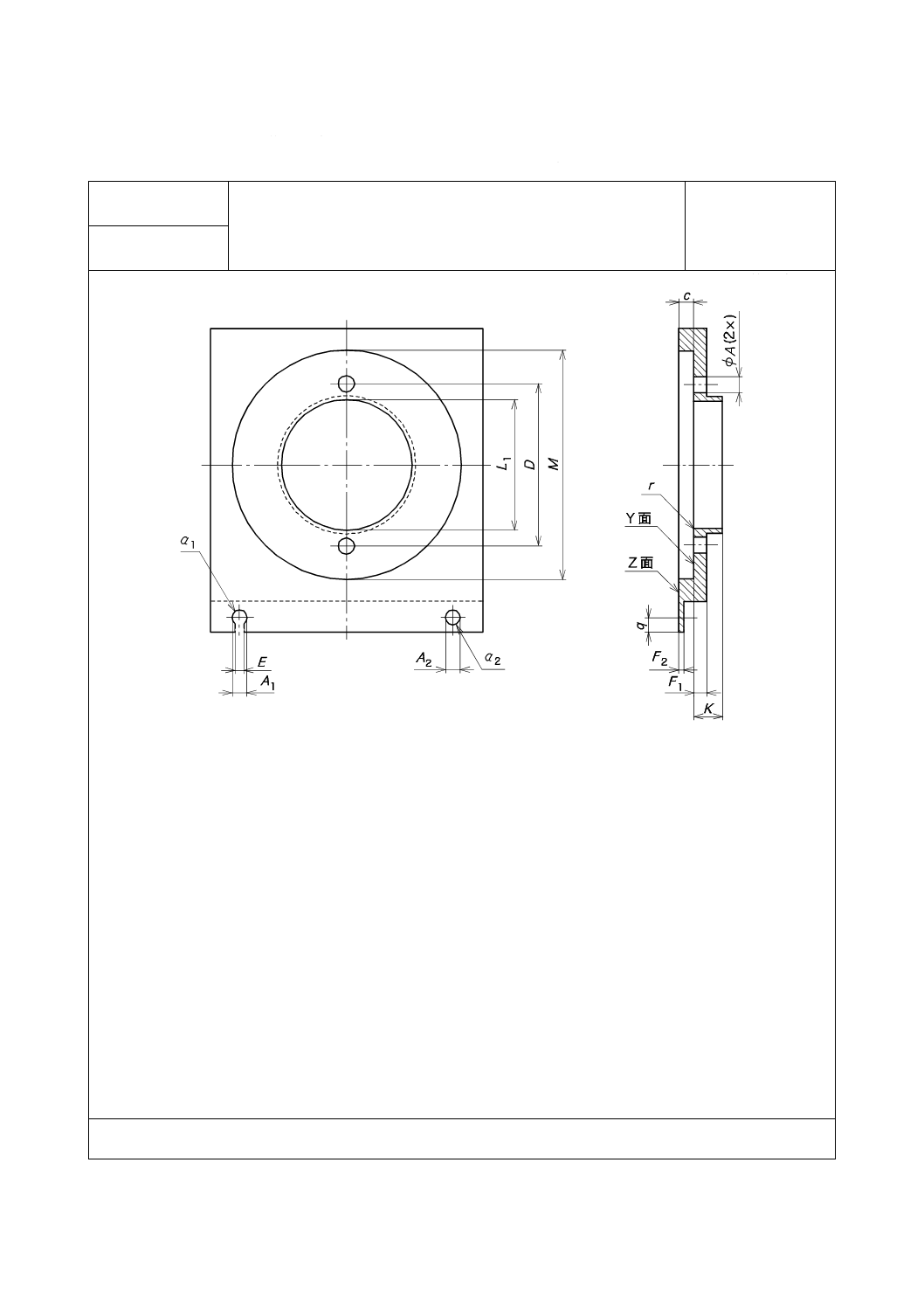
143
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-56-3-3の後に,次のシートNo. 3-122-1-1,3-122-2-1,3-122-2A-1,3-122-2B-1,3-122-3-1,
3-122-3A-1,3-122-3B-1,3-122-4-1,3-122-5-1及び3-122-5A-1を挿入する。
2007
GX53 口金通り止りゲージ
ページ1/2
第三角法
3-122-1-1
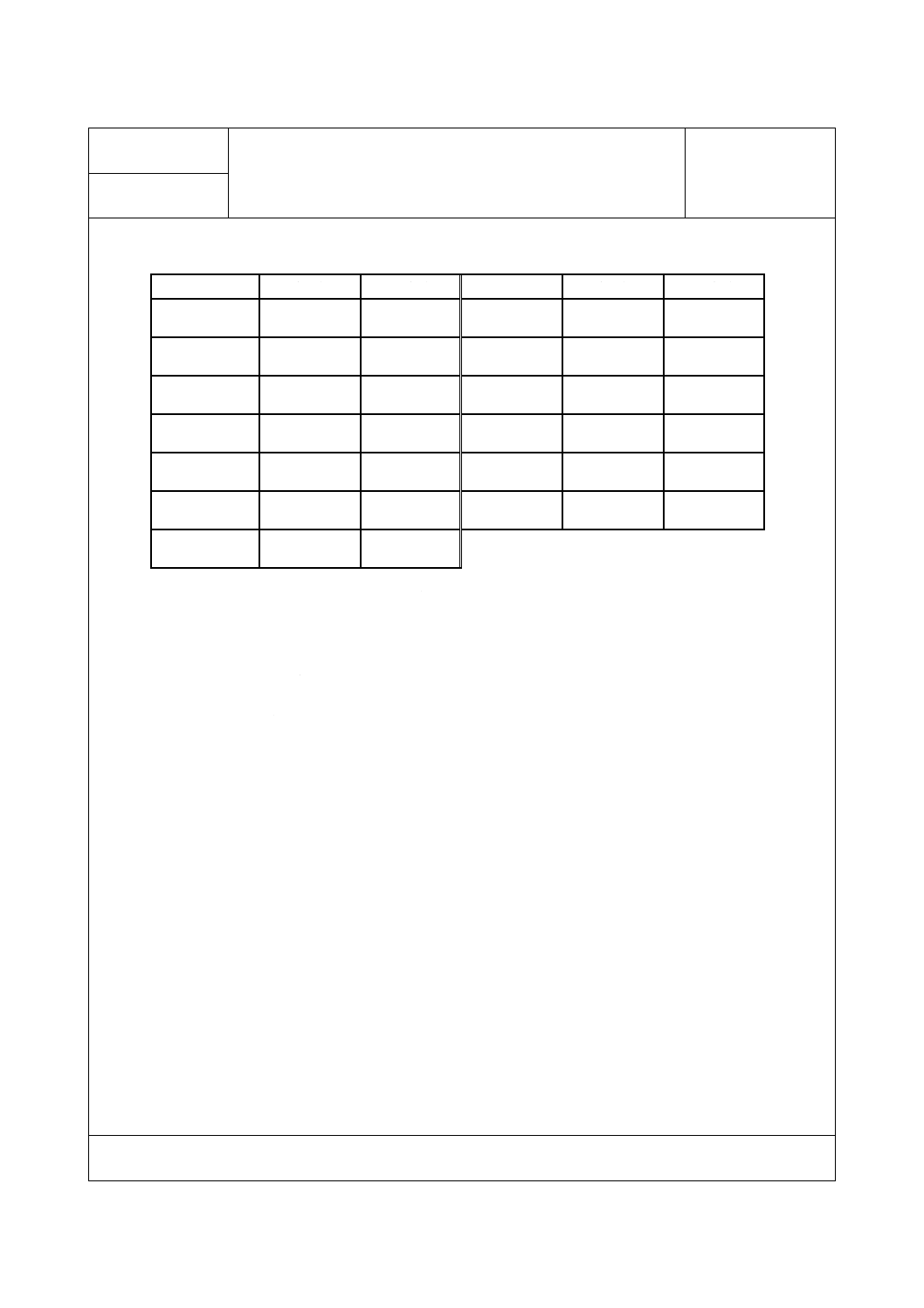
144
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 口金通り止りゲージ
ページ 2/2
注(1) 0.25 mmの公差はピン及びピン間隔の調整のため。
備考1. 完成ランプ口金のA,Dの最大,最小寸法,E,F1,M,L1,Kの最大寸法,F2の最小寸法を検査する。
2. 口金ピンは,Z面からa1に挿入できること。a2には挿入できないこと。
3. 完成ランプ口金を挿入したとき,口金の基準面がゲージY面に接触すること。
このとき,口金ピンと中央のポストはゲージ表面を越えないこと。
4. GX53口金の詳細は,JIS C 7709-1のシートNo.1-122を参照のこと。
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A(1)
5.25
+0.02
0
K
9.4
+0.02
0
A1
5.0
+0.02
0
L1
42.5
+0.02
0
A2
4.7
0
−0.02
M
75.2
+0.02
0
D
53.00
+0.005
−0.005
c
5
+0.1
−0.1
E
3.2
+0.02
0
q
4.5
max
F1
4.3
+0.02
0
r
0.2
0
−0.05
F2
1.55
0
−0.02
3-122-1-1
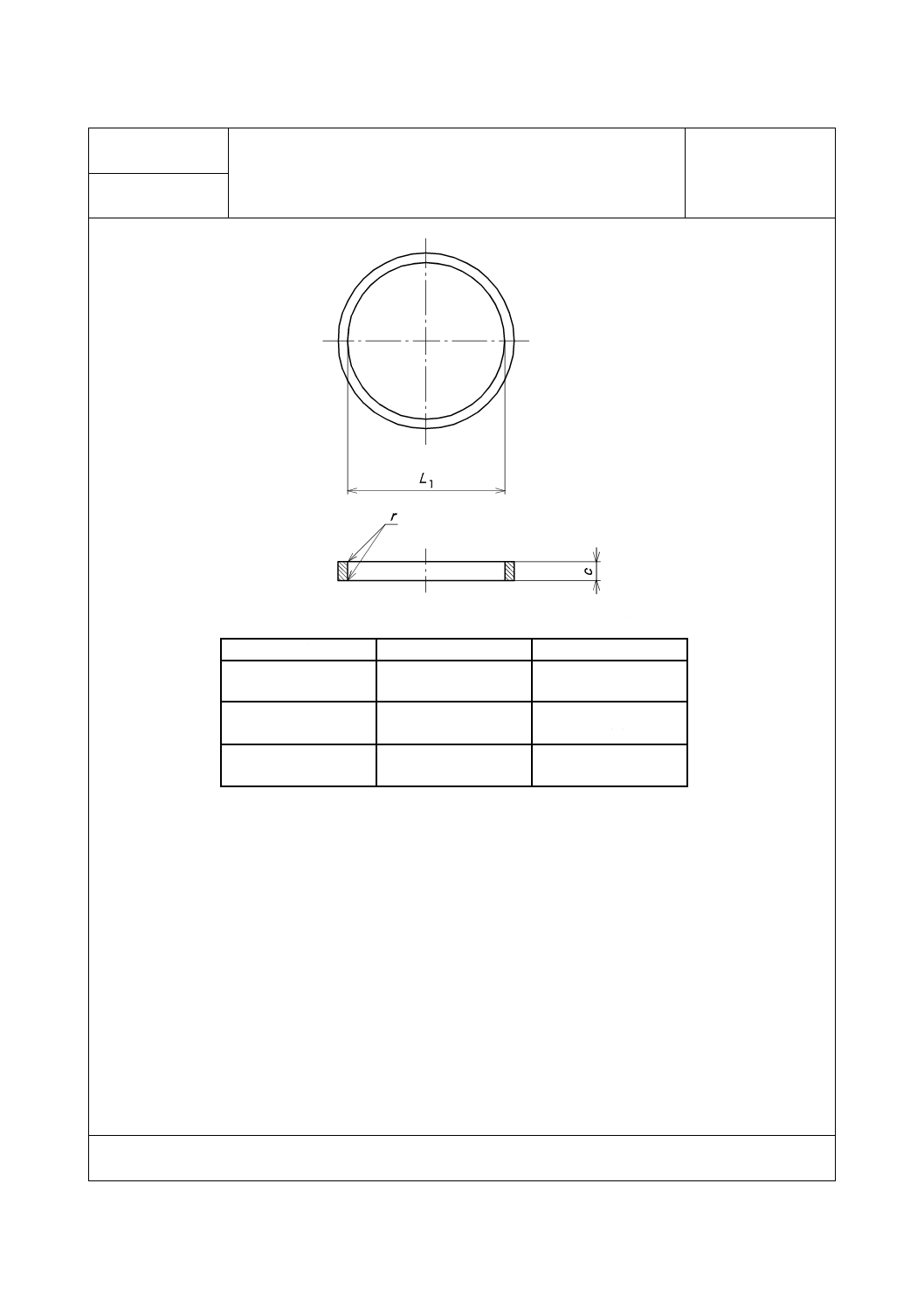
145
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 口金止りゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
L1
42.0
0
−0.02
c
5
+0.1
−0.1
r
0.2
0
−0.05
備考1. 完成ランプ口金のL1最小寸法を検査する。
2. 完成ランプ口金がゲージに挿入できないこと。
3. GX53口金の詳細は,JIS C 7709-1のシートNo.1-122を参照のこと。
3-122-2-1
146
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
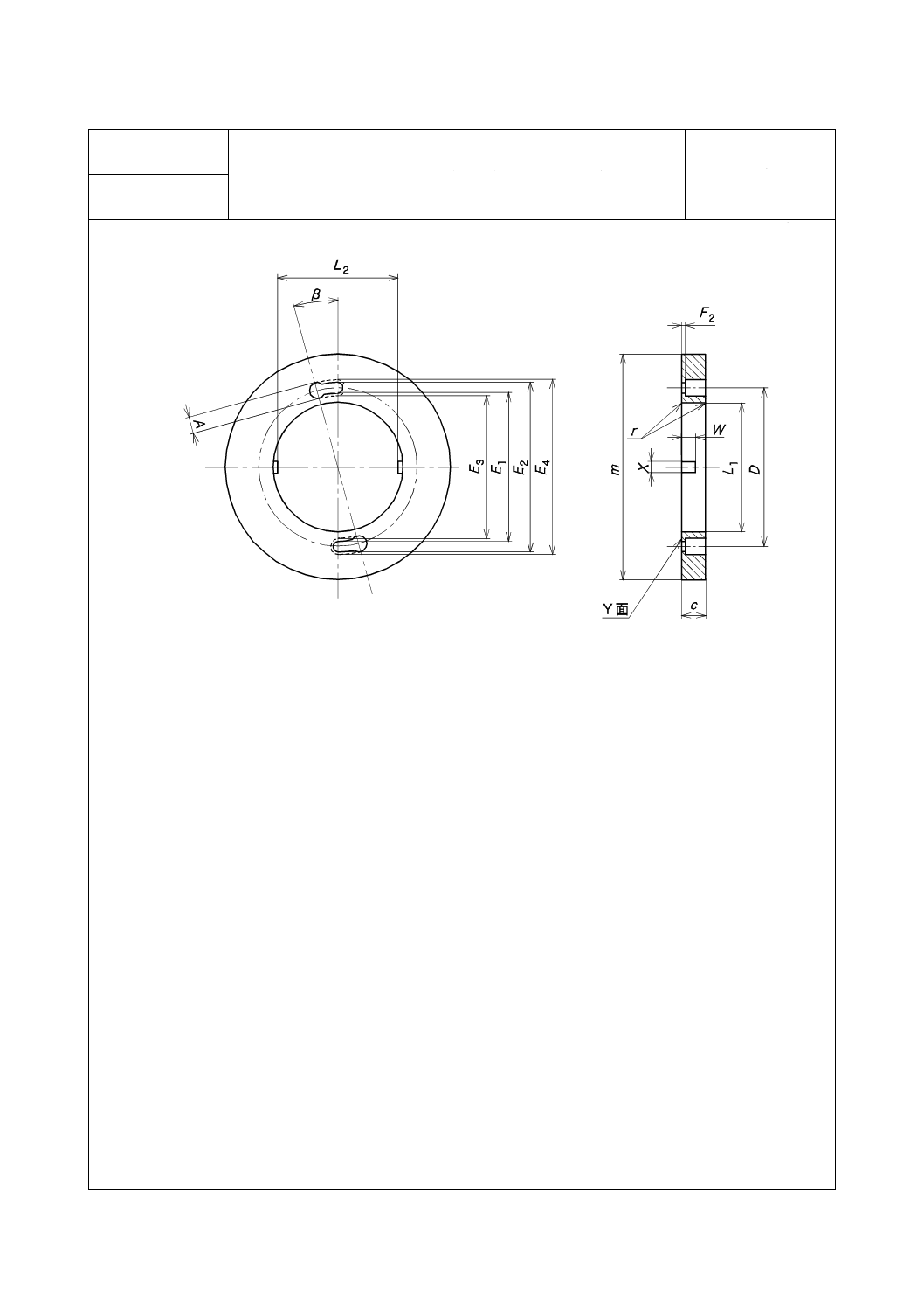
147
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 口金通り止りゲージ(キー溝確認用)
ページ 1/2
第三角法
3-122-2A-1
148
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 口金通り止りゲージ(キー溝確認用)
ページ 2/2
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
5.27
+0.02
0
L2
40.63
0
−0.02
D
53.00
+0.005
−0.005
W
4.5
+0.02
0
E1(1)
49.55
0
−0.02
X
3.89
0
−0.02
E2(1)
56.45
+0.02
0
c
8
+0.1
−0.1
E3(1)
47.73
0
−0.02
m
75.2
+0.1
−0.1
E4(1)
58.27
+0.02
0
r
0.2
0
−0.05
F2
1.0
+0.02
0
β
15°
±5′
L1
43.2
0
−0.02
注(1) 0.25 mmの許容差40.63はピンスペースと直線誤差に適応するため。
備考1. 完成ランプ口金の誤挿入溝位置,W最小,X最小寸法及びピンの位置関係を検査する。
2. 口金の基準面がゲージY面に接触するまで完成ランプ口金をゲージに挿入したとき,コンタクトに接触
する位置へと回転できること。
3. 口金ピン1本だけで,ゲージに挿入及びコンタクトに接触する位置へと回転できないこと。
4. GX53口金の詳細は,JIS C 7709-1のシートNo.1-122を参照のこと。
3-122-2A-1
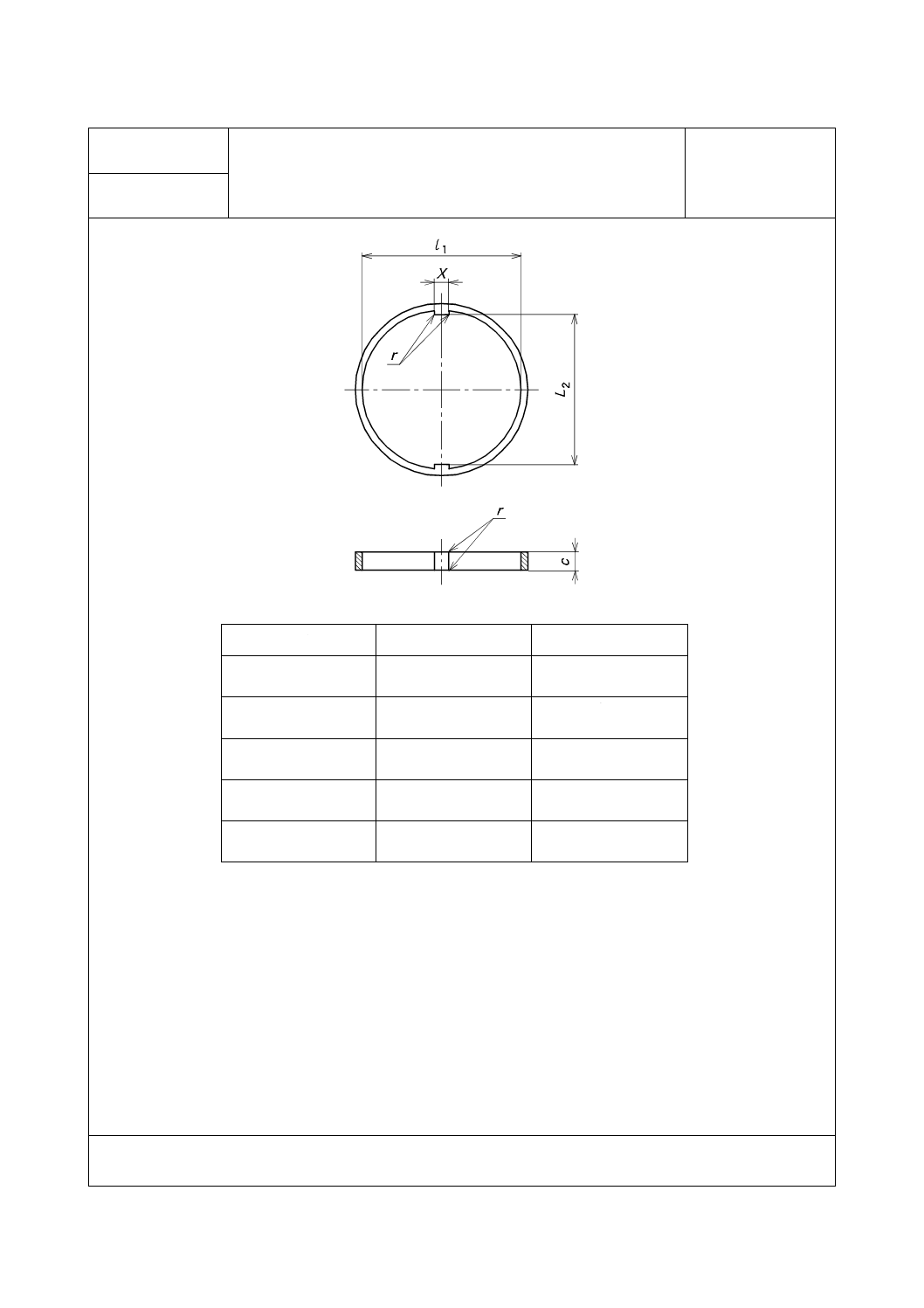
149
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53口金止りゲージ(キー溝確認用)
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
L2
40.6
+0.02
0
c
5
+0.1
−0.1
l1
43.2
+0.1
0
r
0.2
0
−0.05
X
4.4
+0.02
0
備考1. 完成ランプ口金のX最大寸法を調査する。
2. 完成ランプ口金がゲージに挿入できないこと。
3. GX53口金の詳細は,JIS C 7709-1のシートNo.1-122を参照のこと。
3-122-2B-1
150
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
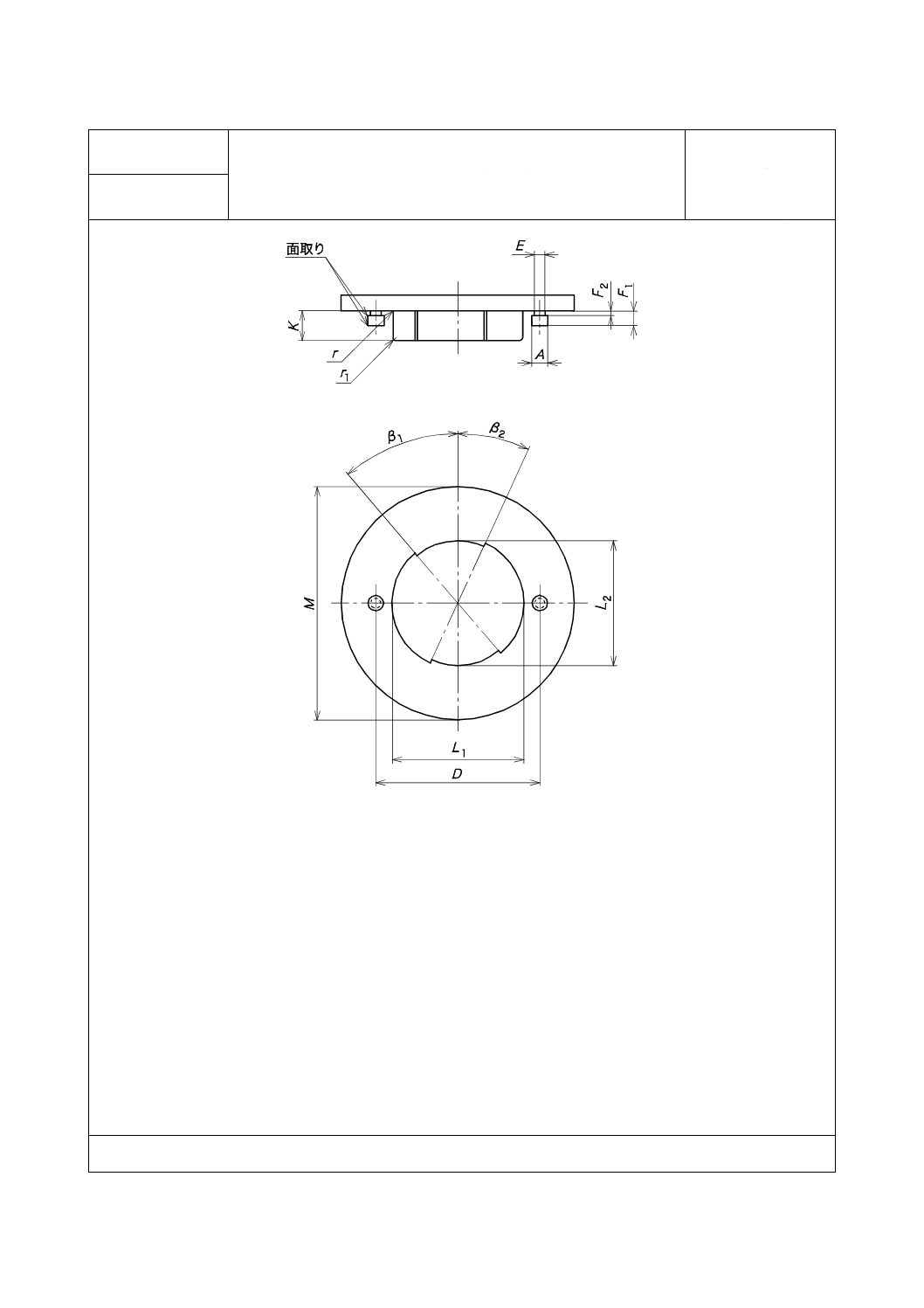
151
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 受金ゲージA
ページ 1/2
第三角法
3-122-3-1
152
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 受金ゲージA
ページ 2/2
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
5.05
0
−0.02
L2
40.63
0
−0.02
D
53.2
0
−0.01
M
75.3
0
−0.05
E
3.25
0
−0.02
r
0.2
0
−0.05
F1
4.75
0
−0.02
r1
1.0
0
−0.05
F2
1.55
0
−0.02
β1
40°30′
+10′
0
K
9.45
0
−0.02
β2
25°
+10′
0
L1
42.53
0
−0.02
備考1. 最大中央ポスト寸法と最大ピン間寸法に関して,最大口金に対して最大着脱力の検査。
2. 受金にゲージを受金シートにあるこのゲージの最大挿入力以下の力で挿入できること。また,受金シート
にあるこのゲージの最大引抜き力以下の力でゲージを引き取ることができること。
3. GX53受金の詳細は,JIS C 7709-2のシートNo.2-122を参照のこと。
3-122-3-1
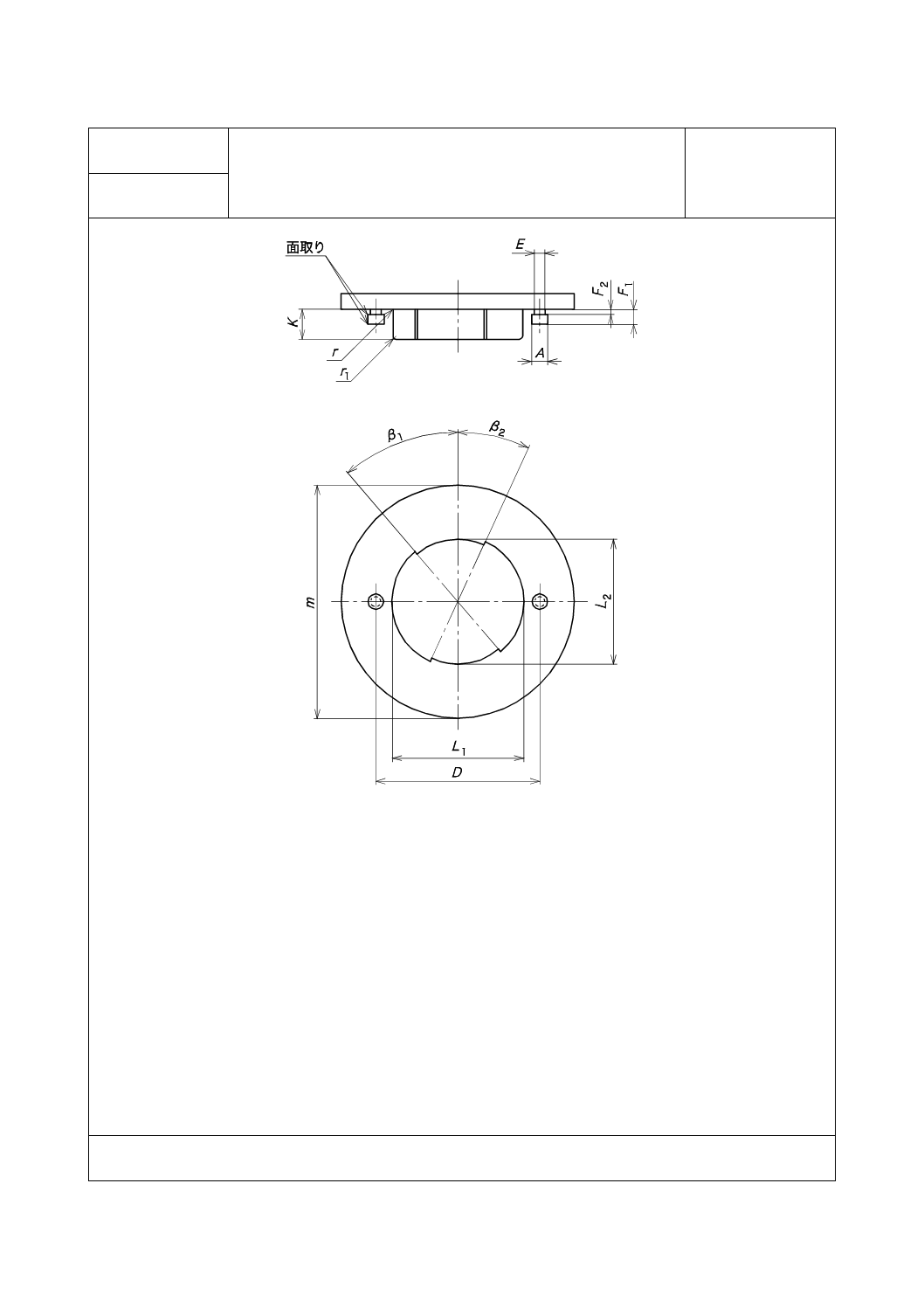
153
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 受金ゲージB
ページ 1/2
第三角法
3-122-3A-1
154
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 受金ゲージB
ページ 2/2
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
5.05
0
−0.02
L2
40.63
0
−0.02
D
52.8
+0.01
0
m
75
+0.1
−0.1
E
3.25
0
−0.02
r
0.2
0
−0.05
F1
4.75
0
−0.02
r1
1.0
0
−0.05
F2
1.55
0
−0.02
β1
40°30′
+10′
0
K
9.45
0
−0.02
β2
25°
+10′
0
L1
42.53
0
−0.02
備考1. 最大中央ポスト寸法と最小ピン間寸法に関して,最大口金に対して最大着脱力の検査。
2. 受金にゲージを受金シートにあるこのゲージの最大挿入力以下の力で挿入できること。また,受金シート
にあるこのゲージの最大引抜き力以下の力でゲージをはずすことができること。
3. GX53受金の詳細は,JIS C 7709-2のシートNo.2-122を参照のこと。
3-122-3A-1
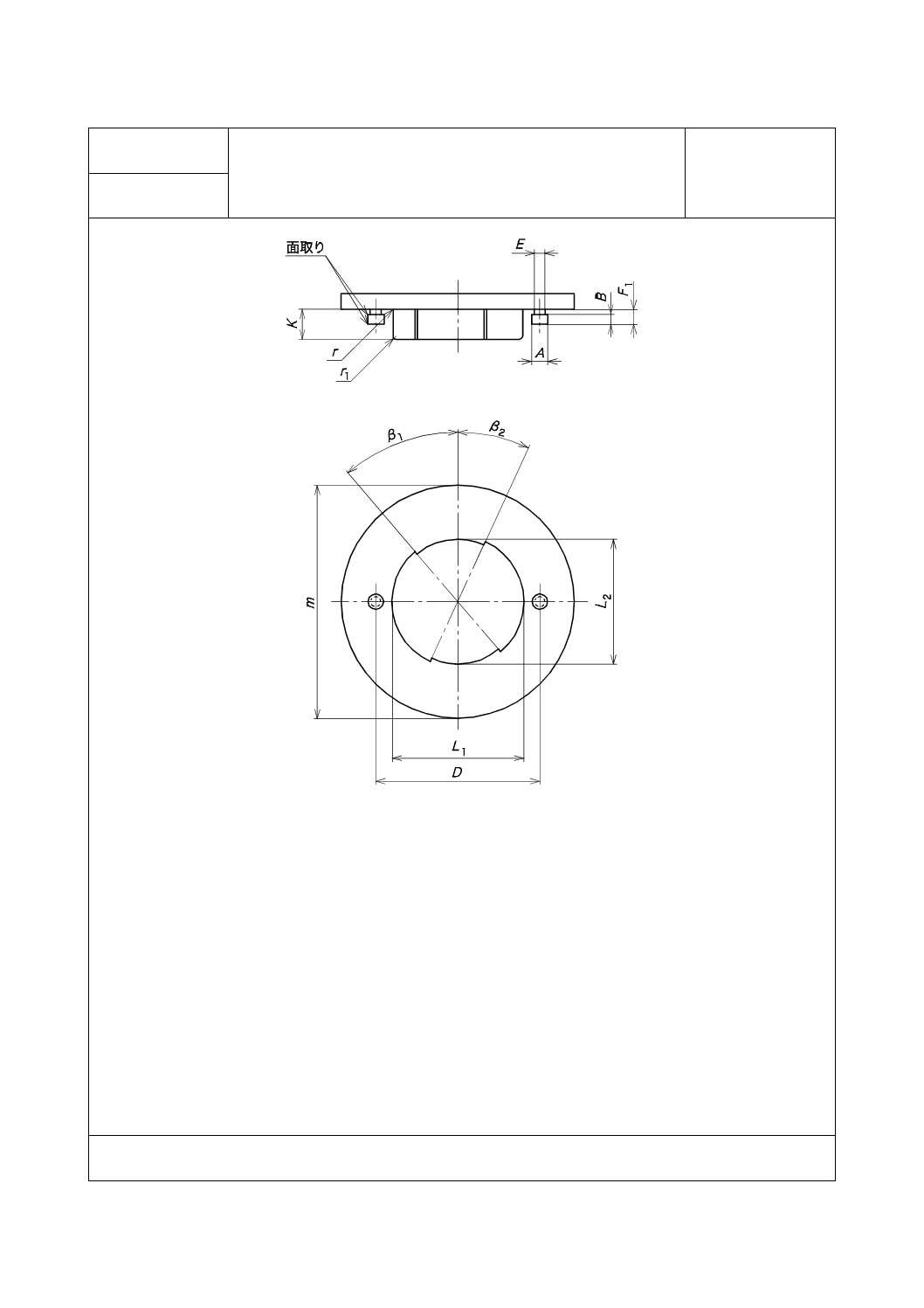
155
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 受金ゲージC
ページ 1/2
第三角法
3-122-3B-1
156
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 受金ゲージC
ページ 2/2
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
4.7
0
−0.02
k
9
+0.1
−0.1
B
1.9
0
−0.02
m
70
+0.1
−0.1
D
53.00
+0.005
−0.005
r
0.2
0
−0.05
E
2.8
0
−0.02
r1
1.0
0
−0.05
F1
4.3
0
−0.02
β1
40°30′
+10′
0
L1
42.2
0
−0.02
β2
25°
+10′
0
L2
40.0
0
−0.02
備考1. 中央ポスト寸法とピン間寸法に関して,最小口金に対して最小引抜き力の検査。
2. 受金にゲージを挿入可能であること。また,受金シートにあるこのゲージの最小引抜き力以上の力でゲー
ジをはずすことができること。
3. GX53受金の詳細は,JIS C 7709-2のシートNo.2-122を参照のこと。
3-122-3B-1
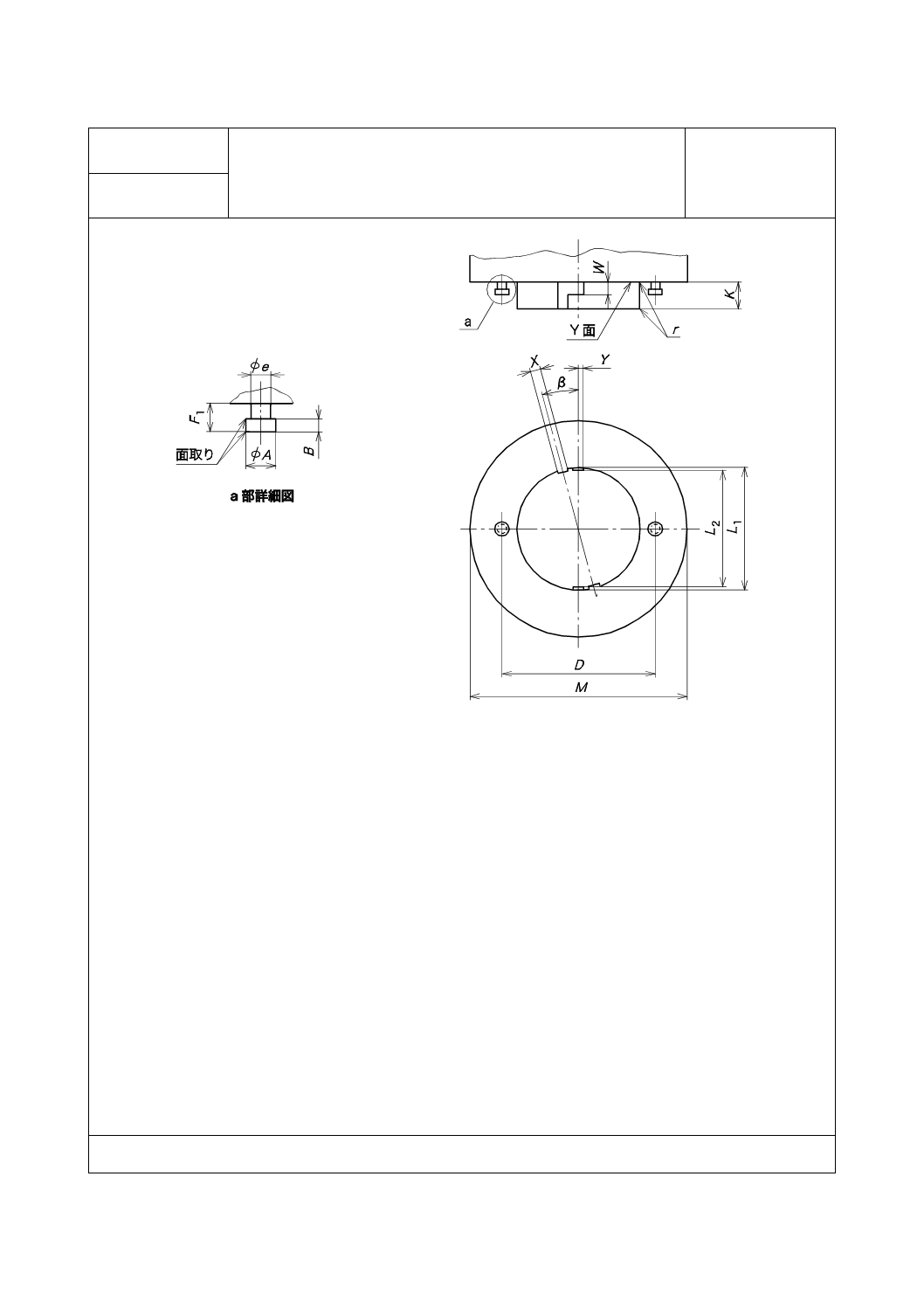
157
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 受金通り止りゲージ
ページ 1/2
第三角法
3-122-4-1
158
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 受金通り止りゲージ
ページ 2/2
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A
5.0
+0.02
0
W
4.36
+0.02
0
B
1.9
0
−0.02
X
3.5
0
−0.02
D
53.00
+0.005
−0.005
Y
1.95
+0.1
0
F1
4.3
+0.02
0
e
3
+0.1
−0.1
K
9.2
0
−0.02
m
75
+0.1
−0.1
L1
42.2
0
−0.02
r
0.2
0
−0.05
L2
40.8
0
−0.02
β
15°
+5′
−5′
備考1. 受金の誤挿入溝位置,W最大,X最大寸法,溝のずれ,及びピンの位置関係を検査。
2. 口金の基準面がゲージY面に接触するまで受金をゲージに挿入したとき,コンタクトに接触する位置へ
と回転できること。
3. 口金ピン1本だけで,ゲージに挿入及びコンタクトに接触する位置へと回転できないこと。
4. GX53受金の詳細は,JIS C 7709-2のシートNo.2-122を参照のこと。
3-122-4-1
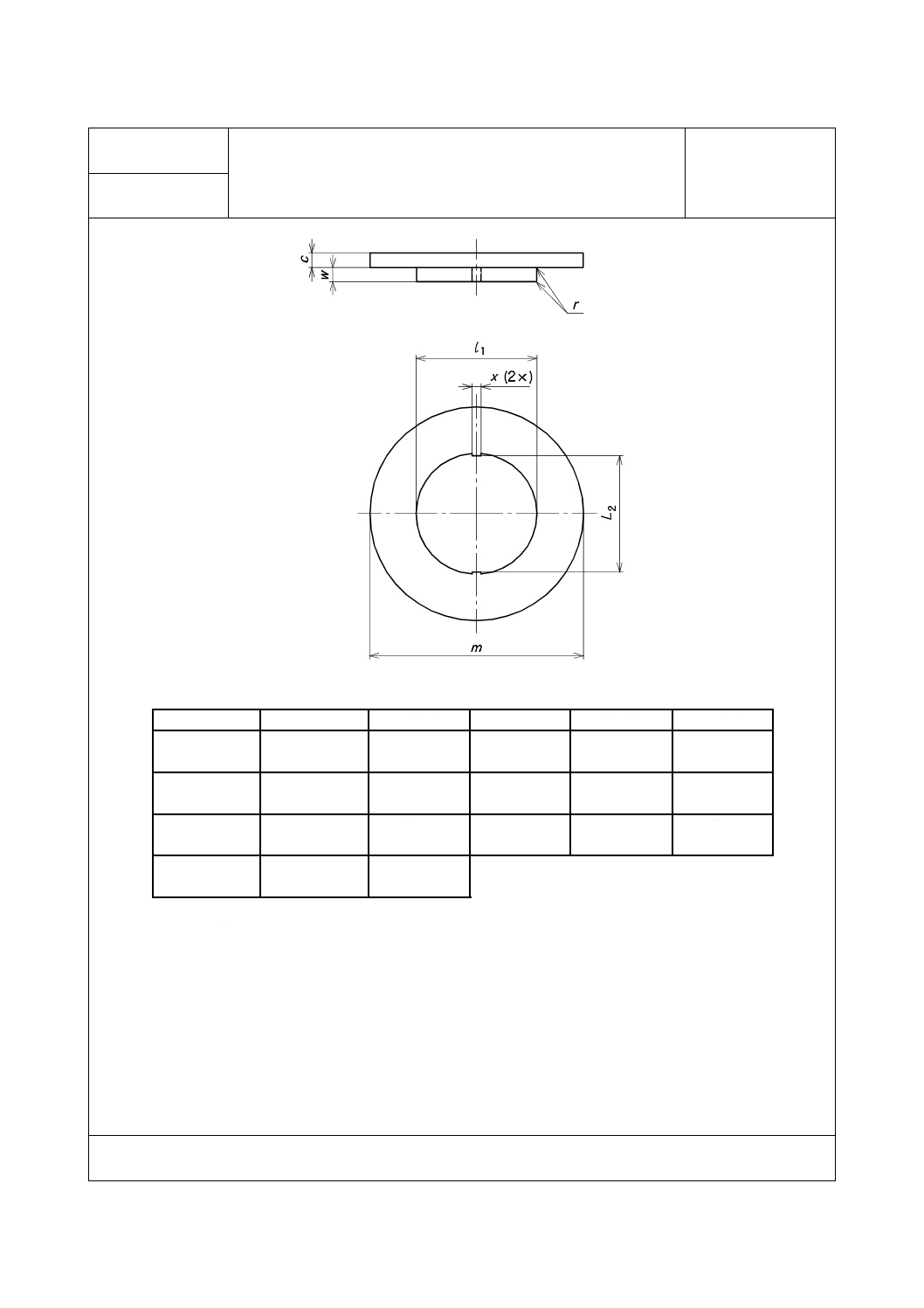
159
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 受金L2最大寸法止りゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
L2
41.25
0
−0.02
r
0.2
0
−0.05
c
5
+0.1
−0.1
w
5
+0.1
−0.1
l1
42.35
+0.1
−0.1
x
3.3
+0.1
−0.1
m
75
+0.1
−0.1
備考1. 受金の最大L2寸法の調査。
2. 受金にゲージが挿入できないこと。
3. GX53受金の詳細は,JIS C 7709-2のシートNo.2-122を参照のこと。
3-122-5-1
160
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
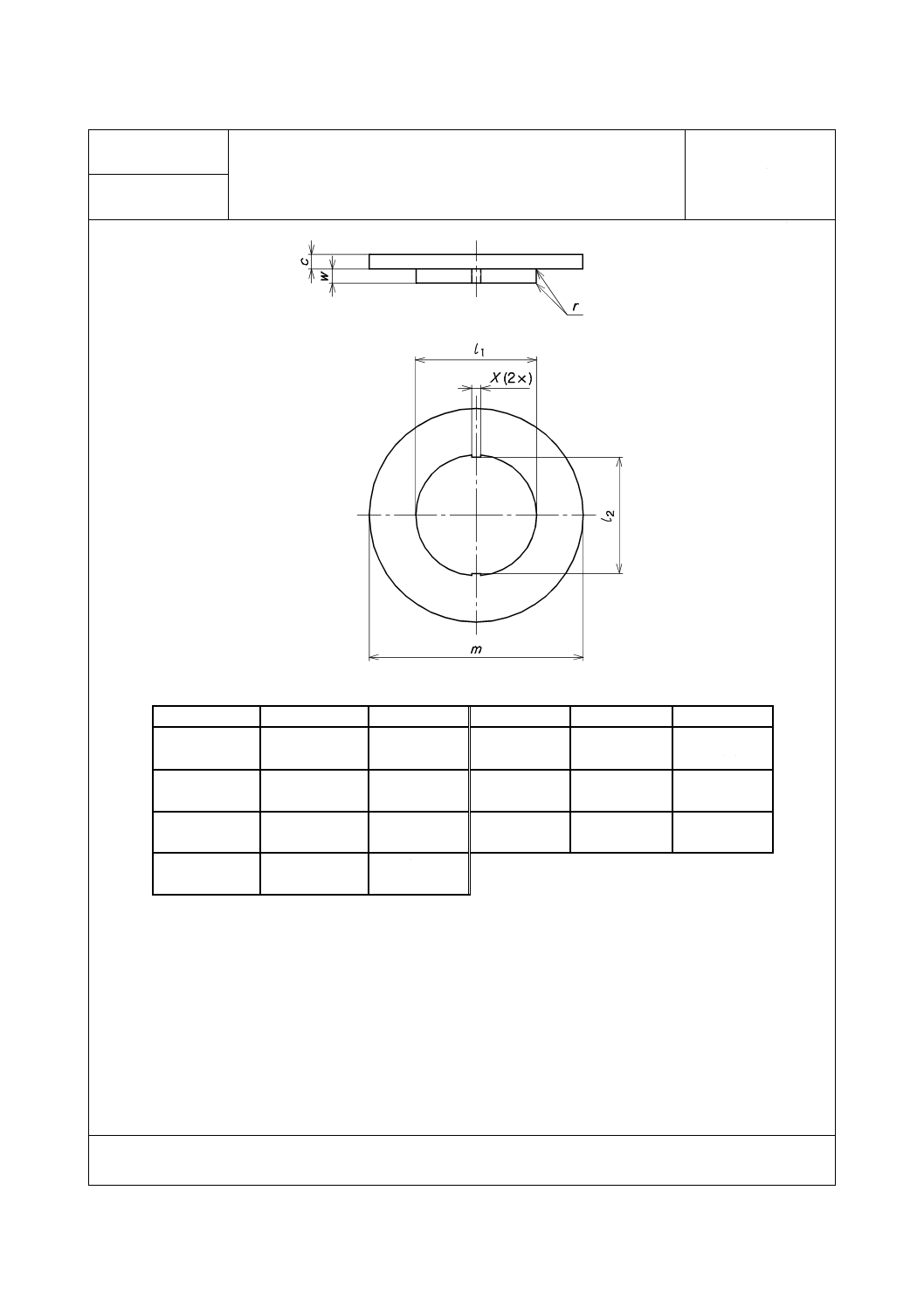
161
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
GX53 受金X最小寸法止りゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
X
2.89
0
−0.02
m
75
+0.1
−0.1
c
5
+0.1
−0.1
r
0.2
0
−0.05
l1
42.35
+0.1
−0.1
w
5
+0.1
−0.1
l2
40.3
+0.1
−0.1
備考1. 受金の最小X寸法の調査。
2. 受金にゲージが挿入できないこと。
3. GX53受金の詳細は,JIS C 7709-2のシートNo.2-122を参照のこと。
3-122-5A-1
162
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
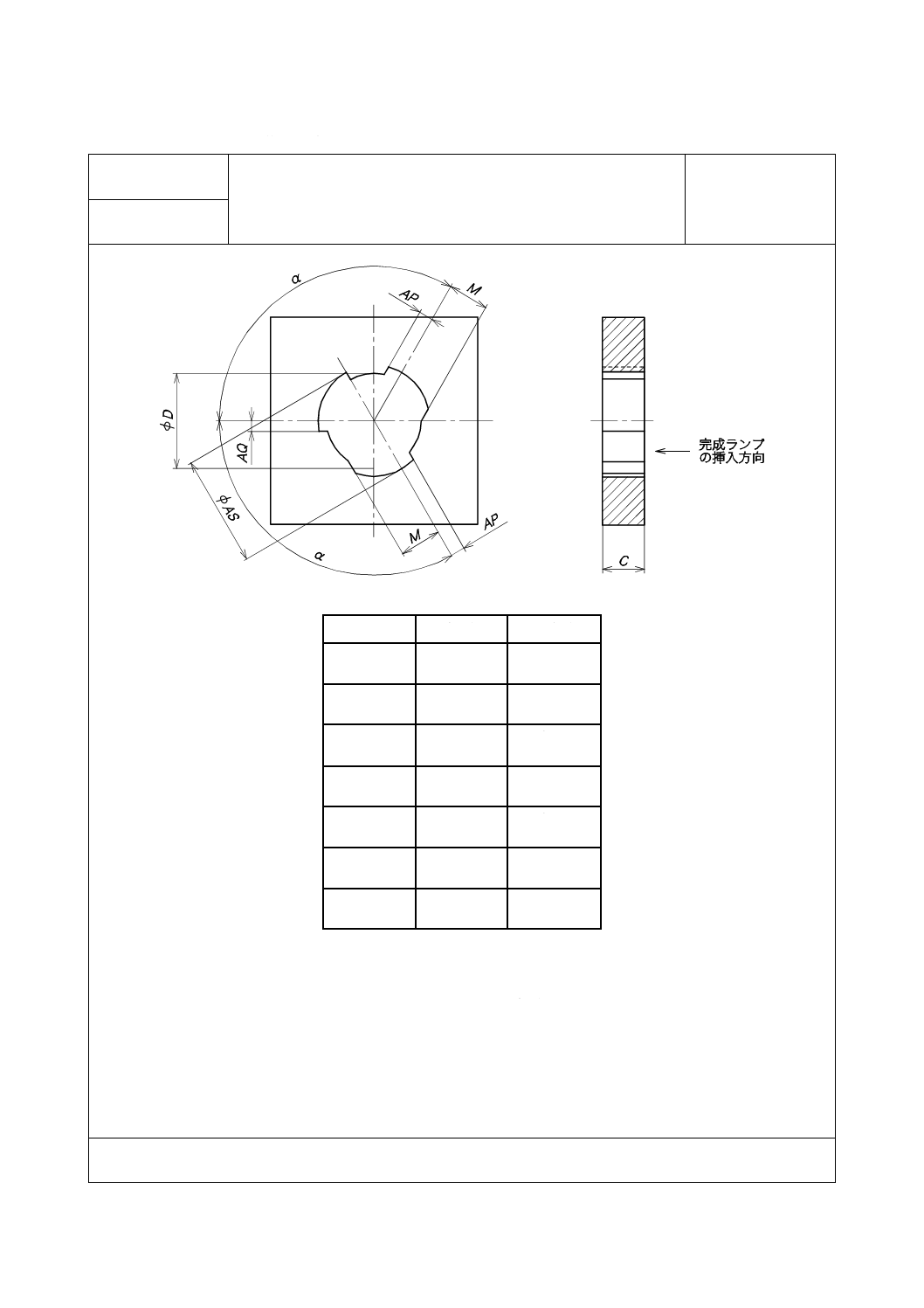
163
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-71-2-1の後に,次のシートNo. 3-120-1-1及び3-120-2-1を挿入する。
2007
P23t 完成ランプ口金通りゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
AP
3.6
+0.02
0
AQ
2.6
+0.02
0
AS
27.1
+0.02
0
D
23.1
+0.02
0
M
10.1
+0.02
0
C
12
±0.01
α
120°
±30′
備考1. 口金について,受金とかん合を検査する。
2. 口金のX面まで無理なく挿入できること。
3. P23t口金の詳細は,JIS C 7709-1のシートNo.1-120を参照のこと。
3-120-1-1
164
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
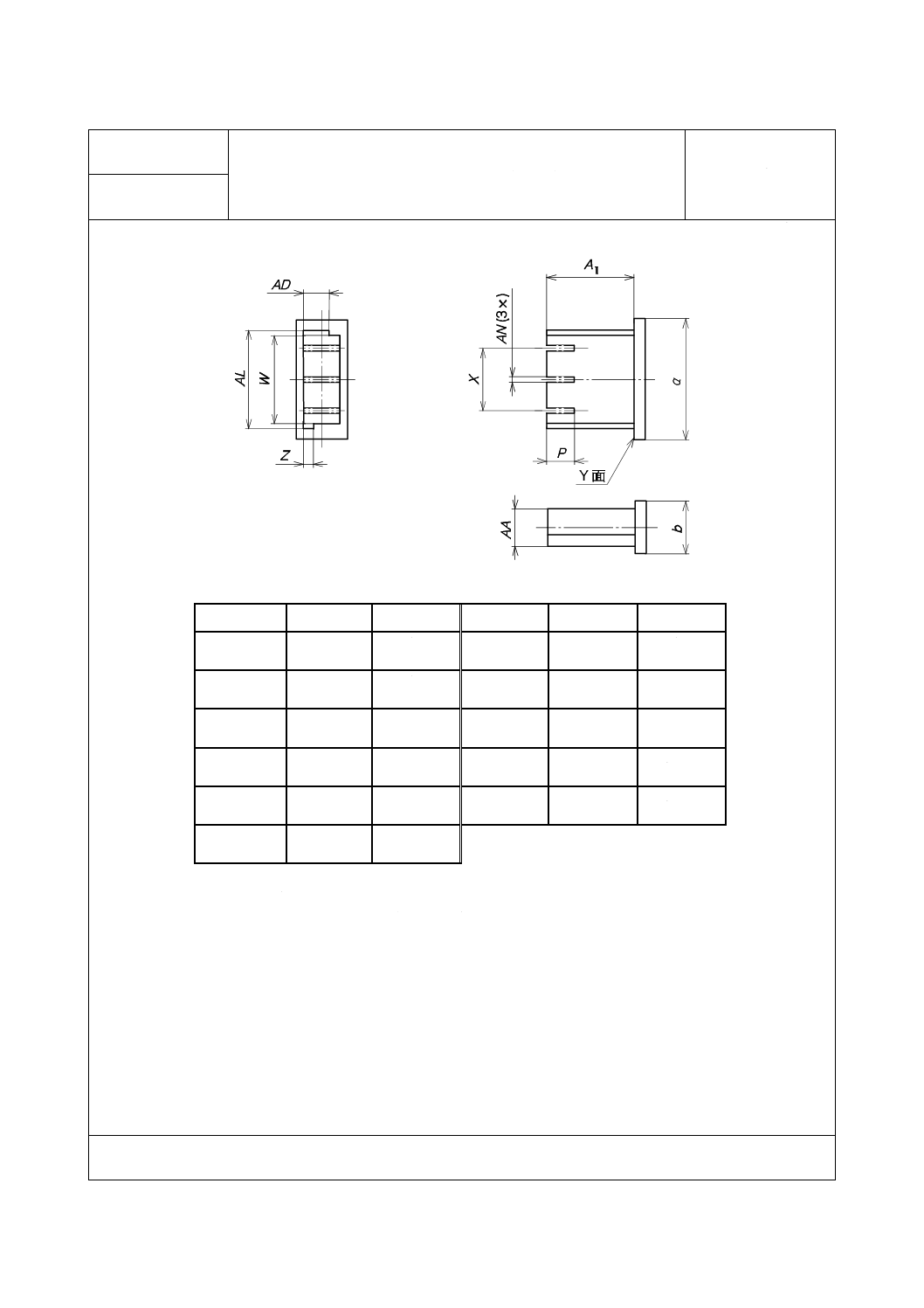
165
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
P23t 口金通りゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A1
15.6
0
−0.02
W
17.0
0
−0.02
AA
7.0
0
−0.02
X
12.0
±0.01
AD
4.9
0
−0.02
Z
1.7
0
−0.02
AL
18.9
+0.02
0
a
23
±0.1
AN
0.9
+0.02
0
b
10
±0.1
P
4.5
+0.02
0
備考1. P23t口金のかん合を検査する。
2. ゲージのY面までP23t口金の縁が無理なく挿入できること。
3. P23t口金の詳細は,JIS C 7709-1のシートNo.1-120を参照のこと。
3-120-2-1
166
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
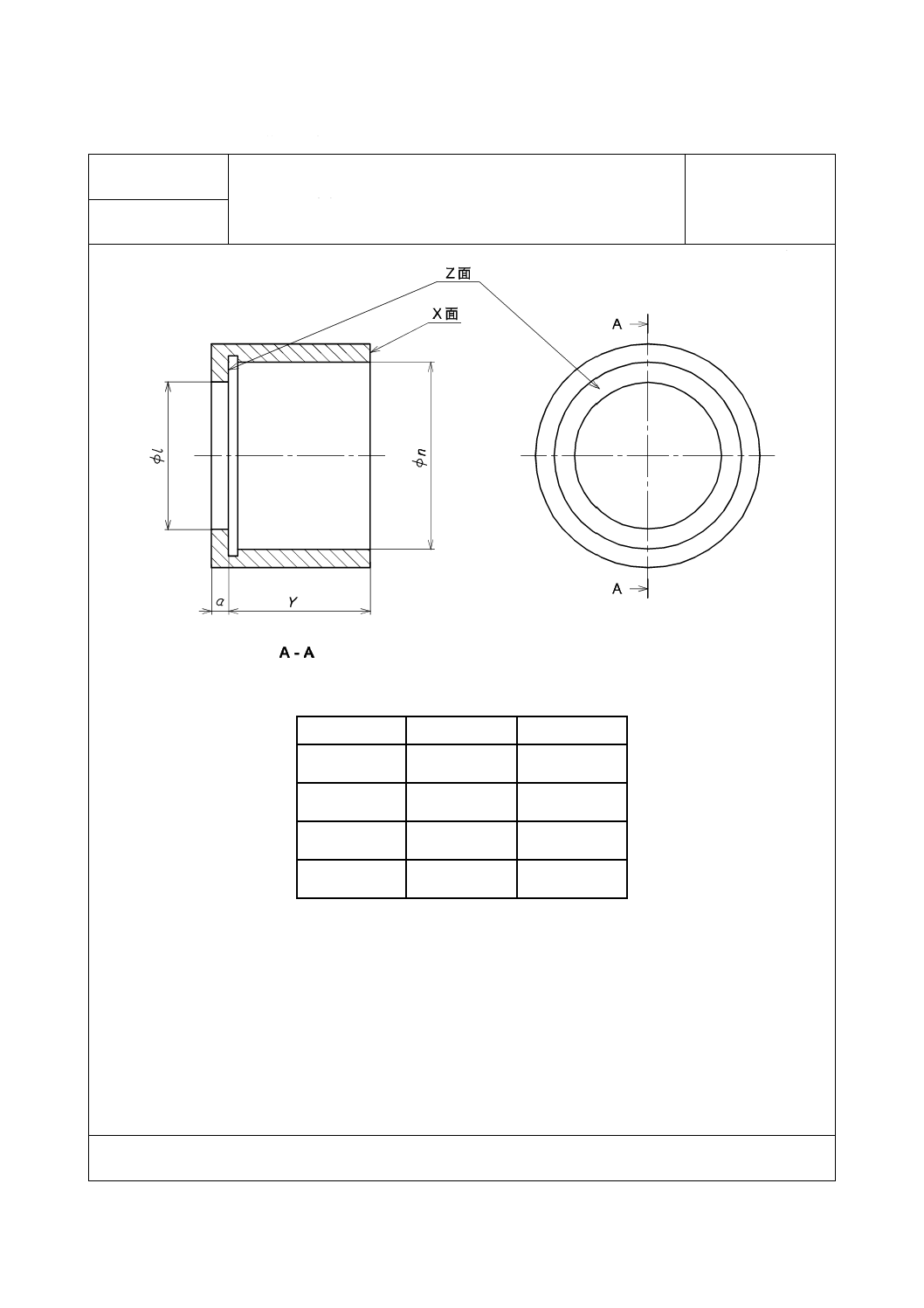
167
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-78-3-1の後に,次のシートNo. 3-121-1-1, 3-121-2-1, 3-121-3-1及び3-121-4-1を挿入する。
2007
P38t 完成ランプ口金高さゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容値
Y
32.0
+0.05
0
a
4
+0.2
−0.2
l
33.1
+0.1
0
n
42
+0.2
−0.2
備考1. 完成ランプの口金リングのYの最大寸法を検査する。
2. X面からランプ頭部にゲージを挿入したとき,口金リングの基準面がゲージZ面に接触し,口金コンタ
クト先端がX面から出ないこと。
3-121-1-1
168
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
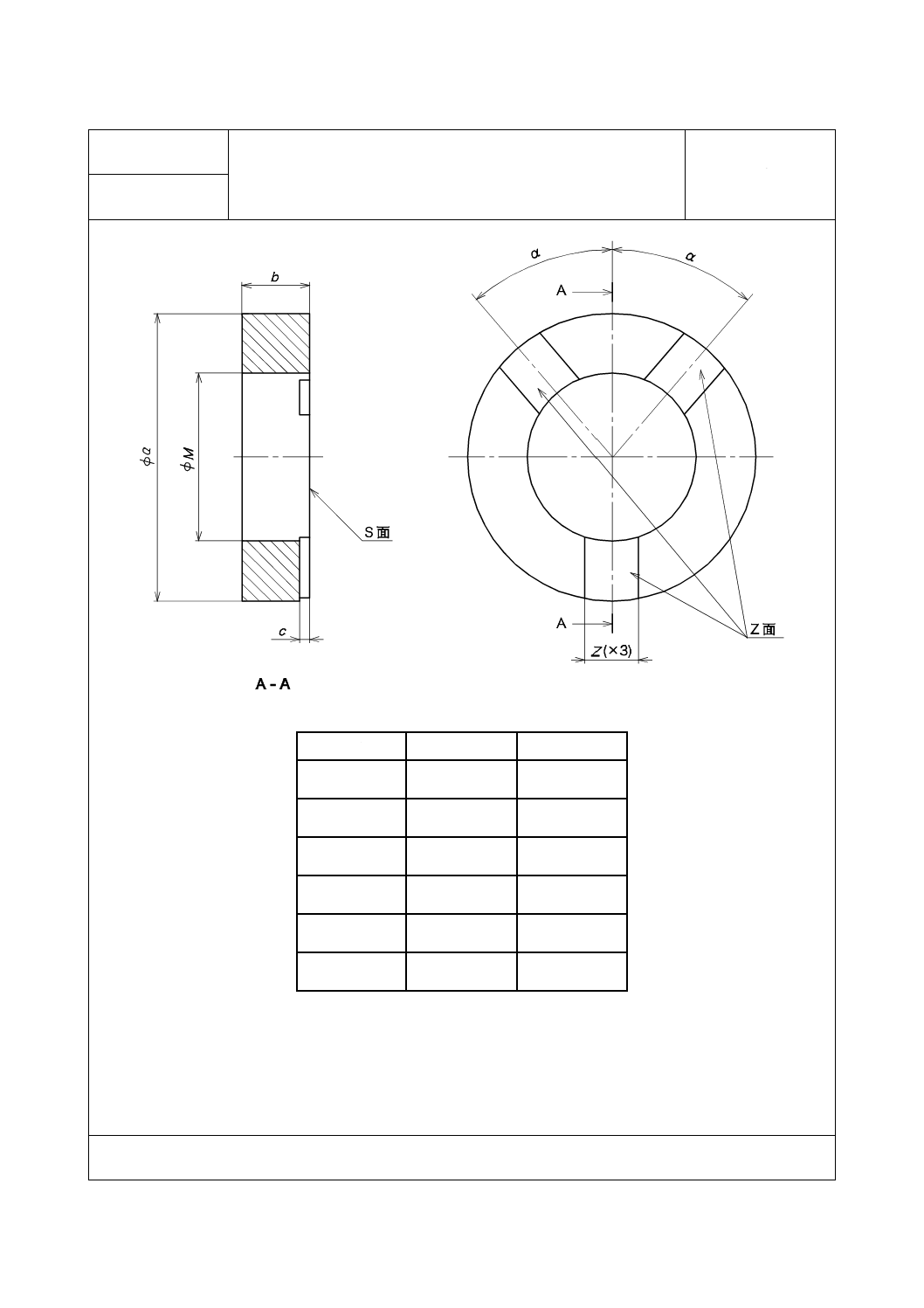
169
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
P38t 完成ランプ口金止りゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
M
37.8
0
−0.005
a
65
+0.2
−0.2
b
15
+0.2
−0.2
c
2
+0.2
−0.2
Z
12
+0.2
−0.2
α
40°
+30′
−30′
備考1. 完成ランプの口金リングのMの最小寸法を検査する。
2. S面からランプの頭部にゲージを挿入したとき,口金リング3個のラグがゲージZ面に接触すること。
3-121-2-1
170
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
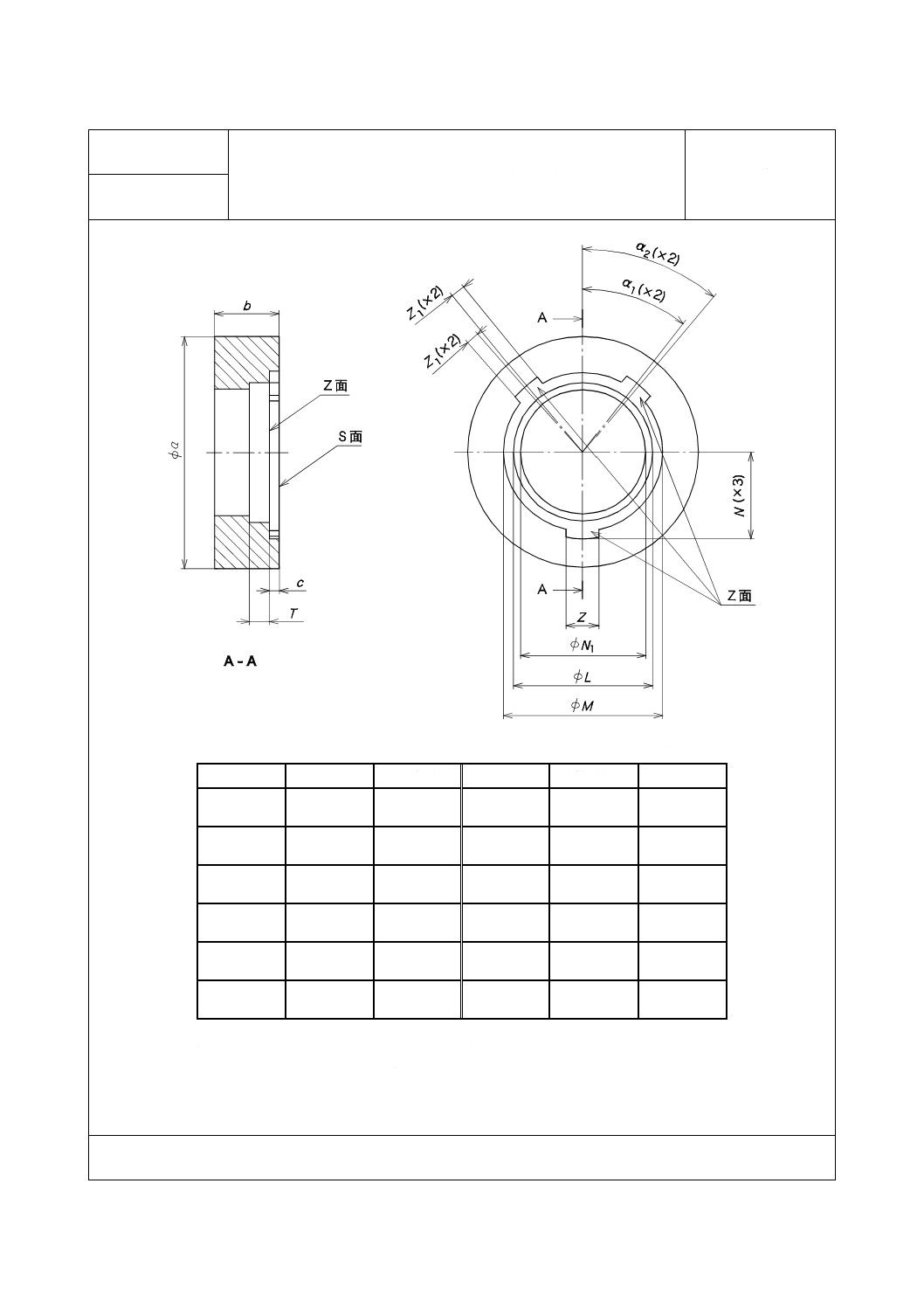
171
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
P38t 口金通りゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
L
33.1
+0.005
0
Z1
3.1
+0.05
0
M
38.0
+0.005
0
a
55
+0.2
−0.2
N
20.65
0
−0.005
b
15
+0.2
−0.2
N1
30
+0.1
0
c
2
+0.2
−0.2
T
4.9
+0.005
0
α1
39°
0
−3°
Z
8.0
+0.005
0
α2
41°
+3°
0
備考1. 完成ランプ口金リングのL,M,N,Z及びαの最大寸法を検査する。
2. S面からランプの頭部にゲージを挿入したとき,口金リング3個のラグがゲージZ面に接触すること。
3-121-3-1
172
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
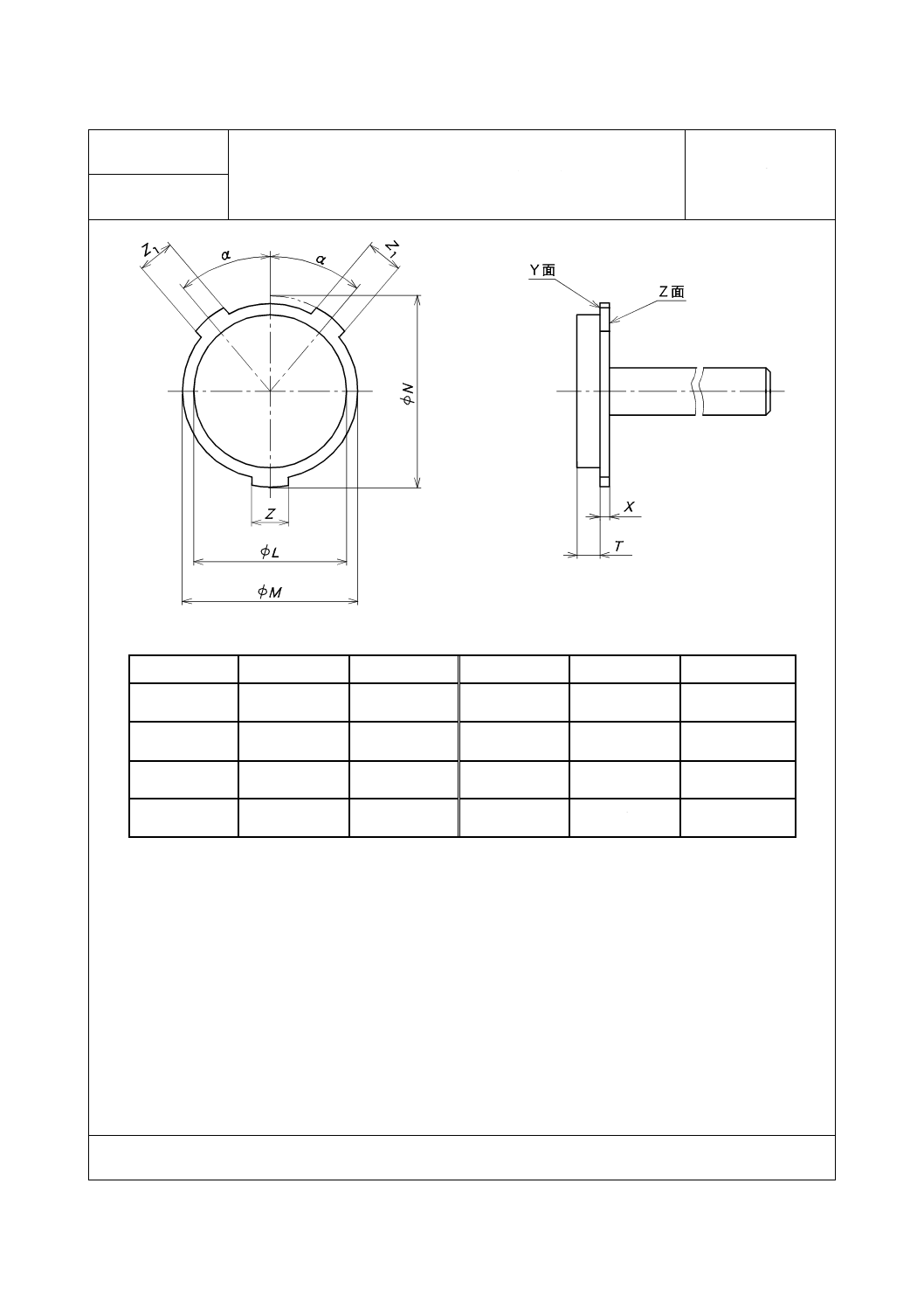
173
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
P38t 受金通りゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
L
33.11
0
−0.005
X
1.8
0
−0.02
M
38.01
0
−0.005
Z
8.01
0
−0.005
N
41.31
0
−0.01
Z1
7.11
0
−0.005
T
4.91
0
−0.005
α
40°
+5′
−5′
備考1. 受金のXの最小寸法を検査する。
2. 受金にゲージを挿入し,ゲージのY面が受金の基準面に接触したとき,ゲージのZ面がリム面と同一か
又は出ないこと。
3-121-4-1
174
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
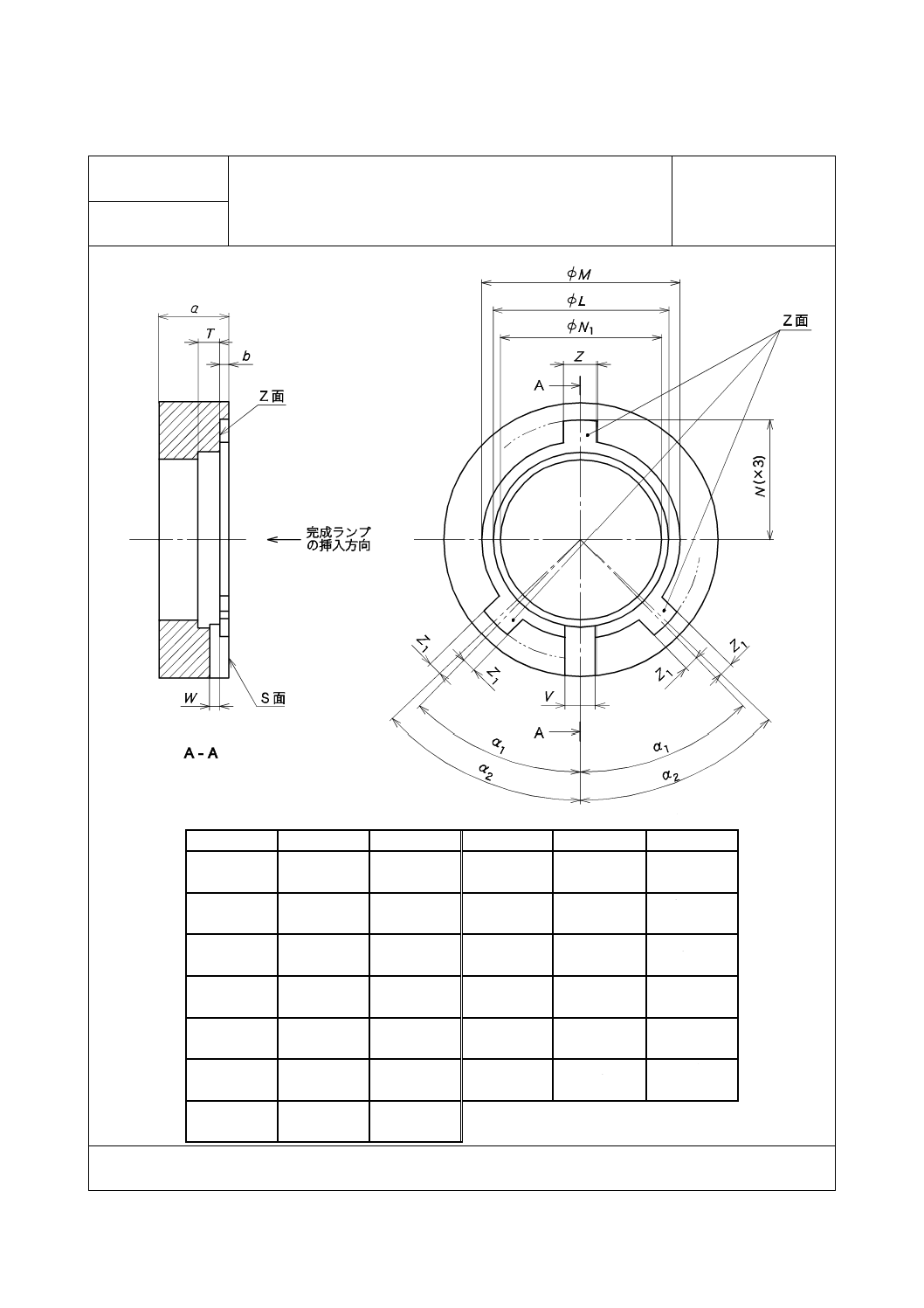
175
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-82-1-1を,次のシートNo. 3-82-1-2に置き換える。
1997
P43t-38 完成ランプ口金通りゲージ
ページ 1/2
2007
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
L
38.1
+0.005
0
Z
8
+0.005
0
M
43
+0.005
0
Z1
3.1
+0.005
0
N
26.1
0
−0.005
a
15
±0.2
N1
35
+0.1
0
b
2
±0.2
T
4.9
+0.005
0
α1
44°
0
−3′
V
6.6
+0.005
0
α2
46°
+3′
0
W
2.2
+0.005
0
3-82-1-2
176
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
P43t-38 完成ランプ口金通りゲージ
ページ 2/2
2007
備考1. 完成ランプ口金リングのL,M,N,Z及びαの最大寸法を検査する。
2. S面からランプの頭部にゲージを挿入したとき,口金リングの3個のラグがゲージZ面に接触すること。
3-82-1-2
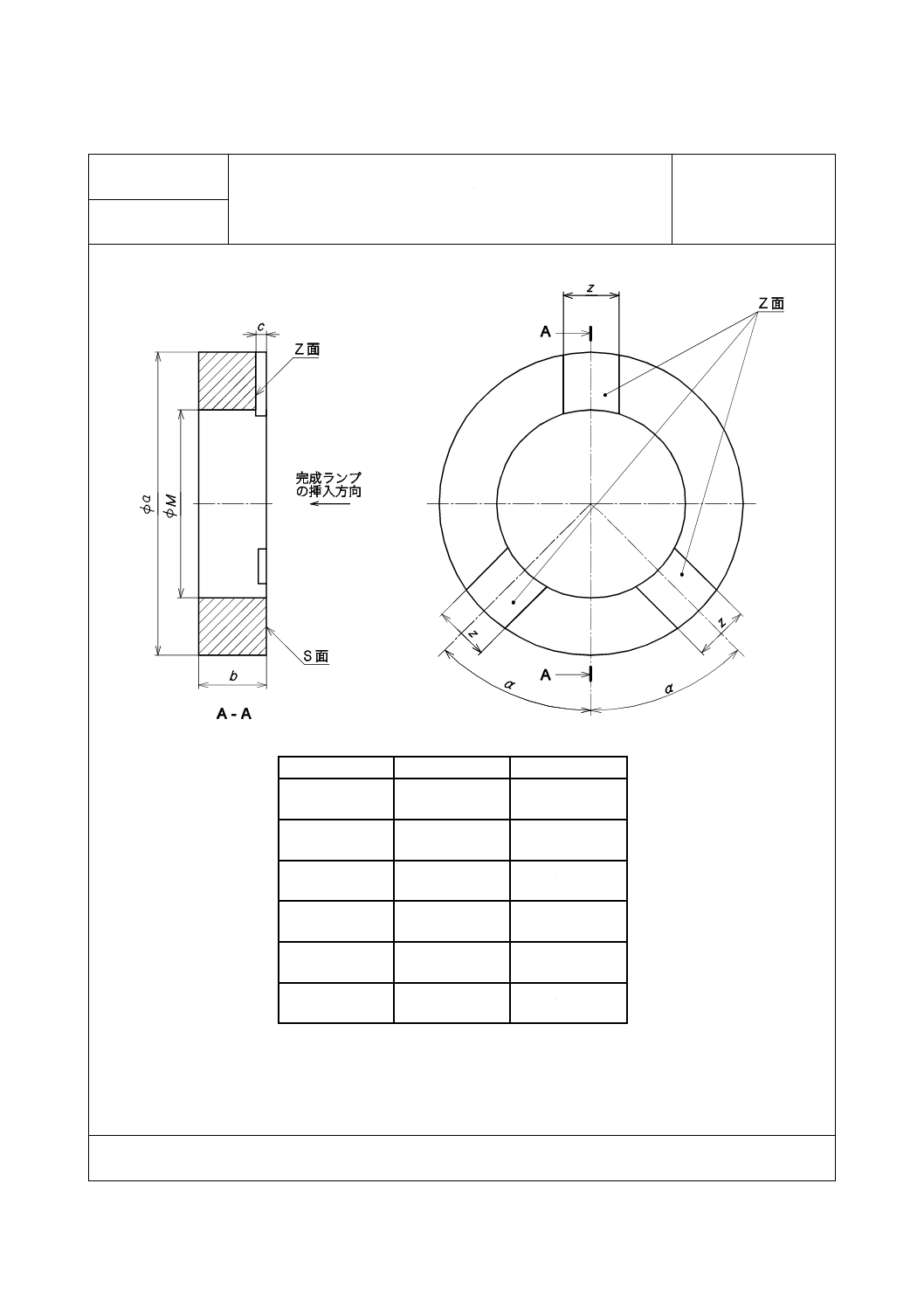
177
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-82-3-2を,次のシートNo. 3-82-3-3に置き換える。
2004
P43t-38 完成ランプ口金止りゲージ
ページ 1/1
2007
第三角法
単位 mm
記号
基準値
許容差
M
42.9
0
−0.005
a
70
±0.2
b
15
±0.2
c
2
±0.2
z
12
±0.2
α
45°
±30′
備考1. 完成ランプの口金リングのMの最小寸法を検査する。
2. S面からランプの頭部にゲージを挿入したとき,口金リングの3個のラグがゲージZ面に接触しないこと。
3-82-3-3
178
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
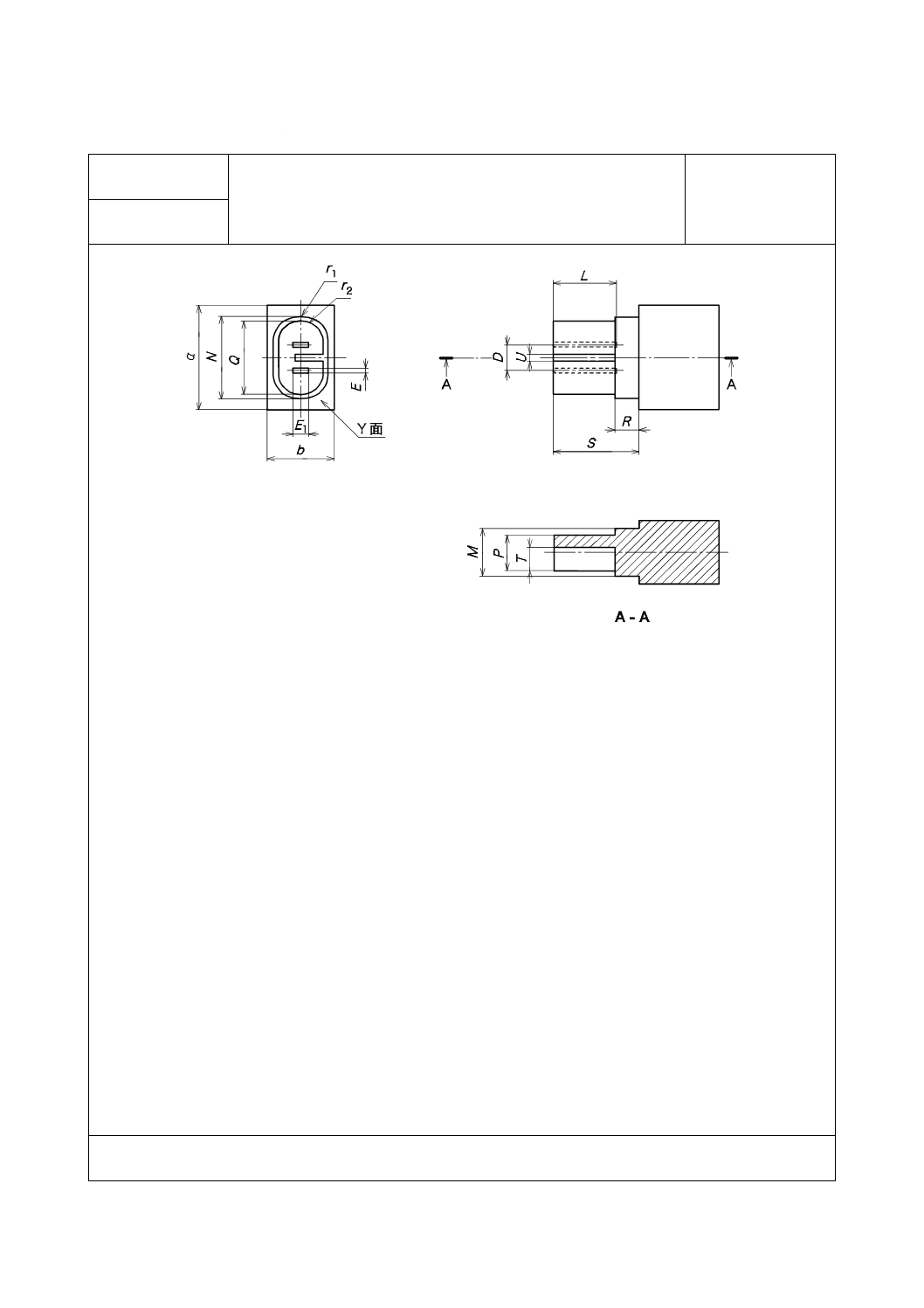
179
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-88-1-2を,次のシートNo. 3-88-1-3に置き換える。
2004
PG13 口金通りゲージA
ページ 1/2
2007
第三角法
備考1. PG13口金のかん合を検査する。
2. 表面YがPG13口金の接触部まで無理なく挿入できること。
3. すべての引っ込み角を丸くすること又は少し面取りすること。
4. PG13口金の詳細は,JIS C 7709-1のシートNo.1-88を参照のこと。
3-88-1-3
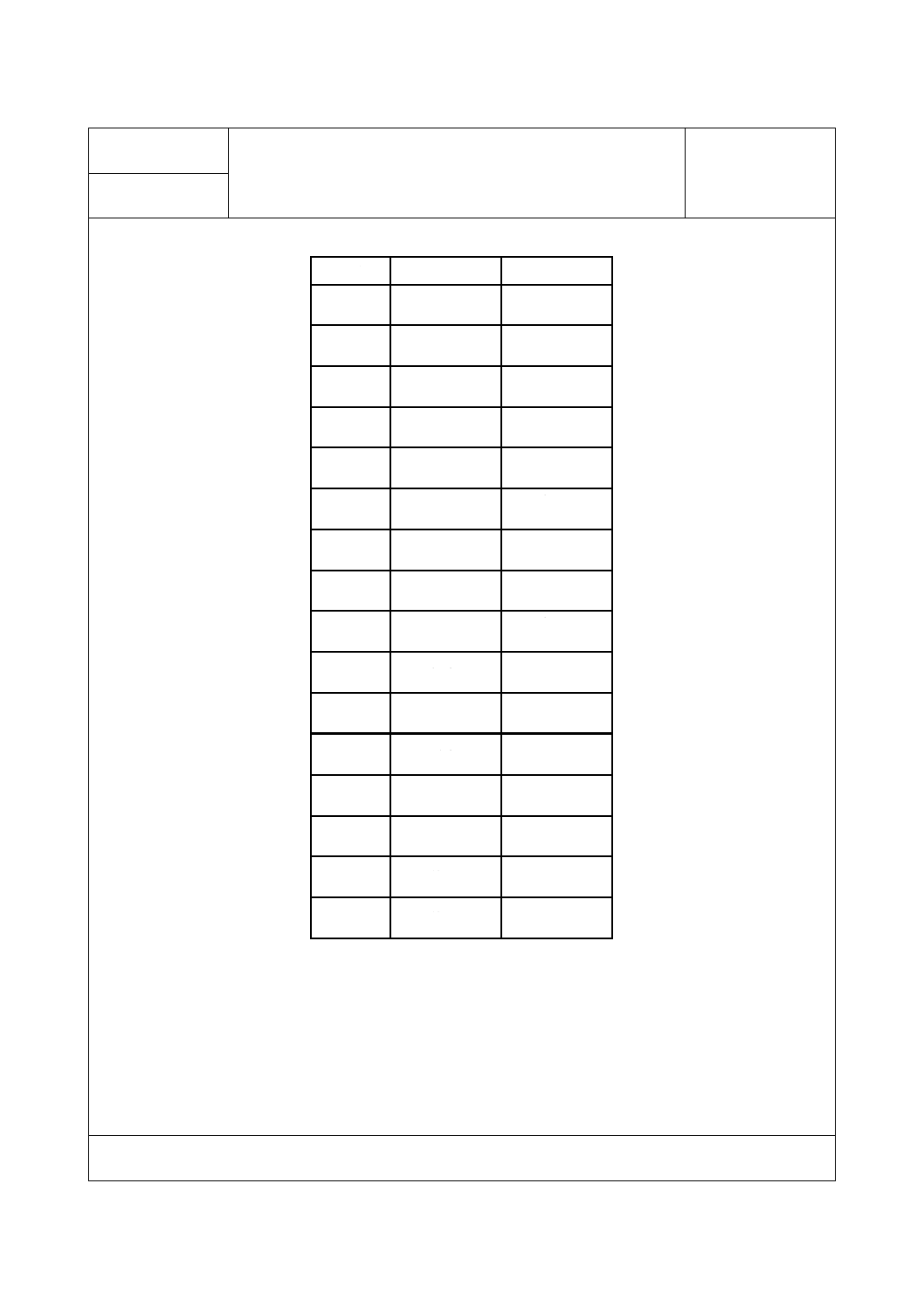
180
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
PG13 口金通りゲージA
ページ 2/2
2007
単位 mm
記号
基準値
許容差
D
6.1
+0.01
−0.01
E
1.03
+0.02
−0.0
E1
3.1
+0.02
−0.0
L
10.6
+0.02
−0.0
M
11.75
+0.0
−0.02
N
21.15
+0.0
−0.02
P
8.20
+0.0
−0.02
Q
17.65
+0.0
−0.02
R
5.85
+0.0
−0.2
S
15.8
+0.0
−0.02
T
5.6
+0.02
−0.0
U
1.85
+0.02
−0.0
r1
M/2
−
r2
P/2
−
a
約25
−
b
約15
−
3-88-1-3
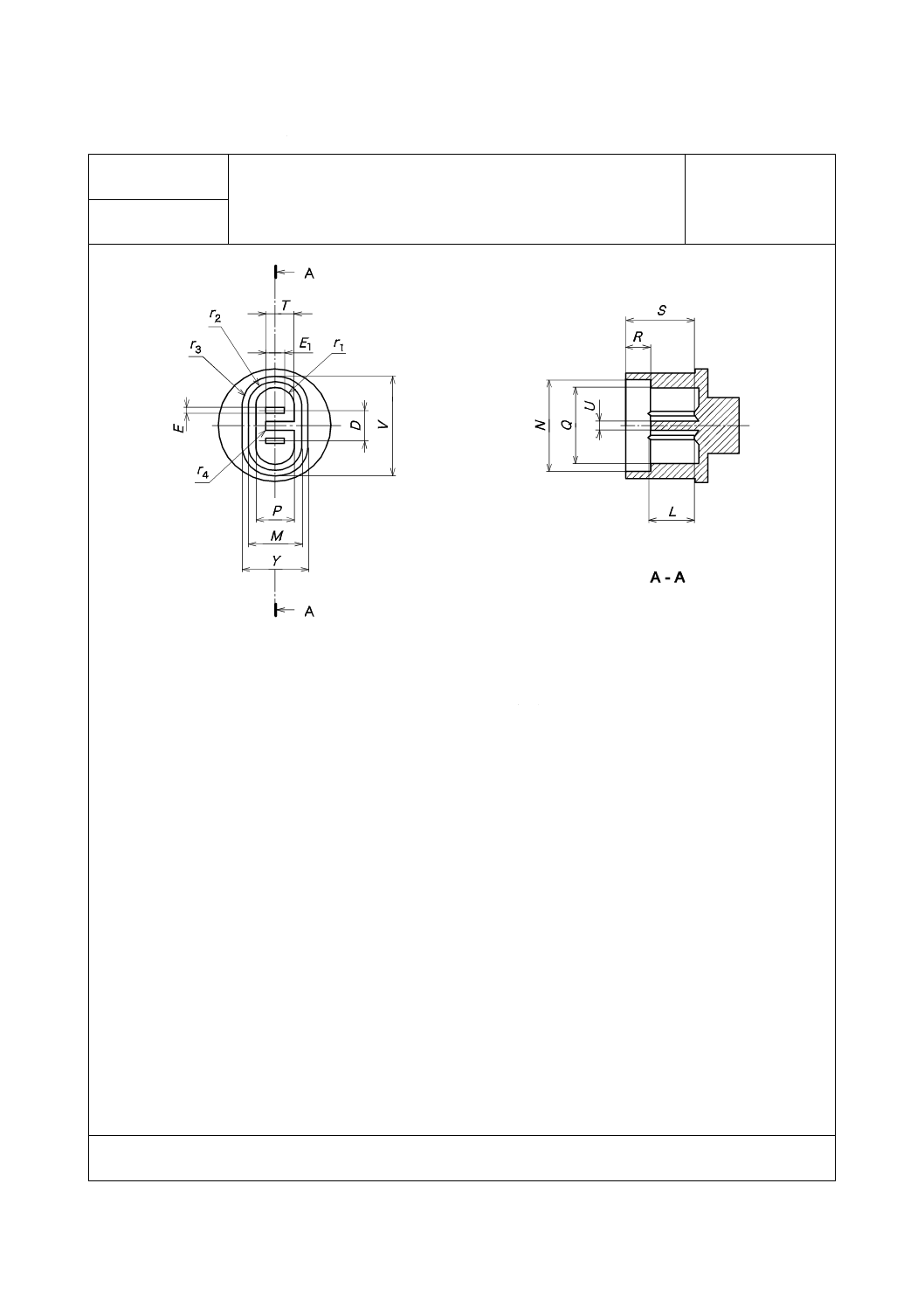
181
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-88-2-2を,次のシートNo. 3-88-2-3に置き換える。
2004
PG13 受金ゲージ
ページ 1/2
2007
第三角法
備考1. PG13受金のかん合を検査する。
2. PG13受金の接触部まで無理なく挿入できること。
3. すべての引っ込み角を丸くすること又は少し面取りすること。
4. PG13受金の詳細は,JIS C 7709-2のシートNo.2-88を参照のこと。
3-88-2-3
182
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
PG13 受金ゲージ
ページ 2/2
2007
単位 mm
記号
基準値
許容差
D
6.1
+0.01
−0.01
E
1.03
+0.0
−0.02
E1
3.14
+0.0
−0.02
L
10.6
+0.0
−0.02
M
11.67
+0.02
−0.0
N
21.07
+0.02
−0.0
P
8.11
+0.02
−0.0
Q
17.61
+0.02
−0.0
R
5.85
+0.0
−0.02
S
15.8
+0.0
−0.02
T
5.68
+0.0
−0.02
U
2.0
+0.0
−0.02
V
24.3
+0.1
−0.1
Y
14.9
+0.1
−0.1
r1
M/2
−
r2
P/2
−
r3
Y/2
−
r4
U/2
−
3-88-2-3
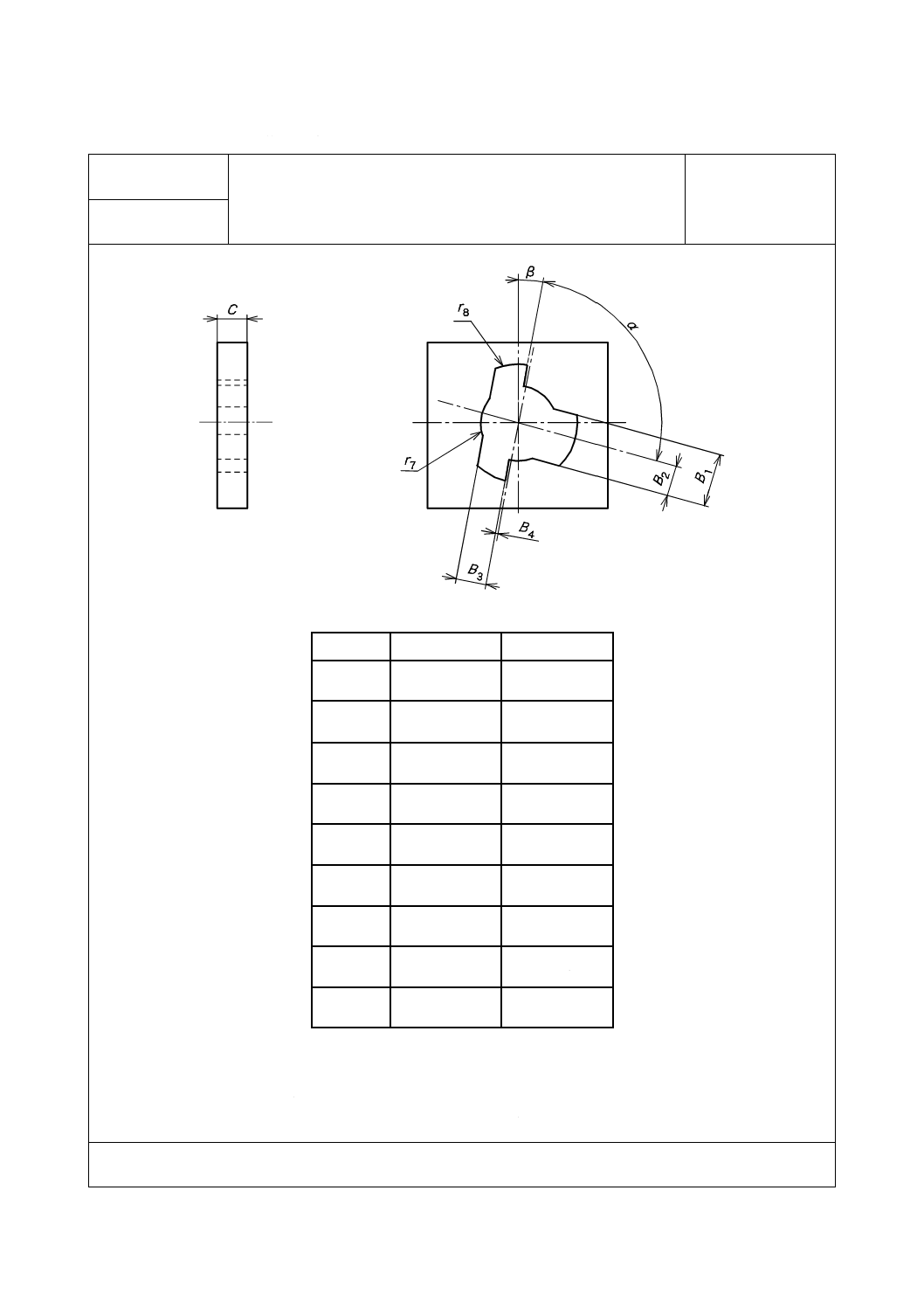
183
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-88-2-3の後に,次のシートNo. 3-88-3-1及び3-88-4-1を挿入する。
2007
PG13 完成ランプ口金通りゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
B1
9.15
+0.02
−0.0
B2
5.5
−
B3
5.35
+0.02
−0.0
B4
0.5
−
C
7.4
+0.2
−0.0
r7
6.7
+0.02
−0.0
r8
10.25
+0.02
−0.0
α
90°
+30°
−30°
β
10°
−
備考1. PG13口金について,受金とのかん合を検査する。
2. 口金表面Xまで無理なく挿入できること。
3. すべての引っ込み角を丸くすること又は少し面取りすること。
4. PG13口金の詳細は,JIS C 7709-1のシートNo.1-88を参照のこと。
3-88-3-1
184
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
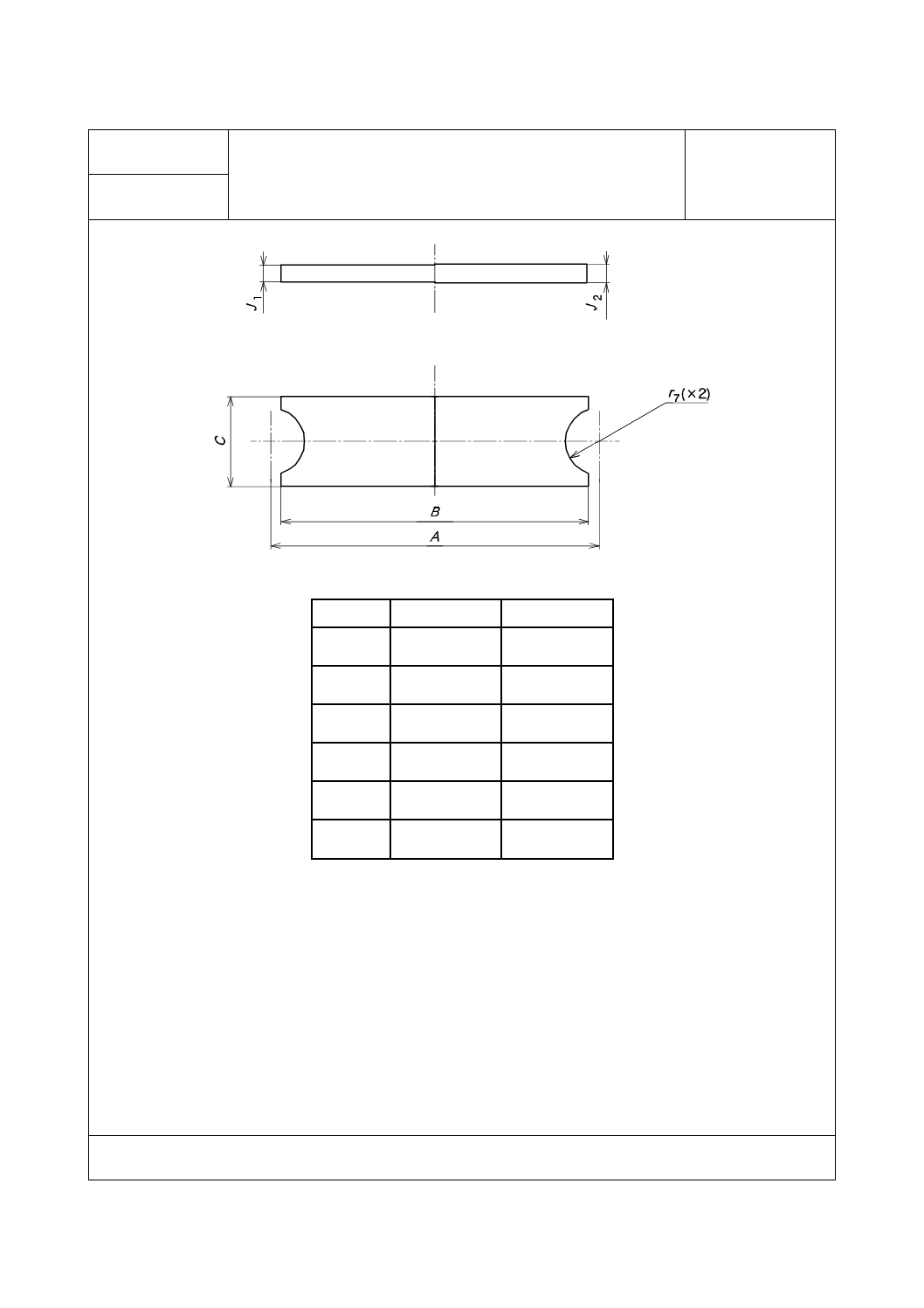
185
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
PG13 完成ランプ口金ランプ通り止めゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
A
54
+0.5
−0.5
B
51
+0.5
−0.5
C
16
+0.5
−0.5
J1
3.2
+0.0
−0.02
J2
3.5
+0.02
−0.0
r7
6.75
+0.2
−0.0
備考1. PG13口金の円筒長さを検査する。
2. 口金の基準面と表面Xとの間に,厚さ寸法J1が無理なく挿入できること。
3. 口金の基準面と表面Xとの間に,厚さ寸法J2が挿入できないこと。
4. すべての引っ込み角を丸くすること又は少し面取りすること。
5. PG13口金の詳細は,JIS C 7709-1のシートNo.1-88を参照のこと。
3-88-4-1
186
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
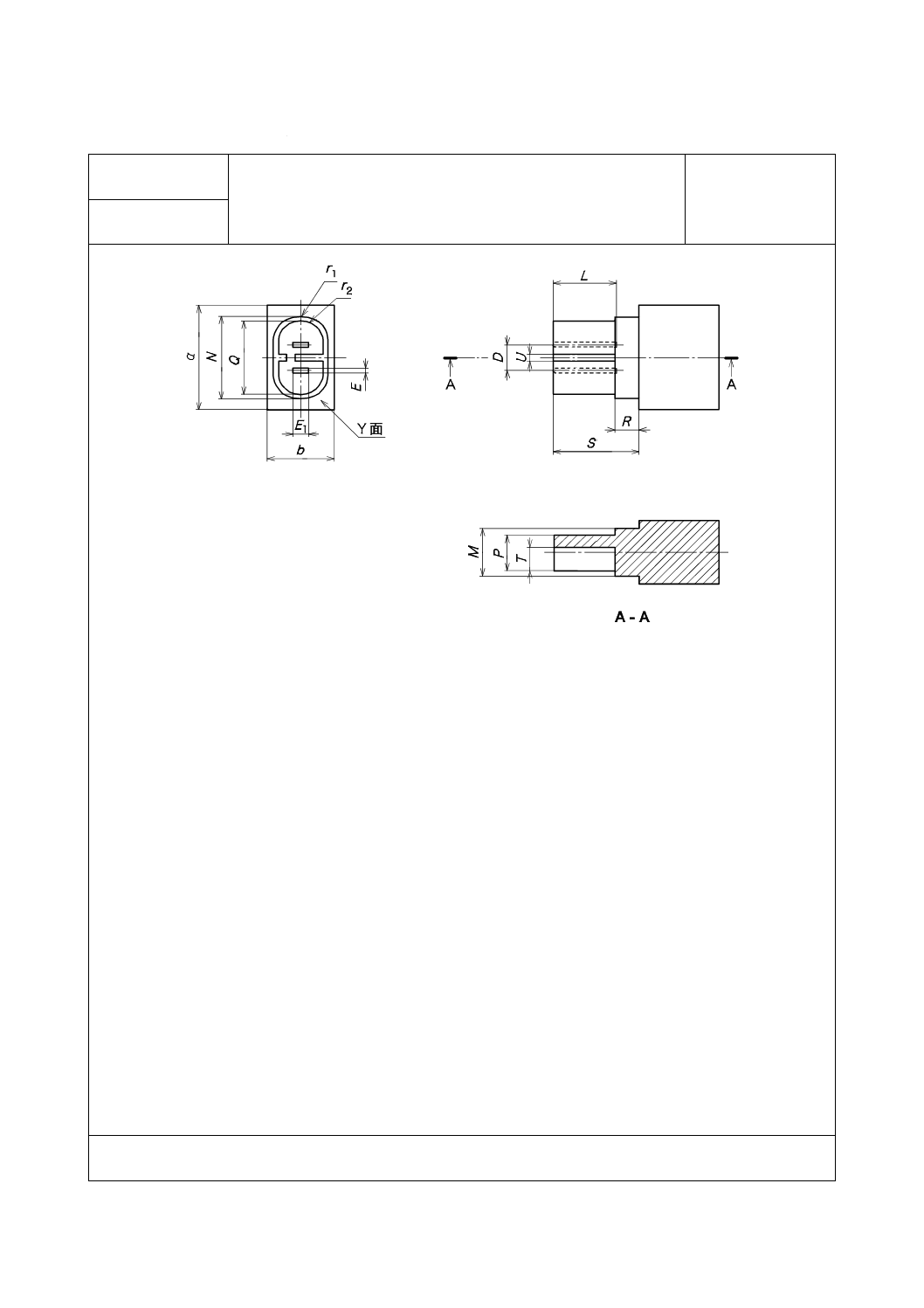
187
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-89-1-2を,次のシートNo. 3-89-1-3に置き換える。
2004
PGJ13 口金通りゲージA
ページ 1/2
2007
第三角法
備考1. PG13口金のかん合を検査する。
2. 表面YがPG13口金の接触部まで無理なく挿入できること。
3. すべての引っ込み角を丸くすること又は少し面取りすること。
4. PGJ13口金の詳細は,JIS C 7709-1のシートNo.1-89を参照のこと。
3-89-1-3
188
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
PGJ13 口金通りゲージA
ページ 2/2
2007
単位 mm
記号
基準値
許容差
D
6.1
+0.01
−0.01
E
1.03
+0.02
−0.0
E1
3.1
+0.02
−0.0
L
10.6
+0.02
−0.0
M
11.75
+0.0
−0.02
N
21.15
+0.0
−0.02
P
8.20
+0.0
−0.02
Q
17.65
+0.0
−0.02
R
5.85
+0.0
−0.2
S
15.8
+0.0
−0.02
T
5.6
+0.02
−0.0
U
1.85
+0.02
−0.0
r1
M/2
−
r2
P/2
−
a
約25
−
b
約15
−
3-89-1-3
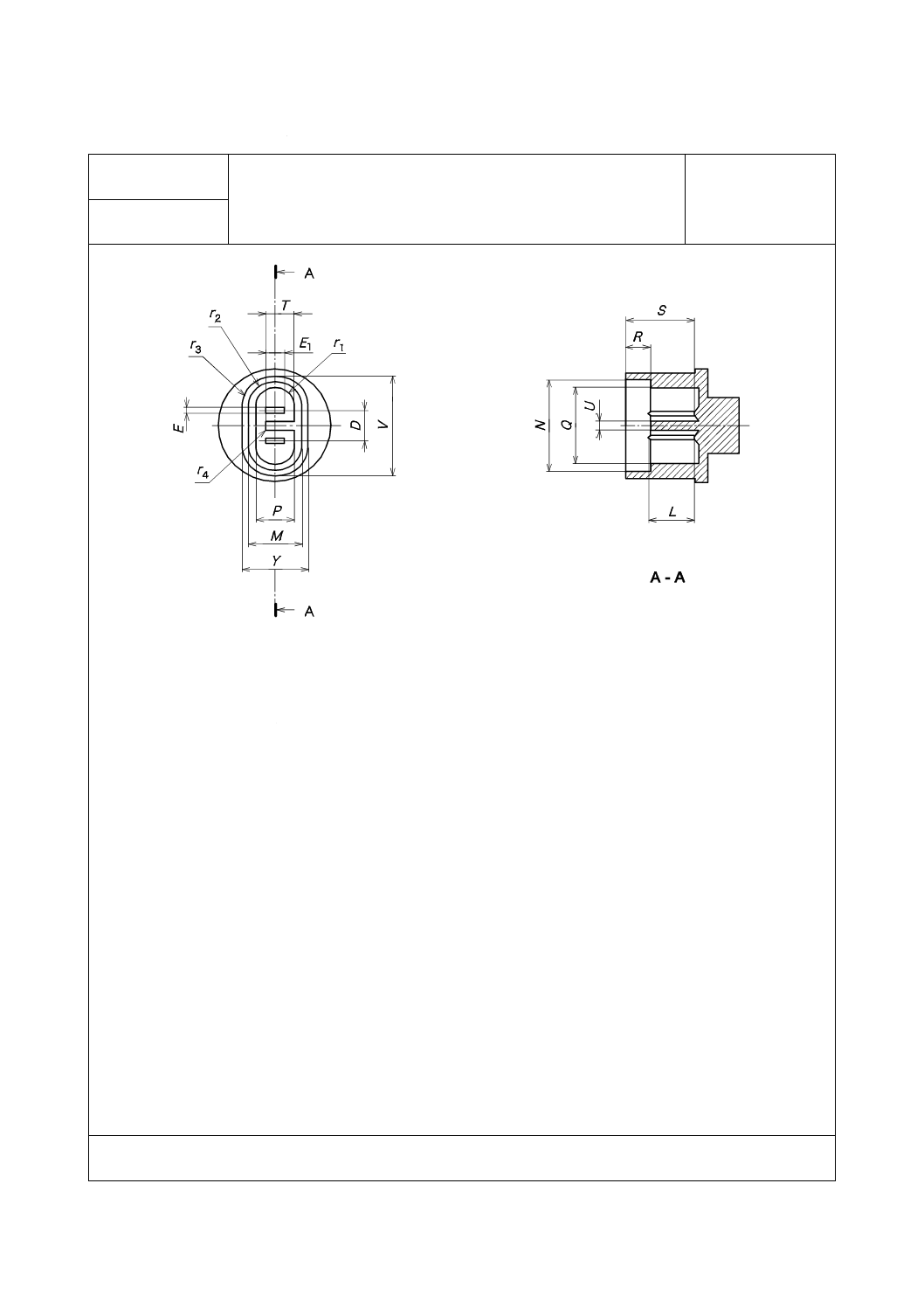
189
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-89-2-2を,次のシートNo. 3-89-2-3に置き換える。
2004
PGJ13 受金ゲージ
ページ 1/2
2007
第三角法
備考1. PG13受金3のかん合を検査する。
2. PG13受金の接触部まで無理なく挿入できること。
3. すべての引っ込み角を丸くすること又は少し面取りすること。
4. PGJ13受金の詳細は,JIS C 7709-2のシートNo.2-89を参照のこと。
3-89-2-3
190
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2004
PGJ13 受金ゲージ
ページ2/2
2007
単位 mm
記号
基準値
許容差
D
6.1
+0.01
−0.01
E
1.03
+0.0
−0.02
E1
3.14
+0.0
−0.02
L
10.6
+0.0
−0.02
M
11.67
+0.02
−0.0
N
21.07
+0.02
−0.0
P
8.11
+0.02
−0.0
Q
17.61
+0.02
−0.0
R
5.85
+0.0
−0.02
S
15.8
+0.0
−0.02
T
5.68
+0.0
−0.02
U
2.0
+0.0
−0.02
V
24.3
+0.1
−0.1
Y
14.9
+0.1
−0.1
r1
M/2
−
r2
P/2
−
r3
Y/2
−
r4
U/2
−
3-89-2-3
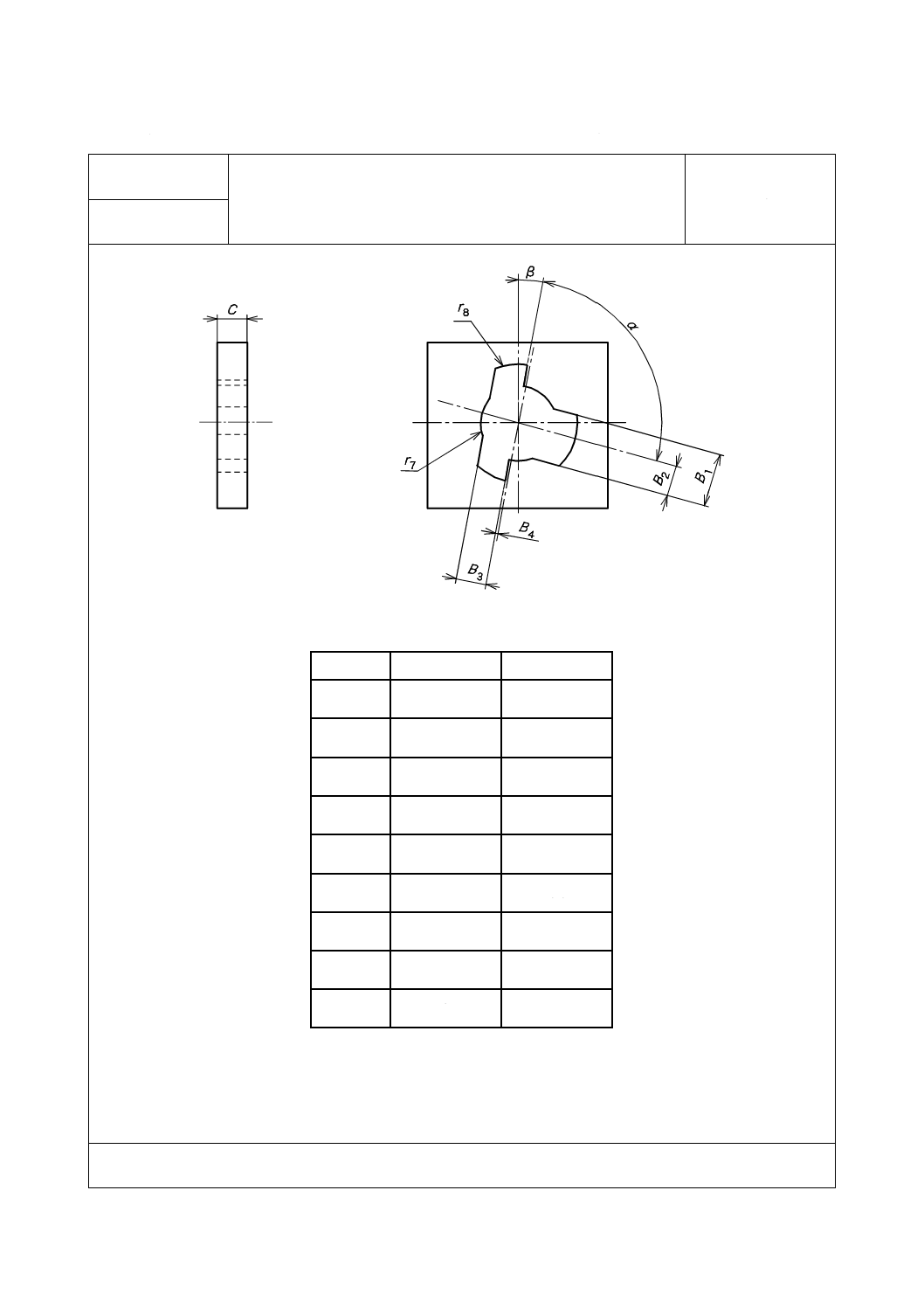
191
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-89-2-3の後に,次のシートNo. 3-89-3-1及び3-89-4-1を挿入する。
2007
PGJ13 完成ランプ口金通りゲージ
ページ 1/1
第三角法
備考1. PG13口金について,受金とのかん合を検査する。
2. 口金表面Xまで無理なく挿入できること。
3. すべての引っ込み角を丸くすること又は少し面取りすること。
4. PGJ13口金の詳細は,JIS C 7709-1のシートNo.1-89を参照のこと。
単位 mm
記号
基準値
許容差
B1
9.15
+0.02
−0.0
B2
5.5
−
B3
5.35
+0.02
−0.0
B4
0.5
−
C
7.4
+0.2
−0.0
r7
6.7
+0.02
−0.0
r8
10.25
+0.02
−0.0
α
90°
+30°
−30°
β
10°
−
3-89-3-1
192
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
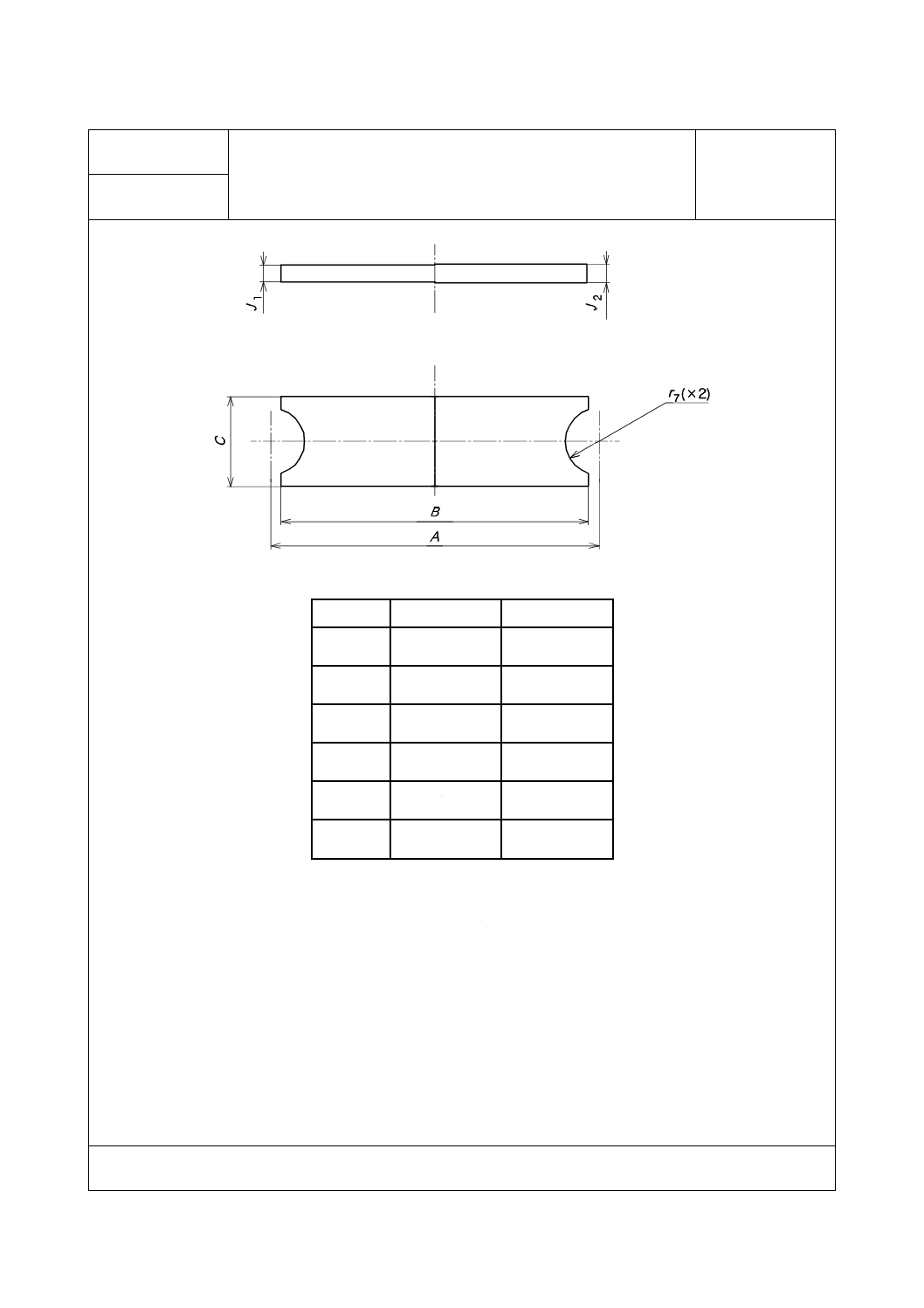
193
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
PGJ13 完成ランプ口金ランプ通り止めゲージ
ページ 1/1
第三角法
単位 mm
記号
基準値
許容差
A
54
+0.5
−0.5
B
51
+0.5
−0.5
C
16
+0.5
−0.5
J1
3.2
+0.0
−0.02
J2
3.5
+0.02
−0.0
r7
6.75
+0.2
−0.0
備考1. PG13口金の円筒長さを検査する。
2. 口金の基準面と表面Xとの間に,厚さ寸法J1が無理なく挿入できること。
3. 口金の基準面と表面Xとの間に,厚さ寸法J2が挿入できないこと。
4. すべての引っ込み角を丸くすること又は少し面取りすること。
5. PGJ13口金の詳細は,JIS C 7709-1のシートNo.1-89を参照のこと。
3-89-4-1
194
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
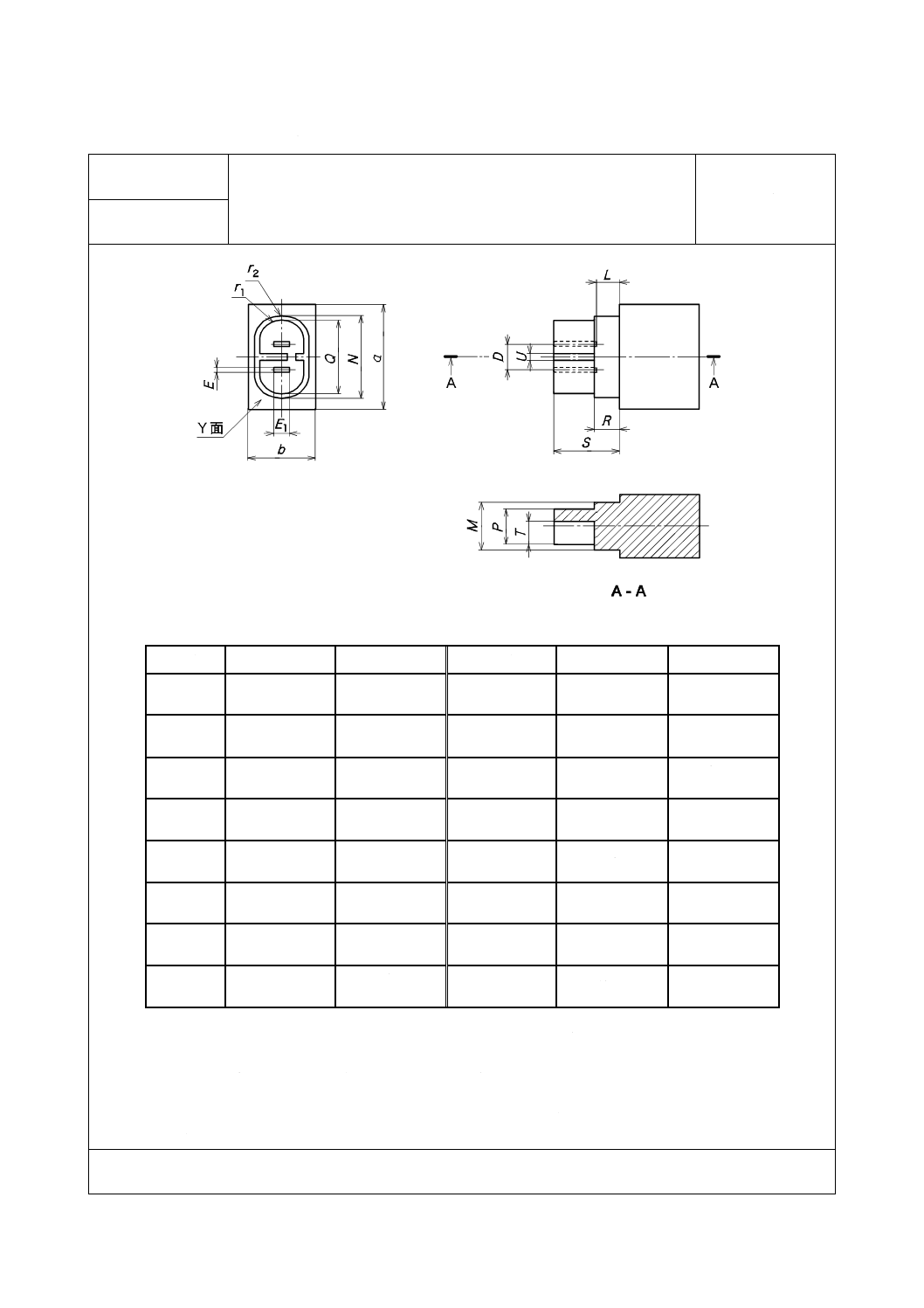
195
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-89A-1-1を,次のシートNo. 3-89A-1-2に置き換える。
2004
PGJ19口金通り止りゲージ
ページ 1/1
2007
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
D
6.1
±0.01
R
5.85
0
−0.2
E
1.03
+0.02
0
S
15.85
0
−0.02
E1
3.1
+0.02
0
T
5.6
+0.02
0
L
5.25
0
−0.02
U
1.85
+0.02
0
M
11.75
0
−0.02
r1
P/2
‒
N
21.15
0
−0.02
r2
M/2
‒
P
8.20
0
−0.02
a
約25
‒
Q
17.65
0
−0.02
b
約15
‒
備考1. すべての先端の角は,丸められているか,わずかに面取りがされていること。
2. PGJ19-1, PGJ19-2及びPGJ19-3口金のコンタクト部分の検査に適用する。
3. 過剰な力をかけないで,このゲージがPGJ19-1, PGJ19-2又はPGJ19-3口金のコンタクト部分に,ゲージの
Y面が完成ランプの口金の縁に接触するまで,挿入できること。このゲージは,PGJ19-4及びPGJ19-5の
口金のコンタクト部分に入らないこと。
4. PGJ19-1,PGJ19-2,PGJ19-3,PGJ19-4及びPGJ19-5口金の詳細は,JIS C 7709-1のシートNo.1-89Aを参
照のこと。
3-89A-1-2
196
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
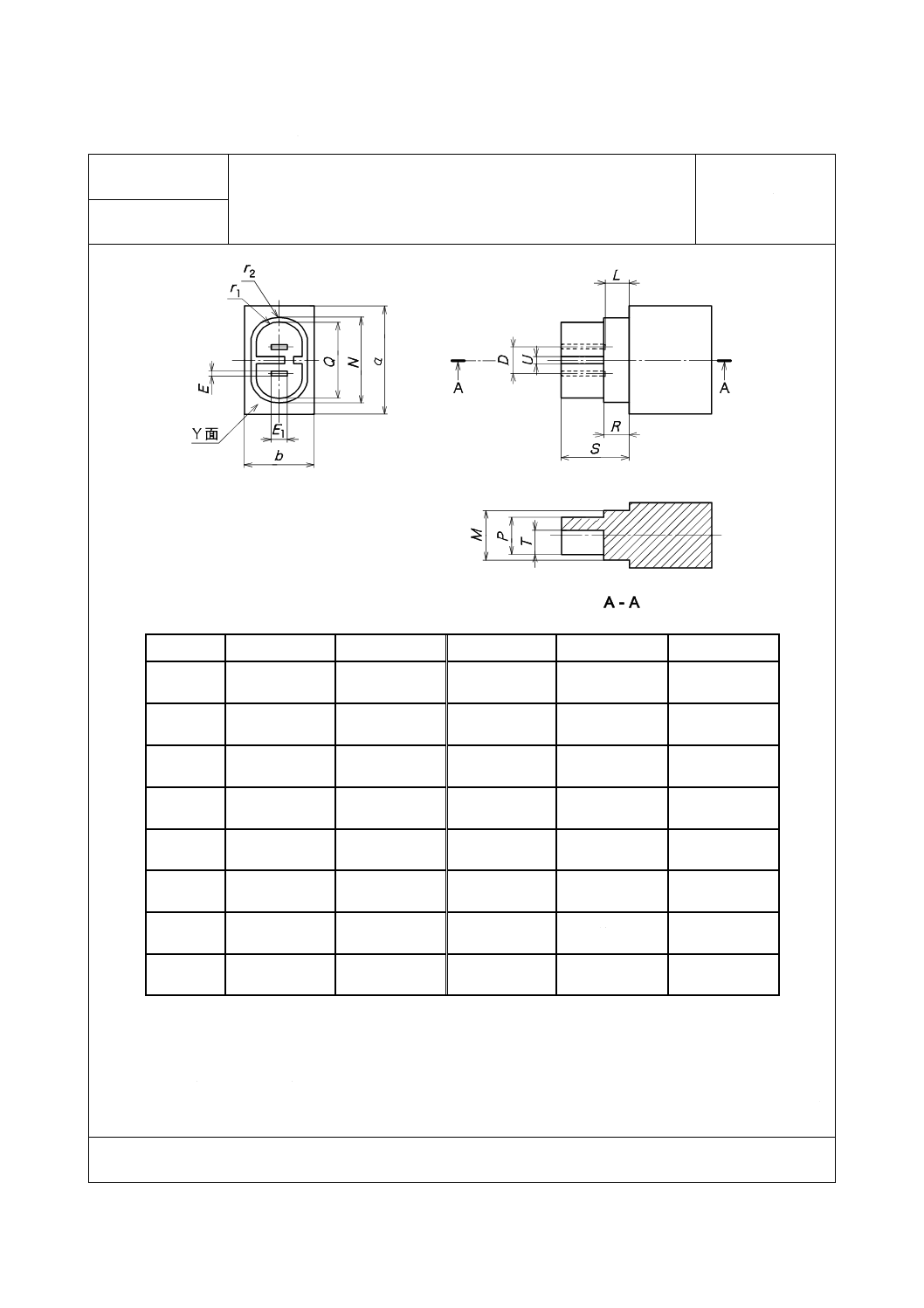
197
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-89A-2-1を,次のシートNo. 3-89A-2-2に置き換える。
2004
PGJ19 受金通り止りゲージ
ページ 1/1
2007
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
D
6.1
±0.01
R
5.85
0
−0.2
E
1.03
+0.02
0
S
15.85
0
−0.02
E1
3.1
+0.02
0
T
5.6
+0.02
0
L
5.25
0
−0.02
U
1.85
+0.02
0
M
11.75
0
−0.02
r1
P/2
‒
N
21.15
0
−0.02
r2
M/2
‒
P
8.20
0
−0.02
a
約25
‒
Q
17.65
0
−0.02
b
約15
‒
備考1. すべての先端の角は,丸められているか,わずかに面取りがされていること。
2. PGJ19-1, PGJ19-2及びPGJ19-3口金のコンタクト部分の検査に適用する。
3. 過剰な力をかけないで,このゲージがPGJ19-1, PGJ19-2又はPGJ19-3口金のコンタクト部分に,ゲージの
Y面が完成ランプの口金の縁に接触するまで,挿入できること。このゲージは,PGJ19-4及びPGJ19-5の
口金のコンタクト部分に入らないこと。
4. PGJ19-1,PGJ19-2,PGJ19-3,PGJ19-4及びPGJ19-5口金の詳細は,JIS C 7709-1のシートNo.1-89Aを参
照のこと。
3-89A-2-2
198
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
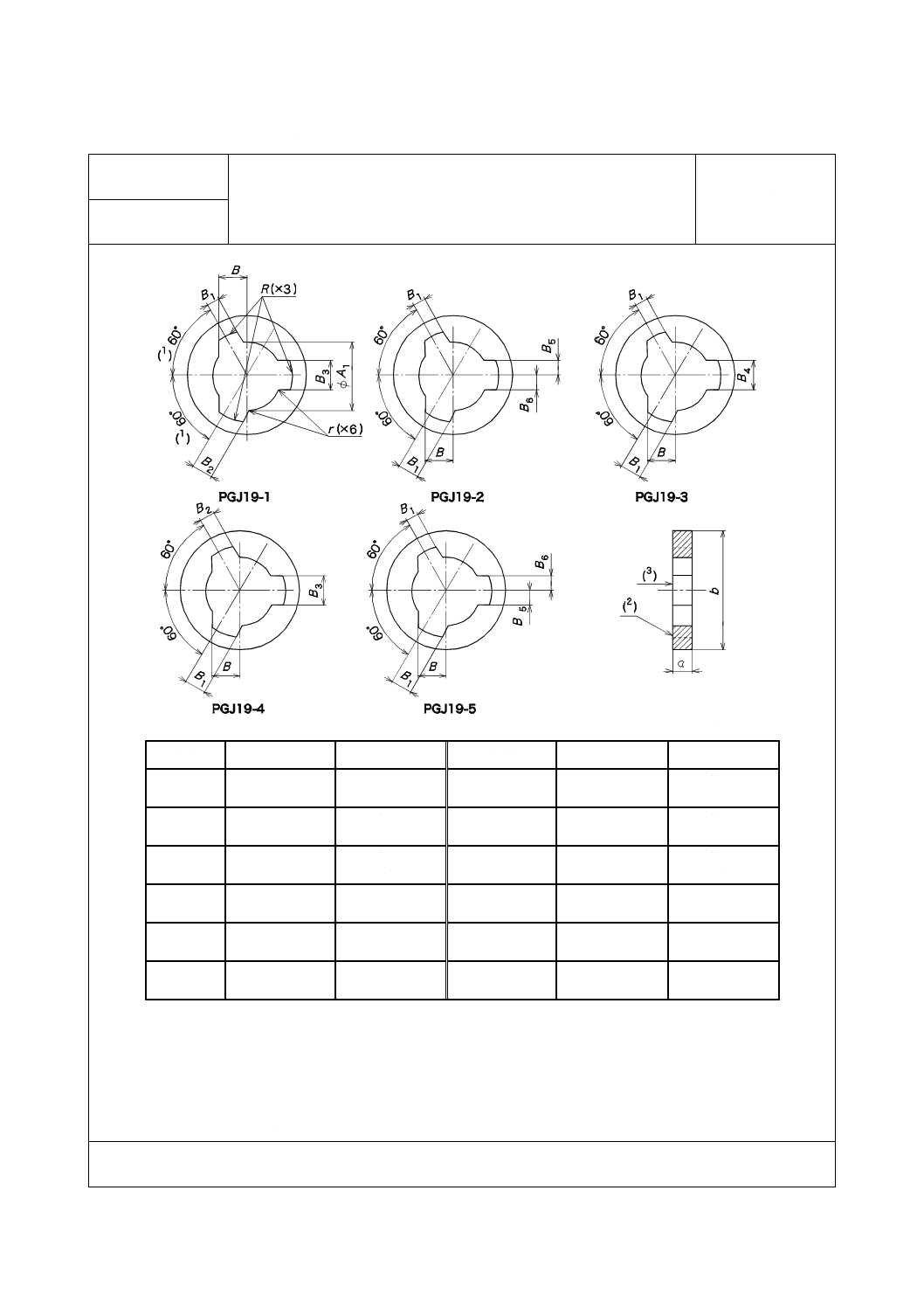
199
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-89A-3-1を,次のシートNo. 3-89A-3-2に置き換える。
2004
PGJ19 口金キー通り止りゲージ
ページ 1/1
2007
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
A1
19.1
+0.1
0
B5
6.05
+0.02
0
B
8.0
+0.02
0
B6
4.05
+0.02
0
B1
3.5
+0.02
0
R
12.25
+0.02
0
B2
5.5
+0.02
0
r
0.2
+0.05
0
B3
8.1
+0.02
0
a
5
+0.2
−0.2
B4
10.1
+0.02
0
b
40
+0.2
−0.2
注(1) 基準角を示す。
(2) すべての先端の角は,丸められているか,わずかに面取りがされていること。
(3) 完成ランプの挿入方向を示す。
備考1. PGJ19口金の口金キーの検査に適用する。
2. 過剰な力をかけないで,適用する口金にその適用する口金のゲージが挿入できること。
3. 適用する口金のゲージ以外の四つのゲージにその適用する口金が入らないこと。
4. PGJ19口金の詳細は,JIS C 7709-1のシートNo.1-89Aを参照のこと。
3-89A-3-2
200
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
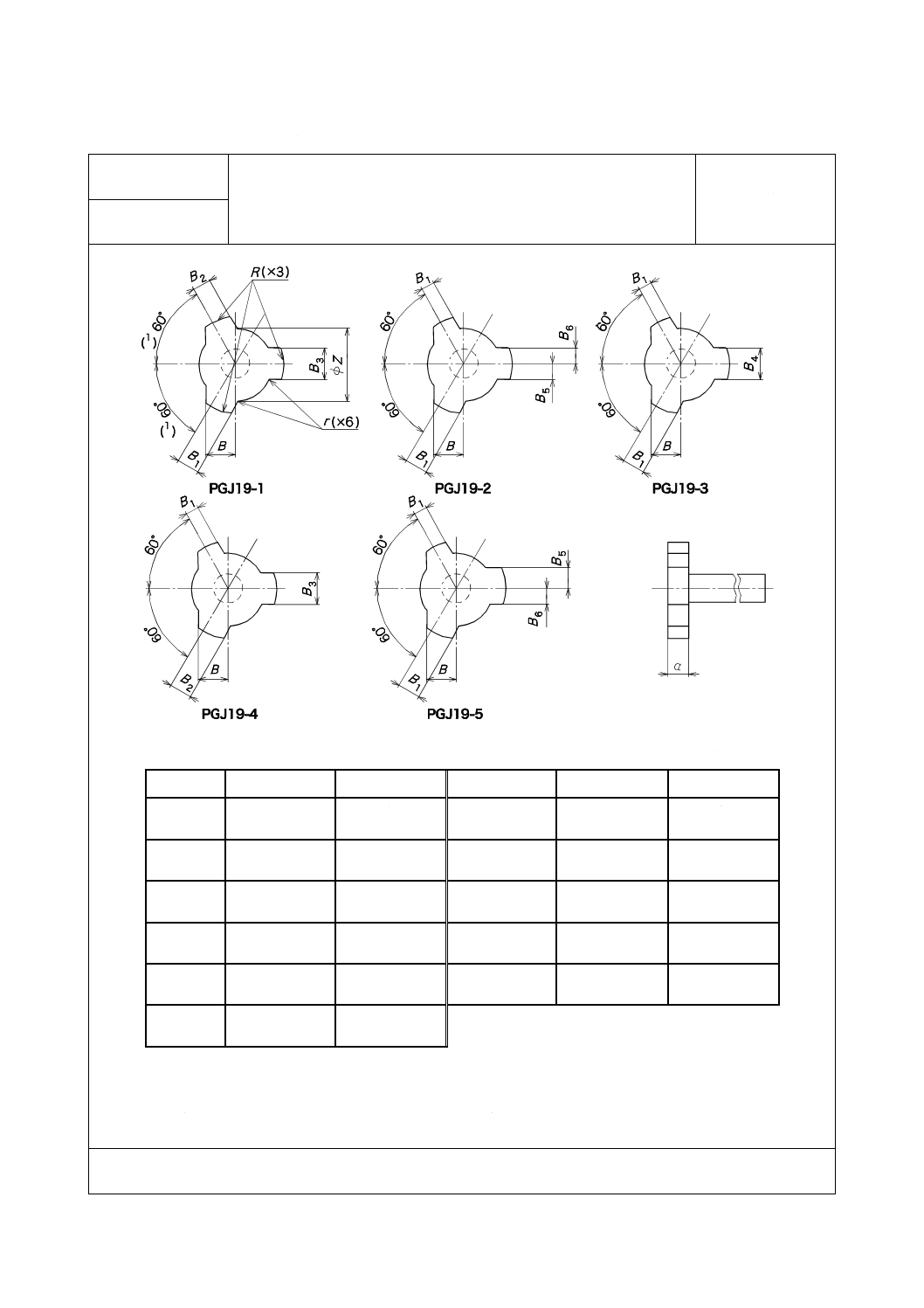
201
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-89A-4-1を,次のシートNo. 3-89A-4-2に置き換える。
2004
PGJ19 受金キー通り止りゲージ
ページ 1/1
2007
第三角法
単位 mm
記号
基準値
許容差
記号
基準値
許容差
B
8.08
0
−0.02
B6
4.08
0
−0.02
B1
3.68
0
−0.02
R
12.38
0
−0.02
B2
5.68
0
−0.02
Z
19.48
0
−0.02
B3
8.18
0
−0.02
r
0.2
+0.05
0
B4
10.18
0
−0.02
a
5
+0.2
−0.2
B5
6.08
0
−0.02
注(1) 基準角を示す。
備考1. PGJ19受金の口金キーの検査に適用する。
2. 過剰な力をかけないで,適用する口金にその適用する口金のゲージが挿入できること。
3. 適用する口金のゲージ以外の四つのゲージにその適用する口金が入らないこと。
4. PGJ19口金の詳細は,JIS C 7709-1のシートNo.1-89Aを参照のこと。
3-89A-4-2
202
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
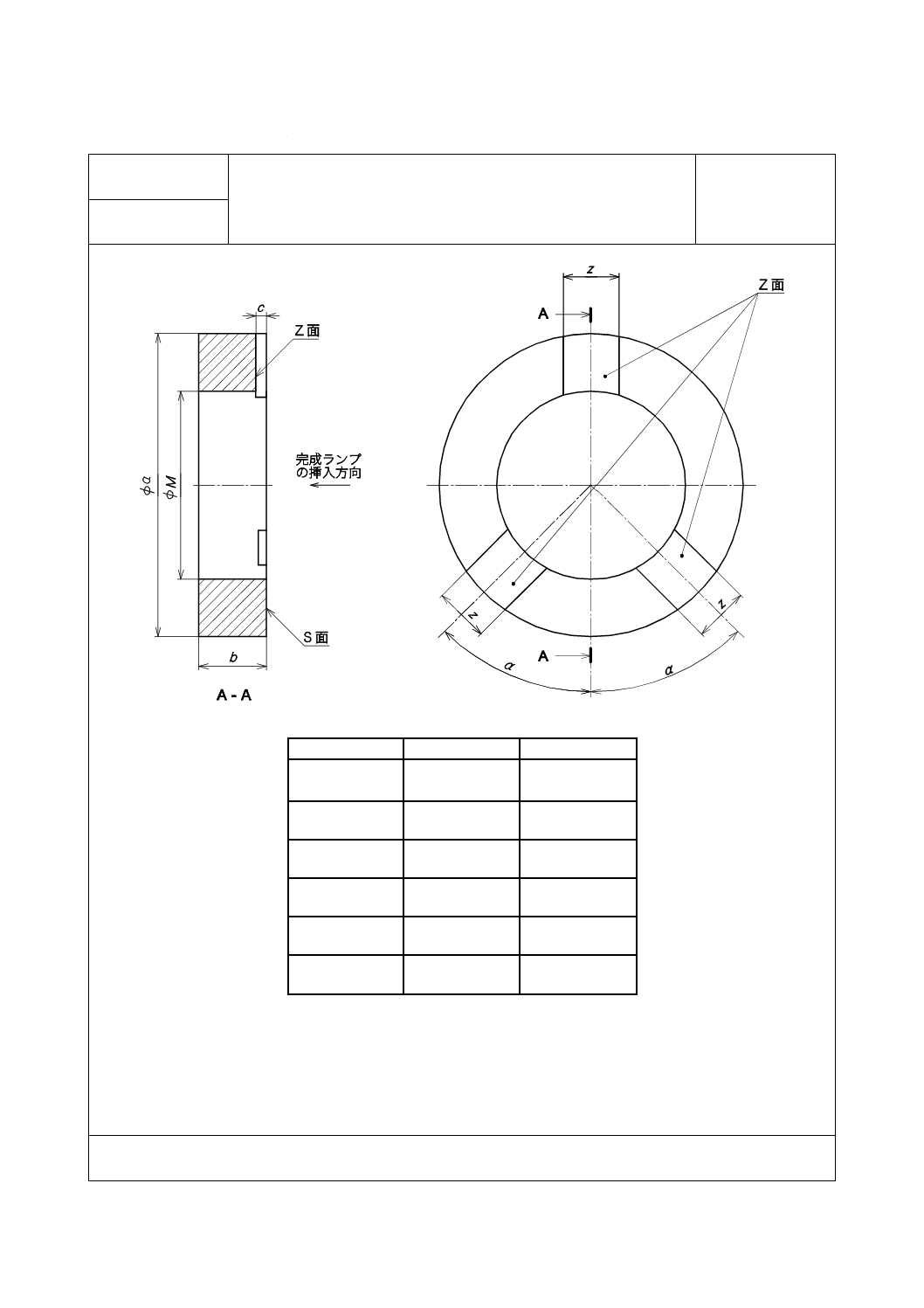
203
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-97-2-2を,次のシートNo. 3-97-2-3に置き換える。
2004
PX43t 完成ランプ口金止りゲージ
ページ 1/1
2007
第三角法
単位 mm
記号
基準値
許容差
M
42.8
0
−0.005
a
70
±0.2
b
15
±0.2
c
2
±0.2
z
12
±0.2
α
45°
±30′
備考1. 完成ランプの口金リングのMの最小寸法を検査する。
2. S面からランプの頭部にゲージを挿入したとき,口金リングの3個のラグがゲージZ面に接触しないこと。
3. このゲージは,JIS C 7709-3のシートNo.3-82のM寸法が違うものである。
3-97-2-3
204
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
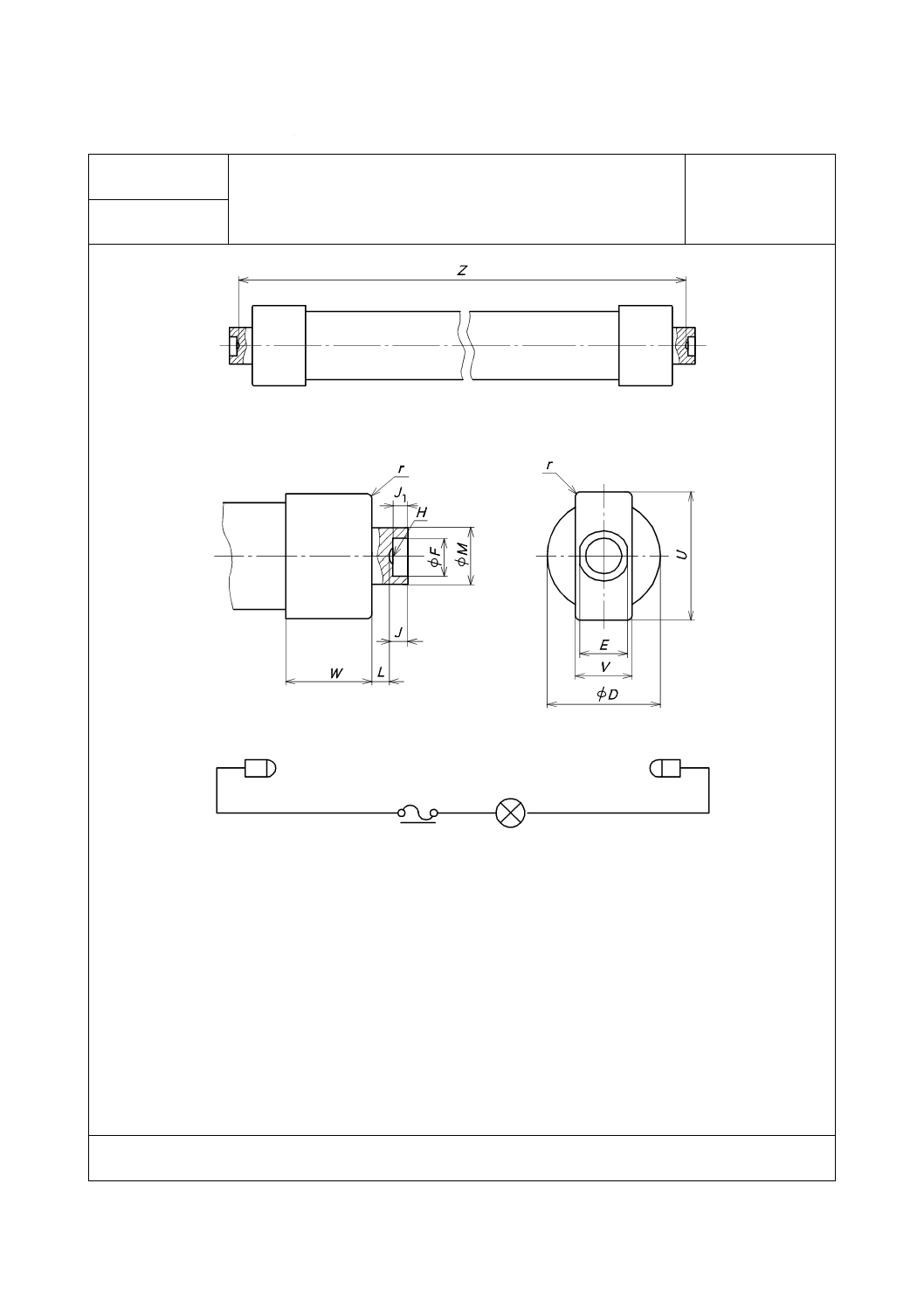
205
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-100-1-1を,次のシートNo. 3-100-1-2及び3-100-2-1に置き換える。
1997
R7s 受金通りゲージ
ページ 1/2
2007
第三角法
3-100-1-2
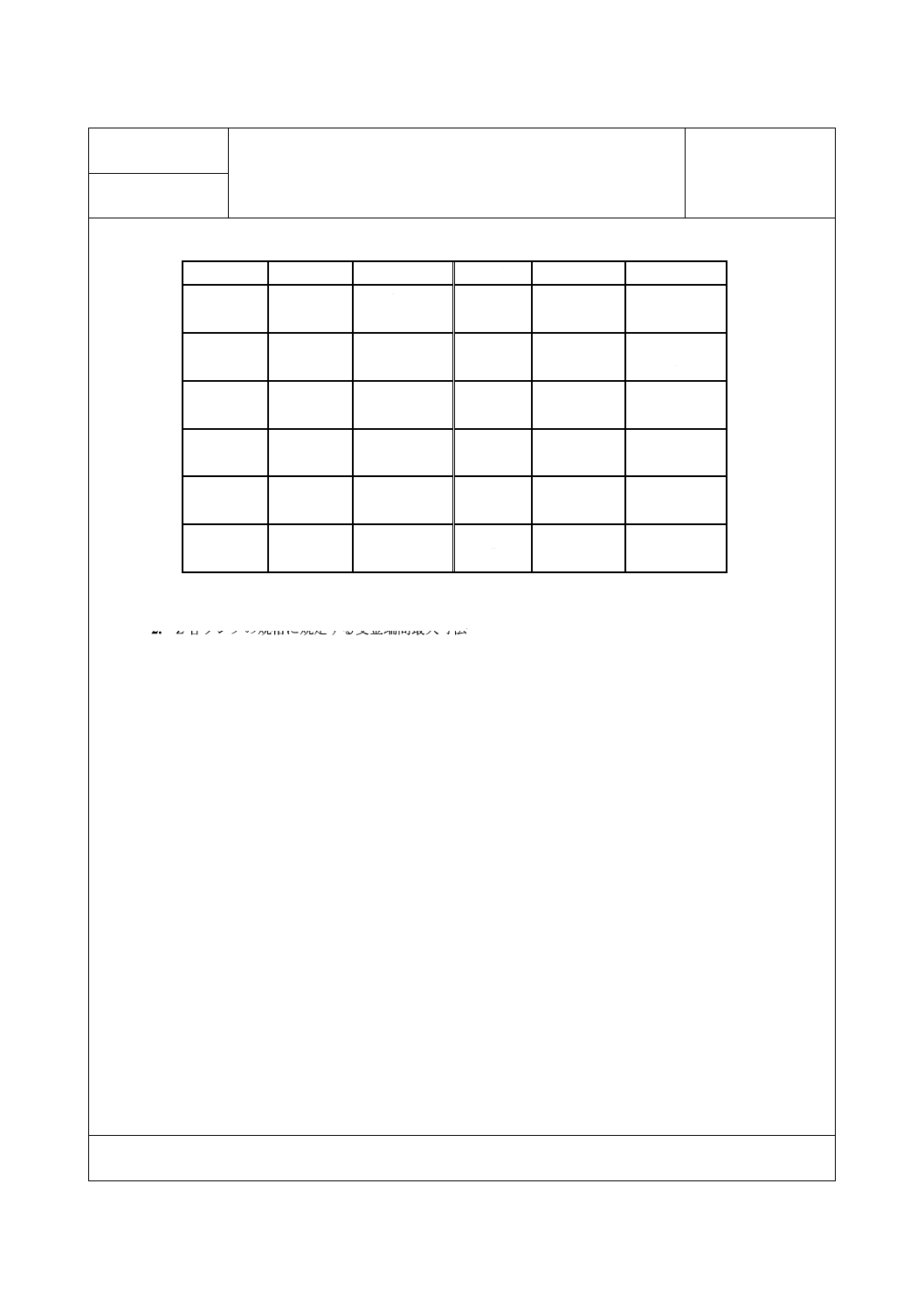
206
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
R7s 受金通りゲージ
ページ 2/2
2007
単位 mm
記号
基準値
許容差
記号
基準値
許容差
D
15.0
+0.1
0
L
2.9
0
−0.05
E
7.6
0
−0.02
M
8.12
+0.02
0
F
4.19
0
−0.02
U
18.0
+0.02
0
H
2.8
±0.05
V
8.28
+0.02
0
J
2.03
+0.03
0
W
12.6
±0.05
J1
1.6
+0.02
0
r
0.5
±0.1
備考1. 受金一対の最長ランプの装着性及び最長ランプの最悪ケースでの接触性の検査に適用する。
2. Z各ランプの規格に規定する受金端間最大寸法 +0.1
0
mmとする。
3. 通りゲージが完全に装着されたときに指示ランプが点灯すること。
3-100-1-2
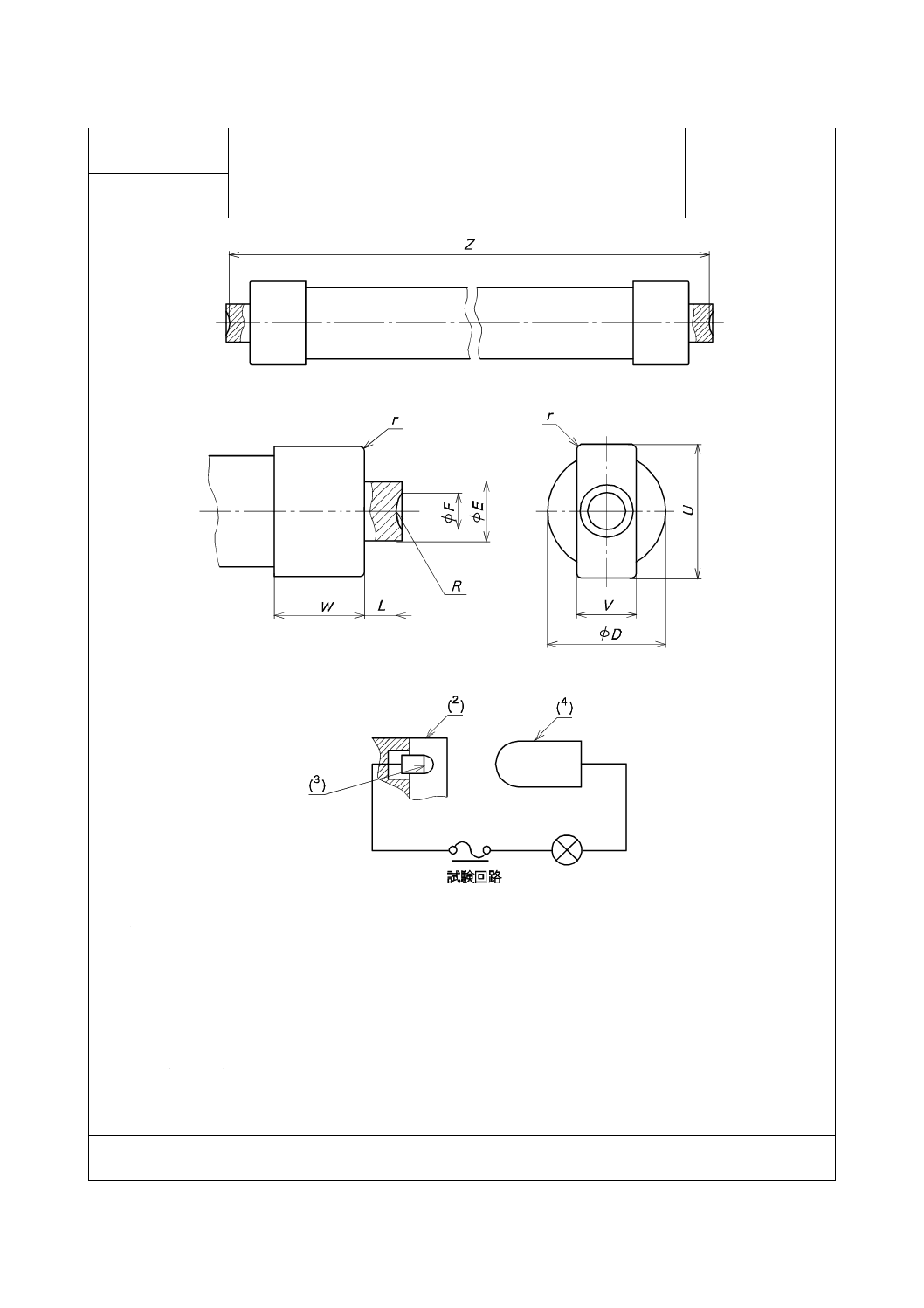
207
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
R7s 受金の感電防止機能試験用ゲージ
ページ 1/2
第三角法
ゲージは,絶縁物で作られているか,又は絶縁物で覆われていること。
注(1) ゲージⅠは最大長さのランプを模したものである。ゲージⅠにおいて,寸法Zは最大長さランプ,すなわ
ち,該当するランプのIEC規格に示す,口金コンタクト最底点間の距離の最大値に等しい。
ゲージⅡは最小長さのランプを模したものである。ゲージⅡにおいて,寸法Zは最小長さランプ,すな
わち,該当するランプのIEC規格に示す,口金コンタクト最底点間の距離の最小値に等しい。
形式の認定は,1本のランプだけをゲージⅠとゲージⅡを使ってチェックすればよい。
(2) ソケット
(3) コンタクト
(4) 先端が半径5.2±0.005 mm の半球である試験針
3-100-2-1
208
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
R7s 受金の感電防止機能試験用ゲージ
ページ 2/2
単位 mm
ゲージⅠ
ゲージⅡ
記号
最小
最大
記号
最小
最大
D
14.9
15.1
D
9.9
10.1
E
7.4
7.5
E
7.4
7.5
F
4.2
4.3
F
4.2
4.3
L
2.8
2.9
L
2.8
2.9
R
2.2
2.4
R
2.2
2.4
U
15.0
15.1
U
15.0
15.1
V
7.5
7.6
V
7.5
7.6
W
12.5
12.7
W
12.5
12.7
Z
(1)
Z
(1)
r
0.4
0.6
r
0.4
0.6
目的: JIS C 7709-2のシートNo.2-100に従って組み立てられたR7sソケットのランプ挿入前後の感電防止機能をチ
ェックする。
試験方法:
・ 組み立てられたソケットの一方を,試験回路の図に示された通りに接続する。
・ ランプを挿入していないソケット(※※)の開口部(※)に試験針を当てたとき,インジケータランプが
点灯してはならない。
・ この試験はもう一方のランプを挿入していないソケットについて繰り返す。
・ 次に,該当するゲージⅠを挿入した後,それぞれのソケットの開口部に半球状の先端をもつ試験針を当て
たとき,インジケータランプが点灯してはならない。
・ この試験は該当するゲージⅡについて繰り返す。
※ 開口部
ランプの挿入又は抜去の際に,ランプ口金が通過しなければならないソケットの領域。この領域は二つの面
によって定義される。
− 垂直面:ランプ挿入時,ランプコンタクトの最底点を通って,ランプ軸に垂直な面。
− 水平面:ランプ軸を通る面
※※ 器具に組み込んだソケットについては,開口部以外のすべての領域がIEC規格の試験指で試験される。
器具に組み込んでいないソケットについては,器具に組み込んだ後に,開口部以外のすべての領域がIEC規
格の試験指で試験される。
3-100-2-1
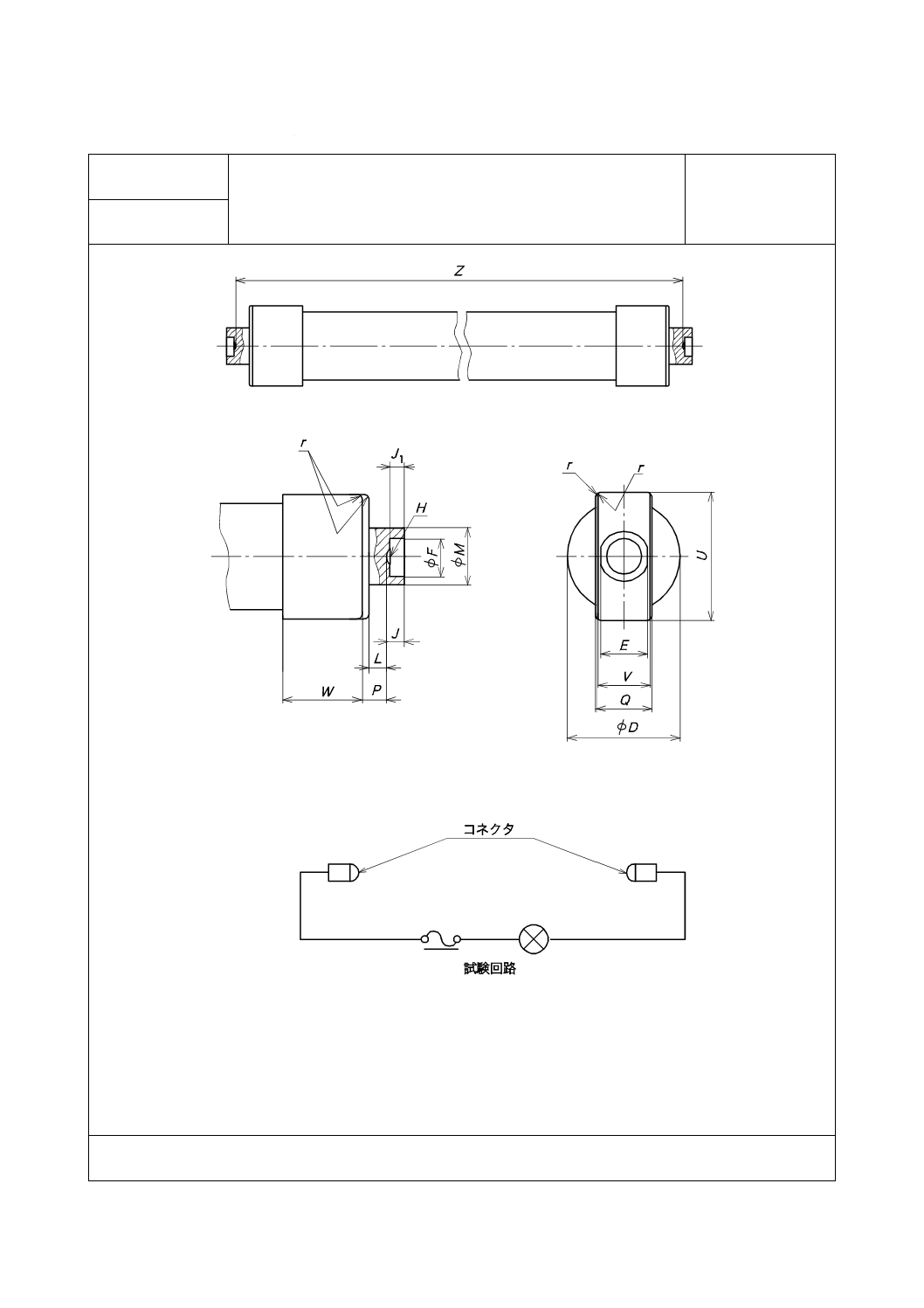
209
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートNo. 3-102-1-1を,次のシートNo. 3-102-1-2及び3-102-2-1に置き換える。
1997
RX7s 受金通りゲージ
ページ 1/2
2007
第三角法
3-102-1-2
210
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1997
RX7s 受金通りゲージ
ページ 2/2
2007
単位 mm
記号
基準値
許容差
記号
基準値
許容差
D(1)
15.0
+0.1
0
M
8.12
+0.02
0
E
7.6
0
−0.02
Q
9.4
+0.02
0
F
4.19
0
−0.02
U(1)
18.0
+0.02
0
H
2.8
±0.05
V
8.28
+0.02
0
J
2.03
+0.03
0
W
12.6
±0.05
J1
1.6
+0.02
0
r
0.5
±0.1
L
2.9
0
−0.05
注(1) RX7sの封着は最大22.4 mmであるが,32 mmまで大きくしてもよい場合がある。22.4 mmを超える場合は
次の表記を行う(例:封止幅30 mmの場合はRX7s-30とする。)。このような幅の広いランプにおいては通
りゲージのU及びDを変更する。
備考1. 受金一対の最長ランプの装着性及び最長ランプの最悪ケースでの接触性の検査に適用する。
2. Z各ランプの規格に規定する受金端間最大寸法 +0.1
0
mmとする。
3. 通りゲージが完全に装着されたときに指示ランプが点灯すること。
3-102-1-2
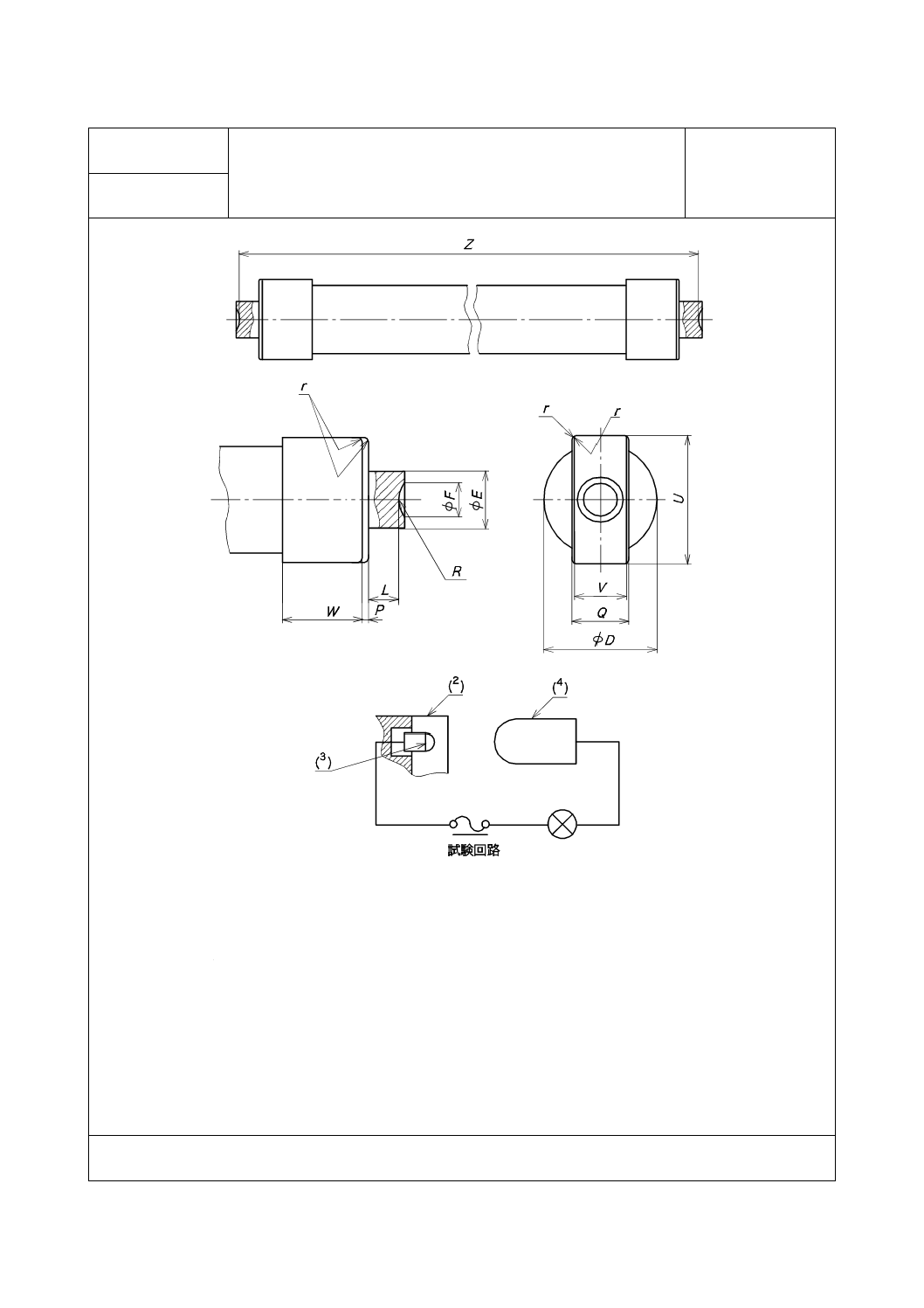
211
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
RX7s 受金の感電防止機能試験用ゲージ
ページ 1/2
第三角法
ゲージは,絶縁物で作られているか,又は絶縁物で覆われていること。
注(1) ゲージⅠは最大長さのランプを模したものである。ゲージⅠにおいて,寸法Zは最大長さランプ,すなわ
ち,該当するランプのIEC規格に示す,口金コンタクト最底点間の距離の最大値に等しい。
ゲージⅡは最小長さのランプを模したものである。ゲージⅡにおいて,寸法Zは最小長さランプ,すな
わち,該当するランプのIEC規格に示す,口金コンタクト最底点間の距離の最小値に等しい。
形式の認定は,1本のランプだけをゲージⅠとゲージⅡを使ってチェックすればよい。
(2) ソケット
(3) コンタクト
(4) 先端が半径5.2±0.005 mm の半球である試験針
3-102-2-1
212
C 7709-3:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2007
RX7s 受金の感電防止機能試験用ゲージ
ページ 2/2
単位 mm
ゲージⅠ
ゲージⅡ
記号
最小
最大
記号
最小
最大
D
21.9
22.1
D
14.9
15.1
E
7.4
7.5
E
7.4
7.5
F
4.2
4.3
F
4.2
4.3
L
4.85
4.95
L
4.85
4.95
P
2.05
2.15
P
2.05
2.15
Q
9.3
9.5
Q
9.3
9.5
R
2.2
2.4
R
2.2
2.4
U
18.0
18.1
U
18.0
18.1
V
8.2
8.4
V
8.2
8.4
W
10.45
10.65
W
10.45
10.65
Z
(1)
Z
(1)
r
0.4
0.6
r
0.4
0.6
目的:JIS C 7709-2のシートNo.2-102に従って組み立てられたRX7sソケットのランプ挿入前後の感電防止機能をチ
ェックする。
試験方法:
・ 組み立てられたソケットの一方を,試験回路の図に示されたとおりに接続する。
・ ランプを挿入していないソケット(※※)の開口部(※)に試験針を当てたとき,インジケータランプが点
灯してはならない。
・ この試験はもう一方のランプを挿入していないソケットについて繰り返す。
・ 次に,該当するゲージⅠを挿入した後,それぞれのソケットの開口部に半球状の先端をもつ試験針を当てた
とき,インジケータランプが点灯してはならない。
・ この試験は該当するゲージⅡについて繰り返す。
※ 開口部
ランプの挿入又は抜去の際に,ランプ口金が通過しなければならないソケットの領域。この領域は二つの
面によって定義される。
− 垂直面:ランプ挿入時,ランプコンタクトの最底点を通って,ランプ軸に垂直な面。
− 水平面:ランプ軸を通る面
※※器具に組み込んだソケットについては,開口部以外のすべての領域がIEC規格の試験指で試験される。
器具に組み込んでいないソケットについては,器具に組み込んだ後に,開口部以外のすべての領域がIEC
規格の試験指で試験される。
3-102-2-1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。