C 62197-1:2020 (IEC 62197-1:2006)
(1)
目 次
ページ
序文 ··································································································································· 1
1 一般······························································································································· 1
1.1 適用範囲 ······················································································································ 1
1.2 一般的に考慮する事項 ···································································································· 1
1.3 引用規格 ······················································································································ 2
1.4 性能特性 ······················································································································ 3
2 技術情報························································································································· 3
2.1 用語及び定義 ················································································································ 3
2.2 水準の体系 ··················································································································· 4
2.3 統計的工程管理[SPC(Statistical Process Contol)] ····························································· 4
2.4 出荷不適合値のppm評価 ································································································ 5
2.5 工程能力 ······················································································································ 5
2.6 CP及びCPKの定義 ·········································································································· 6
2.7 CPKと不適合(不良)品数との関係 ··················································································· 7
2.8 CP及びCPKの代表的な最小値 ··························································································· 7
2.9 統計的工程管理の実施 ···································································································· 8
3 品質評価手順 ··················································································································· 8
3.1 品質評価の定義 ············································································································· 8
3.2 品質認証(QA,Qualification Approval)············································································ 9
3.3 能力認証(CA,Capability Approval) ··············································································· 9
3.4 技術認証(TA,Technology Approval) ·············································································· 9
4 試験及び試験計画 ············································································································ 10
4.1 一般事項 ····················································································································· 10
4.2 試験計画 ····················································································································· 10
附属書A(参考)工程の測定指標に関する詳細情報及び実践的数値··············································· 11
附属書B(規定)品質評価手順 ······························································································ 13
C 62197-1:2020 (IEC 62197-1:2006)
(2)
まえがき
この規格は,産業標準化法第12条第1項の規定に基づき,一般社団法人電子情報技術産業協会(JEITA)
及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を制定すべきとの申出
があり,日本産業標準調査会の審議を経て,経済産業大臣が制定した日本産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
C 62197-1:2020
(IEC 62197-1:2006)
電子機器用コネクタ−品質要求事項−
第1部:品目別通則
Connectors for electronic equipment-Quality assessment requirements-
Part 1: Generic specification
序文
この規格は,2006年に第1版として発行されたIEC 62197-1を基に,技術的内容及び構成を変更するこ
となく作成した日本産業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
一般
1.1
適用範囲
この規格は,電子及び電気機器用コネクタの品質評価手順に用いる統一の試験要求事項について規定す
る。ただし,高周波同軸コネクタには適用しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 62197-1:2006,Connectors for electronic equipment−Quality assessment requirements−Part 1:
Generic specification(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
1.2
一般的に考慮する事項
この規格は,コネクタの検査に関する用語,定義,記号,試験方法及び情報を含むか,又はこれらに対
する引用を示す。
該当する場合は,IEC Guide 102:1996[Electronic components−Specification structures for quality assessment
(Qualification approval and capability approval)]を参照して,関連する規格とともにこの規格を用いる。
この規格と個別品質規格との間に相違がある場合,個別品質規格を優先する。
1.2.1
品種別品質通則
品種別品質通則は,この規格の体系としては適切ではなく,存在していない。品種別品質通則に代えて,
B.2,B.3及びB.4に規定する品質評価手順を適用する。
適用する場合,品質評価手順には,その品種に適用可能な全ての試験方法及び試験手順,並びに厳しさ
及び特性の推奨値を含んでいなければならない。
該当する場合,品質評価の内容は,この規格及び個別製品規格による。
この規格と個別品質規格との間に相違がある場合,個別品質規格を優先する。
1.2.2
ブランク個別品質規格(適用する場合)
ブランク個別品質規格には,用いる様式及び規定する事項を記載して,適切な個別品質規格の作成指針
2
C 62197-1:2020 (IEC 62197-1:2006)
を示さなければならない。
ブランク個別品質規格の内容は,この規格に基づき,当該コネクタファミリのパラメータ及びコネクタ
タイプの品質を評価するために必要かつ十分であり,管理のために完全かつ十分と考えられる技術基準の
選択肢を記載する。
1.2.3
個別品質規格(適用する場合)
個別品質規格は,該当するコネクタ又はコネクタの範囲の品質認証のパラメータを完全に記載するため
に必要な全ての情報を直接規定するか,又は他の規格を引用する。
個別品質規格の内容は,この規格に基づき,当該コネクタファミリのパラメータ及びコネクタタイプの
品質を評価するために必要かつ十分であり,管理のために完全かつ十分と考えられる技術基準の選択肢を
記載する。
1.3
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS C 5401-1:2015 電子機器用コネクタ−製品要求事項−第1部:品目別通則
注記 対応国際規格:IEC 61076-1:2006,Connectors for electronic equipment−Product requirements−
Part 1: Generic specification(IDT)
JIS C 5402(規格群) 電子機器用コネクタ−試験及び測定
注記 対応国際規格:IEC 60512 (all parts),Connectors for electronic equipment−Tests and
measurements
JIS C 60068-1:2016 環境試験方法−電気・電子−第1部:通則及び指針
注記1 対応国際規格:IEC 60068-1:1988,Environmental testing−Part 1: General and guidance(IDT)
注記2 この規格の対応国際規格での引用は1988年版であるが,既に,2013年版が発行されてい
るため,この対応国際規格に対応した最新のJISを採用した。
JIS Z 9015-1 計数値検査に対する抜取検査手順−第1部:ロットごとの検査に対するAQL指標型抜
取検査方式
注記 対応国際規格:ISO 2859-1,Sampling procedures for inspection by attributes−Part 1: Sampling
schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection
IEC 60050-581:1978,International Electrotechnical Vocabulary (IEV)−Part 581: Electromechanical
components for electronic equipment
IEC QC 001002-2:2004,IEC Quality Assessment System for Electronic Components (IECQ)−Rules of
Procedure−Part 2: Documentation
注記 IEC QC 001002-2は,既に廃止されている。IEC QC 001002-2に記載のRules of Procedureは,
IECオンラインサービス(http://www.iec.ch/index.htm)で参照できる。
IEC QC 001002-3:2005,IEC Quality Assessment System for Electronic Components (IECQ)−Rules of
Procedure−Part 3: Approval procedures
注記 IEC QC 001002-3は,既に廃止されている。IEC QC 001002-3に記載のRules of Procedureは,
IECオンラインサービス(http://certificate.iecq.org/)で参照できる。
IEC QC 210000:1995,Technology Approval Schedules−Requirements under the IECQ Quality Assessment
System for Electronic Components
3
C 62197-1:2020 (IEC 62197-1:2006)
注記 IEC QC 210000は,既に廃止されている。IEC QC 210000に記載のRules of Procedureは,IEC
オンラインサービス(http://certificate.iecq.org/)で参照できる。
1.4
性能特性
動作環境などの性能特性の詳細は,JIS C 5401-1の1.4(性能特性)による。
− 特性 電気的特性及び機械的特性の詳細は,JIS C 5401-1の1.4.3(電気的特性)及び1.4.4(機械的特
性)による。
− 互換性 互換性の詳細は,JIS C 5401-1の1.4.5(互換性)による。
2
技術情報
2.1
用語及び定義
この規格で用いる主な用語及び定義は,IEC 60050-581によるほか,次による。
2.1.1
工程(process)
製品又はサービスに施されたアウトプットを実現するために相互に作用する人,装置,材料,方法及び
環境の組合せ。
注記 工程の運営管理に用いる重要な手段は,統計的工程管理である。
2.1.2
特性(characteritic)
計量値又は計数値データを収集可能な工程又はそのアウトプットの顕著な特徴。
注記1 工程特性は,例えば,温度又はサイクル時間である。
注記2 重要な特性が目標値から大きく外れないように,工程への措置を講じる必要がある。
2.1.3
目標値(target values)
工程の最も生産的な操業に起因し,監視される特性値。
2.1.4
管理図(control chart)
工程の特性から集めた統計量のプロット値,中心線及び1本又は2本の管理限界線で構成する図式表示。
注記 二つの基本的な利用法は,工程が統計的管理の下で運用していることを判定するとき及び統計
的管理の維持に役立つことを判断するときである。
2.1.5
範囲(range)
特性の最大値と最小値との差。
注記 この用語は,測定値の母集団内のばらつきの尺度である。
2.1.6
工程能力指数(process capability indices)
規格限界値と工程能力との関係を表す尺度。
注記1 工程能力指数は,初期(CM及びCMK),生産前(PP及びPPK)及び量産段階(CP及びCPK)
がある。
注記2 この規格では,CP及びCPKの工程能力指数だけを考慮する。
4
C 62197-1:2020 (IEC 62197-1:2006)
2.1.7
偶然原因(common causes)
経時的に安定して繰り返し性のある分布をもつ,工程内の多くの変動要因(例えば,抜き型の摩耗)。
注記 変動の偶然原因だけが存在し,その偶然原因が変化しない場合,工程のアウトプットは,予測
可能である。工程能力は,偶然原因による変動によって求められる。
2.1.8
異常原因(special causes)
工程に常に作用しない何らかの変動要因。
注記1 変動要因は断続的であり,多くの場合,予測できず不安定である。変動要因が生じるとき,
工程全体の分布が変化する。例えば,原材料の変更。
注記2 変動の異常原因が存在する場合,工程のアウトプットは,経時的に不安定である。弊害をも
たらす場合は,原因を特定して取り除く必要がある。有益である場合も,それを特定して工
程の一部とする必要がある。
2.1.9
工程広がり(process spread)
工程特性の個々の値の分布が変動する範囲。
注記 工程の平均に標準偏差(σ)の倍数を加算又は減算して示すことが多い。
2.2
水準の体系
2.2.1
性能水準
性能水準は,コネクタを試験する環境及び機械的ストレスの群分けを示し,並びに電気的特性の長期安
定性のような特徴も示す。これらの水準には,番号を付与し,通常最も小さい番号(1)が最高の性能を示
す。
2.2.2
互換性水準
互換性は,異なる製造業者のコネクタの互換性を,標準化の程度に応じて,JIS C 5401-1の2.2.3.2(水
準1−取付けの互換性),2.2.3.3(水準2−結合の互換性),2.2.3.4(水準3−結合及び取付けの互換性)及
び2.2.3.5(水準4−性能の互換性)による四つの水準に分類する。異なる互換性水準のコネクタ同士を結
合する場合は,下位の水準を優先する。
2.3
統計的工程管理[SPC(Statistical Process Contol)]
継続的な品質改善並びに優れた製造及び生産管理の達成は,全ての製造業者が目指している総合的品質
理念の本質である。優れた目標を達成するための主要な手段の一つは,統計的工程管理手法の適用である。
SPCは,定期的に補正を行うことが望ましく,SPCシステムの状況を記録することが望ましい。
統計的手法は,重要な工程特性及びそれらの変動性を決定することを可能にし,変動性を低減するため
の措置を講じることを可能にする(不良検知に代わる未然防止の戦略)。
SPCは,不良予防に第一の焦点を合わせる継続的工程改善の経営理念を包含する。経営陣は,人材に責
任及び権限を与え,SPCシステムを導入し,維持するために十分なリソースを提供する。SPCシステムは,
定期的に見直すことが望ましく,SPCシステムの状況を記録することが望ましい。
この細分箇条は,用いるSPC手法の一般的な概要だけを示している。
5
C 62197-1:2020 (IEC 62197-1:2006)
2.4
出荷不適合値のppm評価
生産技術の向上は,コネクタなどの部品の品質改善をもたらしている。このため,百分率による不適合
品の平均品質水準は,百万分率(以下,ppmという。)に置き換える必要がある。
ppmの考え方は,ロット受入れ方式に適用するのでなく,製品の平均品質水準の推定に適用する。
部品に対するppmでの不適合水準の推定は,次式で算出する。表1に,その例を示す。
6
10
7.0
×
+
=
n
u
D
ここに,
D: ppm不適合水準
u: 不適合品数
n: 検査した製品の総数
表1−不適合水準の代表値
不適合品数(個)
検査試料数(個)
104
1.5×104
2×104
2.5×104
不適合水準:ppm
0
70
47
35
28
1
170
113
85
68
2
270
180
135
108
3
370
247
185
148
4
470
313
235
188
5
570
380
285
228
例 不適合水準の計算例
不適合品数:0
検査した製品の総数:10 000
ppm
70
10
000
10
0
7.0
6=
×
+
=
D
ppmに対する不適合の対象には,機能的欠陥,電気的不適合,外観及び機械的欠陥を含む。
例えば,次の事象がある。
電気的不適合:コンタクトの欠落又はハウジング内部への移動
機械的欠陥:コネクタの結合機構の欠陥
注記 この細分箇条の全ての方程式に係数0.7が含まれているが,これは電子機構部品分野でのppm
不適合水準の算出における業界の実質的経験に十分な安全率を加味して設定している。
2.5
工程能力
工程能力は,偶然原因から生じる変動によって決定される。一般に,工程能力は,工程自体の最高性能
[すなわち最小の広がり(変動)]を表す。使用者は,より一般的に,工程の全体的なアウトプット及びそ
のアウトプットが,工程の変動に関係なく,いかに使用者の要求事項(仕様書として規定する。)に関連し
ているかに関心がある。
全ての工程は,工程能力及び工程管理に基づき分類される。工程は,次の四つの場合のいずれかに分類
が可能である(表2参照)。
− ケース1は,理想的な状況であり,工程は管理され,要求事項を満たす能力が得られる。
− ケース2は,工程は管理されているが,低減する偶然原因に過度の変動がある。
6
C 62197-1:2020 (IEC 62197-1:2006)
− ケ−ス3は,要求事項を満たす能力は得られるが,管理されていない。変動の異常原因を特定して対
応する。
− ケース4は,工程は管理されておらず,受け入れることが不可能である。偶然原因及び異常原因の変
動は低減しなければならない。
表2−工程能力の事例
管理状態
非管理状態
受入可
ケース1
ケース3
受入不可
ケース2
ケース4
記号の説明
USL:上側規格限界
LSL:下側規格限界
E:設計上の公差
X:工程の平均値
N:規格の公称値
2.6
CP及びCPKの定義
工程の測定指標の定義は,次による。
CP:公差の範囲を工程広がりで除したしたものとして定義する工程能力指数であり,工程の中心値と合致
しているかは無関係である。一般的に,次式で表す。
σ
6
P
LSL
USL
C
−
=
CPU:上側規格限界に対応した工程能力指数であり,上側の公差の広がりを実際の上側の工程広がりで除し
たしたものとして定義する。一般的に,次式で表す。
σ
3
PU
X
USL
C
−
=
CPL:下側規格限界に対応した工程能力指数であり,下側の公差の広がりを実際の下側の工程広がりで除し
たものとして定義する。一般的に,次式で表す。
7
C 62197-1:2020 (IEC 62197-1:2006)
σ
3
PL
LSL
X
C
−
=
CPK:工程の平均値に対する偏りの度合いを説明する工程能力指数であり,CPU又はCPLの最小値として定
義される。工程の平均値及びそこから近い方の規格限界との間隔を,全体の工程広がりの半分に関
して表す。一般的に,次式で表す(詳細は,附属書A参照)。
σ
3
PK
X
USL
C
−
=
又は
σ
3
PK
LSL
X
C
−
=
ここに,
X: 工程の平均値
その他の定義は,表2による。
CPKは,重要特性(critical characteristics)だけに用いる。
重要特性は,十分に確認し,使用者及び製造業者の双方に受け入れられなければならない[表3及び表
4,並びに図A.1 a),図A.1 b),図A.1 c),図A.1 d),及び図A.1 e) 参照]。
2.7
CPKと不適合(不良)品数との関係
CPKと不適合(不良)品数との関係は,表3を参照。
表3−良品/不良品の関数としてのCPK値
規格限界
CPK
良品の割合
%
不良品数
ppm
X±1 σ
0
34.13
658 700
X±2 σ
0.17
69.13
308 700
X±3 σ
0.5
93.32
66 810
X±4 σ
0.83
99.379 0
6 210
X±5 σ
1.17
99.976 70
233
X±6 σ
1.5
99.999 660
3.4
注記 σは,工程特性の個々の値の分布における標準偏差である。
2.8
CP及びCPKの代表的な最小値
CP及びCPKの代表的な最小値は,表4及び附属書Aを参照。
8
C 62197-1:2020 (IEC 62197-1:2006)
表4−代表的な最小値
CPK<1.00
1.00≦CPK≦1.33
CPK>1.33
CP<1.00
工程広がりは非常に大きい。
工程能力は不十分。
×
×
1.00≦CP≦1.33
工程広がりは規格限界を外
れる可能性がある。
工程平均は規格限界に近づ
けなければならない。
工程広がりは規格限界を外
れる可能性がある。
工程能力は規格限界を外れ
る可能性がある。
×
CP>1.33
工程広がりは良好。
工程平均は規格公称値に近
づけなければならない。
工程広がりは良好。
工程能力は規格公称値に近
づけることで改善可能。
工程広がりは良好。
工程能力は良好。
注記 詳細は,附属書Aを参照。
2.9
統計的工程管理の実施
次の条件を満たす場合,統計的工程管理の実証済みの物証は,ロットごとの検査及び定期試験の代わり
に,製品適合性のコンプライアンスとして用いてもよい。
− 最終品質を確実にするため,製造過程の製品及び/又は工程特性に統計的手法を適用する場合は,最
終製品の要求事項(技術的仕様)及び工程内特性の関係を明確に定義して文書化する。
− 製造工程は,仕様書の要求事項を満たす製品の生産能力があると明確に分かっている(CPK値が1.33
以上)。工程能力の実証には,管理された工程での100個以上のデータを用いることが望ましい。
− 工程は,適正なレベルの統計的管理を示す。すなわち,管理図の20以上の連続した副群が,管理の欠
如を示す記録を示すことがない。各副群は,3個〜5個の観察記録で構成する。
− 緊急措置は,管理図に示された異常原因を調査及び修正し,この措置を文書化する。
3
品質評価手順
IEC電子部品品質認証制度(IECQ-CECC)は,基本的に次の概念に基づいている。
− コネクタは,品質認証試験に合格し,その品質性能が承認されていることを実証するために品質認証
する。
− コネクタの品質評価は,納入のために出荷する前に検査ロットに関連する仕様書に従って行われる。
− 製造業者は,コネクタの関連する製造工程又はコネクタの認証プロセスを含む技術プロセス一式を製
造業者の裁量とする認証を得ている。
詳細は,IEC QC 001002-2及びIEC QC 001002-3参照。
3.1
品質評価の定義
3.1.1
製造の初期工程
製造の初期工程は,完成部品の製造及び二つ以上の単体部品の永久組立てに続く最初の工程である。
3.1.2
構造的に類似なコネクタ
同じ製造業者が,原則として同じ設計,材料,工程及び方法で生産したコネクタ。構造的に類似なコネ
クタは,あるコネクタに関して行った試験結果が,その試験群の他のコネクタに対しても有効であるとみ
なされる。それらのコネクタは,個別に識別が可能である。
3.1.3
性能水準
性能水準は,コネクタを試験する環境及び機械的ストレスの群分けを示し,並びに電気的特性の長期安
定性のような特性も示す。次に示す四つの要素に基づく。
9
C 62197-1:2020 (IEC 62197-1:2006)
− 耐候性カテゴリー
− 試験計画
− 試験条件の厳しさ(ストレスの大きさ及び組合せ)
− 試験後の要求事項
規定する水準間における次の違いは,許容する。
− 必須の特性に加え,更に規定すべき特性
− 特性において異なる(より狭い)許容差
− 環境試験での厳しさの違い
これら要素の一つ以上の変化は,異なる性能水準になる。
3.1.4
評価水準
評価水準は,コネクタの品質保証の程度に関連する。また,ロットごとの検査と定期試験とのバランス
を示し,抜取検査方式の厳しさにも依存する。
抜取検査方式に用いられる検査試料数は固定してもよい。その場合,評価される試料数及び不良許容数
は,関連する個別品質規格で定義されるが,検査されるロットの大きさは考慮しない。
適切な数量だけでなく,検査水準及び合格品質限界(AQL)は,該当する場合,関連する個別品質規格
及び/又はJIS Z 9015-1による。
性能水準及び評価水準は,原則としてどの組合せも可能であるが,現実的にはごく限られた組合せを利
用する。
3.2
品質認証(QA,Qualification Approval)
QA手順は,個別製品規格のある単一のコネクタ又は細かな機能だけが異なるコネクタ(例えば,“ファ
ーストメイク及びラストブレーク”のコンタクト又は部分的に装塡されたコンタクト配列をもつコネクタ)
に適用する。
関連する個別製品規格に規定されている品質認証試験計画を各製品タイプが満たすことを実証する。品
質は製造後に確認する。
詳細は,B.2を参照。
3.3
能力認証(CA,Capability Approval)
CA手順は,コネクタに適用可能である(例えば,構造的に似た特徴をもつが,一列又は二列以上のコ
ンタクトのコネクタ,異なるコンタクト数のコネクタ,異なる定格電流のコネクタ)。
製造業者は,関連する個別製品規格の要求事項を満足するために要求するコネクタ技術を対象とする仕
組み,組織及び製造工程能力,並びに管理方法を保有していることを実証しなければならない。
品質は,試験手段として能力評価用コネクタを用いて確認する。工程内管理方法の原則及び技術並びに
継続的品質改善戦略を包含する。
詳細は,B.3を参照。
3.4
技術認証(TA,Technology Approval)
TA手順は,製造業者の全コネクタの技術認証計画に適用可能で,全コネクタに共通する認証側面を含む
技術プロセス全体(例えば,設計,工程実現,製品の生産,試験及び出荷)を包含する。
この手順は,各製品タイプが関連する個別製品規格に規定する性能要求事項を満たさなければならない
ことを示す。TAは,その認証側面を含み,同一の技術プロセスから得られる製品を保証する。品質は,
個別製品規格の性能要求事項を製品が満たすよう恒久的管理及び改善を実施している工程から与えられる。
この手法は,使用者及び製造業者のニーズを満たすために進化し,総合的品質管理(TQM)の原則に基
10
C 62197-1:2020 (IEC 62197-1:2006)
づいている。詳細は,B.4を参照。
4
試験及び試験計画
4.1
一般事項
全ての試験は,適用可能な場合JIS C 5402規格群に従って行う。
品種別製品通則は,試験手順及び各試験手順の試料数(4個以上)を示す。個別製品規格は,品種別通
則に規定する試験手順から試験を選択し,試料数を規定する。
個別の類似品は,特定の条件について認証を得るために形式認証を受けてもよい。
認証が必要な類似品の全範囲から代表を選択して試験する個数を制限することは,許容する(個別製品
規格で扱う範囲よりも少ない場合がある。)。ただし,各機能及び特性は,証明する。
コネクタは,現在の優れた実践手法に合致した最良の方法で製造する。
4.1.1
試験手順及び測定方法
関連する規格(例えば,JIS C 5402規格群)で規定する試験方法を推奨するが,必ずしも用いることが
できる唯一の方法ではない。ただし,疑義が生じる場合,個別製品規格に規定する方法を判定方法として
用いる。個別製品規格に規定がない場合,全ての試験は,JIS C 60068-1の4.3(測定及び試験に用いる標
準大気条件)に規定する試験の標準大気条件で行う。
4.1.2
前処理
個別製品規格に規定がない場合,コネクタには,試験を行う前にJIS C 60068-1の4.3に規定する試験の
標準大気条件で24時間前処理を行う。
4.1.3
試料の配線及び取付け
4.1.3.1
配線
試料の配線が必要な場合,個別製品規格は,選択した試験を行うために十分な情報を含んでいなければ
ならない。
4.1.3.2
取付け
試験で試料の取付けを必要とする場合,コネクタは,金属板,プリント配線板,又は規定するアクセサ
リのいずれか該当するものに,標準の取付方法,固定装置及び個別製品規格に記載するパネルカットアウ
トを用いてしっかりと取り付ける。
4.2
試験計画
該当する場合,個別品質規格は,次の要素を含んでいなければならない。
a) 品質認証試験 必要とする試験計画表,試料の最小数及び許容される不適合品の最大数は,要求する
評価水準が達成されることを確実にするために選択する。
b) 品質確認検査−ロットごとの検査 各検査ロットに対して行うロットごとの検査を示す表。表示する
評価水準は,最低限の水準である。より厳しい水準は,個別品質規格に規定してもよい。
c) 品質確認試験−定期試験 定期試験を対象とした表で,既にロットごとの検査を満足している各ロッ
トから取った試料に対して行う。
選択した試験手順及び定期試験は,指針であり,個別品質規格に要求のある評価水準によって変更して
もよい。
11
C 62197-1:2020 (IEC 62197-1:2006)
附属書A
(参考)
工程の測定指標に関する詳細情報及び実践的数値1)
A.1 一般事項
工程の測定指標の計算は,2.6に基づく。
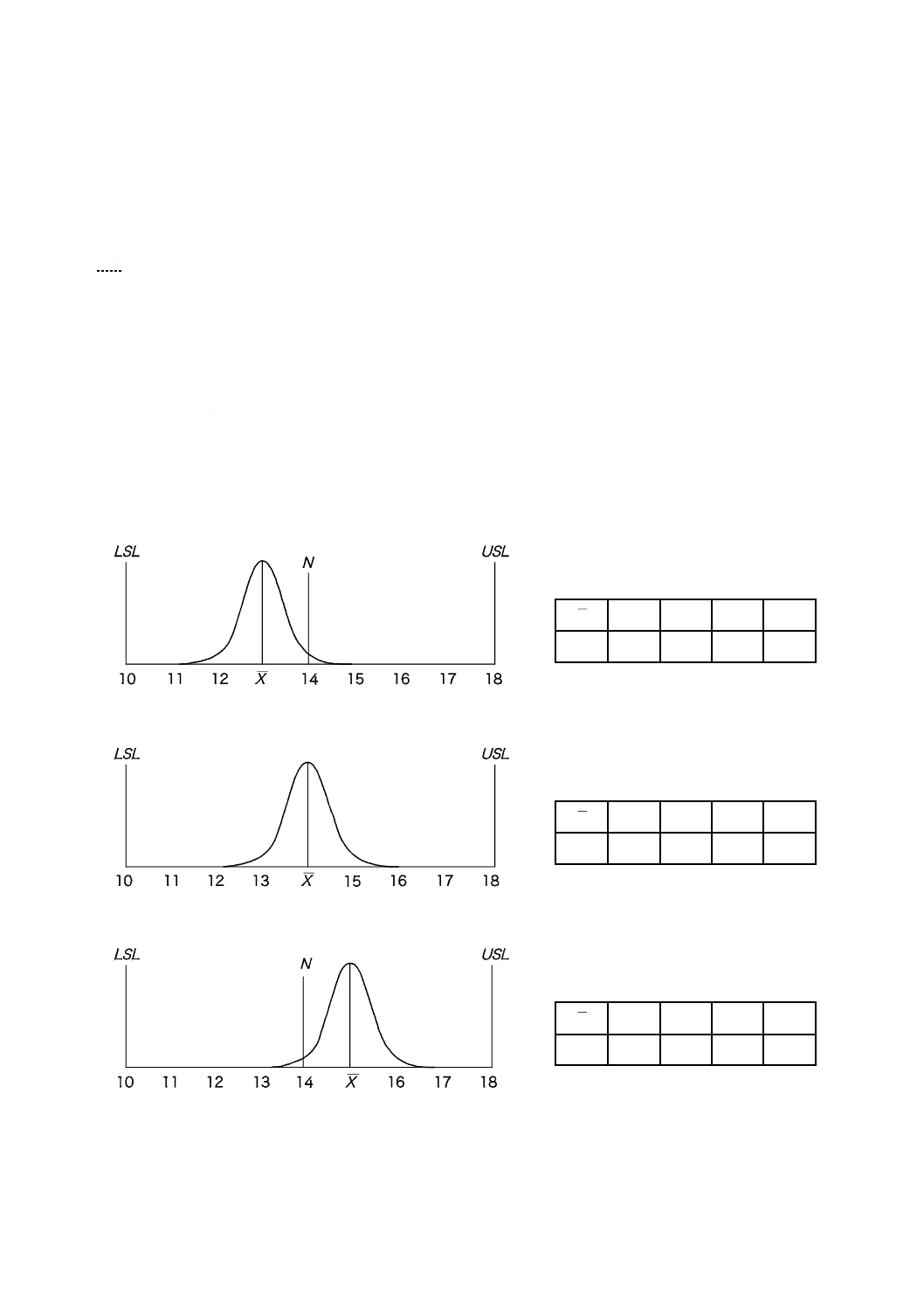
図A.1の例では,6シグマ(6 σ)=4及び設計公差E=USL−LSL=18−10=8という値である。
工程の評価は,CP,CPK並びにCPU及びCPLの指数を全て含めることが望ましい。
CPKだけの考え方は,工程の品質,ガウス統計分布の平均値及び広がりを記述するが,上側規格限界(USL)
及び下側規格限界(LSL)の間に公差範囲を与えない。
工程は,一般的に次の分類が当てはまる。
− 低い工程能力指数(CPK<1) 不十分な工程能力
− 中程度の工程能力指数(1≦CPK≦1.33) 厳しい工程能力
− 高い工程能力指数(CPK>1.33) 良好な工程能力
X
CP
CPU
CPL
CPK
13
2
2.5
1.5
1.5
a) 測定値のばらつきが規格値の下限側に多くある場合
X
CP
CPU
CPL
CPK
14
2
2.0
2.0
2.0
b) 測定値のばらつきが規格値の中央付近に多くある場合
X
CP
CPU
CPL
CPK
15
2
1.5
2.5
1.5
c) 測定値のばらつきが規格値の上限側に多くある場合
図A.1−工程能力指数の実践的数値
12
C 62197-1:2020 (IEC 62197-1:2006)
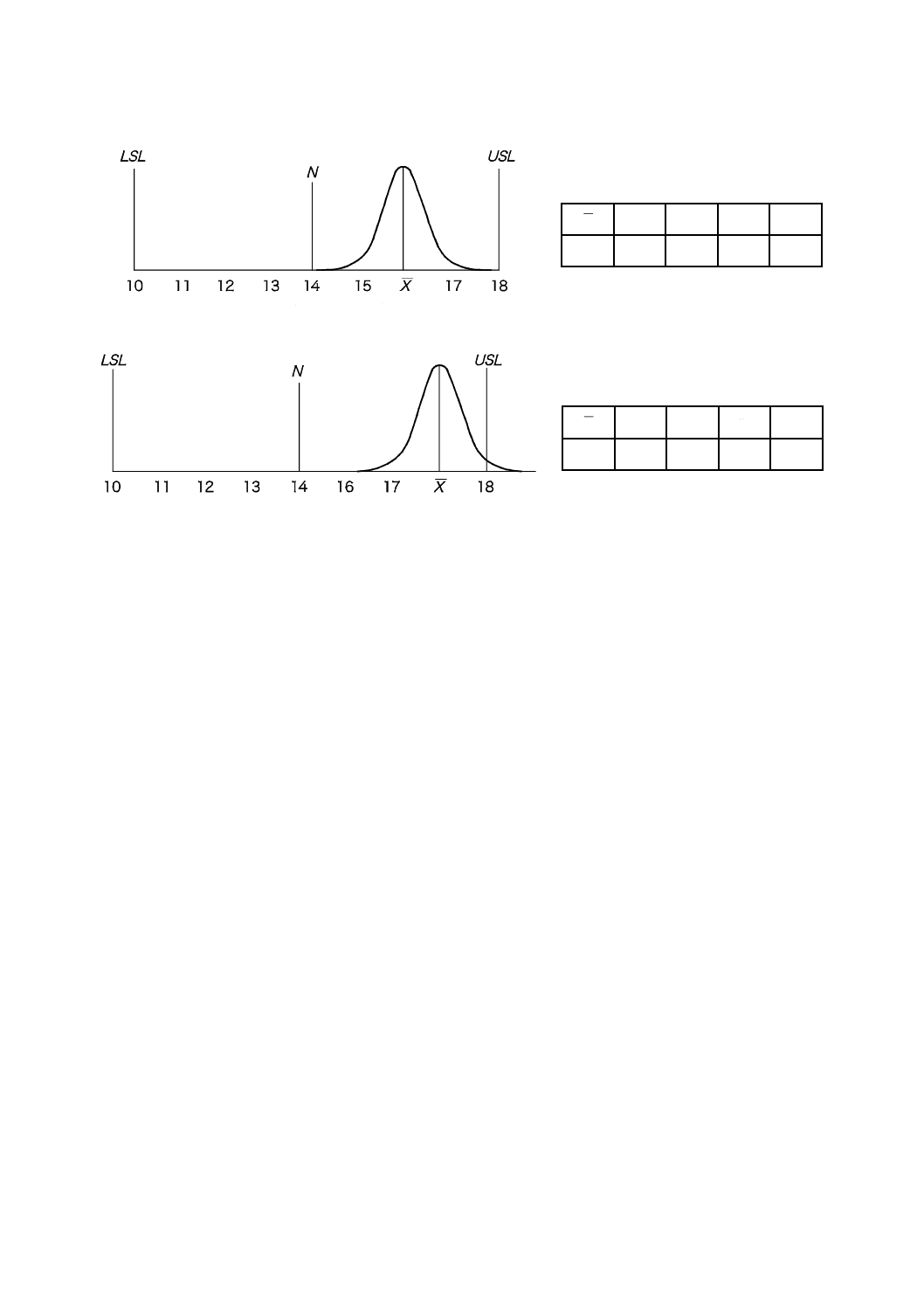
X
CP
CPU
CPL
CPK
16
2
1.0
3.0
1.0
d) 測定値のばらつきが規格値に対して余裕のない場合
X
CP
CPU
CPL
CPK
17
2
0.5
3.5
0.5
e) 測定値のばらつきが規格値を満足しない場合
図A.1−工程能力指数の実践的数値(続き)
注1) 参照文献 Günter Kirschling−Qualitätssicherung und Toleranzen.(品質保証及び公差)
13
C 62197-1:2020 (IEC 62197-1:2006)
附属書B
(規定)
品質評価手順
B.1
一般事項
電子部品の製造業者及び供給者は,グローバルマーケットに取り組んでいる。これらの業者は,製造工
程及び製品規格の両面に関して,国際的な要求を満足していることを証明する必要がある。これを立証す
る証拠がある場合,市場において付加価値を与えることになる。
IEC電子部品品質認証制度(IECQ-CECC)は,品質への高い信頼性をもって使用者が電子部品をコス
ト効率よく調達するための手段である。電子部品の使用者は,自らの要求事項及び仕様書に合う製品を選
ぶ手段を必要としており,引き渡された製品が,関連規格に適合していることの証明を必要とする。
この認証制度は,製造工程の関連サービス及び最終製品において,明確かつ重要視される信頼性水準を
確立し,評価,販売業者の格付け及び監査に使用者が費やす労力を節約する。
この認証制度は,IEC規格又はその他の受け入れ可能な規格に従って承認されている部品が,継続して
その規格に適合していることを確かめる監督監査機関(SIs)を採用している。
この附属書は,コネクタの品質評価手順を維持するために統一した要求事項を確立する。要求事項には,
製造業者のニーズを満たすために発展している認証方法が含まれており,最新の原則及び技術を品質管理
に取り入れている。統計的手法及び手段を利用するための継続的改善及び手順の柔軟性を提供する。
IECQ-CECCでは,品質認証,能力認証及び技術認証を含む様々な手法が利用可能である。
B.2,B.3及びB.4は,丸形,角形,プリント配線板用コネクタ及びその他の接続器具といったコネクタ
の全ての型式に適用可能である。
B.2
品質認証(QA)
B.2.1 一般
品質認証は,単一のコネクタ又は個別規格が存在する細かな機構だけ異なるコネクタ(例えば,“ファー
ストメイク及びラストブレーク”のコンタクト又は部分的に装塡されたコンタクト配列をもつコネクタ)
に適用する。
品質認証は,コネクタが仕様書の要求事項を満たしていると認められた場合に,製造業者に認可される。
品質認証の認可を得る前提条件は,製造業者がIEC QC 001002-3の2.3(製造業者,販売業者又は専門
契約業者の認可)に従って既に製造業者の認証を得ているか,これから取得することである。詳細は,箇
条3を参照。
B.2.2 定義
詳細は,3.1及びIEC QC 001002-3の5.1(定義)を参照。
B.2.3 関連規格
附属書Bは,JIS C 5401-1及びこの規格に規定するコネクタ及び品質評価の要求事項に適合するために
作成された文書化システムに属しているとみなす。
B.2.4 品質評価手順
詳細は,箇条3を参照。
14
C 62197-1:2020 (IEC 62197-1:2006)
B.2.5 組織認証
組織認証は,自身の組織で生産し,自身の手でそれぞれ保管,配送及び供給する,コネクタ及びその部
品の認証を得るためにIECQ-CECCの下で認証された製造業者になることを希望する製造業者,販売業者
又は請負業者の認証の水準である。詳細は,IEC QC 001002-3の2.3を参照。
B.2.6 品質認証
B.2.6.1 一般
品質認証は,単一のコネクタ又は個別規格が存在する細かな機構だけ異なるコネクタの範囲で,それら
の仕様書を満たしていることが実証されているものに適用する。構造的に類似のコネクタへの適用は,適
切である。製造業者は,JIS C 5401-1及びこの規格の要求事項を満足することを実証する。
B.2.6.2 品質認証の手順
詳細は,IEC QC 001002-3の3.1[品質認証(QA)の手順]を参照。
B.2.6.3 出荷
詳細は,IEC QC 001002-3の4.3(出荷)を参照。
B.2.6.4 品質確認検査
B.2.6.4.1 一般
コネクタの品質適合は,検査ロットが関連する個別製品規格及び個別品質規格の要求事項を満たしてい
ることを実証する試験を実施した後に確立される。
個別製品規格は,実施しなければならない試験について規定する。
個別品質規格は,ロットごと定期検査の構成及び抜取検査方式を扱い,更に検査及び品質水準の規格値
について規定する。
コネクタの品質確認検査及び定期試験の要求事項は,個別品質規格に規定するか又は他の規格を引用す
る。製造業者は,これらの試験を行うか又は認証試験場で行うよう手配する。
B.2.6.4.2 ロットごとの検査
個別品質規格に規定のない場合,コネクタのロットごとの定期試験は,IEC QC 001002-3の3.2.3.2(ロ
ットごとの試験)によって行う。
B.2.6.4.3 定期試験
個別品質規格に規定のない場合,定期試験は,IEC QC 001002-3の3.2.3.3(定期的試験)によって行う。
B.2.6.4.4 破壊試験
破壊試験の詳細は,IEC QC 001002-3の3.2.3.4(破壊試験)を参照。
B.2.6.4.5 抜取検査方式
個別品質規格が要求する場合,コネクタ及びコネクタ部品のロットごとの検査は,JIS Z 9015-1に規定
する抜取検査方式によって行う。
B.2.6.5 工程内試験
個別品質規格で要求する場合,製造業者が検査の最終段階において個別品質規格の要求事項を満たす能
力を実証することを条件として,品質確認試験の計数値検査を工程内検査に置き換えてもよい。
詳細は,2.3〜2.9を参照。
B.2.6.6 不適合水準
電子産業及びその生産技術の進化は,コネクタ及びコネクタ部品の数量を増加させ,これによって生産
ロットを大きくした。このことは,より高い品質水準に結びつく製造工程の改善につながった。結果とし
て,ロットごとの検査を含む計数値検査及び抜取検査方式に従う品質水準の定義は,”不良ゼロ”の原則に
15
C 62197-1:2020 (IEC 62197-1:2006)
置き換わっている。コネクタのような大量生産品に関する不適合水準及びその代表値の計算は,2.4及び
表1に記載されている。
産業界のニーズに応えるためには,合格判定数(合格許容不適合数)ゼロを基にした計数値検査の合否
判定数を設定する必要がある。不適合部品の合格判定数は,適用する品質適合試験手順とは無関係にゼロ
とする。
B.2.6.7 長期保管後の出荷及び再検査
検査ロットの出荷に対する許可後12か月を超えて保管しているコネクタは,出荷する前に再検査する。
再検査の手順は,監督検査機関(SI)の承認を得る。あるロットを再検査した時点から,その品質が12
か月間再び保証される。
B.2.6.8 品質認証の維持
詳細は,IEC QC 001002-3の3.1.7(QAの維持)を参照。
B.2.6.9 品質認証の報告書
詳細は,IEC QC 001002-3の箇条3の附属書B(品質認証報告書)を参照。
B.3
能力認証
B.3.1 一般
能力認証は,製造業者の体制,組織及び製造工程の能力,並びに関連する仕様書の要求事項を満たすコ
ネクタ技術を網羅する能力管理方法が実証されたときに,その製造業者を認証する方法である。能力認証
には,該当する場合,設計側面も含まれる。
詳細は,箇条3を参照。
能力認証を得るための前提条件は,製造業者がIEC QC 001002-3の2.3に従って製造業者の認証を得て
いるか,又はこれから取得するかである。
B.3.2 定義
詳細は,3.1及びIEC QC 001002-3の4.1(定義)を参照。
B.3.3 関連規格
附属書Bは,JIS C 5401-1及びこの規格に規定するコネクタ及び品質評価の要求事項に適合するために
作成された文書化システムに属しているとみなす。
B.3.4 品質評価手順
詳細は,箇条3を参照。
B.3.5 組織認証
組織認証は,自身の組織で生産し,自身の手でそれぞれ保管,配送及び供給する,コネクタ及びその部
品の認証を得るためにIECQ-CECCの下で認証された製造業者になることを希望する製造業者,販売業者
又は請負業者の認証の水準である。詳細は,IEC QC 001002-3の2.3を参照。
B.3.6 能力認証(CA)
B.3.6.1 一般
能力認証手順は,製造業者があるコネクタの製品認証に関心があり,更に認証側面を扱うのに必要な,
関連する製造工程及び管理方法が確立しているときだけ用いる。製造業者は,JIS C 5401-1及びこの規格
の要求事項を満たしていることを実証しなければならない。
B.3.6.2 CAの手順
詳細は,IEC QC 001002-3の4.2[能力認証(CA)の手順]を参照。
16
C 62197-1:2020 (IEC 62197-1:2006)
B.3.6.3 出荷
詳細は,IEC QC 001002-3の4.3を参照。
B.3.6.4 能力マニュアル
製造業者は,固有のコネクタ技術及び認証を求めているコネクタを対象とした製造工程及び品質管理方
法に関する能力の記述を提供する。これは,能力マニュアルの形式としてもよい[監督検査機関(SI)が
能力マニュアルを進んで受け入れる場合]。
詳細は,IEC QC 001002-3の箇条4(部品製造活動の能力認証)及び附属書A(能力マニュアルの様式
及び内容の要求事項)を参照。
B.3.6.5 統計的工程管理(SPC)
B.3.6.5.1 一般
可能な限り工程内試験を適用する。能力マニュアルで要求するとおり製造業者は,自らの工程を記述し,
該当する場合は,用いる技術及びSPCを実施する方法に関する重要な工程に取り組まなければならない。
詳細は,2.3及び2.9を参照。
工程のパラメータ及び特性と同様にSPC値の調査についても,関連するコネクタの個別製品規格に規定
する品質評価手順に記載しなければならない。
B.3.6.5.2 使用者の主要特性
コネクタを用いる製品及び装置において,コネクタの完全性に影響する可能性のある主要特性は,記述
しなければならない。最終製品の要求事項と工程内パラメータとの間の関係は,使用者の最終製品及び装
置の品質を確保するために使用者と協力してコネクタ製造業者によって明示されなければならない。
B.3.6.5.3 製造工程の主要特性
コネクタ技術を用いる製造工程は,仕様書の要求事項を満たしたコネクタの生産能力をもっていなけれ
ばならない。コネクタ製造業者は,組立,試験,出荷,取扱い及び保管,修理,並びに再加工といった工
程の重要な要素を決定し,それらの特性及びパラメータを能力マニュアルに文書化する。
B.3.6.5.4 品質確認検査
品質確認検査を適用する場合は,品質認証の要求事項に対応して行うことが望ましい。詳細は,B.2.6.4
による。
B.3.6.5.5 抜取検査方式
品質確認検査の必須要素としてのコネクタのロットごとの検査は,JIS Z 9015-1の規定によって実施し,
品質認証の要求事項に対応しなければならない。B.2.6.4.5を参照。
B.3.6.5.6 不適合水準
使用者の要求がある場合,不適合水準の算出及びその代表値は,品質認証申請書と一致しなければなら
ない。詳細は,B.2.6.6を参照。
B.4
技術認証(TA)
B.4.1 一般
技術認証は,全てのコネクタに共通の認証側面を含む全ての技術プロセス(設計,工程実現,製品製造,
試験及び出荷)を認証する方法である。この方法は,使用者及び製造業者のニーズを満足するように進化
し,品質マネジメントにおける最新の原則及び方法,すなわち総合的品質管理(TQM)を具体化する。次
の原則をTAの必須側面として追加することで,既存の認証コンセプトを拡張する。
− TAの基礎は,TQMのような組織内の品質管理のための正式なシステムである。これは,全従業員が
17
C 62197-1:2020 (IEC 62197-1:2006)
品質へのコミットメントに積極的に関わることを要求する。
− 技術認証スケジュール(TAS)に定義されている工程管理方法[例えば,統計的工程管理(SPC)]並
びに工程及び製品の適切な管理を実証するためのツールの使用。工程管理実行のためのプログラムは,
この細分箇条による初回認証時に運用されていなければならない。
− 継続的な品質改善の戦略及び実証。
− 総合的な技術並びにコネクタの設計,製造及び関連する製造工程に関する業務のモニタリング。
− 企業自身の品質マネジメントシステム及び市場要求に基づく認証手順の柔軟性。
− 迅速な認証又は認証の拡張を提供するための製造業者の作業文書の受理。
技術認証を得るための前提条件は,製造業者がIEC QC 001002-3の2.3に従って製造業者の認証を得て
いるか,これから取得することである。
B.4.2 定義
詳細は,IEC QC 001002-3の6.1(定義)を参照。
B.4.3 関連規格
附属書Bは,JIS C 5401-1及びこの規格に規定するコネクタ及び品質評価の要求事項に適合するために
作成された文書化システムに属しているとみなす。
B.4.4 品質評価手順
詳細は,箇条3を参照。
B.4.5 組織認証
組織認証は,自身の組織で生産し,自身の手でそれぞれ保管,配送及び供給する,コネクタ及びその部
品の認証を得るためにIECQ-CECCの下で認証された製造業者になることを希望する製造業者,販売業者
又は請負業者の認証の水準である。詳細は,IEC QC 001002-3の2.3を参照。
B.4.6 技術認証
B.4.6.1 一般
技術認証手順は,製造業者があるコネクタの生産について認証取得を検討しており,認証側面を含む必
要な全ての技術プロセス(設計,工程実現,製品製造,試験,工程管理を含む管理方法及び出荷)を自身
で処置できることが確立している場合にだけ用いる。
製造業者は,JIS C 5401-1及びこの規格の要求事項を満足していることを実証する。
B.4.6.2 技術認証計画
技術認証計画は,製造業者の技術認証の下で実証し維持すべき最小限の宣言,技術的要求事項及び管理
を記述しているIEC QC 210000に従って記載されたコネクタ技術に依存する文書である。
技術認証(TA)を申請する前に技術認証スケジュール(TAS)が利用可能であることが不可欠である。
B.4.6.3 一般的な手順
詳細は,IEC QC 001002-3の6.2(一般的施行)を参照。
B.4.6.4 経営者の責任
詳細は,IEC QC 001002-3の6.3(マネジメント責任)を参照。
B.4.6.5 TAの要求事項
TAの要求事項には,製造業者が技術認証申告書(TADD)を作成することが含まれる。TADDの目的は,
TAの対象となる製造業者組織の要素(場所,稼働及び生産品)について明確な記述を提供することであ
る。
詳細は,IEC QC 001002-3の6.4.1(TADD)及び6.4.2(TADDの要求事項)を参照。
18
C 62197-1:2020 (IEC 62197-1:2006)
B.4.6.6 技術及び製造工程の記述
B.4.6.6.1 一般
製造業者は,技術認証の一部として自身のTADDに全ての製品,技術及び製造工程の記述を含めなけれ
ばならない。これは,基本的な技術,工程記述,重要な工程,主要パラメータ,設計ルール,材料,及び
関連する設備を取り扱う。特定の技術に対する最小限の技術的要求事項は,IEC QC 210000で詳細に述べ
られている。
TADDに不可欠な要素は,主要工程及び材料の定義,重要な技術,それらの記述及び図,並びに使用者
との合意である。
B.4.6.6.2 使用者の主要特性
コネクタを用いる製品及び装置において,コネクタの完全性に影響する可能性のある主要特性は,記述
しなければならない。最終製品の要求事項と工程内パラメータとの間の関係は,使用者の最終製品及び装
置の品質を確保するために使用者と協力してコネクタ製造業者によって明示されなければならない。
B.4.6.6.3 製造工程の主要特性
コネクタ技術を用いる製造工程は,仕様書の要求事項を満たしたコネクタの生産能力をもっていなけれ
ばならない。コネクタ製造業者は,組立,試験,出荷,取扱い及び保管,修理,並びに再加工といった工
程の重要な要素を決定し,それらの特性及びパラメータをTADDに文書化する。
B.4.6.6.4 主要特性の限界値
工程の能力を示す定量的な証拠は,工程能力指数の固定が必要である。工程能力指数はCP及びCPKの値
で示す。それらの定義,他の工程パラメータと代表的な最小値との関係は2.3〜2.9による。TADDには,
当該コネクタの個別仕様書に規定する品質箇条によるコネクタを製造するための重要な工程のパラメータ
及び主要工程の特性を示す細分箇条を含まなければならない。
B.4.6.7 検証
詳細は,IEC QC 001002-3の6.5(検証)を参照。
B.4.6.8 製品の文書化
詳細は,IEC QC 001002-3の6.6(製品関連文書)を参照。
参考文献 IEC Guide 102:1996,Electronic components−Specification structures for quality assessment
(Qualification approval and capability approval)
注記 対応国際規格には,引用規格欄にあったが,参照情報のため,参考文献に移した。