C 62137-4:2016 (IEC 62137-4:2014)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語,定義及び略語 ·········································································································· 2
3.1 用語及び定義 ················································································································ 2
3.2 略語 ···························································································································· 2
4 一般事項························································································································· 3
5 試験装置及び材料 ············································································································· 3
5.1 供試品 ························································································································· 3
5.2 リフローソルダリング装置 ······························································································ 3
5.3 温度サイクル試験槽 ······································································································· 4
5.4 抵抗測定器 ··················································································································· 4
5.5 試験用プリント配線板 ···································································································· 4
5.6 ソルダペースト ············································································································· 4
6 供試品の作製 ··················································································································· 4
7 温度サイクル試験 ············································································································· 6
7.1 前処理 ························································································································· 6
7.2 初期測定 ······················································································································ 6
7.3 試験 ···························································································································· 6
7.4 試験終了基準 ················································································································ 7
7.5 後処理 ························································································································· 7
7.6 最終測定 ······················································································································ 8
8 温度サイクル寿命 ············································································································· 8
9 関連する製品規格に規定する事項 ························································································ 8
附属書A(参考)はんだ接合部の温度サイクル試験の加速性························································· 9
附属書B(参考)パッケージのはんだ接合部の導通性判定による試験方法 ······································ 14
附属書C(参考)パッケージ及び試験用プリント配線板のランドのリフローはんだ付け性試験方法 ····· 16
附属書D(参考)試験用プリント配線板の設計指針 ··································································· 20
附属書E(参考)試験用プリント配線板のリフローはんだ耐熱性試験 ············································ 24
附属書F(参考)試験用プリント配線板のランドの引き剝がし強度試験 ········································· 26
附属書G(参考)パッケージの標準実装プロセス ······································································ 29
附属書H(参考)パッケージの機械的ストレス ········································································· 32
参考文献 ···························································································································· 33
C 62137-4:2016 (IEC 62137-4:2014)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人電子情報技術産業協会(JEITA)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS C 62137の規格群には,次に示す部編成がある。
JIS C 62137-1-1 第1-1部:引きはがし強度試験方法
JIS C 62137-1-2 第1-2部:横押しせん断強度試験方法
JIS C 62137-1-3 第1-3部:繰返し落下試験方法
JIS C 62137-1-4 第1-4部:繰返し曲げ試験方法
JIS C 62137-1-5 第1-5部:せん断疲労試験方法
JIS C 62137-3 第3部:はんだ接合部耐久性試験方法の選定指針
JIS C 62137-4 第4部:エリアアレイ形表面実装部品のはんだ接合部耐久性試験方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 62137-4:2016
(IEC 62137-4:2014)
電子実装技術−第4部:エリアアレイ形
表面実装部品のはんだ接合部耐久性試験方法
Electronics assembly technology-Part 4: Endurance test methods for
solder joint of area array type package surface mount devices
序文
この規格は,2014年に第1版として発行されたIEC 62137-4を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格は,エリアアレイ形パッケージをプリント配線板に表面実装した状態で受ける熱−機械的スト
レスに対するパッケージのはんだ接合部の耐久性試験方法について規定する。
また,この規格は,主として一般産業用及び民生用の電子機器に用い,周辺だけに端子列をもつ(SON
及びQFN)パッケージを含む,エリアアレイ形(FBGA,BGA,FLGA及びLGA)パッケージ(以下,パ
ッケージという。)の表面実装半導体部品に適用する。
実装状態のパッケージが熱ストレスを受ける場合の,はんだ接合部の劣化に関する加速性は,附属書A
に記載する。
実装状態のパッケージが機械的ストレスを受けることを予想する場合の例を附属書Hに記載する。
この規格は,実装状態のパッケージの試験方法であるため,半導体部品単体には適用しない。
注記1 この規格は,実装方法,実装条件,プリント配線板,はんだ材料などによって,試験結果に
大きく影響を受けるため,表面実装半導体部品の基板実装の信頼性を保証するものではない。
注記2 実使用状態及び基板実装後の取扱いにおいて機械的ストレスなどが加えられることがない場
合は,この試験を実施する必要がない。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 62137-4:2014,Electronics assembly technology−Part 4: Endurance test methods for solder joint
of area array type package surface mount devices(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
2
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS C 6484 プリント配線板用銅張積層板−耐燃性ガラス布基材エポキシ樹脂
注記 対応国際規格:IEC 61249-2-7,Materials for printed boards and other interconnecting structures−
Part 2-7: Reinforced base materials clad and unclad−Epoxide woven E-glass laminated sheet of
defined flammability (vertical burning test), copper-clad及びIEC 61249-2-8,Materials for printed
boards and other interconnecting structures−Part 2-8: Reinforced base materials clad and unclad−
Modified brominated epoxide woven fibreglass reinforced laminated sheets of defined flammability
(vertical burning test), copper-clad(全体評価:MOD)
JIS C 60068-2-14 環境試験方法−電気・電子−第2-14部:温度変化試験方法(試験記号:N)
注記 対応国際規格:IEC 60068-2-14,Environmental testing−Part 2-14: Tests−Test N: Change of
temperature(IDT)
JIS C 62137-3:2014 電子実装技術−第3部:はんだ接合部耐久性試験方法の選定指針
注記 対応国際規格:IEC 62137-3:2011,Electronics assembly technology−Part 3: Selection guidance of
environmental and endurance test methods for solder joints(IDT)
IEC 60191-6-2,Mechanical standardization of semiconductor devices−Part 6-2: General rules for the
preparation of outline drawings of surface mounted semiconductor device packages−Design guide for
1.50 mm, 1.27 mm and 1.00 mm pitch ball and column terminal packages
IEC 60191-6-5,Mechanical standardization of semiconductor devices−Part 6-5: General rules for the
preparation of outline drawings of surface mounted semiconductor device packages−Design guide for
fine-pitch ball grid array (FBGA)
IEC 60194,Printed board design, manufacture and assembly−Terms and definitions
IEC 61190-1-3,Attachment materials for electronic assembly−Part 1-3: Requirements for electronic grade
solder alloys and fluxed and non-fluxed solid solders for electronic soldering applications
3
用語,定義及び略語
3.1
用語及び定義
この規格で用いる主な用語及び定義は,IEC 60191-6-2,IEC 60191-6-5及びIEC 60194によるほか,次
による。
3.1.1
温度サイクル寿命(temperature cycling life)
温度サイクル試験を行うことによって,受渡当事者間で定める性能を損なう状態に達する期間。
3.1.2
瞬断検出器(momentary interruption detector)
デイジーチェーン回路での電気的不連続性(破断に伴う瞬断)を検出できる装置。
注記 はんだ接合部の電気的連続性試験は,附属書B参照。デイジーチェーンとは,JIS C 62137-3の
箇条3を参照。
3.2
略語
この規格で用いる主な略語は,次による。
略語
正式名
FBGA
Fine-pitch ball grid array
BGA
Ball grid array
3
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
FLGA
Fine-pitch land grid array
LGA
Land grid array
SON
Small outline non-leaded package
QFN
Quad flat-pack non-leaded package
SMD
Surface mounting device
OSP
Organic solderability preservative
FR-4
Flame retardant type 4
FEA
Finite element method analysis
CGA
Column grid array
4
一般事項
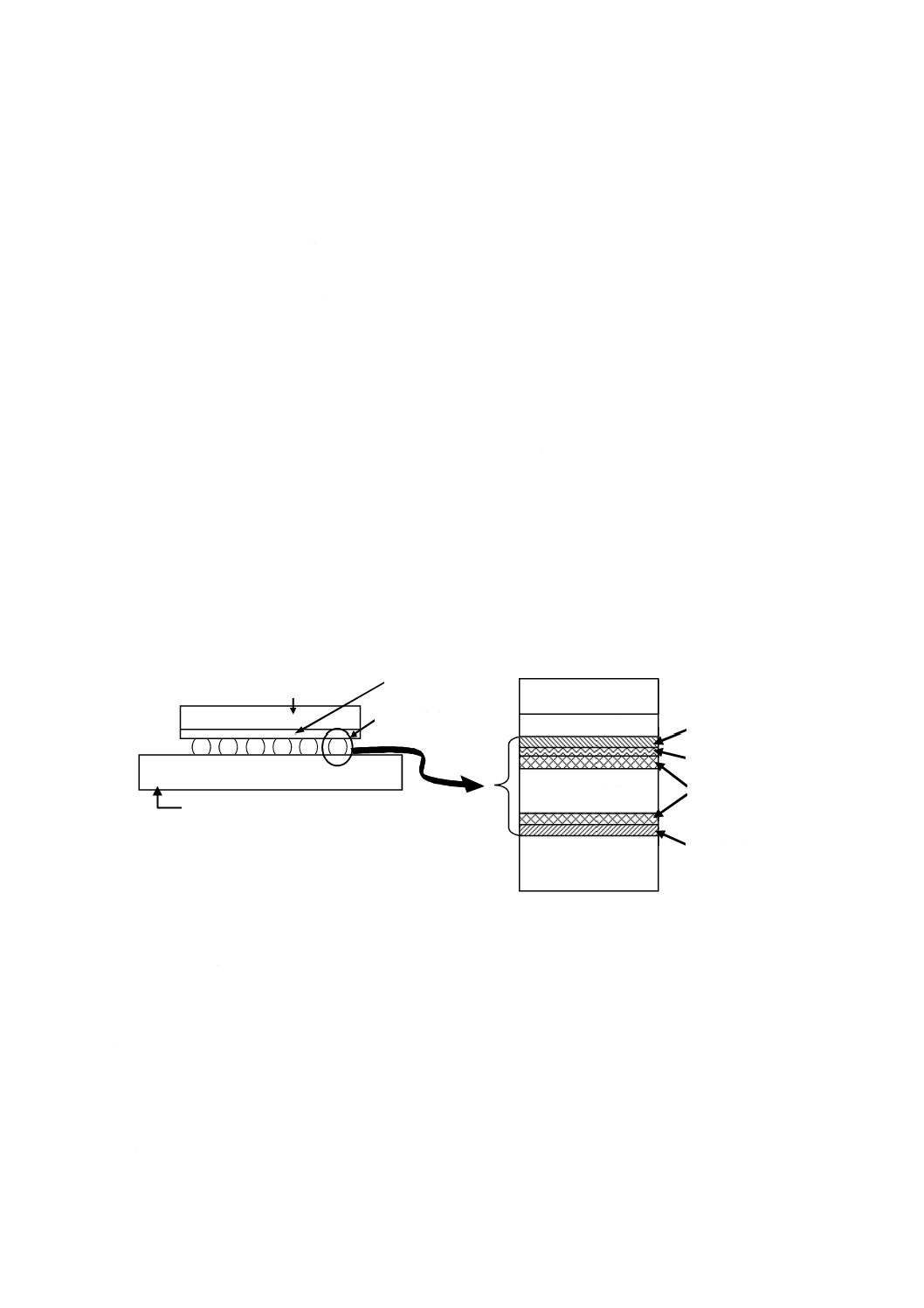
この規格で評価するはんだ接合部の耐久性試験の評価領域を,図1に示す。試験方法は,パッケージ本
体に対する機械的強度を求める試験方法ではなく,プリント配線板に実装したパッケージのはんだ接合部
(接合界面)の,熱応力に対する耐久性を評価することを目的としている。
このため,そのはんだ接合部(接合界面)の評価に用いる温度サイクル試験による加速ストレス条件は,
パッケージの保証温度範囲を超えた条件となる可能性がある。
この規格に規定するパッケージの実装状態での試験方法は,主に,プリント配線板のランドとパッケー
ジとのはんだ接合部を対象とする。ただし,この場合の試験結果は,実装時の実装方法,実装条件,材料,
プリント配線板などに強く依存する(附属書C〜附属書G参照)。
図1−はんだ接合部の耐久性試験の評価領域
5
試験装置及び材料
5.1
供試品
供試品には,パッケージを試験用プリント配線板に実装したものを用いる(供試品の作製は,箇条6参
照)。
5.2
リフローソルダリング装置
リフローソルダリング装置は,箇条6に規定するリフローソルダリングの温度プロファイルが実現でき
る装置とする。温度プロファイルの例を,図2及び図3に示す。
注記 パッケージの標準実装プロセスは,附属書G参照。
ランドパターン
はんだ合金
評価領域
拡大
反応層
めっき層
電極材料
プリント配線板
プリント配線板
パッケージ本体
表面実装部品
(アレイ形)
プリント配線板
はんだ合金
パッケージ本体
プリント配線板
4
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
温度サイクル試験槽
温度サイクル試験槽は,図4に規定する温度サイクルの温度プロファイルが可能な試験装置とする。温
度サイクル試験槽の基本的な要求事項は,JIS C 60068-2-14の規定による。
5.4
抵抗測定器
抵抗測定器は,デイジーチェーン回路での電気的不導通を検出する装置とする。抵抗測定器は,連続的
に電気抵抗データを記録でき,かつ,瞬断検出器の機能をもつものを用いることが望ましい。
瞬断検出器の機能は,100 μsの瞬断を検出する感度をもつことが望ましい。また,抵抗測定器は,7.4
に規定する試験終了基準の電気抵抗を判定できるような,1 000 Ωを超える電気抵抗を測定できることが望
ましい。
5.5
試験用プリント配線板
製品規格に規定していない場合,試験用プリント配線板は,次による。
a) 試験用プリント配線板の材質 試験用プリント配線板の材質は,JIS C 6484に規定する一般用の片面
基板で,銅パターンを含め,厚さ1.6 mm±0.2 mmのガラス布基材エポキシ樹脂銅張積層板とする。
銅パターンの厚さは,35 μm±10 μmとする。
注記1 試験用プリント配線板のリフローはんだ耐熱性試験は,附属書Eに記載する。
b) 試験用プリント配線板の寸法 試験用プリント配線板の寸法は,試験用プリント配線板に実装するパ
ッケージの寸法及び形状による。ただし,その試験用プリント配線板は,引き剝がし強度試験装置に
固定できる寸法とする。
c) ランドの形状及び寸法 ランドの形状及び寸法は,IEC 61188-5-8又はそれぞれのパッケージ供給業者
によって推奨するランド寸法を用いることが望ましい。
なお,試験用プリント配線板及び試験用パッケージは,附属書Bの導通性による判定ができるよう
に,パッケージ実装後デイジーチェーンを形成するようにランド設計を行う。
注記2 製品規格で規定する場合の試験用プリント配線板の設計指針を,附属書Dに記載する。
注記3 試験用プリント配線板のはんだ付け性試験を附属書Cに,また,引き剝がし強度試験を附
属書Fに記載する。
d) ランドの表面処理 製品規格に規定がある場合,試験用プリント配線板のはんだ付けが可能な領域(ラ
ンド)には,例えば,酸化を防止する適切な方法として,有機表面保護膜(OSP)などを付ける。こ
の保護膜は,5.2に規定するリフローソルダリング装置を用いた,はんだ付け時のランドのはんだ付け
性を阻害してはならない。
5.6
ソルダペースト
ソルダペーストは,細かく分粒したソルダ及びフラックスと,ぬれ性,粘度,粘着性,だれ性,乾燥性
などを調整する添加剤とを用いて作製する。
製品規格に規定していない場合,ソルダペーストに用いるはんだ合金は,IEC 61190-1-3に規定する次の
いずれかによる。用いるソルダペーストの詳細は,製品規格の規定による。
a) 質量分率で,すず(錫:Sn)63 %及び鉛(Pb)37 %とする。
b) 質量分率で,銀(Ag)3.0 %〜4.0 %,銅(Cu)0.5 %〜1.0 %,及び残りがすず(錫:Sn)とする。
例 “Sn96.5Ag3.0Cu0.5”のような“Sn-Ag-Cu系”の三元組成を用いる。
6
供試品の作製
パッケージの実装は,リフローソルダリングを用い,その手順は次による。パッケージには,試験用プ
5
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
リント配線板のランド及び実装後にデイジーチェーンが形成されるように改造した試験用ダミーパッケー
ジを用いる。
注記 はんだ接合部強度に影響を与える要因となるパッケージの端子及び試験用プリント配線板のラ
ンドのはんだ付け性を確認するための試験は,附属書Cに記載する。
a) 製品規格に規定していない場合,5.5に規定する試験用プリント配線板上のランドに,5.6に規定する
ソルダペーストを試験用プリント配線板上のランド寸法と同じ寸法,形状及び配置の開口部をもつ厚
さ120 μm〜150 μmのステンレス鋼板製のメタルマスクを用いて印刷する。
b) パッケージは,ソルダペーストを印刷した試験用プリント配線板を装着する。
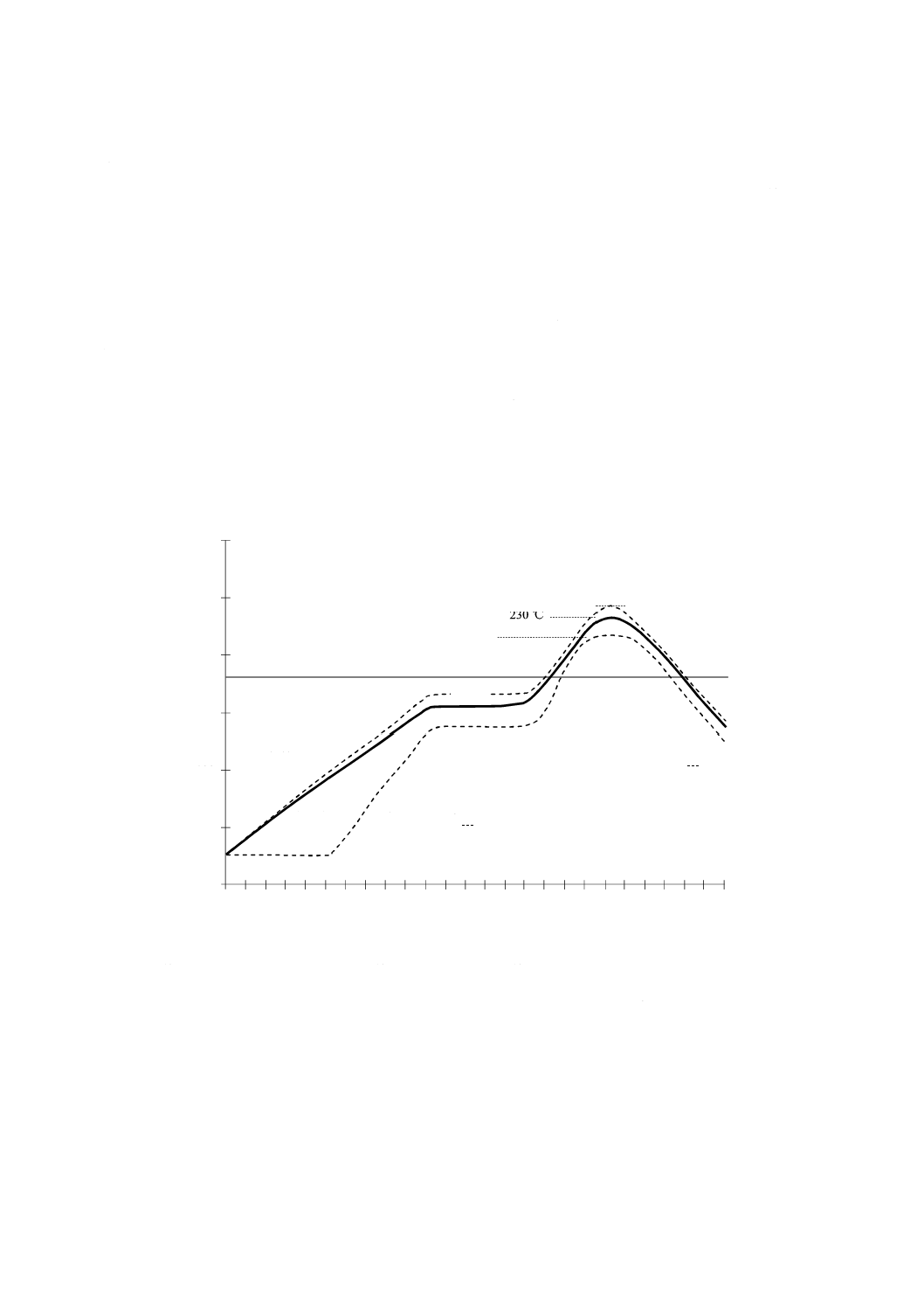
c) 5.2に規定するリフローソルダリング装置は,図2及び図3に示す温度プロファイルで,パッケージの
端子をはんだ付けするために用いる。温度の測定箇所は,ランド部とする。
Sn63Pb37はんだ合金を用いた代表的なリフロー加熱の温度プロファイル例を図2に示す。この図は,IEC
61760-1の図13に規定する図である。
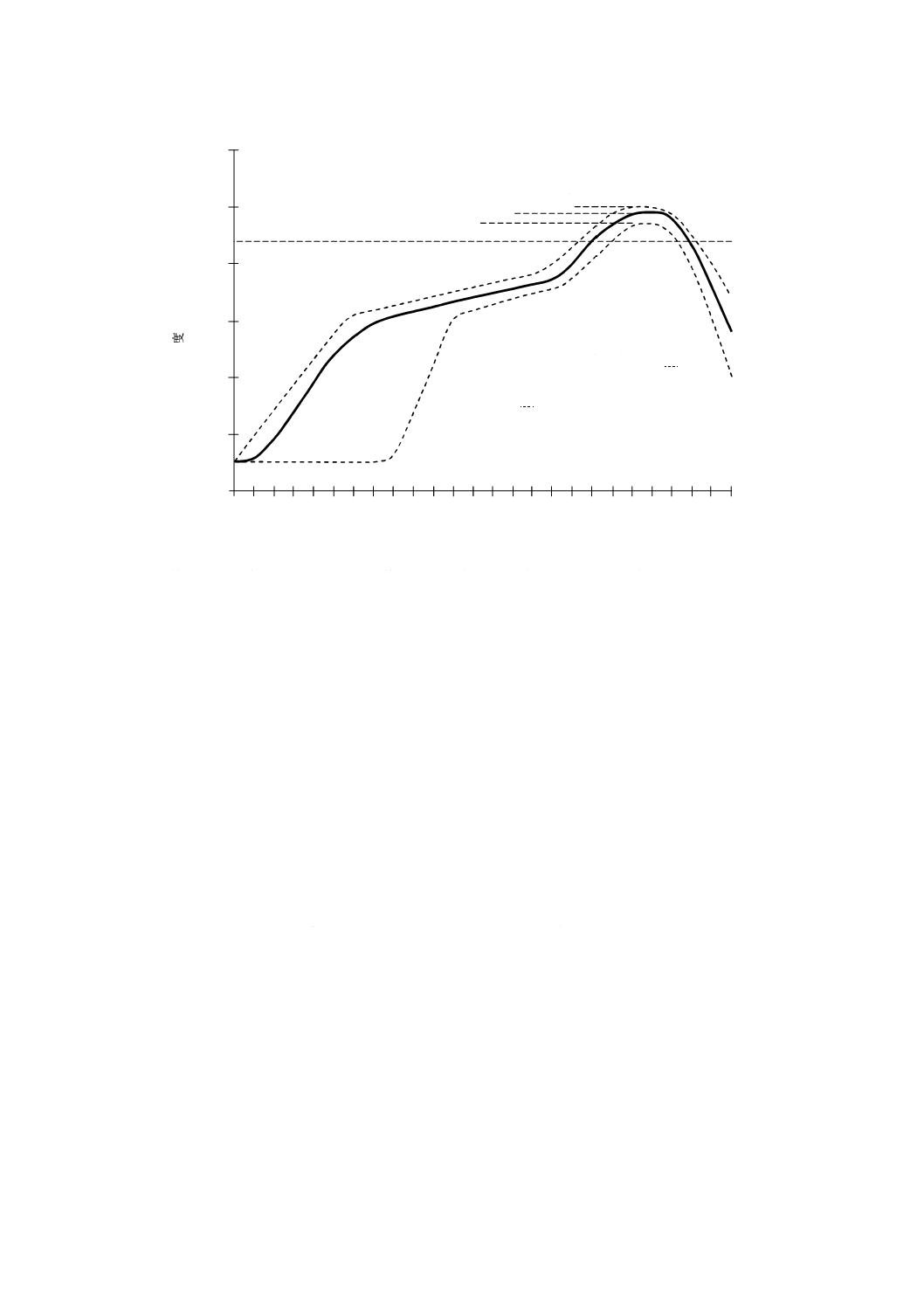
Sn96.5Ag3.0Cu0.5はんだ合金を用いた代表的なリフロー加熱の温度プロファイル例を図3に示す。この
図は,IEC 61760-1の図14に規定する図である。
300
250
200
150
100
50
0
0
20
40
60
80
100
120
140
160
180
200
220
240
215 ℃
230 ℃ 240 ℃
180 ℃
150 ℃
代表例
温度上昇率 < 3 ℃/s
温度下降率 < 6 ℃/s
180 ℃を超える
時間 > 60 s
SnPb はんだリフロー
予備加熱
温
度
℃
時間 s
130 ℃
160 ℃
実線:代表的な温度プロファイル(端子温度)を示す。
点線:限界の温度プロファイル:下の点線は,端子温度,上の点線は供試品の上面温度を示す。
図2−Sn63Pb37はんだ合金を用いたリフロー加熱の代表的な温度プロファイルの例
6
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
300
250
200
150
100
50
0
0
30
60
90
120
150
180
210
240
270
300
0
330
360
220 ℃
235 ℃
245 ℃
250 ℃
180 ℃
150 ℃
代表例
温度上昇率< 3 ℃/s
温度下降率< 6 ℃/s
220 ℃を超える時間
45 s〜90 s
Sn-Ag-Cuはんだリフロー
予備加熱
温度
℃
時間 s
実線:代表的な温度プロファイル(端子温度)を示す。
点線:限界の温度プロファイル:下の点線は,端子温度,上の点線は供試品の上面温度を示す。
図3−Sn96.5Ag3.0Cu0.5はんだ合金を用いたリフロー加熱の代表的な温度プロファイルの例
7
温度サイクル試験
7.1
前処理
供試品のフラックスを洗浄する場合には,その洗浄方法を製品規格に規定することが望ましい。
7.2
初期測定
供試品の外観状態を調べ,供試品に試験の妥当性を損なうような不良がないことを確認する。
5.4に規定する抵抗測定器を用いて,供試品のデイジーチェーンの電気抵抗(導通性)を確認する。
初期測定の条件は,製品規格に規定することが望ましい。
7.3
試験
温度サイクル試験は,JIS C 60068-2-14の試験Na(規定時間で移し換える温度急変試験)によるほか,
次による。
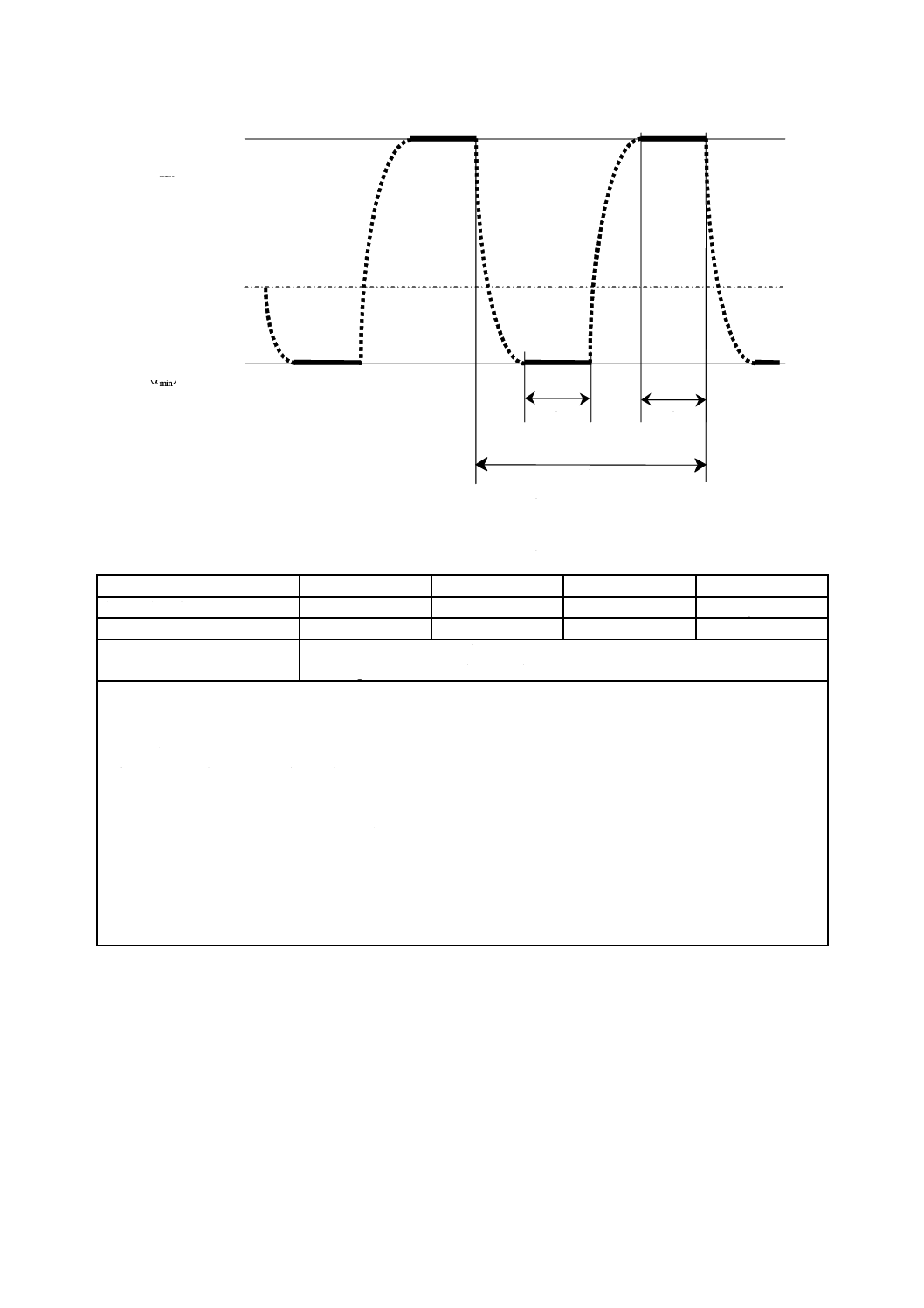
供試品を,5.3に規定する温度サイクル試験槽に,槽内の空気が吹き抜け,かつ,供試品の周囲を空気が
十分流れるような位置に置き,図4に示すように供試品の温度が低温側から開始し,高温側への温度サイ
クルを繰り返すように,製品規格に規定するサイクル数の試験を行う。製品規格の規定によって,図4及
び表1に規定する試験条件の中から選択する。
デイジーチェーン回路の電気抵抗は,試験中に,5.4に規定する抵抗測定器を用いて連続的にモニター(測
定)する。
抵抗測定の条件は,製品規格に規定することが望ましい。
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
最高保存温度
(Tmax)
保持
時間
t1
サイクル時間
tcyc
室温
(Tn)
最低保存温度
(Tmin)
保持
時間
t2
図4−温度サイクル試験条件
表1−温度サイクル試験条件
段階
試験条件A
試験条件B
試験条件C
試験条件D
最低保存温度 Tmin ℃
−40±5
−25±5
−30±5
Top min±5
最高保存温度 Tmax ℃
125±5
125±5
80±5
Top max±5
保持時間 t1,t2
Sn63Pb37はんだ合金の場合,t1及びt2≧7分間
Sn96.5Ag3.0Cu0.5はんだ合金の場合,t1≦30分間,t2≧15分間
Sn96.5Ag3.0Cu0.5はんだ合金を用いたはんだ接合部における温度サイクル試験槽の放置時間設定は,高温側の場
合,応力緩和に必要な保持時間t2の15分間と,温度移行して温度が安定するまでの時間15分間との合計30分間と
する。低温側の場合は,応力緩和に15分間を必要としない場合が多いため,保持時間t1を30分間以下に変更して
もよい(JIS C 62137-3の附属書A参照)。
製品規格の温度サイクルの条件設定は,次の条件で採用することが望ましい。
− 市場条件及び不良モードを再現する温度サイクル試験条件
− 市場条件及び線形の加速性を得る温度サイクル試験条件
− 従来規格及び類似の相関の取れる試験条件
− 試験時間を短縮する温度サイクル条件
注記 Top min:最低動作温度,Top max:最高動作温度
保持時間は,供試品が規定する温度に到達してからの時間を示す。
低温側から高温側,又はその逆の移し換え時間は,3分間以内とし,温度が安定するまでの時間とともにサ
イクル時間に含まれる(JIS C 60068-2-14参照)。
7.4
試験終了基準
試験は,はんだ接合部の断線によって,製品規格に規定する数量,若しくは全ての供試品内部のデイジ
ーチェーン回路の電気抵抗が上昇する,又は製品規格に規定する試験サイクル数に達するまで継続する。
電気抵抗上昇のしきい値は,製品規格に規定する。電気抵抗上昇のしきい値は,最高保存温度での供試
品内部のデイジーチェーン回路の電気抵抗上昇の百分率(例えば,10 %),又は高い電気抵抗値(例えば,
1 000 Ω)にて規定することが望ましい。
7.5
後処理
試験終了後,測定条件を整える必要がある場合は,最終測定の状態において,製品規格に規定する条件
8
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で後処理を行う。
製品規格には,供試品の冷却及び温度安定化のために所定の回復時間を規定してもよい。
7.6
最終測定
供試品の外観状態を調べ,供試品に試験の結果に影響を及ぼす不良がないことを確認する。
5.4に規定する抵抗測定器を用いて供試品のデイジーチェーンの電気抵抗(導通性)を確認する。
最終測定の条件は,製品規格に規定することが望ましい。
8
温度サイクル寿命
はんだ接合部(接合界面)の破断に伴い,デイジーチェーン回路の電気抵抗の増加が生じるときの試験
サイクル数を,その供試品の故障サイクルとする。
温度サイクル寿命の算出には,ワイブル分布の平均寿命又は特性寿命のように各供試品の故障サイクル
データから統計的手法を用いることが望ましい。温度サイクル寿命は,製品規格に規定する数量の供試品
の試験結果から算出する。
算出した温度サイクル寿命と加速係数とを用いることで,市場でのはんだ接合部の寿命を推定すること
ができる。ただし,加速係数は,はんだ材料,パッケージの寸法及び材料,プリント配線板の条件などに
依存する。加速係数は,市場条件と温度サイクル加速条件との関係で個別に見積もられなければならない
(附属書A参照)。
9
関連する製品規格に規定する事項
製品規格には,次の事項を規定する。
a) 試験用プリント配線板の仕様
(5.5参照)
b) ソルダペースト
(5.6参照)
c) 供試品の作製
(箇条6参照)
d) 前処理条件(必要がある場合)
(7.1参照)
e) 初期測定の項目及び条件
(7.2参照)
f)
試験条件
(7.3参照)
g) 低温状態及び高温状態の保持時間,移し換え時間並びに常温放置時間
(7.3に規定する条件以外の場合)
(7.3参照)
h) 連続電気抵抗モニターの実施有無
(7.3参照)
i)
試験終了基準(試験サイクル数及び電気抵抗上昇のしきい値)
(7.4参照)
j)
後処理
(7.5参照)
k) 最終測定の項目及び条件
(7.6参照)
l)
温度サイクル寿命及び算出条件(供試品の数量,加速係数の見積り)
(箇条8参照)
9
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
はんだ接合部の温度サイクル試験の加速性
A.1 一般事項
この附属書は,はんだ接合部の温度サイクル試験の結果から,市場での耐久性を評価する場合の加速性
について記載する。
A.2 Sn-Pbはんだ接合部の温度サイクル試験の加速性
温度サイクル試験は,主に,パッケージと試験用プリント配線板との間のはんだ接合部の温度サイクル
による劣化の加速性を求めることを目的としている。はんだ接合部の温度サイクル寿命を破断寿命(熱疲
労寿命)として議論するとき,従来から修正コフィン−マンソン(Coffin−Manson)則がよく用いられ,
便宜的に,式(A.1)のように表す。
(
)
×
∆
×
×
=
−
max
in
expkTH
f
C
NF
n
m
ε
············································· (A.1)
ここに,
NF: 破断寿命(熱疲労寿命)
C: 材料定数
f: On/Off周波数(回/日)
m: 周波数パラメータ
Δεin: 非弾性ひずみ範囲(振幅)
n: 材料定数(疲労延性指数の逆数)
破断寿命は,非弾性ひずみ範囲(振幅)のn乗に反比例する。
k: ボルツマン定数=8.617 385×10−5(eV/K)
H: はんだ合金の活性化エネルギー(eV)
(指数則で表した はんだ合金の温度依存性)
Tmax: 最高試験温度(K)
温度サイクル試験の試験条件と市場条件との加速係数(AF)は,式(A.2)によって算出する。
−
×
∆∆
×
=
−
−
−
t
f
n
m
T
T
k
H
T
T
f
f
AF
max
max
t
f
t
f
1
1
exp
··························· (A.2)
ここに,
ff: フィールドでのOn/Offサイクル数(回/日)
ft: 試験条件でのOn/Offサイクル数(回/日)
ΔTf: フィールドでの温度幅(K)
ΔTt: 試験条件での温度幅(K)
Tmax-f: フィールドでの最高温度(K)
Tmax-t: 試験条件での最高温度(K)
Sn-Pbはんだ接合部の場合は,一般的に“H=0.123 eV”,“n=1.9”及び“m=1/3”を用いる。
各温度サイクル試験条件と代表的な市場条件との加速係数の計算結果(Sn63Pb37はんだ合金の場合)の
例を,表A.1に示す。
注記 表A.1に記載の加速係数は,特定の条件だけに適用可能であることに注意する。
10
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−各温度サイクル試験条件と代表的な市場条件との加速係数の計算結果例
(Sn63Pb37はんだ合金の場合)
条件
最低保存温度
Tmin
最高保存温度
Tmax
温度幅
ΔT
On/Off
サイクル数a)
試験サイクル数
加速係数b)
℃
℃
℃
回/日
市場5年相当 市場10年相当
市場環境
25
70
45
1
1825
3650
−
試験条件A
−40
125
165
72
365
730
5.0
試験条件B
−25
125
150
435
869
4.2
試験条件C
−30
80
110
1217
2433
1.5
注a) On/Off周波数(サイクル数)は,最低保存温度及び最高保存温度での保持時間を7分間,最低保存温度から
最高保存温度に移行する時間を3分間及び最高保存温度から最低保存温度までの移行時間を3分間として算
出した。
b) この計算結果は,式(A.2)によって計算した試験サイクル数の推定値の例である。
現在,有限要素法などによるコンピュータ・シミュレーション結果によって,相当非弾性ひずみ範囲(振
幅)(Δεin)を求めて,その値及び低サイクル疲労試験の結果から,はんだの活性化エネルギー,疲労延性
指数,加速係数などの導出も可能となってきている。シミュレーション活用の普及によって,加速試験条
件の温度幅(ΔT)ではなく,非弾性ひずみ振幅(Δεin)を求めて加速係数を計算する。
A.3 Sn-Ag-Cuはんだ接合部の温度サイクル寿命予測方法
Sn96.5Ag3.0Cu0.5はんだ合金の場合,はんだ合金のミクロ組織特性を考慮した,鉛フリーはんだ合金の
疲労寿命予測モデルが最新技術として提案されている。
この新しい疲労寿命予測モデルは,Sn96.5Ag3.0Cu0.5はんだ合金のコフィン−マンソン則の物理的解析
結果に熱機械的疲労に伴う組織変化に関わる材料科学的因子を考慮したものである。
まず,基本となるコフィン−マンソン則の経験式は,式(A.3)で表す。
C
NF=
∆
α
εin
······································································· (A.3)
ここに,
NF: 破断寿命(熱疲労寿命)
C: 疲労延性係数
Δεin: 熱疲労の非弾性ひずみ範囲(振幅)
α: 疲労延性指数(材料定数nの逆数)
Sn96.5Ag3.0Cu0.5はんだ合金の場合,疲労延性指数(α)は,式(A.4)及び式(A.5)で求め,疲労延性係数
(C)は,式(A.6)となることが理論的及び実験的に導き出されている。
(
)1
/
6.0
+
=
n'
α
······································································· (A.4)
繰返しひずみ硬化指数(n')は,次の式(A.5)で決定する。
r
RT
Q
A
n'
1
exp
1
=
································································· (A.5)
ここに,
T: 最高温度
A1,Q: 繰返しひずみ硬化指数の材料定数
疲労変形中の金属間化合物の粒子半径(r)は,温度サイクル中の温度による拡散成長と繰返し変形によ
るひずみ誘起成長とによって決定する。
3
2
A
T
A
C
−
=
········································································ (A.6)
ここに, A2,A3: 疲労延性係数に関する材料定数
式(A.4),式(A.5)及び式(A.6)によって,材料定数を温度と疲労変形中の微細組織因子との関数として求め
11
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る。求めた各材料定数を式(A.3)に示したコフィン−マンソン則に導入することによって,温度サイクル試
験の温度,時間及び組織変化を考慮してSn96.5Ag3.0Cu0.5はんだ合金の疲労寿命を推定することが可能と
なる。
この新しい疲労寿命予測モデルを使用した場合,式(A.7)によって加速係数(AF)を算出する。
test
field
test
field
/1
test
test
/1
field
field
/1
test
test
/1
field
field
test
field
)
/
(
)
/
(
α
α
α
α
ε
ε
ε
ε
∆
∆
=
∆
∆
=
=
C
C
C
C
N
N
AF
············· (A.7)
ここに,
Nfield: フィールド条件での破断寿命(回)
Ntest: 試験条件での破断寿命(回)
Cfield: フィールド条件での材料定数
Ctest: 試験条件での材料定数
Δεfield: フィールド条件での非弾性ひずみ範囲(振幅)
Δεtest: 試験条件での非弾性ひずみ範囲(振幅)
αfield: フィールド条件での疲労延性指数
αtest: 試験条件での疲労延性指数
注記1 フィールド条件及び試験条件の温度Tは,それぞれの最高温度になる。
後述するFBGAパッケージ部品を例に,各温度サイクル試験条件と代表的な市場条件との加速係数の算
出の結果(Sn96.5Ag3.0Cu0.5はんだ合金の場合)を表A.2に示す。
注記2 表A.2に記載の加速係数は,特定の条件だけに適用可能であることに注意する。
表A.2−加速性算出結果の例(Sn96.5Ag3.0Cu0.5はんだ合金の場合)
条件
最低保存温度
Tmin
最高保存温度
Tmax
温度幅
ΔT
On/Off
サイクル数a)
試験サイクル数
加速係数b)
℃
℃
℃
回/日
市場5年相当 市場10年相当
市場環境
25
70
45
1
1825
3650
−
試験条件A
−40
125
165
40
119
239
15.3
試験条件B
−25
125
150
135
270
13.5
試験条件C
−30
80
110
493
986
3.7
注a) On/Off周波数(サイクル数)は,最低保存温度及び最高保存温度での保持時間を15分間,最低保存温度から
最高保存温度に移行する時間を3分間及び最高保存温度から最低保存温度までの移行時間を3分間として算
出した。
b) この計算結果は,ガラス布基材エポキシ樹脂銅張積層板(FR-4)の試験用プリント配線板に実装したFBGA
パッケージ部品を用いた試験結果から式(A.7)によって計算した試験サイクル数の推定例である。
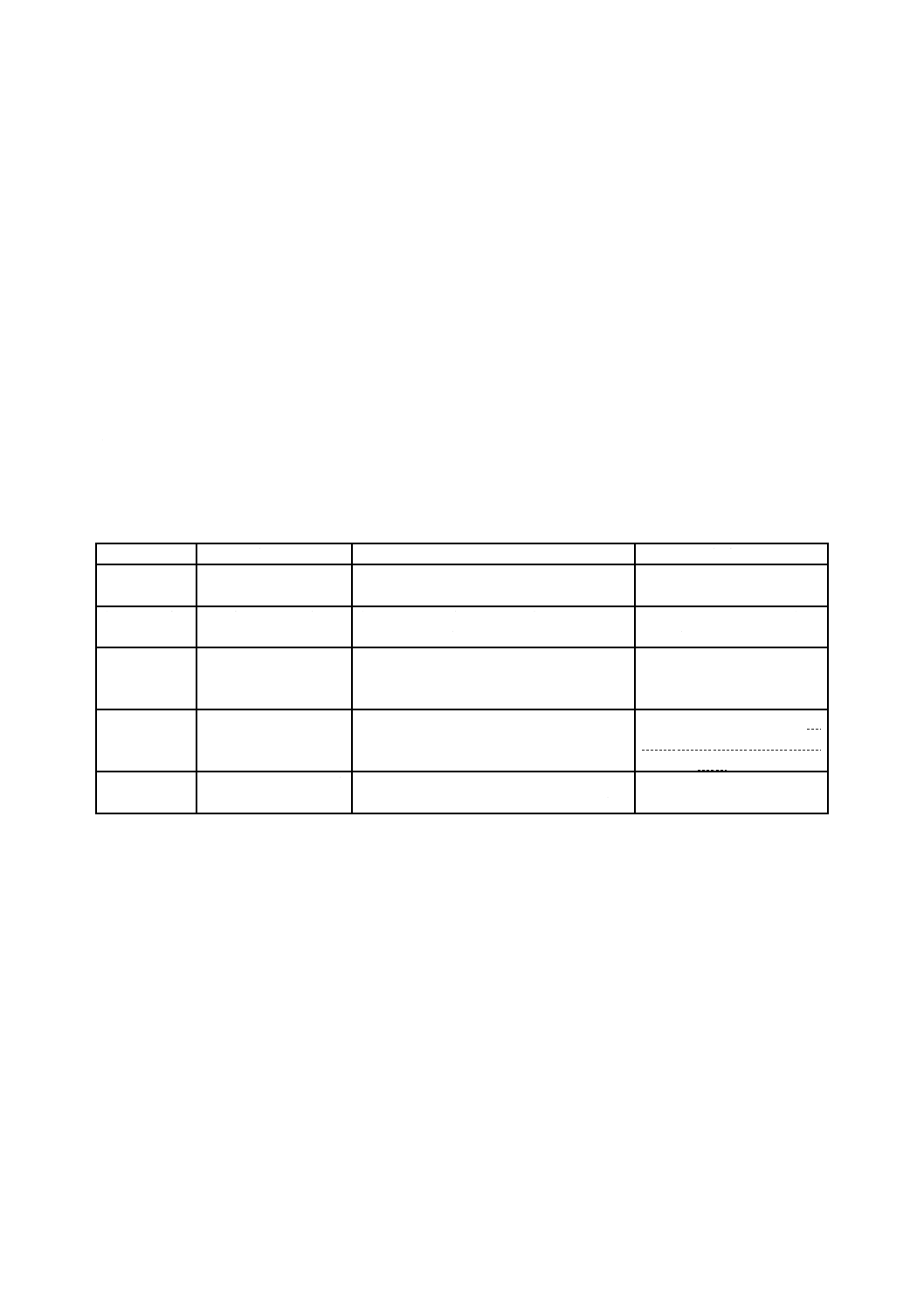
表A.2の加速係数(AF)の算出に用いたFBGAパッケージ部品及び有限要素解析(FEA)モデルを,図
A.1に,加速係数(AF)算出の例を図A.2に示す。FR-4[ガラス布基材エポキシ樹脂(GE4F)]及びアル
ミナの2種類の実装基板材料の違いによって,各試験温度幅(ΔT)での加速係数(AF)も異なってくる。
12
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図A.1−加速係数(AF)算出に用いたFBGAパッケージ部品及びFEAモデル
図A.2−Sn96.5Ag3.0Cu0.5はんだ合金で接合されたFBGAパッケージの加速係数(AF)算出の例
上記の疲労寿命予測モデルは,Sn96.5Ag3.0Cu0.5はんだ合金の接合部への様々な温度とストレス条件と
での熱−機械疲労試験データから疲労破壊挙動の物理的な意味を考慮して導き出したものである。
Sn96.5Ag3.0Cu0.5はんだ合金のマイクロはんだ接合部の疲労特性としては,図A.3に示すように,BGAの
はんだボール単体に相当する試料の疲労試験で得た結果を用いてマイクロはんだ接合部の合金組織の状態
を反映している。式(A.7)の疲労延性指数,材料定数(疲労延性係数)及びはんだの非弾性ひずみ範囲(振
幅)を表A.3に示す。これらは,図A.3に示す実験データを用いて,式(A.4),式(A.5)及び式(A.6)によって
算出している。
表A.3−FBGAパッケージの材料定数及び非弾性ひずみ範囲の算出結果
(Sn96.5Ag3.0Cu0.5はんだ合金の場合)
条件
疲労延性指数 α
材料定数
(疲労延性係数) C
はんだの非弾性ひずみ範囲
FR-4
アルミナ
市場環境
0.54
0.33
0.005
0.001 5
試験条件A
0.53
0.44
0.030
0.007 1
試験条件B
0.53
0.44
0.028
0.006 6
試験条件C
0.51
0.35
0.013
0.003 6
チップ
インターボーザ
ポスト
はんだバンプ
ソルダレジスト
基板
ソルダレジスト
コーナーバンプ
条件A
条件B
条件C
アルミナ
13
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.3−Sn96.5Ag3.0Cu0.5はんだ合金のマイクロはんだ接合部の疲労特性(Nf=20 %荷重低下)
A.4 はんだ接合部の温度サイクル寿命に影響する因子
市場での加速性を予測する場合の試験データの解析には,ワイブル分布などで統計処理することが望ま
しい。
プリント配線板実装状態のはんだ接合部の温度サイクル寿命は,はんだ組成,試験用プリント配線板の
板厚・層構成,試験用プリント配線板の実装密度,パッケージの構成,材料などによって明らかに影響を
受ける。特に,試験用プリント配線板両面同一箇所にエリア端子形状のパッケージを実装した場合には,
温度サイクル寿命は,半分程度に低下することが知られている。評価するパッケージが両面対向実装にお
いて基板に搭載する可能性がある場合は,両面対向実装状態での,はんだ接合部の寿命を評価することが
望ましい。
故障までのサイクル数 Nf
相
当
非
弾
性
ひ
ず
み
範
囲
(
振
幅
)
はんだ接合後,298 K
三角波及び台形波
はんだ接合後,298 K 三角波
はんだ接合後,298 K 台形波
はんだ接合後,398 K 三角波
はんだ接合後,398 K 台形波
エージング後,398 K 三角波
はんだ接合後,398 K
三角波
はんだ接合後,398 K
台形波
エージング後,398 K
三角波
マイクロはんだ
接合部
14
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
パッケージのはんだ接合部の導通性判定による試験方法
B.1
一般事項
この附属書は,パッケージのはんだ接合部の耐久性を,電気的導通性によって判定する試験方法につい
て記載する。
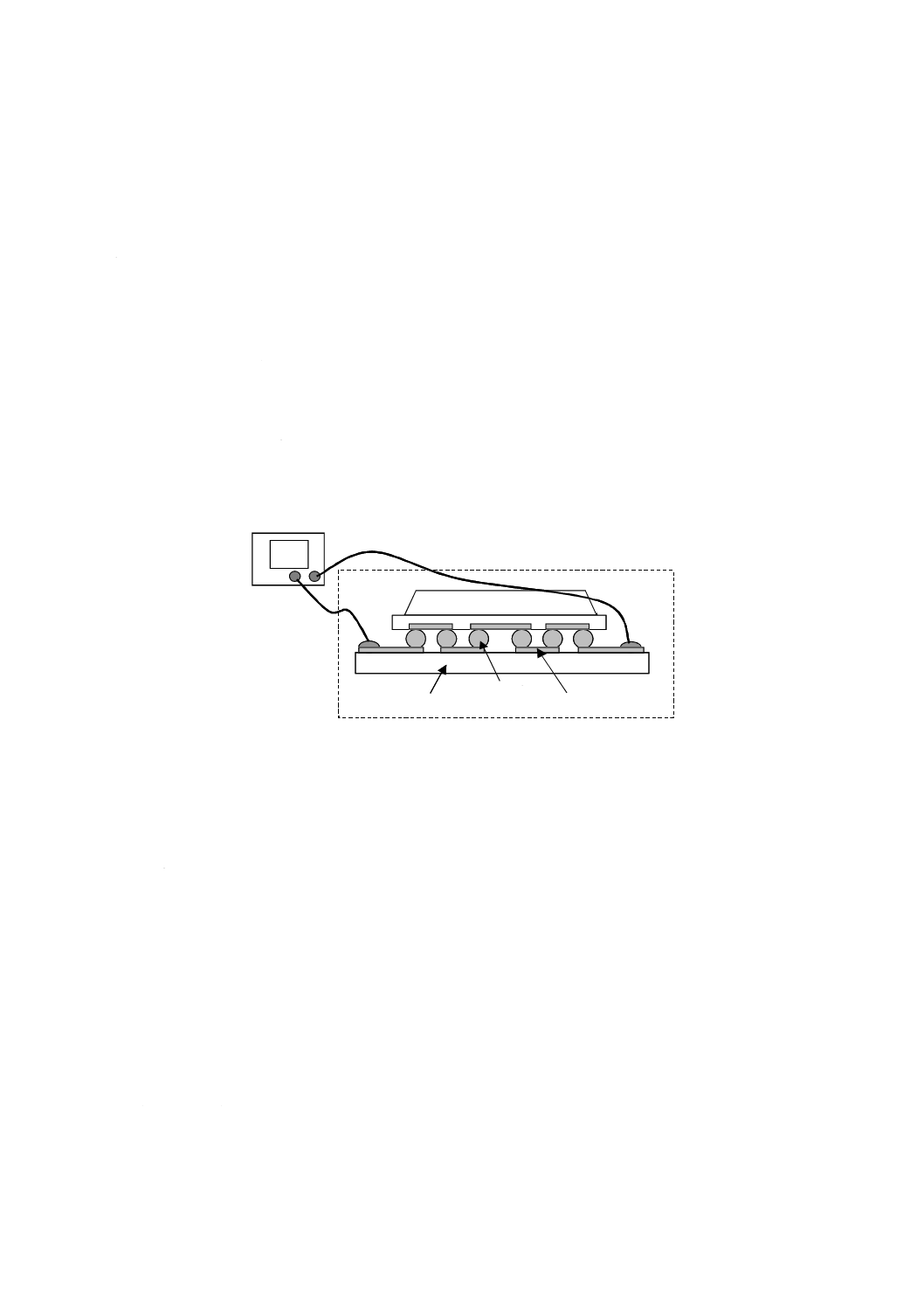
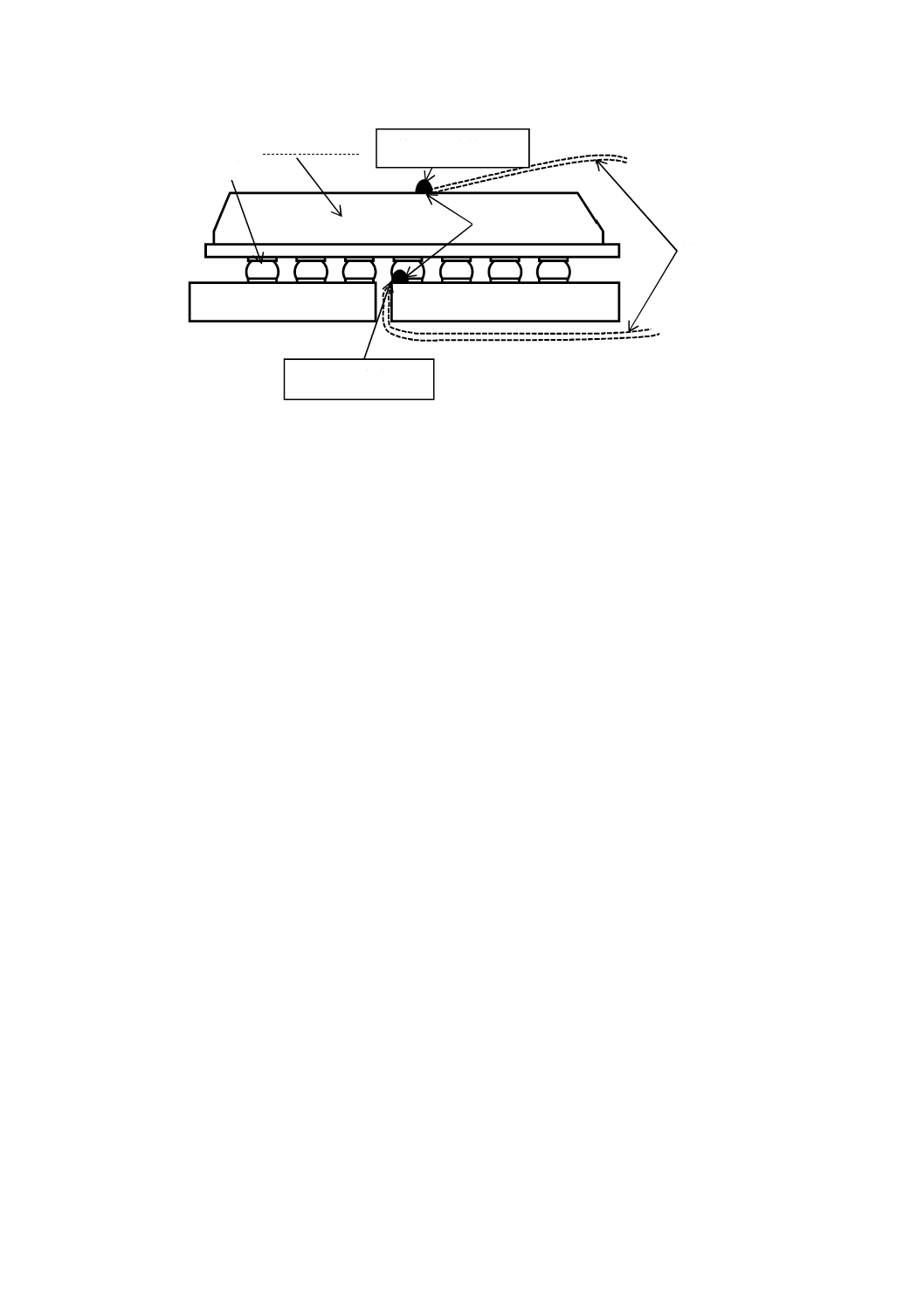
B.2
試験用部品及びデイジーチェーン回路
試験用部品のパッケージは,部品内で短絡した試験用ダミーパッケージを用いる(図B.1参照)。試験用
部品の全ての端子と試験用プリント配線板のランド又は配線とを交互に接続して,試験対象とする全ての
はんだ接合部を経由するデイジーチェーン回路を形成する。
なお,試験用部品の構造は,できるだけ実際の製品と同じ構造であることが望ましい。
図B.1−導通性判定による試験回路の例
B.3
実装条件及び材料
箇条5に規定する試験装置及び材料を用い,箇条6に規定する手順で供試品を作製する。
B.4
試験方法
箇条7に規定する温度サイクル試験の前後に,抵抗測定器を用いてデイジーチェーンの電気抵抗測定を
行って,はんだ接合部の破壊の有無を評価する。はんだ接合部の劣化の度合いを判定するために,連続的
な電気抵抗モニターを用いて,はんだ接合部の破壊を検出するまで継続して行うことが望ましい。
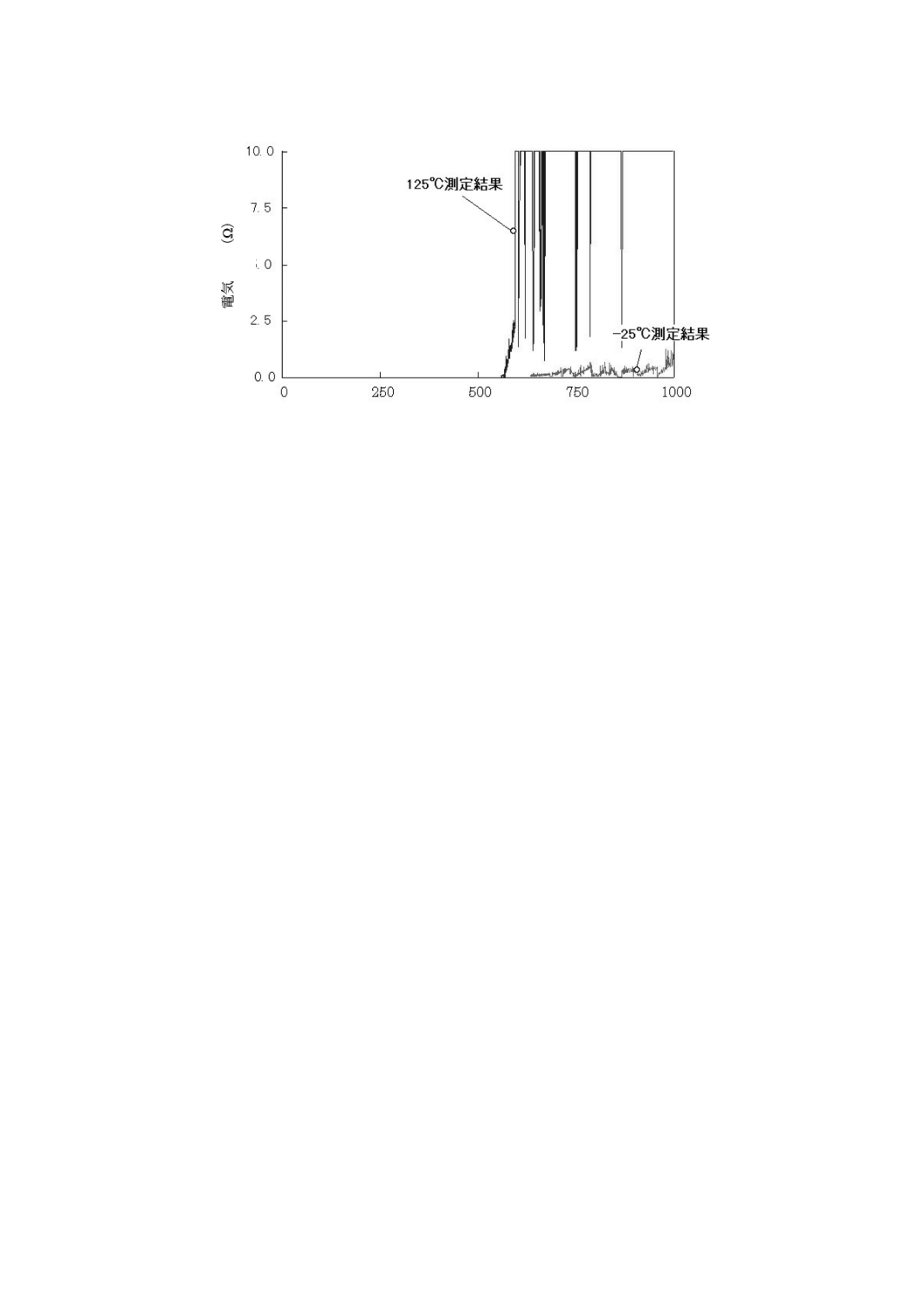
B.5
連続電気抵抗モニターシステムを用いた温度サイクル試験について
はんだ接合部の寿命を評価する場合,従来は,試験槽から取り出して常温にて接続電気抵抗値を測定し
クラック進展などの不良を推定していた。ただし,この規格で評価を行うエリアアレイ形パッケージでは,
高温時に電気抵抗値が過大なオープン不良になっているのに対し,常温では電気抵抗値が回復する現象が
ある(図B.2参照)。
このため,温度サイクル試験中には,抵抗測定器を用いて,電気抵抗値を連続的にモニターすることが
望ましい。
プリント配線板
ランド又は配線
温度サイクル槽
はんだ
接合部
抵抗測定器
試験用部品
15
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図B.2−温度サイクル試験における電気抵抗値連続モニター例
サイクル数(回)
電
気
抵
抗
(
Ω
)
16
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
パッケージ及び試験用プリント配線板のランドの
リフローはんだ付け性試験方法
C.1 一般事項
この附属書は,はんだ接合部の耐久性に影響を与える要因となるパッケージの端子及び試験用プリント
配線板のランドのリフローはんだ付け性試験方法について記載する。
C.2 試験装置及び材料
C.2.1 試験用プリント配線板
試験用プリント配線板は,5.5に規定する試験用プリント配線板が望ましい。
C.2.2 前処理槽
前処理槽は,製品規格に規定する条件を維持できる槽とする。
前処理の条件が,加湿の場合には,加湿装置は製品規格に規定する温度及び湿度を長時間維持できる装
置とする。この槽の材質は,高温中で反応しないものが望ましい。この前処理に用いる水は,蒸留水又は
脱イオン水とし,抵抗率は0.5 MΩcm以上(導電率が2 μS/cm以下)が望ましい。装置は,JIS C 60068-2-78
に規定する試験の実施が可能な装置が望ましい。
C.2.3 ソルダペースト
ソルダペーストは,5.6に規定するソルダペーストを用いることが望ましい。
C.2.4 スクリーン印刷用メタルマスク
スクリーン印刷用メタルマスクは,G.2.3に記載するスクリーン印刷用メタルマスクが望ましい。
C.2.5 スクリーン印刷機
スクリーン印刷機は,G.2.4に記載するスクリーン印刷機とし,はんだ印刷が可能な印刷装置を用いるこ
とが望ましい。
C.2.6 パッケージ装着装置
パッケージ装着装置は,G.3.3に記載するパッケージの装着が可能なものを用いることが望ましい。
C.2.7 リフローソルダリング装置
リフローソルダリング装置は,箇条6の図2又は図3に記載するリフロー加熱条件を満足できるものが
望ましい。パッケージの温度は,図C.1に示す測定箇所A(パッケージ上面中心部)及び測定箇所B(最
内周の端子はんだ付け部)の温度を測定することが望ましい。
各熱電対は,温度測定への影響及び干渉がない経路で配線することが望ましい。
17
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図C.1−熱電対による供試品の温度測定方法
C.2.8 X線検査装置
X線検査装置は,エリアアレイ形パッケージの基板実装状態での透過観察が可能なものを用いることが
望ましい。
C.3 標準実装プロセス
C.3.1 初期測定
製品規格の規定によって供試品の電気的特性を測定することが望ましい。また,供試品の外観を10倍の
倍率で目視検査を行い,外観の異常の有無を調べるとよい。
C.3.2 前処理
製品規格に加湿処理などの前処理の規定がある場合は,製品規格に規定する条件で前処理を実施するこ
とが望ましい。
パッケージを複数回のリフロー加熱処理する規定が製品規格にある場合は,試験用プリント配線板上で
リフロー加熱処理したパッケージを,製品規格に規定する加湿条件によって,再度加湿処理することが望
ましい。
複数回のリフロー加熱を行う方法として,次の場合がある。
a) 加湿処理後に連続して複数回のリフロー加熱処理を行う場合
b) 加湿処理とリフロー加熱処理とを交互に行う場合
C.3.3 パッケージの試験用プリント配線板への実装
附属書Gに記載する標準実装プロセスによって,パッケージを試験用プリント配線板に実装し,供試品
とする。このときに用いる代表的なリフロー加熱の温度プロファイルは,Sn63Pb37はんだ合金の場合には
図2,Sn96.5Ag3.0Cu0.5はんだ合金の場合には図3による。
パッケージを複数回のリフロー加熱処理する場合は,上記によるリフロー加熱処理を行う。
C.3.4 後処理
試験終了後,必要な場合は,製品規格に規定の条件で後処理を行うことが望ましい。
C.3.5 最終測定
製品規格の規定によって供試品の電気特性を測定する。また,外観を10倍の倍率で目視検査を行い,次
の異常の有無を調べることが望ましい。
はんだ合金
熱電対測定箇所A
熱電対測定箇所B
熱電対
接着剤
パッケージ本体
プリント配線板
18
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− はんだぬれ不良
− はんだのはじき
− ボール脱落
− はんだくわれ
その後,X線検査装置ではんだ接合状態を確認し,必要がある場合,樹脂埋め込み処理後,断面形状な
どを観察する。
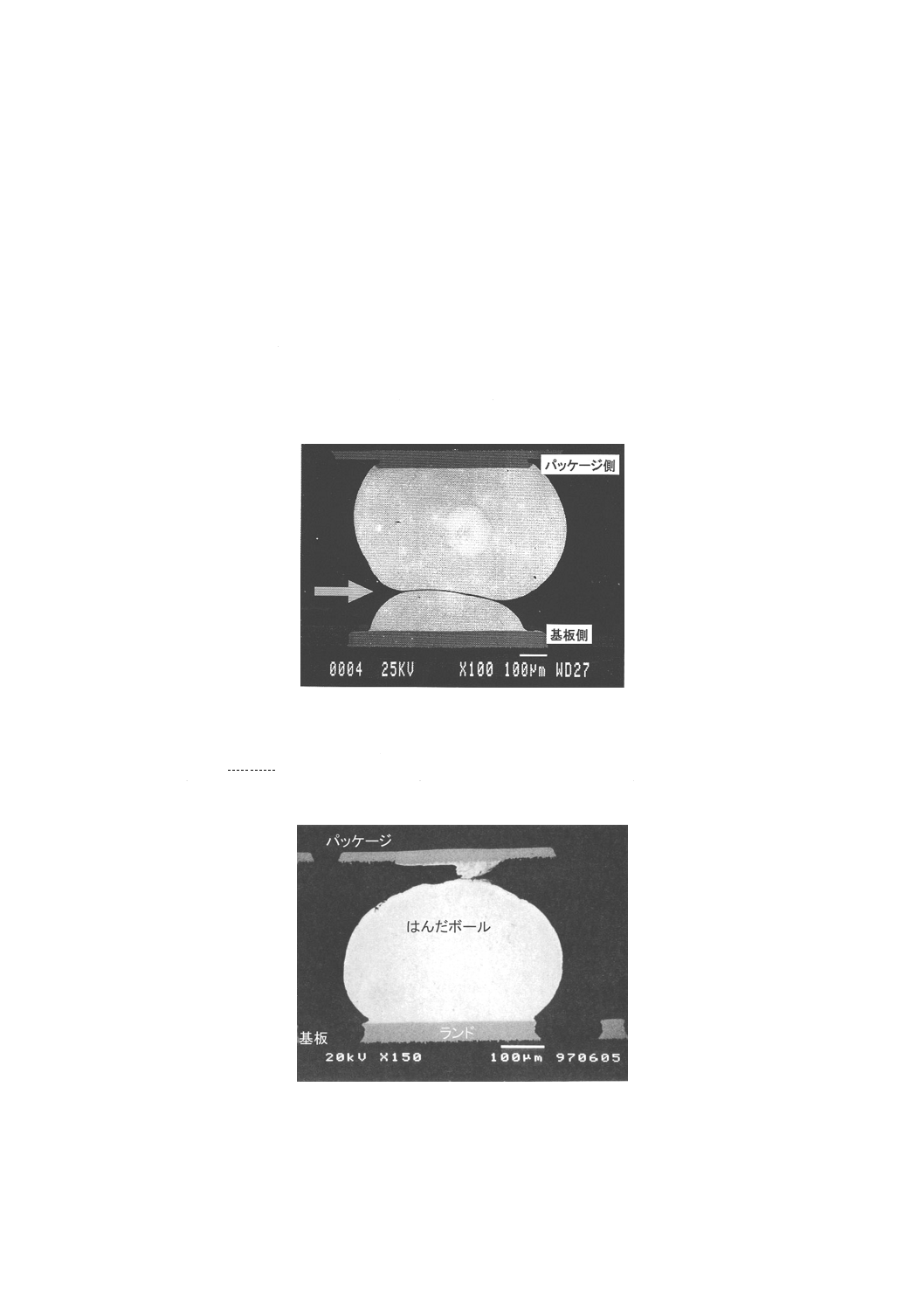
C.4 エリアアレイ形パッケージのリフローはんだ付け不良事例
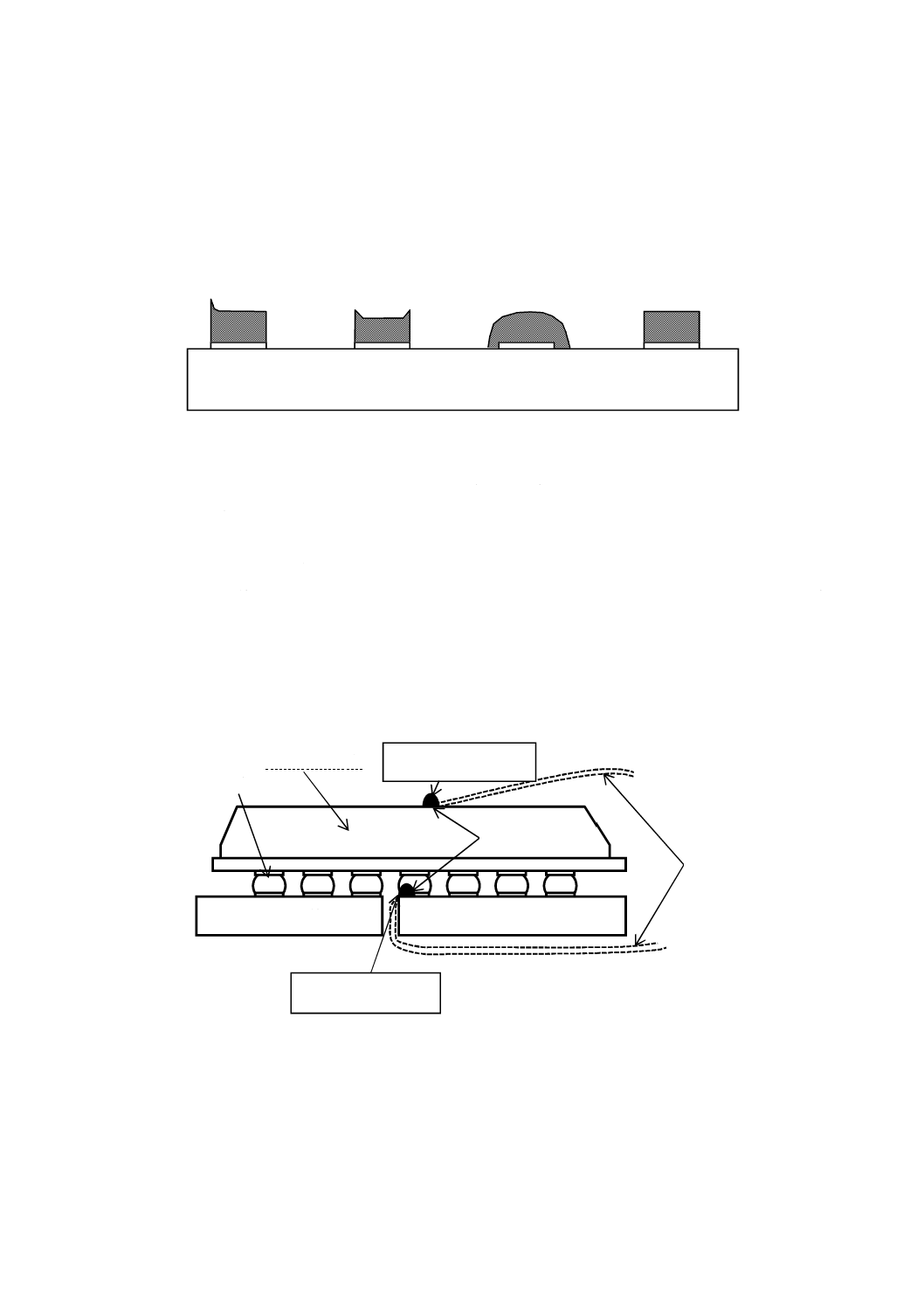
C.4.1 BGAパッケージボール表面汚染によるはんだのはじき
はんだボール表面汚染によるはんだはじき不良の断面観察結果を,図C.2に示す。
はんだボールの表面分析結果によって,有機物系の汚染が確認されている。
図C.2−BGAボール表面汚染によるはんだのはじき不良
C.4.2 パッケージの吸湿によるはんだボールぬれ不良
パッケージの吸湿が原因で発生したはんだボール落ちによるはんだ付け不良の例を,図C.3に示す。
図C.3−はんだボール落ちによるはんだ付け不良の例
19
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.5 製品規格に規定する事項
製品規格には,次の事項を規定することが望ましい。
a) ソルダペースト(C.2.3の記載と異なる場合)
(C.2.3参照)
b) メタルマスク仕様(C.2.4の記載と異なる場合)
(C.2.4参照)
c) 初期測定の項目及び条件
(C.3.1参照)
d) 前処理条件(必要がある場合)
(C.3.2参照)
e) リフロー加熱処理条件(C.3.3の記載と異なる場合)
(C.3.3参照)
f)
2回目リフロー加熱処理の実施有無及び加湿処理条件
(C.3.3参照)
g) 後処理の条件(必要がある場合)
(C.3.4参照)
h) 最終測定の項目及び条件
(C.3.5参照)
20
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
試験用プリント配線板の設計指針
D.1 一般事項
この附属書は,試験用プリント配線板への設計指針に関連する事項について記載する。この附属書は,
パッケージの基板実装状態でのはんだ接合部耐久性を評価するために用いる,試験用プリント配線板の設
計指針を提供する。
試験用プリント配線板へ実装したパッケージのはんだ接合部の温度サイクル試験による耐久性は,試験
用プリント配線板の厚さ,層構成などのほかに,試験用プリント配線板の実装密度に大きく影響を受ける。
特に,試験用プリント配線板の両面同一箇所にエリア端子形状のパッケージを実装した場合,はんだ接合
部の耐久性は,半分程度に低下することが知られている。
評価対象パッケージは,製品において両面実装して用いる場合,試験用プリント配線板の両面にパッケ
ージを実装した状態で,はんだ接合部の耐久性を評価することが望ましい。
D.2 設計指針
D.2.1 一般事項
試験用プリント配線板の設計には,次の事項を考慮しなければならない。
a) 試験用プリント配線板の仕様分類(D.2.2及びD.2.4参照)
b) 試験用プリント配線板の厚さ,層数及び銅パターン厚さ
c) 試験用プリント配線板の材質(D.2.3参照)
d) ランド形状,寸法及び表面処理(D.2.5及びD.2.6参照)
D.2.2 プリント配線板仕様の分類
D.2.2.1 試験用プリント配線板の仕様分類
試験用プリント配線板は,パッケージの用途に応じて表D.1から選定し,試験用プリント配線板の厚さ,
層数及び銅パターン厚さを決定する。
21
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表D.1−試験用プリント配線板の仕様分類
試験用プリント配線板の仕様分類
タイプA
タイプB
タイプC
タイプD
タイプE
用途例
携帯電話,
ビデオカメラ,
レコーダーなど
の携帯機器
ノートPCなど
デスクトップ
PCなどの一般
据置機器
サーバ,
通信機器など
予備試験,
汎用
試験用プリント配線板の厚さ
0.6 mm〜0.8 mm 1.0 mm〜1.2 mm
1.6 mm
2.4 mm
任意
試験用プリント配線板の層数
4層以上
4層以上
4層以上
6層以上
1層以上
端子ピッチ
1.27 mm
−
○
○
○
○
1.00 mm
−
○
○
○
○
0.80 mm
○
○
−
−
○
0.75 mm
○
○
−
−
○
0.65 mm
○
○
−
−
○
0.50 mm
○
○
−
−
○
0.40 mm以下
○
−
−
−
○
標準銅パターン厚
さ(外層/内層)a)
12 μm/18 μm
○
○
−
−
○
18 μm/35μm
−
○
○
○
○
注記1 試験用プリント配線板の厚さ及び層数は,はんだ接合信頼性に影響するため,タイプA〜タイプEの仕様
に分類した。
注記2 試験用プリント配線板のデザインは,搭載するパッケージの端子ピッチに大きく依存する。このため,端
子ピッチの用途例を示した。“○”は,現在主に用いていることを示している。
注記3 銅パターン厚さも搭載する部品の端子ピッチ及び基板工法に大きく依存する。このため,タイプBでは,
二つのパターンを併記する。
注a) 数値は,呼び寸法を示す。
D.2.2.2 一般的な基板仕様
一般的に,試験用プリント配線板の厚さが増加すると,温度サイクル試験時のはんだ接合部の耐久性が
低下する。また,機械的強度は,試験用プリント配線板の厚さが増加すると,はんだ接合部のストレスが
軽減する傾向にあるため,用途ごとに,品質要求を考慮した試験用プリント配線板の仕様を選定すること
が望ましい。
銅パターン厚さは,試験用プリント配線板の配線パターンルール及び工法によって大きく違ってくる。
はんだ接合信頼性の観点からすると,銅パターンの厚さは,厚い方が望ましいが,端子ピッチが狭くなり
ファインなパターン形成を必要とする場合,厚い場合のパターン形成が困難となる。このため,銅パター
ンの厚さの目安として,試験用プリント配線板のランドパターンが,ライン/スペース100/100 μm以下の
狭いルールを採用する場合,銅パターンの厚さは,従来よりも薄くする必要が出てくる。このような基板
ルールを採用する端子ピッチは,エリアアレイ端子形状が0.8 mmピッチ以下のものと推定される。端子
ピッチが0.8 mmを超えても,ビルドアップ基板を用いる場合には,銅パターンの厚さは,18 μm前後とな
り,従来のサブトラクティブ工法で作製する試験用プリント配線板の場合には,スルーホール部の銅めっ
き厚さも,加算して35 μm程度の銅パターンの厚さになる。このため,ビルドアップ基板を採用する可能
性があるタイプA及びタイプB基板は,銅パターンの厚さも標準になる。
D.2.3 試験用プリント配線板の材質
試験用プリント配線板は,JIS C 6484に規定するガラス布基材エポキシ樹脂銅張積層板とする。
D.2.4 試験用プリント配線板の層構成
試験用プリント配線板の層構成は,表D.2に示す。
22
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表D.2−試験用プリント配線板の標準層構成
タイプA,B及びC
タイプD
タイプE
第1層 信号線層
第1層 信号線層
第1層 信号線層
第2層 プレーン層又はメッシュ層
第2層 プレーン層又はメッシュ層
第2層 プレーン層又はメッシュ層
(必要によって選択)
第3層 プレーン層又はメッシュ層
第3層 プレーン層又はメッシュ層
第4層 プレーン層又はメッシュ層
第5層 プレーン層又はメッシュ層
第4層 信号線層
第6層 信号線層
信号線が第1層,及び第4層又は第6層で引き回せない場合,内層プレーン
層を利用するか,又は層数を増やして対応する。
第1層の銅はく(箔)には銅めっき
処理を追加することが望ましい。
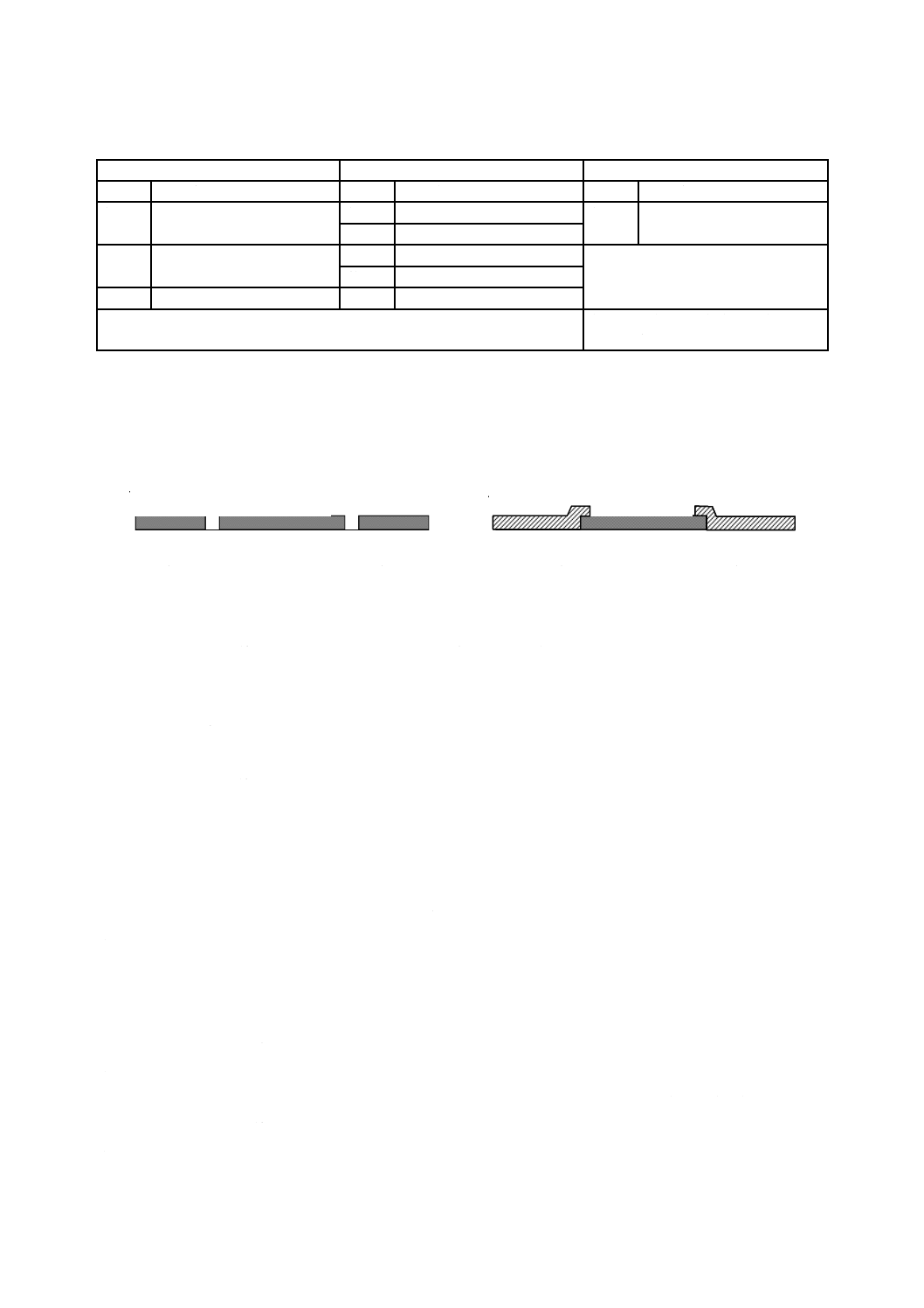
D.2.5 試験用プリント配線板のランド形状
試験用プリント配線板のランド形状は,図D.1に示すいずれかのランド形状を標準とし,評価の要求に
応じて決定する。
a) ソルダレジスト被りなし
(NSMD:Non Solder Mask Defined)
b) ソルダレジスト被りあり
(SMD:Solder Mask Defined)
図D.1−試験用プリント配線板の標準ランド形状
試験用プリント配線板のランド部の表面処理は,銅めっきに有機はんだ付け保護膜(OSP)とも呼ばれ
る耐熱プリフラックス処理を施したものを標準とする。
試験用プリント配線板のランド部は,C.3及び附属書Fの品質確認方法を参照し,両者を満足する基板
を用いることが望ましい。
D.2.6 試験用プリント配線板のランド寸法
試験用プリント配線板のエリアアレイ形パッケージのランド寸法は,製品規格の規定による。
BGA,FBGA,LGA及びFLGAのようなエリアアレイ形パッケージのランド寸法のための設計指針とし
て,IEC 61188-5-8がある。
パッケージのランド径と試験用プリント配線板のランド径との関係は,はんだ接合部の耐久性のために
次のいずれかを選択することが望ましい。
a) パッケージのランド径と試験用プリント配線板のランド径とを一致させる。
b) パッケージのランド径よりも多少大きいランド径を,試験用プリント配線板側に採用する。
D.3 製品規格に規定する事項
製品規格には,次の事項を規定することが望ましい。
a) 試験用プリント配線板の仕様分類
(D.2.2参照)
b) 試験用プリント配線板の寸法
c) 試験用プリント配線板の厚さ(D.2.2の記載と異なる場合)
(D.2.2参照)
d) 試験用プリント配線板の層数(必要がある場合)
(D.2.2参照)
e) 試験用プリント配線板の層構成(必要がある場合)
(D.2.4参照)
ランド
ソルダーレジスト
ランド
ソルダーレジスト
ランド
ソルダーレジスト
ソルダレジスト
ソルダレジスト
23
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
試験用プリント配線板の銅パターンの厚さ(必要がある場合)
(D.2.2参照)
g) 試験用プリント配線板の材質(必要がある場合)
(D.2.3参照)
h) 試験用プリント配線板のランド形状(必要がある場合)
(D.2.5参照)
i)
試験用プリント配線板のランド表面処理(必要がある場合)
(D.2.5参照)
j)
試験用プリント配線板のランド寸法(必要がある場合)
(D.2.6参照)
24
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(参考)
試験用プリント配線板のリフローはんだ耐熱性試験
E.1
一般事項
この附属書は,実装したパッケージのはんだ接合部の耐久性を評価するために用いる試験用プリント配
線板のリフローはんだ耐熱性を評価する試験方法に関連する事項について記載する。
試験用プリント配線板の耐熱性が低い場合には,試験用プリント配線板がリフロー加熱によって曲がり,
本来の温度サイクル試験での熱応力によるはんだ接合部の耐久性を求めることができない可能性がある。
E.2
試験装置
E.2.1 前処理槽
前処理槽は,製品規格に規定する条件を長時間維持できる槽とする。
前処理の条件が,加湿の場合には,加湿装置は,製品規格に規定する温度及び湿度を長時間維持できる
装置とする。この槽の材質は,高温中で反応しないことが望ましい。この前処理に用いる水は,蒸留水又
は脱イオン水とし,抵抗率が0.5 MΩcm以上(導電率が2 μS/cm以下)とする。JIS C 60068-2-78に規定す
る試験が可能な装置が望ましい。
E.2.2 リフローソルダリング装置
リフローソルダリング装置は,図2及び図3に規定する温度プロファイル又は製品規格に規定する温度
プロファイルを満足することが望ましい。
E.3
試験手順
E.3.1 一般事項
吸湿は,パッケージ樹脂材料に比べてプリント配線板材料では重要な問題となりにくい。ただし,試験
用プリント配線板を吸湿しやすい材料で作製する場合は,加湿処理のような前処理を実施する。例えば,
ポリイミド材料は吸湿しやすい。
E.3.2 前処理
前処理が必要な場合は,E.2.1に記載する前処理槽を用いて,製品規格に規定する条件で実施することが
望ましい。
E.3.3 初期測定
試験用プリント配線板の外観を10倍の倍率で目視検査を行い,次の外観異常の有無を調べることが望ま
しい。
− 基板の反り,ゆがみ
− ソルダレジストの剝離
E.3.4 1回目の加湿処理
試験用プリント配線板を,E.2.1に記載する前処理槽を用いて,製品規格に規定する条件で加湿処理を実
施することが望ましい。
E.3.5 1回目のリフロー加熱処理
試験用プリント配線板を,E.2.2に規定するリフローソルダリング装置を用いて,製品規格に規定する条
25
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
件でリフロー加熱処理を実施する。この場合の試験用プリント配線板の表面温度は,中央部の温度を測定
することが望ましい。
E.3.6 2回目の加湿処理
試験用プリント配線板を2回リフロー加熱処理を行う場合は,製品規格に規定する条件で再度加湿処理
を実施することが望ましい。
E.3.7 2回目のリフロー加熱処理
製品規格に規定がない場合,E.3.5に規定する同じ条件で,2回目のリフロー加熱処理を実施する。
E.3.8 最終測定
試験用プリント配線板の外観を10倍の倍率で目視検査を行い,次の外観異常などの有無を調べることが
望ましい。
− 基板の反り,ゆがみ
− 基板の積層間,又はソルダレジストの剝離
− 基板の割れ
− 基板の膨れ
E.4
製品規格に規定する事項
製品規格には,次の事項を規定することが望ましい。
a) 前処理条件(規定が必要な場合)
(E.3.2参照)
b) 加湿条件(規定が必要な場合)
(E.3.4及びE.3.6参照)
c) リフロー加熱の温度プロファイル(規定が必要な場合)
(E.3.5及びE.3.7参照)
d) 最終測定の項目
(E.3.8参照)
26
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F
(参考)
試験用プリント配線板のランドの引き剝がし強度試験
F.1
一般事項
この附属書は,実装したパッケージのはんだ接合部の耐久性を評価するために用いる試験用プリント配
線板のランド引き剝がし強度を,評価する試験方法に関連する事項について記載する。
試験用プリント配線板のランドの引き剝がし強度が低い場合には,本来の温度サイクル試験での熱応力
によるはんだ接合部の耐久性を求めることができない可能性がある。その引き剝がし強度試験の測定結果
には,次の事項が大きく影響する。
− 引き剝がし速度
− プローブ加熱圧着法の場合,プローブとはんだボールとの溶着温度(図F.1参照。)
− プローブ加熱圧着法の場合,引き剝がし試験時のプローブ温度(図F.1参照。)
F.2
試験装置及び材料
F.2.1
引き剝がし強度試験装置
引き剝がし強度試験装置は,F.3.5に記載する条件の測定ができる装置が望ましい。
F.2.2
リフローソルダリング装置
リフローソルダリング装置は,箇条6に規定する温度プロファイルを満足することが望ましい。温度は,
試験用プリント配線板の評価対象ランド近傍の温度を測定することが望ましい。
F.2.3
試験用プリント配線板
製品規格に規定していない場合,試験用プリント配線板はデイジーチェーン回路の要件を除き,5.5に規
定するものを用いることが望ましい。
F.2.4
はんだボール
はんだボールの直径は,試験用プリント配線板の端子ピッチの60 %の大きさのものを用いることが望ま
しい。はんだ組成は,IEC 61190-1-3に規定する組成のものが望ましい。
F.2.5
ソルダペースト
ソルダペーストは,5.6の規定するソルダペーストを用いることが望ましい。
F.2.6
フラックス
フラックスは,IEC 61190-1-1に規定するフラックス品質分類相当のものが望ましい。
F.3
試験手順
F.3.1
加熱前処理
製品規格に規定していない場合,箇条6に規定するリフロー加熱処理を2回実施することが望ましい。
F.3.2
はんだ印刷
ソルダペーストを試験用プリント配線板のランドにG.3.2の記載に従って印刷することが望ましい。
F.3.3
はんだボール搭載
はんだボールは,ソルダペーストを印刷したランド上に搭載する。
27
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
F.3.4
リフロー加熱処理
箇条6に規定する温度プロファイルと同じ加熱処理によって,はんだボールを確実に試験用プリント配
線板上のランドへ溶着することが望ましい。
F.3.5
引き剝がし強度測定
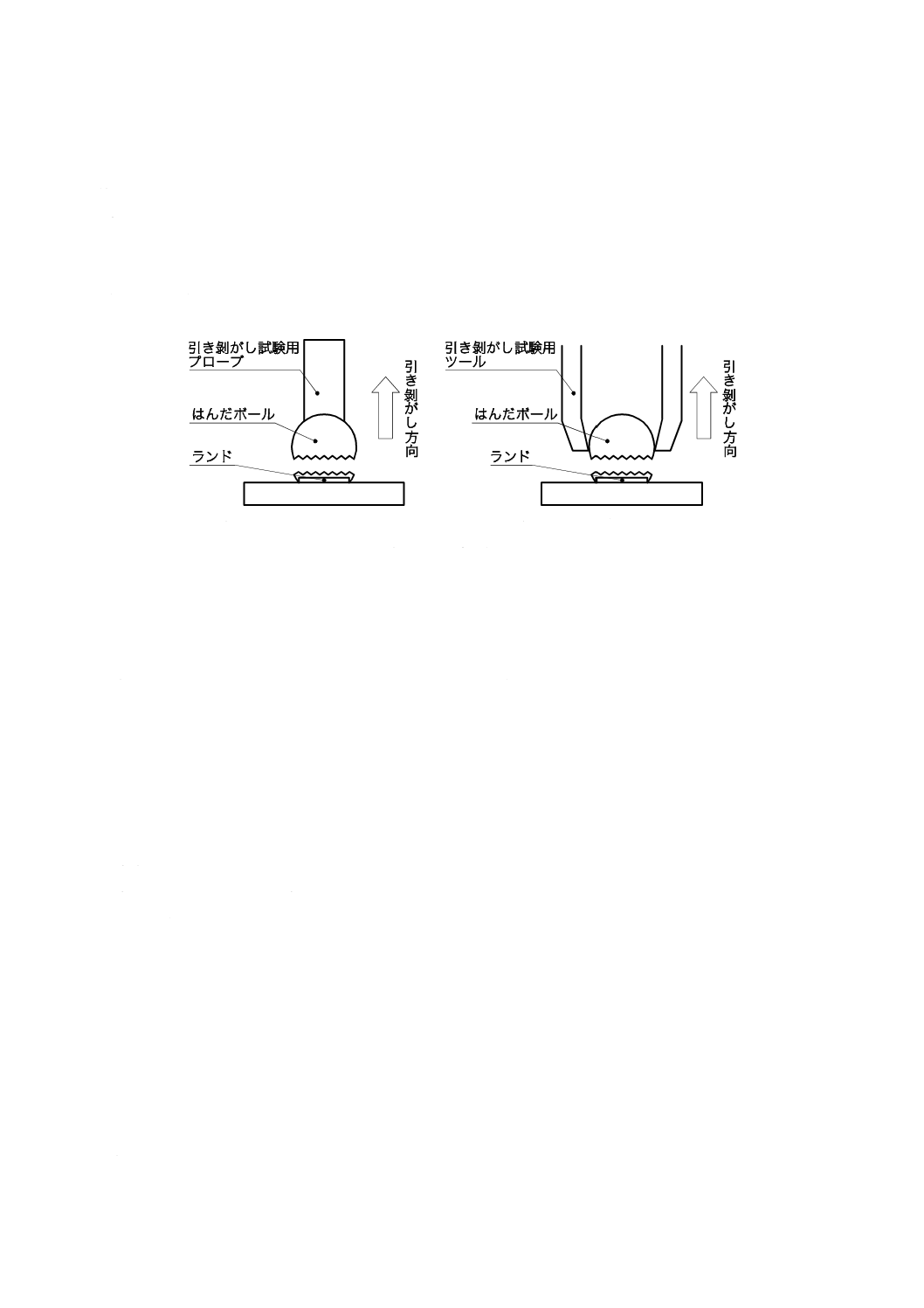
F.3.5.1
測定方法
試験用プリント配線板のランドの引き剝がし試験を,プローブ溶着法又はボール挟み込み法で実施する
(図F.1参照)。
a) 方法A−プローブ溶着法
b) 方法B−ボール挟み込み法
図F.1−ボール引き剝がし強度測定方法
F.3.5.2
引き剝がし強度の測定方法A−プローブ溶着法
F.3.5.2.1
引き剝がし試験用プローブの溶着
はんだめっきなどを施した引き剝がし試験用プローブは,先端にフラックスを転写する。プローブは,
温度220 ℃±20 ℃に加熱した状態で,はんだボールに溶着する。
F.3.5.2.2
測定
プローブを25 ℃±5 ℃まで冷却した後,試験用プリント配線板を固定し,引き剝がし試験用プローブ
を300 μm/s±50 μm/sの速度で引き上げる[図F.1 a) 参照]。
破壊が発生したときの強度を記録する。
F.3.5.3
引き剝がし強度測定方法B−ボール挟み込み法
試験用プリント配線板を固定し,かつ,引き剝がし試験用ツールによってボールを挟み込み,引き剝が
し試験用ツールを300 μm/s±50 μm/sの速度で引き上げる[図F.1 b) 参照]。
破壊が発生したときの強度を記録する。
F.3.6
最終測定
引き剝がし強度を測定後,剝離面の形状を観察し,次に示す破壊モード及び破壊強度を記録する。
− モードA:はんだボール内の破壊
− モードB:はんだボールと基板ランド間との剝離
− モードC:基板ランドと基板間との剝離
引き剝がし強度は,明らかに強いほうがよい。モードCの破壊モードを多く観察した場合,試験用プリ
ント配線板に何らかの接着性の不具合がある。
F.4
製品規格に規定する事項
製品規格には,次の事項を規定することが望ましい。
28
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 前処理条件(規定が必要な場合)
(F.3.1参照)
b) はんだボールの使用
(F.3.3参照)
c) 引き剝がし強度測定方法
(F.3.5参照)
d) 引き剝がし強度測定条件
(F.3.5参照)
e) 引き剝がし強度測定値
(F.3.6参照)
f)
破壊モード
(F.3.6参照)
29
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G
(参考)
パッケージの標準実装プロセス
G.1
一般事項
この附属書は,パッケージのはんだ接合部の耐久性を評価するために用いる標準的な実装プロセスに関
連する事項について記載する。
G.2
試験装置及び材料
G.2.1 試験用プリント配線板
試験用プリント配線板は,5.5に規定するものが望ましい。
注記 試験用プリント配線板に対する要求事項などの確認は,附属書C〜附属書Fに記載する。
G.2.2 ソルダペースト
ソルダペーストは,5.6に規定するソルダペーストを用いることが望ましい。
G.2.3 スクリーン印刷用メタルマスク
スクリーン印刷用メタルマスクは,表G.1に準拠するものが望ましい。
表G.1−エリアアレイ形パッケージ対応メタルマスクの標準仕様
端子形状
メタルマスク厚さ
μm
開口径
エリアアレイ
120〜150
5.5 c) に規定するランド寸法に合わせる。
メタルマスクの製法として,エッチング法,アディティブ法,レーザー加工法などがあるが,ファイン
ピッチでもソルダペーストの抜け性に優れるアディティブ法又はレーザー加工法で作製したスクリーンを
用いることが望ましい。
G.2.4 スクリーン印刷機
スクリーン印刷機は,G.3.2に記載するはんだ印刷が可能な装置が望ましい。
G.2.5 パッケージ搭載装置
パッケージ搭載装置は,G.3.3に記載する部品搭載が可能な装置が望ましい。
G.2.6 リフローソルダリング装置
リフローソルダリング装置は,G.3.4に記載する加熱処理条件を満足するものを用いることが望ましい。
G.3
標準実装プロセス
G.3.1 初期測定
製品規格に規定する供試品の電気的特性を測定する。また,外観を10倍の倍率で目視検査を行い,外観
の異常の有無を調べることが望ましい。
G.3.2 はんだ印刷
はんだ印刷は,G.2.3に記載するスクリーン印刷用メタルマスクを用いて,試験用プリント配線板上に,
欠け,にじみ,ブリッジなどがないようにG.2.2に記載するソルダペーストを用いて実施する。
30
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ソルダペーストの印刷は,次のものがないように印刷条件を設定することが望ましい(図G.1参照)。
− 版離れによるつの
− 中央部の凹み
− 印刷のだれ
図G.1−ソルダペーストの印刷状態の例
さらに,印刷のずれ,かすれなどがないように印刷条件を設定することが重要である。
G.3.3 パッケージ搭載
パッケージの搭載は,G.3.2によってソルダペーストを印刷した試験用プリント配線板に実施する。
G.3.4 リフローソルダリング
試験用プリント配線板に搭載したパッケージの供試品は,図2又は図3に示すいずれかのリフロー温度
プロファイルで,リフローソルダリングを行う。
供試品の温度は,図G.2に示す測定箇所A(パッケージ上面中心部)及び測定箇所B(最内周の端子は
んだ付け部)の温度を測定することが望ましい。
各熱電対は,温度測定への影響及び干渉がない経路で配線することが望ましい。
図G.2−熱電対による供試品の温度測定方法
G.3.5 後処理
製品規格がある場合,試験終了後,製品規格に規定する時間,標準状態に放置する。
G.3.6 最終測定
製品規格の規定によって供試品の電気的特性を測定する。また,外観を10倍の倍率で目視検査を行い,
版離れ時
のつの
中央部の
凹み
印刷のだれ
良好な
印刷状態
はんだ合金
熱電対測定箇所A
熱電対測定箇所B
熱電対
接着剤
パッケージ本体
プリント配線板
31
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
次に示す外観の異常の有無を調べることが望ましい。
− はんだぬれ不良
− はんだのはじき
− ボール脱落
− はんだくわれ
G.4
製品規格に指定する事項
製品規格には,次の事項を規定することが望ましい。
a) ソルダペースト(G.2.2の記載と異なる場合)
(G.2.2参照)
b) メタルマスク仕様(G.2.3の記載と異なる場合)
(G.2.3参照)
c) 初期測定の項目及び条件
(G.3.1参照)
d) ソルダペースト印刷条件(G.3.2の記載と異なる場合)
(G.3.2参照)
e) リフロー加熱処理条件(G.3.4の記載と異なる場合)
(G.3.4参照)
f)
後処理の条件(必要がある場合)
(G.3.5参照)
g) 最終測定の項目及び条件
(G.3.6参照)
32
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書H
(参考)
パッケージの機械的ストレス
H.1 一般事項
この附属書は,パッケージの実装後に予想する機械的ストレスに関連する事項について記載する。
熱ストレス以外の機械的ストレスがパッケージ実装状態の供試品に加わった場合には,本来の温度サイ
クル試験での熱応力によるはんだ接合部の耐久性にも影響を受ける可能性がある。
H.2 機械的ストレス
パッケージ実装状態の供試品の機械的ストレスに対する耐久性を試験する場合は,機械的ストレスの事
象と実使用条件との相関性を十分考慮して,試験を選択し実施する必要がある。
各事象の要求品質例,推定される不具合発生メカニズム,及び評価方法例を,表H.1に示す。
表H.1−エリアアレイ形パッケージおける基板実装状態で受ける機械的ストレス
事象
要求品質例
推定される不具合発生メカニズム
評価方法例
一時的な曲げ 曲げ変位X mmで破壊
しない。
基板曲げによって接合部に生じる過度の応
力による破断
JIS C 62137-3の附属書Dの
基板限界曲げ試験による。
繰返し曲げ
キー押しX回で破壊し
ない。
繰返し基板曲げによって接合部に生じる応
力による疲労破壊
JIS C 62137-1-4の基板繰返
し曲げ試験による。
衝撃
高さX mからY回落下
で破壊しない。
機器落下衝撃時に基板に生じる瞬間的な曲
げによって接合部に生じる応力による破壊
JIS C 62137-1-3又はJIS C
60068-2-27の基板衝撃試験に
よる。
恒久的な曲げ 曲げ変位X mmでY時
間保持し破壊しない。
基板曲げによって接合部に生じる応力によ
るクリープ破断
JIS C 60068-2-21の8.5.1の耐
プリント板曲げ性を用いた,
クリープ破断試験による。
振動
X Hz,Y g,Z時間で破
壊しない。
振動によって基板に生じる瞬間的な曲げに
よって接合部に生じる応力による疲労破壊
JIS C 60068-2-6又はJIS C
60068-2-21の8.5.1による。
33
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
JIS C 60068-1 環境試験方法−電気・電子−通則
注記 対応国際規格:IEC 60068-1:1988,Environmental testing−Part 1: General and guidance及び
Amendment 1:1992(IDT)
JIS C 60068-2-2 環境試験方法−電気・電子−第2-2部:高温(耐熱性)試験方法(試験記号:B)
注記 対応国際規格:IEC 60068-2-2,Environmental testing−Part 2-2: Tests−Test B: Dry heat(IDT)
JIS C 60068-2-6 環境試験方法−電気・電子−第2-6部:正弦波振動試験方法(試験記号:Fc)
注記 対応国際規格:IEC 60068-2-6,Environmental testing−Part 2-6: Tests−Test Fc: Vibration (sinusoidal)
(IDT)
JIS C 60068-2-21 環境試験方法−電気・電子−第2-21部:試験−試験U:端子強度試験方法
注記 対応国際規格:IEC 60068-2-21:2006,Environmental testing−Part 2-21: Tests−Test U: Robustness of
terminations and integral mounting devices(IDT)
JIS C 60068-2-27 環境試験方法−電気・電子−第2-27部:衝撃試験方法(試験記号:Ea)
注記 対応国際規格:IEC 60068-2-27,Environmental testing−Part 2-27: Tests−Test Ea and guidance:
Shock(IDT)
JIS C 60068-2-58 環境試験方法−電気・電子−表面実装部品(SMD)のはんだ付け性,電極の耐はんだ
食われ性及びはんだ耐熱性試験方法
注記 対応国際規格:IEC 60068-2-58:2004,Environmental testing−Part 2-58: Tests−Test Td: Test methods
for solderability, resistance to dissolution of metallization and to soldering heat of surface mounting
devices (SMD)(IDT)
JIS C 60068-2-78 環境試験方法−電気・電子−第2-78部:高温高湿(定常)試験方法(試験記号:Cab)
注記 対応国際規格:IEC 60068-2-78:2001,Environmental testing−Part 2-78: Tests−Test Cab: Damp heat,
steady state(IDT)
JIS C 62137-1-3 表面実装技術−はんだ接合部耐久性試験方法−第1-3部:繰返し落下試験方法
注記 対応国際規格:IEC 62137-1-3:2008,Surface mounting technology−Environmental and endurance test
methods for surface mount solder joint−Part 1-3: Cyclic drop test(IDT)
JIS C 62137-1-4 表面実装技術−はんだ接合部耐久性試験方法−第1-4部:繰返し曲げ試験方法
注記 対応国際規格:IEC 62137-1-4:2009,Surface mounting technology−Environmental and endurance test
methods for surface mount solder joint−Part 1-4: Cyclic bending test(IDT)
JIS Z 3197 はんだ付用フラックス試験方法
注記 対応国際規格:IEC 61190-1-1,Attachment materials for electronic assembly−Part 1-1: Requirements
for soldering fluxes for high-quality interconnections in electronics assembly(MOD)
IEC 60068-2-44:1995,Environmental testing−Part 2-44: Tests−Guidance on test T: Soldering
IEC 60749-1:2002,Semiconductor devices−Mechanical and climatic test methods−Part 1: General
IEC 60749-20:2008,Semiconductor devices−Mechanical and climatic test methods−Part 20: Resistance of
plastic encapsulated SMDs to the combined effect of moisture and soldering heat
IEC 60749-20-1:2009,Semiconductor devices−Mechanical and climatic test methods−Part 20-1: Handling,
packing, labelling and shipping of surface-mount devices sensitive to the combined effect of moisture and
34
C 62137-4:2016 (IEC 62137-4:2014)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
soldering heat
IEC 61188-5-8,Printed boards and printed board assemblies−Design and use−Part 5-8: Attachment (land/joint)
considerations−Area array components (BGA, FBGA, CGA, LGA)
IEC 61189-3:2007,Test methods for electrical materials, printed boards and other interconnection structures and
assemblies−Part 3: Test methods for interconnection structures (printed boards)
IEC 61189-5,Test methods for electrical materials, interconnection structures and assemblies−Part 5: Test
methods for printed board assemblies
IEC 61190-1-2,Attachment materials for electronic assembly−Part 1-2: Requirements for soldering pastes for
high-quality interconnects in electronics assembly
IEC 61760-1:2006,Surface mounting technology−Part 1: Standard method for the specification of surface
mounting components (SMDs)
Rao R. Tummala, E. J. Rymazewski, A. G. Klopfenstein (Edited) “Microelectronics Packaging Handbook second
edition on CD-ROM” CHAPMAN & HALL
John H. LAU (Edited) “Ball Grid Array Technology” p153-162, MacGraw-Hill, Inc.
Kuniaki Takahashi, “Large BGA Packaging Technology for Note-PC” (in Japanese), SMT Forum ʻ96, Japan
Kuniaki Takahashi, “BGA·CSP Packaging Technology and Evaluation Method for Note-PC” (in Japanese), SMT
Forumʼ98, Japan
Katsuya Kosuge, “Standardization of High Density Packaging and CSP Evaluation Technology” (in Japanese),
SMT Forumʼ98, Japan
Yuuji Ooto et al., “Temperature and Frequency dependence of Fatigue elongation exponent and the coefficient of
Sn-Ag-Cu Micro solder” (in Japanese), 24th JIEP Spring Conference Proceedings, pp.310-311, (2010)
Y. kanda and Y. Kariya, “Influence of Asymmetrical Waveform on Low-Cycle Fatigue Life of Micro Solder Joint”,
Journal of Electronic Materials: Volume 39, Issue 2 (2010)
Y. kanda, Y. Kariya and Y. Oto, “Influence of Cyclic Strain-Hardening Exponent on Fatigue Ductility Exponent for
a Sn-Ag-Cu Micro-Solder Joint”, Journal of Electronic Materials (2011)
Y. kanda, Y. Kariya and T. Tasaka, “Effect of Strain-Enhanced Microstructural Coarsening on the Cyclic
Strain-Hardening Exponent of Sn-Ag-Cu Joints”, Materials Transactions, Vol. 53, No.12, (2012)