C 61300-3-36:2012 (IEC 61300-3-36:2000)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 光ファイバコネクタフェルールの内径測定方法 ······································································ 1
3.1 目的 ···························································································································· 1
3.2 概要 ···························································································································· 1
3.3 検査手順:ピンゲージ法 ································································································· 2
3.4 個別規格に規定する事項 ································································································· 3
4 光ファイバコネクタフェルールの外径測定方法 ······································································ 3
4.1 目的 ···························································································································· 3
4.2 概要 ···························································································································· 3
4.3 検査手順 ······················································································································ 3
4.4 個別規格に規定する事項 ································································································· 6
C 61300-3-36:2012 (IEC 61300-3-36:2000)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般財団法人光産業技術振興協会(OITDA)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS C 61300の規格群には,次に示す部編成がある。
JIS C 61300-1 第1部:通則
JIS C 61300-2-2 第2-2部:繰返しかん合試験
JIS C 61300-2-12 第2-12部:落下衝撃試験
JIS C 61300-2-14 第2-14部:光パワー損傷のしきい値試験
JIS C 61300-2-15 第2-15部:結合部ねじり試験
JIS C 61300-2-17 第2-17部:低温試験
JIS C 61300-2-18 第2-18部:高温試験
JIS C 61300-2-19 第2-19部:高温高湿試験(定常状態)
JIS C 61300-2-22 第2-22部:温度サイクル試験
JIS C 61300-2-45 第2-45部:浸水試験
JIS C 61300-2-46 第2-46部:湿熱サイクル試験
JIS C 61300-2-47 第2-47部:熱衝撃試験
JIS C 61300-2-48 第2-48部:温湿度サイクル試験
JIS C 61300-3-2 第3-2部:シングルモード光デバイスの光損失の偏光依存性
JIS C 61300-3-3 第3-3部:挿入損失及び反射減衰量変化のモニタ方法
JIS C 61300-3-4 第3-4部:損失測定
JIS C 61300-3-6 第3-6部:反射減衰量測定
JIS C 61300-3-15 第3-15部:球面研磨光ファイバコネクタのフェルール端面の頂点偏心量測定
JIS C 61300-3-16 第3-16部:球面研磨光ファイバコネクタのフェルール端面の曲率半径測定
JIS C 61300-3-20 第3-20部:波長選択性のない光ブランチングデバイスのディレクティビティ測定
JIS C 61300-3-26 第3-26部:光ファイバとフェルール軸との角度ずれの測定
JIS C 61300-3-27 第3-27部:多心光ファイバコネクタプラグの穴位置測定
JIS C 61300-3-28 第3-28部:過渡損失測定
JIS C 61300-3-30 第3-30部:多心光ファイバコネクタ用フェルールの研磨角度及び光ファイバ位置
測定
JIS C 61300-3-31 第3-31部:光ファイバ光源の結合パワー比測定
JIS C 61300-3-36 第3-36部:光ファイバコネクタフェルールの内径及び外径の測定
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 61300-3-36:2012
(IEC 61300-3-36:2000)
光ファイバ接続デバイス及び光受動部品−
基本試験及び測定手順−
第3-36部:光ファイバコネクタフェルールの
内径及び外径の測定
Fiber optic interconnecting devices and passive components-
Basic test and measurement procedures-Part 3-36: Measurement methods
for the inside and outside diameters of fiber optic connector ferrules
序文
この規格は,2000年に第1版として発行されたIEC 61300-3-36を基に,技術的内容及び構成を変更する
ことなく作成した日本工業規格である。
1
適用範囲
この規格は,光ファイバコネクタフェルールの内径及び外径の測定方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 61300-3-36:2000,Fibre optic interconnecting devices and passive components−Basic test and
measurement procedures−Part 3-36: Examinations and measurements−Measurement methods for
the inside and outside diameters of fibre optic connector ferrules(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
(対応国際規格では,この箇条において,引用規格の記載はなく,引用規格について定形文の記載だけ
のため,この規格では不要であり,不採用とした。)
3
光ファイバコネクタフェルールの内径測定方法
3.1
目的
この測定方法は,光ファイバコネクタフェルールの精密穴の内径を検査及び測定することを目的とする。
精密穴は,フェルールの内部に光ファイバを整列させて位置決めをする。通りピンゲージ及び止まりピン
ゲージを使用した測定法を,3.2及び3.3に示す。
3.2
概要
内径検査で最も一般に用いられている方法は,通りピンゲージ及び止まりピンゲージを使用する方法で
2
C 61300-3-36:2012 (IEC 61300-3-36:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ある。
シングルモード光ファイバ用フェルール及びマルチモード光ファイバ用フェルールの精密穴の内径は,
非常に小さく,直接測定で正確に検査することは難しい。投影光学顕微鏡を用いてフェルールの精密穴を
投影する方法,又は画像化してデジタル処理する装置を使用する方法によって,フェルールの精密穴の内
径を直接測定できるが,これらの方法は精密穴の内縁を決めるときに不正確になる傾向がある。
したがって,規定寸法範囲内に製造されたフェルールの精密穴の内径測定では,ピンゲージを使用する
方法が最も一般的な方法である。
3.3
検査手順:ピンゲージ法
ピンゲージは,炭化タングステン,ルビー,硬質セラミックなどの耐磨耗性がある材料で作り,かつ,
剛性がなければならない。
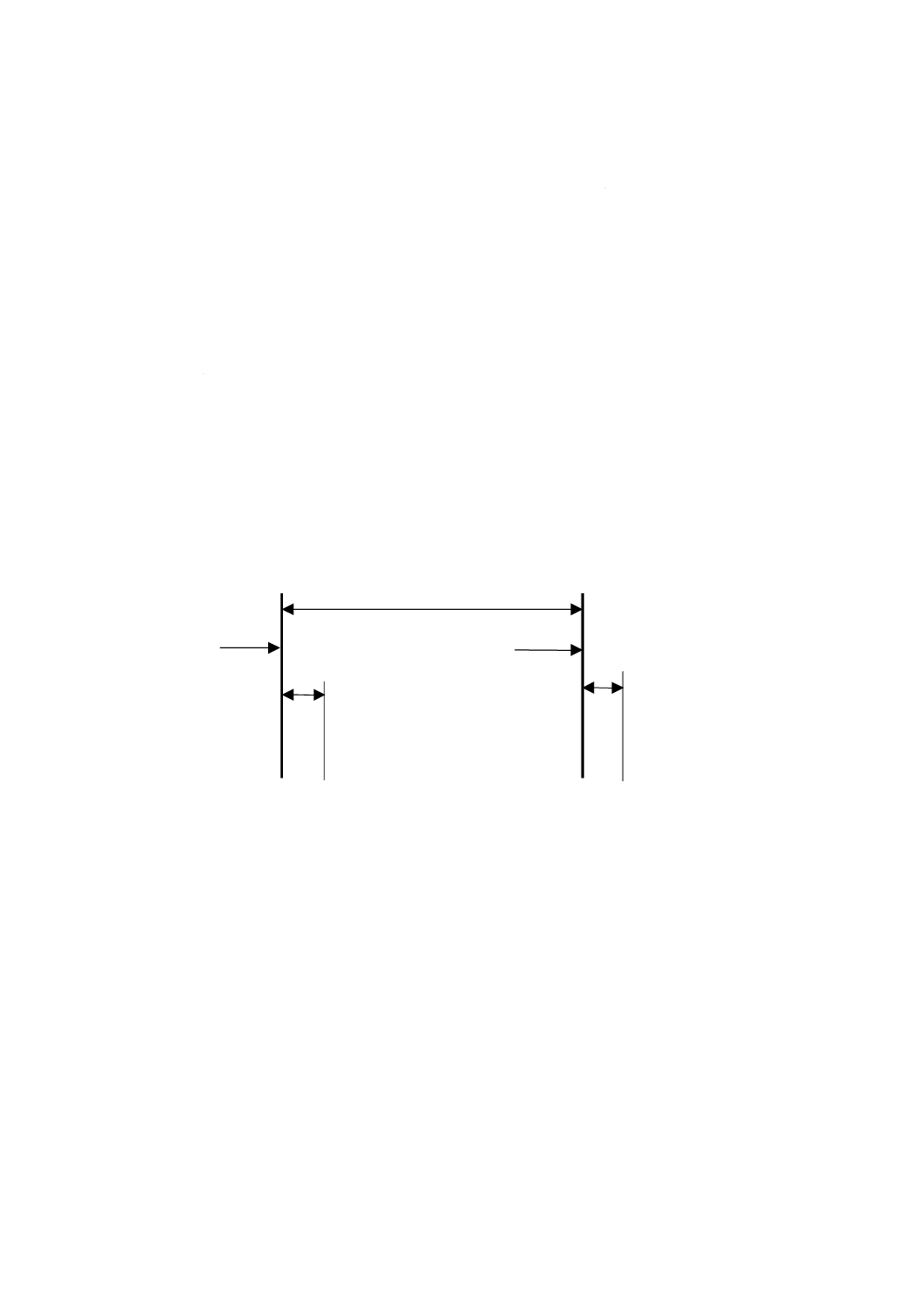
3.3.1
フェルールのゲージ設定(図1参照)
通りピンゲージの場合,ピンゲージの外径は,フェルールの精密穴の規定する内径の下限値に等しいか,
又は大きくなければならない。また,穴の全長を検査できなければならない。
止まりピンゲージの場合,ピンゲージの外径は,フェルールの精密穴の規定する内径の上限値に等しい
か,又は大きくなければならない。
注記:
DLL 規格下限値
DUL 規格上限値
通りピンゲージ
外径の許容範囲
DLL
DUL
DLL
DUL
通りピンゲージ外径
止まりピンゲージ外径
止まりピンゲージ
外径の許容範囲
フェルールの精密穴内径の偏差の範囲
フェルールの
精密穴内径 DLL
フェルールの
精密穴内径 DUL
図1−ピンゲージの精密穴内径に対する許容範囲
3.3.2
検査条件
検査条件は,次による。
a) 環境が管理された場所で検査を行う。室温は,測定に対する許容誤差,並びに検査に使用するピンゲ
ージ及びフェルール材料の熱膨張率によって決められた限度以内とする。
b) ピンゲージは,汚れがないものとし,使用する前に清掃する。
c) フェルールへ挿入する前に,十分な精度があり適切に校正された機器を用いてピンゲージの直径を測
定する。
d) ピンゲージの外径又はピンゲージの外径を校正する機器は,信頼できる機関によって定期的に検査を
3
C 61300-3-36:2012 (IEC 61300-3-36:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
受け,保証されていなければならない。
3.3.3
検査手順
検査手順は,次による。
a) 使用する前にアルコール及び無じん(塵)紙を用いてピンゲージを清掃する。
b) 通りピンゲージをフェルールの精密穴に完全に挿入されるまで徐々に挿入する。
c) フェルールの精密穴にピンゲージを挿入するとき,角度ずれがないように,ピンゲージの軸とフェル
ールの軸とを一致させる。
d) フェルールの精密穴にピンゲージを挿入するときは,フェルールの軸(フェルールの長さ方向)を中
心としてゆっくり回転させながら挿入してもよい。
e) 通りピンゲージがフェルールの精密穴に完全に挿入できない場合,そのフェルールは不良とする。
f)
止まりピンゲージをフェルールの精密穴に徐々に挿入できるか確認する。
g) 止まりピンゲージがフェルールの精密穴に挿入できた場合,そのフェルールは不良とする。
3.4
個別規格に規定する事項
必要がある場合,次の事項を製品規格などの個別規格に規定する。
− フェルールの精密穴の内径の規格上限値及び規格下限値
− フェルールの長さ
− フェルールの精密穴の長さ
− ピンゲージの長さ,ピンゲージの直径及び公差
− ピンゲージの真円度
− ピンゲージの直径の均一性
− ピンゲージの表面粗さ
4
光ファイバコネクタフェルールの外径測定方法
4.1
目的
この測定方法は,光ファイバコネクタフェルールの外径を検査及び測定することを目的とする。リング
ゲージ法,レーザ式及び接触式マイクロメータ法,並びに移動量測定法を,次に示す。
4.2
概要
光ファイバコネクタフェルールの外径を検査する方法には,通りリングゲージ及び止まりリングゲージ
を使用する方法がある。また,他の適切な方法によってフェルール外径を直接測定することもできる。適
切な性能を得るには,光ファイバコネクタフェルールの外径が規格化された寸法及び公差に適合している
必要がある。
4.3
検査手順
4.3.1
方法1:リングゲージ法
リングゲージは,炭化タングステン,ルビー,硬質セラミックなどの耐磨耗性がある材料で作り,かつ,
剛性がなければならない。リングゲージの内部の表面は滑らかな円筒状でなければならない。
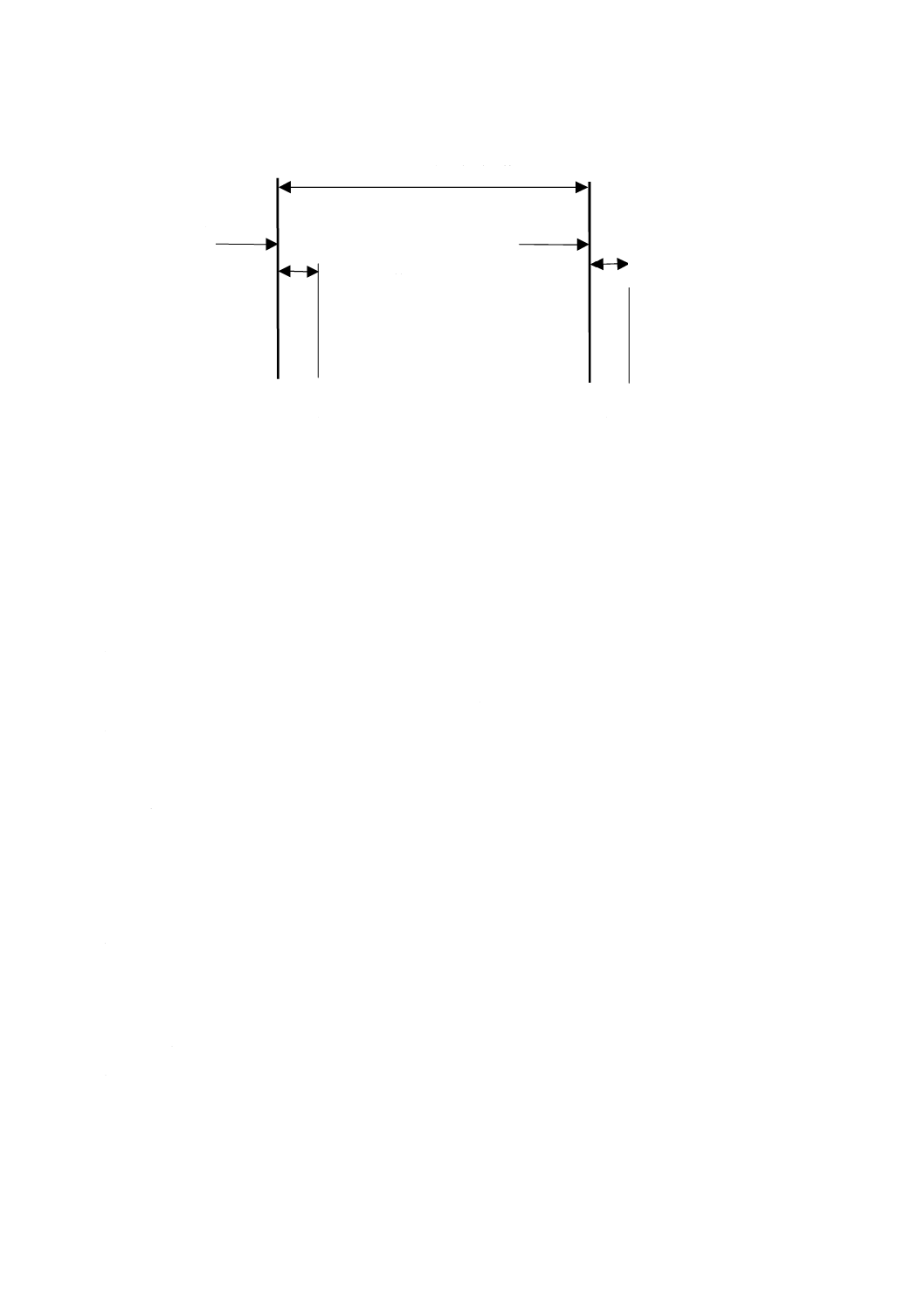
4.3.1.1
フェルールのゲージ設定(図2参照)
通りリングゲージの場合,リングゲージの内径は,フェルールの規定する外径の上限値に等しいか,又
は大きくなければならない。
止まりリングゲージの場合,リングゲージの内径は,フェルールの規定する外径の下限値に等しいか,
又は大きくなければならない。
4
C 61300-3-36:2012 (IEC 61300-3-36:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
フェルール外径の偏差の範囲
注記:
DLL 規格下限値
DUL 規格上限値
フェルール
外径 DLL
止まりリングゲージ
内径の許容範囲
DLL DUL
止まりリングゲージ内径
フェルール
外径 DUL
DLL
DUL
通りリングゲージ
内径の許容範囲
通りリングゲージ内径
図2−リングゲージのフェルール外径に対する許容範囲
4.3.1.2
検査条件
検査条件は,次による。
a) リングゲージへの挿入回数を記録する。
b) 環境が管理された場所で検査を行う。 室温は,測定に対する許容誤差,並びに検査に使用するリング
ゲージ及びフェルール材料の熱膨張率によって決められた限度以内とする。
c) リングゲージは,汚れがないものとし,使用する前に清掃する。
d) リングゲージの内径は,製品規格等の個別規格で規定する真円度,円筒度及び表面仕上げの規定に合
致していなければならない。
e) フェルールへ挿入する前に,十分な精度があり適切に校正された機器を用いてリングゲージの直径を
測定する。
f)
リングゲージの直径又はリングゲージの直径を校正する機器は,信頼できる機関によって定期的に検
査を受け,保証されていなければならない。
4.3.1.3
検査手順
検査手順は,次による。
a) 使用する前にアルコール及び無じん(塵)紙を用いてリングゲージを清掃する。
b) フェルールを通りリングゲージを通り抜けるまで徐々に挿入する。フェルールが,通りリングゲージ
を通り抜けない場合,そのフェルールは不良とする。
c) フェルールを止まりリングゲージに徐々に挿入できるか確認する。フェルールが,止まりリングゲー
ジに挿入できた場合,そのフェルールは不良とする。
d) フェルールをリングゲージに挿入するときは,フェルールの軸(フェルールの長さ方向)を中心とし
てゆっくり回転させながら挿入してもよい。
4.3.2
方法2:レーザ式及び接触式マイクロメータ法
フェルールの外径の測定は,その円筒度も含め,レーザ式マイクロメータ又は接触式マイクロメータを
5
C 61300-3-36:2012 (IEC 61300-3-36:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
用いて行うことができる。
4.3.2.1
検査条件
マイクロメータは,フェルールの外径を測定するために十分な精度をもっており,測定結果は国家標準
に対する計量トレーサビリティが確保されていなければならない。
4.3.2.2
レーザ式マイクロメータ法の検査手順
レーザ式マイクロメータ法の検査手順は,次による。
a) 標準器の外径を清掃して,レーザ式マイクロメータのサンプルホルダに設置する。 レーザビームが標
準器の基準面から約1.5 mmの位置に照射するように,サンプルホルダの位置決めをする。垂直方向
の位置誤差を最小にするために,標準器が走査領域の中央になるように設定する。レーザ式マイクロ
メータを外径測定モードに設定して,標準器の外径を測定する。必要な場合,補正係数を記録する。
サンプルホルダから標準器を取り除く。
b) 測定前に,フェルールを清掃する。サンプルホルダにフェルールを挿入する。レーザビームがフェル
ールの端面(研磨される面)から約1.5 mmの位置に照射するように,サンプルホルダの位置決めを
する。およそ等間隔でフェルール円周上の3点で直径を測定し,最小及び最大の測定値を記録する。
必要な場合,補正係数によって,フェルール外径の最小値及び最大値を求める。
c) サンプルホルダの位置を変え,レーザビームをフェルールの長さ方向に異なる位置でフェルールに照
射する。例えば,初期位置から3 mm離れた位置に照射する。再び,およそ等間隔で円周上3点の直
径を測定する。測定値に必要な補正を行い,フェルール外径の最小値及び最大値を求める。
d) 真円度及び円筒度を他の測定法によって測定し実証している場合,上記の項目b) 及びc) に規定した
3点の測定は,必要としない。
4.3.2.3
接触式マイクロメータ法の検査手順
接触式マイクロメータ法の検査手順は,次による。
a) 清掃紙及びシムを用いて測定台及び接触子を清掃する。ほこり及び油の跡を全て取り除く。零校正は
数回行う。測定誤差は0.02 μm以下とする。
b) ゼロ表示する初期状態に表示をリセットする。測定器の精度は測定許容値より10倍以上でなければな
らない。
c) レバーで接触子を持ち上げて,測定台にフェルールを置く。作業者の手の熱の影響を回避するために,
フェルールはできる限り間接的に操作する。
d) フェルール上に接触子を降ろして測定する。
e) フェルールから測定器表面に汚れが転写されたとしても直ちに検知できるように,それぞれの測定後
にゼロ点校正を再度確認する。
4.3.3
方法3:移動量測定法
4.3.3.1
概要
フェルールは,可動台上の取付具に取り付ける。フェルール軸は,台の可動方向に垂直方向に固定する。
精密ビデオカメラが附属した顕微鏡などの光学的手段によって,又は磁気センサ若しくは容量性センサの
機械的手段によって,フェルール円筒の一方の端面の位置をx1として記録する。フェルール外径を横切っ
て移動させることによって,フェルール円筒の他方の位置をx2として記録する。フェルール外径は,可動
台の二つの位置の差(x2−x1)として算出する。
4.3.3.2
検査条件
検査条件は,次による。
6
C 61300-3-36:2012 (IEC 61300-3-36:2000)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 機械的な部品,取付具及び可動台の精度は,必要な測定精度及び再現性を保証するのに十分でなけれ
ばならない。
b) 光学的手段は,画像中心にx-yマーカが表示できる。
c) 光学的手段は,測定に必要な分解能及び精度を得るため,必要な解像度,精度及び線形性をもつ。
d) 測定装置を正確に校正するために,フェルールの外径に相当する直径の基準ゲージを使用する。
e) 測定を確実なものにするために,検査中の環境が管理されて安定していなければならない。測定装置
の校正及びフェルールの測定は,同一環境で行う。
4.3.3.3
検査手順
検査手順は,次による。
a) フェルール円筒の一方の端面の位置(x1)を記録する。
b) フェルールの中心がx-yマーカを通り越して,フェルール円筒のもう一方の端面に到達するまで台を
移動する。その位置(x2)を記録する。
c) フェルール外径は,フェルールの二つの位置の差(x2−x1)として求める。
4.4
個別規格に規定する事項
4.4.1
方法1
検査方法1で必要がある場合,次の事項を製品規格などの個別規格に規定する。
− フェルール外径の規格上限値及び規格下限値
− フェルールの長さ
− フェルール外径の真円度
− フェルール外径の円筒度
− リングゲージの内径寸法
− リングゲージの真円度
− リングゲージの長さ
− リングゲージの表面仕上げ
4.4.2
方法2
検査方法2で必要がある場合,次の事項を製品規格などの個別規格に規定する。
− フェルール外径の規格上限値及び規格下限値
− フェルールの真円度
− 使用した測定方法
4.4.3
方法3
検査方法3で必要がある場合,次の事項を製品規格などの個別規格に規定する。
− フェルール外径の規格上限値及び規格下限値
− フェルールの真円度