C 60068-2-58:2020 (IEC 60068-2-58:2015/Amd.1:2017)
(1)
追補1のまえがき
このJIS C 60068-2-58の追補1は,産業標準化法に基づき,日本産業標準調査会の審議を経て,経済産
業大臣がJIS C 60068-2-58:2016を改正した内容だけを示すものである。
JIS C 60068-2-58:2016は,この追補1の内容の改正がされ,JIS C 60068-2-58:2020となる。
日本産業規格 JIS
C 60068-2-58:2020
(IEC 60068-2-58:2015/Amd.1:2017)
環境試験方法−電気・電子−第2-58部:
表面実装部品(SMD)のはんだ付け性,
電極の耐はんだ食われ性及びはんだ耐熱性試験方法
(追補1)
Environmental testing-Part 2-58: Tests-Test Td:
Test methods for solderability, resistance to dissolution of metallization
and to soldering heat of surface mounting devices (SMD)
(Amendment 1)
追補1の序文
この追補は,2015年に第4版として発行されたIEC 60068-2-58に対して2017年に発行されたAmendment
1に基づいた追補であるが,JIS C 60068-2-58:2016で既に取込み済みの内容については,削除して作成し
たものである。
なお,この追補で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
JIS C 60068-2-58:2016を,次のように改正する。
8.5.8(評価)の全体を,次に置き換える。
はんだはじきの評価は,A.2による。
この試験は,はんだはじきを直接評価するのではなく,はんだはじきの可能性を評価することに留意す
る。
10.2(端子部のはんだ付け性)を,次に置き換える。
10.2
端子部のはんだ付け性
“*”マークが付いている事項は,必須項目である(10.1参照)。
はんだ付け性については,次による。
a) 試験項目 *
b) 適用方法 *
c) 前処理の条件(要求がある場合)
d) はんだ槽法
1) 選定したはんだ合金 *
2) フラックスの種類 *
2
C 60068-2-58:2020 (IEC 60068-2-58:2015/Amd.1:2017)
3) クランピング,フラックス塗布及びはんだ浸せき *
4) 予備加熱 *
5) 浸せき姿勢
6) 浸せきの温度及び時間 *
e) リフロー法
1) ソルダペーストの組成 *
2) 試験用基板の詳細寸法 *
3) ソルダペーストの厚さ *
4) ソルダペーストの量
5) 搭載手順
6) 温度プロファイル *
7) 温度の測定位置 *
f)
取外しの手順
g) 洗浄方法
h) 後処理の条件
i)
検査する端子の領域 *
j)
最終検査の要求事項及び受入判定基準 *
10.3(はんだ耐熱性,はんだはじき及び電極の耐はんだ食われ性)を,次に置き換える。
10.3
はんだ耐熱性,はんだはじき及び電極の耐はんだ食われ性
“*”マークが付いている事項は,必須項目である(10.1参照)。
はんだ耐熱性,はんだはじき及び電極の耐はんだ食われ性については,次による。
a) 試験項目 *
b) 適用方法 *
c) 前処理の条件(要求がある場合)*
d) はんだ槽法
1) 選定したはんだ合金 *
2) フラックスの種類 *
3) クランピング,フラックス塗布及びはんだ浸せき *
4) 予備加熱 *
5) 浸せき姿勢
6) はんだの温度及び浸せき時間 *
7) はんだ耐熱性試験の回数 *
e) リフロー法
1) ソルダペーストの組成(要求がある場合)*
2) 試験用基板の詳細寸法(はんだ耐熱性試験の場合で,要求がある場合)*
3) ソルダペーストの厚さ(要求がある場合)*
4) ソルダペーストの量(要求がある場合)*
5) 搭載手順(要求がある場合)*
6) 温度プロファイル *
3
C 60068-2-58:2020 (IEC 60068-2-58:2015/Amd.1:2017)
7) 温度の測定位置 *
8) はんだ耐熱性試験の回数 *
f)
取外しの手順
g) 洗浄方法
h) 後処理の条件
i)
検査する端子の領域 *
j)
最終検査の要求事項及び受入判定基準 *
A.1.2(はんだ槽法及びリフロー法)の図A.1を,次のように置き換える。また,注記を本文の下に追加す
る。
注記 図A.1は,ぬれ性の評価を補助するため,細部の詳細が十分見えるようにしながら,寸法を顕
微鏡下の視野と比較可能な大きさで再現した写真である。
4
C 60068-2-58:2020 (IEC 60068-2-58:2015/Amd.1:2017)
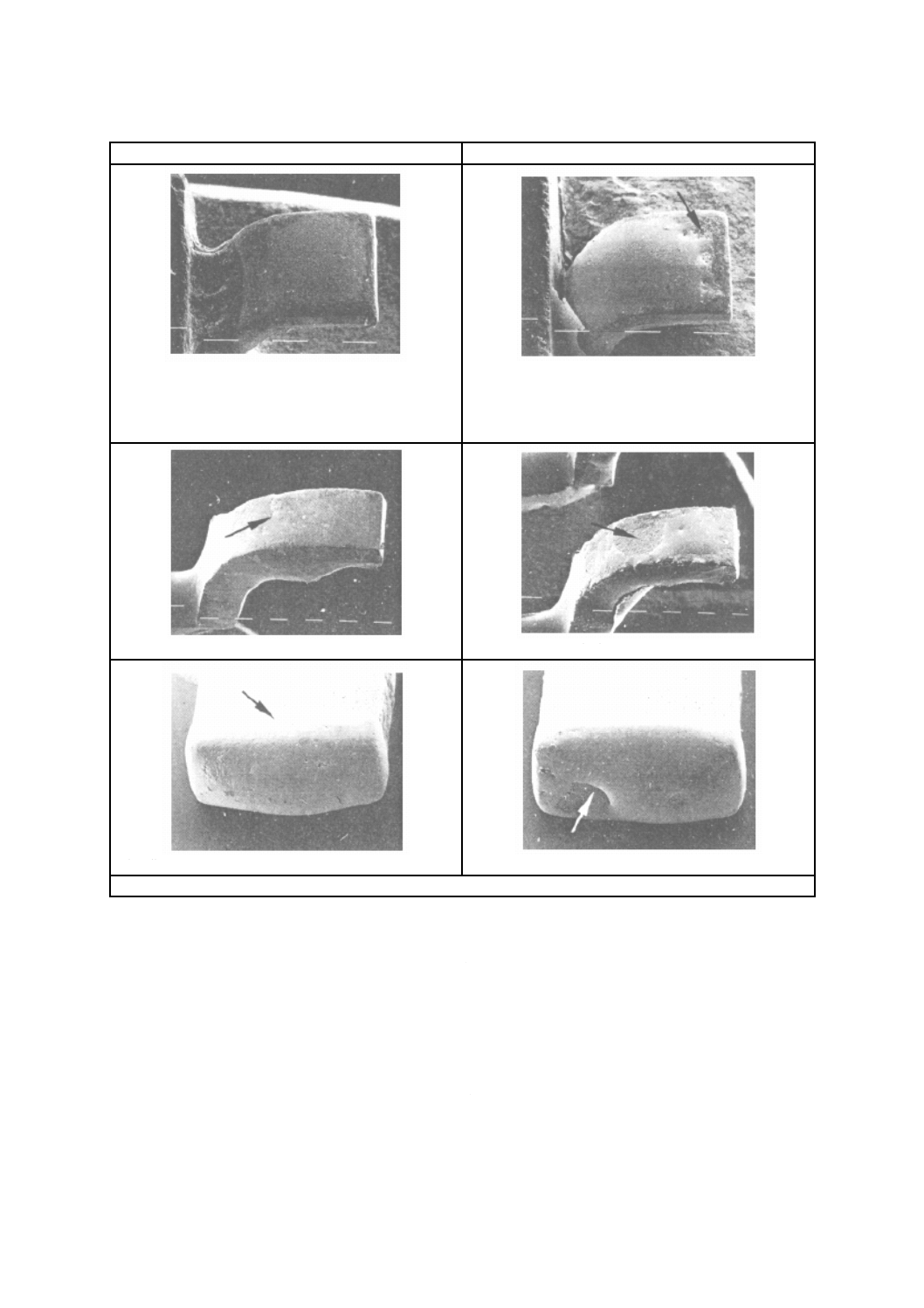
合格例
不合格例
端子下面及び側面共に理想的な被覆である。見えてい
る縁取りは,接触角が存在しないので,はんだはじき
ではない。本体と端子との間に残ったフラックスは,
取り除いていない。
先端部に5 %を超えるはんだはじきがある。曲がりの
部分は,よく被覆されている。
表面上に理想的でない被覆の点が観察される。
脚の部分に5 %を超えるはんだはじきがある。
ごく僅かな不規則性が見られる。
面積の5 %を超える部分が,ぬれていない。
矢印は,ぬれの不完全(合格又は不合格)な部分を示す。
図A.1−ぬれ性の評価
A.1.3(リフロー法の追加要求)を,次のように置き換える。
リフロー法の場合,判定基準はA.1.2に追加して次による。
・ 評価領域に不規則なはんだ蓄積又はソルダボールの発生があってはならない。
・ 端子部の表面は,不規則性又は損傷のない均一状態でなければならない。
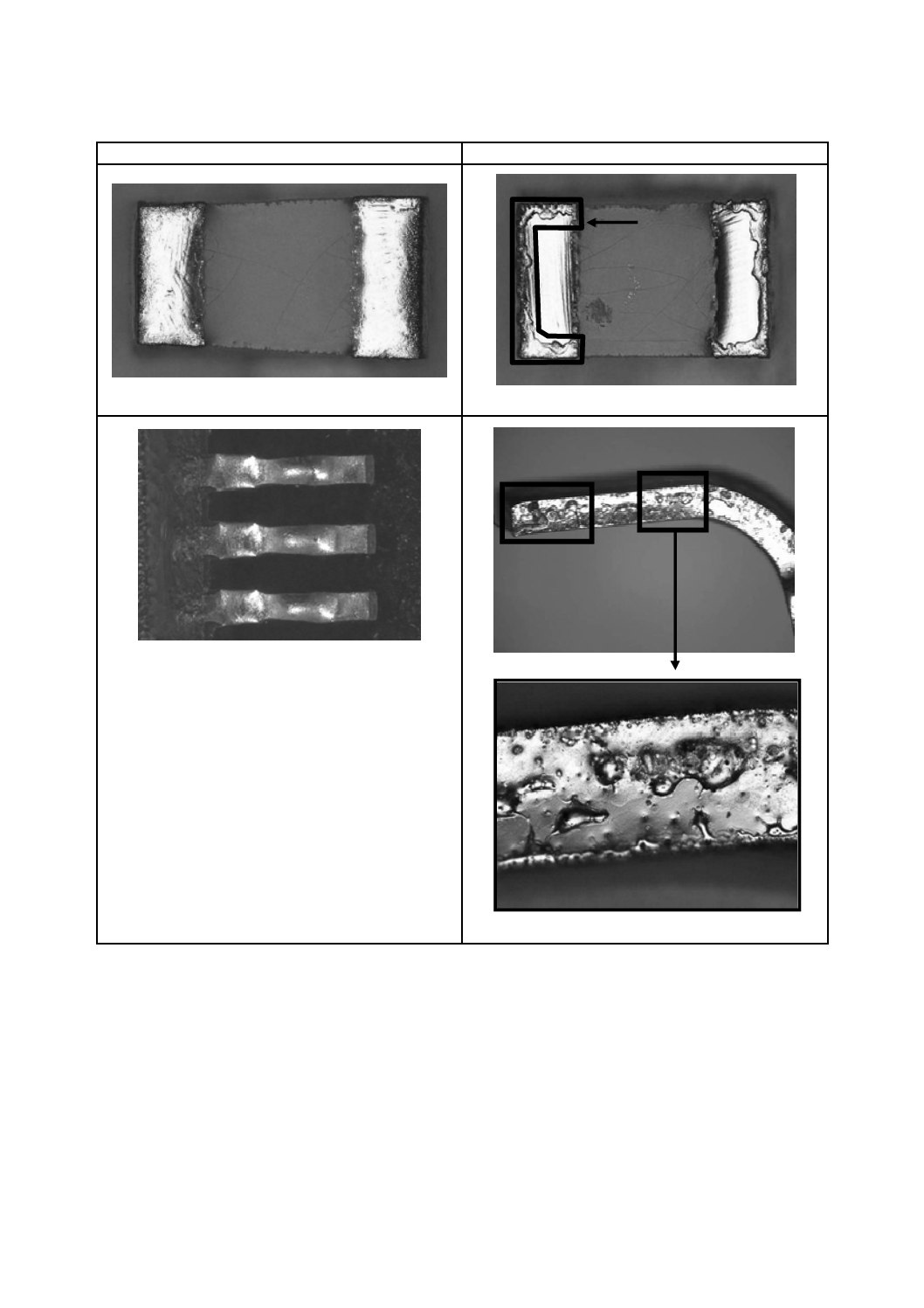
A.2(はんだはじきリフロー法)を,次のように置き換える。
図A.2は,はんだはじきの目視検査の判定基準を四つの例で示している。
5
C 60068-2-58:2020 (IEC 60068-2-58:2015/Amd.1:2017)
合格例(はんだはじきなし)
不合格例(はんだはじき>5 %)
端子部の縁にはんだはじきがある
“ボイド”はんだはじき
図A.2−はんだはじきの評価
拡大