2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 6522-1996
多層プリント配線板用プリプレグ
−ガラス布基材エポキシ樹脂
Prepreg for multilayer printed wiring boards
−Epoxy resin-impregnated glass cloth
1. 適用範囲 この規格は,多層プリント配線板に用いるガラス布基材エポキシ樹脂プリプレグ(以下,
プリプレグという。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS C 5603 プリント回路用語
JIS C 6486 多層プリント配線板用銅張積層板−ガラス布基材エポキシ樹脂
JIS C 6520 多層プリント配線板用プリプレグ通則
JIS C 6521 多層プリント配線板用プリプレグ試験方法
2. この規格の対応国際規格を,次に示す。
IEC 249-3-1 (1981) Base materials for printed circuits. Part 3 : Special materials used in connection
with printed circuits, Specification No.1 : Prepreg for use as bonding sheet material in the
fabrication of multilayer printed boards
2. 用語の定義 この規格で用いる主な用語の定義は,JIS C 5603及びJIS C 6520による。
3. 形名
3.1
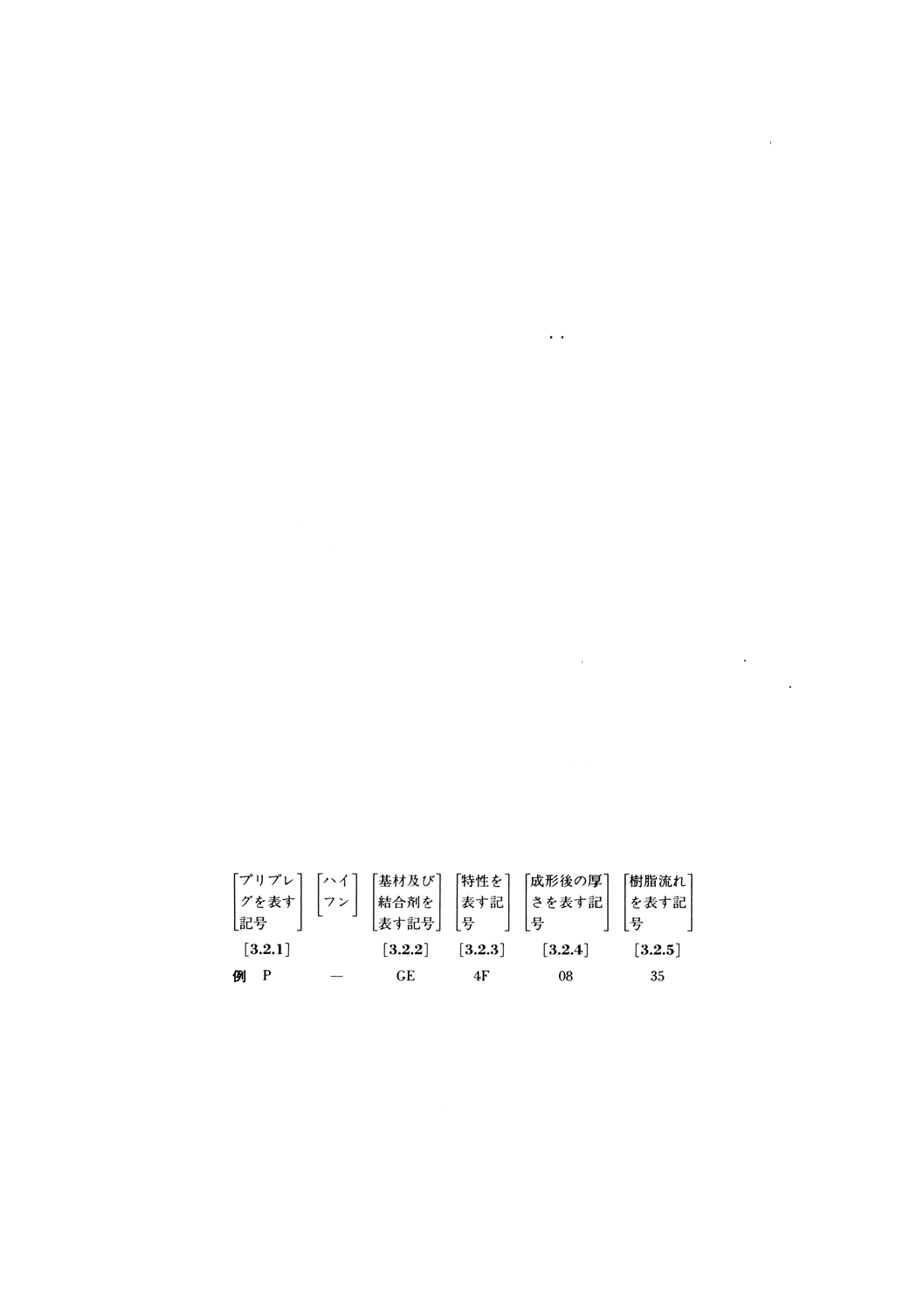
形名の構成 形名の構成は,次の配列による。
3.2
記号
3.2.1
プリプレグ プリプレグを表す記号は,JIS C 6520の3.2.1(プリプレグ)の規定に基づき,英大
文字のPとする。
3.2.2
基材及び結合剤 基材及び結合剤を表す記号は,JIS C 6520の3.2.2(基材及び結合剤)の規定に
基づき,ガラス布基材エポキシ樹脂を表す英大文字GEとする。
3.2.3
特性 特性を表す記号は,JIS C 6520の3.2.3(特性)に基づき,4又は4Fとし,表1による。
2
C 6522-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 プリプレグの特性記号
記号
プリプレグの特性
4
成形後,絶縁抵抗5×1011Ω以上の絶縁性能をもつもの。
4F
同上及び耐燃性をもつもの。
3.2.4
成形後の厚さ 成形後の厚さを表す記号は,プリプレグの成形後の厚さを表し,厚さをmm単位で
表した数値の100倍の2けたの数字とする。0.1mm未満のものは頭に0を付けて表す。例えば,0.08mm
の場合は,08で表す。
3.2.5
樹脂流れ 樹脂流れを表す記号は,プリプレグの樹脂流れの呼び数値を表し,%単位で表した2け
たの数字とする。10%未満のものは0を付けて表す。例えば,8%の場合は08で表す。
4. 性能
4.1
樹脂分 樹脂分の呼び数値は,JIS C 6521の5.4(樹脂分)に示す方法で測定したとき,その許容差
は±5%とする。
なお,呼び数値は,受渡当事者間の協定による。
4.2
樹脂流れ 樹脂流れは,JIS C 6521の5.5(樹脂流れ)に示す方法で測定したとき,樹脂流れが2%
以下のプリプレグについては許容差
20
−%,樹脂流れが2%を超え20%以下のプリプレグについては許容差
±3%,樹脂流れが20%を超えるプリプレグについては許容差±5%でなければならない。
なお,呼び数値は,受渡当事者間の協定による。
4.3
揮発分 揮発分は,温度160±3℃,15分間でJIS C 6521の5.6(揮発分)に示す方法で測定したと
き,0.75%以下でなければならない。
4.4
硬化時間 硬化時間は,温度170±1.5℃でJIS C 6521の5.7(硬化時間)に示す方法で測定したとき,
その範囲は20秒以上400秒以下とし,許容差は±15%でなければならない。
なお,硬化時間の呼び数値は,受渡当事者間の協定による。
4.5
耐燃性 耐燃性は,耐燃性プリプレグをJIS C 6521の5.8(耐燃性)に示す方法で測定したとき,燃
焼時間は15秒以下で,燃焼距離は150mm以下でなければならない。
4.6
電気的性能 プリプレグの成形後の電気的性能は,表2による。
3
C 6522-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
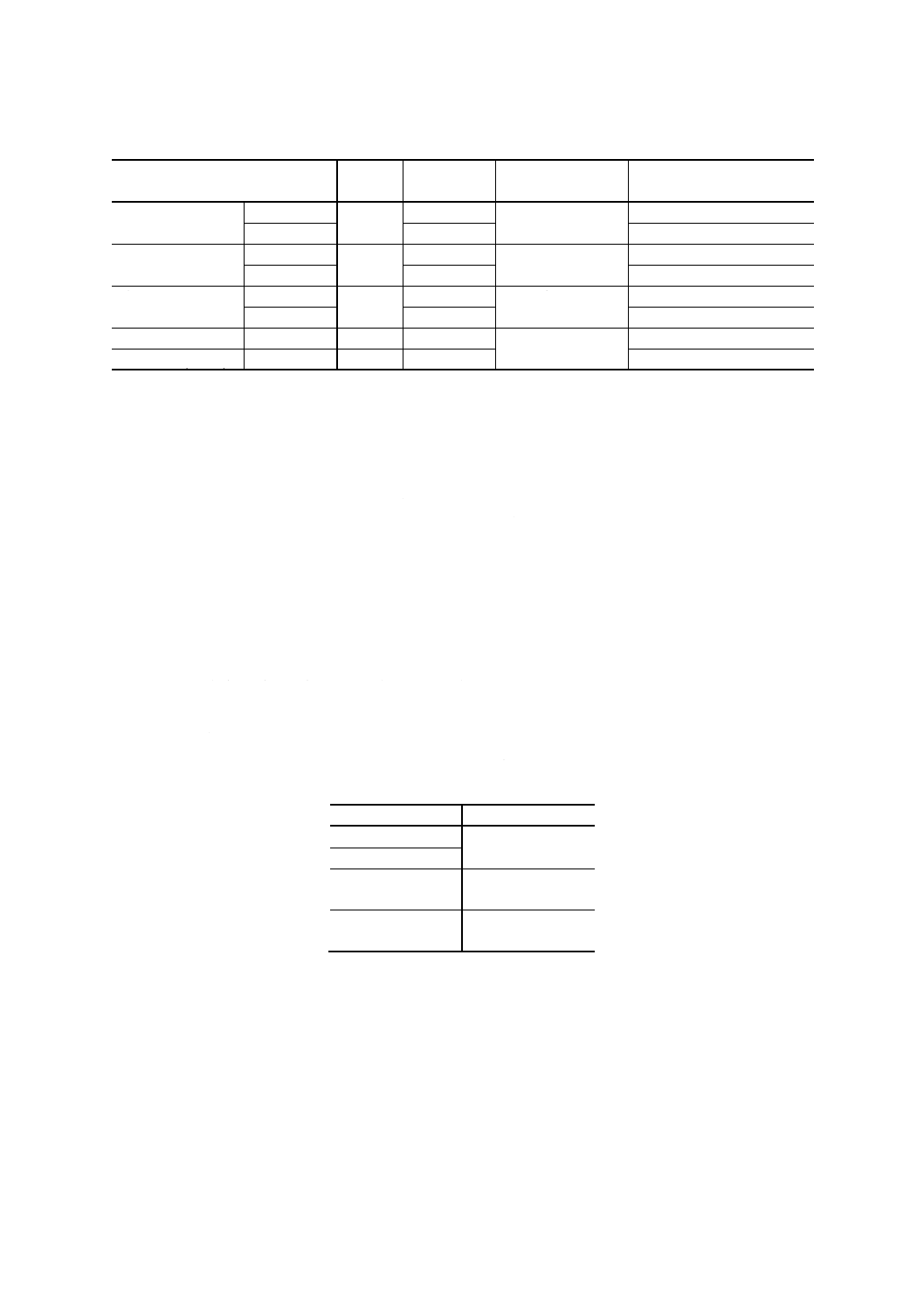
表2 電気的性能
項目
単位
電気的性能
試験方法
JIS C 6521
処理条件(1)
体積抵抗率
常態
Ω・cm
1013以上 5.9(体積抵抗率)
による。
C−96/20/65
吸湿処理後
5×1012以上
C−96/20/65+C−96/40/90
表面抵抗
常態
Ω
1012以上 5.10(表面抵抗)に
よる。
C−96/20/65
吸湿処理後
1011以上
C−96/20/65+C−96/40/90
絶縁抵抗
常態
Ω
5×1011以上 5.11(絶縁抵抗)に
よる。
C−96/20/65
煮沸後
109以上
C−96/20/65+D−2/100
比誘電率 (1MHz)
吸湿処理後
−
5.4以下 5.12(比誘電率及び
誘電正接)による。
C−96/20/65+D−24/23
誘電正接 (1MHz)
吸湿処理後
−
0.035以下
C−96/20/65+D−24/23
注(1) この処理条件は,次のことを示す。
(1) アルファベットは,試料の処理の種類を示す。
C:恒温恒湿の空気中で処理を行う。
D:恒温の水中で浸せき処理を行う。
(2) 最初の数字は,処理の時間 (h) を示す。
(3) 2番目の数字は,処理の温度 (℃) を示す。
(4) 3番目の数字は,処理の相対湿度 (%) を示す。
(5) +(プラス)は,それで区切られた2種類以上の処理条件を示し,処理はその記載の順序で行う。
例 C−96/20/65+D−2/100
温度20℃,相対湿度65%の恒温恒湿の空気中で96時間の処理を行い,次に100℃の沸騰水中に2
時間浸せきすることを示す。
5. 外観及び寸法
5.1
外観 プリプレグの表面が平滑であって,折れがあってはならない。
また,実用上有害なごみ,塗りむら,色むら,気泡,ガラス布の目曲がりなどがあってはならない。
5.2
寸法
5.2.1
長さ及び幅 プリプレグの長さ及び幅とその許容差は,表3による。
表3 長さ及び幅
単位 mm
長さ及び幅
寸法許容差
250
+5
0
330
500
+10
0
1 000
+20
0
5.2.2
成形後の厚さ プリプレグの成形後の厚さは,JIS C 6521の5.3.2(成形後の厚さ)に示す方法で
測定したとき,表4による。
4
C 6522-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
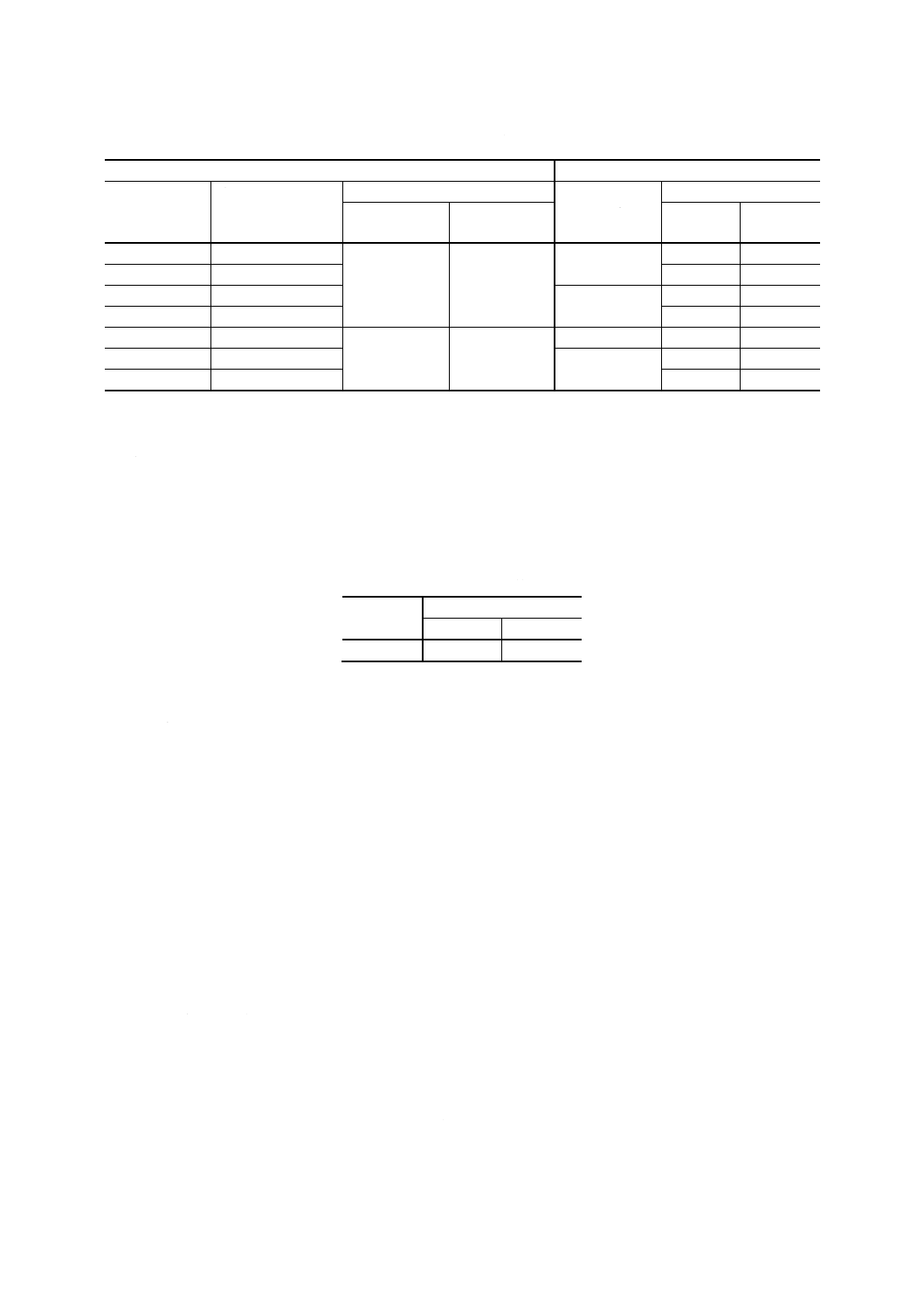
表4 成形後の厚さ及び厚さ許容差
規格値
(参考)
ガラス布の公称
厚さ
mm
成形後の公称厚さの
種類の範囲 mm(2)
成形後の厚さの許容差 mm(3)
樹脂分の呼び数
値の範囲(4)
%
成形後の厚さの一例
第1種
第2種
樹脂分 %
厚さ mm
0.05
0.05〜0.08
±0.02
±0.013
45〜75
68
0.075
0.08
0.08〜0.11
−
−
0.10
0.10〜0.13
40〜70
53
0.10
0.12
0.11〜0.14
−
−
0.15
0.14〜0.17
±0.04
±0.025
35〜70
50
0.145
0.18
0.16〜0.20
35〜65
45
0.180
0.20
0.18〜0.22
−
−
注(2) ガラス布の厚さと樹脂分の値によって成形された板の厚さの中心値。
また,成形後の公称厚さの種類は,プリブレグ特性と成形条件によって異なるので,受渡当事者間の協
定によって選択できるものとする。ただし,成形後の公称厚さは,0.01mm単位で選ぶものとする。
(3) 試料の四隅及び中心の5点を測定し,個々の測定値は,表4に規定する許容差の125%以内であること。
(4) 樹脂分の呼び数値の範囲は,受渡当事者間の協定によって選択するときの参考である。
5.2.3
直角度 直角度は,JIS C 6521の5.3.3(直角度)に示す方法で測定したとき,長さ500mmにつき
表5による。
表5 直角度
単位 mm
項目
区分
第1種
第2種
直角度
5
2.5
6. 材料
6.1
エポキシ樹脂 プリプレグを構成するエポキシ樹脂は,一般用又は耐燃用樹脂のいずれかとし,JIS
C 6486の3.2.3(特性)で規定する多層プリント配線板用銅張積層板GE 4又はGE 4Fのエポキシ樹脂部と
同質のものとする。
6.2
ガラス布 プリプレグを構成するガラス布は,実用上有害な毛羽,織りむら,折れ目などの欠点が
あってはならない。
また,実用上有害な物質,特に電気的絶縁に有害な物質を含んでいてはならない。
7. 試験方法 試験方法は,JIS C 6521による。
8. 性能保証期間 プリプレグの性能保証期間及び保管条件は,受渡当事者間の協定による。
9. 包装及び表示 輸送中及び保管中に損傷のおそれがないように包装し,その包装表面の見やすい箇所
に次の事項を容易に消えない方法で明りょうに表示する。ただし,包装表面だけの表示では問題の発生す
る可能性のある場合(基材の方向性など)は,製品ごとに表示する。
(1) 形名
(2) 基材の方向性[縦方向(基材の流れ方向)を矢印などで表示する。]
(3) 寸法
5
C 6522-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 数量
(5) 製造業者名又はその略号
(6) 製造年月又はその略号(製造ロット番号で明りょうに判別できる場合は,省略してもよい。)
(7) 製造ロット番号
社団法人日本プリント回路工業会JIS原案作成委員会 構成表
氏名
所属
(委員長)
坂 内 正 夫
東京大学生産技術研究所
(幹事)
茨 木 修
日本電信電話株式会社
相 沢 靖 三
富士通株式会社
阿 部 三 郎
福島協栄株式会社
植 山 悌 次
日立化成工業株式会社
尾 本 啓 芳
新神戸電機株式会社
桐 井 博 史
日本電気株式会社
島 田 良 巳
ニッカン工業株式会社
高 山 金次郎
ソニー株式会社
塚 田 潤 二
社団法人日本電子機械工業会
長 嶋 紀 孝
社団法人日本プリント回路工業会
野 口 節 生
日本電気株式会社
灰 田 雄二郎
日本メクトロン株式会社
町 田 英 夫
日本シイエムケイ株式会社
本 橋 巌
株式会社東芝
森 尾 篤 夫
財団法人日本電子部品信頼性センター
古 市 正 敏
工業技術院標準部
中 島 一 郎
通商産業省機械情報産業局
(事務局)
栗 原 正 英
社団法人日本プリント回路工業会
渡 部 美 子
社団法人日本プリント回路工業会
小 幡 高 史
社団法人日本プリント回路工業会
分科会 構成表
氏名
所属
(分科会長)
尾 本 啓 芳
新神戸電機株式会社
(副分科会長)
植 山 悌 次
日立化成工業株式会社
石 井 賢 治
ダイヤ・エレクトロニクス株式会社
大 坂 喜 義
新神戸電機株式会社
片 山 統 夫
利昌工業株式会社
金 岡 威 雄
三菱ガス化学株式会社
神 田 英 一
ソニー株式会社
神 田 健 治
ソニー株式会社
小 林 広 行
住友ベークライト株式会社
鈴 木 鉄 秋
東芝ケミカル株式会社
竹 口 和 則
利昌工業株式会社
中 村 吉 宏
日立化成工業株式会社
長谷川 鉄 司
住友ベークライト株式会社
原 田 章 治
ニッカン工業株式会社
米 本 神 夫
松下電工株式会社
(事務局)
栗 原 正 英
社団法人日本プリント回路工業会
小 幡 高 史
社団法人日本プリント回路工業会