C 6515 : 1998 (IEC 61249-5-1 : 1995)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによってJIS C 6511 : 1992,C 6512 : 1992及びC 6513 : 1996は廃止され,この規
格に置き換えられる。
この規格の一部が,技術的性質をもつ特許,出願公開後の特許出願,実用新案権又は出願公開後の実用
新案出願に抵触する可能性があることを喚起する。通商産業大臣及び日本工業標準調査会は,このような
技術的性質をもつ特許,出願公開後の特許出願,実用新案権又は出願公開後の実用新案出願にかかわる確
認について,責任をもたない。
JIS C 6515には,次に示す附属書がある。
附属書A(規定) サンプリング及び試験方法
附属書B(参考) 参考文献
C 6515 : 1998 (IEC 61249-5-1 : 1995)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 記号 ······························································································································ 1
3.1 銅はくの種類 ················································································································ 1
3.2 プロファイルの種類 ······································································································· 2
3.3 接着力向上処理及び防せい処理 ························································································· 2
3.4 形名の構成 ··················································································································· 2
4. 質量厚さ及び厚さ ············································································································ 2
5. 銅純度 ··························································································································· 3
6. 電気特性 ························································································································ 3
7. 引張特性 ························································································································ 4
8. 引きはがし強さ ··············································································································· 5
9. 仕上がり表面 ·················································································································· 6
9.1 平滑面(光沢面) ·········································································································· 6
9.2 粗面(処理面) ············································································································· 6
10. 寸法及び許容差 ············································································································· 6
10.1 ロール品 ····················································································································· 6
10.2 シート品又はカットパネル品 ·························································································· 7
11. 包装及び表示················································································································· 7
11.1 ロール品 ····················································································································· 7
11.2 シート品又はカットパネル品 シート ·············································································· 7
11.3 包装の表示 ·················································································································· 7
附属書A(規定) サンプリング及び試験方法··········································································· 8
附属書B(参考) 参考文献·································································································· 12
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 6515 : 1998
(IEC 61249-5-1 : 1995)
プリント配線板用銅はく
Copper foil for printed wiring boards
序文 この規格は,1995年に発行された,IEC 61249-5-1, Materials for interconnection structures−Part5 :
Sectional specification set for conductive foils and films with and without coatings−Section 1 : Copper foils (for the
manufacture of copper-clad base materials) を元に,技術的内容及び様式を変更することなく作成した日本工
業規格である。
なお,この規格で下線(点線)を施してある事項は,原国際規格にはない事項である。また,IEC規格番
号は,1997年1月1日から実施のIEC規格番号体系によるものであり,これより前に発行された規格に
ついても,規格番号に60000を加えた番号に切り替えた。これは,番号だけの切替えであり,内容は同一
である。
1. 適用範囲 この規格は,プリント配線板製造に用いられる銅張積層板及び銅張フレキシブル材料の製
造に使用するプリント配線板用銅はくの特性について規定する。
この規格は,ロール品,シート品又はカットパネル品で供給する銅はくに適用する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
IEC 60249-1 Base materials for printed circuits−Part 1 : Test methods
IEC 61249-5 Materials for interconnection structures−Part 5 : Sectional specification set for conductive foils
and films with and without coatings
ISO 4287-1 Surface roughness−Terminology−Part 1 : Surface and its parameters
3. 記号
3.1
銅はくの種類 この規格内で示した使用法に供される銅はくを,次の二つのタイプに分け,表1に
種類及び記号を示す。
タイプE:電解銅はく
タイプR:圧延銅はく
2
C 6515 : 1998 (IEC 61249-5-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
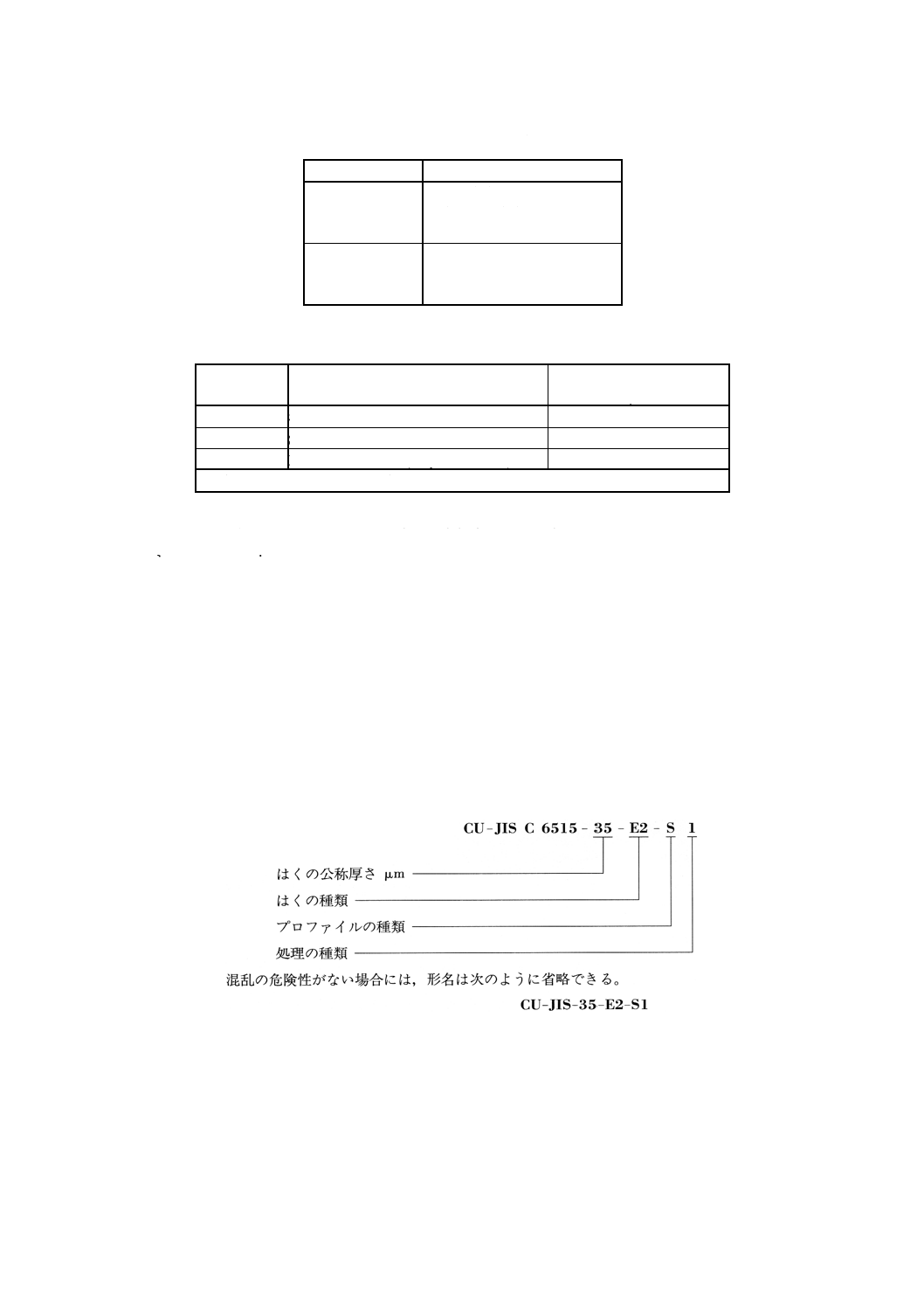
表1 銅はくの種類及び記号
種類の記号
種類
E1
標準電解銅はく
E2
高伸び率電解銅はく
E3
高温高伸び率電解銅はく
R1
冷間圧延銅はく
R2
軽冷間圧延銅はく
R3
焼鈍圧延銅はく
3.2
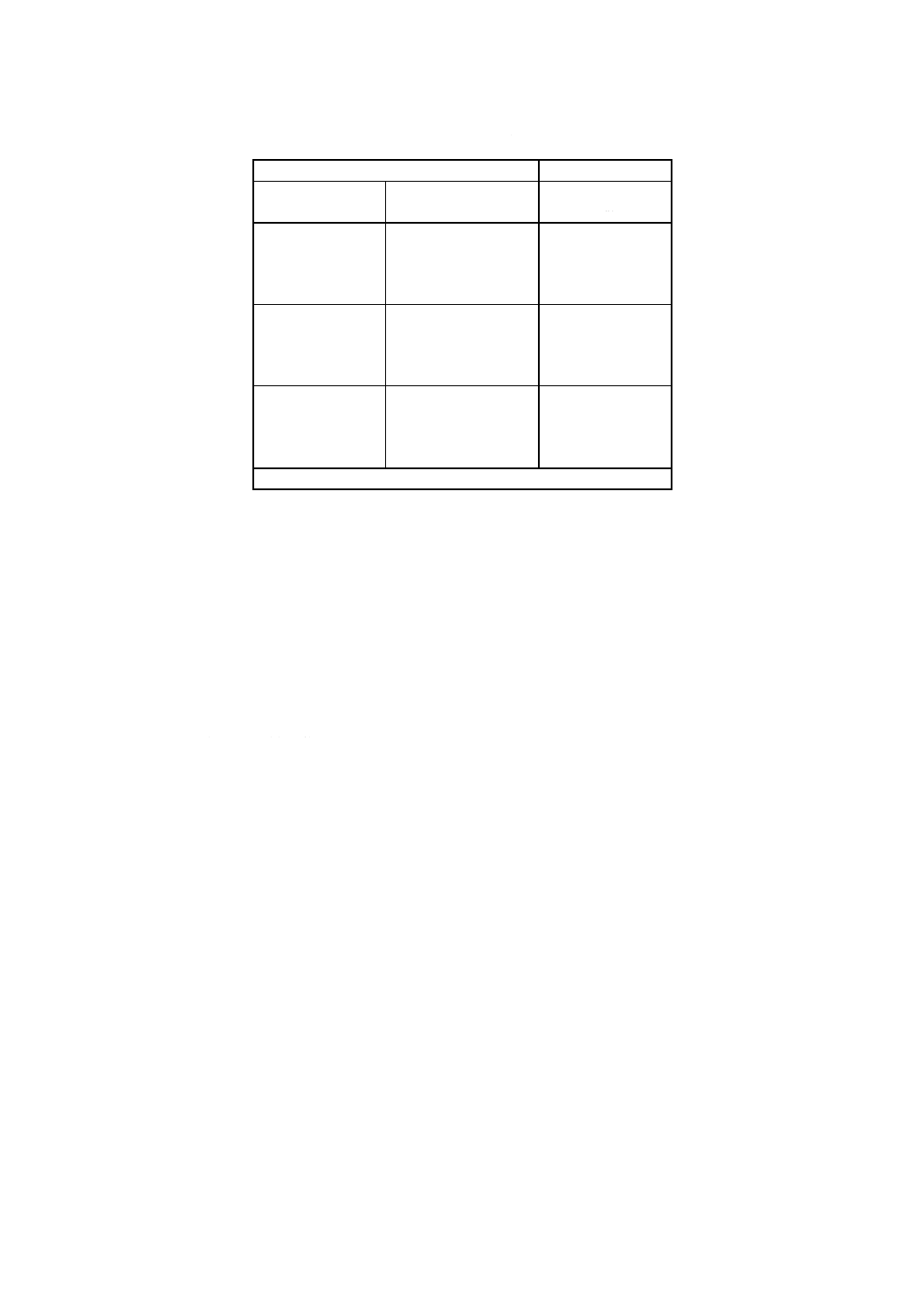
プロファイルの種類 プロファイルの種類を表2に示す3種類の記号で表す。
表2 プロファイルの種類
種類の名称
種類
10点平均粗さの最大値 (Rz)
μm
S
標準 (Standard)
14*
L
Sより平らなもの (Low Profile)
10
V
Lより平らなもの (Very Low Profile)
5
*
銅はく厚さ105μm以下に適用
10点平均粗さはISO 4287-1のRzに相当し,附属書A.2.5に記載の試験方法によって測定する。
将来IEC 61189-2 (Test methods for electrical materials, interconnection structures and assemblies−Part 2 : Test
methods for materials for interconnection structures)(1)が制定された場合には,その試験方法を用いる。
3.3
接着力向上処理及び防せい処理 銅はくには,基材への接着強度を高めるための化学的及び電気化
学的な表面処理を施す。この処理は,片面又は両面のいずれに施してもよく,その記号は,次のとおりと
する。
1:片面処理
2:両面処理
なお,電解銅はく上への片面処理の場合,はくの粗面に施す。また,はくの保存期間を増すために,は
くの両面に化学的防せい処理を施す。
3.4
形名の構成 銅はくの形名の構成は次による。
例
4. 質量厚さ及び厚さ 銅はくの厚さは,質量厚さ(単位面積当たりの質量)及びその許容差によって表
し,厚さ(公称厚さ)は,呼称としてだけ使用する。それらの値を表3に示す。
注(1) 附属書B参照
3
C 6515 : 1998 (IEC 61249-5-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 質量厚さ及び厚さ
規格値
呼称
公称質量厚さ
g/m2
質量厚さの許容差
%
公称厚さ
μm
45
10*
5
76
10*
9
107
10*
12
152
10*
18
230
10
25
305
10
35
445
10
50
610
10
70
915
10
105
1 220
10
140
1 525
10
175
1 830
10
210
*
これらの規定値はタイプR銅はくには適用されない。
質量厚さは,附属書A.2.1に記載の試験方法によって測定する。
顕微鏡による断面から直接,厚さを測定する方法では,処理面の粗さに起因する不規則性の
ため,公称厚さを的確に示す数値が得られない。
5. 銅純度 未処理銅はくは,少なくとも次の純度をもつものとする(なお,銀は銅とみなす)。
タイプE:99.8質量%
タイプR:99.9質量%
銅含有量は,附属書A.2.2に記載の試験方法によって,表面処理及び汚れを除去した後測定する。
6. 電気特性 銅はくの最小導電率は,%IACS (International Annealed Copper Standard) による。
IACSでは,20℃での100%品の値を最小電気伝導度0.580 0×108S/m又は最大電気抵抗率1.724 1×10-8Ωm
と定めている。
銅はくの最大試験片電気抵抗は,IEC 60249-1の試験方法によって測定する。将来IEC 61189-2(2)が制定
された場合は,その試験方法No.2 E12を用いる。
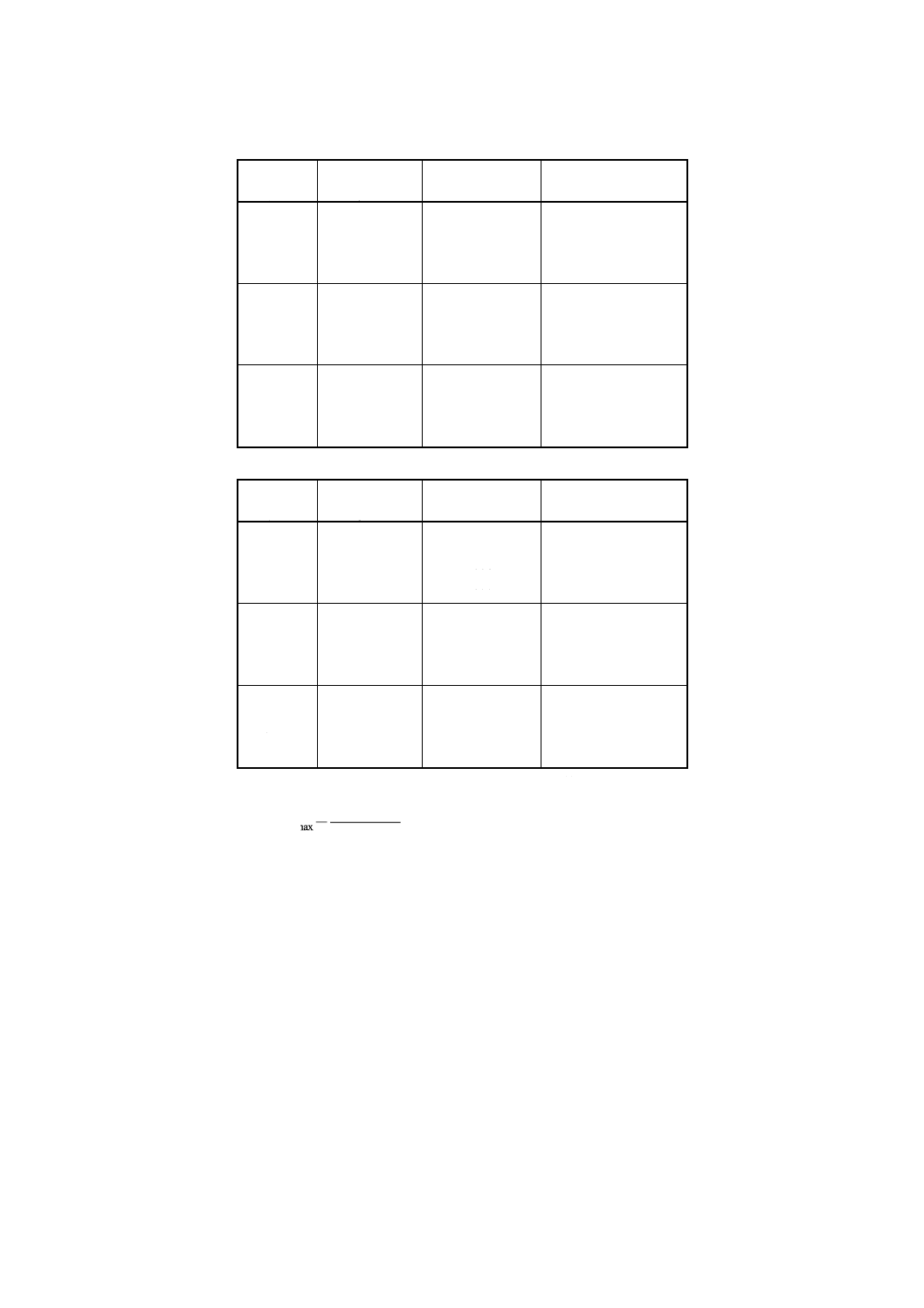
質量厚さ別のタイプE銅はく及びタイプR銅はくについて,その値を表4及び表5に示す。
注(2) 附属書B参照
4
C 6515 : 1998 (IEC 61249-5-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 タイプE銅はくの導電率及び試験片電気抵抗
公称厚さ
μm
公称質量厚さ
g/m2
最小IACS導電率
%
最大試験片電気抵抗
mΩ
5
45
88.5
25.0
9
76
90.5
15.0
12
107
92.14
10.4
18
152
94.12
7.1
25
230
95.05
4.7
35
305
96.60
3.5
50
445
96.60
2.4
70
610
96.60
1.7
105
915
96.60
1.2
140
1 220
96.60
0.87
175
1 525
96.60
0.70
210
1 830
96.60
0.58
表5 タイプR銅はくの導電率及び試験片電気抵抗
公称厚さ
μm
公称質量厚さ
g/m2
最小IACS導電率
%
最大試験片電気抵抗
mΩ
5
45
100
22.5
9
76
100
13.4
12
107
100
9.6
18
152
100
6.7
25
230
100
4.5
35
305
100
3.4
50
445
100
2.3
70
610
100
1.7
105
915
100
1.1
140
1 220
100
0.84
175
1 525
100
0.67
210
1 830
100
0.56
表4及び表5に記載した最大試験片電気抵抗は,次の式を用いて算出したものである。
m
w
l
r
R
×
×
×ρ
max
max=
ここに, Rmax: 最大試験片電気抵抗 (Ω)
rmax: 最大電気抵抗率 (Ωm)
p: 銅の密度=8.93×106g/m3
l: 試験片の測定長さ (m)
w: 試験片の幅 (m)
m: 質量厚さ (g/m2) (附属書A 表1での最小値)
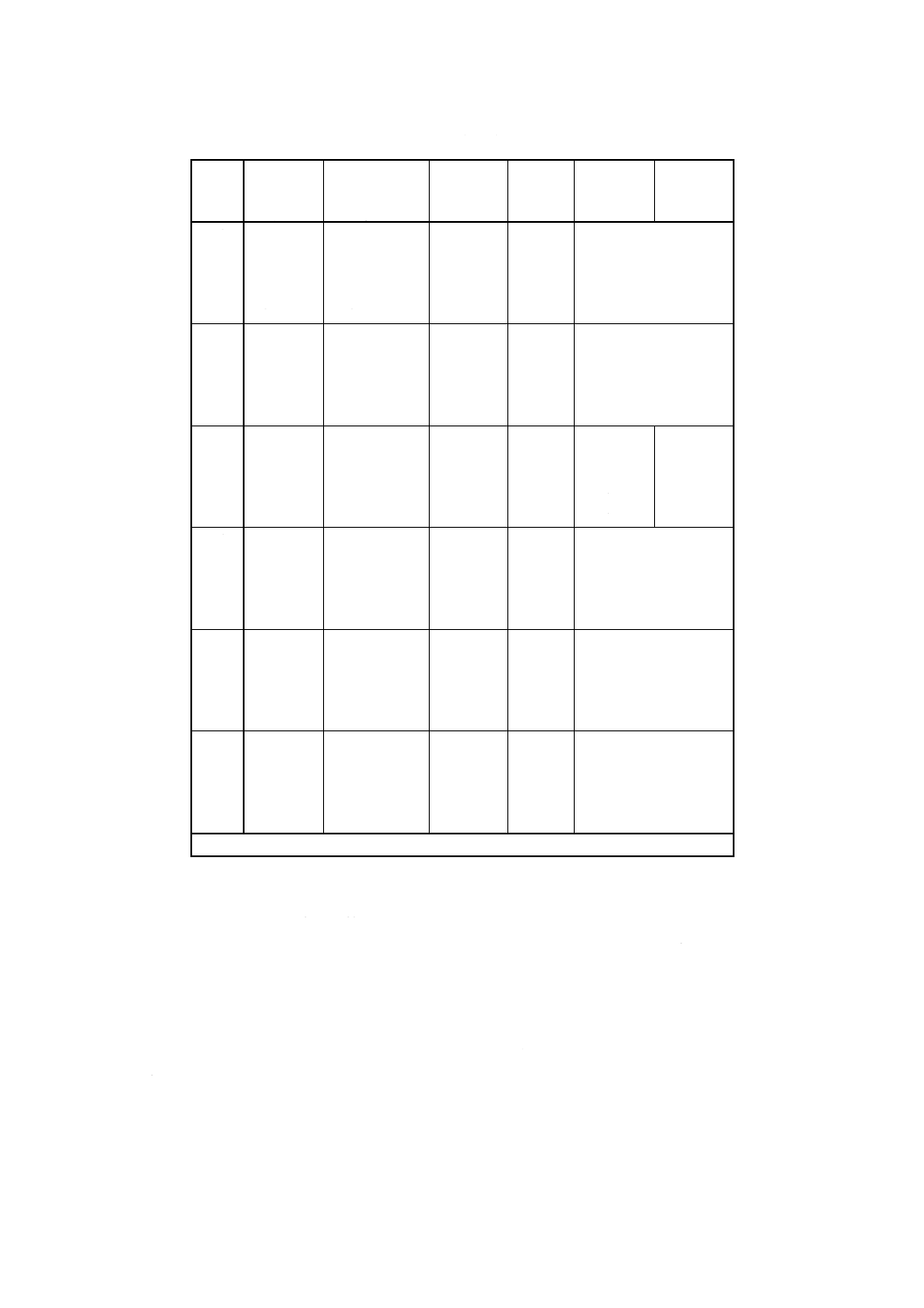
7. 引張特性 銅はくの縦方向(機械走行方向)及び横方向の両方の引張特性を表6に示す。
引張強さ及び伸び率は,附属書A.2.3によって決定する。
5
C 6515 : 1998 (IEC 61249-5-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6 引張強さ及び伸び率(最小値)
種類
公称厚さ
μm
公称質量厚さ
g/m2
引張強さ
(室温)
N/mm2
伸び率
(室温)
%
引張強さ
(180℃)
N/mm2
伸び率
(180℃)
%
E1
≦18
≦152
105
2
規定しない
25
230
150
2.5
35
305
210
3
50
445
210
3
≧70
≧610
210
3
E2
≦18
≦152
105
5
規定しない
25
230
150
7.5
35
305
210
10
50
445
210
12.5
≧70
≧610
210
15
E3
≦18
≦152
105
2
130
2
25
230
150
2.5
135
2.5
35
305
210
3
140
3
50
445
210
3
155
3
≧70
≧610
210
3
175
3
R1
≦18
≦152
350
0.5
規定しない
25
230
350
0.5
35
305
350
0.5
50
445
350
0.5
≧70
≧610
350
1.0
R2
≦18
≦152
−
−
規定しない
25
230
−
−
35
305
180〜350* 0.5−10*
50
445
180〜350* 0.5−10*
≧70
≧610
180〜350* 1.0−20*
R3
≦18
≦152
105
5
規定しない
25
230
120
7.5
35
305
140
10
50
445
155
15
≧70
≧610
175
20
*
焼鈍条件に依存するので,要求値は受渡当事者間の協定による。
8. 引きはがし強さ 銅はくを基材樹脂から引きはがすために必要な力は,関連規格であるIEC 60249(3)
に記載された値又は受渡当事者間で協定した値を満足しなければならない。
引きはがし強さは,IEC 60249-1の試験方法によって測定する。将来IEC 61189-2(4)が制定された場合に
は,その2M06,2M13,2M14,2M15,2M16及び2M17のどれかの試験方法を用いる。
試験片は,プリプレグ,積層板又は接着剤付フィルムに適切な条件で銅はくを接着した十分な寸法の試
料から作成する。
注(3) IEC 60249シリーズは,IEC 61249シリーズに置き換えられる。
(4) 附属書B参照
6
C 6515 : 1998 (IEC 61249-5-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 仕上がり表面 タイプE銅はく及びタイプR銅はくは,共に,その両面にしわ,汚れ,油,腐食若し
くは腐食生成物,塩,グリース,指紋,又はその銅はくを使用した銅張積層板の品質に実質的に悪影響を
及ぼす他の欠陥があってはならない。
銅はく表面には,等間隔で繰り返されるくぼみ及び押し傷があってはならない。
2.5μmより大きなきょう雑物があってはならない。
ピンホール及び孔の,許容されるそれぞれの頻度及び大きさを表7に示す。
0.5m2の面積内のピンホールの総面積が0.012mm2を超えてはならない。
孔又はピンホールの数は,附属書A.2.4に規定の試験方法によって測定する。
表7 銅はく中のピンホール及び孔
公称厚さ
μm
公称質量厚さ
g/m2
300mm角領域中のピンホ
ール及び孔の最大許容数
ピンホールの最大許容寸法
(長軸方向)μm
≦18
≦152
5又は協定した値
50又は協定した値
25
230
4又は協定した値
50又は協定した値
35
305
3
25
50
445
0
10
≧70
≧610
0
0
9.1
平滑面(光沢面) タイプE銅はく及びタイプR銅はくは,共に,その平滑面に3.5μmを超える深
さのかき傷があってはならない。
縦方向及び横方向の表面粗さRzは3.5μmを超えてはならない。RzはISO 4287-1に規定する10点平均
粗さに相当し,附属書A.2.5に記載の試験方法によって測定する。
将来IEC 61189-2が制定された場合には,その試験方法を用いる。
9.2
粗面(処理面) タイプE銅はく及びタイプR銅はくの粗面の表面処理は,ロール又は製造ロット
内で実質的に色相と強度が均一であり,さらに,積層板及びプリント配線板の製造工程での通常の取扱い
に対応できる十分な接着性をもつものとする。
積層された銅はくのエッチング除去後に,基材上に表面処理の痕跡が残存してはならない。表面処理に
起因した,限度以上の積層板特性値の変化が起こってはならない。
表面処理によるある程度の色相の不均一性は,その部分で銅張積層板の特性に違いがなければ許容する。
10. 寸法及び許容差
10.1 ロール品 ロール品の長さ及び幅は,受渡当事者間の協定によることとし,長さ方向の許容差は+
10%,−0%,幅方向の許容差は,表8による。
表8 ロール品の幅の許容差
銅はくの幅
mm
許容差
mm
≦300
+1.0,0
>300,≦600
+2.0,0
>600
+3.0,0
どのロール品も,継ぎ目は3か所以下とし,それぞれの継ぎ目は端部から約5mm張り出した耐久性が
ある標識で明示する。
最大許容寸法以上の大きさのピンホールは,目印で示すか,そのピンホールを含む部分を取り除き,適
切につなぎ合わせ,標識を入れる。
ロール品は,受渡当事者間の協定による寸法のしん管に一様に巻かれていなければならない。巻きずれ
7
C 6515 : 1998 (IEC 61249-5-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は,しん管からロール外層まで12mmを超えてはならない。
10.2 シート品又はカットパネル品 シート品(カットパネル品)の長さ及び幅の許容差は,受渡当事者
間の協定による。
11. 包装及び表示
11.1 ロール品 ロール品は,出荷後90日間は,この規格に基づく銅はく特性が損なわれないように,耐
水性の材料で個々に密封する。
密封されたロールは,個別に丈夫なケースに入れる。
11.2 シート品又はカットパネル品 シート品(カットパネル品)は,出荷後90日間は,この規格に基づ
く銅はく特性が損なわれないように,潤滑剤が付いていない高分子フィルムで密封する。密封されたシー
トは,それに合った安定頑強,かつ,平滑な台の上に置き,同等の安定性と平滑性をもったふたで覆う。
包装内のシートの枚数は,受渡当事者間の協定による。
11.3 包装の表示 各包装又はケースには,次の事項を表示する。
− 製造業者名
− 製造ロット番号
− 銅はくのタイプ
− 表面処理及びプロファイル
− 公称厚さ(質量厚さ)
− 寸法(ロール又はシートの長さ及び幅)
− 焼鈍条件(R2だけ)
− シート又はカットパネルの枚数(その形状で供給する場合)
− 銅はくの正味質量
発注番号,発注日,出荷日などの情報も,受渡当事者間で協定すれば追加してもよい。
8
C 6515 : 1998 (IEC 61249-5-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) サンプリング及び試験方法
A.1 サンプリング 五つ,又はそれ以下のロール品で構成されるロットから,一つの試料を端部が後で分
かるように印を付け,端部から2.5±0.5m切り取る。
A.2 試験方法
A.2.1 質量厚
A.2.1.1 試験片 少なくとも,三つの試験片を用いる。
試験片は,試料の幅方向の中央1か所及び両端付近の2か所から,十分に大きい寸法で採取する。
試験片は,最後に113±0.25mm径の円板又は一辺100±0.25mmの正方形に正確に切断する。
A.2.1.2 試験装置及び器具 次の試験装置及び器具を用いる。
− 感量10mgのはかり。
− 銅はくの切断に適したカッター。
A.2.1.3 手順 セットになっている三つの試験片のそれぞれをはかりで測定し,その質量を10mgのけたま
で記録する。試験片の平均質量を算出し,附属書A 表1に示した範囲にあることを確かめる。
附属書A 表1 質量厚さ及び許容質量範囲
公称厚さ
μm
公称質量厚さ
g/m2
試験片質量の許容範囲
g
5
45
0.41− 0.50
9
76
0.69− 0.84
12
107
0.96− 1.18
18
152
1.38− 1.68
25
230
2.06− 2.52
35
305
2.75− 3.36
50
445
4.01− 4.90
70
610
5.49− 6.71
105
915
8.24−10.08
140
1 220
10.99−13.43
175
1 525
13.73−16.77
210
1 830
16.48−20.16
A.2.2 銅純度(銅含有量)
A.2.2.1 供試試料 試験に必要な銅はくの質量は約2.5gとする。試料はアセトン洗浄で脱脂し,風乾後,
0.1mgのけたまでひょう量する。
A.2.2.2 試験装置及び材料 試験装置及び材料は,次による。
直流電流:5mAの精度で電流の調節及び測定ができ,少なくとも2Aの電流が供給できるもの。
陰極:白金線のメッシュ,又は織布でできた約30mm径,50mm高さの円筒。
線径は約0.21mmで,織布の密度は20ストランド/cm。陰極面積は大体60cm2になる。
陽極:白金線でできた50mm長さ,12mm径で7ターンのらせん状。線径は約1mm。
試薬:−750mlの純水にかくはんしながらゆっくりと,300mlの濃硫酸を加え,室温まで冷却後,
210mlの濃硝酸を加えてできる硫酸/硝酸。
− 95%メタノール(析出後の陰極の洗浄用)。
9
C 6515 : 1998 (IEC 61249-5-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− アセトン(銅はくの脱脂用)。
A.2.2.3 手順 銅はくの試料を200mlトールビーカ又は300mlビーカに入れる。
約50mlの硫酸/硝酸の混酸を加え,反応がほぼ終了するまで,そのままにしておく。
溶液をスチーム浴上で銅が完全に溶解し,NOxのヒュームが追い出されるまで,80〜90℃で加熱する。
この加熱の間,ビーカをカバーグラスで覆い,溶解が完了したときはビーカの内壁とカバーグラスの内
面は純水によってビーカ内に洗い流す。
陰極は0.1mgのけたまで質量 (mk1) を量り記録する。
陽極と陰極を溶液中に浸せきする。ビーカを2枚の硬質ガラス製半円形時計皿で覆う。
約2A/dm2の電流密度で電解する。陰極面積は約60cm2で,これは1.2Aの電流供給に相当する。溶液の
色が無色になったとき(約3時間後),電流を半分の値に下げ,時計皿,電極,ビーカの側面を純水で洗い
流す。
電解液の液面がわずかに上昇し,新しく液につかった部分の電極の表面に銅が析出しなくなるまで,電
解を続ける。
電流を止めずに,ビーカの液レベルを純水を加えて保ちながら,電解液をサイフォンでくみ出す。純水
で洗い続けながら,すばやく電極を取り出す。
メタノールの入った二つのビーカに順次浸せきし,110℃で3分間から5分間乾燥後,デシケータ中で室
温まで冷却する。
電着した陰極の質量 (mk2) を0.1mgのけたまで測定し,次の式によって,銅の純度を算出する。
%
100
Cu
1k
2
k
Cu
×
m
m
m
C
−
=
ここに, Ccu: 銅含有率 (%)
mk1: 陰極質量 (mg)
mk2: 陰極質量+電着銅質量 (mg)
mcu: 銅はく試料質量 (mg)
純度の決定は,2回行って,二つの結果が銅分で0.015%以内であれば採用し,これを超えた場合には純
度の決定をやり直す。
銅含有率の補助的なチェックは,原子吸光分析法 (AAS) による電解液中の不純金属類 (Fe,Zn,,Sn,
As,Sb,Ni,Pb) の定量によって実現できる可能性がある。
低純度(99.4%のオーダー)の場合の再試験方法
分析精度を改善するために,これまで述べた試験方法を,電着した陰極を洗浄した手順以降から変更で
きる。電着した陰極を300mlのビーカに入れ,電極の柄が貫通する2枚の半円形の時計皿で覆う。そして
陰極の電着部を覆うのに十分な水と約50mlの硫酸/硝酸の混酸によって電着物を再溶解する。
前述したように,溶解はスチーム浴上で加熱することによって加速される。
次はこれまで記したとおりの手順で続ける。
A.2.3 引張強さ及び伸び率
A.2.3.1 試験片 試験片は試験される銅はくから両刃切断機を用いて採取する。切断機の刃間隔に従って,
長さ約175mm,幅15mmのストリップが得られる。
銅はくは,1ロットの各試料から少なくとも四つの試験片を採取して試験する。
試験片の長さ及び幅は,0.1mmのけたまで正確に測定する。また,厚さは次の式によって算出する。
ρ
×
×w
l
m
d=
10
C 6515 : 1998 (IEC 61249-5-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
d: 厚さ (mm)
m: 四つの試験片の質量の平均値 (g)
l: 試験片の長さ (mm)
w: 試験片の幅 (mm)
p: 銅の密度=8.93×103g/mm3
A.2.3.2 試験装置及び材料
A.2.3.2.1 両刃切断機 15±0.25mm間隔の平行な二つの刃をもち,その刃が連動して動くことによって,1
回の操作で15mm幅のストリップ状試験片を切り出すことができる両刃切断機。
A2.3.2.2 テンプレート 50mmのゲージ長さの印をつけるための正確なテンプレートであって,2本の平
行線を試験片の中央部を横切って試験片の相対する両端に書くことができるもの。
A.2.3.2.3 引張試験機 加熱した試験片の引張試験を行うことができ,望ましくは荷重−変位チャートを記
録できる装置を備えた正確な引張試験機。その装置において,クロスヘッドの移動をデジタル形式又はア
ナログ形式でミリメートルの単位で読み取ることができるもの。
A.2.3.2.4 試験片つかみ具 試験片を均一につかみ得るつかみ具。
A.2.3.3 手順 テンプレートを用い,柔らかな先端部をもつペンで試験片の上にゲージ長さを印し,0.1mm
の単位まで正確に測定する(初期ゲージ長さ)。
各々の試験片を,つかみ具間の試験片自由長さが125mmとなるよう,引張試験機のつかみ具にセット
する。
クロスヘッドスピードは,引張試験機の能力によって,1.5mm/min,又は2mm/minを選定する。
試験片がたるんだ状態でチャッキングされることから起こるつかみ具の自由な動き及び/又は全体の動
きによる影響は,初期荷重を例えば,0.5Nのように低く設定することによって除くことができる。この装
着を行っている過程でのクロスヘッドの移動はこの測定には影響しない。
引張試験中に得られる最大荷重は,0.5Nのけたまで記録する。
試験片の引張強さは,次の式によって算出する。
d
w
F
A
F
×
max
max=
=
σ
ここに,
σ: 引張強さ (N/mm2)
Fmax: 得られる最大荷重 (N)
A: 試験片の初期断面積 (mm2)
w: 試験片の幅 (mm)
d: 試験片の厚さ (mm)
四つの試験片から得られた各々の値は,要求値を満足しなければならない。
ゲージ長さの外側の部分に破断が発生した場合には,その値は採用しない。
伸び率を求めるには,破断した試験片の2片の破断部を正確に合わせ,二つの標点間の距離を0.1mmの
けたまで正確に測定する(最終ゲージ長さ)。
試験片の伸び率は,次の式によって算出する。
11
C 6515 : 1998 (IEC 61249-5-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
%
100
1
1
2
×
l
l
l
l
−
=
∆
ここに,
∆l: 伸び率 (%)
l1: 初期ゲージ長さ (mm)
l2: 最終ゲージ長さ (mm)
伸び率は,引張試験中に記録された荷重−変位チャートからも求められる。
この場合チャートの初期湾曲部は,曲線上にフックラインを外挿して除く。
また,伸び率は,引張試験機のクロスヘッドの移動距離から,直ちにパーセントの形で得ることができ
る。この場合には試験機つかみ具間の試験片自由長さが50mmとなるように試験片をつかみ具にセットす
る。
四つの試験片から得られた各々の値は,要求値を満足しなければならない。
A.2.4 ピンホール及び孔の数(浸透試験)
A.2.4.1 試験片 一つの試験片を用いる。
ロール品からは,300mm長さでロール全幅の試験片を採取する。
シート品又はカットパネル品からは,0.3m2を下回らない試験片を採取する。
A.2.4.2 試験装置及び材料 油性赤色染料を,適切な溶媒に1g/lの濃度で溶解させた液を用意する。
必要な場合には,不溶解粒子をフィルターで除去する。
A.2.4.3 手順 良く換気されているドラフトの中,又は望ましくはデシケータの中で,銅はくの平滑面を上
にして吸取紙の上に試験片を置く。ブラシ又はローラーを用いて染料液をはくの全面に塗布する。
5分間放置した後,はくを反転し,はく裏面上に見える染色点の個数を,任意の300×300mmの領域内
で数える。
A.2.5 表面粗さ
A.2.5.1 試験片 試験片は,試験中の銅はく試料から採取する。この試験片は,測定装置に合った適切な寸
法及び形のものとする。
1本のロール品又は一つの製造ロットから,少なくとも五つの試験片を用いる。
A.2.5.2 試験装置及び材料 走査システムと高域フィルターをもった電気的粗さ計。
触針のチップ半径は5μm又は10μm,それらに対応する静止測定力は5mN又は15mNとする。
A.2.5.3 手順 測定は,次のパラメータを用いる。これは将来IEC 61189-2(5)に制定される予定である。
測定長さ
4.8mm
サンプリング長さ
4.8mm
カットオフ値
0.25mm
各々の試験片は,長さ方向及び幅方向で測定する。それぞれの方向の5測定平均値を,長さ方向及び幅
方向表面粗さとして記録する。
注(5) 附属書B参照
12
C 6515 : 1998 (IEC 61249-5-1 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 参考文献
52/518/CDV:電気材料,接続材料及び実装部品に対する試験方法−パート2:接続材料の試験方法[将
来のIEC 61189-2 (Test methods for electrical materials, interconnection structures and assemblies−Part2 : Test
methods for materials for interconnection structures)]
JIS C 6515制定原案作成委員会 構成表
氏名
所属
(委員長)
増 子 曻
千葉工業大学金属工学科
(幹事)
○ 福 田 勝 人
福田金属箔粉工業株式会社
橋 爪 邦 隆
工業技術院標準部
村 山 拓 己
通商産業省基礎産業局非鉄金属課
金 岡 威 雄
三菱ガス化学株式会社
鈴 木 鉄 秋
東芝ケミカル株式会社
中 村 吉 宏
日立化成工業株式会社
長谷川 鉄 司
住友ベークライト株式会社
米 本 神 夫
松下電工株式会社
小 幡 高 史
社団法人日本プリント回路工業会
○ 阿 曽 和 義
日本電解株式会社
○ 鈴 木 啓二郎
日鉱グールドフォイル株式会社
○ 高 橋 直 臣
三井金属鉱業株式会社
○ 中 岡 忠 雄
古河サーキットフォイル株式会社
(事務局)
田 中 健
銅箔工業会
備考 ○印は,小委員会委員も兼ねる。