C 3801-1 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによってJIS C 3801 : 1993は廃止され,この規格に置き換えられる。
この規格では,旧JIS C 3801 : 1993及び旧JIS C 3804 : 1982の内容を,対象とする製品の種類ごとに分
割して3部構成とし,各部に対応する国際規格を附属書(規定)として作成し,国際規格との整合化を図
った。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS C 3801-1には,次に示す附属書がある。
附属書1(規定) 交流系統で使用する磁器又はガラスがいし−定義,試験方法及び判定基準
附属書1A(参考) 課電破壊荷重試験又は破壊荷重試験の形式及び抜取検査結果の比較方法
附属書1B(参考) 連用がいし及びラインポストがいし用課電破壊荷重試験又は破壊荷重試験の判定
手順の説明図
附属書1C(参考) 参考文献のリスト
附属書2(規定) 交流系統で使用するがいし連及びがいし装置−定義,試験方法及び判定基準
JIS C 3801は,次に示す部構成となっている。
第1部:架空線路用がいし
第2部:発変電所用ポストがいし
第3部:がい管
C 3801-1 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 試験の種類 ····················································································································· 2
5. 構造試験 ························································································································ 2
6. 外観試験 ························································································································ 2
7. 電気的試験 ····················································································································· 2
7.1 商用周波乾燥フラッシオーバ電圧試験 ················································································ 2
7.2 商用周波乾燥耐電圧試験·································································································· 5
7.3 商用周波注水フラッシオーバ電圧試験 ················································································ 5
7.4 商用周波注水耐電圧試験·································································································· 6
7.5 商用周波油中破壊電圧試験······························································································· 6
7.6 商用周波電圧試験 ·········································································································· 6
7.7 高周波電圧試験 ············································································································· 6
7.8 雷インパルスフラッシオーバ電圧試験 ················································································ 7
7.9 雷インパルス耐電圧試験·································································································· 7
7.10 開閉インパルス乾燥フラッシオーバ電圧試験 ····································································· 8
7.11 開閉インパルス乾燥耐電圧試験 ······················································································· 8
7.12 開閉インパルス注水フラッシオーバ電圧試験 ····································································· 8
7.13 開閉インパルス注水耐電圧試験 ······················································································· 9
8. 機械的試験 ····················································································································· 9
8.1 耐荷重試験 ··················································································································· 9
8.2 破壊荷重試験 ··············································································································· 11
9. 課電破壊荷重試験 ··········································································································· 11
10. 冷熱試験 ····················································································································· 11
11. 吸湿試験 ····················································································································· 11
12. 亜鉛めっき試験 ············································································································ 11
附属書1(規定) 交流系統で使用する磁器又はガラスがいし −定義,試験方法及び判定基準 ·········· 13
序文 ·································································································································· 13
第1章 共通事項 ················································································································ 13
1. 適用範囲及び目的 ··········································································································· 13
2. 引用規格 ······················································································································· 14
3. 定義 ····························································································································· 14
C 3801-1 : 1999 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
第2章 がいし ··················································································································· 16
4. がいしのクラス,タイプ及びがいし材料 ············································································· 16
5. がいしの識別 ················································································································· 16
第3章 検査の種類,サンプルの抜取規則及び方法···································································· 17
6. 検査の種類 ···················································································································· 17
7. 品質保証 ······················································································································· 17
8. 形式及び抜取検査の手順 ·································································································· 18
第4章 電気的試験の手順 ···································································································· 19
9. 高電圧試験の一般要求事項 ······························································································· 19
10. 電気的試験における標準大気状態及び補正係数 ··································································· 19
11. 注水試験における人工降雨のパラメータ ············································································ 19
12. 電気的試験における試料配置 ··························································································· 19
13. 雷インパルス電圧試験(形式検査) ·················································································· 19
14. 商用周波注水電圧試験(形式検査) ·················································································· 20
15. 貫通耐電圧試験(抜取検査,クラスBがいしだけに適用) ··················································· 21
16. 全数電気試験(磁器製又はアニールガラス製のクラスBがいしに適用)·································· 21
第5章 機械的試験及びその他の試験の手順 ············································································ 21
17. 寸法試験(形式検査及び抜取検査) ·················································································· 22
18. 課電破壊荷重試験(形式検査及び抜取検査) ······································································ 22
19. 破壊荷重試験(形式検査及び抜取検査) ············································································ 22
20. エージング試験(形式検査) ··························································································· 23
21. 軸方向,半径方向及び角度の変位測定試験(抜取検査) ······················································· 24
22. ロック装置の試験(抜取検査) ························································································ 25
23. 冷熱試験(抜取検査)···································································································· 26
24. 熱衝撃試験(抜取検査)································································································· 27
25. 吸湿試験(抜取検査)···································································································· 27
26. 亜鉛めっき試験(抜取検査) ··························································································· 27
27. 全数外観試験 ··············································································································· 29
28. 全数機械試験 ··············································································································· 30
第6章 ピンがいし ············································································································· 30
29. ピンがいしの試験の試料配置 ··························································································· 31
第7章 ラインポストがいし ································································································· 32
30. ラインポストがいしの試験結果の統計的解析のための係数 ···················································· 34
31. ラインポストがいしの試験の試料配置 ··············································································· 35
第8章 連用がいし ············································································································· 35
32. 連用がいしの形式検査に関する規定 ·················································································· 38
33. 連用がいしの試験結果の統計的解析のための係数 ································································ 39
34. 連用がいしの電気的試験の試料配置 ·················································································· 39
第9章 架空電車線路用がいし ······························································································ 40
C 3801-1 : 1999 目次
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
35. 架空電車線路用がいしの電気的試験の試料配置 ··································································· 40
附属書1A(参考) 課電破壊荷重試験又は破壊荷重試験の 形式及び抜取検査結果の比較方法 ··········· 43
附属書1B(参考) 連用がいし及びラインポストがいし用課電破壊荷重試験又は破壊荷重試験の判定手順
の説明図 ···························································································································· 44
附属書1C(参考) 参考文献のリスト ···················································································· 49
附属書2(規定) 交流系統で使用するがいし連及びがいし装置− 定義,試験方法及び判定基準 ······· 50
序文 ·································································································································· 50
第1章 共通事項 ················································································································ 50
1. 適用範囲及び目的 ··········································································································· 50
2. 引用規格 ······················································································································· 50
3. 定義 ····························································································································· 51
4. がいし連又はがいし装置の電気的特性値 ············································································· 51
第2章 電気的試験の手順 ···································································································· 52
5. 高電圧試験の一般要求事項 ······························································································· 52
6. 電気的試験における標準大気状態及び補正係数 ···································································· 52
7. 注水試験における人工降雨のパラメータ ············································································· 52
8. 電気的試験における試料配置 ···························································································· 52
9. 雷インパルス電圧試験 ····································································································· 52
10. 商用周波注水電圧試験···································································································· 53
11. 開閉インパルス注水電圧試験 ··························································································· 53
12. 試料配置 ····················································································································· 53
附属書2A(参考) 参照文献のリスト ···················································································· 55
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 3801-1 : 1999
がいし試験方法−
第1部:架空線路用がいし
Testing method for insulators−
Part 1 : Insulators for overhead line
序文 この規格は,1993年に第4版として発行されたIEC 60383-1,Insulators for overhead lines with a
nominal voltage above 1 000 V−Part 1 : Ceramic or glass insulator units for a. c. systems−Definitions, test
methods and acceptance criteria及び1993年に第1版として発行されたIEC 60383-2,Insulators for overhead
lines with a nominal voltage above 1 000 V−Part 2 : Insulator strings and insulator sets for a.c. systems−
Definitions, test methods and acceptance criteriaを元に,本体には従来日本工業規格で規定していたがいし試
験方法について規定し,これに対応する国際規格については,技術的内容を変更することなく附属書1及
び附属書2として作成した日本工業規格である。ただし,吸湿試験の試験液については,安全性を優先し,
国際規格の内容を変更して規定した。
なお,IEC規格番号は,1997年1月1日から実施のIEC規格新番号体系によるものであり,これより
前に発行された規格についても,規格番号に60000を加えた番号に切り替えた。これは,番号だけの切替
えであり,内容は同一である。
1. 適用範囲 この規格は,架空線路に用いる磁器製懸垂がいし,長幹がいし,ラインポストがいし,ピ
ンがいしなど(以下,がいしという。)の試験方法について規定する。
この規格の本体又は附属書(規定)の規定は,一つの製品に対してそのいずれかを一貫して適用するも
のとし,両者の対応する規定項目・内容を適宜選択又は混用して適用することはできない。
備考 この規格の対応国際規格を,次に示す。
IEC 60383-1 : 1993 Insulators for overhead lines with a nominal voltage above 1 000 V−Part 1 :
Ceramic or glass insulator units for a.c. systems−Definitions, test methods and
acceptance criteria
IEC 60383-2 : 1993 Insulators for overhead lines with a nominal voltage above 1 000 V−Part 2 :
Insulator strings and insulator sets for a.c. systems−Definitions, test methods and
acceptance criteria
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS C 3802 電気用磁器類の外観検査
JIS C 3803 がいし及びブッシング用語
2
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS H 0401 溶融亜鉛めっき試験方法
JIS K 8891 メタノール(試薬)
3. 定義 この規格で用いる主な用語の定義は,JIS C 3803による。
4. 試験の種類 試験の種類は,表1のとおりとする。
表1 試験の種類
試験の種類
試験方法適用箇条
試験の種類
試験方法適用箇条
a) 構造試験
5.
d) 機械的試験
8.
b) 外観試験
6.
1) 耐荷重試験
8.1
c) 電気的試験
7.
1.1) 引張耐荷重試験
8.1.1
1) 商用周波乾燥フラッシオー
バ電圧試験
7.1
1.2) 曲げ耐荷重試験
8.1.2
1.3) 打撃耐荷重試験
8.1.3
2) 商用周波乾燥耐電圧試験
7.2
2) 破壊荷重試験
8.2
3) 商用周波注水フラッシオー
バ電圧試験
7.3
2.1) 引張破壊荷重試験
8.2.1
2.2) 曲げ破壊荷重試験
8.2.2
4) 商用周波注水耐電圧試験
7.4
2.3) 打撃破壊荷重試験
8.2.3
5) 商用周波油中破壊電圧試験
7.5
e) 課電破壊荷重試験
9.
6) 商用周波電圧試験
7.6
f) 冷熱試験
10.
7) 高周波電圧試験
7.7
g) 吸湿試験
11.
8) 雷インパルスフラッシオー
バ電圧試験
7.8
h) 亜鉛めっき試験
12.
8.1) 50%フラッシオーバ電圧値
の決定
7.8.3
8.2) 電圧−時間曲線の決定
7.8.4
9) 雷インパルス耐電圧試験
7.9
10) 開閉インパルス乾燥フラッ
シオーバ電圧試験
7.10
11) 開閉インパルス乾燥耐電圧
試験
7.11
12) 開閉インパルス注水フラツ
シオーバ電圧試験
7.12
13) 開閉インパルス注水耐電圧
試験
7.13
5. 構造試験 供試品の構造及び寸法について調べる。
6. 外観試験 供試品の磁器部の外観については,JIS C 3802によって行う。磁器部以外の外観について
は,ひび,割れ,その他使用上有害な欠点があるか否かを調べる。
7. 電気的試験 電気的試験は,特に規定されない場合には,清浄な供試品について乾燥した状態で行う。
7.1
商用周波乾燥フラッシオーバ電圧試験
7.1.1
供試品の取付方法 供試品の取付方法は,次の標準取付方法に従って行う。ただし,受渡当事者間
の協定によって,実使用状態を模擬した状態で行ってもよい。
a) 懸垂がいし及び長幹がいしの場合
3
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 電極 供試品は,接地したワイヤロープか適切な導体によって支持物に垂直につり下げる。供試品
の最上部金具と支持物との距離は1m以上とする。最下部の金具には導体を適切なクランプで水平
に取り付け,導体の長さは供試品の長さの1.5倍以上とし,直径は約1.5%とする。ただし,長さは
最低片側1m,直径は最低25mmとし,試験電圧が非常に高い場合には下部導体の先端に,球状又
は適切な形の遮へい物を取り付ける。
磁器の最下部のかさから下部導体上面までの距離は,できるだけ短くする。ただし,最下部の供
試品の直径の0.5倍以上とする。
2) 他物との接近 試験装置の接地部分以外の接地された物体と下部電極とは,供試品の長さの1.5倍
以下に近づけてはならない。ただし,最低1mとする。
b) ラインポストがいし及びピンがいしの場合
1) 電極 供試品は,接地した水平のチャネルの中央に垂直に取り付ける。チャネルの幅は供試品の下
部金具の直径にほぼ等しく,長さは供試品の高さの2倍以上とする。チャネルは地上高1m以上と
する。導体とチャネルは互いに直角になるように取り付ける。ただし,高圧ピンがいしの場合の架
台は,幅約150mm,長さ約1.5mとする。導体は直径5mm以上で,供試品の頂部線溝(又は側部線
溝)に載せたときの長さは,供試品から両側にそれぞれ供試品の高さの2倍以上とし,水平に取り
付け,直径約1mmの導線で固定する。
クランプ付きの場合はクランプに取り付ける。
2) 他物との接近 試験装置の接地部分以外の接地された物体と上部電極とは,供試品の高さの1.5倍
以下に近づけてはならない。ただし,最低1mとする。高圧がいしでは最低0.3mとする。
c) 高圧耐張がいし及びこれに類するがいしの場合
1) 電極 供試品をほぼ水平に支持し,供試品のキャップを接地し,ピンを電極とする。
導体の直径は5mm以上,長さは0.5m以上とし,ほぼ水平に支持して適切な方法でピンと接続す
る。供試品と支持物との最短距離は,その供試品の高さ以上になるように取り付ける。
2) 他物との接近 b)2)による。
d) 引留がいしの場合
1) 電極 供試品を使用状態に組み立て,支持物にほぼ水平に取り付ける。ストラップは,幅約38mm,
厚さ約3mmのものを使用し,これを一方の電極として接地する。供試品と支持物との最短距離は,
供試品の高さ以上になるように取り付ける。線溝に直径約4mmの導線を1回巻き付け,これをス
トラップに平行に,かつ,ストラップの反対の方向に引き出して,これを他方の電極とする。
2) 他物との接近 b)2)による。
e) 井形がいし及び玉がいしの場合
1) 電極 供試品に直径約10mmのより線を使用状態に取り付け,これをたるみのないように鉛直にし,
それぞれを上下電極として一方の電極は接地する。
2) 他物との接近 b)2)による。
7.1.2
電圧の加え方 印加電圧は,予想されるフラッシオーバ電圧値の約75%まで適宜上昇させ,以後毎
秒この値の約2%の上昇率で上昇させ,フラッシオーバさせる。
7.1.3
商用周波乾燥フラッシオーバ電圧値 供試品の乾燥フラッシオーバ電圧値は,5回以上継続してフ
ラッシオーバ電圧値を測定し,その平均値をとる。電圧を印加する間隔は,前に印加した電圧の影響及び
外部大気条件の影響を受けない範囲内で十分に長くとる。
7.1.4
電圧の補正
4
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 標準大気状態 標準大気状態は,気圧1 013hPa,気温20℃,絶対湿度11gm3の場合をいう。
b) 大気状態に関する補正 試験時の気圧,気温及び絶対湿度が,標準大気状態と相違する場合には,フ
ラッシオーバ電圧値及び耐電圧値は,次の式によって補正する。
d
h
h
S
K
K
V
V
×
=
δ
ここに,
Vs: 標準大気状態におけるフラッシオーバ電圧
Vδh: 対空気密度δ,絶対湿度hにおけるフラッシオーバ電圧
Kd: 空気密度補正係数
Kh: 湿度補正係数
大気温度t (℃),気圧b (hPa),絶対湿度h (gm3) のとき,Kd,Kh,は,次の式で与えられる。
n
m
d
t
b
K
+
+
=
273
20
273
013
1
()w
h
K
K=
Kは図2から,また,m,n及びwはギャップの構造,電圧の極性,波形によって表2と図1とか
ら求められる。
注水状態の試験は湿度補正しない。
図1 m,n及びwとギャップの長さとの関係
5
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 Kと湿度との関係
表2 ギャップの構造,電圧の極性並びに電圧波形とm,n及びwとの関係
電圧波形
雷インパルス電圧
開閉インパルス電圧
商用周波電圧
極性
正
負
正
負
−
ギャップ構造
A
B
A
B
A
B
A
B
A
B
m,nの値
1.0
1.0
1.0
1.0
1.0
図1
1.0
0
1.0
図1
Kの曲線
図2のa
図2のb
図2のa
図2のa
図2のc
wの値
0
1.0
0
1.0
0
図1
0
0
0
図1
備考 Aは,平等ギャップ又はこれに近いもの。
Bは,棒−棒ギャップ,懸垂がいしのような対称的な不平等ギャップ
7.2
商用周波乾燥耐電圧試験
7.2.1
供試品の取付方法 7.1.1による。
7.2.2
電圧の加え方 印加電圧は,試験電圧の約75%まで適宜上昇させ,以後毎秒試験電圧の約2%の上
昇率で上昇させる。規定の電圧を1分間印加し,供試品にフラッシオーバ又は絶縁破壊が生じるか否かを
調べる。
7.2.3
電圧の補正 商用周波乾燥耐電圧試験は,7.1.4によって,その試験時の大気状態に対応する耐電
圧試験値を求め,これによって試験を行う。
7.3
商用周波注水フラッシオーバ電圧試験
7.3.1
供試品の取付方法 7.1.1による。
7.3.2
注水 注水状態において試験を行う場合には,注水はその水圧一定のもとに噴水口から噴射させ,
水滴はなるべく細かく,かつ,一様にして注水範囲は供試品を十分に包含できる広さでなければならない。
注水量は,垂直成分で3mm/min以上とする。
注水角度は,供試品のほぼ中央部で垂直方向に対して45度を標準とする。
注水の抵抗率は,100Ω・m±20%とする。
6
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.3
電圧の加え方 7.1.2による。
7.3.4
商用周波注水フラッシオーバ電圧値 供試品の商用周波注水フラッシオーバ電圧値は,5回以上継
続してフラッシオーバ電圧値を測定し,その平均をとる。電圧を印加する間隔は,前に印加した電圧の影
響及び外部大気条件の影響を受けない範囲で十分に長く取る。
7.3.5
電圧の補正 商用周波注水フラッシオーバ電圧値は,7.1.4によって標準大気状態に補正を行う。
7.4
商用周波注水耐電圧試験
7.4.1
供試品の取付方法 7.1.1による。
7.4.2
注水 注水条件は,7.3.2による。
7.4.3
電圧の加え方 7.2.2による。
7.4.4
電圧の補正 商用周波注水耐電圧試験は,7.1.4によって,その試験時の大気状態に対応する耐電
圧試験値を求め,これによって試験を行う。
7.5
商用周波油中破壊電圧試験 この試験は,供試品の絶縁物内部の最小貫通距離が供試品のフラッシ
オーバ距離の21以下のものについてだけ行う。
a) 絶縁油 この試験には,体積抵抗率106Ω・m〜109Ω・mで室温に近い温度の絶縁油を使用する。
b) 容器 金属製の容器の場合には,供試品と容器との最短距離が供試品の最大径の1.5倍以上になるも
のを用いる。
c) 供試品の取付方法
1) 懸垂がいし及び高圧耐張がいしの場合 供試品を適切な方法で絶縁油中に逆さに浸し,キャップ及
びピンを電極とし,キャップを接地する。
2) ピンがいしの場合 供試品の頂部を側部線溝に至るまで金属はくで覆い,これを下部電極とし,ピ
ンを上部電極とする。
3) 引留がいしの場合 供試品をストラップ及びストラップボルトで使用状態に取り付け,これを上部
電極とする。線溝を金属はくで覆い,これを下部電極とする。供試品は,絶縁油中にストラップ及
びストラップボルトでつり下げ,下部電極は接地する。
4) 井形がいしの場合 供試品に導線(鎖でもよい。)を使用状態に取り付け,これを両電極とする。
d) 電圧の加え方 商用周波電圧を印加し,測定器で印加電圧が確認できる状態で,規定値までできるだ
け速やかに印加電圧を上昇させる。必要ならば破壊させる。
7.6
商用周波電圧試験 この試験は,供試品の絶縁物内部の最小貫通距離が供試品のフラッシオーバ距
離の21以下のがいしについてだけ行う。
a) 供試品の取付方法
1) 懸垂がいし及び高圧耐張がいしの場合 キャップとピンとを両電極とする。
2) ピンがいしの場合 供試品の頭部に取り付けた導体とピンとを両電極とする。
3) 引留がいしの場合 供試品の線溝に取り付けた導体と供試品を支持する導体とを両電極とする。
4) 井形がいし及び玉がいしの場合 供試品の線溝に使用状態に取り付けた両導体をそれぞれ両電極と
する。
b) 電圧の加え方 供試品の両電極間に,規定の商用周波電圧を空気中で2分間加え,供試品の各部の異
常の有無を調べる。商用周波電圧試験中に瞬間的なフラッシオーバを起こしてもよい。
7.7
高周波電圧試験 この試験は,供試品の絶縁物内部の最小貫通距離が供試品のフラッシオーバ距離
の21以下のものについてだけ行う。
a) 供試品の取付方法 7.6a)による。
7
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 電圧の加え方 供試品の両電極間に,フラッシオーバさせるのに十分な高周波電圧を3秒〜5秒間加
え,供試品の各部の異常の有無を調べる。
7.8
雷インパルスフラッシオーバ電圧試験
7.8.1
電圧波形 雷インパルス電圧試験に用いる標準雷インパルス電圧は,波頭長1.2μs,波尾長50μs
の正又は負の単極性全波電圧とする。この電圧波形を1.2/50インパルスと表す。ただし,波形の裕度は波
頭長±30%,波尾長±20%,波高値±3%とする。雷インパルス電圧試験における試験電圧波高値は,球ギ
ャップ,オシロスコープのいずれかによって確認する。
7.8.2
供試品の取付方法 7.1.1による。
7.8.3
50%フラッシオーバ電圧値の決定 50%フラッシオーバ電圧値は,次の方法のいずれかの方法によ
って決定する。
a) 昇降法 50%フラッシオーバ電圧にほぼ等しいと思われる電圧U'50を印加し,フラッシオーバした場
合にはU'50−∆Uの電圧を,もしフラッシオーバしなかった場合には,U'50+∆Uの電圧を加える。こ
のようにフラッシオーバすれば,次には,それより∆Uだけ低い電圧を,フラッシオーバしなかった
場合にはそれより∆Uだけ高い電圧を加える。∆Uはフラッシオーバ値の標準偏差の0.5倍〜2倍とす
る。電圧は40回程度印加する。フラッシオーバした回数と,しなかった回数のうち少ない側の各水準
における度数を水準の低いものから高いものへn0,n1,…,nkとおくと,50%フラッシオーバ電圧U50
は
±
+
=
∑
∑
=
=
2
1
0
0
0
50
k
i
i
k
i
i
n
in
U
U
U
⊿
で求められる。ただし,複号はフラッシオーバしなかった回数を利用するときは (+) を,フラッシ
オーバした回数を利用するときは (−) をとる。U0はi=0に対応する電圧である。
b) 補間法 まず同一インパルス電圧Vmを10回以上供試品に印加しフラッシオーバ発生率を求める。こ
のときのフラッシオーバ発生率をm%とする。次いで電圧をVnに変化し同様の方法によって,そのと
きのフラッシオーバ発生率n%を求める。80>m>50,50>n>20になるように印加電圧Vm,Vnを調整
する必要がある。
この二つの測定値から50%フラッシオーバ電圧を,次の式によって求める。
n
m
m
V
n
V
V
n
m
−
−
+
−
=
)
50
(
)
50
(
50
7.8.4
電圧-時間曲線の決定 電圧−時間曲線は,供試品の両電極間に印加する雷インパルス電圧50%フ
ラッシオーバ電圧値の近くから順次高めていき,少なくとも5回以上波高値を変化し,供試品をフラッシ
オーバさせて求める。
7.8.5
電圧の補正 雷インパルス乾燥50%フラッシオーバ電圧値は,7.1.4によって標準大気状態に補正
を行う。
7.9
雷インパルス耐電圧試験
7.9.1
電圧波形 7.8.1による。
7.9.2
供試品の取付方法 7.1.1による。
8
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.9.3
電圧の加え方 雷インパルス耐電圧試験は,正,負両極性について行う。しかし,どちらかの極性
が低いフラッシオーバ電圧であることが明らかなときは,その極性について行えばよい。雷インパルス耐
電圧を求める方法は,次の二つの方法のいずれかによる。
a) 耐電圧法 供試品に規定の雷インパルス電圧を15回印加する。フラッシオーバの数が2回以内の場合
には,試験に合格したものとする。
b) 50%フラッシオーバ電圧による方法 7.8.3a)によって50%フラッシオーバ電圧を求め,7.1.4によって
補正した値が規定の耐電圧値の
σ
3.1
1
1
−
=1.04倍以上の場合には,試験に合格したものとする。ここでσ
は3%と仮定した標準偏差である。また,電圧印加回数は30回以上とする。
7.9.4
電圧の補正 雷インパルス乾燥耐電圧試験(耐電圧法)は,7.1.4によってその試験時の大気状態
に対応する耐電圧試験値を求め,これによって試験を行う。
7.10 開閉インパルス乾燥フラッシオーバ電圧試験
7.10.1 電圧波形 開閉インパルス電圧試験に用いる標準開閉インパルス電圧は,波頭長250μs,波尾長2
500μsの正又は負の単極性全波電圧とする。この電圧波形を250 2 500インパルスと表す。ただし,波形の
裕度は波頭長±20%,波尾長±60%,波高値±3%とする。開閉インパルス電圧試験における試験電圧波高
値は,球ギャップ,オシロスコープのいずれかによって確認する。
7.10.2 供試品の取付方法 供試品の取付方法は,次の標準取付方法に従って行う。ただし,協議によって
実使用状態を模擬した状態で行ってもよい。
懸垂がいし連及び長幹がいし連の場合 供試品は,塔体とアームを模擬した配置で垂直につり下げる。
塔体は垂直材,アームは水平材でそれぞれ模擬し,それぞれの幅は400mmから供試品の長さの20%まで
とする。塔体と供試品との距離は,供試品の長さの1.2倍〜1.5倍の間にする。供試品の最上部とアームの
最下部との距離は約300mmとする。また,塔体の高さはアームから下を供試品の長さの2倍以上とする。
導体は2導体とし,アームに直角に供試品の最下部の金具に取り付ける。導体はスペーサによって水平に,
かつ,供試品の長さの約101の間隔にする。
導体の長さは,片側の長さを供試品の長さとほぼ等しくする。導体の直径は,供試品の長さの0.75%〜
1.25%にする。導体の地上高は,供試品の長さの1.5倍以上とする。ただし,最低6mとする。導体の両端
には適切な形の遮へい物を取り付け,両端からのフラッシオーバを防止する。他物との接近は7.1.1a)2)に
よる。
7.10.3 50%フラッシオーバ電圧値の決定 7.8.3による。
7.10.4 電圧の補正 開閉インパルス乾燥50%フラッシオーバ電圧値は,7.1.4によって標準大気状態に補
正を行う。
7.11 開閉インパルス乾燥耐電圧試験
7.11.1 電圧波形 7.10.1による。
7.11.2 供試品の取付方法 7.10.2による。
7.11.3 電圧の加え方 開閉インパルス耐電圧試験は,正,負両極性について行う。開閉インパルス耐電圧
を求める方法は,次の二つの方法のいずれかによる。
a) 耐電圧法 供試品に規定の開閉インパルス電圧を15回印加する。フラッシオーバの数が2回以内の場
合には,試験に合格したものとする。
b) 50%フラッシオーバ電圧による方法 7.8.3a)によって50%フラッシオーバ電圧を求め,7.1.4によって
補正した値が規定の耐電圧値の
σ
3.1
1
1
−
=1.085倍以上の場合には,試験に合格したものとする。ここでσ
は6%と仮定した標準偏差である。また,印加回数は30回以上とする。
9
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.11.4 電圧の補正 開閉インパルス乾燥耐電圧試験(耐電圧法)は,7.1.4によってその試験時の大気状
態に対応する耐電圧試験値を求め,これによって試験を行う。
7.12 開閉インパルス注水フラッシオーバ電圧試験
7.12.1 電圧波形 7.10.1による。
7.12.2 供試品の取付方法 7.10.2による。
7.12.3 注水 注水条件は,7.3.2による。
7.12.4 50%フラッシオーバ電圧値の決定 7.8.3による。
7.12.5 電圧の補正 開閉インパルス注水50%フラッシオーバ電圧値は,7.1.4によって標準大気状態に補
正を行う。
7.13 開閉インパルス注水耐電圧試験
7.13.1 電圧波形 7.10.1による。
7.13.2 供試品の取付方法 7.10.2による。
7.13.3 注水 注水条件は,7.3.2による。
7.13.4 電圧の加え方 7.11.3による。
7.13.5 電圧の補正 開閉インパルス注水耐電圧試験(耐電圧法)は,7.1.4によってその試験時の大気状
態に対応する耐電圧値を求め,これによって試験を行う。
8. 機械的試験
8.1
耐荷重試験
8.1.1
引張耐荷重試験
a) 供試品の取付方法
1) 懸垂がいし,長幹がいし及び高圧耐張がいしの場合 供試品の両金具間に,適切な方法によって供
試品の軸心の方向に荷重が加わるように取り付ける。
2) 引留がいしの場合 供試品をストラップ及びストラップボルトによって使用状態に取り付け,供試
品の線溝に約10mmのより線をかけて,供試品の軸心と直角の方向に荷重が加わるように取り付け
る。ただし,ストラップボルトは使用状態におけるよりも強力なものを使用してもよい。
3) 井形がいし及び玉がいしの場合 供試品を規定のより線によって使用状態に取り付け,そのより線
に荷重を加える。ただし,より線を締め付けるクランプと供試品との間隔は,規定の長さ以下とす
る。
b) 荷重の加え方
1) 荷重は,規定荷重値の約75%まで適宜に増加させ,以後は徐々に増加させ規定荷重値に達するよう
にする。その規定荷重値を1分間保持し,供試品の各部の異常の有無を調べる。
2) 全数試験の場合には,規定荷重値を10秒間加え,供試品の各部の異常の有無を調べる。
8.1.2
曲げ耐荷重試験
a) 供試品の取付方法
ラインポストがいし及びピンがいしの場合 供試品を正規の取付ボルトで固定した鉄製の台に使用
状態に取り付け,側部線溝により線をかけて,これに供試品の軸心と直角の方向に荷重を加える。ピ
ンがいしの荷重の加え方及び偏位の測定は,図3による。
10
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 ピンがいしの荷重の加え方及び偏位
b) 荷重の加え方 荷重は,規定荷重値の約75%まで適宜に増加させ,以後は徐々に増加させ,規定荷重
値に達するようにする。その規定荷重値で1分間保持したとき規定の偏位を生じるか否かを調べるほ
か,供試品の各部の異常の有無を調べる。
8.1.3
打撃耐荷重試験
a) 供試品の取付方法
懸垂がいしの場合 供試品を図4に示す方法で試験機に取り付け,9.8kNの引張荷重を加える。打
撃用振り子の支持点は振り子を離したときに,その頭端が供試品の軸心に平行に,かつ,磁器部の裏
面において,その外周の最低点を打つように正確に調整する。
図4 打撃試験機
11
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 荷重の加え方 振り子の軸が目盛板上の対応するN・mの表示に達するまで振り子を上げた後振り子
を離し,供試品各部の異常の有無を調べる。振り子を離す際,振り子に速度を与えてはならない。
8.2
破壊荷重試験
8.2.1
引張破壊荷重試験
a) 供試品の取付方法 8.1.1a)による。
b) 荷重の加え方 荷重は,規定破壊荷重値の約75%まで適宜に増加させ,以後徐々に増加させ,破壊に
至らせる。
8.2.2
曲げ破壊荷重試験
a) 供試品の取付方法 8.1.2a)による。
b) 荷重の加え方 8.2.1b)による。
8.2.3
打撃破壊荷重試験
a) 供試品の取付方法 8.1.3a)による。
b) 荷重の加え方 荷重は,規定破壊荷重値の75%から約1N・mずつ増加させ,破壊に至る荷重を求める。
9. 課電破壊荷重試験 課電破壊荷重試験は,供試品の両金具間に供試品の商用周波注水耐電圧と等しい
電圧を加えながら供試品の軸心の方向に引張荷重を加える。荷重は規定の課電破壊荷重値の約75%まで適
宜に上昇させ,その後徐々に均一な速度で増加させ,破壊に至らせる。
10. 冷熱試験 冷熱試験は,熱湯・冷水,熱湯・冷水の順序で行い,供試品はそれぞれの水槽に全部を浸
す。熱湯と冷水との浸せき回数は各々3回とし,それぞれの水槽間の移動時間は30秒以内でできるだけ早
く行う。浸せき時間,冷水の温度範囲及び冷水と熱湯との温度差は規定による。
なお,水槽の冷水又は熱湯の量は,供試品の浸せきによって水温が5℃以上変化しないよう,十分な量
でなければならない。
次に外観試験を行い,磁器部,金具接着状態などを調べ,かつ,供試品の絶縁物内部の最小貫通距離が
供試品のフラッシオーバ距離の21以下であるものについては7.6の商用周波電圧試験によって異常の有無
を調べる。
11. 吸湿試験
11.1 試料 供試品を構成する磁器部を破壊し,清新な破砕面をもつ破片を試料とする。
11.2 試験液 この試験に用いる試験液は,JIS K 8891に規定するメチルアルコール100に対し,アスト
ラゾン約3の割合で溶解したものとする。
11.3 試験方法 試料を試験液中に完全に浸し,常温において9.8MPa以上の圧力を加えたまま4時間以上
放置した後,これを取り出して乾燥し,破砕し,その破砕面に液がしみ込んだか否かを調べる。
12. 亜鉛めっき試験
12.1 試料 供試品の一部をなす金具の亜鉛めっきに対して行うものとし,試料の採り方はJIS H 0401に
よる。
12.2 試験方法 JIS H 0401の参考(膜厚試験方法)によって行う。
参考 膜厚測定値から付着量を求めるためには,次の式がある。
t
A
×
= 2.7
12
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
A: 亜鉛付着量 g/m2)
7.2: めっき層の密度 (g/cm3)
t: 膜厚 (μm)
例 付着量500g/m2に相当する膜厚:69.4μm
13
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) 交流系統で使用する磁器又はガラスがいし
−定義,試験方法及び判定基準
序文 この附属書は,本体の規定に対応するIEC 60383-1 : 1993, Insulators for overhead lines with a nominal
voltage above 1 000 V−Part 1 : Ceramic or glass insulator units for a.c. systems−Definitions, test methods and
acceptance criteriaを翻訳し,技術的内容及び規格票の様式を変更することなく作成したものである。
なお,この附属書で点線の下線を施してある箇所は,原国際規格にない事項である。
第1章 共通事項
1. 適用範囲及び目的 この附属書は,公称電圧が1 000Vを超え,周波数が100Hz以下の交流架空線路
及び架空電車線路に使用する磁器又はガラスがいしに適用する。
この附属書は,直流架空電車線路に使用するがいしにも適用する。
この附属書は,連用がいし,架空線路用固定がいし及び変電所用の類似設計のがいしに適用する。
この附属書は,電気機器用がいし若しくは電気機器の部品として使用されるがいし又はIEC 60168に規
定されているポストがいしには適用しない。
この附属書は,直流架空線路に使用されるがいしの暫定規格とみなすことができる。IEC 60438が,こ
れらのがいしの一般的なガイダンスとなる。
備考 直流架空線路用がいしの試験を規定する国際規格は,審議中であり,審議後IEC 60438の適切
な条項に置き換えられる予定である。
がいし連とがいし装置の試験(例えば,注水開閉インパルス電圧試験)は,附属書2に規定する。
備考1. この附属書は,人工汚損試験,ラジオ障害電圧試験又は残留強度試験は含まない。これらの
試験項目及び試験方法は,次のIEC規格に規定されている。
IEC 60437 Radio interference test on high-voltage insulators
IEC 60507 Artificial pollution tests on high-voltage insulators to be used a.c. systems
IEC 60797 Residual strength of string insulator units of glass or ceramic material for overhead lines
after mechanical damage of the dielectric
2. この附属書では,“セラミック材料”という用語は,北アメリカでの慣用とは逆に磁器材料を
指すのに用い,ガラスは含まない。
この附属書の目的は:
− 使用される用語の定義
− がいしの特性の定義及びそれらの特性の規定値が検証される条件の規定
− 試験方法の規定
− 判定基準の規定
この附属書は,特定な使用状態におけるがいし選定に関する要求事項は含まない。
備考 汚損条件下におけるがいしの選定のガイドとしては,IEC 60815が発行されている。
がいしの特性値は,IEC 60305,IEC 60433及びIEC 60720に規定されている。
14
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に示す引用規格は,この附属書で参照する条項,この附属書を構成する条項を含んでい
る。発行時点において,表示された版が有効なものであった。すべての引用規格は,改正されるので,こ
の規格の関係者は,次の規格の最新版のものを調査し,適用することを推奨する。IEC及びISOのメンバ
ーは,現時点で有効な国際規格の記録を保持する。
IEC 60050 (471) : 1984, International Electrotechnical Vocabulary (IEV)−Chapter 471 : Insulators
IEC 60060-1 : 1989, High-voltage test techniques−Part 1 : General definitions and test requirements
IEC 60120 : 1984, Dimensions of ball and socket couplings of string insulator units
IEC 60305 : 1978, Characteristics of string insulator units of the cap and pin type
IEC 60372 : 1984, Locking devices for ball and socket couplings of string insulation units : Dimensions and
tests
IEC 60433 : 1980, Characteristics of string insulator units of the long rod type
IEC 60471 : 1977, Dimensions of clevis and tongue couplings of string insulator units
IEC 60720 : 1981, Characteristics of line post insulators
IEC XXX : 19XX, Puncture testing of insulators of glass or ceramic material for overhead lines with a
nominal voltage greater than 1 000 V (under consideration)
ISO 1459 : 1973, Metallic coatings−Protection against corrosion by hot dip galvanizing−Guiding
principles
ISO 1460 : 1973, Metallic coatings−Hot dip galvanized coatings on ferrous metals−Determination of the
mass per unit area−Gravimetric method
ISO 1461 : 1973, Metallic coatings−Hot dip galvanized coatings on fabricated ferrous products−
Requirements
ISO 1463 : 1982, Metallic and oxide coatings−Measurement of coating thickness−Microscopical method
ISO 2064 : 1980, Metallic and other non-organic coatings−Definitions and conventions concerning the
measurement of thickness
ISO 2178 : 1982, Non-magnetic coatings on magnetic substrates−Measurement of coating thickness−
Magnetic method
3. 定義 この附属書では,次に示す用語の定義を用いる。
この附属書で使用する“がいし”という用語は,試験対象物を指すのに用いる。
次に示す用語の定義は,IEC 60050 (471) には規定されていないか又は意味の異なるものである。
3.1
がいし連 (Insulator string) 1個又は複数の連用がいしを連結したもの。架空線路の導体を可動支
持し,主に引張荷重が加わる。
3.2
ピンがいし (Pin insulator) 絶縁物によって構成される固定がいしで,がいし内部に通っているピ
ンによって,支持構造物上に固定取付けされたもの。絶縁部は,1個又は複数の互いに永久に連結された
絶縁材料で構成されている。絶縁部とピンとの結合には,取外し可能なタイプ又は永久結合するタイプ(イ
ンテグラルピンを使用したピンがいし)のものがある。
特に規定がない場合は,“ピンがいし”には取外し可能なピンは含まない。
備考 ピンには2種類の基本形状がある。一つの形状は,絶縁部がピンの端に固定され,絶縁部と支
持構造物とが接触しないタイプである。他の形状は,絶縁部が支持構造物に直接,又は絶縁部
と支持構造物との間の板を介して接触するように固定されるタイプである。板は,分離した座
15
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
金又はピンの一部(ときには,ピンポストがいしが参照される。)を用いる。
3.3
ラインポストがいし (Line post insulator) 取付金具か場合によってはキャップと永久結合された
1個又は複数の絶縁材料によって構成されるポストがいし。スタッド又は一つ若しくは複数のボルトがつ
いた取付金具で支持構造物に固定取付けされる。
3.4
電車線路用がいし (Traction insulator) 架空電車線路を,可動支持又は固定支持するためのがいし
又はがいし装置。すべての架空線路用がいしがこの目的で使用できる。
3.5
ロット (Lot) 同一設計及び類似製造条件で製造したとみなされる,同一製造業者から受入れ用と
して提供されたがいしのグループ。一つ又は複数のロットを,同時に受入れ用として提供してもよい。提
供されるロットは,注文数量の全数又は一部としてもよい。
3.6
フラッシオーバ (Flashover) 運転電圧が通常印加される部分間が,電気的に短絡するがいし外部
の絶縁破壊放電。
備考 この附属書では,“フラッシオーバ”は,がいし周辺の空気中の放電による絶縁破壊放電と同様
な,がいし表面の絶縁破壊放電も含む。
3.7
雷インパルス乾燥耐電圧 (Dry lighting impulse withstand voltage) 乾燥時に,規定された試験条件
下において,がいしが耐える雷インパルス電圧。
3.8
50%雷インパルス乾燥フラッシオーバ電圧 (50 % dry lightning impulse flashover voltage) 乾燥時
に,規定された試験条件下において,50%の確率でがいしのフラッシオーバが発生する雷インパルス電圧。
“U50”と書き表される。
3.9
商用周波注水耐電圧 (Wet power-frequency withstand voltage) 注水時に,規定された試験条件下に
おいて,がいしが耐える商用周波電圧。
3.10 課電破壊荷重 (Electromechanical failing load) 規定された試験条件下において,連用がいしが試験
されたときの最大到達荷重。
3.11 破壊荷重 (Mechanical failing load) 規定された試験条件下において,連用がいし又はポストがいし
が試験されたときの最大到達荷重。
3.12 貫通破壊電圧 (Puncture voltage) 規定された試験条件下において,連用がいし又はポストがいし
が貫通破壊を起こす電圧。
3.13 表面漏れ距離 (Creepage distance) 運転電圧が通常印加される部分間の,磁器又はガラス絶縁部の
沿面の最短距離又は最短距離の合計。
備考 セメント面又はその他の非絶縁体の連結部分は,表面漏れ距離に含めない。高抵抗被覆材をが
いしの絶縁部分に塗布した場合には,その部分は有効ながいし表面とみなし表面漏れ距離に含
める。
3.14 偏心 (Displacement)
軸方向又は径方向の偏心 (Axial or radial displacement) がいしの中心軸に沿って,がいしを1回転させた
ときの,一定点の最大変位。
角度の変位 (Angular displacement) がいしの中心軸を基準にした,二つの連結部の平面の角度変位。
3.15 標準短がいし連 (Short standard string) 標準短がいし連は,がいし連に関する重要ながいしの特
性を検証するために用いる。
懸垂がいし (Cap and pin units) 5個連以上のがいし連で,連結長が1.5m以下。
長幹がいし (Long rod insulator units) 連として使用される長幹がいしの,連長が1〜2mのがいし連。全長
が1m未満で,単体で使用される長幹がいしは,それ自身を標準短がいし連とみなす。
16
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.16 規定特性 (Specified characteristics) 規定特性とは,
− IEC国際規格で規定された電圧値又は機械荷重若しくはその他の特性値。
− 又は受渡当事者間の協定によるそれらの特性値。
規定耐電圧及び規定フラッシオーバ電圧は,標準大気状態が考慮される(10.参照)。
第2章 がいし
4. がいしのクラス,タイプ及びがいし材料
4.1
がいしのクラス 架空線路用がいしは,その設計によって次の二つのクラスに分類される。
クラスA:絶縁体部の最小電気貫通距離が,気中フラッシオーバ距離の1/2以上のがいし及びがいし単
体。
クラスAがいしの一例としては,外部金具をもつ長幹がいしがある。
クラスB:絶縁体部の最小電気貫通距離が,気中フラッシオーバ距離の1/2未満のがいし及びがいし単
体。
クラスBがいしの一例としては,懸垂がいしがある。
4.2
がいしのタイプ この附属書では,架空線路用がいしを,次の四つに分類する。
− ピンがいし
− ラインポストがいし
− 次の二つに分類される連用がいし
・ 懸垂がいし
・ 長幹がいし
− 架空電車線路用がいし
備考 架空電車線路用がいしは,上記分類の最初の三つのタイプをそのままか,又は架空電車線路に
使用するために改良を施した金具を取り付けたものである。
4.3
がいし材料 この附属書の取り扱う架空線路用がいしの絶縁材料は,
− セラミック材料,磁器,
− アニールガラス,熱処理によって内在応力を緩和したもの,
− 強化ガラス,熱処理によって適正内在応力を付加したもの。
備考1. セラミック及びガラスがいし材料の定義及び分類に関する追加情報は, IEC 60672-1及び
IEC 60672-3に規定されている。
2. この附属書では,“セラミック材料”という用語は,北アメリカでの慣用とは逆に磁器材料を
指すのに用い,ガラスは含まない。
5. がいしの識別 各がいしには,絶縁部又は金具部に製造業者名又は商標及び製造年を表記しなければ
ならない。加えて,各連用がいしには,規定された課電破壊荷重又は破壊荷重を表記しなければならない。
これらの表記は,明りょうで,かつ,容易に消えない方法で表示しなければならない。
IEC 60305,IEC 60433,IEC 60720に規定されている記号を用いてもよい。
17
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
第3章 検査の種類,サンプルの抜取規則及び方法
6. 検査の種類 試験は次の三つのタイプに分類される。
6.1
形式検査 形式検査は,主に設計によって決まるがいしの主な特性を検証するものである。形式検
査は,通常は,がいしの新規設計又は新規製造工程に対して,少数のがいしサンプルで1回だけ実施する。
また,その設計又は製造工程に変更があった場合にだけ,形式検査を繰り返し実施する。変更が影響を及
ぼすがいしの特性が限定される場合,その特性に関連する試験だけを,繰り返し実施する。更に,同等な
設計及び同一製造工程のがいしの有効な検査成績書がある場合,形式検査の電気試験,機械試験及びエー
ジング試験は,実施する必要はない。同等な設計の定義は,関連する項で規定する。形式検査の結果は,
購入者の承認を得た検査成績書又は認定機関の確認を得た検査成績書のいずれかによって保証される。
機械的試験については,検査成績書発行から10年間有効とする。
電気的形式検査については,有効期間の期限はない。
上記期限内において,形式検査と,その後の抜取検査の結果に,重大な差異がない限り検査報告書は有
効である。形式検査と抜取検査の結果の比較方法は,附属書1Aに示す。
形式検査は,形式検査に含まれていない関連した抜取検査と全数検査とに合格したロットの中から選定
した試料で実施する。
6.2
抜取検査 抜取検査は,製造工程によって異なるがいしの特性及びがいしの構成部品の品質を検証
するものである。抜取検査は,関連する全数検査に合格したロットの中から任意に抜取りした試料にて,
受入れ試験として実施される。
備考 この附属書において,計数結果の統計的評価で使用される合格判定係数及び試料数は,通常の
ロットの大きさでは,先版のIEC 60383で使用された計数法による検査特性曲線(OC曲線)
を,可能な限り再現するよう選定している。その他のロットの大きさの場合,OC曲線は異な
る。試験結果の統計的評価及びOC曲線の計算のための追加情報は,ISO 2859 : 1974, 1 : 1989, 2 :
1985,“Sampling procedures and tables for inspection by attributes”及びISO 3951 : 1981, “Sampling
procedures and charts for inspection by variable for percent defective”にある。適用がいしの試験結
果の統計的評価方法は,IEC 60591に示されている。
6.3
全数検査 全数検査は,欠陥品を除去するために,製造工程中に実施するものである。全数検査は,
すべてのがいしに対し実施する。
備考1. 特殊なケースとして,形式,抜取及び全数検査を新設計のがいしに対し,すべて実施する場
合がある。それらの試験は“プロトタイプ試験”という。
2. この附属書では,組立後のがいしについて適用される全数検査だけを規定している。組立前
のがいしの全数検査については,それらが製造工程中でよく実施されているとおり,製造業
者に一任する。
7. 品質保証 製造工程中のがいしの品質を検証するため,受渡当事者間の協定によって,この附属書の
内容を考慮した品質保証プログラムを使用することができる。
備考 品質保証関係で使用される詳細情報は,次に示す日本工業規格にある。
JIS Z 9900 : 1994 品質管理及び品質保証の規格−選択及び使用の指針
対応国際規格ISO 9000-1 : 1994がこの規格と一致している。
JIS Z 9901 : 1998 品質システム−設計,開発,製造,据付け及び付帯サービスにおける品質保証モ
デル
18
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対応国際規格ISO 9001 : 1994がこの規格と一致している。
JIS Z 9902 : 1998 品質システム−製造,据付け及び付帯サービスにおける品質保証モデル
対応国際規格ISO 9002 : 1994がこの規格と一致している。
JIS Z 9903 : 1998 品質システム−最終検査・試験における品質保証モデル
対応国際規格ISO 9003 : 1994がこの規格と一致している。
JIS Z 9904 : 1994 品質管理及び品質システムの要素−指針
対応国際規格ISO 9004-1 : 1994がこの規格と一致している。
JIS Z 9902を,がいしの品質システムのガイドラインとして推奨する。
8. 形式及び抜取検査の手順
8.1
形式検査用がいしの抜取り 6.,7.,8.及び9.の対照表に示す各試験箇条ごとのがいしの試料数は,
すべての関連する抜取検査及び全数検査に合格したがいしのロットの中から抜き取る。
備考 形式検査のがいしの抜取りは,通常製造業者が行う。
8.2
抜取検査の試料抜取方法及び手順 抜取検査では,E1及びE2の二つの試料を使用する。これらの
試料の数量を次の表に示す。ロットの大きさが10 000個を超える場合は,2 000〜10 000個の最適な数量の
等しいロットに分ける。試験結果は,各ロットについて別々に評価する。
ロットの大きさ (N)
試料数
E1
E2
N≦
300 協議による
300<N≦
2 000
4
3
2 000<N≦
5 000
8
4
5 000<N≦
10 000
12
6
がいしは,ロットの中から無作為に抜き取る。抜取検査の試料は,購入者が抜き取る権利をもつ。
試料は,6.,7.,8.及び9.の対照表に示した,適用される抜取検査に供試する。抜取検査に不合格となっ
た場合には,再検査の実施手順(8.3参照)を適用する。
機械的又は電気的特性に影響を及ぼす抜取検査で使用したがいしは,製品として使用してはならない。
8.3
抜取検査の再検査の手順 判定基準によって特定された場合,次に示す抜取検査の再検査の手順を
適用する。
1個のがいし又は金具部が抜取検査に不合格となった場合,その試験に供試した試料数の2倍の試料数
を再検査に供試する。再検査は,元の試験に影響を及ぼすと考えられる試験を含め,不合格となった試験
について実施する。
2個以上のがいし若しくは金具部が抜取検査のいずれかで不合格となった場合,又は再検査に不合格と
なった場合,そのロットは全数,この附属書を満足しないとみなし,製造業者は,製品から除外する。
不合格の原因が明確に特定できるならば,欠陥のあるがいしを取り除くため,製造業者は,不合格と判
定されたロットを区別してもよい(ロットが小さいロットに分割され,それらの小さいロットの一つが不
合格となった場合,他のロットについて調査を拡張してもよい。)。区別されたロット又はその一部を,試
験用に再供試してもよい。それらの数量は,最初に抜取りされた数量の3倍とする。再検査は,元の試験
に影響を及ぼすと考えられる試験を含め,不合格となった試験について実施する。再検査に不合格となっ
た場合には,そのロットは全数この附属書を満足しないと判断する。
19
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
第4章 電気的試験の手順
この章では,この附属書の適用範囲に含まれる各タイプのがいしの電気的試験の試験手順及び要求事項
について規定する。試験項目のリスト,試料配置及び判定係数については,各がいしのタイプごとに第6
章〜第9章で規定する。
9. 高電圧試験の一般要求事項
a) 雷インパルス電圧試験及び商用周波電圧試験の試験手順については,IEC 60060-1による。
b) 雷インパルス電圧は,予期される波高値によって表す。また,商用周波電圧は,波高値を2で除し
た値で表す。
c) 試験時の自然大気状態が,標準値(10.1参照)と異なる場合,10.2に規定する補正係数を用いる。
d) がいしは,高電圧試験の前に洗浄及び乾燥する。
e) 特に相対湿度が高いときには,がいし表面の結露を防ぐように特別な注意を払う。例えば,試験開始
前に,熱平衡を得るために,がいしを試験場所の周囲温度に十分な時間放置しておく。
受渡当事者間で協定がある場合を除き,乾燥電圧試験は,相対湿度85%を超える条件で実施しては
ならない。
f)
連続した電圧印加の間隔は,前回のフラッシオーバ又は耐電圧試験の影響が最小となるように,十分
に取る。
10. 電気的試験における標準大気状態及び補正係数
10.1 標準大気状態 標準大気状態は,IEC 60060-1による。
10.2 大気状態の補正係数 補正係数は,IEC 60060-1によって決定する。試験時の大気状態が,標準大気
状態と異なる場合には,空気密度(k1)及び湿度 (k2) の補正係数を求め,その積K=k1×k2を決める。試験電
圧を,次のとおり補正する。
耐電圧(雷インパルス及び商用周波):
印加試験電圧=K×規定耐電圧
フラッシオーバ電圧(雷インパルス及び商用周波):
記録する電圧=測定フラッシオーバ電圧/K
備考 商用周波注水電圧試験においては,湿度の補正は行わない。すなわち,k2=1及びK=k1となる。
11. 注水試験における人工降雨のパラメータ IEC 60060-1に規定された標準注水試験手順を用いる。人
工降雨はIEC 60060-1の要求値による。
備考 がいしを水平又は傾斜させた状態で試験を実施する場合には,受渡当事者間で,人工降雨の降
雨角度に関する協定がなければならない。
12. 電気的試験における試料配置 個々の試料配置については,試験されるがいしのタイプの関連する項
に規定する。
13. 雷インパルス電圧試験(形式検査) がいし単体及び標準短がいし連の雷インパルス乾燥耐電圧を求
める通常の手順は,IEC 60060-1に規定する昇降法によって求めた50%雷インパルスフラッシオーバ電圧
から計算する。
20
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 受渡当事者間の協定があれば,IEC 60060-1に規定する15回インパルス法によって,耐電圧を
確認してもよい。
13.1 試験手順 標準1.2/50雷インパルスを使用する(IEC 60060-1参照)。
がいしは,9.及び10.で規定した条件のもとで試験する。
正及び負極の,両極のインパルスを使用する。しかし,どちらかの極性が低い耐電圧となることが明ら
かである場合には,その極性で試験することで十分である。
試料数は8.1による。
13.2 判定基準 前述の手順によって求めた50%雷インパルスフラッシオーバ電圧を,10.2によって補正
する。がいし単体及び標準短がいしで試験する場合,その50%雷インパルスフラッシオーバ電圧が,規定
された雷インパルス耐電圧の[1/(1−1.3σ)]=1.040倍以上であれば,合格とする。ここで,σは標準偏
差である(3%とみなす。)。
3個のがいしで試験する場合,三つの50%雷インパルスフラッシオーバ電圧の平均値を求める。その平
均値が,規定された雷インパルス耐電圧の1/(1−1.3σ)=1.040倍以上であれば合格とする。ここに,σ
は標準偏差である(3%とみなす。)。
これらの試験において,がいしは,損傷を受けてはならない。ただし,絶縁部表面のわずかなフラッシ
オーバのこん跡,組立に用いるセメント又はその他の材料部の欠けは,許容する。
14. 商用周波注水電圧試験(形式検査)
14.1 試験手順 試験回路は,IEC 60060-1による。
がいしは,9.及び10.で規定した条件のもとで試験する。
人工降雨の特性は,IEC 60060-1による。
がいしに印加する試験電圧は,試験時の大気状態に補正した商用周波注水耐電圧である(10.2参照)。試
験電圧は,1分間保持する。
試料数は8.1による。
備考 この試験を架空電車線路用がいしに適用する場合には,0〜100Hzの周波数で使用されることを
想定し,標準周波数の試験電圧を適用する。
14.2 判定基準 がいし単体及び標準短がいしで試験する場合には,フラッシオーバ又は貫通破壊が発生
しなければ,合格とする。
3個のがいしで試験する場合には,いずれのがいしにおいても,フラッシオーバ又は貫通破壊が発生し
なければ,合格とする。
備考 フラッシオーバが発生した場合には,注水状態を確認した後,同一がいしで2回目の試験を実
施してもよい。
参考データを得るために,注文時に特別に要求された場合には,印加電圧を商用周波注水耐電圧の75%
の値から毎秒2%の割合で徐々に上昇させる方法によって,注水フラッシオーバ電圧を求めてもよい。フ
ラッシオーバ電圧は,連続5回測定した値の算術平均値で,標準大気状態(10.2参照)に補正した値を記
録する。
21
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15. 貫通耐電圧試験(抜取検査,クラスBがいしだけに適用) 貫通試験は,商用周波貫通耐電圧試験,
又は受渡当事者間の協定によって,急しゅん(峻)波貫通耐電圧試験のどちらかで実施してもよい。
15.1 商用周波貫通耐電圧試験 洗浄及び乾燥したがいしを,表面のフラッシオーバを防ぐ適切な絶縁媒
体を入れたタンクの中に完全に浸す。タンクが金属製の場合,がいしからタンクの側面までの最短距離は,
がいしの最大かさ(笠)径の1.5倍以上とする。絶縁媒体の温度は,室温とほぼ同等とする。
絶縁媒体の特性は明確には定義できないが,一つの望ましい特性は,わずかな導電性である(抵抗率は
106Ω・m〜108Ω・m)。
試験電圧は,運転電圧が通常印加される部分の間に印加する。試料を絶縁媒体に浸すとき,特にがいし
のかさ(笠)部の気泡を避けるように注意する。
試験電圧は,測定機器のメータ値の読みによって,規定の貫通電圧まで速やかに上昇させる。規定の貫
通電圧以下で貫通破壊が発生してはならない。
参考データを得るために,注文時に特別に要求された場合には,試験電圧を貫通破壊が発生するまで上
昇させ,その値を記録する。
再検査の手順については,8.3を適用する。
15.2 急しゅん波貫通耐電圧試験 この試験が要求される場合,タイプ2の技術報告が,急しゅん波電圧
試験の詳細及びガイダンスを示す(検討中のIEC XXXを参照)。
16. 全数電気試験(磁器製又はアニールガラス製のクラスBがいしに適用) 磁器製又はアニールガラス
製のがいし及び固定がいしに,連続的な交流電圧を印加する。
固定がいしは,頭部を下側にして,水を入れたタンクの中に,側面の導体溝が十分浸されるように入れ
る。電圧はタンクと各がいしのピンホール又は空洞部を満たした水との間に印加する。代案として,磁器
又はガラスの電気的ストレスが減少しないのであれば,金属製の電極を用いてもよい。
交流電圧には,商用周波又は高周波を用いてもよい。
商用周波電圧を用いる場合には,3〜5分間連続印加し,散発的又は時折(数秒ごとに)フラッシオーバ
を起こすような十分に高い値とする。
高周波電圧を用いる場合には,100〜500kHzの適切に制動された交流電圧を用いる。電圧の印加時間は,
連続3秒間以上とし,繰り返しフラッシオーバが起きるような,十分に高い値とする。電気貫通の有無を
判定するため,高周波電圧試験中又は試験後に,商用周波電圧を印加するか,又は他の適切な方法を用い
る。
電気貫通が発生したがいしは,不合格とする。
特に指定のない場合,この試験は,機械的試験で損傷を受けたがいしを除去するため,全数機械試験の
後に実施する。
備考 クラスBの固定がいしのある設計については,上記の試験を適用することができない。注文時
に,受渡当事者間の協定がある場合,組立後の試験の代わりに,組立前の絶縁部品で試験を実
施してもよい。
第5章 機械的試験及びその他の試験の手順
この章では,この附属書の適用範囲に含まれる各タイプのがいしの機械的試験の試験手順及び要求事項
について規定する。試験項目のリスト,試料配置,判定係数は,各がいしのタイプごとに関連する6.,7.,
8.及び9.で規定する。機械的試験及びその他の試験においては,形式検査と抜取検査の両方に共通する試
22
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
験手順があるが,判定基準は異なる。
17. 寸法試験(形式検査及び抜取検査) 供試がいしの寸法は,関連する図面,個々に特別な許容差が適
用される寸法(例えば,IEC 60305及びIEC 60471)及び互換性に関連する箇所(例えば,IEC 60120及び
IEC 60471で規定されている連結部寸法)に基づいて確認する。
連用がいしのボール・ソケット連結の寸法試験は,E1及びE2の両方の試料で実施する。他の寸法及び
他のタイプのがいしの寸法試験については,E2の試料についてだけ実施する。
協定がない限り,寸法許容差は,
・± (0.04d+1.5) mm,d≦300mmの場合及びすべての表面漏れ距離
又は
・± (0.025d+6) mm,d >300mmの場合
が,特別許容差が適用される以外のすべての寸法に許容される(dは測定値で,単位はmmとする。)。
表面漏れ距離については,それが最少公称値として規定されていても,上記の許容差を適用する。
再検査の手順については,8.3を適用する。
18. 課電破壊荷重試験(形式検査及び抜取検査)
18.1 試験手順 この試験は,内部の電気的放電が,絶縁部の機械的破壊を表すタイプの連用がいしに適
用する。
商用周波電圧と引張荷重を,同時に連用がいしの金具間に印加する。電圧は,試験実施中は保持する。
印加電圧値は,標準短がいし連で規定された商用周波注水耐電圧を,連結個数で除した値と同じとする。
基本的な寸法に関しては,試験機の連結部分は,ボール・ソケット連結についてはIEC 60120によって,
クレビス・タング連結についてはIEC 60471による。架空電車線路用がいし及びこの附属書が適用される
その他の特別ながいしについては,特別な連結が必要となる。形式及び抜取検査には,同一強度(標準又
は強化した)の連結部品を用いる。
引張荷重は,0から規定の課電破壊荷重値の約75%まで,速やかに,かつ,滑らかに増加し,その後毎
分規定の課電破壊荷重値の100〜35%の間で,3.で定義した破壊荷重まで徐々に増加し,その値を記録する
(荷重の増加率は,15〜45秒の間で規定の課電破壊荷重値に到達することに相当する。)。
18.2 判定基準 (19.4参照)
19. 破壊荷重試験(形式検査及び抜取検査)
19.1 ピンがいし及びラインポストがいしの試験手順 ピンがいし又はラインポストがいしは,関連する
6.,7.,8.及び9.で規定したように取り付け,機械的曲げ荷重を加える。荷重は,0から規定の破壊荷重値
の約75%まで,速やかに滑らかに増加し,その後毎分規定の破壊荷重値の100〜35%の間で,ピンがいし
の場合は破壊に至るまで,またラインポストがいしの場合は,3.で定義した破壊荷重まで徐々に増加する
(荷重の増加率は,15〜45秒の間で規定の破壊荷重値に達することに相当する。)。ラインポストがいしの
破壊荷重は,記録する。
19.2 がいしの試験手順 適用がいしは,個々に金具間に引張荷重を加える。
基本的な寸法に関しては,試験機の連結部分は,ボール・ソケット連結についてはIEC 60120によって,
クレビス・タング連結についてはIEC 60471による。架空電車線路用がいし及びこの附属書が適用される
その他の特別ながいしについては,特別な連結が必要となる。形式及び抜取検査には,同一強度(標準又
23
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は強化した)の連結部品を用いる。
引張荷重は,0から規定の課電破壊荷重値の約75%まで,速やかに,かつ,滑らかに増加し,その後毎
分規定の課電破壊荷重値の100〜35%の間で,3.で定義した破壊荷重まで徐々に増加し,その値を記録する
(荷重の増加率は,15〜45秒の間で規定の課電破壊荷重値に到達することに相当する。)。
19.3 ピンがいしの判定基準 試験荷重が絶縁部の破壊を起こさず,規定の破壊荷重値まで達すれば合格
とする。加えてインテグラルピンを使用したがいしの場合,試験荷重の加わる点における絶縁部の残留偏
心が,支持面からこの点までの高さの20%を超えてはならない。
再検査の手順については,8.3を適用する。
19.4 連用がいし及びラインポストがいしの判定基準 課電破壊荷重試験又は破壊荷重試験で得られた
個々の破壊荷重値 (X ) から,平均値
)
(X と標準偏差 (σn-1) を計算する。
次の記号が用いられる。
SFL :規定の課電破壊荷重又は破壊荷重
T
X :形式検査結果の平均値
1
X :抜取検査結果の平均値
2
X :再検査結果の平均値
σT :形式検査結果の標準偏差
σ1 :抜取検査結果の標準偏差
σ2 :再検査結果の標準偏差
C0123 :判定係数
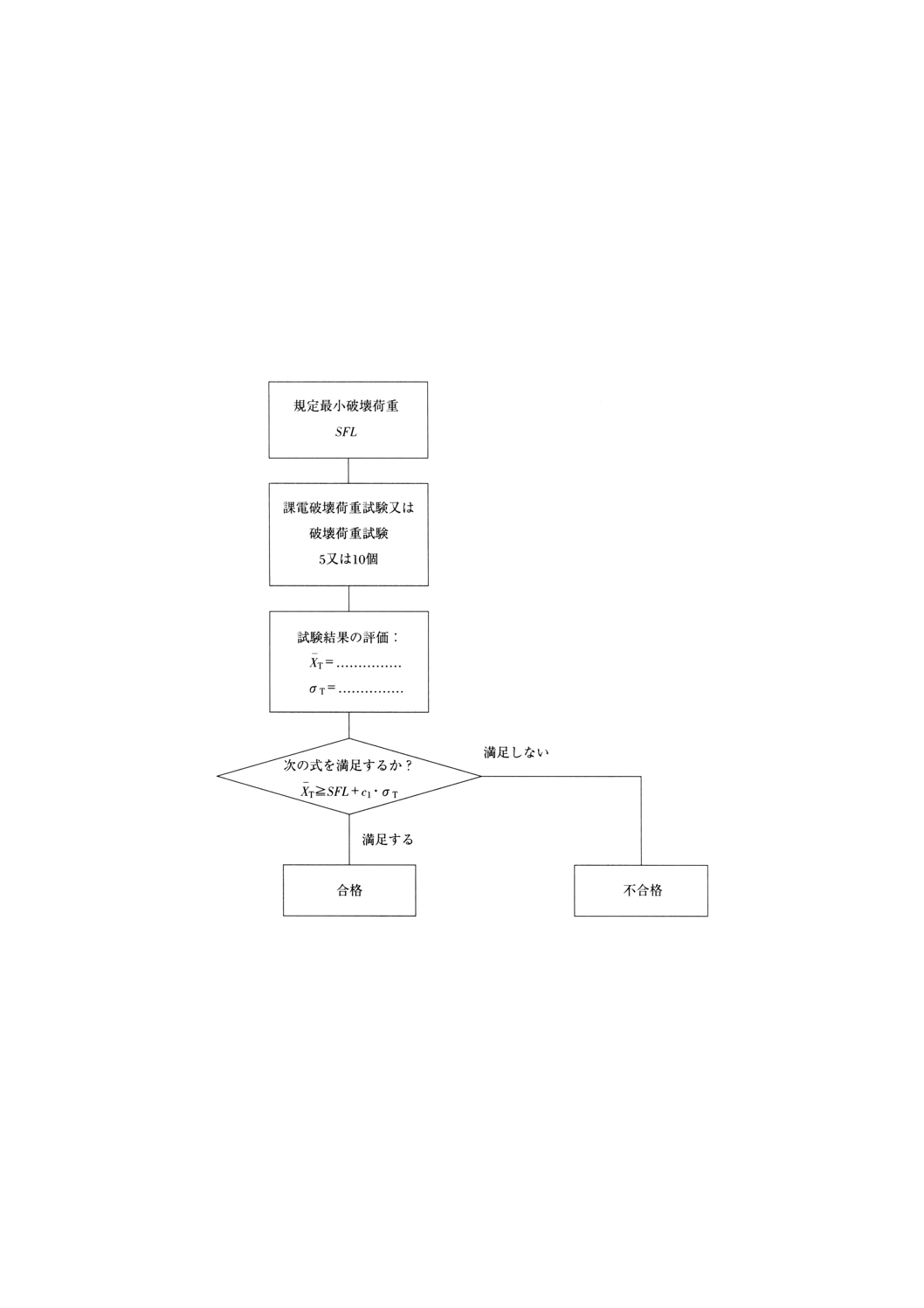
形式検査は,
T
X≧SFL+C0σTであれば合格。
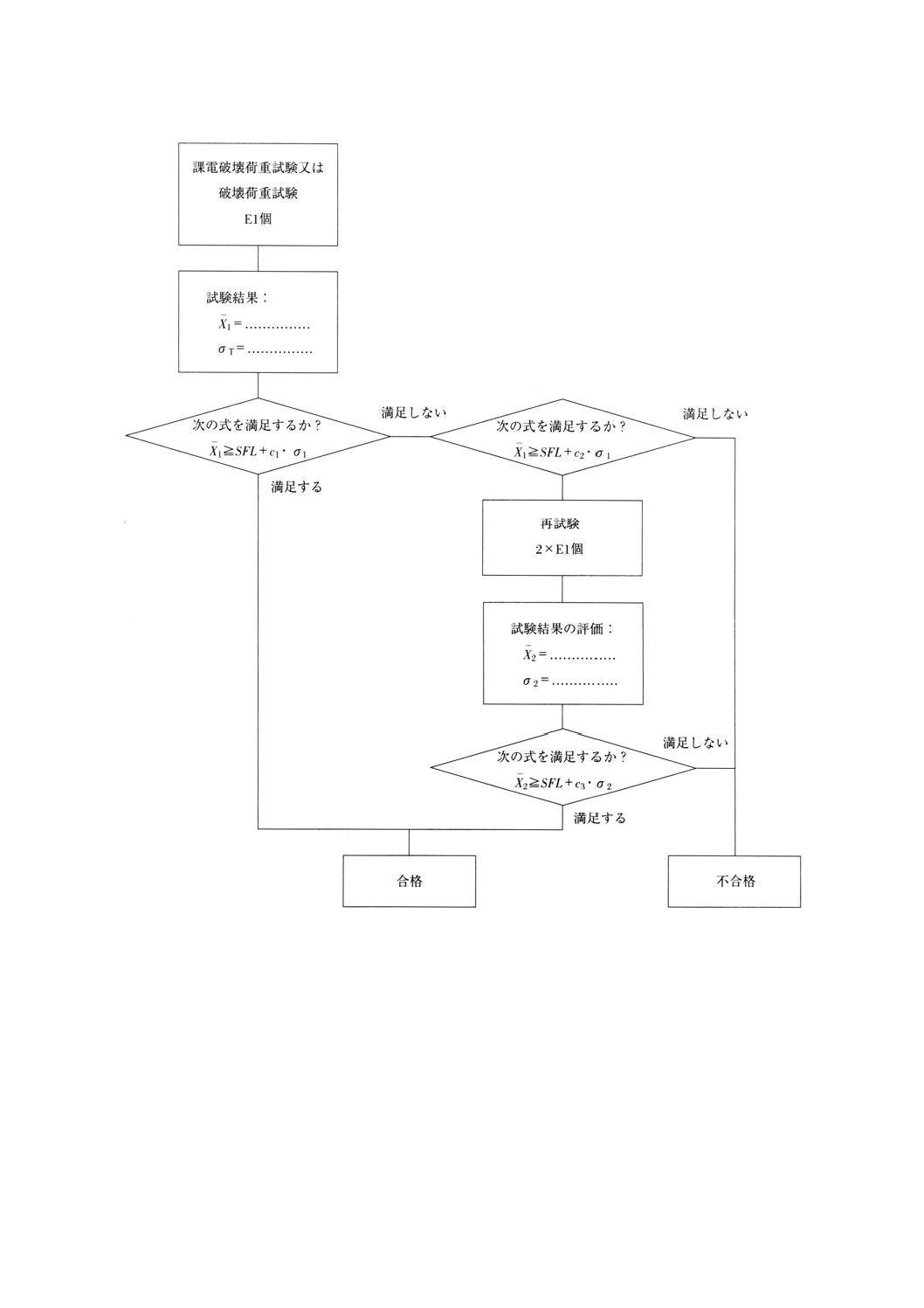
抜取検査は,
1
X≧SFL+C1σ1であれば合格。
もし,SFL+C2σ1≦
1
X<SFL+C1σ1の場合,2倍の試料数によって抜取検査の再検査を実施することが
できる。
再検査結果で求めたX2及びσ2から,
2
X≧SFL+C3σ2であれば,再検査は合格とする。
再検査で合格しなかった場合,そのロットはこの附属書を満足しないとみなし,不合格の原因を調査す
る(ロットが小さいロットに分割され,それらの小さいロットの一つが不合格となった場合,他のロット
について調査を拡張してもよい。)。
判定係数C0,C1,C2及びC3は,それぞれ30.及び33.に規定する。
課電破壊荷重試験又は破壊荷重試験の,形式検査結果と抜取検査結果との比較方法を,附属書1Aに示
す。
形式検査及び抜取検査の,すべての判定の計算例の一覧表を,附属書1Bに示す。
備考 標準偏差(σ)を計算する場合には,分母にn−1を用いることに注意する。
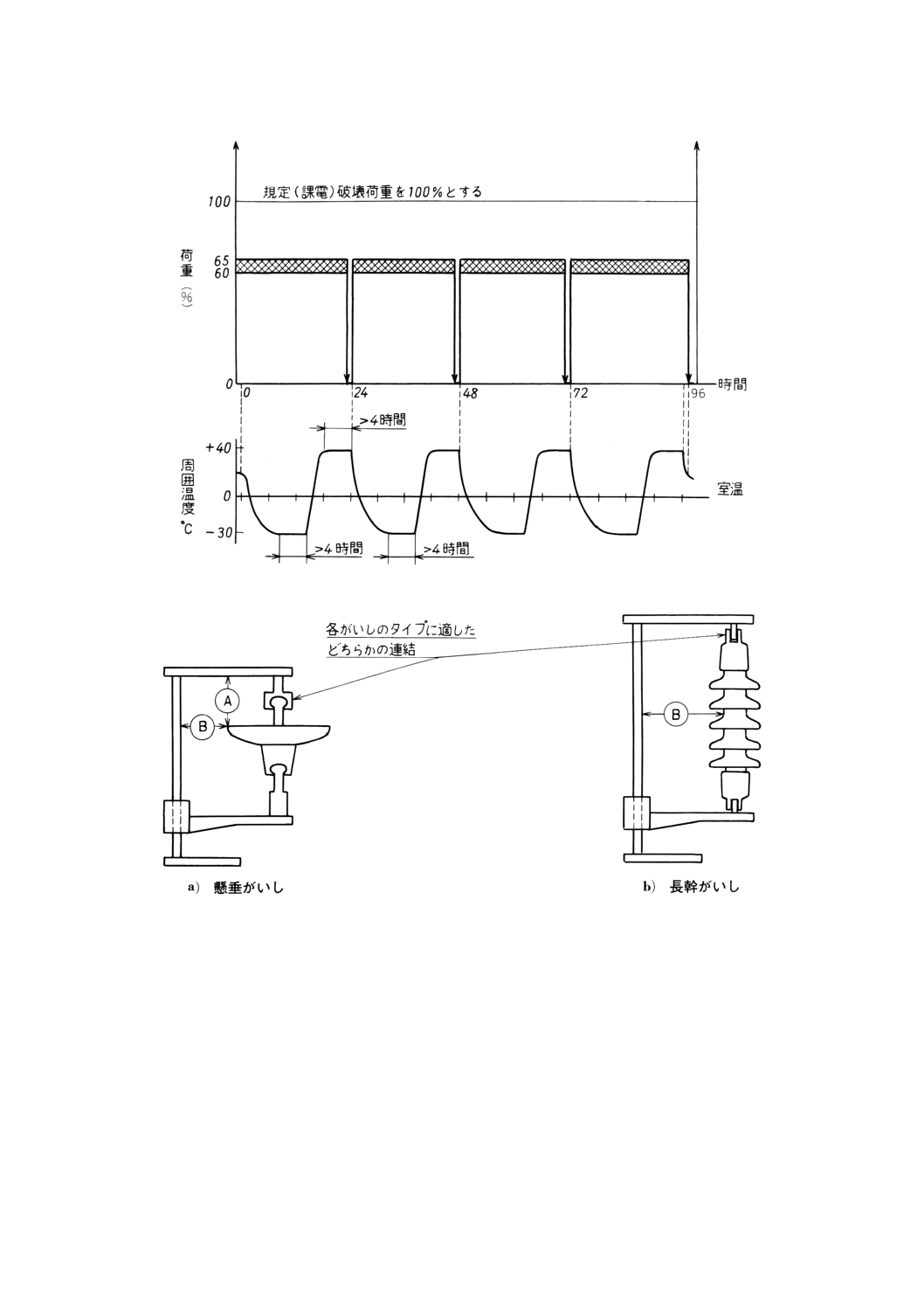
20. エージング試験(形式検査)
20.1 試験手順 がいしを,4回の24時間サイクルで冷却及び加熱し,同時に規定の課電破壊荷重又は破
壊荷重の60〜65%の引張荷重を加える。24時間サイクルは,−30±5℃の低温サイクルで始め,+40±5℃
の高温サイクルをその後に続ける。高温及び低温サイクルの許容差は,記録された高温と低温との差が,
70℃以上となるようにする。最高温度と最低温度は,温度サイクルにおいて連続4時間以上保持する。温
度変化の割合は,実質上重要ではなく,試験機の性能による。すべての温度は,がいしの金具部分又はそ
の付近で測定する。
がいしに印加する引張荷重は,最初の温度サイクルが始まる前に,室温で印加する。その引張荷重は,
24
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
最終段階を除き,各加熱サイクルの終わりに,確実に開放し,そして印加する。4回目の24時間サイクル
を終え,室温まで冷却した後,引張荷重を開放する。試験手順は,附属書1付図1に図式的に示す。
がいしから引張荷重を開放した日と同日に,課電破壊荷重試験(18.)又は破壊荷重試験(19.)を実施する。
備考1. がいしは,温度サイクルと機械荷重を加えるときに,直列及び並列に連結してもよい。
並列に連結する場合は,がいしに同等な荷重を印加する。
2. 例えば,長幹がいしに使用される非密着型連結ピンは,がいしの設計の一部とはならないた
め,機械試験には含めない。
20.2 判定基準 課電破壊荷重試験又は破壊荷重試験の判定基準を適用する(19.4)。加熱及び冷却サイクル
でがいしが破壊した場合,この附属書を満足しないとみなす。
21. 軸方向,半径方向及び角度の変位測定試験(抜取検査)
21.1 試験手順 がいしを,IEC 60120又はIEC 60471に基づいた連結部品によって,適切な軽い引張荷
重を加えて固定する。クレビス・タング連結品の場合は,連結部の金具の中心に詰め金をする。二つの連
結部品は,垂直方向に同軸とし,自由に回転できるようにする。
− 懸垂がいし
上部の取付部品は,ソケット又はタングのいずれかとし,がいしは自身のボール又はタングでつり,下
部の取付部品と固定する。二つの測定器具A,Bは,附属書1付図2aに示すように配置し,それぞれ絶縁
部の最大径部と最外郭リブの先端とに接触させる。
がいしを360°回転し,測定器具の最大変位量の読みを記録する。
備考 測定器具Aの変位量の読みには,絶縁部の平面度の変位も含まれる。通常許容される変位量は,
規定の最大値以内である。平面度の過度の変位は,器具Aによる測定の規定値を超える変位と
なる。
− 長幹がいし
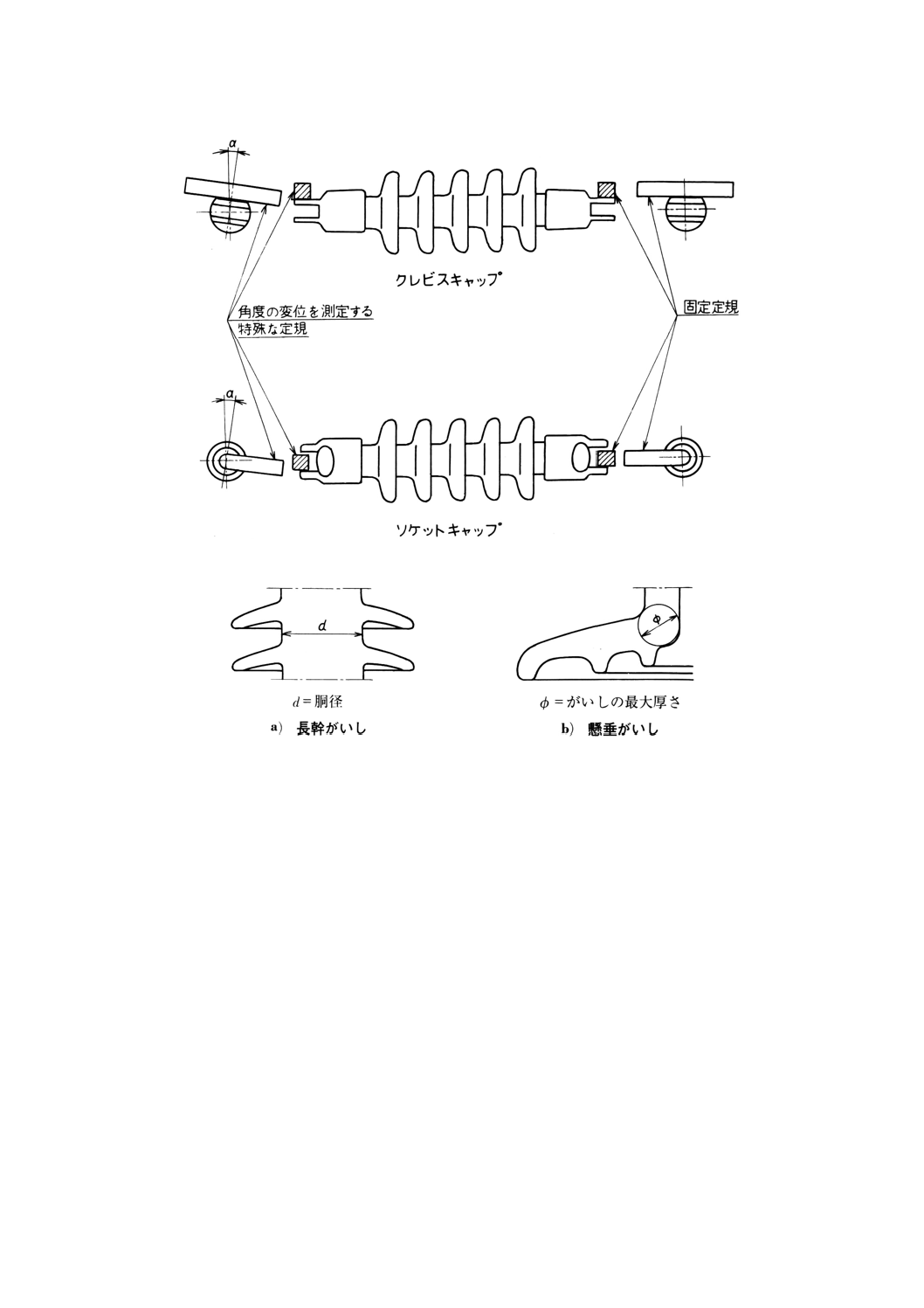
測定器具Bは,附属書1付図2bに示すように配置し,できる限りがいしの中央部の胴部に接触させる。
がいしを360°回転し,測定器具の最大変位量の読みを記録する。
さらに,連結部の角度変位αを,例えば,附属書1付図3に示すような適切な方法で測定する。
21.2 懸垂がいしの判定基準 次の最大測定変位量が,ガイダンスとして与えられているだけで,必要な
規定値はまだ規定されていない。
Aの変位量:がいしの公称外径の4%
Bの変位量:がいしの公称外径の3%
再検査の手順については,8.3を適用する。
21.3 長幹がいしの判定基準 次の最大測定変位量が,ガイダンスとして与えられているだけで,必要な
規定値はまだ規定されていない。
Bの変位量:がいしの全長が750mm以下の場合,がいし全長の1.4%
がいしの全長が750mmを超える場合,がいし全長の1.2%
連結部の角度変位量αについては,次の値を超えてはならない。
クレビス・タング連結 :α≦4°
ボール・ソケット連結 :α≦15°
その他の連結
:α≦15°(受渡当事者間の協定がない場合)
再検査の手順については,8.3を適用する。
25
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
22. ロック装置の試験(抜取検査) この試験は,ボール・ソケット連結の連用がいしに適用する。次の
4項目で構成されている。
− ロック装置の適合性
− ロックの試験
− ロック装置の位置(割りピン形だけに適用)
− 操作性試験
再検査手順については,8.3を適用する。
22.1 ロック装置の適合性 がいし又は架線金具の製造業者は,ロック装置がIEC 60372に適合すること
を確認する。
この試験は,がいし製造業者が保持する試験成績書によって確認する。
備考 受入れ用がいしのロック装置が,成績書が立証するロットに属しているという証拠がない場合,
IEC 60372に適合した試験を8.2に示す抜取数E2以下の数量のロック装置に対して実施しても
よい。
22.2 ロックの試験 2個の懸垂がいしを連結する。長幹がいしの場合,がいしは適合するボール−ボール
金具で連結する。ロック装置をロック位置にした後,実線路で受ける動きと同じ動きを加えて,がいし連
又はボール−ボール金具が脱離しないことを目視で検査する。
22.3 ロック装置の位置 割りピン形の場合,ロック位置で脚部がソケットの開口部を超えて突き出して
いないこと及びロック位置から連結可能位置へ割りピンを引くために,割りピンの環状部の中にその輪の
直径の半分の大きさのジグを差し込むことができることを目視で確認する。
備考1. ロック位置と連結可能位置は,IEC 60372を参照する。
2. 割りピン形の場合,ロック位置にする場合のピン頭部への過度の衝撃は,ロックする性能に
影響を与えるピンの変形の原因になる可能性があるので注意を要する。また,ピンの先端を
割る間に起こる割りピンの変形が,割りピンの機能に影響を与えないよう注意しなければな
らない。
3. ボールソケットの標準連結11については,割りピン脚部が5mm以下であれば,ソケット開
口部を超えて突き出してもよい。
22.4 操作性試験の手順 ロック装置をロック位置にする。
割りピン形:
適切な装置を用いて,割りピンの軸方向に沿って割りピンの環状部に引張荷重Fを加える。
Wクリップ形:
断面の寸法がF5×T(これらの方法に関してはIEC 60372を参照)の長方形の鋼製の棒を用いて,Wク
リップの軸に沿って二つの円形の先端に荷重Fを加える。
ロック装置が連結可能位置へ移動するまで,その荷重を徐々に増加する。ロック位置から連結可能位置
への操作は,連続3回実施する。ロック位置から連結可能位置へロック装置を移動させるときの荷重Fを
毎回記録する。この後,次の判定基準に示す荷重Fmaxを,ソケットからロック装置が完全に脱離すること
なく加える。
22.5 操作性試験の判定基準 3回の操作で用いる荷重Fの値は,次のFmaxとFminとの間の値とする。
26
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
割りピン形
Wクリップ形
− ボールソケット標準連結11
Fmin=30N
Fmin=5N
Fmax=300N
Fmax=250N
− ボールソケット標準連結
Fmin=50N
Fmin=25N
16A-16B, 20, 24
Fmax=500N
Fmax=250N
備考1. 硬い耐腐食鋼で作られている割りピンの場合,300N及び500Nの荷重では,ロック位置から
連結可能位置へ動かすために不十分かもしれない。受渡当事者間の協定があれば,活線作業
において高い荷重が許されるなら,Fmaxの値としてより高い値(ボールソケット標準連結16
〜24に対して650Nまで)を規定してもよい。
2. ボールソケット標準連結28,32に対しては,FminとFmaxの値は,受渡当事者間の協定による。
参考値として次の値を示す。
Fmin=100N, Fmax=650N
23. 冷熱試験(抜取検査)
23.1 磁器製連用がいし,ピンがいし及びラインポストがいしの試験手順 金具部分を含めた磁器製がい
しを,中間容器に移すことなく,低温の水槽よりも70K高い高温の水槽に,速やかに,かつ,完全にT分
間浸す。
クラスAがいしは,T =15+0.7m分で最長30分間。
(ここで,mはkgで表したがいしの質量)
クラスBがいしは,T =15分。
がいしを高温の水槽から取り出し,中間容器に移すことなく,低温の水槽に速やかに,かつ,完全に浸
し同じ時間保持する。この冷熱周期を連続して3回実施する。容器間の移動時間はできるだけ短くし,30
秒を超えてはならない。
3回のサイクル終了後,クラックの有無を確認する検査を行い,次の当てはまる試験を行う。
全数機械試験が規定されているクラスAがいし:保証引張破壊荷重の80%の荷重を1分間印加。
クラスBがいし:16.で規定の手順による,1分間の商用周波試験。
23.2 アニールガラス製の連用がいし,ピンがいし及びラインポストがいしの試験手順 金具部分を含む
アニールガラス製がいしを,中間容器に移すことなく,人工降雨の温度よりもθ K高い温度に保たれた水
槽に,速やかに,かつ,完全に15分間浸す。がいしを水槽から取り出し,速やかに,注水量3mm/minの
人工降雨に15分間暴露する。
この冷熱周期を連続して3回実施する。水槽から人工降雨,人工降雨から水槽への移動時間は30秒を超
えてはならない。
アニールガラスの温度変化に対する耐力は,幾つかの要素によるが,最も重要なものは組成である。し
たがって,温度θは受渡当事者間の協定によって決定する。
3回のサイクル終了後,クラックの有無を確認する検査を行い,次の試験を行う。
全数機械試験が規定されているクラスAがいし:保証引張破壊荷重の80%の荷重を1分間印加。
クラスBがいし:16.で規定の手順による,1分間の商用周波試験。
27
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
23.3 断面の厚いがいし又は大形がいしの特別な試験手順 大形がいし及び断面の厚いがいしに対しては,
23.1及び23.2に規定した試験は厳しすぎるので,受渡当事者間の協定があれば,厳しさを緩和した試験を
適用してもよい。一般的に50Kがこの試験に適した温度変化である。次に示す寸法の中の一つをもつ,大
形固定がいし又は連用がいしを,この試験の対象とする。
L>1 200mm
L=がいしの全長
D 2L>80×106mm3
D=最大外径
d >90mm
d=中実がいしの胴部直径(附属書1付図4a参照)
φ >25mm
φ=がいしの軸を通る断面の輪郭の中に記入することができる最大円の直径に
よって定義される最大厚さ(附属書1付図4b参照)
23.4 補足規定
a) 上記の試験において,水槽の水量は,がいしを浸したときに±5Kを超える温度変化がない十分な量と
する。
b) 中間容器を用いることに対する制約は,低い熱容量で水槽への出し入れが容易な金網のかごの使用を
除外しない。
23.5 判定基準 クラック,電気貫通又は機械的な破壊があってはならない。
再試験手順については,この附属書の8.3を適用する。
24. 熱衝撃試験(抜取検査)
24.1 試験手順 熱風又は適切な方法で,水温よりも100Kを超えた温度に均一に熱したがいしを,温度
50K以下の水中に,速やかに,かつ,完全に浸す。
がいしは,水中で2分間以上保持する。
24.2 判定基準 がいし絶縁部の破壊がないこと。
再試験手順については,この附属書の8.3を適用する。
25. 吸湿試験(抜取検査)
25.1 試験手順 がいしの磁器破片,又は協定によって,がいしと隣接して焼成した代表的な磁器片を,
赤又は紫のメチン染料(例えば,アストラゾン又はバソニール)3%アルコール溶液の中に,15MPa以上の
圧力条件下で浸す。浸す時間は,試験時間(時間)と圧力 (MPa) の積が,180以上とする。
破片は,溶液から取り出して洗い,乾燥させて再び割る。
参考 原国際規格は,試験液として,フクシン1%アルコール溶液を規定している。しかし,IEC TC36
(がいし技術委員会)は,染料のフクシンが健康に害を及ぼす可能性があることから,無害の
メチン染料に置換する方針を決定した。この方針に従い,原国際規格は,改正されるか又は追
補が発行されることが確実であるため,この附属書では,改正内容を先取りして規定した。
25.2 判定基準 裸眼による検査で,新たに割った破面には,染料の浸透があってはならない。最初に割
ったとき形成された小さなクラックの中への浸透については無視する。再試験手順については,この附属
書の8.3を適用する。
26. 亜鉛めっき試験(抜取検査) 次の項で規定がなければ,次のISO規格をこの試験に適用する。
ISO 1459 (E) ,ISO 1460 (E),ISO 1461 (E),ISO 1463 (E),ISO 2064 (E) 及びISO 2178 (E)
備考 一般的に勧められる方法とはいえないが,例えば,極度に乱雑な扱いによる小さい領域の亜鉛
28
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
めっきの損傷は修復することができる。修復は,修復用に作られた低融点亜鉛合金棒によって
行うのがよい。修復した被覆の厚さは,少なくともめっき層の厚さと同じであることが望まし
い。このような修復が許容される最大の面積は,ある程度は鉄製部品の種類及びその寸法によ
るが,一般的には一つの領域につき40mm2で,大形がいし用金具では最大100mm2を推奨する。
それでも,損傷しためっき層の修復は,受渡当事者間の協定によって,わずかな損傷における
例外的な場合にだけ許容される。修復用の棒による修復は,組み立てられていない鉄製部品に
だけ可能である。なぜなら,この修復を行う間の温度は高すぎるので,組み立てたがいしに対
しては許容できない。
26.1 試験手順 がいしの鉄製部品は,外観試験の後に磁力式測定法による付着量の測定を行う。
磁力式測定法による結果について評価が異なる場合,次のどちらかの決定的な試験を行う。
− 鋳造品,鍛造品及び座金については,協定があれば,質量測定法を用いる。
この場合ISO 1460の条件を用いる。
− ボルト,ナット及び座金については,顕微鏡断面測定法を用いる。
この場合ISO 1463の条件を用いる。
備考 注文時の受渡当事者間の協定によって,他の試験方法を用いることができる。
例として,硫酸銅試験又はgazometric法がある。その協定によって,一つの方法の選択,その
適用条件及び一般試験条件を決定する。亜鉛めっきの連続性を検査するための,硫酸銅試験に
関する参考文献が多くある。
26.1.1 外観 各部品は,目視検査を行う。
26.1.2 磁力式測定法による付着量の決定 この試験は,ISO 2178の“3. 測定精度に影響を与える要因”,
“4. 装置校正”に規定された条件下で行う。これらの箇条は,正確な測定を行うために重要である。
それぞれの試料は,その寸法によって3〜10回の測定を行う。
これらの測定は,端及びとがった箇所を避けて,試料全体に一様にそしてランダムに行う。
備考 磁力式測定法は,非破壊であり簡単で早く,十分正確なので,ほとんどの場合付着量の決定に
適している。したがって,磁力式測定法を基本試験として規定した。
26.2 判定基準
26.2.1 外観試験の判定基準 めっきは連続で,できるだけ一様で,かつ,滑らかでなければならない(手
で扱うときのけがを防ぐために)。そして,亜鉛めっき製品を規定された方法で使用したとき,有害であっ
てはならない(ISO 1459の5.4.2参照)。
微小な不めっき部は,許容される。一つの不めっき部の最大面積は,4mm2であるが,不めっき部の総
面積は,金属部分の総面積の0.5%以下で,最大20mm2でなければならない。
亜鉛めっきは,通常の使用でははがれたりはげ落ちたりすることがないよう,十分付着していなければ
ならない。
再試験手順については,この附属書の8.3を適用する。
備考 お(雄)ねじ部分は,ねじを切った後めっきする。他に,受渡当事者間の協定がなければ,ナ
ットなどはめっき後にめ(雌)ねじを切り保護する。
26.2.2 付着量の判定基準 測定値の算術平均による付着量は,次に規定された値以上でなければならない。
あらかじめ,受渡当事者間で,製品が通常よりも厳しい条件下で使用される場合の高い値での協定がな
ければ,次の標準最小値が適用される(高い値の例:ボルト,ナット及びワッシャーについて個々のサン
プルの平均値が500g/m2)。
29
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
最小平均付着量:
− 鉄及び,鋳造及び鍛造された鋼鉄:
すべての試料の平均値が600g/m2で,個々の試料の値が500g/m2
− ボルト,ナット及びワッシャー:
すべての試料の平均値が375g/m2で,個々の試料の値が300g/m2
備考 参考として,上記の値に相当する付着量と膜厚の関係は次のとおり。
600g/m2=85μm
500g/m2=70μm
375g/m2=54μm
300g/m2=43μm
すべての試料の平均値が条件を満足し,ただ一つの試料の平均値が満足しない場合には,8.3と同じ手順
で再試験を行う。個々の試料の平均値が条件を満足し,すべての試料の平均値が満足しない場合,質量測
定法又は顕微鏡断面測定法のどちらかの決定的な試験を行わなければならない(26.1参照)。
27. 全数外観試験 この試験は,すべてのがいしに適用する。絶縁部への金具の取付けは,図面のとおり
とする。
27.1 磁器がいし うわぐすりの色は,図面上で指定されている色とおおよそ一致しなければならない。
うわぐすりの色のわずかなばらつきは許容され,不合格とはならない。このことは,例えば,小さい半径
の端部など,うわぐすりが薄く淡い領域に対してもまた有効である。
図面上に指定されているうわぐすりが施されるべき領域は,実線路で十分な性能を発揮することに対し
て害となる,ひびやその他の欠陥がなく,滑らかで強固なうわぐすりで覆われていなければならない。
うわぐすりの欠陥とは,不ゆう(釉)部,欠け,うわぐすりの中への混入物及びピンホールである。
各がいしに対して,次に示した,目視で確認できる欠陥の許容限度を適用する。
うわぐすりの欠陥の合計領域は,各がいしについて次の値を超えてはならない。
2
mm
000
2
100
F
D×
+
任意の一つのうわぐすりの欠陥の領域は,次の値を超えてはならない。
2
mm
000
20
50
F
D×
+
ここで,Dは,mmで表されたがいしの最大直径,Fは,mmで表されたがいしの漏れ距離である。
中実長幹がいしの胴部のうわぐすりの欠陥は,許容されない。
他の中実がいしの胴部について,一つの不ゆう部は,25mm2を超えてはならない。かさ部うわぐすりの
中の混入物(例えば,かさ上面に付いたさやのほこり)は,合計25mm2を超えてはならない。また,表面
から2mmを超えて飛び出してはならない。
混入物が集まったもの(例えば,砂の粒)は,一つのうわぐすりの欠陥とみなす。そして,それらを囲
む領域はうわぐすりの欠陥の合計領域に含む。
直径が1.0mmよりも小さいピンホール(例えば,うわぐすり工程中に付いたほこりの粒に起因するもの)
は,うわぐすりの欠陥の合計領域には含めない。しかし,任意の50mm×10mmの領域中にあるピンホー
ルの数は,15を超えてはならない。さらに,がいし表面全体のピンホールの総数は,次の値を超えてはな
らない。
30
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
500
1
50
F
D×
+
ここに,Dは,mmで表したがいしの最大直径,Fは,mmで表したがいしの漏れ距離である。
27.2 ガラスがいし 絶縁部には,実線路で十分な性能を発揮することに対して,害となるしわ及び気孔
のような表面欠陥があってはならない。また,直径5mmを超える気泡がガラスの中にあってはならない。
28. 全数機械試験
28.1 ラインポストがいしの全数機械試験 全数機械試験は,公称高さが600mmを超えるラインポストが
いしにだけ適用する。がいしは,適切に固定し,曲げ破壊荷重の50%の荷重をがいしの先端部に,相互に
直角な4方向に,それぞれ3秒間以上加える。
がいしの破壊,又は金具部品の破損及び脱離は不合格とする。
備考 磁器製のある種のがいしについては,磁器部の内部欠陥を検出するために,全数機械試験後の
超音波試験が効果的である。
28.2 連用がいしの全数機械試験 クラスAの連用がいしには,規定引張破壊荷重の80%の荷重を1分間
以上加える。
クラスBの連用がいしには,規定課電破壊荷重の50%の荷重を3秒以上加える。
がいしの破壊,又は金具部品の破損及び脱離は不合格とする。
備考 磁器製のある種のがいしについては,磁器部の内部欠陥を検出するために,全数機械試験後の
超音波試験が効果的である。
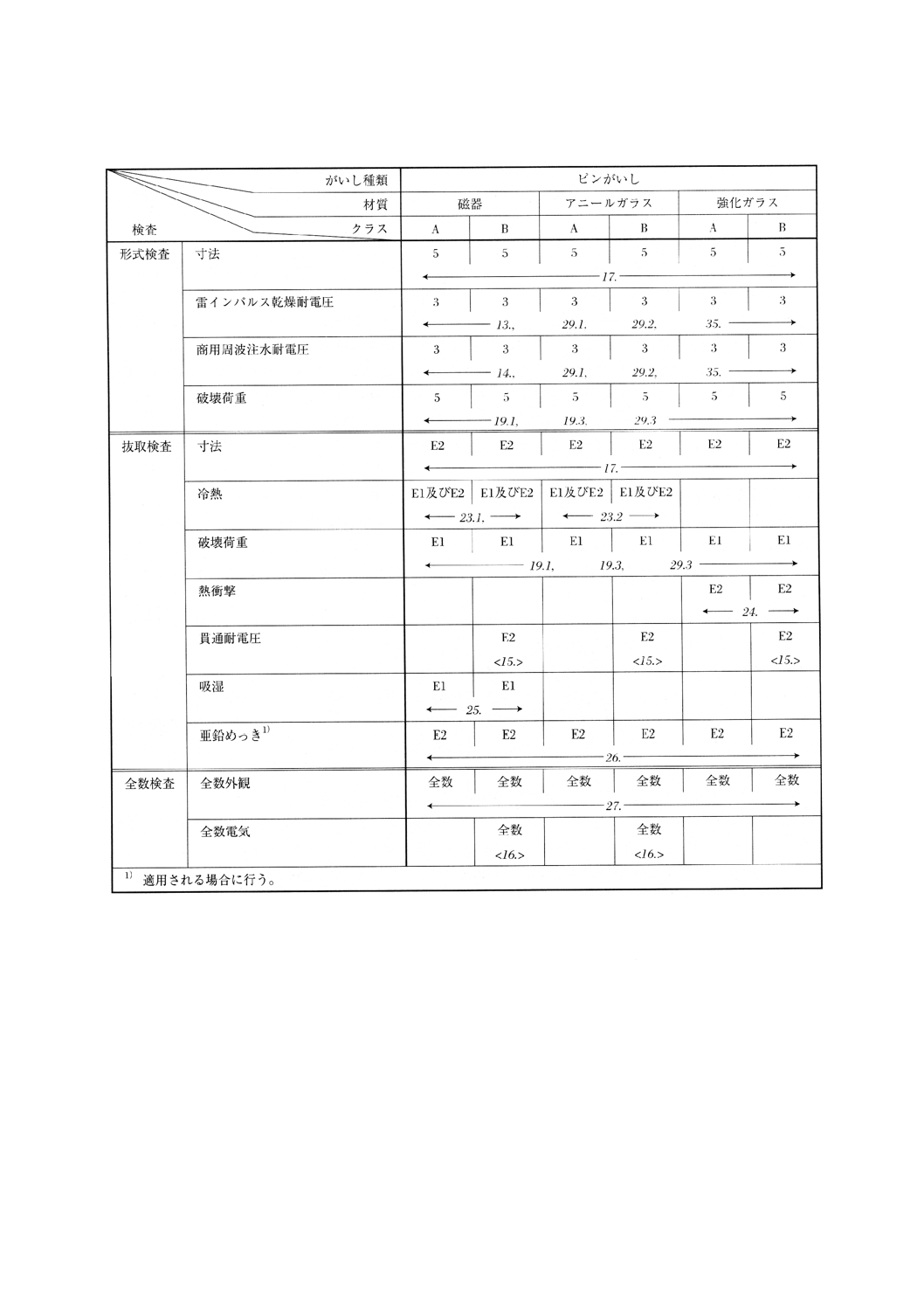
第6章 ピンがいし
次の試験をピンがいしに適用する。ある特定の試験は,ある特定のクラスのがいし及び材料だけに適用
する。各ピンがいしに適用する試験を決定するために,対照表を参照するのがよい(附属書1付表1)。
各欄の上段の数字は,各試験に供試されるがいしの数量を表す。記号E1及びE2は,8.2で与えられる
試料数に相当する。各欄の下段(イタリック字体数字)は,該当する試験及びがいしに適用される箇条又
は細分した箇条を示す。
形式検査は,ある種のがいしに対し1回だけ実施する(詳細は6.1参照)。ピンがいしの破壊荷重試験に
ついては,形式検査と抜取検査との結果の比較は十分にできない。
31
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1付表1 ピンがいしの試験項目−試料数対照表
抜取検査は,対照表に示されている試料数E1又はE2について行う。試料の数は,8.2によって決める。
抜取検査は,次に示した順番で実施する。しかし,E1及びE2の両試料に適用する試験を実施した後,試
料E1(又はE2)にだけ適用する試験を,他の試料にだけ適用する試験を行う前に実施することができる。
全数検査は,すべてのがいしについて実施する。
ピンがいしの具体的な試料配置は,29.による。
29. ピンがいしの試験の試料配置
29.1 電気的試験の標準試料配置 ピンがいしのタイプによって(3.参照),支持腕金への2種類の試料配
置が使用される。
− 実線路で絶縁部が支持物に接触することなく支持されるピンがいし
32
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試料は,上部の電極又は取付用金具から支持腕金までの最小乾燥フラッシオーバ距離が,上部の電
極又は取付用金具からピンまでの距離よりも,25%から50%大きい長さで,腕金に垂直な直径約25mm
の金属ピンに取り付ける。ピンと試料は同軸上とする。がいしがインテグラルピンを採用している場
合には,それを使う。
− 実線路で絶縁部が支持物に接触しているピンがいし(ピンポスト)。
試料は,支持腕金に直接取り付ける。
他に規定がなければ,支持腕金は水平で,まっすぐで,かつ,滑らかで接地された金属管,又は横幅が
76mm以上,152mm以下である構造材とする。支持腕金は,地上から1mを超える位置に設置する。
電線は直径13mm以上で,支持腕金に対し直角に配置され,最上部のかさを超えて両方向にがいしの高
さの2倍以上伸ばし,がいし側面の溝にできるだけ水平に固定する。それは,最上部のかさの直径の約2
倍の長さで,がいしの両側に等しく伸ばして電線の周りに巻き付けた,直径約2.5mmの針金で固定する。
針金は,その端でフラッシオーバが起きない長さとする。注水試験では,電線は雨の方向と垂直で人工降
雨の注水装置に近い側に設置する。
他の物体が,がいしに対して1m又はがいし高さの1.5倍のどちらか大きい値よりも近くにあってはな
らない。
がいしにクランプが付いている場合は,電線は,クランプに取り付ける。
試験電圧は,電線と大地の間に印加する。
29.2 実線路を模擬した電気的試験の試料配置 注文時の協定があれば,ピンがいしの電気的試験は,で
きるだけ実線路の状況を模擬した環境で行ってもよい。実線路の模擬の程度は,試験結果に影響を与える
すべての要素について考慮した,受渡当事者間の協定による。
備考 これらの非標準的な条件下では,得られる特性値は,標準試料配置で測定される値と異なるか
もしれない。
29.3 破壊荷重試験の試料配置 ピンと絶縁部を分離できる場合は,明らかな変形をすることなく規定の
破壊荷重に耐え得る,固定されたピンにがいしを取り付ける。
インテグラルピンをもつがいしについては,完全ながいしで試験を行う。
側面の溝を取り囲むワイヤロープによって,電線がある平面上で,がいしの軸に垂直に機械的荷重を加
える。ワイヤロープは,がいし側面の溝に局部的な応力が発生しないように取り付ける。クランプが付い
ているがいしについては,実線路で想定される応力を最も再現できる方法によって荷重を加える。
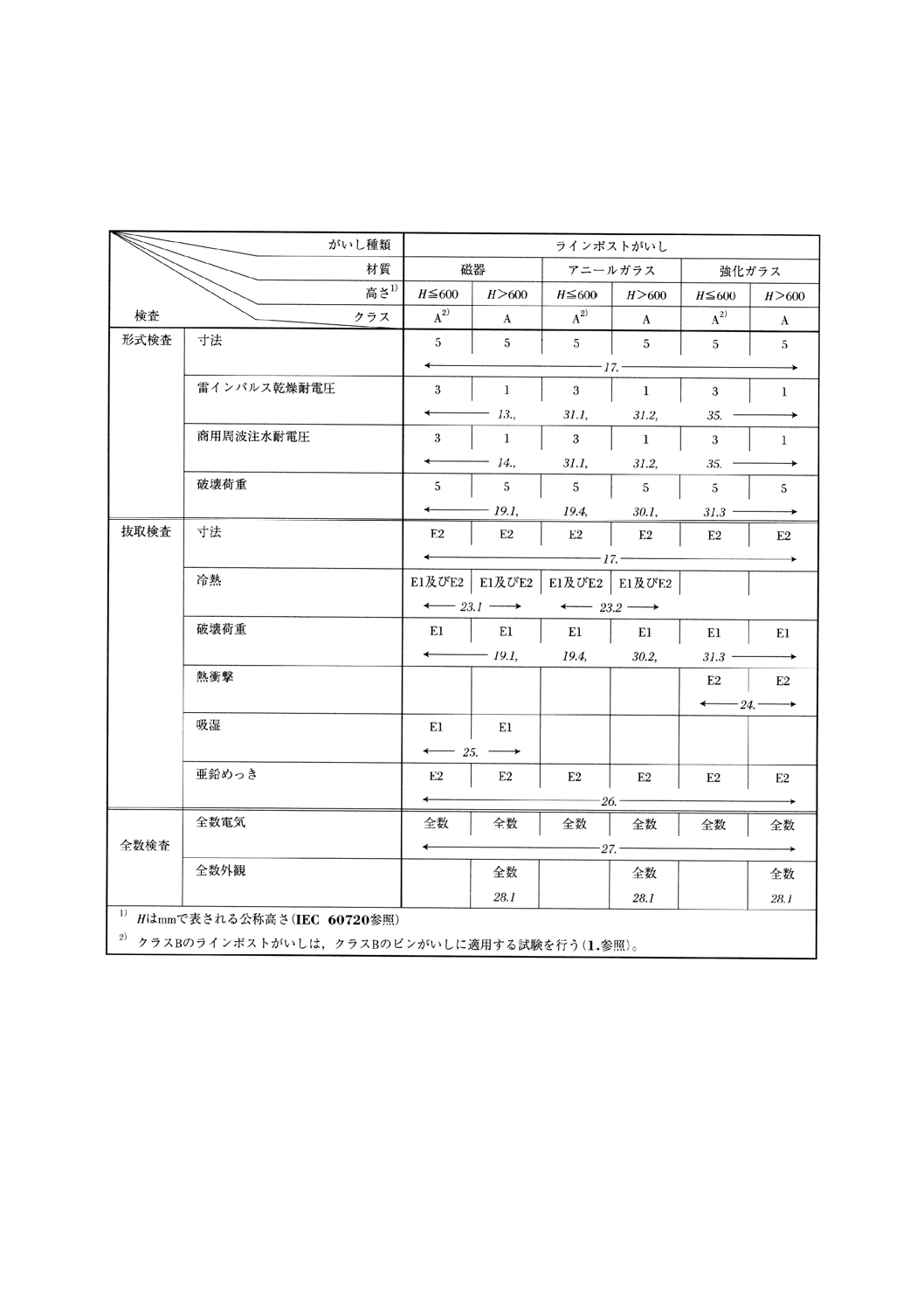
第7章 ラインポストがいし
次の試験を.ラインポストがいしに適用する。ある特定の試験を,ある特定のクラスのがいし又は材料
にだけ適用する。ラインポストがいしに適用される試験を決定するために,次の対照表を参照するのがよ
い(附属書1付表2)。
各欄の上段の数字は,各試験に供試されるがいしの数量を表す。記号E1及びE2は,8.2で与えられる
試料数に相当する。各欄の下段(イタリック字体数字)は,該当する試験及びがいしに適用する箇条又は
細分した箇条を示す。
次の対照表で示す形式検査は,ある種のがいしに対し1回だけ実施する(詳細は6.1参照)。
抜取検査は,対照表に示されている試料数E1又はE2について行う。試料の数は,8.2によって決める。
抜取検査は,次に示した順番で実施する。しかし,E1及びE2の両試料に適用する試験を実施した後,試
料E1(又はE2)にだけ適用する試験を,他の試料にだけ適用する試験を行う前に実施することができる。
33
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
全数試験は,すべてのがいしについて実施する。
ラインポストがいしの具体的な試料配置は,31.による。
附属書1付表2 ラインポストがいしの試験項目−試料数対照表
30. ラインポストがいしの試験結果の統計的解析のための係数
30.1 形式検査の係数 次の係数を,ラインポストがいしの破壊荷重試験の形式検査の解析に使用する。
2.1
0=
C
30.2 抜取検査の係数 次の係数を,ラインポストがいしの破壊荷重試験の抜取検査結果の解析に使用す
る。
34
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
係数
試料数 (E1)
4
8
12
C1
1
1.42
1.7
C2
0.8
1.2
1.5
C3
1
1.42
1.7
31. ラインポストがいしの試験の試料配置
31.1 電気的試験の標準試料配置 がいしは,逆U字型の,水平で接地された金属構造材の中心に垂直に
取り付ける。この金属構造材は,がいしのベース金具の直径とほぼ同程度の幅であり,がいし高さの少な
くとも2倍に等しい長さとする。それは,地面から1mを超える位置に配置する。
他の物体が,がいしに対して1m又はがいし高さの1.5倍のどちらか大きい値よりも近くにあってはな
らない。
電線は,直径13mm以上で,支持腕金に対し直角に配置され,最上部のかさを超えて両方向にがいし高
さの2倍以上伸ばして,がいし側面の溝にできるだけ水平に固定する。それは,最上部のかさの直径の約
2倍の長さで,がいしの両側に等しく伸ばした電線の周りに巻き付けた,直径約2.5mmの針金で固定する。
針金は,その端でフラッシオーバが起きない長さとする。注水試験では,電線は雨の方向と垂直で人工降
雨の注水装置に近い側に設置する。
がいしにクランプが付いている場合は,電線は,クランプに取り付ける。
試験電圧は,電線と大地の間に印加する。
31.2 実線路を模擬した電気的試験の試料配置 注文時の協定があれば,ラインポストがいしの電気的試
験は,できるだけ実線路の状況を模擬した環境で行ってもよい。実線路の模擬の程度は,試験結果に影響
を与えるすべての要素について考慮した,受渡当事者間の協定による。
備考 これらの非標準的な条件下では,得られる特性値は,標準試料配置で測定される値と異なるか
もしれない。
31.3 破壊荷重試験の試料配置 ラインポストがいしは,明らかな変形することなく,試験中に加えられ
ている荷重に耐え得る固定された支持腕金に取り付ける。形式検査及び抜取検査で,同じ強度の取付け用
スタッド又はボルトを使用する。スタッド又はボルトが取外し可能な場合,これらの部品の強度は,ライ
ンポストがいしの破壊試験時には強化することができる。
機械的荷重は,がいし及び電線の軸方向に垂直に加える。上部に金具がないがいしについては,荷重は,
側面の溝を取り囲むワイヤロープによって加える。ワイヤロープは,がいし側面の溝に局部的な応力が発
生しないように取り付ける。上部に金具が付いているがいしについては,荷重はこれらの金具に加える。
クランプが付いているがいしについては,実線路で想定される応力を,最も再現できる方法によって荷
重を加える。
第8章 連用がいし
次の試験を連用がいしに適用する。ある特定の試験を,ある特定のクラスのがいしや材料にだけ適用す
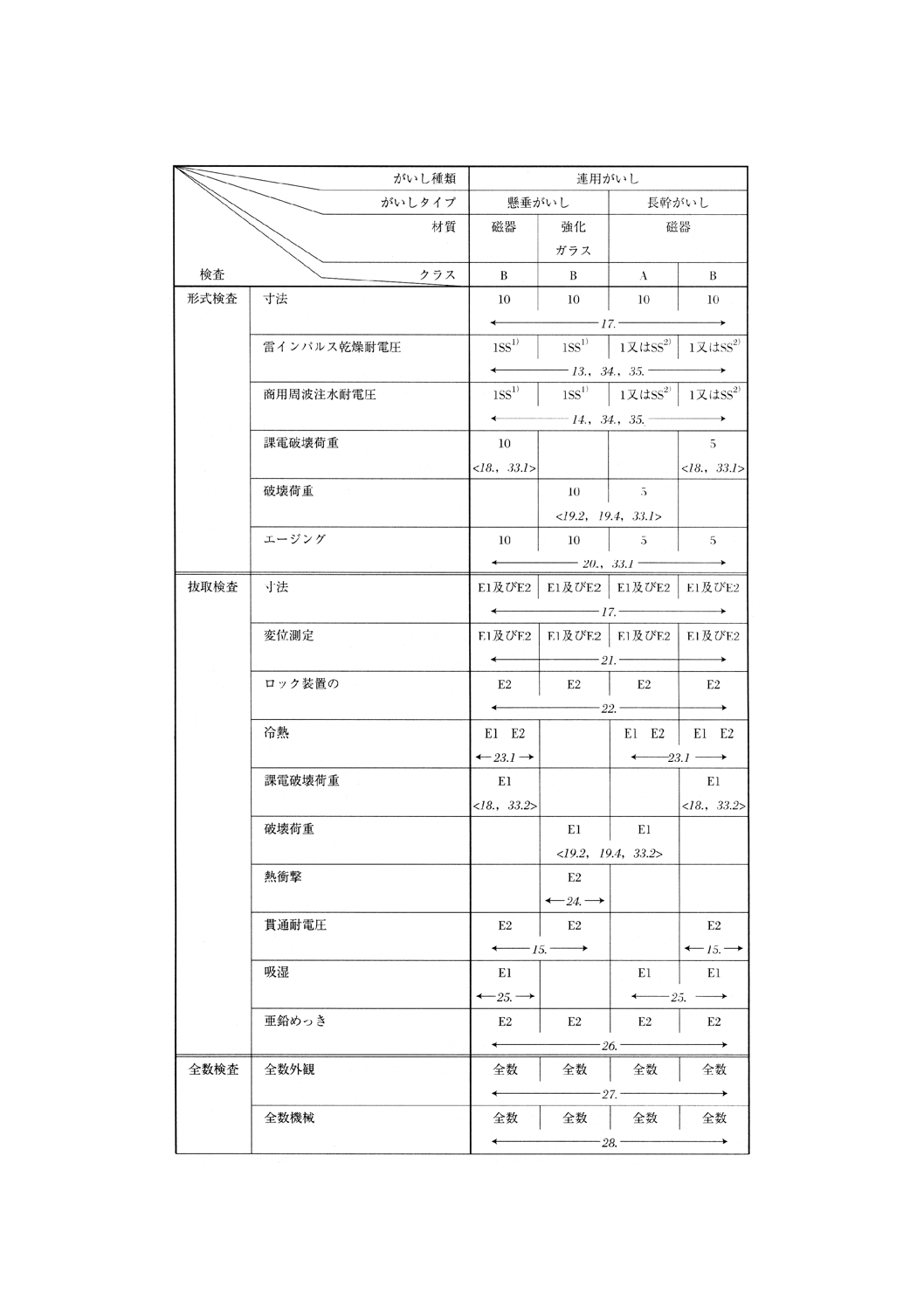
る。連用がいしに適用する試験を決定するために,次の対照表を参照するのがよい(附属書1付表3)。
各欄の上段の数字は,各試験に供試されるがいしの数量を表す。記号E1及びE2は8.2で与えられる試
料数に相当する。各欄の下段(イタリック字体数字)は,該当する試験及びがいしに適用される箇条又は
細分した箇条を示す。
35
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
次の対照表で示す形式検査は,ある種のがいし又は同等の設計のがいしに対し1回だけ実施する(詳細
は,6.1及び32.参照)。
36
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
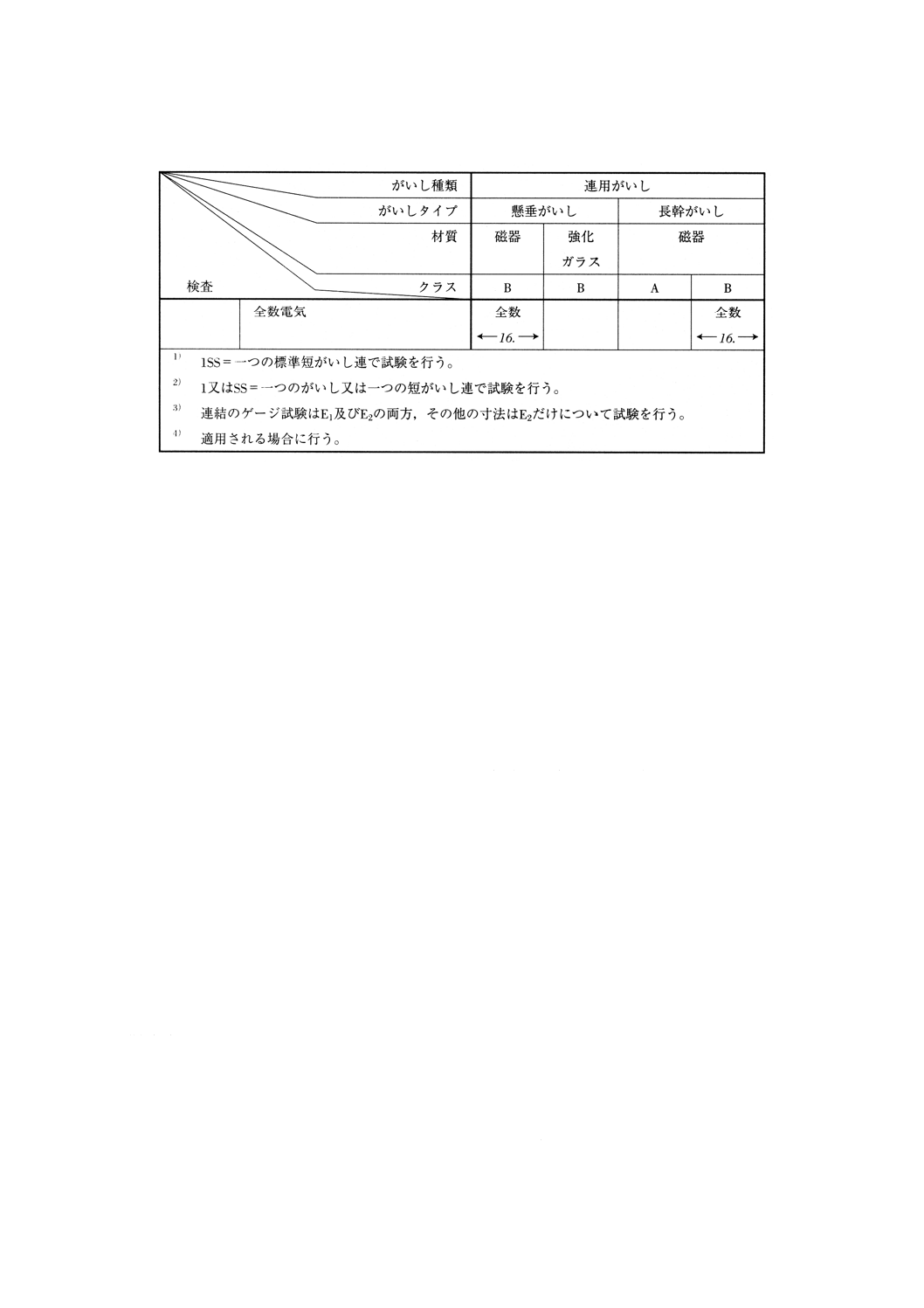
附属書1付表3 連用がいしの試験項目−試料数対照表
37
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
抜取検査は,対照表に示す試料数E1又はE2について行う。試料の数は,8.2によって決める。抜取検
査は,次に示す順番で実施する。しかし,E1及びE2の両試料に適用する試験を実施した後,試料E1(又
はE2)にだけ適用する試験を,他の試料にだけ適用する試験を行う前に実施することができる。
全数試験は,すべてのがいしについて実施する。
連用がいしの具体的な試料配置は,34.による。
32. 連用がいしの形式検査に関する規定
32.1 連用がいしの電気的な形式検査 標準短がいし連に適用する電気的な形式検査は,隣接するがいし
の影響を考慮して,異なる連用がいしの基本的な特性の比較を行うために実施する。標準短がいし連での
試験結果及び規定特性値は,kVmで表記する。
備考 規定特性値と標準短がいし連の試験結果は,がいし連が長くなるに従って必ずしも直線的に伸
びない。しかし,長さの異なる二つのがいし連(例えば,1mと2m)について耐電圧試験を行
った場合には,試験結果は,試験を行った二つのがいし連の長さの中間の特性の情報を補うた
めに,直線的に内挿される。
6.1に関して,電気的に同等ながいしとは,同一の工場,同一の材料及び同一の工程で作られており,さ
らに次の特性をもつがいしである。
− 長幹がいし:
・公称胴径が同一又は小さい。
・公称かさ間隔の違いが±5%。
・かさ出張りの違いが±5%。
・かさ形状が同一。
− 懸垂がいし
・絶縁部が同一。
・公称連結長の違いが±5%。
32.2 機械的な形式検査 6.1に関して,機械的に同等ながいしとは,同一の工場,同一の材料及び同一の
工程で作られており,同一強度クラス,同一連結部サイズ及び絶縁部と金属部との間の連結が同一設計で
あり,さらに次の特性をもつがいしである。
38
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 長幹がいし:
・公称胴径が同一。
・公称かさ間隔が同一又は大きい。
・公称かさ出張りが同一又は小さい。
・公称漏れ距離が同一又は小さい。
・公称フラッシオーバ距離が同一又は小さい。
− 懸垂がいし
・公称かさ直径が同一又は小さい。
・公称漏れ距離が同一又は小さい。
33. 連用がいしの試験結果の統計的解析のための係数
33.1 形式検査の係数 次の係数を,連用がいしの破壊荷重試験,課電破壊荷重試験及びエージング試験
の形式検査結果の解析に使用する。
試料数
=5
C0
=1.2
試料数
=10
C0
=0.72
33.2 抜取検査の係数 次の係数を連用がいしの破壊荷重試験,課電破壊荷重試験及びエージング試験の
抜取検査結果の解析に使用する。
係数
試料数 (E1)
4
8
12
C1
1
1.42
1.7
C2
0.8
1.2
1.5
C3
1
1.42
1.7
34. 連用がいしの電気的試験の試料配置 次に示す詳細な試料配置を,次のがいしの又はがいし連の電気
的試験に適用する。
− 懸垂がいし又は長幹がいしで構成される標準短がいし連
− 長さが1mを超える連用長幹がいし又はがいし連として使用される長幹がいし
連用がいし又はがいし連は,支持構造物から接地されたワイヤロープ又は他の適切な導体で垂
直につり下げる。がいし金具部の最上部と支持構造物との間の距離は1m以上とする。他の物体
が,がいし連の長さの1.5倍よりも近くにあってはならない。
まっすぐな形状で滑らかな金属棒又は管の,ある長さの導体は,連用がいし又はがいし連のよ
り低い金具部に地面に水平に取り付ける。磁器又はガラスの最下部のかさから電線の上面までの
距離は,できるだけ短くするが,最下部のがいしの直径の0.5倍よりも大きくする。
導体の直径は,25mmとする。
導体の長さは,3mとする。
導体の端からのフラッシオーバを避けるため,予防策を施す。
試験電圧は,導体と大地との間に印加する。
39
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
第9章 架空電車線路用がいし
架空電車線路用がいしの対照表はなく,これらのがいしは,通常は,先に示した他の三つのタイプのう
ち一つである。これに相当するタイプのがいしに適用する試験は,適用可能ならば曲げと引張りを複合し
て行う。
架空電車線路用がいしの具体的な試料位置は,次のとおりである。それ以外の点については,6.,7.及び
8.のそれぞれのがいしに対する規定を適用する。
一般的に要求される試験に加えて,曲げ試験や引張試験が,実線路でそのような荷重が加えられるがい
しに対して必要となる。この試験は,受渡当事者間の協定によって行う。同様に試験手順,取付配置及び
判定基準も受渡当事者問の協定による。
35. 架空電車線路用がいしの電気的試験の試料配置
35.1 標準試料配置
− 縦取付けがいし
がいしは,金属棒又はワイヤロープで,接地された支持腕金から垂直につるす。がいしキャッ
プの最上部と支持腕金取付部の距離は,1m以上とする。がいしの最下部に長さ1mの金属棒を取
り付け,垂直状態を保持する。
他の物体が,がいしの軸又は金属棒の端からがいしの長さの1.5倍,又は1mのどちらか大きい
値よりも近くにあってはならない。
試験電圧は,がいし下部の金属棒と懸垂部の接地された箇所との間に印加する。
− 横取付けがいし
がいしは,ケーブル又は接地された金属棒で固定する。がいし金具部の最外端部と支柱の支持
点の間の距離は,1m以上とる。がいしのもう一方の端には,がいし長さ約1mの金属棒を取り付
け,適切な方法で全体を概略水平な状態に保持する。
他の物体が,がいしの軸又は金属棒の端からがいし長さの1.5倍,又は1mのどちらか大きい値
よりも近くにあってはならない。
試験電圧は,金属棒の端と支柱の接地された箇所との間に印加する。
35.2 実線路を模擬した試料配置 注文時の協定があれば,架空電車線路用がいしの試験は,できるだけ
実線路の状況を模擬した環境で行うことができる。実線路の模擬の程度は,がいしの性能に影響を与える
すべての要素について考慮した,受渡当事者間の協定による。
備考 これらの非標準的な条件下では,得られる特性値は,標準試料配置で測定される値と異なるか
もしれない。
40
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1付図1 エージング試験の概略図
附属書1付図2 軸方向及び径方向の偏位測定
41
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1付図3 角度の偏位測定
附属書1付図4 がいしの最大厚さ
42
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1A(参考) 課電破壊荷重試験又は破壊荷重試験の
形式及び抜取検査結果の比較方法
この附属書(参考)は,規定の一部ではない。
形式検査の供試がいしが,抜取検査の供試がいしを代表していることを確認するために,平均値(スチ
ューデント試験)と標準偏差(χ2試験)を比較する。
1
X
:抜取検査の平均破壊荷重
2
X
:再試験の平均破壊荷重
σ1
:抜取検査の標準偏差
σ2
:再試験の標準偏差
T
X :形式検査の平均破壊荷重
σT
:形式検査の標準偏差
備考 標準偏差σを計算する場合には,分母にn−1を用いることに注意する。
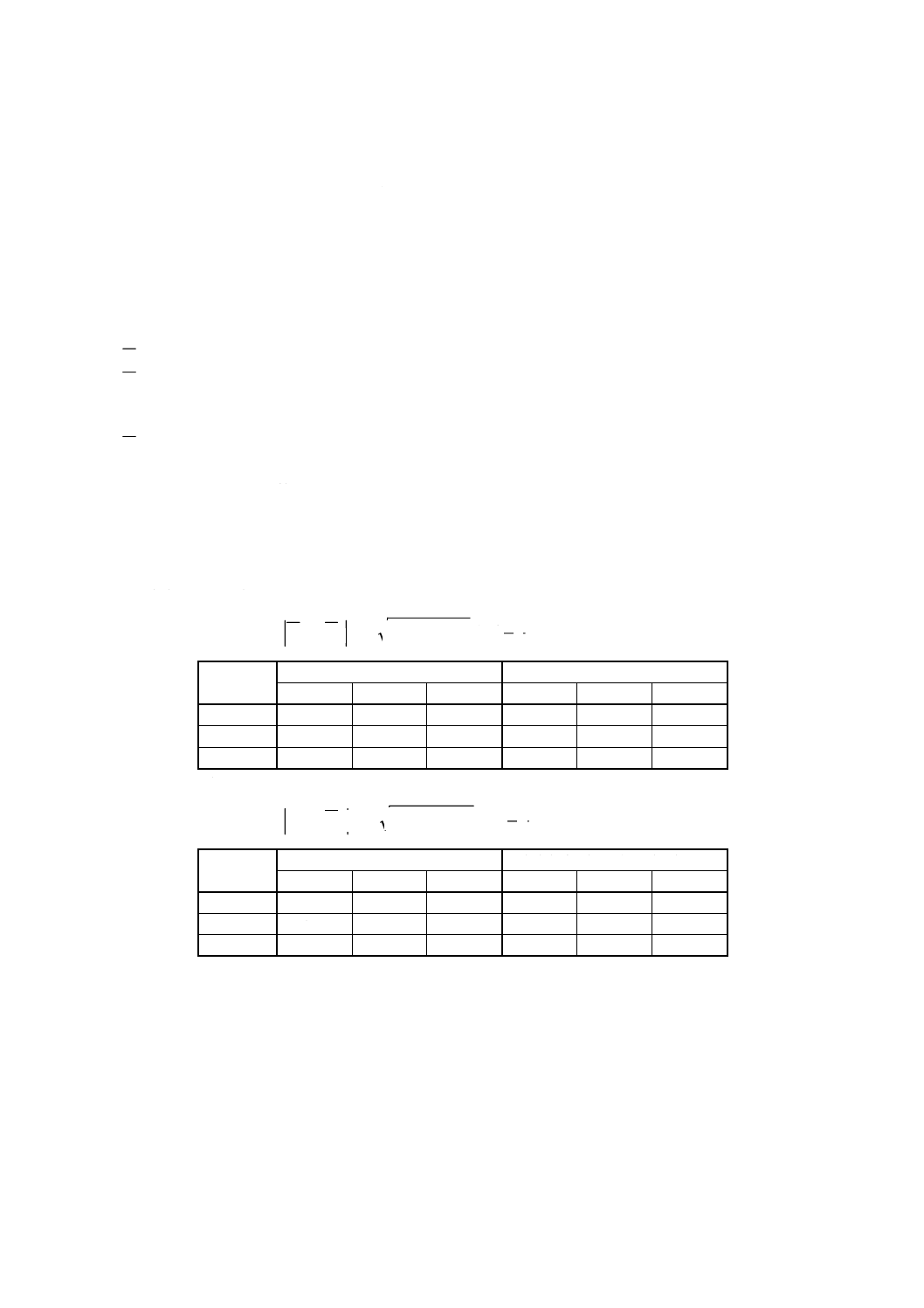
次の表で与えられる限度に合致するならば,そのがいしは,高い確率 (95%) で同一タイプに属する。こ
の限度は,形式検査の試料数5及び10個を基本にしている。この限度に合致しなくてもロットは不合格と
ならない。
− 再試験でない場合
c
b
a
X
X
<
+
−
T
1
2
1
2
T
1
T
σ
σ
σ
σ
及び
≦
定数
形式検査試料数5個 試料数E1
形式検査試料数10個 試料数E1
4
8
12
4
8
12
a
1.20
0.76
0.59
1.12
0.75
0.60
b
0.75
1.75
2.75
0.33
0.78
1.22
c
2.57
2.47
2.44
1.96
1.81
1.76
− 再試験の場合
c
b
a
X
X
<
+
−
T
2
2
2
2
T
2
T
σ
σ
σ
σ
及び
≦
定数
形式検査試料数5個 試料数2×E1 形式検査試料数10個 試料数2×E1
8
16
24
8
16
24
a
0.76
0.49
0.39
0.75
0.51
0.41
b
1.75
3.75
5.75
0.78
1.67
2.56
c
2.47
2.42
2.40
1.81
1.74
1.71
43
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1B(参考) 連用がいし及びラインポストがいし用課電破壊荷重試
験又は破壊荷重試験の判定手順の説明図
この附属書(参考)は,規定の一部ではない。
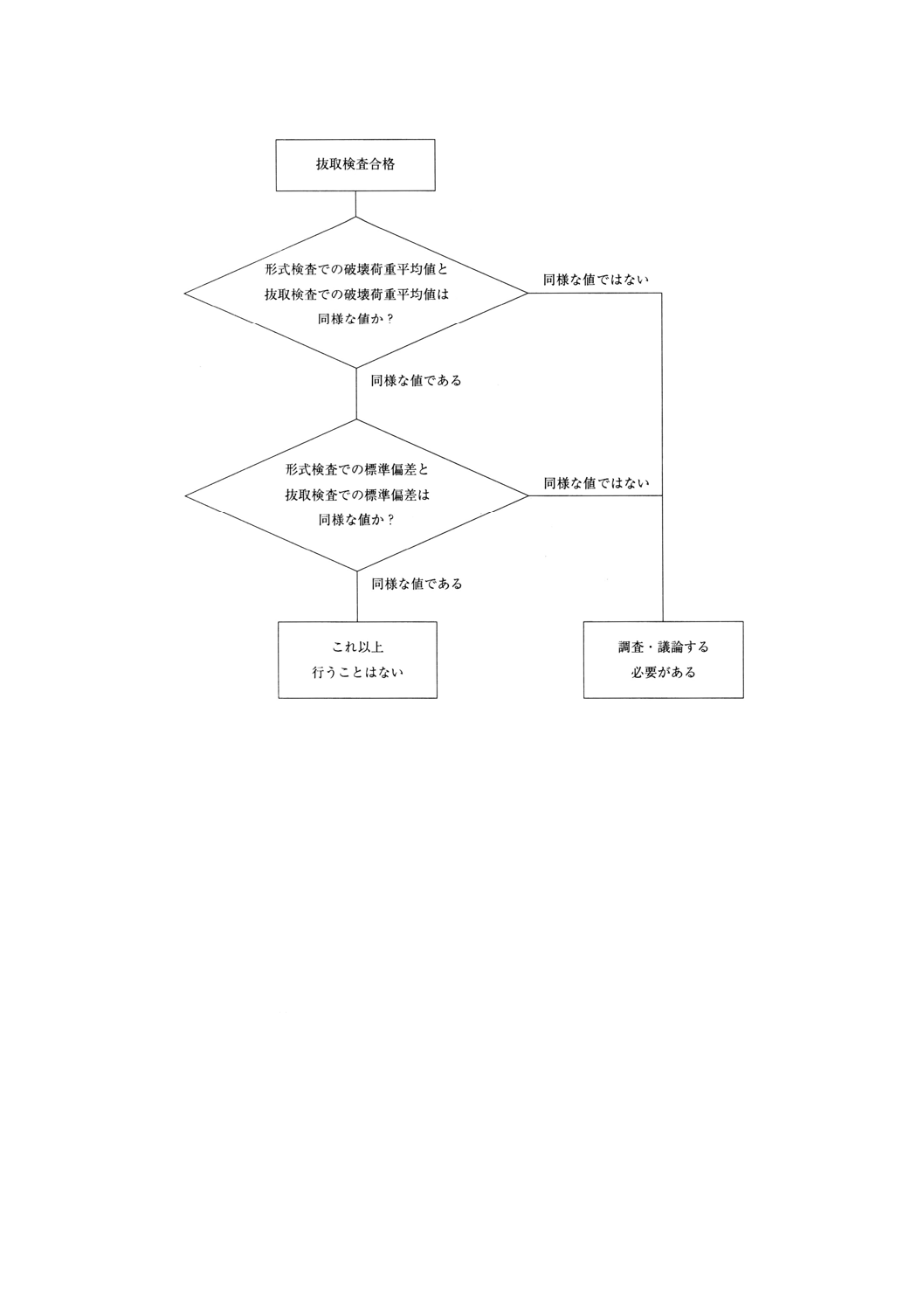
B.1 流れ図 流れ図は,変数によって統計的評価を行うときの形式検査(付図B.1)及び抜取検査(付図
B.2)のための判定手順の例である。付図B.3は,形式検査結果と抜取検査結果との比較を行うための流れ
図を示す。
付図B.1 課電破壊又は破壊の形式検査のための判定用流れ図
44
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図B.2 課電破壊又は破壊の抜取検査のための判定用流れ図
45
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図B.3 形式・抜取検査結果の比較用流れ図
B.2 合格又は不合格を判定するための計算例 計量試験の結果の統計的な評価は,従来の計数試験から想
定される考えの,ある程度の再検討を必要とする。理解するための補助として,四つの試験結果の平均値
及び標準偏差の計算例を付表B.1に示す。
例1.は,最低値が規定破壊荷重より低くても合格となるロットを示している。
例2.は,すべての試料の破壊荷重が規定値よりも高いが,再試験でようやく合格している。
例3.は,例2.に類似しているが,このロットは再試験を行うことなく不合格となっている。
例4.は,合格であるが,形式検査結果と抜取検査結果とで同様な結果が得られていない。調査が必要で
ある。
付表B.2は,実際の試験結果の評価のときに使用するための未記入表である。
備考 標準偏差σを計算する場合には,分母にn−1を用いることに注意する。
46
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1B付表B.1 破壊又は課電破壊荷重試験の例(抜取検査)
規定破壊荷重
SFL
=180kN
形式検査の平均破壊荷重値
T
X =249kN
形式検査の標準偏差
σT
=30.23kN
計算例
試料数
測定値
kN
評価
kN
結果
形式検査と
抜取検査の
比較
(附属書1A参照)
E1
E1×2
1
4
−
222.0 174.5 249.3 223.2
25
.
217
1=
X
6.
31
1=
σ
16
.
211
1
1=
+σ
C
SFL
1
1
1
σ
C
SFL
X
+
>
合格
1
X
XT≡
1
σ
σ≡
T
2
12
−
253.7 181.0 331.6 229.9
257.2 237.9 289.9 296.9
229.9 240.7 191.9 217.3
47
.
246
1=
X
26
.
43
1=
σ
54
.
253
1
1=
+σ
C
SFL
1
1
1
σ
C
SFL
X
+
>
不合格
89
.
244
1
2
=
+σ
C
SFL
1
2
1
σ
C
SFL
X
+
>
再試験
−
24
233.6 281.6 248.2 237.6
221.0 225.0 229.7 283.6
263.4 291.3 243.8 301.2
249.3 236.1 261.6 292.5
234.1 244.6 208.5 280.4
235.2 200.8 285.5 194.8
31
.
249
2=
X
2.
30
2=
σ
34
.
231
2
3
=
+σ
C
SFL
2
3
2
σ
C
SFL
X
+
>
合格
2
X
XT≡
T
T
σ
σ≡
3
12
−
274.3 197.3 332.1 199.8
231.5 224.1 248.5 291.1
221.4 237.4 236.8 191.1
53
.
240
1=
X
52
.
41
1=
σ
55
.
250
1
1=
+σ
C
SFL
1
1
1
σ
C
SFL
X
+
>
25
.
242
1
2=
+
σ
C
SFL
不合格
再試験なし
1
2
1
σ
C
SFL
X
+
>
不合格
4
4
−
317.8 283.2 287.1 275.8
98
.
290
1=
X
49
.
18
1=
σ
49
.
198
1
1=
+σ
C
SFL
1
1
1
σ
C
SFL
X
+
>
合格
1
X
XT≠
1
σ
σ≠
T
47
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1B付表B.2 破壊又は課電破壊荷重試験(抜取検査)のための計算未記入表
規定破壊荷重
SFL
=
形式検査の平均破壊荷重値
T
X
=
形式検査の標準偏差
σT
=
計算例
試料数
測定値
kN
評価
kN
結果
形式検査と抜取
検査の比較
(附属書1A参照)
E1
E1×2
初回試験 …
−
…… …… …… ……
…… …… …… ……
…… …… …… ……
=
1
X
=
1
σ
=
+
1
1σ
C
SFL
1
1
1
σ
C
SFL
X
+
=
+
1
2σ
C
SFL
1
2
1
σ
C
SFL
X
+
再試験
−
…
…… …… …… ……
…… …… …… ……
…… …… …… ……
…… …… …… ……
…… …… …… ……
…… …… …… ……
=
2
X
=
2
σ
=
+
2
3σ
C
SFL
2
3
2
σ
C
SFL
X
+
=
48
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1C(参考) 参考文献のリスト
この附属書(参考)は,規定の一部ではない。
IEC 60168 : 1988, Test on indoor and outdoor post insulators of ceramic material or glass for systems with
nominal voltages greater than 1 000 V
IEC 60383-2 : 1993, Insulators for overhead lines with a nominal voltages above 1 000 V−Part 2 : Insulator
strings and insulator sets for a.c. systems−Definitions, test methods and acceptance criteria
IEC 60437 : 1973, Radio interference test on high-voltage insulators
IEC 60438 : 1973, Tests and dimensions for high-voltage d.c. insulators
IEC 60507 : 1991, Artificial pollution tests on high-voltage insulators to be used on a.c. systems
IEC 60591 : 1978, Sampling rules and acceptance criteria when applying statistical control methods for
mechanical and electromechanical tests on insulators of ceramic material or glass for overhead
lines with a nominal voltage greater than 1 000 V
IEC 60672-1 : 1980, Specification for ceramic and glass insulating materials−Part 1 : Definitions and
classification
IEC 60672-3 : 1984, Specification for ceramic and glass insulating materials−Part 3 ; Individual materials
IEC 60797 : 1984, Residual strength of string insulator units of glass or ceramic material for overhead lines
after mechanical damage of the dielectric
IEC 60815 : 1986, Guide for the selection of insulators in respect of polluted conditions
ISO 2859: 1974, Sampling procedures and tables for inspection by attributes
ISO 2859-1 : 1989, Sampling procedures for inspection by attributes−Part 1 : Sampling plans indexed by
acceptable quality level (AQL) for lot-by-lot inspection
ISO 2859-2 : 1985, Sampling procedures for inspection by attributes−Part 2 : Sampling plans indexed by
limiting quality (LQ) for isolated lot inspection
ISO 3951 : 1989, Sampling procedures and charts for inspection by variables for percent nonconforming
ISO 9000 : 1987, Quality management and quality assurance standards−Guidelines for selection and use
ISO 9001 : 1987, Quality systems−Model for quality assurance in design/development, production
installation and servicing
ISO 9002 : 1987, Quality systems−1 Model for quality assurance in production and installation
ISO 9003 : 1987, Quality systems−Model for quality assurance in final inspection and test
ISO 9004 : 1987, Quality management and quality system elements−Guidelines
49
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定) 交流系統で使用するがいし連及びがいし装置−
定義,試験方法及び判定基準
序文 この附属書は,本体の規定に対応するIEC 60383-2 : 1993, Insulators for overhead lines with a nominal
voltage above 1 000V−Part 2 : Insulator strings and insulator sets for a.c. systems−Definitions, test methods and
acceptance criteriaを翻訳し,技術的内容及び規格票の様式を変更することなく作成したものである。
第1章 共通事項
1. 適用範囲及び目的 この附属書は,公称電圧が1 000Vを超え,周波数が100Hz以下の交流架空線路
に使用する磁器又はガラスがいしによって構成される,がいし連及びがいし装置に適用する。
この附属書は,直流架空電車線路に使用するがいし連及びがいし装置にも適用する。
この附属書は,変電所構内で使用する類似設計のがいし連及びがいし装置にも適用する。
この附属書は,直流架空線路に使用するがいし連,がいし装置及び複合がいし装置の暫定規格として使
用する。
この附属書の目的は,がいし連及びがいし装置の特性を検証するための,電気的試験手順及び判定基準
を定めるものである。
これらの試験及び特性は,設計者,使用者及び供給者が,架空線路,がいし及び周辺機器の電気的特性
の定義,評価又は検証をする際の,共通基盤となることを意図している。
これらの試験は,がいし単体として又は,がいし連又はがいし装置として供給される際の,必要な試験
として定めたものではない。
備考1. がいし単体の試験は,附属書1に規定する。複合がいしの試験は,IEC 61109に規定する。
2. この附属書には,人工汚損試験,ラジオ障害電圧試験は含まれない。これらの項目及び関連
する試験方法については,次のIEC規格に規定されている。
IEC 60437 : Radio interference test on high-voltage insulators
IEC 60507 : Artificial pollution tests on high-voltage insulators to be used on a.c. system
3. 耐アーク試験については,現在検討中である。
2. 引用規格 次に示す引用規格は,この附属書で参照する条項,この附属書を構成する条項を含んでい
る。発行時点において,表示された版が有効なものであった。すべての引用規格は,改正されるので,こ
の規格の関係者は,次の規格の最新のものを調査し,適用することを推奨する。IEC及びISOのメンバー
は,現時点で有効な国際規格の記録を保持する。
IEC 60050 (60471) : 1984, International Electrotechnical Vocabulary (IEV) −Chapter 471 : Insulators
IEC 60060-1 : 1989, High-voltage test techniques−Part 1 : General definitions and test requirements
IEC 60071-1 : 1976, Insulatioin co-ordination−Part 1 : Terms, definitions, principles and rules
IEC 60071-2 : 1976, Insulation co-ordination−Part 2 : Application guide
IEC 60071-3 : 1982, Insulation co-ordination−Part 3 : Phase-to-phase insulation co-ordination−Principles,
rules and application guide
50
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 定義 次に示す用語の定義は,IEC 60050 (471) には規定されていないか,又は意味が異なるものであ
る。
この附属書で使用する“がいし”という用語は,試験対象物を指すのに用いる。
3.1
がいし連 (Insulator string) 1個又は複数の連用がいしを連結したもの。架空線路の導体を可動支
持し,主に引張荷重が加わる。
3.2
がいし装置 (Insulator set) 1連又は複数連のがいし連を連結し組み立て,実線路において必要とな
る架線金具及び保護装置を装備したもの。
3.2.1
懸垂がいし装置 (Suspension insulator set) 架線金具を装備した,導体をつり下げるがいし装置。
3.2.2
耐張がいし装置 (Tension insulator set) 架線金具を装備した,導体を引き留めるがいし装置。
3.3
フラッシオーバ (Flash-over) 運転電圧が通常印加される部分間が,電気的に短絡するがいし外部
の絶縁破壊放電。
備考 この附属書では“フラッシオーバ”は,がいし周辺の空気中の放電による絶縁破壊放電と同様
な,がいし表面の絶縁破壊放電も含む。
3.4
雷インパルス乾燥耐電圧 (Dry lighting impulse withstand voltage) 乾燥時に,規定された試験条件
下において,がいしが耐える雷インパルス電圧。
3.5
50%雷インパルス乾燥フラッシオーバ電圧 (50% dry lighting impulse flash-over voltage) 乾燥時
に,規定された試験条件下において,50%の確率でがいしのフラッシオーバが発生する雷インパルス電圧。
3.6
商用周波注水耐電圧 (Wet power-frequency withstand voltage) 注水時に,規定された試験条件下に
おいて,がいしが耐える商用周波電圧。
3.7
商用周波注水フラッシオーバ電圧 (Wet power-frequency flash-over voltage) 注水時に,規定された
試験条件下における,がいしのフラッシオーバの測定電圧の算術平均。
3.8
開閉インパルス注水耐電圧 (Wet switching impulse withstand voltage) 注水時に,規定された試験
条件下において,がいしが耐える開閉インパルス電圧。
3.9
50%開閉インパルス注水フラッシオーバ電圧 (50% wet switching impulse flash-over voltage) 注水
時に,規定された試験条件下において,50%の確率でがいしのフラッシオーバが発生する開閉インパルス
電圧。
4. がいし連又はがいし装置の電気的特性値 がいし連又はがいし装置は,次の電気的特性の中の一つ又
は複数によって特性づけられる。
a) 雷インパルス乾燥耐電圧
b) 開閉インパルス注水耐電圧
c) 商用周波注水耐電圧
装置に対する最高電圧に関し,これらの特性を適用することの可否については,IEC 60071-1,2及び3
“絶縁協調”によって決定しなければならない。
運転電圧は,がいし連及びがいし装置の特性としては考慮しない。
実使用状態におけるがいしのフラッシオーバ及び耐電圧は,標準状態におけるフラッシオーバ及び耐電
圧とは異なると考えられる。この現象は,雷インパルス試験において,特に高電圧機器に認められる。し
かし開閉インパルスに対する環境条件及びがいしとそれに関連する金具の配置の影響は,標準試験配置と
実使用時の配置との電界分布の違いよりもはるかに大きい。
がいし連又はがいし装置の開閉インパルス耐電圧は,鉄塔構造及び金具部分の形状及び位置によって決
51
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定される割合が大きいため,特性値を定める必要はない。それゆえ,一般的に実使用状態を精密に再現し
た試料配置における,規定の開閉インパルス耐電圧の検証が要求される。その試料配置の詳細については,
注文時に受渡当事者間の協定がなければならない。
第2章 電気的試験の手順
5. 高電圧試験の一般要求事項
a) 雷,開閉インパルス電圧及び商用周波電圧試験方法は,IEC 60060-1による。
b) 雷,開閉インパルス電圧は,予想される波高値によって表す。また,商用周波電圧は,波高値を2で
除した値で表す。
c) 試験時の自然大気状態が,標準値(6.1参照)と異なる場合,6.2に規定された補正係数を適用する必
要がある。
d) がいしは,高電圧試験の開始前に洗浄,乾燥しておく。
e) 特に相対湿度が高いときには,がいし表面の結露を防ぐように特別な注意を払う。例えば,試験開始
前に,熱平衡を得るために,がいしを試験時の周囲温度に十分な時間放置しておく。
受渡当事者間の協定がある場合を除き,試験は,相対湿度が85%を超える条件で実施してはならな
い。
f)
連続した電圧印加間隔は,前回のフラッシオーバ又は耐電圧試験の影響が最小となるように,十分に
とる。
6. 電気的試験における標準大気状態及び補正係数
6.1
標準大気状態 標準大気状態は,IEC 60060-1による。
6.2
大気状態の補正係数 大気状態の補正係数は,IEC 60060-1によって決定する。試験時の大気状態が
標準大気状態と異なる場合,空気密度 (k1) 及び湿度 (k2) の補正係数を求め,その積K=k1×k2を決定する。
試験電圧を次のとおり補正する。
耐電圧(インパルス及び商用周波)
印加電圧=K×規定耐電圧
フラッシオーバ電圧(雷インパルス及び商用周波)
記録するフラッシオーバ電圧=測定フラッシオーバ電圧 K
備考 注水試験においては,湿度の補正は行わない。すなわち,k2=1,K=k1となる。
7. 注水試験における人工降雨のパラメータ IEC 60060-1に規定された標準注水試験手順を用いる。人
工降雨の特性は,IEC 60060-1の要求値による。
がいしを水平又は傾斜させた状態で試験を実施する場合,人工降雨の降雨角度については,受渡当事者
間の協定がなければならない。
8. 電気的試験における試料配置 詳細は,12.に規定する。
9. 雷インパルス電圧試験 がいし連又はがいし装置は,IEC 60060-1に規定された手順によって,試験
を行う。
標準1.2/50雷インパルスを用いる(IEC 60060-1参照)。
52
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
がいしは,5.及び6.で規定の試験条件のもとで試験する。
正及び負極の両極のインパルスを使用する。しかし,どちらかの極性が低い耐電圧となることが明らか
である場合,その極性で試験することで十分である。
がいし連及びがいし装置の雷インパルス乾燥耐電圧を求める通常の手順は,IEC 60060-1に規定する昇
降法によって求めた50%フラッシオーバ電圧から計算する。
インパルス電圧特性よりも,汚損特性によって全長が決定される長いがいし連及びがいし装置の場合,
15回インパルスを印加する耐電圧法を用いることが必要となる。
これらの試験において,がいしは損傷を受けてはならない。ただし,絶縁部表面のわずかなフラッシオ
ーバのこん跡,又は組立に用いるセメント,その他の材料の欠けは許容する。
10. 商用周波注水電圧試験 がいし連又はがいし装置は,IEC 60060-1に規定された手順によって,試験
を行う。試験回路は,IEC 60060-1による。
がいしは,5.,6.及び7.に規定の試験条件のもとで試験する。
人工降雨の特性は,IEC 60060-1による。
試料に印加する試験電圧は,試験時の大気状態に補正した商用周波注水耐電圧値である(6.2参照)。試
験電圧は,1分間保持する。
備考 この試験を架空電車線路用がいしに適用する場合には,試験電圧の周波数は,0〜100Hzの間で
実使用状態を考慮した他の周波数を用いる。
試験中,フラッシオーバ又は貫通破壊が発生してはならない。
参考データを得るために,注文時に特別に要求された場合には,印加電圧を商用周波注水耐電圧の約75%
から毎秒約2%の割合で徐々に上昇させ,商用周波注水フラッシオーバ電圧を求めてもよい。フラッシオ
ーバ電圧は,連続5回測定した値の算術平均で,標準大気状態に補正(6.2参照)した値を記録する。
11. 開閉インパルス注水電圧試験 がいし連又はがいし装置は,IEC 60060-1に規定された手順によって
試験する。
標準250 2 500開閉インパルスを用いる(IEC 60060-1参照)。
がいしは,5.,6.及び7.に規定の試験条件のもとで試験する。
人工降雨の特性は,IEC 60060-1による。
正及び負極の両極のインパルスを使用する。
がいし連及びがいし装置の開閉インパルス注水耐電圧を求める通常の手順は,IEC 60060-1に規定する
昇降法によって求めた50%フラッシオーバ電圧から計算する。
50%フラッシオーバ法を用いる場合,がいし連以外の場所でフラッシオーバが発生するか,又は全長の
長いがいし連ではフラッシオーバをさせるために非常に高い電圧が必要となるなどの理由によって,困難
が予想される。そのような問題が発生する場合には,協定によって,15回インパルスを印加する耐電圧法
を適用してもよい。
これらの試験において,がいしは損傷を受けてはならない。ただし,絶縁部表面のわずかなフラッシオ
ーバのこん跡又は組立に用いるセメント,その他の材料の欠けは許容する。
12. 試料配置 がいし連及びがいし装置の電気的試験の試料配置は,開閉インパルス試験が要求されるか
(4.参照),又は実使用状態を模擬することが要求されるかのいずれかで決まる。
53
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.1 開閉インパルス試験が要求されない場合の標準試料配置 がいし連又はがいし装置は,接地したワ
イヤロープ又はその他の適切な導体によって,支持構造物から垂直につり下げる。がいし金具の最上部か
ら支持点までの距離は,1m以上とする。他の物体が,試料から1m又はがいし連の全長の1.5倍の距離の
どちらか大きい値よりも近くにあってはならない。まっすぐで滑らかな金属棒又は金属管の導体は,がい
し連の最下部金具に水平に取り付ける。磁器又はガラスがいしのかさ(笠)部の最下部から導体の最上部
までの距離はできるだけ短くするが,最下部がいしの直径の0.5倍よりも大きくする。
導体の直径は,最小25mmで,がいし連の全長の約1.5%とする。
導体の全長は,中心軸の両端で測定して最小1m以上で,がいし連全長の1.5倍以上とする。
導体の端部からのフラッシオーバを避けるため,予防策を施す。
試験電圧は,導体と大地間に印加する。
12.2 開閉インパルス試験が要求される場合の標準試料配置 がいし連又はがいし装置は,鉄塔の塔体及
び腕金を模擬した配置で垂直につり下げる。
腕金は,水平構造材によって模擬し,がいし連はその一端に取り付け,他端に垂直構造材を取り付けて
鉄塔の塔体を模擬する。両構造材及びがいし連をつり下げる連結部は接地する。がいし連を取り囲む各構
造材の幅は,最小400mmで,がいし連の全長の20%以上とする。がいし連の中心軸と鉄塔の塔体を模擬
した垂直構造材との距離は,がいし連の全長の1.2〜1.5倍とする。がいし連の最上部と腕金を模擬した水
平構造材の最下部との距離は,約300mmとする。鉄塔の塔体を模擬した垂直構造材は,腕金を模擬した
構造材の下に,がいし連の全長の2倍以上の長さだけ延長させる。
まっすぐで滑らかな金属棒又は金属管の二つの素導体で構成する多導体を,がいし連の最下部の金具に
腕金と直角に取り付ける。その2本の素導体は,水平スペーサーによって平行に保つ。素導体の間隔は,
がいし連の全長の約10分の1とする。導体の長さは,がいし連の中心軸の両端間の距離と概略同一とし,
各素導体の直径は,がいし連の全長の0.75〜1.25%とする。
導体の両端からのフラッシオーバを防ぐため,各端部は適切な装置(例えば,金属のリング)によって
保護する。導体の地上高は,6m以上で,がいし連の約1.5倍とする。
試験電圧は,導体と大地間に,導体の一端から印加する。
試験中,この項で述べたもの以外の物体が,がいし連の端からがいし連の全長の1.5倍の距離よりも近
くにあってはならない。
がいし連は,連として構成するために必要であり,製造業者が規定する部品を完備していなければなら
ない。
備考 がいし連の全長が5mを超える場合,特に素導体数及び素導体間隔の標準寸法を変更する必要
があるかもしれない。
12.3 実線路を模擬した試料配置 協定があれば,がいし連又はがいし装置の試験は,がいし装置を実際
の鉄塔を模擬した金属構造材に取り付けるなど,できるだけ実線路の状況を模擬した環境で行ってもよい。
実線路の模擬の程度は,がいしの特性に影響を与えるすべての要素を考慮し,受渡当事者間の協定によ
る。
備考 これらの非標準条件では,特性値は,標準試料配置によって測定した値と大きく異なるかもし
れない。
54
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2A(参考) 参照文献のリスト
この附属書(参考)は,規定の一部ではない。
IEC 60383-1 : 1993, Insulators for overhead lines with a nominal voltage above 1 000 V−Part 1 : Ceramic
or glass insulator units for a.c. system−Definitions, test methods and acceptance criteria
IEC 60437 : 1973, Radio interference test on high-voltage insulators
IEC 60507 : 1991, Artificial pollution tests on high-voltage insulators to be used on a.c. systems
IEC 61109 : 1992, Composite insulators for a.c. overhead lines with a nominal voltage greater than 1 000 V
−Definitions, test methods and acceptance criteria
がいしJIS国際整合化本委員会(改正原案作成委員会) 構成表
氏名
所属
(委員長)
河 村 達 雄
芝浦工業大学工学部
(委員)
内 藤 克 彦
名古屋工業大学工学部
新 井 昇
財団法人電力中央研究所企画部
浅 井 功
社団法人日本電気協会
三 浦 良 隆
電気事業連合会工務部
小 林 俊 一
東京電力株式会社工務部
高 木 洋 隆
(村 澤 泉)
中部電力株式会社工務部
菅 田 徹
関西電力株式会社電力システム室
石 津 成 一
東海旅客鉄道株式会社技術本部
赤 嶺 淳 一
社団法人日本電機工業会
石 川 煕
富士電機株式会社機器制御事業部
秋 定 三津男
三菱電機株式会社配電機器製造部
鈴 木 良 博
日本ガイシ株式会社ガイシ技術部
山 本 俊 夫
大トー株式会社技術部
浦 郷 義 則
株式会社香蘭社
山 本 隆 志
株式会社エージック品質保証部
伊 賀 健
会津碍子株式会社製造部
川 本 富士雄
愛知県陶磁器工業協同組合
成 宮 治
通商産業省生活産業局
薦 田 康 久
資源エネルギー庁公益事業部
橋 爪 邦 隆
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
西 村 明
日本電磁器協会
55
C 3801-1 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
がいしJIS国際整合化原案作成第一分科会 構成表
氏名
所属
(分科会長)
内 藤 克 彦
名古屋工業大学工学部
浅 井 功
社団法人日本電気協会
長 谷 祐 児
中部電力株式会社工務部
山 本 隆 志
株式会社エージック品質保証部
藤 井 治
日本ガイシ株式会社ガイシ技術部
川 本 富士雄
愛知県陶磁器工業協同組合
橋 爪 邦 隆
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
西 村 明
日本電磁器協会
備考 括弧内氏名は前任者を示す。