C 3216-2:2019
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
2A 一般事項 ······················································································································ 1
3 寸法······························································································································· 2
3.1 試験装置 ······················································································································ 2
3.2 試験方法 ······················································································································ 3
附属書A(参考)標準的な巻線の寸法測定における測定圧力························································· 5
附属書JA(規定)代替試験方法 ······························································································ 7
附属書JB(参考)JISと対応国際規格との対比表 ······································································· 8
C 3216-2:2019
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
電線工業会(JCMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。これによって,JIS C 3216-2:2011は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS C 3216の規格群には,次に示す部編成がある。
JIS C 3216-1 第1部:全般事項
JIS C 3216-2 第2部:寸法
JIS C 3216-3 第3部:機械的特性
JIS C 3216-4 第4部:化学的特性
JIS C 3216-5 第5部:電気的特性
JIS C 3216-6 第6部:熱的特性
日本工業規格 JIS
C 3216-2:2019
巻線試験方法−第2部:寸法
Winding wires-Test methods-Part 2: Determination of dimensions
序文
この規格は,2015年に第3.1版として発行されたIEC 60851-2を基とし,市場にIEC整合規格としての
コンセンサスが得られるまでの措置として,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所及び附属書JAは,対応国際規格にはない事項
である。変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,巻線に用いる各種エナメル銅線,エナメルアルミニウム線,横巻銅線及び横巻アルミニウ
ム線の寸法の測定方法について規定する。
注記1 対応国際規格の試験方法の全般事項についての規定は,箇条2Aに移した。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 60851-2:2015,Winding wires−Test methods−Part 2: Determination of dimensions(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS C 3216-1 巻線試験方法−第1部:全般事項
注記 対応国際規格:IEC 60851-1,Winding wires−Test methods−Part 1: General
JIS C 3216-5 巻線試験方法−第5部:電気的特性
注記 対応国際規格:IEC 60851-5,Winding wires−Test methods−Part 5: Electrical properties
2A 一般事項
試験方法の全般事項については,JIS C 3216-1による。
寸法の測定方法は,箇条3による。受渡当事者間の合意によって,JA.1の方法を用いてもよい。寸法に
関する要求事項は,この規格を引用する個別規格で規定する。
2
C 3216-2:2019
3
寸法
3.1
試験装置
3.1.1
丸線及び平角線
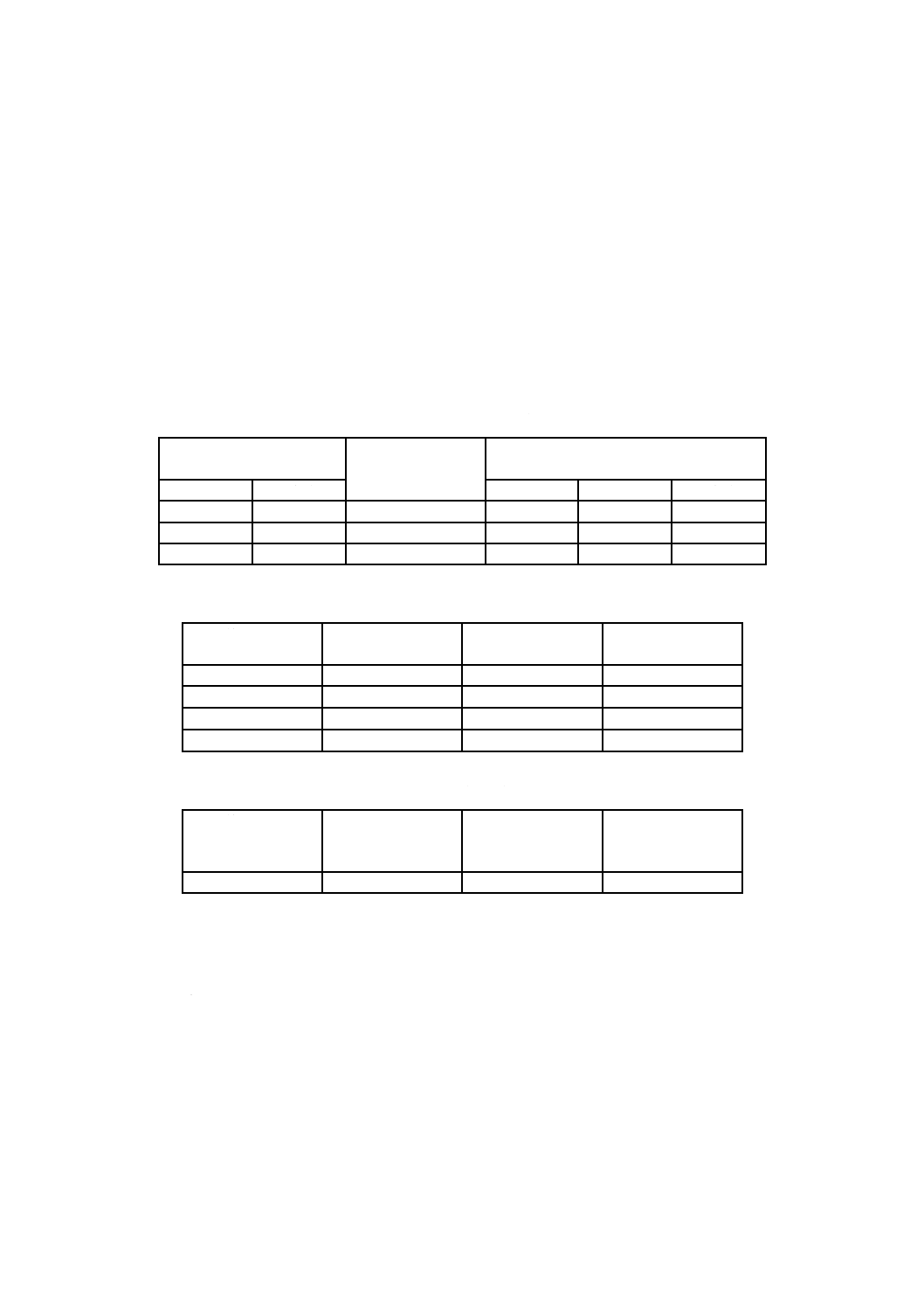
試験装置は,機械式マイクロメータ又は光学式非接触マイクロメータとする。試験装置の最大表示量は,
公称導体径が0.200 mmを超える場合は2 µm以下とし,公称導体径が0.200 mm以下の場合は1 µm以下と
する。エナメル丸線を機械式マイクロメータを用いて測定する場合,アンビルの直径及び測定圧力とアン
ビルの直径との比率(p)は,表1aに規定する範囲内とする。エナメル丸線及び紙巻線を除く全ての巻線
を機械式マイクロメータを用いて測定する場合,アンビルの直径及び測定圧力は,表1bに規定する範囲
内とする。紙巻線を機械式マイクロメータを用いて測定する場合,アンビルの直径及び単位面積当たりの
測定圧力は,表1cに規定する範囲内とする。
表1a−エナメル丸線
公称導体径
mm
アンビルの直径
mm
測定圧力とアンビルの直径との比率(p)
N/mm
を超え
以下
以上
を超え
以下
−
0.100
2〜8
0.01
−
0.16
0.100
0.450
5〜8
−
0.16
0.32
0.450
−
5〜8
−
0.32
0.80
表1b−エナメル丸線及び紙巻線を除く全ての巻線
線の種類
公称導体径
mm
アンビルの直径
mm
測定圧力
N
エナメル平角線
−
5〜8
2〜4
テープ巻丸線
0.100以上
5〜8
2〜4
テープ巻平角線
−
5〜8
2〜4
ガラス巻線
−
5〜8
2〜4
表1c−紙巻線
線の種類
公称導体径
mm
アンビルの直径
mm
単位面積当たりの
測定圧力
N/mm2
紙巻線
−
5〜8
1〜2
紙巻平角線については,表1cに規定する“単位面積当たりの測定圧力(N/mm2)”の値を,“測定圧力(N)”
の代わりとして用いる。表A.1に,標準的な測定範囲における測定圧力と単位面積当たりの測定圧力との
関係を参考に示す。
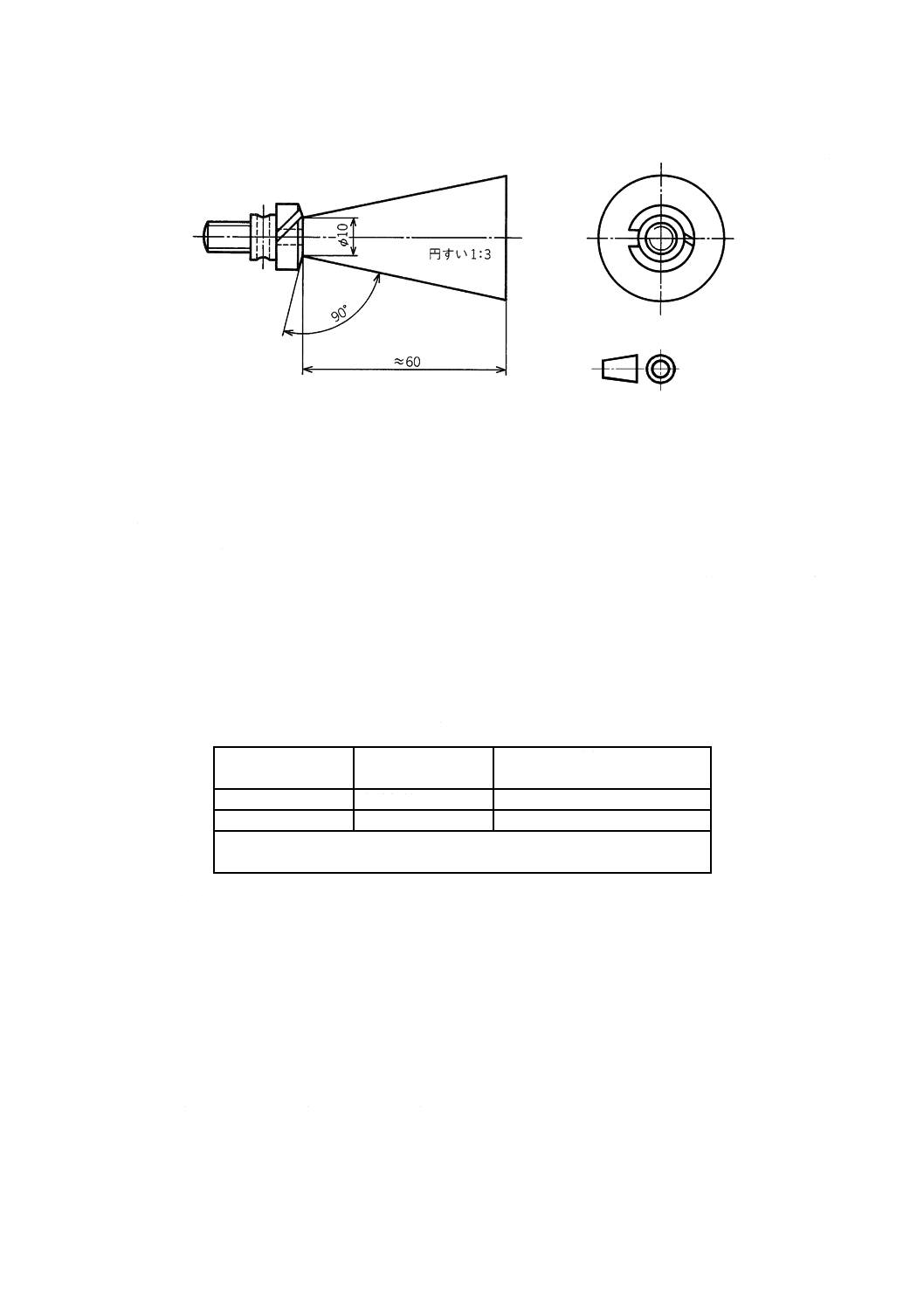
3.1.2
より線
測定は,図1に示す寸法の表面を磨いた円すい形マンドレルを用いて行う。
3
C 3216-2:2019
単位 mm
図1−円すい形マンドレル
3.2
試験方法
3.2.1
導体寸法
3.2.1.1
丸線
丸線の導体径の測定方法は,表2による。
3.2.1.1.1
公称導体径0.063 mmを超え0.200 mm以下
直線状の試験片から,導体にきずを付けない方法で絶縁を取り除く。導体径は,1 m間隔で3か所を測
定して記録し,平均値を求める。この平均値を導体径として記録する。
3.2.1.1.2
公称導体径0.200 mmを超える
直線状の試験片から,導体にきずを付けない方法で絶縁を取り除く。導体径は,導体軸に垂直な同一平
面のほぼ等しい角度で3か所を測定して記録し,平均値を求める。この平均値を導体径として記録する。
表2−導体径の測定方法
公称導体径
mm
測定
箇条番号
0.063以下
導体抵抗
JIS C 3216-5の箇条3(導体抵抗)
0.063を超え
寸法
3.2.1.1
受渡当事者間の合意がある場合,0.063 mmを超え1.000 mm以下については
導体抵抗としてもよい。
3.2.1.2
平角線
導体にきずを付けない方法で,3.2.5.2で測定した3か所の絶縁を取り除く。絶縁を取り除いた各々の箇
所で導体の幅及び厚さの寸法を測定して記録し,各々の平均値を求める。これらの平均値を導体幅及び厚
さとして記録する。
3.2.2
導体真円度
真円度は,3.2.1.1.1又は3.2.1.1.2の方法で測定した導体径の三つの測定値の差の最大値とする。この最
大値を導体真円度として記録する。
3.2.3
平角線の面取り
3個の直線状の試験片を,絶縁に影響を及ぼさない適切な樹脂で埋め込む。このとき,硬化後,樹脂の
色が絶縁の色と区別できるようにする。硬化した樹脂に埋め込んだ3個の試験片を長さ方向に対して直角
に切断し,適切な方法で断面を注意して研磨する。面取りを正しく判定できる倍率で,研磨した表面を調
4
C 3216-2:2019
べる。導体の端部の円弧が,平面部分と接する部分を測定し,これを面取り寸法として記録する。また,
形状,表面の粗さ及びとがりを観察し,記録する。
3.2.4
両側絶縁厚さ
3.2.4.1
一般事項
両側絶縁厚さは,仕上がり寸法と導体寸法との差で表す。
3.2.4.2
丸線
測定は,3.2.1.1及び3.2.5.1によって行う。仕上がり外径と導体径との差を両側絶縁厚さとして記録する。
3.2.4.3
平角線
測定は,3.2.1.2及び3.2.5.2によって行う。仕上がり幅と導体幅との差を幅の両側絶縁厚さとして記録す
る。また,仕上がり厚さと導体厚さとの差を厚さの両側絶縁厚さとして記録する。
3.2.5
仕上がり寸法
3.2.5.1
丸線
3.2.5.1.1
公称導体径0.200 mm以下
直線状の試験片をとり,1 mずつ3か所測定して記録し,平均値を求める。この平均値を仕上がり外径
として記録する。
3.2.5.1.2
公称導体径0.200 mmを超える
直線状の試験片をとり,長さ方向に1 m離れた2か所について,試験片の導体軸に垂直な同一平面上の
等しい角度で3か所測定して記録し,平均値を求める。この平均値を仕上がり外径として記録する。
3.2.5.2
平角線
線の幅及び厚さ寸法の測定は,直線状の試験片の互いに100 mm以上離れた3か所で,1回ずつ行う。
ただし,試験片の寸法がマイクロメータのスピンドル径よりも大きい場合は,試験片の平面の中央及び端
部の両方を測定する。それらの測定値が異なる場合は,大きい方の測定値だけを記録する。
それぞれ3か所の測定値を記録し,平均値を求める。それぞれの平均値を仕上がり幅及び仕上がり厚さ
として記録する。
3.2.5.3
より線
仕上がり外径は,マンドレルに巻いた層の幅を巻き付け回数で除して求める。より線を平方ミリメート
ル単位で表した合計公称断面積の65倍のニュートン単位で表した張力で図1のマンドレルに緊密に巻き
付ける。層の幅は,仕上がり外径0.5 mm以下の場合は10 mm以上,仕上がり外径が0.5 mmを超える場合
は20 mm以上として,0.5 mmの精度で1回測定する。この測定値を0.01 mmで丸めた値を仕上がり外径
として記録する。
注記 この方法は実用上の有効な値であって,正確な仕上がり外径ではない。
3.2.6
エナメル丸線の両側融着層厚さ
エナメル丸線の両側融着層厚さは,仕上がり外径の平均値と,融着層を取り除いた仕上がり外径の平均
値との差で表す。外径の測定は,3.2.5.1による。ただし,融着層を取り除いた仕上がり外径は,下層皮膜
にきずを付けることなく,溶剤その他の適切な薬品を用いるか又は同等な方法で融着層を取り除いた後,
測定する。これらの平均値の差を両側融着層厚さとして記録する。
5
C 3216-2:2019
附属書A
(参考)
標準的な巻線の寸法測定における測定圧力
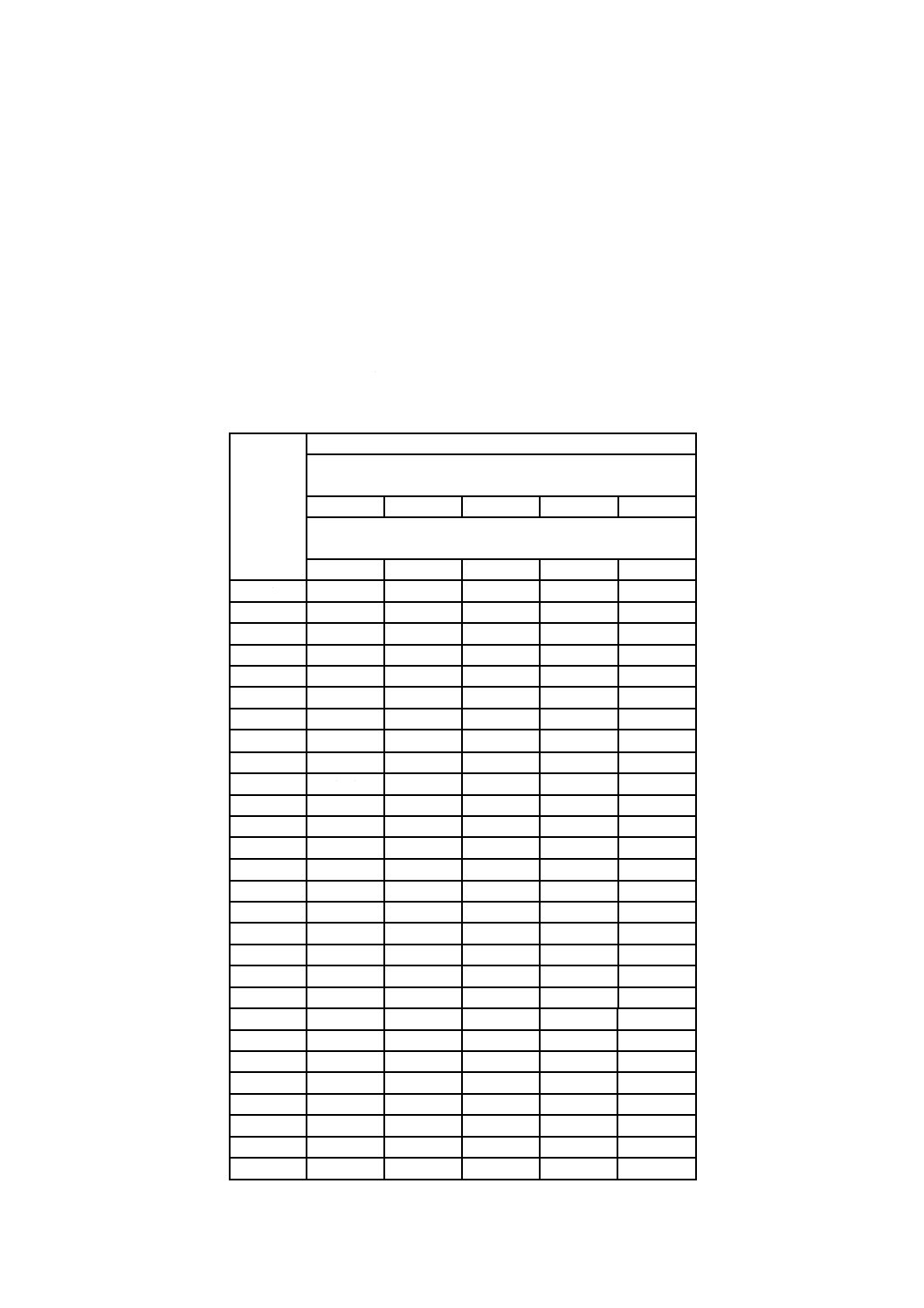
表A.1は,標準的な巻線の寸法の測定範囲について,表1cによって適用する“測定圧力”と“単位面積
当たりの測定圧力”との関係を参考に示す。表の測定範囲を超えた場合,次の式で計算することができる。
p=F/A
ここに,
p: 単位面積当たりの測定圧力(N/mm2)
F: 測定圧力(N)
A: 測定面積(mm2)
表A.1−測定圧力,単位面積当たりの測定圧力,アンビルの直径及び平角線測定面積の関係
測定圧力
N
単位面積当たりの測定圧力(N/mm2)
アンビルの直径
mm
5
6
6.5
7
8
測定面積
mm2
19.63
28.26
33.17
38.47
50.24
1
0.05
0.04
0.03
0.03
0.02
2
0.10
0.07
0.06
0.05
0.04
3
0.15
0.11
0.09
0.08
0.06
4
0.20
0.14
0.12
0.10
0.08
5
0.25
0.18
0.15
0.13
0.10
6
0.31
0.21
0.18
0.16
0.12
7
0.36
0.25
0.21
0.18
0.14
8
0.41
0.28
0.24
0.21
0.16
9
0.46
0.32
0.27
0.23
0.18
10
0.51
0.35
0.30
0.26
0.20
11
0.56
0.39
0.33
0.29
0.22
12
0.61
0.42
0.36
0.31
0.24
13
0.66
0.46
0.39
0.34
0.26
14
0.71
0.50
0.42
0.36
0.28
15
0.76
0.53
0.45
0.39
0.30
16
0.82
0.57
0.48
0.42
0.32
17
0.87
0.60
0.51
0.44
0.34
18
0.92
0.64
0.54
0.47
0.36
19
0.97
0.67
0.57
0.49
0.38
20
1.02
0.71
0.60
0.52
0.40
21
1.07
0.74
0.63
0.55
0.42
22
1.12
0.78
0.66
0.57
0.44
23
1.17
0.81
0.69
0.60
0.46
24
1.22
0.85
0.72
0.62
0.48
25
1.27
0.88
0.75
0.65
0.50
26
1.32
0.92
0.78
0.68
0.52
27
1.38
0.96
0.81
0.70
0.54
28
1.43
0.99
0.84
0.73
0.56
6
C 3216-2:2019
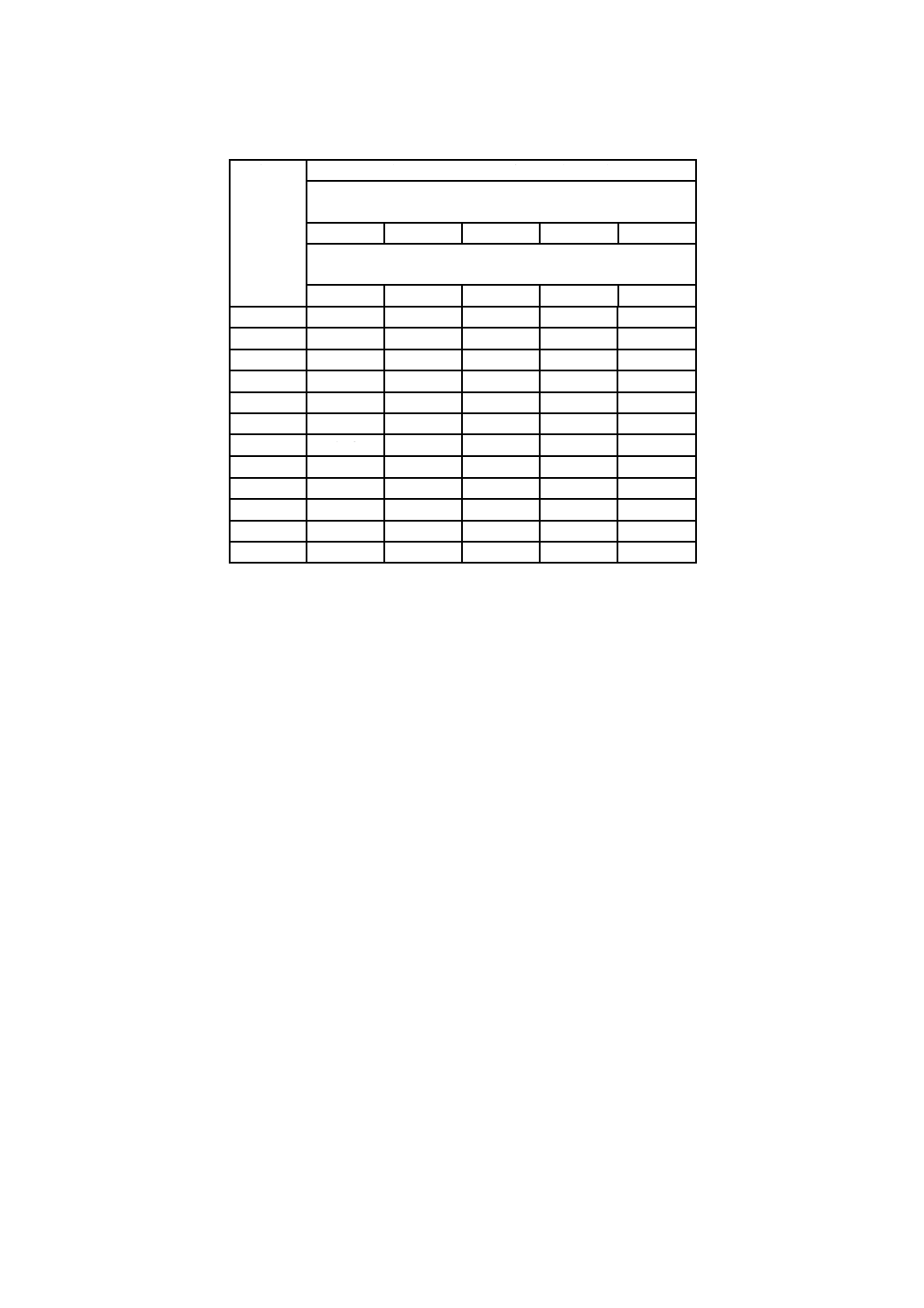
表A.1−測定圧力,単位面積当たりの測定圧力,アンビルの直径及び平角線測定面積の関係(続き)
測定圧力
N
単位面積当たりの測定圧力(N/mm2)
アンビルの直径
mm
5
6
6.5
7
8
測定面積
mm2
19.63
28.26
33.17
38.47
50.24
29
1.48
1.03
0.87
0.75
0.58
30
1.53
1.06
0.90
0.78
0.60
31
1.58
1.10
0.93
0.81
0.62
32
1.63
1.13
0.96
0.83
0.64
33
1.68
1.17
0.99
0.86
0.66
34
1.73
1.20
1.03
0.88
0.68
35
1.78
1.24
1.06
0.91
0.70
36
1.83
1.27
1.09
0.94
0.72
37
1.89
1.31
1.12
0.96
0.74
38
1.94
1.34
1.15
0.99
0.76
39
1.99
1.38
1.18
1.01
0.78
40
2.04
1.42
1.21
1.04
0.80
7
C 3216-2:2019
附属書JA
(規定)
代替試験方法
この附属書は,本体の対応する箇条を補足するものであり,本体で規定する試験方法に対し,置き換え
て適用が可能な試験方法について規定する。
注記 この附属書で規定する試験方法は,旧規格(JIS C 3216-2:2011)をIEC 60851-2に整合させる
に当たり,この内容によって大きな変更となり市場の混乱が予想される事項について,完全整
合化に向けた経過措置として,廃止したJIS C 3003:1999及びJIS C 3006:1999に従った試験方
法を代替試験方法として併記したものである。現時点市場でのコンセンサスが十分であるとは
言えないため,この規格にも併記する。
JA.1 寸法
寸法測定は,最小目盛1/1 000の測定器具を用いて行う。ただし,横巻銅線及び横巻アルミニウム線の
場合には,JIS B 7502に規定するマイクロメータ(測定圧力は3.9〜5.9 N)を用いてもよい。仕上がり外
径又は仕上がり寸法,導体径又は導体寸法,及び皮膜の厚さの測定は,次によって行う。
a) 丸線 仕上がり外径は,長さ約15 cmの試験片をとり,導体軸に垂直な同一平面のほぼ等しい角度で
直径を3か所測定し,これらの測定値の平均値で表す。次に,導体径は,仕上がり外径を測った箇所
の皮膜を,導体にきずを付けない方法で取り除いた後,仕上がり外径と同じ方法で測定し,その平均
値で表す。また,皮膜厚さは,仕上がり外径と導体径との差の1/2で表す。
b) 平角線 仕上がり厚さ及び仕上がり幅(仕上がり寸法)は,長さ約30 cmの試験片をとり,約10 cm
間隔で寸法を3か所測定し,それぞれの測定値の平均値で表す。次に,導体厚さ及び導体幅は,仕上
がり寸法を求めた箇所の皮膜を,導体にきずを付けない方法で除いた後,仕上がり寸法と同じ方法で
測定し,それぞれの測定値の平均値で表す。また,厚さ方向及び幅方向の皮膜厚さは,それぞれ,仕
上がり厚さと導体厚さとの差の1/2及び仕上がり幅と導体幅との差の1/2で表す。
参考文献 JIS C 3003:1999 エナメル線試験方法
JIS C 3006:1999 横巻線試験方法
8
C 3216-2:2019
附属書JB
(参考)
JISと対応国際規格との対比表
JIS C 3216-2:2019 巻線試験方法−第2部:寸法
IEC 60851-2:2015,Winding wires−Test methods−Part 2: Determination of dimensions
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2A 一般事項 試験の一般事項につ
いて規定
−
−
選択
受渡当事者間の合意があればJA.1の
方法でもよいとした。
国内の対応国際規格(IEC規格)
への対応状況を勘案し,経過処置
としてJIS C 3003:1999の5.2(B
法)を追加し選択できるようにし
た。
附属書JA
(規定)
JA.1 寸法
寸法について規定
−
−
追加
国内で従来から普及している測定方
法を追加した。
・ マイクロメータ測定圧が異なる。
・ 適用サイズによって導体径測定
方法が異なる。
・ 仕上がり外径測定箇所が異なる。
国内の対応国際規格(IEC規格)
への対応状況を勘案し,経過処置
としてJIS C 3003:1999の5.2(B
法)を追加した。
JISと国際規格との対応の程度の全体評価:IEC 60851-2:2015,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 選択 ················ 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
C
3
2
1
6
-2
:
2
0
1
9