C 3110:2019
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 記号······························································································································· 1
4 特性······························································································································· 1
5 寸法······························································································································· 3
6 外観······························································································································· 3
7 材料及び加工方法 ············································································································· 3
7.1 素線 ···························································································································· 3
7.2 より ···························································································································· 3
7.3 素線の接続 ··················································································································· 4
8 試験方法························································································································· 4
8.1 亜鉛めっき鋼線 ············································································································· 4
8.2 より線 ························································································································· 5
9 検査······························································································································· 5
10 包装 ····························································································································· 6
11 製品の呼び方 ················································································································· 6
12 表示 ····························································································································· 6
C 3110:2019
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
電線工業会(JCMA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業
標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,JIS C 3110:1994
は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
C 3110:2019
鋼心アルミニウムより線
Aluminium conductors steel reinforced
1
適用範囲
この規格は,主として架空送電線,架空配電線及びちょう架兼用き電線に使用する鋼心アルミニウムよ
り線(以下,より線という。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 3002 電気用銅線及びアルミニウム線試験方法
JIS C 3108 電気用硬アルミニウム線
JIS G 3506 硬鋼線材
JIS H 0401 溶融亜鉛めっき試験方法
3
記号
記号は,ACSRとする。
4
特性
特性は,箇条8で試験を行ったとき,表1のとおりとする。
2
C 3110:2019
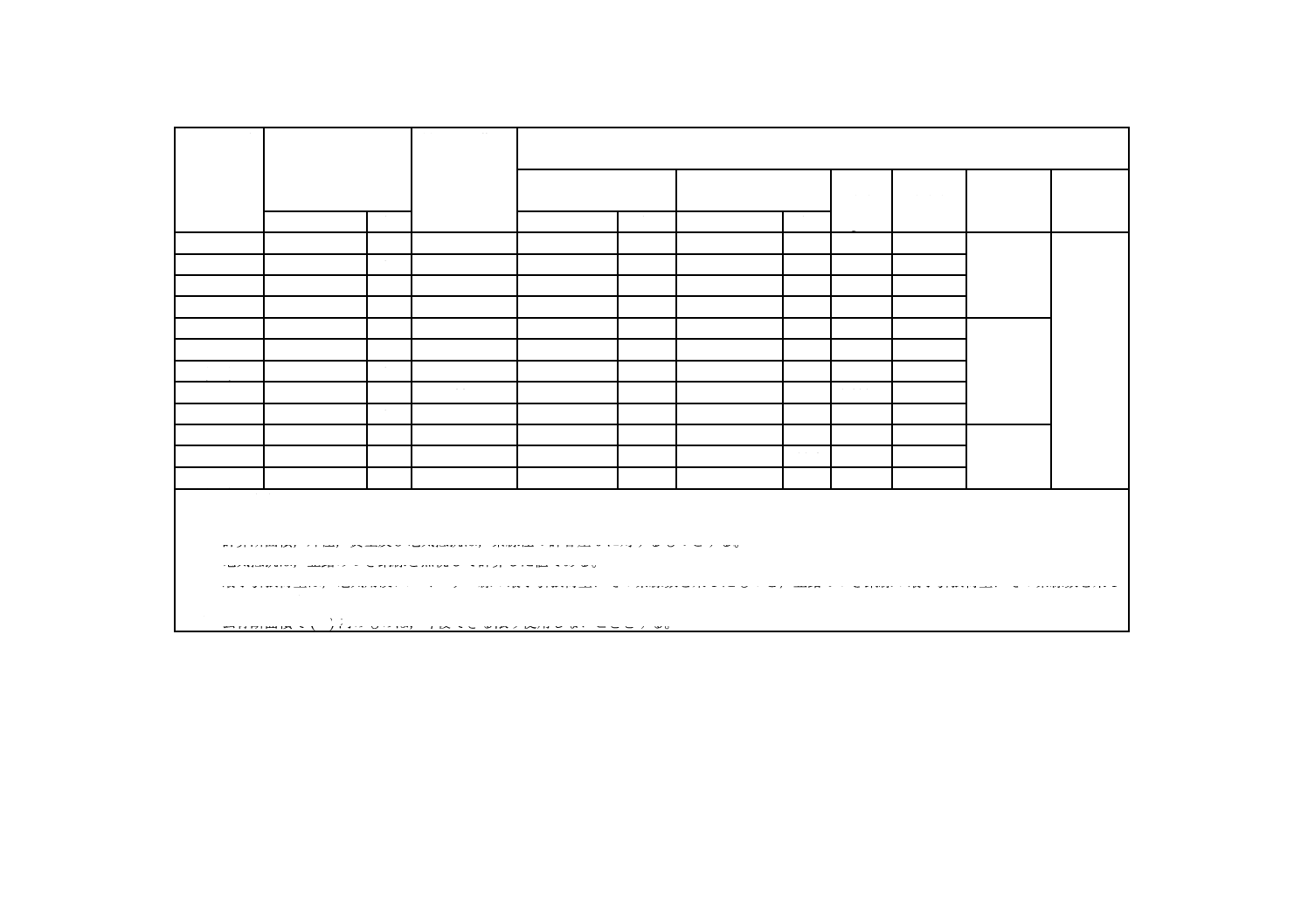
表1−鋼心アルミニウムより線
公称断面積
e)
より線構成
素線数/素線径
最小引張荷重
d)
参考
mm
計算断面積b)
mm2
外径b)
mm
質量
a), b)
電気抵抗
a), b), c)
標準条長
包装
mm2
アルミニウム
鋼
kN
アルミニウム
鋼
アルミニウム
鋼
kg/km
Ω/km
m
25
6/2.3
1/2.3
8.89
24.93
4.155
6.9
2.3
100.7
1.15
1 000
ドラム
32
6/2.6
1/2.6
11.2
31.85
5.309
7.8
2.6
128.6
0.899
58
6/3.5
1/3.5
19.4
57.73
9.621
10.5
3.5
233.1
0.497
95
6/4.5
1/4.5
31.3
95.40
15.90
13.5
4.5
385.2
0.301
120
30/2.3
7/2.3
54.3
124.6
29.08
16.1
6.9
573.7
0.233
2 000
160
30/2.6
7/2.6
68.4
159.3
37.16
18.2
7.8
732.8
0.182
(200)
30/2.9
7/2.9
84.4
198.2
46.24
20.3
8.7
911.7
0.147
240
30/3.2
7/3.2
99.5
241.3
56.29
22.4
9.6
1 110
0.120
330
26/4.0
7/3.1
107.2
326.8
52.84
25.3
9.3
1 320
0.088 8
410
26/4.5
7/3.5
136.1
413.4
67.35
28.5
10.5
1 673
0.070 2
1 600
610
54/3.8
7/3.8
180.0
612.4
79.38
34.2
11.4
2 320
0.047 4
(810)
45/4.8
7/3.2
180.9
814.5
56.29
38.4
9.6
2 700
0.035 6
この表の数値は,20 ℃におけるものとする。
注a) 質量及び電気抵抗の計算に用いるより込率は,表2のとおりとする。
b) 計算断面積,外径,質量及び電気抵抗は,素線径の許容差0に対するものとする。
c) 電気抵抗は,亜鉛めっき鋼線を無視して計算した値である。
d) 最小引張荷重は,電気用硬アルミニウム線の最小引張荷重にその素線数を乗じたものと,亜鉛めっき鋼線の最小引張荷重にその素線数を乗じ
たものとの和の90 %として計算したものである。
e) 公称断面積で ( ) 内のものは,今後できる限り使用しないこととする。
2
C
3
11
0
:
2
0
1
9
3
C 3110:2019
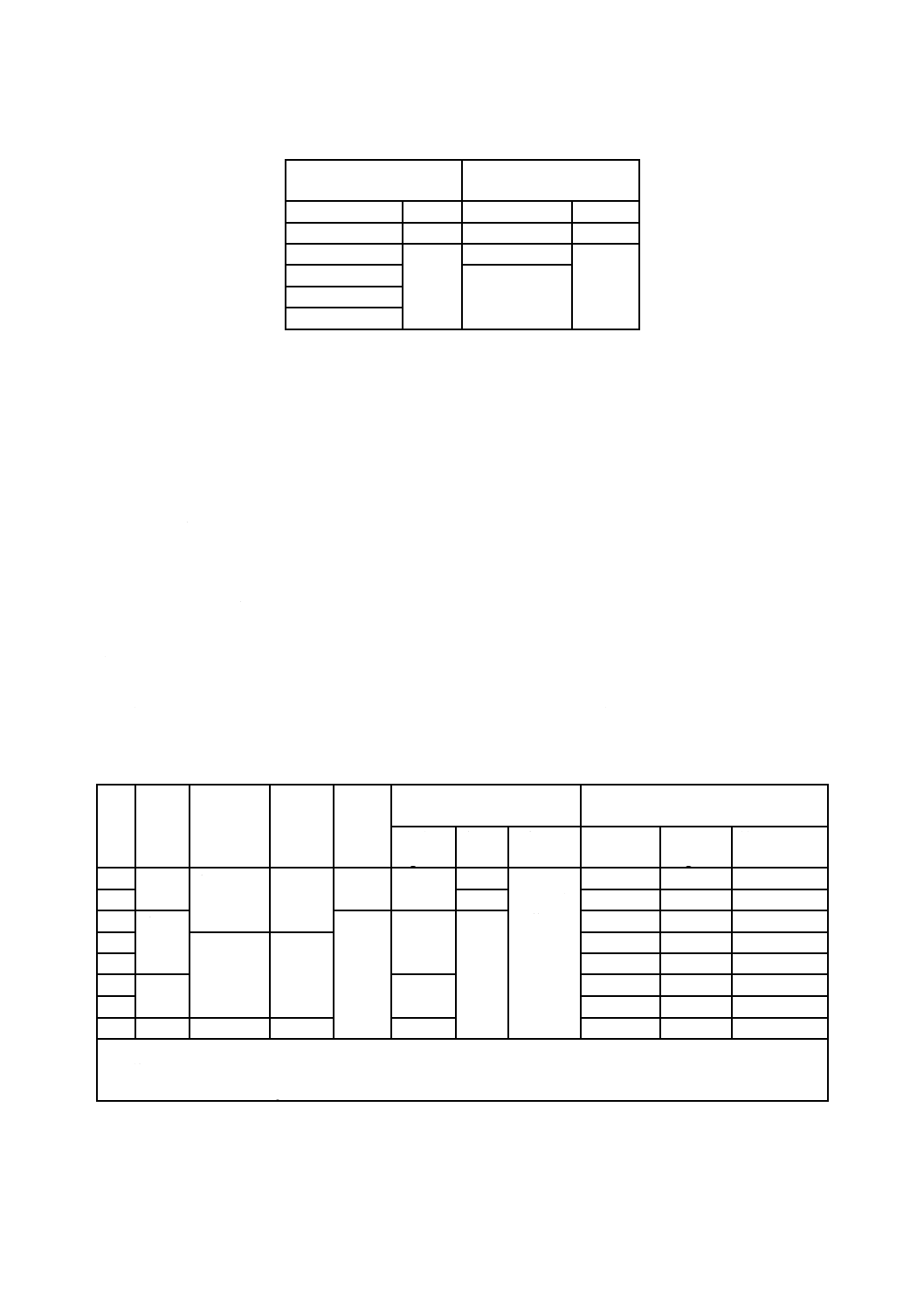
表2−より込率
より構成
本
より込率
%
アルミニウム
鋼
アルミニウム
鋼
6
1
1.4
0
26
7
2.6
0.5
30
2.7
45
54
5
寸法
寸法は,公称断面積で表し,より線構成は,表1のとおりとする。
6
外観
外観は,表面が滑らかで,きず,さび,裂け目,わらい,その他実用上有害な欠点があってはならない。
7
材料及び加工方法
7.1
素線
素線は,硬アルミニウム線及び亜鉛めっき鋼線の2種類とする。
a) 硬アルミニウム線 硬アルミニウム線は,より合わせ前においてJIS C 3108に規定するものでなけれ
ばならない。
b) 亜鉛めっき鋼線 より合わせ前の亜鉛めっき鋼線は,JIS G 3506に規定する材料を用いて線引した鋼
線に溶融亜鉛めっき又は電気亜鉛めっきを施したもので,きず,さび,裂け目,気泡,その他実用上
有害な欠点があってはならない。その寸法及び特性は,より合わせ前において表3のとおりとする。
表3−亜鉛めっき鋼線の特性
径
径の許
容差
引張強さ
伸び
ねじり
回数
亜鉛めっき
参考
mm
mm
MPa
%
回
付着量
g/m2
均一性
回
巻付性
計算断面積
mm2
概算質量
kg/km
最小引張荷重
N
2.3
±0.05 1 320以上 4.0以上 20以上 230以上 2以上 試験片の
めっき層
に著しい
き裂を生
じないこ
と。
4.155
32.41
5 485
2.6
3以上
5.309
41.41
7 008
2.9
±0.06
16以上 245以上 4以上
6.605
51.52
8 719
3.1
1 270以上 4.5以上
7.548
58.87
9 586
3.2
8.042
62.73
10 210
3.5
±0.07
260以上
9.621
75.04
12 220
3.8
11.34
88.45
14 400
4.5
±0.09 1 230以上 5.0以上
275以上
15.90
124.0
19 560
この表の数値は,20 ℃におけるものとする。
計算断面積,質量及び引張荷重は,径の許容差0に対するものとする。
密度は,1 cm3につき7.8 gとする。
7.2
より
より線は,7.1 b) に規定する亜鉛めっき鋼線を,表1に示す構成により合わせたものの周囲に,7.1 a) に
4
C 3110:2019
規定する硬アルミニウム線を一様かつ緊密に同心円により合わせ,よりの方向は,各層交互反対で,最外
層においてSよりとする。
また,ピッチは,亜鉛めっき鋼線では層心径の20〜40倍,硬アルミニウム線では最外層及び中間層にお
いて層心径の20倍以下とする。
7.3
素線の接続
素線の接続は,次による。
a) 亜鉛めっき鋼線 亜鉛めっき鋼線には,より線1条を通じて接続点を設けてはならない。
b) 硬アルミニウム線 硬アルミニウム線には,より線1条を通じて,より合わせの際1か所に限り,溶
接法又は圧接法によって接続点を設けることができる。この場合,接続点は,各層において,より線
の長さ15 mにつき,1か所を超えてはならない。
8
試験方法
8.1
亜鉛めっき鋼線
8.1.1
外観
外観は,JIS C 3002の3.(外観)による。
8.1.2
寸法
寸法は,JIS C 3002の4.(構造)による。
8.1.3
引張強さ及び伸び
引張強さ及び伸びは,JIS C 3002の5.(引張り)による。
8.1.4
ねじり回数
ねじり回数は,試料の片端から試験片を切り取り,つかみ間隔を径の約100倍として1分間に約60回の
速度でたるまない程度に緊張しながらねじり試験を行い,切断するまでの回数を求める。ただし,機械の
都合上つかみ間隔が異なる場合は,つかみ間隔に比例してねじり回数を増減するものとする。
8.1.5
付着量
付着量は,次による。
a) 試験片は,めっきを施した製品からとり,その長さは300 mm〜600 mmとする。
b) 試験液は,JIS H 0401の5.2.3(試験液)による。
c) 試験片の清浄は,JIS H 0401の5.2.4(試験片の清浄)による。
d) 操作及び付着量の計算 清浄にした試験片の質量を0.01 gの桁まで量る。容器に比べて長すぎるとき
は,線を適切に曲げるか,又は巻くかして,試験片が完全に試験液1) に浸るようにする。水素の発生
が少なくなり,めっき皮膜が除去された後に取り出し,水洗し,綿布でよく拭った後,十分に乾燥さ
せる。再び0.01 gの桁まで量った後,その径を同一箇所で互いに直角の方向に0.01 mmの桁まで測定
し,その平均値を求める。
付着量は,次の式によって算出する。付着量の計算結果は整数とし,数値の丸め方は四捨五入によ
る。
960
1
2
2
1
×
×
−
=
d
w
w
w
A
ここに,
A: 付着量(g/m2)
w1: 試験片のめっき皮膜を除去する前の質量(g)
w2: 試験片のめっき皮膜を除去した後の質量(g)
5
C 3110:2019
d: 試験片のめっき皮膜を除去した後の径(mm)
1 960: 定数
注1) 試験液は,めっき皮膜が容易に除去される範囲内で繰り返し用いてよい。
8.1.6
均一性
均一性は,次による。
a) 試験片は,めっきを施した製品からとり,その長さは150 mm以上とする。
b) 試験液は,JIS H 0401の6.3(試験液)による。
c) 試験液の量は,径2.6 mm未満の線に対しては内径50 mm以上,径2.6 mm以上の線に対しては内径
75 mm以上の硫酸銅溶液と反応しないプラスチックなどの容器を用い,試験液の深さは100 mm以上
とする。この量は,8本までの試験片につき使用できる。それ以上の試験に対しては,試験液を取り
替える。
d) 試験片の清浄は,JIS H 0401の6.5(試験片の清浄)による。
e) 操作は,JIS H 0401の6.6(操作)による。
f)
終止点の判断は,試験片表面の上に光輝のある密着性金属銅が析出した場合,終止点とする。ただし,
次の場合は終止点としない。
1) 光輝のある密着性金属銅の析出した全面積が0.05 cm2に満たない場合。
2) 光輝のある密着性金属銅をナイフの背のような鈍い器具で剝ぎ取ることができ,その下にめっき皮
膜が現れた場合。
注記 密着性金属銅の下にめっき皮膜が存在しているかいないかについて疑いがある場合には,
密着性金属銅を剝ぎ取り,この箇所に希塩酸の1滴又は数滴を滴下すれば,めっき皮膜が
存在する場合には活発な水素の発生があるので判定できる。
3) 試験片の角又は端から10 mm以内に光輝のある密着性金属銅が析出した場合。
4) めっき後,生じた切りきず若しくはかすりきず部分,又はこれに隣接する部分に光輝のある密着性
金属銅が析出した場合。
g) 判定基準は,e) の操作を表3に規定した回数を繰り返し,終止点に達しない場合は適合とする。
8.1.7
巻付性
巻付性は,試験片を溶融めっきのものでは径の15倍,電気めっきのものでは径の5倍の円筒に緊密に6
回巻き付けて,めっき層の外観を調べる。
8.2
より線
8.2.1
外観
外観は,JIS C 3002の3. による。
8.2.2
構造
構造は,JIS C 3002の4. による。
8.2.3
引張荷重
引張荷重は,JIS C 3002の5. による。ただし,つかみ間隔は,1 000 mm以上(95 mm2以下のものは,
500 mm以上)とする。
9
検査
検査は,箇条8の試験方法によって,次の項目について行い,箇条4〜箇条7の規定に適合しなければ
6
C 3110:2019
ならない。ただし,より線の引張荷重検査は,受渡当事者間の協定によって,省略することができる。
a) 亜鉛めっき鋼線
1) 外観
2) 寸法
3) 引張強さ及び伸び
4) ねじり回数
5) 付着量
6) 均一性
7) 巻付性
b) より線
1) 外観
2) 構造
3) 引張荷重
10
包装
包装は,1条ごとにたば巻又はドラム巻とし,運搬中損傷しないように適切な方法で行う。
11
製品の呼び方
製品の呼び方は,名称及び公称断面積又は記号及び公称断面積による。
例 鋼心アルミニウムより線 410 mm2
(“鋼心アルミより線410 mm2”としてもよい。)
又は ACSR 410 mm2
12
表示
表示は,たば又はドラムの適切なところに,次の事項を容易に消えない方法で表示する。
a) 名称又は記号
b) 公称断面積
c) より線構成
d) 長さ
e) 正味質量
f)
総質量(ドラム巻の場合)
g) 回転方向(ドラム巻の場合)
h) 製造業者名又はその略号
i)
製造年月