C 2809:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 種類及び電線 ··················································································································· 3
4.1 種類 ···························································································································· 3
4.2 電線 ···························································································································· 3
5 表示及び情報 ··················································································································· 3
5.1 一般事項 ······················································································································ 3
5.2 提供方法 ······················································································································ 3
5.3 情報の提供内容及び方法 ································································································· 3
6 要求事項························································································································· 4
6.1 一般事項 ······················································································································ 4
6.2 材質 ···························································································································· 4
6.3 メールタブ寸法 ············································································································· 4
6.4 平形接続端子の寸法 ······································································································· 4
6.5 挿入力及び引抜力 ·········································································································· 5
6.6 機械的過負荷 ················································································································ 5
6.7 温度上昇 ······················································································································ 5
6.8 電流負荷サイクル ·········································································································· 5
6.9 高温下での電流負荷サイクル ··························································································· 5
6.10 圧着部引張強さ ············································································································ 5
6.10A 塩水噴霧 ··················································································································· 5
6.11 単線使用時の適合性 ······································································································ 5
7 試験に関する一般事項 ······································································································· 5
7.1 一般事項 ······················································································································ 5
7.2 周囲温度 ······················································································································ 5
7.3 標準大気条件 ················································································································ 5
7.4 前処理 ························································································································· 5
7.5 温度上昇及び電流負荷サイクル ························································································ 6
7.6 電線と端子との接続 ······································································································· 6
7.7 試験シーケンス ············································································································· 6
7.8 一体形メールタブの試験 ································································································· 6
8 形式試験························································································································· 6
8.1 挿入力及び引抜力試験 ···································································································· 6
C 2809:2014 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
8.2 機械的過負荷試験(一体形メールタブ又は平形接続端子用) ·················································· 6
8.3 温度上昇試験 ················································································································ 6
8.4 電流負荷サイクル試験 ···································································································· 7
8.5 高温下での電流負荷サイクル試験······················································································ 7
8.6 圧着部引張強さ試験 ······································································································· 8
附属書A(参考)最高許容温度 ······························································································ 15
附属書B(参考)平形接続端子試験用フォースゲージ ································································· 16
附属書C(参考)一体形タブを試験するための試験用平形接続端子··············································· 21
附属書D(参考)北米で使用する場合のmmとインチとの関係,mm2とAWGとの関係,要求事項及び
試験電流値を示す表 ······································································································· 24
附属書E(参考)電線導体の断面積とメールタブ寸法との関係 ····················································· 27
附属書JA(規定)塩水噴霧試験 ····························································································· 28
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 29
C 2809:2014
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
電機工業会(JEMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。
これによって,JIS C 2809:1999は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 2809:2014
平形接続子
Connecting devices-Flat quick-connect terminations for
electrical copper conductors-Safety requirements
序文
この規格は,2010年に第2版として発行されたIEC 61210を基とし,我が国で一般的となっている技術
と整合させるため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JBに示す。また,附属書JAは対応国際規格にはない事項である。
1
適用範囲
この規格は,機器又は部品と一体化した端子及び端子単体として使用する2.8 mm,4.8 mm,6.3 mm又
は9.5 mmシリーズの孔又はディンプル戻止め付きメールタブと平形接続端子とを組み合わせた絶縁被覆
なしの平形接続子の寸法,性能及び試験方法について規定する。
この規格は,寸法,性能及び試験方法の統一した要求事項を規定する。
接続用電線の銅導体は,断面積6 mm2以下の可とうより線又は非可とうより線とする。この規格は,ア
ルミニウム電線には適用しない。
定格は,交流電圧1 000 V以下,周波数1 000 Hz以下及び直流電圧1 500 V以下とし,使用温度は,こ
の規格で用いる材料の温度上限を超えない値とする。
注記1 この規格は,適用可能な場合,アルミニウム電線を除く銅以外の材料を用いた電線に適用し
てもよい。
注記2 安全上の理由から,この規格の適用範囲外の平形接続子は,この規格に適合する平形接続子
の代替品として使用しないことが望ましい。
注記3 この規格は,ロック機構付きの平形接続端子には適用しない。ロック機構とは,結合相手の
機械的保持のために,平形接続端子に組み込まれている機構をいう。
注記4 この規格に適合する平形接続子は,電線を引っ張って引き抜く構造ではない。
注記5 附属書Dは,国際単位ではない情報を掲載している。
注記6 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 61210:2010,Connecting devices−Flat quick-connect terminations for electrical copper
conductors−Safety requirements(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,記載の年の版を適用し,その後の改正版(追補を含む。)は適用しない。
JIS C 60068-1:1993 環境試験方法−電気・電子−通則
注記 対応国際規格:IEC 60068-1:1988,Environmental testing. Part 1: General and guidance(IDT)
JIS H 8610:1999 電気亜鉛めっき
注記 対応国際規格:ISO 2081:1986,Metallic coatings−Electroplated coatings of zinc on iron or steel
(MOD)
JIS H 8617:1999 ニッケルめっき及びニッケル−クロムめっき
注記 対応国際規格:ISO 1456:1988,Metallic coatings−Electrodeposited coatings of nickel plus
chromium and of copper plus nickel plus chromium(MOD)
JIS H 8619:1999 電気すずめっき
注記 対応国際規格:ISO 2093:1986,Electroplated coatings of tin−Specification and test methods
(MOD)
JIS Z 2371:2000 塩水噴霧試験方法
IEC 60352-2:2006,Solderless connections−Part 2: Crimped connections−General requirements, test methods
and practical guidance
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
平形接続子(flat quick-connect termination)
メールタブ及び平形接続端子で構成される電気的接続子。工具を使用するか又は使用しないで挿入及び
引抜きができる。
3.2
メールタブ(male tab)
平形接続端子とかん(嵌)合する相手側の端子。
3.3
試験用メールタブ(male test tab)
製造された平形接続端子及び機械的試験を行う目的で製造された公差が狭いメールタブ。
3.4
平形接続端子(female connector)
メールタブとかん合する相手側の端子。
3.5
戻止め(detent)
かん合部にラッチ機能をもたせるため,平形接続端子の突起部を収めるようメールタブに設けたへこみ
(ディンプル)又は孔。
3.6
最高許容温度(maximum permissible temperature)
平形接続子が通常の使用において許容される最高温度。
3
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
種類及び電線
4.1
種類
平形接続子は,メールタブの公称幅及び厚さによって各種の寸法で分類する。この規格は,次の公称寸
法に適用する。
− 2.8 mm×0.5 mm
− 2.8 mm×0.8 mm
− 4.8 mm×0.5 mm
− 4.8 mm×0.8 mm
− 6.3 mm×0.8 mm
− 9.5 mm×1.2 mm
注記 mmとインチとの関係は,表D.2参照。
4.2
電線
推奨電線導体断面積は,0.2 mm2,0.3 mm2,0.34 mm2,0.5 mm2,0.75 mm2,1.0 mm2,1.25 mm2,1.5 mm2,
2.0 mm2,2.5 mm2,3.5 mm2,4.0 mm2,5.5 mm2及び6.0 mm2とする。
注記 mm2とAWG(American wire gauge)との関係は,表D.3参照。
5
表示及び情報
5.1
一般事項
次の製造業者は,平形接続子が仕様のとおりに適用でき,かつ,試験機関がこの規格に従って適切な試
験が行えるよう十分な情報を提供する。
− メールタブ及び/又は平形接続端子を供給する製造業者
− メールタブ及び/又は平形接続端子を一体化する部品の製造業者
5.2
提供方法
情報は,次の方法で提供する(詳細は5.3に規定する。)。
− 表示による方法:情報は,メールタブ及び平形接続端子上に明瞭に,かつ,消えないように表示する。
注記 一体化したメールタブ(例えば,機器のスイッチのメールタブ)の場合,情報はスイッチ本
体に表示してもよい。
− 文書による方法:情報は,リーフレット,ラベル,仕様書などの文書で提供する。それらは,最小こ
ん(梱)包単位とともに供給するか,又は個々に提供する。文書の情報は,最終使用者,又は部品若
しくは機器製造業者及び試験機関に,適宜,適切な様式で提供する。この情報を提供する様式は,こ
の規格では,規定しない。
− 構成材料に関する文書:試験に必要な材質及びめっきの種類の情報を製造業者から試験機関に提供す
る。
5.3
情報の提供内容及び方法
次の情報は,次に示す方法で提供する。
a) 製造業者名,略称又は商標 ··················································································表示1)
b) 製品名 ·············································································································文書2)
c) 公称シリーズ名[寸法(幅及び厚さ)4.1参照] ······················································文書2)
d) 最高許容温度(85 ℃よりも高い場合) ··································································文書3)
e) メールタブと平形接続端子との最も厳しい組合せ ····················································文書
4
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
平形接続子に適合する電線の種類 ·········································································文書
g) 平形接続子に適合する電線導体の断面積 ································································文書
h) 平形接続子に電線を接続する推奨方法(工具,被覆剝き長さ,その他の準備など) ········文書
i)
材質及びめっきの種類 ································································構成材料に関する文書
j)
平形接続端子上のメールタブ厚さの表示 ································································表示
2.8 mm及び4.8 mmシリーズの平形接続端子の場合には,メールタブ厚さ0.5 mm用には“5”及び
0.8 mm用には“8”と表示する。
注1) 一体化したメールタブ又は平形接続端子の情報は,機器又は部品とともに提供してもよい。
2) 情報は,略号を用いてもよい。
3) 電線及び導電部を保持するプラスチック部品の絶縁体の許容温度は,平形接続子の宣言した最
高許容温度に対応することが望ましい。
6
要求事項
6.1
一般事項
平形接続子は,通常の使用において性能が確保されており,使用者又はその周囲に対して危険を及ぼさ
ないように設計及び製造しなければならない。
適合性は,8.1〜8.6の試験で確認する。
6.2
材質
メールタブ及び平形接続端子は,意図した使用に十分な機械的強さ,導電性及び耐腐食性をもつ金属と
する。
適合性は,8.1〜8.6の試験で確認する。必要がある場合,化学分析によっても確認する。
許容温度範囲内及び標準大気条件下で使用した場合の適切な金属の例は,次による。
− 銅(メールタブだけ)
− 冷間圧延板で作られた部品に対しては,質量分率58 %以上の銅を含んでいる合金,又はその他の部品
に対しては,質量分率50 %以上の銅を含んでいる合金
− 質量分率13 %以上のクロム及び質量分率0.09 %以下の炭素を含んでいるステンレス鋼
− JIS H 8610によって電気亜鉛めっきした鋼(接地導体だけ)
− JIS H 8617によってニッケルめっきした鋼
− JIS H 8619によって電気すずめっきした鋼
注記 材料及びめっきの選択は,平形接続子を取り付ける機器又は部品の個別規格による。
6.3
メールタブ寸法
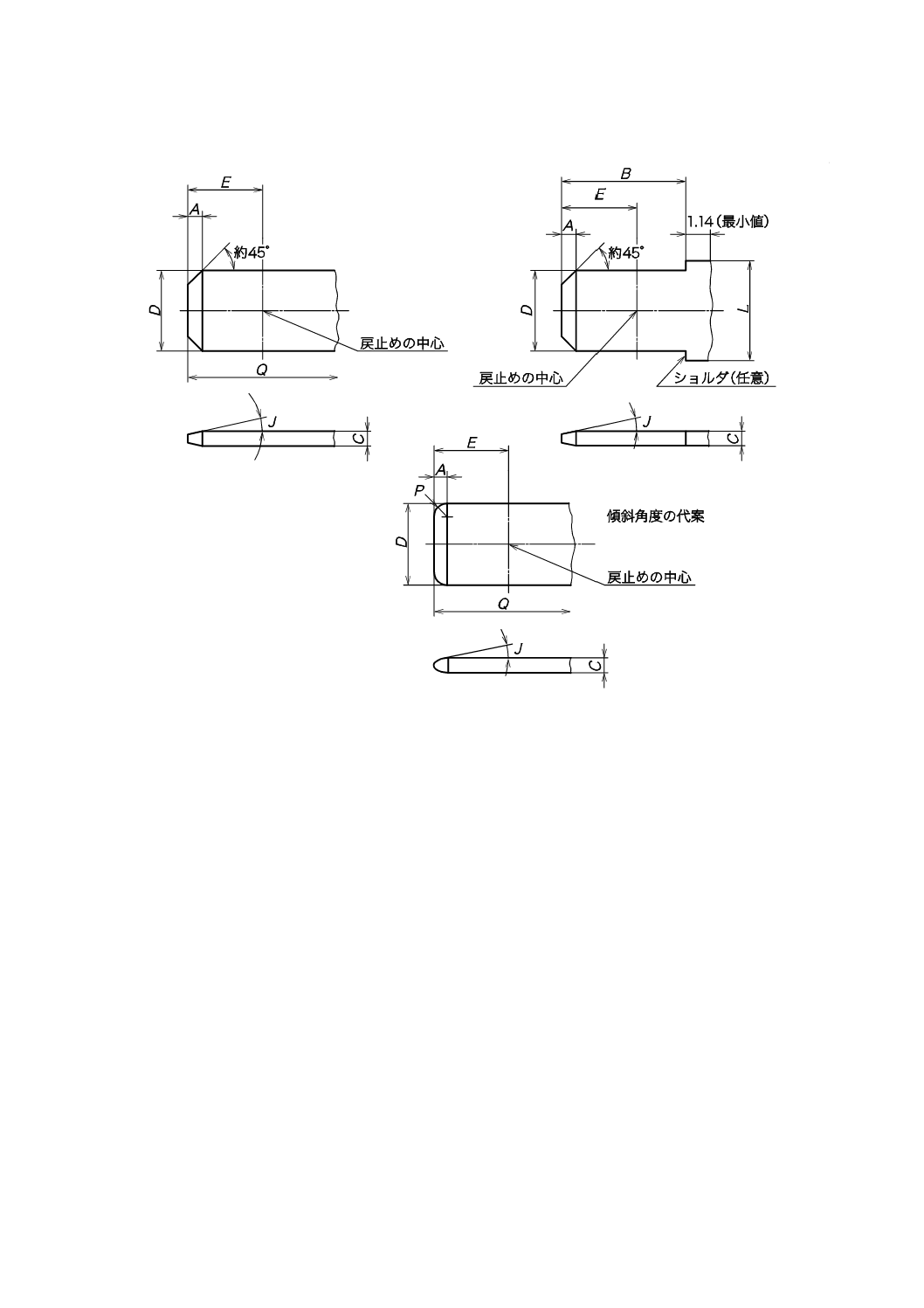
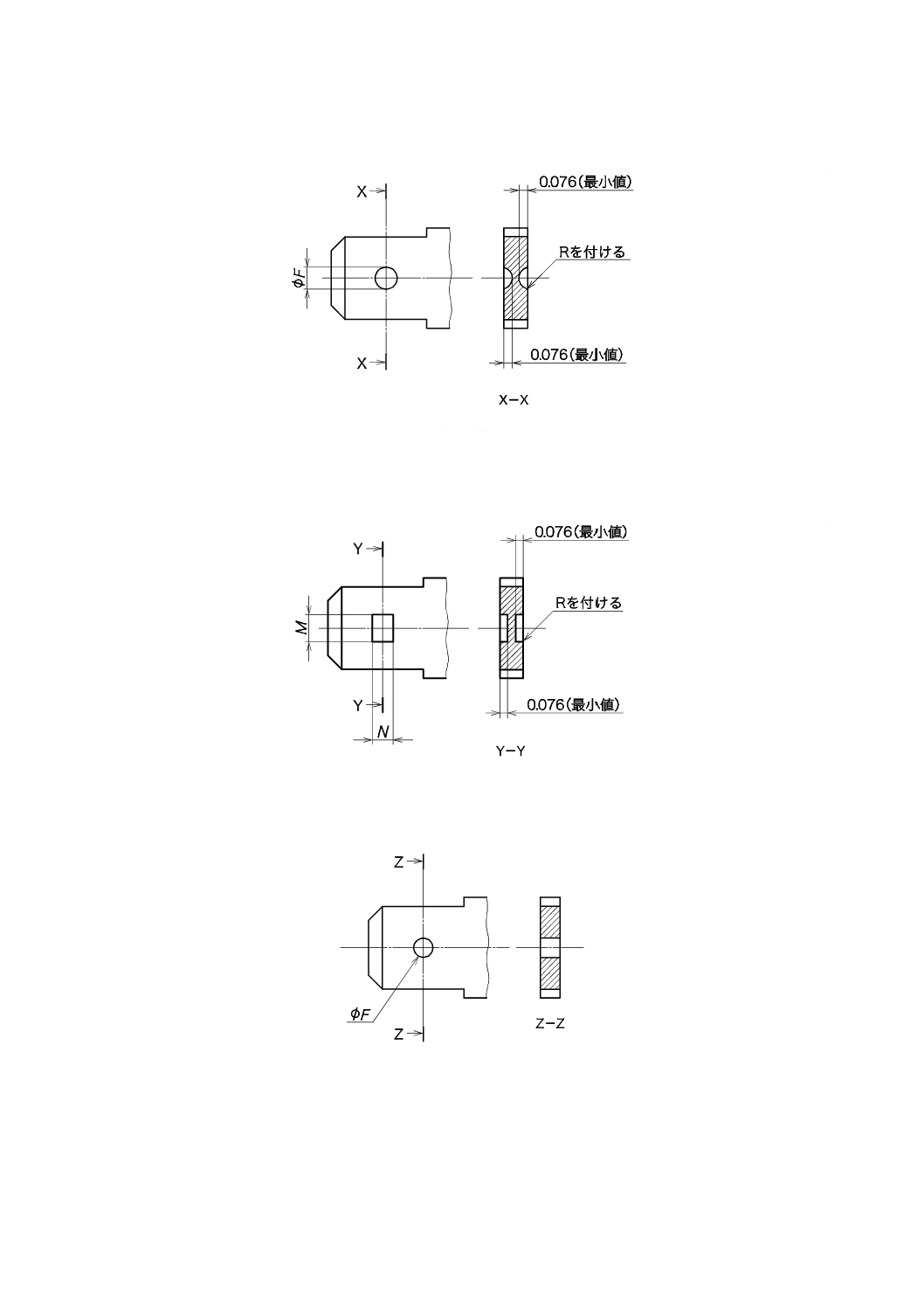
メールタブの寸法は,表1及び図1〜図4で規定する寸法に適合しなければならない。図1〜図4におい
てA,B,C,D,E,F,J,M,N及びQの寸法は必須である。
適合性は,外観検査及び寸法測定によって確認する。
注記1 規定する寸法に影響がなく,試験の要求事項に適合する場合は,図に示す形状と異なっても
よい(例えば,波状のタブ,折り重ねられたタブなど。)。
注記2 インチで表したメールタブ寸法は,表D.4参照。
6.4
平形接続端子の寸法
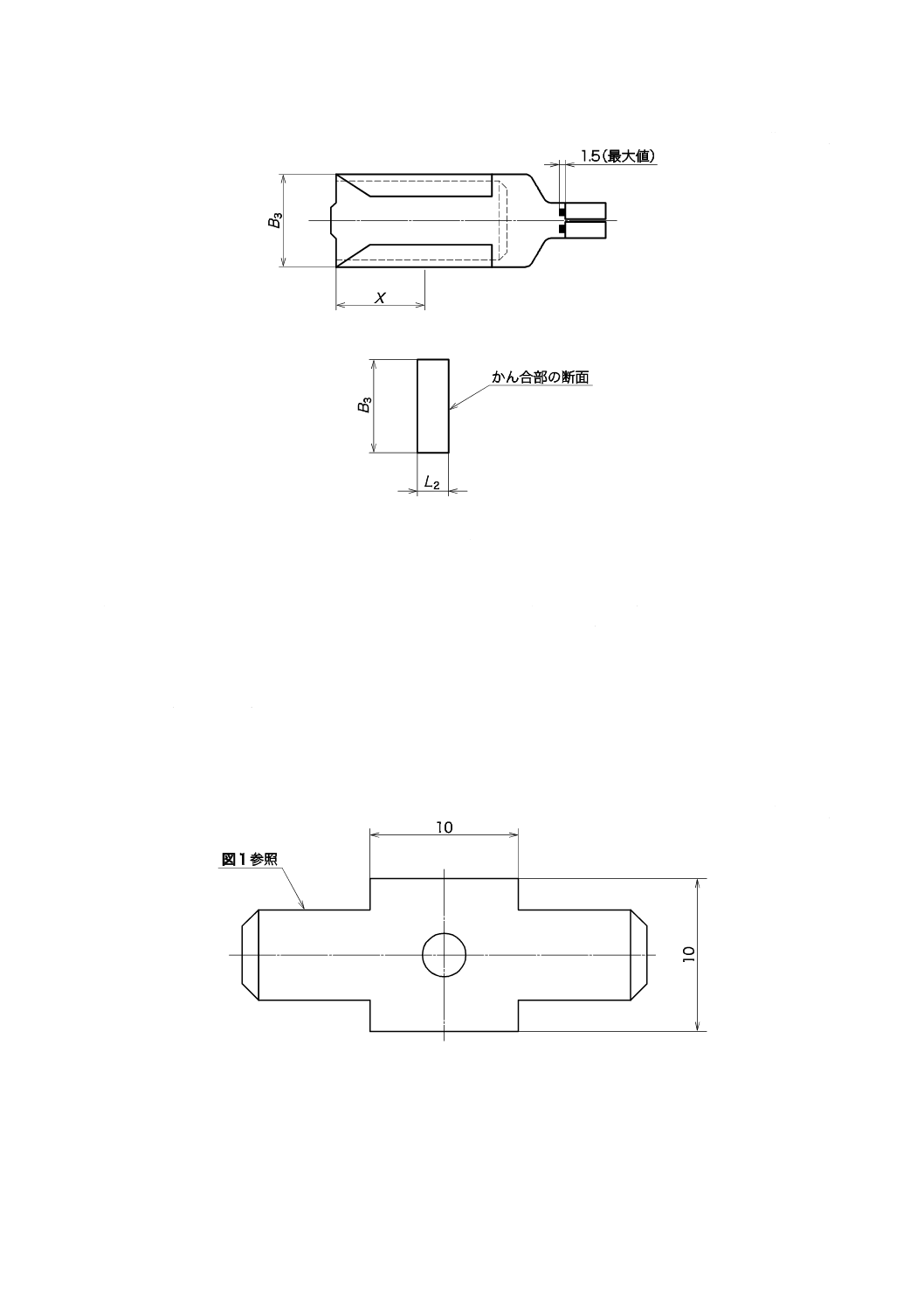
平形接続端子の寸法は,表2及び図5で規定する寸法に適合しなければならない。図5のL2,B3及び“1.5
mm(最大値)”の寸法は必須である。
5
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
適合性は,外観検査及び寸法測定によって確認する。
注記 インチ寸法の平形接続端子におけるmm換算寸法は,表D.5参照。
6.5
挿入力及び引抜力
メールタブ及び平形接続端子は,他の部品の損傷及び緩みなしでメールタブ又は平形接続端子の正確な
挿入及び引抜きを可能にするよう設計及び製造する。
適合性は,8.1の挿入力及び引抜力試験によって確認する。
6.6
機械的過負荷
機器又は部品と一体となったメールタブ及び平形接続端子は,確実に保持する。
適合性は,8.2の機械的過負荷試験によって確認する。
6.7
温度上昇
メールタブ及び平形接続端子は,通常の使用状態での温度上昇が,将来の使用を損わないように設計及
び製造する。
適合性は,8.3の温度上昇試験によって確認する。
6.8
電流負荷サイクル
メールタブ及び平形接続端子は,電気的性能に信頼性があり,将来の使用を損わないように設計及び製
造する。
適合性は,8.4の電流負荷サイクル試験によって確認する。
6.9
高温下での電流負荷サイクル
最高許容温度が85 ℃よりも高いメールタブ及び平形接続端子は,通常の使用状態で電気的性能に信頼
性があり,将来の使用を損わないように設計及び製造する。
適合性は,8.5の高温下での電流負荷サイクル試験によって確認する。
材料及び/又はめっきに対応したメールタブ及び平形接続端子の最高許容温度の例を,附属書Aに指針
として記述する。
6.10 圧着部引張強さ
圧着接続は,通常の使用時に,発生が予想される機械的ストレスに耐えなければならない。
適合性は,8.6の圧着部引張強さ試験によって確認する。
6.10A 塩水噴霧
塩水噴霧試験の実施は,受渡当事者間の協定による。
なお,めっきした製品だけを対象とする。試験方法は,附属書JAによる。
6.11 単線使用時の適合性
(対応国際規格のこの細分箇条を,この規格では,適用しない。)
7
試験に関する一般事項
7.1
一般事項
この規格による試験は,形式試験である。
7.2
周囲温度
その他に規定がない場合,試料は量産品を周囲温度20 ℃±5 ℃で接続する。
7.3
標準大気条件
その他に規定がない場合,全ての試験は,JIS C 60068-1に規定する試験のための標準大気条件下で行う。
7.4
前処理
6
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試料は,試験のための標準大気条件下で,部品全体の温度が安定するのに十分な時間,前処理する。
7.5
温度上昇及び電流負荷サイクル
温度上昇及び電流負荷サイクルは,無風状態,すなわち,室温で空気の流れが10 m/min未満で行う。
7.6
電線と端子との接続
端子が電線と接続していない状態で供給される場合,製造業者の取扱説明書に従って,製造業者の推奨
工具を使用して,電線を端子に接続する。
製造業者の取扱説明書に記載がない場合,適切な接続は,IEC 60352-2による。
7.7
試験シーケンス
試験は,5.3 e) によるメールタブ及び平形接続端子の最も厳しい組合せによって,表3に規定するシー
ケンスどおり各試験群の試料に対して行う。
7.8
一体形メールタブの試験
一体形メールタブの試験(表3のD参照)は,附属書Cの試験用平形接続端子を使用して行う。
8
形式試験
8.1
挿入力及び引抜力試験
10個の試験用メールタブ及び10個の平形接続端子を準備する。メールタブは,この試験を行うために
狭い公差で製造された試験用メールタブとする。
試験用メールタブは,半硬の黄銅で,硬さが62±7ロックウェルHR30Tで,図1〜図4及び表1に適合
しなければならない。ただし,C寸法の公差は,表4に示すとおりとする。また,戻止めの周囲の盛上り
は,表と裏との合計が0.025 mm以下とする(図1参照)。
注記1 インチ寸法の試験用メールタブ厚さの公差は,表D.6参照。
試験用メールタブには,めっきしない。
注記2 試験用タブの寸法に適合した生産ラインからのメールタブも,適用可能である。
新しい試験用メールタブを,各平形接続端子に使用しなければならない。
メールタブ及び平形接続端子の各々の組合せに対して,タブを約1 mm/sの一定速度で挿入及び引抜きを
6回行う。
挿入力及び引抜力の測定は,正確な芯合せができ,測定値を保持できる試験装置で行う。
適切な試験装置の例を附属書Bに示す。
適合性は,次のとおり確認する。
挿入力及び引抜力は,表5に規定する値を満足しなければならない。
注記3 インチ寸法の挿入力及び引抜力は,表D.7参照。
8.2
機械的過負荷試験(一体形メールタブ又は平形接続端子用)
表6に示す軸方向の力を適切な試験装置で一度だけ1分間一定速度で加える。メールタブ,平形接続端
子又はメールタブが一体化した機器の将来の使用に影響を及ぼすような損傷があってはならない。
注記 インチ寸法の機械的過負荷試験は,表D.8参照。
適合性は,試験終了後,外観検査によって確認する。
8.3
温度上昇試験
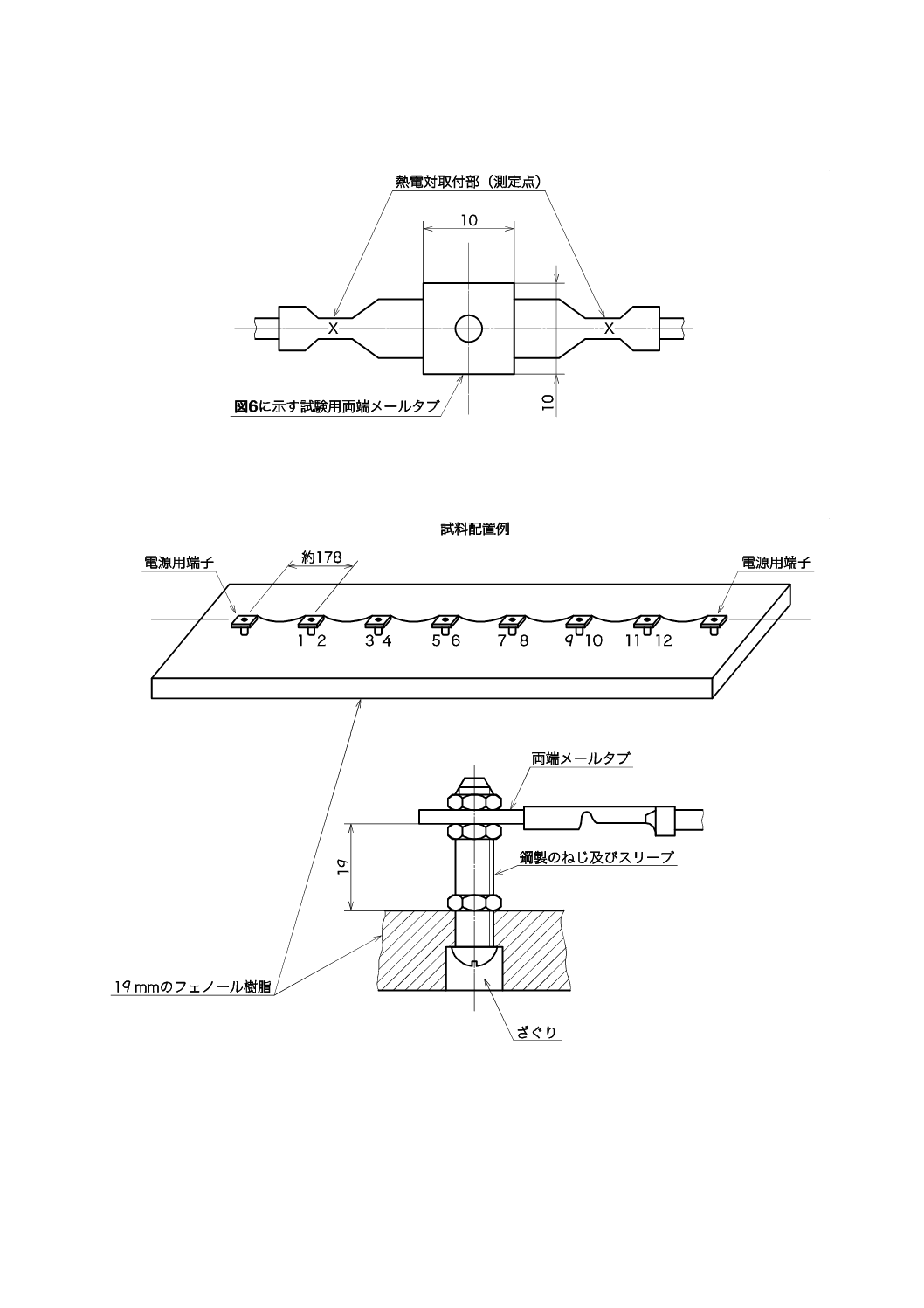
温度上昇試験は,6個の試験用両端メールタブ(図6参照)及び同じタイプで最大の断面積をもつ電線
導体に接続した12個の平形接続端子を用いて行う。
試験用両端メールタブの材料は,次による。
7
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 銅合金(めっき付き又はめっきなし)で製造した平形接続端子用には,硬さが62±7ロックウェル
HR30Tのめっきなし半硬黄銅
− ニッケルめっき付き鋼又はステンレス鋼で製造した平形接続端子用には,ニッケルめっき付き鋼
試験は,試験用両端メールタブ及び量産品の平形接続端子で行う。
明確に文書で要求がない場合,試験前に試料の汚れを落としたり,手を加えたりしてはならない。
接続する電線は,絶縁体を除去後,1時間以内に端子に圧着する。製造業者の取扱説明書に従い調整さ
れた適切な圧着工具で端子を圧着する。
全ての試料は,電線を接続する前に,外観検査及び寸法測定を行う。
試料は,長さ約178 mmの絶縁被覆付きめっきなし銅導体の両端に接続する。電線は,平形接続子の製
造業者が指定する。
試料は,電気的接触部分又は圧着部分に影響しないような方法で細線熱電対を取り付ける。
取付けの例を図7に示す。熱電対は,平形接続子において感知し得る温度変化を引き起こすことなく(例
えば,少量の接着剤を使用することによって),熱的及び機械的接合するよう平形接続子の表面に取り付け
る。
試験中,試料は,図8に示すように配置して接続する。表7に規定する電流は,温度が安定するまで試
料に通電する。試料の温度及び周囲温度は,測定し,記録する。
注記1 試験電流は,試験機関と製造業者との合意によって増加してもよい。
注記2 AWGでの温度上昇試験の試験電流値は,表D.9参照。
適合性は,次のとおり確認する。
測定点の温度上昇は,30 Kを超えてはならない。
8.4
電流負荷サイクル試験
電流負荷サイクル試験は,8.3の温度上昇試験を受けた試料に対して行う。
断面積,電線の絶縁体及び試料の配置は,8.3による。12個の試料で500サイクル行う。1サイクルは,
表8で規定する過負荷試験電流を45分間通電と15分間休止とからなる。
注記 AWGでの電流負荷サイクル試験の試験電流値は,表D.10参照。
適合性は,次のとおり確認する。
各測定点の温度上昇Δt1は,24サイクル終了後に測定する,そして,各測定点の温度上昇Δt2は,500サ
イクル終了後に測定する。Δt2の値は,Δt1の値を15 K超えてはならない。各測定点の温度上昇は,Δt1及
びΔt2のいずれとも,85 Kを超えてはならない。
8.5
高温下での電流負荷サイクル試験
高温下での電流負荷サイクル試験は,宣言した最高許容温度を維持している恒温槽の中で行う,ただし
85 ℃を超える最高許容温度をもつ試料及び既に8.3及び8.4の試験に適合した試料は,最高許容温度から
45 Kまで減少することができる。
断面積,電線の絶縁体及び試料の配置は,8.3による。
試料を恒温槽の中に置くときに,試料,電線又は配置を乱さないよう留意する。
試料は,高温下で8サイクル行う。1サイクルは,表7に規定する試験電流を23時間の通電と1時間の
休止とからなる。最初のサイクル開始から1時間経過した後に,必要がある場合,試験を受けている全て
の試料の平均温度が最高許容温度と等しくなるまで,恒温槽の温度を調整する。
最終加熱サイクル終了後に,試料を周囲温度まで冷やすことができる。
適合性は,次のとおり確認する。
8
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3の温度上昇試験は,表7の電流を用いて繰り返し,いずれのコネクタの温度上昇も45 Kを超えては
ならない。
注記 AWGでの温度上昇試験の試験電流値は,表D.9参照。
8.6
圧着部引張強さ試験
圧着部引張強さ試験は,10個の新しい試料で行う。このとき,絶縁被覆押さえが機械的に影響を与えな
いようにする。
電線は,製造業者の取扱説明書に従って,指定する圧着工具で平形接続子に接続する。
宣言した全ての導体の断面積に対して試験を行う。
一つの平形接続端子に2本以上の電線の組合せを製造業者が指定する場合,各電線は,その断面積の引
張力に従って,1本ずつ順次,試験を行う。
表9に規定する引張力を1分間静かに加える,又は引張試験機で25 mm/min〜50 mm/minの一定速度で
加える。
適合性は,圧着部から電線の抜け又は端子若しくは電線が破断する値で判定し,合格するには,表9の
値以上とする。
注記1 圧着接続以外の電線接続に対する引張力の値は,検討中である。
注記2 圧着接続以外の電線接続方法の場合,特別な試験は,製造業者と試験機関との合意のもとに
行ってもよい。
注記3 AWGでの圧着部引張強さ試験の引張力は,表D.11参照。
表1−メールタブの寸法
単位 mm
公称寸法
A
B
(最小値)
C
D
E
φF
J
(度)
M
N
P
Q
(最小値)
2.8×0.5
ディンプル付
0.6
0.3
−
7.0
0.54
0.47
2.90
2.70
1.8
1.3
1.3
1.1
12
8
1.7
1.4
1.4
1.0
1.4
0.3
−
8.1
2.8×0.5
孔付
0.6
0.3
−
7.0
0.54
0.47
2.90
2.70
1.8
1.3
1.3
1.1
12
8
−
−
−
−
1.4
0.3
−
8.1
2.8×0.8
ディンプル付
0.6
0.3
−
7.0
0.84
0.77
2.90
2.70
1.8
1.3
1.3
1.1
12
8
1.7
1.4
1.4
1.0
1.4
0.3
−
8.1
2.8×0.8
孔付
0.6
0.3
−
7.0
0.84
0.77
2.90
2.70
1.8
1.3
1.3
1.1
12
8
−
−
−
−
1.4
0.3
−
8.1
4.8×0.5
ディンプル付
0.9
0.6
−
6.2
0.54
0.47
4.80
4.60
2.8
2.3
1.5
1.3
12
8
1.7
1.4
1.5
1.2
1.7
0.6
−
7.3
4.8×0.5
孔付
0.9
0.6
−
6.2
0.54
0.47
4.90
4.67
3.4
3.0
1.5
1.3
12
8
−
−
−
−
1.7
0.6
−
7.3
4.8×0.8
ディンプル付
1.0
0.7
−
6.2
0.84
0.77
4.80
4.60
2.8
2.3
1.5
1.3
12
8
1.7
1.4
1.5
1.2
1.8
0.7
−
7.3
4.8×0.8
孔付
1.0
0.6
−
6.2
0.84
0.77
4.90
4.67
3.4
3.0
1.5
1.3
12
8
−
−
−
−
1.8
0.7
−
7.3
6.3×0.8
ディンプル付
1.0
0.7
−
7.8
0.84
0.77
6.40
6.20
4.1
3.6
2.0
1.6
12
8
2.5
2.2
2.0
1.8
1.8
0.7
−
8.9
6.3×0.8
孔付
1.0
0.5
−
7.8
0.84
0.77
6.40
6.20
4.7
4.3
2.0
1.6
12
8
−
−
−
−
1.8
0.7
−
8.9
9.5×1.2
孔付
1.3
0.7
−
12.0
1.23
1.17
9.60
9.40
5.5
4.5
2.0
1.7
14
6
−
−
−
−
2.0
1.0
−
13.1
注記 上下2段に示す寸法は,上段が最大値,下段が最小値を示す。
9
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−平形接続端子の寸法
単位 mm
公称寸法
B3(最大値)
L2(最大値)
2.8×0.5
3.8
2.3
2.8×0.8
3.8
2.3
4.8×0.5
6.2
2.9
4.8×0.8
6.2
2.9
6.3×0.8
7.8
3.5
9.5×1.2
11.1
4.0
表3−試験シーケンス及び試料数
試験群
群当たりの新品の試料数
箇条
試験シーケンス
タブ
平形接続
端子
A
6(試験用両端
メールタブ)
12
6.3,6.4
寸法測定
6.7,8.3
温度上昇試験
6.8,8.4
電流負荷サイクル試験
6.9,8.5
高温下での電流負荷サイクル試験
B
10(試験用メー
ルタブ)
10
6.3,6.4
寸法測定
6.5,8.1
挿入力及び引抜力試験
6.10,8.6
圧着部引張強さ試験
C(タブ)
10
−
6.3
寸法測定
6.10,8.6
圧着部引張強さ試験
D(一体化した
タブ及び平形
接続端子)
12
12
6.3,6.4
寸法測定
6.6,8.2
機械的過負荷試験
E(一体化した
平形接続端子)
12(試験用メー
ルタブ)
12
6.4
寸法測定
6.5,8.1
挿入力及び引抜力試験
6.6,8.2
機械的過負荷試験
表4−試験用メールタブ厚さの公差
単位 mm
試験用メールタブ厚さ
寸法
C
0.5
0.516
0.500
0.8
0.820
0.805
1.2
1.201
1.186
注記 上下2段に示す寸法は,上段が最大値,下
段が最小値を示す。
10
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−挿入力及び引抜力
単位 N
シリーズ
初回挿入力
6回目引抜力
最大値
最小値
2.8 mm
53
5
4.8 mm
67
9
6.3 mm
80
18
9.5 mm
100
20
表6−機械的過負荷試験
単位 N
シリーズ
機械的過負荷試験
押す力
引く力
2.8 mm
64
58
4.8 mm
80
98 a)
6.3 mm
96
88
9.5 mm
120
110
注記 関連製品委員会は安全性を考慮して,これらの値を増加させてもよい。
注a) この値は既存の設計に合わせて6.3 mmシリーズの値よりも高くなっている。
表7−温度上昇試験の試験電流値
mm2
0.2
0.3
0.34
0.5
0.75
1
1.25
1.5
2.0
2.5
3.5
4
5.5
6
試験電流値
A
2
2.5
3
4
5.5
7.5
9.0
12
13
15
17
18
19
20
表8−電流負荷サイクル試験の試験電流値
mm2
0.2
0.3
0.34
0.5
0.75
1
1.25
1.5
2.0
2.5
3.5
4
5.5
6
試験電流値
A
4
5
6
8
11
15
18
24
26
30
34
36
38
40
表9−圧着部引張強さ試験の引張力
mm2
0.2
0.3
0.34
0.5
0.75
1
1.25
1.5
2.0
2.5
3.5
4
5.5
6
引張力
N
28
38
40
56
84
108
130
150
190
230
290
310
350
360
11
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記1 メールタブ挿入部の面取りは,約45°である場合,直線でなくてもよい。また,半径“P”及び高さAは円
の一部でもよい。
注記2 寸法Lは規定していない。適用条件によって変更してもよい(例えば,一体形メールタブ。)。
注記3 寸法Cは,メールタブがこの規格の全ての要求事項を満足する場合,2層以上の材料から製造してもよい。メ
ールタブ端部の長さ方向の半径は,規定しない。
注記4 図は,表示した寸法以外の形状については規定しない。
注記5 Q又はB+1.14 mmの範囲を超える部分の厚さは,メールタブ厚さCと異なってもよい。
注記6 メールタブは,全てにわたって平たんで,ばり又は盛り上がりがないことが望ましい。ただし,戻止めの周
囲1.3 mm以内では,片側0.025 mmまでの盛り上がりがあってもよい。
注記7 戻止め及び丸孔の寸法“φF”,M及びNは,図2,図3及び図4参照。
図1−メールタブの寸法
12
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
戻止めの中心位置は,タブ中心線の0.076 mm以内とする。
図2−丸形ディンプル戻止めの寸法
単位 mm
戻止めの中心位置は,タブ中心線の0.13 mm以内とする。
図3−角形ディンプル戻止めの寸法
戻止めの中心位置は,タブ中心線の0.076 mm以内とする。
図4−丸孔戻止めの寸法
13
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記1 B3及びL2と異なる平形接続端子の寸法の決定は,最も厳しい条件でメールタブと平形接続端子とのかん合(戻
止めがある場合)が確実に行われることを保証するために,メールタブの寸法を参照する必要がある。
注記2 戻止めがあるとき,寸法“X”は,性能の要求事項に適合している場合,製造業者が指定する。
注記3 平形接続端子は,電線導体と完全に挿入されたメールタブとの干渉を避けるために,圧着部分への電線導体
の不適切な挿入が目視できるようにするか,又は電線導体挿入止め(ストッパ)によって防止できるように
設計することが望ましい。
注記4 図は,表示した寸法以外の形状は規定しない。
図5−平形接続端子の寸法
単位 mm
図6−試験用両端メールタブ
B3,L2及び1.5 mm(最大値)は必須。
14
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図7−熱電対の位置
単位 mm
図8−電気試験用接続
15
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
最高許容温度
各材料の最高許容温度を,表A.1に示す。
表A.1−最高許容温度
単位 ℃
材料及びめっき
最高許容温度
メールタブ
平形接続端子
メールタブ
平形接続端子b)
一体形a)
電線圧着形b)
銅
−
155
−
−
黄銅
黄銅
210
145
145
すずめっき銅及び銅合金
すずめっき銅合金
160 a)
160 c)
160 c)
ニッケルめっき銅及び銅合金
−
185
−
−
銀めっき銅合金及び銅
銀めっき銅合金
205
−
205
亜鉛めっき鋼
−
接地専用d)
−
−
ニッケルめっき鋼
ニッケルめっき鋼
400
−
400
ステンレス鋼
−
400
−
400
電気的及び機械的特性,特に耐腐食性及び機械的強さが信頼できる場合,その他の材料又はめっきを使用しても
よい。
この規格に基づいて設計及び製造された平形接続子の通常の使用における温度上昇は,隣接する機器の最高許容
温度を超えさせてはならない。
注記 表の値は,材料の特性を代表している。製造業者によって宣言された最高許容温度[5.3 d) 参照]は,一般
的にこれらの値よりも低くなる。
注a) 機器に組み込まれたメールタブ。
b) 電線に圧着されたメールタブ又は平形接続端子。
c) すずが高温で溶ける場合があるので,160 ℃以下の温度。
d) 機器の外郭又はフレームの一部としてのメールタブ。
16
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
平形接続端子試験用フォースゲージ
B.1
一般
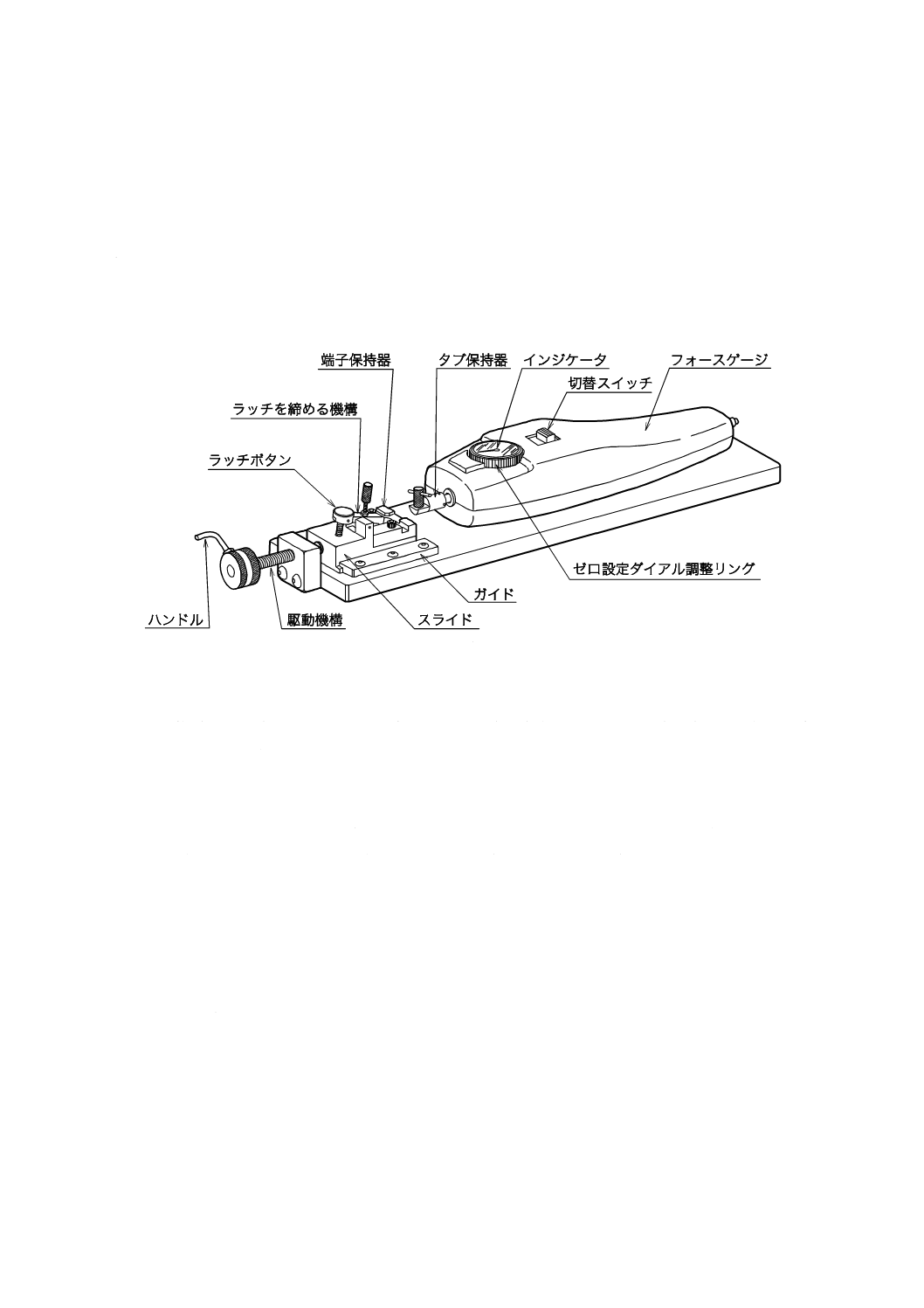
ここで記載する方法は,例として示したもので,使用を強制するものではない。図B.1は,一般的な試
験装置である。
図B.1−挿入力及び引抜力試験装置
挿入力及び引抜力試験装置は,試験用メールタブと平形接続端子との挿入及び引抜きに必要な力を測定
するために推奨する。挿入力及び引抜力測定用フォースゲージ(以下,フォースゲージという。)の測定レ
ンジは,45 N,111 N及び222 Nを備えていればよい。この測定レンジの使い方は,試験する端子の挿入
力及び引抜力の範囲によって決まる(例えば,挿入力及び引抜力の範囲が,22 N〜36 Nの端子には45 N,
36 N〜53 Nの端子には111 N,53 Nを超える端子には222 Nを使用する。)。
フォースゲージが各種の端子にも適用できるように,各シリーズごとに用意された交換可能な平形接続
端子保持器(以下,端子保持器という。)を使用する。場合によっては,圧着済みの端子を試験するための
インサートは,圧着していない端子を試験するために指定された端子保持器に使用できる。
試験用メールタブ保持器に保持された黄銅製の試験用メールタブの終端部は,試験用メールタブが容易
に着脱できるようにスロットを入れることを推奨する。正確な読みを確実にするために,それぞれの端子
の試験に新しい試験用メールタブを使用する。
ベースプレート上のメールタブ及び端子の保持器の寸法及び位置の直線精度は,メールタブと端子のス
ロット穴の中心線に対し,水平・垂直方向ともに0.051 mm以下とする。端子保持器の保持部分の間隙は,
挿入・引抜き動作時のアライメントを調整するために,端子の横方向に0.127 mm移動できることが望ま
しい。
B.2
端子保持器の取付け
端子保持器の取付けは,次による(図B.1参照)。
17
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
端子保持器を取り付けるために,スライド上の2個の端子保持器取付けねじを取り外す。
注記 端子保持器の取付け・取外しを容易にするために,調整ねじを緩めてラッチボタンを押し下げ
ることが必要な場合がある。これらの部品は挿入力及び引抜力試験装置から取り外さない。
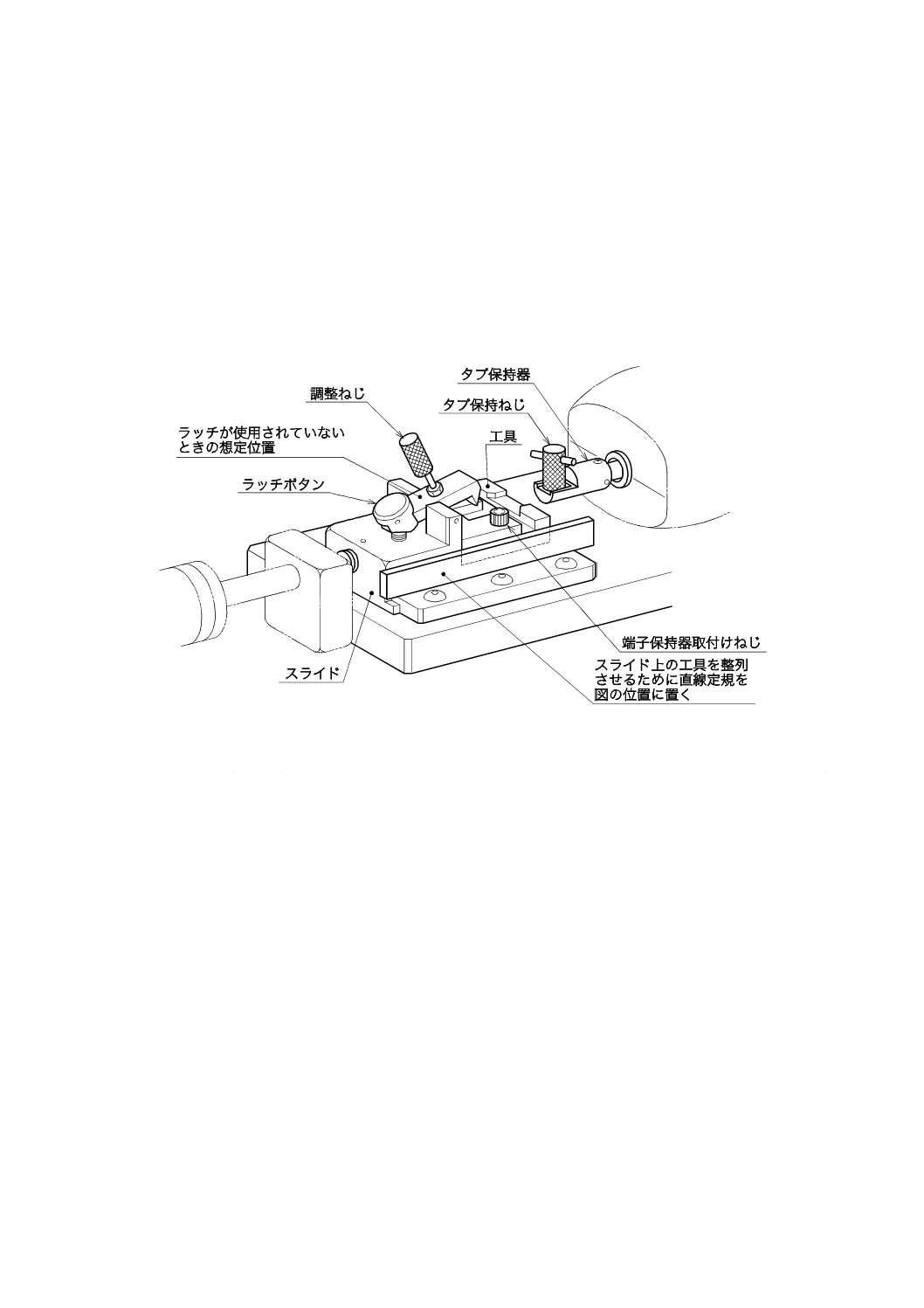
スライド上に端子保持器を置いて,スライドの端子保持器取付けねじ孔と端子保持器の孔とを合わせる。
端子保持器に端子保持器取付ねじを取り付ける。ねじを固定する前に,試験用メールタブ保持器と端子
保持器とは,直線に位置合わせができていることを確認する。
確認方法は,端子保持器とスライドが直線状態を維持できるよう,直線定規又は直線定規と同等の平面
があるものを置き,ベースに保持されるまでねじを締める(図B.2参照)。
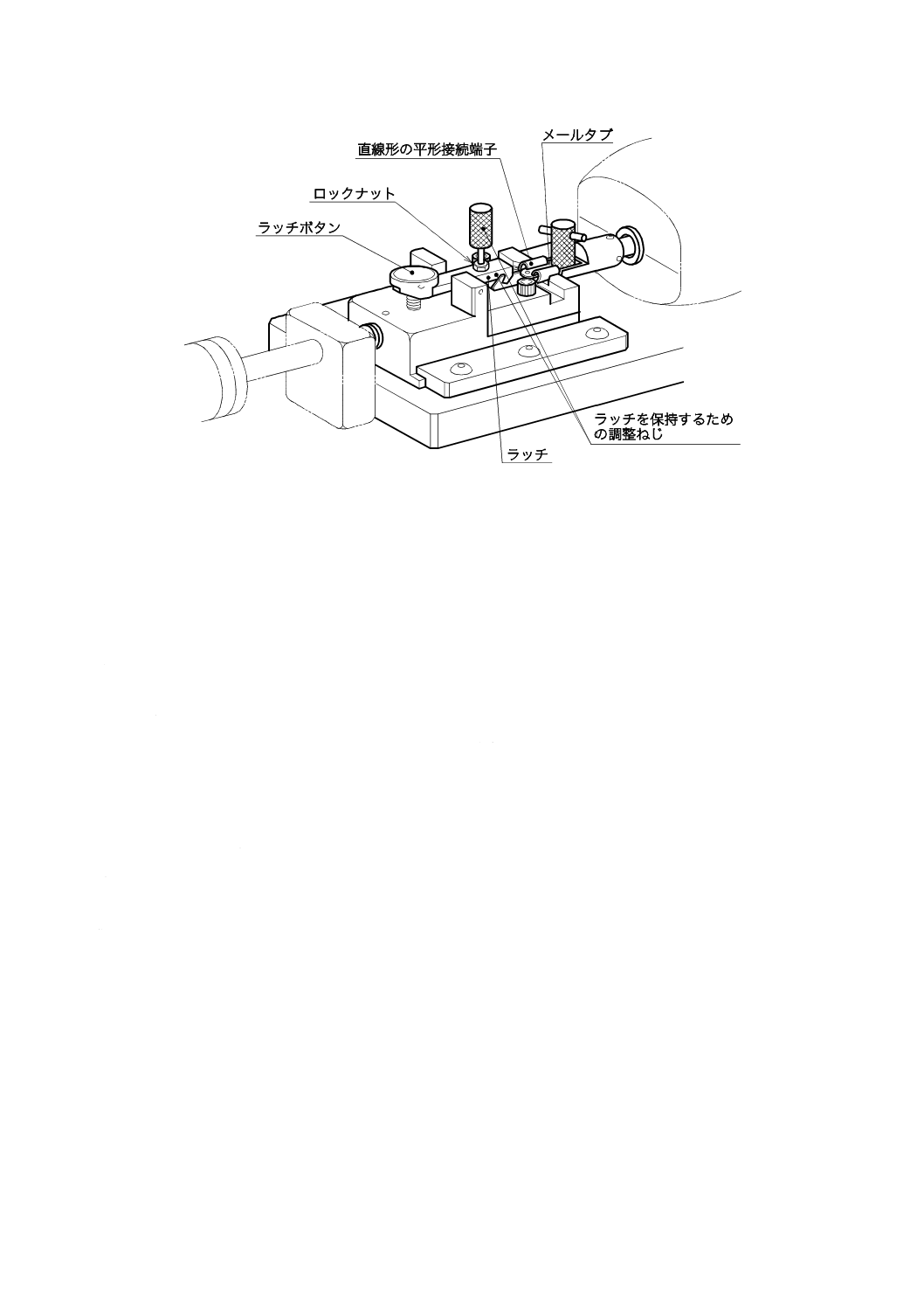
図B.2−端子保持器及びラッチ機構
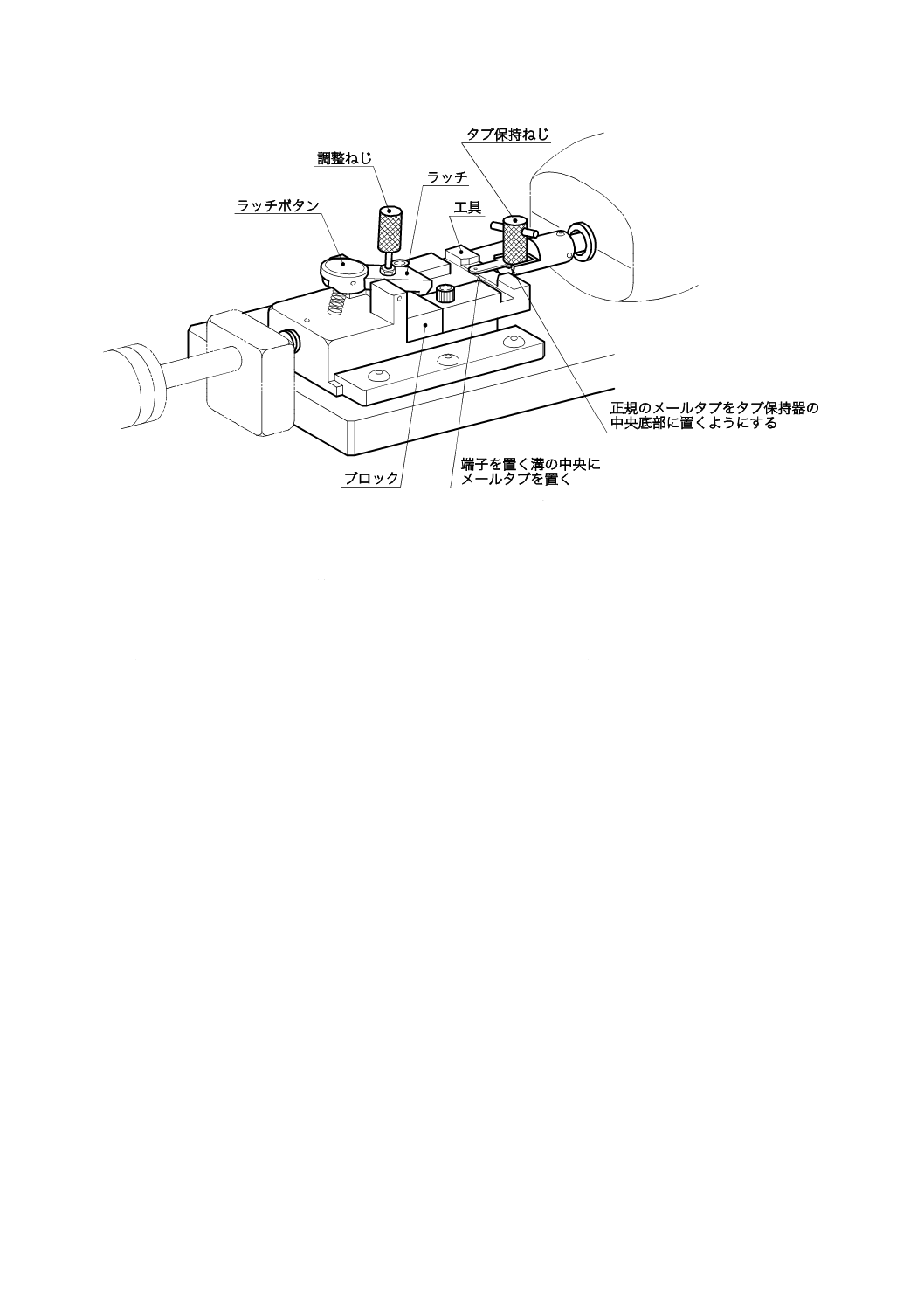
試験用メールタブをタブ保持器に取り付け,アライメントを確認する。端子保持器が試験用メールタブ
の真下にくるまでスライドを前進させる。試験用メールタブのスロットは,端子保持器の中心になるよう
に配置する。
試験用メールタブをタブ保持ねじで固定する前に,試験用メールタブが保持器の底面に接し,試験用メ
ールタブ保持器の中心に配置されていることを確認する(図B.3参照)。
ここで,端子の試験をする準備が完了する。
18
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図B.3−ラッチ及びメールタブ保持部
B.3
ラッチ
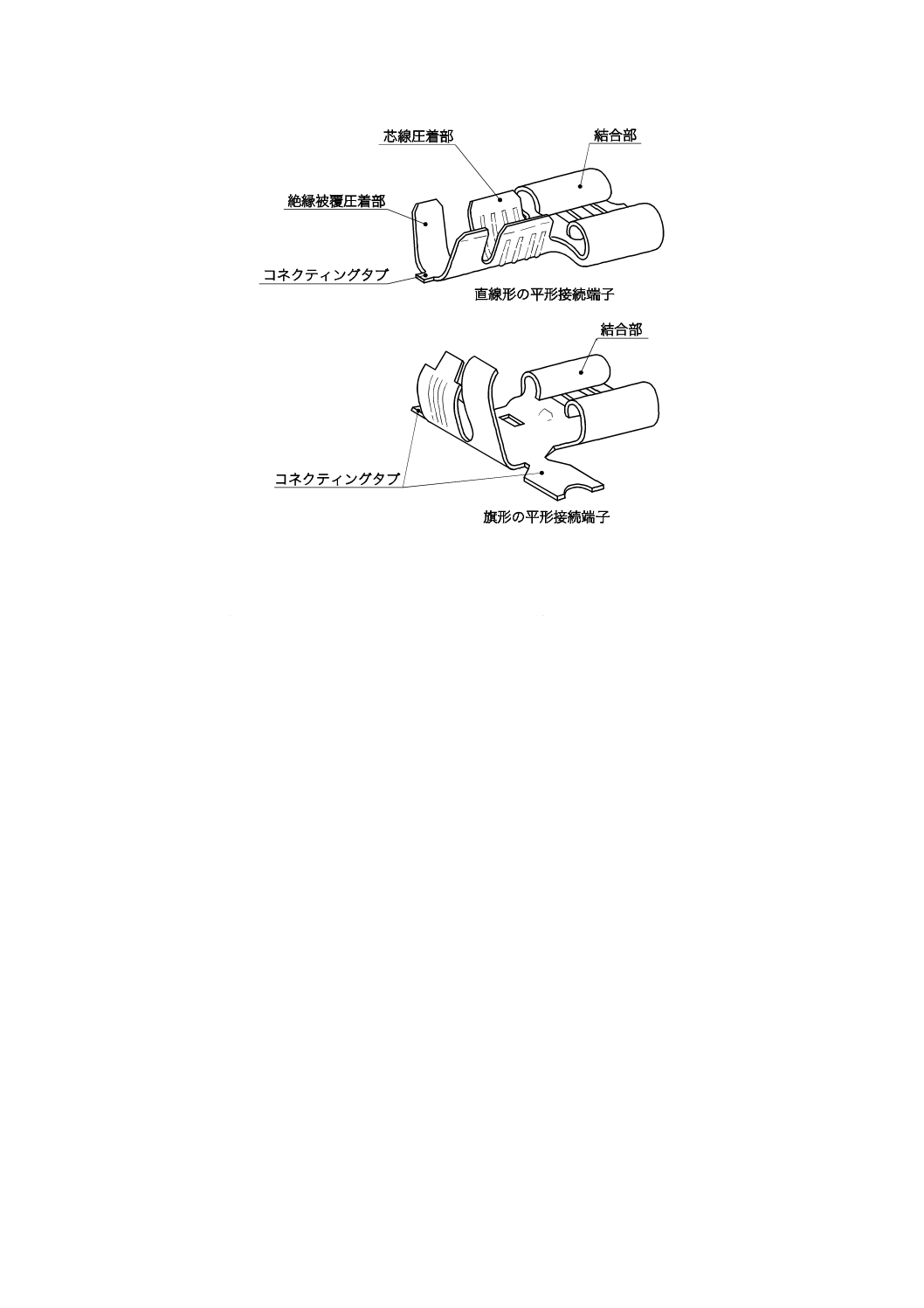
ラッチは,引抜力試験中,直線形の平形接続端子(図B.4参照)を端子保持器内で保持するよう設計さ
れている。一般的に,旗形の平形接続端子を試験するときは,ラッチを使用しなくてもよい。次の手順に
従って端子保持器を調整する。
注記1 ラッチを使用しないときは,試験中干渉しないように調整ねじを図B.2の位置にしてよい。
端子保持器がスライドに届いていない場合,調整ねじに対して余裕をもたせるために適切な
ブロックをスライドと端子保持器の間に置いてよい(図B.3参照)。試験装置からラッチ機構
を取り外さない。
19
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図B.4−平形接続端子概観
a) 適切な端子保持器に直線形の平形接続端子を置く。ラッチを絶縁被覆圧着部と芯線圧着部との間に置
く。ただし,絶縁被覆圧着部がない端子は,かん合部と芯線圧着部との間にラッチを置く。ラッチを
端子の底部まで落とす。
注記2 直線形の平形接続端子のコネクティングタブが,端子保持器内での端子の位置決めに干渉
するときは,コネクティングタブを取り除く。可能な場合,旗形の平形接続端子のコネク
ティングタブは,試験中,取り除かなくてもよい(図B.4参照)。
b) 平形接続端子への圧力を解除するために調整ねじを戻す。ねじを定位置にロックするためロックナッ
トを使用する。挿入試験中に自己芯合わせを容易に調整できるような緩みをもたせて端子を端子保持
器に保持する(図B.5参照)。
c) 端子を端子保持器に取付け及び取外しをするためにラッチボタンを押し下げる。
20
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図B.5−試験・調整
B.4
試験順序
試験順序は,次による。
a) 切替えスイッチを中央にして,フォースゲージの側面を軽く指でたたいて,インジケータの静止を確
認する。
b) インジケータの指示が“0”になるように,ゼロ設定ダイアル調整リングで調整する。
c) 適切な端子及び試験用メールタブを選択し,d)〜j) の手順で試験を行う。
d) 試験用メールタブをメールタブ保持器に置き,メールタブが十分挿入されているのを確認してから,
タブ保持ねじを締め付ける。
e) 端子を端子保持器に取り付けて,切替スイッチを前方位置にする。
f)
試験用タブ及び端子が,適切にかん合するためにゆっくりと均一にスライドを前進させる。
注記 端子が持ち上がり始めた場合,試験用メールタブ及び端子が一直線になるように指で軽く押
す。試験用メールタブが端子に挿入し始めたとき,指を離す。
g) このとき,指で押す力が,測定値の読取りに影響していないことを確認する。
h) 試験用メールタブの戻止めと端子の戻止めが,かみ合ったときにスライドの前進を止める。このとき,
端子に試験用メールタブを挿入し過ぎないように注意する。
i)
インジケータに表示されている指示値(挿入力)を記録し,その後,切替スイッチを引抜き側に変更
し,試験用メールタブ保持器からスライドを後進させ,端子が試験用メールタブから離れたら,指示
値(引抜力)を記録する。
j)
次の端子の試験を行うときは,新しい試験用メールタブに置き換えて試験を繰り返す。
21
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
一体形タブを試験するための試験用平形接続端子
次に示す試験用平形接続端子の設計において,スイッチ及びその類似機器と一体化したタブの性能試験
のための均一な試験用平形接続端子を提供する。
表C.1〜表C.4で指定する寸法に影響を与えない場合,端子の形状は図C.1及び図C.2と異なってもよ
い。
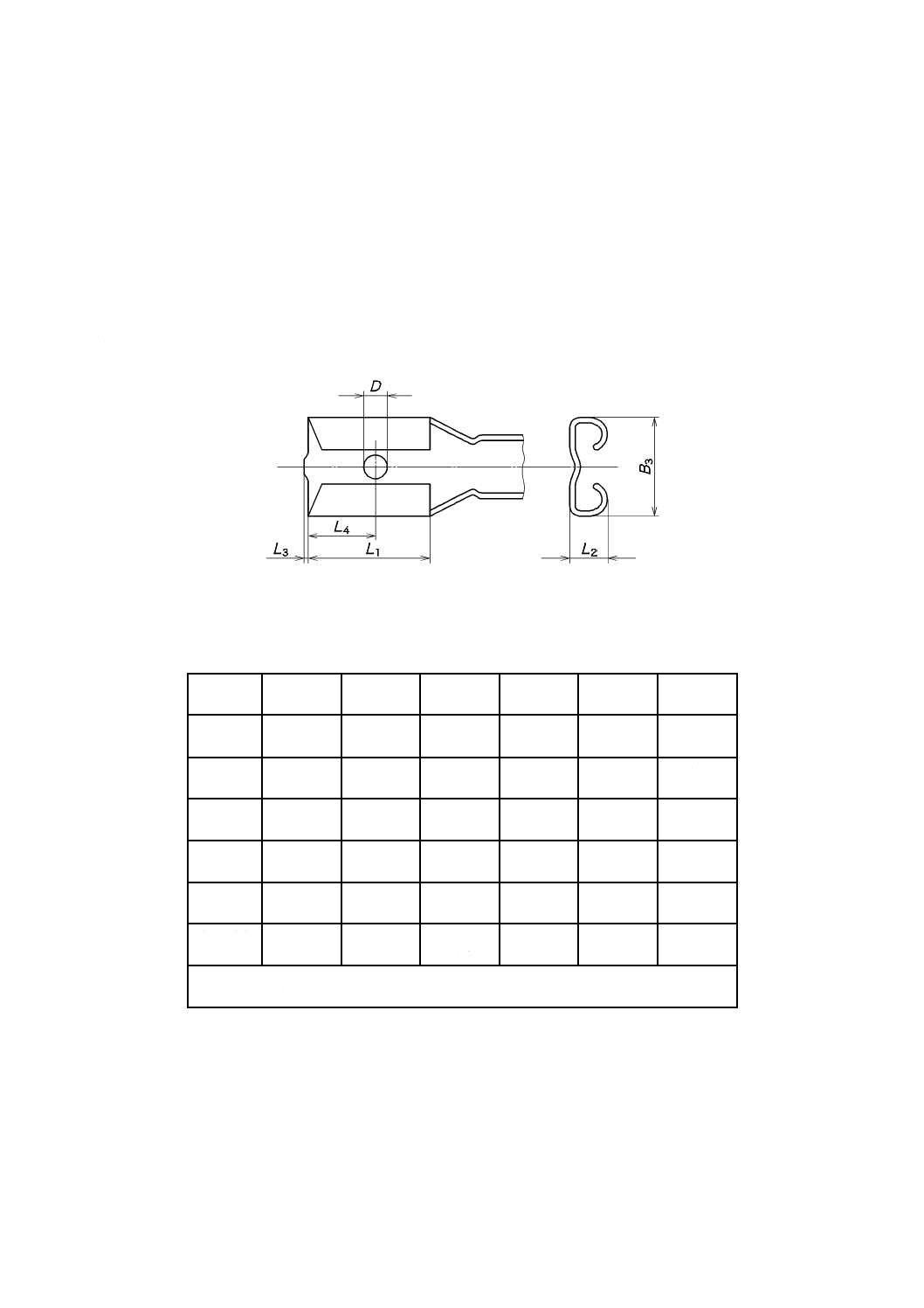
図C.1−平形接続端子の寸法
表C.1−平形接続端子の寸法
単位 mm
公称
寸法
D
(最大値)
B3
(最大値)
L1
L2
(最大値)
L3
(最大値)
L4
2.8×0.5
1.2
−
3.8
−
6.6
6.0
2.3
−
0.5
−
a)
2.8×0.8
1.2
−
3.8
−
6.6
6.0
2.3
−
0.5
−
a)
4.8×0.5
1.2
−
6.0
−
6.6
6.0
2.9
−
0.5
−
a)
4.8×0.8
1.2
−
6.0
−
6.6
6.0
2.9
−
0.5
−
a)
6.3×0.8
1.6
−
7.8
−
8.1
7.5
3.5
−
0.5
−
a)
9.5×1.2
1.6
−
11.1
−
12.2
10.9
4.0
−
0.5
−
a)
注記 上下2段に示す寸法は,上段が最大値,下段が最小値を示す。
注a) L4は,製造業者が指定する。
22
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.2−平形接続端子の寸法
単位 インチ
公称サイズ
D
(最大値)
B3
(最大値)
L1
L2
(最大値)
L3
(最大値)
L4
0.110×0.020
0.048
0.150
0.260
0.236
0.091
0.020
a)
0.110×0.032
0.260
0.236
0.187×0.020
0.047
0.236
0.260
0.236
0.115
0.187×0.032
0.260
0.236
0.250×0.032
0.063
0.307
0.319
0.295
0.138
0.375×0.047
0.438
0.480
0.429
0.157
注記 L1の上下2段に示す寸法は,上段が最大値,下段が最小値を示す。
注a) L4は,製造業者が指定する。
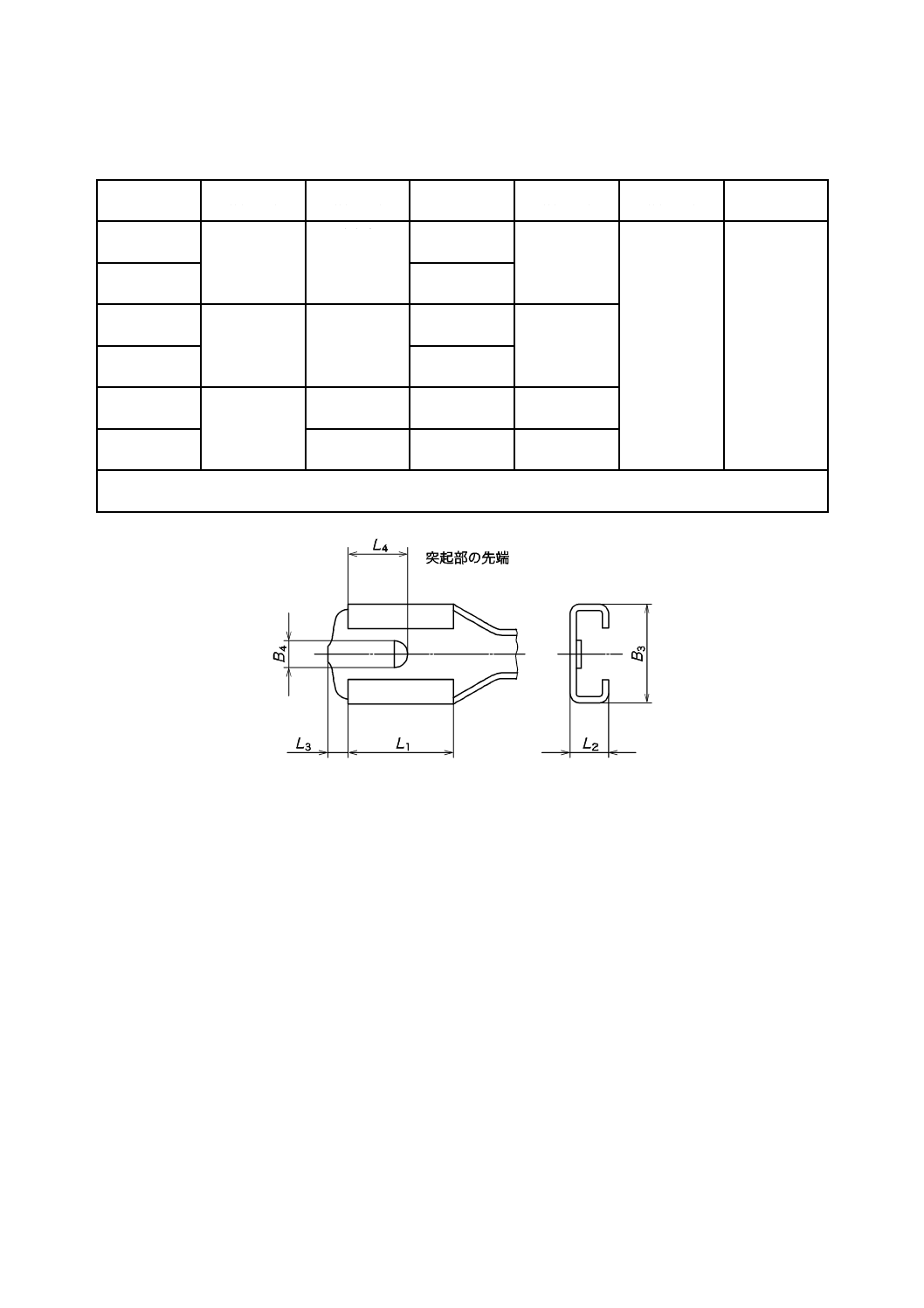
図C.2−平形接続端子の寸法(代替設計)
23
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.3−平形接続端子の寸法(代替設計)(mmの場合)
単位 mm
公称サイズ
B3
(最大値)
B4
(最大値)
L1
L2
(最大値)
L3
(最大値)
L4
2.8×0.5
−
(検討中)
−
2.8×0.8
−
(検討中)
−
4.8×0.5
6.2
1.3
6.6
6.1
1.9
1.4
a)
4.8×0.8
6.2
1.3
6.6
6.1
2.3
1.4
a)
6.3×0.8
7.8
1.7
8.2
7.7
2.3
1.4
a)
9.5×1.2
−
(検討中)
−
注記 L1の上下2段に示す寸法は,上段が最大値,下段が最小値を示す。
注a) L4は,製造業者が指定する。
表C.4−平形接続端子の寸法(代替設計)(インチの場合)
単位 インチ
公称サイズ
B3
(最大値)
B4
(最大値)
L1
L2
(最大値)
L3
(最大値)
L4
0.110×0.020
−
(検討中)
−
0.110×0.032
−
(検討中)
−
0.187×0.020
0.245
0.051
0.260
0.240
0.075
0.055
a)
0.187×0.032
0.245
0.051
0.260
0.240
0.091
0.055
a)
0.250×0.032
0.063
0.067
0.323
0.307
0.091
0.055
a)
0.375×0.047
−
(検討中)
−
注記 L1の上下2段に示す寸法は,上段が最大値,下段が最小値を示す。
注a) L4は,製造業者が指定する。
24
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
北米で使用する場合のmmとインチとの関係,
mm2とAWGとの関係,要求事項及び試験電流値を示す表
この附属書は,北米だけで使用が許可されている。
表D.1−mmとインチ又はmm2とAWGとの関係
mm
mm2
インチ
AWG
2.8
−
0.110
−
4.8
−
0.187
−
6.3
−
0.250
−
9.5
−
0.375
−
−
6
−
10 以下
−
2.5
−
14 以下
表D.2−mmとインチとの関係
mm
インチ
2.8×0.5
0.110×0.020
2.8×0.8
0.110×0.032
4.8×0.5
0.187×0.020
4.8×0.8
0.187×0.032
6.3×0.8
0.250×0.032
9.5×1.2
0.375×0.047
表D.3−mm2とAWGとの関係
導体断面積
mm2
AWG
AWGとほぼ等しい
mm2の換算値
mm2
0.20
24
0.21
0.34
22
0.32
0.50
20
0.5
0.75
18
0.8
1.00
−
−
1.50
16
1.3
2.50
14
2.1
4.00
12
3.3
6.00
10
5.3
25
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表D.4−インチで表したメールタブ寸法(表1に相当)
単位 インチ
公称サイズ
A
B
(最小値)
C
D
E
φF
J
(度)
M
N
P
Q
(最小値)
0.110×0.020
ディンプル付
0.024
0.012
−
0.275
0.021
0.019
0.114
0.106
0.071
0.051
0.051
0.043
12
8
0.067
0.055
0.055
0.039
0.055
0.012
−
0.319
0.110×0.020
孔付
0.024
0.012
−
0.275
0.021
0.019
0.114
0.106
0.071
0.051
0.051
0.043
12
8
−
−
−
−
0.055
0.012
−
0.319
0.110×0.032
ディンプル付
0.024
0.012
−
0.275
0.033
0.030
0.114
0.106
0.071
0.051
0.051
0.043
12
8
0.067
0.055
0.055
0.039
0.055
0.012
−
0.319
0.110×0.032
孔付
0.024
0.012
−
0.275
0.033
0.030
0.114
0.106
0.071
0.051
0.051
0.043
12
8
−
−
−
−
0.055
0.012
−
0.319
0.187×0.020
ディンプル付
0.035
0.024
−
0.244
0.021
0.019
0.190
0.181
0.110
0.091
0.060
0.050
12
8
0.067
0.055
0.059
0.047
0.067
0.024
−
0.287
0.187×0.020
孔付
0.035
0.024
−
0.244
0.021
0.019
0.193
0.184
0.134
0.117
0.060
0.050
12
8
−
−
−
−
0.067
0.024
−
0.287
0.187×0.032
ディンプル付
0.040
0.027
−
0.244
0.033
0.030
0.190
0.181
0.110
0.091
0.060
0.050
12
8
0.067
0.055
0.059
0.047
0.071
0.027
−
0.287
0.187×0.032
孔付
0.040
0.024
−
0.244
0.033
0.030
0.193
0.184
0.134
0.117
0.060
0.050
12
8
−
−
−
−
0.071
0.027
−
0.287
0.250×0.032
ディンプル付
0.040
0.027
−
0.307
0.033
0.030
0.253
0.244
0.161
0.142
0.080
0.063
12
8
0.098
0.086
0.080
0.070
0.071
0.027
−
0.350
0.250×0.032
孔付
0.040
0.020
−
0.307
0.033
0.030
0.253
0.244
0.186
0.169
0.080
0.063
12
8
−
−
−
−
0.071
0.027
−
0.350
0.375×0.047
孔付
0.051
0.027
−
0.472
0.048
0.046
0.379
0.370
0.217
0.177
0.080
0.067
14
6
−
−
−
−
0.080
0.039
−
0.516
注記 上下2段に示す寸法は,上段が最大値,下段が最小値を示す。
表D.5−インチサイズの平形接続端子におけるmm換算寸法(表2に相当)
公称サイズ
インチ
B3
(最大値)
mm
L2
(最大値)
mm
0.110×0.020
3.8
2.3
0.110×0.032
3.8
2.3
0.187×0.020
6.2
2.9
0.187×0.032
6.2
2.9
0.250×0.032
7.8
3.5
0.375×0.047
11.1
4.0
26
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表D.6−試験用メールタブ厚さの公差(表4に相当)
試験用メールタブ厚さ
インチ
C寸法
mm
0.020
0.516
0.500
0.032
0.820
0.805
0.047
1.201
1.186
注記 上下2段に示す寸法は,上段が最大値,下段が最小値を示す。
表D.7−挿入力及び引抜力(表5に相当)
シリーズ
インチ
初回挿入力
N
6回目引抜力
N
最大値
最小値
0.110
53
5
0.187
67
9
0.250
80
18
0.375
100
20
表D.8−機械的過負荷試験(表6に相当)
シリーズ
インチ
機械的過負荷試験
N
押す力
引く力
0.110
64
58
0.187
80
98 a)
0.250
96
88
0.375
120
110
注記 関連製品委員会は安全性を考慮して,これらの値を増加させてもよい。
注a) この値は既存の設計に合わせて0.250インチシリーズの値よりも高くなっている。
表D.9−温度上昇試験の試験電流値(表7に相当)
AWG
24
22
20
18
−
16
14
12
10
試験電流値
A
2
3
5
7
−
10
15
20
30
表D.10−電流負荷サイクル試験の試験電流値(表8に相当)
AWG
24
22
20
18
−
16
14
12
10
試験電流値
A
4
6
10
14
−
20
30
40
60
表D.11−圧着部引張強さ試験の引張力(表9に相当)
AWG
24
22
20
18
−
16
14
12
10
引張力
N
28
36
58
89
−
133
223
311
356
27
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(参考)
電線導体の断面積とメールタブ寸法との関係
この附属書は,製造業者が製品を設計する場合の参考として,電線導体の断面積とメールタブとの関係
を示す。この附属書は,一般的な寸法を記載している。この附属書は参考であり,この規格の規定として
使用することはできない(表E.1参照)。
表E.1−電線導体の断面積とメールタブとの関係
電線導体の断面積
mm2
メールタブの公称幅
mm
インチ
0.50
2.8/4.8/6.3
0.110/0.187/0.250
0.75
2.8/4.8/6.3
0.110/0.187/0.250
1.00
2.8/4.8/6.3
0.110/0.187/0.250
1.50
4.8/6.3
0.187/0.250
2.50
4.8/6.3
0.187/0.250
4.00
6.3/9.5
0.250/0.375
6.00
6.3/9.5
0.250/0.375
28
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
塩水噴霧試験
JA.1
塩水噴霧
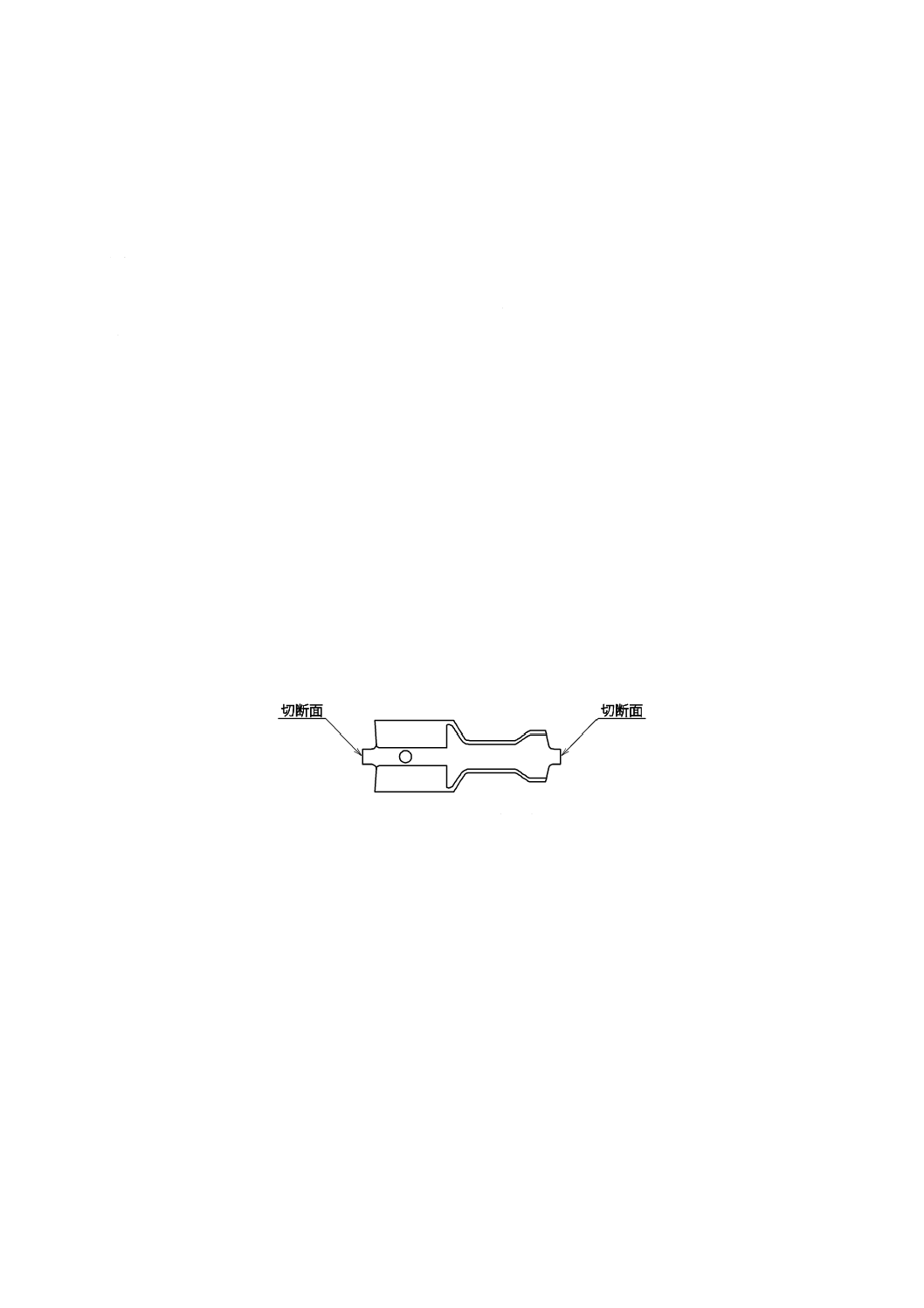
平形接続子は,地肌の露出,ピンホールからのさびの発生などによって,使用上の支障があってはなら
ない。ただし,コネクティングタブの切断面は,判定の対象としない。切断面とは,図JA.1に示す部分を
いう。
適合性は,JA.3の塩水噴霧試験によって確認する。
JA.2
試験に関する一般事項
試験に関する一般事項は,7.1〜7.4による。
試料は,10個とする。
試料は,圧着する必要がない。
JA.3
塩水噴霧試験
塩水噴霧試験は,JIS Z 2371によって,メールタブ及び平形接続端子それぞれを単体で行う。
試料は,試験前にアルコール又はアセトンで十分脱脂してから試験槽に入れる。
試験は,8時間噴霧,16時間休止を3回繰り返した後,試験槽から試料を取り出して,めっきの状態を
目視で調べる。
図JA.1−コネクティングタブの切断面
29
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS C 2809:2014 平形接続子
IEC 61210:2010,Connecting devices−Flat quick-connect terminations for electrical
copper conductors−Safety requirements
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
6 mm2以下のより線
1
6 mm2以下のより線及び
2.5 mm2以下の単線
削除
IEC規格は,単線も適用範囲に
含んでいるが,この規格からは
除外した。
我が国では単線圧着の需要がな
く,採用すると端子ごとに単線
用・より線用の区別が必要とな
り,適用に混乱する可能性がある
ため除外した。
4.2 電線
推奨電線導体断面
積として0.3 mm2,
1.25 mm2,2.0 mm2,
3.5 mm2,5.5 mm2を
規定
4.2
推奨電線導体断面積とし
て,0.3 mm2,1.25 mm2,
2.0 mm2,3.5 mm2,5.5 mm2
の規定なし
追加
IEC規格では,我が国で一般的
に使用されている導体断面積
が規定されていないが,この規
格では規定した。
我が国で一般的な電線に接続す
るため追加した。
5.3 情報
の提供内
容及び方
法
平形接続端子上に
メールタブ厚さの
表示を規定
5.3
平形接続端子上にメール
タブ厚さの表示の規定な
し
追加
IEC規格では,平形接続端子上
にメールタブ厚さを表示する
規定はないが,この規格では規
定した。
識別を容易にするため追加した。
6.10A 塩
水噴霧
塩水噴霧の要求事
項
−
規定なし
追加
IEC規格では,塩水噴霧の要求
事項を規定していないが,この
規格では規定した。
塩分が含まれる環境での耐久性
を確保するため追加した。
6.11
−
6.11
単線圧着用の端子につい
て規定している。
削除
IEC規格では,単線圧着用の平
形接続端子について,規定して
いる。
適用範囲で単線を除外したため,
削除した。
8.6
圧着部引張強さ試
験
8.6
電線の抜けだけで判断し
ている。
追加
この規格では,端子又は電線が
破断する場合もあり,追加し
た。
適合性を判断する際に考慮すべ
き事項であり,IECに修正を提案
する。
3
C
2
8
0
9
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
30
C 2809:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
附属書JA
(規定)
塩水噴霧の試験方
法
−
規定なし
追加
IEC規格では,塩水噴霧の試験
方法を規定していないが,この
規格では規定した。
塩分が含まれる環境での耐久性
を確保するため追加した。
JISと国際規格との対応の程度の全体評価:IEC 61210:2010,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
C
2
8
0
9
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。