2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C2804-1995
圧縮端子
Compression terminals
1. 適用範囲 この規格は,電気機器の端子部と電線とを接続するため特殊な工具を用いて,電線と端子
を圧縮して接続する圧縮端子(以下,端子という。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 7507 ノギス
JIS C 3105 硬銅より線
JIS C 3109 硬アルミニウムより線
JIS C 3110 鋼心アルミニウムより線
JIS H 2110 電気用アルミニウム地金
JIS H 2123 形銅
JIS H 3100 銅及び銅合金の板及び条
JIS H 8619 電気すずめっき
JIS Z 2343 浸透探傷試験方法及び浸透指示模様の分類
JIS Z 2344 金属材料のパルス反射法による超音波探傷試験方法通則
JIS Z 2371 塩水噴霧試験方法
JIS Z 8703 試験場所の標準状態
JIS Z 8704 温度測定方法−電気的方法
2. この規格の中で { } を付けて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
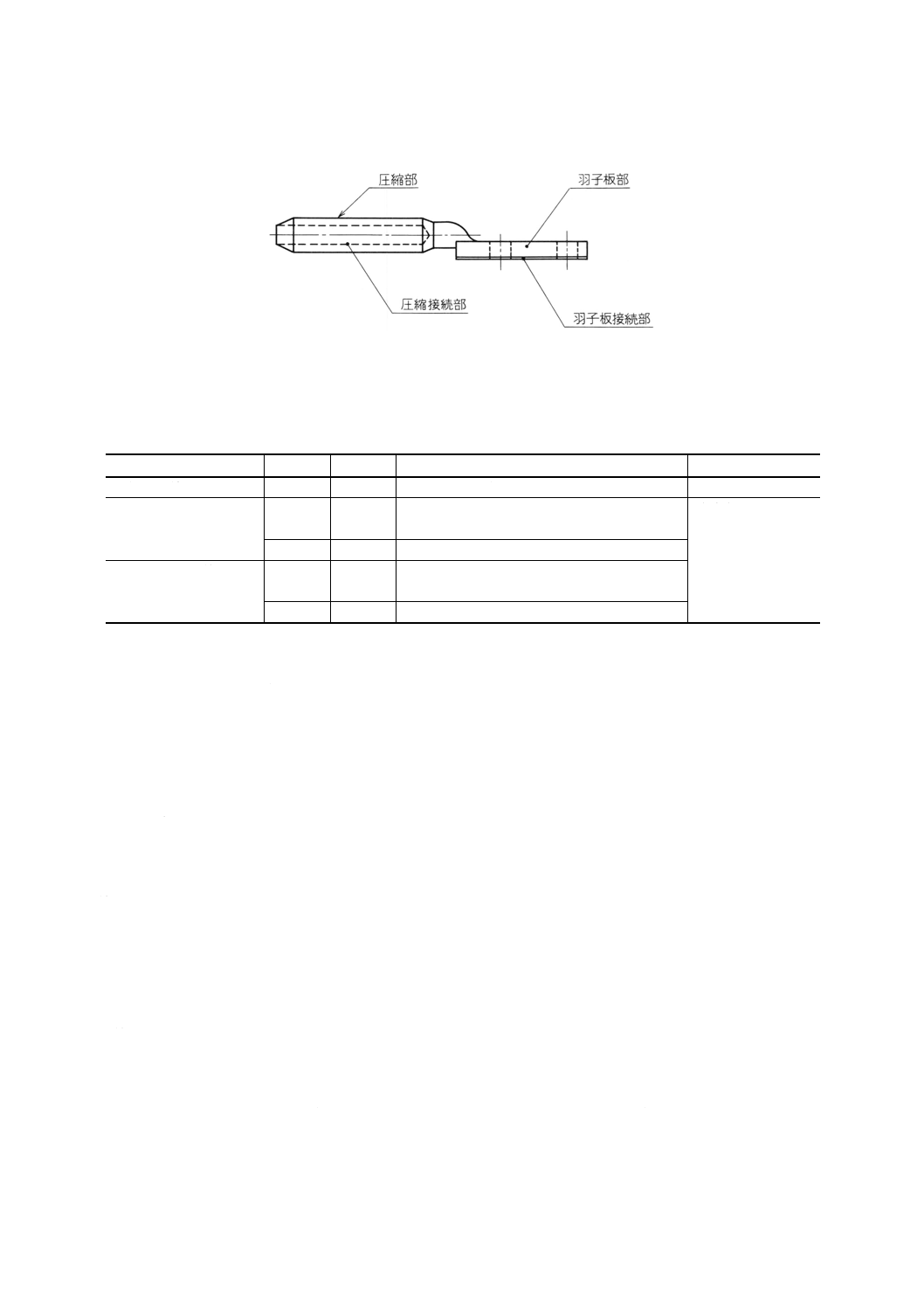
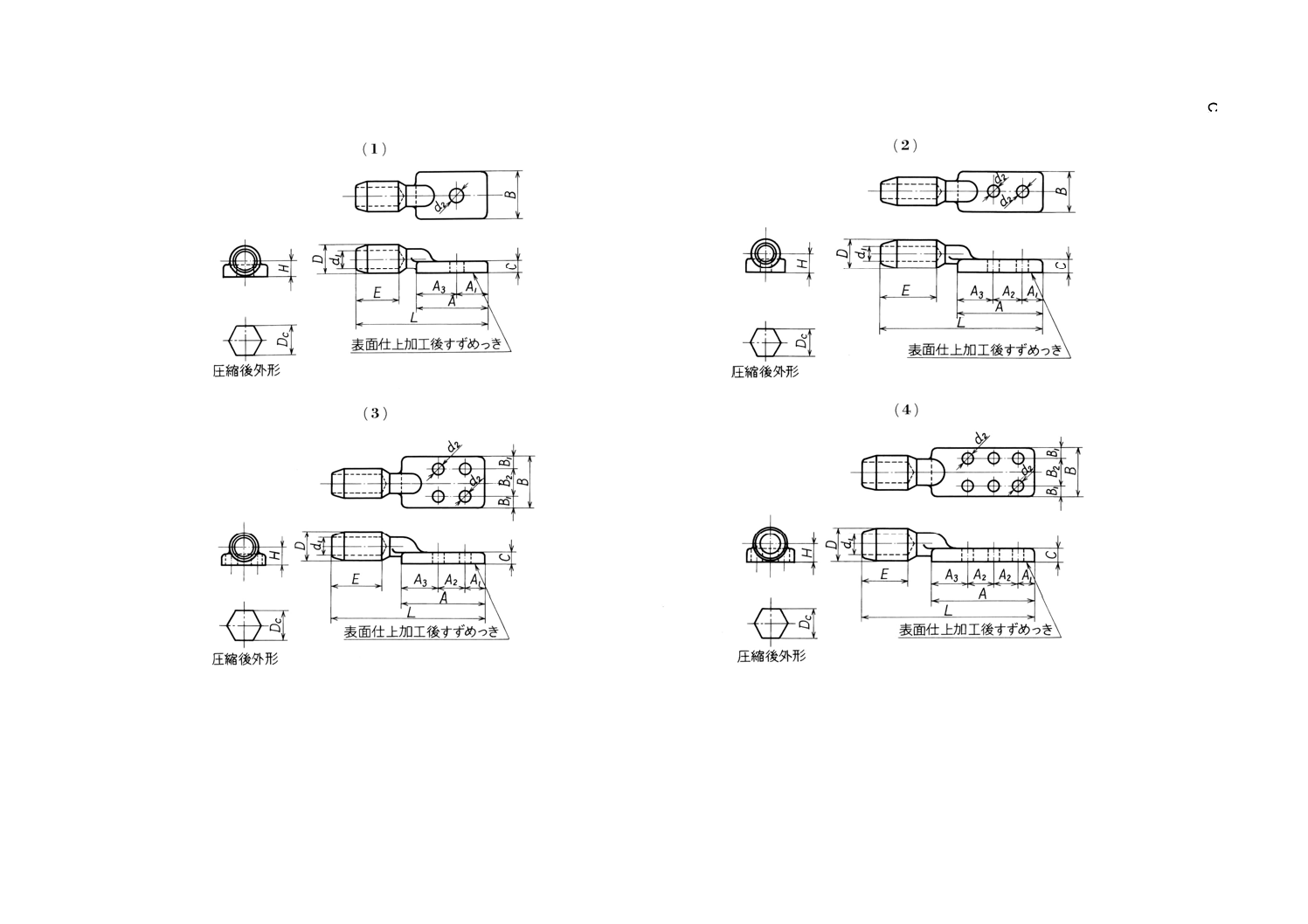
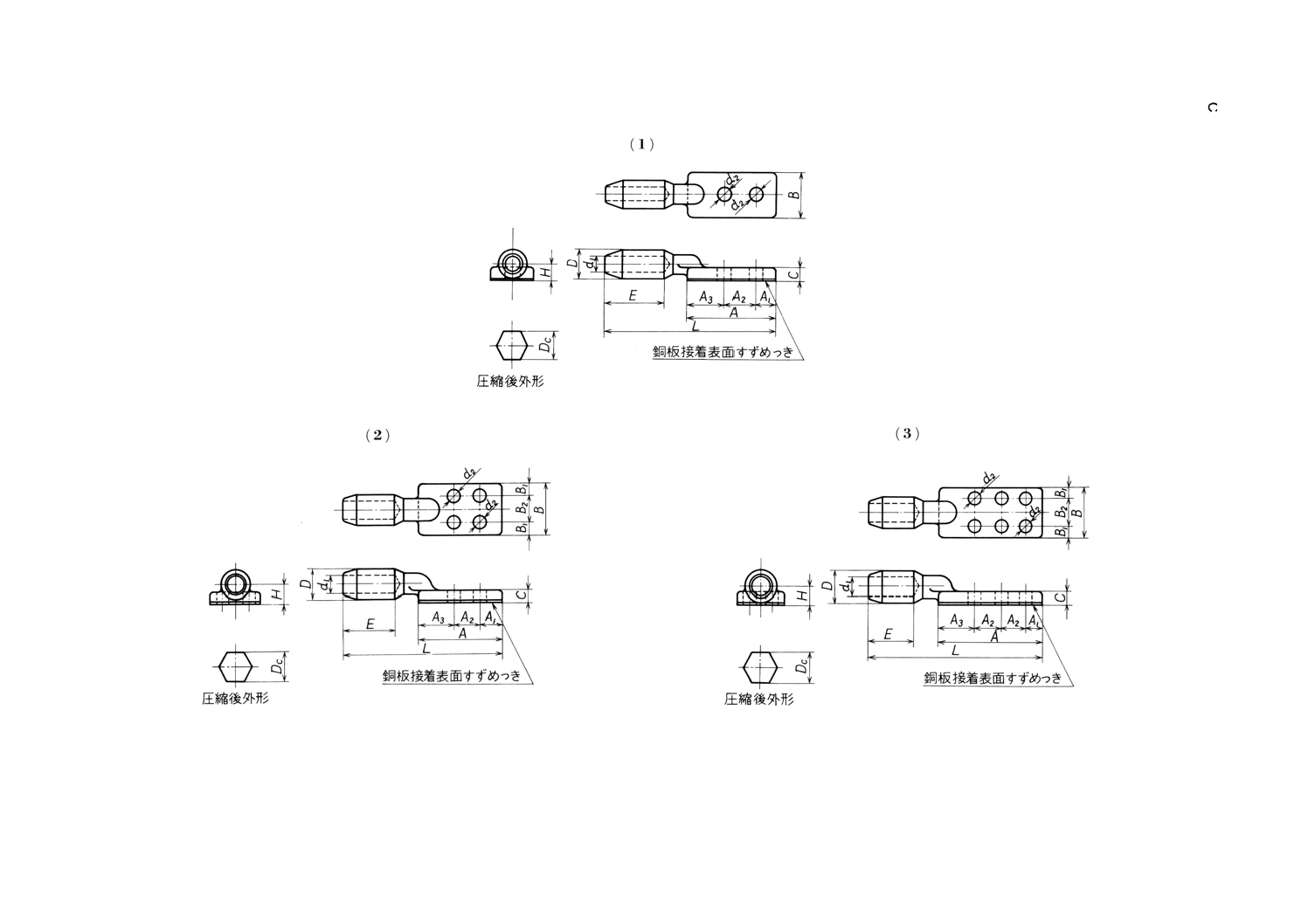
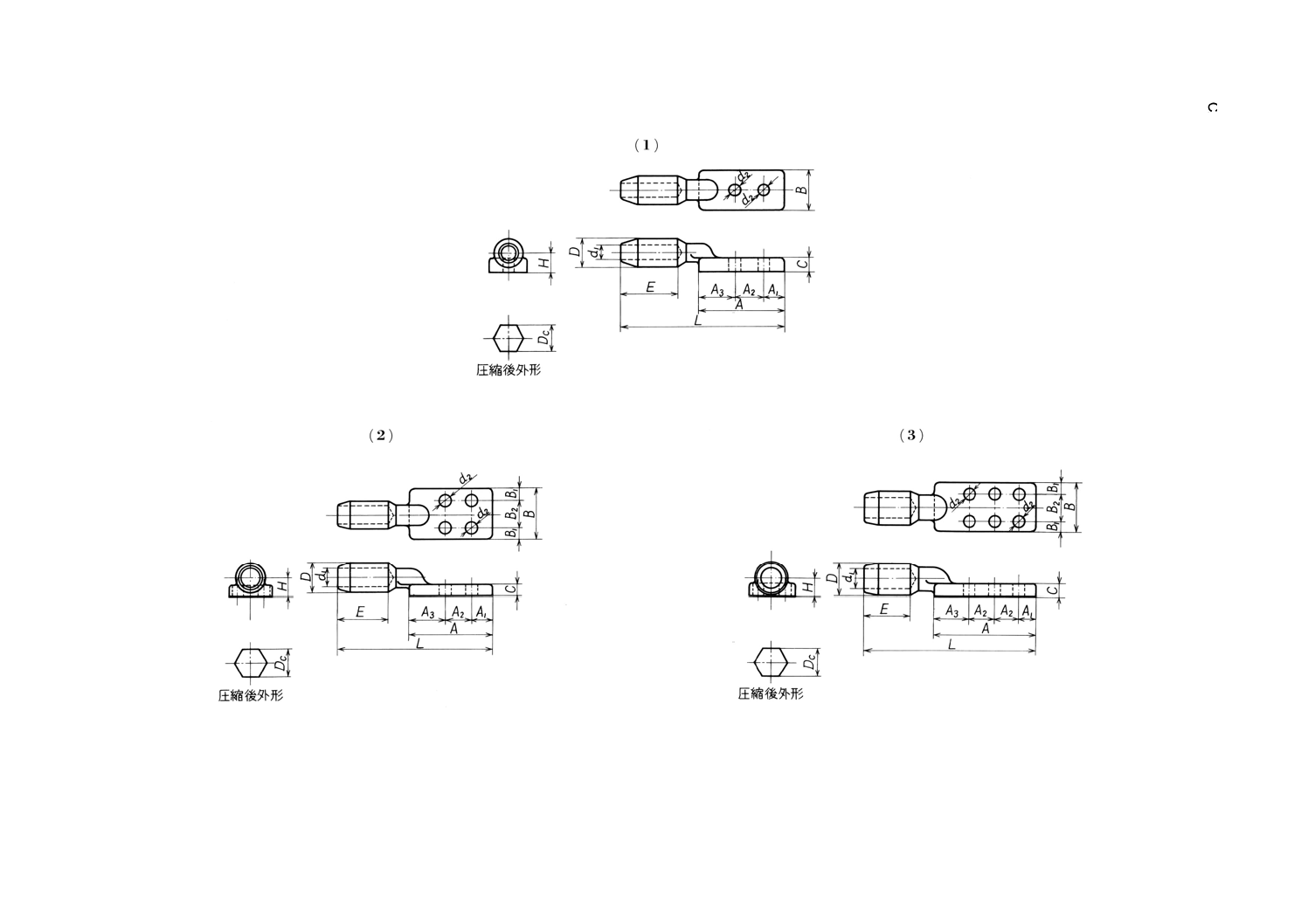
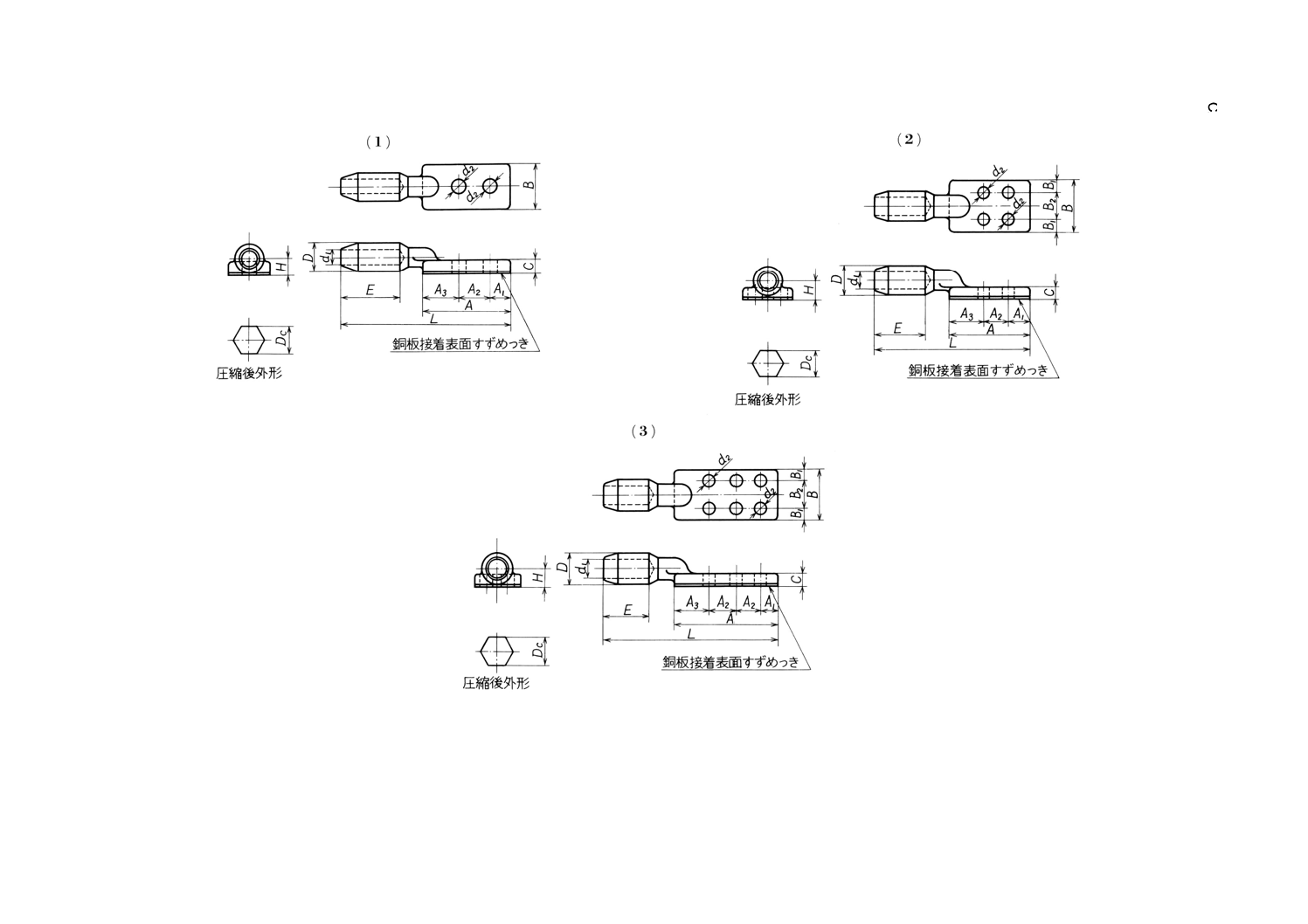
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
(1) 羽子板部 機器の端子接続面と接続する板状の部分。
(2) 圧縮部 電線を挿入して圧縮接続する円筒部分。
(3) 羽子板接続部 羽子板部の機器端子との接続面。
(4) 圧縮接続部 圧縮部の電線を挿入する部分。
2
C2804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
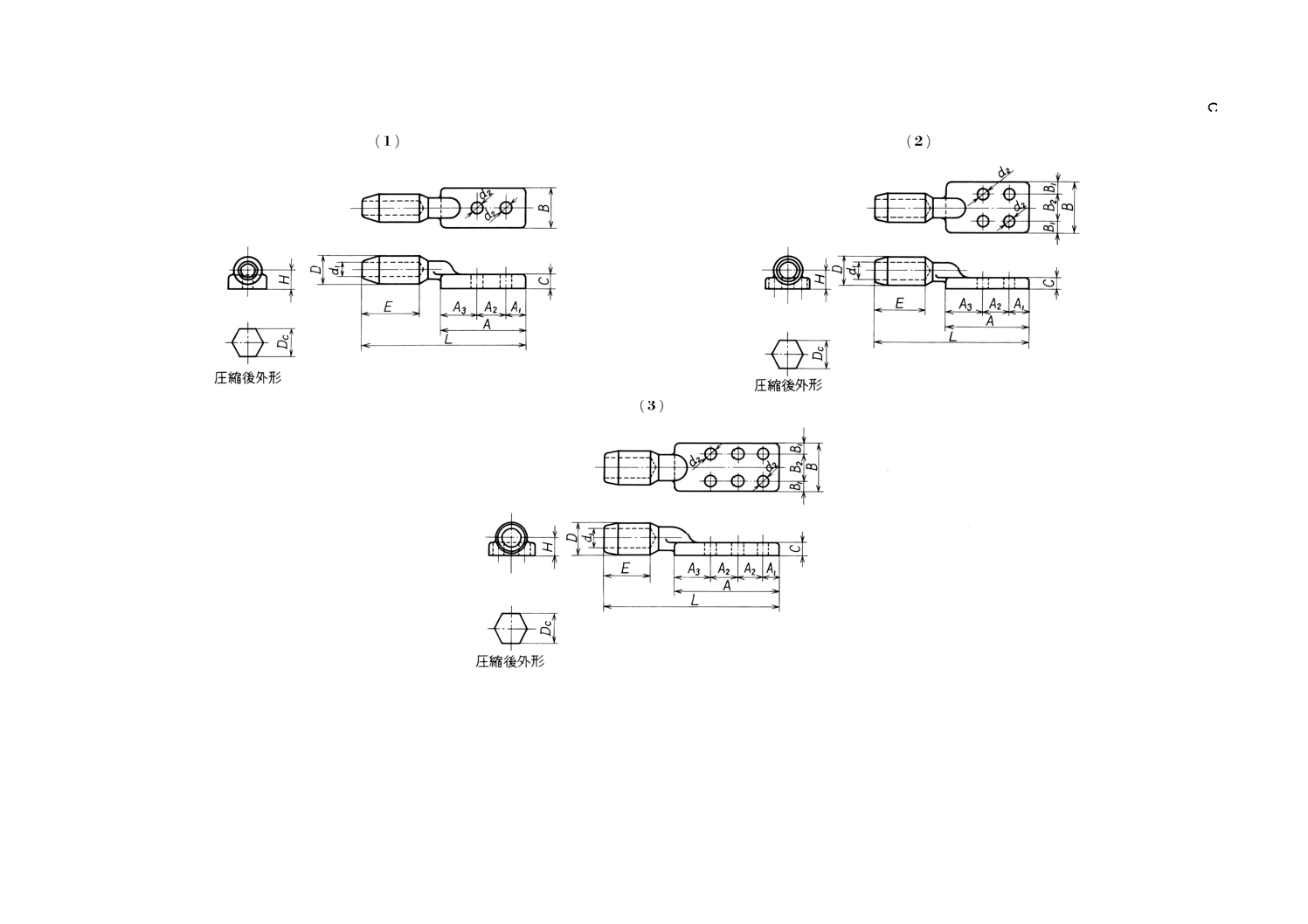
図1 端子各部の名称
(5) 凍結防止構造 圧縮部に浸入した水の凍結による端子の割れなどを防止する目的で設けられた構造。
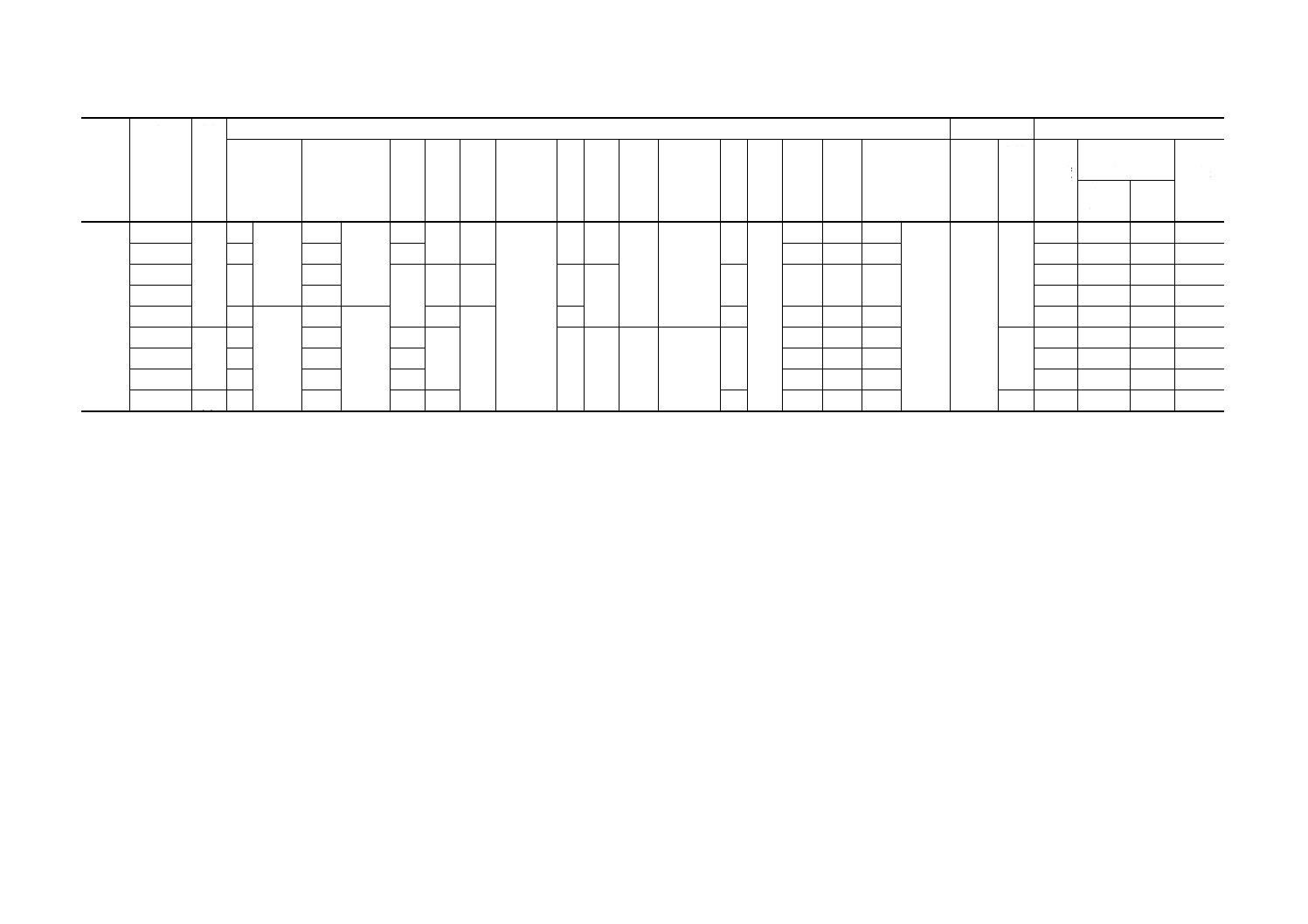
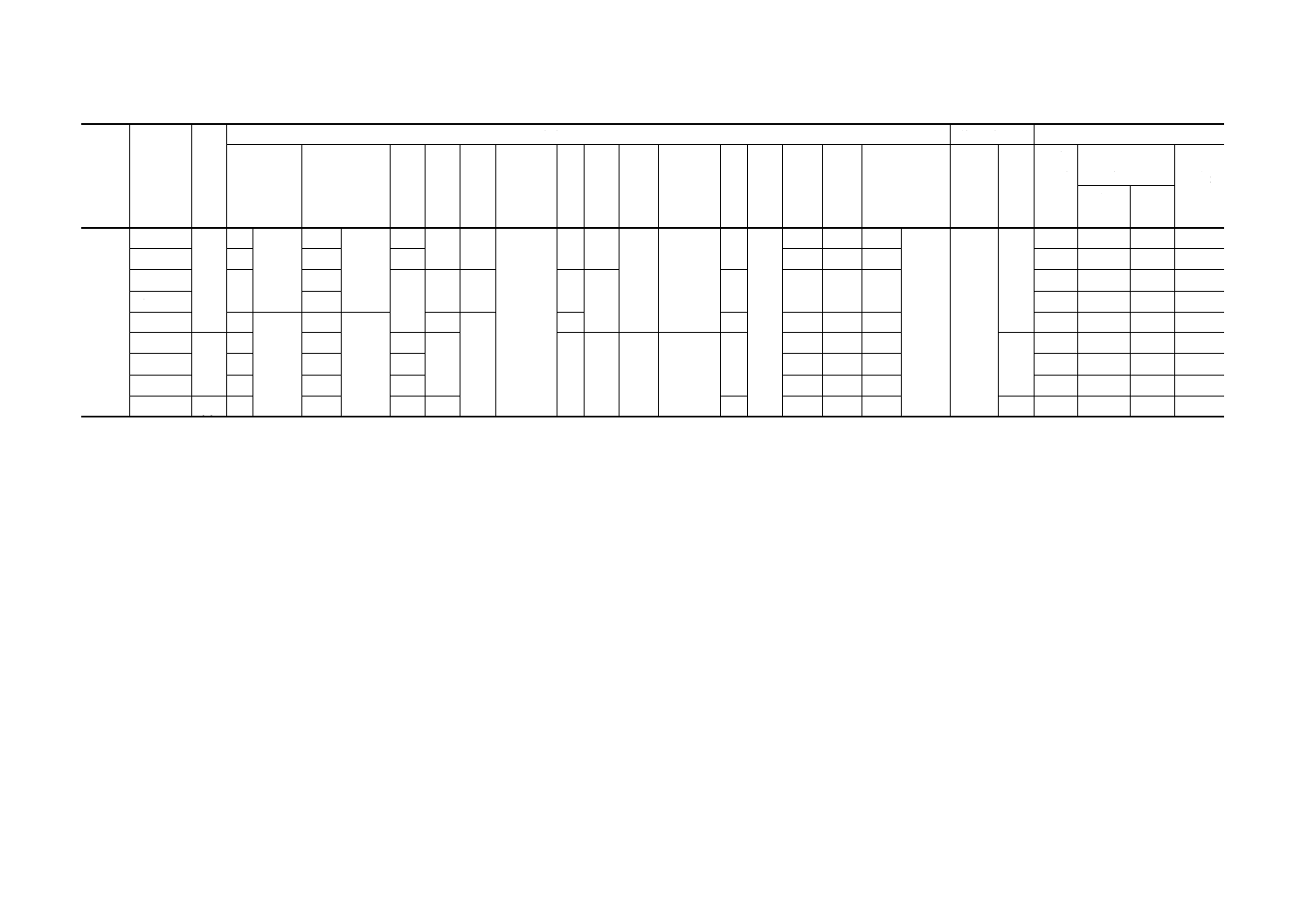
3. 種類及び寸法 端子の種類及び寸法は,表1のとおりとする。
表1
種類
記号
寸法
材料
備考
硬銅より線用端子
C
付表1
端子の材料に銅を使用したもの
−
硬アルミより線用端子
A
付表2
端子の材料にアルミニウムを使用し,羽子板
接続部に銅板接着加工を施したもの
凍結防止構造とする
AA
付表3
端子の材料にアルミニウムを使用したもの
鋼心アルミより線用端子
S
付表4
端子の材料にアルミニウムを使用し,羽子板
接続部に銅板接着加工を施したもの
SA
付表5
端子の材料にアルミニウムを使用したもの
4. 性能
4.1
外観 端子には,傷,さび,裂けめ,割れ,著しい偏肉など使用上の支障があってはならない。
4.2
めっき すずめっきを施した部分は,次の(1)及び(2)の性能を満足しなければならない。
(1) 6.4(1)の試験を行ったとき,黒色硫化銅を生じたり,めっきがはげたりしてはならない。
(2) 6.4(2)の試験を行ったとき,地はだの露出,緑青,ピンホールその他使用上支障あると認められるよう
な欠陥を生じてはならない。
4.3
接着性能 A形及びS形端子の銅板接着面は,6.5の試験を行ったとき,銅板とアルミニウムが確実
に接着していなければならない。
4.4
圧縮接続性能 6.6の圧縮接続試験を行ったとき,裂けめ,割れなど使用上の支障がなく,端子と電
線が十分密着していなければならない。
また,圧縮後の対辺寸法は,付表1〜5のDcの寸法の許容差内でなければならない。
4.5
電気抵抗 6.7の電気抵抗試験を行ったとき,電気抵抗は,電線の電気抵抗の100%以下でなければ
ならない。
4.6
温度上昇 6.8の温度試験を行ったとき,端子羽子板部の温度上昇は45℃以下,圧縮部の温度上昇は
電線の温度上昇値以下でなければならない。
4.7
引張荷重 6.9の引張荷重試験を行ったとき,端子圧縮接続部において,滑りを起こしたり,電線が
抜けたり,また,変形など使用上の支障があってはならない。
4.8
銅板はく離強度 6.10の銅板はく離試験を行ったとき,端子羽子板部の銅板のはく離が生じてはな
らない。
3
C2804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.9
凍結防止性能 6.11の凍結試験を行ったとき,端子圧縮接続部最深部の円すい形空間に水が浸入し,
凍結によるきれつ,膨張などを生じてはならない。
5. 材料及び加工方法
5.1
材料 端子の材料は,次のとおりとする。
(1) 硬銅より線用端子は,JIS H 2123を使用すること。
(2) 硬アルミより線用及び鋼心アルミより線用の端子には,JIS H 2110を使用し,5.2に規定する銅板には,
JIS H 3100のC1100Pを使用すること。
5.2
加工方法 端子は鋳造,型鍛造又はその他の製法によって製作し,A形及びS形端子の羽子板接続
部には銅板をろう付けなどの方法によって接着する。
5.3
接続面の処理 接続面の処理は,次のとおりとする。
(1) C形,A形及びS形端子の羽子板接続部には,原則としてすずめっきを施す。ただし,特に指定のあ
る場合は,他のめっきを施すことができる。この場合,めっきの種類,試験方法及び4.6の温度上昇
値は,当事者間の協定による。
(2) AA形及びSA形端子の羽子板接続部には,原則としてめっきは施さない。ただし,特に指定のある場
合は,めっきなどの方法によって表面処理を施すことができる。この場合,表面処理の種類,試験方
法及び4.6の温度上昇値は,当事者間の協定による。
5.4
凍結防止構造 A形,AA形,S形及びSA形端子は,コンパウンド充てん法又はその他の方法によ
って,凍結防止構造としなければならない。
6. 試験方法
6.1
試験条件 試験条件は,次のとおりとする。
(1) 試験は,特に指定のない限り,JIS Z 8703の常温 (20±15℃) 及び常湿 (65±20) %の室内で行う。
(2) 試料は,6.2,6.3,6.4,6.5及び6.10の試験には,端子単体のものを用い,6.6,6.7,6.8,6.9及び6.11
の試験には,端子の寸法に適合した適切な工具によって表3の電線を十分きれいに磨いて圧縮接続し
たものを用いる。
なお,6.7及び6.8の試験は,端子と端子の接続に軟鋼製のボルトを使用し,AA形及びSA形端子
には,酸化防止用コンパウンドを介在させ,標準トルクレンチ又はその他の締付方法によって,表2
のトルクで図2及び図3のように締め付けたものを試料とする。
表2
ボルトの呼び
トルクN・m {kgf・cm}
M12
31.4〜39.2 {320〜 400}
M16
78.5〜98.1 {800〜1 000}
4
C2804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 硬銅より線用端子(C形)
呼び
電線の公称断面積(1)
mm2
温度試験電流
A
引張荷重
kN {kgf}
1-
22
22
160
2.65 { 270}
1-
38
38
225
4.41 { 450}
2-
55
55
290
6.47 { 660}
1-
2-
60
60
60
300
7.16 { 730}
2-
75
75
350
8.63 { 880}
2-
100
100
420
11.9 { 1 210}
2-
125
125
490
14.7 { 1 500}
2-
150
150
550
18.1 { 1 850}
2-
180
180
620
21.0 { 2 140}
2-
200
200
660
23.3 { 2 380}
2-
240
240
730
27.1 { 2 760}
2-
250
250
760
30.4 { 3 100}
4-
325
325
890
38.2 { 3 900}
4-
400
400
1 030
47.1 { 4 800}
4-
500
500
1 140
56.9 { 5 800}
6-
600
600
1 260
70.6 { 7 200}
6-
725
725
1 410
85.3 { 8 700}
6-
850
850
1 540
98.1 {10 000}
6- 1 000
1 000
1 680
119
{12 100}
注(1) JIS C 3105によるものとする。
表3(続き) 硬アルミより線用端子(A形及びAA形)
呼び
電線の公称断面積(2)
mm2
温度試験電流
A
引張荷重
kN {kgf}
銅板はく離トルク
N・m {kgf・m}
2- 55
55
230
2.55 { 260}
68.6 { 7}
2- 95
95
330
4.22 { 430}
68.6 { 7}
2- 150
150
430
6.77 { 690}
98.1 {10}
2- 200
200
520
9.02 { 920}
118 {12}
2- 240
240
570
10.3 {1 050}
118 {12}
4- 300
300
660
13.2 {1 350}
177 {18}
4- 400
400
790
17.7 {1 800}
177 {18}
6- 510
510
920
22.1 {2 250}
216 {22}
6- 660
660
1 080
29.4 {3 000}
245 {25}
6- 850
850
1 260
36.3 {3 700}
294 {30}
6- 980
980
1 380
43.1 {4 400}
343 {35}
6- 1 260
1 260
1 590
54.9 {5 600}
392 {40}
注(2) JIS C 3109によるものとする。
5
C2804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 (続き) 鋼心アルミより線用端子(S形及びSA形)
呼び
電線の公称断面積(3)
mm2
温度試験電流
A
引張荷重
kN {kgf}
銅板はく離トルク
N・m {kgf・m}
2- 58
58
240
5.88 { 600}
68.6 { 7}
2- 95
95
325
9.41 { 960}
68.6 { 7}
2-120
120
390
16.7 {1 700}
98.1 {10}
2-160
160
460
20.6 {2 100}
98.1 {10}
2-200
200
530
25.5 {2 600}
118 {12}
4-240
240
600
30.4 {3 100}
177 {18}
4-330
330
720
32.4 {3 300}
177 {18}
4-410
410
850
41.2 {4 200}
177 {18}
6-610
610
1 070
53.9 {5 500}
245 {25}
注(3) JIS C 3110によるものとする。
6.2
外観試験 目視,手ざわりなどによって傷の有無,表面の平滑度,表示などを調べる。
6.3
寸法試験 JIS B 7507に規定するノギスを用いて各部の寸法を測定する。
6.4
めっき試験 すずめっきを施した部分のめっき試験は,次の(1)及び(2)による。
(1) JIS H 8619によって均一に行い,これを3回繰り返す。
(2) JIS Z 2371によって塩水噴霧試験を行う。試料は,試験前にアルコール又はアセトンで十分きれいに
脱脂してから試験器内に取り付ける。試料は,8時間噴霧,16時間休止した後,試験器内から取り出
し,めっきの状態を目視で調べ,これを3回繰り返す。
6.5
接着試験 銅板とアルミニウムの接着部の接着試験は,JIS Z 2343のVA−W,VA−S,VC−W若
しくはVC−Sの方法,又はJIS Z 2344の5MHz若しくは10MHz垂直用によって行う。
6.6
圧縮接続試験 端子に表3に示す電線を挿入し,適合した工具で圧縮を行い,圧縮接続後の外観及
び対辺寸法を調べる。
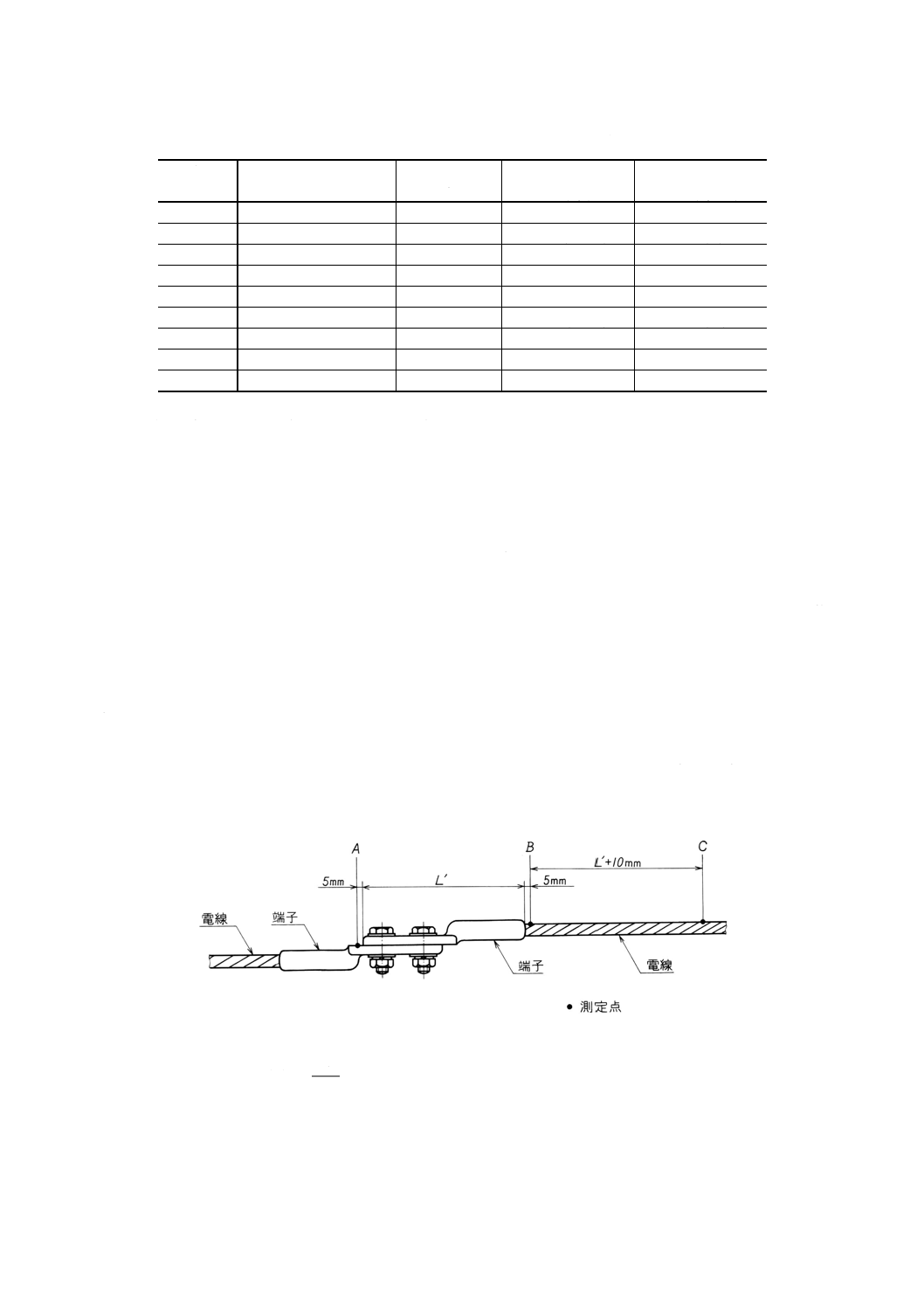
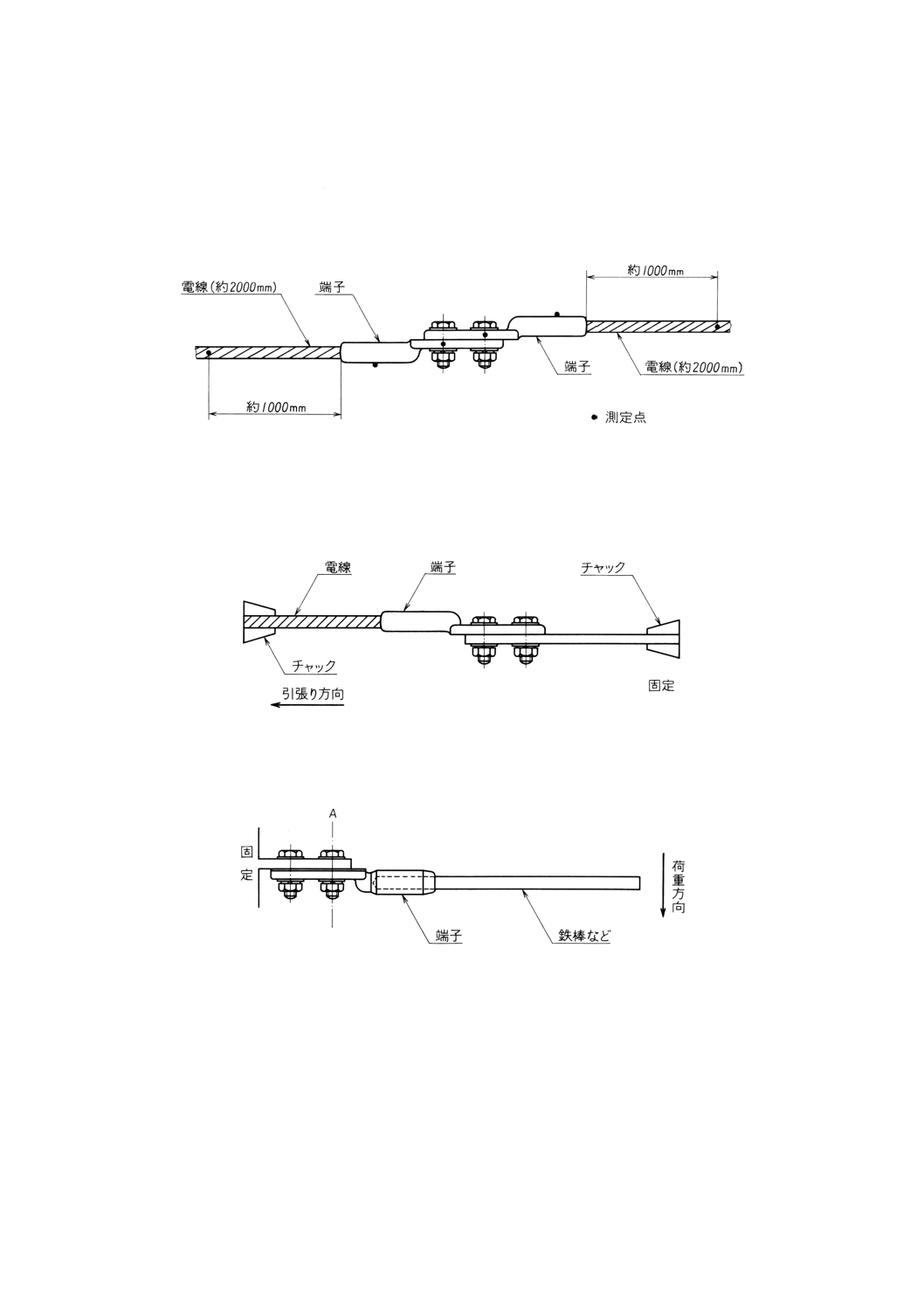
6.7
電気抵抗試験 図2に示す方法により,直流電圧降下法によって,端子の電気抵抗及び電線の電気
抵抗を10−6Ωまで測定し,その比率を求める。試験は,通風などの影響の少ない室内で,通電によってRAB
及びRBC部の抵抗に変化を生じないような適当な電流値で試験し,通電後試料の温度がほぼ安定した後に
測定する。
図2 電気抵抗試験接続図
備考1. L'は圧縮接続後の端子の全長 (mm)
2. 比率は,次の式によって計算する。
比率 (%) =
100
×
BC
AB
R
R
ここに,RAB:A−B間の抵抗 (Ω)
RBC:B−C間の抵抗 (Ω)
3. 試料を適宜の個数を直列に接続して測定してもよい。
6
C2804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.8
温度試験 図3に示す方法によって,各部の温度が一定(4)となるまで表3の温度試験電流(50Hz又
は60Hz)を通じ,JIS Z 8704の熱電対を用いる方法のC級測定方法によって測定する。試験は,通風など
の影響の少ない室内で行い,電線の表面は,着色してもよい。
注(4) 一定の温度とは,10分間隔で3回測定して変化を示さなくなったときの温度をいう。
図3 温度試験接続図
備考 試料を適宜の個数を直列に接続して測定してもよい。
6.9
引張荷重試験 図4に示す方法によって行う。
引張荷重値は表3によって,引張速度は原則として25mm/minとし,張力はなるべく電線の中心にかか
るようにする。
図4 引張試験方法
6.10 銅板はく離試験 図5に示す方法によって行い,A点に表3に示すトルク値(5)を加える。ただし,C
形,AA形及びSA形は,この試験は行わない。
図5 銅板はく離試験方法
注(5) このトルク値には,鉄棒などのモーメントを含むものとする。
6.11 凍結試験 電線を圧縮接続した端子を約50℃の温水に約30分浸した後,電線挿入孔から温水が出な
いような状態に保つ。この状態で約−30℃で約1時間冷却,この冷熱繰り返しを10回行い,その都度,寸
法及び外観を調べる。
7. 検査 検査は,6.の試験方法によって7.2及び7.3の項目について行い,3.,4.及び5.の規定に適合し
なければならない。
7.1
検査の種類 検査の種類は,形式検査と受渡検査の2種類とする。
7
C2804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
形式検査 性能を検証するための検査で,表4の項目について行う。
なお,接着性能検査は,凍結防止性能検査の前後に行うものとする。
表4
検査項目
適用試験項目
外観
寸法
めっき
接着性能
圧縮接続性能
電気抵抗
温度上昇
引張荷重
銅板はく離強度
凍結防止性能
6.2
6.3
6.4
6.5
6.6
6.7
6.8
6.9
6.10
6.11
7.3
受渡検査 受渡しのために行う検査で,次の項目について行う。
なお,受渡検査における検査個数及び合否判定条件は,受渡当事者間の協定による。
(1) 外観
(2) 寸法
(3) 接着性能
8. 製品の呼び方 製品の呼び方は,名称,種類(記号)及び呼び(取付穴の数−電線の公称断面積)に
よる。
例 圧縮端子C 6-1 000
9. 表示 製品の見やすい箇所に,次の項目を表示しなければならない。
なお,表示の方法は,浮出し又は刻印とする。
(1) 種類(記号)
(2) 呼び(取付穴の数−電線の公称断面積)
(3) 製造年(西暦)
(4) 製造業者名又はその略号
8
C
2
8
0
4
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
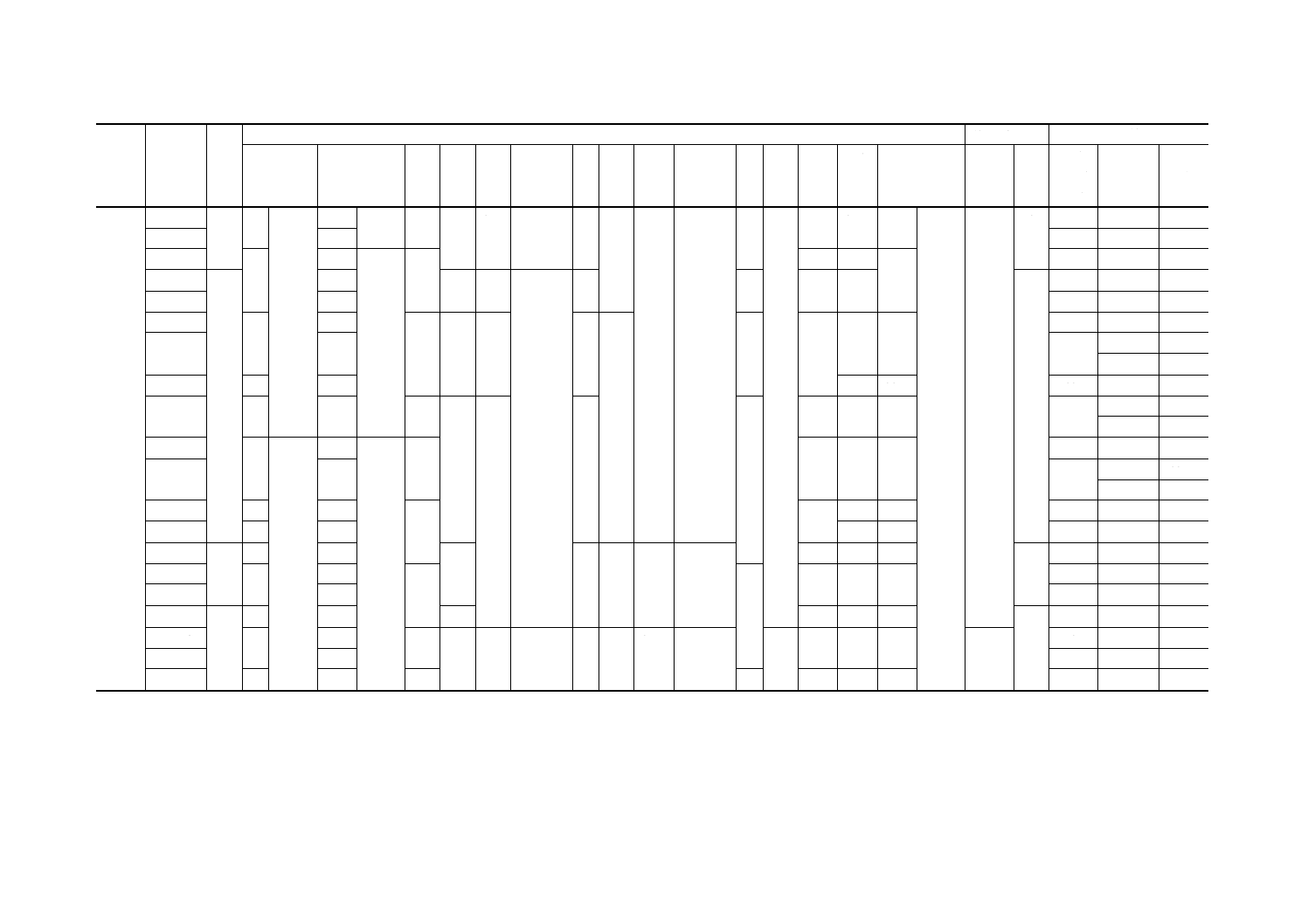
付表1 硬銅より線用端子(C形)
9
C
2
8
0
4
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
種類
[記号]
呼び
図
各部の寸法 mm
使用ボルト
電線
D
d1
E
A
A1
A2
A3
B
B1
B2
C
d2
L
H
Dc
ねじ
の
呼び
本数
公称
断面積
mm2
より線
構成
本/mm
より線
外径
mm
C
1-
22 (1)
14
+0.8
−0.2
6.4 ±0.2
26
55
25
−
30
40
−
−
5 14
90
8
12.1
±0.5
M12
1
22
7/2.0
6.0
1-
38
8.3
38
7/2.6
7.8
1-
60
19
10.6 ±0.3
30
94
10.5
16.4
60
19/2.0
10.0
2-
55 (2)
10.2
90
18
40±0.4
32
6
135
11
2
55
7/3.2
9.6
2-
60
10.6
60
19/2.0
10.0
2-
75
23
11.7
39
95
20
35
50
8
150
13
19.9
75
7/3.7
11.1
2- 100
13.6
100
7/4.3
12.9
19/2.6
13.0
2- 125
26
15.2
14.5
22.5
125
19/2.9
14.5
2- 150
29
16.9
44
110
25
45
10
170
16
25.1
150
19/3.2
16.0
37/2.3
16.1
2- 180
32
+1.0
−0.2
18.5 ±0.1
53
180
17.5
27.7
180
19/3.5
17.5
2- 200
19.5
200
19/3.7
18.5
37/2.6
18.2
2- 240
36
21.0
62
207
19.5
31.1
240
19/4.0
20.0
2- 250
38
21.9
20.5
32.9
250
61/2.3
20.7
4- 325 (3)
42
24.7
115
50
75
17.5
40±0.4
212
23
36.3
4
325
61/2.6
23.4
4- 400
47
27.4
70
12
222
25.5
40.7
400
61/2.9
26.1
4- 500
30.2
500
61/3.2
28.8
6- 600 (4)
51
33.3
155
262
28
44.1
6
600
91/2.9
31.9
6- 725
56
36.7
90
190
30
50±0.6
60
100
25
50±0.6
18
325
30.5
48.4
M16
725
91/3.2
35.2
6- 850
39.3
850
127/2.9
37.7
6- l 000
64
43.2
100
14
335
34.5
55.4
1 000
127/3.2
44.6
1
0
C
2
8
0
4
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表2 硬アルミより線用端子(A形)
11
C
2
8
0
4
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
種類
(記号)
呼び
図
各部の寸法 mm
使用ボルト
電線
D
d1
E
A
A1
A2
A3
B
B1
B2
C
d2
L
H
Dc
ねじ
の
呼び
本数
公称
断面積
mm2
より線
構成
本/mm
より線
外径
mm
A
2-
55 (1)
22
+0.8
−0.2
10.2
±0.3
55
90
18
40±0.4
32
40
−
−
9
14
155
12.5
19.1
±0.5
M12
2
55
7/3.2
9.6
2-
95
26
13.3
±0.4
65
168
14.5
22.5
95
7/4.2
12.6
2- 150
30
16.9
87
95
20
35
50
10
198
16.5
25.0
150
19/3.2
16.0
2- 200
34
+1.0
−0.2
19.5
±0.5
110
25
45
12
216
18.5
28.4
200
19/3.7
18.5
2- 240
21.0
240
19/4.0
20.0
4- 300 (2)
38
23.6
109
115
50
75
17.5
40±0.4
14
246
21
31.9
4
300
37/3.2
22.4
4- 400
44
27.2
120
264
24
37.1
400
37/3.7
25.9
6- 510 (3)
52
30.8
125
155
18
315
28.5
45.0
6
510
37/4.2
29.4
6- 660
60
34.8
165
361
32.5
52.0
660
61/3.7
33.3
6- 850
65
39.4
179
190
30
50±0.6
60
100
25
50±0.6
22
18
415
35
56.3
M16
850
61/4.2
37.8
6- 980
71
42.3
200
440
37.5
61.5
980
91/3.7
40.7
6- 1 260
76
47.9
246
486
40.5
65.8
1 260
91/4.2
46.2
1
2
C
2
8
0
4
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表3 硬アルミより線用端子(AA形)
1
3
C
2
8
0
4
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
種類
(記号)
呼び
図
各部の寸法 mm
使用ボルト
電線
D
d1
E
A
A1
A2
A3
B
B1
B2
C
d2
L
H
Dc
ねじ
の
呼び
本数
公称
断面積
mm2
より線
構成
本/mm
より線
外径
mm
AA
2-
55 (1)
22
+0.8
−0.2
10.2
±03
55
90
18
40±0.4
32
40
−
−
9
14
155
12.5
19.1
±0.5
M12
2
55
7/3.2
9.6
2-
95
26
13.3
±0.4
65
168
14.5
22.5
95
7/4.2
12.6
2- 150
30
16.9
87
95
20
35
50
10
198
16.5
25.0
150
19/3.2
16.0
2- 200
34
+1.0
−0.2
19.5
±0.5
110
25
45
12
216
18.5
28.4
200
19/3.7
18.5
2- 240
21.0
210
19/4.0
20.0
4- 300 (2)
38
23.6
109
115
50
75
17.5
40±0.4
14
246
21
31.9
4
300
37/3.2
22.4
4- 400
44
27.2
120
264
24
37.1
400
37/3.7
25.9
6- 510 (3)
52
30.8
125
155
18
315
28.5
45.0
6
510
37/4.2
29.4
6- 660
60
34.8
165
361
32.5
52.0
660
61/3.7
33.3
6- 850
65
39.4
179
190
30
50±0.6
60
100
25
50±0.6
22
18
415
35
56.3
M16
850
61/4.2
37.8
6- 980
71
42.3
200
440
37.5
61.5
980
91/3.7
40.7
6- 1 260
76
47.9
246
486
40.5
65.8
1 260
91/4.2
46.2
1
4
C
2
8
0
4
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表4 鋼心アルミより線用端子(S形)
1
5
C
2
8
0
4
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
種類
(記号)
呼び
図
各部の寸法 mm
使用ボルト
電線
D
d1
E
A
A1
A2
A3
B
B1
B2
C
d2
L
H
Dc
ねじ
の
呼び
本数
公称
断面積
mm2
より線構成
本/mm
より線
外径
mm
ア
ル
ミ
鋼
S
2-
58 (1)
22
+0.8
−0.2
11.5
±0.4
55
90
18
40±0.4
32
40
−
−
9 14
155
12.5
19.1
±0.5
M12
2
58
6/3.5
1/3.5
10.5
2-
95
26
14.6
65
168
14.5
22.5
95
6/4.5
1/4.5
13.5
2- 120
30
17.2
87
95
20
35
50
10
198
16.5
25.0
120
30/2.3
7/2.3
16.1
2- 160
19.4
160
30/2.6
7/2.6
18.2
2- 200
34
+1.0
−0.2
21.5
±0.5
110
25
45
12
216
18.5
28.4
200
30/2.9
7/2.9
20.3
4- 240 (2)
38
23.6
109
115
50
75
17.5
40±0.4
14
246
21
31.9
4
240
30/3.2
7/3.2
22.4
4- 330
42
26.6
120
260
23
36.4
330
26/4.0
7/3.1
25.3
4- 410
48
29.9
122
269
26
41.6
410
26/4.5
7/3.5
28.5
6- 610 (3)
60
35.7
165
155
18
361
32.5
52.0
6
610
54/3.8
7/3.8
34.2
1
6
C
2
8
0
4
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5 鋼心アルミより線用端子(SA形)
1
7
C
2
8
0
4
-1
9
9
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
種類
(記号)
呼び
図
各部の寸法 mm
使用ボルト
電線
D
d1
E
A
A1
A2
A3
B
B1
B2
C
d2
L
H
Dc
ねじ
の
呼び
本数
公称
断面積
mm2
より線構成
本/mm
より線
外径
mm
アル
ミ
鋼
SA
2-
58 (1)
22
+0.8
−0.2
11.5
±0.4
55
90
18
40±0.4
32
40
−
−
9
14
155
12.5
19.1
±0.5
M12
2
58
6/3.5
1/3.5
10.5
2-
95
26
14.6
65
168
14.5
22.5
95
6/4.5
1/4.5
13.5
2- 120
30
17.2
87
95
20
35
50
10
198
16.5
25.0
120
30/2.3
7/2.3
16.1
2- 160
19.4
160
30/2.6
7/2.6
18.2
2- 200
34
+0.1
−0.2
21.5
±0.5
110
25
45
12
216
18.5
28.4
200
30/2.9
7/2.9
20.3
4- 240 (2)
38
23.6
109
115
50
75
175
40±0.4
14
246
21
31.9
4
240
30/3.2
7/3.2
22.4
4- 330
42
26.6
120
260
23
36.4
330
26/4.0
7/3.1
25.3
4- 410
48
29.9
122
269
26
41.6
410
26/4.5
7/3.5
28.5
6- 610 (3)
60
35.7
165
155
18
361
32.5
52.0
6
610
54/3.8
7/3.8
34.2
18
C2804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
改正原案作成委員会 構成表
氏名
所属
(委員長)
前 田 吉 郎
三菱電機株式会社製造管理部
田 所 茂
古河電気工業株式会社裸線事業部
岡 野 幹 彦
住友電気工業株式会社裸線事業部
村 田 時 彦
旭電機株式会社第一技術部
本 間 善 勝
藤倉電線株式会社送電線技術部
岸 田 芳 夫
富士電機製造株式会社開閉装置部
丸 山 迪 昭
株式会社日立製作所技術部
武 田 美 明
東京芝浦電気株式会社技術管理部
松 本 博 之
電気事業連合会工務部
向 井 保
通商産業省工業技術院
宮 内 正 夫
社団法人日本電機工業会技術部
(事務局)
宮 川 清 孝
工業技術院標準部電気規格課