C 2802:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,炭素協会(JCA)/財
団法人 日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本
工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによってJIS C
2802:1984は改正され、この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,IEC 60136:1986,Dimensions of brushes
and brush-holders for electrical machinery及びAmendment1:1995を基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS C 2802には,次に示す附属書がある。
附属書1(参考)リード線の取付方法及びブラシ形状
附属書2(参考)JISと対応する国際規格との対比表
C 2802:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 寸法 ······························································································································ 3
4.1 厚さ,幅及び長さ ·········································································································· 3
4.2 厚さ,幅及び長さの許容差······························································································· 5
4.3 面取り寸法 ··················································································································· 6
4.4 下面角及び上面角 図 ···································································································· 6
4.5 加圧部 ························································································································· 7
4.6 リード線の埋込み深さ ···································································································· 8
4.7 ブラシの摩耗限度 ········································································································· 10
5. リード線 ······················································································································· 10
5.1 長さ ··························································································································· 10
5.2 長さの許容差 ··············································································································· 11
5.3 構成 ··························································································································· 11
5.4 取付方法 ····················································································································· 11
6. 端子 ····························································································································· 12
6.1 形状及び呼び方 ············································································································ 12
6.2 寸法及び許容差 ············································································································ 14
附属書1(参考)リード線の取付方法及びブラシ形状 ································································· 15
附属書2(参考) JISと対応する国際規格との対比表 ······························································· 19
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 2802:2003
電気機械用ブラシの寸法
Dimensions of brushes for electric machines
序文 この規格は,1986年に第2版として発行されたIEC 60136:1986,Dimensions of brushes and
brush-holders for electrical machinery及びAmendment1:1995を翻訳し,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書2に示す。
1. 適用範囲 この規格は,円筒形の整流子又はスリップリングに用いる電気機械用ブラシ(以下,ブラ
シという。)の寸法及びブラシホルダの内部寸法について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
IEC 60136:1986,Dimensions of brushes and brush-holders for electrical machinery 及び
Amendment1:1995 (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS C 3102 電気用軟銅線
JIS C 3103 電気機器巻線用軟銅線
JIS C 3664 絶縁ケーブルの導体
備考 IEC 60228 : 1978 Conductors of Insulated Cablesが,この規格と一致している。
JIS H 3100 銅及び銅合金の板及び条
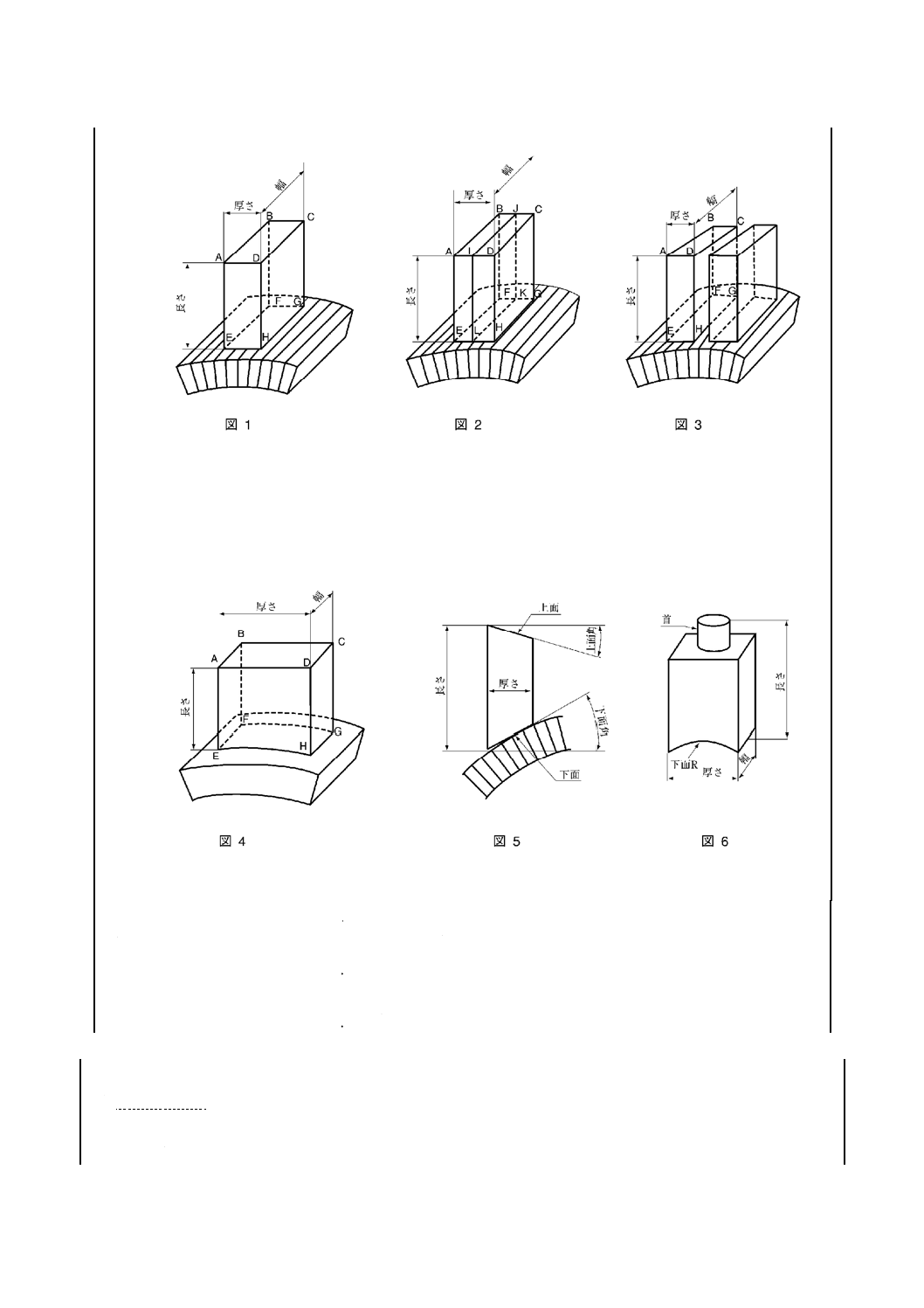
3. 定義 この規格で用いる主な用語の定義は,次による。
a) 名称 ブラシの厚さ,幅,長さ,上面,下面,側面,分割面,下面角,上面角,下面R,加圧部,首
及び縁は,図1〜6に示すもの。
なお,図1~3は整流子用ブラシを示し,図4はスリップリング用ブラシを示す。下面角は,図8.1
〜8.2に,上面角は,図9〜10にそれぞれ示す。また加圧部については,図11〜12に示す。
ブラシの寸法を標記する場合は,“厚さ×幅×長さ”によることとし,分割ブラシの場合は,その旨を
付記する。
備考 厚さとは,回転方向の寸法,幅とは,軸方向の寸法,長さとは,半径方向の寸法をいう。
2
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ABCD .......................................... 上面
AEFB, BFGC, CGHD, DHEA
側面
EFGH ........................................... 下面
AE, BF, CG, DH ............... 縁
IJKL ............................................. 分割面
b) 面取り ブラシの面取りとは,ブラシの縁を削って角を落とすことをいう。
c) 分割ブラシ 分割ブラシとは,図2に示すように,一つのブラシボックスに収められるブラシにおい
て,ブラシの厚さが二つ以上に 分割されているものをいい,2個に分割されたものを二分割ブラシ
という。
3
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) タンデムブラシ タンデムブラシとは,図3に示すように,一つのブラシホルダに2個のボックスを
もつブラシホルダに使用するものをいう。
4. 寸法
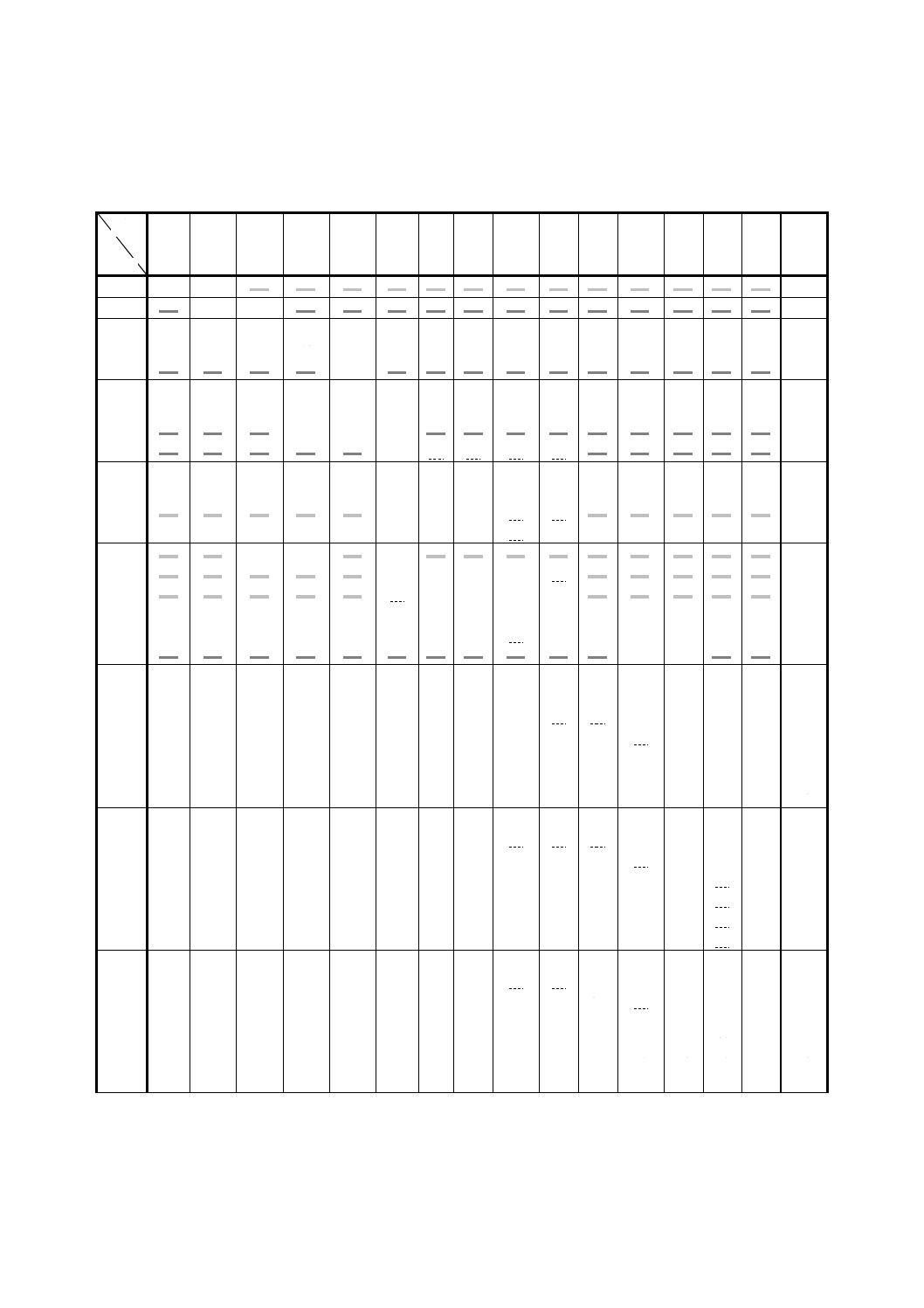
4.1
厚さ,幅及び長さ ブラシの厚さ,幅及び長さは,表1による。
4
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1
単位 ㎜
幅
厚さ
2
2.5
3.2
4
5
6.3
8
10
12.5
16
20
25
32
40
50
長さ
1.6
8
8
―
―
―
―
―
―
―
―
―
―
―
―
―
8
2
―
8
8
―
―
―
―
―
―
―
―
―
―
―
―
8
2.5
―
―
―
―
―
―
8
10
―
8
10
―
―
10
12.5
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
8
10
12.5
3.2
―
―
―
―
―
10
―
―
―
―
―
―
8
10
12.5
―
―
10
12.5
―
―
―
12.5
16
―
―
―
16
―
―
―
16
―
―
―
16
―
―
―
16
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
8
10
12.5
16
4
―
―
―
―
10
―
―
―
10
―
―
―
―
―
―
―
10
12.5
―
―
―
12.5
16
―
―
―
16
20
―
―
16
20
―
―
16
20
―
―
16
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
10
12.5
16
20
5
―
―
―
―
―
―
―
―
―
―
―
―
12.5
―
―
―
―
―
12.5
―
―
―
―
―
―
―
―
―
―
―
12.5
16
20
―
―
―
―
16
20
25
―
―
―
16
20
25
―
―
―
16
20
25
32
―
―
16
20
25
32
―
―
―
―
25
32
―
―
―
―
―
32
40
―
―
―
―
32
40
―
―
―
―
―
―
―
―
―
―
―
―
12.5
16
20
25
32
40
6.3
―
―
―
―
―
―
―
―
―
―
―
―
―
―
12.5
―
―
―
―
―
―
12.5
16
―
―
―
―
―
―
16
―
―
―
―
―
―
―
―
―
―
―
―
―
―
20
25
―
―
―
―
―
20
25
32
―
―
―
―
20
25
32
―
―
―
―
20
25
32
―
―
―
―
20
25
32
40
50
―
―
―
25
32
40
50
―
―
―
―
32
40
50
―
―
―
―
―
―
―
―
―
―
―
―
―
―
12.5
16
20
25
32
40
50
8
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
16
20
―
―
―
―
―
16
20
―
―
―
―
―
―
20
―
―
―
―
―
―
―
―
―
―
―
―
―
20
25
32
―
―
―
―
20
25
32
―
―
―
―
20
25
32
40
―
―
―
20
25
32
40
50
―
―
―
25
32
40
50
―
―
―
―
32
40
50
64
―
―
―
32
40
50
64
―
―
―
―
―
―
―
16
20
25
32
40
50
64
10
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
16
20
―
―
―
―
―
16
20
25
―
―
―
―
―
20
25
32
―
―
―
―
―
―
―
―
―
―
―
20
25
32
40
―
―
―
20
25
32
40
―
―
―
―
25
32
40
50
64
―
―
25
32
40
50
64
―
―
―
32
40
50
64
―
―
―
32
40
50
64
―
―
―
―
―
―
―
16
20
25
32
40
50
64
5
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
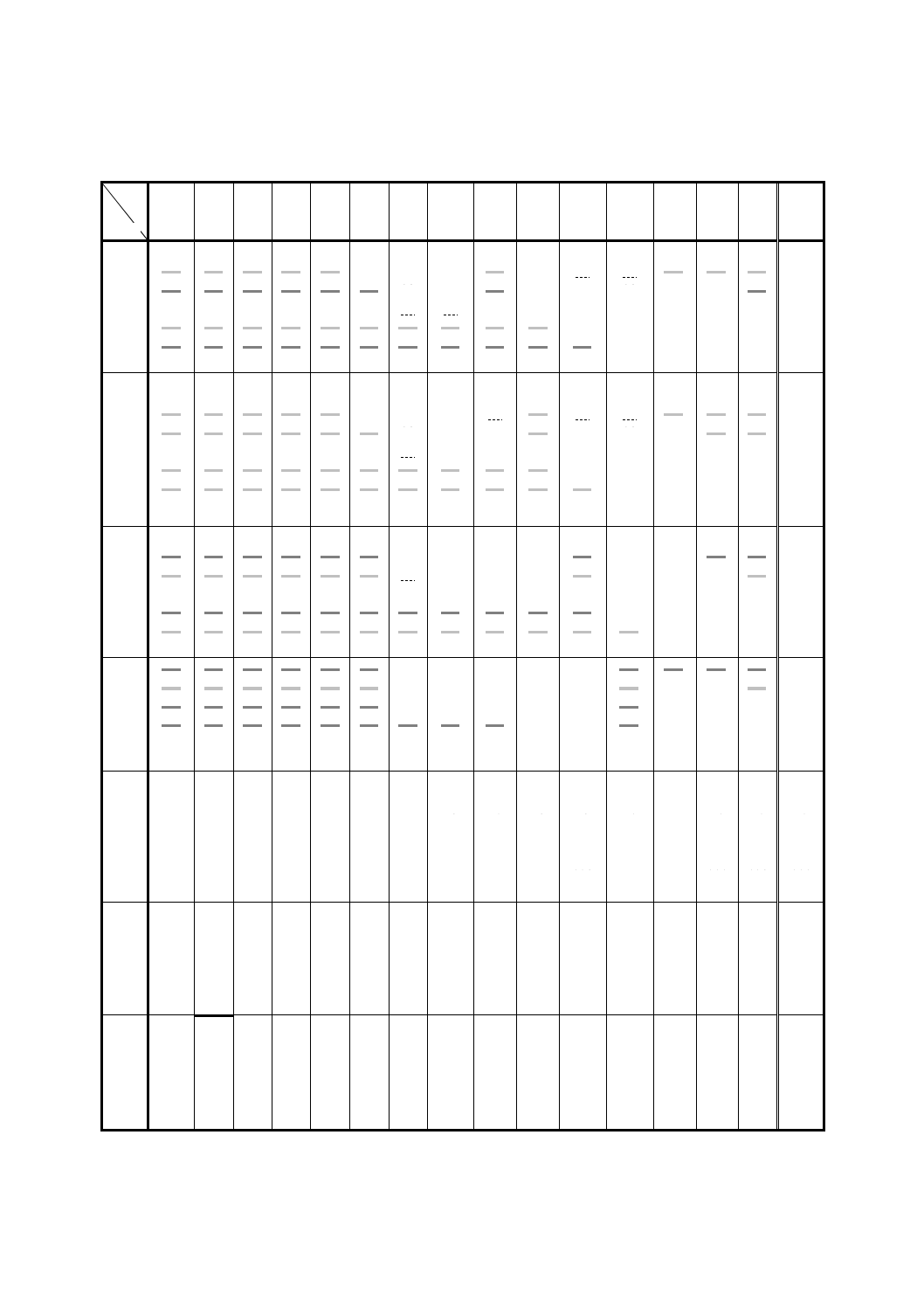
表1(続き)
単位 mm
幅
厚さ
2
2.5
3.2
4
5
6.3
8
10
12.5
16
20
25
32
40
50
長さ
12.5
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
20
25
―
―
―
―
―
―
25
32
40
―
―
―
―
25
32
40
―
―
―
―
―
―
―
―
―
―
―
25
32
40
―
―
―
―
25
32
40
50
―
―
―
25
32
40
50
64
―
―
―
32
40
50
64
80
―
―
32
40
50
64
80
―
―
―
―
50
64
80
20
25
32
40
50
64
80
16
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
20
25
―
―
―
―
―
―
25
32
40
―
―
―
―
25
32
40
―
―
―
―
25
32
40
―
―
―
―
―
―
―
―
―
―
―
25
32
40
50
―
―
―
25
32
40
50
64
―
―
―
32
40
50
64
80
―
―
―
40
50
64
80
―
―
―
―
50
64
80
20
25
32
40
50
64
80
20
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
25
32
40
―
―
―
―
25
32
40
―
―
―
―
―
32
40
50
―
―
―
―
32
40
50
―
―
―
―
―
―
―
―
―
―
―
32
40
50
64
―
―
―
32
40
50
64
80
―
―
―
40
50
64
80
―
―
―
―
50
64
80
100
25
32
40
50
64
80
100
25
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
32
40
50
―
―
―
32
40
50
―
―
―
32
40
50
―
―
―
32
40
50
64
―
―
32
40
50
64
―
―
―
―
―
―
―
―
―
40
50
64
80
―
―
40
50
64
80
100
―
―
50
64
80
100
32
40
50
64
80
100
32
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
32
40
50
64
―
―
―
32
40
50
64
―
―
―
32
40
50
64
80
―
―
32
40
50
64
80
100
―
―
40
50
64
80
100
125
―
―
―
―
―
―
―
―
40
50
64
80
100
125
―
―
50
64
80
100
125
32
40
50
64
80
100
125
40
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
40
50
64
―
―
―
40
50
64
80
―
―
40
50
64
80
100
―
40
50
64
80
100
125
40
50
64
80
100
125
―
―
―
―
―
―
―
―
―
80
100
125
40
50
64
80
100
125
50
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
40
50
64
80
100
―
40
50
64
80
100
125
―
50
64
80
100
125
―
―
64
80
100
125
―
―
―
―
―
―
40
50
64
80
100
125
備考 正方形断面の寸法の組合せは,推奨しない。
6
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
厚さ,幅及び長さの許容差 ブラシの厚さ,幅,長さ及びブラシボックスの内部寸法の許容差は,
表2による。
表 2
単位 mm
呼び寸法
ブラシの厚さ・幅の許容差 ブラシボックスの内部寸法
の許容差
ブラシとブラシボックスと
のすき間
ブラシ長さ
の許容差
最大
最小
差
最大
最小
差
最大
最小
1.6
2
2.5
−0.09
−0.03
0.06
+0.05
+0.01
0.04
0.14
0.04
±0.3
3.2
−0.09
−0.03
0.06
+0.07
+0.02
0.05
0.16
0.05
±0.3
4
5
−0.11
−0.03
0.08
+0.07
+0.02
0.05
0.18
0.05
±0.3
6.3
8
10
−0.11
−0.03
0.08
+0.09
+0.03
0.06
0.20
0.06
±0.3
12.5
16
−0.13
−0.04
0.09
+0.10
+0.03
0.07
0.23
0.07
±0.5
20
25
−0.13
−0.04
0.09
+0.12
+0.04
0.08
0.25
0.08
±0.5
32
40
50
−0.15
−0.05
0.10
+0.15
+0.05
0.10
0.30
0.10
±0.8
64
80
−0.15
−0.05
0.10
+0.18
+0.06
0.12
0.33
0.11
±0.8
100
125
−
−
−
−
−
−
−
−
±1.0
備考1. 分割ブラシの厚さ公差は,特に指定がなければ0.02㎜大きくする。ただし,ブラシの最大寸法は変えな
い。
表示例
8.0
04
.0
13
.0
04
.0
15
.0
40
25
16
±
−−
−−
×
×
(2分割)
2. 熱膨張の大きい金属黒鉛質ブラシなどでは,ブラシ製造業者の判断によって,使用者と協定のうえ,熱
膨張寸法だけ呼び寸法を小さくし,その縮小寸法に対し,上表の許容差を適用する。ただし,この場合
にもブラシは上表の呼び寸法で表示する。“表示例”中のa, bは“熱膨張しろ”を示す。
表示例
8.0
04
.0(
0.13
(
04
.0(
0.13
40
25
16
±
+
−
+
−
+
−
+
−
×
×
)
)
)
)
(
b
b
a
a
3. ブラシボックスの内部寸法の許容差は,垂直形ブラシホルダにおいてブラシの厚さ方向,幅方向ともに
適用する。ただし,ブラシの安定性が,ブラシとブラシボックスのすき間に依存しない場合(反動形ブラ
シホルダなど)には,受渡当事者間の協定によって厚さ方向のすき間の最大値を変更することができる。
7
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
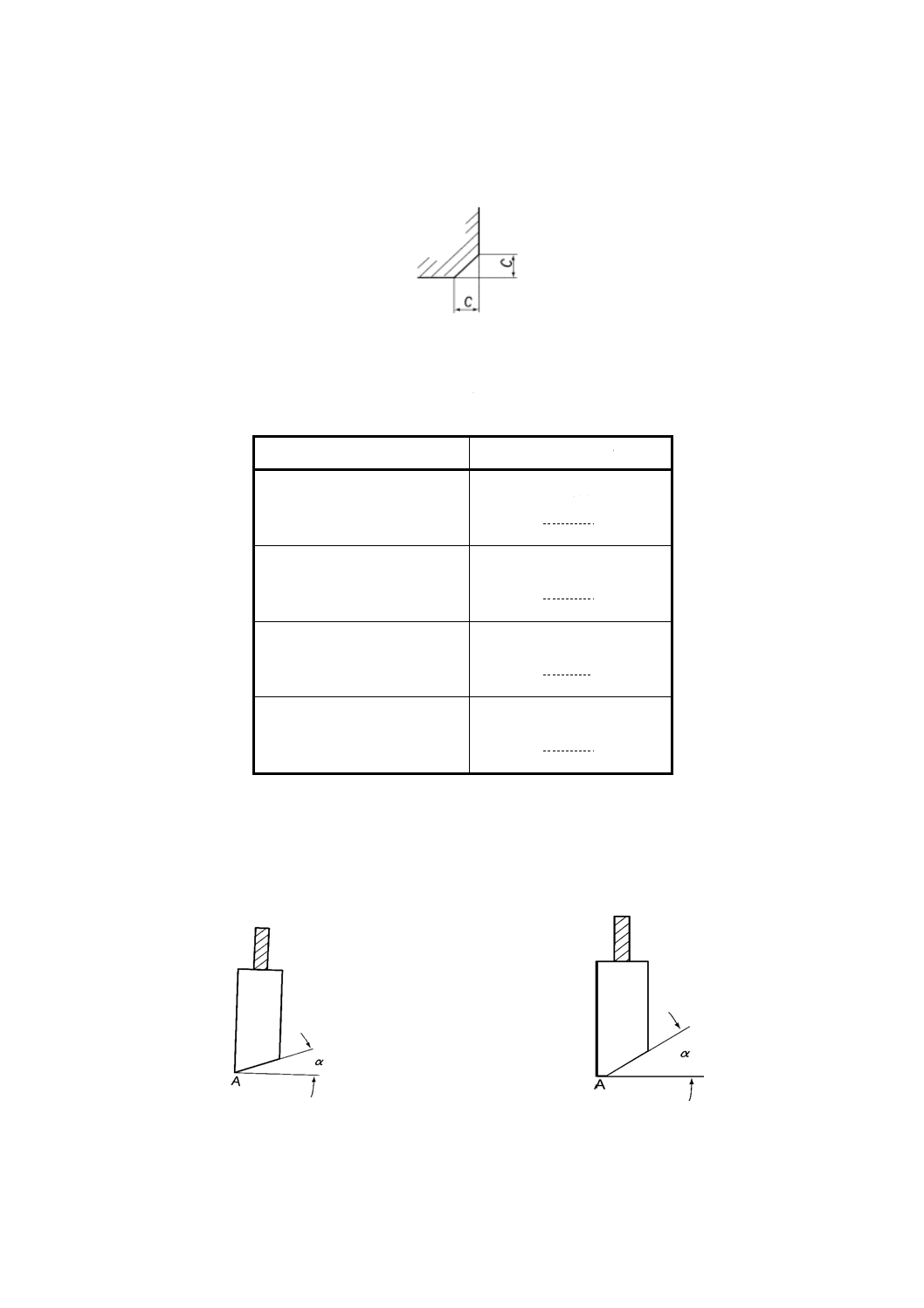
4.3
面取り寸法 ブラシの面取り寸法は,図7及び表3による。
図 7
表 3
単位 mm
ブラシの厚さ又は幅(1)
面取り寸法C
1.6
2
2.5
3.2
1.0
0
2.0
+
4
5
6.3
8
3.0
0
5.0
+
10
12.5
16
20
5.0
0
0.1
+
25
32
40
50
5.0
0
0.2
+
注(1) 厚さ又は幅のうち,いずれか小さい方の寸法とする。
4.4
下面角及び上面角 図8.1に示す下面角“α” は,次の角度が望ましい。角度の許容差は±1°とする。
α:0°, 7.5°, 15°, 22.5°, 30°, 37.5°
図8.1
図8.2
下面角“α” が15°を超え,厚さが8㎜を超えるときは,図8.2のように角部“A”に平らな部分を残
8
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
してもよい。
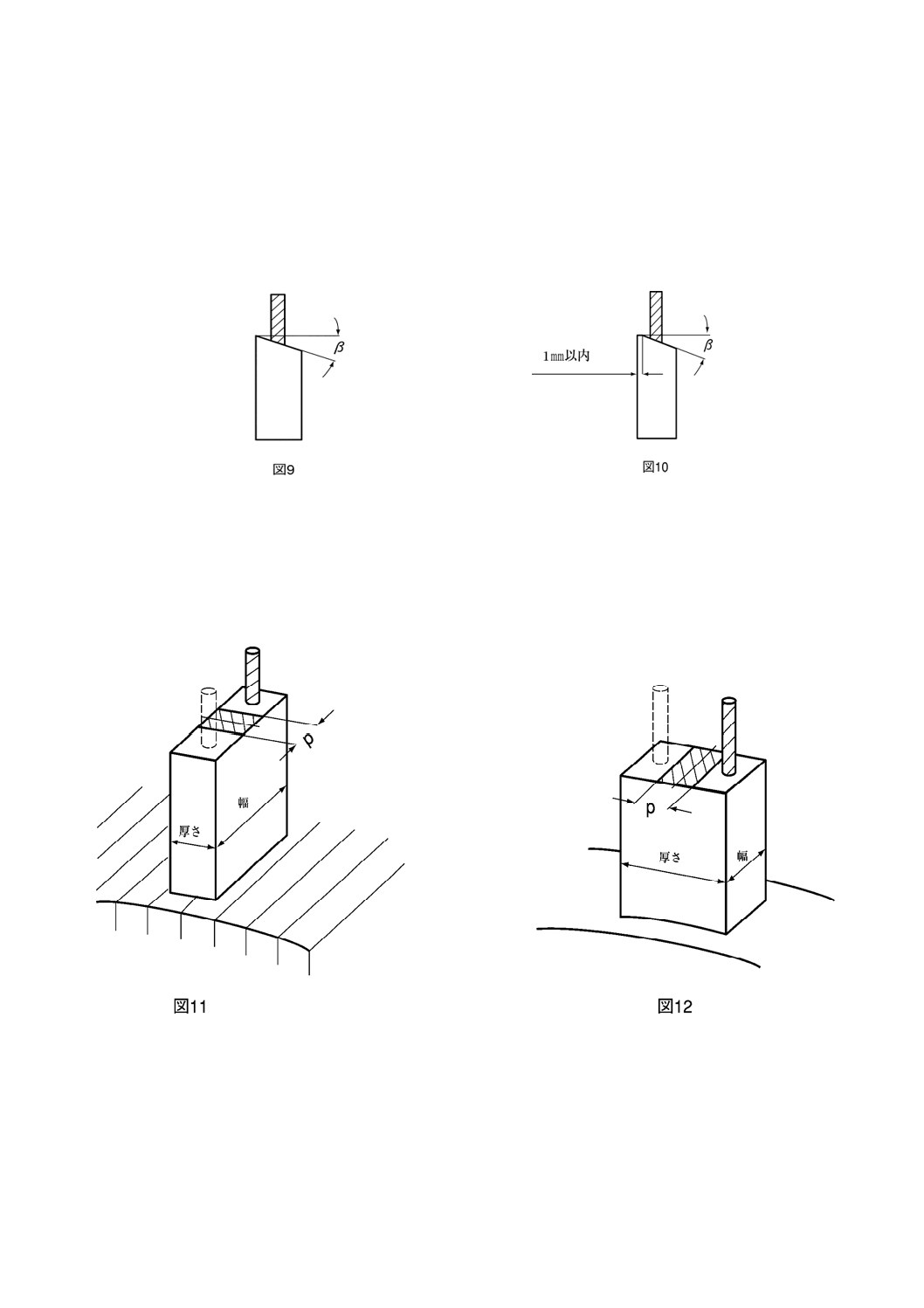
図9に示す上面角“β”は,次の角度が望ましい。角度の許容差は±1°とする。
β:0°, 7.5°, 15°, 22.5°, 30°, 37.5°, 45°
単位 mm
上面角“β”が15°を超えるときは,図10に示すように上部に1㎜幅以内の平らな面を残してもよい。
4.5
加圧部 ブラシの上面にはリード線を接続する部分のほかに,ばね機構の圧力を受けるため,図11
及び図12に示すようにブラシの上面の中心線に左右対称の加圧部が必要である。
加圧部の幅(p)の最小値を表4に示す。
9
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 4
単位 mm
幅(図11)又は厚さ(図12)
加圧部の幅(p)の最小値
12.5
6.3
16
6.3
20
10
25
12.5
32
16
40
20
50
25
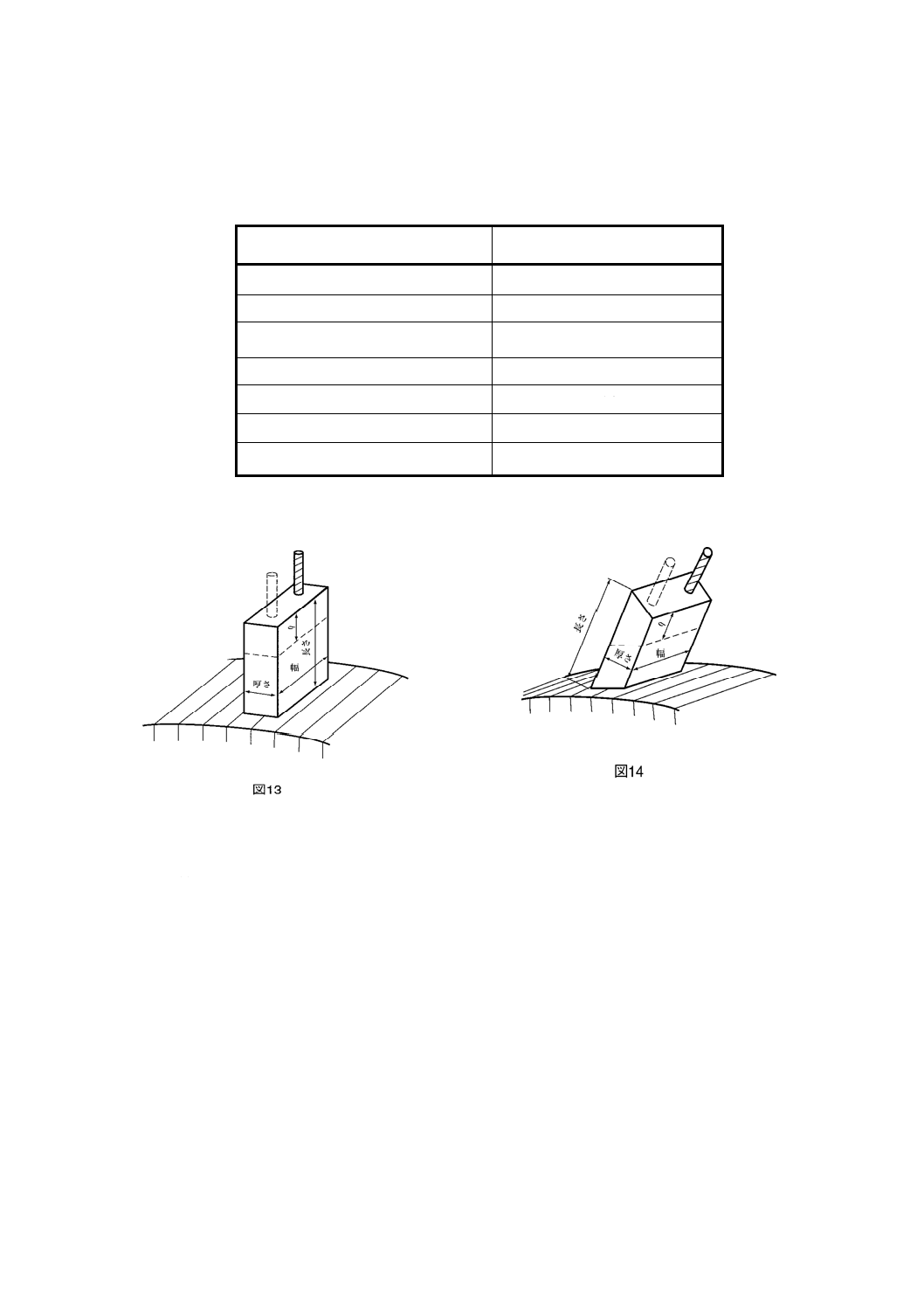
4.6
リード線の埋込み深さ リード線の埋込み深さ(q)とは,図13及び図14に示すものをいう。
q寸法は,長さに平行に(下面角,上面角のあるブラシは最短距離で)測定する。リード線の埋込み深さの
最大寸法は,厚さ,幅及びリード線の本数によって決まる。リード線が1本,2本及び4本の場合の埋込
み深さ(q)の最大値を表5に示す。
10
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
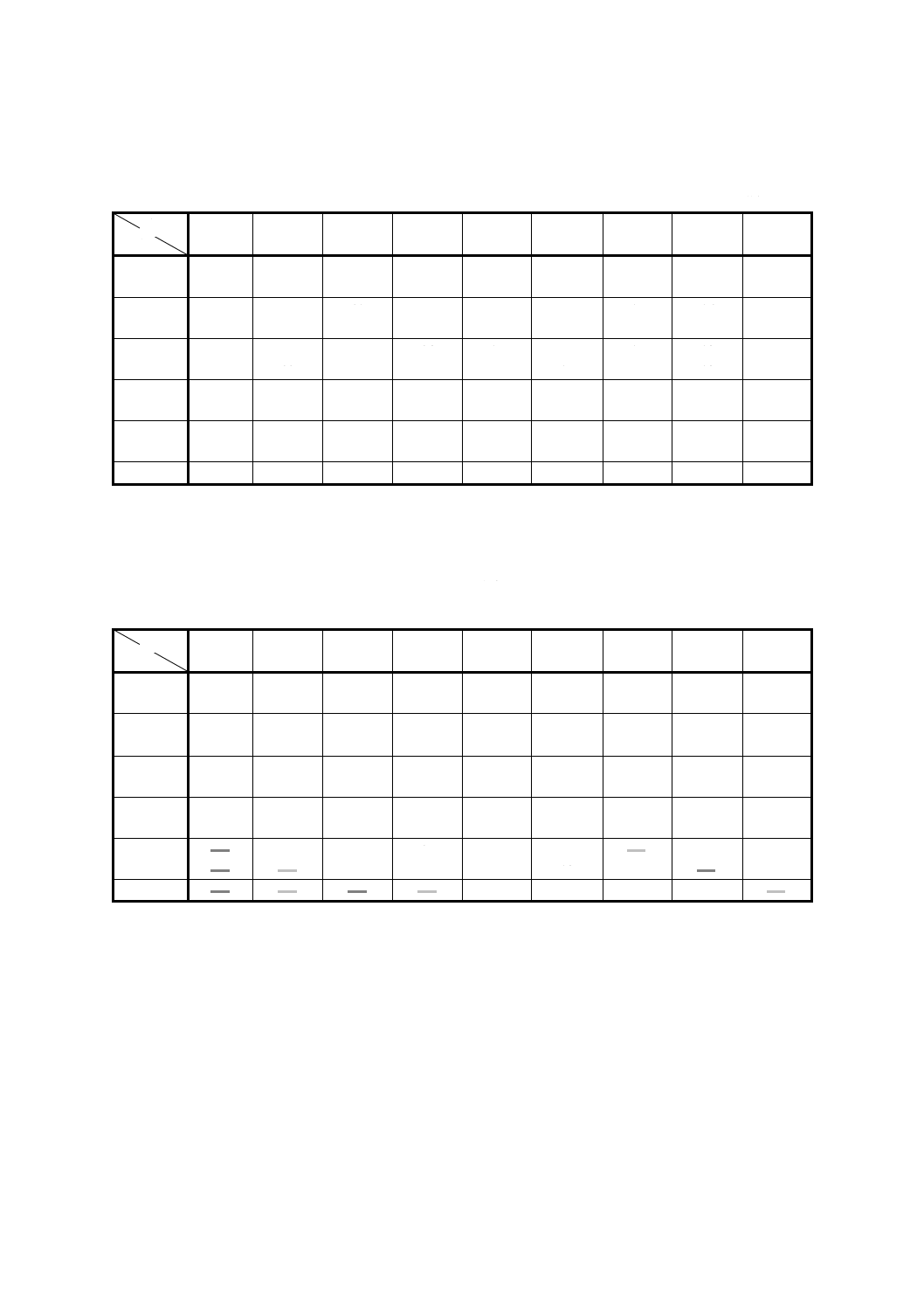
表 5
表 5.1(リード線1本)
単位 mm
幅
厚さ
8
10
12.5
16
20
25
32
40
50
5
6.3
7
8
8
9
9
10
10
11
11
12
12
13
13
14
―
―
―
―
8
10
―
10
10
―
11
12
12
13
13
14
14
15
15
16
16
17
―
―
12.5
16
11
12
12
13
―
14
14
―
15
16
16
17
17
18
18
18
―
―
20
25
13
14
14
15
15
16
16
17
―
18
18
―
18
―
―
―
―
―
32
40
―
―
16
―
17
18
18
18
18
―
―
―
―
―
―
―
―
―
50
―
―
―
―
―
―
―
―
―
表 5.2(リード線2本)
単位 mm
幅
厚さ
8
10
12.5
16
20
25
32
40
50
5
6.3
―
―
―
―
―
7
7
8
8
9
9
10
10
11
―
―
―
―
8
10
―
7
7
―
8
9
9
10
10
11
11
12
12
13
13
14
―
―
12.5
16
8
9
9
10
―
11
11
―
12
13
13
14
14
15
15
16
16
18
20
25
10
11
11
12
12
13
13
14
―
15
15
―
16
17
18
18
18
19
32
40
―
―
13
―
14
15
15
16
16
18
18
18
―
19
19
―
20
21
50
―
―
―
―
18
19
20
21
―
11
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 5.3(リード線4本)
単位 mm
幅
厚さ
8
10
12.5
16
20
25
32
40
50
5
6.3
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
8
10
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
12.5
16
―
―
―
―
―
―
―
―
―
―
―
―
―
―
―
13
13
14
20
25
―
―
―
―
―
―
―
―
―
―
―
―
13
14
14
15
15
17
32
40
―
―
―
―
―
―
―
13
13
14
14
15
―
17
17
―
19
21
50
―
―
―
―
15
17
19
21
―
備考 表の値を適用すると満足なリード線の取り付けができない場合は,使用者に必要なqの値を提
示する。
4.7
ブラシの摩耗限度 ブラシの摩耗限度は,リード線の埋込み深さ(q)よりも若干長めとする。使用者
との協定のうえ,ブラシの摩耗限度を示す線を入れることができる。
5. リード線
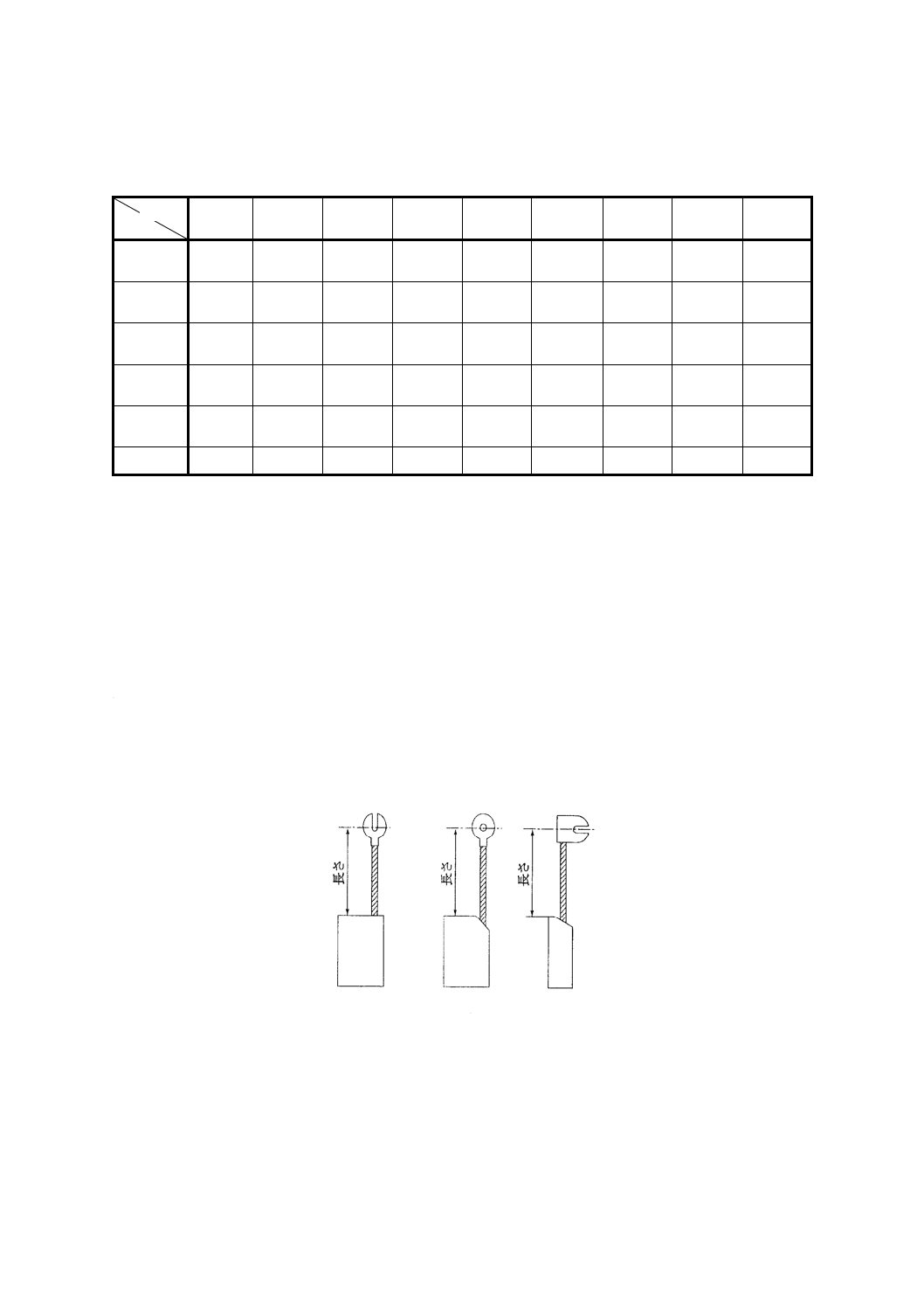
5.1
長さ リード線の長さとは,図15に示すものをいい,表6の16種類とする。
図 15
12
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
長さの許容差 リード線の長さの許容差は,表6による。
表 6
単位 mm
リード線の長さ
許容差
16
20
25
32
40
+3
0
50
56
63
71
80
90
100
+5
0
112
125
140
160
+8
0
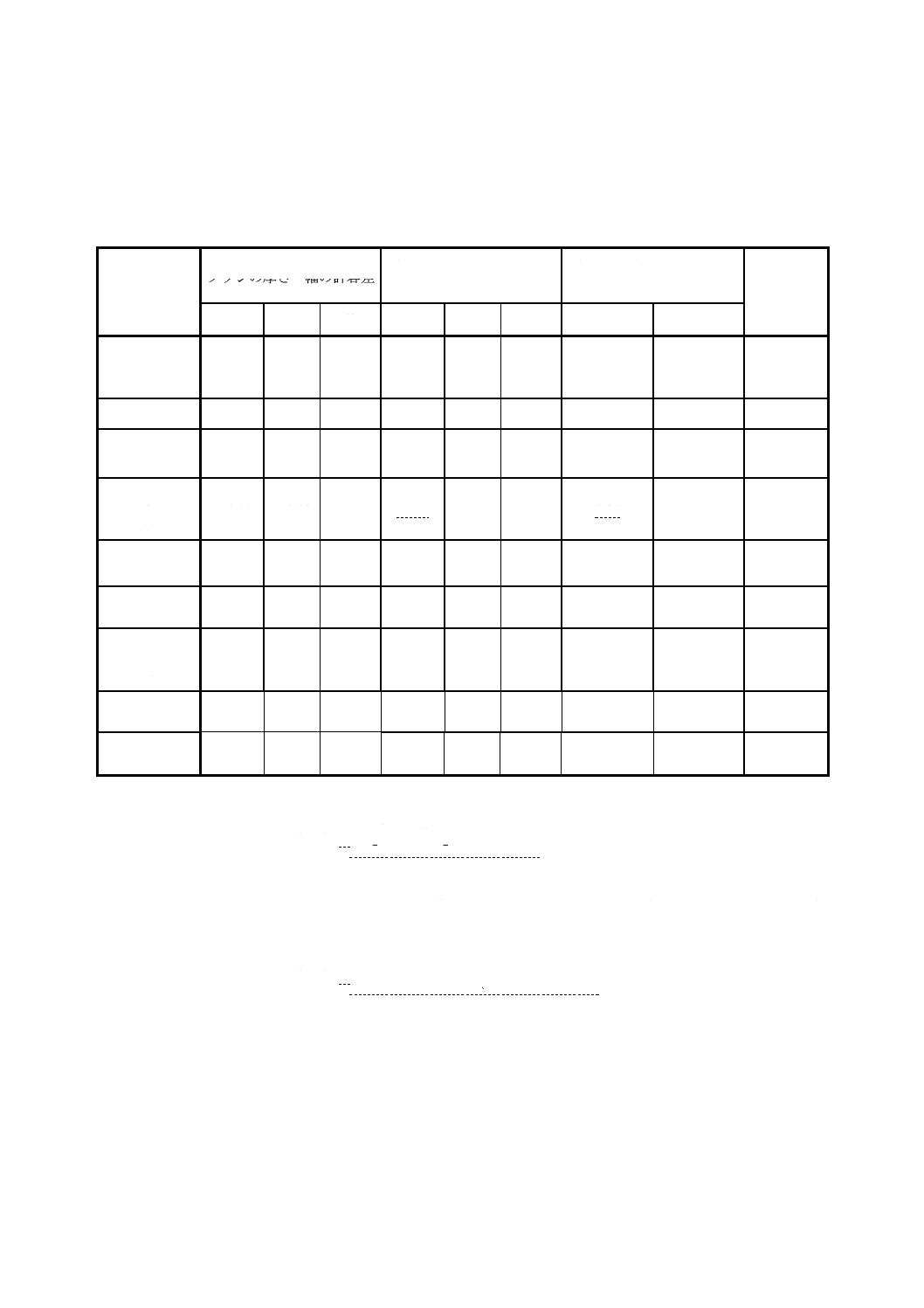
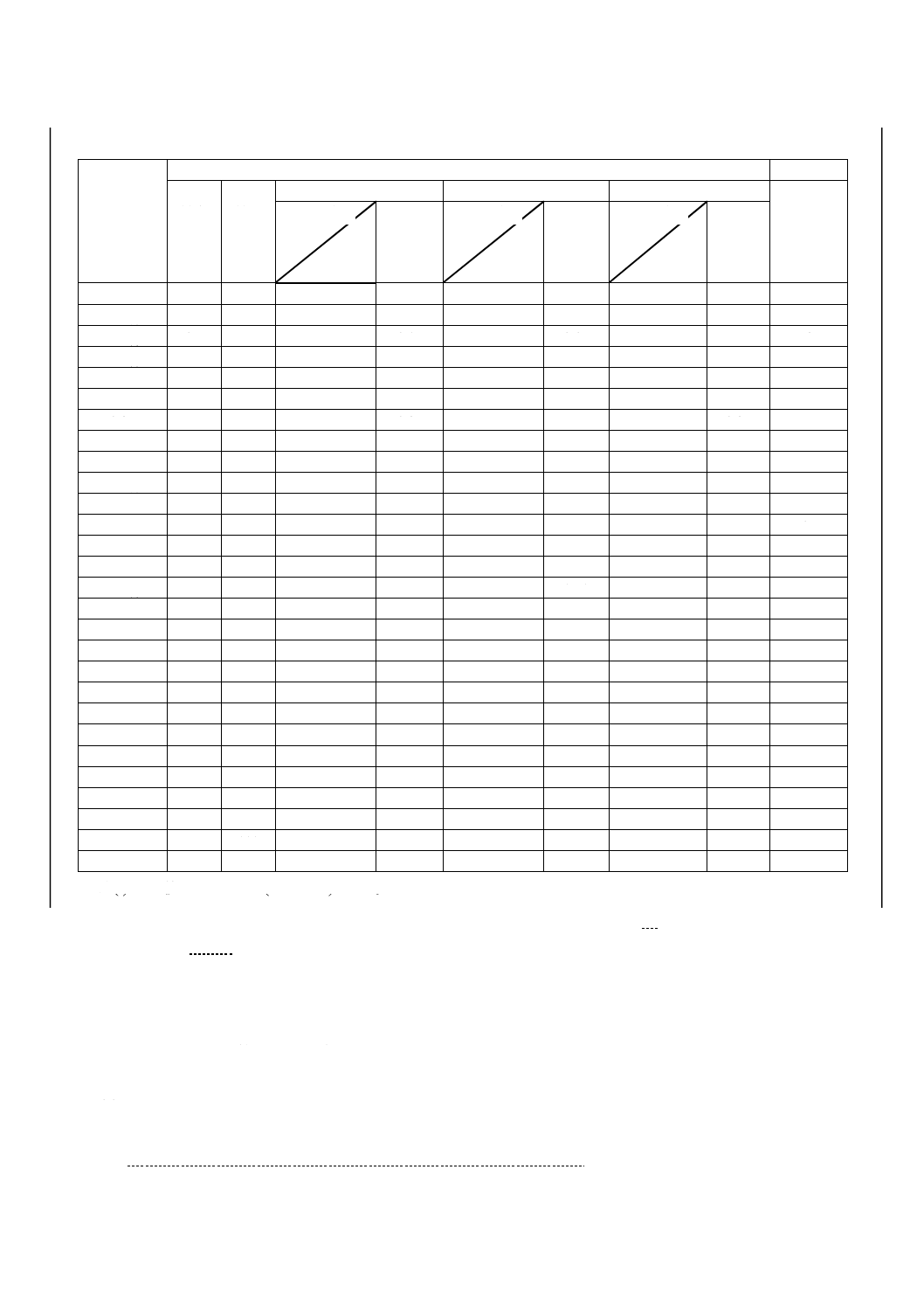
5.3
構成 リード線の構成は,表7による。
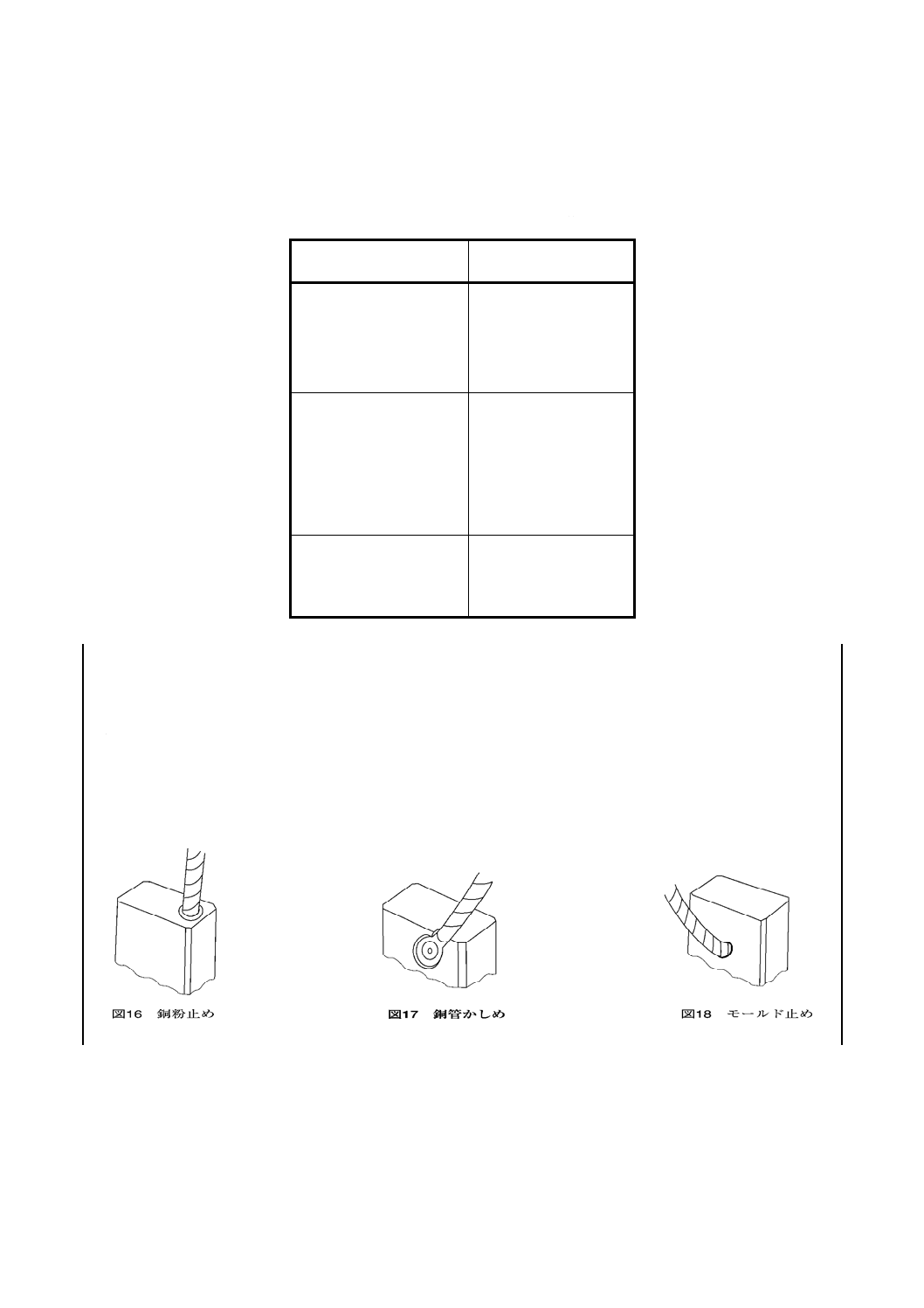
5.4
取付方法 リード線の取付方法は次のとおりとし,その例を図16,図17,図18に示す。
a) 銅粉止め リード線を取付け穴に差し込み,導電性の金属粉を充てんし,ブラシに取り付けたもの。
b) 銅管かしめ リード線を,銅管を用いてブラシにかしめて取り付けたもの。
c) モールド止め 成形の際に,あらかじめリード線をブラシ中に埋め込んだもの。
なお,リード線取付方法の詳細を,各種ブラシ形状に対し附属書1に示す。
13
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 7
公称断面積
mm2
推奨値
参考値
最大
外径
mm
最小
質量
g/m
素線径 0.05mm
素線径 0.08mm
素線径 0.10mm
許容電流
+15%
-10%
A
構成素線数
素線径
mm
計算
断面積
mm2
構成素線数
素線径
mm
計算
断面積
mm2
構成素線数
素線径
mm
計算
断面積
mm2
0.06
0.5
0.48
3/10/0.05
0.06
12/0.08
0.06
−
−
2
0.10(2)
0.6
0.72
3/17/0.05
0.10
20/0.08
0.10
−
−
3
0.15(2)
0.7
1.00
3/26/0.05
0.15
30/0.08
0.15
−
−
4
0.20(2)
0.8
1.40
3/34/0.05
0.20
40/0.08
0.20
−
−
4.8
0.25
1.0
2.00
3/42/0.05
0.25
3/17/0.08
0.26
−
−
5.5
0.30
1.1
2.20
3/51/0.05
0.30
3/20/0.08
0.30
−
−
6
0.35
1.1
2.80
3/60/0.05
0.35
3/23/0.08
0.35
3/15/0.10
0.35
7
0.40
1.2
2.90
−
−
3/27/0.08
0.41
3/17/0.10
0.40
8
0.50
1.3
4.00
−
−
3/33/0.08
0.50
3/21/0.10
0.49
9
0.75(2)
1.6
5.60
−
−
3/50/0.08
0.75
3/32/0.10
0.75
12
0.90
1.7
6.50
−
−
7/26/0.08
0.91
7/16/0.10
0.88
13
1.00
1.8
8.00
−
−
7/28/0.08
0.99
7/18/0.10
0.99
15
1.25
2.0
10
−
−
7/36/0.08
1.27
7/23/0.10
1.26
17.5
1.40
2.1
11
−
−
7/40/0.08
1.41
7/25/0.10
1.37
19
1.50(2)
2.2
13
−
−
7/43/0.08
1.51
7/27/0.10
1.48
20
2.00
2.4
16
−
−
7/57/0.08
2.01
7/36/0.10
1.98
24
2.50
2.7
20
−
−
7/71/0.08
2.50
7/46/0.10
2.53
28
3.20
3.0
26
−
−
7/91/0.08
3.20
7/58/0.10
3.19
32
3.50
3.2
28
−
−
7/100/0.08
3.52
7/64/0.10
3.52
34
4.00
3.3
32
−
−
7/114/0.08
4.01
7/73/0.10
4.01
38
4.50
3.5
36
−
−
7/127/0.08
4.47
7/82/0.10
4.15
40
5.50
3.7
44
−
−
7/157/0.08
5.52
7/100/0.10
5.50
45
6.00
4.2
48
−
−
7/170/0.08
5.98
7/109/0.10
5.99
50
6.50
4.4
52
−
−
−
−
7/119/0.10
6.54
53
8.00
4.7
64
−
−
−
−
7/146/0.10
8.03
60
10.00
5.3
80
−
−
−
−
7/182/0.10
10.01
75
12.50
5.9
100
−
−
−
−
7/7/32/0.10
12.32
85
16.00
6.7
128
−
−
−
−
7/7/42/0.10
16.16
100
注(2) この値はJIS C 3664 (IEC60228)による。
備考1. リード線に用いる銅線の材質は,素線径0.05㎜及び0.08㎜はJIS C 3103,素線径0.10㎜は
JIS C 3102による。
2. リード線がチューブで被覆されている場合には,受渡当事者間で協定のうえ,リード線の太
さを調整することができる。
3. 過電流又は冷却不十分の可能性がある場合には,受渡当事者間で協定のうえ,リード線の太
さを調整しなければならない。
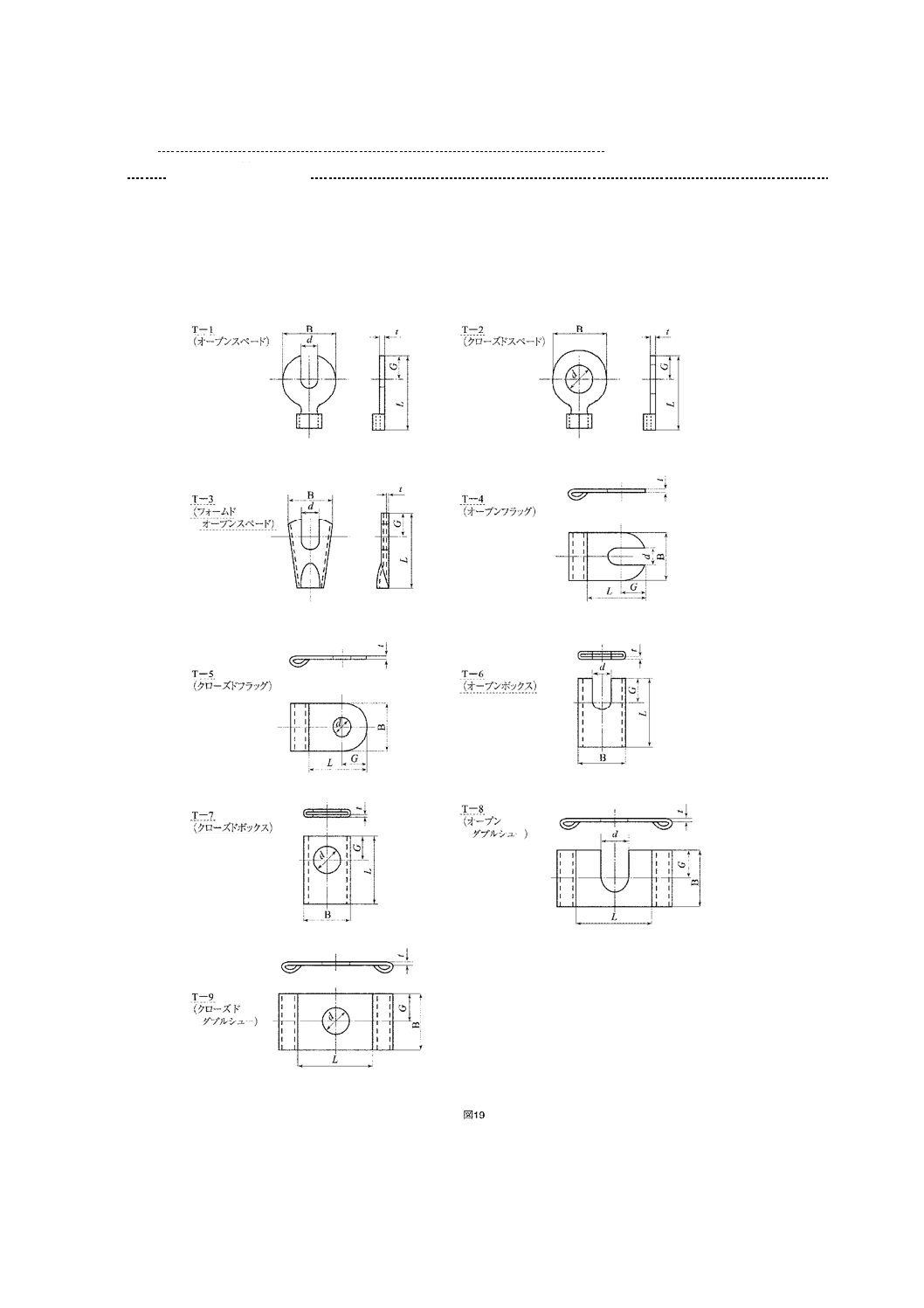
6. 端子
6.1
形状及び呼び方 端子の形状は,図19の9種類とし,その呼び方は,表8の記号又は名称及び取付
ねじの呼び径による。
例 形状がT-1で,取付ねじがM3の場合には,“T-1-3”とする。
14
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,図19には,括弧内に対応するIEC規格の呼称を示す。
備考 端子の材質は,JIS H 3100のC1100P又はC2801Pに規定するものと同等又はそれ以上のもの
とする。
15
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
寸法及び許容差 端子の寸法及びその許容差は,表8による。
表 8
単位 mm
記号又は名称
取付ねじ
(呼び径)
寸法
d
B
G
L
t
T-1
(オープンスペード)
T-2
(クローズドスペード)
M3
M4
M5
M6
M8
M10
2.
0
2.0
5.3
+−
3.0
1.0
5.4
+−
3.0
1.0
5.5
+−
3.0
1.0
5.6
+−
3.0
1.0
5.8
+−
3.0
1.0
5.
10
+−
8±0.3
10±0.3
13±0.4
16±0.4
19±0.5
23±0.5
4
5
6.5
8
9.5
12
12±1
15±1
20±1
24±1
29±1
40±1
0.5, 0.8
0.8
0.8, 1.0
1.0
1.0, 1.2
1.2
T-3
(フォームドオープン
スペード)
M5
M6
M8
3.0
1.0
5.5
+−
3.
0
1.0
5.6
+−
3.0
1.0
5.8
+−
13±0.8
16±0.8
19±1
6.5
8
9.5
20±1.5
24±1.5
29±1.5
0.4, 0.5
0.4, 0.5
0.4, 0.5
T-4
(オープンフラッグ)
T-5
(クローズドフラッグ)
M3
M4
M5
M6
M8
M10
2.0
2.
0
5.3
+−
3.0
1.0
5.4
+−
3.0
1.0
5.
5
+−
3.0
1.0
5.6
+−
3.0
1.0
5.8
+−
3
.
0
1
.
0
5.
10
+−
8±0.3
10±0.3
13±0.4
16±0.4
19±0.5
23±0.5
4
5
6.5
8
9.5
12
8 以上
10 以上
13 以上
16 以上
19 以上
25 以上
0.5, 0.8
0.8
0.8, 1.0
1.0
1.0, 1.2
1.2
T-6
(オープンボックス)
T-7
(クローズドボックス)
M5
M6
M8
M10
3.0
1.
0
5.5
+−
3.0
1.0
5.6
+−
3.0
1.0
5.8
+−
4
.
0
1
.
0
5.
10
+−
13±0.8
16±0.8
19±1
23±1
6.5
8
9.5
11.5
20±1
24±1
29±1
35±1
0.4, 0.5
0.4, 0.5
0.6, 0.8
0.6, 0.8
T-8
(オープンダブルシュー)
T-9
(クローズドダブルシュー)
M4
M5
M6
M8
M10
3.0
1.0
5.4
+−
3.0
1.0
5.5
+−
3.0
1.0
5.6
+−
3.0
1.0
5.8
+−
3.0
1.0
5.
10
+−
10±1
14±1
16±1
20±1
23±1
5
7
8
10
12
10 以上
12 以上
14 以上
18 以上
26 以上
0.8, 1.0
0.8, 1.0
1.0, 1.2
1.0, 1.2
1.2
備考1. 寸法のうち許容差の記入のないもの(tを除く)は,それぞれ“G寸法±10%” の許容差とする。
2. T-8のt寸法は,取付ねじM4及びM5の場合に“1.2”に,また,取付ねじM6及びM8の場合
に“1.5”とすることができる。
16
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)リード線の取付方法及びブラシ形状
この附属書は,本体及び附属書(参考)に関連する事柄を補足するもので,規定の一部ではない。
a) リード線なし (記号C1-1〜C1-10)
17
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 銅粉止め (記号C2-1〜C2-9)及びモールド止め(記号C2-10〜C2-12)
18
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 鋼管かしめ (記号C4-1〜C4-21,C5-1〜C5-18)
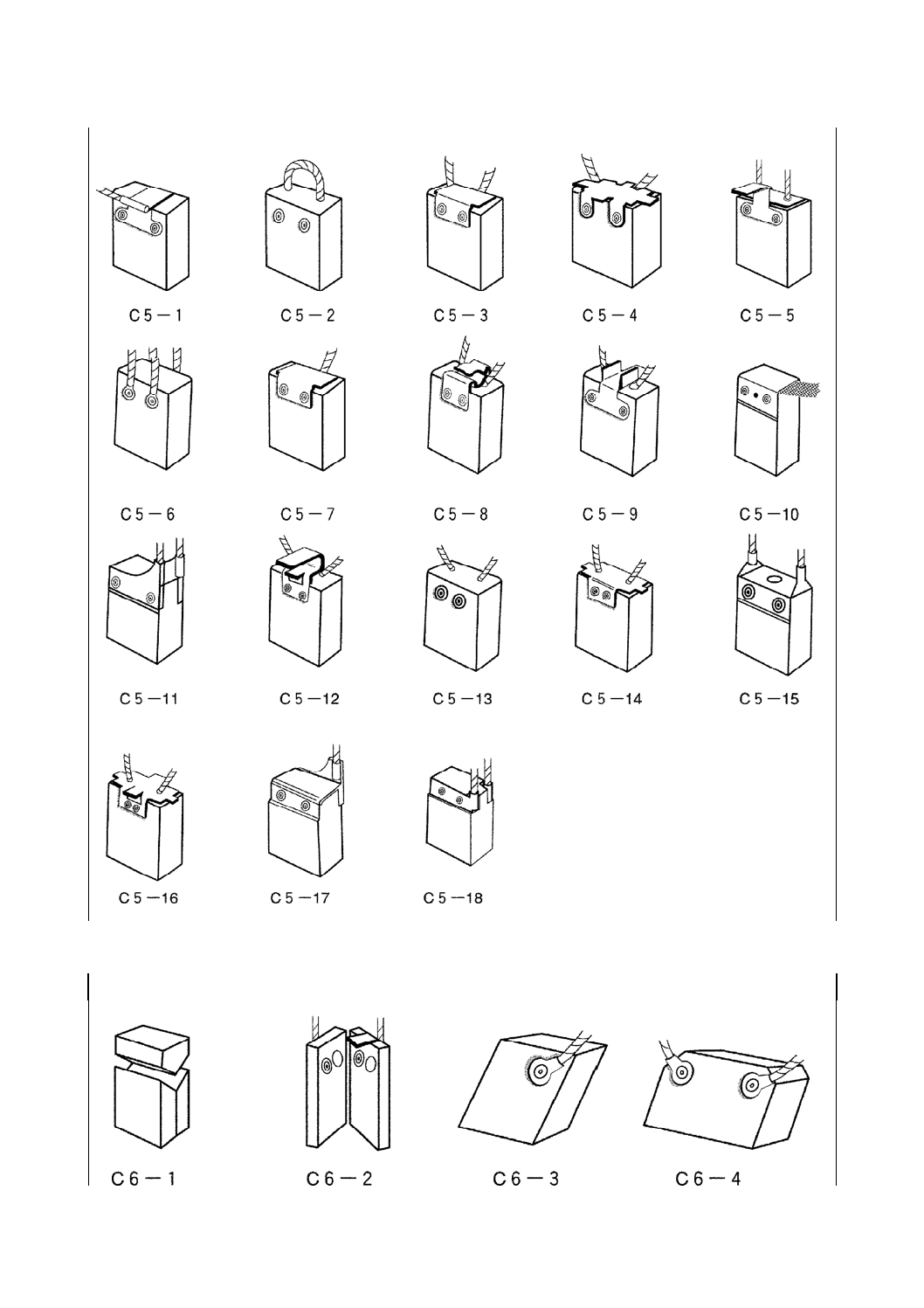
19
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 分割及びひし形(記号C6-1〜C6-4)
20
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) JISと対応する国際規格との対比表
JIS C 2802:2002 電気機械用ブラシの寸法
IEC 60136:1986,Amd.1:1995 電気機械用ブラシとブラシホル
ダの寸法
(Ⅰ) JISの規定
(Ⅱ) 国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差
異の項目ごとの評価及びその内
容
(Ⅴ) JISと国際規格との技術
的差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
1.適用
範囲
整流子又はスリッ
プリングに用いる
電気機械用ブラシ
の寸法及びブラシ
ホルダ
IEC 60136
第1章
1.
主要寸法及び許容差
JISに同じ
IDT
−
−
2.引用
規格
JIS C 3102
JIS C 3103
JIS H 3100
JIS C 3664
IEC 60228
ISO 68
ISO Recommendation
388
MOD/追加
IDT
MOD/削除
MOD/削除
JIS C 3102,JIS C 3103は表7
を作成するために引用した。
JIS H 3100は,“6.端子”で
端子の材質を明らかにするた
めに引用した。
引用箇所が参考に近く,削除
した。
3.定義 ブラシの厚さ,幅,
長さ,上面,下面,
側面,分割面,下面
角,上面角,下面R,
首及び縁
2.
寸法表示のための文字
記号及び寸法の表示方
法
MOD/変更
IECは寸法表示を
記号で表示してい
るが,JISでは文
字で表示。
日本の商習慣の実態を考慮し
たが,次回の改正時,IEC規
格との整合化を含め検討す
る。
4.寸法 4.1厚さ,幅及び
長さ
4.2ブラシの厚さ,
幅及び長さの許容
差
6.
5.
3.
4.
ブラシの厚さ,幅及び
長さの寸法
ブラシ及びブラシホル
ダの厚さ,幅及び長さ
の許容差
標準寸法
マーク(メートル及び
インチ表示のマーク)
MOD/追加
MOD/変更
MOD/削除
MOD/削除
本体の表1の下線
部(点線)。
寸法許容差の単位
が異なる。JISは
ミリメートルであ
るのに対し,IEC
はマイクロメート
ル。
JISには“標準寸
法”及び“マーク”
の項目はない。
日本の市場の現状に即し,独
自の組合せを追加した。追加
した組合せは,今後IECへ提
案する予定。
許容差の寸法単位はミリメー
トルとし,数値は丸めた。
JISでは,“標準寸法”は表1
に含む。寸法単位はメートル
法だけ。
21
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS C 2802:2002 電気機械用ブラシの寸法
IEC 60136:1986,Amd.1:1995 電気機械用ブラシとブラシホルダ
の寸法
(Ⅰ) JISの規定
(Ⅱ) 国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差
異の項目ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
4.3面取り寸法
4.4下面角及び上
面角
4.5加圧部
4.6リード線の埋
込み深さ
4.7ブラシの摩耗
限度
第2章
7.
7.1
7.2
7.3
7.4
7.5
ブラシの細部寸法−
端子,リード線
ブラシの細部寸法
ブラシの面取り
下面角及び上面角
加圧部
リード線の埋込み深
さ
ブラシの摩耗限度
MOD/変更
IDT
IDT
IDT
IDT
国際規格は種類ご
とに“面取寸法C”
を規定している。
−
−
−
−
JISの内容(種類をグループ化
して数値を規定)がより現実的
なので将来,IECへ修正提案す
る予定。
−
−
−
−
5.リー
ド線
5.1長さ
5.2長さの許容差
8.6
リード線の長さ
IDT
−
−
5.3構成
8.7
リード線の詳細
MOD/追加
国際規格に対し,
公称断面積で
“0.3”“0.4”
“0.9”“1.4”“35”
“4.5”“5.5”
“6.5”(単位:mm2)
とその数値を,ま
た項目として素線
径,構成素線数及
び計算断面積を加
えている。
国際規格に対し,JISで追加し
た公称断面積及び素線に関す
る規定を,追加するよう提案す
る。
5.4取付方法
MOD/追加
この国際規格で
は,規定していな
い。
取付方法の規定は実用上不可
欠であるため規定した。
6.端子
6.1形状及び呼び
方
6.2寸法及び許容
差
8.
8.1
8.2
8.3
8.4
8.5
ブラシの端子
(形状及び寸法)
MOD/変更
端子の種類ごとの
寸法及び寸法許容
差を変更。また,
呼称に関しては,
JISの呼称及び国
際規格のそれを併
記している。
寸法及びその許容差について
は,国内に幅広く普及している
ため,現時点で国際規格に完全
に整合させることは困難であ
る。次回改正時,国際規格との
整合化を含め検討する。
22
C 2802:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS C 2802:2002 電気機械用ブラシの寸法
IEC 60136:1986,Amd.1:1995 電気機械用ブラシとブラシホルダ
の寸法
(Ⅰ) JISの規定
(Ⅱ) 国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差
異の項目ごとの評価及びその内容
(Ⅴ) JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
8.8
端子の許容電流
MOD/削除
JISでは規定して
いない。
国際規格の許容電流の規定は,
国内で普及している製品の実
態と異なり,また,その根拠も,
不明確なためJISでは規定しな
い。IECに改正提案を行う予定
である。
附属書
A
ブラシホルダの詳細
MOD/削除
JISでは規定して
いない。
この項目はブラシの仕様に直
結しない参考的規定であり,ま
た国内の実状とも異なるため,
JISでは規定しない。今後,IEC
に対し,参考であることを明記
するよう提案する。
附属書
B
ブラシのユーザーに
対する技術的質問書
MOD/削除
JISでは規定して
いない。
この項目はブラシの仕様に直
結しない参考的規定であり,ま
た国内の実状とも異なるため,
JISでは規定しない。今後,IEC
に対し,参考であることを明記
するよう提案する。
附属書
C
ブラシの物理特性試
験法及びリード線接
続部の電気抵抗測定
法
MOD/削除
JISでは規定して
いない。
この項目は国内で一般に行わ
れている方法と異なるため,JIS
では規定しない。今後,IECに
対し,改正を提案する。
附属書
D
スペード,フラッグ
及びダブルシュー端
子の厚さの推奨値
MOD/削除
JISでは規定して
いない。
この項で規定している数値は,
国内の実状と異なるため,JIS
では規定しない。今後IECに対
し,改正を提案する。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異はない。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。