2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C2801-1995
整流子片
Commutator bars
1. 適用範囲 この規格は,電気機器の整流子に用いる整流子片について規定する。
備考1. この規格の引用規格を,次に示す。
JIS H 0321 非鉄金属材料の検査通則
JIS H 1201 銅製品分析方法
JIS H 2121 電気銅地金
JIS Z 2243 ブリネル硬さ試験方法
JIS Z 2244 ビッカース硬さ試験方法
JIS Z 2246 ショア硬さ試験方法
JIS Z 8601 標準数
2. この規格の対応国際規格を,次に示す。
IEC 356 (1971) Dimensions for commutators and slip-rings.
2. 種類,記号及び材料 整流子片の種類,記号及び材料は,表1のとおりとする。
表1 種類,記号及び材料
種類
記号
材料
1種
CMB1
銅 (JIS H 2121)
2種
CMB2
銀入銅
(JIS H 2121及び純良な銀)
3種
CMB3
4種
CMB4
3. 品質
3.1
外観 整流子片は,仕上げ良好,品質均一で,使用上有害な欠点があってはならない。
3.2
化学成分 化学成分は,表2による。
表2 化学成分
種類
化学成分
%
Cu
Cu+Ag
Ag
1種
99.9以上
−
−
2種
−
99.9以上
0.15〜0.25
3種
−
99.9以上
0.08〜0.12
4種
−
99.9以上
0.06〜0.10
3.3
硬さ 硬さは,表3によるほか,附属書による。
2
C2801-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 硬さ
寸法
硬さ
300 ℃1時間加熱後の硬さ
A
mm
C
mm
ビッカース硬さ
HV20
ショア硬さ
HS
ビッカース硬さ
HV20
ショア硬さ
HS
1種
2種,3種,4種
1種
2種,3種,4種
2種
3種
2種
3種
5未満 60以下
108以上
110以上
20以上
21以上
108以上
103以上 20以上 18以上
60を超え
105以上
108以上
19以上
20以上
105以上
103以上 19以上 18以上
5以上10未満
60以下
105以上
108以上
19以上
20以上
105以上
103以上 19以上 18以上
60を超え
103以上
105以上
18以上
19以上
103以上
100以上 18以上 17以上
10以上15未満 60以下
103以上
103以上
18以上
19以上
103以上
100以上 18以上 17以上
60を超え
100以上
103以上
17以上
18以上
100以上
98以上 17以上 16以上
15以上
60以下
100以上
100以上
17以上
18以上
100以上
98以上 17以上 16以上
60を超え
98以上
100以上
16以上
17以上
98以上
98以上 16以上 16以上
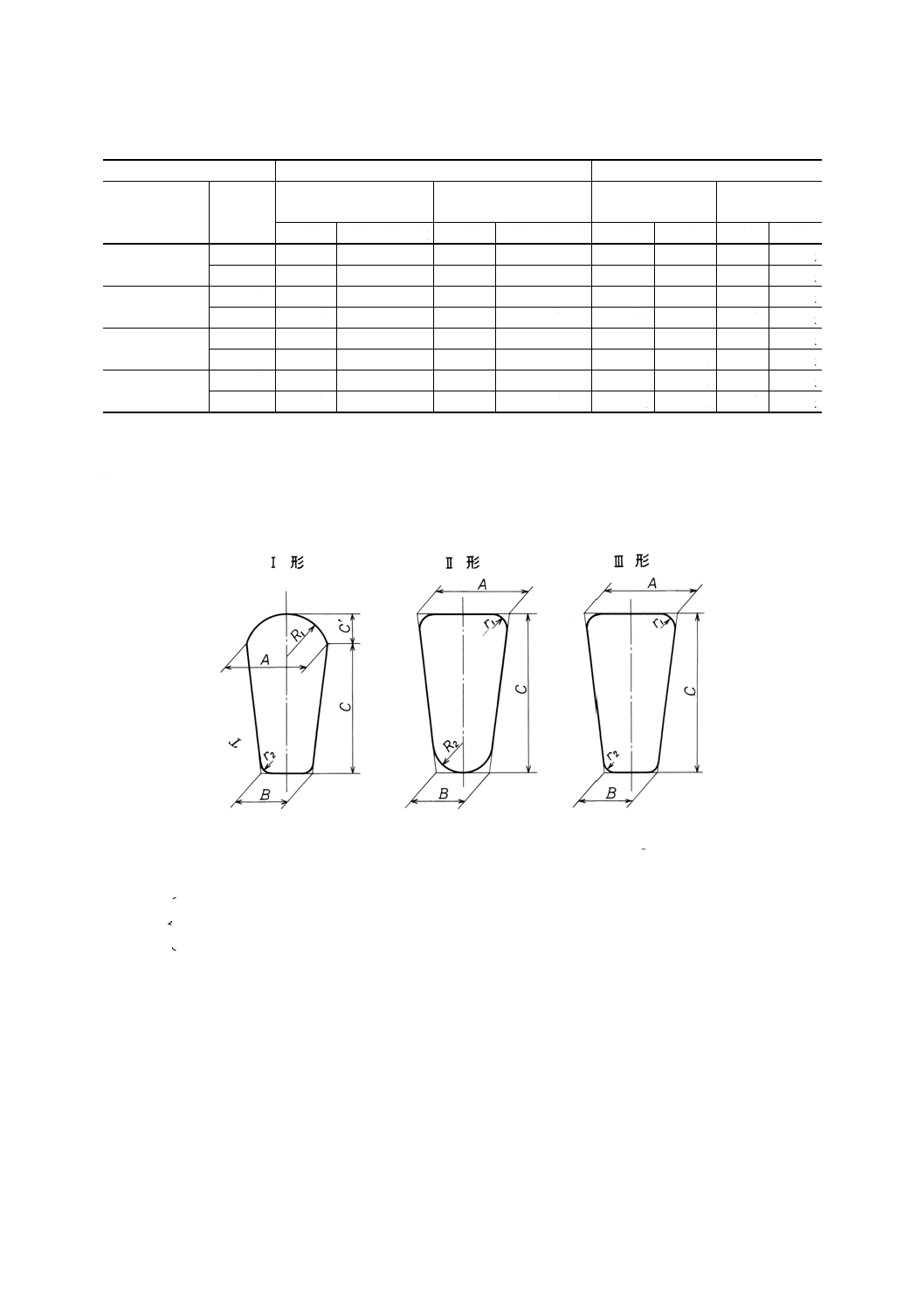
4. 形状,寸法及び許容差 形状,寸法及び許容差は,次によるほか,附属書による。
(1) 形状 整流子片の長手方向に垂直な断面の形状は,図1の3形式とし,くさび形の両断面は平たんで
なければならない。両端は,長さの方向に正しく直角に切断しなければならない。
図1 整流子片の形状
(2) 寸法 整流子片の標準寸法範囲は,次による。
A=1.2〜25mm B=0.5〜20mm C=5〜125mm C′=1〜1.5mm R1=2
1
A以上 R2=約2
1
B
r1=約0.4mm
r2= Bが5mm未満のとき,約2
1
B
Bが5mm以上のとき,約2.5mm
長さの指定方法は,単尺,倍尺及び定尺のいずれかとする(1)。
注(1) 単尺とは,切断しないでそのまま1枚の整流子片として用いるときの指定方法をいう。
倍尺とは,注文者がそれから取る整流子片の長さ,枚数及び切りしろを指定するときの指定
方法をいう。
定尺とは,注文者が全体の長さを指定するときの指定方法をいう。
(3) 寸法の許容差
(a) A,B及びCの寸法の許容差 A,B及びCの寸法の許容差は,表4による。
3
C2801-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 寸法の許容差
単位 mm
A
C
B
A−
許容差
A
B
C (2)
10以上
0.02以上
±0.05
±0.05
+0.04
0
10未満
±0.04
±0.04
−
0.02未満
±0.035
±0.035
±0.04
0
備考
ゲージ限界線によって測定 直接測定
注(2) I形の場合C+C′
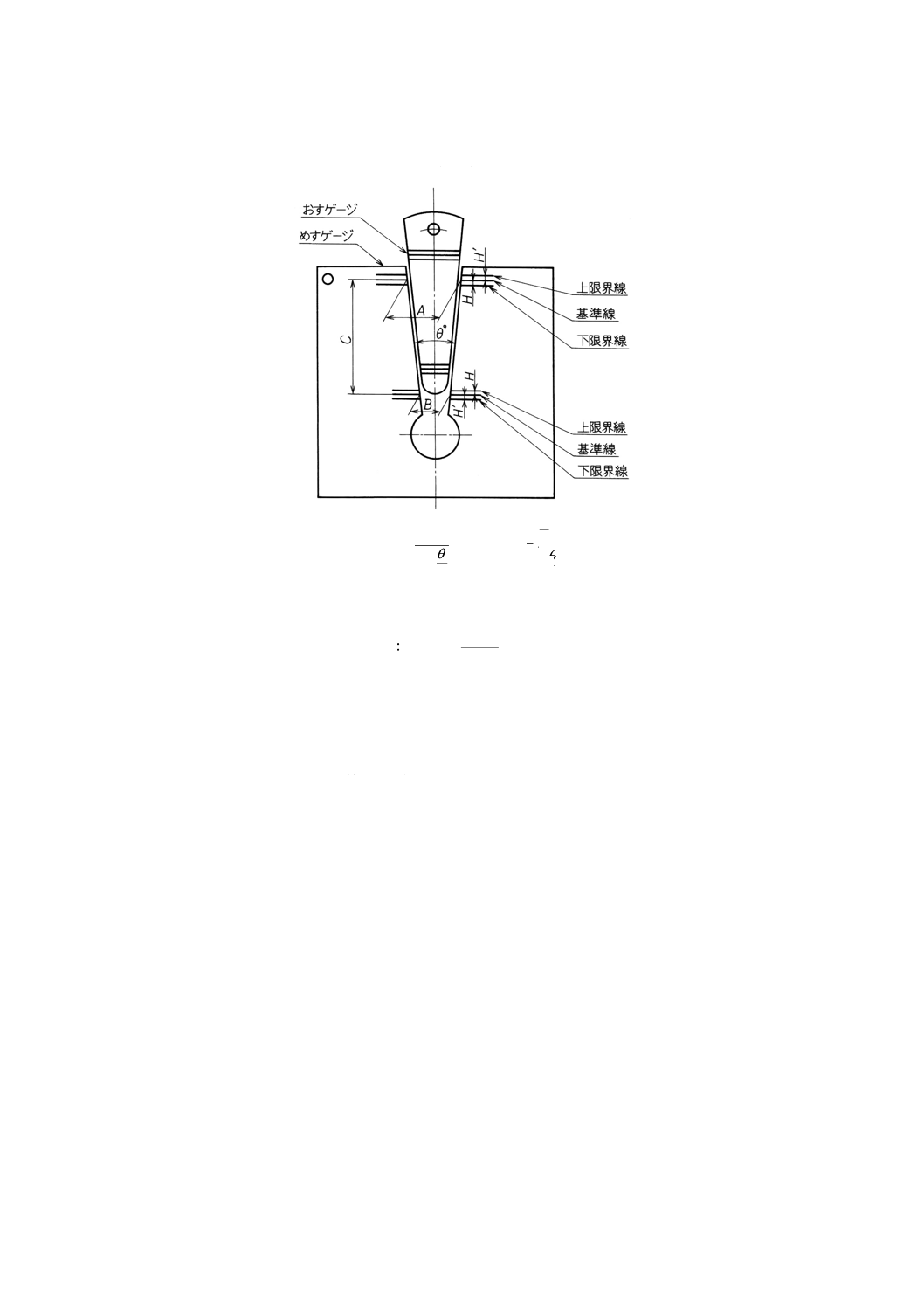
(b) 断面ゲージ 整流子片を付図1の断面ゲージに挿入したとき,片面におけるすきまは,表5に適合
し,C寸法の上下両端は,断面ゲージの上下限界線内になければならない。
注文者は,注文の際に必ずおす・めす一組の断面ゲージを製造業者に送付しなければならない。
断面ゲージ(付図1参照)の基準線及び上下限界線は,表4によって定める。
表5 すきま
単位 mm
C
すきま
50未満
0.03以下
50以上
0.04以下
(c) 長さの許容差 長さの許容差は,表6による。
表6 長さの許容差
単位 mm
長さ
許容差
単尺
+2
0
倍尺
+3
0
定尺
+3
0
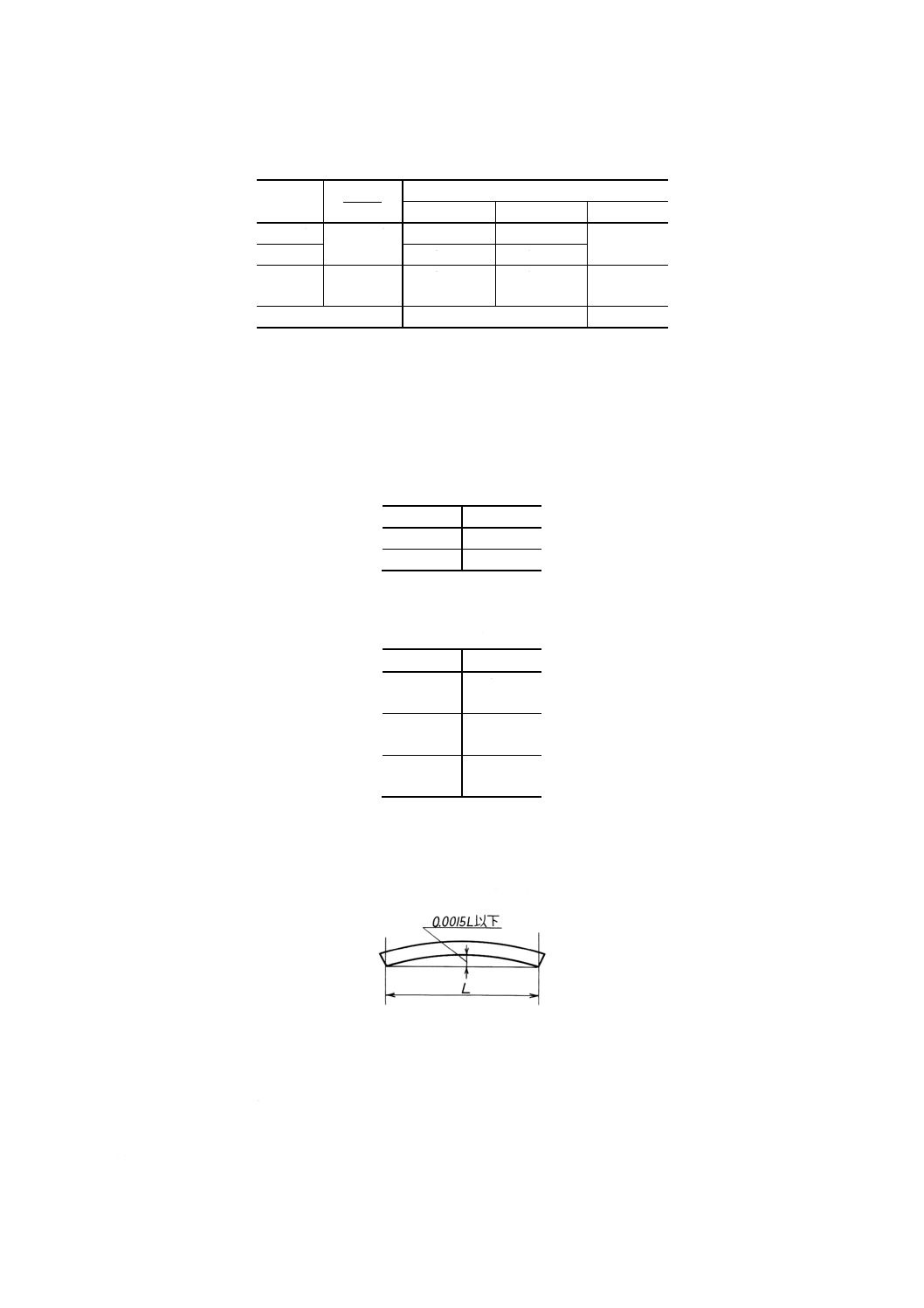
(d) 長手方向のひずみの許容差 反り,ねじれ及び曲がり(3)とも長さの0.15%以下とする。ただし,長
さ100mm以下のものについては,受渡当事者間の協定による。
注(3) 反り,ねじれ及び曲がりは図2のように測定する。ただし,Lは,材料の全長とする。
図2 反り,ねじれ及び曲がりの測定
5. 試験 整流子片の試験は,次によるほか,一般事項は,JIS H 0321による。
(1) 外観試験 外観試験は,目視,手触りなどによって行う。
(2) 化学分析試験 化学分析試験は,JIS H 1201による。
(3) 硬さ試験 硬さ試験は,次による。
(a) 試験片の採り方 溶解・形状・寸法の同じものを1ロットとし,各ロットから表7の基準によって
4
C2801-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
任意に抜き取る。
表7 試験片
ロットの大きさ
試験片の数
200以下 2
200を超え1 000以下 200又はその端数ごとに1を増す
1 000を超えるもの
500又はその端数ごとに1を増す
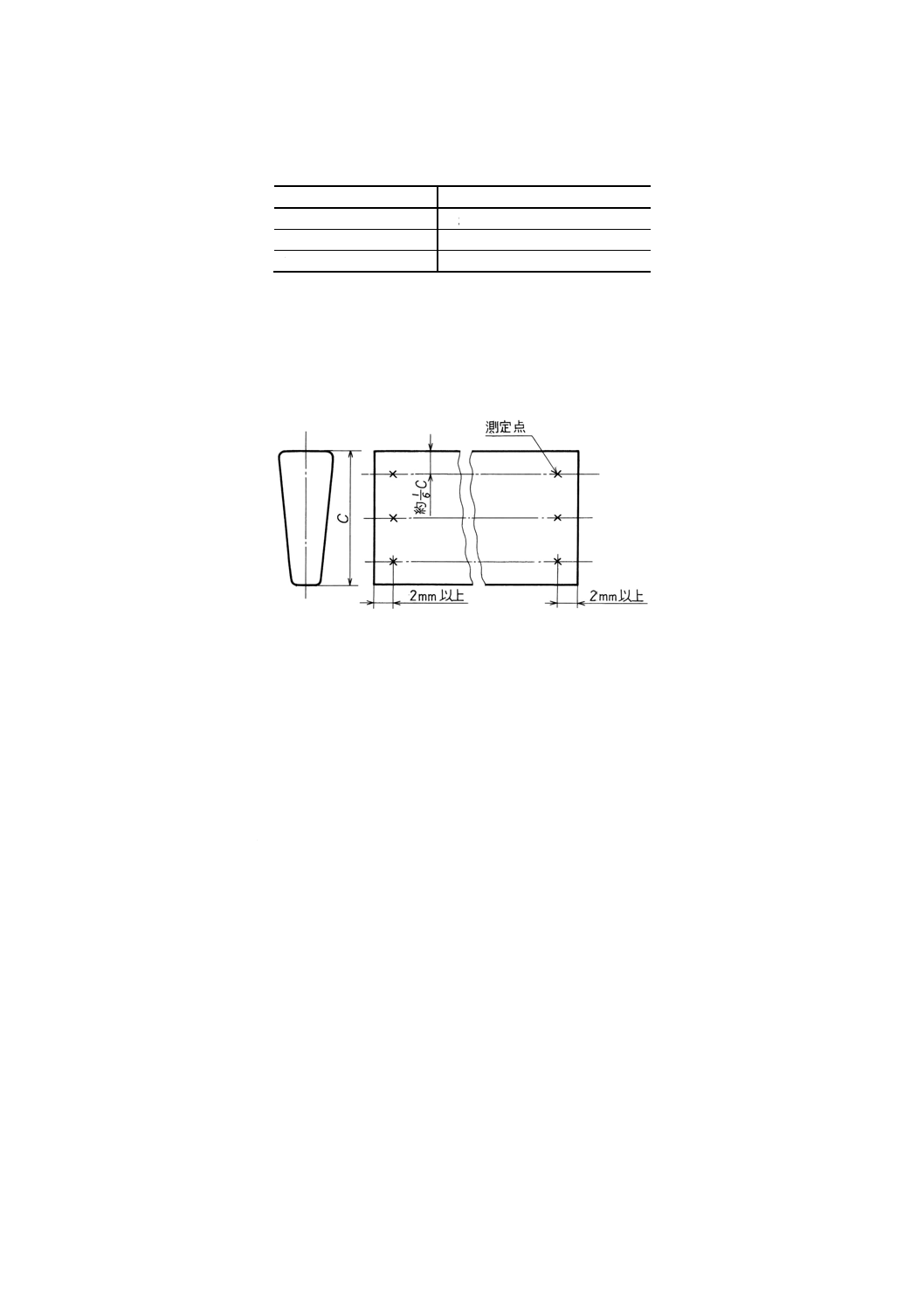
(b) 測定方法 特に指定がない場合は,JIS Z 2244によって荷重196.1Nを用い,試験片の側面を水平に
して,図3の位置を標準として6か所測定し,少なくとも5か所以上が表3の規定に適合すること。
ただし,JIS Z 2246による場合は,試験片の採り方,その他必要事項については,受渡当事者間の
協定による。
図3 硬さ試験の測定点
(4) 加熱軟化試験 試験片を300±15℃で1時間加熱した後,常温に戻して硬さを測定する。ただし,こ
の試験は,2種及び3種だけについて行い,試験片の採り方及び測定方法については,(3)に準じる。
6. 検査 整流子片は,寸法を検査するとともに,5.によって試験を行い,3.及び4.の規定に適合しなけれ
ばならない。ただし,A,Bの寸法検査は,断面ゲージによって行う。
7. 包装 整流子片は,損傷のおそれがなく,屈曲しないように注意して包装しなければならない。
8. 表示 整流子片の包装には,適切な方法によって,次の事項を表示しなければならない。
(1) 名称
(2) 種類又は記号
(3) 寸法(A,B,C及び長さ)
5
C2801-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 断面ゲージ[4.(3)(b)参照]
備考1.
2
tan
2θ
D
H=
E
D
H
+
′
2
tan
2θ
=
ここに,
D: A又はBの寸法の許容差 (mm)
E: C寸法の許容差 (mm)
2
θ:
C
B
A
2
tan1
−
−
2. ゲージは,厚さ2mm以上の鋼板(材料は例えばSK3〜
SK5とし,必要に応じて熱処理する。)を用いて作り,
構造的にも堅固で,摩耗及び変形に耐えること。
3. ゲージの寸法は,指定寸法に対し,許容差+0.01mm以
下が望ましい。
4. 基準線,限界線の太さは,0.08〜0.12mmとする。
6
C2801-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 硬さ並びに寸法,形状及び許容差
1. 適用範囲 この附属書は,本体の3.及び4.の規定によらない整流子片の硬さ並びに寸法,形状及び
許容差について規定する。
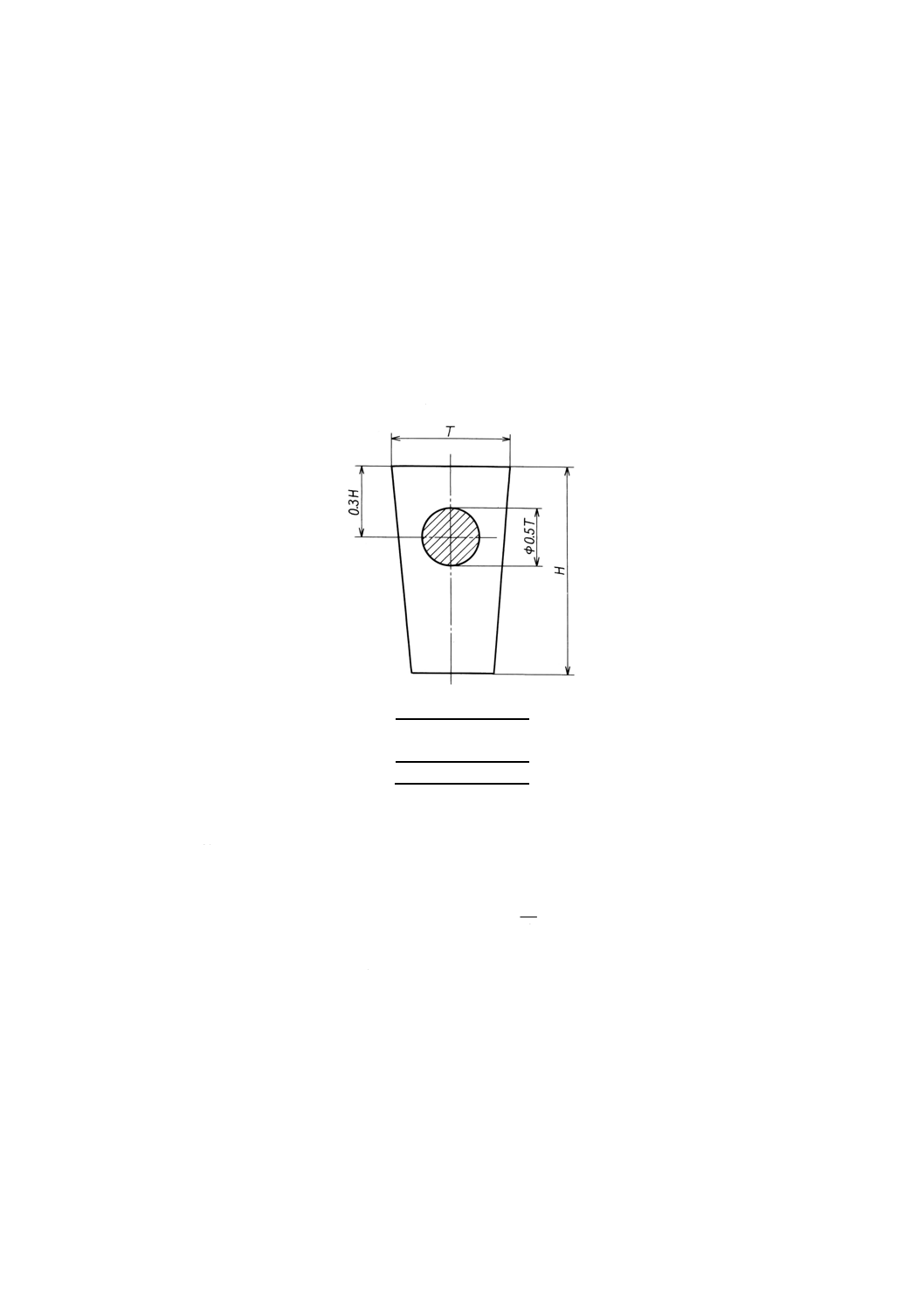
2. 硬さ 硬さは,附属書図1の斜線部において,本体の5.(3)によって試験を行い,附属書表1に適合し
なければならない。
なお,受渡当事者間の合意があれば,整流子片の側面において,JIS Z 2243によって試験を行ってもよ
い。この場合,ブリネル硬さHBは,80〜105の範囲になければならない。
附属書図1 ビッカース硬さの測定箇所
附属書表1 硬さ
ビッカース硬さ
HV
85〜110
3. 寸法
3.1
標準寸法範囲 標準寸法範囲は,次による。
なお,この標準寸法から外れる整流子片については,受渡当事者間の協定による。
T=10mm以下 H=10〜125mm
以下
50
=
t
H
ここに,
T: 上辺 (mm)
t: 下辺 (mm)
H: 高さ (mm)
3.2
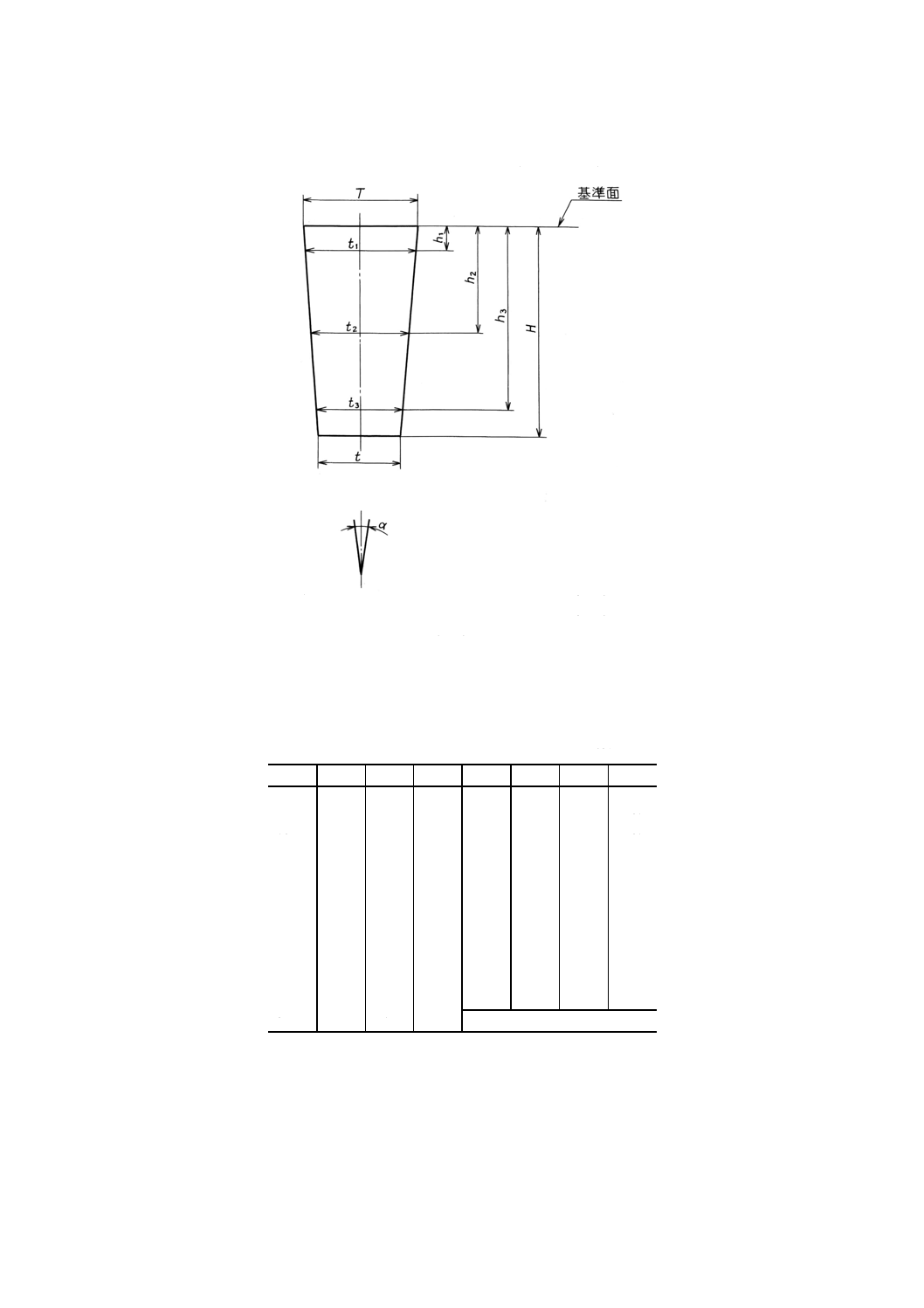
主要寸法 主要寸法を,附属書図2に示す。
また,高さHに対応する基準面からの距離h1,h2,h3を,附属書表2に示す。
なお,厚さt1,t2,t3は,基準面からの距離h1,h2,h3において測定する。
7
C2801-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図2 整流子片の断面の主要寸法並びに厚さ及び形状の測定位置
備考1.
ここに,
T: 上辺(整流子片の外側) (mm)
t: 下辺(整流子片の内側) (mm)
H: 高さ (mm)
α: 角度 (°)
2. 基準面は,断面の左右対称線に垂直で,かつ,その最も高い先端部を通るものとす
る。
附属書表2 基準面から測定位置までの距離
単位 mm
H
h1
h2
h3
H
h1
h2
h3
10
3
5
7
40
6
20
34
11.2
3
6
9
45
6
23
40
12.5
3
6
9
45
6
23
40
14
3
7
11
56
6
28
50
16
3
8
13
63
6
32
58
18
3
9
15
71
6
36
66
20
3
10
17
80
6
40
74
22.4
3
11
19
90
6
45
84
25
3
12
21
100
6
50
94
28
3
14
25
112
6
56
106
31.5
3
15
27
125
6
63
120
35.5
3
17
31
備考1. 高さHが附属書表2にない場合は,その次に低いH
に対応するh1,h2及びh3を用いること。
2. 高さHは,原則として,R20系列(附属書表2の第
1欄参照)から選ぶこと。ただし,中間の数値を採
用するときは,R40系列から選ぶこと。
なお,R20系列及びR40系列は,JIS Z 8601によ
る。
8
C2801-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 寸法及び形状に対する許容差
4.1
上辺Tの許容差
4.1.1
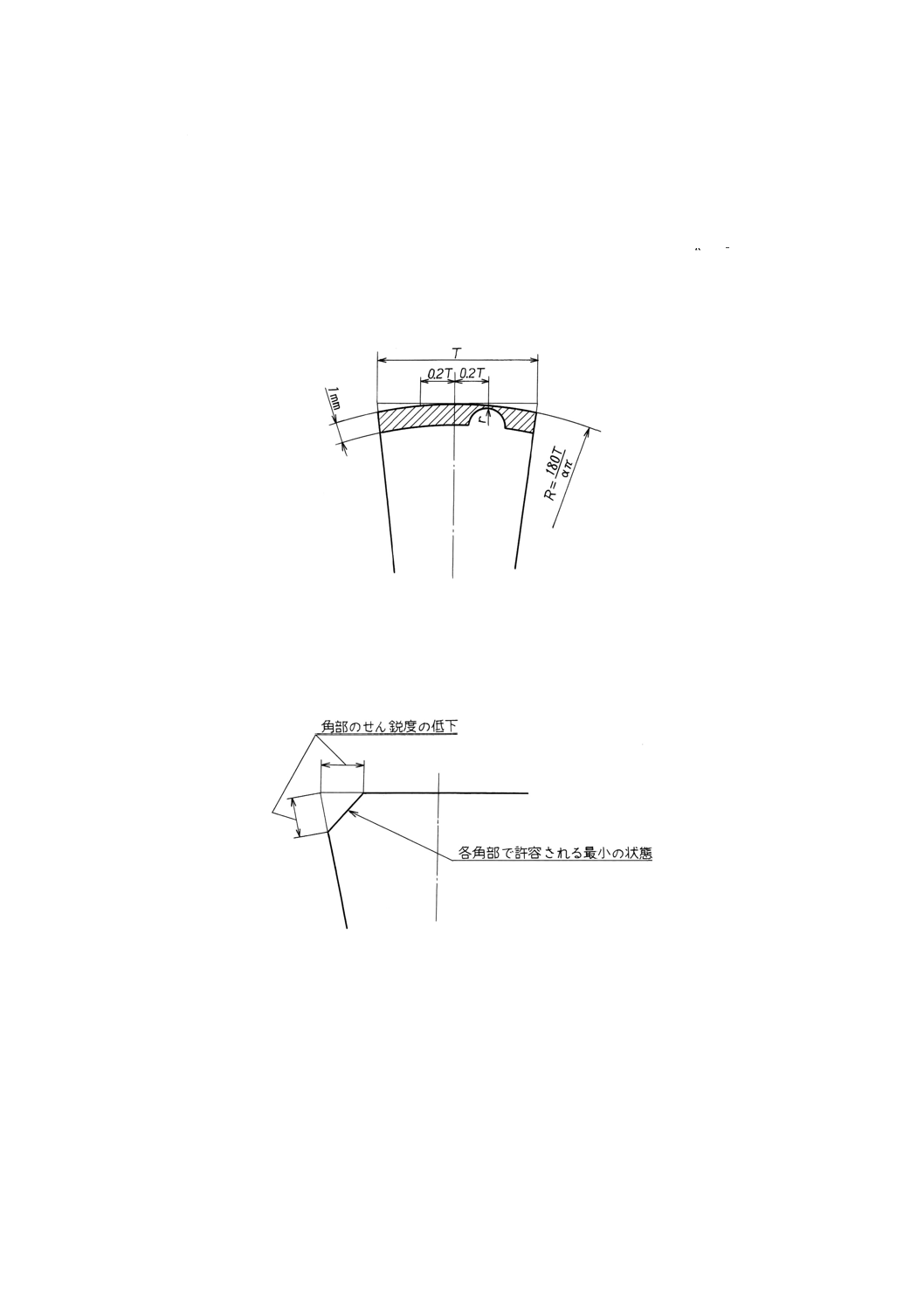
上辺が凸状の場合 次の条件による。附属書図3にこれらの三つの条件を示す。
(1) 最も高い先端部が左右対称線から±0.2Tの幅以内に入っていること。
(2) 外周の張り部分は,左右対称線上を中心とし,かつ,最も高い先端部を通る半径
απ
T
R180
=
の円弧の内側
1mmの範囲内にあること。
(3) 最も高い先端部は,2mm又は0.5Tのどちらか小さい方よりも大きい半径rをもつこと。
附属書図3 上辺が凸状の場合の許容差
4.1.2
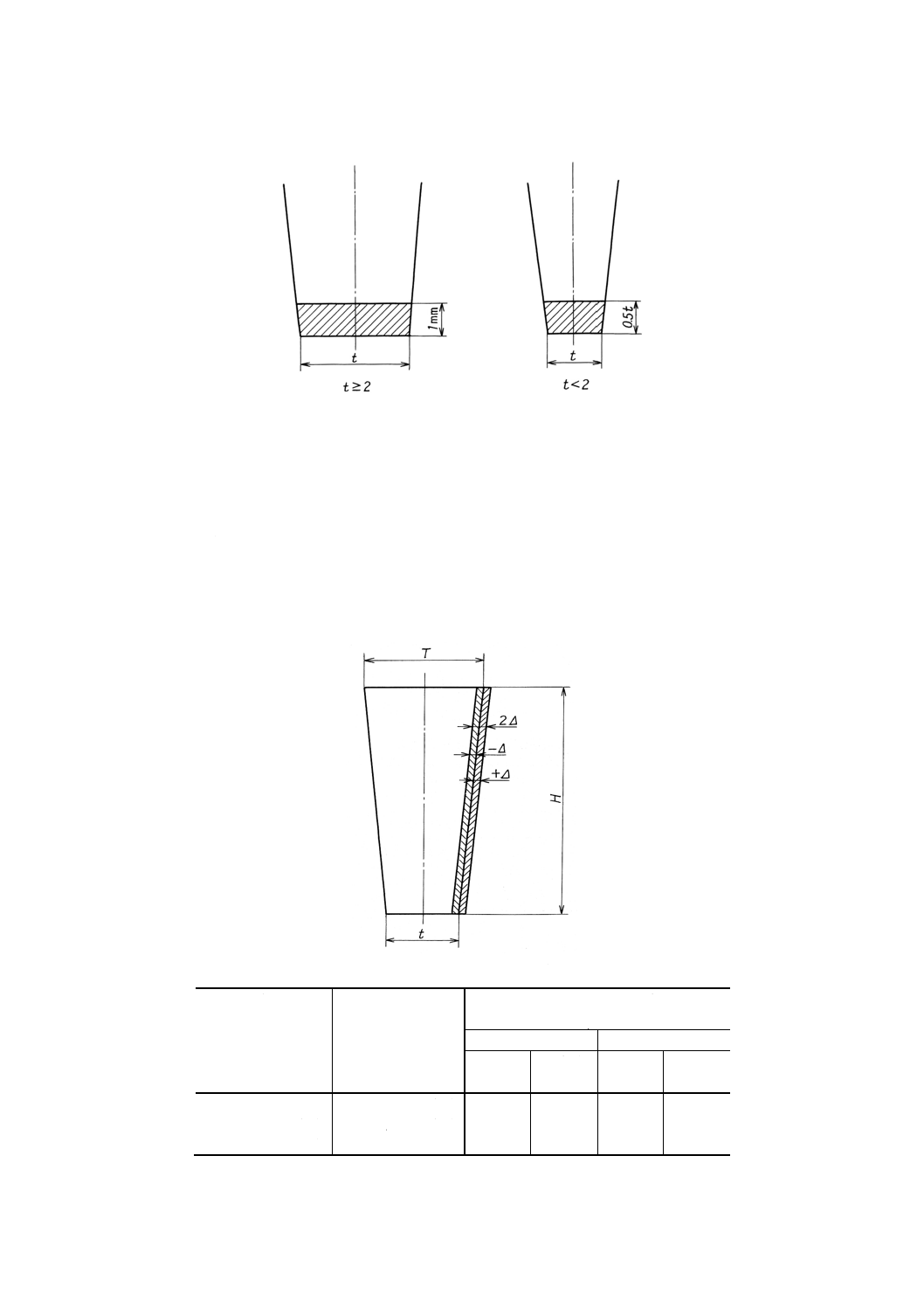
上辺が平滑の場合 次の条件による。
(1) 上辺の外周は,基準面からの距離が1mmを超えないこと。
(2) 角部におけるせん(尖)鋭度の低下は,厚さt1(附属書図2参照)の10%を超えず,0.2~1mmの範囲
内であること(附属書図4参照)。
附属書図4 角部のせん鋭度の許容差
4.2
下辺tの許容差 下辺の外周は,左右対称線上で最も低い点を通過する垂直線との距離が1mm又は
0.5tのいずれか小さい方を超えないこと(附属書図5参照)。
9
C2801-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図5 下辺の許容差
4.3
厚さ及び形状の許容差 注文者は,おすゲージを供給することが推奨される。注文者と製造業者が
同じ測定方法を使用することが望ましい。厚さ及び形状の許容差は,両方の要件を同時に満足しなければ
ならない。全体の厚さの許容差だけでは,形状と角度aの誤差に対して有効でないため,形状の許容差を
適用する。
厚さ及び形状に対する許容差は,二つの等級に分ける。
(1) 厚さの許容差 基準面からの距離h1,h2及びh3(附属書図2及び附属書表2参照)における厚さの測
定値は,おすゲージの同一位置における厚さ,又はこれらの位置における呼び厚さに対して,次の附
属書図6及び附属書表3に示す許容差を超えないこと。
附属書図6 厚さの許容差
附属書表3 厚さの許容差
角度 α
°
整流子片枚数
/整流子
厚さの許容差 ⊿
μm
Hが80mm以下
Hが80mmを超過
許容差
1級
許容差
2級
許容差
1級
許容差
2級
3.6を超過
99以下
±32
±50
±40
±63
1.8を超え 3.6以下 100以上 199以下
±25
±40
±32
±50
1.8以下 200以上
±20
±32
±25
±40
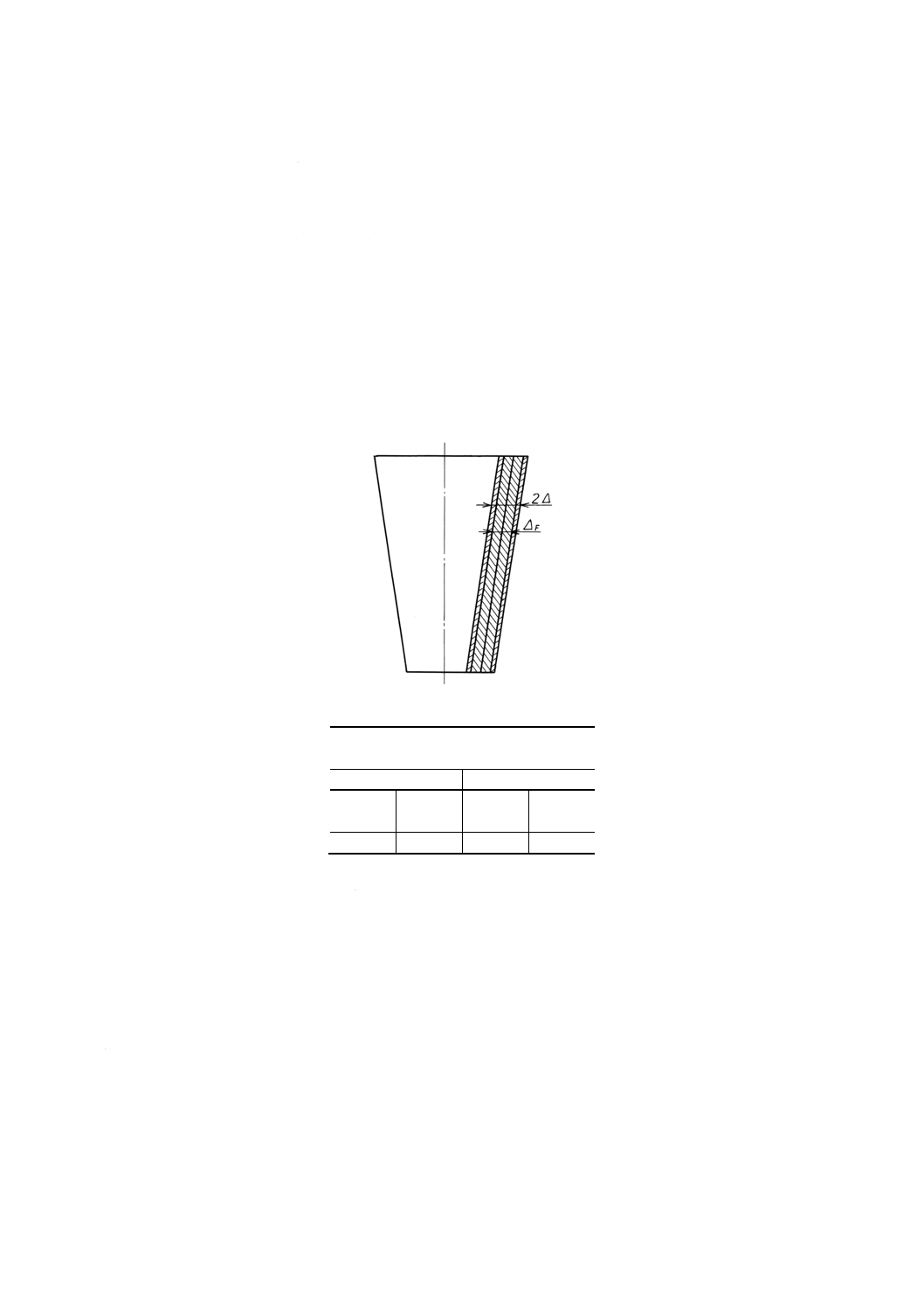
(2) 形状の許容差 側面の形状は,呼び寸法に対する厚さの許容差[(1)参照]と関連して,附属書図7及
10
C2801-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
び附属書表4によって確認すること。
なお,形状の許容差⊿Fと厚さの誤差の関係は,次のとおり。
⊿1−⊿3≦⊿F:角度の誤差
⊿2−⊿1≦⊿F:凸面/凹面
⊿2−⊿3≦⊿F:凸面/凹面
ここに,
⊿1: t1の呼び厚さに対する誤差
⊿2: t2の呼び厚さに対する誤差
⊿3: t3の呼び厚さに対する誤差
また,注文者の指定があれば,⊿1−⊿3は0以下でなければならない(角度αを確実に呼び角度以下
にする場合)。
断面の左右対称線の直線性について誤差を規定する場合,測定方法は受渡当事者間の協定による。
附属書図7 側面の形状の許容差
附属書表4 形状の許容差
形状の許容差 ⊿F
μm
Hが80mm以下
Hが80mmを超過
許容差
1級
許容差
2級
許容差
1級
許容差
2級
20
32
25
40
4.4
高さの許容差 高さの許容差は,次による。
Hが80mm以下の場合
:±0.5mm
Hが80mmを超える場合 :±1.0mm
4.5
直線性及びねじれの許容差
4.5.1
直線性 側面の曲がり及び上下辺の曲がりに対して,次の二つの直線性の要件を満たすこと。
(1) 整流子片の長さ方向に位置する100mm離れた2点間で測定した直線性の誤差が,0.1mmを超えない
こと。ただし,整流子片の長さが100mm未満のとき,誤差は長さの0.1%を超えないこと。
(2) 整流子辺の長さ方向に位置する500mm離れた2点間で測定した直線性の誤差が,長さの0.5mmを超
えないこと。
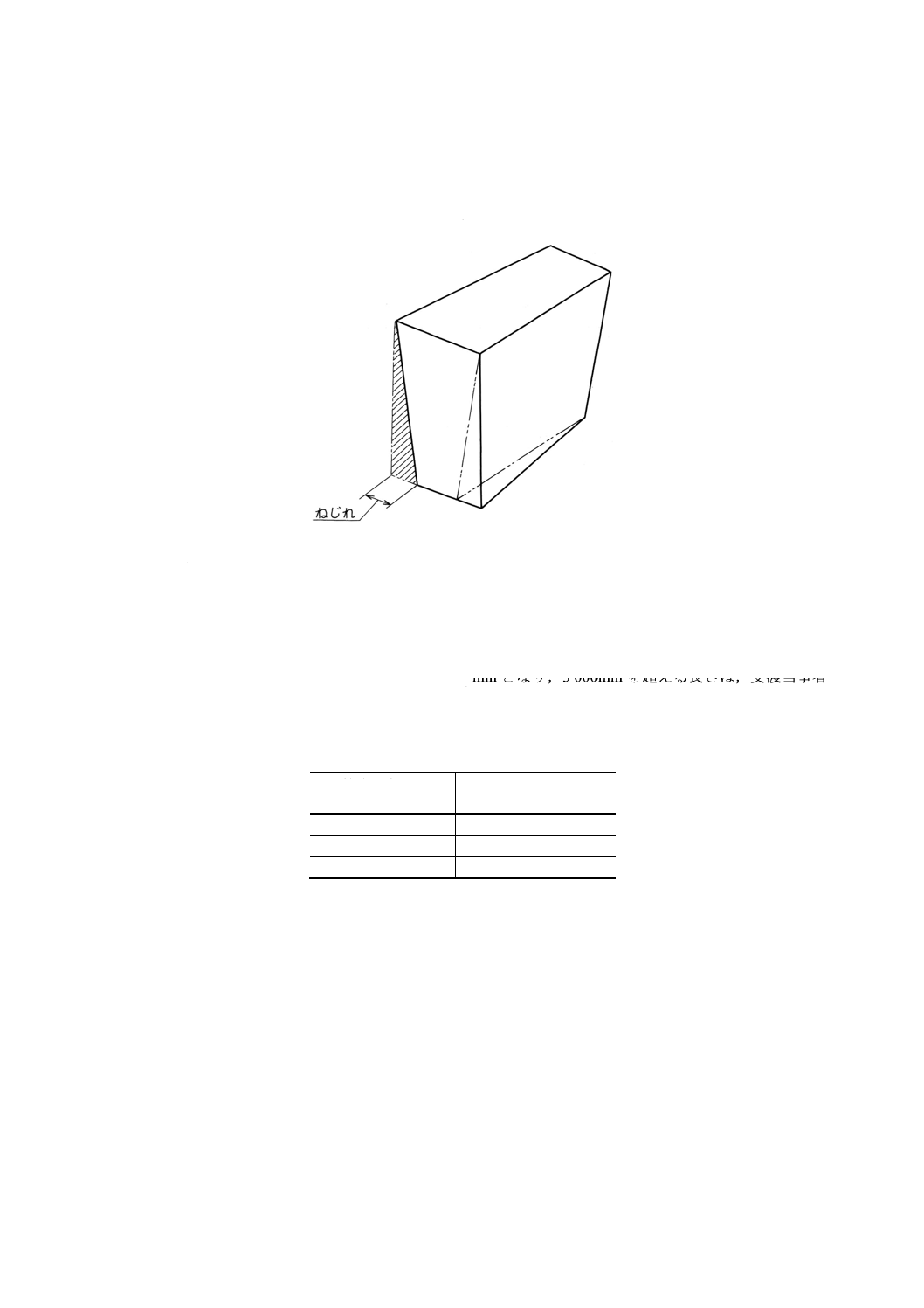
4.5.2
ねじれ 側面のねじれは,その面の3隅を通る平面から,側面の隅の残り1隅への誤差で定義する
(附属書図8参照)。
(1) 長さ100mmまでの整流子片では,最大許容ねじれは,高さに関係なく長さの0.5%。
11
C2801-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 長さ100mmを超える整流子片では,最大許容ねじれは,高さに関係なくいずれの長さ100mm部分で
も0.5mm,かつ,いずれの長さ500mm部分でも2.5mm。
(3) 整流子片の長さ500mm当たりの側面の最大許容ねじれは,2.5mm。
附属書図8 側面のねじれ
5. 長さ及び長さの許容差 整流子片は,次の三つのいずれか一つの長さで指定される。
(1) 許容差±1mmの定められた長さ 切断端は,整流子片の上下辺と直角であること。この側面の直角か
らの誤差は,高さ1mm当たり0.01mmを超えないこと。
(2) 整流子片長さ 単位長さ(切断の許容差を含む。)のN倍に等しい整流子片長さは,注文者が指定す
ること。合計長さの許容差は,3 000mmまでは80
+−mmとなり,3 000mmを超える長さは,受渡当事者
間の合意による。
(3) 引抜き長さ 指定がある場合,引抜き長さは,附属書表5に従って指定すること。
附属書表5 引抜き長さの受渡し
整流子片長さ
m
受渡し整流子片の割合
%
1未満
0
1以上
2未満
最大40
2以上
4以下
最小60
12
C2801-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
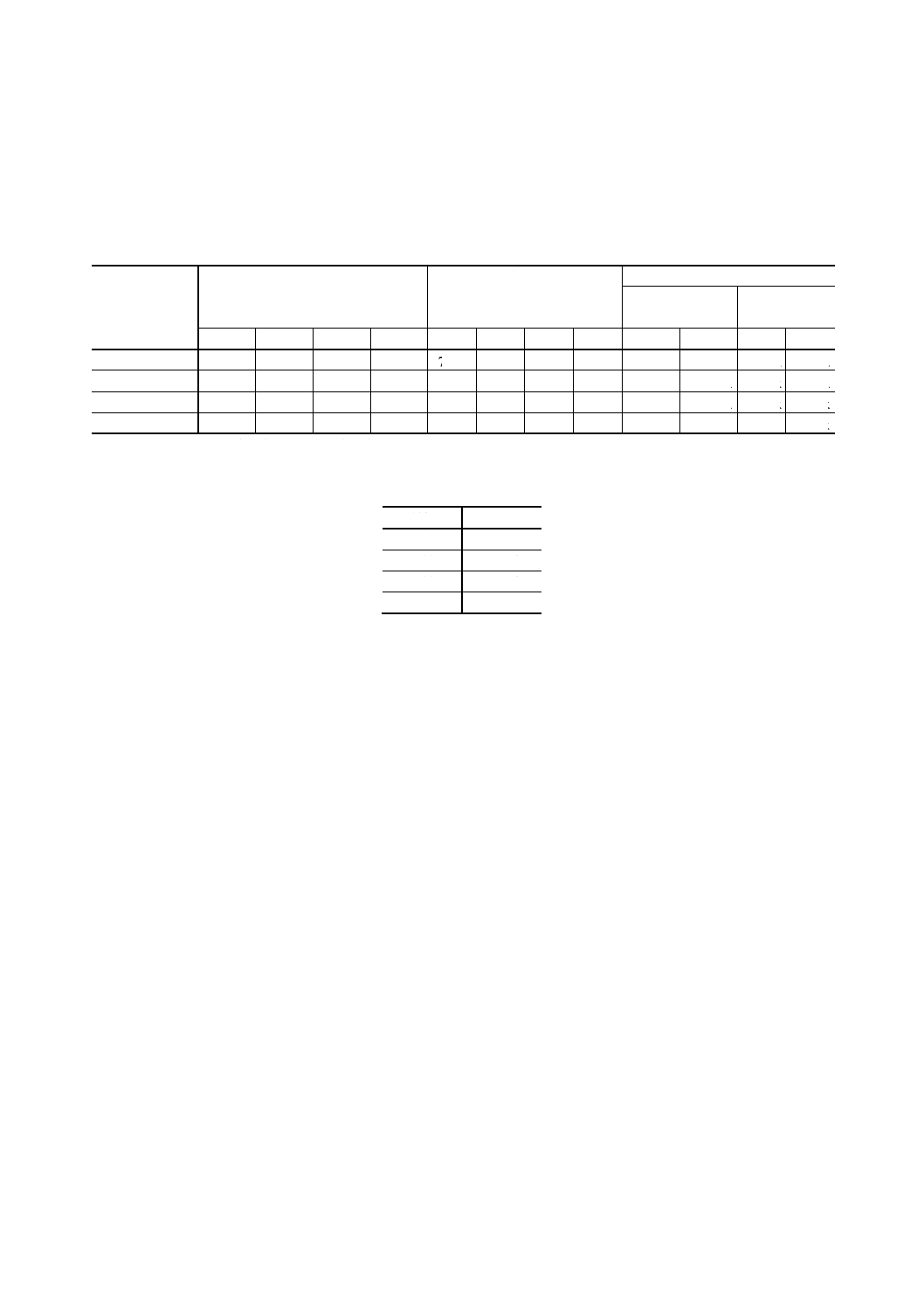
参考 引張強さ及び伸び並びに導電率
次に示すものは参考であって,規格の一部ではない。
参考表1 引張強さ及び伸び
寸法
A
mm
引張強さ
N/mm2
伸び
%
300℃1時間加熱後
引張強さN/mm2
伸び
%
1種
2種
3種
4種
1種
2種
3種
4種
2種
3種
2種
3種
5未満
314以上 333以上 333以上 333以上 7以上 5以上 5以上 5以上 314以上 297以上 7以上 7以上
5以上10未満 294以上 314以上 314以上 314以上 8以上 6以上 6以上 6以上 294以上 277以上 8以上 8以上
10以上15未満 275以上 294以上 294以上 294以上 9以上 7以上 7以上 7以上 275以上 269以上 9以上 9以上
15以上
255以上 275以上 275以上 275以上 11以上 8以上 8以上 8以上 255以上 255以上 11以上 11以上
備考 上の数値は,標点距離50mmの試験片で行ったときのものである。
参考表2 導電率
単位 %
種類
導電率
1種
98以上
2種
97以上
3種
97以上
4種
97以上