C 2550-2:2020
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 測定方法························································································································· 2
4.1 側波,波形係数 ············································································································· 2
4.2 巻ぐせ ························································································································· 3
4.3 横曲がり ······················································································································ 4
4.4 切断線の変化,内部応力 ································································································· 5
4.5 切断かえり高さ ············································································································· 5
5 試験報告書 ······················································································································ 7
附属書A(参考)懸垂法による巻ぐせ測定における板クランプ装置の例 ·········································· 8
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 9
C 2550-2:2020
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,一般社団法人
日本電機工業会(JEMA)及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規
格を改正すべきとの申出があり,日本産業標準調査会の審議を経て,経済産業大臣が改正した日本産業規
格である。これによって,JIS C 2550-2:2011は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS C 2550の規格群には,次に示す部編成がある。
JIS C 2550-1 第1部:エプスタイン試験器による電磁鋼帯の磁気特性の測定方法
JIS C 2550-2 第2部:寸法・形状の測定方法
JIS C 2550-3 第3部:中間周波磁気特性の測定方法
JIS C 2550-4 第4部:表面絶縁抵抗の測定方法
JIS C 2550-5 第5部:電磁鋼帯の抵抗率,密度及び占積率の測定方法
日本産業規格 JIS
C 2550-2:2020
電磁鋼帯試験方法−
第2部:寸法・形状の測定方法
Test methods for electrical steel strip and sheet-
Part 2: Methods of determination of the geometrical characteristics of
electrical steel strip and sheet
序文
この規格は,2018年に第2版として発行されたIEC 60404-9を基とし,我が国で一般的となっている技
術と整合させるため,技術的内容を変更して作成した日本産業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,電磁鋼帯の次の寸法・形状の測定方法について規定する。
− 側波,波形係数
− 巻ぐせ
− 横曲がり
− 切断線の変化,内部応力
− 切断かえり高さ
この規格は,JIS C 2552,JIS C 2553並びにIEC 60404-1:2016に規定する分類のB2,C21,C22及びC23
に対応する電磁鋼帯に適用する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
IEC 60404-9:2018,Magnetic materials−Part 9: Methods of determination of the geometrical
characteristics of electrical steel strip and sheet(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS C 2552 無方向性電磁鋼帯
2
C 2550-2:2020
JIS C 2553 方向性電磁鋼帯
IEC 60050-121,International Electrotechnical Vocabulary−Part 121: Electromagnetism
IEC 60050-221,International Electrotechnical Vocabulary−Chapter 221: Magnetic materials and components
IEC 60404-1:2016,Magnetic materials−Part 1: Classification
3
用語及び定義
この規格で用いる主な用語及び定義は,IEC 60050-121及びIEC 60050-221によるほか,次による。
3.1
側波,波形係数(edge wave, wave factor)
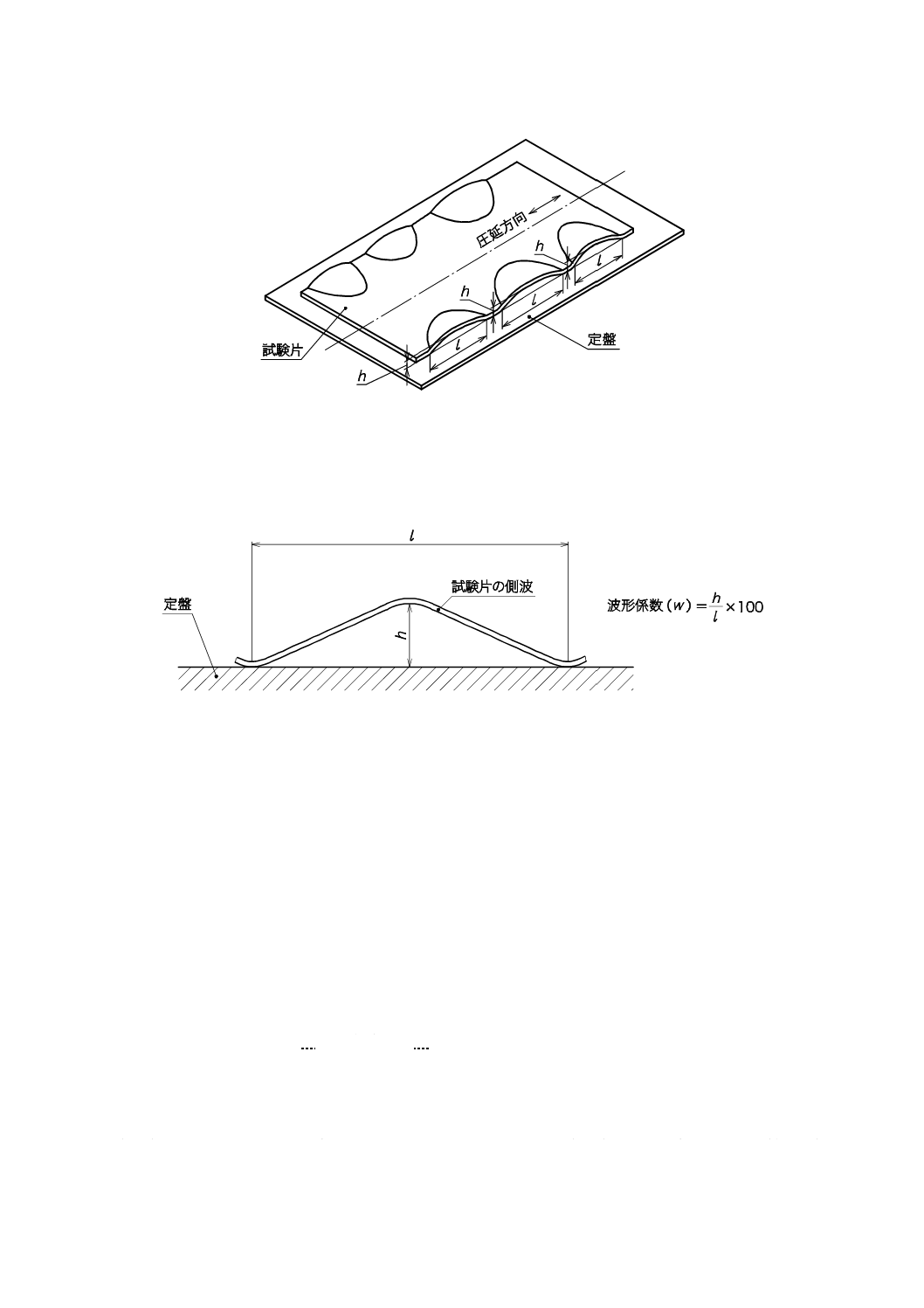
側波は,電磁鋼帯のスリットエッジにおける波形状(図1参照)で,波形係数(図2参照)は,波の高
さと波長との比を百分率で示した係数。
3.2
巻ぐせ(residual curvature)
巻き戻した電磁鋼帯の圧延方向に現れる,永久的な反り変形(図3及び図4参照)。
3.3
横曲がり(edge camber)
電磁鋼帯のエッジの圧延方向の2部位を結ぶ線分とエッジとの間の最大距離(図5参照)。
3.4
切断線の変化,内部応力(deviation from the shearing line, internal stresses)
圧延方向に切断した電磁鋼帯の切断部分のエッジを再び合わせたときの,切断エッジの間の最大距離(図
6参照)。
3.5
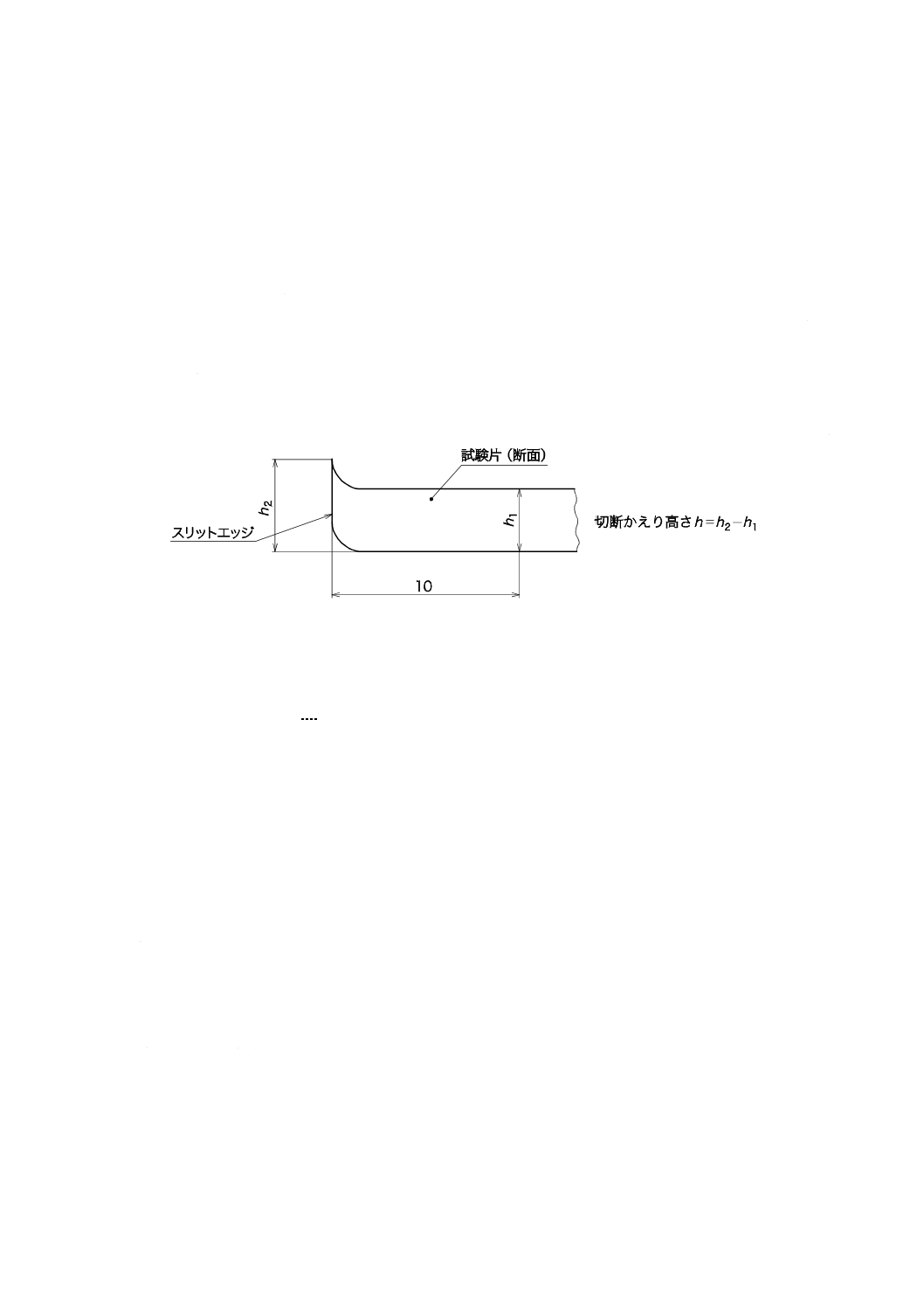
切断かえり高さ(burr height)
電磁鋼帯のスリットエッジ及びこのエッジから10 mm程度の距離でそれぞれ測定した厚さの差(図7参
照)。
4
測定方法
4.1
側波,波形係数
4.1.1
試験片
試験片は,製品規格(JIS C 2552及びJIS C 2553)に規定する長さの電磁鋼帯とする。規定されていな
い場合,電磁鋼帯から製品幅のまま,長さ1 mで切断する。試験片の軸は,圧延方向と平行にする。
4.1.2
測定手順
試験片は,定盤からはみ出さないように置く(図1参照)。その際,試験片の一端を持ち上げ,落として
元に戻す。波状を呈している側端部の波の最大高さ(h)を,0.1 mm以下の分解能をもつ装置を用いて測
定し,波長(l)を,1 mm以下の分解能をもつ装置を用いて測定する。
3
C 2550-2:2020
図1−側波(側端部の波)の例
波形係数(w)は,波の高さ(h)と波長(l)との比であり,百分率(%)で示す(図2参照)。
図2−波形係数の求め方
4.2
巻ぐせ
4.2.1
一般事項
巻ぐせは,定盤法又は懸垂法で測定する。試験片のエッジは鋭利であるため,質量のある試験片の測定
には,懸垂法よりも定盤法が安全である。
定盤法は,試験片の下端と定盤との間の最大距離(d)を測定する。懸垂法は,試験片の下端と支持台と
の間の最大距離(a)を測定する。
定盤法及び懸垂法は,電磁鋼帯の全てのグレードに適用することが可能である。それぞれの測定方法に
よる測定値は異なる値を示すため,懸垂法による測定の場合はその測定方法を明記する。
4.2.2
定盤法
4.2.2.1
試験片
試験片は,製品規格(JIS C 2552及びJIS C 2553)に規定する長さの電磁鋼帯とする。規定されていな
い場合,電磁鋼帯から製品幅のまま,長さ1 mで切断する。試験片の軸は,圧延方向と平行にする。側波
測定と同じ試験片を用いてもよい。
4.2.2.2
測定手順
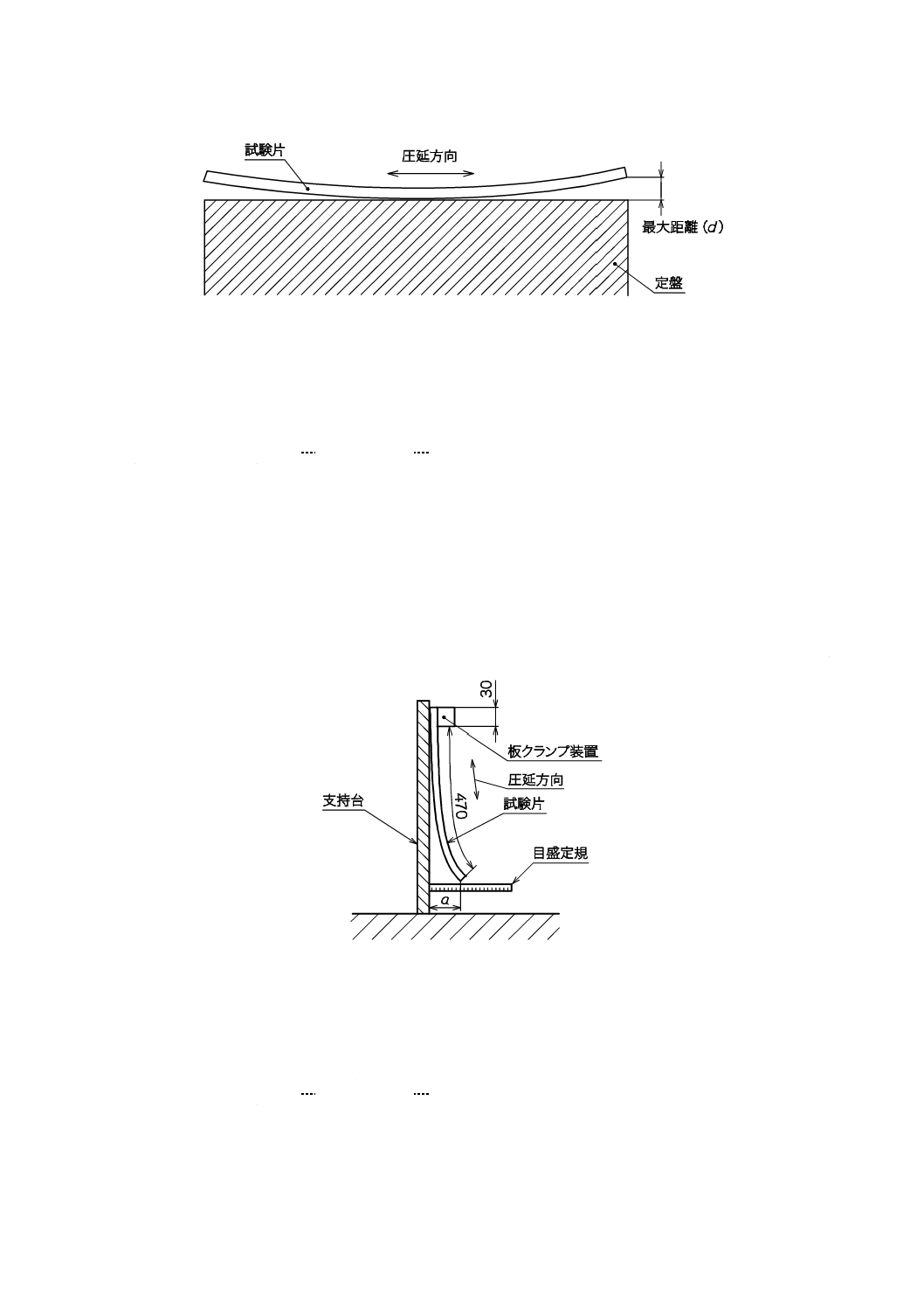
試験片は,凸面を下に向けて定盤からはみ出さないように置く。試験片の下端と定盤との間の最大距離
(d)を,1 mm以下の分解能をもつ装置を用いて測定する(図3参照)。
4
C 2550-2:2020
図3−巻ぐせ測定装置(定盤法)
4.2.3
懸垂法
4.2.3.1
試験片
試験片は,製品規格(JIS C 2552及びJIS C 2553)に規定する長さの電磁鋼帯とする。規定されていな
い場合,電磁鋼帯から製品幅のまま,長さ500 mmで切断する。試験片の軸は,圧延方向と平行にする。
4.2.3.2
測定手順
試験片は,凸面が支持台に向かうように置き,上端30 mm部を板クランプ装置で押さえて垂直につ(吊)
るす。試験片の下端と支持台との間の最大距離(a)を1 mm以下の分解能をもつ装置を用いて測定する(図
4参照)。このとき,試験片の上端部の幅全体が支持台と密着するようなクランプ力で支持する。
注記 板クランプ装置の例を,附属書Aに示す。
単位 mm
図4−巻ぐせ測定装置(懸垂法)
4.3
横曲がり
4.3.1
試験片
試験片は,製品規格(JIS C 2552及びJIS C 2553)に規定する長さの電磁鋼帯とする。規定されていな
い場合,電磁鋼帯から製品幅のまま,長さ1 mで切断する。試験片の軸は,圧延方向と平行にする。側波
測定と同じ試験片を用いてもよい。
5
C 2550-2:2020
4.3.2
測定手順
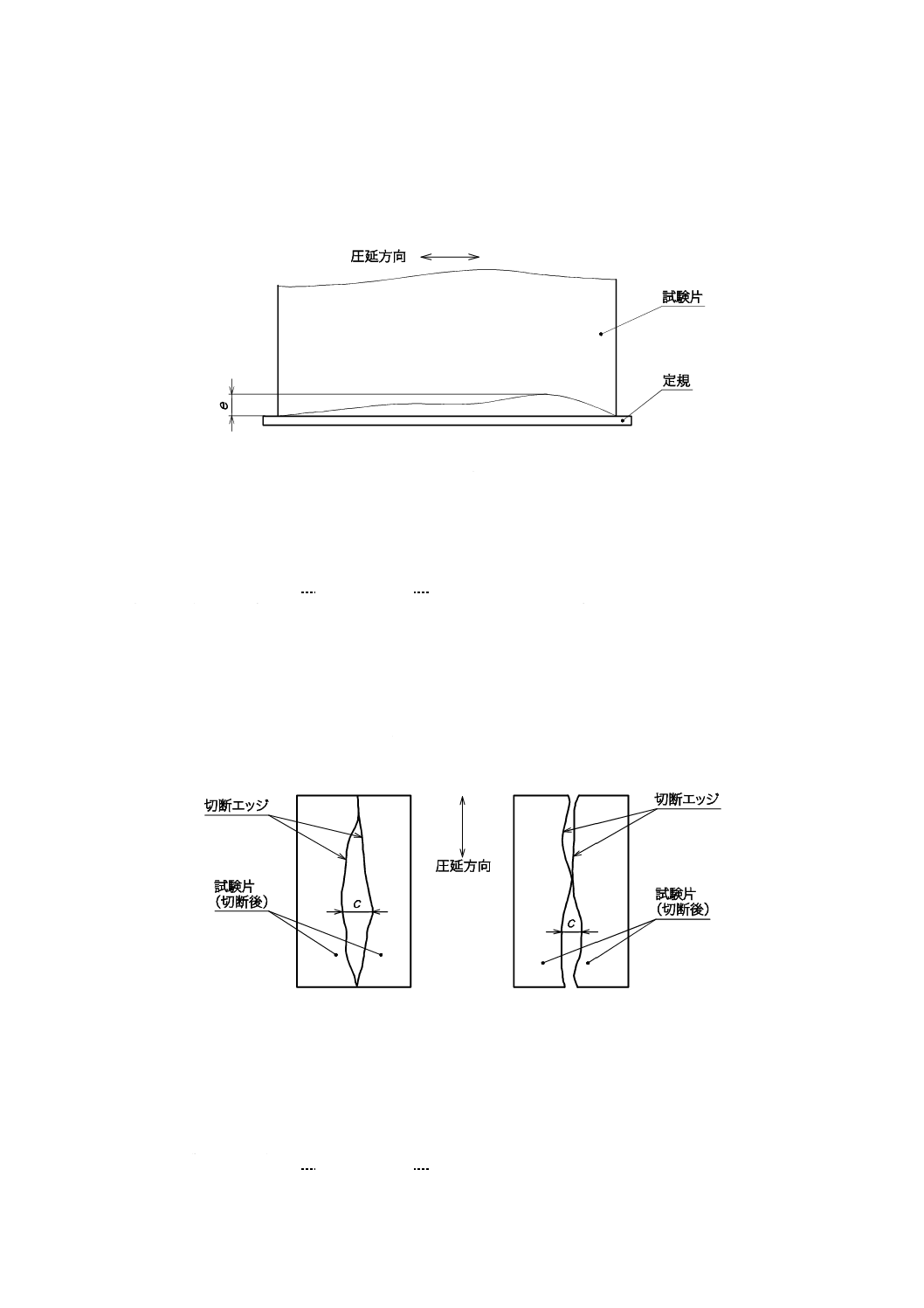
試験片は,定盤の上に置き,へこみ側の片エッジに基準線を当て,エッジと基準線との間の最大隙間(e)
を,0.1 mm以下の分解能をもつ装置を用いて測定する(図5参照)。
図5−横曲がりの測定
4.4
切断線の変化,内部応力
4.4.1
試験片
試験片は,製品規格(JIS C 2552及びJIS C 2553)に規定する長さの電磁鋼帯とする。規定されていな
い場合,電磁鋼帯から製品幅のまま,長さ1 mで切断する。試験片の軸は,圧延方向と平行にする。側波
測定と同じ試験片を用いてもよい。
4.4.2
測定手順
試験片を圧延方向に沿って中央から切断する。切断した二つの部分は裏返しとせず,おもしを載せて平
たんにする。試験片の切断前の両端面を平行にした状態で二つの切断エッジを合わせ,二つの切断エッジ
の間の最大隙間(c)を,0.1 mm以下の分解能をもつ装置を用いて測定する(図6参照)。
a) 閉じた隙間の例
b) 開いた隙間の例
図6−切断線の変化(内部応力)
4.5
切断かえり高さ
4.5.1
試験片
試験片は,製品規格(JIS C 2552及びJIS C 2553)に規定する長さの電磁鋼帯とする。規定されていな
6
C 2550-2:2020
い場合,電磁鋼帯から製品幅のまま,長さ1 mで切断する。試験片の軸は,圧延方向と平行にする。側波
測定と同じ試験片でよい。
注記 試験片の長さ1 mは,スリット加工の品質に大きな影響を及ぼすスリットブレードの外周より
も長く,十分と考えられる。
4.5.2
測定手順
4.5.2.1
一般事項
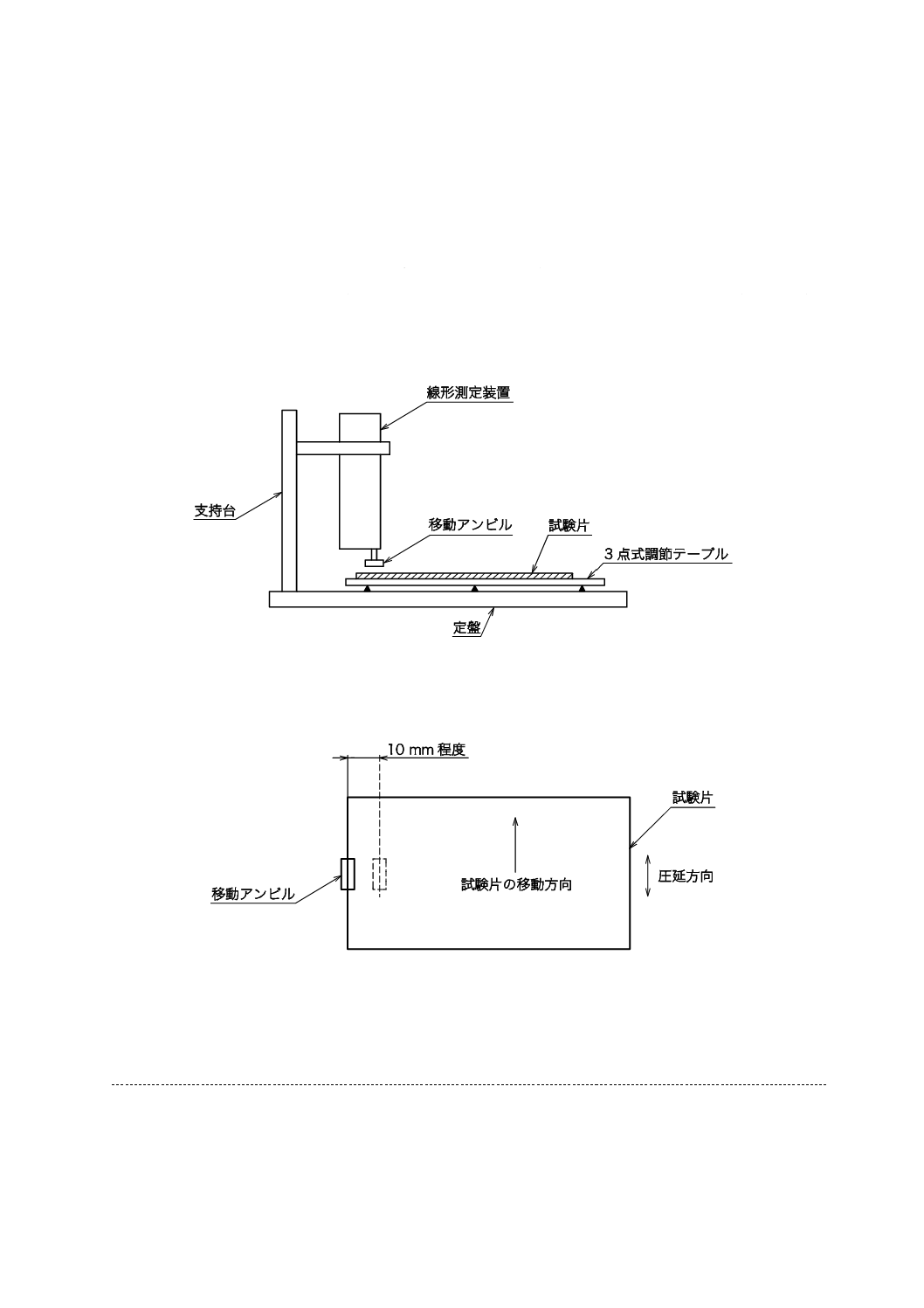
切断かえり高さは,電磁鋼帯のスリットエッジと,このエッジから10 mm程度の距離とでそれぞれ測定
した厚さの差(h)から求める(図7参照)。厚さは,外側マイクロメータ又はコンパレータのような線形
測定装置を用いて測定する。
切断かえり高さは,1 m以上の長さの試験片における最大値で評価する。
単位 mm
図7−切断かえり高さ
4.5.2.2
外側マイクロメータを用いた測定手順
外側マイクロメータは,JIS B 7502に規定するものを用い,次の機能をもつ。
− 分解能:1 μm以下
− 不確かさ:2 μm以内
− アンビル:回転しない
− アンビルの直径:6 mm以上
− 試験片に作用する力:10 N以下で一定
試験片に作用する力は,10 Nを超えてはならない。切断かえりを変形させることがない4 N〜8 Nの範
囲で測定することが望ましい。
外側マイクロメータをスリットエッジに当てたときの読み(h2)と,外側マイクロメータを外し,この
エッジから10 mm程度の距離の部分に当てたときの読み(h1)との差を求める(図7参照)。
4.5.2.3
コンパレータを用いた測定手順
コンパレータのような線形測定装置を用いた測定は,次による。
コンパレータは,次の機能をもつ。
− 分解能:1 μm以下
− 不確かさ:2 μm以内
− 移動アンビルは,回転しないで軸方向に移動する。
− 移動アンビルの寸法:16 mm×8 mm
− 移動アンビルに作用する力:4 N±0.2 N
7
C 2550-2:2020
試験片を定盤上で平らに保持する。移動アンビルの動きが定盤に対して垂直になるように,コンパレー
タをしっかりと支持台に固定する(図8参照)。
移動アンビルの接触表面は,定盤に対して平行にする。厚さゲージ又はサンプルの厚さとほぼ等しい高
さの他の装置を用いて,この平行度を確認する。移動アンビルの接触表面上のどの点においても,定盤ま
での距離の差が1 μmを超えてはならない。水平に保持するために,3点式調節テーブルを用いる。
試験では,スリットエッジから10 mm程度の距離の部分での鋼板の厚さ(h1)とスリットエッジの厚さ
(h2)とを測定し,最大寸法(16 mm)をもつ移動アンビルは,スリットエッジに平行にする(図9参照)。
測定は,試験片を移動して,等間隔に行う。
図8−切断かえり高さ測定装置
図9−移動アンビルの位置
5
試験報告書
(我が国の現状に合わせ,試験報告書は材質の規格で規定しているため,この規格では不採用とした。)
8
C 2550-2:2020
附属書A
(参考)
懸垂法による巻ぐせ測定における板クランプ装置の例
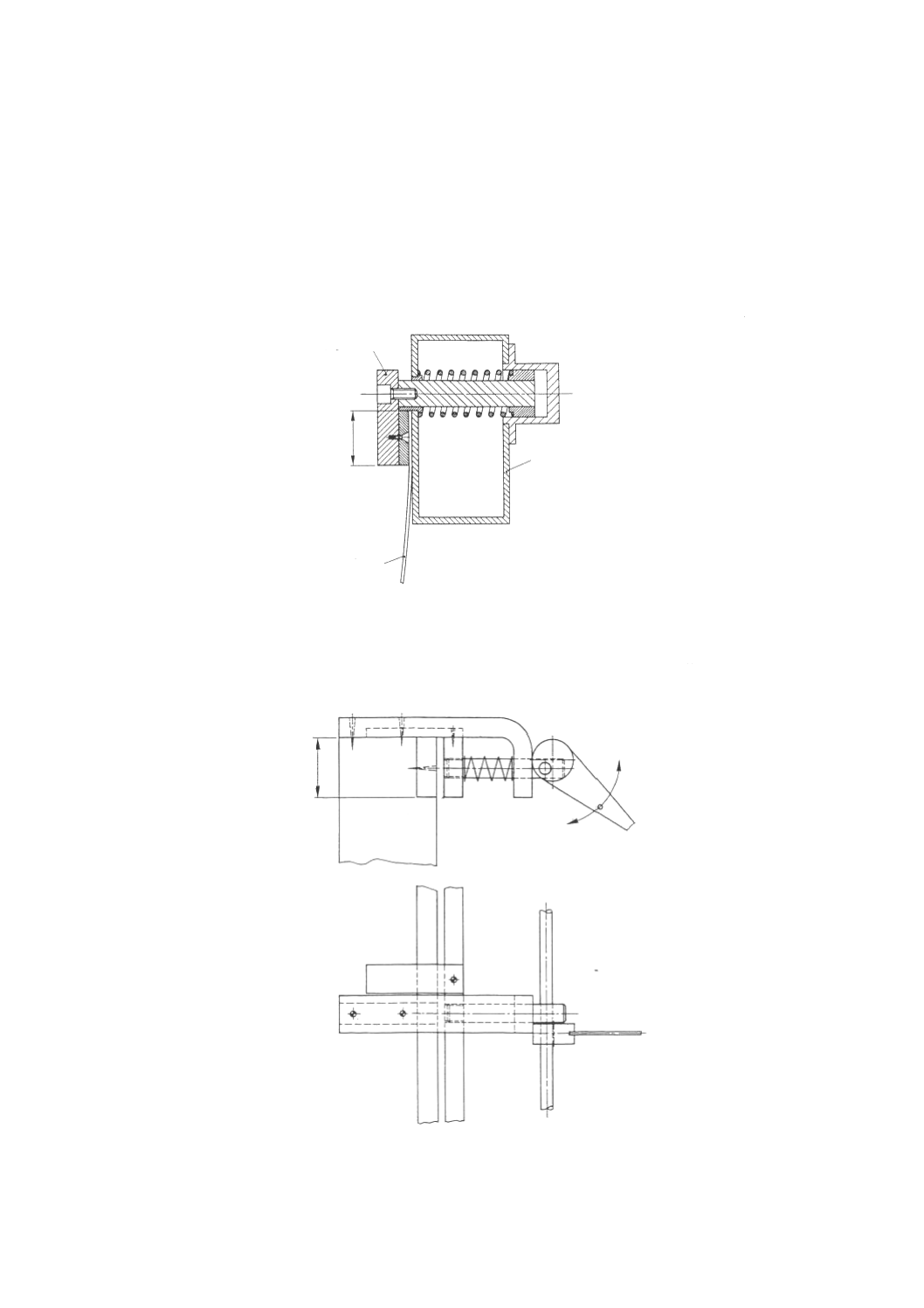
懸垂法による巻ぐせ測定における板クランプ装置の例を,図A.1及び図A.2に示す。
単位 mm
図A.1−板クランプ装置の例(タイプA)
単位 mm
図A.2−板クランプ装置の例(タイプB)
側面図
上面図
偏心カムつき
クランプレバー
30
押さえ
固定ジグ
試験片
30
9
C 2550-2:2020
附属書JA
(参考)
JISと対応国際規格との対比表
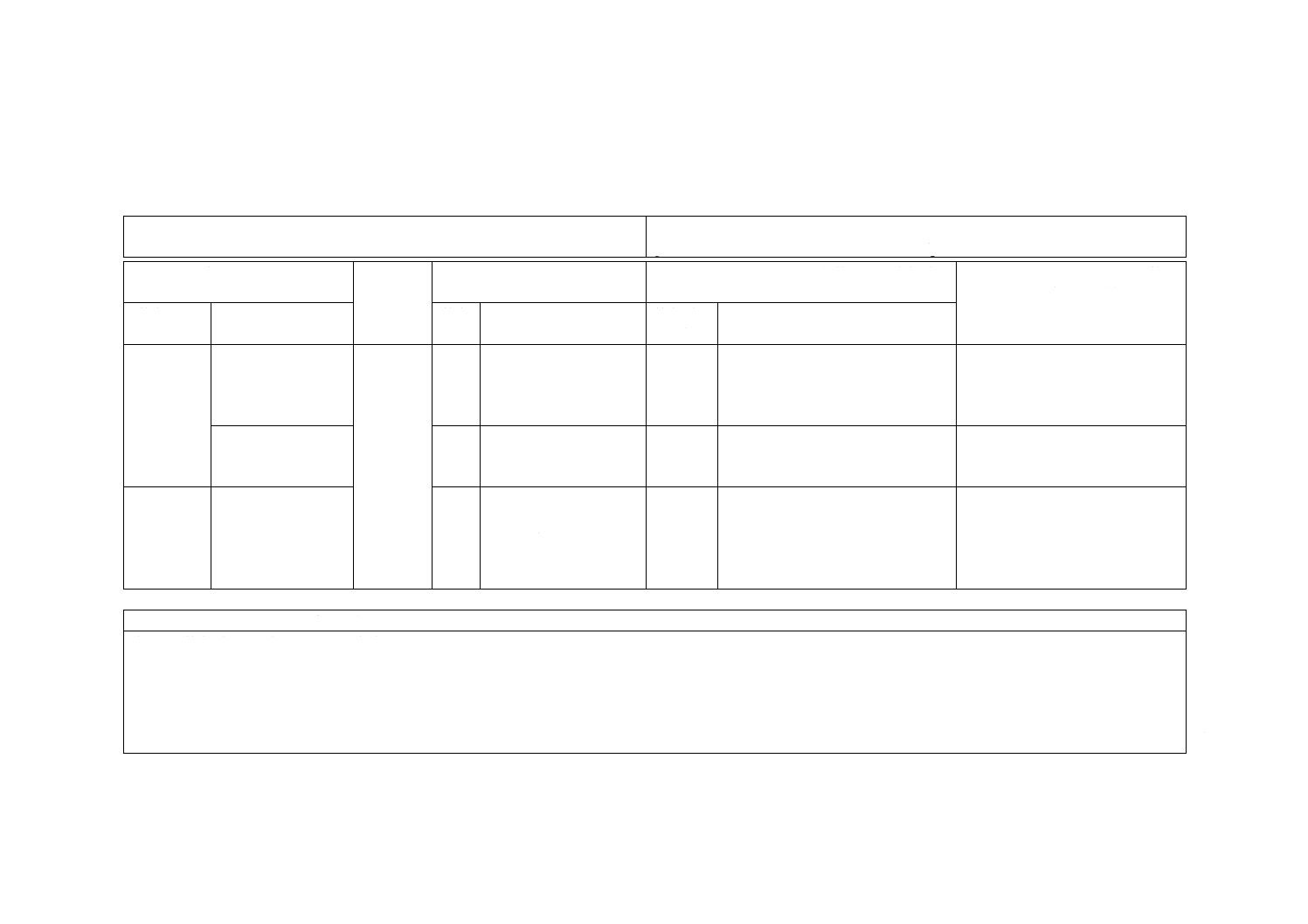
JIS C 2550-2:2020 電磁鋼帯試験方法−第2部:寸法・形状の測定方法
IEC 60404-9:2018,Magnetic materials−Part 9: Methods of determination of the
geometrical characteristics of electrical steel strip and sheet
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
4 測定方法 4.2.1 一般事項
4.2.1
変更
追加
定盤法と懸垂法との測定値が異な
ることを注記から本文に変更し,懸
垂法による測定値の場合は記載す
ることを追加した。
我が国では定盤法が一般的である
ことに合わせた。IEC規格の変更
は提案予定なし。
4.5.2.2 外側マイク
ロメータを用いた
測定手順
4.5.2
.2
この規格で形状を測定
する材料の規格だけを
規定している。
追加
切断かえり高さの測定で,我が国で
一般的に用いられるマイクロメー
タの規格を規定した。
対応IEC規格には,マイクロメー
タの規格は規定されていない。
IEC規格の変更は提案予定なし。
5
この規格では,適用
しない旨を記載
5
本試験方法に基づく試
験報告書について規定
している。
削除
我が国の一般的な取引では製品に
試験成績表を添付するため,従来か
ら,JISでは製品規格に試験成績表
を規定し,試験方法の規格から,試
験報告書の規定を削除している。
我が国で一般的となっている取引
と整合させた。IEC規格の変更は
提案予定なし。
JISと国際規格との対応の程度の全体評価:IEC 60404-9:2018,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
C
2
5
5
0
-2
:
2
0
2
0
2
C
2
5
5
0
-2
:
2
0
2
0