C 2534:2017
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 分類······························································································································· 2
5 アモルファス帯の種類の記号 ······························································································ 2
6 一般的要求事項 ················································································································ 4
6.1 製造方法 ······················································································································ 4
6.2 供給形態 ······················································································································ 4
6.3 納品状態 ······················································································································ 5
6.4 表面状態 ······················································································································ 5
6.5 切断性 ························································································································· 5
7 特性及び許容値 ················································································································ 5
7.1 磁気特性 ······················································································································ 5
7.2 寸法及び形状並びにそれらの許容差··················································································· 6
7.3 その他の材料特性 ·········································································································· 7
8 検査及び試験 ··················································································································· 7
8.1 一般事項 ······················································································································ 7
8.2 サンプルの採取 ············································································································· 7
8.3 試験片の準備 ················································································································ 8
8.4 試験方法 ······················································································································ 8
8.5 再試験 ························································································································· 9
9 マーキング,ラベリング及びこん包 ····················································································· 9
10 クレーム ······················································································································· 9
11 購入者が発注時に提供する情報 ························································································ 10
12 試験成績表 ··················································································································· 10
附属書A(参考)1.5 Tにおける鉄損の最大値 ··········································································· 11
附属書B(規定)アモルファス帯の占積率測定方法 ···································································· 12
C 2534:2017
(2)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本電機工業会(JEMA)及び
一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があ
り,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
C 2534:2017
鉄基アモルファス帯
Fe-based amorphous strip deliverd in the semi-processed state
1
適用範囲
この規格は,呼称厚さ0.020 mm〜0.030 mmの最終焼きなましを施していない状態の鉄基アモルファス
帯(以下,アモルファス帯という。)の,特に,一般的要求事項,磁気特性,寸法・形状及びその許容差,
その他の材料特性,並びにこれらの検査方法について規定する。
この規格は,磁気回路の構成用途の急冷凝固した状態の鋳造エッジをもつコイルで供給するアモルファ
ス帯に適用する。
これらのアモルファス帯には,次の2種類の材質がある。
− 普通材(conventional grades)
− 高磁束密度材(high permeability grades)
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 2535 単ヨーク形単板試験器による鉄基アモルファス帯の交流磁気特性の測定方法
JIS C 2550-2 電磁鋼帯試験方法−第2部:寸法・形状の測定方法
JIS G 0404 鋼材の一般受渡し条件
JIS G 0415 鋼及び鋼製品−検査文書
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS C 2550-2によるほか,次による。
3.1
ぜい(脆)性スポット(brittle spots)
アモルファス帯を引き裂いたときに,裂け目の経路,方向の変化,破片分離などの,アモルファス帯の
損傷が生じた領域。
3.2
引裂きぜい性(strip tear ductility)
アモルファス帯のぜい性を表す指標。このぜい性は,一定長さのアモルファス帯を鋳造方向に引き裂い
たときに生じるぜい性スポットの数で区分する(表4参照)。
3.3
鋳造ロール(casting roll)
溶融合金をその上に注いで急速冷却帯を製造する,回転冷却ロール。
2
C 2534:2017
4
分類
この規格で取り扱うアモルファス帯の種類は,次によって分類する。
− 呼称厚さ
− 周波数が50 Hzで最大磁束密度が1.3 Tにおけるキログラム当たりのワット値(W/kg)で表す鉄損の
最大値
− 磁界の強さ80 A/mにおけるテスラ値(T)で表す磁束密度の最小値及び占積率の最小値
5
アモルファス帯の種類の記号
アモルファス帯の種類の記号の表し方は,次による。
a) ミリメートルで表す呼称厚さの1 000倍の数字
b) 材質の種類を示す文字
− 普通材:AMS
− 高磁束密度材:AMP
c) 周波数が50 Hzで最大磁束密度が1.3 Tにおける鉄損の最大値(W/kg)の100倍の数字
d) 占積率の最小値の100倍の数字
例 25AMP08-86は,周波数が50 Hzで最大磁束密度が1.3 Tにおける鉄損最大値が0.08 W/kg以下で
あり,かつ,占積率が0.86以上である呼称厚さ0.025 mmの高磁束密度材を表す。
アモルファス帯の種類の記号は,表1及び表2による。
3
C 2534:2017
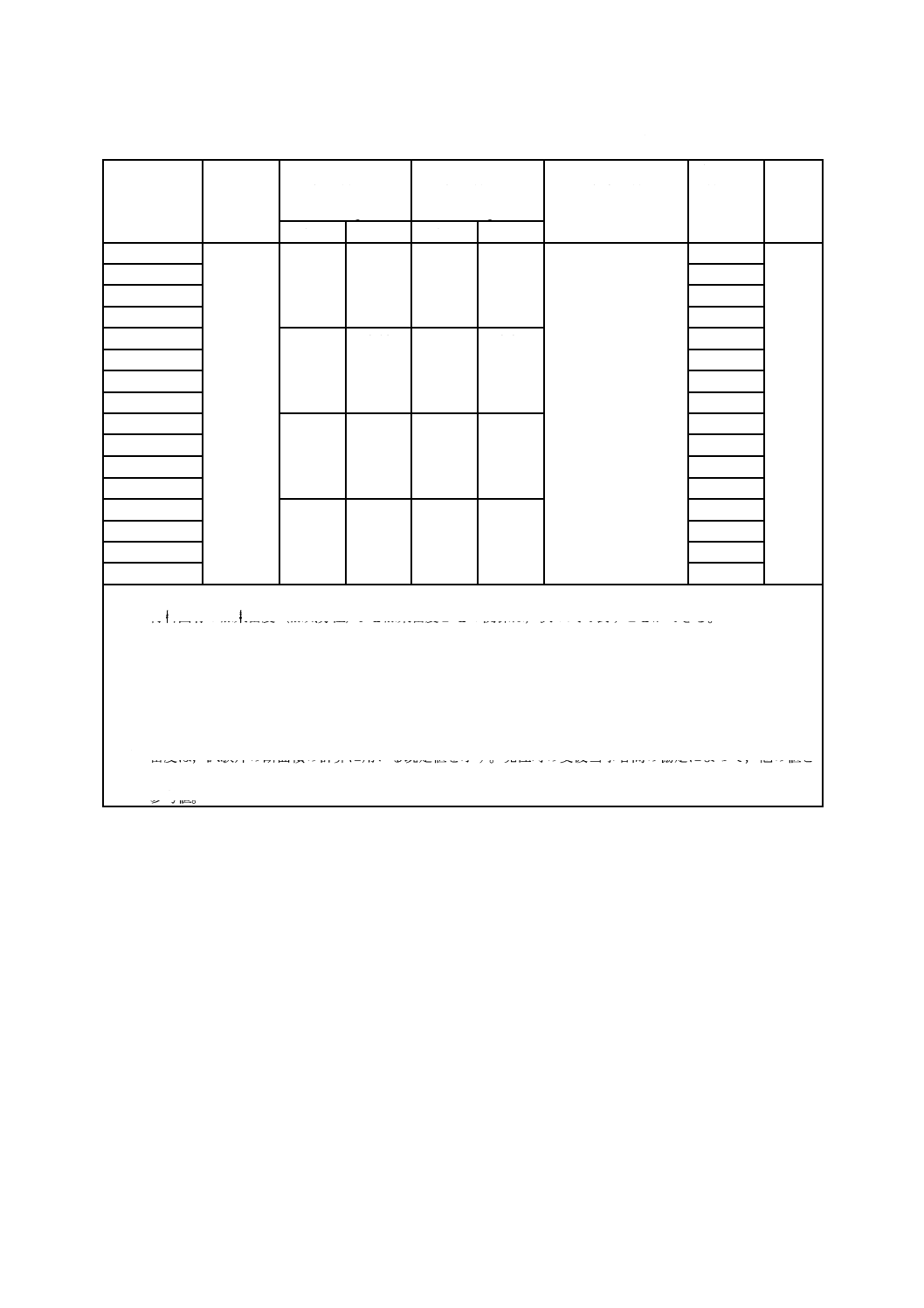
表1−普通材のアモルファス帯の種類,鉄損,磁束密度及び占積率
種類
呼称厚さ
mm
1.3 Tにおける
鉄損の最大値a)
W/kg
1.4 Tにおける
鉄損の最大値a)
W/kg
H=80 A/mにおける
磁束密度の最小値
a),b)
T
占積率の
最小値
密度c)
kg/dm3
50 Hz
60 Hz d)
50 Hz
60 Hz d)
25AMS08-90
0.025
0.08
0.11
0.11
0.14
1.35
0.90
7.20
25AMS08-88
0.88
25AMS08-86
0.86
25AMS08-84
0.84
25AMS10-90
0.10
0.13
0.13
0.17
0.90
25AMS10-88
0.88
25AMS10-86
0.86
25AMS10-84
0.84
25AMS12-90
0.12
0.15
0.16
0.20
0.90
25AMS12-88
0.88
25AMS12-86
0.86
25AMS12-84
0.84
25AMS16-90
0.16
0.20
0.21
0.26
0.90
25AMS16-88
0.88
25AMS16-86
0.86
25AMS16-84
0.84
注a) これらの値は,標準状態の試験片に対して適用する(7.1.1参照)。
b) 材料固有の磁束密度(磁気分極)Jと磁束密度Bとの関係は,次の式で表すことができる。
J=B−μ0H
ここに, J: 材料固有の磁束密度(磁気分極)
B: 磁束密度
μ0: 磁気定数[4π×10−7(H/m)]
H: 磁界の強さ
磁界の強さが80 A/mの場合,BとJとの差は0.000 1 Tであり,この差異は無視してもよい。
c) 密度は,試験片の断面積の計算に用いる既定値を示す。発注時の受渡当事者間の協定によって,他の値と
してもよい。
d) 参考値。
4
C 2534:2017
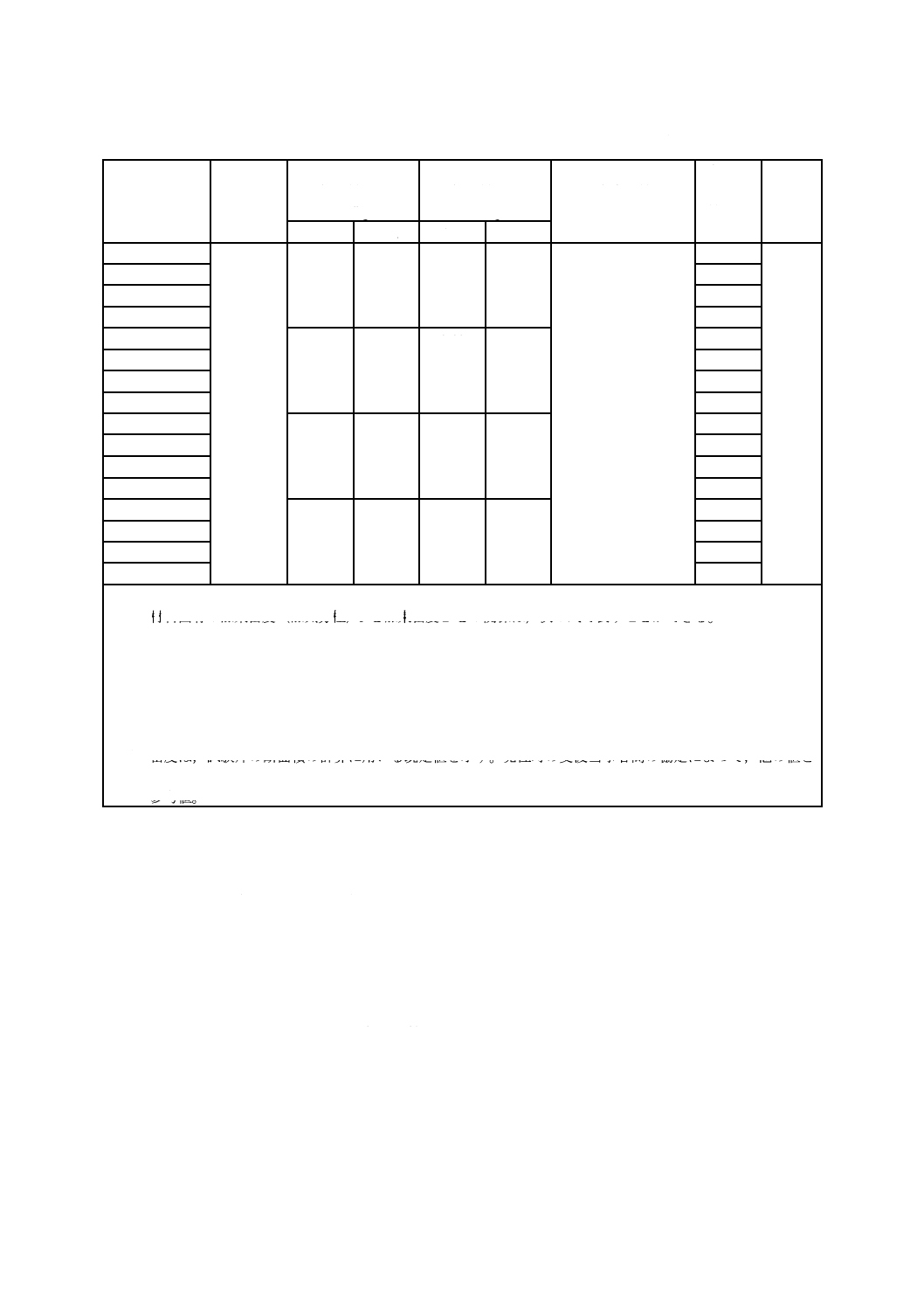
表2−高磁束密度材のアモルファス帯の種類,鉄損,磁束密度及び占積率
種類
呼称厚さ
mm
1.3 Tにおける
鉄損の最大値a)
W/kg
1.4 Tにおける
鉄損の最大値a)
W/kg
H=80 A/mにおける
磁束密度の最小値
a),b)
T
占積率
の
最小値
密度c)
kg/dm3
50 Hz
60 Hz d)
50 Hz
60 Hz d)
25AMP08-90
0.025
0.08
0.11
0.11
0.14
1.50
0.90
7.35
25AMP08-88
0.88
25AMP08-86
0.86
25AMP08-84
0.84
25AMP10-90
0.10
0.13
0.13
0.17
0.90
25AMP10-88
0.88
25AMP10-86
0.86
25AMP10-84
0.84
25AMP12-90
0.12
0.15
0.16
0.20
0.90
25AMP12-88
0.88
25AMP12-86
0.86
25AMP12-84
0.84
25AMP16-90
0.16
0.20
0.21
0.26
0.90
25AMP16-88
0.88
25AMP16-86
0.86
25AMP16-84
0.84
注a) これらの値は,標準状態の試験片に対して適用する(7.1.1参照)。
b) 材料固有の磁束密度(磁気分極)Jと磁束密度Bとの関係は,次の式で表すことができる。
J=B−μ0H
ここに, J: 材料固有の磁束密度(磁気分極)
B: 磁束密度
μ0: 磁気定数[4π×10−7(H/m)]
H: 磁界の強さ
磁界の強さが80 A/mの場合,BとJとの差は0.000 1 Tであり,この差異は無視してもよい。
c) 密度は,試験片の断面積の計算に用いる既定値を示す。発注時の受渡当事者間の協定によって,他の値と
してもよい。
d) 参考値。
6
一般的要求事項
6.1
製造方法
アモルファス帯の製造方法及び化学組成は,規定しない。
6.2
供給形態
アモルファス帯の供給形態は,巻取り状態のコイルの形態とする。コイルは,アモルファス帯の連続1
条を一つの巻枠に巻き取ったもの,又は複数のアモルファス帯を重ねた1条を一つの巻枠に巻き取ったも
の(以下,複層巻コイルという。)とする。
コイルの質量は,発注時の受渡当事者間の協定による。
巻枠の内径は,約406 mmを推奨する。コイルの外径は,600 mm〜1 120 mmとする。
コイルは,幅が一定で両側面が実質的に平面とみなせるよう,エッジをそろえて巻き取る。
コイル内の空隙又は隙間の寸法及び個数,並びに不規則な平たん(坦)度は,発注時の受渡当事者間の
協定による。
コイルは,コイル自体の質量によって潰れることがないように,十分堅く巻き取る。
5
C 2534:2017
複層巻コイルは,発注時の受渡当事者間の協定によって,各層ごとにつなぎ合わせてもよい。つなぎ合
わせた各片のアモルファス帯の端部形状は,必要があれば,発注時に受渡当事者間で協定する。
つなぎ合わせた各片のアモルファス帯のエッジは,発注後の作業に支障が生じるほどの不ぞろいがあっ
てはならない。
6.3
納品状態
アモルファス帯は,通常,表面に絶縁皮膜を施さないで納品する。アモルファス帯の表面には,鋳造時
に自然に形成される酸化層が発生している。
6.4
表面状態
アモルファス帯の表面は,平滑でグリースの付着及びさび(錆)のない清浄なものとする。また,アモ
ルファス帯の表面又はエッジに沿って連続する酸化変色があってはならない。
ただし,アモルファス帯の表面及びエッジに,しわ,くぼみ,亀裂,折れ,剝離片,さび,変色などが
所々に発生している場合でも,使用上支障がないときは許容する。
アモルファス帯は,板を貫通する,長さ7.0 mm以上の針状の穴があってはならない。また,鋳造方向
と平行な,どの25 mmの区間においても,鋳造方向に並んだ針状の穴の個数は,8個以下とする。このと
き,針状の穴が団子状に連なり,穴の直線状のエッジが複数の針状の穴を横切るように見える場合には,
針状の穴が並んでいるものとみなす。
アモルファス帯のエッジは,4.0 mmを超える寸法の細長い裂片,切込み又は羽毛状の欠陥があってはな
らない。
6.5
切断性
アモルファス帯は,いかなる部分でも,適切な工具を用いることによって,直線状に切断することが可
能なものとする。
7
特性及び許容値
7.1
磁気特性
7.1.1
標準状態
7.1.2及び7.1.3に規定する特性は,次の磁場中焼きなましによって得られる標準状態の試験片に適用す
る。
− 試験片は,鋳造方向に平行な1 600 A/m以上の強さの直流磁場の中で,製造業者の推奨する温度に基
づき磁場中焼きなましを施す。
− 磁場中焼きなましは,指定の温度で2時間保持し,磁場は,試験片の温度が200 ℃以下に下がるまで
印加する。
注記1 磁場中焼きなましによって,ひず(歪)みを除去し,鋳造方向に誘導磁気異方性を付与する
ことができる。
注記2 一般的な指針として,磁場中焼きなましの温度は,20 ℃/minの加熱速度で行った走査示差
熱計(DSC)の測定で示される結晶化開始温度よりも140 ℃〜170 ℃低くなる。
試験片は,磁場中焼きなましの間,平たんに保つ。磁場中焼きなましの雰囲気は,乾燥かつ不活性とす
る。
発注時の受渡当事者間の協定によって,磁場中焼きなましを上記の処理よりも高い温度かつ短い時間で
施す,迅速磁場中焼きなましとしてもよい。
注記3 迅速磁場中焼きなましの場合,試験片の磁気特性が標準状態の場合よりも劣ることがある。
6
C 2534:2017
7.1.2
磁束密度
周波数50 Hz又は60 Hzでの磁界の強さの最大値が80 A/mの場合の最大磁束密度の最小値は,8.4.1に
よって試験したとき,表1及び表2に規定する値とする。
7.1.3
鉄損
周波数50 Hzで最大磁束密度1.3 T及び1.4 Tにおける鉄損の最大値は,8.4.1によって試験したとき,表
1及び表2に規定する値とする。
注記 附属書Aに,最大磁束密度1.5 Tにおける鉄損の最大値を,参考値として示す。
7.2
寸法及び形状並びにそれらの許容差
7.2.1
厚さ
アモルファス帯の呼称厚さは,0.025 mmとする。ただし,発注時の受渡当事者間の協定によって,他の
値としてもよい。
厚さの許容差は,次のとおり区別する。
− 受渡単位の製品における呼称厚さに対する厚さの許容差
− 一定長さのアモルファス帯における,鋳造方向の厚さの偏差
− 一定長さのアモルファス帯における,幅方向の厚さの偏差
受渡単位のアモルファス帯の呼称厚さの許容差は,±0.002 mmとする。
長さ2 mのアモルファス帯における鋳造方向の厚さの偏差は,0.002 5 mm以下とする。
長さ2 mのアモルファス帯における幅方向の厚さの偏差は,0.002 5 mm以下とする。
7.2.2
幅
アモルファス帯の呼称幅は,142.2 mm,170.2 mm及び213.4 mmとする。発注時の受渡当事者間の協定
によって,他の値としてもよい。
幅の許容差は,表3による。発注時の受渡当事者間の協定によって,他の値としてもよい。
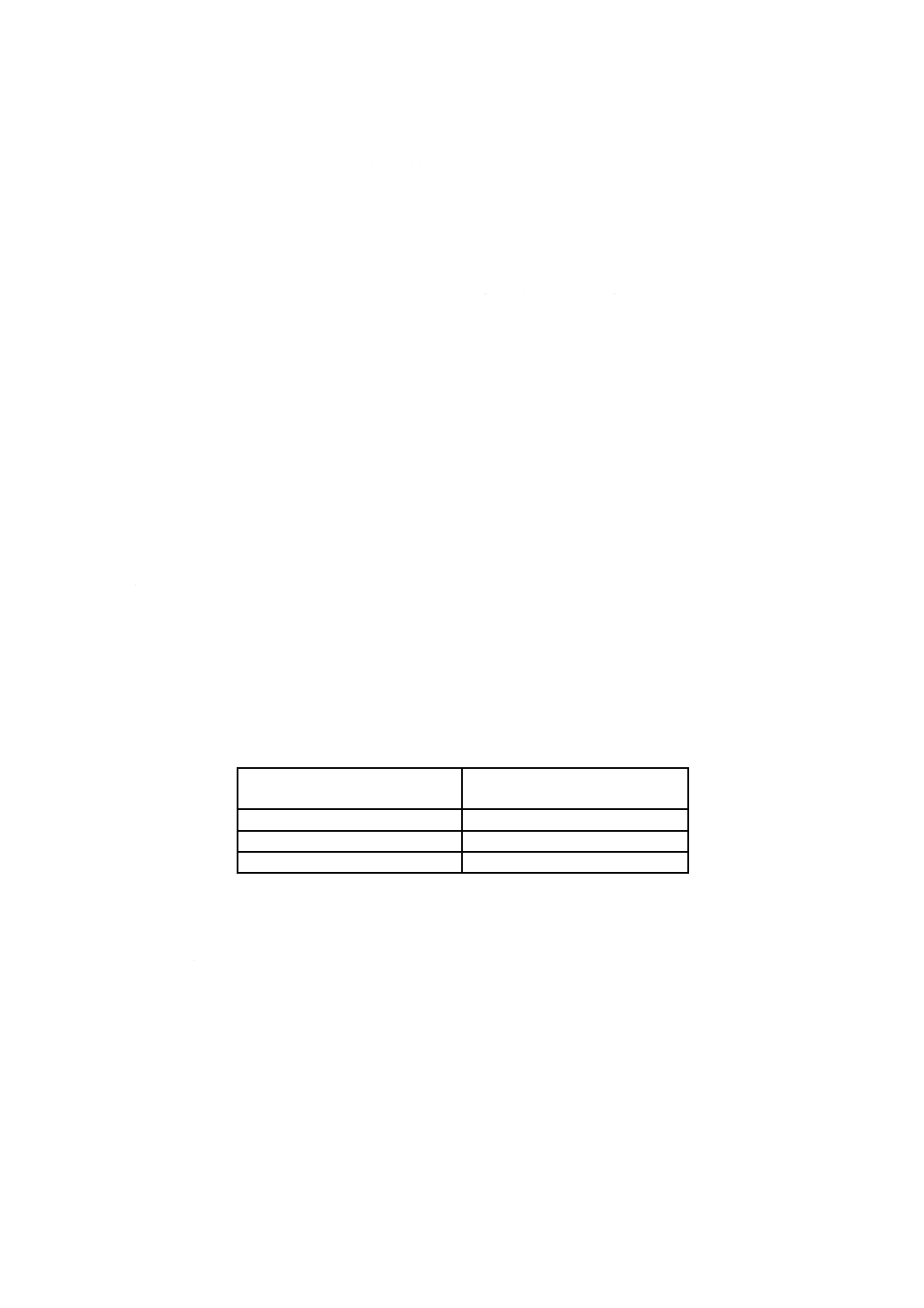
表3−鉄基アモルファス帯の呼称幅の許容差
呼称幅
mm
幅の許容差
mm
142.2
±1.0
170.2
±1.1
213.4
±1.4
7.2.3
長さ
長さは,規定しない。
7.2.4
横曲がり
横曲がりに関する要求は,発注時に受渡当事者間の協定による。
7.2.5
平たん度
平たん度に関する要求は,発注時に受渡当事者間の協定による。
7.2.6
巻ぐせ
巻ぐせに関する要求は,発注時に受渡当事者間の協定による。
7.2.7
切断かえり高さ
切断かえり高さは,規定しない。
7
C 2534:2017
7.3
その他の材料特性
7.3.1
密度
密度は,規定しない。ただし,磁気特性及び占積率測定のための断面積の計算に用いる密度は,表1及
び表2による。発注時の受渡当事者間の協定によって,他の密度としてもよい。
7.3.2
占積率
占積率の最小値は,附属書Bによって試験したとき,表1及び表2による。
7.3.3
引裂きぜい性
アモルファス帯の引裂きぜい性の特性は,8.4.4.2によって試験したとき,表4によるぜい性コードの“4”
以下とする。
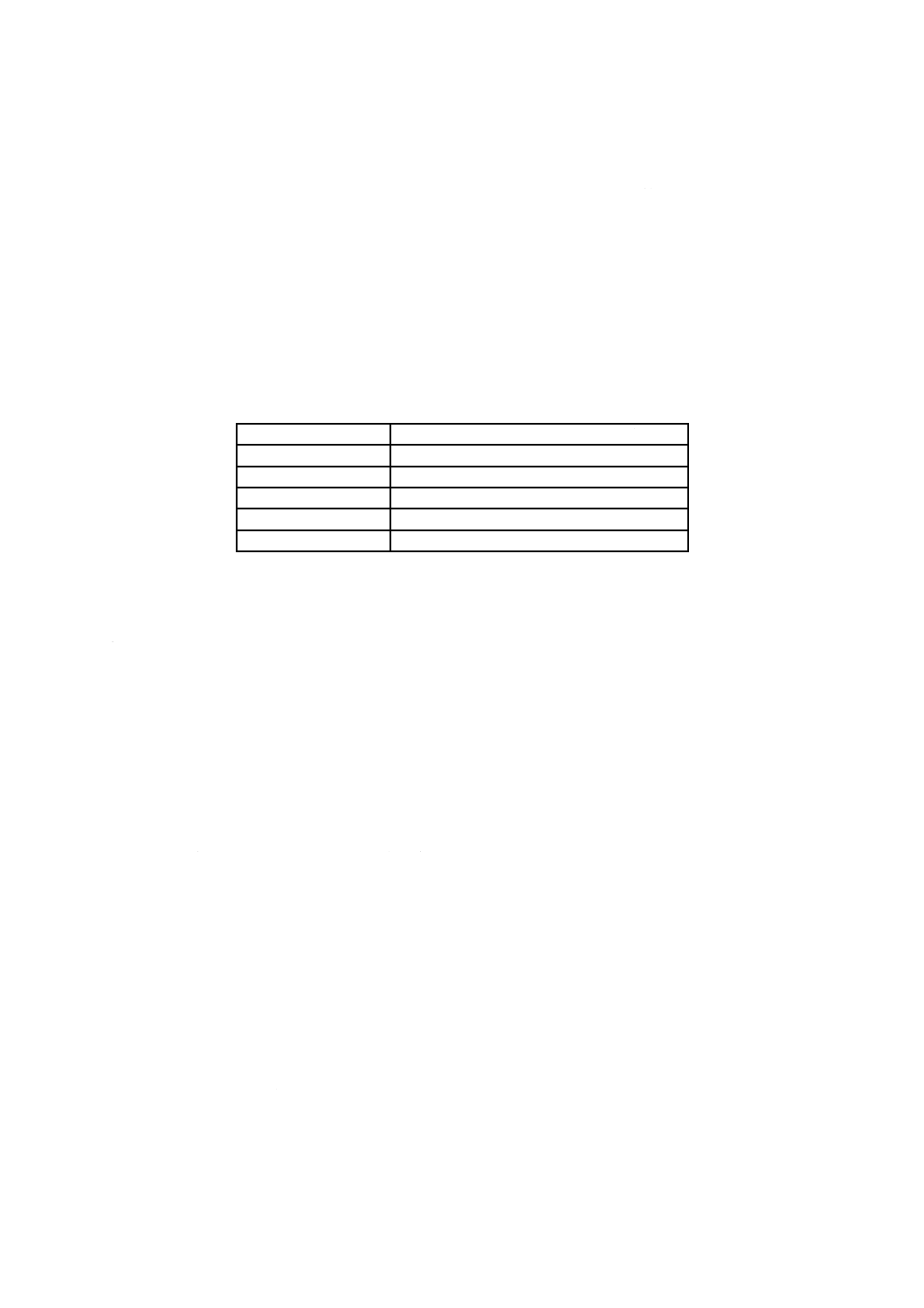
表4−鉄基アモルファス帯のぜい性コードに対するぜい性スポットの個数
ぜい性コード
試験片1枚中のぜい性スポットの個数
1
0
2
1 〜 3
3
4 〜 6
4
7 〜 9
5
10 以上
7.3.4
内部応力
内部応力は,規定しない。
7.3.5
表面絶縁抵抗
表面絶縁抵抗は,規定しない。
8
検査及び試験
8.1 一般事項
アモルファス帯の製品は,JIS G 0404に基づく特性検査を伴う発注,又は伴わない発注のいずれでもよ
い。
JIS G 0404に基づく特性検査を伴う発注の場合,発注時に,JIS G 0415に基づく検査文書の種類を指定
する。この場合,検査文書の交付は受渡単位ごととする。
JIS G 0404に基づく特性検査を伴わない発注を行う場合,製造業者は,供給するアモルファス帯の鉄損
値を記載した証明書を提供する。
受渡単位は,コイルとする。特別な協定によって,異なる受渡単位としてもよい。
特に取り決めない限り,切断性,形状及び寸法の公差,並びに切断性の検査に対しても,同じ規則を適
用する。
8.2
サンプルの採取
サンプルは,鋳造巻取り時のコイルの鋳造方向の先頭と末尾とから採取し,それぞれを試験に用いる。
発注時の受渡当事者間の協定によって,サンプルの採取を異なる頻度としてもよい。
連続した鋳造によって複数のコイルに巻き取る場合は,前のコイルのアモルファス帯の末尾から採取し
たサンプルを,次のコイルの先頭から採取するサンプルと同じとして取り扱ってもよい。
コイルの最外周の一巻は,アモルファス帯の品質を代表しない単なるこん(梱)包材とみなす。末尾の
8
C 2534:2017
サンプルは,このこん包用の一巻を除く外周部分から,採取する。
試験の実施順序が適正な場合,同一の試験片を様々な特性の試験に用いてもよい。
8.3
試験片の準備
8.3.1
磁気特性
磁束密度及び鉄損は,JIS C 2535に規定する単ヨーク形単板試験器で測定する。単板試験法の試験片は,
次の寸法とする。
− 長さは,280 mm〜300 mmとする。
− 幅は,アモルファス帯の鋳造幅と同じとする。
2枚の試験片を,コイルの先頭と末尾とから採取した各サンプルから,変形しないように注意して切断
して採取する。切断は,刃先の良好な工具を用いて行う。
試験片は,測定前に7.1.1に規定する標準状態に従って,磁場中焼きなましを行う。
エージング済みの試験片の鉄損を測定する場合は,(225±5)℃に加熱し24時間保持した後,室温に冷
却した試験片を用いる。発注時の受渡当事者間の協定によって,他のエージング条件としてもよい。
8.3.2
寸法及び形状,並びにこれらの許容差
厚さの測定には,幅20 mm以上,長さ20 mm以上,面積は5 000 mm2以上の長方形の試験片を用いる。
占積率を測定する試験片を用いてもよい。
幅の測定には,長さ250 mm以上の,鋳造幅のアモルファス帯1枚を試験片として用いる。
平たん度及び横曲がりの測定には,長さ2 mの,鋳造幅のアモルファス帯1枚を試験片として用いる。
巻ぐせの測定には,長さ(50005.2
+
)mmの,鋳造幅のアモルファス帯1枚を試験片として用いる。
8.3.3
その他の材料特性
8.3.3.1
占積率
占積率の測定には,同じ寸法の20枚以上の試験片を用いる。疑義が生じた場合は,試験片の枚数を100
枚とする。試験片の幅は鋳造幅とし,長さは75 mm〜125 mmで,各試験片の長さの許容差は±0.5 mmと
する。
試験片は,アモルファス帯の鋳造方向に対して連続的に,占積率を劣化させる過剰な切断かえりが生じ
ない方法を用いて採取する。試験片は,同じ方向に積み重ねる。
8.3.3.2
引裂きぜい性
引裂きぜい性の測定には,鋳造ロールの周長の2倍の長さのアモルファス帯1枚を,試験片として用い
る。
注記 鋳造ロールの正確な周長が不明の場合は,周長を1.2 mとしてもよい。
8.4
試験方法
8.4.1
一般事項
試験は,受渡単位ごとに,規定する各特性について行う。試験は,特に取り決めない限り,(23±5)℃
で行う。
複層巻コイルの場合は,特性は,構成するアモルファス帯の平均値を採用する。
8.4.2
磁気特性
試験は,JIS C 2535に規定する単板磁気特性測定法を用いて行う。
磁気特性値は,コイルの先頭と末尾とから2枚ずつ採取した,4枚の試験片の平均値とする。
8.4.3
寸法及び形状,並びにこれらの許容差
8.4.3.1
厚さ
9
C 2534:2017
試験片の厚さdは,式(1)による。
l
b
m
d
m
ρ
=
·············································································· (1)
ここに,
d: 試験片の平均厚さ,計算値(m)
m: 試験片の質量(kg)
b: 試験片の幅(m)
l: 試験片の長さ(m)
ρm: 試験片の密度(kg/dm3)
8.4.3.2
幅
幅の測定は,校正された適切な測定器を用いて,アモルファス帯の鋳造方向に直角な方向で行う。
8.4.3.3
横曲がり
横曲がりの測定は,JIS C 2550-2によって行う。
8.4.3.4
平たん度
平たん度の測定は,JIS C 2550-2によって行う。
8.4.3.5
巻ぐせ
鋳造方向の巻ぐせの測定は,JIS C 2550-2によって行う。
8.4.4
その他の材料特性
8.4.4.1
占積率
占積率の測定は,附属書Bによって行う。
8.4.4.2
引裂きぜい性
引裂きぜい性の測定は,試験片の両鋳造エッジから幅方向に12.7 mm及び25.4 mm,並びに幅方向中央
の5か所で,鋳造方向と平行な方向に引き裂くことで行い,約6 mm以上の寸法の,裂け目の経路及び/
若しくは方向の変化,又は破片分離が生じたぜい性スポットの個数を数える。
1枚の試験片のこれらのぜい性スポットの合計数を求め,表4によってぜい性コードを決める。
8.5
再試験
ある試験結果が規定に適合しない場合,同じコイルから新たに採取したサンプルを用いて2倍の枚数の
試験片を作製し,これらの試験片について規定する全ての試験を行う。この再試験の結果が,この規格の
要求事項を満たす場合は,この規格に適合しているとみなす。
再試験の結果がこの規格の要求事項に不適合となった場合,発注時の受渡当事者間の協定によって,受
渡単位としてのコイルを再加工後,再度試験を行ってもよい。
9
マーキング,ラベリング及びこん包
コイルは,輸送中の物理的な損傷を防ぐため,こん包する。こん包は,購入者が6か月間の屋内保管中,
アモルファス帯の劣化がないものとする。
コイルは,フォークリフトによる取扱いを可能とするため,パレットの上にコイルの軸がパレット面に
垂直となるように置く。また,こん包は,開こん(梱)するとき,くぎ(釘)抜きを用いず,固定帯を切
断するだけで可能とすることが望ましい。
製品のマーキング及びラベリングは,発注時の受渡当事者間の協定による。
10 クレーム
製品の内部又は外部の欠点は,これらが作業上又はアモルファス帯の適切な使用上において支障となる
10
C 2534:2017
ことが明確な場合に限り,クレームの対象とする。
購入者は,争点となっているアモルファス帯及びクレームの証拠を提出し,製造業者がクレームの正当
性を確認できるようにする。
11 購入者が発注時に提供する情報
購入者は,次の事項のうち,該当する事項の情報を引合い書又は発注書に記載する。
a) 購入量
b) この規格番号(JIS C 2534)
c) アモルファス帯の名称又は種類の記号(箇条5参照)
d) 複層巻コイルの場合には層の数(6.2参照)
e) コイルの寸法(コイルの外径に関する制限事項を含む。)(6.2参照)
f)
コイルの質量に関する制限事項(6.2参照)
g) 横曲がり,平たん度及び巻ぐせに関する特別な要求事項(7.2.4,7.2.5及び7.2.6参照)
h) 検査文書を含む検査手続に関する特別な要求事項(8.1参照)
i)
製品のマーキング及びラベリングに関する特別な要求事項(箇条9参照)
12 試験成績表
製造業者は,製品を購入者へ納入するに当たって,次の情報を含む試験成績表を提出し,製品がこの規
格に適合することを保証する。
a) この規格番号(JIS C 2534)
b) アモルファス帯の名称又は種類の記号(箇条5参照)
c) アモルファス帯の厚さ及び幅(mm)
d) コイルの質量(kg)
e) 磁気特性を測定する前に行った,磁場中焼きなまし条件
f)
周波数50 Hzにおける,最大磁束密度1.3 T及び1.4 Tでの鉄損値(W/kg)
g) 周波数50 Hz又は60 Hzにおける,磁界の強さの最大値80 A/mでの磁束密度値(T)
h) 0.01で丸めた,占積率の値
i)
ぜい性コード(7.3.3参照)
11
C 2534:2017
附属書A
(参考)
1.5 Tにおける鉄損の最大値
A.1 1.5 Tにおける鉄損の最大値
周波数50 Hz及び60 Hzでの最大磁束密度1.5 Tにおける鉄損の最大値(参考値)を,表A.1に示す。
表A.1−アモルファス帯の1.5 Tにおける鉄損の最大値
種類a)
呼称厚さ
mm
1.5 Tにおける鉄損の最大値b)
W/kg
50 Hz
60 Hz
25AMS08-90
0.025
0.18
0.22
25AMS08-88
25AMS08-86
25AMS08-84
25AMS10-90
0.20
0.24
25AMS10-88
25AMS10-86
25AMS10-84
25AMS12-90
0.23
0.28
25AMS12-88
25AMS12-86
25AMS12-84
25AMS16-90
0.28
0.33
25AMS16-88
25AMS16-86
25AMS16-84
25AMP08-90
0.14
0.17
25AMP08-88
25AMP08-86
25AMP08-84
25AMP10-90
0.16
0.20
25AMP10-88
25AMP10-86
25AMP10-84
25AMP12-90
0.19
0.24
25AMP12-88
25AMP12-86
25AMP12-84
25AMP16-90
0.24
0.30
25AMP16-88
25AMP16-86
25AMP16-84
注a) 種類は,表1及び表2による。
b) これらの値は,標準状態の試験片に対して適用する(7.1.1参照)。
12
C 2534:2017
附属書B
(規定)
アモルファス帯の占積率測定方法
B.1
一般事項
この附属書は,アモルファス帯の占積率の測定方法について規定する。この方法は,厚さ0.020 mm〜0.030
mmのアモルファス帯に適用する。
占積率は,アモルファス帯表面に存在する酸化物,表面粗さなどの影響因子による,材料の実効体積の
不足量を示す。
この測定方法は,アモルファス帯を巻いた鉄心の体積の中の金属の割合を予測するために用いる。
この測定方法は,正しく整列された試験片,及び測定中の均一な圧縮を前提とする。この双方の条件は,
試験片の表面に長く伸びた一つ又はそれ以上の隆起部が存在する場合,満たされなくなる。
この測定方法は,占積率を損ねる反り,波打ちなどの欠陥が試験片にないことを前提とする。
測定は,(23±5)℃で行う。
B.2
試料
試料は,8.3.3.1に従って準備する。
アモルファス帯は,高速回転する鋳造ロールの上に溶融合金を注いで製造される。このため,厚さが周
期的に変化する場合,鋳造ロールの周上の位置に関係する。このような厚さの変化を適切に平均化するた
めに,試験片の合計長さは,鋳造ロールの周長の整数倍とすることが望ましい。
注記 鋳造ロールの正確な周長が不明の場合は,周長を1.2 mとしてもよい。長さが120 mmの試験
片20枚は,鋳造ロール2周長分のアモルファス帯に当たる。
B.3
測定手順
試験片の質量,0.1 %以上の精度で測定し,試験片の平均長さ及び幅は,±0.3 %以内,望ましくは±0.1 %
以内の精度で測定する。
試験片を積層し,圧縮機の平らなラム面の間に置く。ラム面の面積は,試験片の積層体を完全に覆うこ
とができる面積とする。占積率は,発注時の受渡当事者間での合意によって,固定アンビル,及び面積が
160 mm2〜215 mm2であって,直径が14.2 mm〜16.5 mmの移動ラム面をもつ線形測定装置を用いて測定し
てもよい。
積層した試験片に,48 kPa〜55 kPaの圧力を均一に加え,ラム間距離hを積層体の4辺の近くの対称的
な位置で±0.3 %以内の精度で測定する。これができない場合は,積層体の短い2辺の中央又は対角線の位
置で測定する。
上記の線形測定装置を用いる場合,測定面が重なるように移動面の表面積よりも僅かに小さい間隔で,
積層体の全幅にわたり幅方向に積層体厚さを測定し,最大値を積層体高さhとする。
注記 ラム間距離hの測定において規定の精度が得られない場合には,積層高さを高くしてもよい。
占積率fは,式(B.1)による。
l
b
h
m
f
m
ρ
=
········································································ (B.1)
13
C 2534:2017
ここに,
f: 占積率
m: 試験片の合計質量(kg)
ρm: 試験片の密度(kg/dm3)
h: ラム間距離(m)
b: 試験片の平均幅(m)
l: 試験片の平均長さ(m)
B.4
測定再現性
この附属書に規定する占積率測定法の再現性の相対標準偏差は,2 %以内とする。