C 2504 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS C 2503 : 1990(電磁軟鉄棒)及びJIS C 2504 : 1990(電磁軟鉄板)の
二つの規格は統合・改正され,規格名称も電磁軟鉄と修正されて,この規格に置き換えられる。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 2504 : 2000
電磁軟鉄
Soft magnetic irons
序文 この規格は,1996年に配布・意見照会されたIEC 60404-8-6改正案 (68/157/CDV), Magnetic materials,
Part 8 : Specification for individual materials Section 6−Soft magnetic metallic materialsの中で分類され規格化
されているA (Irons) を基に,対応する部分については対応国際規格を翻訳し,技術的内容を変更すること
なく作成した日本工業規格である。
なお,この規格で,点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,リレー,電磁石,磁気クラッチ,ブレーキ,発電機,モータなどの鉄心,継
鉄,接極子,その他磁気シールドに用いる電磁軟鉄棒(以下,棒という。),ロッド(以下,ロッドという。),
線(以下,線という。),板(以下,板という。)及び条(以下,条という。)の一般事項,特性,形状及び
その試験方法について規定する。
備考 この規格の対応国際規格を,次に示す。
IEC 60404-8-6改正案 (68/157/CDV) : 1996 Magnetic materials, Part 8 : Specifications for
individual materials Section 6−Soft magnetic metallic materials
参考 上記IEC規格番号は,1997年1月1日から実施のIEC規格新番号体系によるものである。こ
れより前に発行された規格については,規格票に記載された規格番号に60000を加えた番号に
切り替える。これは番号だけの切替えであり,内容は同一である。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発行年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
IEC 60404-1改正案 (68/174/CDV) : 1998 Magnetic materials, Part 1 : Classification
IEC 60404-4 : 1995 Magnetic materials, Part 4 : Method of measurement of d.c. magnetic
properties of iron and steel
3. 定義 この規格で用いる主な用語の定義は,次による。
a) 磁束密度 (magnetic flux density) 任意の点の磁界を定義するソレノイド軸ベクトル量。単位は,テ
スラ (T) で表す。
b) 保磁力 (coercive field strength) 磁束密度を0にする磁界の強さ。単位は,アンペア毎メートル (A/m)
2
C 2504 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で表す。
c) 経時変化 (ageing) 100±5℃で,100時間後の保磁力の変化率。単位は,パーセント (%) で表す。
d) 棒 (bar) 均一な断面をもち,その断面が円,正方形,長方形又は正多角形である直線状の製品。
e) ロッド (rods) 均一な断面をもちその断面が円又は長方形である直線状の冷間引抜き製品。
f)
線 (wire) 均一な断面をもちその断面が円又は長方形であるコイル状の圧延又は引抜き製品。
g) 薄板及び厚板 (sheet and plate) 均一な断面をもつ平たんに圧延されたコイル状又は切板状の製品。
幅が600mmを超え,厚さが5mm以下のものを薄板,5mmを超えるものを厚板とする。
h) 条 (strip) 均一な断面をもつ平たんに圧延されたコイル状又は切板状の製品。幅が600mm以下で,
かつ,厚さが5mm以下のもの。
i)
ロット (lot) 同一溶解単位,同一形状で同時に製造された材料。また,焼なまし処理を行うときは,
同時又は連続炉で続けて行うもの。
j)
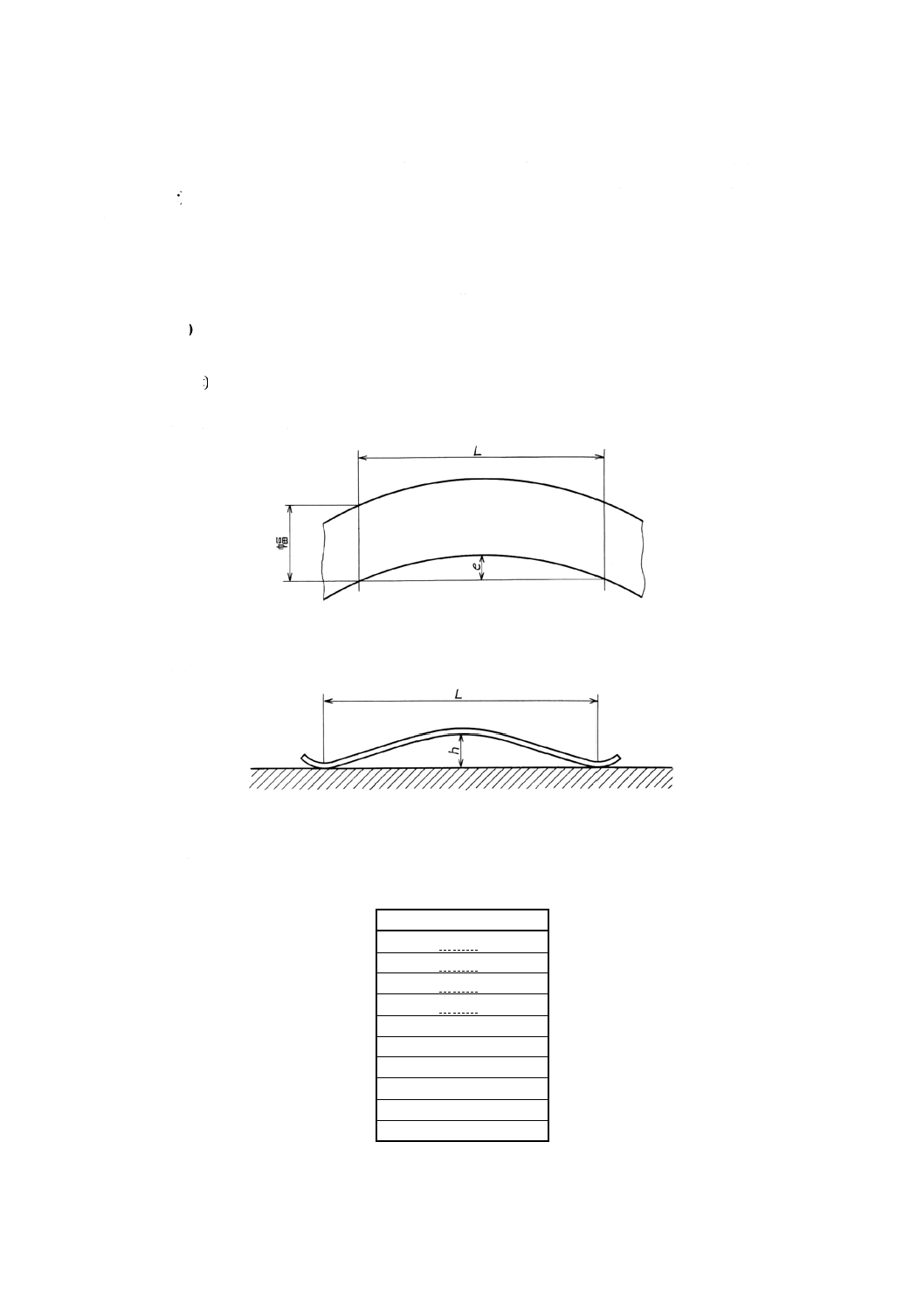
横曲がり (edge camber) 板及び条の基準の長さLに対する弧の深さの最大値e(図1参照)。
図1 横曲がりの例
k) 平たん度 (flatness) 板及び条の急しゅん度(波の高さh/波の長さL)(図2参照)。単位は,パーセ
ント (%) で表す。
図2 平たん度の例
4. 種類及び記号 種類及び記号は,直流磁気特性の保磁力の最大値によって区分し表1による。
表1 種類及び記号
種類及び記号
SUY-0
SUY-1
SUY-2
SUY-3
A-12
A-20
A-60
A-80
A-120
A-240
3
C 2504 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
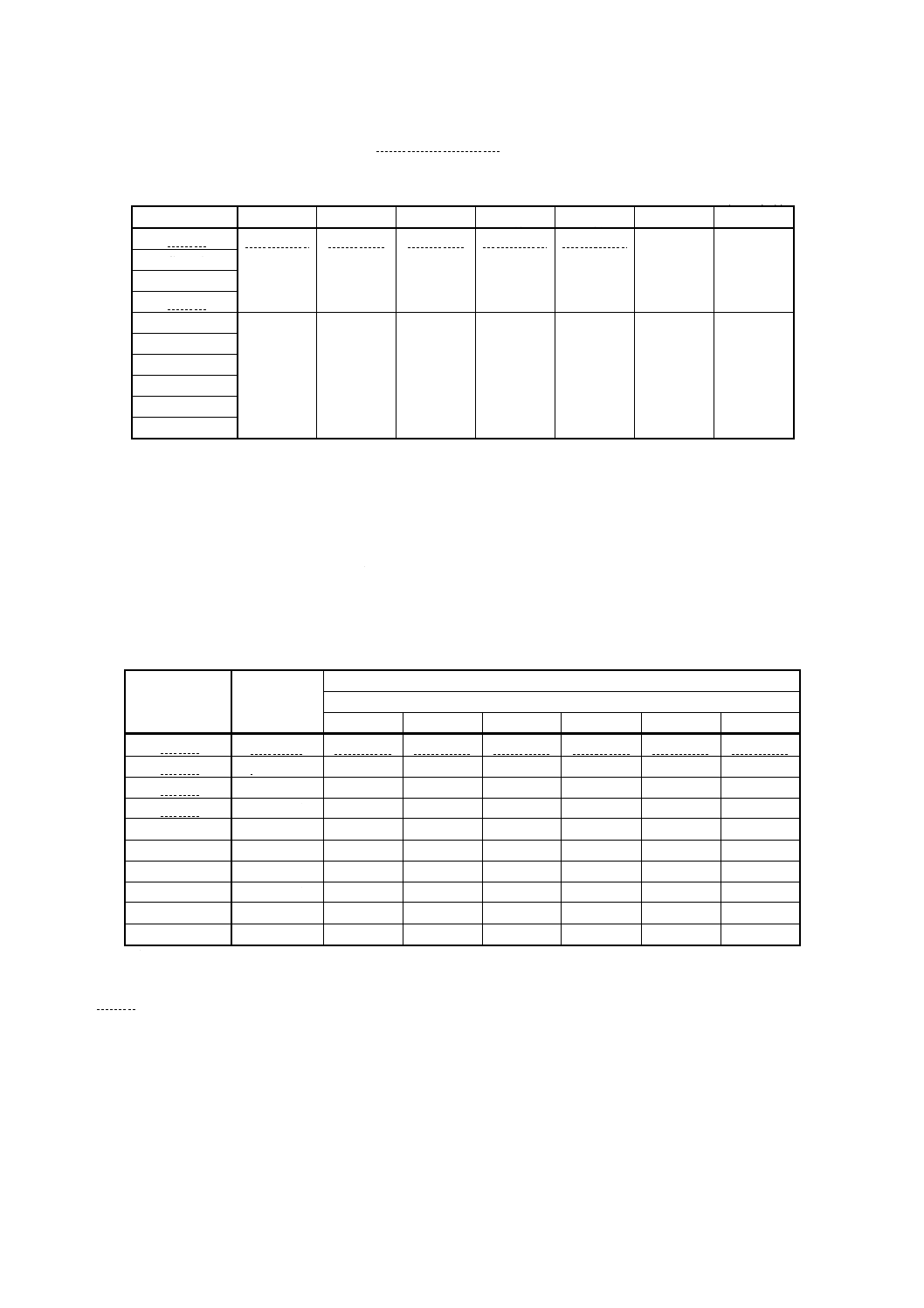
5. 化学成分 電磁軟鉄の化学成分は,溶鋼分析によって,その値は表2による(IEC 60404-1参照)。
表2 化学成分
単位 % (mass) (1)
種類及び記号
C
Si
Mn
P(2)
S(2)
Al
Ti
SUY-0
0.030以下
0.20以下
0.50以下
0.030以下 0.030以下
−
−
SUY-1
SUY-2
SUY-3
A-12
0.030以下
0.10以下
0.03以上
0.20以下
0.015以下 0.030以下
0.08以下
0.10以下
A-20
A-60
A-80
A-120
A-240
注(1) % (mass) は,質量パーセントを表す。
(2) 快削性を要求する場合,P及びSの値は,規格の上限値を超えてもよい。
6. 品質
6.1
外観 仕上げ良好・均一で,使用上有害なきず,割れ,その他の欠陥があってはならない。
6.2
直流磁気特性 板,条,棒及び線は,8.2の試験を行い,その直流磁気特性は表3による。この磁気
特性は,熱処理した後の値である。熱処理条件については,受渡当事者間の協定によることができる。
なお,経時変化については注文の際に要求された場合,10%を超えてはならない。
表3 直流磁気特性(3)
種類及び記号
保磁力
A/m
磁束密度 T
磁界の強さ A/m
100
200
300
500
1 000
4 000
SUY-0
60以下
0.90以上
1.15以上
1.25以上
1.35以上
1.45以上
1.60以上
SUY-1
80以下
0.60以上
1.10以上
1.20以上
1.30以上
1.45以上
1.60以上
SUY-2
120以下
−
−
1.15以上
1.30以上
1.45以上
1.60以上
SUY-3
240以下
−
−
1.15以上
1.30以上
1.45以上
1.60以上
A-12
12以下
1.15以上
1.25以上
1.30以上
1.40以上
1.45以上
1.60以上
A-20
20以下
1.15以上
1.25以上
1.30以上
1.40以上
1.45以上
1.60以上
A-60
60以下
−
1.15以上
1.25以上
1.35以上
1.45以上
1.60以上
A-80
80以下
−
1.10以上
1.20以上
1.30以上
1.45以上
1.60以上
A-120
120以下
−
−
1.15以上
1.30以上
1.45以上
1.60以上
A-240
240以下
−
−
1.15以上
1.30以上
−
1.60以上
注(3) 断面が小さな棒,ロッド及び線に対する磁気特性は,製造の早い段階で作成されたS.R.形リング(素
材リング)試験片(8.2.1参照)で測定する。
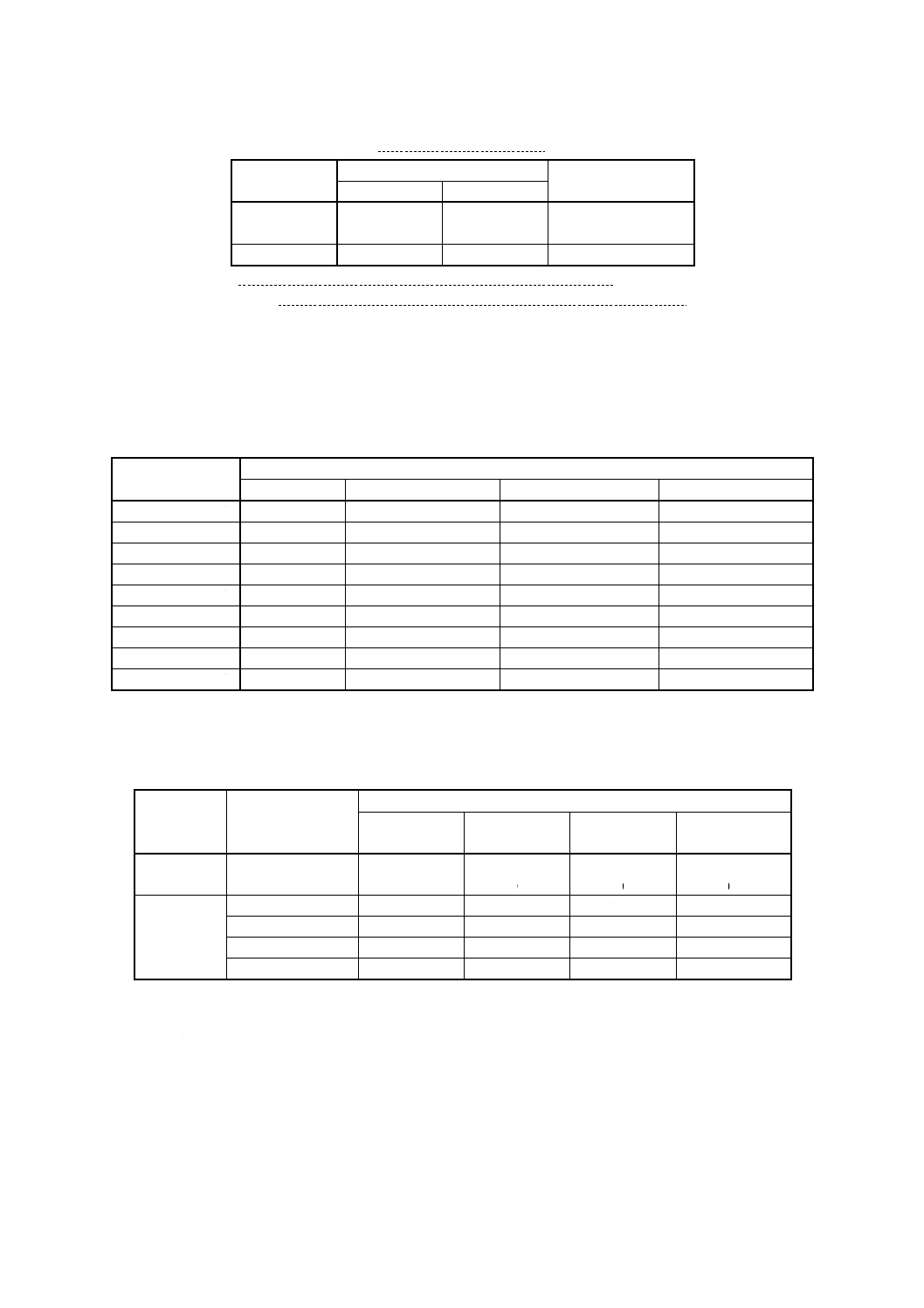
6.3
硬さ及び耐曲げ性 板,条,棒及び線は,8.3及び8.4の試験を行い,その硬さ並びに板及び条の耐
曲げ性は,表4による。
4
C 2504 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 硬さ及び耐曲げ性
形状
硬さ
耐曲げ性
HV
HRB
板及び条
85〜140
45〜75
試験片の外側に裂け
きずが生じないこと
棒及び線
110〜195
60〜90
−
備考 熱間加工品については,受渡当事者間の協定による。
また,耐曲げ性については厚さが2.5mm以上の場合,受渡当事者
間の協定による。
7. 形状及び寸法許容差
7.1
冷間圧延による板及び条の厚さの許容差 冷間圧延による板及び条の厚さの許容差は,表5による。
表5 冷間圧延による板及び条の厚さの許容差
単位 mm
厚さt
幅wに対する厚さの許容差
幅が150以下
幅が150を超え300以下 幅が300を超え600以下 幅が600を超えるもの
0.25以上0.50未満
±0.025
±0.030
±0.030
±0.040
0.50以上0.75未満
±0.030
±0.045
±0.045
±0.050
0.75以上1.00未満
±0.030
±0.045
±0.045
±0.065
1.00以上1.25未満
±0.040
±0.045
±0.045
±0.065
1.25以上1.50未満
±0.040
±0.045
±0.045
±0.075
1.50以上1.75未満
±0.040
±0.050
±0.065
±0.075
1.75以上2.00未満
±0.040
±0.050
±0.065
±0.090
2.00以上2.25未満
±0.050
±0.055
±0.065
±0.100
2.25以上2.50未満
±0.050
±0.055
±0.065
±0.120
備考 厚さが2.50mm以上の厚さの許容差は,受渡当事者間の協定による。
7.2
冷間圧延による板及び条の幅の許容差 冷間圧延による板及び条の幅の許容差は,表6による。
表6 冷間圧延による板及び条の幅の許容差
単位 mm
厚さt
幅wの許容差
幅が125未満
幅が125以上
250未満
250以上400未満 400以上1 200未満
圧延上がり
品
0.25以上6.00未満
+3
0
+3.5
0
+4.0
0
+4.5
0
スリット切
断品
0.25以上0.40未満
±0.15
±0.2
±0.3
±0.3
0.40以上1.50未満
±0.2
±0.3
±0.4
±0.4
1.50以上2.50未満
±0.3
±0.4
±0.5
±0.5
2.50以上6.00未満
±0.4
±0.5
±0.6
±0.6
備考 厚さが6.00mm以上の幅の許容差は,受渡当事者間の協定による。
7.3
板及び条の横曲がり 板及び条の横曲がりは,受渡当事者間の協定による。
7.4
板及び条の平たん度 板及び条の平たん度は,受渡当事者間の協定による。
7.5
冷間加工による捧,ロッド及び線の径の許容差 冷間加工による棒,ロッド及び線の径の許容差は,
表7による。
5
C 2504 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7 冷間加工による棒,ロッド及び線の径の許容差
単位 mm
線及びロッド
棒
外径d
許容差
外径d
許容差
0.20以上0.35未満
±0.015
0.5 以上 1.5未満
0
−0.06
0.35以上0.55未満
±0.020
1.5 以上 4.5未満
0
−0.07
0.55以上0.90未満
±0.030
4.5 以上10 未満
0
−0.08
0.90以上1.40未満
±0.040
10 以上25 未満
±0.05
1.40以上2.20未満
±0.060
2.20以上3.50未満
±0.080
3.50以上6.00未満
±0.100
7.6
熱間圧延による板及び条の寸法許容差 熱間圧延による板及び条の寸法許容差は,受渡当事者間の
協定による。
7.7
熱間加工による棒及び線の寸法許容差 熱間加工による棒及び線の寸法許容差は,受渡当事者間の
協定による。
8. 試験
8.1
試験場所の温度 試験は,温度23±5℃で行う。
8.2
直流磁気試験 直流磁気試験は,IEC 60404-4によって行う。
8.2.1
試験片 試験片は,長方形又は円形断面の均質リングとし,同一ロットごとに1個を採る。
試験片の寸法は,リングの内径及び外径をノギスで測定し,厚さをマイクロメータで測定して求める。
その精度は±0.5%とする。試験片の平均断面積Aは,式(1)によって算出する。
)
(
2
d
D
m
A
+
=πρ
·········································································· (1)
ここに,
A: 平均断面積 (m2)
m: 質量 (kg)
ρ: 密度 (kg/m3)
D: 外径 (m)
d: 内径 (m)
また,試験片の平均磁路長lは,式(2)によって算出する。
2
)
(
d
D
l
+
=π
············································································ (2)
ここに,
l: 平均磁路長 (m)
一般に試験片は,素材から成形加工又は切削加工し,バリを除去したS.R.形リング(素材リング)で,
リングの外径は30〜50mmとし,(外径/内径)は,1.2〜1.4とする。(例 外径45mm,内径33mm)
備考 試験片を作製後,必要な磁気特性をもたせるために適切な熱処理を行い,その後,取扱いによ
って試験片に応力を生じないように十分注意して取り扱わなければならない。適切な大きさの
保護容器の使用を奨める。
6
C 2504 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2.2
巻き線 試験片は絶縁材料の薄い層で覆った後,最初に磁束検出用コイルとして絶縁銅線を試験片
に均等に巻く。続いて磁化コイルとして測定の際,最大の磁化電流を流すことができる絶縁銅線を用いて
最大の磁界の強さを得るのに十分な数を1層又は多層巻く。
8.2.3
磁界の強さ 磁界の強さは,式(3)によって算出する。
なお,磁化電流は.±0.5%の精度で測定する。
l
I
N
H
×
=
1
·············································································· (3)
ここに,
H: 磁界の強さ (A/m)
N1: 試験片に巻いた磁化コイルの巻き数(回)
I: 磁化電流 (A)
l: 平均磁路長 (m)
8.2.4
磁束密度 磁束密度は,試験片に巻いた磁束検出用コイル(巻き数N2回)を電子式積分計,弾動
検流計又は磁束計に接続し測定し,式(4)によって算出する。
A
Φ
B=
···················································································· (4)
ここに,
B: 磁束密度 (T)
Φ: 磁束 (Wb)
A: 平均断面積 (m2)
8.2.5
消磁 試験片の消磁は,磁界の強さを少なくとも5kA/mから徐々に磁界を下げながら,繰り返し
反転させて注意深く行う。
8.2.6
保磁力 保磁力は,試験片に磁界の強さ400A/mを印加した後,反転させ,磁束密度が0のときの
磁界の強さを測定して求める。
8.3
硬さ試験 硬さの試験は,JIS Z 2244又はJIS Z 2245のBスケールによって測定する。ただし,2mm
未満の条については,JIS Z 2244によって測定する。試験片は焼なましを行わない。
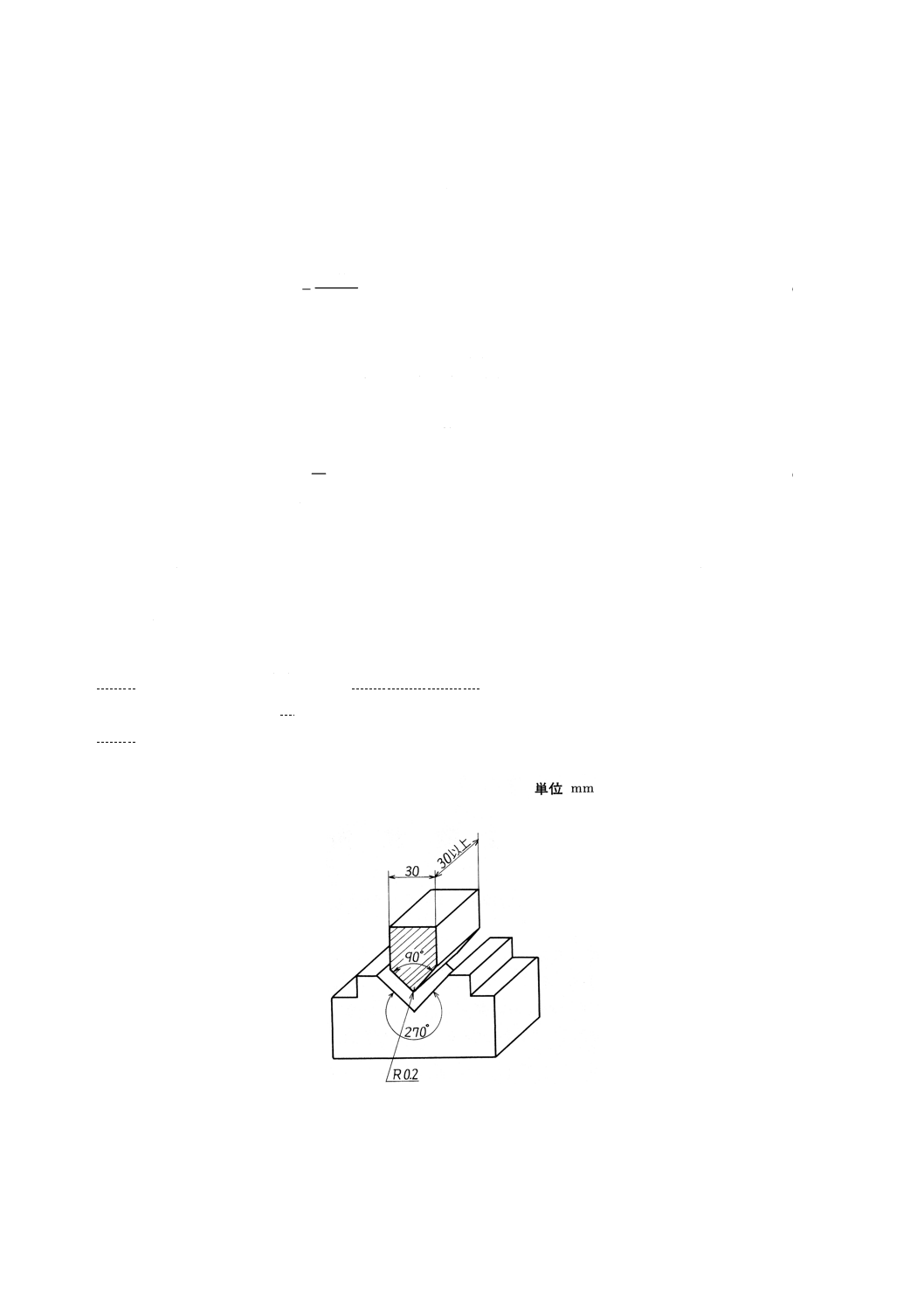
8.4
曲げ試験 曲げ試験は,図3に示す構造の試験機を用いて90°に曲げたときの耐曲げ性を調べる。
ただし,試験片は,焼なましを行わない。
図3 曲げ試験機
7
C 2504 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.5
寸法試験 寸法の試験は,次による。
a) 厚さ 最小目盛1/1 000mmをもつマイクロメータによって測定する。幅が25mmを超える平たんな製
品の測定箇所は,縁から10mm以上離れた位置とし,それ以外は,幅方向の中央部とする。
b) 幅 長さ方向と直角にノギス又はマイクロメータで測定する。
c) 横曲がり 図1のように板及び条を平らな台に置き,定規を曲がり部分の凹側の両端点に接するよう
にして曲がり部分の弧の深さの最大値を測定する。
d) 平たん度 図2のように板及び条の縁がはみ出ない程度に十分広く,平らな台に置き,ミリメートル
単位の定規で波の長さと波の高さを測定し,その比の最大値をとる。
e) 径 任意の2か所において0.1mmの精度で測定し,それらの中間値をとる。
9. 検査 検査は,次による。
a) 化学成分は,5.に適合しなければならない。
b) 品質は,6.に適合しなければならない。
c) 形状及び寸法許容差は,7.に適合しなければならない。
10. 包装 運搬中に損傷を受けないように適切な方法によって包装する。
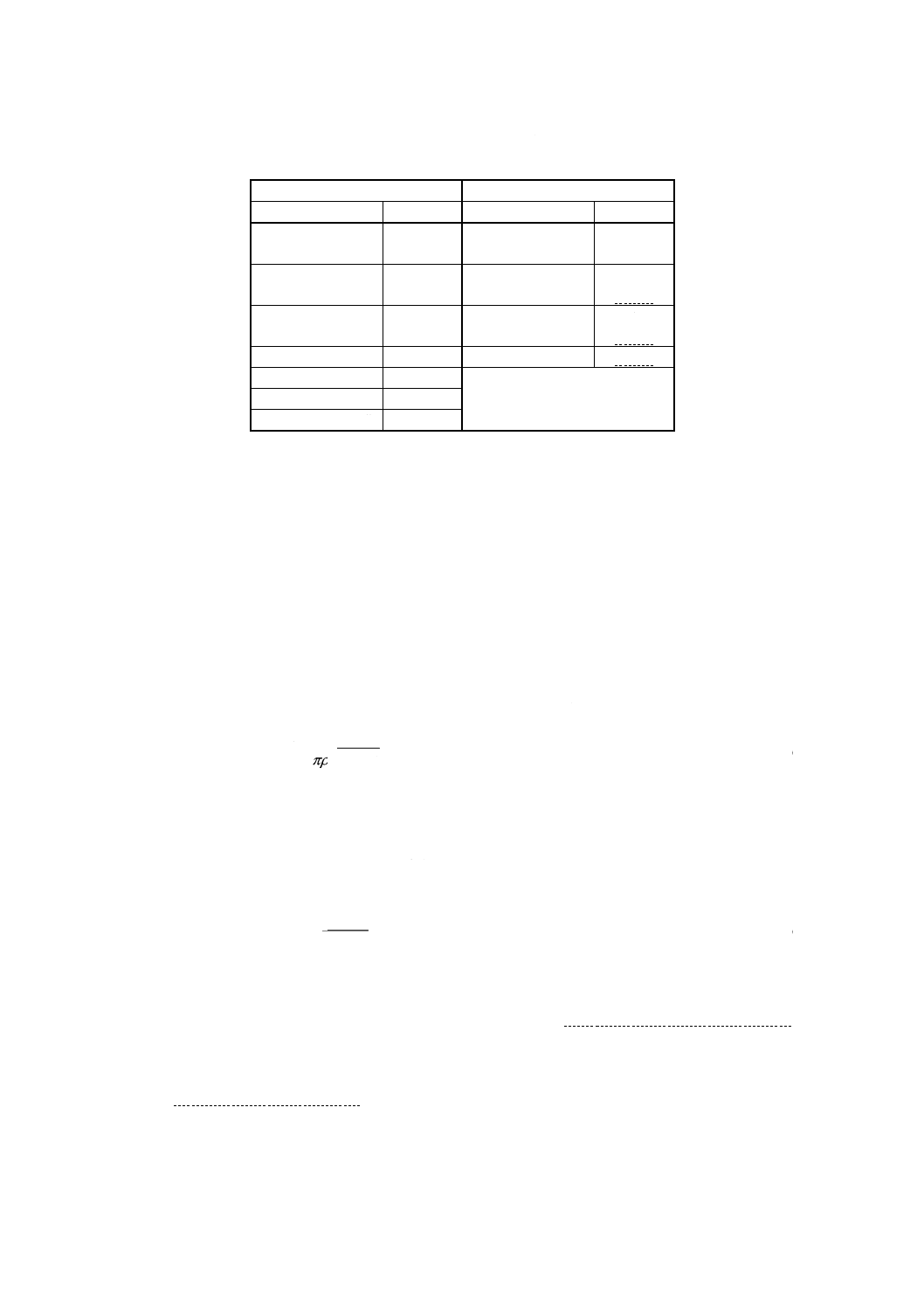
11. 製品の呼び方 製品の呼び方は,形状,種類及び記号並びに寸法による。
12. 表示 適切な方法によって,次の事項を表示しなければならない。
a) 種類及び記号
b) 寸法
c) 質量
d) ロット番号
e) 製造年月日又はその略号
f)
製造業者名又はその略号
JIS C 2504(電磁軟鉄)改正原案作成委員会 構成表
氏名
所属
(委員長)
池 田 功
太平洋金属株式会社
(委員)
根 岸 靖
神奈川県産業技術総合研究所
清 水 勉
オムロン株式会社
鈴 木 剛
日本電気株式会社
堀 江 宏 道
株式会社東芝
村 田 雄 三
大同特殊鋼株式会社
星 加 光 昭
株式会社ワラトクスチール
熊 川 正 之
高砂鐵工株式会社
永 松 荘 一
通商産業省機械情報産業局電子機器課
大 島 清 治
工業技術院標準部機械材料規格課
橋 本 繁 晴
財団法人日本規格協会
(関係者)
釜 土 祐 一
工業技術院標準部機械材料規格課
中 島 経 雄
財団法人日本規格協会
(事務局)
佐 藤 秀 樹
社団法人日本電子材料工業会
後 藤 和 紀
社団法人日本電子材料工業会