C 1805-2 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本電気計測器工業会 (JEMIMA) /
財団法人日本規格協会 (JSA) から工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本
工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
今回の制定は,日本工業規格を国際規格に整合させるため,IEC 61298-2 : 1995を基礎として用いた。
JIS C 1805-2には,次に示す附属書がある。
附属書A(参考) 参考文献
附属書1(参考) JISと対応する国際規格との対比表
JIS C 1805の規格群は,次に示す4部から構成する。
JIS C 1805-1 第1部:一般的考察
JIS C 1805-2 第2部:基準状態における試験
JIS C 1805-3 第3部:影響量の効果に関する試験
JIS C 1805-4 第4部:評価報告書の内容
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
C 1805-2 : 2001
プロセス計測制御機器−
性能評価の一般的方法及び手順−
第2部:基準状態における試験
Process measurement and control devices−
General methods and procedures for evaluating performance−
Part 2 : Test under reference conditions
序文 この規格は,1995年に第1版として発行されたIEC 61298-2, Process measurement and control devices
−General methods and procedures for evaluating performance−Part 2 : Test under reference conditionsを翻訳し,
編集上及び/又は技術的内容を一部変更して作成した日本工業規格である。
この規格に記載されたIEC規格番号は,1997年1月1日から実施のIEC規格新番号体系によるものであ
る。これより前に発行された規格については,規格票に記載された規格番号に60000を加えた番号に切り
換えてある。これは,番号だけの切換えであり,内容は同一である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一覧
表をその説明を付けて,附属書1に示す。
1. 適用範囲 この規格は,プロセス計測制御機器の機能及び性能に関する試験の実施と報告のための,
一般的な方法と手順を規定する。この規格に規定された方法と手順は,いずれの種類の試験又はいずれの
タイプのプロセス計測制御機器にも適用できる。各試験は固有の入力変量及び出力変量並びに入力/出力
関係(伝達関数)によって特性付けられるいずれの機器にも適用でき,アナログ機器もディジタル機器も
含まれる。特別な試験が必要な機器に対しては,この規格は,特別な試験を規定したその製品固有の規格
と合わせて使用しなければならない。
JIS C 1805のこの部は,基準状態で行われる試験について述べている。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
IEC 61298-2 : 1995, Process measurement and control devices−General methods and procedures for
evaluating performance−Part 2 : Test under reference conditions (MOD)
2
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年(又は発行年)を付記してあるものは,記載の年の版だけがこの
規格の規定を構成するものであって,その後の改正版・追補には適用しない。発効年(又は発行年)を付
記していない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0155:工業プロセス計測制御用語及び定義
備考 IEC 60902 : 1987, Industrial-Process measurement and control-Terms and definitionsからの引用事
項は,この規格の該当事項と同等である。
JIS C 1010-1 測定,制御及び研究室用電気機器の安全性 第1部:一般要求事項
備考 IEC 61010-1 : 1990, Safety requirements for electrical equipment for measurement, control, and
laboratory use−Part 1 : General requirements, Amendment 1 : 1992, Amendment 2 : 1995から
の引用事項は,この規格の該当事項と同等である。
JIS C 1805-1 : 2001 プロセス計測制御機器−性能評価の一般的方法及び手順−第1部:一般的考察
備考 IEC 61298-1 : 1995, Process measurement and control devices−General methods and procedures for
evaluating performance−Part 1 : General Considerationsからの引用事項は,この規格の該当
事項と同等である。
IEC 60546-1 : 1987, Controllers with analogue signals for use in industrial-process control systems−Part 1 :
Methods of evaluating the performance
3. 定義 この規格で用いられる主な用語の定義は,次による。
備考 “*”のついた用語はJIS B 0155の用語と同一であるが,定義の文章表現については,IEC
61298-2 (1995) による。
3.1
被試験機器 (DUT) 試験を受ける機器。
3.2
変量* (variable) 値が変化しうる量又は状態であって通常測定ができるもの。(例:温度,流量,速
度,信号など)
3.3
信号* (signal) 物理的な変量。その1以上のパラメータは,信号が表す1以上の変数に関する情報
を伝える。
3.4
レンジ* (range) 対象とする量の上限値と下限値の間の領域。
3.5
スパン* (span) 与えられたレンジの上限値と下限値の間の代数的な差。
3.6
設定値* (set point) 基準変量を表す信号。
備考 手動設定,自動設定,プログラムされたものなどがある。
3.7
最大誤差* (inaccuracy) 規定の条件及び規定の手順で試験を行ったときに観測される,規定の特性
曲線からの正と負の最大偏差。
3.8
誤差* (error) 測定変量の真の値と測定値との間の代数的差。
備考 誤差は測定値が真値より大きいときを正とし,一般に対応するスパンに対する百分率で表す。
3.9
最大測定誤差 (maximum measured error) それぞれの測定点において上昇平均曲線及び下降平均曲
線から決まる正又は負の誤差の中の最大値。
3.10 非一致性 (non-conformity) 一致性の偏差。
備考 一致性はJIS B 0155に定義あり。
3.11 非直線性 (non-linearity) 直線性の偏差。
備考1. 直線性はJIS B 0155に定義あり。
3
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 非一致性と非直線性にはヒステリシスを含まない。
3.12 非繰り返し性 (non-repeatability) JIS B 0155にある繰り返し性誤差の定義を参照。
3.13 ヒステリシス* (hysteresis) 印加された入力値の方向性前歴に依存して入力値に対応する出力値が
異なる機器又は計器の特性。
3.14 不感帯* (dead band) 出力変量に感知できる変化を全く生じることのない入力変化の有限範囲。
3.15 調節性 (adjustability) 調節機構を変化させることによって,調節可能な最小の出力変化。
3.16 むだ時間* (dead time) 入力が変化した瞬間から,それによって出力の変化が始まるまでの時間(JIS
B 0155 付図2を参照)。
3.17 立上がり時間* (rise time) ステップ応答において,出力信号がゼロから始まって最終定常値の小さ
なパーセント値(例えば,10%)に達した瞬間から,大きなパーセント値(例えば,90%)に最初に達す
る瞬間までの時間(JIS B 0155 付図2を参照)。
3.18 整定時間 (settling time) 入力がステップ状に変化した時から,その結果として起こる出力の変動が,
その最終定常値の許容差内に収まるまでの時間。この規格では許容差として1%が適用される。
3.19 ステップ応答時間 (step response time) ステップ入力が加えられた時点から,出力が最終定常値の
90%に最初に達するまでの時間(JIS B 0155 付図2を参照)。
3.20 時定数* (time constant) 線形一次システムにおいて,ステップ入力又はインパルス入力を加えたと
き,出力が全変化分の63.2%に達するのに要する時間。
3.21 過渡行過ぎ量* (transient overshoot) ステップ応答において,出力変量の最終定常値からの過渡的な
偏差の最大値を,初期定常値と最終定常値との差の百分率で表したもの。
3.22 予期せぬ事態 (unexpected event) 評価試験中に生じ,機器の製造業者による修理が必要な,機器の
故障,動作不良,異常又は不注意による損傷。
3.23 試験手順 (test procedure) 製造業者,試験所と購入者/使用者との間で事前に同意された,実施す
べき試験と試験条件に関する記述。
4. 正確さに関する要因
4.1
試験手順と事前の配慮
4.1.1
試験レンジの選択 レンジスイッチ又は設定ダイヤルがある場合(例,ゲイン)は,試験をすべて
のレンジ又は設定で行う。被試験機器が使用の状態に校正されている場合は,最初の一連の試験は調節な
しで実施する。
4.1.1.1
基準 測定は,試験プログラムで要求されたすべての動作設定の中で,機器の性能を確立するた
めに必要な最小限の校正設定で行う(JIS C 1805-1の5.参照)。
スパンとレンジ下限値の両方について,かなりの調節部分(設定点)を備えた機器の試験では,実行不
可能なほどの回数の試験が要求されるかもしれない。そのような場合は,測定しようとする特性について,
スパンとレンジ下限値の設定を変えたときの影響を確かめるために予備試験を行う。その特性がより少な
い試験で,かなりの正確さをもって推測できるような場合は,試験プログラムから幾つかの試験を省略す
ることができる。例えば,もしスパンが一定に保たれるなら,ヒステリシスは,レンジ下限値及びレンジ
上限値の選択からはそれほど大きな影響は受けないであろう。そして,しばしば一つのスパン設定での測
定から,他の異なったスパンについても推定できる。
しかしながら,報告書には,調節の際のそれぞれの設定値について,測定のパラメータに関連する値を
明示し,最大誤差,ヒステリシスなどの値がすべて,機器の同じ調節点に参照できるようにしておく。
4
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1.1.2
スパンの設定とレンジ下限値の調節 一般に,試験プログラムの中で特に他の指定がない限り,
正確さの要因に関する試験は,表1の下方に列挙する,設定A,B,C,又はDに設定して行うが,スパ
ン及び/又はレンジ下限値の調節が製造上の誤差(ばらつき)を調節する範囲を超えて調節可能な場合は
常に表1による。
備考 動特性,機能特性,及びドリフトの特性については,この規格の適切な箇条を参照。
表1 スパンの設定とレンジ下限値の調節
試験の種類
スパン調節
ゼロサプレッション及び/又はエ
レベーション
性能評価 (Performance evaluation)
A
B
形式試験 (Type test)
定常試験 (Routine test)
C
D
抜取試験 (Sample test)
設定A−製造業者によって規定された最大,最小値及び中間の一点にスパンを設定する。
設定B−通常,試験はサプレッション又はエレベーションなしで,レンジ下限値の一点の設定だけで行う。
しかし,その影響が無視できない場合は,更に(レンジ下限値の)最大,最小設定点で行うこと
が必要となる。
設定C−試験プログラムの中で,他に指定がなければ,スパンは製造業者の設定のままで行う。
設定D−試験プログラムの中で,他に指定がなければ,レンジ下限値は製造業者の設定のままで行う。
4.1.2
事前の繰り返し調節 測定記録を行う前には,その被試験機器の事前調節を行ったうえ,指示がそ
れぞれの方向に設定レンジの全範囲で3回横切らせる動作をさせる。
4.1.3
測定サイクルと試験点の数 被試験機器の性能は,その設定レンジの全範囲にわたって,増加(上
昇)方向,減少(下降)方向について確かめる。
JIS C 1805-1の5.2にある経済的観点を考慮に入れ,測定サイクルと試験点の数はできるだけ少なくする。
試験点の数と分布は,試験の種類,期待される正確さの程度,評価される特性にあわせて決める。
上昇及び下降させた場合の試験点は,あらかじめ決められた同じ試験点とする。ただし,0%と100%の
点は,それぞれ下降又は上昇させた場合に到達する点だけとする。
測定サイクルと試験点の数は,対象としている試験の種類による。特殊形式の機器のために異なる規定
がされているのでなければ,適用される数と分布は表2による。
4.1.4
ディジタル入出力がある場合の追加試験 試験によって,プロトコルが国際規格(例えば,RS 232,
IEEE 488)に対応していること,又は供給者の規定した独自のプロトコルに合致していることを確認する。
被試験機器が基準状態のもとで,指定されたプロトコルに対し,正しく,誤りなしに(又は供給者が指定
した誤り率以内で)動作することを確認する。論理“1”と“0”のレベルを確認する。また,表示エラー
(ディジタル表示の欠落,など),輝度,コントラスト,輝度/コントラストがなくなる視野角などのため
に適切な試験を行う。表示(正確さ)の誤差とともに更新レートも記録しておく。
4.1.5
測定手順 最初の測定は,入力スパンの0%に続く最初の試験点で行う(例えば,入力スパンの10%
−表2参照)。
まず,信号発生器にレンジ下限値に等しい入力信号を発生させ,入力信号をオーバーシュートさせない
ように,ゆっくりと増加し,最初の試験点に到達させる。適切な安定時間をとった後,対応する入出力の
値を記録する。そして入力信号を,オーバシュートさせないようにゆっくりと増加し,次の試験点に到達
させ,適切な時間をおいたあと,対応する入出力値を記録する。
5
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
入力スパンの100%に達するまで,あらかじめ決められたすべての値に対してこの動作を繰り返す。そ
の後,入力信号を入力スパン100%のすぐ下の試験値までゆっくりと下降させ,そして入力スパン0%にな
るまで,他のすべての値に対して順次下降させてゆき,測定サイクルを終える。
表2 測定サイクルの回数・試験点の数・分布
試験の種類
測定サイクルの回数
試験点の数
試験点の分布
(入力スパンの%)
性能評価
3又は5
6
0-20-40-60-80-100
形式試験
11
0-10-20-30-40-50-60-70-80-90-100
定常試験
1
5
0-25-50-75-100
抜取試験
4.1.6
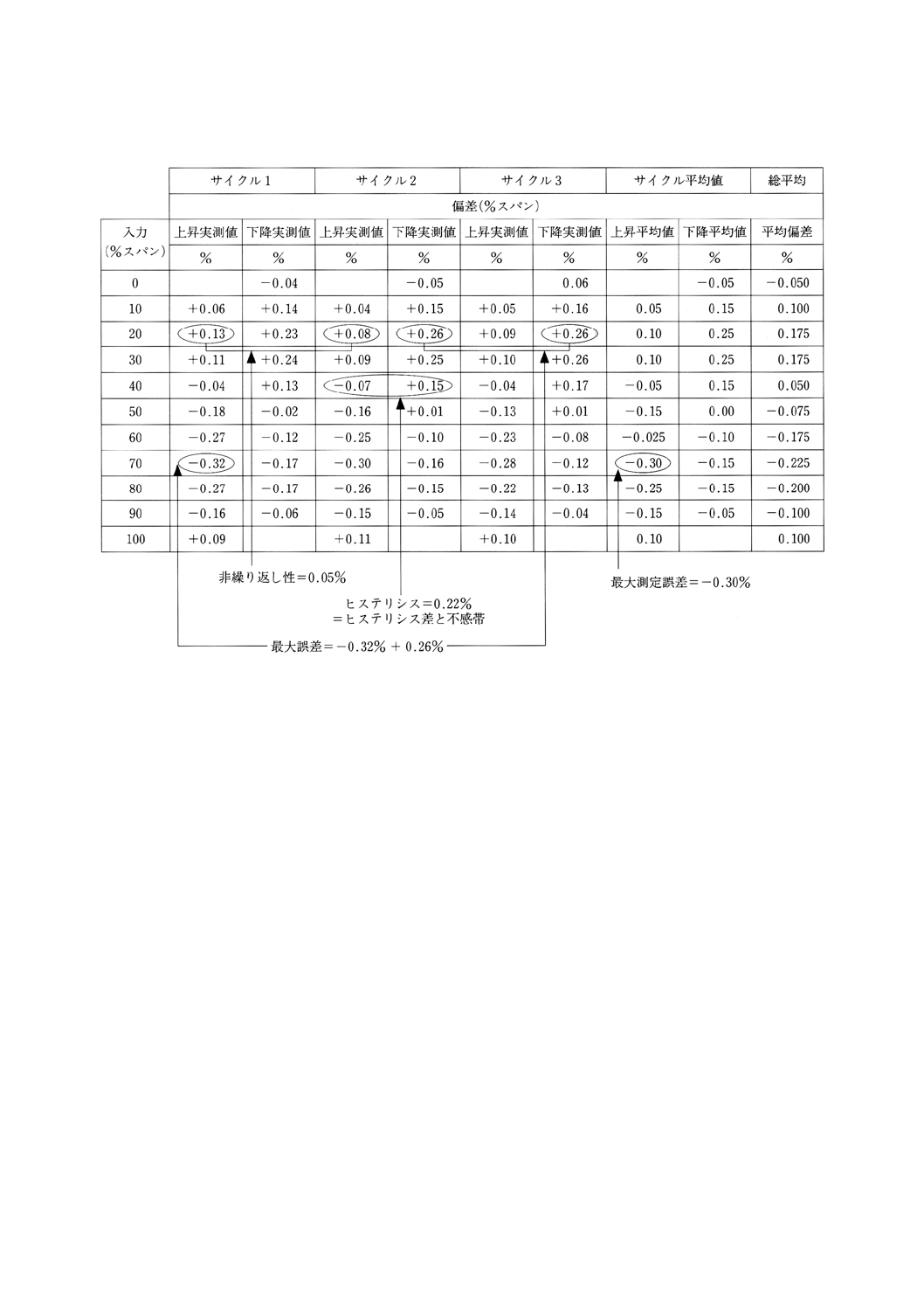
測定値の処理 上昇,下降させた場合それぞれについて,各試験点で得られた出力信号の値と,そ
れに対応する理想値との差を出力誤差として記録する。
一般に誤差は出力スパンの%で表す。ある種の機器(例えば,記録計,又はゲインの調節が可能な機器)
では,公称の入力スパンの%で誤差を表現するほうがより便利であろう(JIS C 1805-1の7.16参照)。
それぞれの測定点において,連続して行う測定サイクルで,上昇,下降の誤差の読取り値を別々に平均
し,上昇平均値,下降平均値とし,それらを平均してその測定点の平均値とする。
このようにして得られたすべての誤差の値は表にし(表3参照),平均値はグラフに表す(図1参照)。
4.1.7
正確さに関する要因の確定 測定の数は限られていることから(4.1.3参照),正確さに関する要因
は数学的に単純な方法で誤差を処理することによって確定し,統計的手法にはよらない。個々の処理方法
を次に示す。
4.1.7.1
最大誤差 最大誤差は,表3から,個々の試験サイクルにおいて入力を増加,減少させたときの,
理想値に対する測定値の正と負の最大偏差を選ぶことによって確定し,これを出力スパンの%で報告する。
4.1.7.2
最大測定誤差 最大測定誤差は,表3の上昇平均誤差,下降平均誤差から,正又は負の最大値を
選ぶことによって確定する。
4.1.7.3
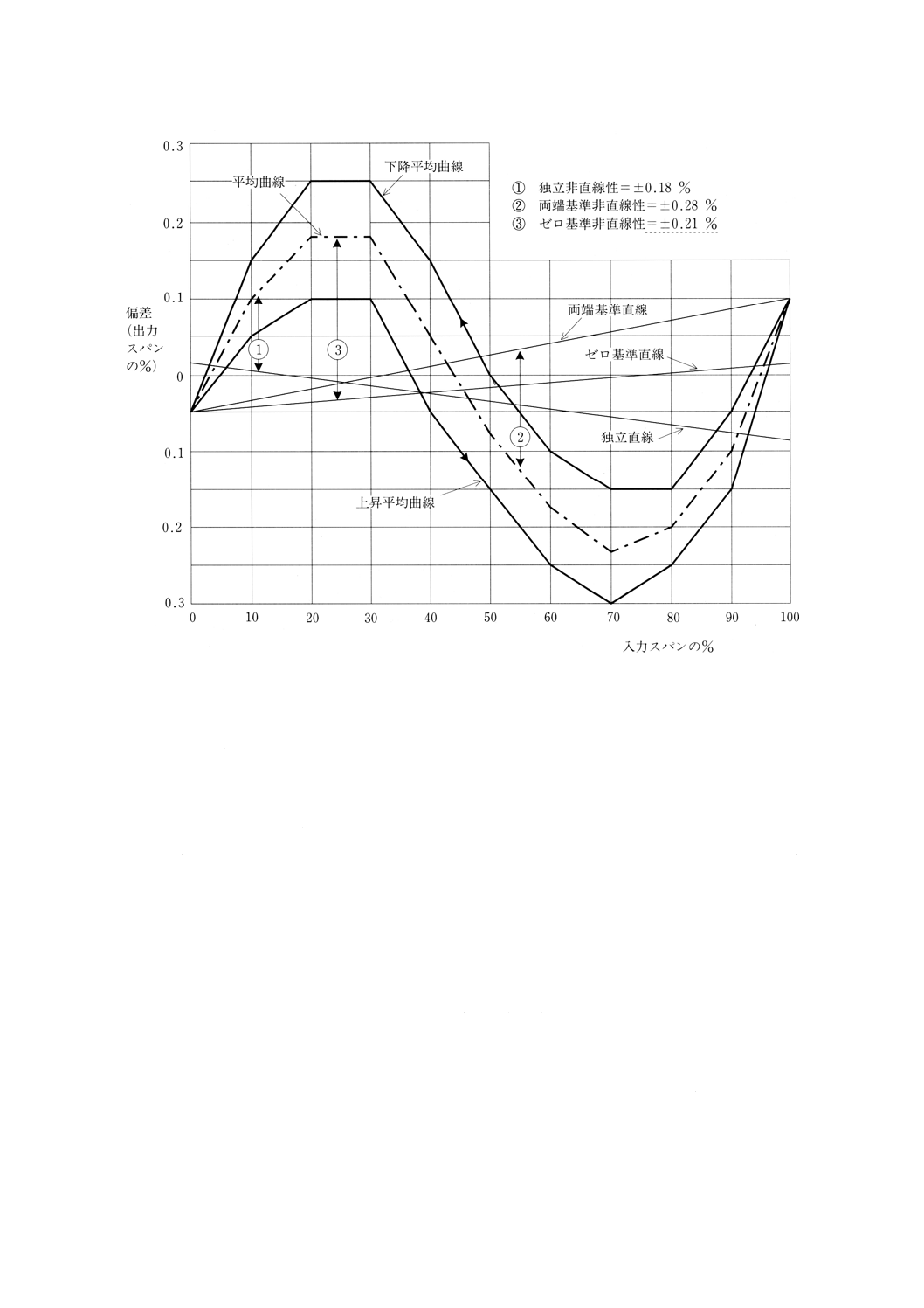
非直線性 入出力特性が直線で表される機器において,非直線性は対応する上昇平均誤差,下降
平均誤差の総合平均値を表示した曲線から確定される(表3及び図1参照)。
この平均値曲線と近似直線との間の最大の正又は負の偏差を,出力スパンの%で表したものが非直線性
であり,不感帯 (dead band) とヒステリシス (hysteresis) は含まない。
a) 両端基準非直線性 両端基準非直線性は,レンジ下限値とレンジ上限値で,平均校正(表3で求めら
れた)曲線と一致するように近似直線を引いて確定する。
備考 作業場で校正,又は現場で調節がなされる場合は,両端基準非直線性だけが実用的である。他
の非直線性の表現方法も時々用いられる。
b) 独立非直線性 独立非直線性は,平均曲線の全体を通して最大偏差を最小にするように近似直線を引
くことによって確定する。それは水平である必要はないし,平均校正曲線の両端を通る必要もない。
c) ゼロ基準非直線性 ゼロ基準非直線性は,レンジ下限値(ゼロ)で平均校正曲線に一致させ,最大偏
差を最小にするように近似直線を引くことによって確定する。
6
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 校正表の例
7
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 校正曲線の例
4.1.7.4
非一致性 非一致性(両端基準非一致性,独立非一致性,ゼロ基準非一致性)という用語は,非
直線性の入出力関係(例えば,対数,平方根など)をもつ機器に用いる。
非一致性は非直線性と同じ手順を用いて確定し,表示する。
4.1.7.5
ヒステリシス ヒステリシスは表3に示す偏差値から直接確定する。それは,どれか一つの試験
サイクルの同一試験点における連続する上昇と下降の出力値の差である。
すべての試験サイクルから観測される最大値を報告し,出力スパンの%で表示する。要求があれば,与
えられた測定点に関し,ヒステリシスの値から不感帯の値を引くことによってヒステリシス誤差を確定し,
その最大値を出力スパンの%で報告してもよい。
備考 不感帯は,4.2.2に述べてある通常の不感帯試験によって確定できる。
4.1.7.6
非繰り返し性 非繰り返し性は,同一入力,同一動作条件,同一方向で,全レンジにわたって,
短時間のうちに,数回の繰り返し測定によって得られる出力の最も外れた両極端の値の代数的な差である。
非繰り返し性は一般に出力スパンの%で表し,ヒステリシスは含まない。
非繰り返し性は,表3から直接確定する。上昇曲線,下降曲線それぞれについて,同一入力信号値に対
するすべての出力値の間で偏差の最大値を調べ,出力スパンの%で表す。上昇又は下降の一方から得られ
る最大値を非繰り返し性として報告する。
4.1.8
結果の提示 試験中に行われた測定の結果は,表3及び図1に対応する図表を含めて報告書の中に
提示し,これらの図表は試験報告書に含める。
最大誤差,最大測定誤差,非一致性,ヒステリシス又は非繰り返し性の値は4.1.7に従って確定し,試験
8
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
報告書の中で一覧表にしておく。
製造業者によって規定された,正確さに関連する要因に対応する値は,試験で得られた結果と並べて表
にしておく。
正確さに関する要因に関し,製造業者によって次のいずれかのように表現してもよい。
− 最大誤差(ヒステリシス及び非繰り返し性を含む)及びヒステリシス
− 最大測定誤差(ヒステリシスを含む)及びヒステリシス
− 非直線性/非一致性(ヒステリシスを含まず),ヒステリシス及び不感帯
4.2
不感帯確定の試験手順と事前の配慮
4.2.1
試験レンジと事前調節の選択 不感帯は,4.1.1(表1)及び4.1.2にある,正確さに関する要因を
確定する場合と同じレンジ及び事前の調節によって測定する。
4.2.2
測定手順 不感帯が無視できるほど小さいことがわかっているのでない限り,以下の手順で測定を
行う。スパンの10%,50%及び90%の3個の測定点それぞれについて,3回測定を行う。
a) 被測定機器の出力変化が検出できるまで,入力信号をゆっくりと増加させる。
b) その入力信号の値を記録する。
c) 被測定機器の出力変化が検出できるまで,入力信号をゆっくりと減少させる。
d) その入力信号の値を記録する。
それぞれの方向で全レンジにわたって,少なくとも3回,できれば5回出力値を観測し,記録をとる。
この入力を変化させた場合の変化分[上記のb)とd)の差]がその点での不感帯である。
4.2.3
結果の提示 それぞれの試験点における不感帯の最大値を,入力スパンの%で,試験報告書の中に
一覧表にして示す。
全体の中の最大値を,その被測定機器の不感帯として報告する。
もし不感帯が製造業者によって規定されている場合は,その値を試験で確定された値と並べて報告する。
5. 動特性
5.1
一般的考察 この規格のこの部分の目的は,被試験機器の動的な性能を一定の方式で,比較可能な
方法で特性づけるデータを得ることである。
この目的のために,必要に応じ,正弦波及びステップ入力信号を用いる。
正弦波の試験データは,数学的解析,制御問題のグラフによる解決,及び線形系の動特性を表すのに,
最も一般的で便利である。
ステップ入力試験はむだ時間の測定を可能にし,被試験機器の非直線性の定性的評価を可能にする。
具体的な試験回数を決めるに際しては,5.2に従い,大部分の機器では,単一の出力負荷と必要最小限の
入力信号を適用する。
規定されたステップと正弦波の試験から得られるデータでは,被試験機器の非直線性を完全に表すには
不十分であるが,この規格は単純な機器に対しては動特性を明確にするデータを,複雑な機器に対しては
定性的なデータを得ることを目的としている。特殊なケースの場合には,もっと詳細な試験方法を試験プ
ログラムの中に規定してもよい。
備考 規定された出力負荷と幾つかの入力信号レベルがあれば,ほとんどの一般的な試験の要求に対
して有効なデータを得ることができ,また,一般的でない大きく変化する信号の影響に対して
も,定性的な把握をするのに十分である。
9
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
一般的な試験手順と事前の配慮 試験は,スパンを最大,最小スパンのほぼ平均値に調節し,レン
ジ下限値はほぼ許容調節範囲の中点に設定して実施する。もし被試験機器の動特性を調節できるような調
節機能(例えば,フイルタ,ダンパなど)が付いている場合,試験は,まずこれらの調節を最小にして実
施する。そして,要求があれば,それらを最大の影響が出るように設定して行う。
電気出力をもつ機器の動特性を評価する試験においては,試験計画で特に指定がなければ,抵抗負荷と
並列に0.1μFのコンデンサを接続して実際の負荷を模擬することができる。
5.3
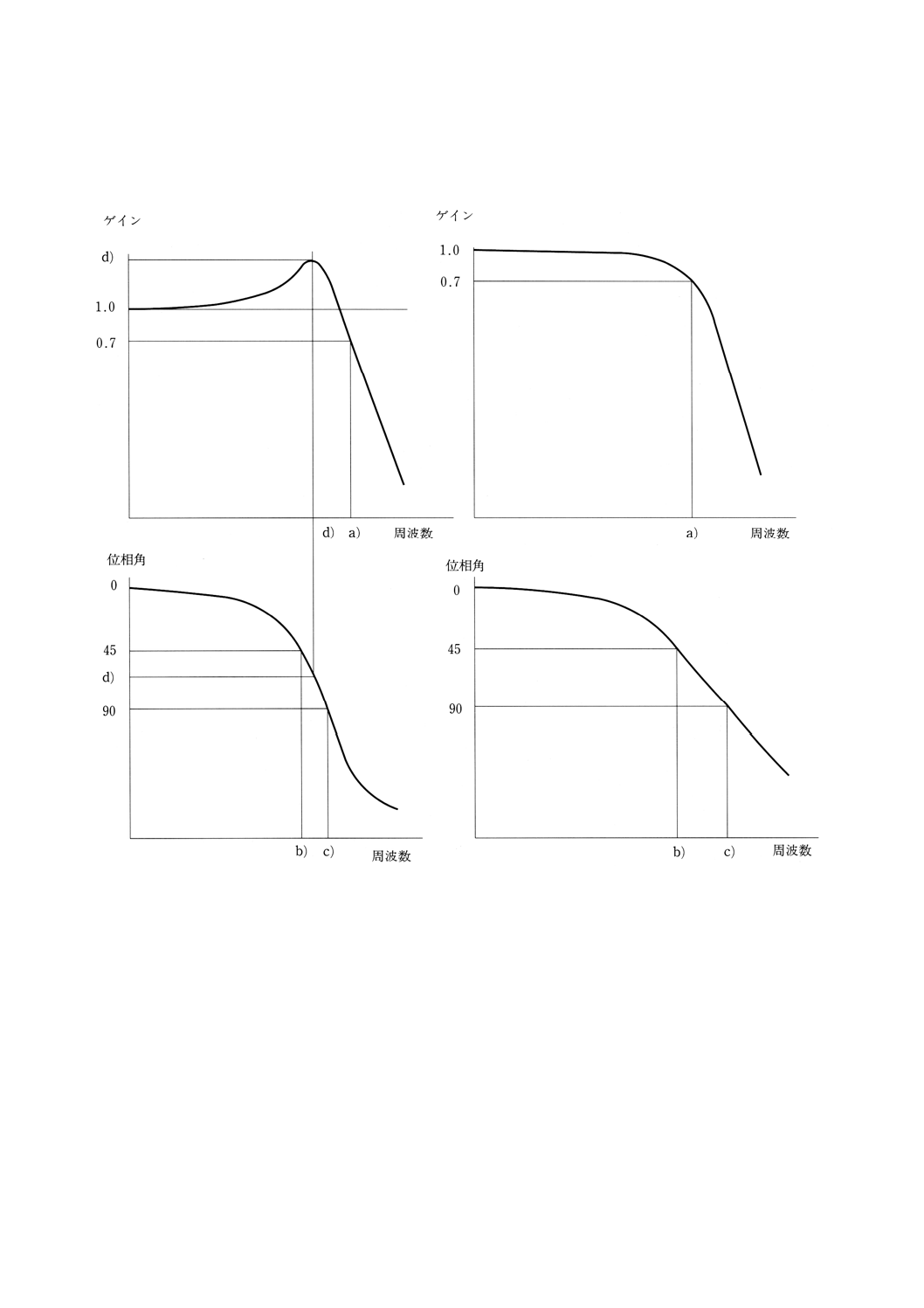
周波数応答 関数発生器で正弦波信号を被試験機器の入力に加える。
正弦波信号のP-P振幅値はスパンの20%を超えないようにし,出力のひずみ又は飽和のない有効な測定
を行うのに十分なものとする。
入力信号の周波数は,静的なゲインを確認できる十分低い最初の周波数から,出力が最初の振幅の10%
以下に減衰するまで,又は位相遅れが300°になるまで,一定の割合で増加させる。少なくとも1回はす
べての周波数ステップの各点で,入力,出力を同時に記録する。
これらの試験結果は,次の様式にあるようなグラフで表す(図2参照)。
− ゼロ周波数のときのゲインに対応する相対ゲインを,周波数に対し対数目盛上に表示する。
− 入出力間の位相遅れを,周波数に対し対数目盛上に表示する。
グラフから,次の値が得られる
a) 相対ゲインが0.7になる点での周波数
b) 位相遅れが45°になる点での周波数
c) 位相遅れが90°になる点での周波数
d) 相対ゲインの最大値及びそのときの周波数と位相遅れ
備考 上記の推奨周波数レンジと周波数ステップは,調節計には有効ではない(IEC 60546-1参照)。
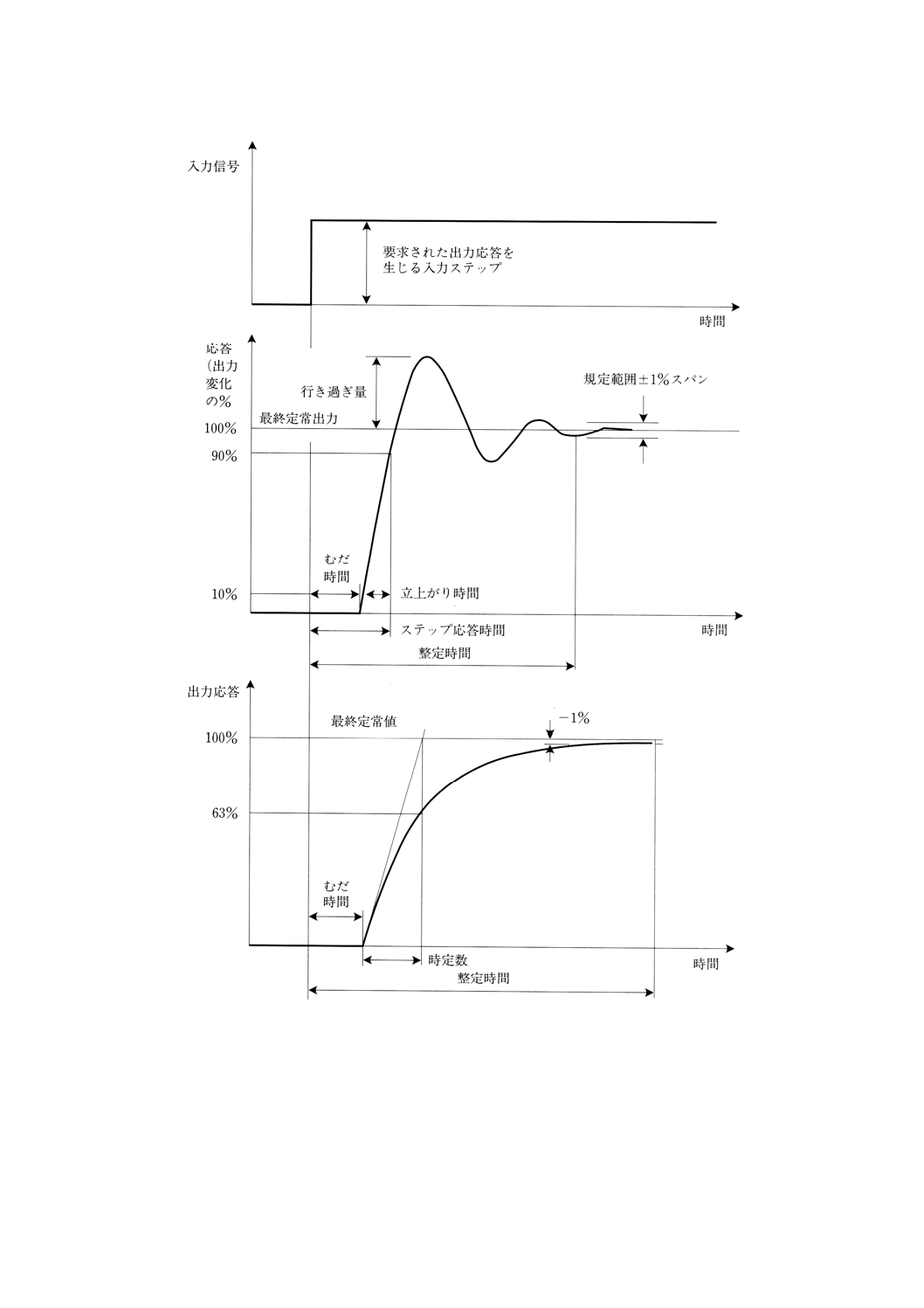
5.4
ステップ応答 一連のステップ状の変化を被試験機器に加える。このステップ入力の立上り時間は,
被試験機器の応答時間に比べ十分小さくなければならない。入力のステップ変化と出力応答は,同時に記
録する。
次のような入力のステップ変化を加える。
− 出力変化を10%から90%に,ついで90%から10%にする,出力スパンの80%に相当するステップ状
変化。
− 次に示すような出力の上下方向の変化を与える,出力スパンの10%に相当するステップ状変化。
5%から15%;45%から55%;85%から95%
上記のステップ入力を実現することが難しい場合は,次のステップ入力を用いてもよい。
− 上昇を0%から100%,下降を100%から0%とする,入力スパンの100%に相当するステップ状変化。
− 上昇を0%から10%,下降を10%から0%とする,入力スパンの10%に相当するステップ状変化。
出力が最終定常値に対し出力スパンの1%以内に到達するまでの時間(整定時間)をそれぞれの試験条
件で測定する。もしむだ時間及び過渡的な行過ぎ量があれば記述する(図3参照)。
備考 ステップ応答時間又は時定数を測定しておくことも有効である。
6. 機能的特性
6.1
一般的事項 これらの試験の幾つかだけは被試験機器に電源を入れておくことが要求される。それ
らの試験は,スパンを最大最小スパンのほぼ平均値に調節し,また,レンジ下限値は許容調節範囲のほぼ
中点に設定して実施する。それぞれの試験に対しては,更に個別の設定を定める。
10
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
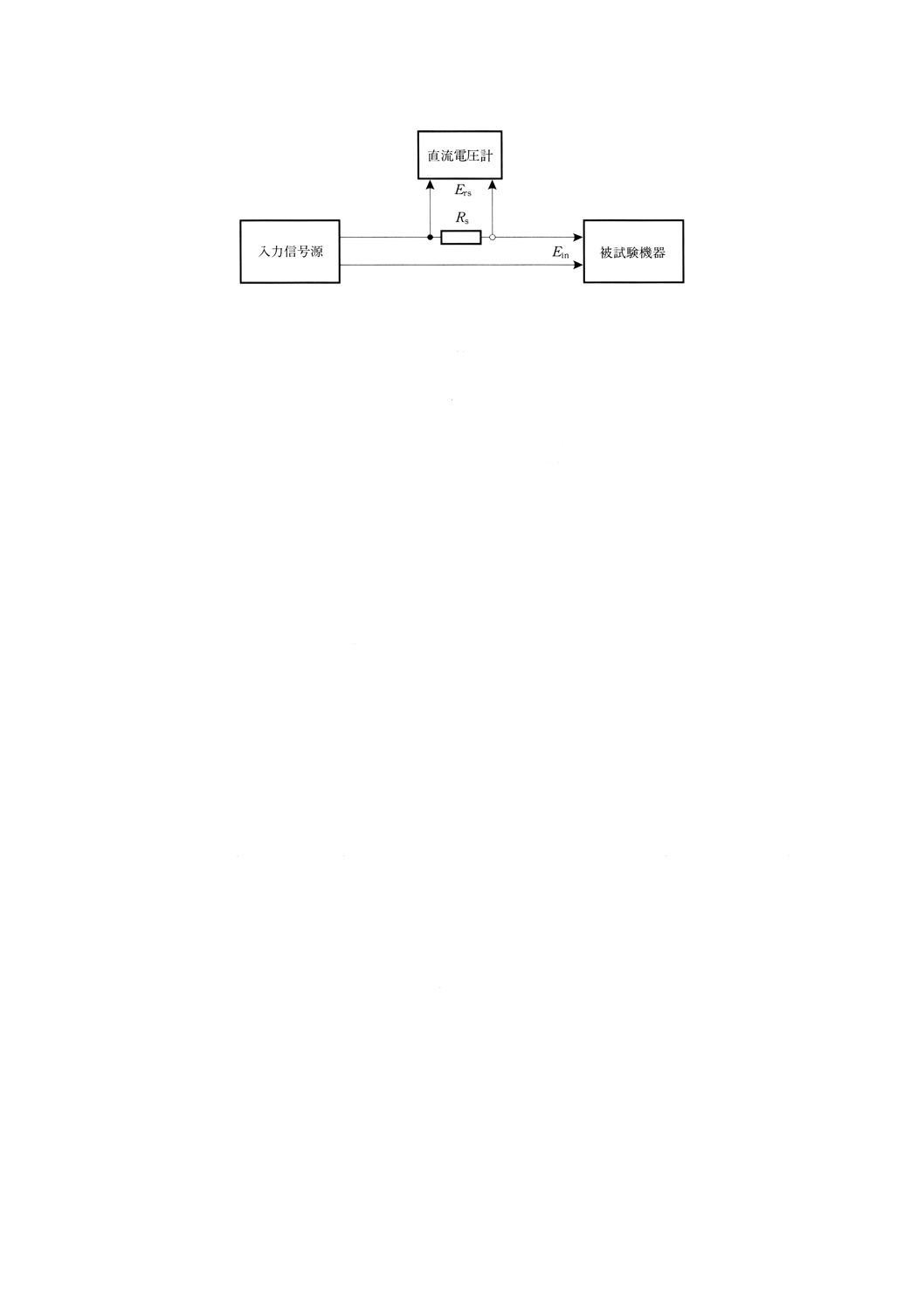
電気的機器の入力抵抗 この試験は,電圧又は電流入力機器に適用可能で,機器の入力端子での直
流入力に対する実効抵抗を確定する。
試験は,図4に示すような接続で,100%入力で実施する。
図2 周波数応答の二つの例
11
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 ステップ入力に対する応答の二つの例
12
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 入力抵抗試験のための接続
試験は,機器の入力回路に直列に接続した抵抗を用いて行う。この直列抵抗の電圧降下を測定し,次に
抵抗の実際の値を測定し,次の式から入力抵抗を計算する。
Rin=Ein (RS/Ers)
ここに, Rin: 入力抵抗 (Ω)
Rs: 直列抵抗 (Ω)
Ein: 被試験機器の入力電圧 (V)
Ers: 直列抵抗の電圧降下 (V)
6.3
電気的機器の絶縁
6.3.1
一般的考察 これらの試験は,単純な電気的安全性の検査である。これらに含まれるものは,機器
の安全性の公式の評価を意図したものでなく,また,要求された試験結果を設計仕様とするよう意図され
たものでもない。機器設計の安全性の面から,全般的な考察に関しては,JIS C 1010-1を参照するのが望
ましい。
試験は機器の外装に対する回路の絶縁の程度を確定することによって,回路と外装間に比較的高い電圧
がかかったときの固有の安全性を確定する。
機器の絶縁は,絶縁破壊を防ぐために十分な絶縁耐力をもち,かつ,過度の漏れ電流,熱破壊を防ぐた
めに十分な絶縁抵抗を示さなければならない。
絶縁の形式試験を行う前に,機器を乾燥器に入れ,32℃から38℃(熱帯仕様の機器については,42℃か
ら48℃)の温度範囲に4時間置く。続いて同じ温度で相対湿度を90%から95%に維持し,24時間置く。
この湿度は一連の試験の間中維持されなければならない。試験はこれらの高い相対湿度の条件のもとに実
施する。
6.3.2
絶縁抵抗 被試験機器は通常の動作状態に設定し,入力と出力が接地から絶縁されている場合はそ
れぞれの絶縁抵抗を測定する。試験は被試験機器に電源を入れない状態で,短絡した入力端子,短絡した
出力端子又は短絡した電源端子と順番に,接地された外装との間に直流の試験電圧を加えて実施する。
サージ電圧の発生を避けるため,加える電圧は徐々にその規定値まで上げてゆき,試験が終わった時点
で,徐々に下げていく。他に取り決めがなければ,公称直流試験電圧は500Vとする。
公称試験電圧を少なくとも30秒間加えた後の絶縁抵抗値を報告する。
6.3.3
耐電圧 試験電圧の実効値は,被試験機器の定格電圧(又は絶縁電圧)と製造業者によって規定さ
れた安全等級(IとII)を参照して決定する(表4参照)。被試験機器は電源を入れない状態で,ケースが
あれば取り付け,試験電圧は,入力,出力,電源端子それぞれと,接地点との間に順番に加える。いずれ
の試験の場合も,ケースと直接測定対象となっていない端子は一緒に接続し,接地しておく。
試験電圧は,周波数が45Hzから65Hzの間(主電源の周波数)の正弦波交流電圧とする。
13
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 耐電圧試験電圧
安全等級
定格電圧又は絶縁電圧
直流又は交流実効値
V
試験電圧
交流実効値
kV
I
<60
60−250
0.50
1.50
II
<60
60−250
0.75
3.00
試験電圧は,過渡的な現象が起きないように,徐々にその規定値まで上げていき,規定のレベル値に1
分間保持する。
試験の間に,破壊又はフラッシュオーバが生じてはならない。
6.4
パワー(エネルギ)消費
6.4.1
消費電力 この試験は,被試験機器の消費電力が最大となるような入力と負荷の条件で実施する。
交流電力の場合は実効値 (r. m. s.) の測定も配慮したうえで,消費皮相電力 (VA) 値を測定する。測定は,
製造業者によって供給電源として規定された公称電圧,周波数及び最大電圧,最低周波数で行う。
直流電力の場合は,公称供給電圧で消費電力 (W) を測定する。
6.4.2
空気消費量 この試験は,出力から空気が流出しないように,出力を密閉した容器に接続し,入力
が安定した状態で,被試験機器の空気消費量を測定する。
空気消費量は,公称供給圧力で,最大消費量となるような入力レベルで測定,記録する。
消費量はm3/hの単位で記録する(基準条件で,JIS C 1805-1の6.1参照)。
6.5
直流の電気的出力をもつ機器の出力リップル 入力を10%及び90%にし,負荷は最大,最小両方の
値について,出力リップルの最大のP-P値,及び基本周波数成分を測定,記録する。
6.6
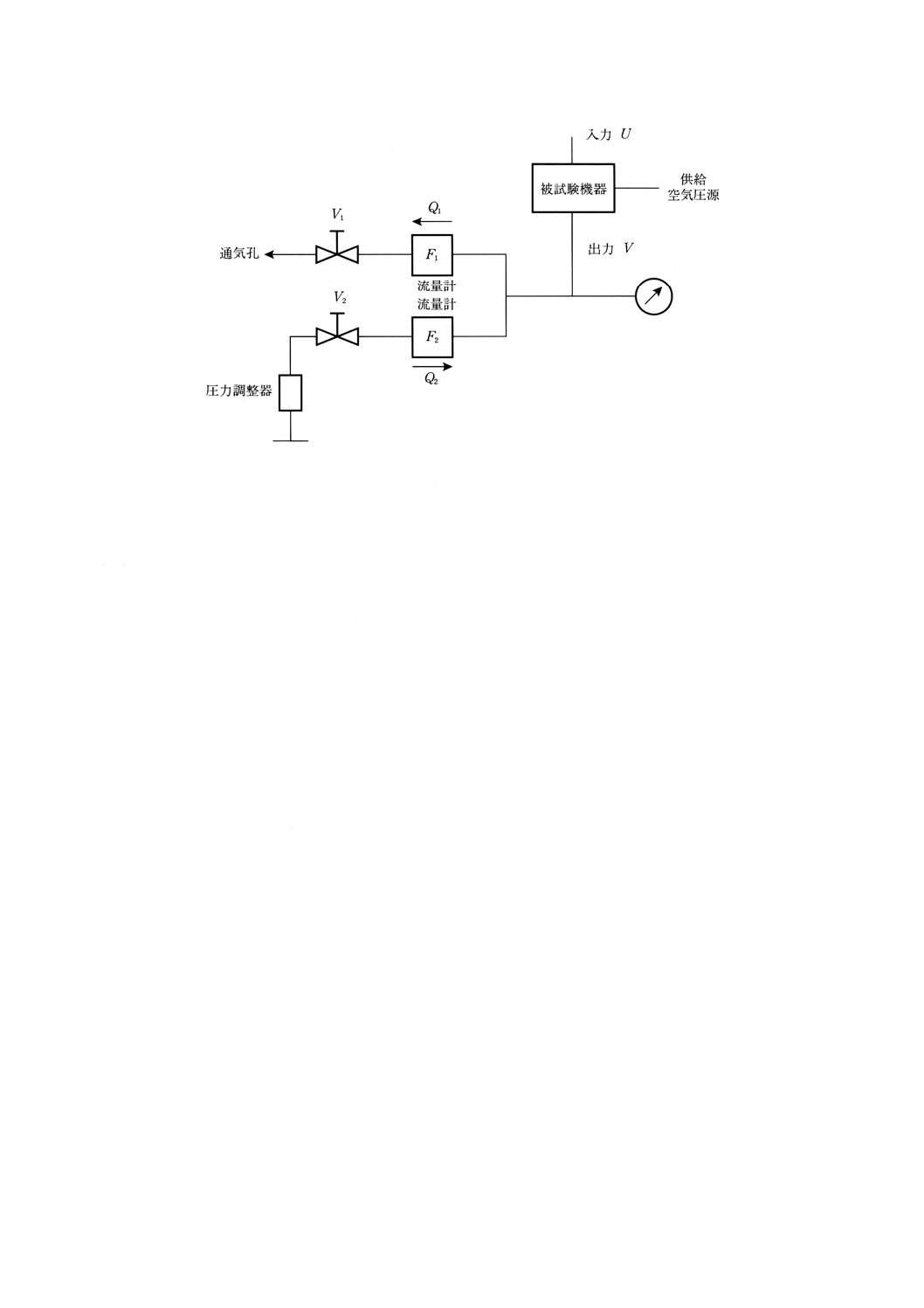
空気式機器の空気流量特性
6.6.1
初期設定 空気流量特性は,供給/排気の空気出力流量と入力の偏差との関係についての特性であ
る(図6参照)。
備考 一般に空気流量特性の測定は,ただ一つのスパン値(なぜならゲインの変化は入力目盛に影響
するだけで,特性の形状又は最大空気流量には影響しない)と,ただ一つの推奨供給圧につい
て行えば十分である。もし要求があれば,最大の供給/排気流量を,規定された供給圧力の最
大,及び最小値で測定する。
出力管路への入力/出力する空気の供給,測定の方法は,図5に示すような設置(配管)による。
配管方法が結果に影響しないことを確認する。特に長い管及び口径が狭い管は避け,試験に用いられる
供給圧力レギュレータの流量の容量が,製造業者によって規定された被試験機器への最大供給流量より大
きいことを確認する。
14
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 空気流量特性測定のための試験用配管
バルブV1とV2の両方を閉じて(図5参照),被試験機器に必要な事前調節を行い,その位置でしっかり
と締め付ける。出力信号がそのスパンの50%に平衡するまで入力信号を調節し,その調節後の入力信号
U0を読みとる。要求があれば,ほかに10%,90%の出力設定値で,試験を繰り返してもよい。
6.6.2
供給流量Q1 バルブV2が閉じられていることを確認する。
小さな供給流量Xが得られるように,徐々にバルブV1を開けて,再度出力信号Vがそのスパンの50%
に平衡するよう,入力信号Uを再調節し,その値をU1として記録する。入力信号の偏差は次の式による。
∆U1=U1−U0
同様な方法で流量を最大流量Q1max.まで増加させながら,入力信号の偏差∆Uに生じる不連続を調べる,
そして再度バルブV1を閉じる。
最大供給流量Q1max.は,出力信号Vがその当初の50%の値に再度平衡をとることができる最大の流量で
ある。
備考 この値以上に流量を増加すると出力の低下をきたし,更に入力信号Uを調節しても,再度平衡
をとることはできない。
6.6.3
排気流量Q2 バルブV1が閉じていることを確認する。
被試験機器に小さな排気流量yを与えるため,バルブV2を徐々に開けていく。
入力信号Uの偏差を確定するため,6.6.2の手順に従って流量Q2が最大流量Q2max.に達するまで増加さ
せる。
最大排気流量Q2max.は,出力信号Vがその当初の50%の値に再度平衡をとることができる最大流量であ
る。
備考 この値以上に流量を増加すると,より高い出力値となり,更に入力信号Uを調節しても,再度
平衡をとることはできない。
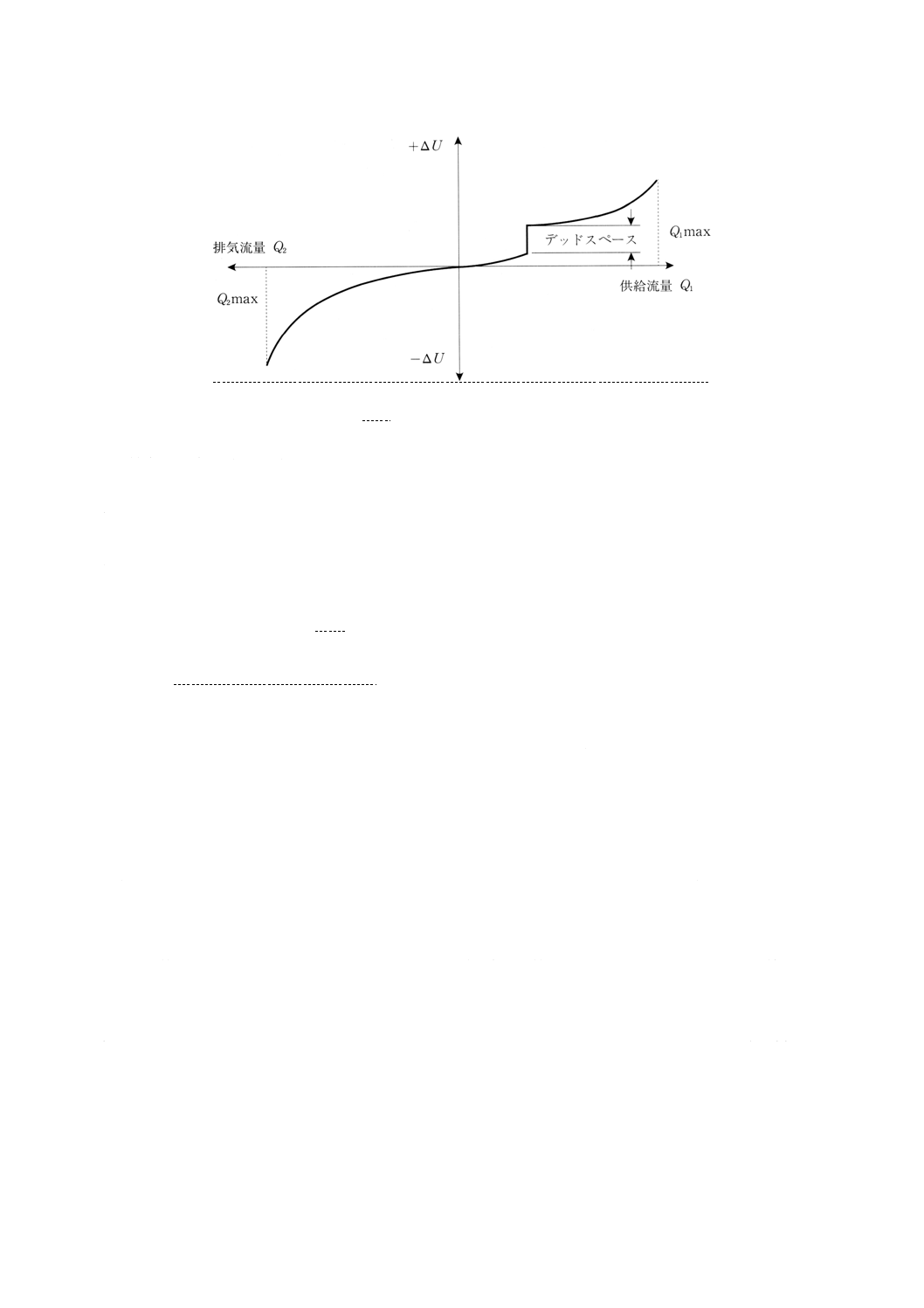
6.6.4
データの提示 データは,図6に示すように描くのがよい。
15
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 典型的な空気流量特性
結果のグラフから,次のことが確定する。
a) 最大供給流量 (Q1max.)
b) 供給流量の小さいときの偏差∆U1
c) 最大排気流量 (Q2max.)
d) 排気流量の小さいときの偏差∆U2
e) 入力Uのスパンの%で表す出力リレー・デッドスペースと,それに対応する空気流量(供給又は排気)。
“出力リレー・デッドスペース”は,図6の流量特性にある不連続の部分である。
参考 b),d)についてDraft IEC 61514(プロセス制御システム用バルブポジショナの性能評価方法)
ではそれぞれ“供給流量0.2m3/h及び0.4m3/hのときの偏差”及び“排気流量0.2m3/h及び0.4m3/h
のときの偏差”としている。
流量は基準状態(温度と圧力)で,単位はm3/hで報告する。あわせて調節されたゲインと供
給圧力の値も報告する。
6.7
レンジ下限値とスパンの調節限界 レンジ下限値とスパンの調節法には二つの形式がある。製造上
の誤差又は小さなばらつきを補正するように設計されたものと,その規定された出力レンジに対して,入
力信号レンジを上昇させたり,下降させたりするよう設計されたものである。
幾つかの例では,製造上の誤差(許容差)を補正するための調節が製造業者によってなされ,それが完
了された時点で,調節手段がカプセル状に封印されている。しかし,調節手段を利用することが可能なら,
調節限界を確定するための試験をすることが望ましい。レンジ下限値及びスパンの調節限界の試験は,レ
ンジ下限値及びスパンそれぞれの最大,最小の四つの組合せについて行う。
被試験機器が上昇/下降の調節機能を独立にもっている場合は,この機能の試験は被試験機器のレンジ
下限値調節の試験の際に実施する。すなわち,上昇/下降の調節は,それぞれレンジ下限値の調節の効果
に付加される方向に設定する。この方法は,被試験機器の絶対的なレンジ下限値調節の能力を明らかにす
る。
6.8
動作すきま 切換動作開始時の入力値と,それを復帰させるときの入力値との偏差(JIS B 0155 図
23の動作すきま)を確定するためのものである。
この試験は少なくとも,入力スパンの10%,50%,90%の3か所の切替え設定点で行う。入力信号はス
イッチが切り換わるまで徐々に変化させ,ついで信号の向きを反転させ,スイッチが復帰するまで徐々に
変えていく。
16
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この二つの入力レベルの代数的な差が切換動作すきまで,入力スパンの百分率で表現する。
スイッチに不感帯を調節する機能が装備されている場合は,その調節できる偏差を最大及び最小に調節
して,試験を実施する。
7. ドリフト
7.1
スタートアップドリフト この試験は,被試験機器にエネルギーを供給した後,出力に起こる変化
を測定して行う。
試験に先だち,機器はエネルギーが供給されない状態で,周囲の環境条件のもとで,又は製造業者の忠
告に従って,少なくとも12時間慣らす。スパンは最大,最小スパンのほぼ平均の値に調節し,レンジ下限
値は許容調節範囲のほぼ中点に設定する。
機器に90%の入力信号が加わるようにして,スイッチを投入し,出力が安定するまで,出力を監視する
(最大4時間の間)。測定結果を記録し,出力が製造業者の規定した範囲に到達し,収まるまでの時間をス
タートアップドリフトとして報告する。
7.2
長期ドリフト 機器は,スパンの90%に相当する,安定した入力信号を保持したまま,30日間動作
させる。
スパンは最大,最小スパンのほぼ平均の値に調節し,レンジ下限値は許容レンジ調節範囲のほぼ中点に
設定する。機器に間欠的若しくは標本化された入力が加わる場合,又は一定の試験入力信号を保持するこ
とが現実的でない場合(例えば,ある種の分析計)は,90%スパンに相当する入力を少なくとも1日に1
回加える。できればいずれの就業日にも入力と出力を測定して,出力ドリフトを確定し,入力のどのよう
な小さな変動も計算で補正する。時間のほかに,周囲環境条件による変動で,長期ドリフトの影響が判別
できなくなることのないように留意するのがよい。この30日間の試験の直前,直後にレンジ下限値とスパ
ンの値を測定し,記録しておく。
17
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) 参考文献
この附属書(参考)は,本体及び附属書(規定)に関連する事柄を補足するもので,規定の一部ではな
い。
JIS C 0020 : 1995 環境試験方法−電気・電子−低温(耐寒性)試験方法
備考 IEC 60068-2-1 : 1990, Environmental testing−Part 2 : Tests−Tests A : Coldが,この規格と一致して
いる。
JIS C 0021 : 1995 環境試験方法−電気・電子−高温(耐熱性)試験方法
備考 IEC 60068-2-2 : 1974, Environmental testing−Part 2 : Tests−Tests B : Dry heatが,この規格と一致
している。
JIS C 0040 : 1999 環境試験方法−電気・電子−正弦波振動試験方法
備考 IEC 60068-2-6 : 1995, Environmental testing−Part 2 : Tests−Test Fc : Vibration (sinusoidal) が,この
規格と一致している。
JIS C 0025 : 1988 環境試験方法(電気・電子)温度変化試験方法
備考 IEC 60068-2-14 : 1984, Environmental testing−Part 2 : Tests. Test N : Change of temperatureからの
引用事項は,この規格の該当部分と対応している。
JIS C 0043 : 1995 環境試験方法−電気・電子−面落下,角落下及び転倒(主として機器)試験方法
備考 IEC 60068-2-31 : 1969, Environmental testing−Part 2 : Tests. Test Ec : Drop and topple, primarily for
equipment-type specimens及びAmendment 1 (1982) が,この規格と一致している。
JIS C 10004-2 : 1999 電磁両立性−第4部:試験及び測定技術 第2節:静電気放電イミュニティ試験
備考 IEC 610004-2 : 1995, Electromagnetic compatibility (EMC) −Part 4 : Testing and measurement
tech-niques-Section 2 : Electrostatic discharge immunity testからの引用事項は,この規格の該当事
項と同等である。
JIS C 1000 4-3 : 1997 電磁両立性−第4部:試験及び測定技術 第3節:放射無線周波電磁界イミュニ
ティ試験
備考 IEC 61000 4-3 : 1995, Electromagnetic compatibility (EMC) −Part 4 : Testing and measurement
tech-niques-Section 3 : Radiated, radio-frequency, electromagnetic field immunity testが,この規格と
一致している。
IEC 60160 : 1963, Standard atmospheric conditions for test purposes
IEC 60410 : 1973, Sampling plans and procedures for inspection by attributes
JIS C 1804 : 1995 工業プロセス計測制御機器の使用環境条件
備考 IEC 60654-1 : 1993, Industrial-process measurement and control equipment-Operating conditions−Part
1 : Climatic conditionsからの引用事項は,この規格の該当事項と同等である。
IEC 60873 : 1986, Methods of evaluating the performance of electrical and pneumatic analogue chart recorders
for use in industrial-process control systems
IEC 61003-1 : 1991, Industrial-process control systems-Instruments with analogue inputs and two-or multi-state
outputs−Part 1 : Methods of evaluating the performance
1
8
C
1
8
0
5
-2
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) JISと対応する国際規格との対比表
JIS C 1805-2 : 2001プロセス計測制御機器−性能評価の一般的方法及び手順−第2部 基準
状態における試験
IEC 61298-2 : 1995プロセス計測制御機器−性能評価の一般的方法及び手
順−第2部基準状態における試験
(I)JISの規定
(II)国際規
格番
号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は実線
の側線
(V)JISと国際規格との技術的差
異の理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1. 適用範囲
プロセス制御機器の基準
状態における試験につい
て規定。
IEC
61298-
2: 1995
1
JISに同じ
IDT
−
2. 引用規格
JIS B 0155,JIS C 1010-1,
JIS C 1805-1,IEC
60546-1,IEC 60902,IEC
61010-1,IEC 61298-1
2
IEC 60546-1,IEC 60902,
IEC 61010-1,IEC 61298-1
IDT
JISではIECの引用規格と
整合したJISを追記してい
る。
JISはIECと整合している。
3. 定義
レンジ,スパンなど
3
JISに同じ
IDT
−
4. 正確さに関
する要因
試験手順,結果の提示など
4
JISに同じ
4.1.7.2最大測
定誤差
最大測定誤差の処理方法
4.1.7.2
JISに同じ
MOD/
変更
・測定誤差 (measured error)
とあり,3.9最大測定誤差
(maximum measured error) の
定義と不整合。内容に対し,
明らかに用語の誤りのため
変更した。
・誤記訂正をIECに提案する。
4.1.7.3非直線
性
図1のゼロ基準非直線性
の値
4.1.7.3
JISに同じ
MOD/
変更
・±2.1%とあり,明らかに
±0.21%の誤りのため変更
した。
・誤記訂正をIECに提案する。
1
9
C
1
8
0
5
-2
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際規
格番
号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は実線
の側線
(V)JISと国際規格との技術的差
異の理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
5.動特性
一般的考察,周波数応答,
ステップ応答など
5
JISに同じ
5.4ステップ
応答
信号入力下記の2種類の
ステップ状信号印加
(1)80%変化 出力10%→
90%,90%→10%に相
当するステップ状信
号印加
(2)10%変化 出力変化5%
→15%,45%→55%,
85%→95%又は下記の
2種類のステップ状信
号印加
(1)入力をステップ状にス
パンの約100%変化。
上昇を0→100%,下降
を100→0%とする。
(2)入力をステップ状にス
パンの約10%変化。上
昇を0→10%,下降を
10→0%とする。
5.4
信号入力下記の2種類の
スチップ状信号印加
(1)80%変化 出力10%→
90%,90%→10%に相
当するステップ状信
号印加
(2)10%変化 出力変化
5 %→15%,45%→
55%,85%→95%
MOD/
選択
変化の始点,終点が相違する
JIS C 1031の信号入力を併
記した。
IEC規格に対応した機械的な信
号入力が難しいことを考慮し
た。
2
0
C
1
8
0
5
-2
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I) JISの規定
(II) 国際
規格
番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体,附属書
表示方法:点線の下線又は実線
の側線
(V) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
6. 機能的特性 一般的事項,機器の入力抵
抗,絶縁,パワー消費,出
力リップル,空気流量特
性,その他
6
JISに同じ。
6.6空気式機
器の空気流量
特性
初期設定,供給流量,排気
流量,データの提示
6.6
JISに同じ
MOD/
変更
図6をIEC 61514ドラフト
65B/306/CDVのFig.6にあわ
せて変更
訂正をIECに提案する。̀
7. ドリフト
前処理と試験手順,データ
7.
JISに同じ
IDT
−
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT ··············· 技術的差異がない。
− MOD/変更 ······· 国際規格の規定内容を変更している。
− MOD/選択 ······· 国際規格の規定内容と別の選択肢がある。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD ············· 国際規格を修正している。
21
C 1805-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS C 1805-2(プロセス計測制御機器−性能評価の一般的方法及び手順−
第2部:標準状態における試験) 原案作成委員会 構成表
氏名
所属
(委員長)
土 屋 喜 一
早稲田大学理工学部
(幹事)
○ 福 田 達 夫
横河電機株式会社
窪 田 明
通商産業省機械情報産業局
橋 爪 邦 隆
通商産業省工業技術院標準部
橋 本 進
財団法人日本規格協会
梅 田 浩 和
日石三菱株式会社
白 川 公 一
干代田化工建設株式会社
○ 鈴 木 国 夫
千代田化工建設株式会社
近 藤 久 男
株式会社キャトックス
○ 公 江 春 樹
株式会社島津製作所
○ 小野瀬 俊 宏
株式会社日立製作所
○ 鍋 田 栄 一
富士電機インスツルメンツ株式会社
○ 島 方 哲 也
株式会社山武
(事務局)
新 畑 隆 司
社団法人日本電気計測器工業会
○印は,小委員会委員を兼ねる。