B 9620-1 : 2000 (ISO 12647-1: 1996)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,財団法人日本規格協会から工業標準原案を具
して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審査を経て,通商産業大臣が制定
した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 12647-1 : 1996 Graphic technology−
Process control for the manufacture of halftone colour separations, proof and production prints−Part1 : Parameters
and measurement methods (available in English only) を基礎として用いた。
JIS B 9620-1には,次に示す附属書がある。
附属書A(規定) 表示方法
附属書B(参考) 網点品質の評価方法
附属書C(参考) 参考文献
JIS B 9620の規格群には,次に示す部編成がある。
JIS B 9620-1 第1部:パラメータ及びその測定方法
JIS B 9620-2 第2部:オフセット印刷
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 9620-1 : 2000
(ISO 12647-1: 1996)
印刷技術−
カラー印刷における工程管理−
第1部:パラメータ及びその測定方法
Graphic technology−Process control for the manufacture of half-tone
colour separations, proof and production prints−
Part 1 : Parameters and measurement methods
序文 この規格は,1996年に第1版として発行されたISO 12647-1, Graphic technology−Process control for
the manufacture of half-tone colour separations, proof and production prints−Part 1 : Parameters and measurement
methodsを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある”参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格は,各種印刷方式の印刷条件を決定するパラメータについて規定する。そこで規
定したパラメータの値は,印刷物を作成する際の印刷条件を示す指標として,また,印刷実務者サイドで
の工程管理上の指標として使用できる。
この規格の第1部は,用語の定義とカラー印刷の画像特性を表すために最低限必要なパラメータについ
ての規定である(このパラメータは,第2部以降のシリーズを通じて共通の項目となっている。)。
パラメータとそれに対する数値は,色分解フィルム,刷版製版,色校正,本機刷,表面加工の各工程か
ら選択したものである。したがって,色分解フィルムの作成から色校正及び本機刷までに至る作業が適用
の対象となる。また,次のものにも適用する。
− 色分解フィルムの作成と同じ概念が適用できるフィルムレス印刷及びグラビア印刷。
− 4色印刷が基本になったうえでの4色以上のプロセスカラーインキを使用した印刷。
− 線スクリーンや決まった角度又は線数をもたないスクリーンからなる印刷。
この規格の第2部以降では,パラメータに関して,それぞれの印刷方式に固有の条件や数値を規定して
いる。印刷方式又は印刷方式群として次のような分類をしている。
− オフセット印刷(ヒートセットオフ輪印刷,枚葉オフ及びフォーム印刷の4色校正と本機刷,グラビ
ア印刷用のオフセット色校正)
− 新聞印刷(新聞用紙へのコールドセットオフセット印刷及び凸版印刷の校正刷と本機刷,オフプレス
校正)
− グラビア印刷
− スクリーン印刷
− フレキソ印刷
2
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年(又は発効年)を付記してあるものは,記載の年の版だけがこの
規格の規定を構成するものであって,その後の改正版・追補には適用しない。
ISO 5-2 : 1991 Photography−Density measurements−Part 2 : Geometric conditions for transmission density
ISO 5-3 : 1995 Photography−Density measurements−Part 3 : Spectral conditions
ISO 5-4 : 1995 Photography−Density measurements−Part 4 : Geometric conditions for reflection density
ISO 13655 : 1996 Graphic technology−Spectral measurement and colorimetric computation for graphic arts
image
CIE 17.4 (1987) International lighting vocabulary
3. 定義 この規格で用いる主な用語の定義は,次による。
備考 測定の対象となるものには,適宜“単位”を付した。無次元の用語の単位は,定義によって,1
とする。
3.1
無彩色 [achromatic (perceived) colour] 色知覚上,色相を感じない色 (CIE 17.4, 845-02-26) 。
備考1. 通常,白,黒,グレーなどと呼ばれる。透過物体に対しては,無色又はニュートラルという
こともある。
2. 印刷では,単独のインキで得る方法と,3種類の色インキを混色して得る方法がある。
3.2
スクリーン軸 (axis of screen) 網点スクリーンで,網点が最密状態に並ぶ二つの方向軸の一つ。
3.3
有彩色 [chromatic (perceived) colour] 知覚的に色相を感じる色 (CIE 17.4, 845-02-27) 。
備考 プロセスインキのシアン (C),マゼンタ (M),イエロー (Y) は有彩色である。
3.4
CIELAB色差;CIE1976L*,a*,b*色差△E*ab (CIELAB colour difference) L*,a*,b*空間において,
二つの色刺激が示す2点の距離をユークリッド幾何的に示した差 [CIE 17.4, 845-03-55] 。単位1。
3.5
CIELAB色空間;CIE1976L*,a*,b*色空間 (CIELAB colour space) L*,a*,b*の直交座標軸で示
される空間で,ほぼ等色差空間となっている [CIE 17.4, 845-03-56] 。
3.6
測色計 (colorimeter) 三刺激値などの測色量を測定する装置 (CIE 17.4, 845-05-18) 。
備考 光電式色彩計は,試料の反射率又は透過率と標準照明光及び標準視感係数に関係づけられたフ
ィルターのスペクトル積から測色値を求める。分光測色計は,スペクトルデータから計算で求
める。
3.7
色分解フィルム (colour separation film) カラー印刷用に用意された,白黒の網分解フィルム1組
の1枚。プロセスカラーごとに用意する。
備考 通常は,1組4枚からなる。
3.8
コントロールパッチ (control patch) 印刷物の色計測又は管理のために設けられた一定面積の画
像部分。
3.9
コントロールストリップ (control strip) 幾つかのコントロールパッチを一列に並べて帯状にした
もの。
3.10 コア濃度(網分解フィルムの) (core density) 1本の線又は一つの網点の中心部の透過濃度。単位
1。
3.11 許容偏差(印刷物の) (deviation tolerance) OKシートと見本刷との間の許容差。
参考 見本刷は,通常校正刷をいう。
3
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.12 フィルム表裏 (film emulsion orientation) 色分解フィルムの乳剤面と作業者との相対的位置関係。
備考 フィルムの表:乳剤面が上向き(作業者側)の状態を指す。
3.13 フィルムポラリティ (film polarity) フィルムのポジ像又はネガ像の状態。フィルムの画像部が印
刷物の画像部に相当するフィルムの場合を“ポジフィルム”といい,その逆の場合を“ネガフィルム”と
いう。
3.14 フリンジ幅 (fringe width) 1本の線又は一つの網点の輪郭部において,最低限必要とされるコア濃
度の10%と90%に相当する濃度で形成される濃度等高線間距離の平均値。“最低限必要とされるコア濃度”
は,印刷方式及びその他の条件によって決まる。単位μm。
3.15 グレーバランス (grey balance) ある条件で印刷した印刷物を,一定の観察条件下で見て無彩色に
見える部分に相当する色分解フィルムのシアン,マゼンタ,イエローの組の網点面積の状態。その状態を
グレーバランスしているという。
3.16 網分解フィルム (half-tone film) 階調のある印刷物を作る際に使用するフィルム。画像は網点や線
で構成される。
3.17 ハードドットフィルム (hard dot film) デュープ及び刷版製版の際に,忠実な網点再現ができる色
分解フィルム。
参考 忠実な網点再現とは,点細りや点太りの度合いが少ないことである。
3.18 画像の正逆 (image orientation) 正像・逆像の別。文字の場合なら読める状態を,画像類は顧客が
最終的に見る状態のものを正像という。
備考1. フィルムの正逆の仕様については,“乳剤面が上”又は”乳剤面が下”というやり方がよい。
乳剤面の記述がない場合は,通常“乳剤面が上”とする。
2. 分解フィルムの場合は,”乳剤面が上で逆像”,すなわち”乳剤面が下で正像”が一般的であ
る。
3.19 ミッドトーンスプレッドS (mid-tone spread, S) 次の式で表される量 (S) 。
S=max. [(Ac−Ac0), (Am−Am0), (Ay−Ay0)] −min. [(Ac−Ac0), (Am−Am0), (Ay−Ay0)]
ここに,
Ac: シアン版フィルムのある階調部におけるトーンバリューの実
測値
Ac0: シアン版フィルムのある階調部におけるトーンバリューの基
準値
Am: マゼンタ版フィルムのある階調部におけるトーンバリューの
実測値
Am0: マゼンタ版フィルムのある階調部におけるトーンバリューの
基準値
Ay: イエロー版フィルムのある階調部におけるトーンバリューの
実測値
Ay0: イエロー版フィルムのある階調部におけるトーンバリューの
基準値
備考 計算例
実測値 (c, m, y) = (22, 17, 20)
基準値 (c, m, y) = (20, 20, 18)
max. [(22−20), (17−20), (20−18)] =2
min. [(22−20), (17−20), (20−18)] =−3
S= (max. −min. ) =5
4
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.20 モアレ (moire pattern) 網点のような2次元の周期性のパターンが二つ以上重なった場合などに,
網点パターンの干渉作用によって発生する規則的な縞模様。
3.21 OKシート (OK print; OK sheet) 色見本印刷物。通常,校正刷に最も近づいたと思われるものを
本機刷の初期の段階で抜き取り,それ以降の本機刷作業における色見本とするもの。
3.22 オフプレスプルーフ (off-press proof print) 校正機又は印刷機以外の装置を利用して,色分解フィ
ルムから作ったカラー印刷物見本。
備考 ケミカルプルーフ又はプリプレスプルーフということもある。
3.23 機械校正刷 (on-press proof print) 校正機又は印刷機を使用して作ったカラー印刷物見本。
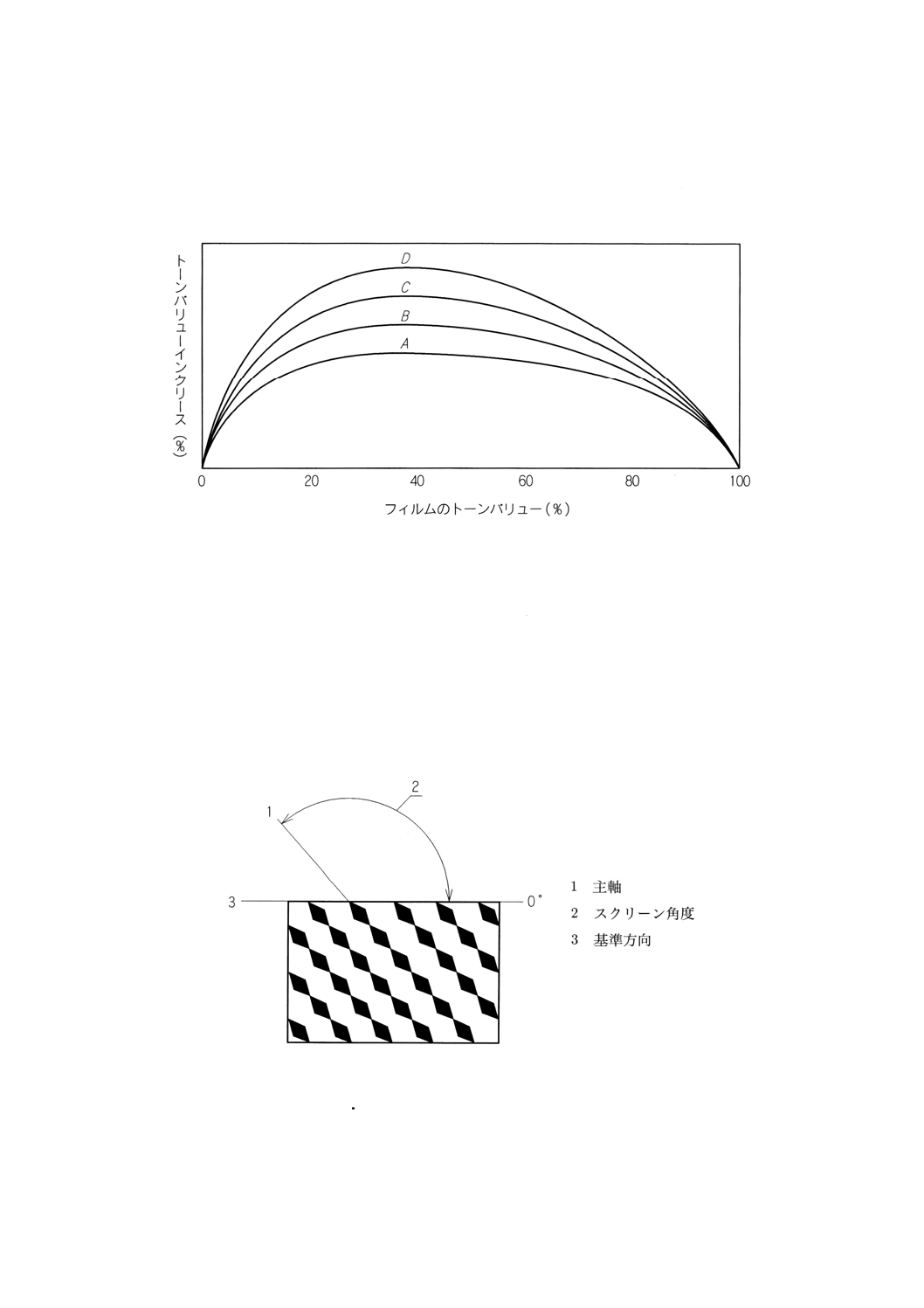
3.24 主軸(スクリーンの) (principal axis) だ(楕)円形やダイヤモンド形などの長方形網点スクリー
ンの長半径方向の軸。
備考 したがって,円形や正方形の網点スクリーンには主軸は存在しない。
3.25 被印刷物 (print substrate) 印刷によってインキが転移,固定される物体。
参考 紙はその代表例である。
3.26 印刷版 (printing forme) 画像部と非画像部からなり画像部だけにインキが転移し,更に紙などの
上に印刷画像形成するための媒体。
3.27 プロセスカラー(4色刷の)(process colours) シアン (C),マゼンタ (M),イエロー (Y) 及びブラ
ック (K) 。
3.28 基準方向(画像の)(reference direction) 最終ユーザーが画像を見るときに水平とする画像の方向。
3.29 反射率 (R) (reflectance factor, R) 同一面に置かれた試料と完全拡散反射面の反射光束の比 (ISO
5-4) 。単位1。
3.30 反射濃度 [reflection density(1), reflectance factor density(2)] 反射率の逆数の常用対数値。単位1。
注(1) ISO 5-4,
(2) CIE 17.4
3.31 反射濃度計 (reflection densitometer) 反射濃度を測定する装置。
3.32 反射率計 (reflectometer) 反射光を測定する光学装置 (CIE 17.4, 845-05-26) 。
3.33 相対濃度 (relative density) クリアフィルムベースや印刷されていない被印刷物のように,基準と
なる部分の濃度を差し引いた濃度。単位1。
3.34 サンプリングアパーチャーサイズ (sampling aperture size) 濃度(透過,反射)測定の際に,試料
面に照明光が当たり測定の対象となる部分の大きさ。装置によって異なる。
3.35 スクリーン角度 (screen angle) 長方形網点スクリーンの場合は,主軸と基準の方向軸との角度,
円形や正方形の網点の場合には,スクリーン軸と基準の方向軸との角度の小さい方の角度。単位は度。
3.36 スクリーン線数 (screen ruling; screen frequency) 個々の網点及び線が最密状態で並ぶ方向の単位
長さ当たりの網点又は線の数。単位 cm-1。
3.37 スクリーン幅 (screen width) スクリーン線数の逆数。単位 μm。
3.38 表面仕上げ (surface finishing) 印刷物の表面にニス引きしたり,ラミネート処理をする工程。
3.39 トーンバリュー;網点面積,A(印刷物の) (tone value; dot area, A) 印刷面において,単色イン
キでカバーされたとみなされる部分の面積率。被印刷物の光散乱やその他の光学現象がないとした場合,
次の式で表される。
A (%) =100× [1−10- (Dt−D0)] / [1−10- (Ds−D0)]
ここに, D0: 印刷されていない被印刷物の反射濃度又は,版の非画像部の
5
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
反射濃度
Ds: べた部分の反射濃度
Dt: 階調部の反射濃度
備考1. 見かけ上の等価網点面積率,又は見かけ上の総網点面積率ともいう。
2. “網点面積率”は,網点パターンの場合だけに使用できる。
3. 上の定義式は,版面の網点面積率の近似式としても使用される。
4. ISO 12642で“ink value”として表されているのは,イメージセッターでフィルム上に再現さ
れたものである。すなわち,フィルム上にその数値で示されたトーンバリューが再現されて
いる。
3.40 トーンバリュー;網点面積,A(ポジフィルムの)(tone value; dot area, A) 次の式で計算される百
分率。
A (%) =100−100× [1−10−(Dt−D0)] / [1−10−(Ds−D0)]
ここに, D0: クリア部分の透過濃度
Ds: べた部分の透過濃度
Dt: 階調部の透過濃度
備考 フィルム焼付網点面積率ともいう。
3.41 トーンバリュー;網点面積,A(ネガフィルムの) (tone value; dot area, A) 次の式で計算される
百分率。
A (%) =100−100× [1−10−(Dt−D0)] / [1−10−(Ds−D0)]
ここに, D0: クリア部分の透過濃度
Ds: べた部分の透過濃度
Dt: 階調部の透過濃度
備考 フィルム焼付網点面積率ともいう。
3.42 トーンバリューインクリース(ドットゲイン) (tone value increase; dot gain) 印刷物のトーンバリ
ューとそれに対応する色分解フィルムのトーンバリューとの差。単位 %。
備考 ドットゲインは,網点パターンの場合だけに使用する。
3.43 トーンバリューサム (tone value sum) 1組の色分解フィルムのある部分でのトーンバリューの総
和。単位 %。
備考1. 合計網点面積率 (TDA) ともいう。
2. 通常,画像の最も暗い無彩色部分でトーンバリューサムが最大になる。
3.44 透過濃度計 (transmission densitometer) 透過濃度を測定する装置。
3.45 透過濃度 [transmission density(1) ; transmittance optical density(2)] 透過率の逆数の常用対数値。単
位 1。
注(1) ISO 5-2
(2) CIE 17.4
3.46 透過率 (transmittance factor) アパーチャーに試料が挿入されているときと挿入されていないと
きの放射束の測定値の比 (ISO 5-2) 。単位 1。
3.47 許容変動 (variation tolerance) OKシートと本機刷印刷物のロットから無作為に抜き取られた印
刷物との許容差。
4. 規定 この項では,カラー印刷物の視覚特性及びその他の物理的な特性に影響を及ぼす幾つかの特性
や1次パラメータについて規定する。また,必要に応じてその測定方法や特性値についても規定している。
6
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この規格の4.における項目構成は,第2部以降もシリーズを通じて同じである。
備考 上記の特性や1次パラメータに関する情報は,カラー印刷物の製作過程での意志の疎通にとっ
て非常に重要である。実際には,これらのパラメータの多くは個々の印刷方式でそれぞれの標
準値が決められているので,ここでは規定しない。それらは,この規格の他のシリーズ中で規
定されている。
4.1
色分解フィルムに関する規定
4.1.1
フィルム品質 最低限必要なコア濃度と,許容できる最大限のフリンジ幅を規定する。
備考 上記の測定方法及び評価方法については,附属書Bを参照。
4.1.2
スクリーン線数 センチ当たりの線数 (cm-1) で表示する。一つのカラー印刷物に2種類以上使用
する場合には,各色ごとにそのスクリーン線数を表示するか,又は例外的に使用される場合にはそれを明
確に表示する。
備考1. 粗い表面の被印刷物の場合は,コート紙のような平滑な表面のものと比べて,よりスクリー
ン線数の粗いものを使用する必要がある。そうしないと,網点の再現に無理がかかり,トー
ンバリューインクリースが異常になる。
2. ブラック版用フィルムのスクリーン線数は,色版より細かいものを使用してもよい。
例 ブラック版用80cm−1,色版用60cm−1
3. 4.1.3の備考2.も参照。
4.1.3
スクリーン角度 スクリーン角度を規定する。試験方法は5.1の規定に,表示方法は附属書Aの規
定による。
備考1. 従来法では,ブラック版,シアン版,マゼンタ版用はスクリーン角度をそれぞれ30°ずつ変
え,イエロー版用はシアン版又はブラック版から15°変えるのが普通である。さらに,影響
力の強い色版用の主軸角度を45°とする。
2. コンピュータで網点を生成する場合は,線数と角度が色版ごとに微妙に変化することがある。
4.1.4
網点形状とトーンバリューとの関係 完全を期すには,網点階調全体にわたる網点形状とそれに対
応するトーンバリューとの関連を規定することが望ましい。そうでない場合は,中間調の網点形状(円形,
正方形,だ円形)を規定する。さらに,主軸のあるスクリーンの場合は,網点の連結が生じる点のトーン
バリュー(2点)を規定する。トーンバリューの試験方法は5.2の規定に,表示方法は附属書AのA.2に
よる。
4.1.5
画像サイズの許容差 1組の分解フィルムの中で,画像の対角線長の差が最大になる2枚の色分解
フィルムの画像の対角線の長さの差を,その対角線の長さとの比で表示する。その差を求めるには,色分
解フィルムの画像部の左上端を合わせておいて右下端の差を測って,対角線の長さとの比で表示する。
4.1.6
トーンバリューサム 画像の中で,無彩色で最も暗い部分のトーンバリューサムを規定する。更に,
ブラック版のトーンバリューを規定しておくとよい。トーンバリューの試験方法は5.2の規定に,表示方
法は附属書AのA.2による。
4.1.7
グレーバランス 1組の分解フィルムの中で,シアン版のトーンバリュー(通常50%)と,それに
グレーバランスすると想定するマゼンタ版及びイエロー版のトーンバリューを規定しておくとよい。その
他のシアンのトーンバリューと,それに対応するマゼンタ版及びイエロー版のトーンバリューを併記して
もよい。トーンバリューの試験方法は,5.2の規定に,表示方法は附属書AのA.2による。
備考 グレーバランスは,現実には,シアン,マゼンタ,イエローの印刷物のトーンバリューとそれ
ら色の重ね刷とで決まる問題である。これら問題は別に規定があるので,この4.1.7と重複する
7
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ことになり,厳密な意味では必要がないといえる。しかし,実務上は本機刷と色校正システム
で色合せを行う色分解担当者にとっては有効な情報である。
4.2
印刷物に関する規定
4.2.1
印刷物の視覚特性
a) 被印刷物の色 CIELAB測色値 (L*, a*, b*) と許容色差(色差:△E*ab)を規定する。表面仕上げが行
われる場合は,仕上げ後の状態について規定する。試験方法は5.6の規定に,表示方法は附属書Aの
A.6による。
b) 被印刷物の光沢 光沢値と許容誤差を規定すること。表面仕上げが行われる場合は,仕上げ後の状態
について規定する。試験方法は5.5の規定に,表示方法は附属書AのA.5による。
c) べた刷の色 1次色 (C, M, Y, K) のCIELAB測色値 (L*, a*, b*) 及び許容偏差,許容変動を規定するこ
と。さらに,2次色 (C+M, C+Y, M+Y, K+Y) のCIELAB測色値 (L*, a*, b*) を規定するか,又は後
刷インキのトラッピングに関する何らかの尺度を規定する。表面仕上げが行われる場合は、仕上げ後
の状態について規定する。べた刷の色は,厳密な意味では,次の8色を加えていう場合がある。
− C+K, M+K, Y+K
− C+M+Y, M+Y+K, C+M+K, C+Y+K
− C+M+Y+K
試験方法は5.6の規定に,表示方法は附属書AのA.6による。
備考1. ブラックとの重ね色は,“色”という点ではさほど重要ではないが,透明性を見るという点で
は非常に有効である。
2. 参考基準として,1次色の反射濃度を規定する場合もある。反射濃度の測定は,ISO 5-4の規
定に従って,ブラックバッキングで行うことが望ましい。表示方法は附属書AのA.7による。
3. 実務上,濃度値を使うことが多いが,測色値と合わない場合があることに注意する。
4. インキの透明性とトラッピングの状況が常に一定である場合に限り,刷順を規定する方が,2
次色を規定するより効果的である。
d) べた刷の光沢 光沢値と許容誤差を規定することが望ましい。試験方法は5.5の規定に,表示方法は
附属書AのA.5による。
4.2.2
トーンバリューの再現範囲 印刷面に明確かつ均一な網点として再現する色分解フィルムのトー
ンバリューの最小値と最大値を規定する。トーンバリューの試験方法は5.2の規定に,表示方法は附属書
AのA.2による。
4.2.3
見当ずれに関する許容差 色版相互間で最大のずれの大きさを3色版のスクリーン幅に対する比
で表示し,その許容量を規定する。
4.2.4
トーンバリューインクリース(ドットゲイン) プロセスカラーの各色について,階調フィルムの
0%と100%を除いて,印刷物を代表する少なくとも2か所のトーンバリューインクリースを示す。若しく
は表又はグラフを利用してトーンバリューインクリース関数で規定してもよい。図1にグラフの概略を示
す。さらに,許容偏差及び許容変動についても規定する。トーンバリューは,すべてコントロールパッチ
と関連づけることが必要である。そのため色校正にはコントロールパッチを必ずつける。本機刷にもつけ
ることが望ましい。
コントロールストリップには,網点面積率が正確なコントロールパッチ(表示値±1%)を含むこと。ま
た,コントロールパッチの網点の形状は円形とする。
トーンバリューインクリースの試験方法は5.4の規定に,表示方法は附属書AのA.3による。
8
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 紙に印刷が行われる場合は,トーンバリューインクリースとスクリーン線数との間には一定の
関係があるので,それさえ分かっていれば,コントロールストリップのスクリーン線数は,必
ずしも,印刷物と同じにする必要はない。ただし,その差はスクリーン線数の1/6以内のもの
が望ましい。
図1 トーンバリューインクリースのグラフ
5. 試験方法
5.1
スクリーン角度 まず,色分解フィルムを,最終ユーザーが印刷物を見る状態にしてライトテーブ
ル上に置く(これが正像の状態になる。)。スクリーンの主軸を決めて,基準の方向に対して反時計方向に
主軸との角度を測定する(図2参照)。主軸がない場合は,小さい方の角度をとる。同じことを,印刷物で
行ってもよい。表示方法は,附属書AのA.1による。
備考 スクリーン角度の測定方法については,従来から特に決まった方法がなく,上記の方法は,フ
ィルムの場合でも,印刷物の場合でも常に同じ結果が得られるという理由で採用された。
図2 スクリーン角度の測定
5.2
色分解フィルムのトーンバリュー ISO 5-2に適合する透過濃度計と幾何条件(0°/d又はd/0°)で,
フィルムベースの透過濃度 (D0) ,べた部分の透過濃度 (Ds) 及びトーンバリューを求めようとしている部
分の透過濃度 (Dt) を測定する。それらの測定値を3.40又は,3.41の定義式に代入して求める。
9
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
透過濃度計のサンプリングアパーチャーの径は,スクリーン幅の15倍より大きくすることが望ましく,
10倍以下になってはならない。アパーチャーが円形でなくても基本的には同じである。表示方法は,附属
書AのA.2による。
5.3
印刷物のトーンバリュー
5.3.1
濃度計を使用してトーンバリューを求める方法 ISO 5-4の規定に従って,試料印刷物をブラック
バッキングの上に置く。測定しようとしている色に対応するフィルターチャンネルを選定し,白紙の濃度
(D0) ,べた部分の濃度 (Ds) 及びトーンバリューを求めようとしている部分の濃度 (Dt) を測定する。ブラ
ック版については,“ISO visual(ISO 5-3参照)”フィルターのチャンネルにして,同様な測定を行う。そ
れらの測定値を3.39の定義式に代入して求める。
反射濃度計のサンプリングアパーチャーの径は,スクリーン幅の15倍より大きくすることが望ましく,
10倍未満になってはならない。アパーチャーが円形でなくても基本的には同じである。表示方法は,附属
書AのA.3による。
備考 トーンバリューの測定結果は,測定器によって若干異なる。特に,イエローパッチの場合は,
偏光フィルターありのナローバンドフィルターを採用した濃度計と偏光フィルターなしのワイ
ドバンドフィルターを採用した濃度計では2%程度の差が出ることがある。
5.3.2
測色計を使用してトーンバリューを求める方法 0/45又は45/0,D50又はD65,CIE 2°視野の条件
で三刺激値 (X, Y, Z) を測定し,次の式によって求める。
シアンのトーンバリュー;A (%) =100% (X0−Xt) / (X0−Xs)
マゼンタ,ブラックのトーンバリュー;A (%) =100% (Y0−Yt) / (Y0−Ys)
イエローのトーンバリュー;A (%) =100% (Z0−Zt) / (Z0−Zs)
ここに, 添え字0は印刷されていない被印刷物。
添え字tは求めようとする階調部分。
添え字sはべた刷部分。
測色計のサンプリングアパーチャーの径は,スクリーン幅の15倍以上大きくすることが望ましく,10
倍未満であってはならない。アパーチャーが円形でなくても基本的には同じである。表示方法は,附属書
AのA.3による。
5.4
印刷物のトーンバリューインクリース 印刷物のトーンバリュー(5.3参照)から,それに対応する
階調部分の色分解フィルムのトーンバリュー(5.2参照)を引き算して求める。表示方法は,附属書Aの
A.3による。
5.5
光沢 被印刷物及び印刷物の鏡面光沢を測定する。入射角は,被印刷物及び印刷物の光沢のレベル
に応じて適当に設定する。具体的な方法については,この規格の他のシリーズで規定する。表示方法は,
附属書AのA.5による
5.6
分光測光及びCIELAB測色値,CIELAB色差の計算 ISO 13655に規定する幾何条件(0/45又は45/0)
のスペクトルフォトメーター,及びISO 5-4で規定されたブラックバッキングを使用して測色を行う。三
刺激値の計算は,D50, 2°視野 (CIE 1931) で行う。三刺激値からのCIELAB測色値 (L*,a*,b*) ,CIELAB
色差 (△E*ab) の計算は,ISO 13655の規定による。スペクトルフォトメーターの代わりに色彩計を使う場
合は,精度がISO 12647で規定した許容誤差の範囲以内のものを使用する。表示方法は,附属書AのA.6
による。
10
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 表示方法
A.1 スクリーン角度 色分解フィルムのスクリーン角度は各色版ともに“度”で表示する。整数でない場
合は,小数点以下2けたまで表すか,又は度及び分で表す。
例 C15°,M45°,K75°,Y0°。
A.2 色分解フィルム又はコントロールストリップのトーンバリュー パーセントで表示する。
例 コントロールストリップのシャドー部のトーンバリューは75%。
A.3 印刷物のトーンバリュー パーセントで表示するとともに,フィルター条件,サンプリングアパーチ
ャーの大きさ,偏光フィルター使用の有無を併記する。
例1. 濃度計による場合 “75%シアンコントロールストリップに対応するトーンバリューは87%
(status T, 3mmφ,偏光フィルターなし)”,“75%シアンコントローストリップに対応するトーン
バリューは87%(DIN narrow band, 9mmφ,偏光フィルターなし)”又は“75%シアンコントロー
ルストリップに対応するトーンバリューは87%(ISO visual, 9mmφ,偏光フィルター)”。
2.
測色計による場合 “40%シアンコントロールストリップに対応するトーンバリューは56%(三
刺激値Xから計算,D50, 4mmφ)”。
A.4 印刷物のトーンバリューインクリース 3.の印刷物のトーンバリューと同じ要領で表示する。
A.5 光沢 光沢値と測定条件を表示する。
例 被印刷物の光沢は,45% (75°/75°, TAPPI T480 om-85) 。
A.6 測色値及び色差 ISO 13655の測定に従って,L*,a*,b*値及び∆E*ab値を表示する。更に測定器のメ
ーカー名及び型式を,また,ISO 13655の規定以外の条件,例えば,D65又はホワイトバッキングを使用し
た場合はその旨を付記する。
備考 測色値は,いわゆる無次元値であるから,単位1である。
A.7 反射濃度及び相対濃度 濃度値は,小数点第2位まで表示し,次の事項を付記する。
− フィルター条件(ISO 5-3,statusE,I又はTが望ましい)。
− 被印刷物の濃度。
− サンプリングアパーチャーの大きさ。
− ISO 5-4によらない場合は,バッキングの種類。
− 偏光フィルター使用の有無。
例1. シアンのべた濃度値1.45(ISO 5-4, Status T, 10 mmφ,白紙濃度 0.15,偏光フィルターなし)。
2.
ブラックのべた相対濃度1.85(白紙濃度 0.07 XYZ型ZYX社製,ブラックバッキング,3 mmφ,
偏光フィルターあり)。
備考 光学濃度は,いわゆる無次元値であるから,単位1である。
11
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 網点品質の評価方法
B.1 フィルムベースのカブリ濃度が0.1以下のフィルムの場合 マイクロラインのついたコントロールス
トリップの膜面を上にしてライトテーブルに置く。試料フィルムの膜面を下に向けて重ねる。60倍から100
倍のルーペで見て,網点と重なった部分のマイクロラインが透けて見えるようであれば,コア濃度が低す
ぎると評価する。フリンジ幅も同じようにして,マイクロラインの表示された線幅と比べることによって
評価することができる。この場合,下からやや斜めに光を照射する,いわゆる,暗視野状態にすると見や
すくなる。慣れるとかなり精度よく評価ができるようになる。
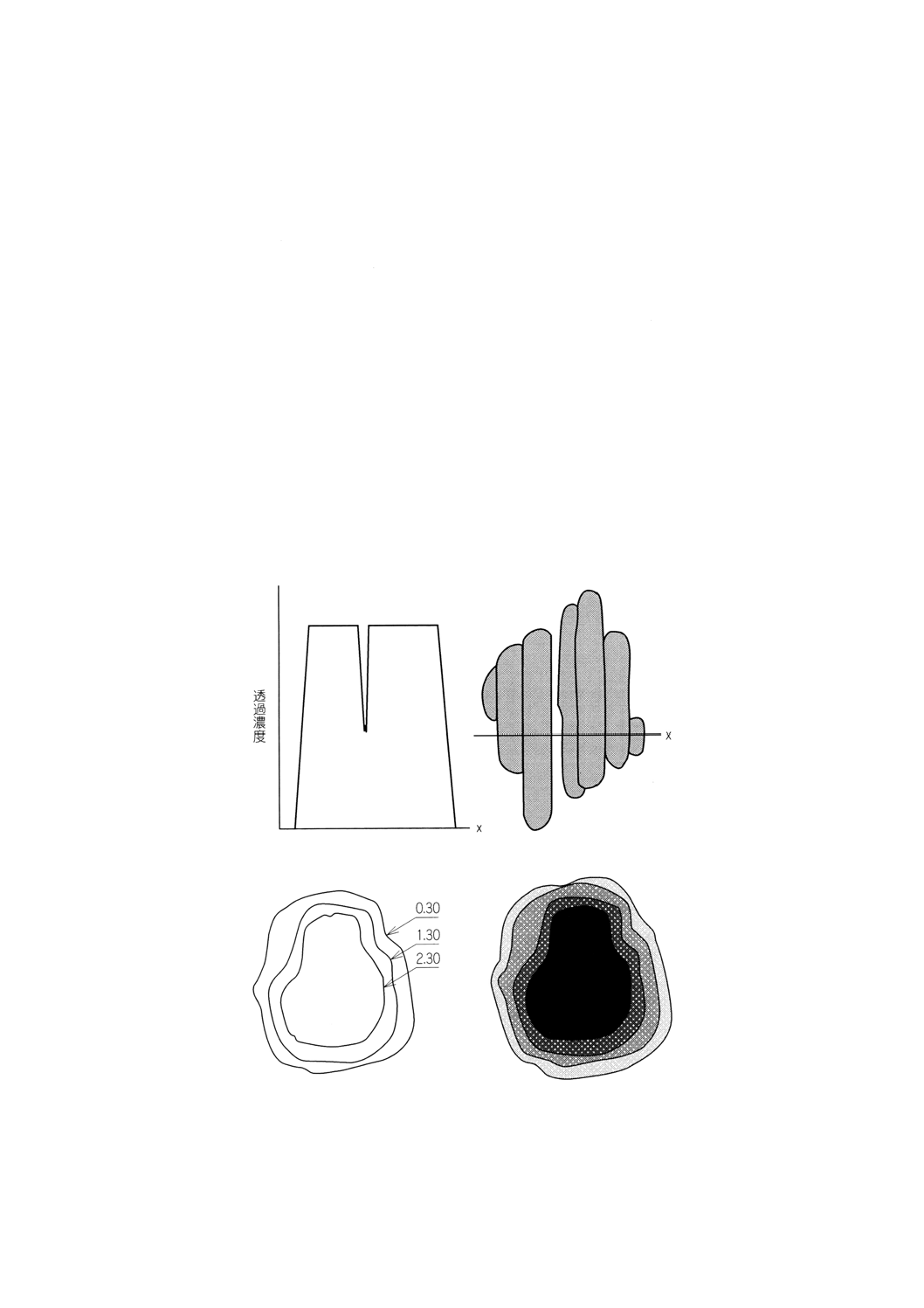
B.2 マイクロデンシトメーターで定量的に測定する場合 走査型マイクロデンシトメーターを使用する
と定量的な測定ができる。これは,例えば,光束を3μm以下に調整できる照射ステージのついた透過型顕
微鏡とその光束位置に対してx, y方向にフィルム位置を自在に制御できる機構とを備えた装置である。フ
ィルムを動かしながら,フィルムを透過した光束を透過濃度として測定できるように調整した光電素子で
測定する。光源の波長域は,フィルムの使用上の条件を考慮して選択することが望ましい。測定データか
ら,網点の透過濃度値の断面図(図B.1)や等価濃度曲線(図B.2)を図示することができる。
図B.1 ハーフトーンドットに切れ目がある場合の透過濃度特性(左),同じ点の顕微鏡画像(右)
図B.2 色分解フィルム上の軟調ドットの透過濃度計による濃度等高線(左),同じ点の顕微鏡画像(右)
12
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考) 参考文献
[1] ISO 5-1 : 1984 Photography−Density measurements−Part 1 : Terms, symbols and notations
[2] ISO 12642 : 1996 Graphic technology−Prepress digital data exchange−Input data for characterization of
4-colour process printing
13
B 9620-1 : 2000 (ISO 12647-1: 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
高 橋 恭 介
東海大学工学部
(幹事)
山 崎 雅 彦
ISO/TC130国内委員会
(委員)
蔵 本 敬
凸版印刷株式会社
倉 田 道 夫
大日本印刷株式会社
滝 沢 正 純
共同印刷株式会社
橋 本 進
財団法人日本規格協会
深 田 一 弘
読売新聞社
坂 本 卓
大日本スクリーン製造株式会社
加 瀬 元 禮
富士写真フィルム株式会社
竹 田 克 之
コニカ株式会社
吉 森 洋 治
リョービ株式会社
角 田 勝 彦
住友スリーエム株式会社
中 嶋 誠
通商産業省機械情報産業局産業機械課
本 間 清
工業技術院標準部材料機械規格課
(事務局)
白 井 宏
社団法人日本印刷産業機械工業会
竹 内 時 男
社団法人日本印刷産業機械工業会