2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 9512-1994
手動製図機械用スケール
Manually operated draughting
machines−Draughting scale rules
1. 適用範囲 この規格は,JIS B 9513に規定する手動製図機械に用いるスケールのうち,一般に用いる
合成樹脂スケール(以下,スケールという。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 7150 測微顕微鏡
JIS B 7503 ダイヤルゲージ
JIS B 7513 精密定盤
JIS B 7524 すきまゲージ
JIS B 9513 手動製図機械
JIS K 6718 メタクリル樹脂板
2. この規格の対応国際規格を,次に示す。
ISO 9960-1 : 1992 Draughting instruments with or without graduation.
Part 1 : Draughting scale rules
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
(1) 目盛線 スケールに刻まれた各々の線。
(2) スケール目盛 スケール目盛面に刻まれた目盛線の群。
(3) コンパス用目盛 スケール表面に刻まれたコンパス及びディバイダのための目盛線の群。
(4) 目盛の長さ スケールの目盛が刻まれている部分の長さの真の値。
(5) 呼び長さ スケールの目盛が刻まれている部分の長さの呼び。
(6) 尺度 図面上にある対象物の要素の直線的寸法と,実物の要素の直線的寸法との比率。
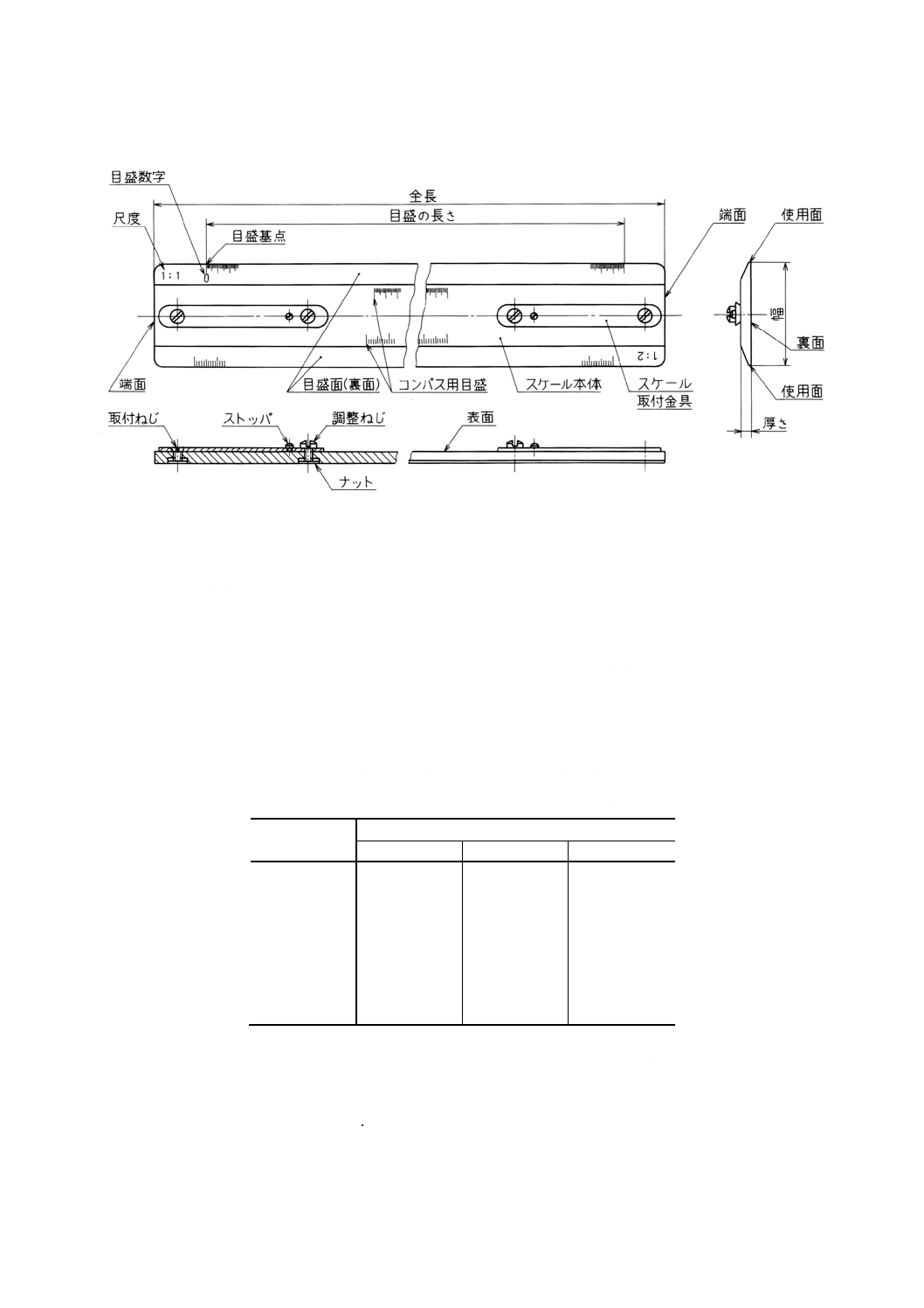
3. 形状及び各部の名称 スケールの形状及び各部の名称は,図1のとおりとする。
2
B 9512-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 形状及び各部の名称
4. 種類及び呼び方
4.1
一般 スケールの種類は,次の三つの項目に従って分類される。
(1) スケール取付金具
(2) 呼び長さ及び幅
(3) スケールの尺度
4.2
スケール取付金具による種類及び呼び記号 スケールのスケール取付金具による呼び記号は,JIS B
9513によって,大形はL,小形はSとする。
4.3
呼び長さ並びに幅による種類及び呼び記号 スケールの呼び長さ並びに幅による種類及び呼び記号
によって表1のとおりとする。
表1 呼び長さ並びに幅による種類及び呼び記号
単位 mm
呼び長さ
幅
大形 L
中形 M
小形 S
200
−
−
40
250
50
45
40
300
50
45
40
350
50
45
40
400
50
45
40
450
50
45
−
500
50
45
−
600
50
−
−
4.4
スケールの尺度による種類及び呼び記号 スケールの尺度による種類及び呼び記号は,尺度の組合
せをそのまま表示する。スケールの目盛は両側に設け,その尺度はそれぞれ1 : 1及び1 : 2とする。
なお,必要によって次の尺度の目盛にしても差し支えないが,括弧を付けたものはなるべく使用しない。
(1 : 1.5), 1 : 2.5, (1 : 3), (1 : 4), 1 : 5, (1 : 6)
4.5
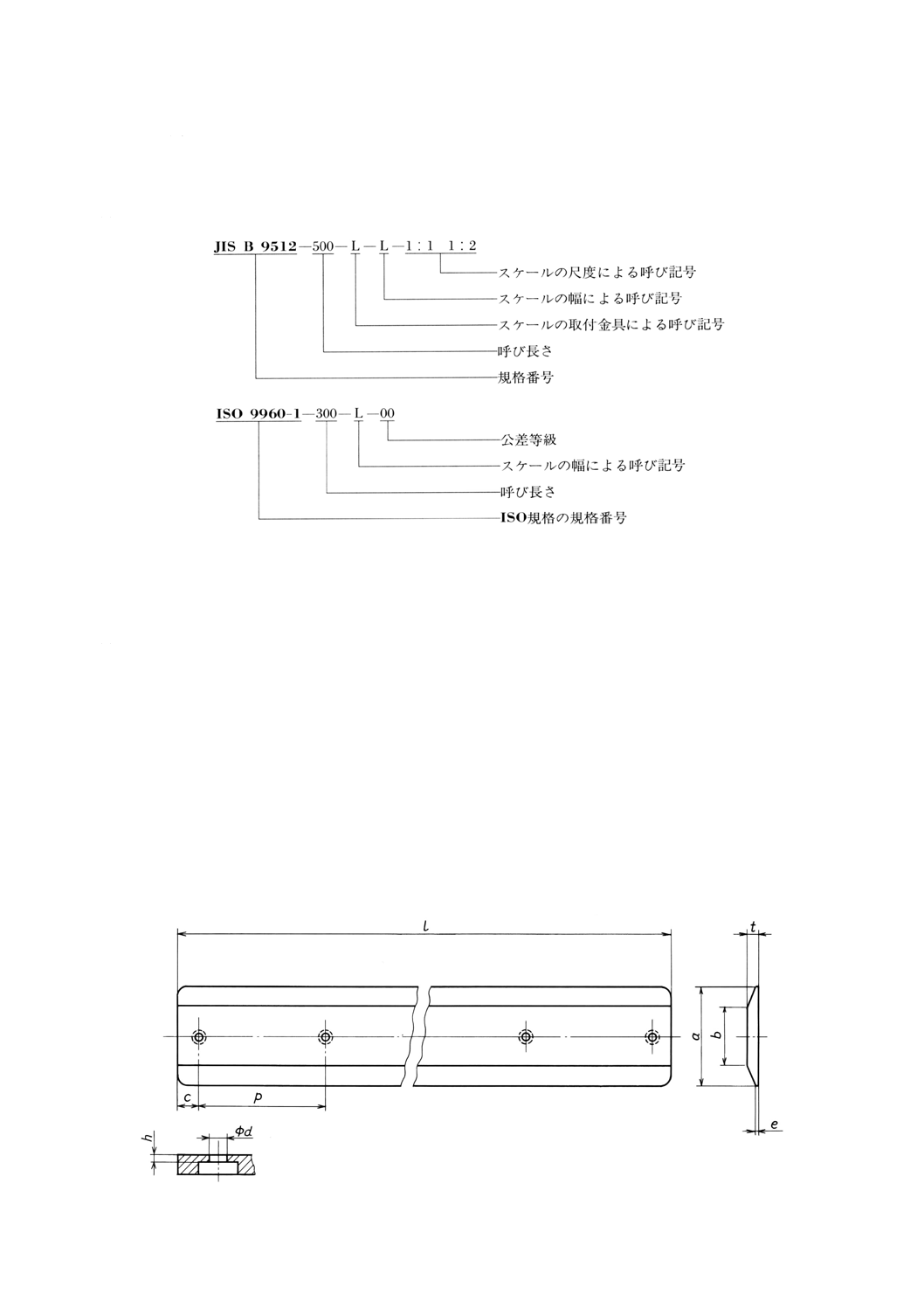
スケール呼び方 スケールの呼び方は,次の内容・順序による。
(1) 規格番号
3
B 9512-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 呼び長さ
(3) スケール取付金具による呼び記号
(4) スケール幅による呼び記号
(5) スケールの尺度による呼び記号
例
参考 ISO 9960-1では,呼び長さ,スケールの幅及び公差等級で規定している。
例
5. 要求事項
5.1
外観及び構造 スケールの外観及び構造は,次による。
(1) スケール本体の材料は,JIS K 6718によるもの又は品質が同等以上のもので,スケールの材料として
適したものであること。
(2) 製図用紙と接する裏面は,滑らかで,製図用紙又は製図面を傷つけないものであること。
(3) 使用面は,線の精度を出すのに十分滑らかであり,引かれた線を傷つけないものであること。
(4) 目盛線,数字,その他の文字は,黒で消えやかすれがなく,均一に鮮明で脱落又は誤記がないもので
あること。透明な材料の場合,スケール目盛は,裏面から印刷する。
(5) 割れ,欠けがなく,泡,汚れ,ひび及び異物の混入が目立たないものであること。
(6) スケール本体に,JIS B 9513によるスケール取付金具が適正に固定されたものであること。
5.2
寸法及び許容差
5.2.1
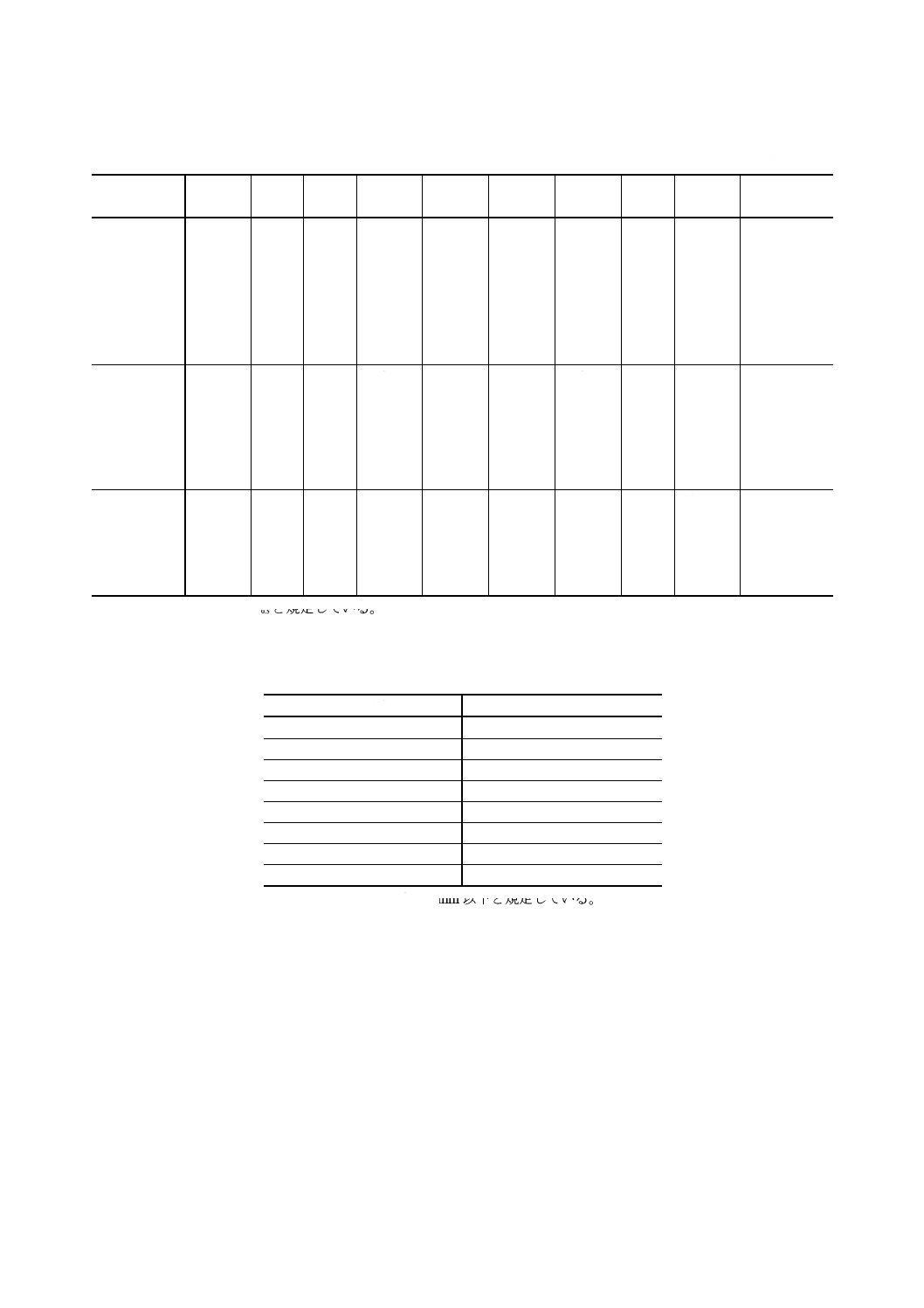
スケール本体の寸法及び許容差 スケール本体の寸法は,表2のとおりとする。特に規定がない寸
法の許容差は,JIS B 0405の粗級とする。
表2 スケール本体の寸法及び許容差
4
B 9512-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
幅による種類
及び呼び記号
呼び長さ
a
b
t
e
p
c
d
h
l(参考)
大形
L
600
50
約30
5±0.7
1±0.2
63±0.1 10±0.5
4.5
最小1.8
630〜640
500
530〜540
450
480〜490
400
430〜440
350
380〜390
300
330〜340
250
280〜290
中形
M
500
45
約25
4±0.6
1±0.2
50±0.1
7±0.5
4
最小1.2
530〜540
450
480〜490
400
430〜440
350
380〜390
300
330〜340
250
280〜290
小形
S
400
40
約20
4±0.6
1±0.2
50±0.1
7±0.5
4
最小1.2
430〜440
350
380〜390
300
330〜340
250
280〜290
200
230〜240
参考 ISO 9960-1では,t
5.02.0
−+と規定している。
5.2.2
スケール裏面の平面度 スケール裏面の平面度は,表3のとおりとし,凹面でなければならない。
表3 スケール裏面の平面度
単位 mm
呼び長さ
平面度
200
0.4
250
0.45
300
0.55
350
0.6
400
0.7
450
0.75
500
0.85
600
1.0
参考 ISO 9960-1では,10015
.0mm以下と規定している。
5.2.3
スケール使用面の真直度 スケール使用面の真直度は,表4のとおりとする。
5
B 9512-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 スケール使用面の真直度
単位 mm
呼び長さ
真直度
200
0.15
250
0.15
300
0.2
350
0.2
400
0.25
450
0.25
500
0.3
600
0.35
参考 ISO 9960-1では,10005
.0mm以下と規定している。
5.2.4
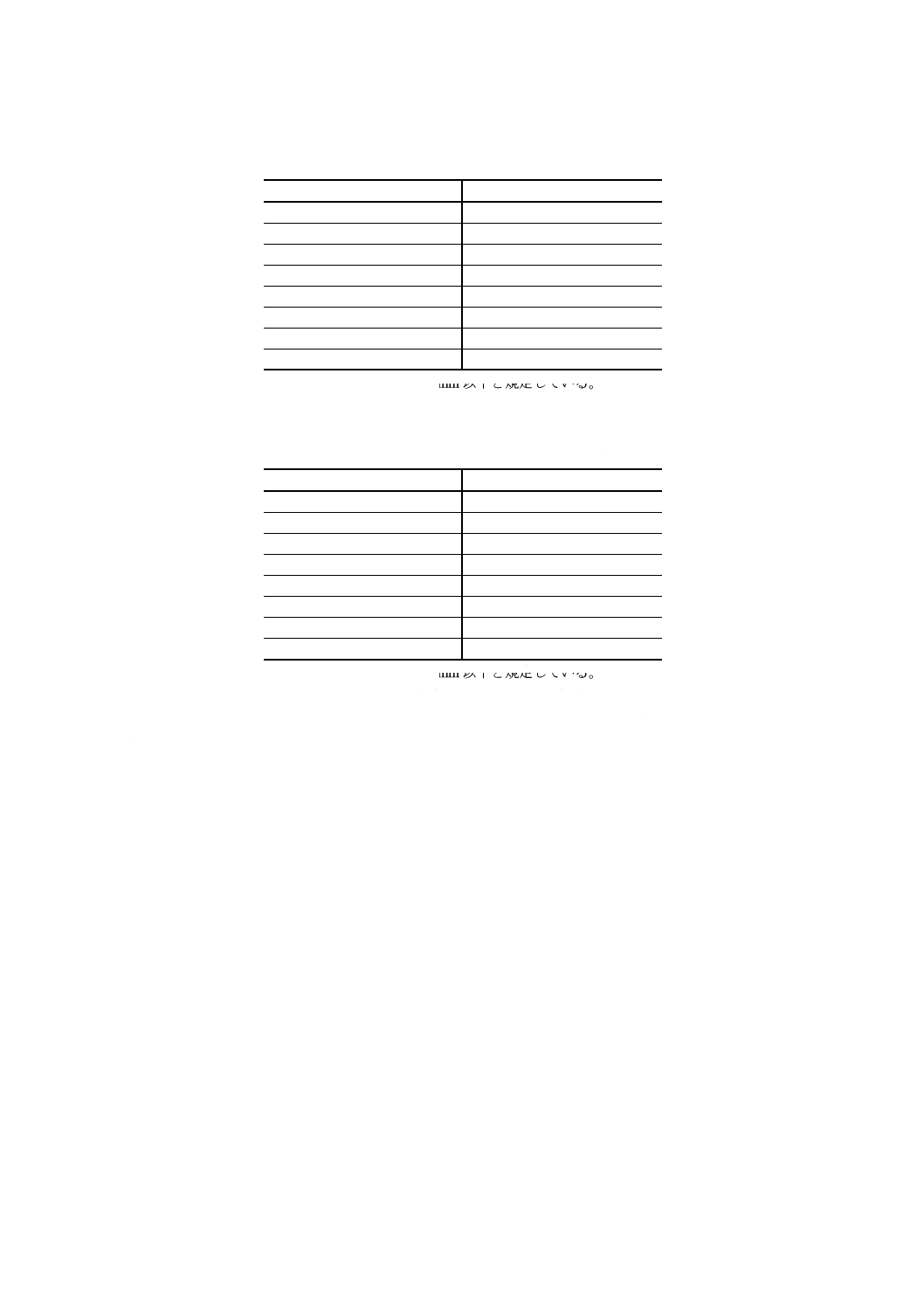
スケール使用面の平行度 スケール使用面の平行度は,表5のとおりとする。
表5 スケール使用面の平行度
単位 mm
呼び長さ
平行度
200
0.14
250
0.17
300
0.20
350
0.23
400
0.26
450
0.29
500
0.32
600
0.38
参考 ISO 9960-1では,10006
.0mm以下と規定している。
5.2.5
スケール取付金具の寸法 スケール取付金具の寸法及び許容差は,JIS B 9513による。
5.2.6
スケール本体とスケール取付金具とを組み合わせた高さ スケール本体とスケール取付金具とを
組み合わせた高さは,JIS B 9513による。
5.3
スケールの目盛数,目盛線の寸法及び許容差
5.3.1
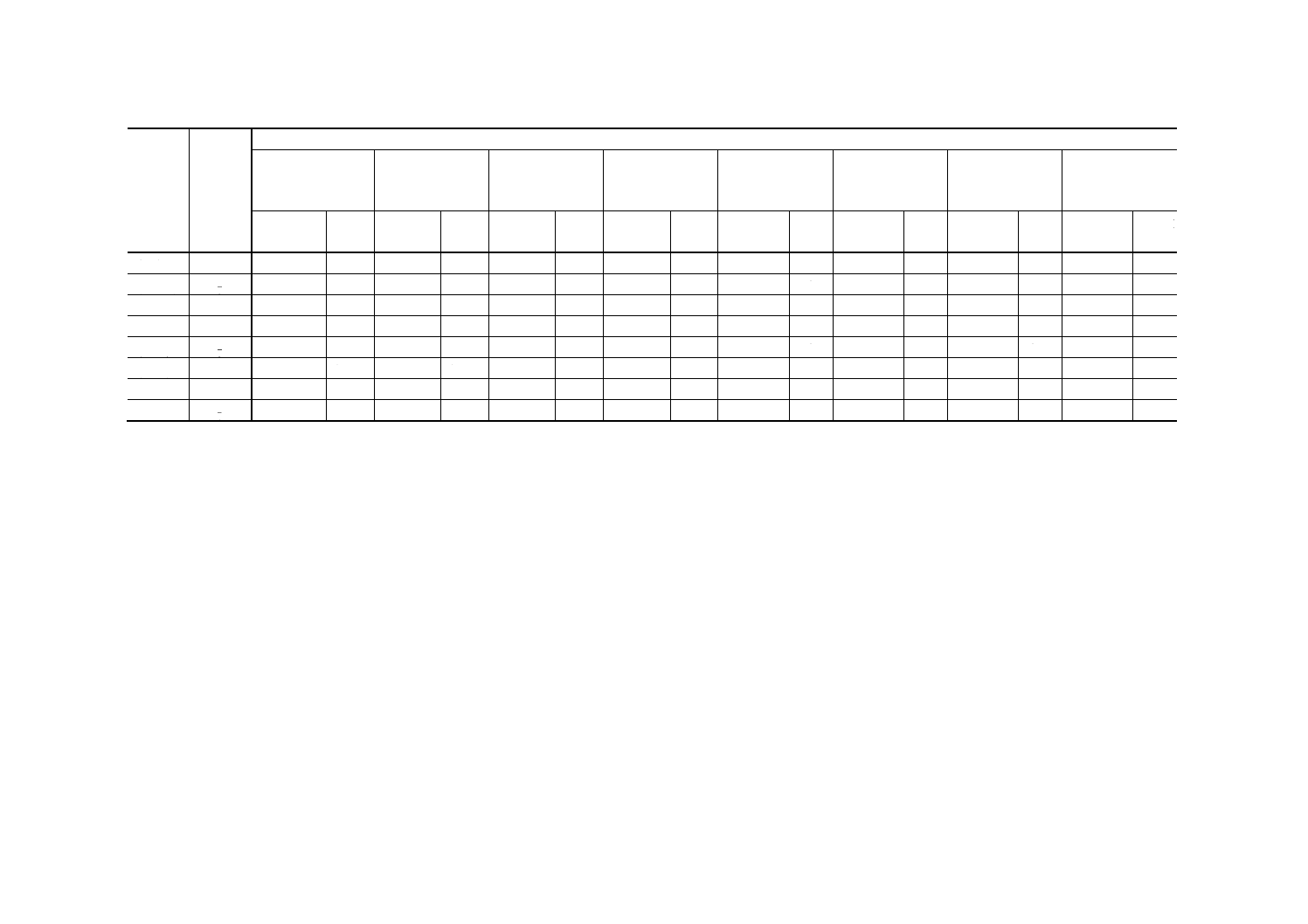
目盛数 スケールの目盛数及び最小目盛は,表6のとおりとする。
6
B
9
5
1
2
-1
9
9
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6 目盛数
尺度
最小目盛
mm
スケールの呼び
600L
500 L
500 M
450 L
450 M
400 L
400 M
400 S
350 L
350 M
350 S
300 L
300 M
300 S
250L
250M
250S
200 S
目盛の長さ
mm
目盛数 目盛の長さ
mm
目盛数 目盛の長さ
mm
目盛数 目盛の長さ
mm
目盛数 目盛の長さ
mm
目盛数 目盛の長さ
mm
目盛数 目盛の長さ
mm
目盛数 目盛の長さ
mm
目盛数
1 : 1
1.0
600
600
500
500
450
450
400
400
350
350
300
300
250
250
200
200
(1: 1.5)
3
2
600
900
500
750
450
675
400
600
350
525
300
450
250
375
200
300
1 : 2
0.5
600
1 200
500
1 000
450
900
400
800
350
700
300
600
250
500
200
400
1 : 2.5
0.4
600
1 500
500
1 250
440
1 100
400
1 000
340
850
300
750
240
600
200
500
(1 : 3)
3
2
600
900
500
750
450
675
400
600
350
525
300
450
250
375
200
300
(1 : 4)
0.5
600
1 200
500
1 000
450
900
400
800
350
700
300
600
250
500
200
400
1 : 5
0.4
600
1 500
500
1 250
440
1 100
400
1 000
340
850
300
750
240
600
200
500
(1 : 6)
6
5
600
720
500
600
450
540
400
480
350
420
300
360
250
300
200
240
7
B 9512-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.2
目盛線の寸法及び許容差 スケールの目盛線の寸法及び許容差は,表7のとおりとする。
なお,目盛線の記入は,全長にわたり極端なむらがなく,使用面に達していなければならない。
表7 目盛線の寸法及び許容差
尺度
a
b
c
e
1 : 1
5±0.5
4±0.3
2.5±0.3
0.15±0.022
(1 : 1.5)
3.5±0.5
2.5±0.3
1.8±0.3
1 : 2
1 : 2.5
(1 : 3)
(1 : 4)
1 : 5
(1 : 6)
参考 ISO 9960-1では,e±10%と規定している。
5.3.3
目盛の隣接誤差 スケールの隣り合う線間の距離のばらつきは,20μm以下であるように目盛られ
ていなければならない。
5.3.4
目盛の累積誤差 任意の目盛線間の距離の許容差は,100mmにつき0.06mmとする。
なお,この目盛線間の距離は,使用面から0.2mm離れた位置における目盛線の幅の中心間の距離とする。
5.3.5
目盛数字の高さ,幅及び太さ 目盛数字は,高さ2.0mm,幅1.3mm及び太さ0.2mmとする。
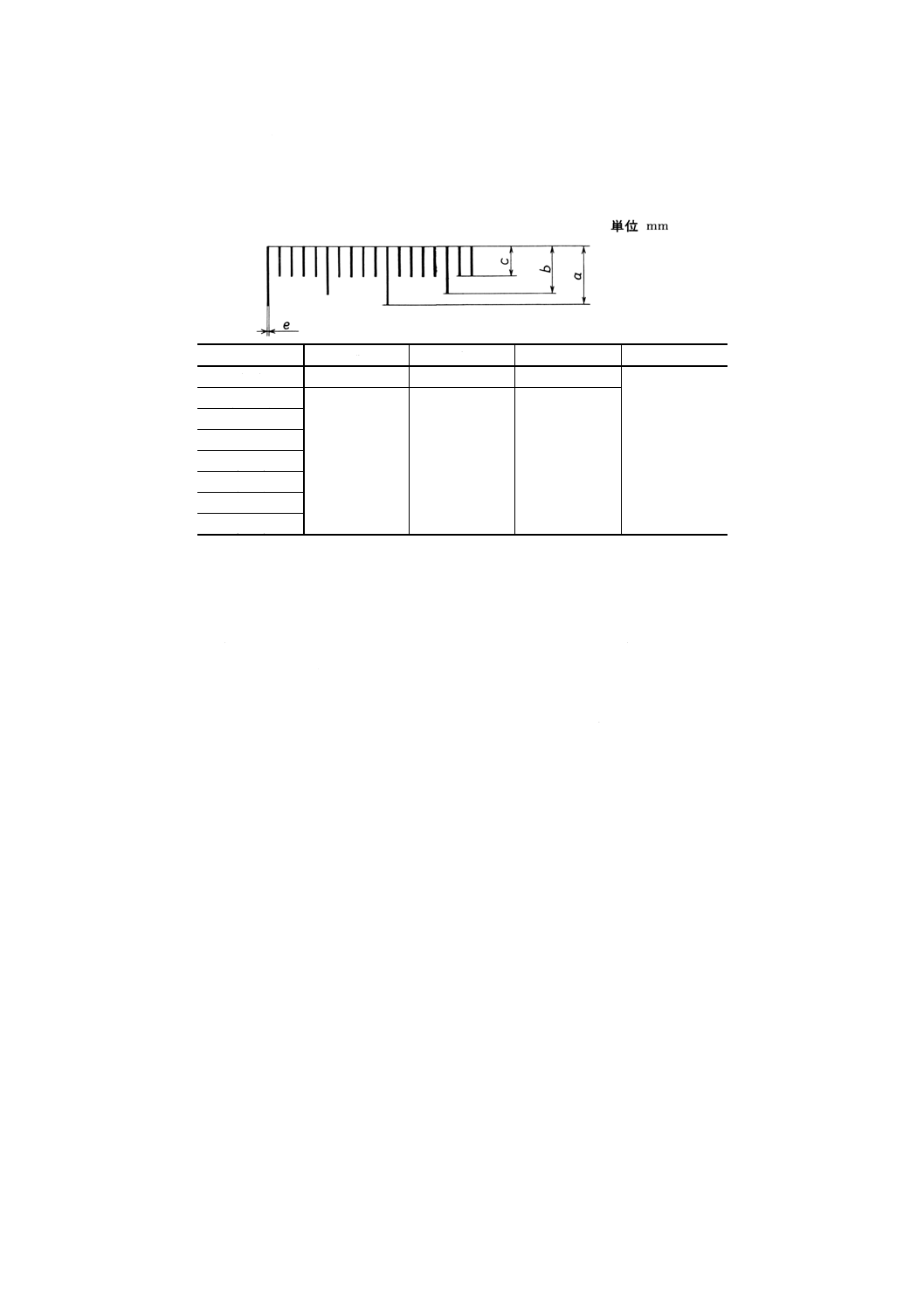
5.3.6
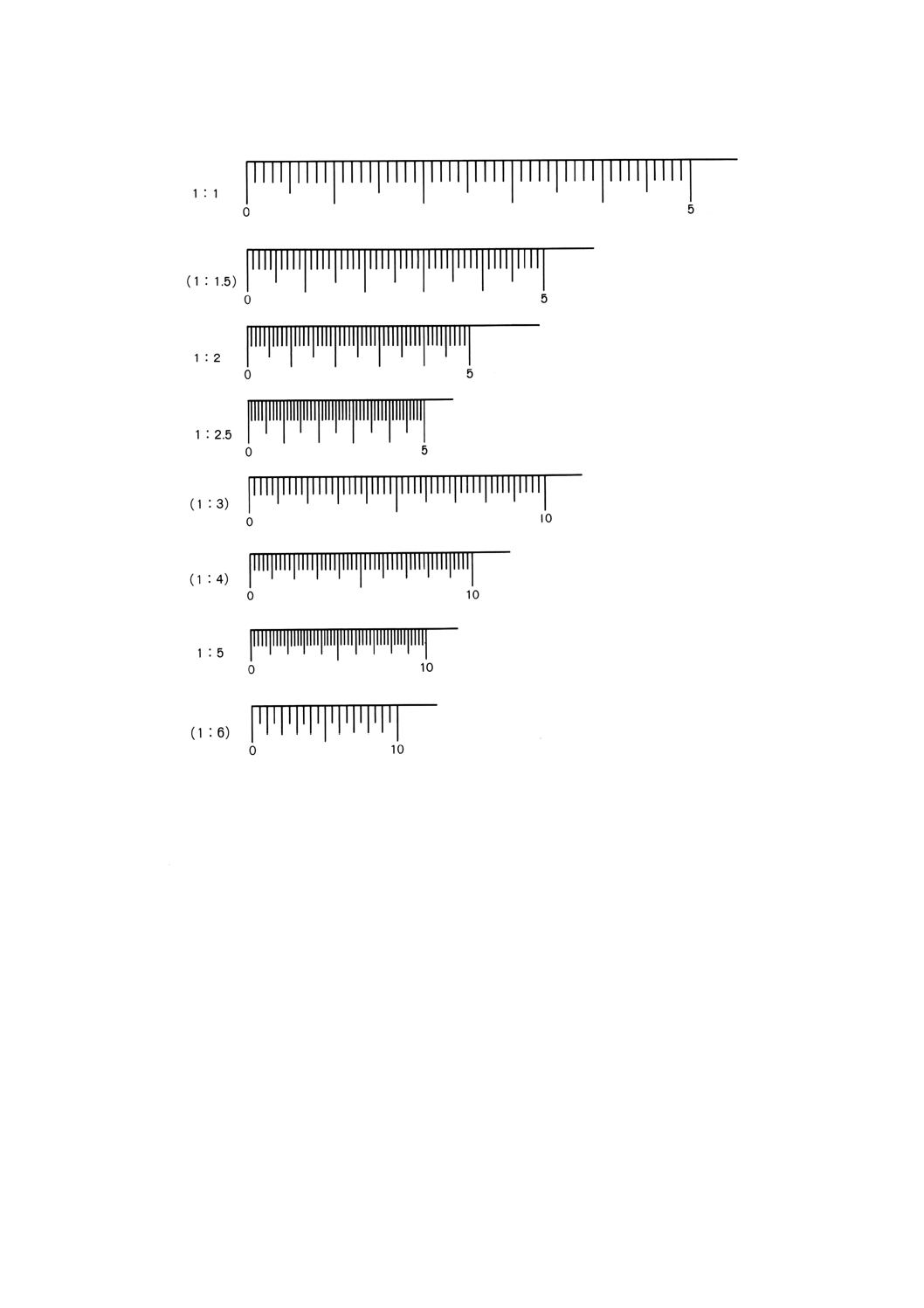
目盛線及び目盛数字の記入 目盛線及び目盛数字の記入は,図2による。
備考1. 目盛数字の記入は,尺度1 : 1,1 : 1.5,1 : 2,1 : 2.5は5の倍数,1 : 3,1 : 4,1 : 5,1 : 6は10の
倍数とする。
2. 目盛数字の記入は,左側を目盛基点とするが,右側を目盛基点としてもよい。
3. 目盛及び数字の記入は,スケールの裏面に容易に消えない方法で行う。
なお,目盛及び数字の記入部分を紙面から離すために,裏面の一部に段差をつけてもよい。
4. 尺度を示す数字は,目盛基点と端面との間に記入する。
なお,目盛基点と端面との間隔は最小10mmとする。
5. コンパス用目盛を設ける場合には,スケール目盛に準じてスケールの表面に記入する。
8
B 9512-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 目盛線及び目盛数字の記入
備考 この図は,実寸法の2倍にしてある。
6. 測定方法及び検査
6.1
測定方法
6.1.1
一般 測定に用いる定盤は,JIS B 7513の2級とし,すきまゲージはJIS B 7524,ダイヤルゲージ
はJIS B 7503による。
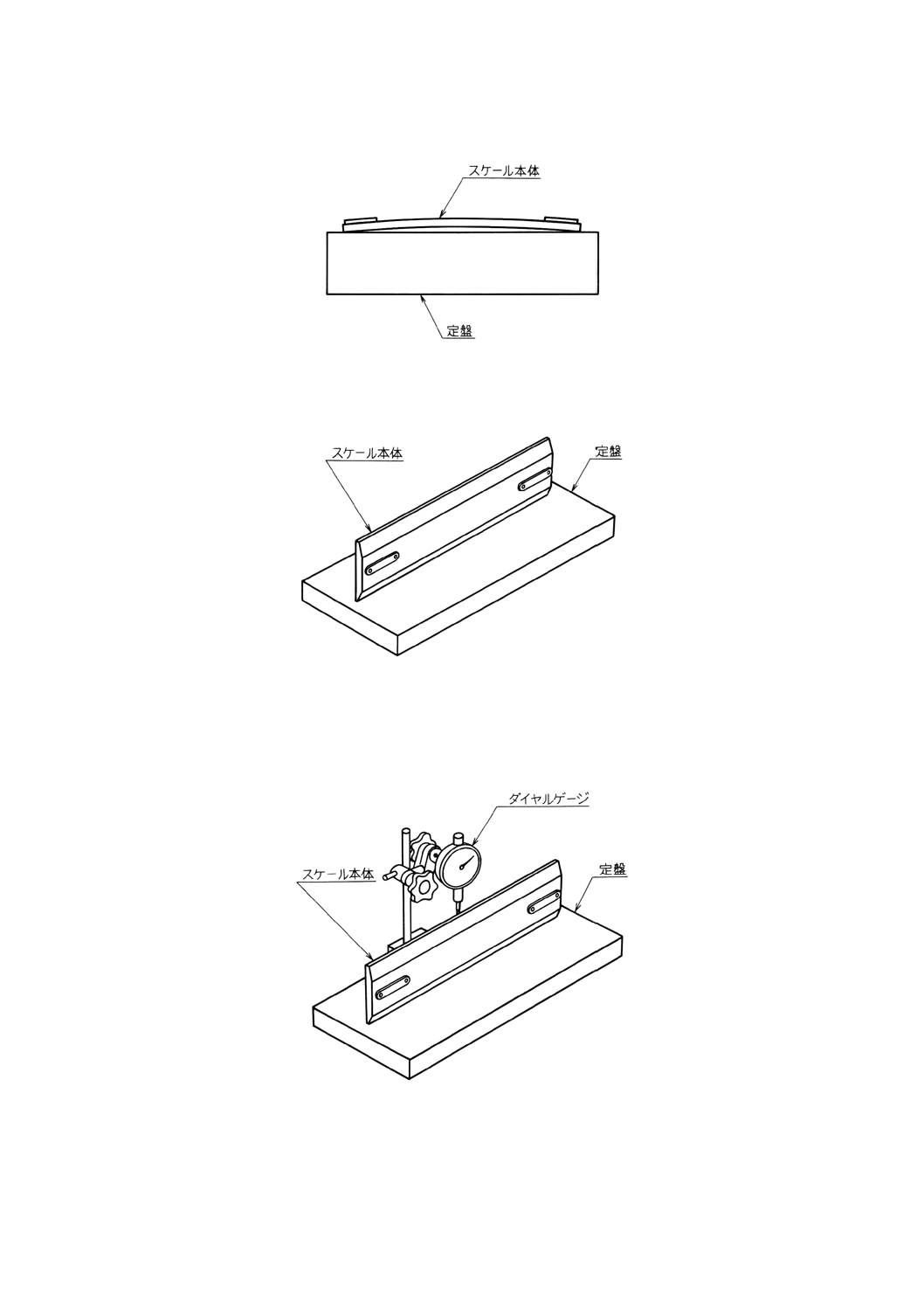
6.1.2
スケール裏面の平面度 スケール裏面の平面度は,図3に示すように,スケール裏面を下にして置
き,定盤とスケール裏面との間のすきまを,すきまゲージで測定する。
9
B 9512-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 スケール裏面の平面度
6.1.3
スケール使用面の真直度 スケール使用面の真直度は,図4に示すように,スケール使用面を実用
データム平面としての定盤に接するように支え,使用面と定盤とのすきまを,すきまゲージで測定する。
図4 スケール使用面の真直度
6.1.4
スケール使用面の平行度 スケール使用面の平行度は,図5に示すように,実用データム平面とし
ての定盤上に,スケール使用面を定盤に接するように支え,上のスケール使用面の平行度偏差をスタンド
を付けたダイヤルゲージで測定する。
図5 スケール使用面の平行度
6.1.5
目盛線の太さ 目盛線の太さは,JIS B 7150に規定する測微顕微鏡によって測定する。
6.1.6
任意の目盛線間の距離及び目盛線の長さ 任意の目盛線間の距離及び目盛線の長さは,1級基準直
尺(1)及びJIS B 7150に規定する測微顕微鏡によって測定する。
10
B 9512-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(1) 1級基準直尺は,計量法基準器検査令参照。
6.2
検査 スケールの検査は,標準温度状態23±2℃,標準湿度状態 (50±10) %のもとで6.1によって実
施し,5.(要求事項)の規定に適合しなければならない。
7. 表示 スケール本体には,見やすい箇所に,次の事項を表示する。
(1) 製造業者名又はその登録商標
(2) スケールの呼び方,ただし,“JIS”及び“日本工業規格”の文字は除く。
例 B 9512-500-L-L-1 : 1 1 : 2
JIS B 9512 改正原案作成委員会 構成表
氏名
所属
(委員長)
○ 新 井 泰 司
東京都立工業高等専門学校(名誉教授)
(委員)
○ 徳 岡 直 静
慶應義塾大学理工学部
桐 山 和 臣
工業技術院標準部
黒 木 勝 也
財団法人日本規格協会技術部
○ 長 島 清 二
ISO/TC10/SC9/WG10委員長
○ 伊勢谷 重 雄
旭精密株式会社製図機事業部
石 井 信 夫
株式会社内田洋行開発事業部
永 井 通 世
株式会社コクヨ製図用品部
長谷川 博
株式会社長谷川製作所
○ 塩 谷 力
マックス株式会社図形事業部
○ 矢 田 辰 夫
武藤工業株式会社諏訪工場
小 田 哲 也
株式会社東芝電力技術管理部
渡 辺 由 光
前・株式会社日立製作所生産技術部
松 山 年 男
株式会社荏原製作所技術管理部
小 峰 浩
三菱電機株式会社技術管理部
大 湊 満
株式会社リコー光学事業部
(事務局)
○ 下 田 健 一
社団法人日本設計工学会
備考 ○印は分科会委員