B 9212:2018
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類······························································································································· 1
4 超硬チップソーの区分 ······································································································· 1
5 形状・寸法 ······················································································································ 2
6 超硬チップソー各部の名称 ································································································· 4
7 品質······························································································································· 5
7.1 丸のこ刃及び切込刃の外観 ······························································································ 5
7.2 超硬チップソーの外観 ···································································································· 5
7.3 刈刃の振れ ··················································································································· 5
7.4 刈刃の硬さ及び硬さのばらつき ························································································ 5
7.5 刈刃の厚さのばらつき ···································································································· 5
7.6 超硬チップソー本体の曲げ強さ ························································································ 5
7.7 超硬チップの接合強さ ···································································································· 6
8 材料······························································································································· 6
8.1 刈刃本体 ······················································································································ 6
8.2 超硬チップの材料 ·········································································································· 6
9 試験方法························································································································· 6
9.1 形状・寸法 ··················································································································· 6
9.2 外観 ···························································································································· 6
9.3 刈刃の振れ ··················································································································· 6
9.4 刈刃本体の硬さ ············································································································· 7
9.5 超硬チップソー本体の曲げ強さ ························································································ 7
9.6 超硬チップの接合強さ ···································································································· 9
9.7 超硬チップの曲げ強さ(抗折力)······················································································ 9
10 受渡検査 ······················································································································· 9
11 表示 ····························································································································· 9
12 取扱い上の注意事項 ········································································································ 9
B 9212:2018
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
農業機械工業会(JAMMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。
これによって,JIS B 9212:2012は改正され,この規格に置き換えられた。
なお,平成31年8月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS B 9212:2012によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 9212:2018
刈払機用回転刈刃
Bush cutter saws
1
適用範囲
この規格は,主として農林業において小径木又は雑草の刈払い作業に使用する刈払機の回転刈刃(以下,
刈刃という。)について規定する。ただし,い草用などの特殊用途のものは除く。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 4053 切削用超硬質工具材料の使用分類及び呼び記号の付け方
JIS B 7420 限界プレーンゲージ
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7516 金属製直尺
JIS B 7726 ロックウェル硬さ試験−試験機及び圧子の検証及び校正
JIS G 4401 炭素工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験−試験方法
3
種類
刈刃は,その使用目的で種類分けし,下刈・草刈用及び草刈用の2種類とする。下刈とは,小径木及び
かん木を含む雑草の刈払いをいう。
なお,刈刃にはその形状の違いによって丸のこ刃,切込刃及び超硬チップ付き刈刃(以下,超硬チップ
ソーという。)がある。丸のこ刃及び超硬チップソーは下刈ができる刈刃で,切込刃は主に草刈用である。
4
超硬チップソーの区分
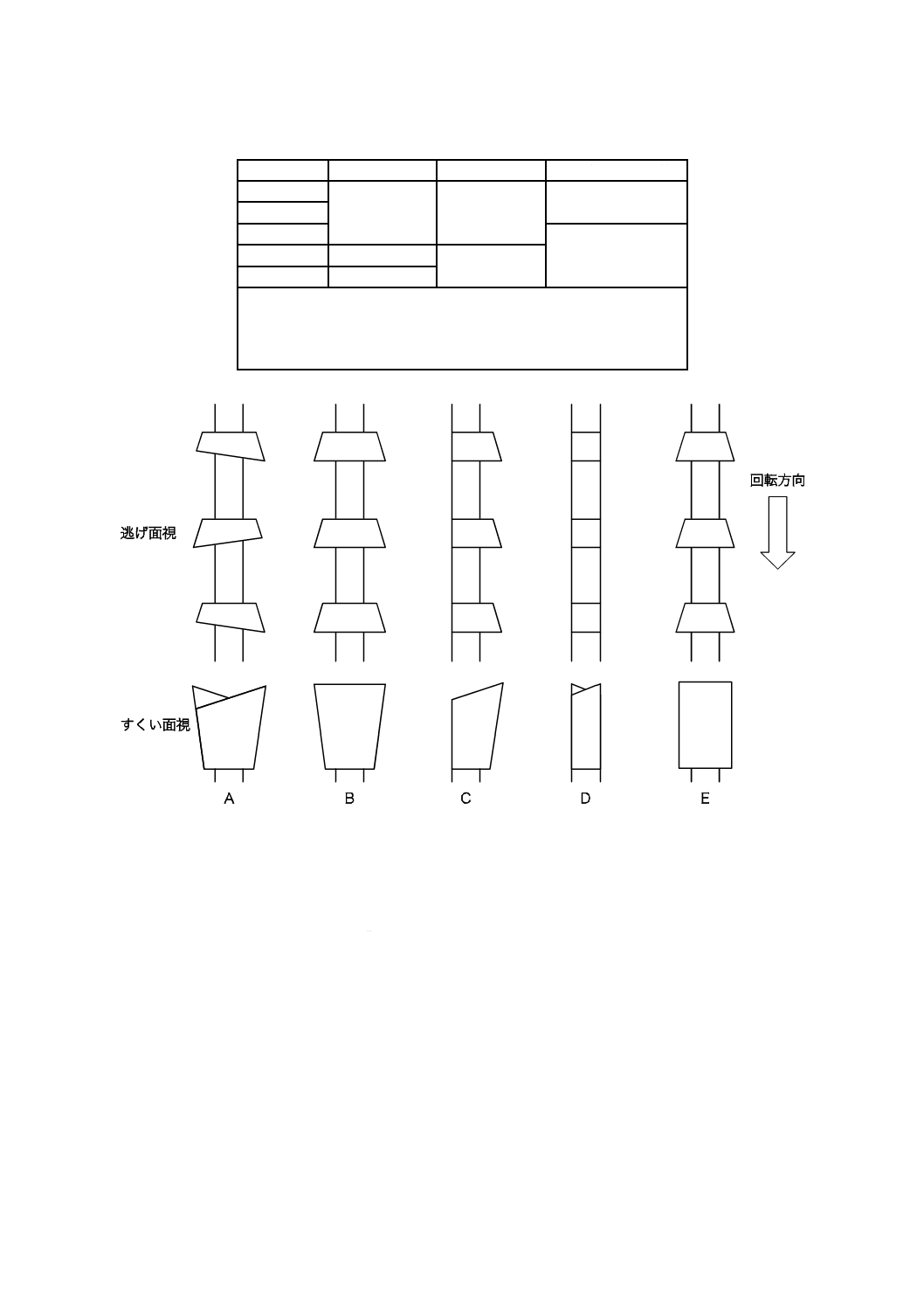
超硬チップソーの区分は,超硬チップの刃形,あさりの有無及び目立て(研磨)処理の有無によって,
表1のとおり区分する。区分別の刃形の例を図1に例示する。
2
B 9212:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−超硬チップソーの形状
区分
あさり
目立て処理
一般的な使用目的
A
あり
あり
下刈・草刈用
B
C
草刈用
D
なし
なし
E
あり
注記1 あさりは,図2のs1及びs2を参照。
注記2 目立て処理とは,図2に示す先端逃げ角α,先端傾き角χ,側
面逃げ角θを設け,先端部分を鋭角にするための研磨処理を
いう。
図1−超硬チップの刃形の例
5
形状・寸法
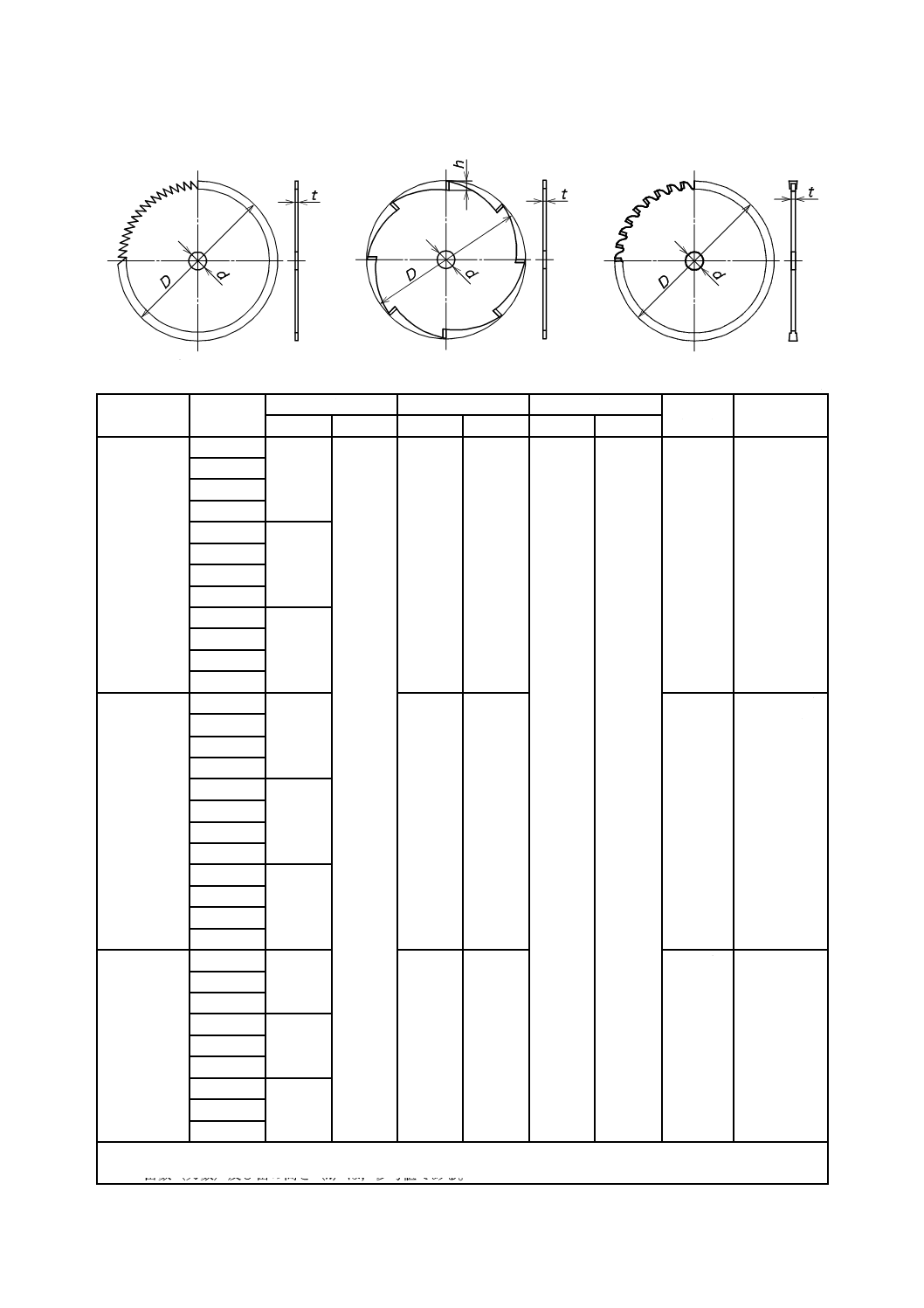
刈刃の形状・寸法は,表2による。
なお,丸のこ刃及び切込刃には窓穴1) が,あってはならない。
注1) 軽量化又は意匠デザインで本体にあけた穴。切れ込み及びスリットは含まない。
3
B 9212:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−形状・寸法
a) 丸のこ刃
b) 切込刃
c) 超硬チップソー
単位 mm
刈刃の区分
呼び寸法
D×t
外径
厚さa)
穴径
歯数b)
(刃数)
歯の高さb)
h
D
許容差
t
許容差
d
許容差
丸のこ刃
200×1.25
200
±3
1.25
1.4
1.6
1.8
±0.06
±0.15
25.4
+0.15
0
70
80
90
−
200×1.4
200×1.6
200×1.8
230×1.25
230
230×1.4
230×1.6
230×1.8
255×1.25
255
255×1.4
255×1.6
255×1.8
切込刃
200×1.25
200
1.25
1.4
1.6
1.8
±0.06
±0.15
4
8
12
4枚刃の場合
40以下
8及び12枚
刃の場合
20以下
200×1.4
200×1.6
200×1.8
230×1.25
230
230×1.4
230×1.6
230×1.8
255×1.25
255
255×1.4
255×1.6
255×1.8
超硬チップ
ソー
200×1.25
200
1.25
1.45
1.65
±0.06
20以上
−
200×1.45
200×1.65
230×1.25
230
230×1.45
230×1.65
255×1.25
255
255×1.45
255×1.65
注a) 本体厚さをいう。めっき,塗装をした場合は,それを除いた厚さとする。
b) 歯数(刃数)及び歯の高さ(h)は,参考値である。
4
B 9212:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
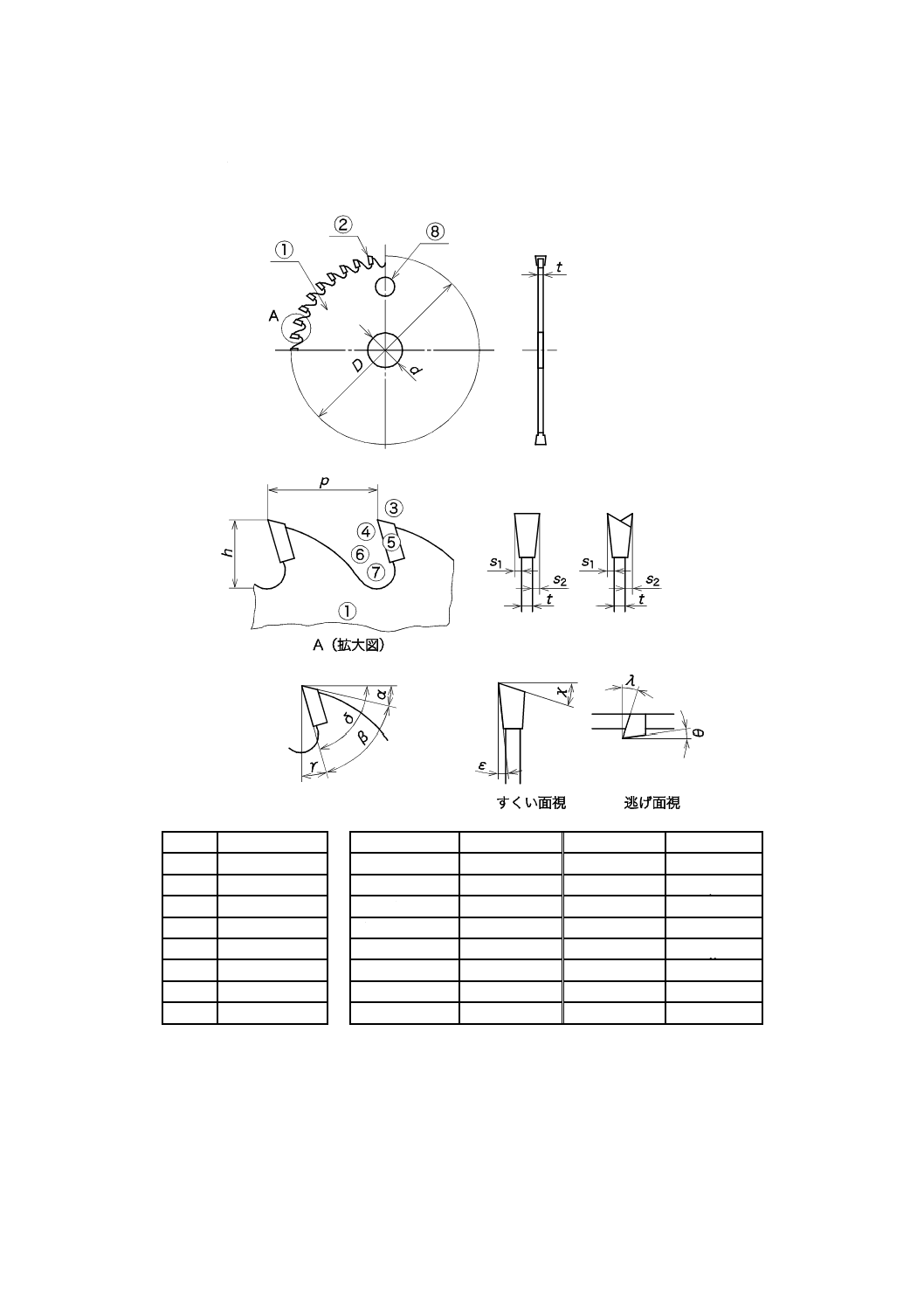
超硬チップソー各部の名称
超硬チップソー各部の名称は,図2による。
番号
名称
名称
記号(参考)
名称
記号(参考)
①
本体
外径
D
先端逃げ角
α
②
超硬チップ
穴径
d
刃先角
β
③
逃げ面
ピッチ
p
すくい角
γ
④
すくい面
歯の高さ
h
切削角
δ
⑤
側面
本体の厚さ
t
先端傾き角
χ
⑥
歯室
あさり
s1,s2
横すくい角
λ
⑦
歯底(はぞこ)
側面向心角
ε
⑧
窓穴
側面逃げ角
θ
図2−超硬チップソー各部の名称
5
B 9212:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
品質
7.1
丸のこ刃及び切込刃の外観
丸のこ刃及び切込刃の外観は,割れなどの欠陥があってはならない。また,使用上有害なきず,さびな
どの欠陥があってはならない。
7.2
超硬チップソーの外観
超硬チップソーの外観は,次による。
a) 超硬チップは,使用上有害なきず,欠け,割れなどの欠陥があってはならない。
b) 接合部は,使用上有害な隙間,気泡などの欠陥があってはならない。
c) 超硬チップソーの仕上げは,使用上有害なだれ,刃こぼれなどがなく,良好でなければならない。
d) 本体表面は平滑であって,割れ,裂け,まくれなどの欠陥があってはならない。また,使用上有害な
きず,さびなどの欠陥があってはならない。
7.3
刈刃の振れ
刈刃の振れは,9.3に規定する測定を行ったとき,表3による。
表3−刈刃の振れ
単位 mm
刈刃
軸方向の円周振れ
半径方向の円周振れ
丸のこ刃
切込刃
0.6以下
0.3以下
超硬チップソー本体
0.5以下
7.4
刈刃の硬さ及び硬さのばらつき
刈刃本体の硬さ及び単体2) 内の硬さのばらつきは,9.4に規定する試験を行ったとき,表4による。
なお,硬さは4点の測定値が全て表4を満足するものとし,硬さのばらつきは,4点の測定値の最大値
と最小値との差が表4を満足しなければならない。
注2) 1枚の刈刃本体を表す。
表4−硬さ及び単体内の硬さのばらつき
刈刃
硬さ HRC
単体内の硬さのばらつき HRC
丸のこ刃
切込刃
37〜50
2以下
超硬チップソー本体
7.5
刈刃の厚さのばらつき
丸のこ刃及び切込刃の単体2) 内の厚さのばらつきは,9.1に規定する測定を行ったとき,厚さ1.25 mm
のものでは0.06 mm以下,厚さ1.4 mm以上のものでは0.15 mm以下とし,超硬チップソー本体の単体2) 内
での厚さのばらつきは0.06 mm以下とする。
7.6
超硬チップソー本体の曲げ強さ
超硬チップソー本体に窓穴がある場合,本体の曲げ強さは,9.5に規定する試験を行ったとき,割れが発
生してはならない。
6
B 9212:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.7
超硬チップの接合強さ
超硬チップソーにおいて,本体と超硬チップとの接合強さは,9.6に規定する試験を行ったとき,剝離が
発生してはならない。
8
材料
8.1
刈刃本体
刈刃本体に使用する材料は,JIS G 4401に規定するSK85,又は使用上これと同等以上の品質とする。
なお,同等以上の品質とは,JIS G 4401に規定するSK65以上の炭素量を含有し,かつ,りん及び硫黄
の含有量が0.03 %以下の鋼種とする。
8.2
超硬チップの材料
超硬チップソーの刃先部に使用する超硬チップの材料は,JIS B 4053の箇条4(呼び記号の付け方)に
規定するK30,又はこれと同等以上の品質とする。
なお,同等以上の品質とは,硬さがHRA85以上で,曲げ強さ(抗折力)は1 500 MPa以上とする。
9
試験方法
9.1
形状・寸法
刈刃本体の形状・寸法の測定方法は,表5による。
表5−形状・寸法の測定方法
項目
測定方法
外径
JIS B 7507に規定するノギス,又はJIS B 7516に規定する2級の金属製直尺によって行う。
穴径
JIS B 7502に規定する内側マイクロメータ,又はJIS B 7420に規定する穴の公差IT12のプラ
グゲージによって行う。
厚さ
歯底から5〜15 mm内側の円周上を4等分した4か所で,JIS B 7502に規定するマイクロメー
タによって行う。
9.2
外観
刈刃の外観は,目視による。
9.3
刈刃の振れ
刈刃の振れの測定は,次による。
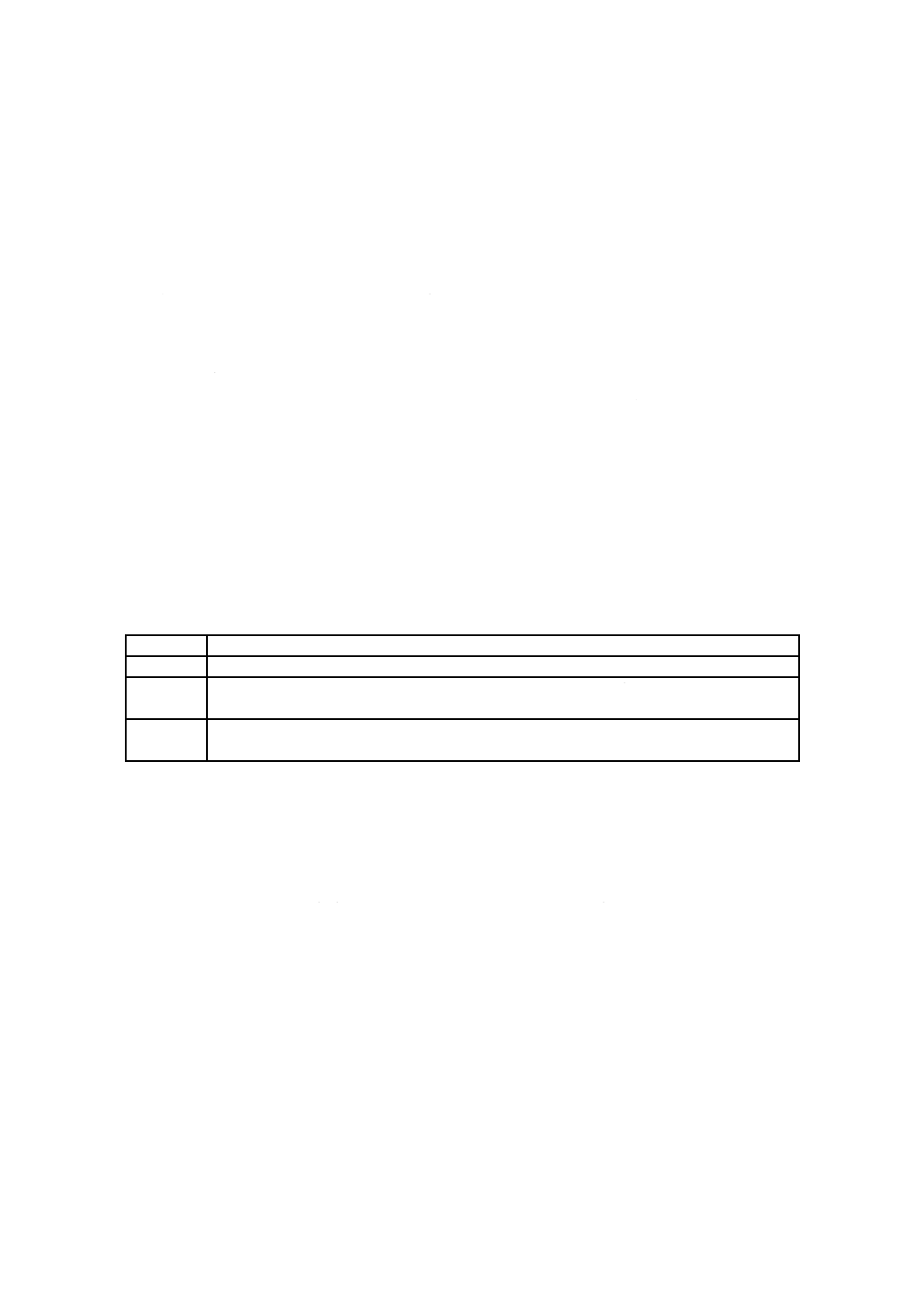
a) 刈刃の軸方向の円周振れ 軸方向の円周振れは,図3に示すように歯底から5〜15 mm内側の円周上
の振れを,JIS B 7503に規定するダイヤルゲージを用いて測定し,その最大値で表す。
b) 刈刃の半径方向の円周振れ 半径方向の円周振れは,図3に示すように外周上の振れをJIS B 7503に
規定するダイヤルゲージを用いて測定し,その最大値で表す。
7
B 9212:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 測定装置は,一例を示すものである。この場合のフランジの直径は,外径(D)の1/3以下とする。
図3−軸方向の円周振れ及び半径方向の円周振れの測定方法
9.4
刈刃本体の硬さ
刈刃本体の硬さは,JIS B 7726に規定するロックウェル硬さ試験機を用いて,JIS Z 2245の試験方法に
よって行う。
なお,測定は刈刃の円周上を4等分した4か所で行う。また,測定は1か所につき3回行い,各測定箇
所の中央値を採択する。
9.5
超硬チップソー本体の曲げ強さ
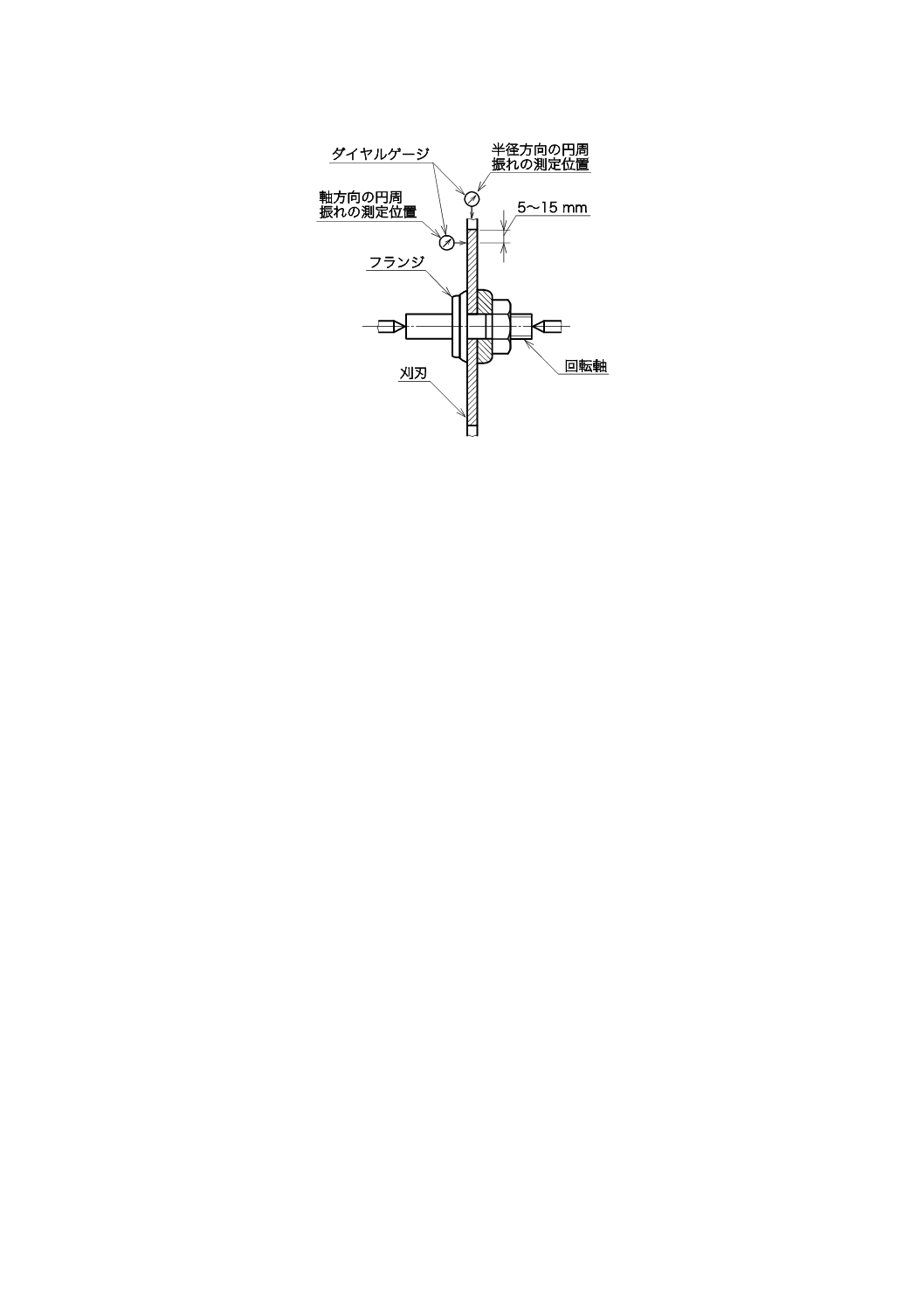
超硬チップソー本体に窓穴がある場合には,曲げ試験を行う。超硬チップソー本体から窓穴を含む試験
片を採取する。試験片は,窓穴を形成する円弧のうち,その最小半径を曲げ位置に含む円周方向(刈刃の
中心線に対し直角方向)に長さ40 mmをとり,幅L mmとする。試験片の曲げ位置には円弧以外の窓穴,
切れ込み及びスリットを設けない。ただし,採取不可能な場合は,円弧以外の窓穴を除く曲げ位置の本体
が最大幅となるようにする。また,長さ40 mmの端と窓穴との間に縁残りがある場合,試験片の長さを最
大10 mmまで短くしてもよい。採取方法及びその一例を,図4 a) に示す。
なお,試験片に含む窓穴を形成する円弧は,基本として半円とする。ただし,採取不可能な形状のもの
はこの限りではない。
試験片採取時に,レーザー加工などの加熱による金属組織変化を伴う場合は,金属組織変化部を除去す
る。
曲げ試験は,図4 b) に示すように,Vブロックに本体から採取した試験片の窓穴を形成する円弧のプレ
ス破断面側3) を上にして載せ,1〜10 mm/sの範囲の速さでVブロックに当たるまで力を加える。試験結
果の確認は,目視による。
注3) プレス打ち抜き方向の反対側に発生する破断した部分で,結晶粒面が現れ微少の凹凸が甚だし
い部分。
8
B 9212:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) 試験片の採取方法及びその一例
b) 試験方法
図4−曲げ試験
9
B 9212:2018
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
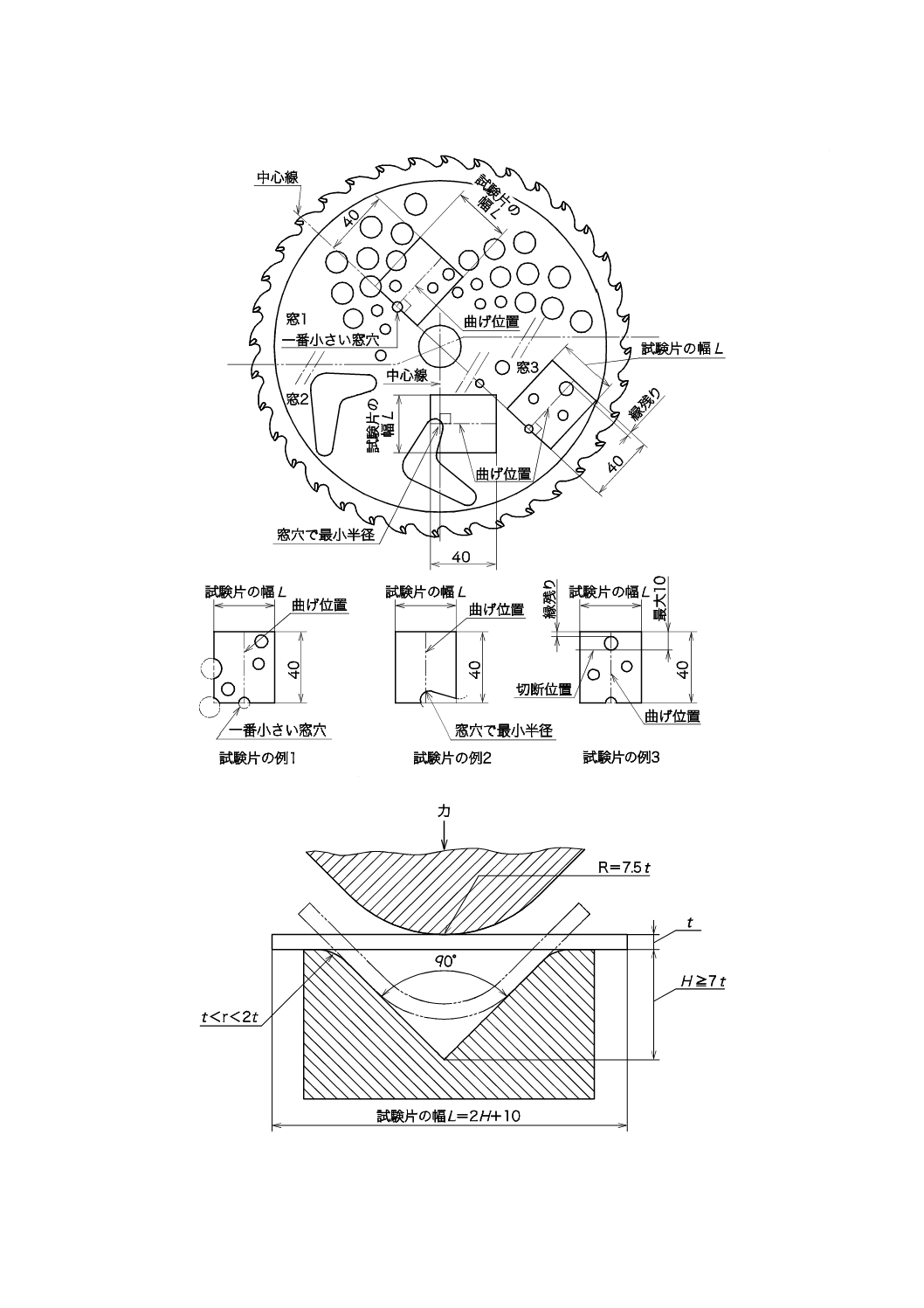
9.6
超硬チップの接合強さ
超硬チップの接合強さは,超硬チップソーを図5のように固定ジグに取り付け,超硬チップの部分に
1 000 Nの力を1分間かける。
図5−超硬チップの接合強さの測定
9.7
超硬チップの曲げ強さ(抗折力)
超硬チップの曲げ強さ(抗折力)は,材料製造業者の試験成績書による。
10
受渡検査
刈刃の受渡検査は,寸法,外観,振れ及び硬さ,並びに超硬チップソーにおいては本体の曲げ強さ及び
超硬チップの接合強さについて行い,箇条5及び箇条7に適合しなければならない。
検査は,合理的な抜取り個数で行う。
11
表示
製品には,表面に次の事項を容易に消えない方法で表示する。ただし,製造業者名又はその略号若しく
は登録商標は,刻印による。
a) 規格番号
b) 製造業者名又はその略号若しくは登録商標
c) 種類(“下刈・草刈用”又は“草刈用”)
d) 呼び寸法
e) 刈刃本体の材料名又は記号
f)
回転方向
回転方向の表示は,長さ50 mm以上の矢印で,使用者が通常の刈払い作業の姿勢で上から見える面
とする。
g) 製造番号又はロット番号
12
取扱い上の注意事項
刈刃の取扱い上の注意事項を,包装,製品の添付文書などに記載する。