B 9012 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条において準用する同法第12条第1項の規定に基づき,社団法人日本
縫製機械工業会 (JASMA) から工業標準原案を具して日本工業規格を改正すべきと申出があり,日本工業
標準調査会の審議を経て,通商産業大臣が改正した日本工業規格である。これによってJIS B 9012 : 1987
は改正され,この規格に置き換えられる。
JIS B 9012には,次に示す附属書がある。
附属書(参考) JISと対応する国際規格との対比表
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 9012 : 2000
家庭用ミシン針
Needles for household sewing machines
1. 適用範囲 この規格は,家庭用ミシン針(以下,針という。)について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,MOD(修正している。)とする。
ISO 8239 : 1987, Sewing machine needles−Fitting dimensions−Tolerances and combinations (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7520 指示マイクロメータ
JIS G 3502 ピアノ線材
JIS Z 2244 ビッカース硬さ試験−試験方法
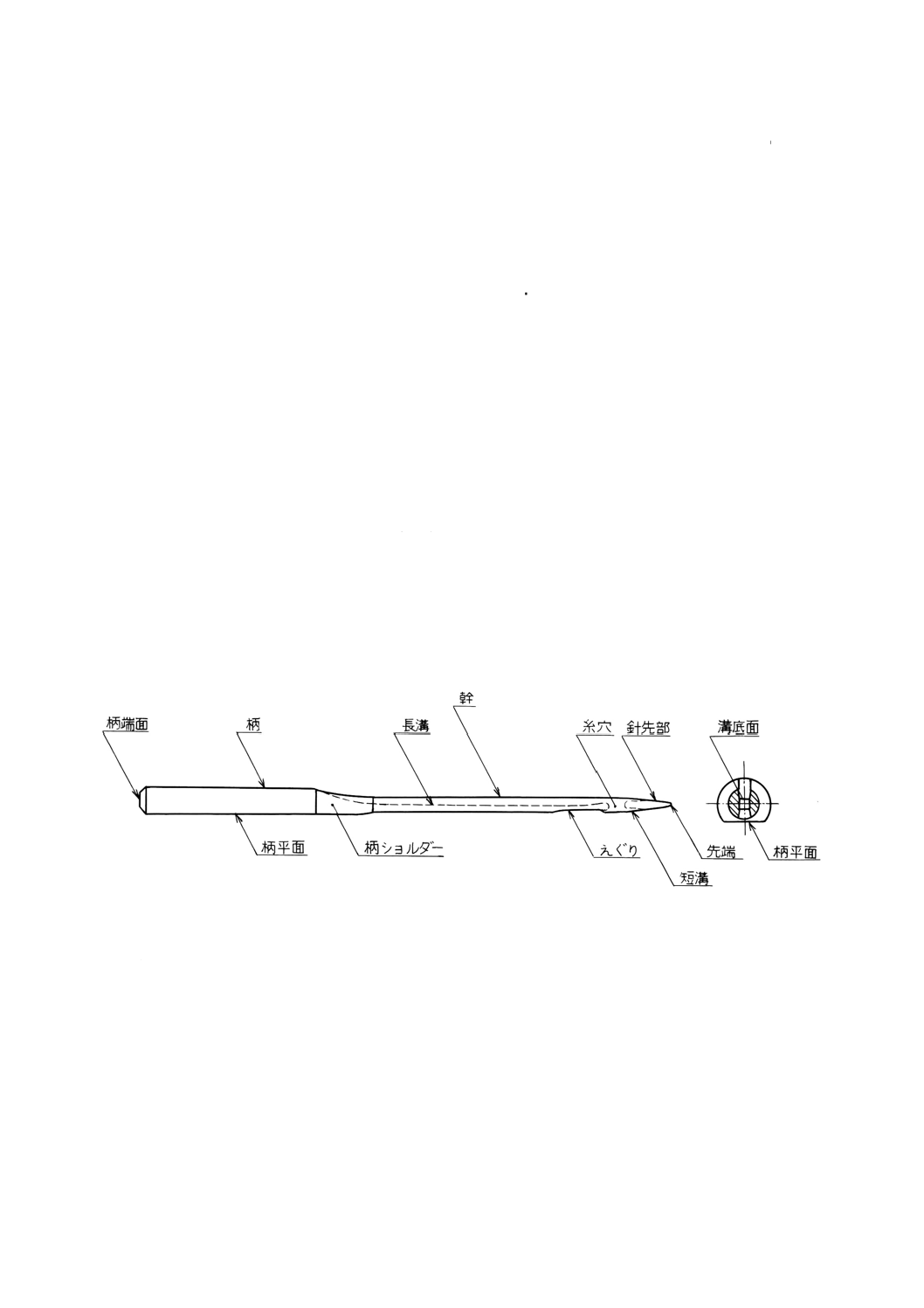
3. 各部の名称 各部の名称は,図1による。
図1 各部の名称
4. 種類 針の種類は,幹の太さによって10種類に区分し,それぞれ針の番号は表1のとおりとする。
5. 硬さ 針の硬さは,JIS Z 2244によって,幹部を測定したとき,650HV以上とする。
6. 形状・寸法 形状及び寸法は,次の6.1〜6.5による。
なお,寸法は,JIS B 7520に規定するマイクロメータ又はこれと同等以上の精度をもつ測定器具を用い
て測定する。
2
B 9012 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
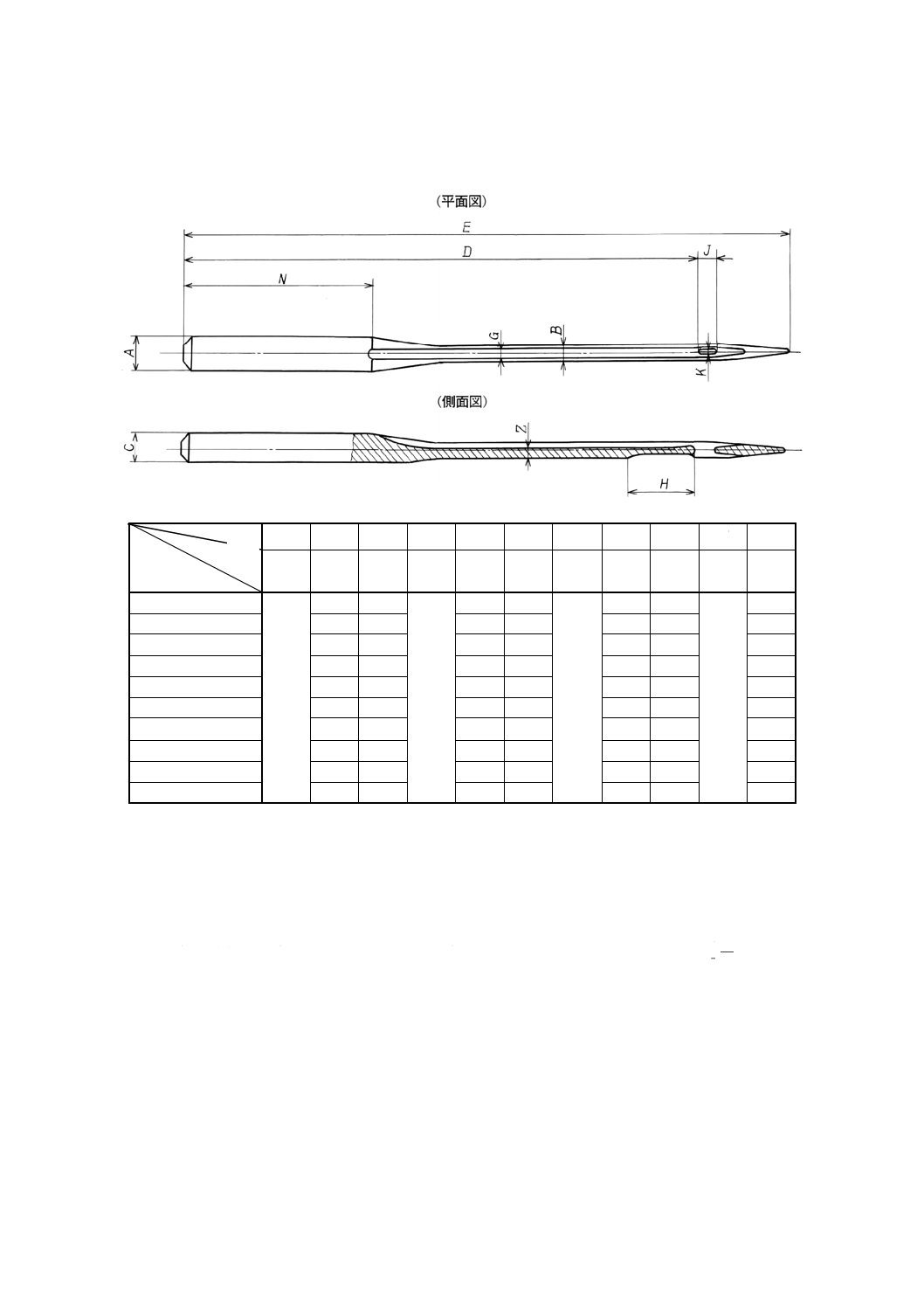
a) 各部の寸法及び許容差は,表1による。
表1 各部の寸法及び許容差
単位 mm
寸法
許容差
針の番号
A
B
C
D
E
G
H
J
K
N
Z
±0.03 ±0.02 +0.05
0
±0.2 ±0.2
−
−
±0.10 ±0.05
−
−
7
2.02
0.57
1.40
33.8
38.0
0.25
5.4
0.70
0.24
11.7
0.27
8
0.62
1.42
38.0
0.27
0.75
0.25
0.30
9
0.67
1.45
38.1
0.29
0.80
0.26
0.32
10
0.72
1.47
38.1
0.31
0.85
0.28
0.35
11
0.77
1.50
38.2
0.33
0.90
0.30
0.37
12
0.82
1.52
38.3
0.35
0.95
0.32
0.45
13
0.87
1.55
38.4
0.37
1.00
0.34
0.48
14
0.92
1.57
38.5
0.39
1.05
0.36
0.50
15
0.97
1.60
38.6
0.41
1.10
0.38
0.53
16
1.02
1.62
38.8
0.44
1.15
0.40
0.56
備考1. Bは,幹のえぐりを除いた中央部で測定する。
2. Kは糸穴の中央部で測定する。
3. 許容差の規定のない寸法は,推奨寸法とする。
参考1. 先端の形状は,とがったもの及び丸みが付いたものがある。
b) 幹部は,柄平面に対して平行でなければならない。
c) 先端の形状は,軸線に対して偏っていてはならない。
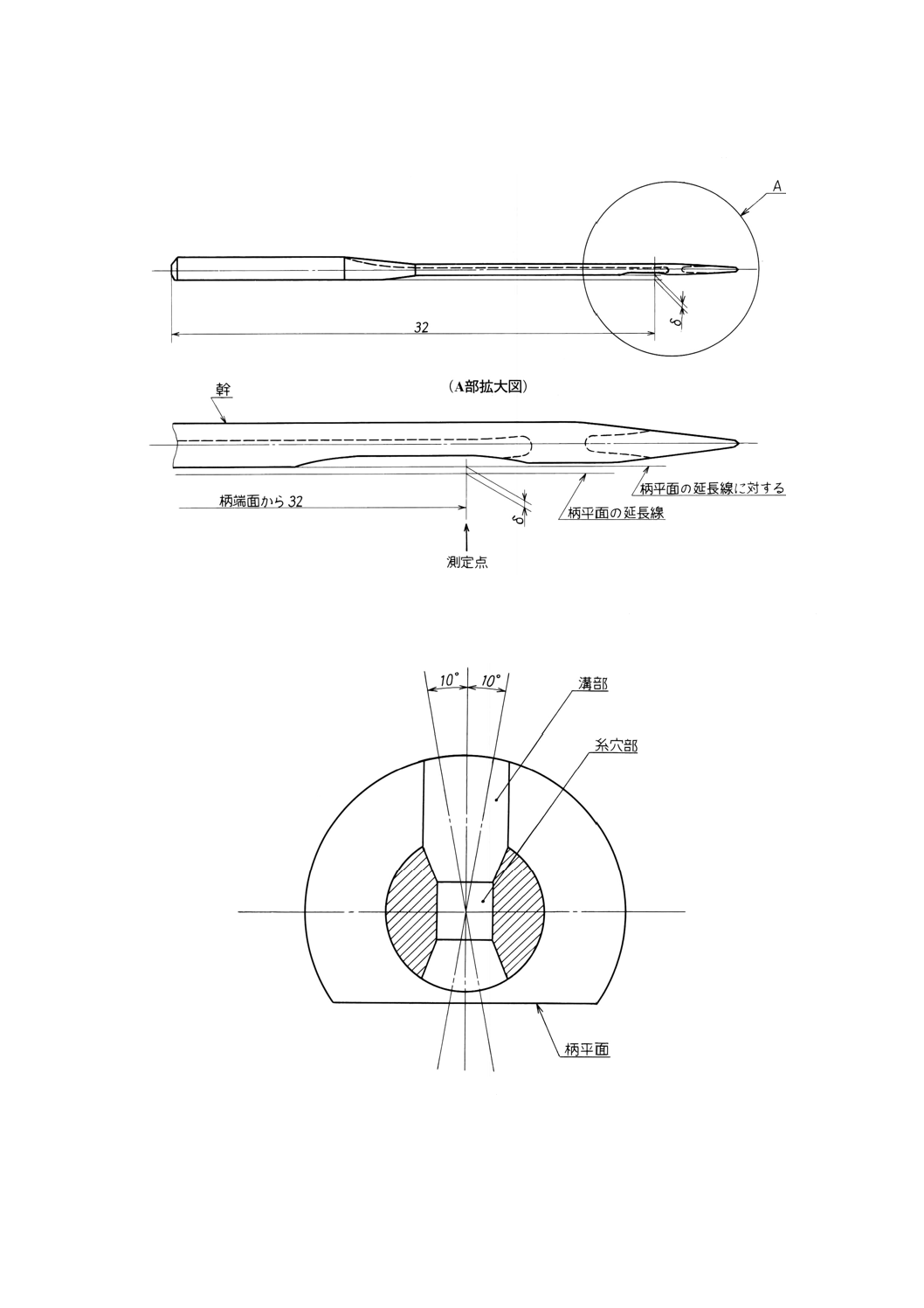
d) 柄部の全長 (N) を固定して,図2のδ寸法を測定したとき,その寸法及び許容差は,
0.05
0.10
1.0−
+
mmとする。
3
B 9012 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図2 δ寸法の測定箇所
e) 柄平面を固定して,図3の柄平面の垂直方向に対する溝部及び糸穴部の傾きを測定したとき,その傾
き角度は10度以内とする。
図3 柄平面と溝部及び糸穴部の傾き
4
B 9012 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 外観 針の表面,糸穴内面及び溝部は滑らかで,かえり,きずなどがないものとする。また,糸穴内
面は丸みを帯びているものとする。
8. 材料 針の材料は,JIS G 3502のSWRS 92A又は,これと同等以上のものとする。
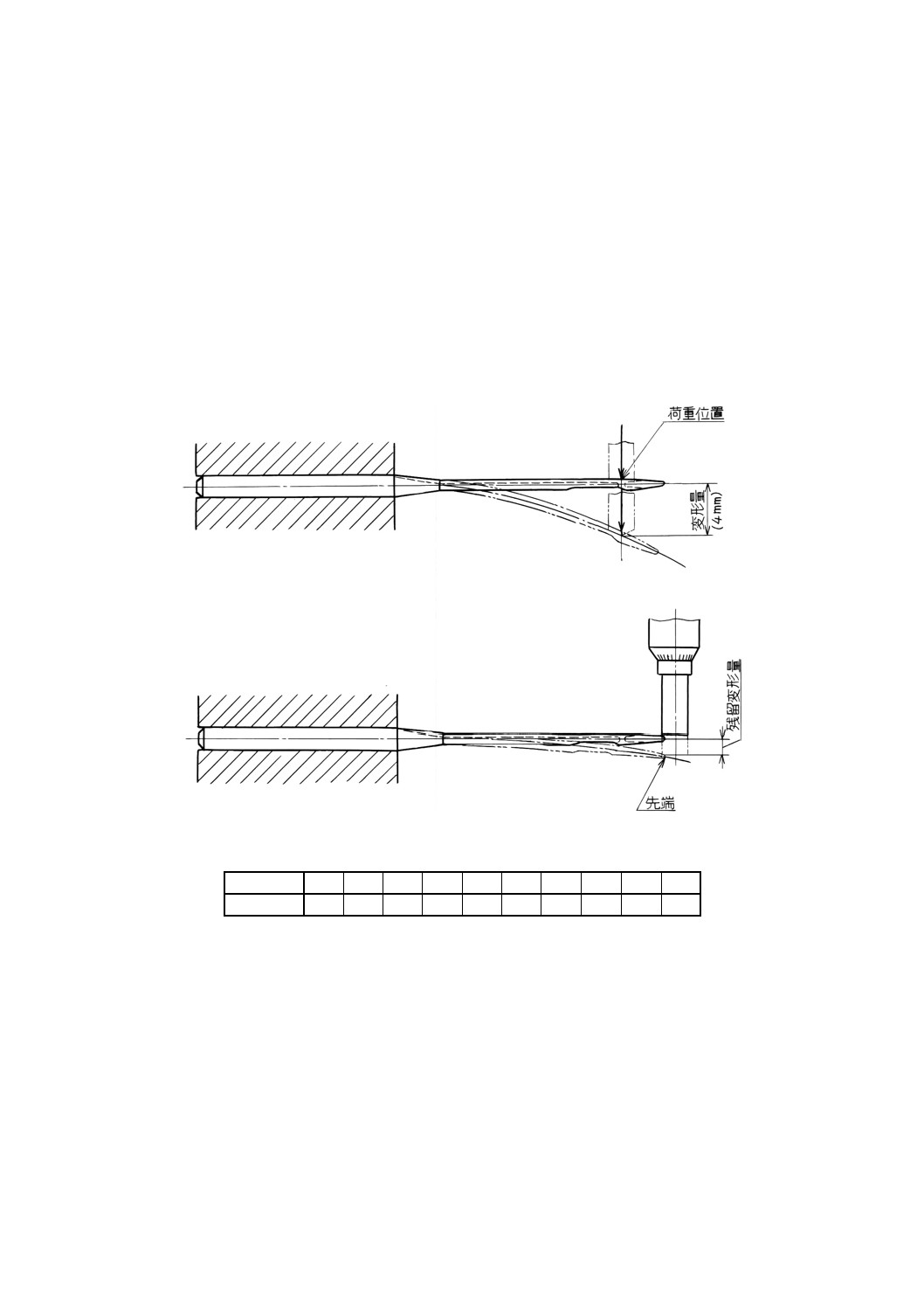
9. 曲げ変形 針を表2に示すように,えぐりを下側にして柄部を固定し,糸穴の中央部に荷重を加え,
針穴部を4.0mm変形させた状態(変形量)で3秒間保持し,除重後,針先端の残留変形量をJIS B 7520
に規定するマイクロメータ又はこれと同等以上の精度をもつ測定器具によって測定したとき,表2に示す
値以下とする。
表2 曲げ変形
(先端の残留変形量)
単位 mm
針の種類
7
8
9
10
11
12
13
14
15
16
残留変形量 0.10 0.10 0.10 0.15 0.20 0.25 0.30 0.30 0.35 0.35
10. 検査の方法 検査は,5.〜9.について合理的な抜取検査を行い,それぞれの規定を満足しなければなら
ない。
11. 包装 針は,さび止めなどを考慮した方法で包装しなければならない。
12. 表示
12.1 製品 製品には,次の事項を表示する。
a) 針の番号
b) 製造業者名又はその略号
5
B 9012 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.2 包装 包装には,次の事項を表示する。
a) 名称(家庭用ミシン針)
b) 針の番号
c) 製造業者名又はその略号
6
B 9012 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) JISと対応する国際規格との対比表
JIS B 9012家庭用ミシン針
ISO 8239 : 1987 Sewing machine needles−Fitting dimensions−Tolerances and
combinations
(I) JISの規定
(II)
国際
規格
番号
(III) 国際規格の規定 (IV) JISと国際規格との技
術的差異の項目ごとの評価
及びその内容
表示箇所:
表示方法:
(V) JISと国際規格との技術
的差異の理由及び今後の対
策
項目
番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の
内容
1
適用
範囲
家庭用ミシン針につい
て規定
ISO
8239
1
ミシン針につい
て規定
MOD/変更 ISOは,家庭用
ミシン針及び
工業用ミシン
針について規
定
ISO 8239は,家庭用及び工
業用ミシン針の柄の径,幹の
径,柄端から針穴までの距離
及びそれらの許容差だけを
規定した規格であるのに対
し,JISは家庭用ミシン針で,
縫製物に対応した形状・寸法
及び使用上重要な品質特性
である硬さや曲げ変形など
を具体的に規定している。
ISOで規定した針のほとん
どの形状・寸法は,国内に流
通する家庭用ミシンに対応
することができず,また,
ISOにはミシン針に必要な
品質特性が規定されていな
いことから,現行のISOに
JISを整合化することは困難
である。
なお,現在のところ国際提案
の予定はない。
2
引用
規格
計測器,材料,試験方法
の規格,JIS B 7520, JIS
G 3502及びJIS Z 2244
を引用
同上
2
ISO 286
(ISO system of
limits and fits)
を引用
MOD/削除
MOD/追加
JISは,引用す
る規格がISO
と異なる。
3
各部
の名
称
針の各部(13か所)の
名称を規定
同上
規定なし
−
4
種類
10種類 (#7〜16) の針
を規定。
同上
−
規定なし
−
5
硬さ
試験方法及び硬さを規
定
同上
−
規定なし
−
6
形状
寸法
測定方法及び種類別に
針各部11か所の寸法を
規定
同上
3.1
3.2
3.3
形状を柄径と幹
径の関係から三
つに区分
柄径,幹径,針
穴距離の3か所
の寸法を規定
MOD/追加
(寸法部
位)
MOD/変更
(寸法)
JISは寸法の部
位を8か所追加
している。
ISOとJISの寸
法は一致しな
い。
7
外観
針の外観を規定
同上
− 規定なし
−
8
材料
針に使用する材料を規
定
同上
− 規定なし
−
9
曲げ
変形
針の曲げ変形を規定
同上
− 規定なし
−
10
検査
の方
法
5.〜9.について検査し,
規定を満足することを
規定
ISO
8239
− 規定なし
−
11
包装
包装方法を規定
同上
− 規定なし
−
12
表示
製品の表示,包装の表示
を規定
同上
− 規定なし
−

7
B 9012 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT………… 技術的差異がない。
− MOD/削除…
国際規格の規定項目又は規定内容を削除している。
− MOD/追加…
国際規格にない規定項目又は規定内容を追加している。
− MOD/変更…
国際規格の規定内容を変更している。
− MOD/選択…
国際規格の規定内容と別の選択肢がある。
− NEQ……… 技術的差異があり,かつ,それがはっきりと識別されていない。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− IDT………… 国際規格と一致している。
− MOD……… 国際規格を修正している。
− NEQ……… 技術的内容及び構成において,国際規格と同等でない。
改正原案作成委員会 構成表
氏名
所属
(委員長)
櫻 井 純 子
女子栄養大学家庭科教育学研究室
(委員)
有 野 重 男
通商産業省機械情報産業局産業機械課
石 井 栄 子
主婦連合会
荻 生 万寿子
全国地域婦人団体連絡協議会(東京都地域婦人団体連盟)
古 川 哲 夫
財団法人日本消費者協会
玉 本 雅 子
社団法人日本消費生活アドバイザー・コンサルタント協会
佐 野 康 郎
蛇の目ミシン工業株式会社
浅 葉 豊
JUKI株式会社
北 島 勝 広
ブラザー工業株式会社
常 味 孝 幸
社団法人日本縫製機械工業会
(事務局)
佐々木 孝 雄
社団法人日本縫製機械工業会
改正原案作成委員会 SWG構成表
氏名
所属
(委員)
関 口 睦
オルガン針株式会社
佐 野 康 郎
蛇の目ミシン工業株式会社
浅 葉 豊
JUKI株式会社
柳 欣三郎
シンガー日鋼株式会社
小 川 雅 夫
ブラザー工業株式会社
(事務局)
佐々木 孝 雄
社団法人日本縫製機械工業会