2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8804-1995
鋼製ローラコンベヤ
Steel roller conveyors
1. 適用範囲 この規格は,主として箱物,ユニットロードなどを運搬するために用いる円筒形ローラを
もつ鋼製ローラコンベヤ(以下,コンベヤという。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS G 3101 一般構造用圧延鋼材
JIS G 3444 一般構造用炭素鋼管
JIS G 3445 機械構造用炭素鋼鋼管
JIS G 3452 配管用炭素鋼鋼管
2. この規格の中で{ }を付けて示してある単位及び記号は,従来単位によるものであって,
参考として併記したものである。
2. 種類及び記号 種類及び記号は,表1のとおりとする。
表1
種類
記号
直線形
S
曲線形
C
3. 品質
3.1
外観 各部の仕上げは良好で,きず,割れ,ひびその他使用上有害な欠点がないものとする。
3.2
ローラの組付け精度 ローラの組付け精度は,次の規定に適合しなければならない。
(1) ローラの平面度 ローラの平面度は,6.1(1)の試験方法によってすきまを測定したとき,その値は
1.5mm以下とする。
(2) ローラの組付け直角度 ローラとコンベヤフレーム(以下,フレームという。)との直角度は,6.1(2)
の試験方法によって測定したとき,90±0.5°とする。
3.3
フレームの曲がり フレームの曲がりは,次の規定に適合しなければならない。
(1) 直線形コンベヤ 無負荷状態における直線形コンベヤのフレームの曲がりは6.2(1)及び(2)の試験方法
によって測定したとき,垂直方向はコンベヤ機長の750
1以下,水平方向はコンベヤ機長の
000
1
1以下とす
る。
(2) 曲線形コンベヤ 無負荷状態における90°以下の曲線形コンベヤのフレームの曲がりは,6.2(3)の試
験方法によって測定したとき,垂直方向は外側フレームの長さの500
1以下とする。
3.4
フレームの強さ フレームの強さは,次の規定に適合しなければならない。
(1) 直線形コンベヤ 直線形コンベヤのフレームの強さは,6.3の試験を行ったとき,最大たわみδは7mm
2
B 8804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
以下とする。コンベヤ機長が3m未満のフレームについては,同一形状・寸法の断面をもつ3mの試
料を用いて試験を行ったとき,最大たわみδは7mm以下とする。
なお,この荷重を除いた後,フレームにひずみその他の異常が生じてはならない。
(2) 曲線形コンベヤ 曲線形コンベヤのフレームの強さは,同一形状・寸法の断面をもつ直線形コンベヤ
を用いて6.3の試験を行ったとき,(1)の規定に適合しなければならない。
3.5
ローラの強さ ローラの強さは6.4の試験を行ったとき,ローラ及び軸の永久変形並びに回転不良な
どの異常が生じてはならない。
3.6
性能 コンベヤの性能は,次による。
(1) 直線形コンベヤの滑走時間 コンベヤ機長3mの直線形コンベヤで6.5(2)の試験を行ったとき,3m当
たりの滑走時間は7秒以内とする。
(2) 曲線形コンベヤの滑走時間 曲線形コンベヤで6.5(3)の試験を行ったとき,その滑走時間はθ=90°の
場合は7秒以内,θ=45°の場合は5秒以内とする。
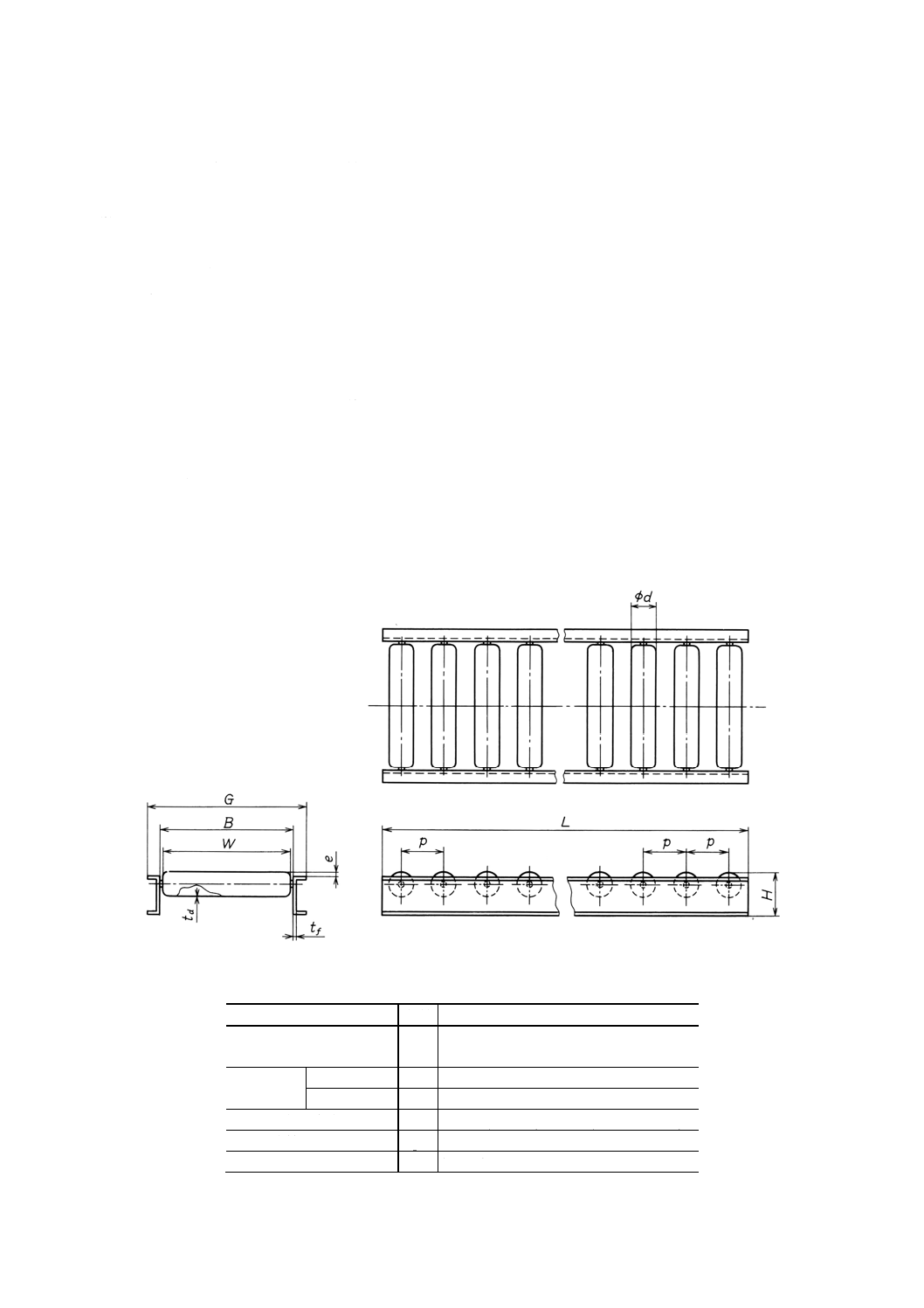
4. 形状及び寸法
4.1
直線形コンベヤ 直線形コンベヤの形状は,原則として図1によって,名称,記号及び寸法は表2
のとおりとする。
図1
表2
単位 mm
名称
記号
寸法
ローラ外径
d
38.1±0.5, 42.7±0.5, 48.6±0.5
57.2±0.5, 60.5±0.5, 76.3±0.5
コンベヤ幅 フレーム内幅
B 160, 200, 250, 315, 400, 500, 630
ローラ幅
W 150, 200, 250, 300, 400, 500, 600
ローラ取付け高さ
e
6以上 (d=38.1) 8以上 (d=42.7〜76.3)
ローラ取付けピッチ
p
50, 75, 100, 150
コンベヤ機長(1)
L
1 000, 1 500, 2 000, 3 000
3
B 8804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
名称
記号
寸法
フレーム外幅
G
−(2)
コンベヤ厚さ
H
ローラパイプ肉厚
td
フレーム板厚
tf
注(1) コンベヤ機長は,呼び長さとする。
(2) フレーム外幅,コンベヤ厚さ,ローラパイプ肉厚,フレーム板厚は規
定しない。
備考 許容差のない寸法は推奨寸法とする。
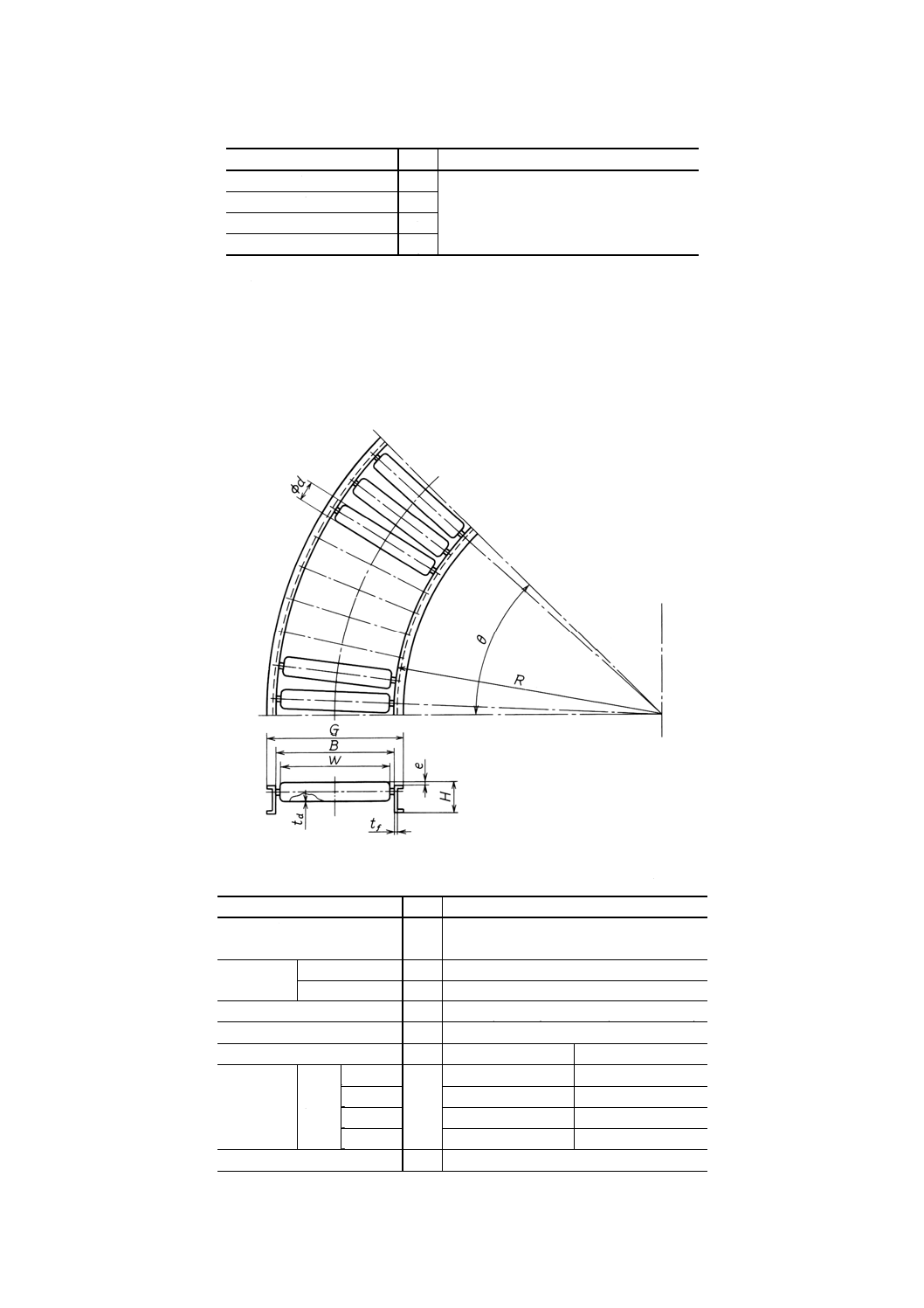
4.2
曲線形コンベヤ 曲線形コンベヤの形状は,原則として図2によって,名称,記号並びに寸法及び
ローラ本数は,表3のとおりとする。
図2
表3
単位 mm
名称
記号
寸法及びローラ本数
ローラ外径
d
38.1±0.5, 42.7±0.5, 48.6±0.5
57.2±0.5, 60.5±0.5, 76.3±0.5
コンベヤ幅 フレーム内幅
B 160, 200, 250, 315, 400, 500, 630
ローラ幅
W 150, 200, 250, 300, 400, 500, 600
ローラ取付け高さ
e
6以上 (d=38.1) 8以上 (d=42.7〜76.3)
フレーム半径(内フレーム) R
900
角度
θ
45°
90°
ローラ本数
対
応
ピ
ッ
チ
直
線
コ
ン
ベ
ヤ
p= 50
n
16本以上
32本以上
p= 75
11本以上
22本以上
p=100
9本以上
18本以上
p=150
6本以上
12本以上
フレーム外幅
G
−(2)
4
B 8804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
名称
記号
寸法及びローラ本数
コンベヤ厚さ
H
ローラパイプ肉厚
td
フレーム板厚
tf
備考 許容差のない寸法は推奨寸法とする。
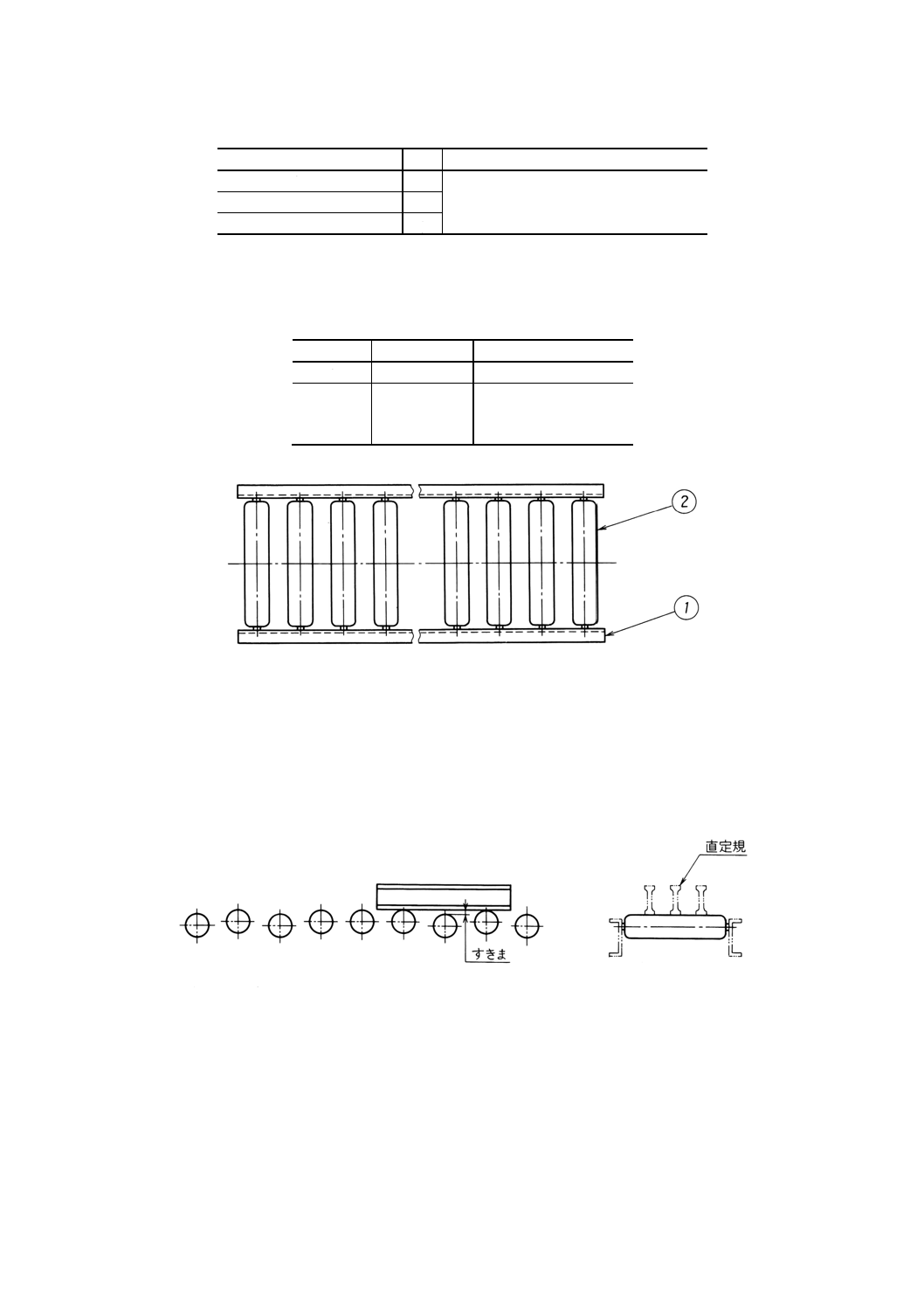
5. 材料 材料は,表4に示すもの又はこれと同等以上の品質のものとする。
表4
部品番号
名称
材料
1
フレーム
JIS G 3101のSS400
2
ローラパイプ JIS G 3452のSGP
JIS G 3444のSTK
JIS G 3445のSTKM
6. 試験方法
6.1
ローラの組付け精度 ローラの組付け精度は,次によって測定する。
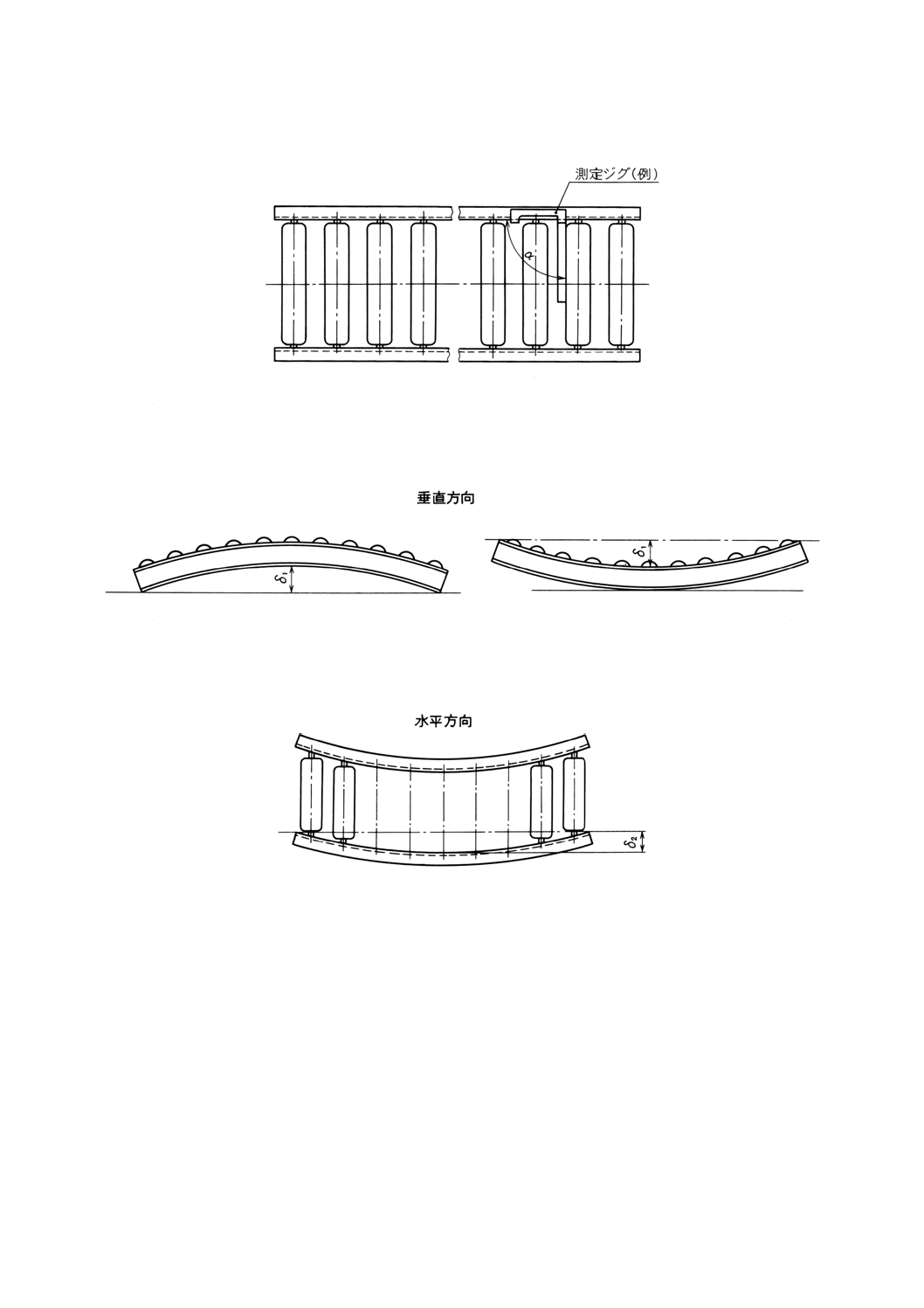
(1) ローラの平面度 ローラの平面度は図3に示すように,直定規を3本のローラにかけて置き,中央の
ローラと直定規とのすきまの最大値を測定する。
図3
(2) ローラの組付け直角度 ローラとフレームとの直角度は,図4に示すように測定ジグによってαを測
定する。
5
B 8804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4
6.2
フレームの曲がり フレームの曲がりは,次によって測定する。
(1) 直線形コンベヤの垂直方向のフレームの曲がりは,図5に示すようにコンベヤを平らな台の上に置き,
台とフレームとのすきまの最大寸法δ1を測定する。
図5
(2) 直線形コンベヤの水平方向のフレームの曲がりは,図6に示すように,フレーム末端を結んだ線と,
フレームとのすきまの最大寸法δ2を測定する。
図6
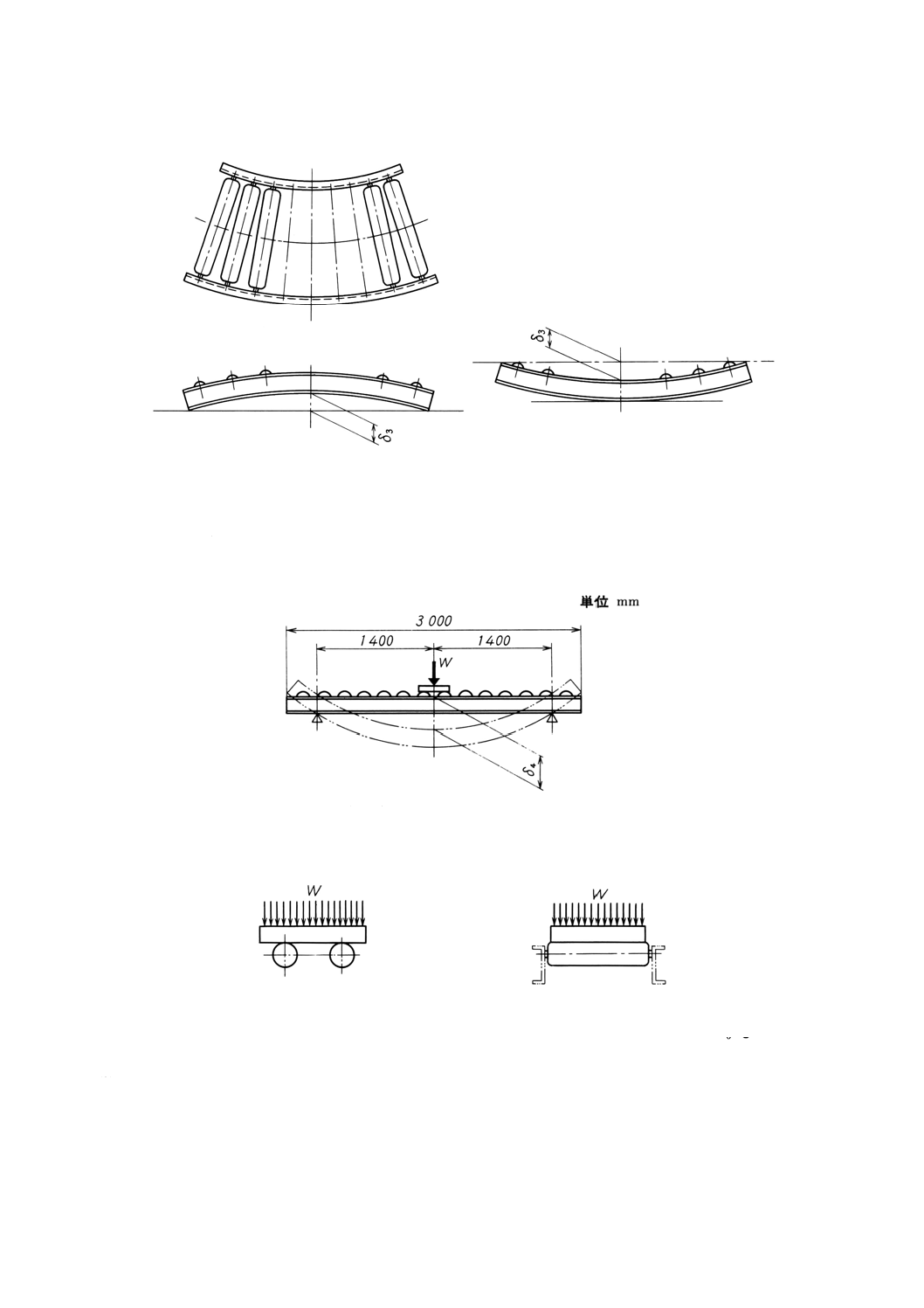
(3) 曲線形コンベヤの垂直方向のフレームの曲がりは,図7に示すように,コンベヤを平らな台の上に置
き,台と外側フレームとのすきまの最大寸法δ3を測定する。
6
B 8804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7
6.3
フレームの強さ試験 直線形コンベヤのフレーム強さ試験は,図8に示すように,支点間中央の2
本のローラ上に静荷重 (W) 1600N {160kgf} を加えて,フレーム中央の最大たわみδ4を測定する。
なお,コンベヤ機長3m未満の直線形コンベヤ及び曲線形コンベヤについては,同一形状・寸法の断面
をもつ3mの直線形コンベヤを試料として測定する。
図8
6.4
ローラの強さ試験 ローラの強さ試験は,図9に示すように,2本のローラの上にローラ1本につき
試験荷重1 200N {120kgf} を等分布静荷重になるように負荷してローラ及び軸の形状などの変化を見る。
図9
6.5
滑走試験 滑走試験は,次によって行う。
(1) 滑走試験片 滑走試験片は,正方形の平滑な鋼板で,底面寸法500×500mm,質量
30
30+kg,底面の状
態は未切削のままとし,かど部は,0.5mm以下の面取りをする。
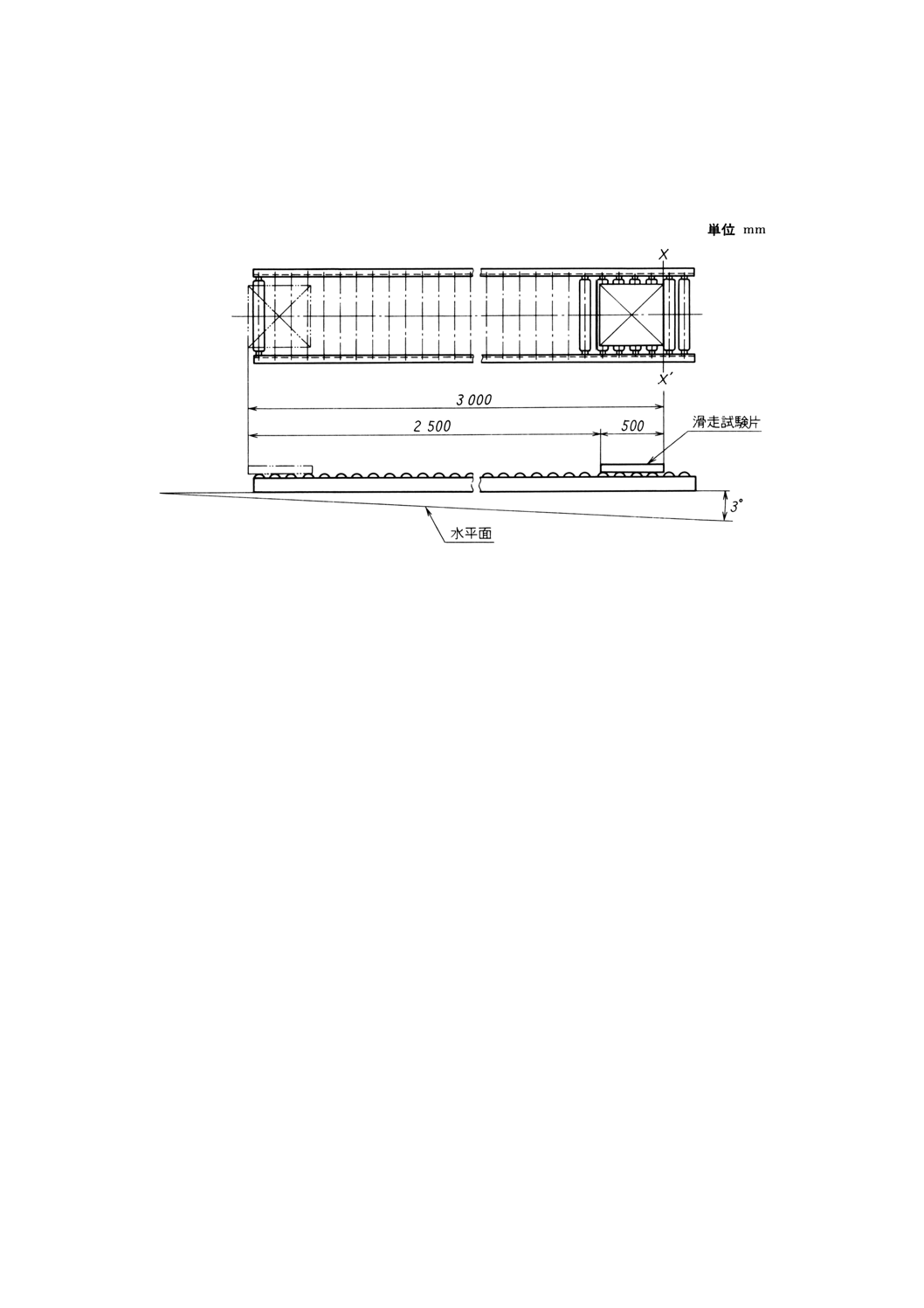
(2) 直線形コンベヤの滑走試験 直線形コンベヤの滑走試験は,図10に示すように,直線形コンベヤを水
平面から3°の傾斜を与えて設置し,X−X' 線上に(1)に規定する滑走試験片の後端がくるように載せ
て,自重によってフレームにほぼ平行に自然滑走させたとき,X−X' から3mの位置に滑走試験片の
前端が到達するまでの時間を測定する。
7
B 8804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,コンベヤ機長3m未満のものは,数個のコンベヤを3m以上となるように接続して試験を行
う。
図10
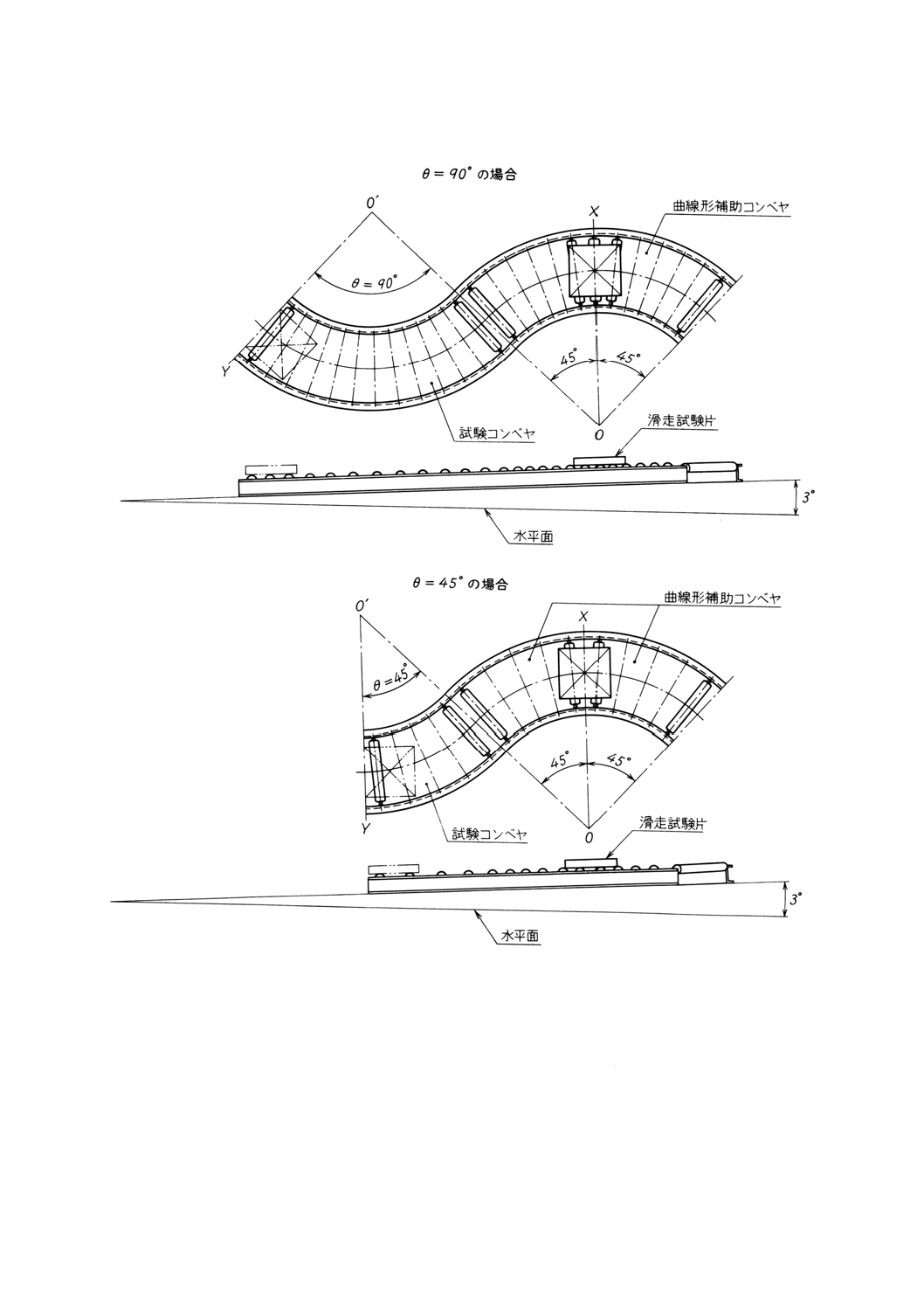
(3) 曲線形コンベヤの滑走試験 曲線形コンベヤの滑走試験は,図11に示すように,助走のために同一性
能をもつ曲線形補助コンベヤを,試験を行う曲線形コンベヤに接続し,水平面から3°の傾斜を与え,
曲線形補助コンベヤのOX線上に(1)に規定する滑走試験片の中心がくるように載せて,自重によって
コンベヤに沿って自然滑走させ,滑走試験片の前端がO'Y線上に到達するまでの時間を測定する。
8
B 8804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図11
7. 検査 検査は,品質,形状及び寸法並びに材料について行い,3.〜5.の規定を満足しなければならない。
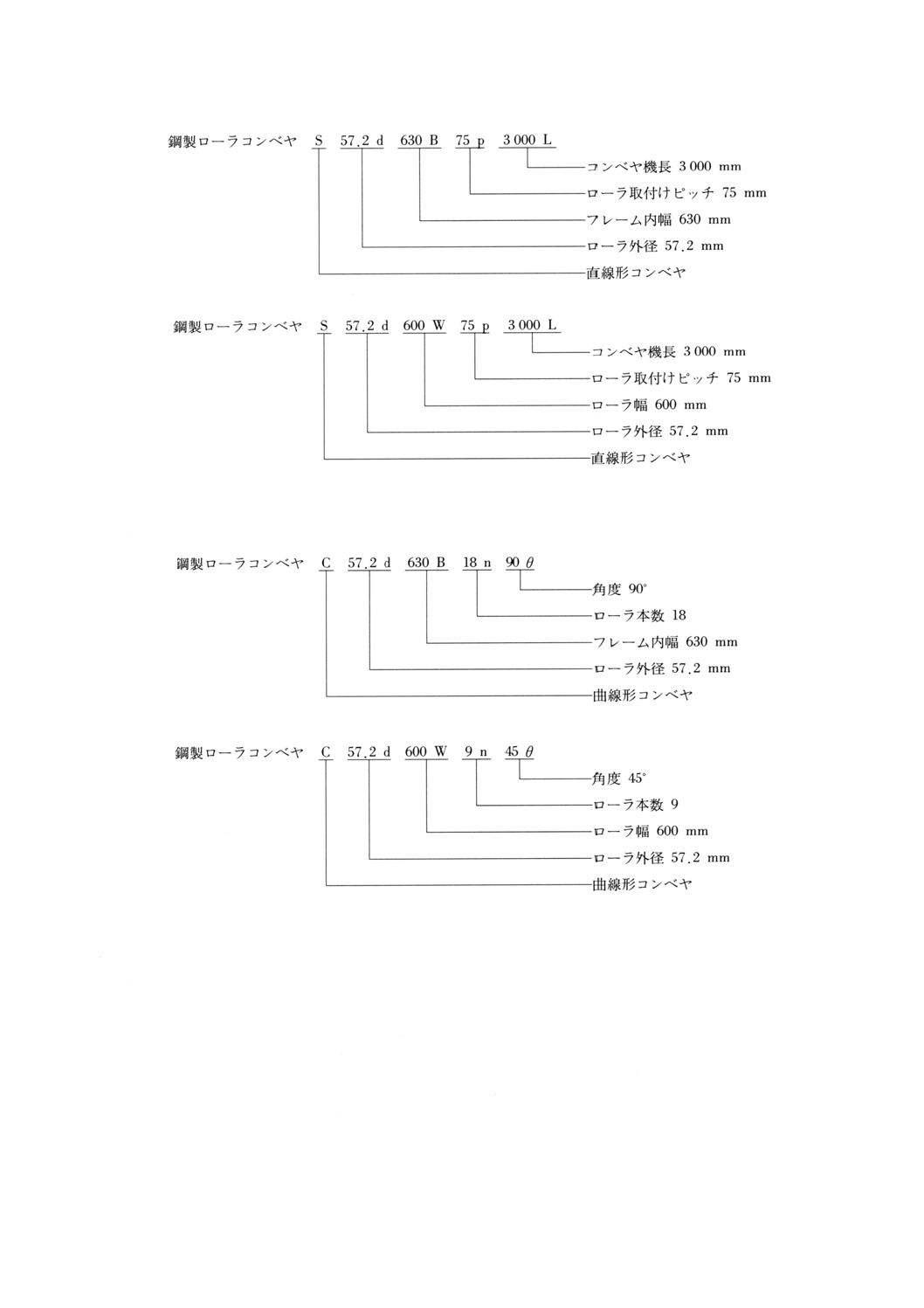
8. 製品の呼び方
8.1
直線形コンベヤの場合 名称,種類の記号,ローラ外径,フレーム内幅又はローラ幅,ローラ取付
けピッチ及びコンベヤ機長とする。
例1. フレーム内幅を基準にした場合
9
B 8804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例2. ローラ幅を基準にした場合
8.2
曲線形コンベヤの場合 名称,種類の記号,ローラ外径,フレーム内幅又はローラ幅,ローラ本数
及び角度とする。
例1. フレーム内幅を基準にした場合
例2. ローラ幅を基準にした場合
9. 表示 コンベヤには適当な箇所に,製造業者名又はその略号,及びコンベヤ幅(B又はW寸法,及び
記号)を表示する。
鋼製ローラコンベヤJIS改正原案作成委員会 構成表
氏名
所属
(委員長)
鈴 木 震
物流技術研究所
梁 瀬 仁
社団法人日本パレット協会
中 田 哲 雄
通商産業省機械情報産業局
飛 田 勉
工業技術院標準部
池 田 順 一
財団法人日本規格協会
竹 中 泰 彦
株式会社日通総合研究所
10
B 8804-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
氏名
所属
石 川 安 男
防衛庁装備局
田 中 信 博
花王株式会社
大 橋 清 喜
キリンビール株式会社
山 本 勉
レンゴー株式会社
土 谷 靖 雄
三機工業株式会社
水 津 光 富
オークラ輸送機株式会社
河 口 開
株式会社メイキコウ
城 戸 光 政
株式会社ダイフク
岸 本 茂 夫
株式会社椿本チェイン
粟飯原 和 夫
トーヨーカネツ株式会社