B 8502-1986
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
1. 適用範囲 ························································································································ 1
2. 材料 ······························································································································ 1
2.1 一般 ···························································································································· 1
2.2 構造材料 ······················································································································ 1
2.3 附属物材料 ··················································································································· 1
2.4 溶加材 ························································································································· 2
3. 設計 ······························································································································ 2
3.1 貯種の強度 ··················································································································· 2
3.1.1 貯種に加わる荷重 ········································································································ 2
3.1.2 荷重の計算 ················································································································· 2
3.1.3 本体の強度設計 ··········································································································· 4
3.2 腐れ代 ························································································································· 4
3.3 継手 ···························································································································· 4
3.3.1 溶接部の大きさ ··········································································································· 4
3.3.2 溶接の使用制限 ··········································································································· 4
3.3.3 貯槽の継手 ················································································································· 5
3.3.4 溶接継手の効率 ··········································································································· 7
3.4 底板 ···························································································································· 8
3.4.1 底板の配置 ················································································································· 8
3.4.2 底板の厚さ ················································································································· 8
3.5 側板 ···························································································································· 9
3.5.1 側板の配置 ················································································································· 9
3.5.2 側板の厚さ ················································································································ 10
3.5.3 頂部補強 ··················································································································· 10
3.5.4 すみ肉溶接の許容応力 ································································································· 10
3.5.5 側板の開口穴に対する補強 ··························································································· 11
3.6 屋根 ··························································································································· 12
3.6.1 屋根の形式 ················································································································ 12
3.6.2 屋根の荷重 ················································································································ 12
3.6.3 設計応力 ··················································································································· 12
3.6.4 屋根の構造一般 ·········································································································· 22
3.6.5 支持形円すい屋根の構造 ······························································································ 22
3.6.6 自己支持形円すい屋根の構造 ························································································ 23
3.6.7 自己支持形球面屋根及びかさ形屋根の構造 ······································································ 23
B 8502-1986 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.7 附属物 ························································································································ 24
4. 工作 ····························································································································· 24
4.1 材料の確認 ·················································································································· 24
4.2 成形加工 ····················································································································· 24
4.3 切断及び開先加工 ········································································································· 24
4.4 側板の曲げ加工 ············································································································ 24
4.5 附属物の取付け ············································································································ 24
4.6 ひずみ取り及び加熱加工································································································· 24
4.7 溶接 ··························································································································· 24
4.7.1 一般 ························································································································· 24
4.7.2 底板 ························································································································· 25
4.7.3 側板 ························································································································· 25
4.7.4 側板と底板又はアニュラプレート ·················································································· 25
4.7.5 屋根 ························································································································· 25
4.7.6 附属物の取付け ·········································································································· 25
5. 溶接施工方法確認試験 ····································································································· 26
5.1 一般 ··························································································································· 26
5.2 受渡し当事者間の協定···································································································· 26
6. 組立 ····························································································································· 26
6.1 貯書の基礎 ·················································································································· 26
6.2 貯種の組立 ·················································································································· 26
6.3 貯種の保温 ·················································································································· 26
6.4 塗装 ··························································································································· 26
6.5 仮設取付金具 ··············································································································· 26
7. 試験及び検査 ················································································································· 26
7.1 一般 ··························································································································· 26
7.2 試験及び検査の方法 ······································································································ 27
7.2.1 組立前の使用材料の検査 ······························································································ 27
7.2.2 アニュラプレート突合せ溶接部の非破壊試験···································································· 27
7.2.3 アニュラプレート(又は底板)と側板最下段とのT継手溶接部の非破壊試験·························· 27
7.2.4 底板継手溶接部の非破壊試験 ························································································ 27
7.2.5 側板突合せ溶接継手の非破壊試験 ·················································································· 27
7.2.6 開口部の非破壊試験 ···································································································· 27
7.2.7 底板,アニュラプレートの漏れ試験 ··············································································· 27
7.2.8 屋根板の漏れ試験 ······································································································· 27
7.2.9 開口部強め材溶接部の漏れ試験 ····················································································· 27
7.2.10 本体の漏れ試験 ········································································································· 27
7.2.11 底板の変形 ··············································································································· 27
7.3 非破壊試験とその判定基準······························································································ 27
7.3.1 超音波探傷試験 ·········································································································· 28
B 8502-1986
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.2 浸透探傷試験 ············································································································· 28
7.3.3 放射線透過試験 ·········································································································· 28
7.4 溶接欠陥部の補修 ········································································································· 28
8. 記緑の作成及び保管 ········································································································ 28
附属書 附属物 ··················································································································· 31
1. 適用範囲 ······················································································································· 31
2. 材料 ····························································································································· 31
3. 附属物の設計 ················································································································· 31
3.1 一般 ··························································································································· 31
3.2 側マンホール ··············································································································· 31
3.3 側ノズル ····················································································································· 31
3.4 屋根マンホール ············································································································ 37
3.5 屋根ノズル ·················································································································· 38
3.6 水抜きエルボ ··············································································································· 38
3.7 ねじ込み接続のねじ ······································································································ 43
3.8 踊り場及び歩廊 ············································································································ 43
3.9 階段 ··························································································································· 44
3.10 側板に孤立して取り付けられる附属物 ············································································· 44
3.11 はしご及び保護枠 ········································································································ 44
3.12 その他の附属品 ··········································································································· 44
3.13 接地設備 ···················································································································· 44
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8502-1986
アルミニウム製貯槽の構造
Construction of Welded Aluminium and Aluminium Alloy Storage Tanks
1. 適用範囲 この規格は,高さ8m以下のアルミニウム及びアルミニウム合金製溶接構造のたて円筒形
固定屋根貯槽であって,常圧で液状の化学薬品などを貯蔵するもの(以下,貯槽という。)の構造について
規定する。ただし,低温用の貯槽は含まない。
なお,この規格の適用は,本体及びこの規格に規定する附属物に限り,ノズルに接続されるバルブ,配
管,計器類などの附属品並びに基礎,防液堤,塗装,断熱工事などについては適用しない。
備考 この規格の中で { } を付けて示してある単位及び数値は,従来単位によるものであって,規
格値である。1
2. 材料
2.1
一般 貯槽に使用する材料は,貯蔵液体に対して十分な耐食性がある材料を選択しなければならな
い。
2.2
構造材料 貯槽に使用する構造材料は,原則として次の規格に適合するもの,又はこれらと同等以
上のものとする。
JIS H 4000(アルミニウム及びアルミニウム合金の板及び条)
JIS H 4040(アルミニウム及びアルミニウム合金の棒及び線)
JIS H 4080(アルミニウム及びアルミニウム合金継目無管)
JIS H 4090(アルミニウム及びアルミニウム合金溶接管)
JIS H 4100(アルミニウム及びアルミニウム合金押出形材)
JIS H 4140(アルミニウム及びアルミニウム合金鍛造品)
JIS B 2321(配管用アルミニウム及びアルミニウム合金製突合せ溶接式管継手)
2.3
附属物材料 鋼製附属物に使用する材料は,原則として次の規格に適合するもの,又はこれらと同
等以上のものとする。
JIS G 3101(一般構造用圧延鋼材)のSS41
JIS G 3106(溶接構造用圧延鋼材)
JIS G 3115(圧力容器用鋼板)
JIS G 3126(低温圧力容器用炭素鋼鋼板)
JIS G 3201(炭素鋼鍛鋼品)のSF40, SF45
JIS G 3444(一般構造用炭素鋼鋼管)のSTK41
JIS G 3452(配管用炭素鋼鋼管)
1 引用規格:29ページに示す。
2
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 3454(圧力配管用炭素鋼鋼管)のSTPG38
JIS G 3457(配管用アーク溶接炭素鋼鋼管)
JIS G 3460(低温配管用鋼管)STPL39
JIS G 4051(機械構造用炭素鋼鋼材)のS20C, S25C, S45C
JIS G 4107(高温用合金鋼ボルト材)のSNB7
JIS G 1303(ステンレス鋼棒)
ただし,貯槽内にアルミニウム合金と共存したり,又は外部に取り付けられるものは,十分な防食処理
を行わなければならない。
2.4
溶加材 主要部分の溶接に使用する溶加材は,原則として次の規格に適合するもの,又はこれと同
等以上のものとする。
JIS Z 3232(アルミニウム及びアルミニウム合金溶接棒並びに電極ワイヤ)
3. 設計
3.1
貯種の強度
3.1.1
貯種に加わる荷重 貯槽に加わる荷重は,次による。
(1) 静荷重 静荷重は,次による。
(a) 貯槽の自重(附属物を含む。)による荷重
(b) 貯蔵液体による荷重
(c) 断熱材による荷重
(d) 積雪荷重
(2) 動荷重 動荷重は,次による。
(a) 風圧力による荷重
(b) 地震動による荷重
ただし,風圧力による荷重と地震動による荷重とは,それぞれ別個に作用するものとして設計す
る。
3.1.2
荷重の計算 3.1.1の荷重を求める場合は,次による。
(1) 材料の比重 貯槽の自重による荷重を求める場合は,アルミニウム材の比重は,2.7とし,また,鋼材
の比重は7.8とする。
(2) 貯蔵液体の比重 貯蔵液体による荷重を求める場合は,その液体の真の比重が1よりも小さい場合は
1とし,1より大きい場合は,その液体の真の比重を用いる。
(3) 断熱材の荷重 断熱材の荷重には,支持金具及び保護被覆材の荷重も含める。
(4) 種1荷重 貯槽の水平投影面積当たりの積雪荷重は,積雪の単位重量に,その地方における垂直最深
積雪量を乗じて求める。
積雪の単位重量は,積雪量1cmごとに水平投影面積1m2につき20N {2kgf} 以上とする。
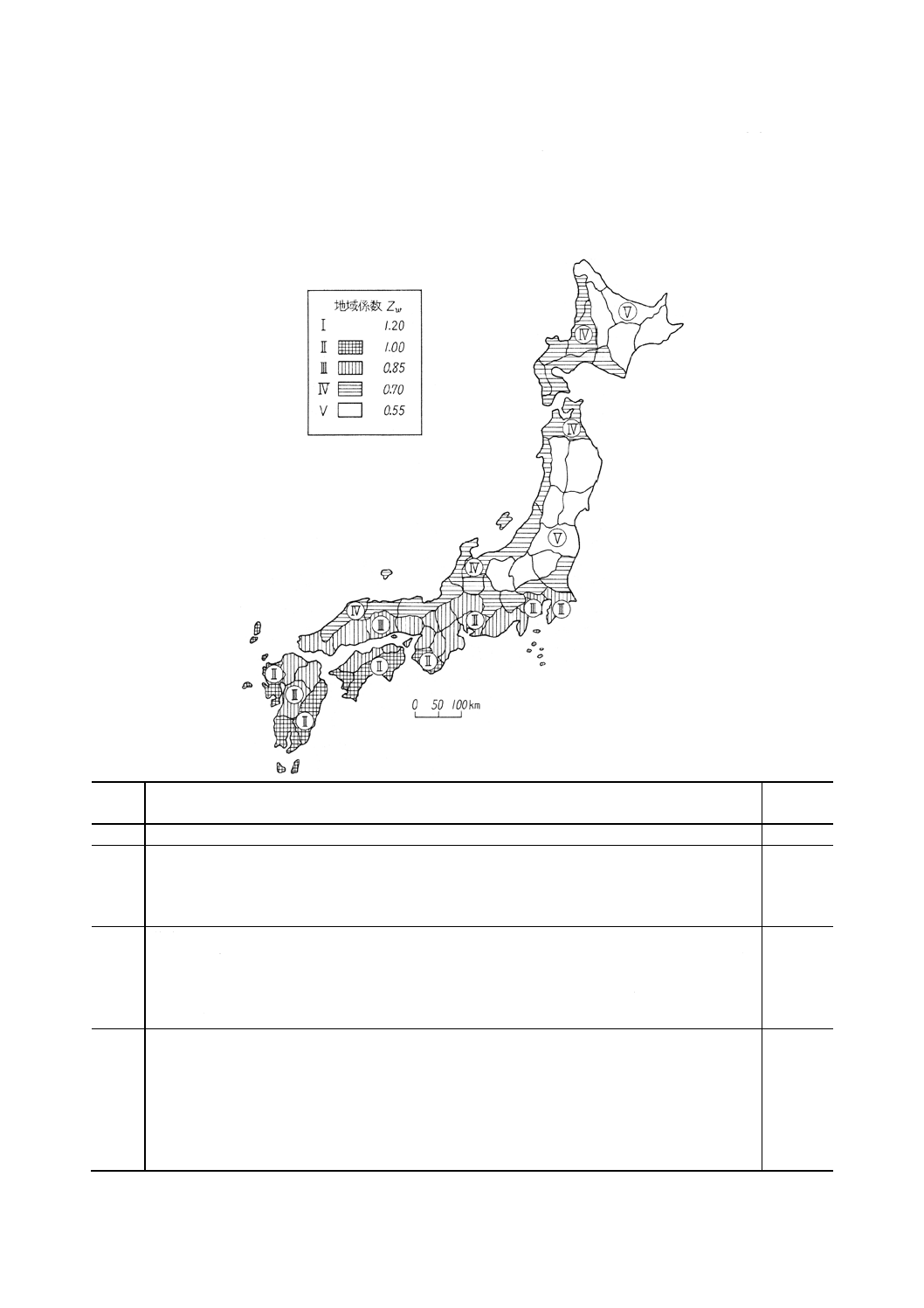
(5) 風荷重 風圧力による風荷重は,次式から求める。
Q=c.q.A
ここに,
Q: 風荷重 (N {kgf})
c: 形状係数で,0.7とする。
A: 受圧面積で,貯槽の最大垂直投影面積 (m2)
q: 風圧力q=
h
600
・Zw (N/m2) {q=
h
60
・Zw (kgf/m2)}
3
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
h: 貯槽で,風圧力を求める部分の地盤面からの高さ (m)
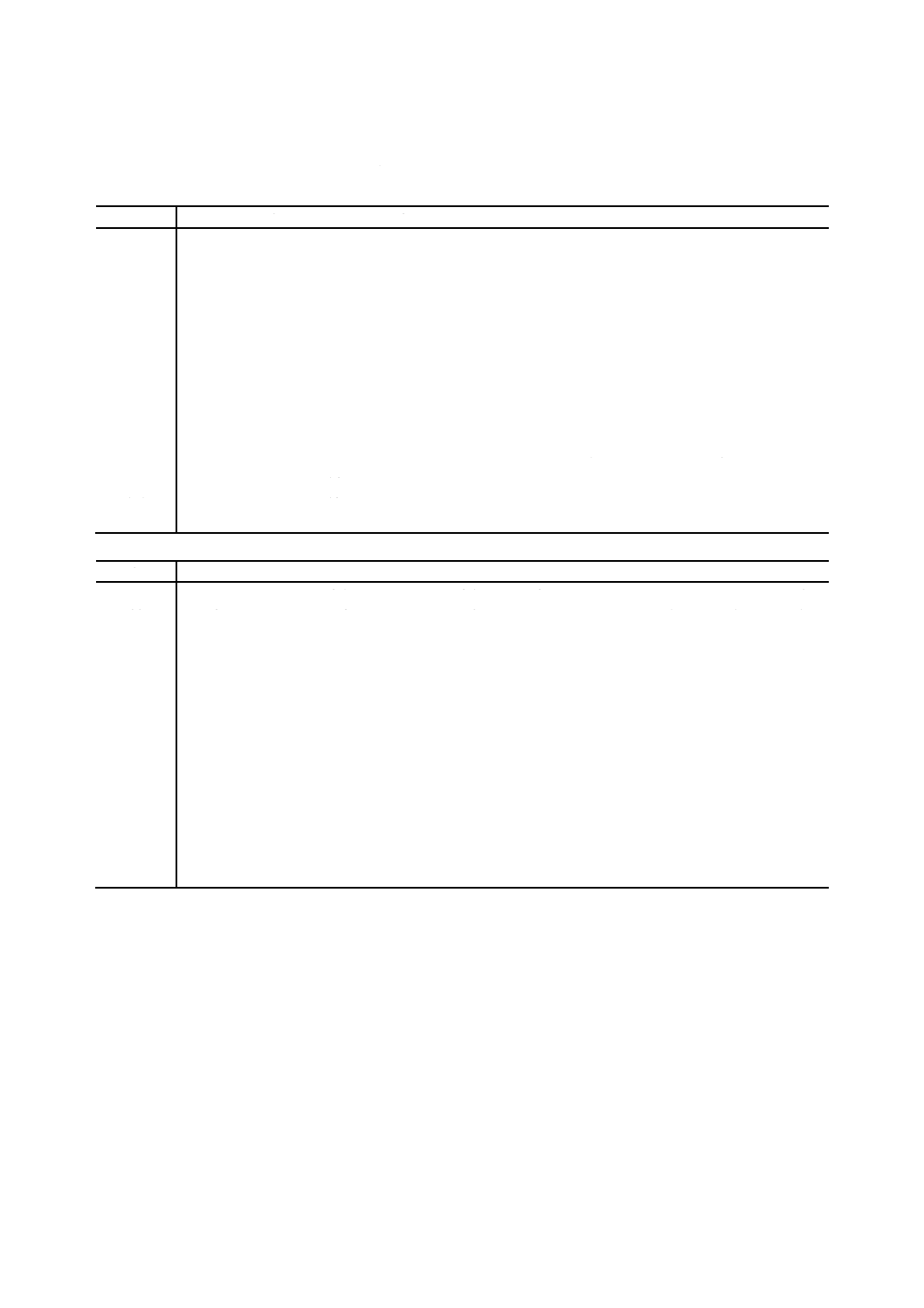
Zw: 風圧力に対する地域補正係数で図1による。
ただし,海岸,川岸,山上など強風を受けるおそれがある場所,及びhが25mを超える貯槽の部分
は,hのいかんにかかわらずq=3000ZwN/m2 {q=300Zwkgf/m2} とする。
図1 風圧力に関する地域係数(Iは北緯30°以南の諸島)
地域
地域係数
Zw
I
北緯30°以南の諸島
1.20
II
鹿児島県のうち (I) に掲げる地方以外の地方,宮崎県,熊本県のうち天草郡,本渡市,牛深市,
長崎県,佐賀県,大分県のうち北海部郡,臼杵市,津久見市,南海部郡,佐伯市,大分市,大野
郡,徳島県,高知県,愛媛県のうち喜多郡,東宇和郡,西宇和郡,大州市,八幡浜市,北宇和郡,
宇和島市,南宇和郡,和歌山県,兵庫県のうち津名郡,三原郡,洲本市,東京都のうち伊豆諸島
1.00
III
熊本県のうち (II) に掲げる地方以外の地方,大分県のうち (II) に掲げる地方以外の地方,愛媛
県のうち (II) に掲げる地方以外の地方,山口県,広島県,岡山県,兵庫県のうち (II) 及び (IV) に
掲げる地方以外の地方,大阪府,京都府のうち (IV) に掲げる地方以外の地方,滋賀県,奈良県,
三重県,愛知県,岐阜県のうち (IV) に掲げる地方以外の地方,静岡県,神奈川県,東京都のう
ち (I) 及び (II) に掲げる地方以外の地方,千葉県
0.85
IV
島根県,鳥取県,兵庫県のうち美方郡,坂崎郡,豊岡市,出石郡,朝来郡,養父郡,京都府のう
ち綾部市,福知山市,天田郡,加佐郡,舞鶴市,宮津市,与謝郡,中郡,竹野郡,熊野郡,福井
県,石川県,富山県,岐阜県のうち大野郡,吉城郡,高山市,長野県のうち木曾郡,東筑摩郡,
南安曇郡,松本市,塩尻市,岡谷市,諏訪郡,諏訪市,茅野市,上伊那郡,伊那市,駒ケ根市,
飯田市,下伊那郡,山梨県,埼玉県,茨城県,新潟県,山形県のうち西田川郡,東田川郡,鶴岡
市,酒田市,飽海郡,秋田県のうち山本郡,能代市,男鹿市,南秋田郡,秋田市,河辺郡,由利
郡,本庄市,青森県,北海道のうち渡島支庁,桧山支庁,後志支庁,胆振支庁,日高支庁,石狩
0.70
4
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
地域
地域係数
Zw
支庁,空知支庁,留萌支庁の各管内に含まれる地方
V
I〜IVに掲げる地方以外の地方
0.55
(6) 地震動 地震動によって側板に発生する軸方向圧縮応力は,次式から求める。
Z
M
A
N
b
+
=
σ
ここに,
σb: 地震動により側板に発生する軸方向圧縮応力 (N/mm2
{kgf/mm2})
N: 検討する高さより上の部分の貯槽の静荷重から液体荷重を差
し引いたもの (N {kgf})
A: 検討する高さにおける側板の断面積で,πDtとする。 (mm2)
M: 検討する高さより上の部分の本体静荷重の80%の荷重に,地震
係数0.3とその部分の重心高さを乗じたもの。 (N・mm {kgf・
mm})
Z: 検討する高さにおける側板の断面係数で4πD2tとする。 (mm3)
t: 検討する高さにおける側板の使用厚さから腐れ代を除いたも
の (mm)
D: 貯槽の内径 (mm)
3.1.3
本体の強度設計 貯槽は,3.4, 3.5, 3.6によって強度計算を行い,更に次の事項について検討し,支
障がないことを確認しなければならない。
(1) 本体の転倒 本体の転倒については,原則として空液時の風荷重及び満液時の地震荷重に対して計算
し,いずれか大きい方の転倒モーメントに対して安全でなければならない。
(2) 本体の滑り 本体の滑りについては,原則として風荷重及び地震荷重に対して安全でなければならな
い。
(3) 地震動による側板の座屈 地震動による側板の座屈を防ぐため,少なくとも側板最下段の板厚は,次
式を満足しなければならない。ただし,σbは耐力の90%を超えてはならない。
D
Et
b
5.1
4.0
≦
σ
ここに,
E: アルミニウムの縦弾性係数で6.86×104N/mm2 {7 000kgf/mm2}
とする。
3.2
腐れ代 貯蔵液体に腐食性がある場合には,部材が必要とする最小寸法に,必要な腐れ代を加える。
3.3
継手
3.3.1
溶接部の大きさ 溶接部の大きさは,次による。
(1) 突合せ溶接の場合には,理論のど厚の寸法とする。
(2) すみ肉溶接の場合には,すみ肉のサイズとする。
3.3.2
溶接の使用制限 溶接の使用制限は,次による。
(1) すみ肉溶接の最小の大きさは,次による。
(a) 板厚が4mmの場合は,すみ肉のサイズを4mm以上とする。
(b) 板厚が4mmを超える場合は,すみ肉のサイズを薄い方の板厚以上とする。
(2) 片側溶接重ね継手は,底板,屋根及び附属物以外に適用してはならない。
(3) 重ね継手の重ね代は,薄い方の板の呼び厚さの5倍以上とする。
5
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
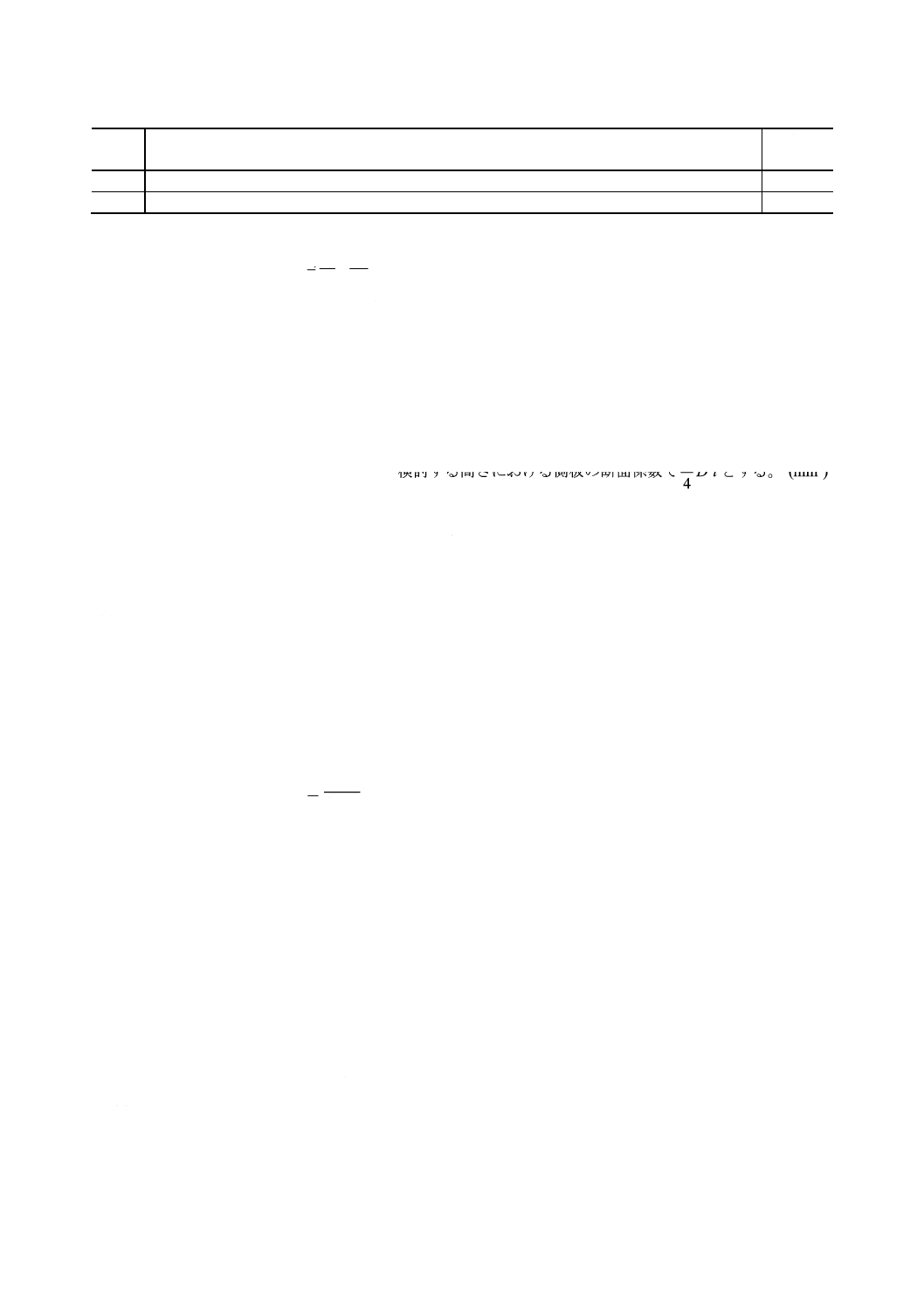
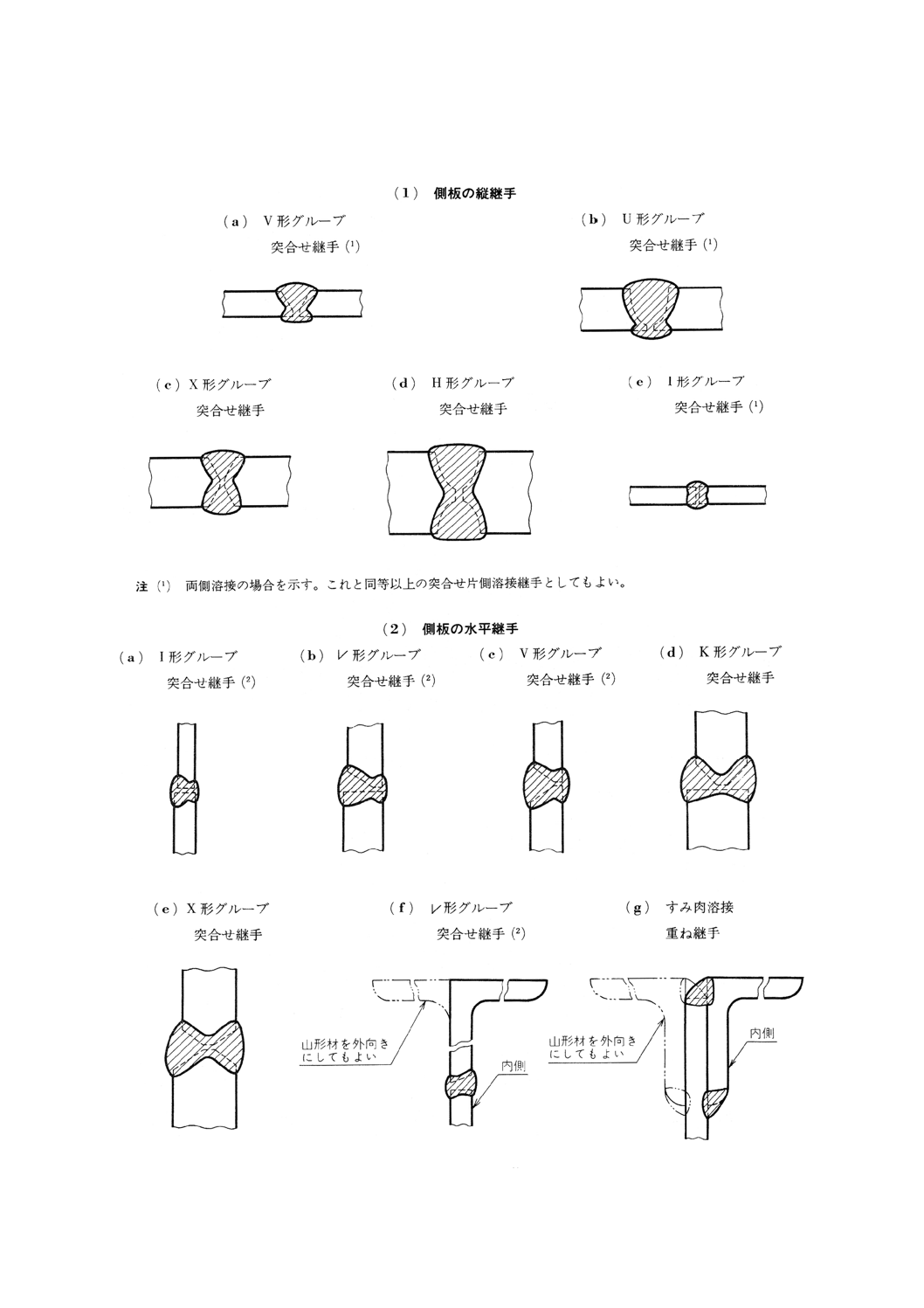
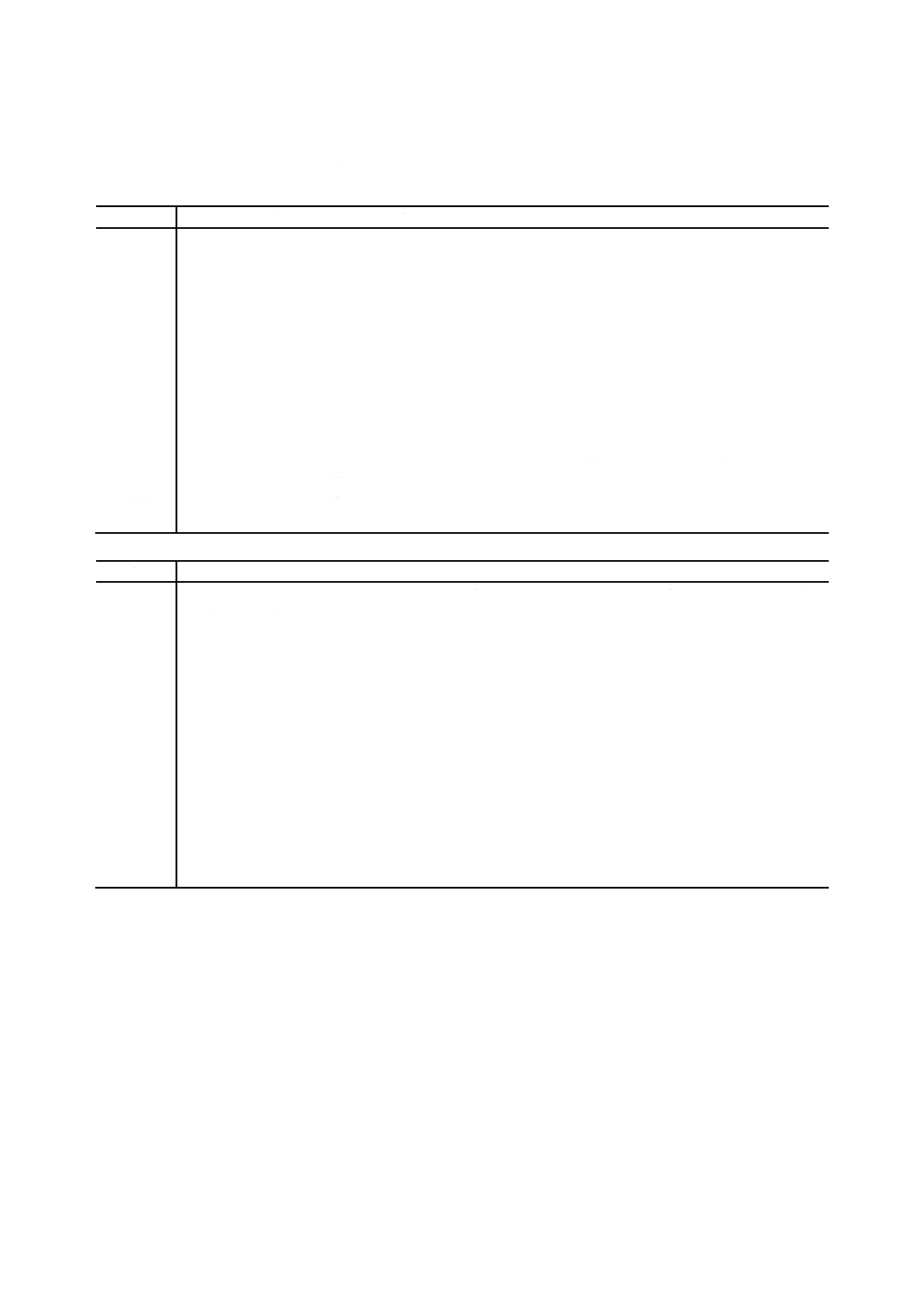
3.3.3
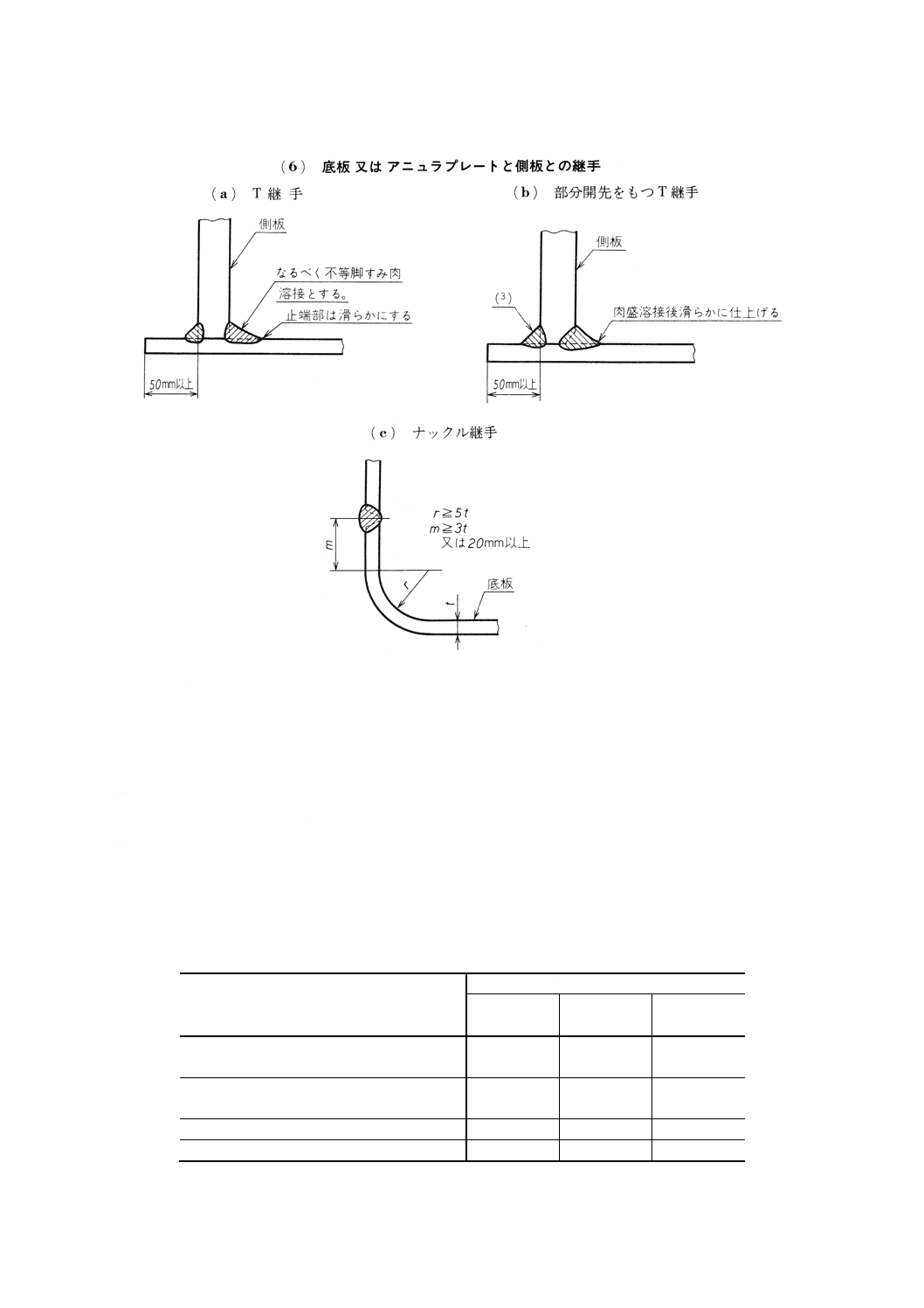
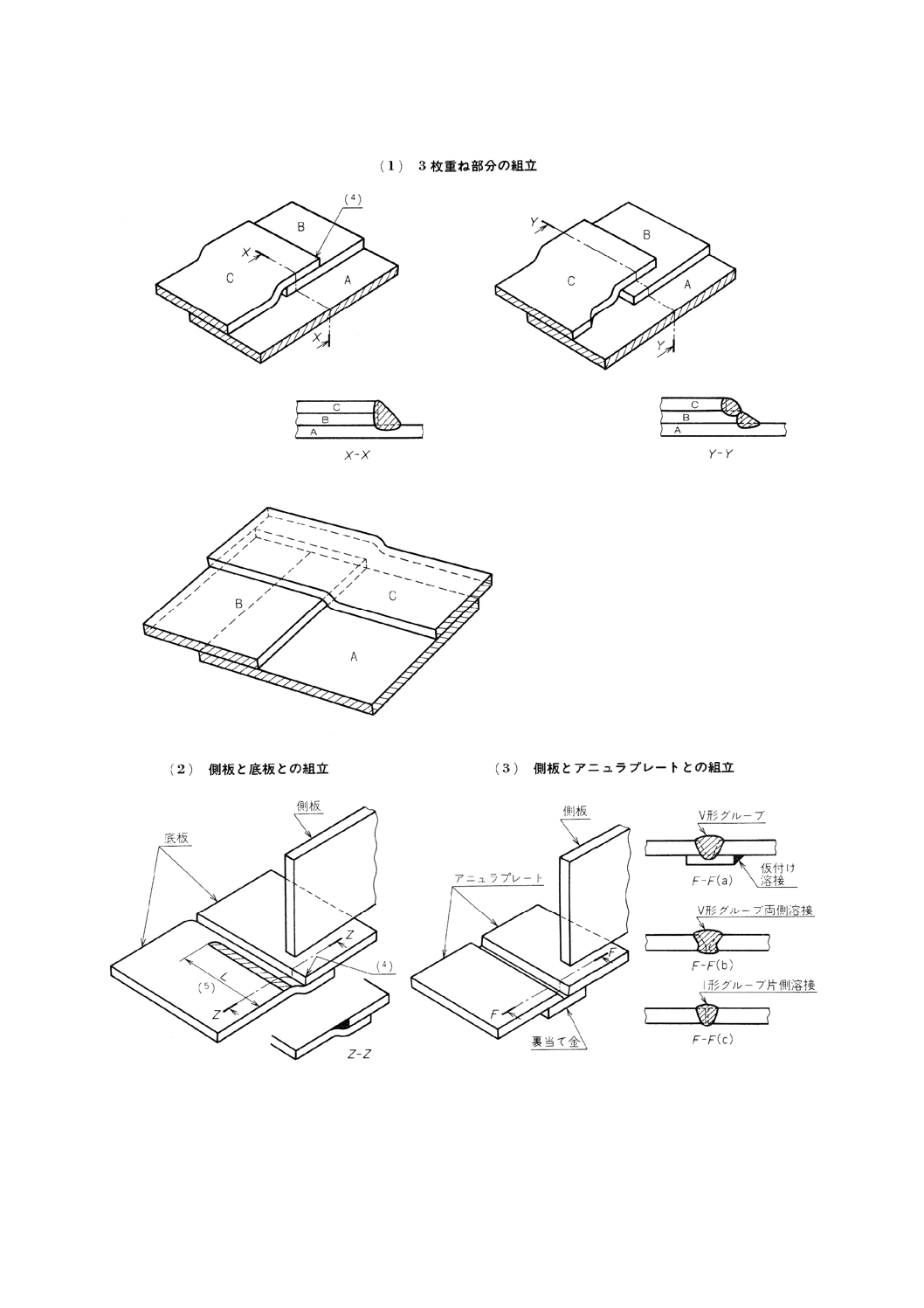
貯槽の継手 貯槽本体の継手は,原則として図1(1)〜(6)による。
図2 貯槽の継手
注(2) 両側溶接の場合を示す。これと同等以上の突合せ片側溶接継手としてもよい。
備考 側板上下の板厚の差が大きい場合の開先形状は,JIS Z 3604(アルミニウム及びアルミニウム合金のイナ
6
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ートガスアーク溶接作業標準)に準じる。
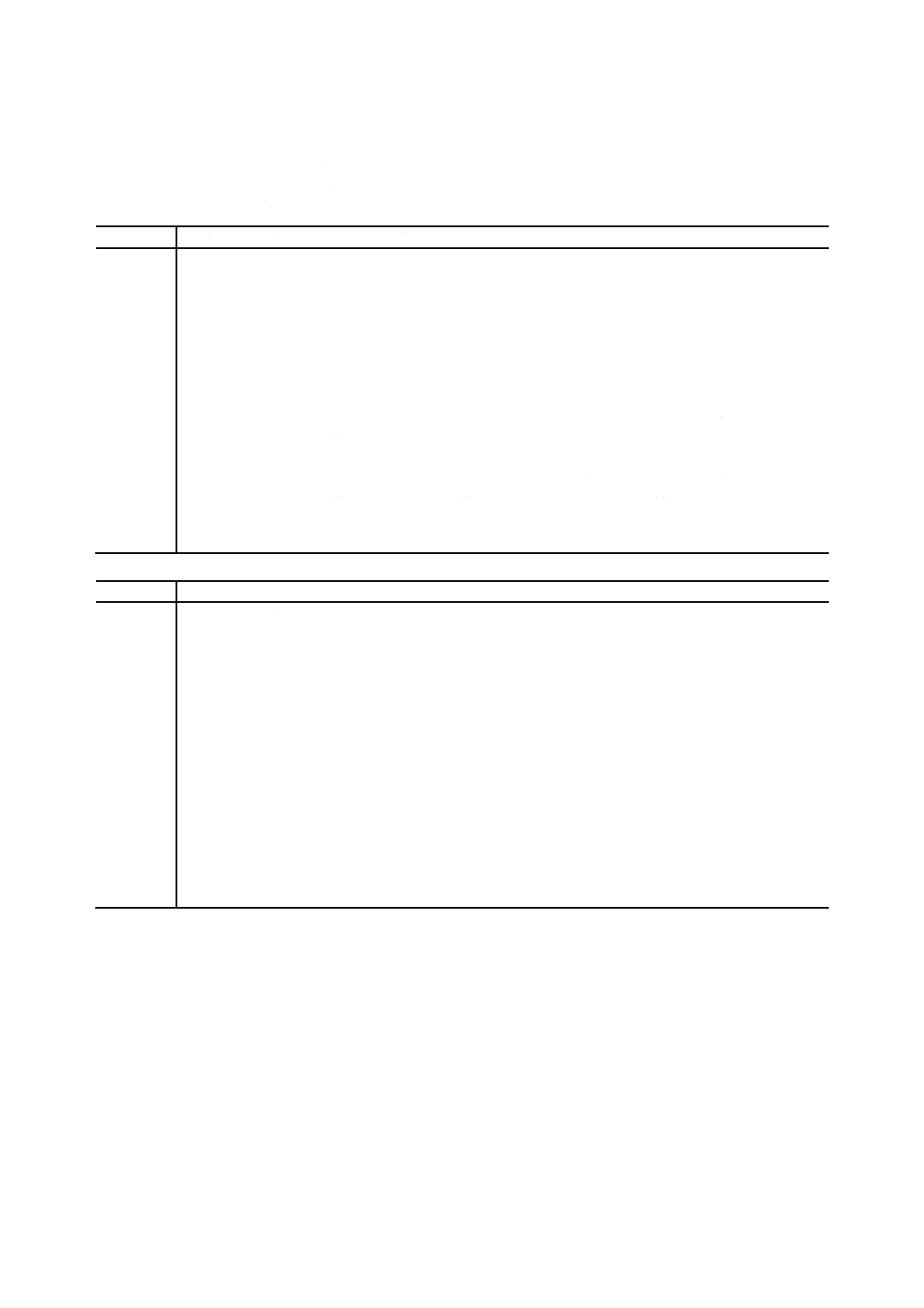
図2 (続き)
7
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 (続き)
注(3) 外側も内側と同様に部分開先をとってもよい。
3.3.4
溶接継手の効率 溶接継手の効率は,次による。
(1) 計算に用いる溶接継手の効率は,表Iによる。
(2) 表Iに掲げる部分放射線検査を行う溶接継手の効率は,7.3.3に示す放射線透過試験を行う継手に限り
使用できる。
(a) 側板の水平継手 板厚,グルーブ及び溶接施工方法が変わるごとに最初の3mの任意の位置から1
か所,その後は,溶接線の総長について30mごとに任意の箇所から1か所。
(b) 側板の縦継手 板厚,グルーブ及び溶接施工方法が変わるごとに最初の3mの任意の位置から1か
所,その後は,溶接線の総長について15mごとに任意の箇所から1か所。
(c) 側板の最下段の板厚が20mmを超えるときは,最下段のすべての縦継手について底板にできるだけ
近い所から各々1か所。
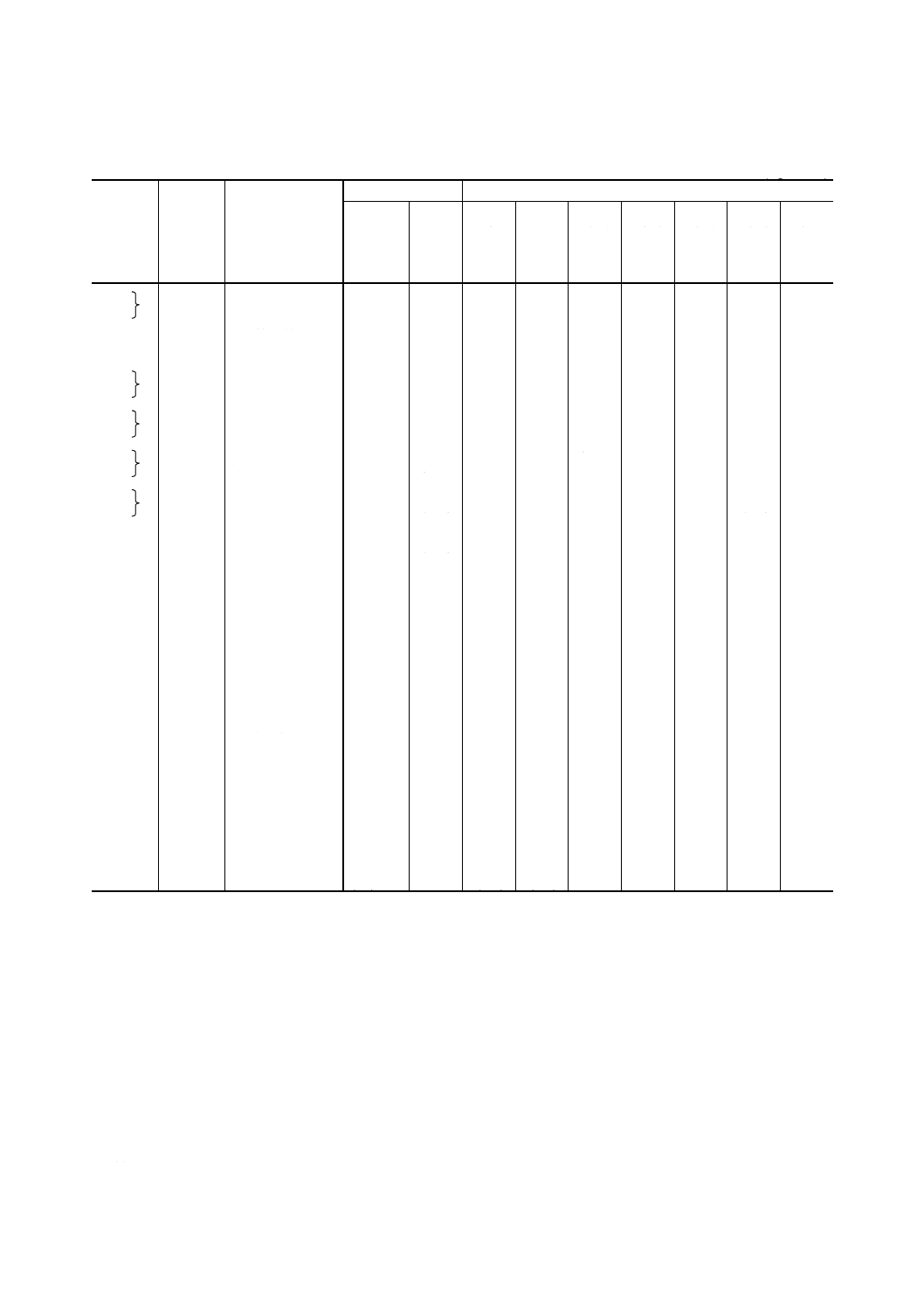
表1 溶接継手の効率
溶接継手の種類
溶接継手の効率 %
全線放射線試
験を行うもの
部分放射線試
験を行うもの
放射線試験を
行わないもの
(1) 突合せ両側溶接又はこれと同等以上と
みなされる突合せ片側溶接継手
100
85
70
(2) 裏当て金を使用した突合せ片側溶接継
手で当て金を残す場合
90
80
65
(3) (1),(2)以外の突合せ片側溶接継手
−
−
60
(4) 両側全厚すみ肉重ね継手
−
−
50
8
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4
底板
3.4.1
底板の配置 底板の配置及び継手は,次による。
(1) 底板の継手は,重ね継手,突合せ継手又はその組合せによる。
(2) 側板が溶接される部分の底板は,原則として図3(2)による。
(3) 底板相互及び底板とアニュラプレートとの重ね継手は,上面だけの溶接とし,継手全長にわたって連
続全厚すみ肉溶接とする。
また,重ね代は,底板相互の場合は板厚の5倍以上,最小25mmとし,底板とアニュラプレートの
場合は60mm以上とする[図2(4)(a)及び(5)(a)参照]。
(4) 底板相互及び底板とアニュラプレートとの突合せ継手の開先は,I形又はV形とする。
また,溶接は,裏側に厚さ4.5mm以上の裏当て金を使用してもよい[図2(4)(b),(c)及び(5)(b)参照]。
(5) 底板と底板又はアニュラプレートとの溶接は,両側連続すみ肉溶接T継手とし,その溶接のサイズは,
側板と底板又はアニュラプレートとのいずれか薄い方の厚さ以上とする[図2(6)参照]。
(6) 側板の載る底板又はアニュラプレートの材料は,側板最下段と同じものとする。
(7) アニュラプレートを互いに片側突合せ溶接する場合は,裏側に厚さ4.5mm以上の裏当て金を使用する
[図3(3)参照]。
アニュラプレートは,最も狭い部分で側板と底板の端との間隔が600mm以上になるようにする。
(8) 底板が重ね継手又は突合せ継手のどちらを用いる場合でも,継手の交点相互間,継手の交点と側板の
T継手の端との間隔及び継手と側板縦継手との間隔は,すべて300mm以上とする。
(9) 底板は,側板から外方への張出し延長寸法が,側板の外面から50mm以上になるように仕上げる[図
2(6)(a), (b)参照]。
(10) 底板を鏡板に加工して,側板に突合せ溶接することができる。この場合には図2(6)(c)による。
3.4.2
底板の厚さ 底板の厚さは,次による。
(1) 底板の厚さ(呼び)は,最小4.5mmとする。
(2) 側板の載る底板又はアニュラプレートの厚さ(呼び)の最小値は,表2による。
表2 側板の載る底板又はアニュラプレートの厚さ
単位mm
側板最下段の厚さ
側板の載る底板又はア
ニュラプレートの厚さ
6未満
4.5
6以上
9未満
6
9以上
16未満
8
16以上
10
9
B 8502-1986
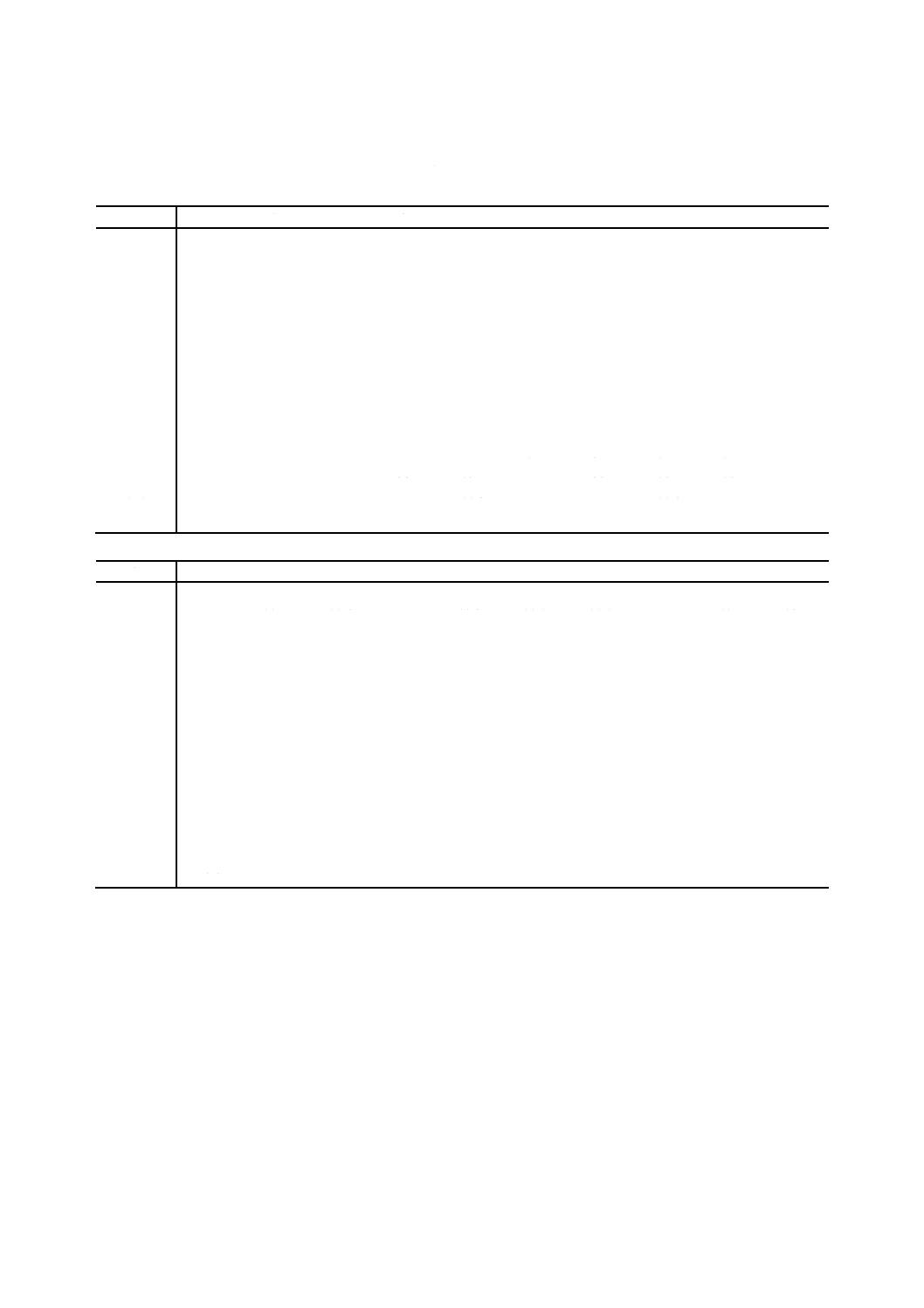
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 底板の配列
注(4) このすみ部には丸みをつけるか,溶接に差し支えない程度に切り欠いておく。
(5) Lの部分は側板内面から最小150mmの長さまで,底板上面が滑らかになるように溶接肉盛りして仕上げる。
備考 Aは最下層の板,Bは中層の板,Cは最上層の板を示す。
3.5
側板
3.5.1
側板の配置 側板の配列及び継手は,次による。
10
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 縦継手及び水平継手は,突合せ溶接とし,すべて完全溶込みとする。
(2) 水平継手の相隣り合った上下の板は,貯槽内側の面をそろえる。ただし,必要に応じて板厚の中心が
一致するように突き合わせてもよい。
(3) 上段の板厚は,下段の板厚よりも厚くしてはならない。
(4) いつ(溢)流防止のため,いつ流防止板として側板を液の最高使用高さより上部に延長する。
3.5.2
側板の厚さ 側板の厚さは,次による。
(1) 側板の最小必要厚さは,次式で計算された値とする。ただし,4.5mm(呼び)より小さくしてはなら
ない。
(
)
(
)
+
−
=
+
−
=
c
H
D
t
c
H
D
t
a
a
η
σ
υ
η
σ
ρ
2
3.0
2.0
3.0
ここに,
t: 側板の最小必要厚さ (mm)
D: 貯槽の内径 (m)
H: 板厚を求めようとしている段の下端から液面までの高さ (m)
ρ: 貯蔵液体の比重[3.1.2(2)参照]
σa: 表4による母材の許容引張応力 (N/mm2 {kgf/mm2})
η: 3.3.4による溶接継手効率
c: 腐れ代 (mm)
(2) 側板に使用する板の実際厚さは,(1)の計算で求めた最小必要厚さ (t) 以上でなければならない。
3.5.3
頂部補強 頂部補強をする場合は,側板最上段の上縁に山形材を両側連続隅肉溶接又は形又はV
形グルーブ突合せ溶接で取り付け,補強とする[図2(2)(f)及び(g)参照]。
この場合,山形材は,外向き,内向きのいずれでもよい。
また,山形材相互は,完全溶込み突合せ溶接によって接続する。その山形材の最小寸法は,表3による。
表3 山形材の最小寸法
単位mm
貯槽の内径 (m)
山形材の寸法
10以下
L65×65×6
10を超え 18以下
L65×65×8
18を超えるもの
L75×75×9
3.5.4
すみ肉溶接の許容応力 側板への取付物のすみ肉溶接のせん断強さは,表4の許容引張応力の60%
とする。ただし,計算には,理論のど厚を使用する。
11
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 許容引張応力
単位N/mm2 {kgf/mm2}
合金番号
質別
形状(6)
規格最小値
許容引張応力
引張強さ 耐力
40℃
以下
40℃
を超え
65℃
以下
65℃
を超え
100℃
以下
100℃
を超え
125℃
以下
125℃
を超え
150℃
以下
150℃
を超え
175℃
以下
175℃
を超え
200℃
以下
1080
(7)
板,棒,管
53.9
14.7
11.8
11.8
10.8
9.8
8.8
8.8
6.9
1070
{ 5.5}
{ 1.5}
{1.2}
{1.2}
{1.1}
{1.0}
{0.9}
{0.9}
{0.7}
1050
(7)
板,棒,管
58.8
19.6
15.7
13.7
12.8
11.8
10.8
9.8
7.8
{ 6.0}
{ 2.0}
{1.6}
{1.4}
{1.3}
{1.2}
{1.1}
{1.0}
{0.8}
1100
(7)
板
73.5
24.5
21.6
19.6
19.6
18.6
16.7
13.7
10.8
1200
{ 7.5}
{ 2.5}
{2.2}
{2.0}
{2.0}
{1.9}
{1.7}
{1.7}
{1.1}
1100
1200
(7)
棒,管,押出形材,
鍛造品
73.5
{ 7.5}
19.6
{ 2.0}
15.7
{1.6}
13.7
{1.4}
12.8
{1.3}
11.8
{1.2}
10.8
{1.1}
9.8
{1.0}
7.8
{0.8}
3003
3203
(7)
板,棒,管,押出
形材
93.1
{ 9.5}
32.3
{ 3.5}
27.4
{2.8}
26.5
{2.7}
25.5
{2.6}
23.5
{2.4}
21.6
{2.2}
16.7
{1.7}
12.8
{1.3}
5052
5652
(7)
板,棒,管,押出
形材
177
{18}
63.7
{ 6.5}
51.0
{5.2}
51.0
{5.2}
51.0
{5.2}
51.0
{5.2}
37.2
{3.8}
28.4
{2.9}
24.5
{2.5}
5154
(7)
板,管
206
78.5
58.8
58.8
−
−
−
−
−
5254
{21}
{ 7.5}
{6.0}
{6.0}
−
−
−
−
−
5056
(7)
棒,管,鍛造品
245
98.0
78.4
78.4
−
−
−
−
−
{25}
{10}
{8.0}
{8.0}
−
−
−
−
−
5083
(7)
板(厚さ40mm以
下)
275
{28}
127
{13}
91.2
{9.3}
90.2
{9.2}
−
−
−
−
−
−
−
−
−
−
5083
(7)
板(厚さ40mmを
超え80mm以下)
275
{28}
118
{12}
91.2
{9.3}
90.2
{9.2}
−
−
−
−
−
−
−
−
−
−
5083
(7)
板(厚さ80mmを
超え100mm以下)
256
{27}
108
{11}
86.2
{8.8}
86.2
{8.8}
−
−
−
−
−
−
−
−
−
−
5083
(7)
棒,管,押出形材,
鍛造品
275
{28}
108
{11}
86.2
{8.8}
86.2
{8.8}
−
−
−
−
−
−
−
−
−
−
6061
T4, T6
溶接部
167(8)
−
54.9
53.9
52.0
50.0
46.1
39.2
29.4
{17}
−
{5.6}
{5.5}
{5.3}
{5.1}
{4.7}
{4.0}
{3.0}
6063
T5, T6
溶接部
118(8)
−
39.2
38.3
36.3
34.3
32.4
25.5
17.8
{12}
−
{4.0}
{3.9}
{3.7}
{3.5}
{3.3}
{2.6}
{1.8}
7N01
T4, T6
溶接部
284(9)
−
94.1
94.1
−
−
−
−
−
{29}
−
{9.6}
{9.6}
−
−
−
−
−
注(6) 形状の欄の板,棒,管,押出形材,鍛造品は,それぞれ次の規格を示す。
JIS H 4000, JIS H 4040, JIS H 4080, JIS H 4100, JIS H 4140
(7) 規格最小値は,質別0の値を示す。
(8) 溶接継手の値
(9) 溶接継手の値(溶接後1か月以上常温時効の最低値)
3.5.5
側板の開口穴に対する補強 附属物を取り付けるためにあけた直径85mm以上の開口穴には,補強
として強め材を取り付けることとし,次による。
なお,強め材の材料は,それの取り付く側板と同じものとする。
(1) 補強は,次に示すもののいずれか,又はこれらの組合せによる。
(a) 強め材
(b) 附属物用の座
(c) 附属物のくび部の一部
12
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(d) 側板の板厚のうち,3.5.2(1)の最小必要厚さ (t) を超える部分で,次の(2),(3),(4)及び(5)の補強の
有効範囲内にあるもの。
(2) 強め材の最小必要断面積は,次による。
A=d×ta
ここに, A: 最小必要断面積 (mm2)
d: 開口穴の縦直径 (mm)
ta: 3.5.2(1)の最小必要厚さtから腐れ代cを除いた値
強め材の断面積は,開口穴の縦中心断面積で測り,開口穴の水平中心線から上下,それぞれ穴の直
径に等しい範囲内におさまる部分だけを,強め材の有効範囲とする。
(3) 附属物のくび部の面積のうち,次に示す部分は,強め材の断面積と考えてよい。
(a) 側板の外面から外方に向かって測ったくび部肉厚の4倍の長さ以内の部分。ただし,くび部の肉厚
がこの長さ以内において減少している場合は,肉厚の変わり部までの部分。
(b) 側板厚さの範囲内にある部分。
(c) もし附属物が側板の内方に張り出している場合は,原則として側板の内面から内方に向かって(a)と
同様に測った長さの部分。
(4) 強め材の溶接部で補強断面積の一部と考えることができる部分は,外周では開口穴への1対の垂直切
線によって仕切られた左右両外側の部分,内周では全周とする。ただし,次の条件に従わなければな
らない。
(a) 強め材の外周及び内周溶接は,全周にわたり連続溶接を行う。
(b) すみ肉溶接のサイズは,3.3.1による。
(5) 二つ以上の開口穴が接近して設けられる場合は,その各々の強め材の外周溶接止端間の間隔は,厚い
方の強め材又は側板のうち厚いものの板厚の8倍以上とする。ただし,極めて接近した開口穴の補強
は,3.5.5(2)によって1枚の補強板で補強する。
3.6
屋根
3.6.1
屋根の形式 屋根の形式は,次による。
(1) 支持形円すい屋根 形状がほぼ円すい形をしており,その支持は,柱の有無にかかわらず屋根骨によ
るもの。
(2) 自己支持形円すい屋根 形状がほぼ円すい形をしており,その支持は,屋根板自身の周縁だけによる
もの。
(3) 自己支持形球面屋根 形状がほぼ球面をしており,その支持は,屋根板自身の周縁だけによるもの。
(4) 自己支持形かさ形屋根 水平断面の形状が正多角形になっている自己支持形球面屋根の一変形。
3.6.2
屋根の荷重 屋根及びその支持構造物の設計荷重は,自重のほかに屋根の水平投影面積1m2当たり
1.2kN {120kgf} 以上の荷重を加えたものとする。積雪荷重が1m2当たり600N {60kgf} を超える場合は,
その超えた分を加算し,断熱材を設ける場合は,その荷重を上記の値に加算する。
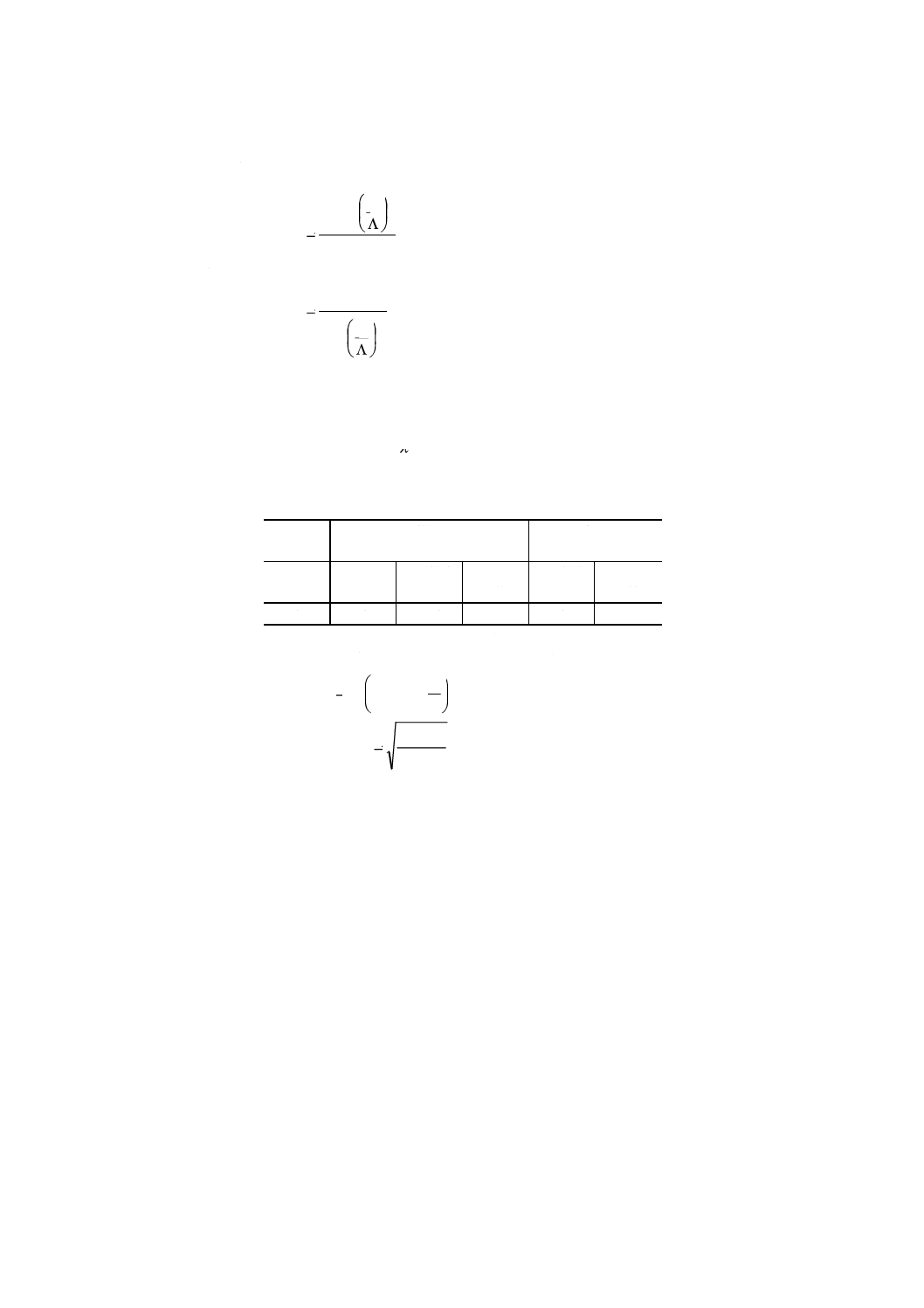
3.6.3
設計応力 設計応力は,次による。
(1) 許容引張応力 表4による。
(2) 許容せん断応力 表4の許容引張応力σaの0.6倍とする。
(3) 許容圧縮応力 許容圧縮応力は,λ>20については材料の耐力を基準とした表5.1〜5.9による。ただし,
表に掲げられた以外のものについては,次によって許容圧縮応力を計算する。
(a) λ≦20の場合
13
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
σc=σa
(b) 20<λ≦Λの場合
2.0
2
4.0
1
σ
λ
σ
v
c
Λ
−
=
(c) λ>Λの場合
2
2.0
75
.3
Λ
=
λ
σ
σc
ここに,
σc: 許容圧縮応力 (N/mm2 {kgf/mm2})
σ0.2: 耐力 (N/mm2 {kgf/mm2})
λ: 圧縮材の細長比(圧縮材λ≦160,柱材λ≦120)で,
γ
λkl
lk: 座屈長さ (cm) で次による。
移動に関
して
拘束
自由
回転に関
して
両端自由 両端拘束 一端自由
他端拘束
両端拘束 一端自由
他端拘束
lk
l
0.5l
0.7l
l
2l
備考 l:圧縮材又は柱材の長さ (cm)
γ:座屈軸についての断面二次半径 (cm)
Λ
+
=
λ
6.0
9.0
5.1
v
2.0
2
6.0σ
πE
=
Λ
ただし,v≧1.5
E:縦弾性係数で6.86×104N/mm2 {7.00×103kgf/mm2} と
する。
(4) 許容曲げ応力 許容曲げ応力は,表4の許容引張応力と同じとする。
14
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.1 許容圧縮応力
A 5052P-0 (P-H112, BE-0, BE-H112, TE-0, TE-Hn2, S-0, H112)
耐力 63.7N/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
41.2
41.2
41.2
41.2
41.2
40.2
40.2
40.2
40.2
30
40.2
39.2
39.2
39.2
39.2
38.2
38.2
38.2
38.2
37.2
40
37.2
37.2
37.2
36.3
36.3
36.3
36.3
36.3
35.3
35.3
50
35.3
35.3
34.3
34.3
34.3
34.3
33.3
33.3
33.3
33.3
60
33.3
32.3
32.3
32.3
32.3
31.4
31.4
31.4
31.4
30.4
70
30.4
30.4
30.4
30.4
29.4
29.4
29.4
29.4
28.4
28.4
80
28.4
28.4
27.4
27.4
27.4
27.4
27.4
26.5
26.5
26.5
90
26.5
25.5
25.5
25.5
25.5
24.5
24.5
24.5
24.5
24.5
100
23.5
23.5
23.5
23.5
22.5
22.5
22.5
22.5
22.5
21.6
110
21.6
21.6
21.6
20.6
20.6
20.6
20.6
19.6
19.6
19.6
120
19.6
19.6
18.6
18.6
18.6
18.6
17.6
17.6
17.6
17.6
130
17.6
16.7
16.7
16.7
16.7
15.7
15.7
15.7
15.7
14.7
140
14.7
14.7
14.7
14.7
13.7
13.7
13.7
13.7
13.7
12.7
150
12.7
12.7
12.7
12.7
11.8
11.8
11.8
11.8
11.8
11.8
160
10.8
−
−
−
−
−
−
−
−
−
耐力 6.5kgf/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
4.2
4.2
4.2
4.2
4.2
4.1
4.1
4.1
4.1
30
4.1
4.0
4.0
4.0
4.0
3.9
3.9
3.9
3.9
3.8
40
3.8
3.8
3.8
3.7
3.7
3.7
3.7
3.7
3.6
3.6
50
3.6
3.6
3.5
3.5
3.5
3.5
3.4
3.4
3.4
3.4
60
3.4
3.3
3.3
3.3
3.3
3.2
3.2
3.2
3.2
3.1
70
3.1
3.1
3.1
3.1
3.0
3.0
3.0
3.0
2.9
2.9
80
2.9
2.9
2.8
2.8
2.8
2.8
2.8
2.7
2.7
2.7
90
2.7
2.6
2.6
2.6
2.6
2.5
2.5
2.5
2.5
2.5
100
2.4
2.4
2.4
2.4
2.3
2.3
2.3
2.3
2.3
2.2
110
2.2
2.2
2.2
2.1
2.1
2.1
2.1
2.0
2.0
2.0
120
2.0
2.0
1.9
1.9
1.9
1.9
1.8
1.8
1.8
1.8
130
1.8
1.7
1.7
1.7
1.7
1.6
1.6
1.6
1.6
1.5
140
1.5
1.5
1.5
1.5
1.4
1.4
1.4
1.4
1.4
1.3
150
1.3
1.3
1.3
1.3
1.2
1.2
1.2
1.2
1.2
1.2
160
1.1
−
−
−
−
−
−
−
−
−
15
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.2 許容圧縮応力
A 5052P-H32
耐力 157N/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
-
97.0
96.0
95.1
94.1
93.1
92.1
91.1
90.2
90.2
30
89.2
88.2
87.2
86.2
85.3
84.3
83.3
82.3
81.3
81.3
40
80.4
79.4
78.4
77.4
76.4
75.5
74.5
73.5
73.5
72.5
50
71.5
70.6
69.6
68.6
67.6
66.6
65.7
65.7
64.7
63.7
60
62.7
61.7
60.8
59.8
58.8
58.8
57.8
56.8
55.9
54.9
70
53.9
52.9
51.9
51.9
51.0
50.0
49.0
48.0
47.0
46.1
80
45.1
45.1
44.1
43.1
42.1
41.2
40.2
39.2
38.2
37.2
90
36.3
36.3
35.3
34.3
33.3
33.3
32.3
31.4
30.4
30.4
100
29.4
29.4
28.4
27.4
27.4
26.5
26.5
25.5
25.5
24.5
110
24.5
23.5
23.5
23.5
22.5
22.5
21.6
21.6
21.6
20.6
120
20.6
19.6
19.6
19.6
18.6
18.6
18.6
18.6
17.6
17.6
130
17.6
16.7
16.7
16.7
16.7
15.7
15.7
15.7
15.7
14.7
140
14.7
14.7
14.7
14.7
13.7
13.7
13.7
13.7
13.7
12.7
150
12.7
12.7
12.7
12.7
11.8
11.8
11.8
11.8
11.8
11.8
160
10.8
−
−
−
−
−
−
−
−
−
耐力 16kgf/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
9.9
9.8
9.7
9.6
9.5
9.4
9.3
9.2
9.2
30
9.1
9.0
8.9
8.8
8.7
8.6
8.5
8.4
8.3
8.3
40
8.2
8.1
8.0
7.9
7.8
7.7
7.6
7.5
7.5
7.4
50
7.3
7.2
7.1
7.0
6.9
6.8
6.7
6.7
6.6
6.5
60
6.4
6.3
6.2
6.1
6.0
6.0
5.9
5.8
5.7
5.6
70
5.5
5.4
5.3
5.3
5.2
5.1
5.0
4.9
4.8
4.7
80
4.6
4.6
4.5
4.4
4.3
4.2
4.1
4.0
3.9
3.8
90
3.7
3.7
3.6
3.5
3.4
3.4
3.3
3.2
3.1
3.1
100
3.0
3.0
2.9
2.8
2.8
2.7
2.7
2.6
2.6
2.5
110
2.5
2.4
2.4
2.4
2.3
2.3
2.2
2.2
2.2
2.1
120
2.1
2.0
2.0
2.0
1.9
1.9
1.9
1.9
1.8
1.8
130
1.8
1.7
1.7
1.7
1.7
1.6
1.6
1.6
1.6
1.5
140
1.5
1.5
1.5
1.5
1.4
1.4
1.4
1.4
1.4
1.3
150
1.3
1.3
1.3
1.3
1.2
1.2
1.2
1.2
1.2
1.2
160
1.1
−
−
−
−
−
−
−
−
−
16
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.3 許容圧縮応力
A 5083P-0(板厚40mm以下)
耐力 127N/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
80.4
79.4
78.4
78.4
77.4
76.4
76.4
75.5
74.5
30
74.5
73.5
72.5
72.5
71.5
70.6
70.6
69.6
68.6
68.6
40
67.6
66.6
66.6
65.7
64.7
64.7
63.7
63.7
62.7
61.7
50
61.7
60.8
59.8
59.8
58.8
57.8
57.8
56.8
55.9
55.9
60
54.9
53.9
53.9
52.9
52.9
51.9
51.0
51.0
50.0
49.0
70
49.0
48.0
47.0
47.0
46.1
45.1
45.1
44.1
43.1
43.1
80
42.1
42.1
41.2
40.2
40.2
39.2
38.2
38.2
37.2
36.3
90
36.3
35.3
35.3
34.3
33.3
33.3
32.3
31.4
30.4
30.4
100
29.4
29.4
28.4
27.4
27.4
26.5
26.5
25.5
25.5
24.5
110
24.5
23.5
23.5
23.5
22.5
22.5
21.6
21.6
21.6
20.6
120
20.6
19.6
19.6
19.6
18.6
18.6
18.6
18.6
17.6
17.6
130
17.6
16.7
16.7
16.7
16.7
15.7
15.7
15.7
15.7
14.7
140
14.7
14.7
14.7
14.7
13.7
13.7
13.7
13.7
13.7
12.7
150
12.7
12.7
12.7
12.7
11.8
11.8
11.8
11.8
11.8
11.8
160
10.8
−
−
−
−
−
−
−
−
−
耐力 13kgf/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
8.2
8.1
8.0
8.0
7.9
7.8
7.8
7.7
7.6
30
7.6
7.5
7.4
7.4
7.3
7.2
7.2
7.1
7.0
7.0
40
6.9
6.8
6.8
6.7
6.6
6.6
6.5
6.5
6.4
6.3
50
6.3
6.2
6.1
6.1
6.0
5.9
5.9
5.8
5.7
5.7
60
5.6
5.5
5.5
5.4
5.4
5.3
5.2
5.2
5.1
5.0
70
5.0
4.9
4.8
4.8
4.7
4.6
4.6
4.5
4.4
4.4
80
4.3
4.3
4.2
4.1
4.1
4.0
3.9
3.9
3.8
3.7
90
3.7
3.6
3.6
3.5
3.4
3.4
3.3
3.2
3.1
3.1
100
3.0
3.0
2.9
2.8
2.8
2.7
2.7
2.6
2.6
2.5
110
2.5
2.4
2.4
2.4
2.3
2.3
2.2
2.2
2.2
2.1
120
2.1
2.0
2.0
2.0
1.9
1.9
1.9
1.9
1.8
1.8
130
1.8
1.7
1.7
1.7
1.7
1.6
1.6
1.6
1.6
1.5
140
1.5
1.5
1.5
1.5
1.4
1.4
1.4
1.4
1.4
1.3
150
1.3
1.3
1.3
1.3
1.2
1.2
1.2
1.2
1.2
1.2
160
1.1
−
−
−
−
−
−
−
−
−
17
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.4 許容圧縮応力
A 5083P-0(板厚40mmを超え80mm以下)
耐力 118N/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
74.5
73.5
73.5
72.5
71.5
71.5
70.6
70.6
69.6
30
69.6
68.6
67.6
67.6
66.6
66.6
65.7
64.7
64.7
63.7
40
63.7
62.7
62.7
61.7
60.8
60.8
59.8
59.8
58.8
57.8
50
57.8
56.8
56.8
55.9
55.9
54.9
53.9
53.9
52.9
52.9
60
51.9
51.9
51.0
50.0
50.0
49.0
49.0
48.0
48.0
47.0
70
46.1
46.1
45.1
45.1
44.1
44.1
43.1
42.1
42.1
41.2
80
41.2
40.2
40.2
39.2
38.2
38.2
37.2
37.2
36.3
36.3
90
35.3
34.3
34.3
33.3
33.3
32.3
32.3
31.4
30.4
30.4
100
29.4
29.4
28.4
27.4
27.4
26.5
26.5
25.5
25.5
24.5
110
24.5
23.5
23.5
23.5
22.5
22.5
21.6
21.6
21.6
20.6
120
20.6
19.6
19.6
19.6
18.6
18.6
18.6
18.6
17.6
17.6
130
17.6
16.7
16.7
16.7
16.7
15.7
15.7
15.7
15.7
14.7
140
14.7
14.7
14.7
14.7
13.7
13.7
13.7
13.7
13.7
12.7
150
12.7
12.7
12.7
12.7
11.8
11.8
11.8
11.8
11.8
11.8
160
10.8
−
−
−
−
−
−
−
−
−
耐力 12kgf/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
7.6
7.5
7.5
7.4
7.3
7.3
7.2
7.2
7.1
30
7.1
7.0
6.9
6.9
6.8
6.8
6.7
6.6
6.6
6.5
40
6.5
6.4
6.4
6.3
6.2
6.2
6.1
6.1
6.0
5.9
50
5.9
5.8
5.8
5.7
5.7
5.6
5.5
5.5
5.4
5.4
60
5.3
5.3
5.2
5.1
5.1
5.0
5.0
4.9
4.9
4.8
70
4.7
4.7
4.6
4.6
4.5
4.5
4.4
4.3
4.3
4.2
80
4.2
4.1
4.1
4.0
3.9
3.9
3.8
3.8
3.7
3.7
90
3.6
3.5
3.5
3.4
3.4
3.3
3.3
3.2
3.1
3.1
100
3.0
3.0
2.9
2.8
2.8
2.7
2.7
2.6
2.6
2.5
110
2.5
2.4
2.4
2.4
2.3
2.3
2.2
2.2
2.2
2.1
120
2.1
2.0
2.0
2.0
1.9
1.9
1.9
1.9
1.8
1.8
130
1.8
1.7
1.7
1.7
1.7
1.6
1.6
1.6
1.6
1.5
140
1.5
1.5
1.5
1.5
1.4
1.4
1.4
1.4
1.4
1.3
150
1.3
1.3
1.3
1.3
1.2
1.2
1.2
1.2
1.2
1.2
160
1.1
−
−
−
−
−
−
−
−
−
18
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.5 許容圧縮応力
A 5083TE-0 (BE-0, BE-H112, TE-H112, S-0, S-H112)
A 5083P-0(板厚80mmを超え100mm以下)
耐力 108N/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
68.6
67.6
67.6
66.6
66.6
65.7
65.7
64.7
64.7
30
63.7
63.7
62.7
62.7
61.7
61.7
60.8
60.8
59.8
59.8
40
58.8
58.8
57.8
57.8
56.8
56.8
55.9
55.9
54.9
54.9
50
53.9
53.9
52.9
52.9
51.9
51.9
51.0
51.0
50.0
50.0
60
49.0
49.0
48.0
48.0
47.0
46.1
46.1
45.1
45.1
44.1
70
44.1
43.1
43.1
42.1
42.1
41.2
41.2
40.2
40.2
39.2
80
39.2
38.2
38.2
37.2
37.2
36.3
36.3
35.3
35.3
34.3
90
34.3
33.3
33.3
32.3
32.3
31.4
31.4
30.4
30.4
29.4
100
29.4
28.4
28.4
27.4
27.4
26.5
26.5
25.5
25.5
24.5
110
24.5
23.5
23.5
23.5
22.5
22.5
21.6
21.6
21.6
20.6
120
20.6
19.6
19.6
19.6
18.6
18.6
18.6
18.6
17.6
17.6
130
17.6
16.7
16.7
16.7
16.7
15.7
15.7
15.7
15.7
14.7
140
14.7
14.7
14.7
14.7
13.7
13.7
13.7
13.7
13.7
12.7
150
12.7
12.7
12.7
12.7
11.8
11.8
11.8
11.8
11.8
11.8
160
10.8
−
−
−
−
−
−
−
−
−
耐力 11kgf/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
7.0
6.9
6.9
6.8
6.8
6.7
6.7
6.6
6.6
30
6.5
6.5
6.4
6.4
6.3
6.3
6.2
6.2
6.1
6.1
40
6.0
6.0
5.9
5.9
5.8
5.8
5.7
5.7
5.6
5.6
50
5.5
5.5
5.4
5.4
5.3
5.3
5.2
5.2
5.1
5.1
60
5.0
5.0
4.9
4.9
4.8
4.7
4.7
4.6
4.6
4.5
70
4.5
4.4
4.4
4.3
4.3
4.2
4.2
4.1
4.1
4.0
80
4.0
3.9
3.9
3.8
3.8
3.7
3.7
3.6
3.6
3.5
90
3.5
3.4
3.4
3.3
3.3
3.2
3.2
3.1
3.1
3.0
100
3.0
2.9
2.9
2.8
2.8
2.7
2.7
2.6
2.6
2.5
110
2.5
2.4
2.4
2.4
2.3
2.3
2.2
2.2
2.2
2.1
120
2.1
2.0
2.0
2.0
1.9
1.9
1.9
1.9
1.8
1.8
130
1.8
1.7
1.7
1.7
1.7
1.6
1.6
1.6
1.6
1.5
140
1.5
1.5
1.5
1.5
1.4
1.4
1.4
1.4
1.4
1.3
150
1.3
1.3
1.3
1.3
1.2
1.2
1.2
1.2
1.2
1.2
160
1.1
−
−
−
−
−
−
−
−
−
19
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.6 許容圧縮応力
A 5083P-H32
耐力 216N/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
128.4
127.4
126.4
124.5
123.5
121.5
120.5
118.6
117.6
30
115.6
114.7
113.7
111.7
110.7
108.8
107.8
105.8
104.9
102.9
40
101.9
100.9
99.0
98.0
96.0
95.1
93.1
92.1
91.1
89.2
50
88.2
86.2
85.3
83.3
82.3
81.3
79.4
78.4
76.4
75.5
60
74.5
72.5
71.5
69.6
68.6
67.6
65.7
64.7
62.7
61.7
70
59.8
58.8
57.8
55.9
54.9
52.9
51.9
50.0
49.0
48.0
80
46.1
45.1
44.1
43.1
42.1
41.2
40.2
39.2
38.2
37.2
90
36.3
36.3
35.3
34.3
33.3
33.3
32.3
31.4
30.4
30.4
100
29.4
29.4
28.4
27.4
27.4
26.5
26.5
25.5
25.5
24.5
110
24.5
23.5
23.5
23.5
22.5
22.5
21.6
21.6
21.6
20.6
120
20.6
19.6
19.6
19.6
18.6
18.6
18.6
18.6
17.6
17.6
130
17.6
16.7
16.7
16.7
16.7
15.7
15.7
15.7
15.7
14.7
140
14.7
14.7
14.7
14.7
13.7
13.7
13.7
13.7
13.7
12.7
150
12.7
12.7
12.7
12.7
11.8
11.8
11.8
11.8
11.8
11.8
160
10.8
−
−
−
−
−
−
−
−
−
耐力 22kgf/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
13.1
13.0
12.9
12.7
12.6
12.4
12.3
12.1
12.0
30
11.8
11.7
11.6
11.4
11.3
11.1
11.0
10.8
10.7
10.5
40
10.4
10.3
10.1
10.0
9.8
9.7
9.5
9.4
9.3
9.1
50
9.0
8.8
8.7
8.5
8.4
8.3
81
8.0
7.8
7.7
60
7.6
7.4
7.3
7.1
7.0
6.9
6.7
6.6
6.4
6.3
70
6.1
6.0
5.9
5.7
5.6
5.4
5.3
5.1
5.0
4.9
80
4.7
4.6
4.5
4.4
4.3
4.2
4.1
4.0
3.9
3.8
90
3.7
3.7
3.6
3.5
3.4
3.4
3.3
3.2
3.1
3.1
100
3.0
3.0
2.9
2.8
2.8
2.7
2.7
2.6
2.6
2.5
110
2.5
2.4
2.4
2.4
2.3
2.3
2.2
2.2
2.2
2.1
120
2.1
2.0
2.0
2.0
1.9
1.9
1.9
1.9
1.8
1.8
130
1.8
1.7
1.7
1.7
1.7
1.6
1.6
1.6
1.6
1.5
140
1.5
1.5
1.5
1.5
1.4
1.4
1.4
1.4
1.4
1.3
150
1.3
1.3
1.3
1.3
1.2
1.2
1.2
1.2
1.2
1.2
160
1.1
−
−
−
−
−
−
−
−
−
20
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.7 許容圧縮応力
A 6061P-T6
耐力 245N/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
144.1
142.1
141.1
139.2
137.2
135.2
134.3
132.3
130.3
30
128.4
127.4
125.4
123.5
121.5
120.5
118.6
116.6
114.7
113.7
40
111.7
109.8
108.8
106.8
104.9
102.9
101.9
100.0
98.0
96.0
50
95.1
93.1
91.1
90.2
88.2
86.2
84.3
83.3
81.3
79.4
60
78.4
76.4
74.5
72.5
71.5
69.6
67.6
66.6
64.7
62.7
70
60.8
58.8
57.8
55.9
54.9
52.9
51.9
50.0
49.0
48.0
80
46.1
45.1
44.1
43.1
42.1
41.2
40.2
39.2
38.2
37.2
90
36.3
36.3
35.3
34.3
33.3
33.3
32.3
31.4
30.4
30.4
100
29.4
29.4
28.4
27.4
27.4
26.5
26.5
25.5
25.5
24.5
110
24.5
23.5
23.5
23.5
22.5
22.5
21.6
21.6
21.6
20.6
120
20.6
19.6
19.6
19.6
18.6
18.6
18.6
18.6
17.6
17.6
130
17.6
16.7
16.7
16.7
16.7
15.7
15.7
15.7
15.7
14.7
140
14.7
14.7
14.7
14.7
13.7
13.7
13.7
13.7
13.7
12.7
150
12.7
12.7
12.7
12.7
11.8
11.8
11.8
11.8
11.8
11.8
160
10.8
−
−
−
−
−
−
−
−
−
耐力 25kgf/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
14.7
14.5
14.4
14.2
14.0
13.8
13.7
13.5
13.3
30
13.1
13.0
12.8
12.6
12.4
12.3
12.1
11.9
11.7
11.6
40
11.4
11.2
11.1
10.9
10.7
10.5
10.4
10.2
10.0
9.8
50
9.7
9.5
9.3
9.2
9.0
8.8
8.6
8.5
8.3
8.1
60
8.0
7.8
7.6
7.4
7.3
7.1
6.9
6.8
6.6
6.4
70
6.2
6.0
5.9
5.7
5.6
5.4
5.3
5.1
5.0
4.9
80
4.7
4.6
4.5
4.4
4.3
4.2
4.1
4.0
3.9
3.8
90
3.7
3.7
3.6
3.5
3.4
3.4
3.3
3.2
3.1
3.1
100
3.0
3.0
2.9
2.8
2.8
2.7
2.7
2.6
2.6
2.5
110
2.5
2.4
2.4
2.4
2.3
2.3
2.2
2.2
2.2
2.1
120
2.1
2.0
2.0
2.0
1.9
1.9
1.9
1.9
1.8
1.8
130
1.8
1.7
1.7
1.7
1.7
1.6
1.6
1.6
1.6
1.5
140
1.5
1.5
1.5
1.5
1.4
1.4
1.4
1.4
1.4
1.3
150
1.3
1.3
1.3
1.3
1.2
1.2
1.2
1.2
1.2
1.2
160
1.1
−
−
−
−
−
−
−
−
−
21
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.8 許容圧縮応力
A 6063TE-T5 (BE-T5, S-T5)
耐力 108N/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
68.6
67.6
67.6
66.6
66.6
65.7
65.7
64.7
64.7
30
63.7
63.7
62.7
62.7
61.7
61.7
60.8
60.8
59.8
59.8
40
58.8
58.8
57.8
57.8
56.8
56.8
55.9
55.9
54.9
54.9
50
53.9
53.9
52.9
52.9
51.9
51.9
51.0
51.0
50.0
50.0
60
49.0
49.0
48.0
48.0
47.0
46.1
46.1
45.1
45.1
44.1
70
44.1
43.1
43.1
42.1
42.1
41.2
41.2
40.2
40.2
39.2
80
39.2
38.2
38.2
37.2
37.2
36.3
36.3
35.3
35.3
34.3
90
34.3
33.3
33.3
32.3
32.3
31.4
31.4
30.4
30.4
29.4
100
29.4
28.4
28.4
27.4
27, 4
26.5
26.5
25.5
25.5
24.5
110
24.5
23.5
23.5
23.5
22.5
22.5
21.6
21.6
21.6
20.6
120
20.6
19.6
19.6
19.6
18.6
18.6
18.6
18.6
17.6
17.6
130
17.6
16.7
16.7
16.7
16.7
15.7
15.7
15.7
15.7
14.7
140
14.7
14.7
14.7
14.7
13.7
13.7
13.7
13.7
13.7
12.7
150
12.7
12.7
12.7
12.7
11.8
11.8
11.8
11.8
11.8
11.8
160
10.8
−
−
−
−
−
−
−
−
−
耐力 11kgf/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
7.0
6.9
6.9
6.8
6.8
6.7
6.7
6.6
6.6
30
6.5
6.5
6.4
6.4
6.3
6.3
6.2
6.2
6.1
6.1
40
6.0
6.0
5.9
5.9
5.8
5.8
5.7
5.7
5.6
5.6
50
5.5
5.5
5.4
5.4
5.3
5.3
5.2
5.2
5.1
5.1
60
5.0
5.0
4.9
4.9
4.8
4.7
4.7
4.6
4.6
4.5
70
4.5
4.4
4.4
4.3
4.3
4.2
4.2
4.1
4.1
4.0
80
4.0
3.9
3.9
3.8
3.8
3.7
3.7
3.6
3.6
3.5
90
3.5
3.4
3.4
3.3
3.3
3.2
3.2
3.1
3.1
3.0
100
3.0
2.9
2.9
2.8
2.8
2.7
2.7
2.6
2.6
2.5
110
2.5
2.4
2.4
2.4
2.3
2.3
2.2
2.2
2.2
2.1
120
2.1
2.0
2.0
2.0
1.9
1.9
1.9
1.9
1.8
1.8
130
1.8
1.7
1.7
1.7
1.7
1.6
1.6
1.6
1.6
1.5
140
1.5
1.5
1.5
1.5
1.4
1.4
1.4
1.4
1.4
1.3
150
1.3
1.3
1.3
1.3
1.2
1.2
1.2
1.2
1.2
1.2
160
1.1
−
−
−
−
−
−
−
−
−
22
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.9 許容圧縮応力
A 6063TE-T6 (BE-T6, S-T6)
耐力 186N/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
107.8
106.8
105.8
104.9
103.9
101.9
100.9
100.0
99.0
30
98.0
97.0
96.0
95.1
94.1
93.1
92.1
91.1
90.2
89.2
40
87.2
86.2
85.3
84.3
83.3
82.3
81.3
80.4
79.4
78.4
50
77.4
76.4
75.5
74.5
73.5
72.5
71.5
70.6
68.6
67.6
60
66.6
65.7
64.7
63.7
62.7
61.7
60.8
59.8
58.8
57.8
70
56.8
55.9
54.9
53.9
52.9
51.9
51.0
50.0
49.0
48.0
80
46.1
45.1
44.1
43.1
42.1
41.2
40.2
39.2
38.2
37.2
90
36.3
36.3
35.3
34.3
33.3
33.3
32.3
31.4
30.4
30.4
100
29.4
29.4
28.4
27.4
27.4
26.5
26.5
25.5
25.5
24.5
110
24.5
23.5
23.5
23.5
22.5
22.5
21.6
21.6
21.6
20.6
120
20.6
19.6
19.6
19.6
18.6
18.6
18.6
18.6
17.6
17.6
130
17.6
16.7
16.7
16.7
16.7
15.7
15.7
15.7
15.7
14.7
140
14.7
14.7
14.7
14.7
13.7
13.7
13.7
13.7
13.7
12.7
150
12.7
12.7
12.7
12.7
11.8
11.8
11.8
11.8
11.8
11.8
160
10.8
−
−
−
−
−
−
−
−
−
耐力 18kgf/mm2
λ
0
1
2
3
4
5
6
7
8
9
20
−
11.0
10.9
10.8
10.7
10.6
10.4
10.3
10.2
10.1
30
10.0
9.9
9.8
9.7
9.6
9.5
9.4
9.3
9.2
9.1
40
8.9
8.8
8.7
8.6
8.5
8.4
8.3
8.2
8.1
8.0
50
7.9
7.8
7.7
7.6
7.5
7.4
7.3
7.2
7.0
6.9
60
6.8
6.7
6.6
6.5
6.4
6.3
6.2
6.1
6.0
5.9
70
5.8
5.7
5.6
5.5
5.4
5.3
5.2
5.1
5.0
4.9
80
4.7
4.6
4.5
4.4
4.3
4.2
4.1
4.0
3.9
3.8
90
3.7
3.7
3.6
3.5
3.4
3.4
3.3
3.2
3.1
3.1
100
3.0
3.0
2.9
2.8
2.8
2.7
2.7
2.6
2.6
2.5
110
2.5
2.4
2.4
2.4
2.3
2.3
2.2
2.2
2.2
2.1
120
2.1
2.0
2.0
2.0
1.9
1.9
1.9
1.9
1.8
1.8
130
1.8
1.7
1.7
1.7
1.7
1.6
1.6
1.6
1.6
1.5
140
1.5
1.5
1.5
1.5
1.4
1.4
1.4
1.4
1.4
1.3
150
1.3
1.3
1.3
1.3
1.2
1.2
1.2
1.2
1.2
1.2
160
1.1
−
−
−
−
−
−
−
−
−
3.6.4
屋根の構造一般
(1) 屋根板の厚さ(呼び)は,最小4mmとする。
(2) 屋根板の貯槽頂部補強への取付けは,屋根板の上面において片側連続すみ肉溶接とする。
(3) 屋根の形状にかかわらず,溶接しやすいように屋根板の外縁を側板の頂部補強に平らに載るように,
つば出しをしてもよい。
(4) 屋根板は,形材を溶接して補強してもよい。
(5) 屋根には,貯蔵液体の張込み払い出し量又はその蒸気圧を考慮した大きさの通気口若しくは大気弁付
通気口を設ける。
(6) 放爆構造とする場合は,屋根板部が内部圧により最初に放爆する構造とする。
3.6.5
支持形円すい屋根の構造 支持形円すい屋根の構造は,次による。
(1) 屋根板の厚さ(呼び)は,最小4mmとする。
23
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 屋根板を重ね継手とする場合は,板の上面から,連続全厚すみ肉溶接を行う。重ね代は,板厚の5倍
以上とする。
(3) 屋根のこう配は,16
1
以上とする。コードガーダがラフタに直接取り付けられている場合は,ラフタの
こう配が,その取付位置によって多少異なることがあるが,そのうちで最も緩いラフタのこう配を屋
根のこう配とする。
(4) 屋根の支持は,次による。
(a) 屋根の支柱は,原則として形材又は管のいずれかを用いる。なお,屋根支柱の下端は,貯槽底板に
周辺連続すみ肉溶接された案内止め金で受け,屋根支柱下端の横ずれを防ぐ。屋根支柱下端と案内
止め金とは溶接してはならない。最外列のラフタ止め金は貯槽側板に溶接するものとするが,その
他の取付け構造物は,溶接,ボルト締め,リベット締めのいずれによってもよい。
(b) ラフタの中心線間隔は,最外列において2m以下,内部の列においては1.7m以下とし,いずれも外
側の円弧で計画する。
3.6.6
自己支持形円すい屋根の構造 自己支持形円すい屋根の構造は,次による。
(1) 屋根板の最小厚さtは,次式で求める。
+
=
+
=
c
W
D
t
c
W
D
t
θ
θ
sin
50
10
sin
50
ここに,
t: 屋根板の最小厚さ (mm)
D: 貯槽の内径 (m)
θ: 円すい母線と水平軸とが作る角度(度)
W: 屋根の自重と動荷重との和 (N/m2 {kgf/m2})
c: 腐れ代 (mm)
(2) 屋根板を重ね継手とする場合は,3.6.5(2)による。
(3) 屋根のこう配は,最小値6
1
,最大値43とする。
(4) 屋根と屋根板との接合点から,側板,屋根板それぞれの厚さの16倍までの長さに相当する距離の側板
及び屋根板の断面積に頂部補強を加えた値 (A) は,次の値を下回ってはならない。
θ
σsin
8
2
a
WD
A≧
ここに,
A: 断面積の総和 (mm2)
σa: 許容引張応力 (N/mm2) {kgf/mm2} で表4による。
W, D及びθは,3.6.6(1)による。
3.6.7
自己支持形球面屋根及びかさ形屋根の構造 自己支持形球面屋根及びかさ形屋根の構造は,次によ
る。
(1) 屋根板の最小厚さ (t) は,次式で求める。
{
}
c
W
R
t
c
W
R
t
+
=
+
=
0378
.0
10
0378
.0
ここに,
R: 屋根の曲率半径 (m)
t, W及びcは,3.6.6(1)による。
(2) 屋根板を重ね継手とする場合は,3.6.5(2)による。
(3) 球面屋根及びかさ形屋根の曲率半径は,最大値R=1.2D,最小値R=0.8Dとする。
なお,曲率半径とは,球面屋根に対しては球面の曲率半径をいい,かさ形屋根に対しては板を成形
して作った円筒の半径をいう。
(4) 側板と屋根板との接合点から側板,屋根板それぞれの厚さの16倍までの長さに相当する距離の側板及
24
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
び屋根板の断面積に頂部補強の断面積を加えた値 (A) は,次の値を下回ってはならない。
a
WRD
A
σ
4
≧
ここに,D, W及びσaは3.6.6(1),(4), Rは3.6.7(1)による。
3.7
附属物 附属物は,原則として附属書による。ただし,これと同等以上の強度及び性能が保証され
る場合は,この限りではない。
4. 工作
4.1
材料の確認 貯槽の製作に使用する材料は,加工前に,材料の製造業者の発行した材料試験成績表
又はこれに代わる方法によって材質を確認し,材料の外観検査など購入仕様書による検査を行う。加工後
は,加工部の寸法,外観などについて製作仕様書及び製造図面に従い検査を行わなければならない。
なお,材料の識別のために表面に鋭い切りきずを付けないように注意する。
4.2
成形加工 材料の成形加工を行う場合は,著しく材質を劣化させるような方法を採ってはならない。
4.3
切断及び開先加工 材料の切断及び縁端部の加工は,のこ引き,はつり,せん断機,プラズマ切断
などで行う。
開先加工などについては,JIS Z 3604による。
4.4
側板の曲げ加工 貯槽の側板の曲率に合わせるため,あらかじめ側板の曲げ加工を行わなければな
らない。
4.5
附属物の取付け 貯槽本体を加工して附属物を溶接したり,又は直接溶接で取り付ける附属物は,
貯槽の漏れ試験前に取付けを行う。
4.6
ひずみ取り及び加熱加工 ひずみは,必要に応じて機械的方法又は点若しくは線加熱方法などによ
って矯正する。
機械的なひずみ取りでは,母材表面を損傷しないような方法で行う。
加熱急冷によるひずみ取り又は加工後,加熱加工によってひずみ取りを行う場合は,JIS Z 3604に準じ
て行う。
4.7
溶接
4.7.1
一般 溶接一般は,次による。
(1) 貯槽本体及びその構造部材の溶接は,JIS Z 3604又はこれと同等以上の溶接方法とし,5.で確認した
溶接施工方法によって行う。
(2) 溶接作業者は,JIS Z 3811(アルミニウム溶接技術検定における試験方法及び判定基準)又はこれと
同等の基準によって認定された資格者で,被溶接部の溶接作業に適合した資格をもつ溶接作業者が行
う。自動溶接については,それぞれの溶接作業及ぴ溶接装置の操作を熟知した監督者の下に熟練した
運転者が行う。
溶接作業は,溶接施工に関する専門知識と経験をもつ溶接施工管理技術者の監督の下で行う。
(3) 溶接は,溶接箇所を清浄にし,乾燥した状態で行わなければならない。風,雨,著しく湿気の多い環
境などの下における溶接作業は,特に注意を払う。
(4) 溶加材及び溶接装置は,清浄にし,溶加材の表面に油などの汚れや水分の付着などがあってはならな
い。
(5) 仮付けは,溶接部に欠陥を残さないように十分注意し,ビード長さ,ピッチなどに注意するほか,下
記事項に注意しなければならない。
(a) 使用する溶加材は,本溶接に使用するものと同等のものとする。
25
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(b) 仮付けは,角部,すみ部,縁部など応力の集中する強度上重要な箇所は避ける。
(c) ルート間隔は,適正かつ均一に保持し,本溶接に対して食い違いの生じないようにする。
(d) 側板縦継手の仮付け,側板と底板又はアニュラプレートとの仮付け(部分開先をとる場合を除く。)
及びアニュラプレート相互の仮付けは,裏はつり側に行うか,又は本溶接に差し支えない程度に整
形する。ただし,自動溶接を行う場合及び底板の継手,屋根板と側板の水平継手などの仮付けは,
その部分に割れなどの欠陥がないことが確認された場合に限り,取り除かなくてもよい。
なお,本溶接の際は,溶着金属内に十分に溶け込まさなければならない。
4.7.2
底板 底板の溶接は,次による。
(1) 底板の溶接は,変形が少なく,その面が平らになるように行う。
(2) 底板の重ね継手の部分は,下板の溶接が適切であることを確認した後,上板を重ねて溶接する。
(3) 底板の溶接ひずみを少なくするため,溶接順序に注意し,アニュラプレートは,側板と溶接した後に
内部の底板と溶接する。
(4) 底板相互及び底板とアニュラプレートとの重ね継手は,2パス以上で溶接する。
(5) 底板又はアニュラプレートの突合せ継手に永久裏当て金を使用する場合は,初層に割れなどの欠陥が
ないように注意する。
4.7.3
側板 側板の溶接は,次による。
(1) 側板の突合せ継手部分は,側板を正確に位置決めして,溶接作業中は,動かないように固定する。
(2) 突合せ縦継手における合わせ面の食い違いは,板厚10mm以下に対しては1mm,板厚10mmを超える
板に対しては,板厚の10%又は1.5mmのいずれか小さい値を超えてはならない。
(3) 突合せ水平継手の上段の板と下段の板との合わせ面の食い違いは,上段の板厚が8mm未満の場合は
1.5mm,上段の板厚が8mm以上の場合は,その板厚の20%又は3mmのいずれか小さい方の値を超えて
はならない。
(4) 突合せ両側溶接継手に対しては,下向自動溶接又はこれと同等の健全な溶込みが得られる場合を除き,
原則として裏はつりを行う。
(5) 側板の縦継手には,アンダカット,オーバラップなど有害な欠陥があってはならない。これらの欠陥
が発生した場合は,グラインダなどで取り除き,滑らかに仕上げる。
4.7.4
側板と底板又はアニュラプレート 側板と底板又はアニュラプレートとの溶接は,次による。
(1) 側板と底板又はアニュラプレートとの溶接は,ジグなどを用いて正しく位置決めを行い,仮付けその
他の方法で固定してから連続溶接を行う。このとき,底板又はアニュラプレートに過度の変形が生じ
ないように,溶接順序を考慮しなければならない。
(2) 内面側のすみ肉溶接は,なるべく不等脚とし,応力集中を軽減するような形状に溶接する。
S1を側板側のすみ肉のサイズ,S2を底板側のすみ肉のサイズとすると,S1≦S2とし,また,余盛は,
0.1S1+0.75 (mm) を超えてはならない。
底板側の止端部は,底板となだらかな形状を作るように仕上げる。この部分のアンダカットは,滑
らかに仕上げる。
4.7.5
屋根 屋根の溶接は,変形が小さくなるように,また,ラフタは,その上面及び並びがよくそろう
ようにする。
4.7.6
附属物の取付け 附属物を取り付ける溶接部は,組立順序を考慮して,あらかじめノズル,マンホ
ールなどを取り付けておき,本体組立前に非破壊試験によって割れなどの欠陥の有無を確認する。
板フランジは,少なくとも二重全厚すみ肉溶接とする。
26
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 溶接施工方法確認試験
5.1
一般 貯槽の溶接に際して,あらかじめ貯槽の溶接に用いようとする溶接方法と同じ方法で,JIS Z
3041(アルミニウム及びアルミニウム合金の溶接施工方法の試験方法及び判定基準)又は,これと同等以
上の試験方法によって溶接施工方法確認試験を行う。ただし,次の場合は,受渡し当事者間の協議によっ
て,溶接施工方法確認試験の一部又は全部を省略することができる。
(1) 以前行った確認試験と全く同様の溶接施工方法で製造する場合
(2) 同種の貯槽を同時に製作する場合で,1回の確認試験により代表されると認められる場合
(3) その他,省略してもよいと認められる場合
5.2
受渡し当事者間の協定 貯槽の構造,内容物の種類,その他の理由により,5.1で規定する以外の方
法で確認試験が必要であると認められる場合は,受渡し当事者間の協定による。
6. 組立
6.1
貯書の基礎 貯槽を設置する基礎は均質のものであって,計画どおりに仕上げられたもので,過大
な不等沈下を生じて,本体の変形,破壊をもたらし,構造上の安全限界を超えたり,貯槽の正常な機能を
阻害するようなことがあってはならない。側板の置かれる部分の基礎は,特に貯槽の組立精度を保持する
ため十分な支持力をもち,また,精度よく仕上げられていなければならない。
6.2
貯種の組立 貯槽本体の組立に際しては,材料の互いに重なり合う面の間に,水分,塗料又は異物
を残してはならない。ただし,アルミニウム材料と鋼又は木材など,異種材料との接触部に,接触腐食を
防止するためジンククロメートプライマーなどのアルミニウム合金用防食塗料を使用するときはこの限り
ではない。
また,真円度,垂直度などの組立寸法誤差は,使用上,外観上,支障とならない程度とする。
6.3
貯種の保温 保温材(断熱材)によって貯槽を保温する場合は,JIS A 9501(保温保冷工事施工標準)
に準じて施工する。また,アルミニウム貯槽と保温材との間に水分が滞留しないように施工し,特にアル
カリ性の強い保温用材料を使用するときは,十分な注意を払う。
6.4
塗装 組立前に塗装する場合は,溶接部に塗装してはならない。溶接箇所は検査を行い,欠陥のな
いことを確認してから塗装する。
6.5
仮設取付金具 貯槽の組立のために側板に取り付ける仮設用のジグや取付金具の除去は,母材にき
ずをつけないように配慮し,除去後は,その跡をできるだけ母材を削らないように注意して滑らかに仕上
げる。
7. 試験及び検査
7.1
一般 貯槽は,製造の過程において,その品質,性能を維持するために常に外観検査を行うととも
に,溶接施工方法確認試験で定められた施工方法が守られていることを確認する。
なお,貯槽の大きさ,内容物などによって必要に応じ,随時次の事項について欠陥の有無を調べ,この
規格の該当項目に従って完全に補修し,再試験を行って,欠陥が除去されたことを確認する。
(1) 組立前の使用材料の検査
(2) アニュラプレート突合せ溶接部の非破壊試験
(3) アニュラプレート(又は底板)と側板最下段とのT継手溶接部の非破壊試験
(4) 底板継手溶接部の非破壊試験
27
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(5) 側板突合せ溶接継手の非破壊試験
(6) 開口部の非破壊試験
(7) 底板,アニュラプレートの漏れ試験
(8) 屋根板の漏れ試験
(9) 開口部強め材溶接部の漏れ試験
(10) 本体の漏れ試験
(11) 本体漏れ試験後のアニュラプレートと側板とのT継手溶接部の非破壊試験
(12) 底板の変形
(13) 附属物の性能試験
7.2
試験及び検査の方法
7.2.1
組立前の使用材料の検査 組立前の使用材料のうち,板厚20mm以上のもので継手効率を100%と
するものについては,その開先となる部分を対象に超音波探傷試験を行う。
7.2.2
アニュラプレート突合せ溶接部の非破壊試験 アニュラプレート突合せ溶接部は,溶接終了後,浸
透探傷試験を行う。ただし,裏当て金を用いない突合せ溶接を行う場合は,溶接終了後,放射線透過試験
を行う。
7.2.3
アニュラプレート(又は底板)と側板最下段とのT継手溶接部の非破壊試験 アニュラプレート
(又は底板)と側板最下段とのT継手溶接部は,溶接終了後,内側すみ肉溶接部の浸透探傷試験を行う。
なお,本体漏れ試験後,再度浸透探傷試験を行う。
7.2.4
底板継手溶接部の非破壊試験 底板継手溶接部の3枚重ね部又は突合せ溶接の場合のT字部は,
溶接終了後,3方向にそれぞれ長さ200mmの範囲にわたり浸透探傷試験を行う。
7.2.5
側板突合せ溶接継手の非破壊試験 側板突合せ溶接継手部は,放射線透過試験を7.3.3に従って行
う。
7.2.6
開口部の非破壊試験 開口部は強め材の溶接部も含め,溶接終了後,浸透探傷試験を行う。
7.2.7
底板,アニュラプレートの漏れ試験 底板及びアニュラプレートの溶接部は,真空試験によって漏
れ試験を行う。真空試験とは,ビード表面にせっけん水など空気漏れに対して発泡する液体を塗布し,真
空ボックスでその表面を覆い,真空ボックス内の圧力を大気圧よりも少なくとも水銀柱で53.3kPa
{400mmHg} 低い値にして発泡の有無を調べる方法である。
7.2.8
屋根板の漏れ試験 屋根板の溶接部は,空気圧試験,真空試験,その他適当な方法による漏れ試験
を行う。ただし,空気圧をかけるときは,その内圧が設計圧力を超えてはならない。
7.2.9
開口部強め材溶接部の漏れ試験 開口部強め材溶接部は,本体漏れ試験前に,強め材のテルテール
ホールからゲージ圧力100kPa {1kgf/cm2} 以下の空気圧又はその他の不活性ガス圧をかけ,溶接部の漏れ
を調べる。
7.2.10 本体の漏れ試験 貯槽本体は,配管を接続する前に,水張りによる漏れ試験を行う。水の張り込み
高さは,胴部最上端までとする。水張りは,各部の漏れ,変形,沈下が十分に検査できるように緩やかに
行う。
7.2.11 底板の変形 底板は,水張り試験前,水張り試験の最高水位時及び水抜き後,側板の下端に不均一
かつ有害な沈下,変形が生じていないかを調べる。なお,底板全面にわたる沈下,変形も同様に水抜き後
に調べる。
7.3
非破壊試験とその判定基準

28
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.1
超音波探傷試験 組立前の使用材料の超音波探傷試験の試験方法及び判定基準は,受渡し当事者間
の協議によって定める。ただし,ラミネーションが発見された場合は,原則として新しく取り替える。
7.3.2
浸透探傷試験 浸透探傷試験は,JIS Z 2343(浸透探傷試験方法及び欠陥指示模様の等級分類)に
従う。判定基準は,受渡し当事者間の協議によって定める。
7.3.3
放射線透過試験 放射線透過試験は,JIS Z 3105(アルミニウム溶接部の放射線透過試験方法及び
透過写真の等級分類方法)による。
撮影条件及び判定基準は,次による。
(1) 放射線透過試験を行う継手の余盛は,次の値以下とする。ただし,ビード表面は,なるべく滑らかで
均一な形状であり,かつビードの止端においてビード表面とのなす角は,なるべくなだらかな形状で
母材に溶着するようにする。
側板の厚さt(呼び)mm 余盛の最大高さmm
6以下
2
6を超え 15以下
t
3
1
15を超え 25以下
5
25を超えるもの
7
(2) 放射線透過試験は,板厚,溶接条件などを考慮して,各段ごとに一定の長さの溶接完了後,できるだ
け速やかに行うことが望ましい。
(3) 撮影箇所は,板厚,使用する溶接継手効率に従って決定する。
(4) 放射線透過試験の結果は,JIS Z 3105に規定する透過写真の等級分類のうち1級又は2級に合格する
ものでなければならない。
(5) スポット試験箇所が不合格の場合は,次による。
(a) (4)の判定基準に不合格の場合又は判定できない場合は,隣接した両箇所を追加撮影する。ただし,
欠陥がフィルムの端から75mm以上離れた所にある場合は,その端に接した箇所を追加撮影する必
要はない。
(b) (a)によって撮影した隣接した溶接部の撮影結果も(4)の判定基準に不合格の場合には,更に隣接した
箇所を撮影する。こうして合格するまで撮影箇所を追加し,不合格の範囲を調べる。
7.4
溶接欠陥部の補修 試験によって発見された溶接欠陥部の補修は,次による。
(1) 側板の継手,側板とアニュラプレート又は底板との継手及び開口部取付け箇所における欠陥は,十分
にはつり取り,再溶接,再試験を行う。
(2) 底板の継手におけるピンホール,ブローホールは,ビードを重ねて補修する。その他の欠陥,割れな
どは十分にはつり取り,再溶接,再試験を行う。
(3) 屋根板の継手における欠陥は,ビードを重ねて補修し,再試験を行う。
(4) 本体の漏れ試験時に側板に欠陥が発見されたときは,水面を欠陥部から300mm以上下げて水分を十
分に除去した後,補修し,再度漏れ試験を行う。
なお,補修を行う溶接作業者は,4.7.2(2)に規定する資格をもつ者でなければならない。ただし,放
射線透過試験の結果,3級と判定された溶接部については,溶接欠陥がブローホールの場合は,欠陥
の補修の要否について受渡し当事者間の協議によって決定することができる。
8. 記緑の作成及び保管 製作者は,次の記録を整理作成し,注文者の要求によって提出しなければなら
ない。
(1) 製作仕様書,主要部分強度計算書,製作図面
29
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 本体主要材料の化学成分,機械試験成績表
(3) 溶接施工方法確認試験の記録
(4) 本体主溶接の中間及び最終試験の記録
(5) 放射線透過試験の記録(フィルムを含む。)
超音波探傷試験の記録
(6) 漏れ試験の記録
(7) 本体主溶接の補修の記録
なお,注文者は必要に応じ,次の(8),(9)に記載された記録も作成,保管しておかなければならない。
(8) 組立前の貯槽の基礎の高低差の記録
(9) 水張り試験前,水張り試験の最高水位時,水抜き後の底板沈下量の記録
引用規格:
JIS A 4201 建築物等の避雷設備(避雷針)
JIS A 9501 保温保冷工事施工標準
JIS B 0202 管用平行ねじ
JIS B 0203 管用テーパねじ
JIS B 2210 鉄鋼製管フランジの基準寸法
JIS B 2302 ねじ込み式鋼管製管継手
JIS B 2316 配管用鋼製差込み溶接式管継手
JIS B 2321 配管用アルミニウム及びアルミニウム合金製突合せ溶接式管継手
JIS G 3101 一般構造用圧延鋼材
JIS G 3106 溶接構造用圧延鋼材
JIS G 3115 圧力容器用鋼板
JIS G 3126 低温圧力容器用炭素鋼鋼板
JIS G 3201 炭素鋼鍛鋼品
JIS G 3444 一般構造用炭素鋼鋼管
JIS G 3452 配管用炭素鋼鋼管
JIS G 3454 圧力配管用炭素鋼鋼管
JIS G 3457 配管用アーク溶接炭素鋼鋼管
JIS G 3460 低温配管用鋼管
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4107 高温用合金鋼ボルト材
JIS G 4303 ステンレス鋼棒
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS H 4040 アルミニウム及びアルミニウム合金の棒及び線
JIS H 4080 アルミニウム及びアルミニウム合金継目無管
JIS H 4090 アルミニウム及びアルミニウム合金溶接管
JIS H 4100 アルミニウム及びアルミニウム合金押出形材
JIS H 4140 アルミニウム及びアルミニウム合金鍛造品
JIS Z 2343 浸透探傷試験方法及び欠陥指示模様の等級分類
JIS Z 3041 アルミニウム及びアルミニウム合金の溶接施工方法の試験方法及び判定基準
30
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3105 アルミニウム溶接部の放射線透過試験方法及び透過写真の等級分類方法
JIS Z 3232 アルミニウム及びアルミニウム合金溶接棒並びに電極ワイヤ
JIS Z 3604 アルミニウム及びアルミニウム合金のイナートガスアーク溶接作業標準
JIS Z 3811 アルミニウム溶接技術検定における試験方法及び判定基準
31
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 附属物
1. 適用範囲 この附属書は,アルミニウム製貯槽における附属物に対して適用する。
2. 材料 材料は,本体2.材料による。
3. 附属物の設計
3.1
一般 マンホールくび部,ノズル管台,強め材などの附属物及び附属物が取り付く本体開口穴の切
断面は,滑らかにし,角には丸みを付ける。ただし,溶接によって完全に覆われる取付部の面は,その必
要はない。
3.2
側マンホール 側マンホールは,次による。
(1) 側マンホールの形状,寸法及び取付けは,附属書図1〜3及び附属書表1,附属書表2による。
(2) 側マンホールのくび部,強め材など本体に直接溶接で取り付ける部材の材料は,原則として本体と同
じものとする。
3.3
側ノズル 側ノズルは,次による。
(1) 側ノズルの取付けは,原則として附属書図4及び附属書表3,附属書表4による。
(2) 側ノズルを水平面で斜めに取り付ける場合は,このために側板に開けられた長円形の開口部の長径と
附属書表3のDRとの差だけ,強め材の外径Doの寸法を大きくしなければならない。
(3) 配管が接続されない呼び径80 (A) 以下の側ノズルを鉛直面で傾き角15度以下に斜めに取り付ける場
合は,強め材の大きさを増さなくてもよい。
(4) 呼び径50 (A) 以下の小口径側ノズルの補強リブの個数は,原則として3個とし,ノズルの取り付く場
所及びノズルに作用する荷重の方向によって2個又は1個としてもよい。
(5) 側ノズルにフランジを設ける場合,その寸法は,原則としてJIS B 2210(鉄鋼製管フランジの基準寸
法)の呼び圧力5K, 10K, 16Kなどから選択する。
(6) 側ノズルは,スタブエンド又は縁付加工(フランジ加工)した部品,及び遊動フランジを使用しても
よい。
(7) 大口径ノズルで板を巻いて製作するときは,原則としてこれが取り付く本体の側板と同一の材料とす
る。
(8) カップリングの長さは,使用条件によって定める。カップリングの長さ以外の寸法は,JIS B 2316(配
管用鋼製差込み溶接式管継手)による。
(9) 側ノズルの強め材の材料は,原則として本体と同じものとする。
(10) 側板の板厚が10mm以下,ノズルの呼び径が200 (A) 以下の場合,側ノズルを側板に突合せ溶接で取
り付ける場合は,附属書表3の強め材を省略することができる。
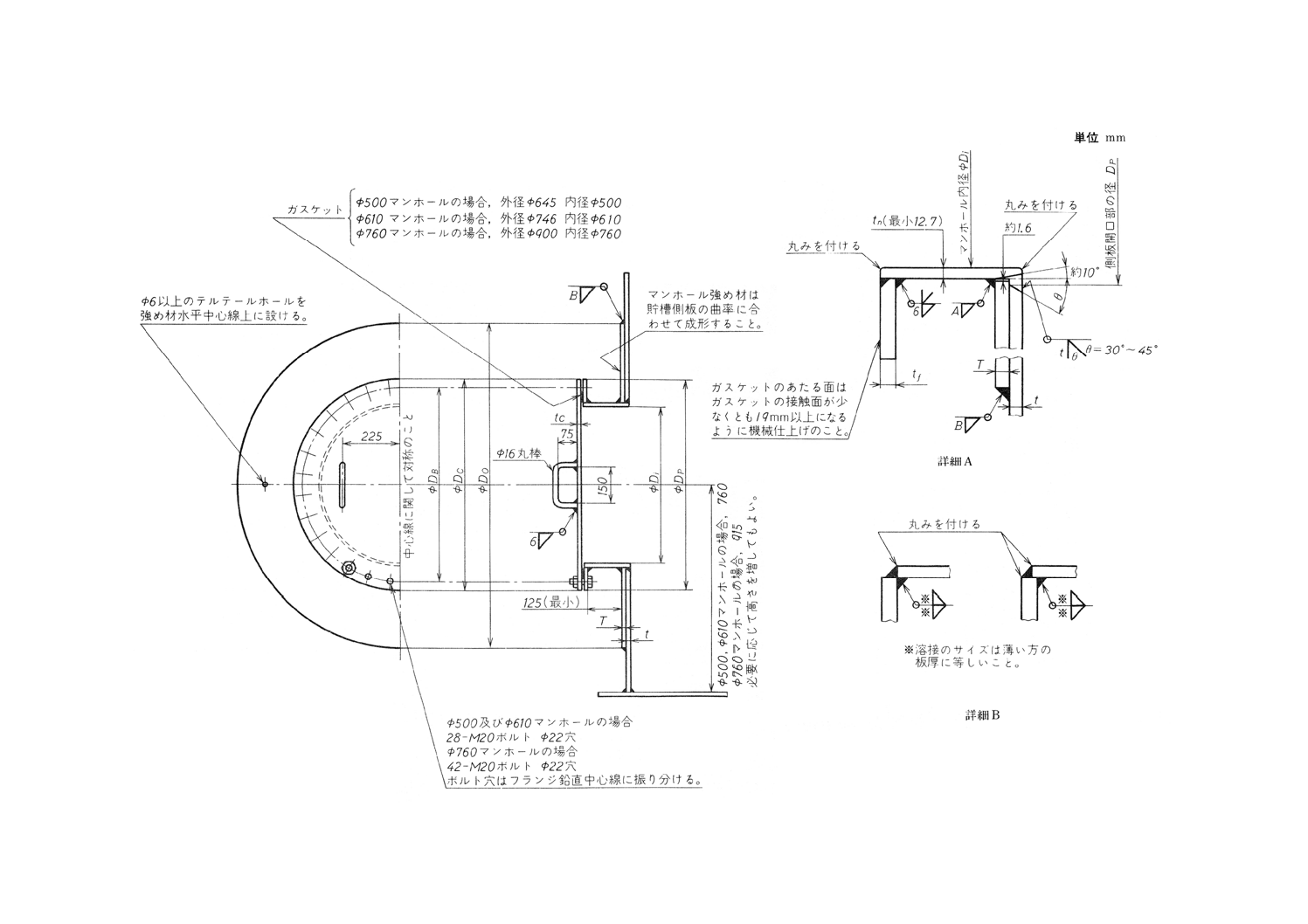
3
2
B
8
5
0
2
-1
9
8
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図1 側マンホール
備考 上記ボルトの数及び寸法は,鋼製ボルトの場合のものである。
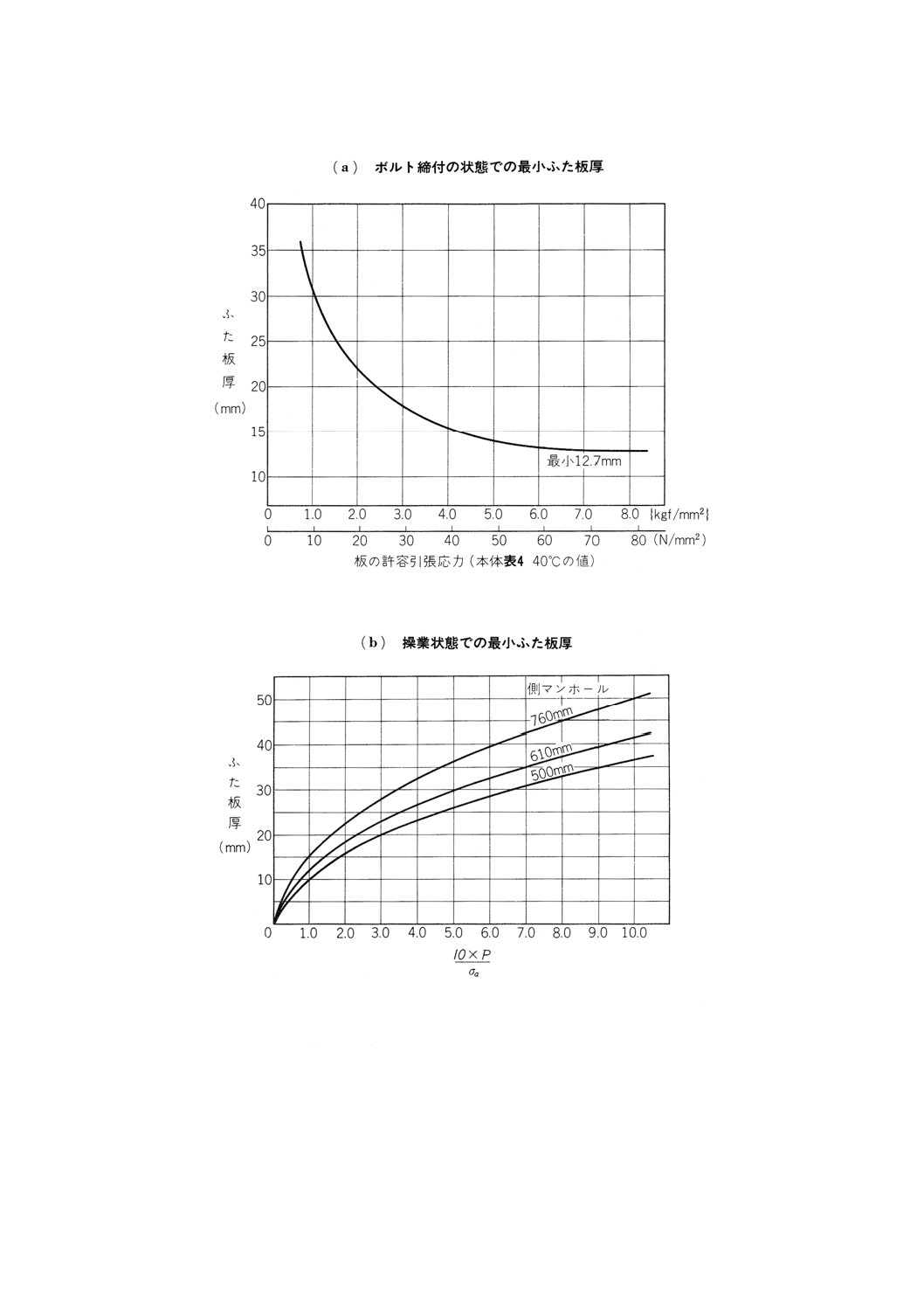
33
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図2 側マンホールふた板厚(附属書図1参照)
備考 P:マンホール中心最大発生圧力 (N/mm2 {kgf/cm2} )
σa:本体表4に掲げる許容引張応力(最大使用温度における) (N/mm2 {kgf/mm2} )
ふた板厚としては(a) (b)の値の大きい方を採る。ただし,この曲線は附属書図1に示すガス
ケットを用いた場合にだけ適用する。
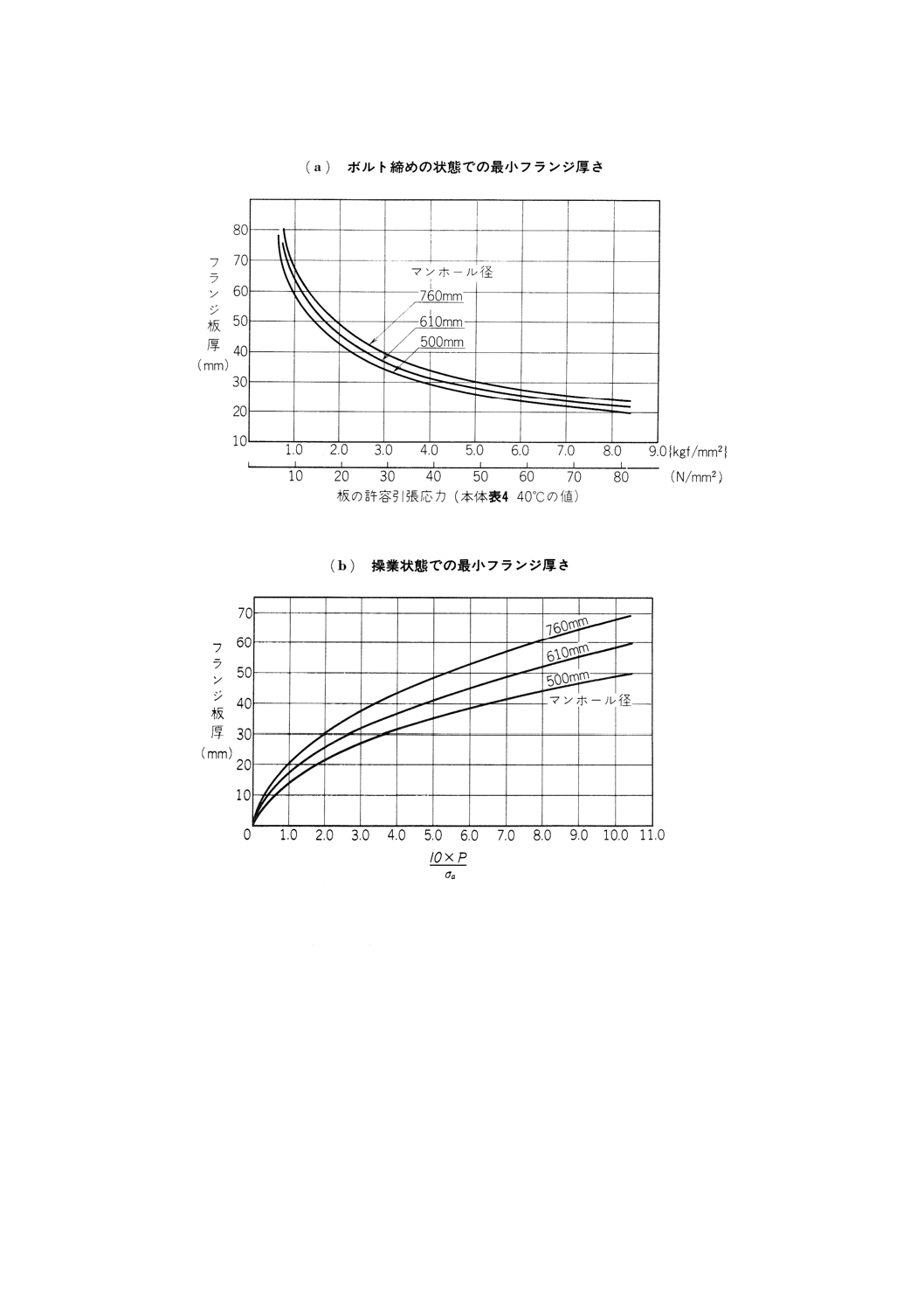
34
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図3 側マンホールフランジ厚さ
備考 P:マンホール中心最大発生圧力 (N/mm2 {kgf/cm2} )
σa:本体表4に掲げる許容引張応力(最大使用温度における) (N/mm2 {kgf/mm2})
ふた板厚としては(a) (b)の値の大きい方を採る。ただし,この曲線は附属書図1に示すガス
ケットを用いた場合にだけ適用する。
35
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表1 側マンホールすみ肉溶接のサイズ,側板穴の量太径など(附属書図1参照)
単位mm
側板厚さと
マンホール
取付け強め
材の厚さ
t及びT
すみ肉溶接のサイズ
側板穴の最大径
くび部最小必要厚さ tn
溶接
溶接
(ノズル外径に表の数値を加える)
φ500
φ610
φ760
A
B
Dp
マンホール マンホール マンホール
5
6
5
19
くび部最小必要厚さは,側板厚さ (t)
6
6
6
19
又はフランジの機械仕上後の必要厚さ
8
6
8
19
(tf) のいずれか薄い方をとる。ただし,
10
6
10
19
その最小値は12.7mmとする。
12
6
12
19
14
6
14
19
16
8
16
19
19
10
19
19
22
12
22
22
25
13
25
25
28
14
28
28
32
16
32
32
36
17
36
36
38
19
38
38
附属書表2 側マンホールふたの径,ボルト円種強め材(附属書図1参照)
単位mm
マンホール内径
ボルト円径
ふた板の径
強め材の径
Di
DB
Dc
Do
500
667
730
1 130
610
768
832
1 290
760
921
984
1 580
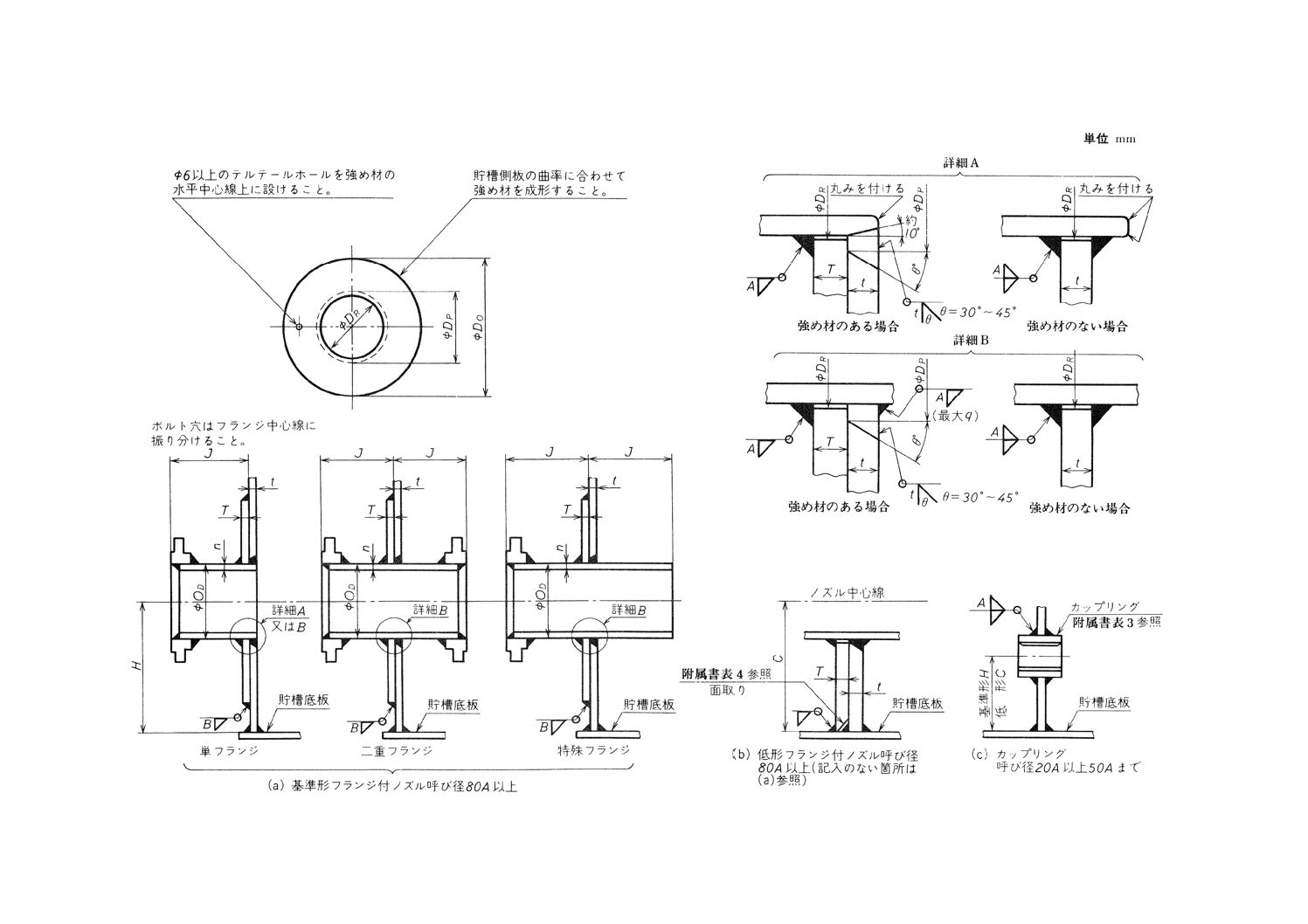
3
6
B
8
5
0
2
-1
9
8
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図4 側ノズル(附属書表3,附属書表4参照)
37
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表3 側ノズル(附属書図4参照)
単位mm
ノズルの呼び
管の外径
フランジ
付ノズル
管の最小
必要厚さ
強め材の
穴の直径
強め材の
外径
側板から
フランジ
面までの
寸法
貯槽底からノズ
ル中心までの寸法
(A)
(B)
基準形
低形
OD
n(1)
DR
DO
J
H
C
フ
ラ
ン
ジ
付
き
の
場
合
600
24
609.6
12.7
613
1 283
305
720
640
500
20
508.0
12.7
511
1 080
280
620
540
450
18
457.2
12.7
460
978
255
570
490
400
16
406.4
12.7
410
876
255
520
440
350
14
355.6
12.7
359
775
255
470
390
300
12
318.5
12.7
327
711
230
430
355
250
10
267.4
12.7
276
610
230
380
305
200
8
216.3
12.7
222
495
200
330
250
150
6
165.2
11.0
171
400
200
280
200
100
4
114.3
8.6
118
305
180
230
153
80
3
89.1
7.6
92
267
180
200
133
50
2(2)
60.5
5.5
64
−
150
180
90
40
2
1
1(2)
48.6
5.1
51
−
150
150
75
ね
じ
付
き
の
場
合
50
2(2)
73.5(3)
5.5
77
−
−
180
75
40
2
1
1(2)
60.5(3)
5.1
64
−
−
150
75
25
1(2)
44.5(3)
4.5
48
−
−
130
75
20
4
3(2)
36.5(3)
3.9
40
−
−
100
75
注(1) 板を成形して完全溶込みの溶接によって製作した管は,この表のどの管にも代用できる。
(2) 径の呼び50 (A) 以下のノズルは,強め材を必要としない。この場合Dは,鋼板にあけた穴の直径を示す。
(3) カップリングの厚さをスケジュール80とした場合の外径を示す。
附属書表4 側ノズル,管,板及び溶接部の寸法(附属書図4参照)
単位mm
側板及び強め材の厚さ
t及びT
側板の最大穴径 (Dp) 管
の外径 (OD) に次の値を
加えること
すみ肉溶接Bのサイズ
ノズル呼び径
50 (A), 40 (A)
25 (A), 20 (A)
の溶接Aのサイズ
呼び50 (A) を超えるノ
ズルに対する溶接Aの
サイズ
5
19
5
6
6
6
19
6
6
6
8
19
8
6
6
10
19
10
6
6
12
19
12
6
6
14
19
14
8
6
16
19
16
8
8
19
19
19
8
9
22
22
22
8
11
25
25
25
8
12
28
28
28
8
14
32
32
32
8
16
36
36
36
8
17
38
38
38
8
19
3.4
屋根マンホール 屋根マンホールの形状,寸法及び取付けは,附属書図5及び附属書表5による。
くび部,強め材,ふた板の材質は,原則として屋根板と同じものとする。
38
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
もし,貯槽の使用中にマンホールの開口穴を通じて作業を行うことが予期される場合には,マンホール
の周辺の屋根の構造は,適当に補強されることが望ましい。
3.5
屋根ノズル 屋根ノズルは,次による。
(1) フランジ付き屋根ノズルの形状,寸法及び取付けは,附属書図6及び附属書表6により,ねじ付き屋
根ノズルの形状,寸法,ソケット又はカップリングの取付けは,附属書図7及び附属書表7による。
(2) ノズルの管台,カップリング,ソケット及び強め材の材料は,原則として屋根板と同じものとする。
(3) 屋根ノズルは,スタブエンド又は縁付加工(フランジ加工)した部品,及び遊動フランジを使用して
もよい。
3.6
水抜きエルボ 水抜きエルボを設ける場合には,形状,寸法及び取付けは,附属書図8及び附属書
表8による。
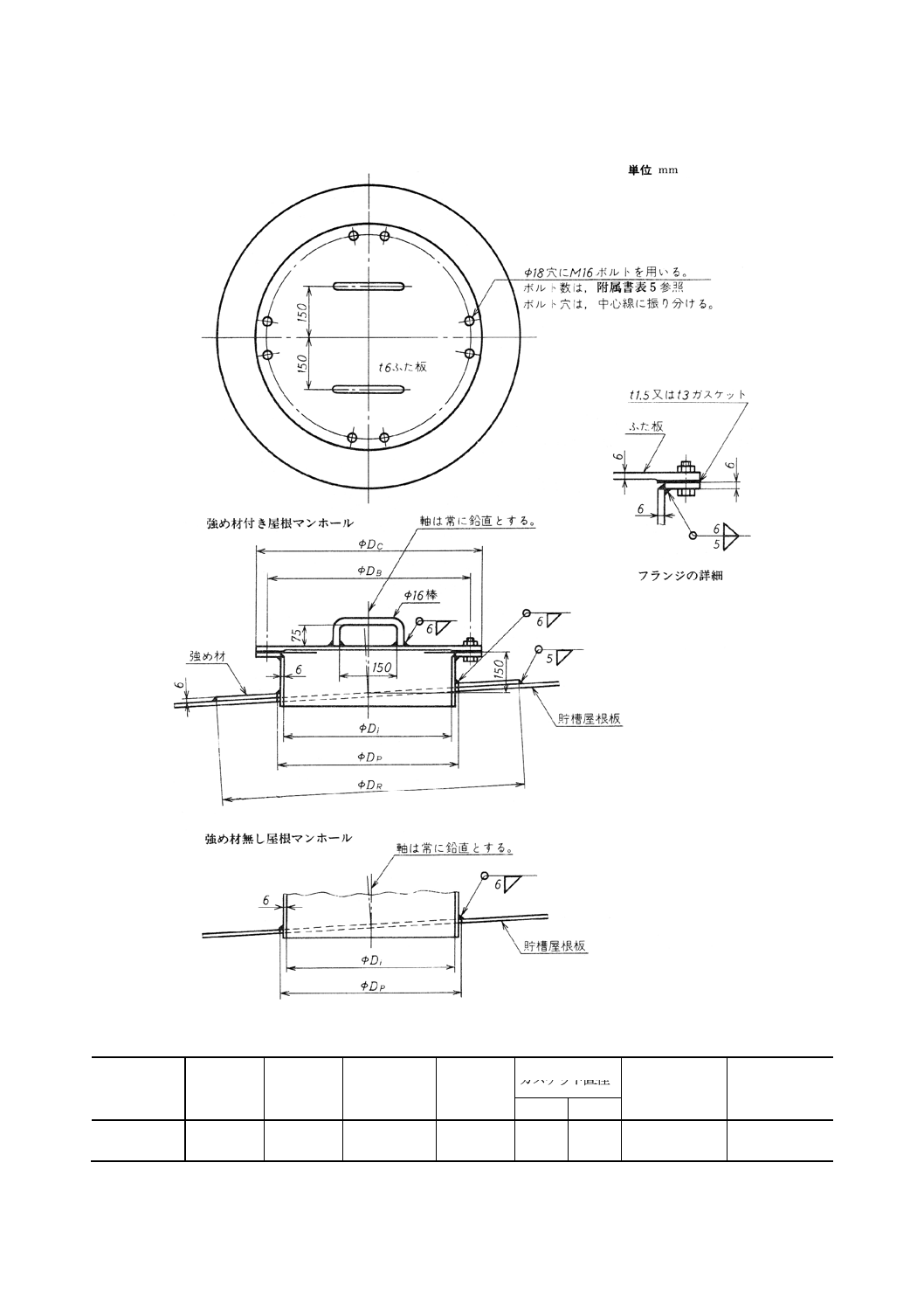
39
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図5 尾根マンホール(附属書表5参照)
附属書表5 屋根マンホール(附属書図5参照)
単位mm
マンホールの
寸法
くびの内径 ボルト円径 ふた板の外径 ボルト数
ガスケット直径 屋根板及び強め
材の穴の直径
強め材の外径
Di
DB
Dc
内径
外径
Dp
DR
500
500
600
660
16
500
660
515
1 070
610
610
700
760
20
610
760
625
1 170
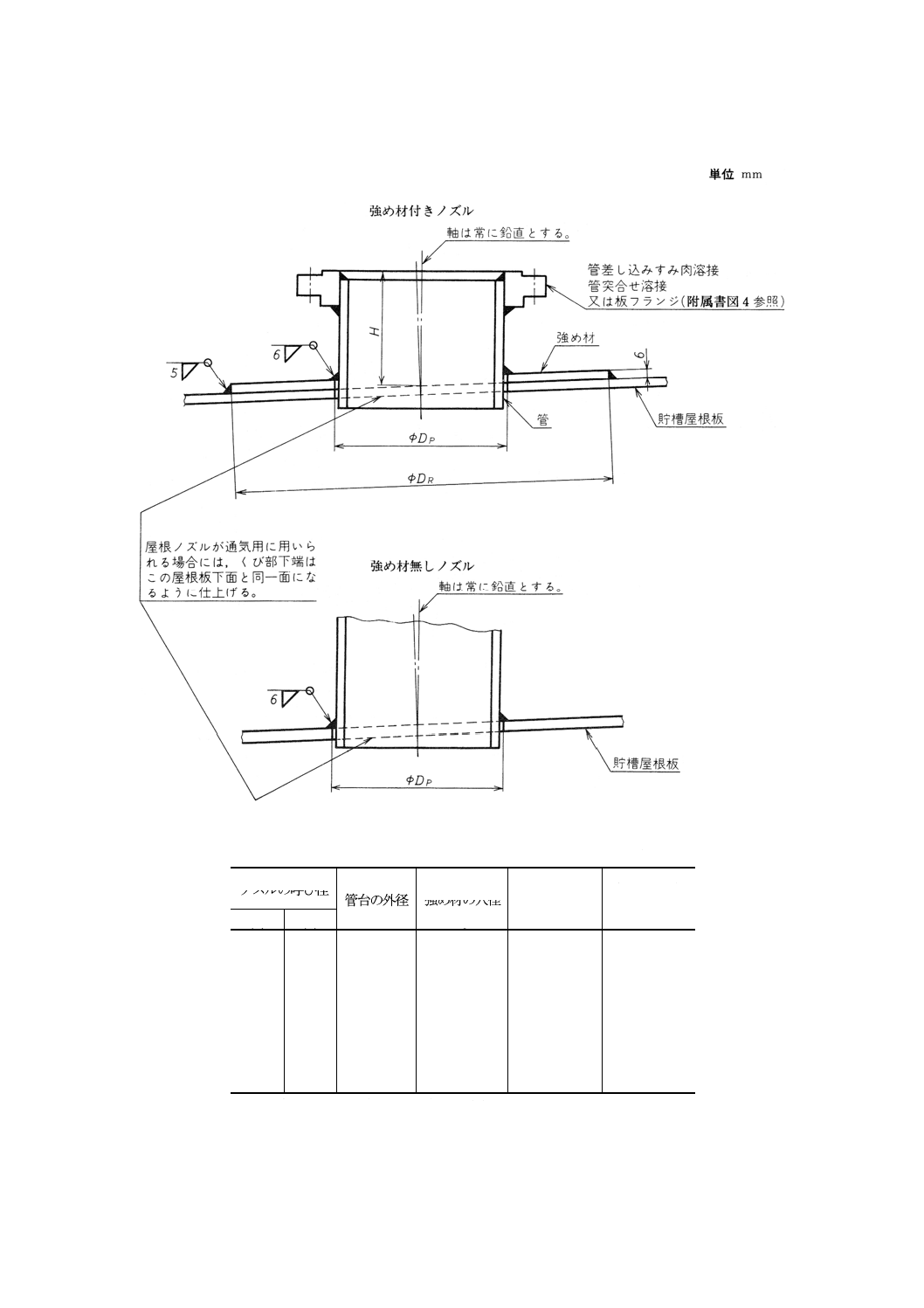
40
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図6 フランジ付き屋根ノズル(附属書表6参照)
附属書表6 フランジ付尾根ノズル(附属書図6参照)
単位mm
ノズルの呼び径 管台の外径 屋根板及び
強め材の穴径 ノズルの高さ 強め材の外径
(A)
(B)
Dp
H
DR
40
2
1
1
48.6
52
150
127
50
2
60.5
64
150
178
80
3
89.1
92
150
230
100
4
114.3
l18
150
280
150
6
165.2
168
150
380
200
8
216.3
222
150
458
250
10
269.4
274
200
560
300
12
318.5
325
200
610
備考 強め板は,ノズルの呼び径150 (A) 以下の場合,省略することがで
きる。
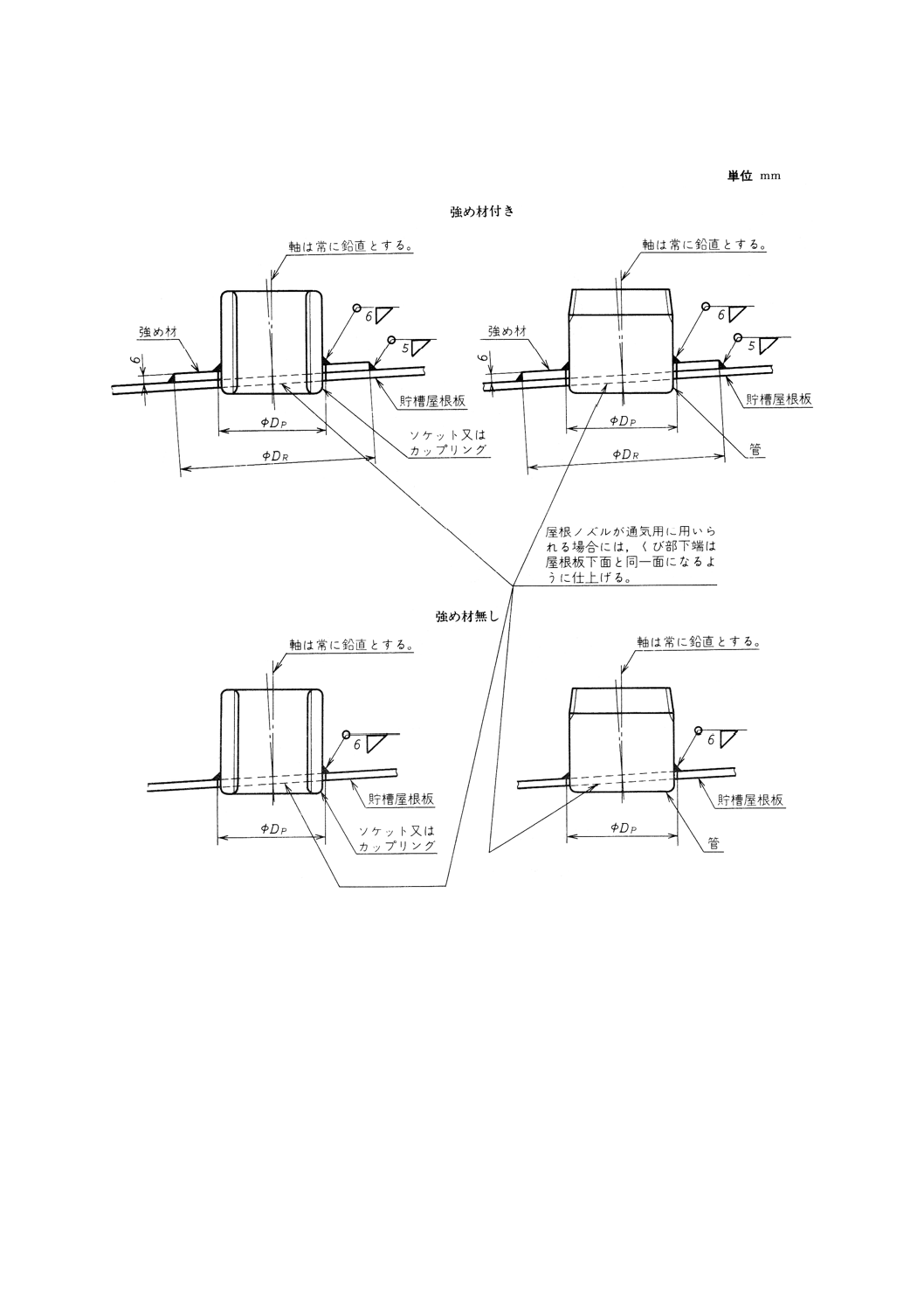
41
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図7 ソケットノズル,カップリング(附属書表7参照)
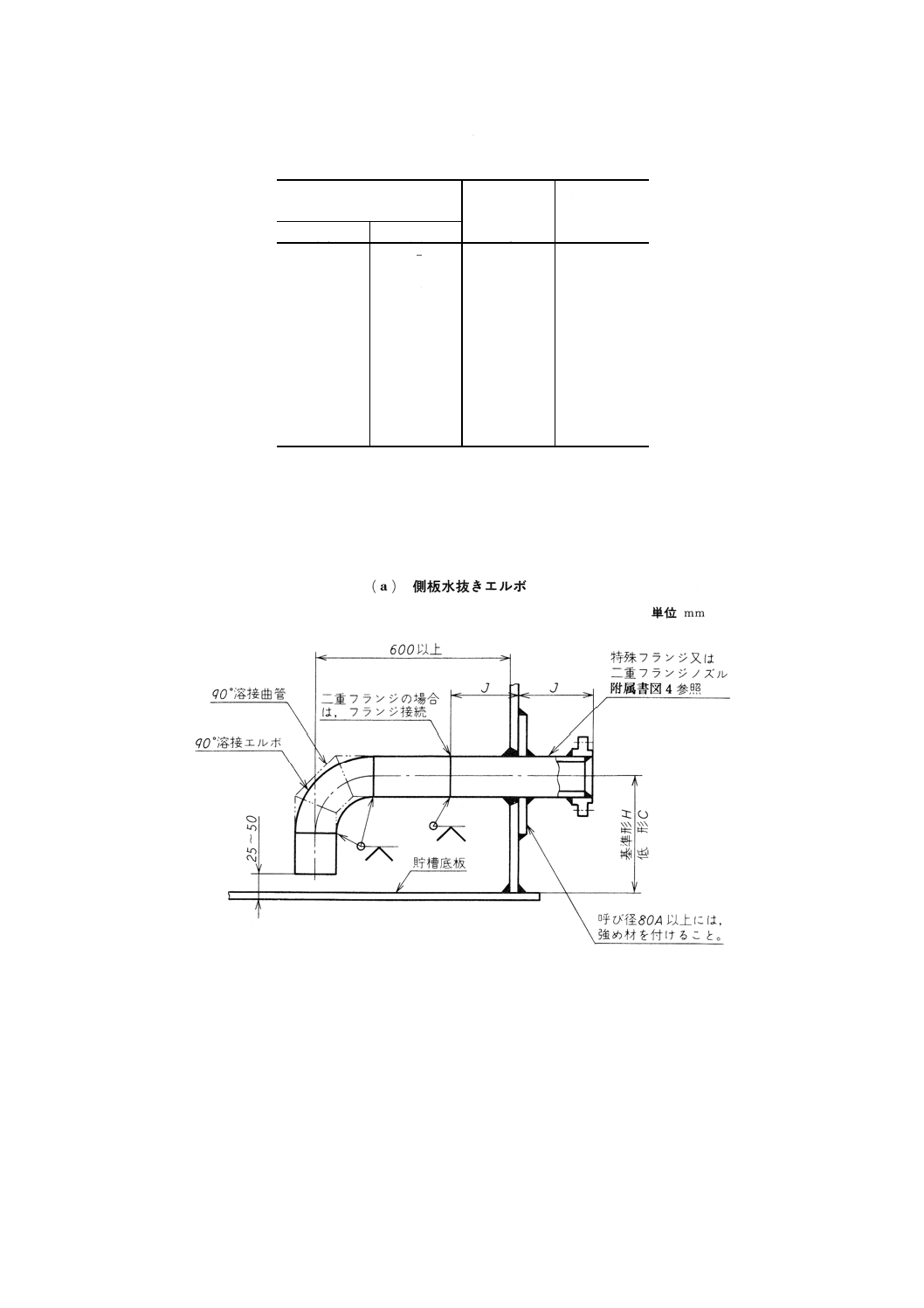
42
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表7 ソケットノズル(附属書図7参照)
単位mm
ソケット又は管の呼び径
屋根板及び強
め材の穴径
強め材の外径
(A)
(B)
Dp
DR
20
4
3
38
100
25
1
45
115
40
2
1
1
61
127
50
2
73
178
80
3
105
230
100
4
130
280
150
6
185
380
200
8
240
458
250
10
292
560
300
12
345
610
備考 DpはJIS B 2302(ねじ込み式鋼管製管継手)のソ
ケットの場合の穴径を示す。JIS B 2316のカップリ
ングを用いる場合はそれらの外径に3mmを加えた
値とする。強め材は,呼び径150 (A) 以下の場合省
略することができる。
附属書図8 溶接水抜きエルボ
備考 J.H.Cと強め材の寸法は,附属書表3による。
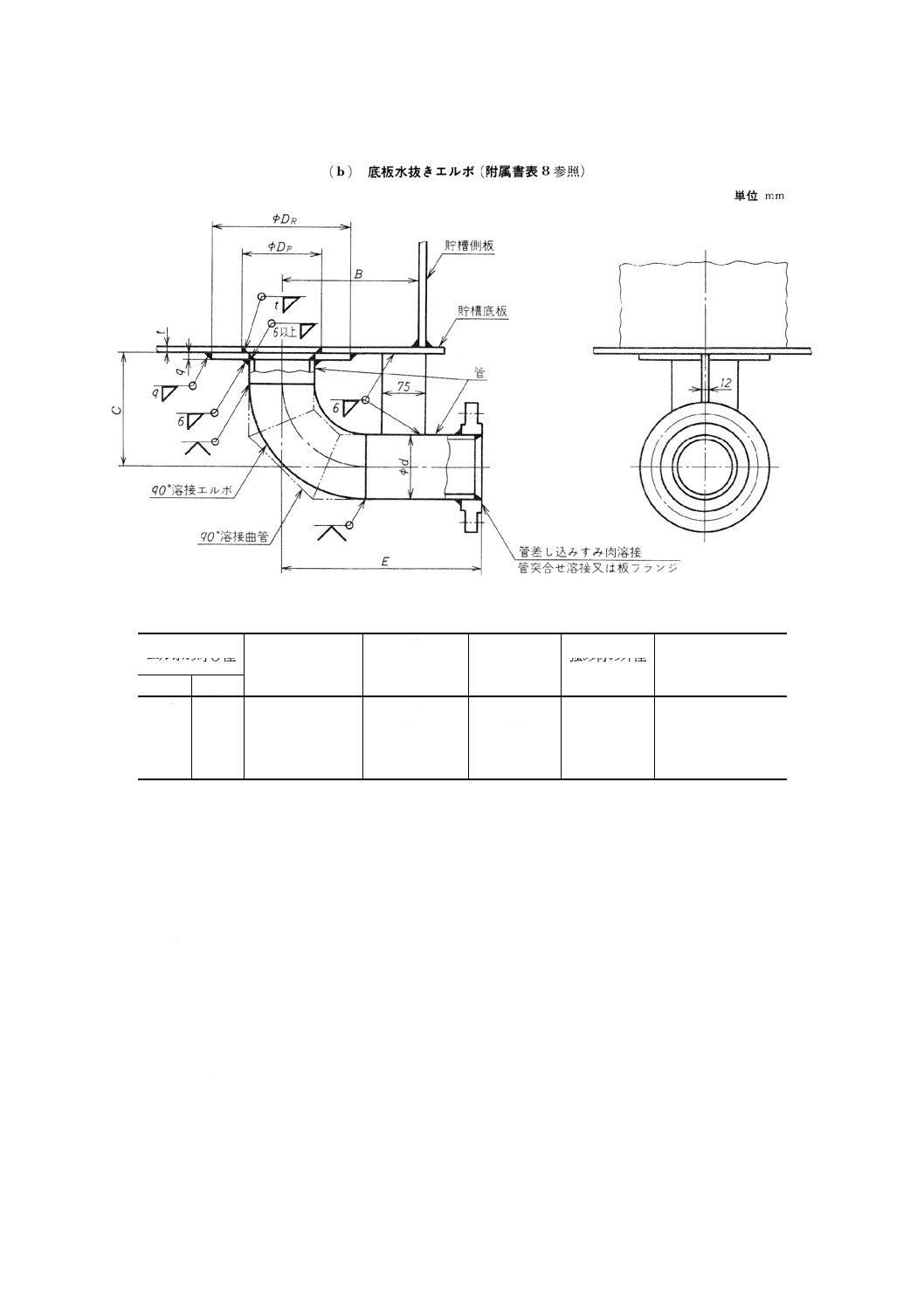
43
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図8 (続き)
附属書表8 底板水抜きエルボ[附属書図8(b)参照]
単位mm
エルボの呼び径 エルボの中心から
側板までの寸法
出口の中心から
底板までの寸法
貯槽底板の穴
の径
強め材の外径 エルボの中心からフ
ランジ面までの寸法
(A)
(B)
B
C
Dp
DR
E
50
2
190
150
80
160
305
80
3
215
175
110
200
330
100
4
240
200
135
250
350
150
6
280
240
188
325
400
備考 附属書図8(b)図のB寸法は,基礎リング又は土止めリングの外までとする。
3.7
ねじ込み接続のねじ ねじ込み配管の接続は,JIS B 0203(管用テーパねじ)又はJIS B 0202(管用
平行ねじ)による。
3.8
踊り場及び歩廊 踊り場及び歩廊は,次による。
(1) すべて金属製とする。
(2) 床面の最小幅600mm
(3) 床板は格子又は滑り止め付き板とする。
(4) 手すり上面の高さ1 100mm
(5) 足止め板の最上高さ75mm
(6) 床板上面と足止め板との最小すき間6mm
(7) 手すりの中段さくの高さは,手すり上面と床面とのほぼ中間とする。
(8) 手すり柱の最大間隔2 400mm
(9) 踊り場及び歩廊の設計荷重は,5kN {500kgf} の移動荷重とする。また手すりは,その上段のあらゆる
点で任意の方向から1kN {100kgf} の荷重に耐えるように設計する。
(10) 手すりは,踊り場の両側に取り付ける。
44
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.9
階段 階段は,次による。
(1) すべて金属製とする。
(2) 階段の最小幅600mm
(3) 階段の水平線に対する取付け最大角度50度とし(ただし,適当な角度は45度である。),同一工場内
におけるこの種の階段は,すべて同じ角度とするのが望ましい。
(4) 踏み板の最小幅200mm
(5) 踏面(相接続する踏板の先端間の水平距離をいう。)とけ上げとの大きさは,け上げの2倍と踏面との
和を600〜660mmとする。
なお,け上げは,原則として全階段を通じて一様とする。
(6) 踏板は,格子又は滑り止め付き板とする。
(7) 手すりの上面は,踊り場の手すりと段をつけずに接続する。
(8) 踏板先端の上面から手すり上面までの垂直高さ750〜850mm
(9) 手すりの傾斜に沿って測った手すりの柱の最大間隔2 400mm
(10) 階段の設計荷重は,5kN {500kgf} の移動集中荷重とする。また手すりは,その上段のあらゆる点で任
意の方向から1kN {100kgf} の荷重に耐えるようにする。
(11) 側板に取り付ける回り階段は,貯槽側で完全に支持し,階段側けた下端は,貯槽基礎から離すように
する。
3.10 側板に孤立して取り付けられる附属物 側板に孤立して取り付けられる附属物,例えば,踊り場,
二つの貯槽間の連絡歩廊など,貯槽の半径方向に大きな荷重を与えるものは,なるべく水平の位置で形材,
板製リブ,組立構造材などによって広い面積で荷重を分散するようにする。
3.11 はしご及び保護枠 貯槽の側板外面又は内面にはしごを取り付けるときは,踏板の間隔(ピッチ)
は300mm,幅は400mmとし,踏板の中心と貯槽側板面との間隔は,200mmとするのが望ましい。側板外面
に断熱材を取り付けるときは,断熱材の外面から200mmの間隔を保つようにする。
側板外面に取り付けるはしごには,貯槽底板又は中間踊り場の上面からすぐ上の踊り場の上面までの間
隔が5m以上ある場合は,安全のため保護枠を装着するのが望ましい。
貯槽内面に取り付けるはしごは,腐れ代が必要な場合は,その分だけ部材を厚くする。
3.12 その他の附属品 貯槽には,必要に応じて次の附属品を取り付ける。
(1) 液面計
(2) 温度計
(3) 検尺口
(4) 固定泡消火設備
(5) 加熱コイル又は加熱器
(6) かくはん機
(7) スウィング式吸引管
(8) 散水冷却管
(9) サンプリング設備
(10) 圧抜き配管
(11) その他
3.13 接地設備 貯槽には,JIS A 4201[建築物等の避雷設備(避雷針)]などによる接地設備を取り付け
る。
45
B 8502-1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
寺 沢 一 雄
大阪大学名誉教授
野 本 敏 治
東京大学工学部
立 石 真
建設省住宅局
志 村 哲 也
自治省消防庁
山 崎 宗 重
通商産業省工業技術院標準部
蓑 田 和 之
石川島播磨重工業株式会社技術研究所
浦 田 憲 司
日本アルミニウム工業株式会社商品開発
部
瀬 戸 清 治
三菱金属株式会社静岡工場
河 村 繁
株式会社日軽技研エンジニアリングセン
ター
遠 藤 孝 雄
株式会社神戸製鋼所化工機工場
児 玉 博
三井東圧化学株式会社エンジニアリング
部
山 本 信 明
三菱化成テクノエンジニアズ株式会社
針 生 喜太郎
日本パーオキサイド株式会社
山 下 福 孔
三菱瓦斯化学株式会社鹿島工場
石 川 久 能
社団法人軽金属溶接構造協会