2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8442 : 1997
(ISO 11593 : 1996)
産業用マニピュレーティングロボット
−エンドエフェクタ自動交換装置
−用語及び特性の表し方
Manipulating industrial robots
−Automatic end effector exchange systems
−Vocabulary and presentation of characteristics
日本工業規格としてのまえがき
この規格は,1996年に発行されたISO 11593 (Manipulating industrial robots−Automatic end effector exchange
systems−Vocabulary and presentation of characteristics) を翻訳し,技術的内容及び規格票の様式を変更するこ
となく作成した日本工業規格である。
なお,この規格で参考として付記してある部分は,原国際規格にはない事項である。
序文 この規格は,産業用マニピュレーティングロボット(以下,ロボットという。)に関する一連の規格
の一つである。他の規格は,用語,特性表示,座標系,性能項目及び試験方法,安全性,ロボットプログ
ラミング言語,通信仕様などの項目を扱っている。これらの規格は,相互に関連するとともに,他の分野
の規格とも関連している。
エンドエフェクタ自動交換装置(以下,交換装置という。)は,ロボットシステムの一部して重要度を増し
つつある。この規格は,交換装置に関する用語を定義し,力,モーメント(トルク),交換時間などの特性
の表し方を規定する。この規格は,交換装置の開発や設計のための詳細な事項は規定しない。
1. 適用範囲 この規格は,製造環境で用いるロボットのエンドエフェクタ自動交換装置に関する用語を
定める。
用語について,記号及び単位を与え,定義及び説明を行う。参照する現行の規格の定義も適用する。
附属書A(参考)は,交換装置の特性を表すための様式を示す。
2. 引用規格 次に示す規格は,この規格への引用によってこの規格の規定の一部をなす。この規格の発
行時点ではここに示す版の規格が有効である。すべての規格は改正されることがあるので,この規格を使
う当事者は,引用規格の最新版を適用できるかどうか検討するのが望ましい。
ISO 8373 : 1994, Manipulating industrial robots−Vocabulary
参考 この規格の内容は,JIS B 0134-1993(産業用ロボット−用語)と対応している。
ISO 9409-1 : 1996, Manipulating industrial robots−Mechanical interfaces−Part 1 : Plates (form A)
2
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 JIS B 8436-1996 [産業用マニピュレーティングロボット−メカニカルインタフェース−フ
ランジ形(A形)]が,この国際規格と一致している。
ISO 9409-2 : 1996, Manipulating industrial robots−Mechanicalinterfaces−Part 2 : Shafts (form A)
備考 JIS B 8441-1996 [産業用マニピュレーテイングロボット−メカニカルインタフェース−シ
ャフト形(A形)]が,この国際規格と一致している。
ISO 9787 : 1990, Manipulating industrial robots−Coordinate systems and motions
参考 この規格の内容は,JIS B 8437-1990(産業用ロボットの座標系及び運動の記号)と同等であ
る。
3. 用語及び定義 ロボットに関する一般用語については,ISO 8373に規定する定義を適用する。
番号
用語
記号
単位
定義及び説明
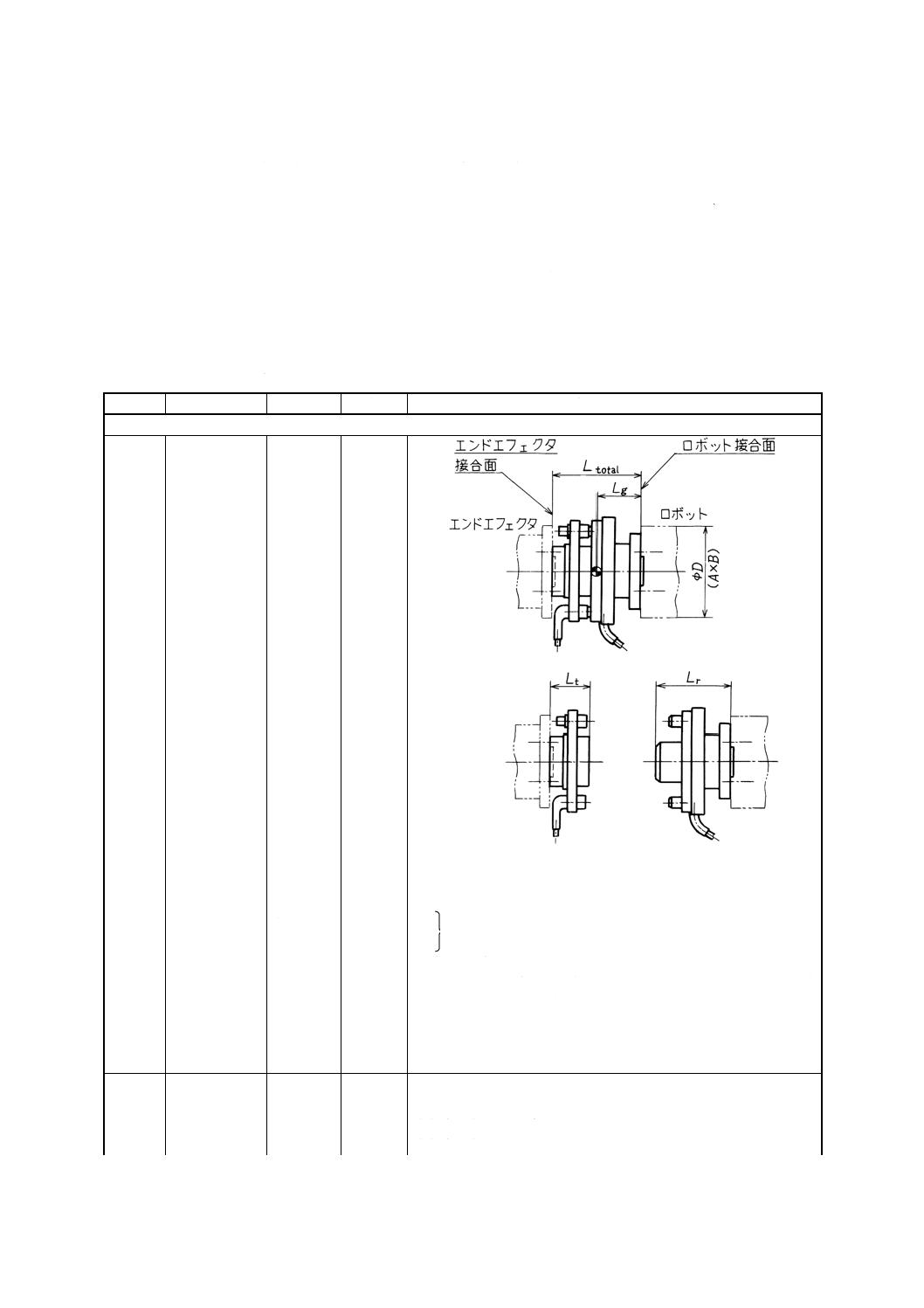
3.1 交換装置の外形及び主要寸法
3.1.1
外形
交換装置の外形寸法
D
mm
外径(円形のもの)
A
mm
縦
(その他)
B
mm
横
Lr
mm
ロボット側部分の長さ。
(参考 ロボット接合面からエンドエフェクタ側の最大突
出量をいう。)
Lt
mm
エンドエフェクタ側部分の長さ。
(参考 エンドエフェクタ接合面からロボット側への最大
突出量をいう。)
3.1.2
面間寸法
ロボット接合面とエンドエフェクタ接合面との間の寸法。
Ltotal±∆
mm
結合時の交換装置の長さ。
Lcr±∆
mm
結合時に有効なロボット側部分の長さ。
Lct±∆
mm
結合時に有効なエンドエフェクタ側部分の長さ。

3
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
記号
単位
定義及び説明
長さLcrとLctの許容差は,結合時の交換装置の長さの誤差に大き
く影響する。
3.1.3
結合時の交換
装置の重心
Lg
mm
結合時の交換装置の重心の,ロボット接合面からの距離。
3.1.4
結合時の交換
装置の慣性モ
ーメント
I
kg m2
結合時の交換装置のZm軸周りの慣性モーメント。
3.1.5
質量
mr
kg
ロボット側部分の質量。
mt
kg
エンドエフェクタ側部分の質量。
3.1.6
ロボット接合
面及びエンド
エフェクタ接
合面
JIS B 8436及びJIS B 8441に基づくロボット側部分及びエンドエ
フェクタ側部分の記述及び表示。
3.1.7
配線配管
一つの図面に示したロボット側部分及びエンドエフェクタ側部
分における配線配管の位置及び寸法。
3.2 結合手順における位置決め及び姿勢決め
4
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
記号
単位
定義及び説明
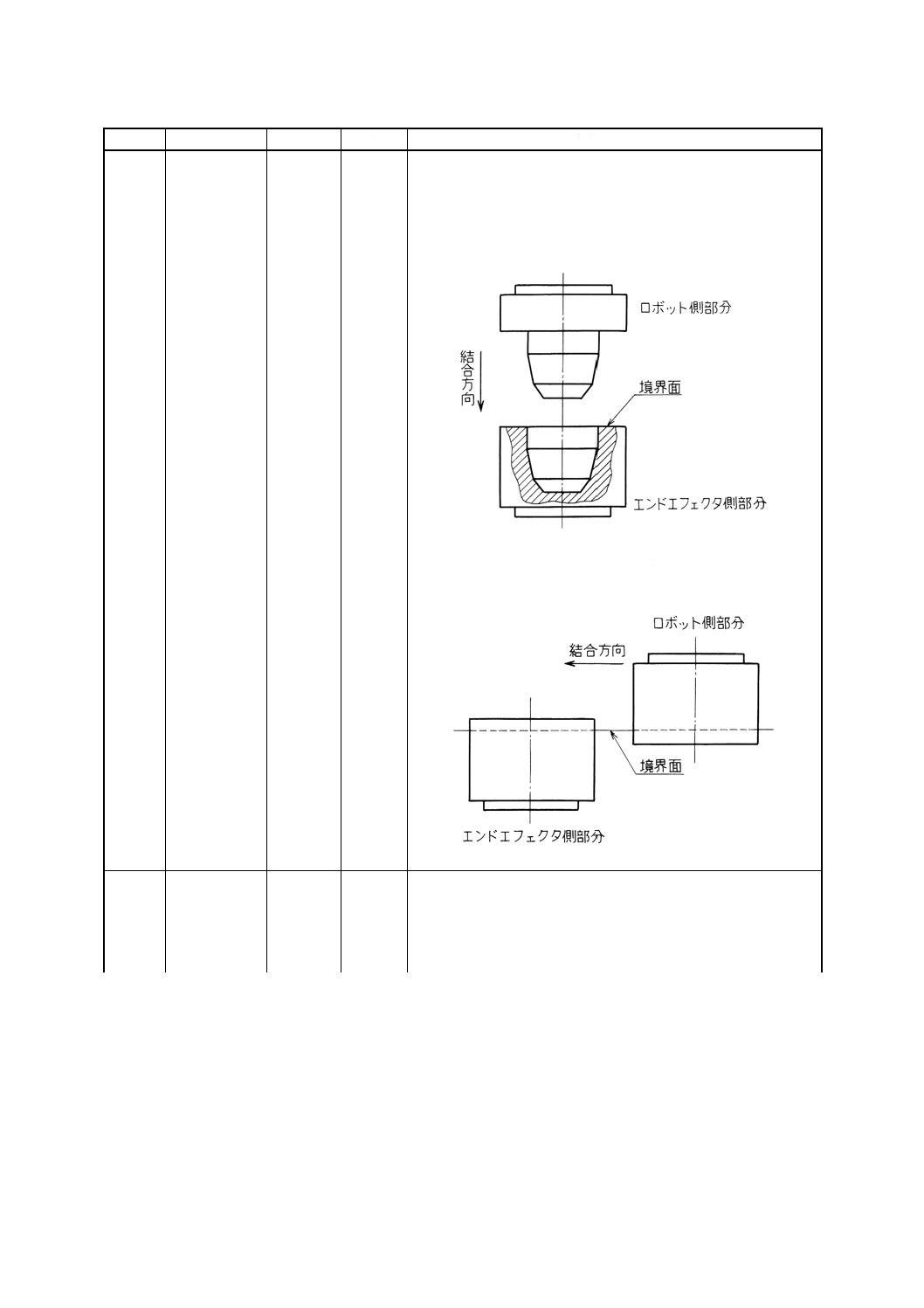
3.2.1
結合方向
ロボット側部分及びエンドエフェクタ側部分が相対的に動く方
向。
結合方向の種類:
軸方向結合の場合,結合の方向は交換装置の境界面に垂直であ
る。
側方向結合の場合,結合の方向は交換装置の境界面に平行であ
る。
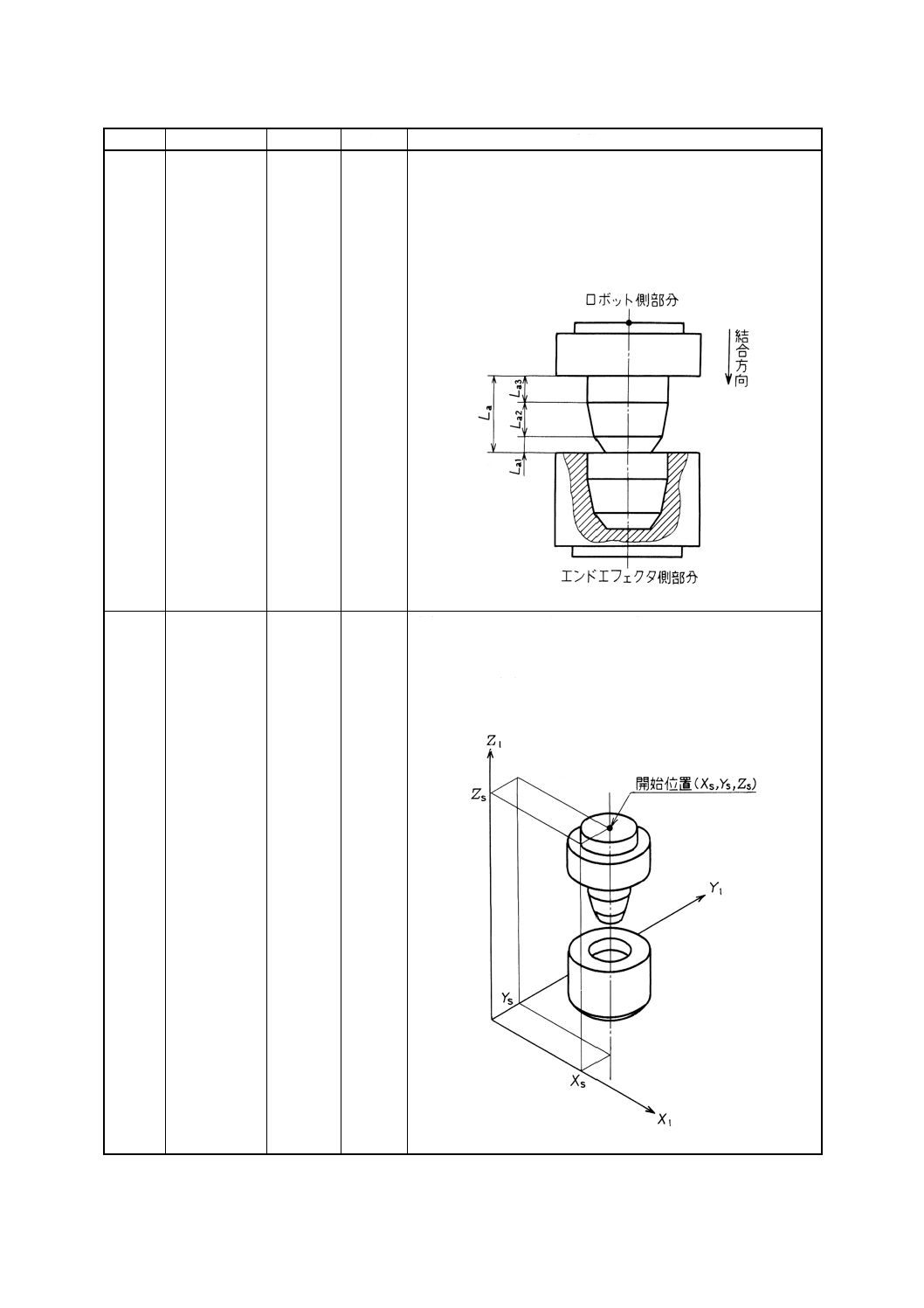
3.2.2
接近距離
La
mm
結合が完了するまでのロボット側部分(及び/又はエンドエフェ
クタ側部分)の結合方向における全動作距離。
接近距離は,以下の個々の動作距離の合計である。
La1
mm
予備心合せ動作の距離。
La2
mm
心合せ動作の距離。
5
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
記号
単位
定義及び説明
La3
mm
心合せ完了後,結合が完了するまでの動作距離。
La=La1+La2+La3
軸方向結合の場合,接近距離は交換装置の境界面に垂直な方向で
あり,側方向結合の場合,接近距離は交換装置の境界面に平行な
方向である。
軸方向結合の例:
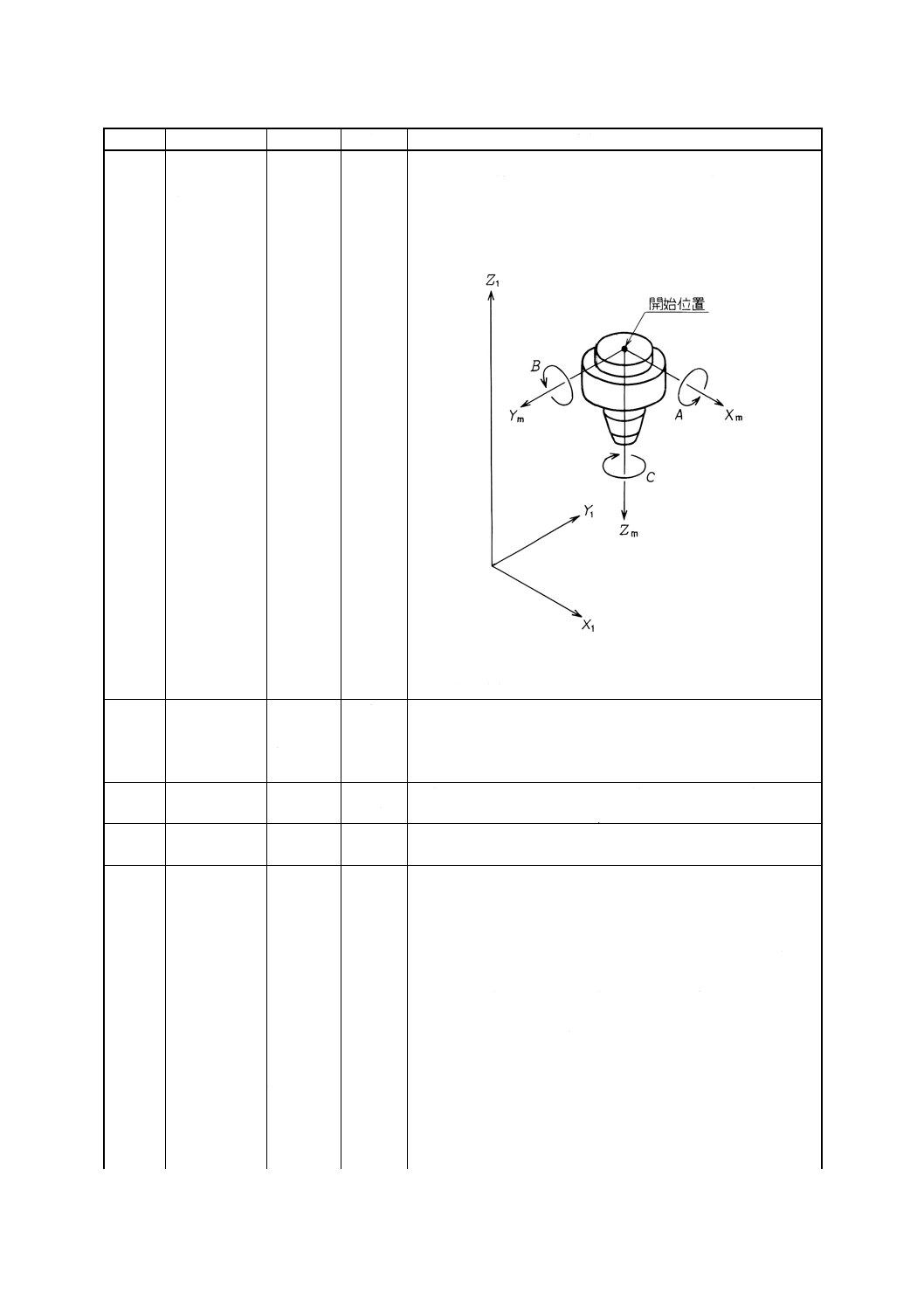
3.2.3
開始位置
Xs
Ys
Zs
mm
mm
mm
結合過程が始まる直前において交換装置のロボット側部分がエ
ンドエフェクタ側部分に対してとる位置。一般的な配置では,開
始位置は,(ISO 9787に従って)ロボットのベース座標系X1, Y1, Z1
でXs, Ys, Zsと表される。
軸方向結合の例:
6
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
記号
単位
定義及び説明
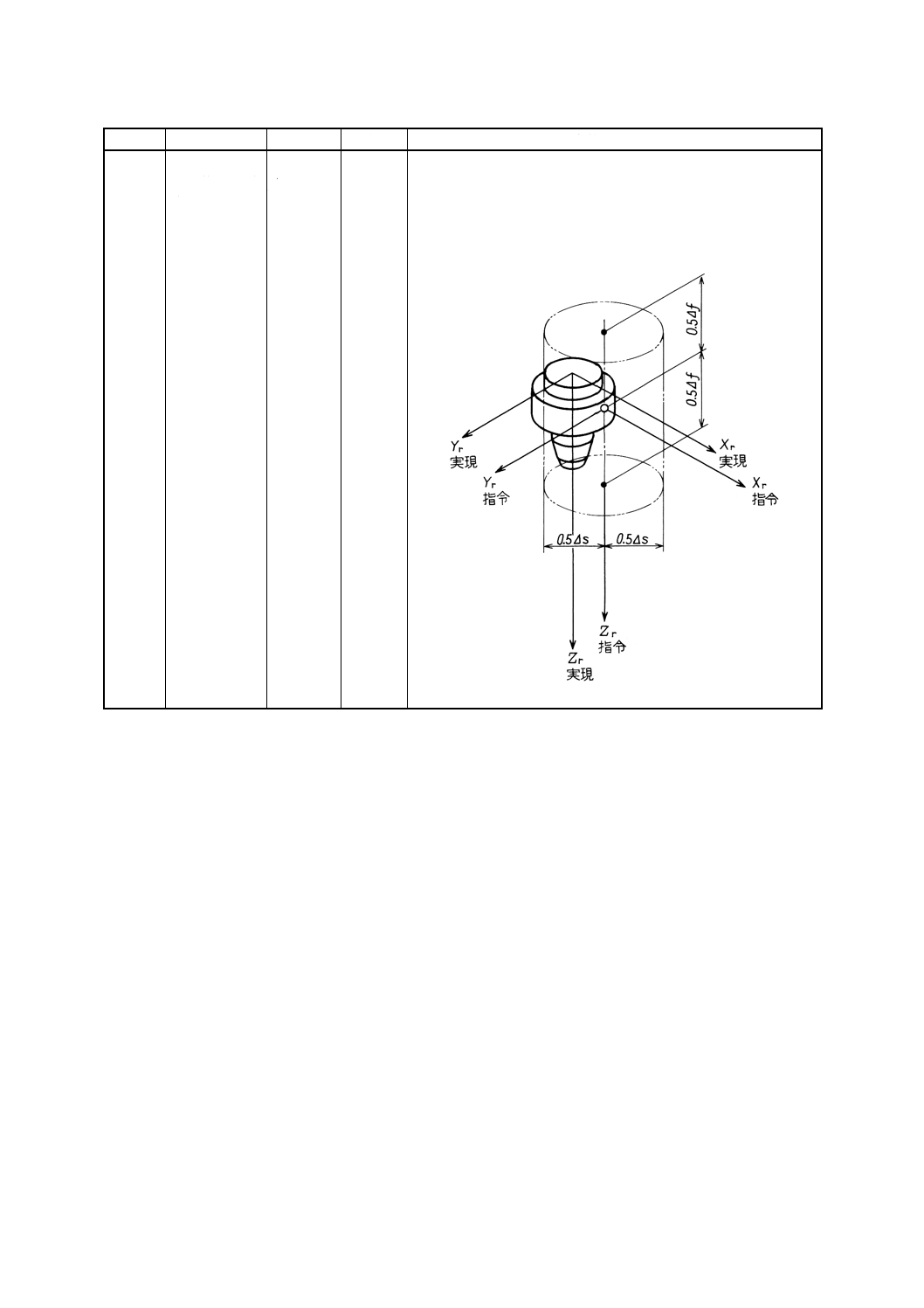
3.2.4
開始位置にお
ける位置許容
差
s
f
mm
mm
交換装置の結合を可能にするために,開始位置の位置決めは規定
の精度で行わなければならない。開始位置の位置許容差は,円筒
の直径s及び高さfで規定する。
開始位置の指令値は,この円筒の中心点である。
軸方向結合の例:
7
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
記号
単位
定義及び説明
3.2.5
開始位置にお
ける姿勢許容
差
姿勢許容差は,明確に規定しなければならない。姿勢許容差に関
するすべての値は,メカニカルインタフェース座標系Xm, Ym, Zm
によって規定する。
姿勢の指令値は,Xm, Ym, Zm軸周りのアライメント,すなわち,
A, B, Cで与える。
姿勢許容差は,二つの尺度,すなわち,傾きの限界値及びねじれ
の限界値で定義する。
3.2.6
傾きの限界値 ±0.5α
±0.5β
ラジアン
又は度
ラジアン
又は度
Xm軸及びYm軸周りに測った実現ポーズの指令ポーズからの角度
誤差の限界値は,それぞれ傾きの限界値±0.5α及び±0.5βと表す
(3.2.5の図参照)。角度α及びβは,通常等しいと考えられる。
3.2.7
ねじれの限界
値
±0.5γ
ラジアン
又は度
Zm軸周りに測った実現ポーズの指令ポーズからの角度誤差の限
界値は,ねじれの限界値±0.5γと表す(3.2.5の図参照)。
3.2.8
結合経路の許
容差
結合経路の許容差は,開始位置における位置許容差の値とする。
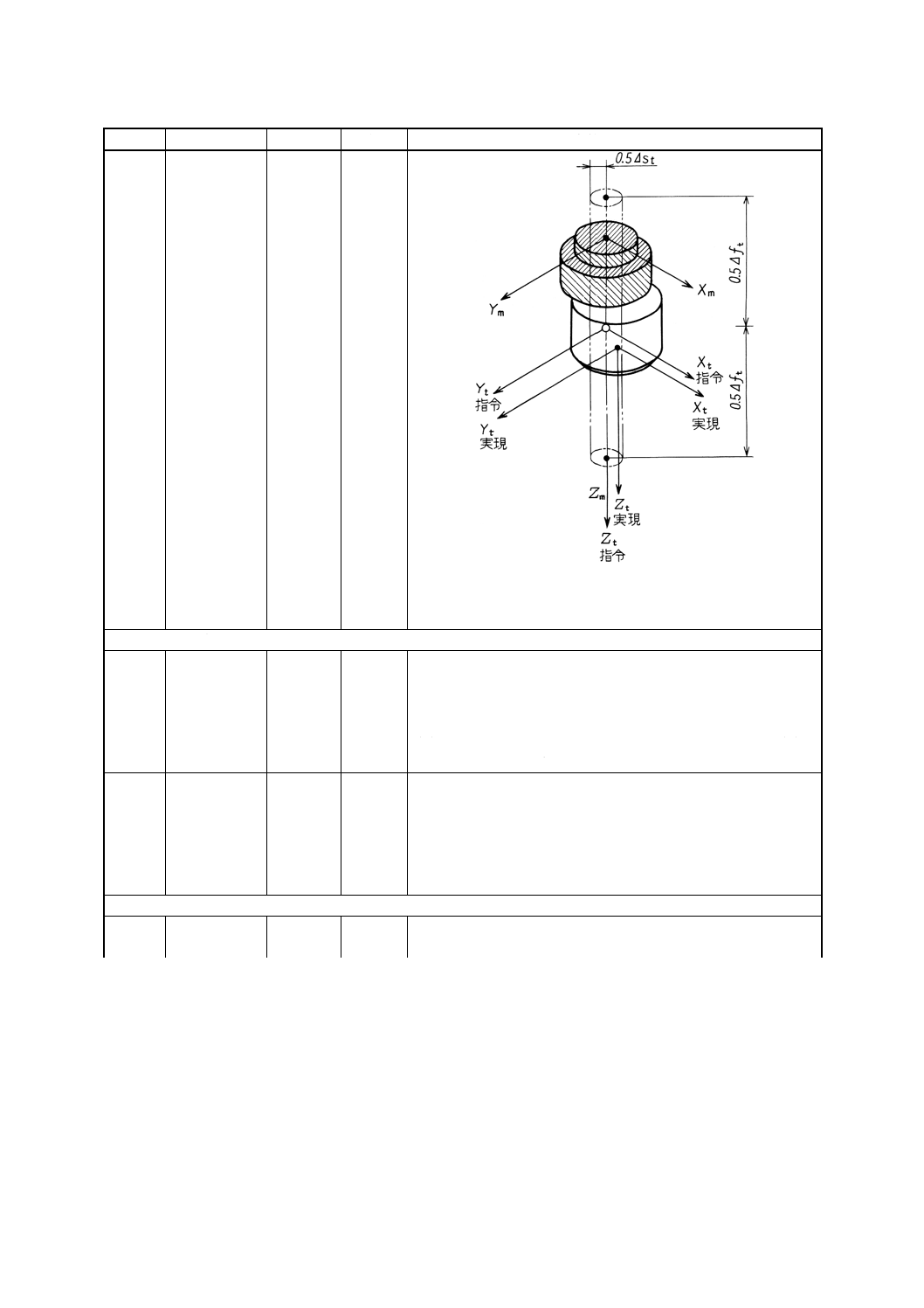
3.2.9
結合誤差範囲
多数回の結合動作におけるロボット側部分とエンドエフェクタ
側部分の間の相対的なずれの範囲の基準点は,メカニカルインタ
フェース座標系Xm, Ym, Zmに基づくロボット側部分ロボット接合
面の中心(JIS B 8436及びJIS B 8441に基づく),及び座標系Xt, Yt,
Ztに基づくエンドエフェクタ側部分のエンドエフェクタ接合面の
中心とする。指令ポーズは,メカニカルインタフェース座標系Xm,
Ym, ZmのZm軸上の,+Zmの方向にLtotalだけ変位した位置に与え
る。
誤差は,以下の成分に分解される。
st
mm
位置誤差
ft
mm
[側方向 (st) 及び軸方向 (ft)]
αt
ラジアン
又は度
姿勢誤差
[傾き(αt, βt)及びねじれ (rt)]
βt
ラジアン
又は度
8
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
記号
単位
定義及び説明
rt
ラジアン
又は度
○結合後の交換装置のエンドエフェクタ側部分の指令ポーズ。
●結合後の交換装置のエンドエフェクタ側部分の実現ポーズ。
3.3 結合力及び分離力
3.3.1
結合力
Fc
N
交換装置のロボット側部分をエンドエフェクタ側部分に結合す
るためにロボットが加える力。この過程の間,エンドエフェクタ
側部分はエンドエフェクタマガジンに保持されていると想定す
る。
結合力は,機械,電気,油圧又は空気圧の継手のすべてを結合す
るのに必要な外力を含む。
3.3.2
分離力
Fe
N
交換装置のロボット側部分をエンドエフェクタ側部分から分離
するためにロボットが加える力。この過程の間,エンドエフェク
タ側部分はエンドエフェクタマガジンに保持されていると想定
する。
分離力は,機械,電気,油圧又は空気圧の継手のすべてを分離す
るのに必要な外力を含む。
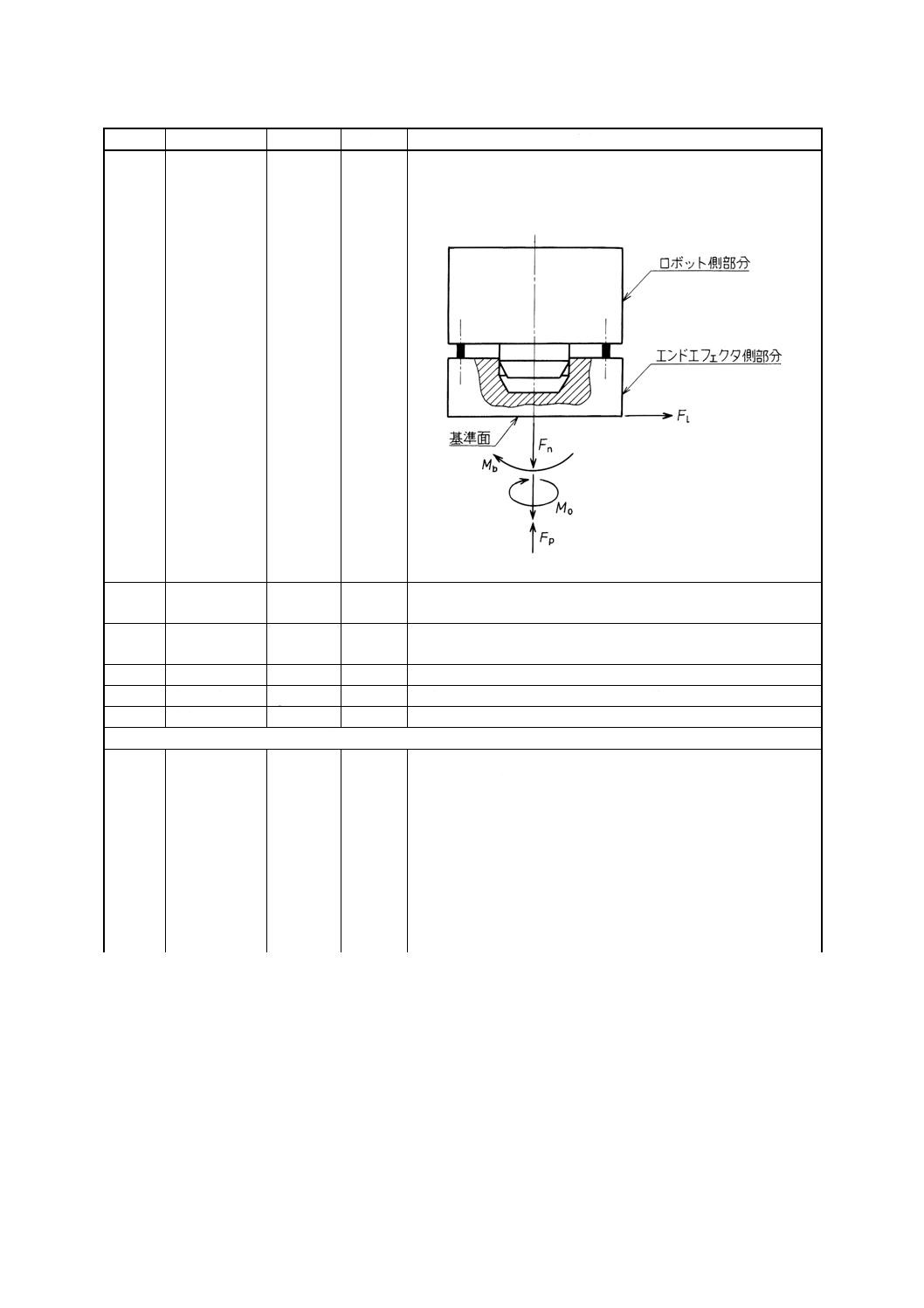
3.4 負荷特性
負荷特性のすべての許容最大値は,静的及び動的負荷に適用す
る。すべての負荷特性は,基準面上で表す。
9
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
記号
単位
定義及び説明
3.4.1
基準面
基準面は,JIS B 8436及びJIS B 8441に基づいて設計した,交換
装置のエンドエフェクタ側部分のエンドエフェクタ接合面であ
る。
3.4.2
最大曲げモー
メント
Mbmax
Nm
曲げモーメント負荷だけが生じたときの許容曲げモーメント。
3.4.3
最大ねじりモ
ーメント
Mobmax
Nm
ねじりモーメント負荷だけが生じたときの許容ねじりモーメン
ト。
3.4.4
最大引張力
Fnmax
N
引張力負荷だけが生じたときの許容引張力。
3.4.5
最大圧縮力
Fpmax
N
圧縮力負荷だけが生じたときの許容圧縮力。
3.4.6
最大せん断力 Flmax
N
せん断力負荷だけが生じたときの許容せん断力。
3.5 エンドエフェクタ側部分のマガジンインタフェース
以下の特性項目は,3.2と同様な方法で規定する。マガジンへの
収納方向が交換装置の結合方向と異なっていても3.2で定義した
座標系を適用する。
以下に規定するFy, Fv, My及びMvは,エンドエフェクタをマガジ
ンに収納するとき又はエンドエフェクタをマガジンから取り出
すときに,エンドエフェクタ又はエンドエフェクタ側部分とマガ
ジンとの間に働く力及びモーメントである(例 エンドエフェク
タの脱落を防ぐマガジンの安全装置を押しのける力)。それらは,
交換装置のエンドエフェクタ側部分とロボット側部分とを結合
又は分離するのに必要な力とは,大きさ,方向ともに異なる。
10
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
記号
単位
定義及び説明
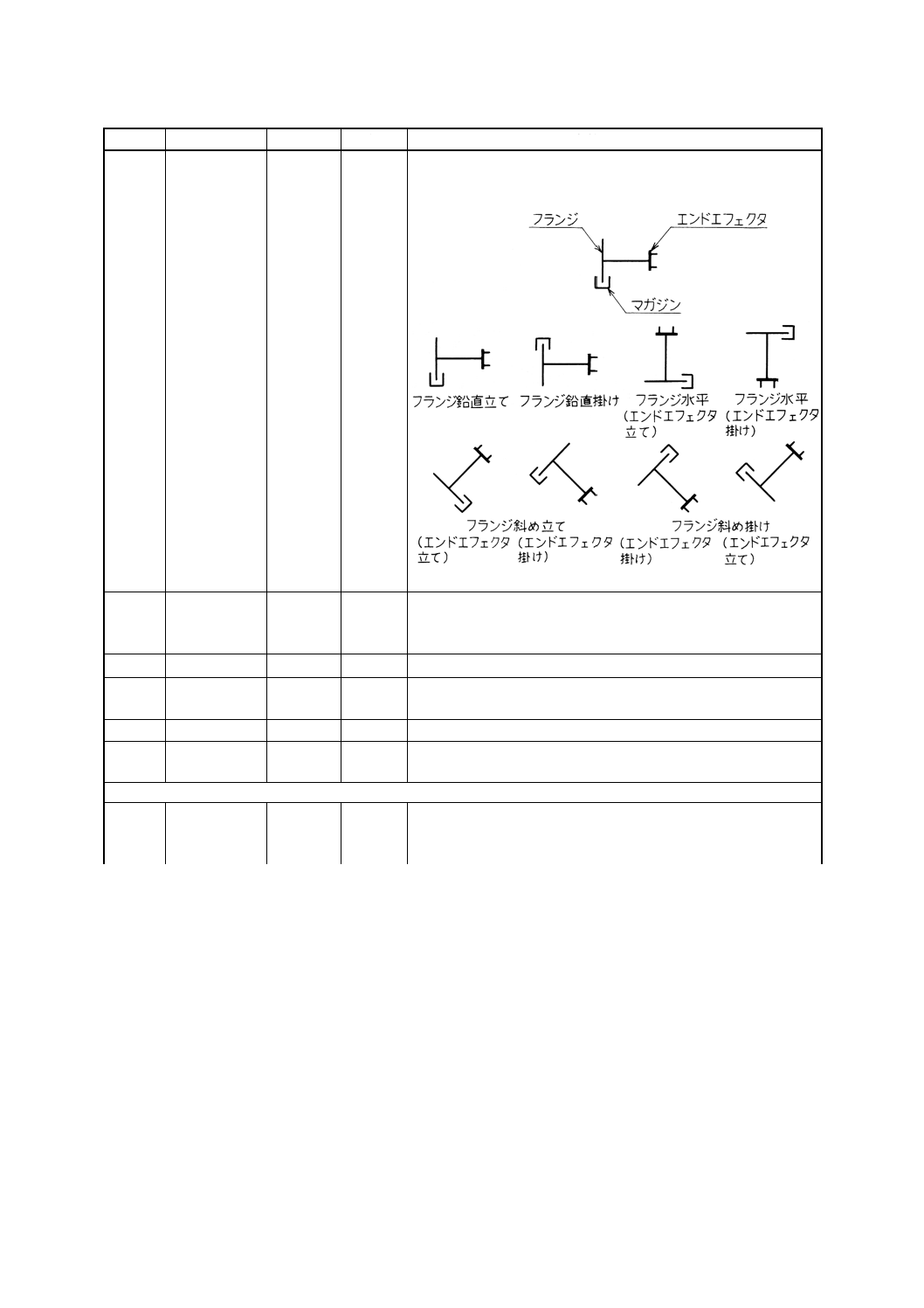
3.5.1
マガジン内の
交換装置の姿
勢
マガジン内の交換装置の姿勢は,種々の設計があるので図で表
す。
3.5.2
収納前のポー
ズ許容差
マガジンへの収納開始点においてエンドエフェクタ中心点
(TCP) で規定したエンドエフェクタ側部分のポーズ許容差。ポー
ズは,製造業者が(例えば,図面によって)指定する。
3.5.3
収納力
Fy
N
エンドエフェクタをマガジンに収納するために必要な力。
3.5.4
収納モーメン
ト
My
Nm
エンドエフェクタをマガジンに収納するために必要なモーメン
ト。
3.5.5
取出し力
Fv
N
エンドエフェクタをマガジンから取り出すために必要な力。
3.5.6
取出しモーメ
ント
Mv
Nm
エンドエフェクタをマガジンから取り出すために必要なモーメ
ント。
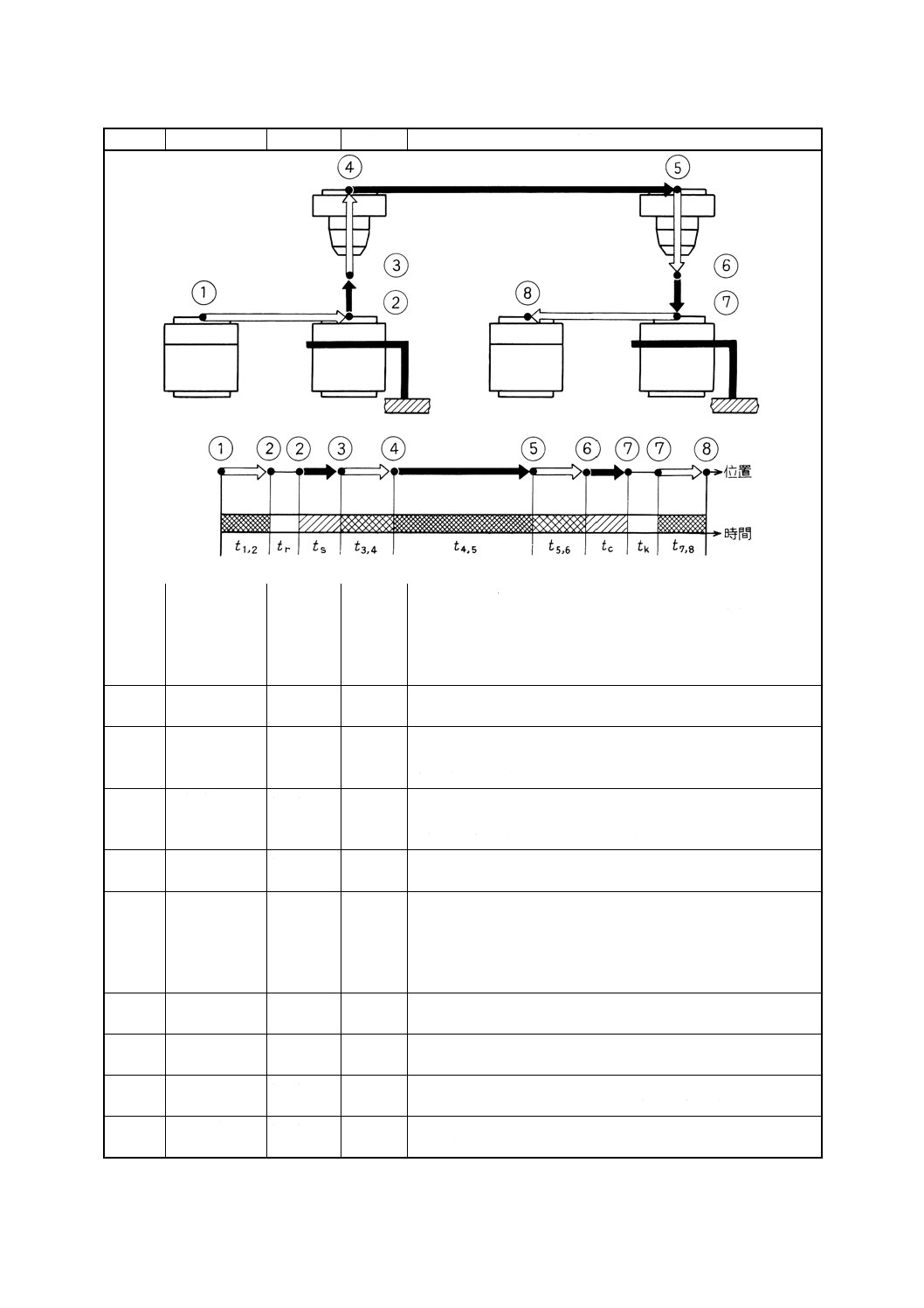
3.6 エンドエフェクタ交換時間
3.6.1
エンドエフェ
クタ交換時間
ttotal
s
交換動作を完結するのに必要な個々の動作の時間の合計。エンド
エフェクタ交換時間は,周辺機器及び交換サイクルによって変わ
る。
11
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
記号
単位
定義及び説明
時間t1, 2, t3, 4, t5, 6及びt7, 8は,エンドエフェクタ側部分をマガジン
に収納する方法によって,また,安全距離と許容速度からの要求
によって変わる。
時間tr, ts, tc,及びtkは,交換装置の種類によって変わり,用いる交
換装置に固有のものである。
3.6.2
収納時間
t1, 2
s
結合状態のロボット側部分とエンドエフェクタ側部分を制限速
度でマガジンに収納する時間(位置1から位置2へ)。
3.6.3
解放時間
t2, 2=tr
s
締結機構を緩めることによって交換装置を解放し,ロボット側部
分とエンドエフェクタ側部分との分離を可能にするのに要する
時間(位置2で)。
3.6.4
分離時間
t2, 3=t3
s
接近距離Laに沿って結合方向と反対方向に動作することによっ
て,ロボット側部分とマガジン内のエンドエフェクタ側部分とを
分離する時間(位置2から位置3へ)。
3.6.5
搬出時間
t3, 4
s
ロボット側部分を制限速度でエンドエフェクタ側部分の近くの
中間位置4へ移す時間(位置3から位置4へ)。
3.6.6
移動時間
t4, 5
s
第2のエンドエフェクタ側部分の近くの中間位置5(開始位置の
上方の適切な位置)へ動く時間。
時間t4, 5は,収納したエンドエフェクタ側部分の位置と結合すべ
きエンドエフェクタ側部分の位置との間の距離に関係し,周辺機
器及び交換サイクルに固有な値である。
3.6.7
搬入時間
t5, 6=t3, 4
s
ロボット側部分を制限速度で結合すべきエンドエフェクタ側部
分との結合動作の開始位置へ移す時間(位置5から位置6へ)。
3.6.8
結合時間
t6, 7=tc
=t2, 3
s
接近距離Laに沿って結合方向に動き,ロボット側部分とエンドエ
フェクタ側部分とを結合する時間(位置6から位置7へ)。
3.6.9
締結時間
t7, 7=tk
s
締結機構を締めることによって交換装置を締結し,ロボット側部
分とエンドエフェクタ側部分とを固定する時間(位置7で)。
3.6.10
取出し時間
t7, 8=t1, 2
s
交換装置をマガジンから制限速度で取り出す時間(位置7から位
置8へ)。
12
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
用語
記号
単位
定義及び説明
3.6.11
固有交換時間 tx=
tr+ts+
tc+tk
s
エンドエフェクタ交換時間の中で交換装置に固有なすべての時
間の合計。
13
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
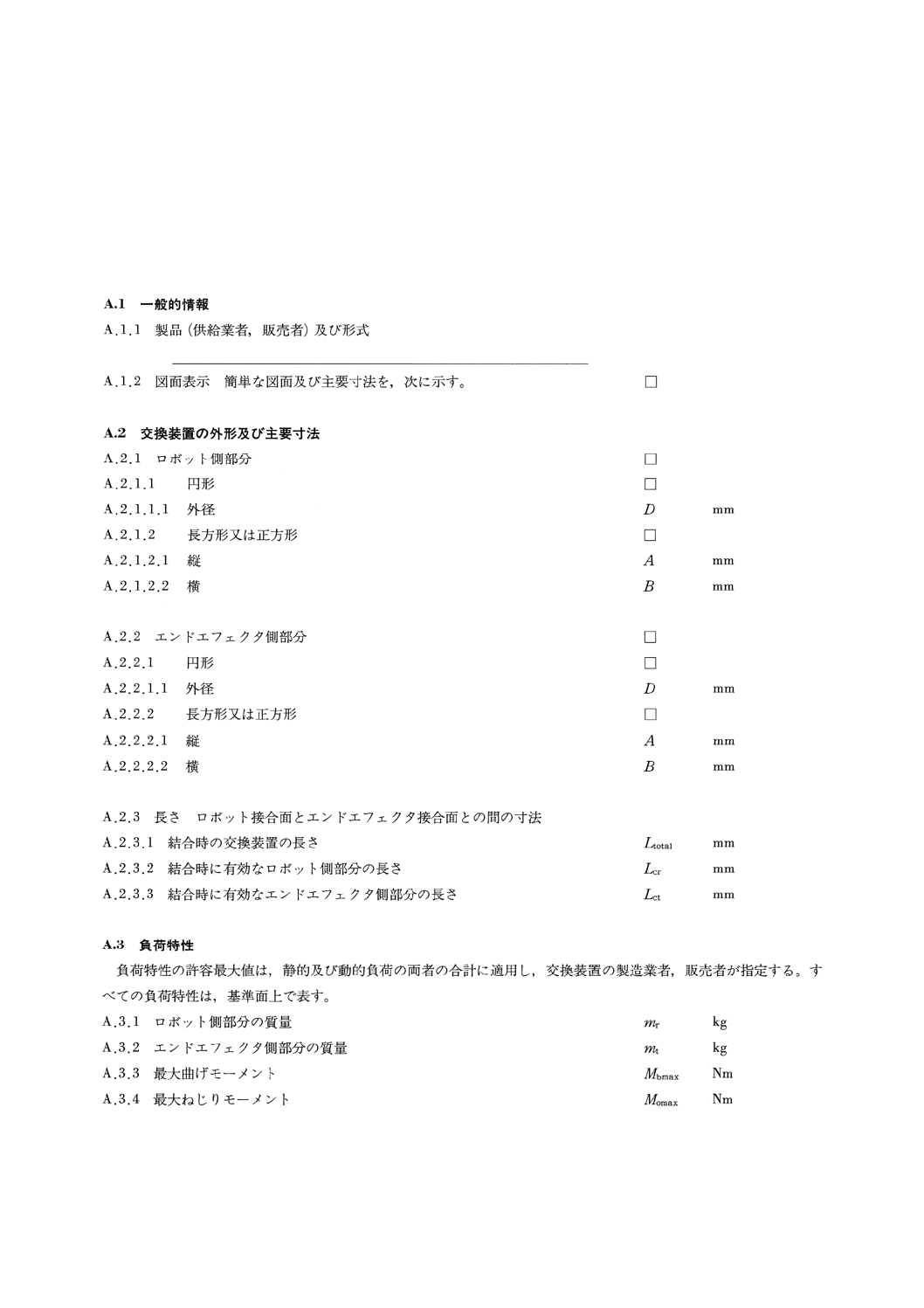
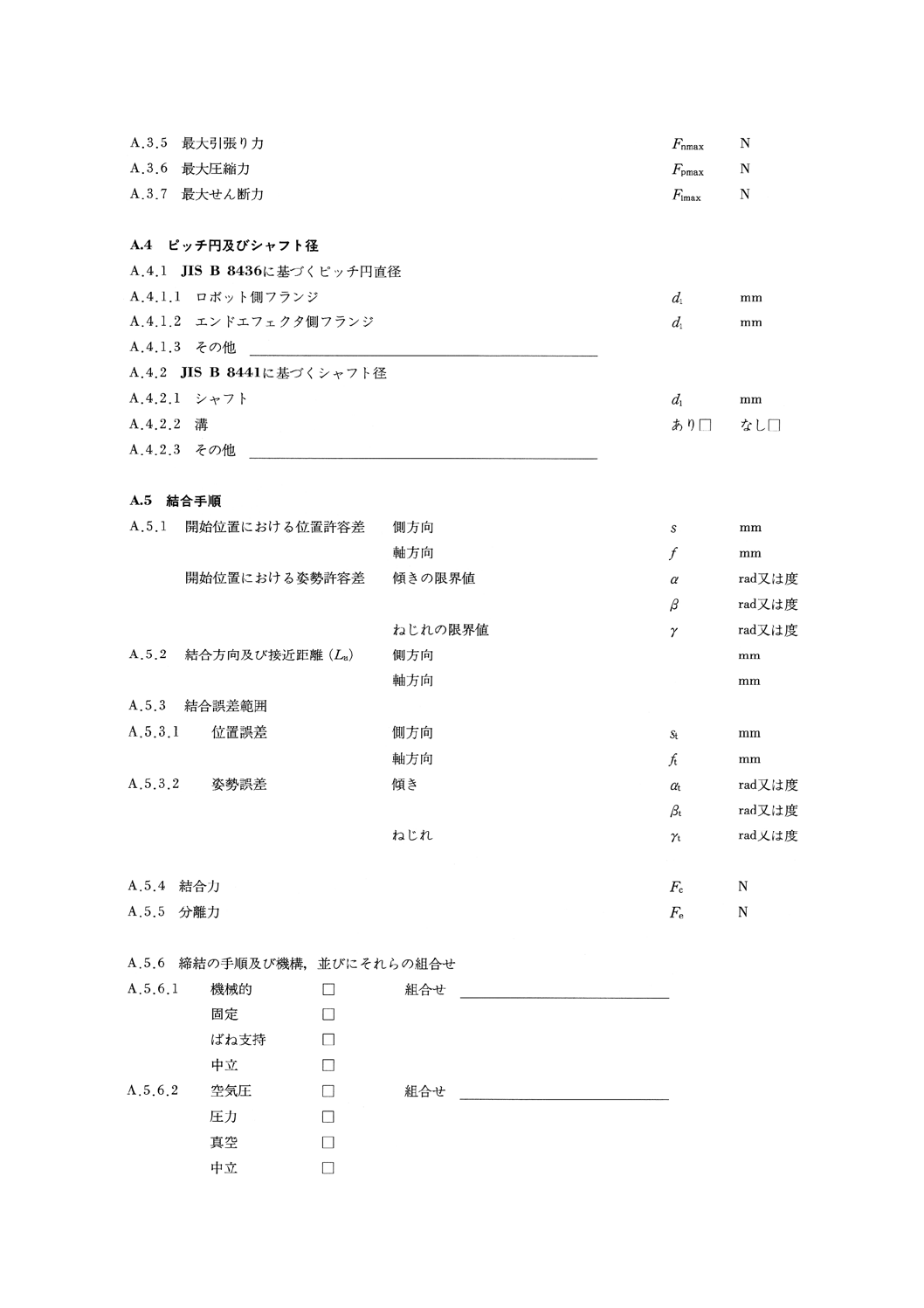
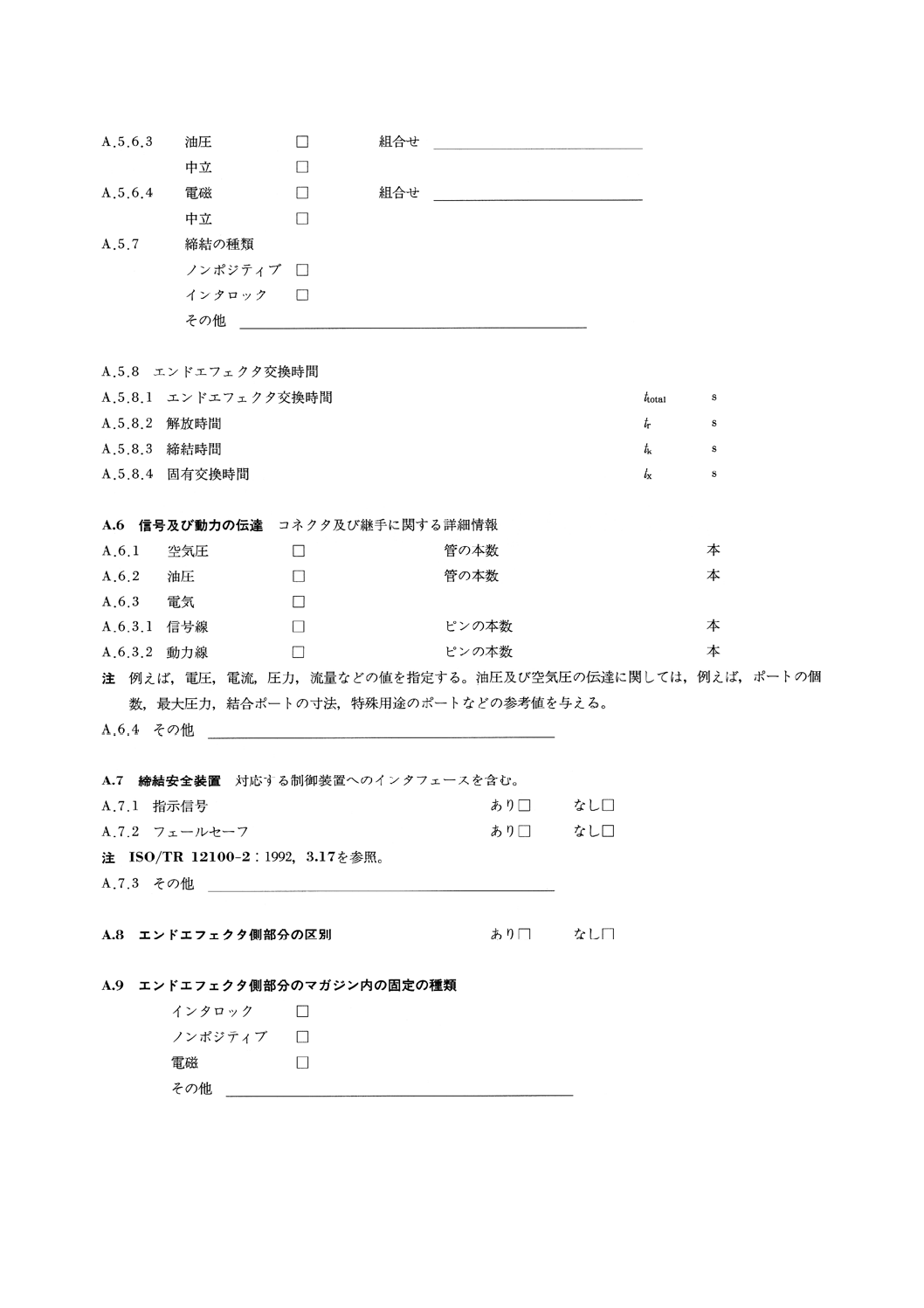
附属書A(参考)
エンドエフェクタ自動交換装置の特性を表すための様式
この附属書は,種々のエンドエフェクタ自動交換装置を記述する情報を提示するための様式を提供する。
これらの詳細事項は,交換装置の開発や設計のために用いることを目的とするものではない。
14
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
16
B 8442 : 1997 (ISO 11593 : 1996)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
自動エンドエフェクタ交換装置JIS原案作成専門委員会 構成表
氏名
所属
(委員長)
木 下 夏 夫
東京電機大学
下 嶋 浩
東京工業大学
藤 野 達 夫
通商産業省
山 村 修 蔵
工業技術院
谷 和 男
工業技術院機械技術研究所
森 山 芳 樹
神奈川県工業試験所
鈴 木 聰
名古屋市工業研究所
吉 田 鐐 一
株式会社FIT
井 上 徹
日本電装株式会社
小 澤 隆 保
日本電気株式会社
堤 幹 夫
ビー・エル・オートテック株式会社
名 田 稔
株式会社不二越