B 8356-2 : 2000 (ISO 2942 : 1994)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによってJIS B 8356 : 1993は廃止され,JIS B 8356-1〜9に置き換えられる。
JIS B 8356は次に示す部編成となっている。これらの規格には“油圧用フィルタ性能評価方法”という
共通主タイトルを用いた。
第1部:フィルタエレメントの性能確認手順
第2部:フィルタエレメントの組立完全性試験及びファーストバブルポイントの測定
第3部:フィルタエレメントのつぶれ又は破裂試験
第4部:フィルタエレメントの材料の作動油適合性試験
第5部:フィルタエレメントの端末荷重試験
第6部:フィルタエレメントの流れ疲労特性試験
第7部:フィルタの圧力降下特性試験
第8部:フィルタエレメントのろ過性能試験(マルチパステスト法)
第9部:フィルタの要求性能一覧
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8356-2 : 2000
(ISO 2942 : 1994)
油圧用フィルタ性能評価方法−
第2部:フィルタエレメントの
組立完全性試験及び
ファーストバブルポイントの測定
Hydraulic fluid power−Filters−Evaluation of filter performance−
Part 2 : Filter elements−Verification of fabrication integrity
and determination of the first bubble point
序文 この規格は,1994年に制定されたISO 2942, Hydraulic fluid power−Filter elements−Verification of
fabrication integrity and determination of the first bubble pointを翻訳し,技術的内容及び規格票の様式を変更す
ることなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲
この規格は,油圧用フィルタエレメントのバブルポイントの試験方法について規定する。この規格は,
フィルタエレメントの組立完全性の確認(気泡の有無によって調べる)又は,フィルタエレメントの最大
孔径を測定するファーストバブルポイントに適用する。すなわち,フィルタエレメントが,その後の使用
及び試験に用いることができるかを判定する方法を規定する。ファーストバブルポイント試験は,フィル
タエレメントの性能を表すものではない。特に,ろ過精度,ろ過効率,ダスト捕獲量を推定するものでは
ない。
2. 引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構成するもので
あって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その最新版(追補
を含む。)を適用する。
JIS B 0125 油圧及び空気圧用図記号
備考 ISO 1219-1 : 1991, Fluid power systems and components−Graphic symbols and circuit diagrams−
Part 1 : Graphic symbolsが,この規格と一致している。
JIS B 0142 油圧及び空気圧用語
備考 ISO 5598 : 1985, Fluid power systems and components−Vocabularyからの引用事項は,この規格
2
B 8356-2 : 2000 (ISO 2942 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の該当事項と同等である。
3. 用語の定義
a) フィルタエレメント (Filter element)
フィルタ内に取り付け,微細な固形物を除去する目的に用いるろ材。
b) 組立完全性 (Fabrication integrity)
フィルタエレメントが製造業者の示す品質基準と物理的に一致していること。
c) ファーストバブルポイント (First bubble point)
フィルタエレメントをこの規格に定める方法で試験したときに,最初に気泡が発生する空気圧力。
フィルタエレメントに製造上の欠陥がない場合は,この値はろ材の最大孔と関係する。
4. 図記号
使用する図記号は,JIS B 0125に基づく。
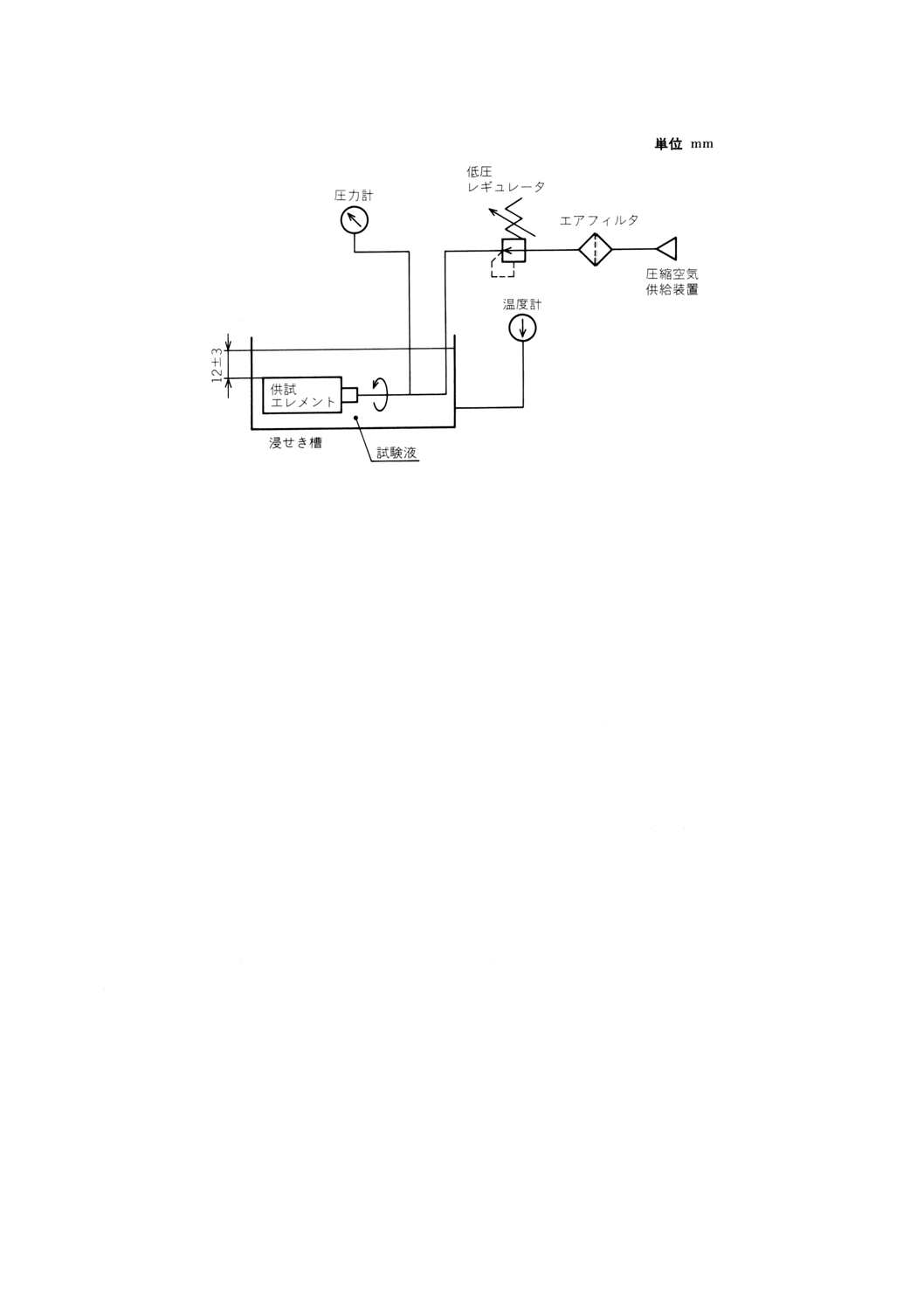
5. 試験装置
a) 試験装置を図1に示す。装置は以下の主要機器からなる。
1) 圧縮空気供給装置 エアフィルタと最小が10kPaまで調整可能なレギュレータが装備されているこ
と。
2) 圧力計 測定精度が±3%以内であること。
3) 浸せき(漬)槽 試験中フィルタエレメントを浸せきする槽で,フィルタエレメントを自動又は手
動で回転することのできる機構と温度計を装備していること。
b) 試験液 清浄なイソプロパノール又はフィルタエレメント製造業者が指定した液体を使用すること。
液体の清浄度は,以後の各試験要件に合致していること。
試験液体を繰り返し使用するときは,表面張力を定期的に確認すること。表面張力の値が新液の値
の±5%を超えるときは,試験液を交換することを推奨する。
警告 イソプロパノール又はその他の溶剤は,人的影響や環境破壊を引き起こす可能性がある。試験
溶液を使用するときは,適切な安全対策を施すとともに,廃棄する場合もその地域の廃棄基準
に合致した処置を行うこと。
3
B 8356-2 : 2000 (ISO 2942 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 試験装置
6. 試験方法
a) 一般手順
1) 供試フィルタエレメントが,その製造業者の図面どおりであることを確認する。
2) 未使用のフィルタエレメントをその主軸が試験液体の液面と平行になるように,バブルポイント試
験装置に取り付ける。
3) フィルタエレメントを22℃±5℃の試験液体に,液面から12mm±3mmの深さまで浸す。
4) 次の手順に進む前に,フィルタエレメントを液中に5分間浸す。
備考 この5分間の浸せき処理によって,フィルタエレメントを確実にぬらすことができる。浸せき
処理は槽の中で実施し,回転装置に固定しなくてもよい。
b) 組立完全性試験(気泡の有無)
1) フィルタエレメントの内側に,フィルタ製造業者が指定した値の空気圧を与える。フィルタエレメ
ントを空気で満たした後,液面から12mm±3mmの深さになるように再度調整する。
備考 フィルタエレメントの外側構造物の表面や内部に気泡が残っていて,これがわずかな気泡とし
て認められることがあるので,これらの気泡は無視すること。フィルタ製造業者が指定した空
気圧で一様に発生する気泡だけを対象とする。
2) 1) に示す空気圧をフィルタエレメントに与えながら,その主軸回りで360°回転させる。
3) 容認基準は,製造業者が定めた空気圧で,気泡の吹出しが認められないこと。
c) ファーストバブルポイントの測定
1) b) 2) と同様に,フィルタエレメントを主軸回りに360°回転させながら内側に空気圧を徐々に与え
る。空気圧は0から始め50Paずつ増加させる。
一様な気泡の流れになることが確認された時点をファーストバブルポイントとし,直ちに昇圧を
停止する。このときの空気圧を記録する。
備考 フィルタエレメントの外側構造物の表面や内部に気泡が残っていて,これがわずかな気泡
として認められることがあるので,これらの気泡は無視すること。内部の空気圧が一定で
4
B 8356-2 : 2000 (ISO 2942 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ある限り,ファーストバブルポイントでの気泡は一様な流れになる。
適切な照明を用いて気泡発生が正確に観察できるようにすること。フィルタエレメント
内が一定圧力になるようにゆっくり昇圧すること。平衡状態が失われて低い空気圧で気泡
が発生しないように,供試エレメントの機械的振動や揺れを防止すること。
2) フィルタエレメントの空気圧を完全に下げて,孔の中を試験液で満たす。その後,c)1)と同じ試験
操作を行う。
3) 同様の試験を2回実施し,それぞれの空気圧を測定し記録する。
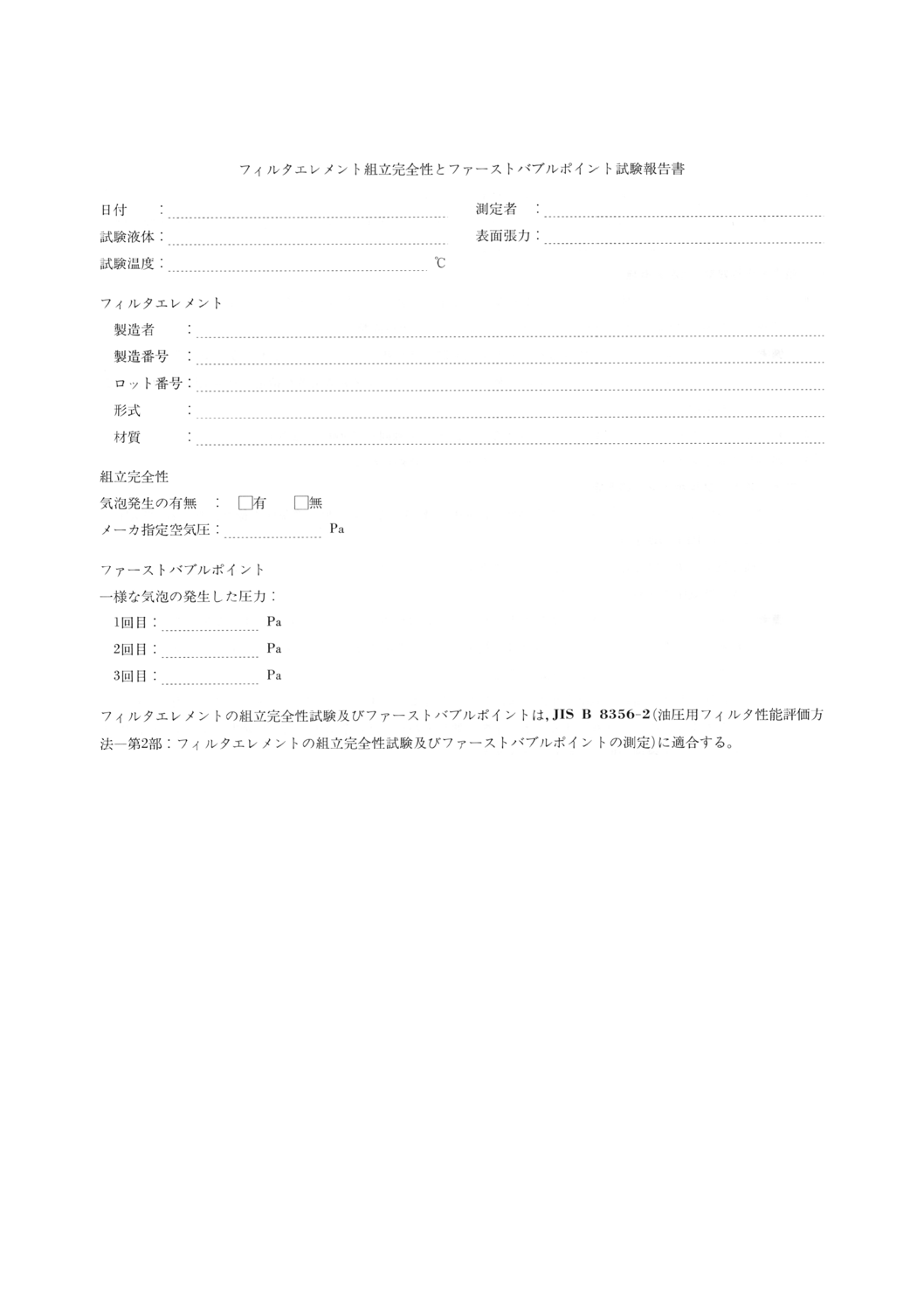
7. データの表記 組立完全性試験結果とファーストバブルポイントの測定結果は,図2に示す試験報告
書(例)に記録する。
8. 規格適合表示 この規格に従っている場合は,試験報告書,カタログ及び販売資料に,次の表示を使
用する。
“フィルタエレメントの組立完全性及びファーストバブルポイントは,JIS B 8356-2(油圧用フィルタ性
能評価方法−第2部:フィルタエレメントの組立完全性試験及びファーストバブルポイントの測定)に適
合する。”
5
B 8356-2 : 2000 (ISO 2942 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 組み立て完全性試験とファーストバブルポイントの試験報告書(例)
6
B 8356-2 : 2000 (ISO 2942 : 1994)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 8356-2 整合化本委員会 構成表
氏名
所属
(委員長)
竹 中 俊 夫
東京工業大学名誉教授
島 田 公 雄
中央大学理工学部
中 嶋 誠
通商産業省機械情報産業局
○ 本 間 清
工業技術院標準部
○ 橋 本 繁 晴
財団法人日本規格協会技術部
村 井 孝 宣
財団法人機械振興協会技術研究所
岡 安 英 雄
社団法人日本工作機械工業会技術部
吉 松 英 昭
株式会社神戸製鋼所
渡 並 直
トヨタ自動車株式会社
荒 木 義 昭
株式会社日平トヤマ
黒 部 昌 徳
東芝機械株式会社
藤 田 勝
石川島汎用機械株式会社
石 井 進
内田油圧機器工業株式会社
小 池 一 夫
イハラサイエンス株式会社
門 泰 一
太陽鉄工株式会社
木 原 和 幸
株式会社トキメック
小曽戸 博
内田油圧機器工業株式会社
手 塚 昂 宏
カヤバ工業株式会社
中 西 康 二
黒田精工株式会社
平 野 謙 一
油研工業株式会社
二 見 安 亮
CKD株式会社
根 本 圭 介
三菱電線工業株式会社
(分科会主査)
○ 山 崎 一 彦
山信工業株式会社
(事務局)
三 浦 吉 成
社団法人日本油空圧工業会第1技術部
○ 堀 切 俊 彦
社団法人日本油空圧工業会第2技術部
○印は、分科会委員を兼ねる。
原案作成分科会 構成表
氏名
所属
福 島 英 夫
日本石油株式会社
小 澤 健 治
山信工業株式会社
住 田 隆
株式会社トキメック
飯 野 隆
大生工業株式会社
山 田 詔 一
油研工業株式会社
根 元 康 博
日本ポール株式会社
伊 沢 一 康
日本ポール株式会社
松 山 雄 一
出光興産株式会社
太 田 尚 宏
株式会社松村石油研究所
布 川 道 夫
ダイキン工業株式会社
水 野 啓 三
カヤバ工業株式会社
笠 井 寿 男
SMC株式会社
竹 崎 渉
豊興工業株式会社
植 田 修 弘
タカコ精機株式会社
杉 村 佳 春
日本ムーグ株式会社
(事務局)
堀 切 俊 彦
社団法人日本油空圧工業会
文責 山崎 一彦