B 8302 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本産業
機械工業会 (JSIM) /財団法人日本規格協会 (JSA) から工業標準原案を具して日本工業規格を改正すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。こ
れによってJIS B 8302 : 1990は改正され,この規格に置き換えられる。
JIS B 8302には,次に示す附属書がある。
附属書1(参考) 60゜三角せき
附属書2(参考) もぐりせき
附属書3(参考) せきで測定できる流量範囲
附属書4(参考) せきの設備寸法
附属書5(参考) 入口ノズル
付属書6(参考) 絞り機構及び計器による方法における整流装置
B 8302 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類 ······························································································································ 1
4. せきによる測定方法 ········································································································· 2
4.1 せきの構造 ··················································································································· 2
4.2 せきのヘッドの測定装置·································································································· 5
4.3 せきのヘッドの測定 ······································································································· 5
4.4 流量の算出 ··················································································································· 5
4.5 せきの不確かさ ············································································································· 7
5. 絞り機構による測定方法 ··································································································· 7
5.1 絞り機構の構造 ············································································································· 7
5.2 絞り機構の管路 ············································································································· 9
5.3 ヘッド差の測定 ············································································································ 12
5.4 流量の算出 ·················································································································· 13
5.5 流出係数 ····················································································································· 13
6. 計器による測定方法 ········································································································ 15
6.1 フロート形面積流量計···································································································· 15
6.2 電磁流量計 ·················································································································· 16
6.3 タービン流量計 ············································································································ 17
7. 容器による測定方法 ········································································································ 18
7.1 装置 ··························································································································· 18
7.2 測定 ··························································································································· 18
7.3 流量の算出 ·················································································································· 18
附属書1(参考) 60゜三角せき ···························································································· 20
附属書2(参考) もぐりせき ······························································································· 21
附属書3(参考) せきで測定できる流量範囲 ·········································································· 22
附属書4(参考) せきの設備寸法 ························································································· 23
附属書5(参考) 入口ノズル ······························································································· 25
附属書6(参考) 絞り機構及び計器による方法における整流装置 ··············································· 27
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8302 : 2002
ポンプ吐出し量測定方法
Measurement methods of pump discharge
1. 適用範囲 この規格は,工場においてポンプの吐出し量(1)を測定する方法について規定する。
注(1) ポンプが,単位時間に吐き出す液体の体積。
備考 この規格で用いるヘッドは,単位質量当たりの流体のエネルギー,すなわち,比エネルギーを,
重力加速度9.80m/s2で除した量で示してある。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7551 フロート形面積流量計
JIS B 7554 電磁流量計
JIS B 8301 遠心ポンプ,斜流ポンプ及び軸流ポンプ−試験方法
JIS Z 8762 絞り機構による流量測定方法
JIS Z 8765 タービン流量計による流量測定方法
3. 種類 吐出し量の測定は,次のいずれかの方法による。
a) せきによる方法
1) 直角三角せき
2) 四角せき
3) 全幅せき
b) 絞り機構による方法
1) オリフィス
2) ISA 1932ノズル
3) 長円ノズル
4) 円すい形ベンチュリ管
5) ノズル形ベンチュリ管
c) 計器による方法
1) フロート形面積流量計
2) 電磁流量計
3) タービン流量計
d) 容器による方法
備考1. せき,絞り機構及び計器による方法は,JIS B 8301の5.4.5.1(常温清水の特性)に規定する清
水又は海水(以下,水という。)の定常な流量の測定に適用する。
2
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 容器による方法は,上記の水以外の液体の流量の測定にも適用してよい。
4. せきによる測定方法
4.1
せきの構造
4.1.1
一般 せきは,せき板,支え板及び水路で構成する。
4.1.2
せき板及び支え板 せき板及び支え板は,次による。
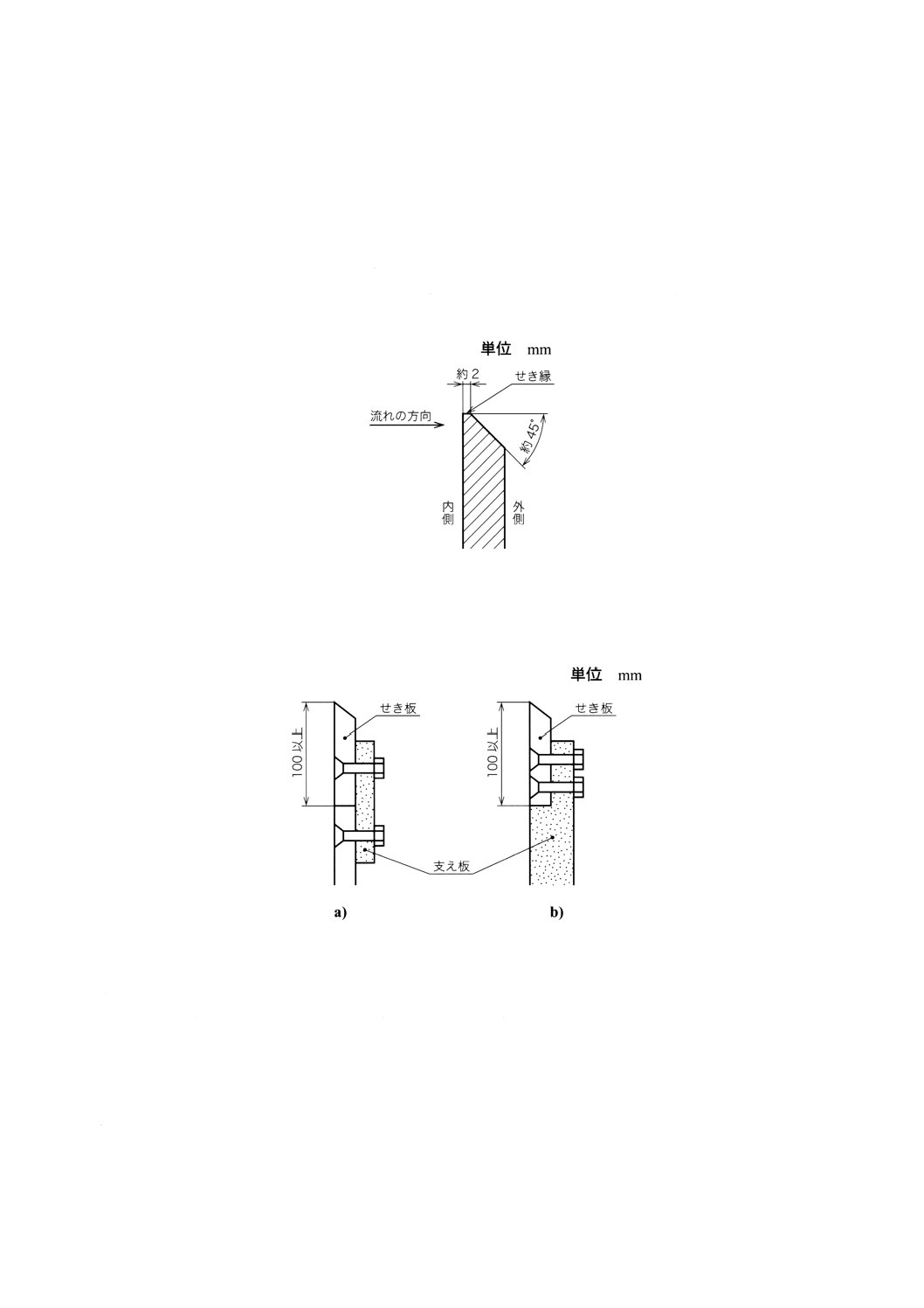
a) せき板の断面は,図1に示すようにせき板内平面と上端面は直交し,その角は鋭くわずかの丸みもな
いものとする。上端面の幅は約2mmとし,それより外側に向って約45゜の傾きをもたせる。
図1 せき板の断面
b) せき板の内面は平面とし,特に板の上端から100mm以内は滑らかとする(図2参照)。それ以上隔た
った部分は流れが乱れない限り,特に滑らかにしなくてもよい。したがって,この部分は図2a),b)
のように取り付ける。
図2 せきの内面
c) せき板の材料は,さび及び腐食に耐えるものとする。
d) 支え板は,せき板が内部水圧によって変形しないように軟鋼板又はコンクリートで作り,せき内の水
位が,四角せきでは切欠下縁から,全幅せきではせき縁からそれぞれ30mm以上(三角せきでは切欠
底点から70mm以上)上がったとき,落下する水の跳ね返りが越流の形状を乱すことがないような構
造及び寸法にする。
e) せき板及び支え板の内面は,水路の長軸に直角であって,かつ,鉛直にこれを設ける。
f)
直角三角せきの切欠は,次による。
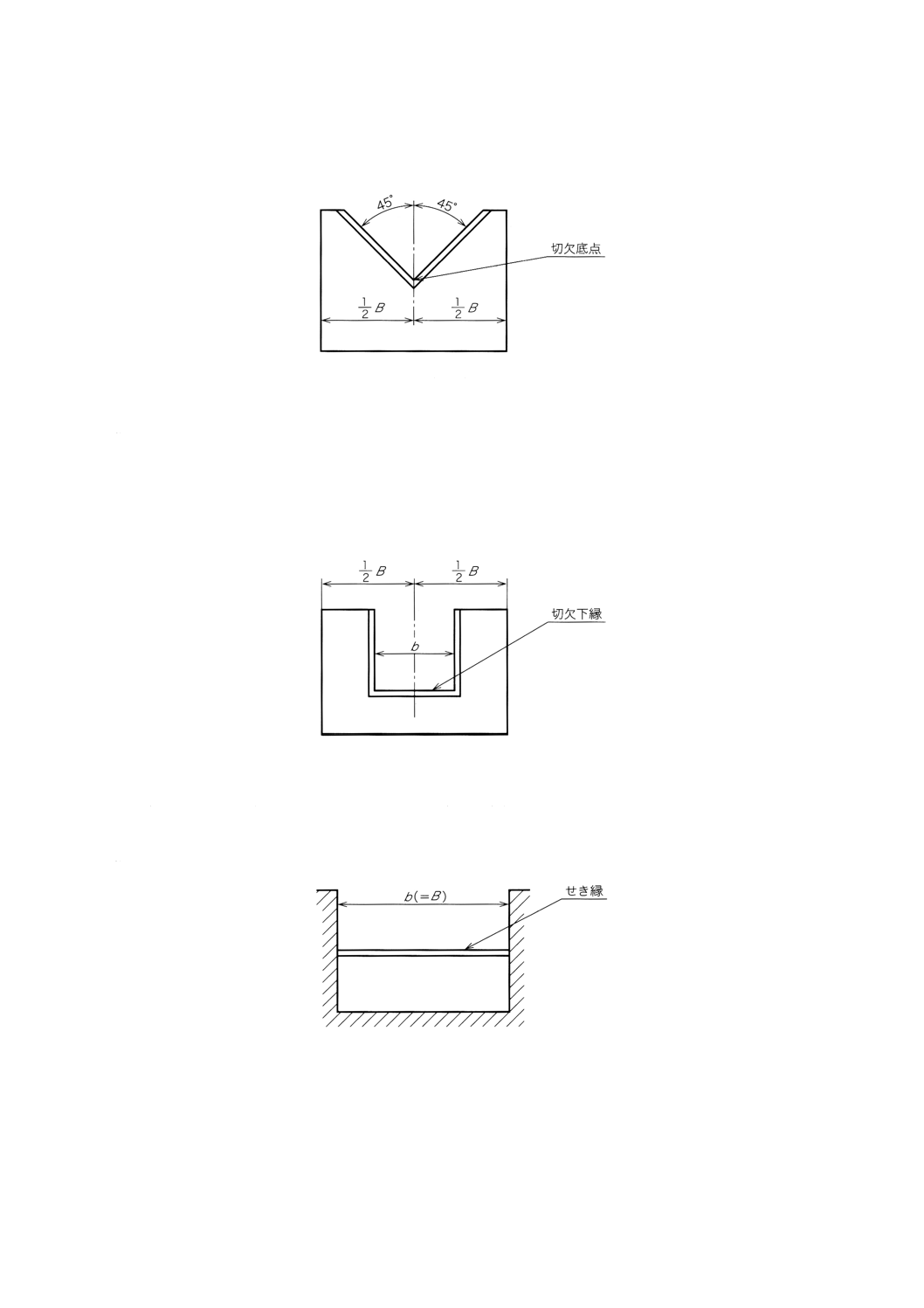
1) 直角三角せきの切欠は,図3に示すように90゜とし,切欠角の二等分線は鉛直で,かつ,水路の幅
3
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Bの中央に位置させる。
2) 切欠角度の許容幅は,±5分とする。
図3 直角三角せきの切欠
g) 四角せきの切欠は,次による。
1) 四角せきの切欠は,図4に示すように下縁と両横縁とが,それぞれ直角とする。
2) 切欠角度の許容幅は,±5分とする。
3) 切欠は水路の幅Bの中央に位置させ,その下縁は水平とする。
4) せきの幅bは,切欠下縁の長さで表す。
5) せきの幅bの許容幅は,±0.001bとする。
図4 四角せきの切欠
h) 全幅せきの幅bは,次による。
1) 全幅せきのせき縁は,図5に示すように水路の幅全体にわたって水平とする。
2) せきの幅bは,せき板両端の水路壁面間に挟まれたせき縁の長さで表す。
3) せき幅bの許容幅は,±0.001Bとする。
図5 全幅せきのせき縁
4.1.3
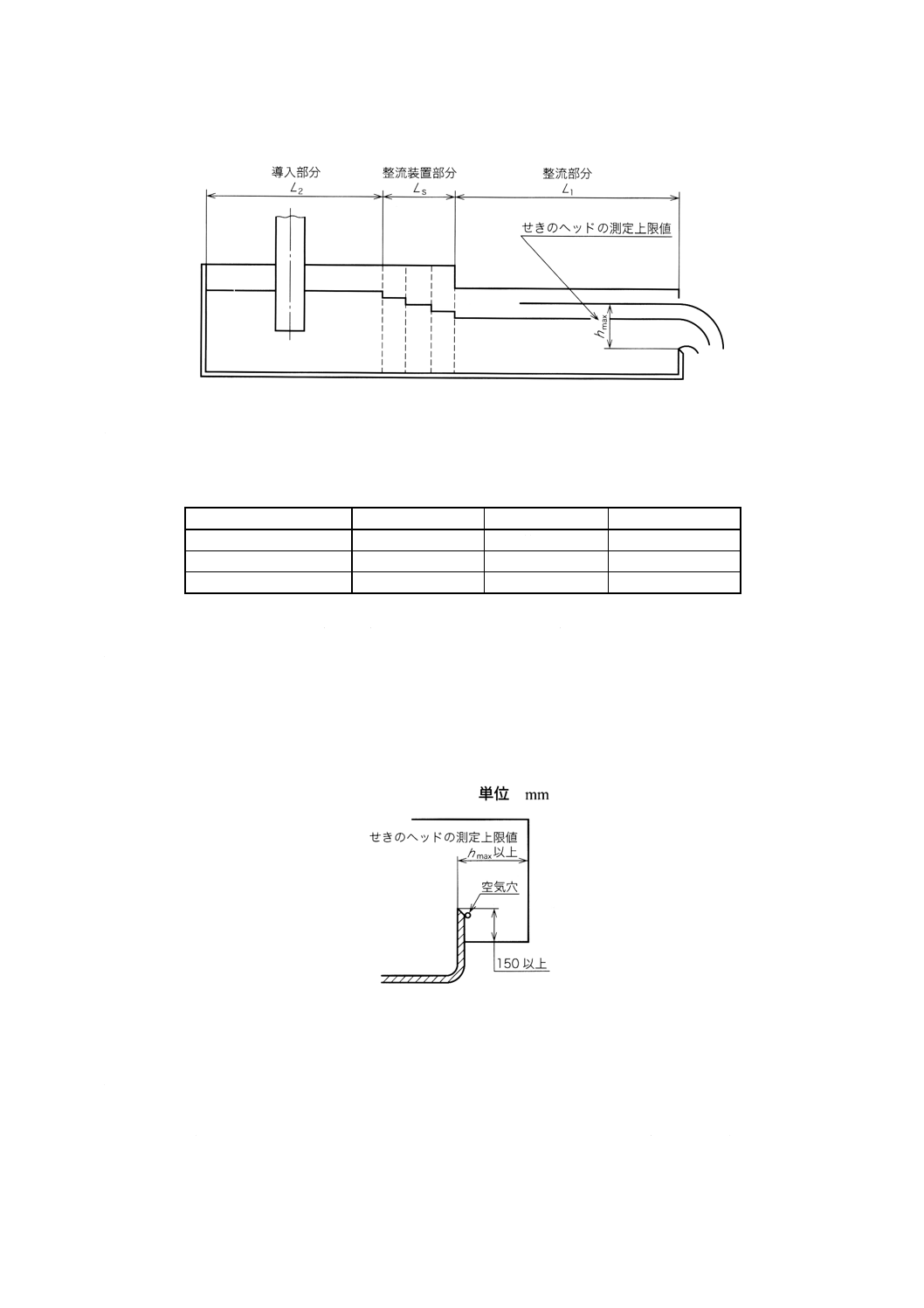
水路 水路は,図6に示すように,導入部分,整流装置部分及び整流部分によって構成する。図6
中のL1は整流部分の長さ,Lsは整流装置部分の長さ及びL2は導入部分の長さである。また,hmaxは,せき
のヘッド(2)hの測定範囲における上限値である。
注(2) せき板の上流の水位と切欠底点(直角三角せき),切欠下縁(四角せき)又はせき縁(全幅せき)
4
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
中央との鉛直距離。
図6 水路
a) 水路の各部分の長さは,表1による。
なお,整流装置部分がない場合には,整流部分の長さL1を水路の幅Bの10倍以上にする。
表1 水路の各部分の長さ
L1
Ls
L2
直角三角せき
>B+2hmax
約2hmax
>B+ hmax
四角せき
>B+3hmax
約2hmax
>B+2hmax
全幅せき
>B+5hmax
約2hmax
>B+3hmax
b) 整流部分の水路はその底面が水平,その側面が鉛直で水を満たしても変形しない堅固なものとする。
また,この部分の水路の軸線は直線とし,その水路の幅はほぼ一様とする。
c) 全幅せきの水路では,せき板及び支え板の外側は,図7に示すようにhmax以上両側壁を延長し,せき
を流下する水が側方に広がるのを防ぐ。この延長壁の下端は,せき板の縁から下方150mm以上あれ
ばよい。
なお,せき板を越えて流下する水の内側に大気が自由に出入することができるよう十分な通路面積
をもった空気穴を設ける。
図7 全幅せきの水路
d) 整流装置部分の,水路の幅は整流部分の幅と等しく,側壁の高さは導入部分の側壁と等しくする。整
流装置は波動の伝播を防ぐとともに,ほぼ完全に水を整流できるものとする。
e) 導入部分の貯水容量は,なるべく大きなものがよい。この部分の幅及び深さは,整流部分の水路の幅
及び深さより大きくする。
なお,導入部分の側壁の高さは,水が盛り上がりによってあふれるのを防ぐため,整流部分の水路
壁の高さより高くするのがよい。
5
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
水の導入管の端末は,水中に没するのが望ましい。
4.2
せきのヘッドの測定装置 せきのヘッドの測定装置は,次による。
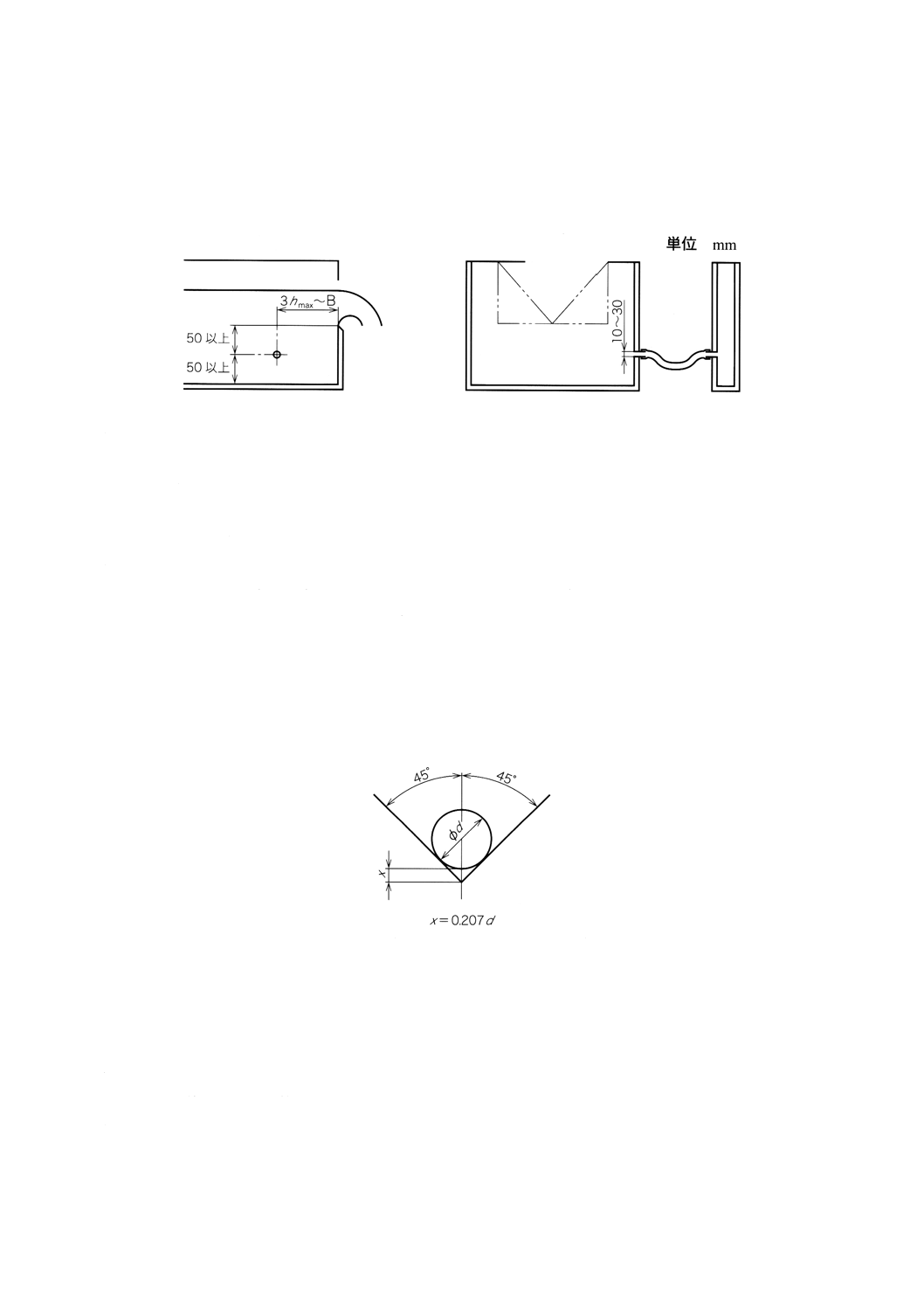
a) せきのヘッドの測定は,図8に示すように水路の整流部分の側壁に設けた細孔によって水路につなが
った他の小タンク内の水位によって行う。
図8 せきのヘッドの測定装置
b) 上記の細孔の位置は,せき板内面から上流側に3hmax〜Bとし,かつ,切欠底点,切欠下縁又はせき縁
から50mm以上低く,水路底面から50mm以上高くする。
c) 上記の細孔は,内径10〜30mmとし,水路の内壁面に直角にあけ,その周囲は平たんとし,穴の縁に
は,まくれがないようにする。
4.3
せきのヘッドの測定 せきのヘッドの測定は,次による。
a) せき板を越えて流下する水が,せき板の縁平面及び支え板に付着しない状態で使用する。
b) せきのヘッドの零点の測定は,次の例によることとし,その許容幅は±0.2mmとする。
1) 四角せき及び全幅せきの場合には,補助フックをせきの内側中央部に設け,水準器を使用してせき
縁の高さに合わせた後,水をこの高さまで慎重に入れ,測定用小タンク内のフックゲージの示度を
読み,これを零点とする。ガラス管の場合は,スケールの零点をその水面に合わせる。
2) 三角せきの場合には,補助フックをせきの内側に設け,切欠縁に真円の丸棒(直径d)を水路の長
軸に平行,かつ,水平に置き,丸棒の下辺の高さを上記1)の方法で求め,計算(図9参照)で零点
の読みとする。
図9 三角せきのヘッドの零点の計算
c) ヘッドの測定の不確かさは,直角三角せきの場合はせきのヘッドの1/250,四角せき及び全幅せきの
場合はせきのヘッドの1/150とする。
d) ヘッドの測定には,規定された不確かさを読むことができるフックゲージ,フロートゲージ及びこれ
と同等の不確かさをもつ水面計を使用する。
e) せきのヘッドの測定は,小タンク内の水位が定まってから行う。
4.4
流量の算出 流量の算出は,次による。
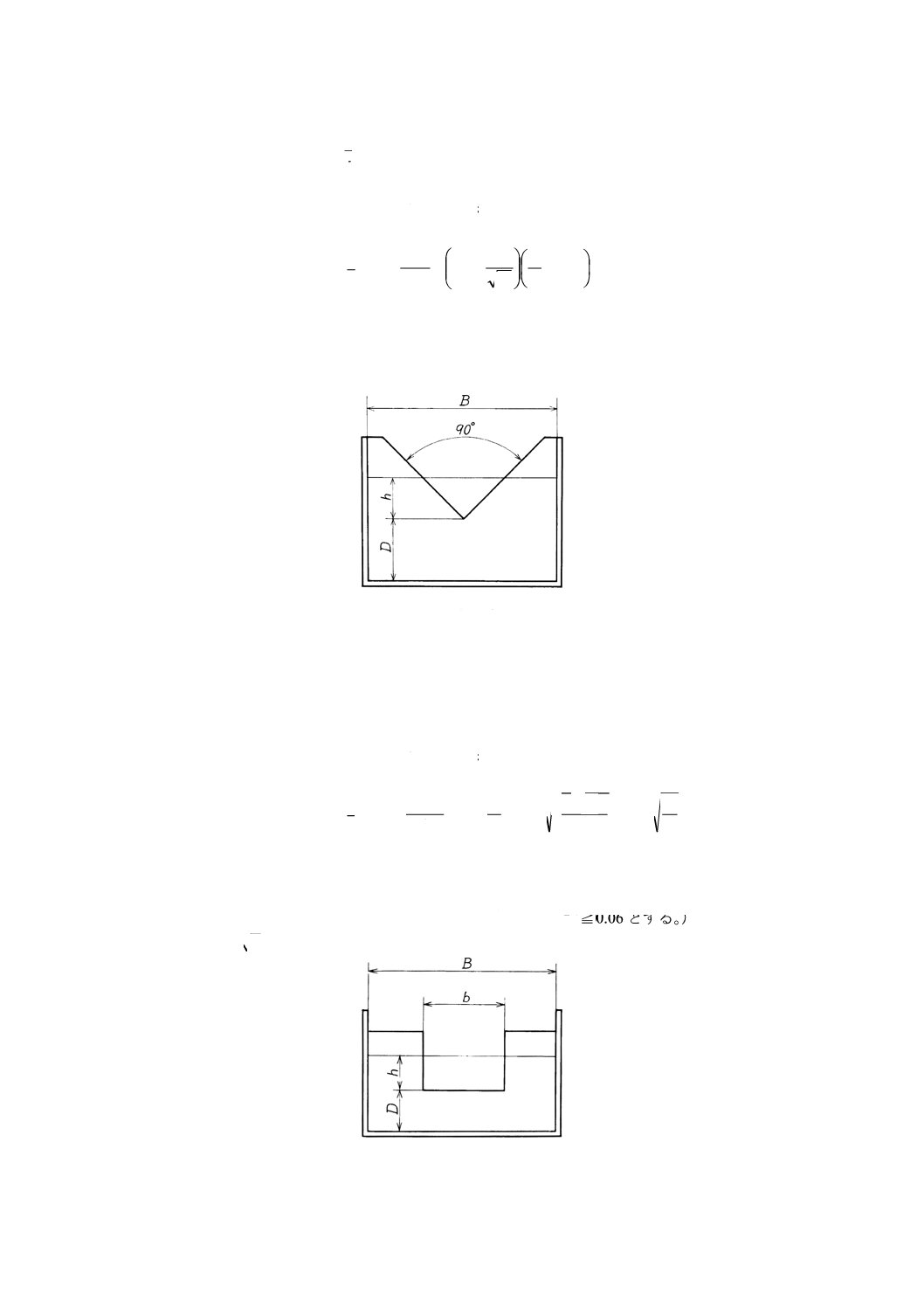
a) 直角三角せき(図10参照)
6
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
5
Kh
Q=
ここに, Q: 流量 (m3/min)
h: せきのヘッド (m)
K: 流量係数
2
09
.0
12
4.8
24
.0
2.
81
−
+
+
+
=
B
h
D
h
B: 水路の幅 (m)
D: 水路の底面から切欠底点までの高さ (m)
この式の適用範囲は,次による。
B=0.5〜1.2m D=0.1〜0.75m h=0.07〜0.26m(ただし,hはB/3以下とする。)
図10 直角三角せき
b) 四角せき(図11参照)
23
Kbh
Q=
ここに, Q: 流量 (m3/min)
b: せきの幅 (m)
h: せきのヘッド (m)
K: 流量係数
(
)
D
B
DB
h
b
B
D
h
h
04
.2
7.
25
2.
14
177
.0
1.
107
+
−
−
+
+
=
B: 水路の幅 (m)
D: 水路の底面から切欠下縁までの高さ (m)
この式の適用範囲は,次による。
B=0.5〜6.3m b=0.15〜5m D=0.15〜3.5m(ただし,
2
B
bD≧0.06とする。)
b
h
45
.0
~
03
.0
=
m
図11 四角せき
7
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
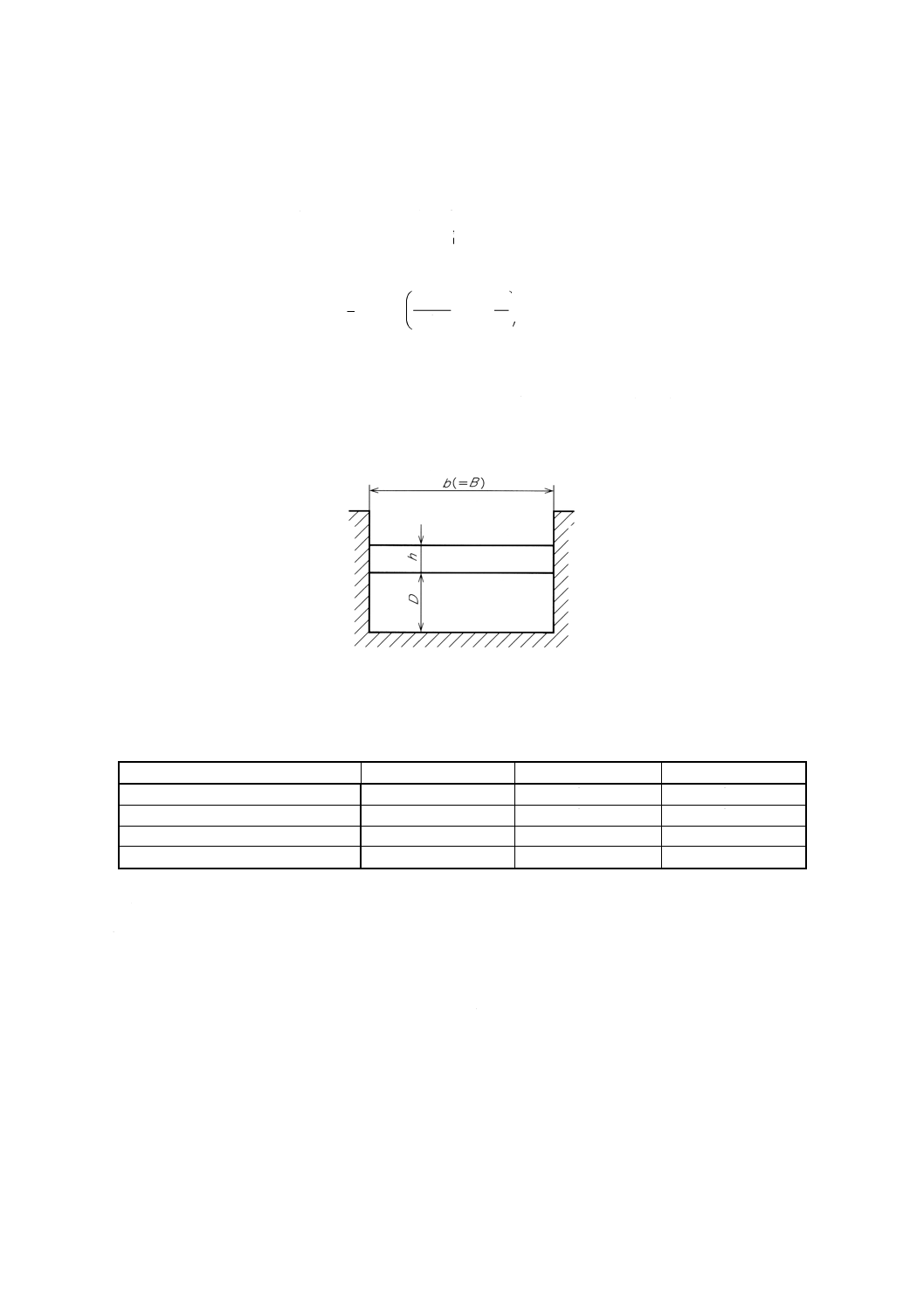
c) 全幅せき(図12参照)
23
Kbh
Q=
ここに,
Q: 流量 (m3/min)
b: せきの幅 (m)
h: せきのヘッド (m)
K: 流量係数
(
)
ε
+
+
+
=
1
2.
14
177
.0
1.
107
D
h
h
D: 水路の底面からせき縁までの高さ (m)
ε: 補正項
Dが1m以下の場合には,ε=0
Dが1m以上の場合には,ε=0.55 (D−1)
この式の適用範囲は,次による。
B=b≧0.5m D=0.3〜2.5m h=0.03〜Dm(ただし,hは0.8mで,かつ,b/4以下とする。)
図12 全幅せき
4.5
せきの不確かさ せきの不確かさは,4.4の適用範囲において,表2による。
表2 せきの不確かさ(95%信頼度)
単位 %
せきの種類
直角三角せき
四角せき
全幅せき
流量係数Kの不確かさeK
±1.0
±1.1
±1.4
ヘッドhの不確かさeh
±0.4
±0.7
±0.7
せきの幅bの不確かさeb
−
±0.1
±0.1
流量bの不確かさeQ
±1.4
±1.5
±1.7
5. 絞り機構による測定方法
5.1
絞り機構の構造 絞り機構の構造は,次による。
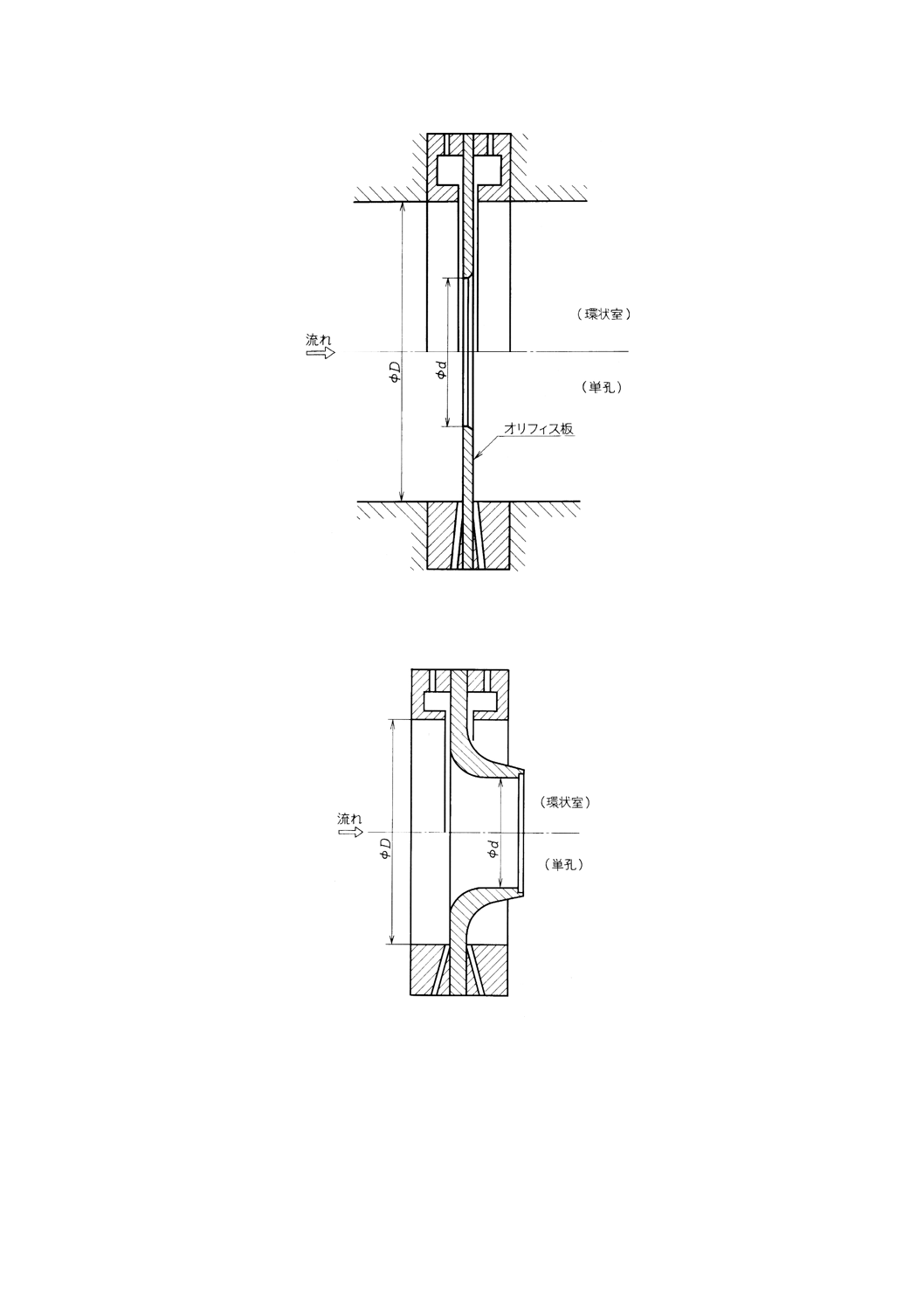
5.1.1
オリフィスの構造 オリフィスの構造は,JIS Z 8762の規定による。
一般には,圧力取出し口はコーナタップとし(図13参照),その構造及び位置はJIS Z 8762の規定によ
る。また,D・D/2タップ又はフランジタップによる場合にもJIS Z 8762による。
8
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図13 コーナタップのオリフィス
5.1.2
ISA 1932ノズルの構造 ISA 1932ノズルの構造は,JIS Z 8762による(図14参照)。
なお,圧力取出し口はコーナタップとし,その構造及び位置は,JIS Z 8762による。
図14 ISA 1932ノズル
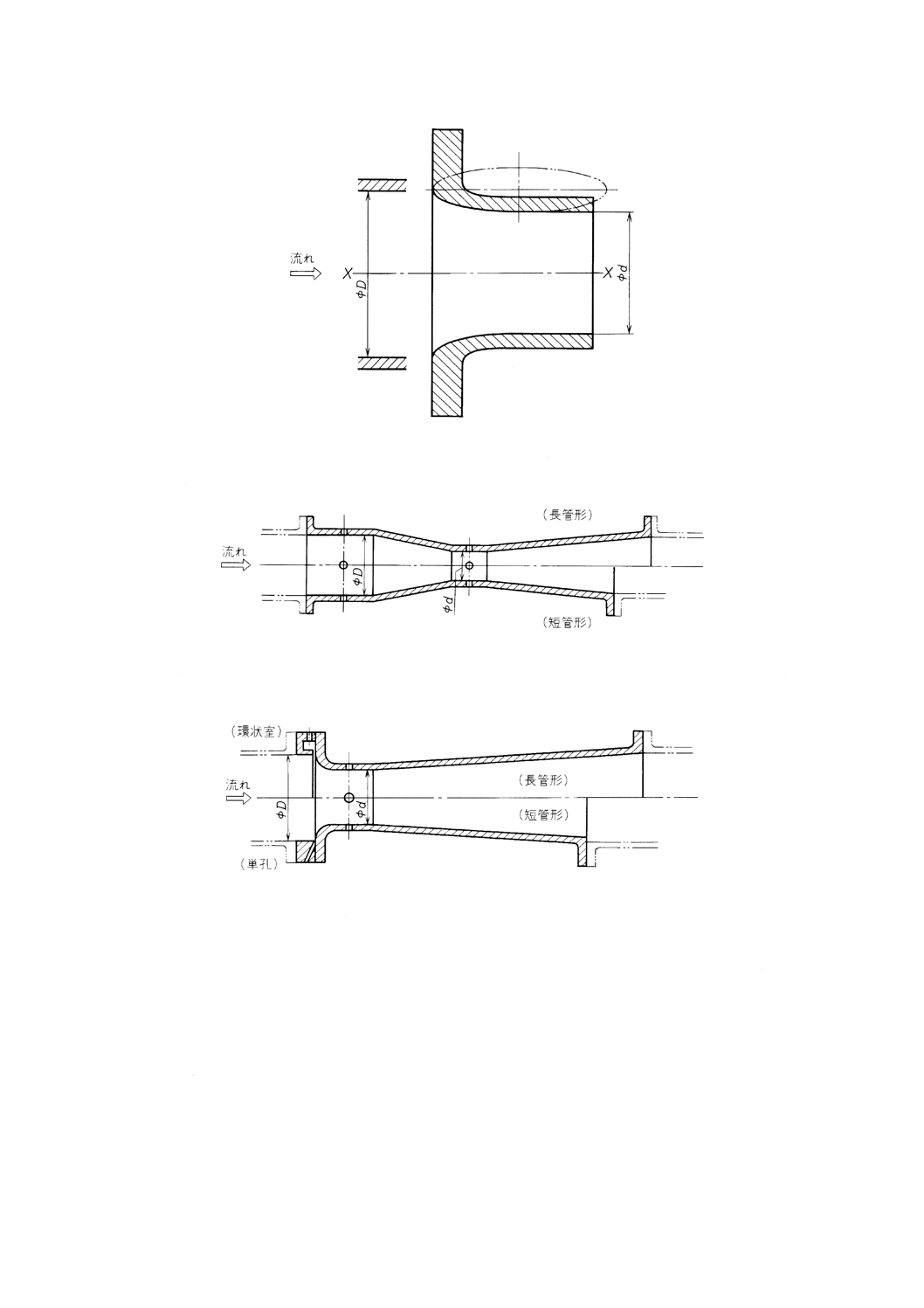
5.1.3
長円ノズルの構造 長円ノズルの構造は,JIS Z 8762による(図15参照)。
なお,圧力取出し口の構造及び位置は,JIS Z 8762による。
9
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図15 長円ノズル
5.1.4
円すい形ベンチュリ管の構造 円すい形ベンチュリの構造は,JIS Z 8762の鋳放し入口円すい付き
ベンチュリ管による(図16参照)。
図16 円すい形ベンチュリ管
5.1.5
ノズル形ベンチュリ管の構造 ノズル形ベンチュリ管の構造は,JIS Z 8762による(図17参照)。
図17 ノズル形ベンチュリ管
5.2
絞り機構の管路 絞り機構の管路は,次による。
a) 絞り機構の上流側及び下流側に継手類(3)を取り付ける場合には,絞り機構と継手類との間に十分な長
さの直管部分を必要とする。径Dに対する必要最小直管長さL1を絞り直径比β (=d/D) の関数として,
表3及び表4に示す。
ここに,dは絞り又はスロートの孔径を示す。
注(3) ベンド,T,収縮管及び各種バルブ類。ただし,同一内径のフランジ継手及びねじ込み継手は含
まない。
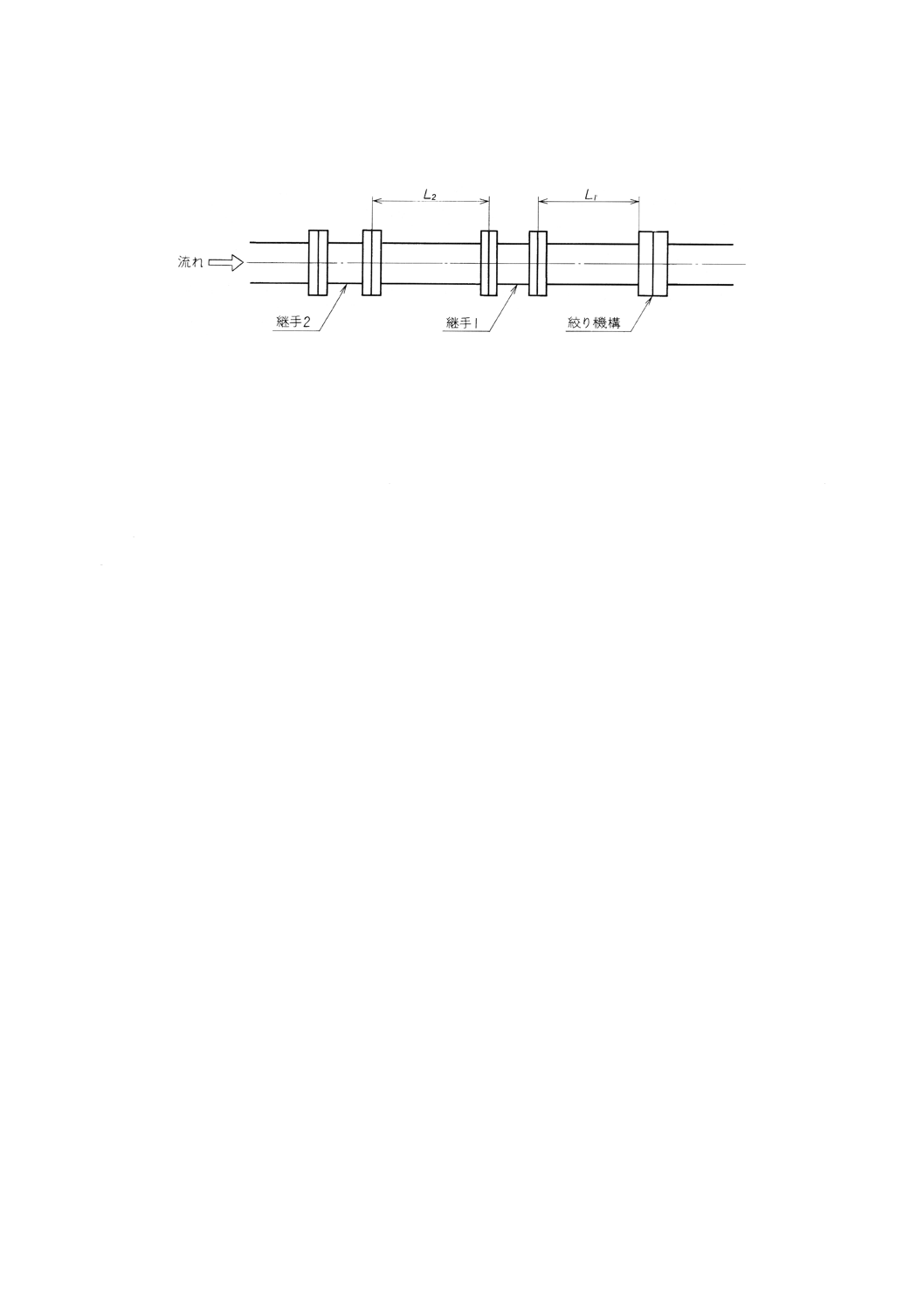
b) 継手類が絞り機構の上流側に二つ以上直列に取り付ける場合には(図18参照),直管長さは次による。
ただし,90゜ベンドだけの組合せの場合には,表3及び表4による。
絞り機構に最も近い継手1と絞り機構との間の直管長さL1は,表3及び表4によって求められる最
10
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
小直管長さを取り,さらにこの継手1とその上流にある継手2との間の直管長さL2は,βの実際の値
に無関係に表3及び表4で継手2の種類に対するβ=0.7のときの最小直管長さの1/2とする。
図18 絞り機構上流側継手及び直管長さ
c) 管路には空気抜き又はコックを付けて,測定用管路が水で充満されるように注意する。
d) 絞り機構の下流側の圧力が縮流部でキャビテーションを生じるような低圧にならないように,下流側
に圧力調節弁を取り付けることが望ましい。
e) 上流側に表3及び表4に示す各種バルブを取り付ける場合には,バルブを全開する。流量の調節は,
絞り機構の下流側に取り付けたバルブで行う。ただし,高圧などのためにやむを得ず上流側のバルブ
も絞る必要がある場合には,測定誤差を生じないように表3及び表4に示す値よりも更に十分の長さ
をとる。
f)
絞り機構上流側直管の内面の相対粗さは,JIS Z 8762による。
11
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
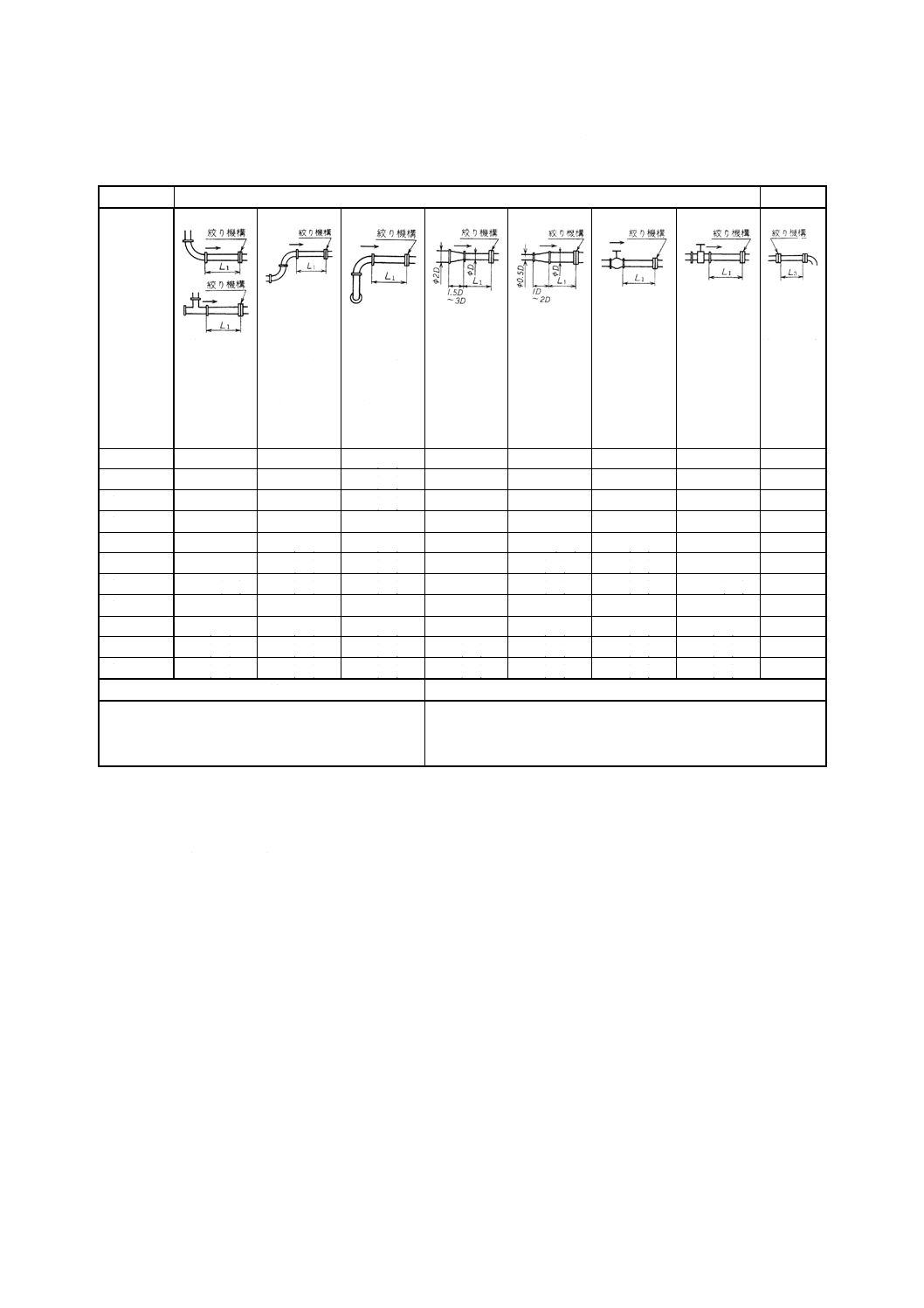
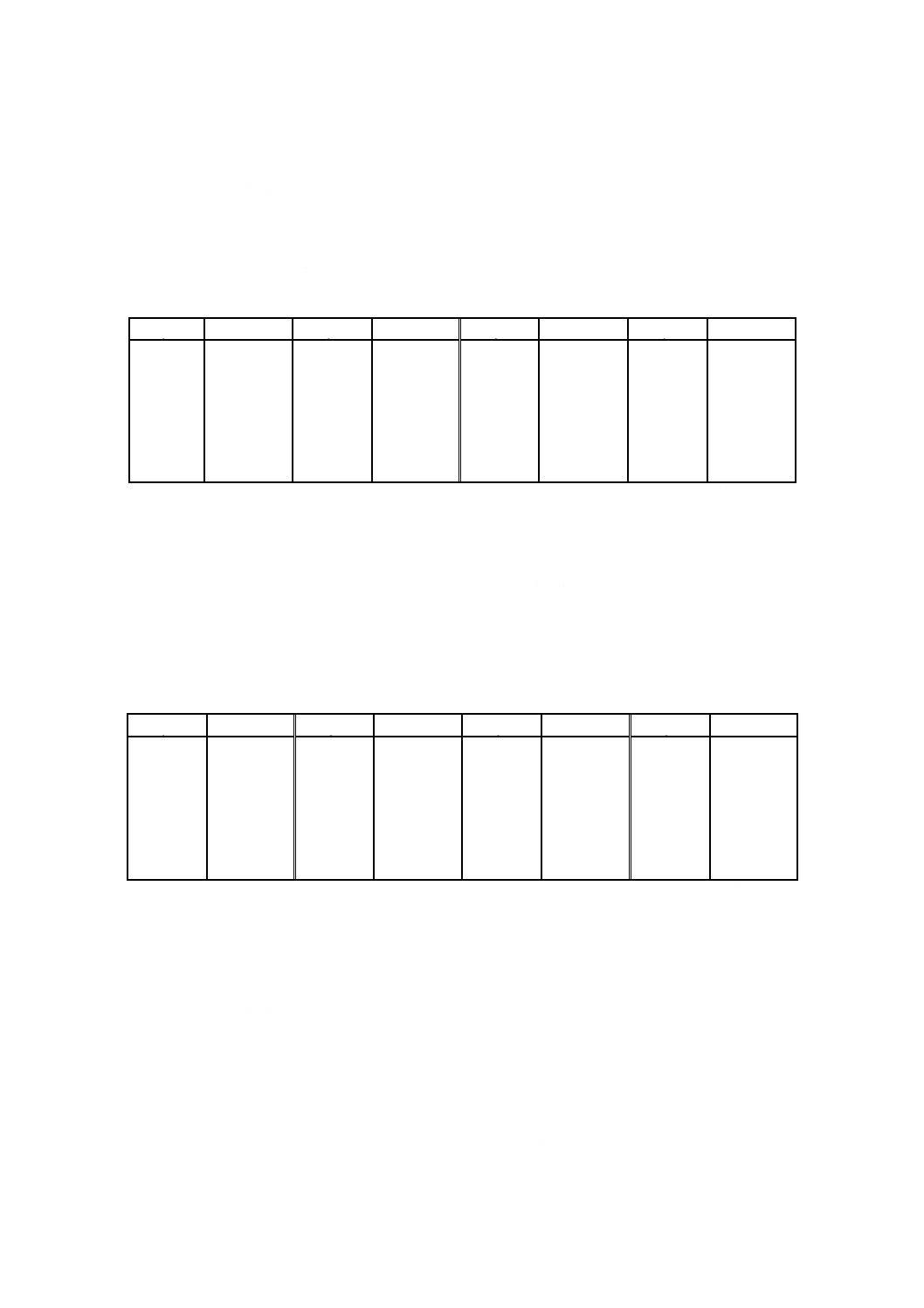
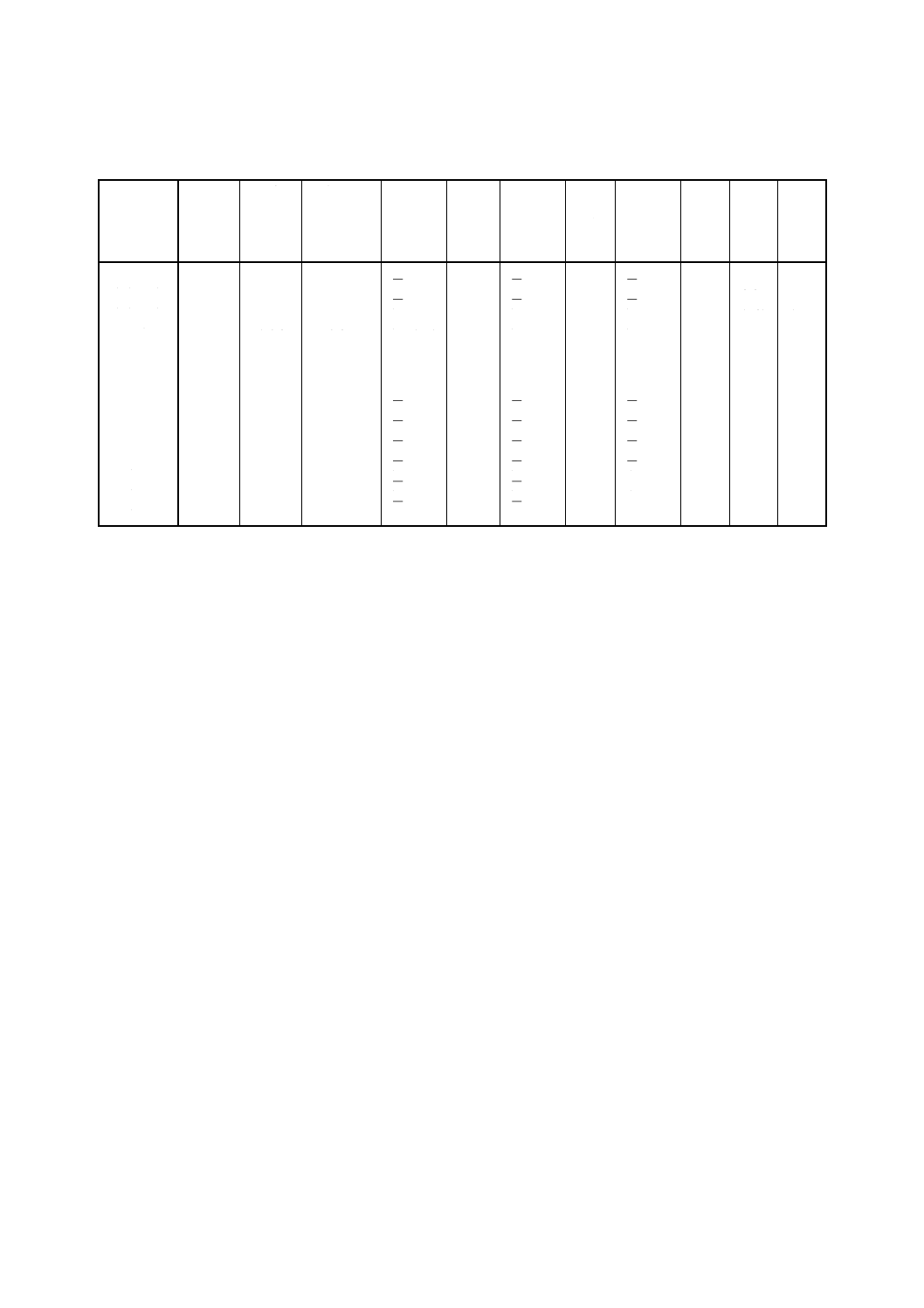
表3 絞り機構(ただし,円すい形ベンチュリ管は除く。)の上流側及び下流側にある各種継手類と絞り機
構との間に必要な直管の最小長さ(Dの倍数)
上流側
下流側
絞り
直径比
β
90゜ベンド
又はT1個
(1個の分
岐からの流
れだけ)
同一平面に
ある2個以
上の90゜ベ
ンド
同一平面に
ない2個以
上の90゜ベ
ンド
収縮管
拡大管
玉形弁全開 仕切弁全開 左に示す
すべての
継手類な
ど
≦0.30
6.0
8.0
17 (6.0)
5.0
8.0
9.0
6.0
2.5
≦0.35
6.0
8.0
18 (6.0)
5.0
8.0
9.0
6.0
2.5
≦0.40
7.0
9.0
18 (6.0)
5.0
8.0
10
6.0
3.0
≦0.45
7.0
9.0
19 (6.0)
5.0
9.0
10 (6.0)
6.0
3.0
≦0.50
7.0
10 (6.0)
20 (6.0)
5.0
9.0 (6.0)
11 (6.0)
6.0
3.0
≦0.55
8.0
11 (6.0)
22 (6.0)
5.0
10 (6.0)
12 (6.0)
6.0
3.0
≦0.60
9.0 (6.5)
13 (6.5)
24 (6.5)
5.0
11 (6.5)
13 (6.5)
7.0 (6.5)
3.5
≦0.65
11 (6.5)
16 (7.0)
27 (7.0)
6.0
13 (7.0)
14 (7.0)
8.0 (7.0)
3.5
≦0.70
14 (7.0)
18 (7.5)
31 (7.5)
7.0
15 (7.5)
16 (7.5)
10 (7.5)
3.5
≦0.75
18 (8.0)
21 (8.0)
35 (8.0)
11 (8.0)
19 (8.0)
18 (8.0)
12 (8.0)
4.0
≦0.80
23 (9.0)
25 (9.0)
40 (9.0)
15 (9.0)
27 (9.0)
22 (9.0)
15 (9.0)
4.0
その他
上流側に必要な最小直管長さ
直径比0.5以上の急収縮管
直径が0.03D以下の温度計のポケット
直径が0.03D〜0.13Dの温度計のポケット
15
3
10
備考1. 表3に示す直管長さは,上流側直管長さL1については絞り機構の上流面から,下流側直管長さL3については
絞り機構の出口からの長さとする。
2. 表3の( )外は,整流装置(附属書6参照)を用いない場合の数値である。( )内は,整流装置を用い
る場合の数値で,この整流装置の下流面から絞り機構の上流面までの直管長さである。整流装置は,継手類
の下流に2D以上離して設ける。
なお,この場合の流出係数の不確かさ(5.5参照)は,0.5%増加する。
12
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
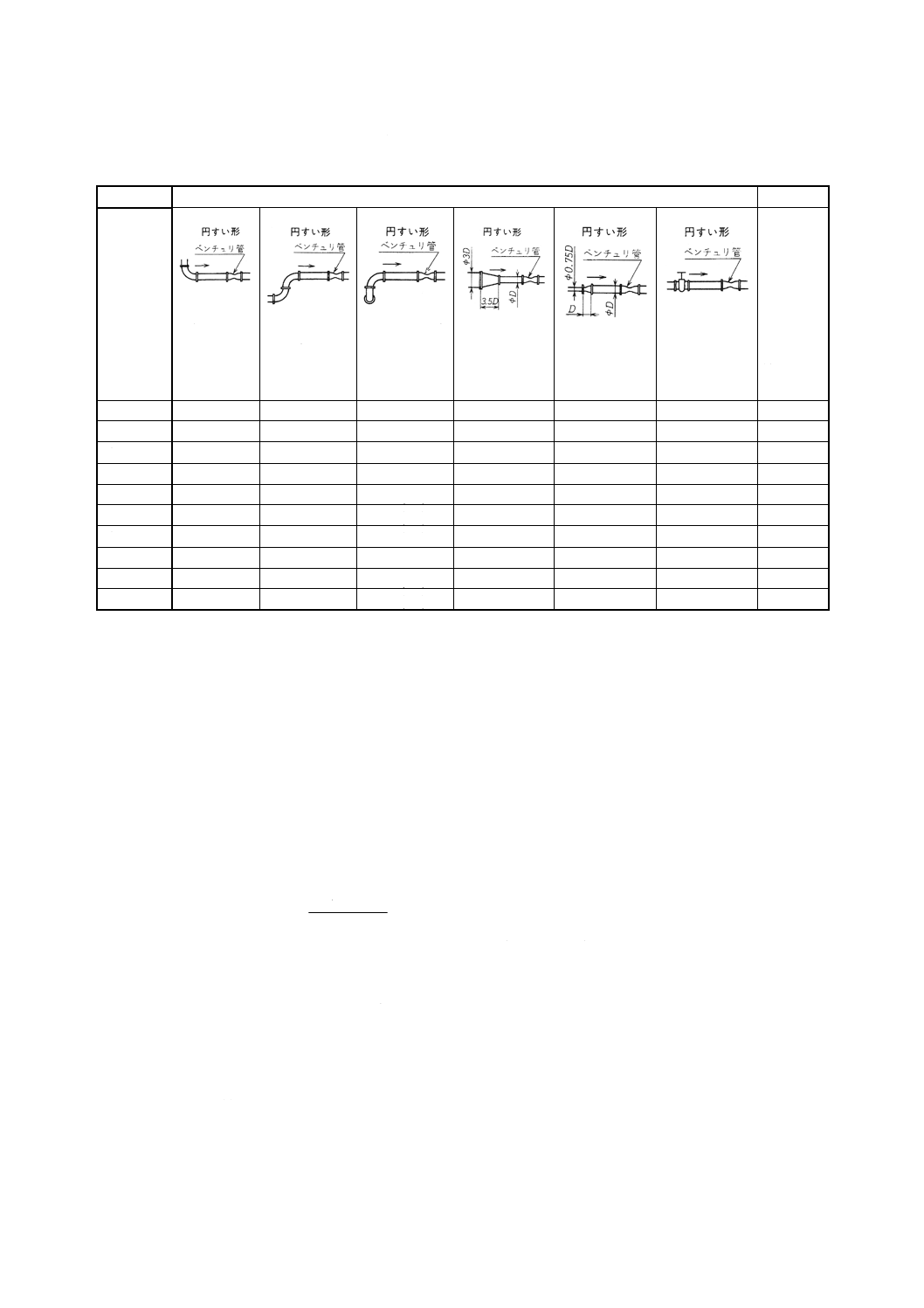
表4 円すい形ベンチュリ管の上流側及び下流側にある各種継手類と絞り機構との間に必要な直管の最小
長さ(Dの倍数)
上流側
下流側
絞り
直径比
β
90゜ベンド
(4)
同一平面にあ
る2個以上の
90゜ベンド(4)
同一平面にな
い2個以上の
90゜ベンド(4)
収縮管
拡大管
仕切弁全開
左に示す
すべての
継手類な
ど
≦0.30
0.5
0.5
0.5
0.5
0.5
0.5
2.0
≦0.35
0.5
0.5
0.5
0.5
0.5
0.5
≦0.40
0.5
0.5
0.5
0.5
0.5
1.5
≦0.45
0.5
0.5
0.5
0.5
1.0
1.5
≦0.50
0.5
1.5
8.5 (0.5)
0.5
1.5
1.5
≦0.55
0.5
1.5
12.5 (0.5)
0.5
1.5
2.5
≦0.60
1.0
2.5
17.5 (0.5)
0.5
1.5
2.5
≦0.65
1.5
2.5
23.5 (0.5)
1.5
2.5
2.5
≦0.70
2.0
2.5
27.5 (3.0)
2.5
3.5
3.5
≦0.75
3.0
3.5
29.5 (3.5)
3.5
4.5
3.5
注(4) ベンドの曲率半径は,管路の内径に等しいかそれより大きくする。
備考1. 表4に示す直管長さは,円すい形ベンチュリ管の上流側は入口円筒部の圧力取出し口から,下流側は出口円す
い管の出口からの長さとする。
2. 表4の( )外は,整流装置(附属書6参照)を用いない場合の数値である。( )内は,整流装置を用いる
場合の数値で,この整流装置の下流面からベンチュリ管上流面までの直管長さである。整流装置は,継手類
の下流に2D以上離して設ける。
なお,この場合の流出係数の不確かさ(5.5参照)は,0.5%増加する。
5.3
ヘッド差の測定 ヘッド差の測定は,次による。
絞り機構の上流側及び下流側の圧力取出し口のヘッド差hは,U字形水銀液柱計(5)その他を用い,少な
くとも1/100の不確かさで測定する。U字形水銀液柱計による場合には,hは,その指示h'から次の式によ
って換算する。
このヘッド差は,測定管路内の水のヘッドとして表す。
(
)
ρ
ρ
ρ
h
h
′
′
−
=
Hg
ここに,
h: 絞り機構の上流側及び下流側の圧力取出し口のヘッド差 (m)
h': 水銀柱の読み (m)
ρ: 測定管路内の水の密度 (kg/m3)
ρ': 水銀液柱計内の水の密度 (kg/m3)
ρHg: 水銀の密度 (kg/m3)
注(5) U字形水銀液柱計のガラス管の内径は6〜12mmとし,左右ほぼ等しいものを選ぶ。ただし,水
柱で100mm以下のヘッド差を測定する場合には,管の内径を最小10mmとする。
参考 圧力導管内に気泡が混入していると,測定の不確かさは著しく増大する。測定に際しては,導
管内の空気を完全に排除した後,測定器の示度を読み取る。このためには,例えば,三方コッ
クなどを使用し,それを操作することによって空気を排除するのがよい。
13
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
流量の算出 流量の算出は,次の式によって求める。
gh
CEa
Q
2
60
=
ここに, Q: 流量 (m3/min)
C: 流出係数(6)
E: 近寄り速度係数(
)21
4
1
−
−
=
β
a: 開口断面積
2
4d
π
=
(d=絞り又はスロートの穴径)(m2)
g: 重力加速度。9.80m/s2とする。
h: ヘッド差(5.3参照)(m)
注(6) 流出係数とは,流量係数と近寄り速度係数との比をいう。流出係数及びその適用レイノルズ数
範囲Reは,5.5に絞り機構の種類別に示す。ここに,レイノルズ数Reは,次の式によって求め
る。
v
UD
Re=
ここに,
U: 測定管路内の水の平均速度 (m/s)
D: 測定管路の内径 (m)
ν: 測定管路内の水の動粘度 (m2/s)
5.5
流出係数 流出係数は,絞り機構の種類別に次のとおりとする。その不確かさは,JIS Z 8762によ
る。
5.5.1
オリフィスの流出係数 コーナタップの場合のオリフィスの流出係数Cは,表5による。ただし,
表5の適用範囲は,次による。
d
:絞り孔径 (mm)
d≧12.5
D
:管径 (mm)
50≦D≦1 000
β
:絞り直径比
0.3≦β≦0.8
Re
:レイノルズ数
105≦Re≦107
上記の範囲外で使用する場合には,JIS Z 8762による。
表5 オリフィス(コーナタップ)の流出係数
β
C
β
C
β
C
0.30
0.598 8
0.54
0.604 9
0.71
0.602 8
0.32
0.599 3
0.56
0.605 4
0.72
0.602 0
0.34
0.599 7
0.58
0.605 7
0.73
0.601 0
0.36
0.600 2
0.60
0.605 8
0.74
0.599 9
0.38
0.600 7
0.62
0.605 9
0.75
0.598 7
0.40
0.601 2
0.64
0.605 7
0.76
0.597 2
0.42
0.601 7
0.65
0.605 5
0.77
0.595 6
0.44
0.602 3
0.66
0.605 3
0.78
0.593 8
0.46
0.602 9
0.67
0.605 0
0.79
0.591 7
0.48
0.603 4
0.68
0.604 6
0.80
0.589 4
0.50
0.604 0
0.69
0.604 1
0.52
0.604 5
0.70
0.603 5
備考1. βの値が表5の数値にならない場合のCは,その前後のβに相当するCの値から比例計算で求
めてもよい。
2. D・D/2タップ又はフランジタップの場合は,JIS Z 8762による。
14
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5.2
ISA 1932ノズルの流出係数 ISA 1932ノズルの流出係数Cは,表6による。ただし,表6の適用
範囲は,次のとおりとする。
D
:管径 (mm)
50≦D≦500
β
:絞り直径比
0.3≦β≦0.8
Re
:レイノルズ数
105≦Re≦107
上記の範囲外で使用する場合には,JIS Z 8762による。
表6 ISA 1932ノズルの流出係数
β
C
β
C
β
C
β
C
0.30
0.987 6
0.44
0.980 5
0.58
0.964 0
0.72
0.930 8
0.32
0.986 9
0.46
0.978 9
0.60
0.960 4
0.74
0.924 1
0.34
0.986 2
0.48
0.977 1
0.62
0.956 5
0.76
0.916 9
0.36
0.985 4
0.50
0.975 0
0.64
0.952 3
0.78
0.909 2
0.38
0.984 4
0.52
0.972 6
0.66
0.947 6
0.80
0.900 8
0.40
0.983 3
0.54
0.970 0
0.68
0.942 4
0.42
0.982 0
0.56
0.967 2
0.70
0.936 8
備考 βの値が表6の数値にならない場合のCは,その前後のβに相当するCの値から比例計算で求めて
もよい。
5.5.3
長円ノズルの流出係数 長円ノズルの流出係数Cは,表7による。ただし,表7の適用範囲は,
次による。
D
:管径 (mm)
50≦D≦630
β
:絞り直径比
0.3≦β≦0.8
Re
:レイノルズ数
105≦Re≦107
上記の範囲外で使用する場合には,JIS Z 8762による。
表7 長円ノズルの流出係数
β
C
β
C
β
C
β
C
0.30
0.990 3
0.44
0.989 0
0.58
0.987 9
0.72
0.986 9
0.32
0.990 1
0.46
0.988 8
0.60
0.987 7
0.74
0.986 7
0.34
0.989 9
0.48
0.988 7
0.62
0.987 6
0.76
0.986 6
0.36
0.989 7
0.50
0.988 5
0.64
0.987 4
0.78
0.986 5
0.38
0.989 5
0.52
0.988 3
0.66
0.987 3
0.80
0.986 4
0.40
0.989 3
0.54
0.988 2
0.68
0.987 2
0.42
0.989 2
0.56
0.988 0
0.70
0.987 0
備考 βの値が表7の数値にならない場合のCは,その前後のβに相当するCの値から比例計算で求め
てもよい。
5.5.4
円すい形ベンチュリ管の流出係数 円すい形ベンチュリ管の流出係数Cは,次による。
流出係数C=0.984
ただし,適用範囲は,次による。
D
:管径 (mm)
100≦D≦800
β
:絞り直径比
0.3≦β≦0.75
Re
:レイノルズ数
2×105≦Re≦2×106
備考 旋削入口円すい管付きベンチュリ管及び板金溶接円すい管付きベンチュリ管の場合は,JIS Z
8762による。
5.5.5
ノズル形ベンチュリ管の流出係数 ノズル形ベンチュリ管の流出係数Cは,表8による。ただし,
適用範囲は,次による。
15
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d :
絞り孔径 (mm)
d≧50
D :
管径 (mm)
65≦D≦500
β :
絞り直径比
0.316≦β≦0.775
Re :
レイノルズ数
1.5×105≦Re≦2×106
表8 ノズル形ベンチュリ管の流出係数
β
C
β
C
β
C
β
C
0.316
0.984 7
0.440
0.980 9
0.580
0.968 9
0.720
0.941 1
0.320
0.984 6
0.460
0.979 8
0.600
0.966 1
0.740
0.935 2
0.340
0.984 3
0.480
0.978 6
0.620
0.963 0
0.760
0.928 8
0.360
0.983 8
0.500
0.977 1
0.640
0.959 5
0.775
0.923 6
0.380
0.983 3
0.520
0.975 5
0.660
0.955 6
0.400
0.982 6
0.540
0.973 6
0.680
0.951 2
0.420
0.981 8
0.560
0.971 4
0.700
0.946 4
備考 βの値が表8の数値にならない場合のCは,その前後のβに相当するCの値から比例計算で求めて
もよい。
6. 計器による測定方法
6.1
フロート形面積流量計
6.1.1
流量計 この流量計は,JIS B 7551に規定するものを用い,ここで特に規定するほかはJIS B 7551
による。
6.1.2
取付方法 取付方法は,次による。
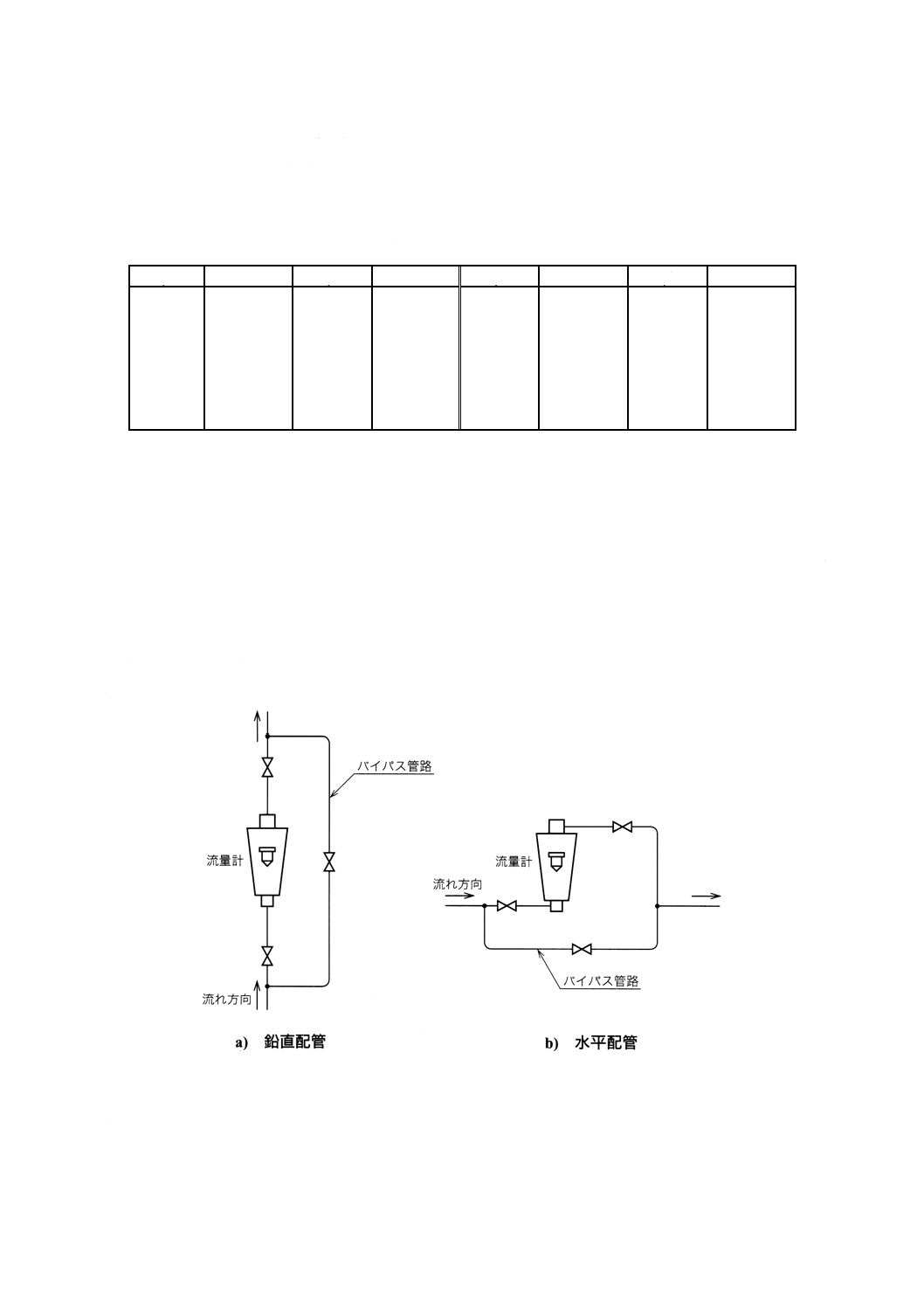
a) 振動が少ない場所を選び,テーパ管の中心軸が鉛直になるように取り付ける。必要に応じ,バイパス
管を設ける。配管の例を図19に示す。
b) 流量計を接続する場合には,応力がテーパ管に伝わらないようにする。
図19 配管例
6.1.3
測定 測定は,次による。
a) 流量の調節は,流量計の下流側のバルブで行うことが望ましい。もし,ポンプの吐出し弁で流量調節
する場合には,吐出し弁による偏流が流量計の指示に影響を与えないように吐出し弁と流量計の距離
16
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を十分離しておく。
いずれの場合にもバルブは緩やかに開閉し,流量計の指示が安定してから測定する。
b) 流量計は,指示値が1/l00まで読み取れるものを使用する。
6.1.4
校正 校正は,JIS B 7551の19.3(校正)に規定するひょう量法(はかりによる方法),体積法(タ
ンク又は体積管による方法)又は比較法(基準となる流量計による方法)のいずれかによって行う。
校正した流量計の不確かさは,有効測定範囲内で最大目盛の±1%とする。
6.2
電磁流量計
6.2.1
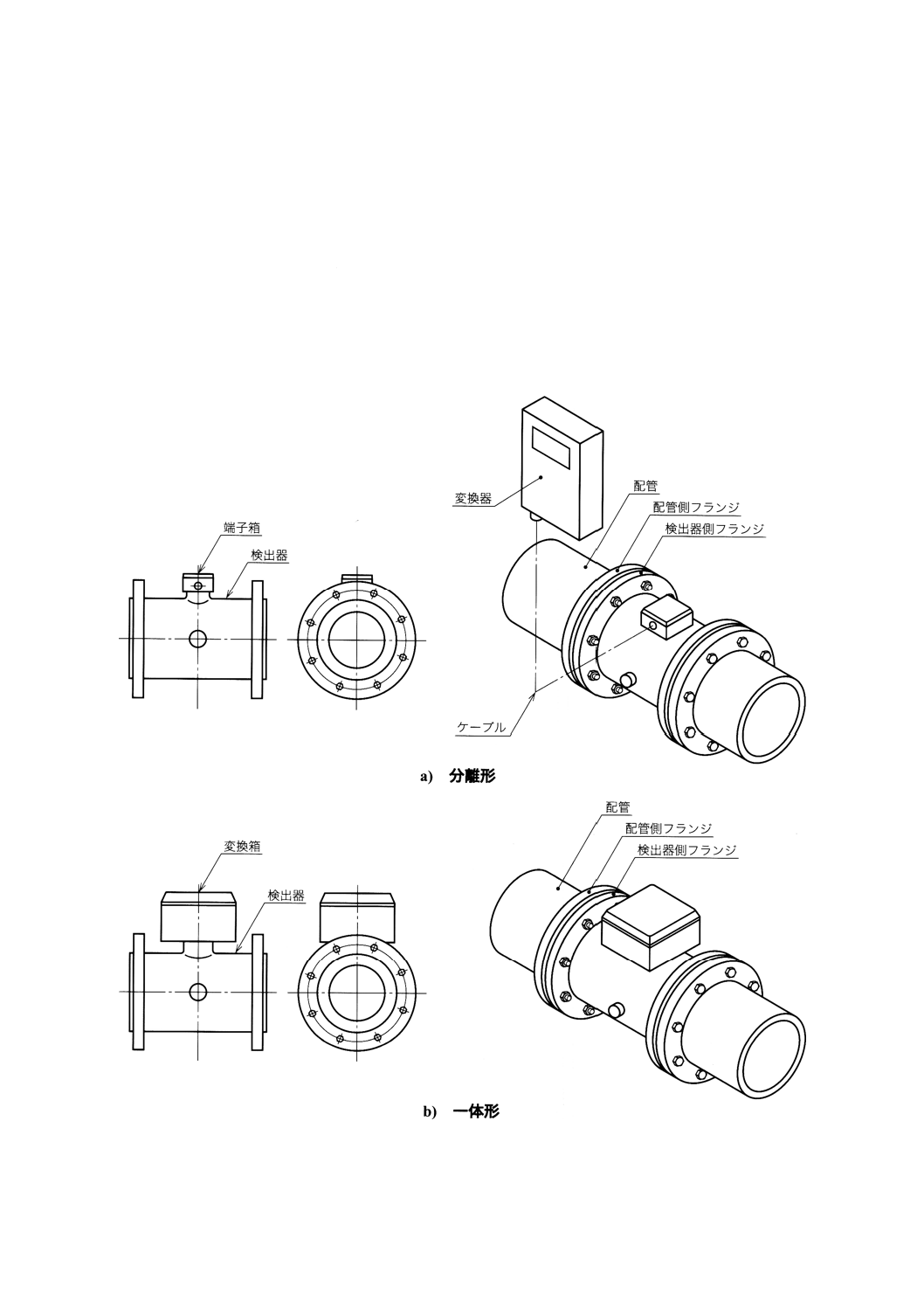
流量計 この流量計は,JIS B 7554に規定されたフルスケール流量に対する誤差1%以下のものと
し,ここで特に規定するほかは,JIS B 7554による。流量計は,検出器及び変換器で構成する。その構成
によって,図20に示すような分離形と一体形の二通りがある。
図20 検出器と変換器との組合せ方式
17
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2.2
取付方法 取付方法は,次による。
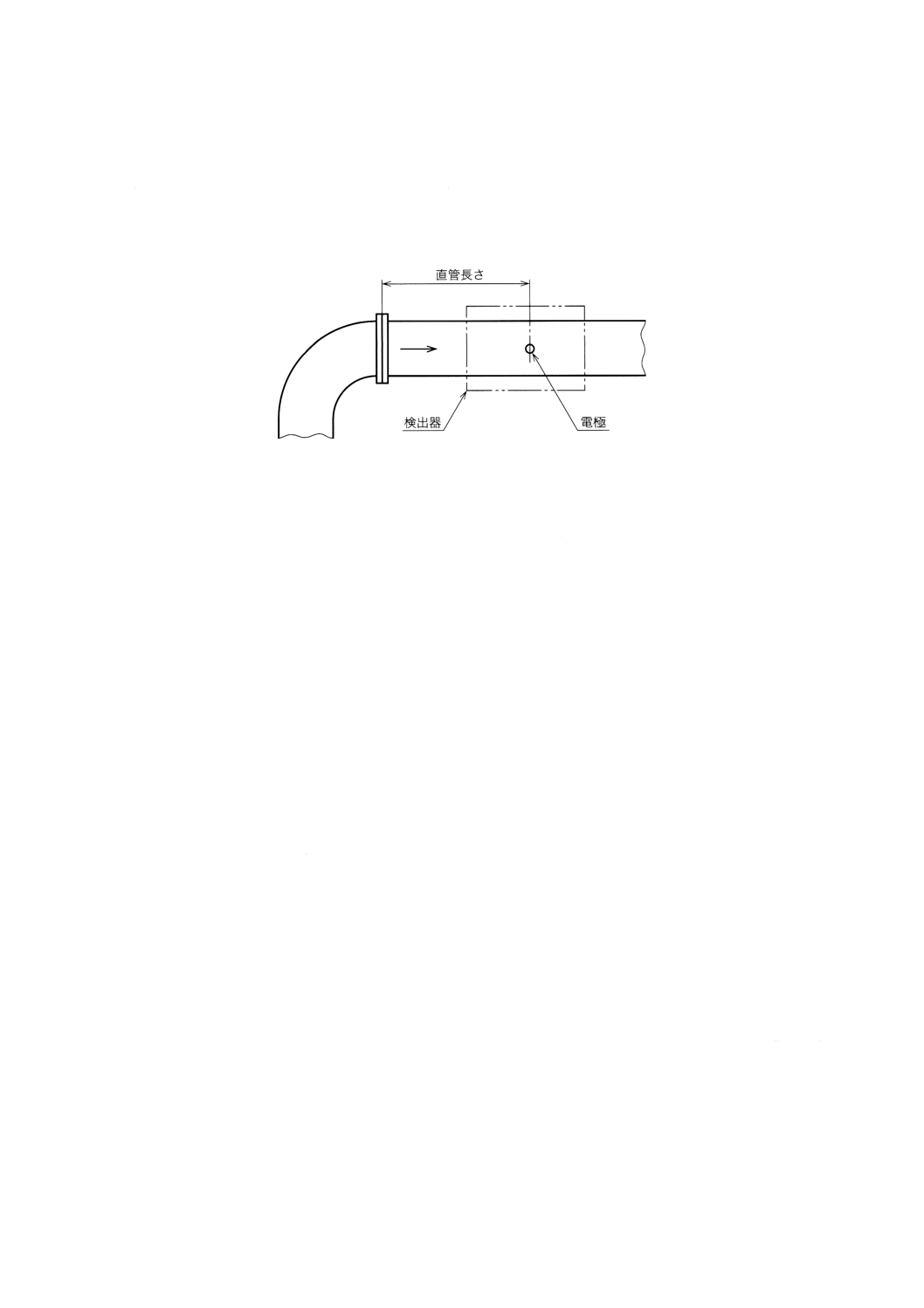
a) 検出器の上流側には90゜ベンド,T,拡大管又は全開の仕切弁などの接続部分から検出器の測定管を
含む電極部まで,検出器口径の5倍以上の直線部分を設けなければならない。流量調節用のバルブが
上流側にある場合には,10倍以上の直線部分を設ける(図21参照)。ただし,収縮管は直管の一部と
みなすことができる。
図21 検出器の取付方法
下流側については,特に直管長さを考慮しなくてよいが,下流側のバルブ(特に,バタフライ弁)
の弁板の位置又は動作,ガスケットのはみ出し,酉己管の中心のずれなどによる下流側の流れの乱れ
の影響が上流側に及ぶ場合には,測定の不確かさに影響を及ぼすので注意が必要である。
b) 検出器の管軸方向は,垂直,水平及び斜めのいずれでもよい。ただし,水平又は斜めになる場合は,
一対の電極を結ぶ直線が水平になるようにする。また,水平姿勢以外に取り付ける場合には,液体を
下方から上方へ流すことが望ましい。
c) 測定中,液体は常に測定管を満たして流れるようにする。
6.2.3
測定 測定は,次による。
a) 電磁流量計は,導電率5mS/m以上の液体に対して使用する。これ以外の場合には,製造業者の指定に
よる。
b) 検出器を通る水の流速範囲は,10m/s以下とする。
c) 流量の調節は,検出器の下流側のバルブで行うのが望ましい。もし,上流側のバルブで流量を調節す
る場合には,バルブと流量計検出器との間に流量計検出器の口径の10倍以上の直線管路を設ける。
d) 流量を指示する指示計は,その指示値が1/100まで読み取れるものを使用する。
e) 電源が使用する流量計に定めてある範囲に入っていることを確認する。
f)
流量計の付近には,電磁誘導障害を与える強電機器を置いてはならない。
検出器と変換器との間の接続及び電源への接続は,製造業者の指定による。
g) 流量計に他の機器からの異常な振動を与えてはならない。
6.2.4
校正 校正は,JIS B 7554の附属書2(規定)(簡易な性能試験方法)に規定するひょう量(質量)
法,容積(体積)法,比較法又はドライキャリブレーションによる方法(参考)のいずれかによって行う。
6.3
タービン流量計
6.3.1
流量計 この流量計は,JIS Z 8765に規定されたものを用い,ここで特に規定するほかはJIS Z 8765
による。
6.3.2
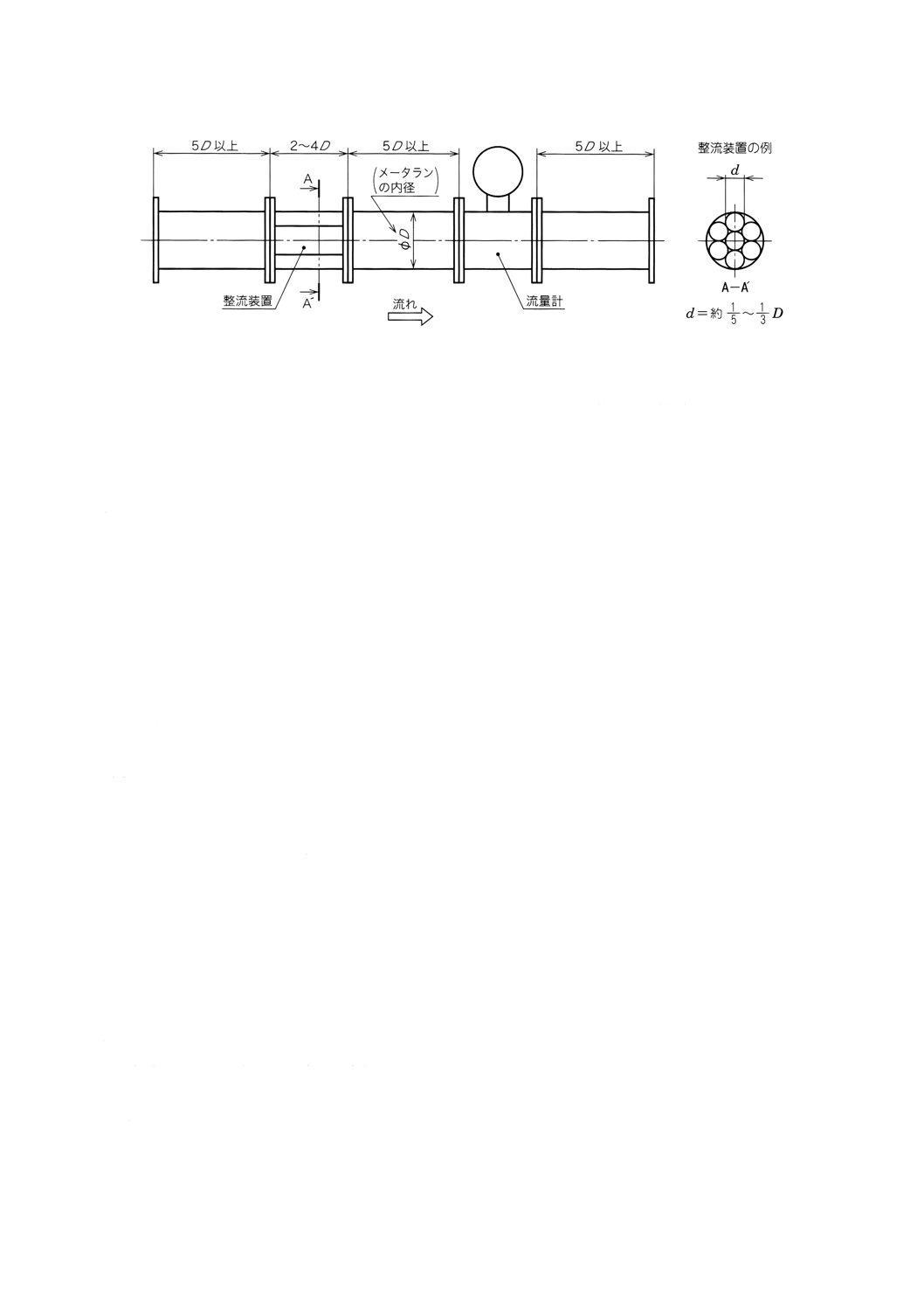
取付方法 流量計は,水平な管路に取り付け,その上流側及び下流側に図22に示す長さの直管部
及び整流装置を設ける。
18
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図22 流量計の取付方法
6.3.3
測定 測定は,次による。
a) 指示計には一定時間内のパルス数若しくはそれに比例した数値を積算する積算デジタル指示計,又は
瞬時流量におけるパルス数に比例した電気量を表示するアナログ指示計を使用する。
規定吐出し量における測定値の読取りは,デジタル指示計においては4けたまで,アナログ指示計
は1/100まで読み取れるものを使用する。
b) 流量の調節は,流量計の下流側のバルブで行うことが望ましい。もし,ポンプの吐出し弁で流量調節
する場合には,吐出し弁による偏流が流量計の指示に影響を与えないように吐出し弁と流量計の距離
を十分離しておく。
6.3.4
校正 校正は,JIS Z 8765の6.(校正)に規定するひょう量法,容積法又は比較法のいずれかによ
って行う。
7. 容器による測定方法
7.1
装置
7.1.1
質量法 質量法で用いる容器は,測定中に液があふれないような十分な容積をもつものでなければ
ならない。
7.1.2
容積法 容積法で用いる容器は,次による。
a) 測定中に液があふれないような十分な容積にする。
b) 容器内の液位の高低差を500mm以上とれる高さにする。
c) 容器は,液を充満しても変形しないものにする。
なお,できるだけその水平面積はいたるところで,同一にする。
7.2
測定 測定は,次による。
a) 液を容器に入れ始めるとき及び入れ終わるときの操作は,できるだけ短時間かつ正確にする。
b) 容器に液を受け入れる時間は,注水切換時間の200倍以上とし,1/10秒まで読むことができる正確な
測定器を用いて測定する。
なお,測定値は数回測定し,その平均をとる。
c) 測定時の液体の温度を明記する。
d) 容積法による場合には,液位の高低差を500mm以上とする。
e) 容積法による場合には,泡が完全に消えてから測定する。泡が消えにくい液体は質量法によるのがよ
い。
7.3
流量の算出
19
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.1
質量法 質量法での流量は,次の式によって求める。
t
M
Q
ρ
60
=
ここに,
Q: 流量 (m3/min)
M: t秒間に容器に入った液の質量 (kg)
ρ: 測定時の温度における液の密度 (kg/m3)
t: Mの液を入れるのに必要とした時間 (s)
7.3.2
容積法 容積法での流量は,次の式によって求める。
t
V
Q60
=
ここに
Q: 流量 (m3/min)
V: t秒間に容器に入った液の体積 (m3)
t: Vの液を入れるのに必要とした時間 (s)
7.3.3
校正 容器の目盛の校正は,検定に合格した容器又ははかりを用いて行い,その目盛は,1/100ま
で読み取ることができるものにする。
20
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 60゜三角せき
この附属書は,60゜三角せきによる流量測定について参考として示すものであり,規定の一部ではない。
小流量をせきで測定する場合には,鋭角三角せきによるのがよい。60゜三角せきによる流量は,次の式
によって求める。ただし,せき縁の厚さは0.5〜1mmとし,その他の構造及びヘッドの測定装置は,この
規格の本体の三角せきの規定に準じる。
2
5
577
.0
Kh
Q=
ここに,
Q: 流量 (m3/min)
h: 三角せきのヘッド (m)
K: 流量係数
2
1
978
.1
83
BR
+
=
B: 水路の幅 (m)
v
h
R
2
3
1.0
=
ν: 水の動粘度 (m2/s)
ν=10−6m2/sの場合には,流量係数は次のようになる。
4
3
00625
.0
83
Bh
K
+
=
この算式の適用範囲は,次による。
B=0.44〜1.0m
h=0.04〜0.12m
D=0.1〜0.13m
ここに, D: 水路底面から切欠底点までの高さ (m)
21
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) もぐりせき
この附属書は,もぐりせきによる流量測定について参考として示すものであり,規定の一部ではない。
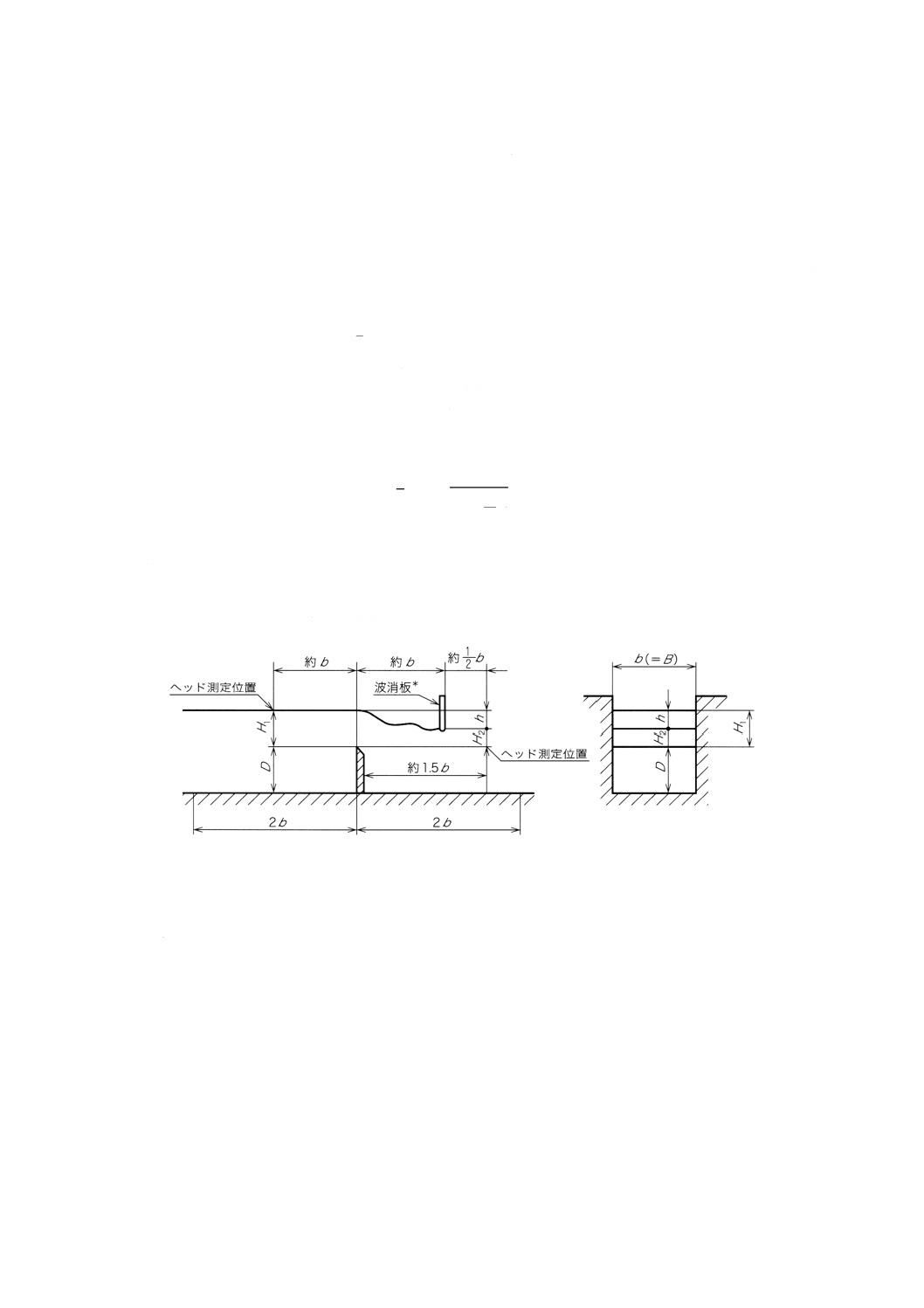
もぐりせきによる流量は,次の式によって求める。ただし,せき板及び水路の構造は,この規格の本体
の全幅せきの規定に準じる(附属書2図1参照)。
2
1
1h
KbH
Q=
ここに,
Q: 流量 (m3/min)
b: せきの幅 (m)
H1: せき上流側のヘッド (m)
h: せきの上流側のヘッドH1とせき下流側のヘッドH2との差 (m)
K: 流量係数
1
2
6.1
4.
50
2.
84
H
H
−
+
=
この算式の適用範囲は,次による。
B=b≧0.5m
D=0.3〜1.8m
H2/H1=0〜0.9
H1=0.1〜0.8m
h≦B/4
ただし,B=水路の幅 (m)
注*
波消板は下流の波が消える程度に,なるべく浅く入れる。
備考1. せき板の上流側及び下流側とも水路の長さは2Bとし,更に上流側に4Bの直線水路を設ける。
2. ヘッドの零点の測定の許容幅は±1mmとする。
3. ヘッドの測定の許容幅は±1mmとする。
附属書2図1 もぐりせき
22
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(参考) せきで測定できる流量範囲
この附属書は,せきで測定できる流量範囲について参考として示すものであり,規定の一部ではない。
せきで測定する流量範囲は,附属書3表1によるのがよい。
附属書3表1 せきで測定できる流量範囲
せきの形式
水路の幅
(m)
せきの幅
(m) b
ヘッド範囲 (m)
h
流量範囲 (m3/min)
Q
60゜三角
0.45
−
0.040〜0.120
0.018〜 0.26
直角三角
0.60
−
0.070〜0.200
0.11 〜 1.5
直角三角
0.80
−
0.070〜0.260
0.11 〜 2.9
四角
0.9
0.36
0.030〜0.270
0.21 〜 5.5
四角
1.2
0.48
0.030〜0.312
0.28 〜 9.0
全幅
0.6
0.6
0.030〜0.150
0.36 〜 4.0
全幅
0.9
0.9
0.030〜0.225
0.54 〜 11.4
全幅
1.2
1.2
0.030〜0.300
0.72 〜 24
全幅
1.5
1.5
0.030〜0.375
0.90 〜 42
全幅
2.0
2.0
0.030〜0.500
1.2 〜 86
全幅
3.0
3.0
0.030〜0.750
1.8 〜237
全幅
5.0
5.0
0.030〜0.800
3.0 〜425
全幅
8.0
8.0
0.030〜0.800
4.8 〜671
23
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4(参考) せきの設備寸法
この附属書は,せきの設備寸法について参考として示すものであり,規定の一部ではない。
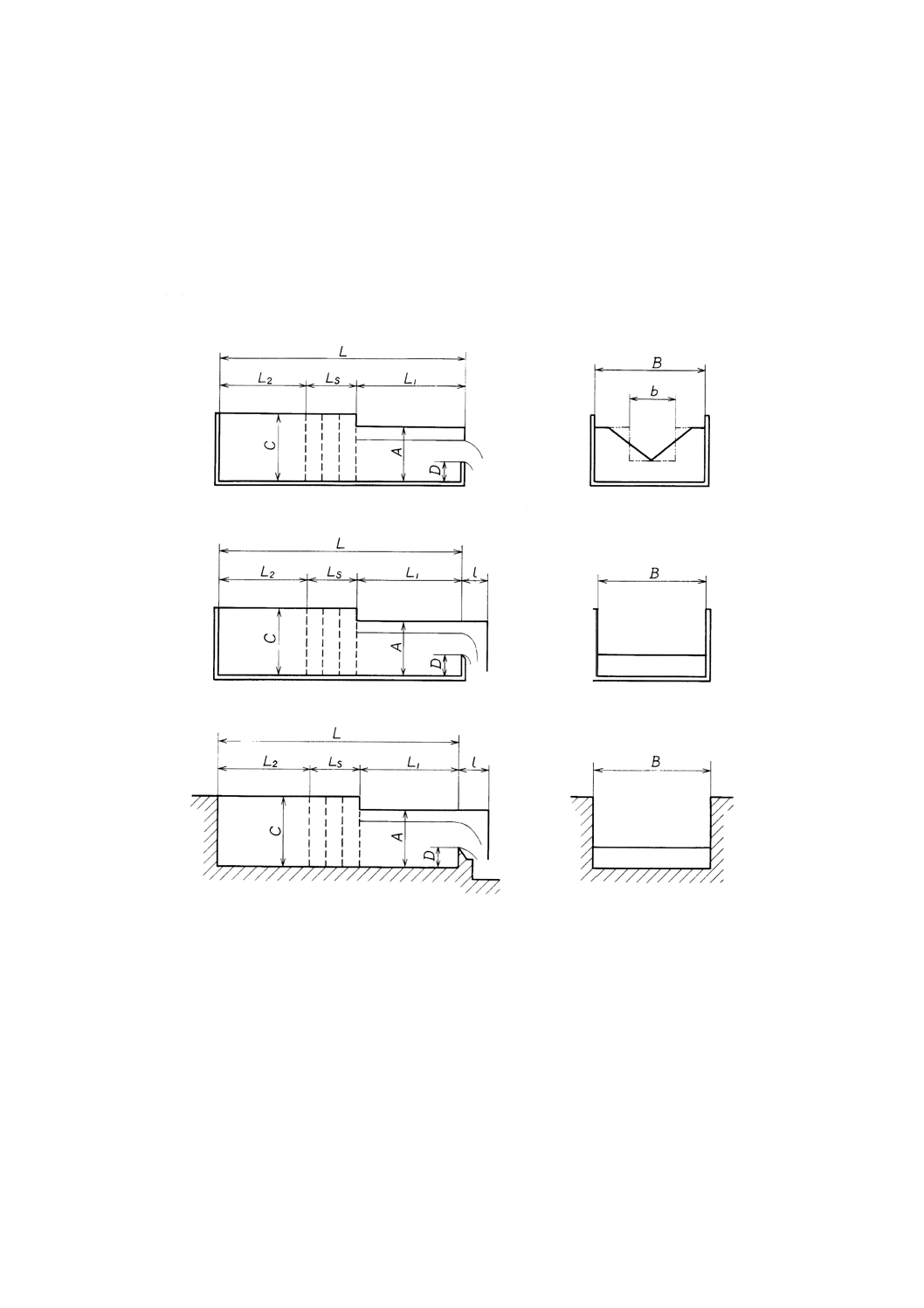
せきを新しく設備する場合の参考寸法を,附属書4図1〜3及び附属書4表1に示す。ただし,せきの構
造及び測定方法は,この規格の本体による。
整流装置は,4枚の多孔板整流装置とする。
附属書4図1 三角せき及び四角せき
附属書4図2 全幅せき (b=0.6〜1.5m)
附属書4図3 全幅せき (b=2.0〜8.0m)
24
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4表1 せきの寸法
単位 m
せきの
形式
水路
の幅
B
せき
の幅
b
せきの
ヘッドの
測定上限
値hmax
L1
Ls
L2
I
L
D
A
C
60゜三角
0.45
−
0.12
≧ 0.69
0.24
≧ 0.57
−
≧ 1.50
0.12
0.27
0.37
直角三角
0.60
−
0.20
≧ 1.00
0.40
≧ 0.80
−
≧ 2.20
0.12
0.35
0.50
直角三角
0.80
−
0.26
≧ 1.32
0.52
≧ 1.06
−
≧ 2.90
0.30
0.60
0.75
四角
0.9
0.36
0.27
≧ 1.71
0.54
≧ 1.44
−
≧ 3.69
0.20
0.50
0.60
四角
1.2
0.48
0.312
≧ 2.14
0.63
≧ 1.83
−
≧ 4.60
0.25
0.60
0.75
全幅
0.6
0.6
0.15
≧ 1.35
0.30
≧ 1.05
0.15
≧ 2.70
0.30
0.50
0.60
全幅
0.9
0.9
0.225
≧ 2.05
0.45
≧ 1.60
0.23
≧ 4.10
0.30
0.60
0.75
全幅
1.2
1.2
0.30
≧ 2.70
0.60
≧ 2.10
0.30
≧ 5.40
0.30
0.70
0.90
全幅
1.5
1.5
0.375
≧ 3.40
0.75
≧ 2.65
0.38
≧ 6.80
0.40
0.90
1.05
全幅
2.0
2.0
0.50
≧ 4.50
1.00
≧ 3.50
0.50
≧ 9.00
0.50
1.20
1.50
全幅
3.0
3.0
0.75
≧ 6.75
1.50
≧ 5.25
0.75
≧13.5
0.75
1.70
2.00
全幅
5.0
5.0
0.80
≧ 9.00
1.60
≧ 7.40
0.80
≧18.0
1.00
2.00
2.50
全幅
8.0
8.0
0.80
≧12.00
1.60
≧10.40
0.80
≧24.0
1.50
2.50
3.00
25
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5(参考) 入口ノズル
この附属書は,入口ノズルによる流量測定について参考として示すものであり,規定の一部ではない。
入口ノズルによって吸込管入口における流量を測定する場合には,流量は,次の式によって求める。
gh
A
Q
2
60α
=
ここに, Q: 流量
3
1
3
2
00185
.0
1
h
D
−
=
α
A: 入口ノズルの断面積
2
4D
π
=
(m2)
g: 重力加速度。9.80m/s2とする。
h: 入口ノズル直後の圧力ヘッド低下量 (m)
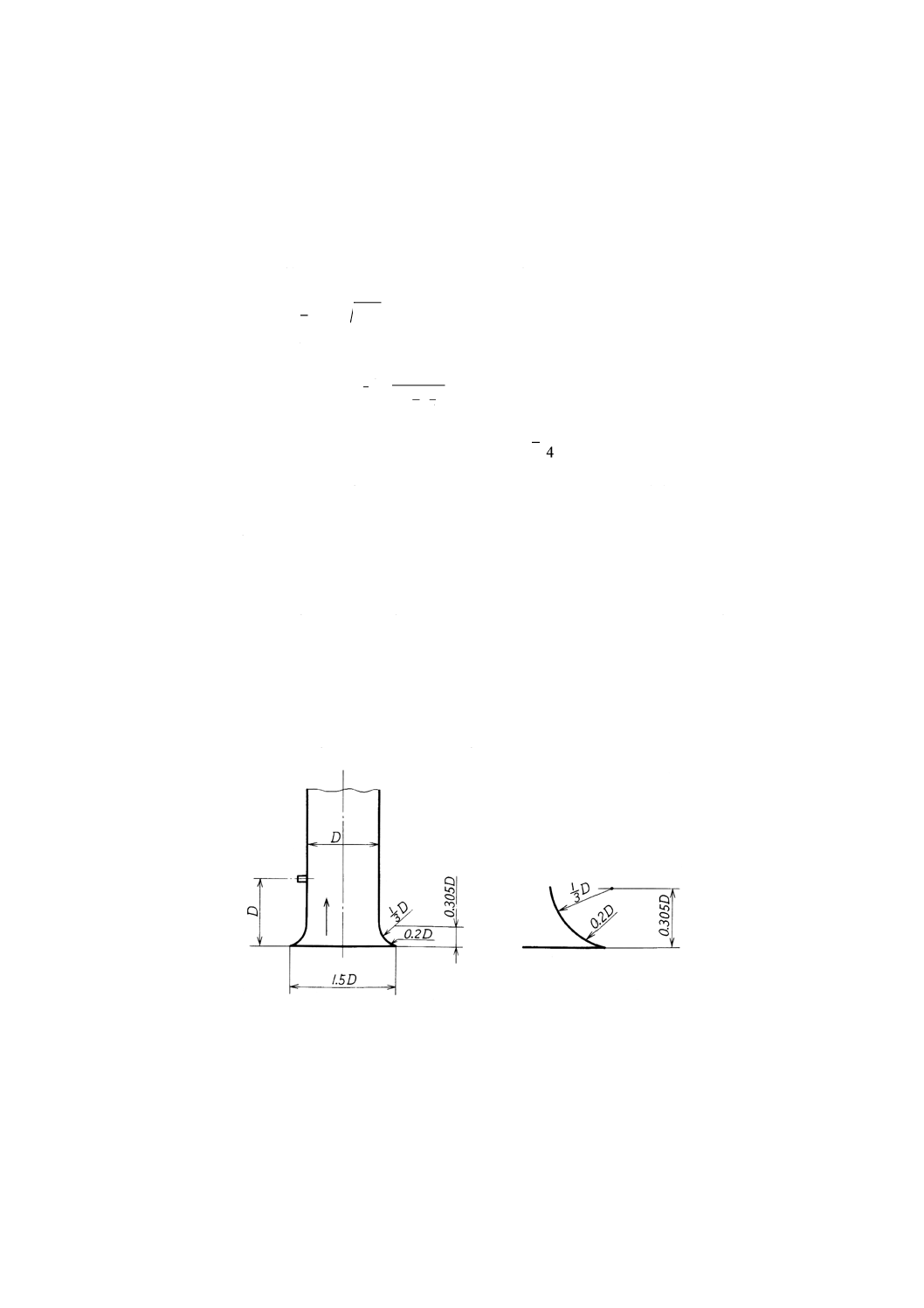
備考1. 入口ノズルは,吸込管と同径の開口をもつ円孔で,その形状は附属書5図1に示す。
開口内径Dの許容幅は,±0.005Dとする。
2. 静圧測定穴は3〜6mmとし,穴の付近は滑らかな局面で穴の縁にはまくれがあってはならな
い。
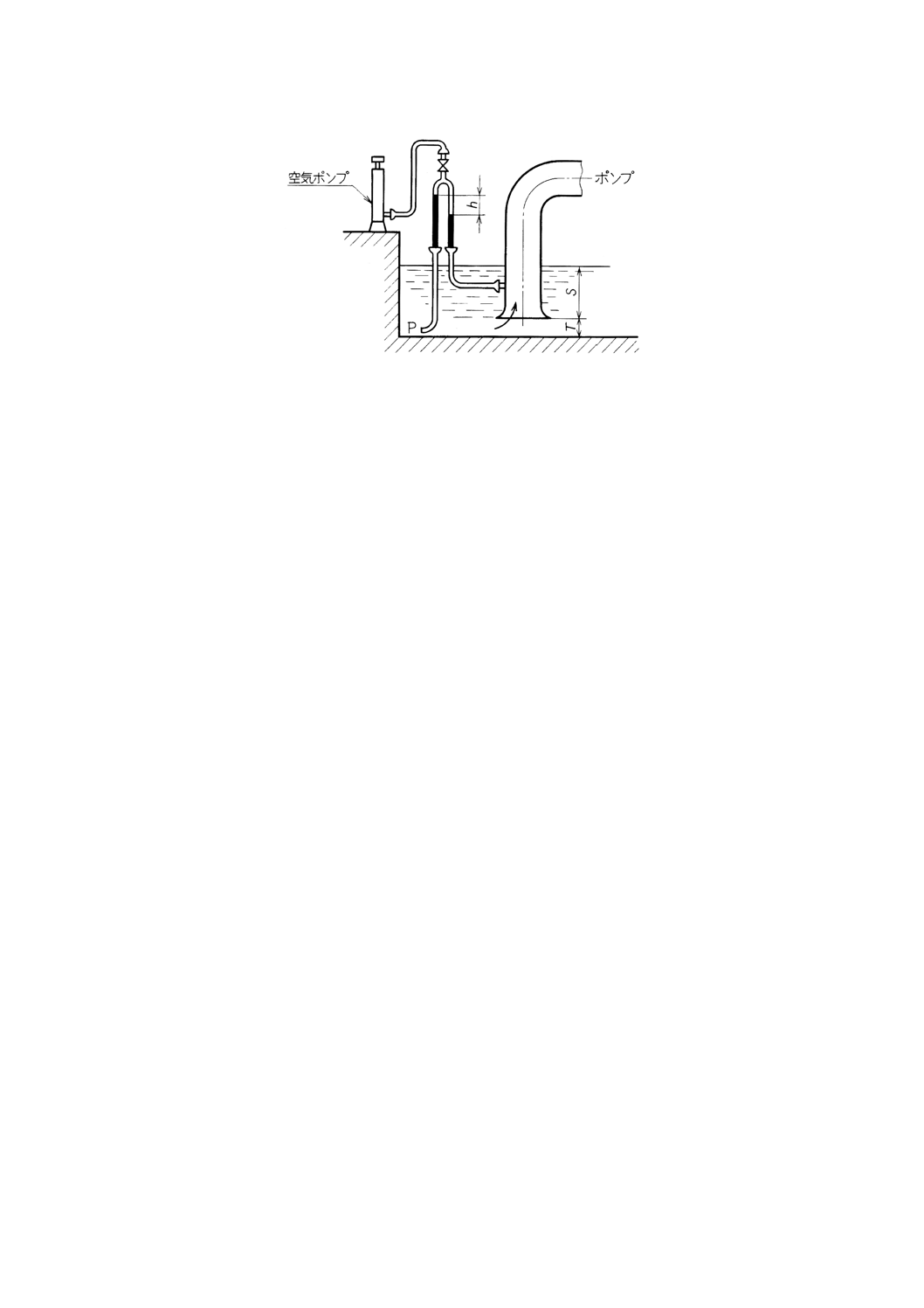
3. 入口ノズルと水槽底面との距離Tは0.5D以上とし,その深さSは水面から空気を吸わないよ
うに十分深くする(附属書5図2参照)。
4. 入口ノズルの下流には,入口ノズルと同径の2D以上の直線管路を設ける。
5. 水槽は,できるだけ波をなくするようにし,水槽内静水圧測定用導管の末端(附属書5図2
のP)は,吸込管から離し,水がほぼ静定する場所に設ける。
6. 圧力ヘッドhの測定は,hの1/100まで読む。
附属書5図1 入口ノズルの形状
26
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5図2 水槽内静水圧測定用導管
27
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書6(参考) 絞り機構及び計器による方法における整流装置
この附属書は,絞り機構及び計器による方法における整流装置について参考として示すものであり,規
定の一部ではない。
絞り機構又は計器の上流側において必要最小管長さを用意するのが非現実的であったり,流れに旋回が
ある場合には,整流装置を設けて,上流側直管長さを短くすることができる。その整流装置としてJIS Z
8762の解説5.2(整流装置)に記載のうち附属書6図1〜3に示すものを用いることが望ましい。
各整流装置には,それぞれ違った整流特性があるので,用途に適した整流装置を使用するよう配慮が必
要である。
なお,整流装置を使用しても,下流側の直管長さは,規定の直管長さにしなければならない。
附属書6図1〜3に示すもの以外の整流装置を使用する場合には,JIS Z 8762を参照のうえ,必要な要件
を満たすようにする。
1. ザンカ式整流装置 規定の大きさの穴をもつ多孔板と,それに続く多数の板を交差させて作った多数
の流路(各穴に一つずつ)とからなる。損失ヘッドは,速度ヘッドの約5倍である。流路を作る板はすべ
て等しい厚さとしなくてもよいが,必要以上に厚い板としてはならない。
附属書6図1 ザンカ式整流装置
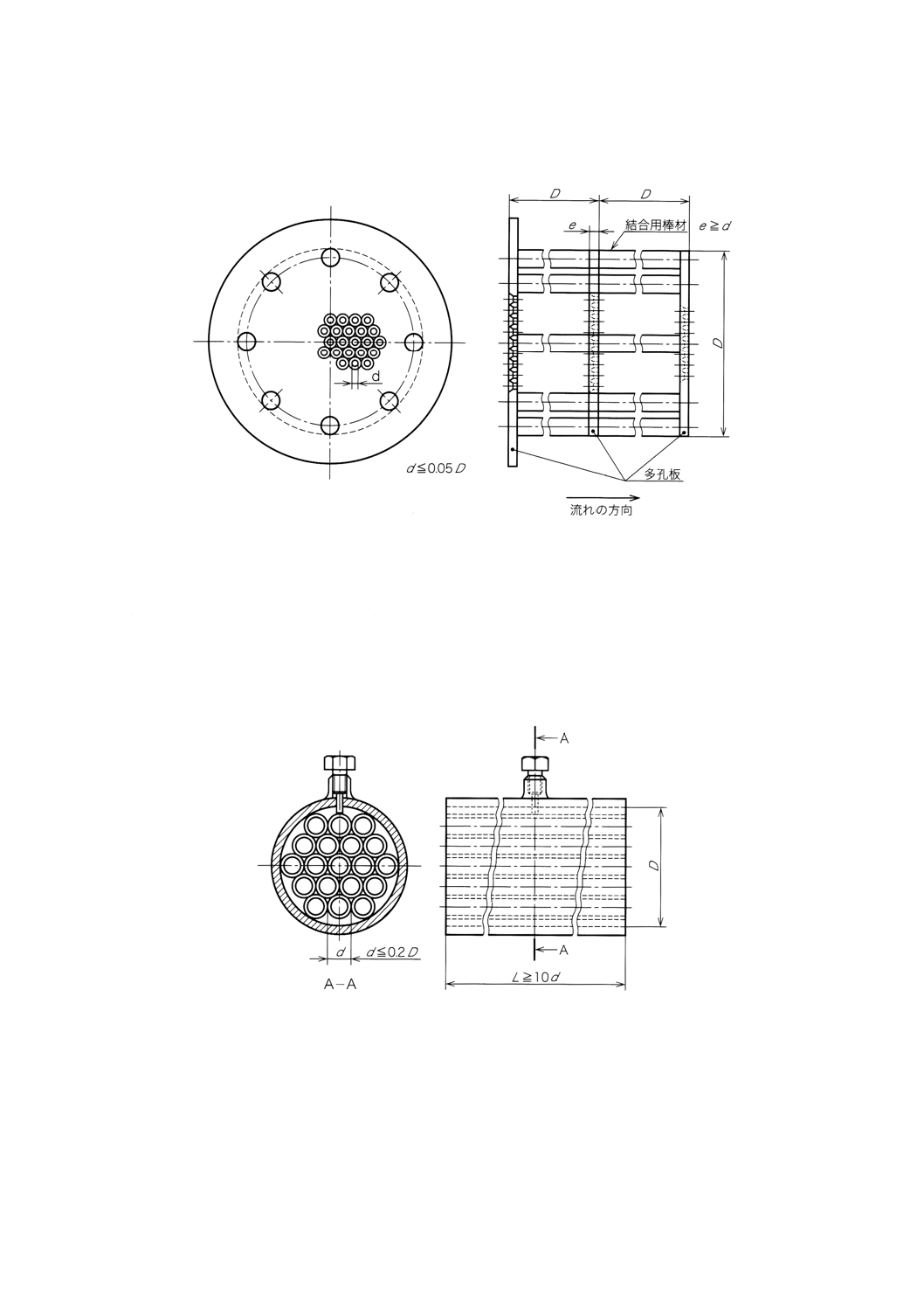
2. スプレンクル式整流装置 3枚の多孔板の互いの間隔が配管直径に等しい相前後する多孔板からなる
整流装置。多孔板の穴は上流側では面取りしておくのが好ましく,また,各板の総穴面積は管断面積の40%
以上とするのがよい。多孔板の板厚は,その穴径以上の寸法とし,穴の直径は管路の1/20以下とする。3
枚の多孔板は棒材を用いて結合する。棒材は管内面の周囲に配置し,必要な強さを与えるに足る,できる
だけ小さな直径のものとする。
28
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
損失ヘッドは,速度ヘッドの約15倍である。この整流装置は流速分布の非対称性を取り除くのに非常に
有効であるが,旋回は部分的にしか除去できない。
附属書6図2 スプレンクル式整流装置
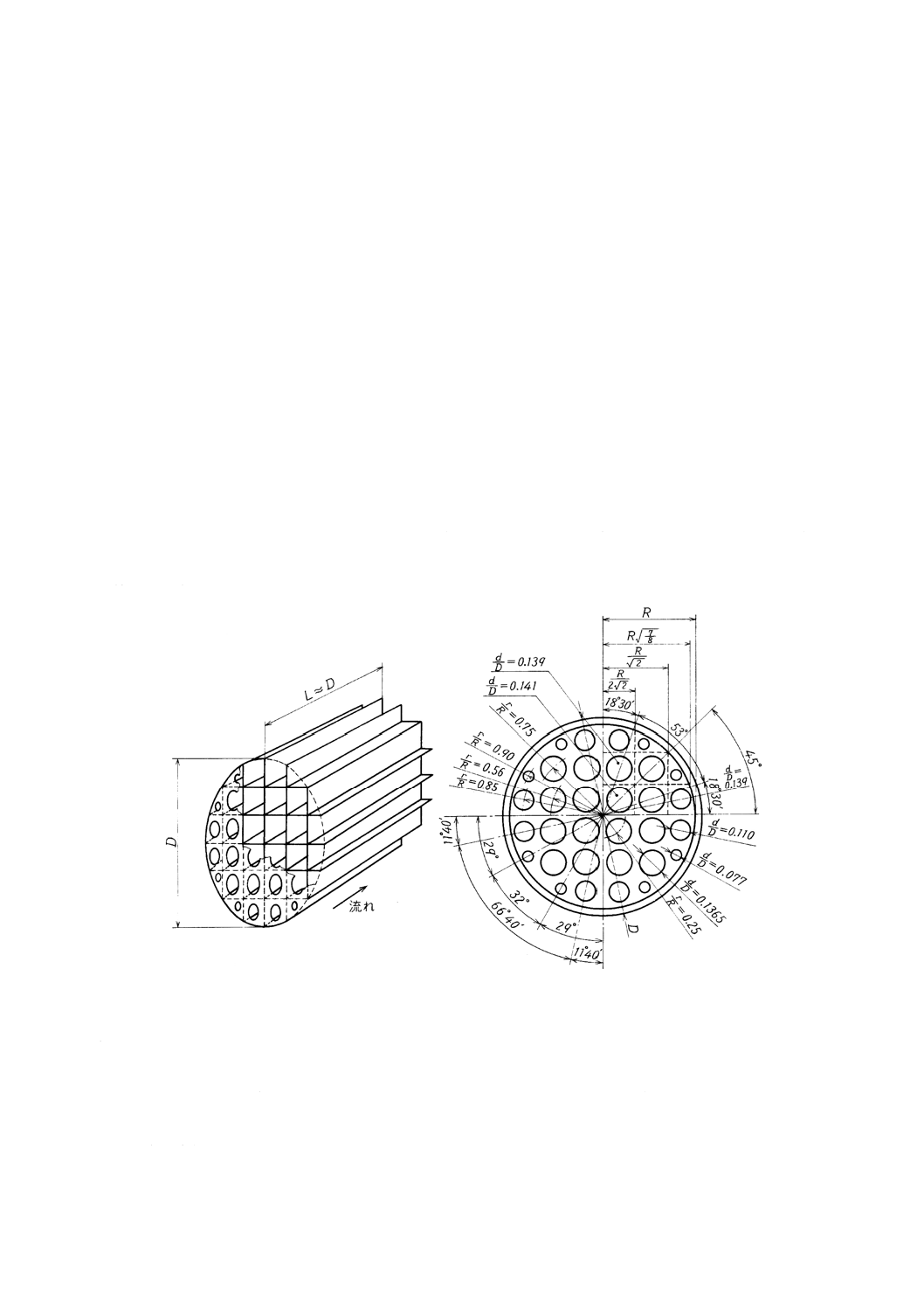
3. 管状式整流装置 管内に強固に取り付けられ,まとめて固定された多数の平行小管からなる整流装置。
各小管を互いに,かつ,取り付けられる管軸に確実に平行にすることが重要である。少なくとも19本の小
管を用いる。その長さは10d以上とする。小管は一つにまとめ,取り付けられる管に接するように束ねる。
損失ヘッドは,速度ヘッドの約5倍である。この整流装置は旋回を完全に取り除くが,流速分布の修正
にはあまり効果がない。
附属書6図3 管状式整流装置
29
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ポンプ JIS改正原案作成準備委員会 構成表
氏名
所属
(委員長)
舘 下 忠 夫
日本工業標準調査会(臨時委員)
(委員)
浦 西 和 夫
株式会社電業社機械製作所三島事業所
斉 藤 純 夫
株式会社荏原製作所羽田工場
松 田 至 弘
株式会社粟村製作所装置設計部
宮 島 清 志
株式会社荏原製作所羽田工場
長 崎 泰 明
株式会社クボタポンプ技術部
井 手 紀 彦
新日本造機株式会社ポンプ事業部
吉 川 宣 行
株式会社酉島製作所品質保証部
霜 田 伸 一
新潟ウオシントン株式会社マーケティング部
五十嵐 修
日機装株式会社流体機器工場
吉 田 政 雄
株式会社日立製作所産業システム本部風水機器部
依 田 裕 明
株式会社日立製作所土浦工場
飽 田 健 一
三菱重工業株式会社高砂製作所
(事務局)
沖 田 宏 之
社団法人日本産業機械工業会
臺 健 一
社団法人日本産業機械工業会
JIS B 8302(ポンプの吐出し量測定方法)改正原案作成委員会 構成表
氏名
所属
(委員長)
舘 下 忠 夫
日本工業標準調査会(臨時委員)
(委員)
井 田 富 夫
神奈川大学(名誉教授)
大 島 政 夫
神奈川工科大学
藤 田 昌 宏
通商産業省機械情報産業局
橋 本 進
財団法人日本規格協会技術部
長谷川 昭 雄
農林水産省構造改善局建設部
坂 智 勝
建設省大臣官房官庁営繕部
渡 辺 和 男
東京都下水道局施設管理部
椎 橋 章 夫
東日本旅客鉄道株式会社設備部
長 倉 祐 之
社団法人日本水道協会工務部
浜 田 晴 一
東京電力株式会社火力部
浦 西 和 夫
株式会社電業社機械製作所三島事業所
斉 藤 純 夫
株式会社荏原製作所羽田工場
松 田 至 弘
株式会社粟村製作所装置設計部
宮 島 清 志
株式会社荏原製作所羽田工場
長 崎 泰 明
株式会社クボタポンプ技術部
吉 川 宣 行
株式会社酉島製作所品質保証部
霜 田 伸 一
新潟ウオシントン株式会社マーケティング部
依 田 裕 明
株式会社日立製作所土浦工場
安 田 俊 雄
三菱重工業株式会社高砂製作所
(事務局)
沖 田 宏 之
社団法人日本産業機械工業会
臺 健 一
社団法人日本産業機械工業会
30
B 8302 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業調査会標準部会 産業機械技術専門委員会 構成表
氏名
所属
(委員会長)
岡 村 弘 之
東京理科大学理工学部
(委員)
朝 田 泰 英
財団法人電力中央研究所
伊 藤 正 人
厚生労働省労働基準局安全衛生部
大 地 昭 生
日本内燃機関連合会(株式会社東芝電力システム社)
大 湯 孝 明
社団法人日本農業機械工業会
重 久 吉 弘
財団法人エンジニアリング振興協会
鈴 木 通 友
社団法人全国木工機械工業会
筒 井 康 賢
独立行政法人産業技術総合研究所機械システム研究部門
橋 元 和 男
国土交通省総合政策局建設施工企画課
平 野 正 明
社団法人日本機械工業連合会
藤 咲 浩 二
社団法人日本産業機械工業会
松 山 新一郎
株式会社豊田自動織機製作所
吉 田 岳 志
農林水産省生産局生産資材課
渡 邉 和 夫
社団法人日本建設機械化協会