B 8267:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
1.1 適用する圧力容器 ·········································································································· 1
1.2 圧力容器の範囲 ············································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 6
4 材料······························································································································· 7
4.1 一般 ···························································································································· 7
4.2 鉄鋼材料 ······················································································································ 8
4.3 材料の許容応力 ············································································································· 8
4.4 材料の機械試験 ············································································································· 9
4.5 材料の諸特性 ··············································································································· 10
5 設計······························································································································ 10
5.1 一般 ··························································································································· 10
5.2 胴及び鏡板 ·················································································································· 12
5.3 ふた板 ························································································································ 14
5.4 ボルト締めフランジ ······································································································ 14
5.5 穴 ······························································································································ 15
5.6 管台及び管の接合 ········································································································· 15
5.7 管板 ··························································································································· 15
5.8 ステーによって支える平鏡板 ·························································································· 15
5.9 伸縮継手 ····················································································································· 15
6 溶接······························································································································ 15
6.1 一般 ··························································································································· 15
6.2 溶接継手効率 ··············································································································· 40
6.3 突合せ溶接 ·················································································································· 40
6.4 プラグ溶接 ·················································································································· 44
6.5 胴と管板又は平鏡板の溶接 ····························································································· 44
6.6 溶接後熱処理 ··············································································································· 45
6.7 溶接士 ························································································································ 45
7 製作······························································································································ 45
7.1 一般 ··························································································································· 45
7.2 胴の直径法真円度 ········································································································· 45
7.3 鏡板の製作公差 ············································································································ 48
7.4 胴及び鏡板の成形加工 ··································································································· 48
7.5 ステーの取付け ············································································································ 50
B 8267:2015 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
8 試験及び検査 ·················································································································· 51
8.1 突合せ溶接継手の機械試験 ····························································································· 51
8.2 溶接継手の非破壊試験 ··································································································· 52
8.3 非破壊試験の方法及び結果の判定····················································································· 54
8.4 非破壊試験の再試験 ······································································································ 55
8.5 耐圧試験 ····················································································································· 55
8.6 漏れ試験 ····················································································································· 56
8.7 最終検査 ····················································································································· 56
9 安全装置························································································································ 57
9.1 一般 ··························································································································· 57
9.2 計装設備 ····················································································································· 57
10 表示及び適合性評価 ······································································································· 57
10.1 表示 ·························································································································· 57
10.2 適合性評価 ················································································································· 57
附属書A(規定)JIS B 8285の附属書Aに示すP番号とASMEのP番号の対応 ······························ 58
附属書B(規定)規格材料の許容引張応力················································································ 59
附属書C(規定)特定材料 ··································································································· 107
附属書D(規定)材料の機械的性質及び物理的性質 ·································································· 116
附属書E(規定)圧力容器の胴及び鏡板·················································································· 132
附属書F(規定)圧力容器の穴補強 ························································································ 181
附属書G(規定)圧力容器のボルト締めフランジ ····································································· 197
附属書H(規定)全面形非金属ガスケットを用いる全面座フランジ ············································· 216
附属書I(規定)金属面接触フランジ ····················································································· 220
附属書J(規定)リバースフランジ ························································································ 238
附属書K(規定)圧力容器の管板 ·························································································· 243
附属書L(規定)圧力容器のふた板 ······················································································· 248
附属書M(規定)圧力容器のステーによって支える板 ······························································· 254
附属書N(規定)圧力容器の伸縮継手 ···················································································· 258
附属書O(規定)圧力容器の溶接継手の機械試験 ····································································· 262
附属書P(規定)圧力容器の耐圧試験 ····················································································· 266
附属書Q(規定)円筒胴のリガメント効率 ·············································································· 268
附属書R(規定)圧力容器の衝撃試験 ···················································································· 273
附属書S(規定)溶接後熱処理 ······························································································ 292
附属書T(規定)許容圧力確認試験 ······················································································· 300
B 8267:2015
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,厚生労働大臣及び経済産業大
臣が改正した日本工業規格である。
これによって,JIS B 8267:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣,経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
この規格の一部の図・表で † マークの付いているものは,アメリカ機械学会(The American Society of
Mechanical Engineers)によるアメリカ機械学会ボイラ圧力容器規格(ASME Boiler and Pressure Vessel Code©
2010)等から引用した資料であり,同学会Code & Standards Departmentの文書による承諾を得ている。ASME
から事前に文書による承諾を得ない限り,これら資料を翻訳又は複製してはならない。
“The figures and tables marked with † in this standard, were adapted from the ASME Boiler and Pressure Vessel
Code© 2010 by The American Society of Mechanical Engineers with the written consent of the ASME Code &
Standards Department. No additional translation or reproduction may be made of these materials without the prior
written consent of ASME.”
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8267:2015
圧力容器の設計
Construction of pressure vessel
1
適用範囲
1.1
適用する圧力容器
この規格は,設計圧力30 MPa未満の圧力容器の構造及び取付物について規定する。
この規格は,JIS B 8265と,材料の許容応力,衝撃試験などが異なる。ここで,圧力容器とは,圧力を
保持する容器,圧力を発生する流体を内蔵する容器,又は外圧を保持する容器(以下,圧力容器という。)
をいう。ただし,次のa)〜f) の圧力容器には適用しない。
注記 圧力とは,特に明記されていない限り,ゲージ圧力を示す。
a) 他の日本工業規格1) に規定する圧力容器
b) 非金属製の圧力容器
c) 原子力関係の圧力容器
d) リベット構造及びろう付構造の圧力容器
e) 直火を受ける圧力容器
f)
特殊な構造2) 又は特殊用途3) の圧力容器
注1) 例を,次に示す。
例1 JIS B 8265 圧力容器の構造−一般事項
例2 JIS B 8266 圧力容器の構造−特定規格
例3 JIS B 8201 陸用鋼製ボイラ−構造
例4 JIS B 8240 冷凍用圧力容器の構造
例5 JIS B 8241 継目なし鋼製高圧ガス容器
例6 JIS B 8501 鋼製石油貯槽の構造(全溶接製)
2) 複雑な形状をした圧力容器,低温平底円筒形の貯槽,メンブレン構造の貯槽など。
3) 油圧機,水圧機,ポンプ,圧縮機,タービン,内燃機関,水圧シリンダ,気圧シリンダなどの
回転機,又は往復機の圧力を保持する部分。
1.2
圧力容器の範囲
1.2.1
圧力容器の範囲は,圧力容器本体[胴,鏡板,直結する管台(ノズル)など],及び次のa)〜c) に
示す圧力を保持する部分とする。
a) 圧力容器の胴,鏡板又は直結する管台に接合する管は,接合継手(溶接継手,ねじ継手又はボルト締
結フランジ式管継手)から次の1)〜3) に示す部分とする。
1) 溶接継手の場合は,溶接継手に最も近い管の周継手の開先面まで(周継手は含まない。)。
2) ねじ継手(内ねじ付管継手を含む。)の場合は,ねじ継手の管側のねじ部まで。
3) ボルト締結フランジ式管継手の場合は,ボルト締結フランジ式管継手の管側のフランジ面まで(ボ
2
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ルト及びナットを含む。)。
b) 非耐圧部材を耐圧部分に直接溶接する場合は,溶接継手まで。
c) 圧力を保持するマンホール,ハンドホールなどのふた板まで(接合継手を含む。)。
1.2.2
バルブ(弁)を圧力容器の範囲としてもよい。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,記載の年の版を適用し,その後の改正版(追補を含む。)は適用しない。
JIS B 0190:2010 圧力容器の構造に関する共通用語
JIS B 2220:2012 鋼製管フランジ
JIS B 2239:2013 鋳鉄製管フランジ
JIS B 2240:2006 銅合金製管フランジ
JIS B 2241:2006 アルミニウム合金製管フランジ
JIS B 2290:1998 真空装置用フランジ
JIS B 8210:2009 蒸気用及びガス用ばね安全弁
JIS B 8226-1:2011 破裂板式安全装置−第1部:一般
JIS B 8226-2:2011 破裂板式安全装置−第2部:安全弁との組合せ
JIS B 8226-3:2011 破裂板式安全装置−第3部:適用,選定及び取付け
JIS B 8266:2006 圧力容器の構造−特定規格
JIS B 8285:2010 圧力容器の溶接施工方法の確認試験
JIS G 0306:2009 鍛鋼品の製造,試験及び検査の通則
JIS G 0307:2014 鋳鋼品の製造,試験及び検査の通則
JIS G 0581:1999 鋳鋼品の放射線透過試験方法
JIS G 0582:2012 鋼管の自動超音波探傷検査方法
JIS G 0801:2008 圧力容器用鋼板の超音波探傷検査方法
JIS G 3103:2012 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板
JIS G 3106:2008 溶接構造用圧延鋼材
JIS G 3114:2008 溶接構造用耐候性熱間圧延鋼材
JIS G 3115:2010 圧力容器用鋼板
JIS G 3116:2013 高圧ガス容器用鋼板及び鋼帯
JIS G 3118:2010 中・常温圧力容器用炭素鋼鋼板
JIS G 3119:2013 ボイラ及び圧力容器用マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼
板
JIS G 3120:2014 圧力容器用調質型マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板
JIS G 3126:2009 低温圧力容器用炭素鋼鋼板
JIS G 3127:2013 低温圧力容器用ニッケル鋼鋼板
JIS G 3201:2008 炭素鋼鍛鋼品
JIS G 3202:2008 圧力容器用炭素鋼鍛鋼品
JIS G 3203:2008 高温圧力容器用合金鋼鍛鋼品
JIS G 3204:2008 圧力容器用調質型合金鋼鍛鋼品
3
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 3205:2008 低温圧力容器用鍛鋼品
JIS G 3206:2008 高温圧力容器用高強度クロムモリブデン鋼鍛鋼品
JIS G 3214:2009 圧力容器用ステンレス鋼鍛鋼品
JIS G 3454:2012 圧力配管用炭素鋼鋼管
JIS G 3455:2012 高圧配管用炭素鋼鋼管
JIS G 3456:2014 高温配管用炭素鋼鋼管
JIS G 3457:2012 配管用アーク溶接炭素鋼鋼管
JIS G 3458:2013 配管用合金鋼鋼管
JIS G 3459:2012 配管用ステンレス鋼鋼管
JIS G 3460:2013 低温配管用鋼管
JIS G 3461:2012 ボイラ・熱交換器用炭素鋼鋼管
JIS G 3462:2014 ボイラ・熱交換器用合金鋼鋼管
JIS G 3463:2012 ボイラ・熱交換器用ステンレス鋼鋼管
JIS G 3464:2013 低温熱交換器用鋼管
JIS G 3467:2013 加熱炉用鋼管
JIS G 3468:2011 配管用溶接大径ステンレス鋼鋼管
JIS G 3601:2012 ステンレスクラッド鋼
JIS G 3602:2012 ニッケル及びニッケル合金クラッド鋼
JIS G 3603:2012 チタンクラッド鋼
JIS G 3604:2012 銅及び銅合金クラッド鋼
JIS G 4051:2009 機械構造用炭素鋼鋼材
JIS G 4107:2010 高温用合金鋼ボルト材
JIS G 4108:2010 特殊用途合金鋼ボルト用棒鋼
JIS G 4109:2013 ボイラ及び圧力容器用クロムモリブデン鋼鋼板
JIS G 4110:2008 高温圧力容器用高強度クロムモリブデン鋼及びクロムモリブデンバナジウム鋼鋼板
JIS G 4303:2012 ステンレス鋼棒
JIS G 4304:2012 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305:2012 冷間圧延ステンレス鋼板及び鋼帯
JIS G 4311:2011 耐熱鋼棒及び線材
JIS G 4312:2011 耐熱鋼板及び鋼帯
JIS G 4901:2008 耐食耐熱超合金棒
JIS G 4902:1991 耐食耐熱超合金板
JIS G 4903:2008 配管用継目無ニッケルクロム鉄合金管
JIS G 4904:2008 熱交換器用継目無ニッケルクロム鉄合金管
JIS G 5101:1991 炭素鋼鋳鋼品
JIS G 5102:1991 溶接構造用鋳鋼品
JIS G 5111:1991 構造用高張力炭素鋼及び低合金鋼鋳鋼品
JIS G 5121:2003 ステンレス鋼鋳鋼品
JIS G 5122:2003 耐熱鋼及び耐熱合金鋳造品
JIS G 5151:1991 高温高圧用鋳鋼品
4
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 5152:1991 低温高圧用鋳鋼品
JIS G 5201:1991 溶接構造用遠心力鋳鋼管
JIS G 5202:1991 高温高圧用遠心力鋳鋼管
JIS H 3100:2012 銅及び銅合金の板並びに条
JIS H 3250:2012 銅及び銅合金の棒
JIS H 3300:2012 銅及び銅合金の継目無管
JIS H 3320:2006 銅及び銅合金の溶接管
JIS H 4000:2014 アルミニウム及びアルミニウム合金の板及び条
JIS H 4040:2006 アルミニウム及びアルミニウム合金の棒及び線
JIS H 4080:2006 アルミニウム及びアルミニウム合金継目無管
JIS H 4090:2006 アルミニウム及びアルミニウム合金溶接管
JIS H 4100:2006 アルミニウム及びアルミニウム合金の押出形材
JIS H 4140:1988 アルミニウム及びアルミニウム合金鍛造品
JIS H 4301:2009 鉛板及び硬鉛板
JIS H 4311:2006 一般工業用鉛及び鉛合金管
JIS H 4551:2000 ニッケル及びニッケル合金板及び条
JIS H 4552:2000 ニッケル及びニッケル合金継目無管
JIS H 4553:1999 ニッケル及びニッケル合金棒
JIS H 4600:2012 チタン及びチタン合金−板及び条
JIS H 4630:2012 チタン及びチタン合金−継目無管
JIS H 4631:2012 チタン及びチタン合金−熱交換器用管
JIS H 4635:2012 チタン及びチタン合金−溶接管
JIS H 4650:2012 チタン及びチタン合金−棒
JIS H 4657:2012 チタン及びチタン合金−鍛造品
JIS H 5120:2009 銅及び銅合金鋳物
JIS H 5202:2010 アルミニウム合金鋳物
JIS H 5302:2006 アルミニウム合金ダイカスト
JIS Z 2242:2005 金属材料のシャルピー衝撃試験方法
JIS Z 2284:1998 金属材料の液体ヘリウム中弾塑性破壊じん(靭)性JIC試験方法
JIS Z 2305:2013 非破壊試験技術者の資格及び認証
JIS Z 2320-1:2007 非破壊試験−磁粉探傷試験−第1部:一般通則
JIS Z 2320-2:2007 非破壊試験−磁粉探傷試験−第2部:検出媒体
JIS Z 2320-3:2007 非破壊試験−磁粉探傷試験−第3部:装置
JIS Z 2343-1:2001 非破壊試験−浸透探傷試験−第1部:一般通則:浸透探傷試験方法及び浸透指示
模様の分類
JIS Z 3060:2002 鋼溶接部の超音波探傷試験方法
JIS Z 3080:1995 アルミニウムの突合せ溶接部の超音波斜角探傷試験方法
JIS Z 3081:1994 アルミニウム管溶接部の超音波斜角探傷試験方法
JIS Z 3082:1995 アルミニウムのT形溶接部の超音波探傷試験方法
JIS Z 3104:1995 鋼溶接継手の放射線透過試験方法
5
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3105:2003 アルミニウム溶接継手の放射線透過試験方法
JIS Z 3106:2001 ステンレス鋼溶接継手の放射線透過試験方法
JIS Z 3107:2008 チタン溶接部の放射線透過試験方法
JIS Z 3121:2013 突合せ溶接継手の引張試験方法
JIS Z 3122:2013 突合せ溶接継手の曲げ試験方法
JIS Z 3221:2013 ステンレス鋼被覆アーク溶接棒
JIS Z 3224:2010 ニッケル及びニッケル合金被覆アーク溶接棒
JIS Z 3227:2013 極低温用オーステナイト系ステンレス鋼被覆アーク溶接棒
JIS Z 3321:2013 溶接用ステンレス鋼溶加棒,ソリッドワイヤ及び鋼帯
JIS Z 3323:2007 ステンレス鋼アーク溶接フラックス入りワイヤ及び溶加棒
JIS Z 3327:2013 極低温用オーステナイト系ステンレス鋼ティグ溶加棒及びソリッドワイヤ
JIS Z 3334:2011 ニッケル及びニッケル合金溶接用の溶加棒,ソリッドワイヤ及び帯
JIS Z 3352:2010 サブマージアーク溶接用フラックス
JIS Z 3801:1997 手溶接技術検定における試験方法及び判定基準
ISO 3183:2012,Petroleum and natural gas industries−Steel pipe for pipeline transportation systems
JEAC 4202:2004 フェライト鋼の落重試験方法
JSME S001:2002 弾塑性破壊靭性JIC試験方法(増補版)
ASME SA182:2007,Forged or Rolled Alloy and Stainless Steel Pipe Flanges, Forged Fittings, and Valves and
Parts for High-Temperature Service
ASME SA263:2003,Stainless Chromium Steel-Clad Plate
ASME SA264:2003,Stainless Chromium-Nickel Steel-Clad Plate
ASME SA265:2003,Nickel and Nickel-Base Alloy-Clad Steel Plate
ASME SA336:2007,Alloy Steel Forgings for Pressure and High-Temperature Parts
ASME SA508:2005,Quenched and Tempered Vacuum-Treated Carbon and Alloy Steel Forgings for Pressure
Vessels
ASME SA541:2005,Quenched and Tempered Carbon and Alloy Steel Forgings for Pressure Vessel
Components
ASME SA542:2009,Pressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum
and Chromium-Molybdenum-Vanadium
ASME SA832:2006,Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum-Vanadium
ASME B16.5:2009,Pipe Flanges and Flanged Fittings
ASME B16.9:2007,Factory-Made Wrought Buttwelding Fittings
ASME B16.11:2009,Forged Fittings, Socket-Welding and Threaded
ASME B16.15:2006,Cast Copper Alloy Threaded Fittings
ASME B16.24:2006,Cast Copper Alloy Pipe Flanges and Flanged Fittings
ASME B16.47:2011,Large Diameter Steel Flanges
ASME Section II:2010(2011a Addendaまでを含む。)
ASME Section VIII Division 1:2010(2011a Addendaまでを含む。)
ASTM E208:2006,Standard Test Method for Conducting Drop-Weight Test to Determine Nil-Ductility
Transition Temperature of Ferritic Steels
6
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ASTM E1820:2011,Standard Test Method for Measurement of Fracture Toughness
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0190によるほか,次による。
3.1
計算厚さ
強度計算上必要とする厚さ。
3.2
厚さ
呼び厚さ及び実際の厚さの総称。
3.3
呼び厚さ
板,管などの厚さの呼び寸法。
3.4
耐圧部分
圧力容器のうち,内面又は外面に0 MPaを超える圧力を保持する部分及び圧力によって生じる荷重を受
ける強度部材の部分。ただし,次のa) 及びb) に示す部分を除く。
a) 圧力容器の内部構造物で,圧力の保持を目的としない部分(邪魔板,ガイドパイプなど。)。
b) 耐圧部分に施工するライニング,めっきなどの非耐圧部材の部分。
3.5
設計温度
圧力容器を使用し得る最高及び最低の温度として,起動時,運転時,停止時,異常時,環境などを考慮
して設定する温度。
3.6
設計圧力
圧力容器を使用し得る最高圧力(大気圧以下の場合には,最低圧力)。ただし,熱交換器などのように一
つの圧力容器の中に仕切られた複数の圧力室があり,いずれかが大気圧以下の場合には,設計圧力は差圧
の最大値とする。また,複数の圧力室を配管で連結し,配管中にバルブ類がない場合には,設計圧力は差
圧としてもよい。
3.7
炭素鋼
JIS B 8285の表A.1に示すP番号1に対応する種類の記号の鋼及びこれらに類する鋼。
なお,4.1 c) の特定材料のP番号及びグループ番号は,ASME(The American Society of Mechanical
Engineers)Section IIのPart D:2010(2011a:Addendaまでを含む。)の規定によって,JIS B 8285の表A.1は
“ASME Section IIのPart D”と読み替える(以下,同じ。)。JIS B 8285の表A.1に示すP番号とASMEの
P番号の対応は,表A.1に示す。
3.8
低合金鋼
JIS B 8285の表A.1に示すP番号3,4,5(P番号5は,特定材料ではP番号5A,5B及び5Cをいう。),
9A及び9Bに対応する種類の記号の鋼及びこれらに類する鋼。
7
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.9
ステンレス鋼
JIS B 8285の表A.1に示すP番号6,7,8A及び8Bに対応する種類の記号の鋼及びこれらに類する鋼。
3.10
最低設計金属温度
附属書Rの規定によって得られる複数の材料及び溶接継手の使用し得る最低の金属温度のうちで,最も
高い温度。したがって,最低設計金属温度によって,設計温度における最低の温度を制限できる。
4
材料
4.1
一般
圧力容器に使用する材料は,規格材料,同等材料及び特定材料で,次のa)〜d) による。
a) 規格材料 規格材料とは,表B.1,表B.2,表B.3及び表B.4に示す材料をいう。
b) 同等材料 同等材料とは,次の1)〜4) のいずれかに適合する材料をいう。
1) 規格材料と化学的成分及び機械的性質が同等で,板厚の範囲が異なる材料。ただし,表B.1,表B.2,
表B.3及び表B.4で板厚の範囲の制限が示されている場合には,規格材料の板厚の範囲内だけが同
等材料の板厚の範囲となる。
2) 規格材料と化学的成分及び機械的性質が同等で,製造方法又は形状が異なる材料(例えば,鍛造品
と鋼板の違いをいう。)。
3) 規格材料と化学的成分及び機械的性質が同等で,引用規格の改正年度が異なる材料。
4) 規格材料と化学的成分,機械的性質の試験方法及び試験片採取方法が同等で,規格材料と機械的性
質の試験結果が同等な材料。
c) 特定材料 特定材料とは,次の1) 及び2) の材料をいう。
1) ASME Section VIII Division 1:2010(2011a:Addendaまでを含む。)のPart UCS,Part UNF,Part UHA,
Part UCL及びPart UHT(以下,Partという。)に規定する材料で,次の1.1)〜1.3) の条件の全てを
満足する材料。
1.1) 表C.1〜表C.13に示す材料。
1.2) Partのパラグラフ23及びPart UGのUG23に示す許容応力表における材料の最小引張強さ及び最
小降伏点。
1.3) Partに示す材料の使用制限。
2) 次の2.1)〜2.6) に示す管フランジ及び管継手のASME規格に使用する材料は,ASTM(American
Society of Testing and Materials)規格の材料で,かつ,表C.1〜表C.12に示す材料。この場合,表
C.1〜表C.12の材料番号のASME規格の記号(SA)は,ASTM規格の記号(A)に読み替える。
2.1) ASME B16.5:2009 管フランジ及びフランジ式管継手
2.2) ASME B16.9:2007 配管用鋼製突合せ溶接式管継手
2.3) ASME B16.11:2009 配管用鋼製差込み溶接式及びねじ込み式管継手
2.4) ASME B16.15:2006 青銅鋳物製ねじ込み式管継手
2.5) ASME B16.24:2006 銅合金鋳物製管フランジ及びフランジ式管継手
2.6) ASME B16.47:2011 大口径鋼製管フランジ(NPS26からNPS60まで)
d) 材料の使用温度範囲 材料の使用温度範囲は,次の1)〜3) に示す最高使用温度及び最低使用温度とす
る。
8
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 最高使用温度 次の1.1) 又は1.2) の温度による。
1.1) 規格材料及び同等材料は,表B.1,表B.2,表B.3及び表B.4に示す許容引張応力の温度範囲の最
高温度。
1.2) 特定材料は,ASME Section II Part DのTable 1A又はTable 1BのVIII-1の欄で規定する最高温度。
2) 最低使用温度 最低設計金属温度によって制限される最低温度。
3) クラッド鋼の最高使用温度及び最低使用温度は,次の3.1) 及び3.2) による。
3.1) 最高使用温度 合わせ材を強度に算入する場合は,母材の最高使用温度又は合わせ材の最高使用
温度のいずれか低い温度とし,合わせ材を強度に算入しない場合は,母材の最高使用温度。
3.2) 最低使用温度 母材の最低使用温度。
4.2
鉄鋼材料
4.2.1
材料の使用制限
材料の使用制限は,次のa) 及びb) による。
a) 使用制限一般 0.35 %(溶鋼分析値)を超える炭素を含有する材料は,溶接継手に使用できない。
b) 表B.1及び表B.2に示す材料の使用制限 表B.1及び表B.2に示す材料及びこれらの同等材料の使用
制限は,次の1) 及び2) による。
1) JIS G 3106(SM400A,SM490A及びSM490YAを除く。)及びJIS G 3114(SMA400AW,SMA400AP,
SMA490AW及びSMA490APを除く。)の材料は,設計圧力が3 MPaを超える圧力容器の胴,鏡板
及びこれらに類する部分に使用できない。
2) JIS G 3106(SM400A,SM490A及びSM490YA),JIS G 3114(SMA400AW,SMA400AP,SMA490AW
及びSMA490AP)及びJIS G 3457の材料は,次の2.1)〜2.4) に示す耐圧部分に使用できない。
2.1) 設計圧力が1.6 MPaを超える圧力容器の胴,鏡板及びこれらに類する部分。
2.2) 設計圧力が1 MPaを超える圧力容器で,長手溶接継手がある胴及び溶接継手がある鏡板。
2.3) 溶接継手の母材の厚さが16 mmを超える胴,鏡板及びこれらに類する部分。
2.4) 致死的物質又は毒性物質の保有を目的とする胴,鏡板及びこれらに類する部分。
4.3
材料の許容応力
4.3.1
許容引張応力
設計温度における材料の許容引張応力は,次のa)〜f) による。
a) 鉄鋼材料の許容引張応力は,表B.1及び表B.2に示す。
b) 非鉄金属材料の許容引張応力は,表B.3に示す。
c) ボルト材料の許容引張応力は,表B.4に示す。
d) 表B.1,表B.2,表B.3及び表B.4において,40 ℃未満の温度における許容引張応力は,“〜40 ℃”
の欄の値とする。
e) 設計温度における同等材料の許容引張応力は,化学的成分及び機械的性質が同等な規格材料の許容引
張応力とする。
f)
設計温度における特定材料の許容引張応力は,次の1) 及び2) による。
1) 許容引張応力は,ASME Section II Part Dに規定する値とする。
2) −29 ℃(−20 °F)未満における許容引張応力は,−29 ℃における値とする。
4.3.2
許容せん断応力
設計温度における材料の許容せん断応力は,許容引張応力の0.8倍とする。
4.3.3
許容圧縮応力
9
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
設計温度における材料の許容圧縮応力は,許容引張応力又は許容座屈応力のいずれか小さい値とする。
ここで,許容座屈応力は,次のa) 又はb) による。
a) 円筒胴
)
/
004
.0
1(
3.0
y
m
cr
σ
σ
E
D
Et
+
=
ここに,
Dm: 円筒胴の平均直径(mm)
E: 設計温度における材料の縦弾性係数(N/mm2)
t: 円筒胴の計算厚さ(mm)
σcr: 許容座屈応力(N/mm2)
σy: 設計温度における材料の降伏点又は0.2 %耐力(N/mm2)
b) 管 次の条件式を満足する場合には1),満足しない場合には2) に示す式による。
条件式
i
kl
E≦
y
2
2
σ
π
ここに,
a: 管の断面積(mm2)
I: 管の断面二次モーメント(mm4)
i: 管の断面二次半径(mm)
a
I
i
/
=
k: 管の支持方法による係数で,次の表の左欄に示す支持方法
に対応して,右欄に示す値。
管板間で支持する場合
0.6
管板とバッフル間で支持する場合
0.8
バッフル間で支持する場合
1.0
l: 管の支持長さ(mm)
E及びσyは,a) による。
1)
2
2
cr
2
=
i
kl
E
π
σ
2)
−
=
y
2
y
cr
2
2
1
2
σ
π
σ
σ
E
i
kl
ここに, E,i,k,l,σcr及びσyは,a) 及びb) による。
4.3.4
許容曲げ応力
設計温度における材料の許容曲げ応力は,許容引張応力の値の1.5倍とする。ただし,別途定められて
いる規定がある場合は,それによる。
4.4
材料の機械試験
使用する材料は,材料規格に規定する機械試験を行い,試験結果が規定値を満足することを確認する。
ただし,次のa) に示す材料に製作中の熱処理を行う場合には,材料規格に規定する引張試験(材料規格
に曲げ試験が規定されている場合には,曲げ試験を含む。)の試験片の数は2個とし,次のb) 及びc) に
示す熱処理を試験片に施した後に試験を行い,2個の試験結果が規定値を満足することを確認する。
a) JIS G 3206(SFVCM F3V及びSFVCM F22V),JIS G 4110(SCMQ4V及びSCMQ5V)及びこれらの規
10
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
格材料に相当する特定材料で,次の1)〜5) に示す材料。
1) SA182(グレードF3V及びグレードF22V)
2) SA336(グレードF3V及びグレードF22V)
3) SA508(グレード3V及びグレード22クラス3)
4) SA541(グレード3V,グレード22V及びグレード22クラス3)
5) SA542(全てのグレード)及びSA832(全てのグレード)
b) 1個の試験片には,材料に施す実際の最高熱処理温度から14 ℃を減じた温度以上で,かつ,実際の最
高熱処理温度以下の温度において,最高熱処理温度の実際の保持時間の80 %以上で,かつ,実際の保
持時間以下の時間を保持する熱処理。
c) 1個の試験片には,材料に施す実際の最低熱処理温度に14 ℃を加えた温度以下で,かつ,実際の最低
熱処理温度以上の温度において,最低熱処理温度の実際の保持時間の120 %以下で,かつ,実際の保
持時間以上の時間を保持する熱処理。
4.5
材料の諸特性
設計温度における材料の諸特性は,次のa)〜g) による。
a) 材料の縦弾性係数は,表D.1に示す。
b) 材料の線膨張係数は,表D.2に示す。
c) 炭素鋼及び低合金鋼の降伏点又は0.2 %耐力は,表D.3に示す。
d) ステンレス鋼の降伏点又は0.2 %耐力は,表D.4に示す。
e) ステンレス鋳鋼の降伏点又は0.2 %耐力は,表D.5に示す。
f)
ニッケルクロム鉄合金(JIS B 8285の表A.1に示すP番号43及び45)の降伏点又は0.2 %耐力は,表
D.6に示す。
g) 非鉄金属材料の降伏点又は0.2 %耐力は,表D.7に示す。
5
設計
5.1
一般
5.1.1
設計で使用する寸法
圧力容器の設計で使用する寸法は,腐れ代を除いた状態の寸法を示す。
5.1.2
荷重
設計で考慮すべき荷重には,圧力(内圧又は外圧)に加え,必要に応じて次の荷重を含める。
a) 自重及び内部流体による荷重
b) 圧力容器に取り付ける配管,附属品などによる荷重
c) 風,積雪及び地震荷重
d) 熱(温度)による荷重
e) 繰返し荷重及び動的荷重
f)
取扱い,輸送,据付けなどによる荷重
5.1.3
最小制限厚さ
耐圧部分の最小制限厚さは,次のa) 又はb) に示す厚さとする。ただし,ベローズ形伸縮継手,プレー
ト式熱交換器の伝熱板,二重管式熱交換器の呼び径150A以下の内管と外管,及び多管式熱交換器の呼び
径150A以下の伝熱管には適用しない。
ただし,耐圧部分に使用する材料に腐食又は壊食が予測される場合には,適切な腐れ代を設定する。
11
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 炭素鋼又は低合金鋼 2.5 mm以上(腐食又は壊食のおそれがある場合には,3.5 mm以上。)。
b) ステンレス鋼,ニッケルクロム鉄合金及び非鉄金属材料 1.5 mm以上(腐食又は壊食のおそれがある
場合には,2.5 mm以上。)。
5.1.4
クラッド鋼
クラッド鋼は,次のa)〜c) による。
a) クラッド鋼の合わせ材は,強度に算入できる。合わせ材を強度に算入する場合のクラッド鋼の許容引
張応力は,次の式による。
c
b
c
c
b
b
a
t
t
t
t
+
+
=
σ
σ
σ
ここに,
tb: 母材の厚さ(mm)
tc: 合わせ材の厚さ(mm)
σa: 設計温度におけるクラッド鋼の許容引張応力(N/mm2)
σb: 設計温度における母材の許容引張応力(N/mm2)
σc: 設計温度における合わせ材の許容引張応力(N/mm2)
b) クラッド鋼は,次の1)〜7) に示す規格材料とする。ただし,5)〜7) に示すクラッド鋼で合わせ材を
強度に算入する場合には,せん断強さ試験を実施する。
1) JIS G 3601の1種
2) JIS G 3602の1種
3) JIS G 3603の1種
4) JIS G 3604の1種
5) ASME Section IIのSA263
6) ASME Section IIのSA264
7) ASME Section IIのSA265
c) 肉盛溶接の品質が合わせ材と同等以上の場合には,肉盛溶接を合わせ材とみなし,a) のクラッド鋼の
許容引張応力を適用できる。
5.1.5
圧力容器に設ける穴
圧力容器に設ける穴は,次のa)〜c) による。
a) 圧力容器には,検査,修理,清掃などに供する穴を設ける。ただし,次の1)〜5) に示す圧力容器は,
穴を設けなくてよい。
1) 胴の内径が300 mm以下の圧力容器。
2) 胴の内径が500 mm以下で,外径40 mm以上の取り外しのできる管を2個以上設ける圧力容器。
3) 鏡板,ふた板などを取り外すことができて,鏡板,ふた板などの大きさがb) に示す穴の大きさ以
上の圧力容器。
4) 腐食又は壊食のおそれがなく,外径40 mm以上の取り外しのできる管を2個以上設ける圧力容器。
5) 熱交換器などで,構造,形状又は用途によって,検査,修理,清掃などに供する穴を設ける必要が
ない圧力容器。
b) a) の穴の数及び寸法は,胴の内径に対応して,次の1)〜3) による。
1) 胴の内径が300 mmを超え,500 mm以下の場合 長径75 mm以上,短径50 mm以上のだ円形,又
は直径75 mm以上の円形の穴を2個以上設ける。
2) 胴の内径が500 mmを超え,1 000 mm以下の場合 長径375 mm以上,短径275 mm以上のだ円形,
直径375 mm以上の円形,又は長径400 mm以上,短径250 mm以上の長円形の穴(マンホール)を
12
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1個以上設ける。ただし,長径90 mm以上,短径70 mm以上のだ円形,又は直径90 mm以上の円
形の穴を2個以上設ける場合は,マンホールを設けなくてもよい。
3) 胴の内径が1 000 mmを超える場合 2) に示すマンホールを1個以上設ける。
c) 必要な場合には,ドレン及びベントの穴を設ける。
5.1.6
許容圧力確認試験
特殊な形状であって5.2〜5.9によることができない圧力容器又は圧力容器の一部の耐圧部分については,
附属書Tによることができる。
5.2
胴及び鏡板
5.2.1
内圧を保持する胴
内圧を保持する胴は,次のa)〜d) による。
a) 円筒胴 円筒胴の計算厚さは,E.2.2による。
b) 球形胴 球形胴の計算厚さは,E.2.3による。
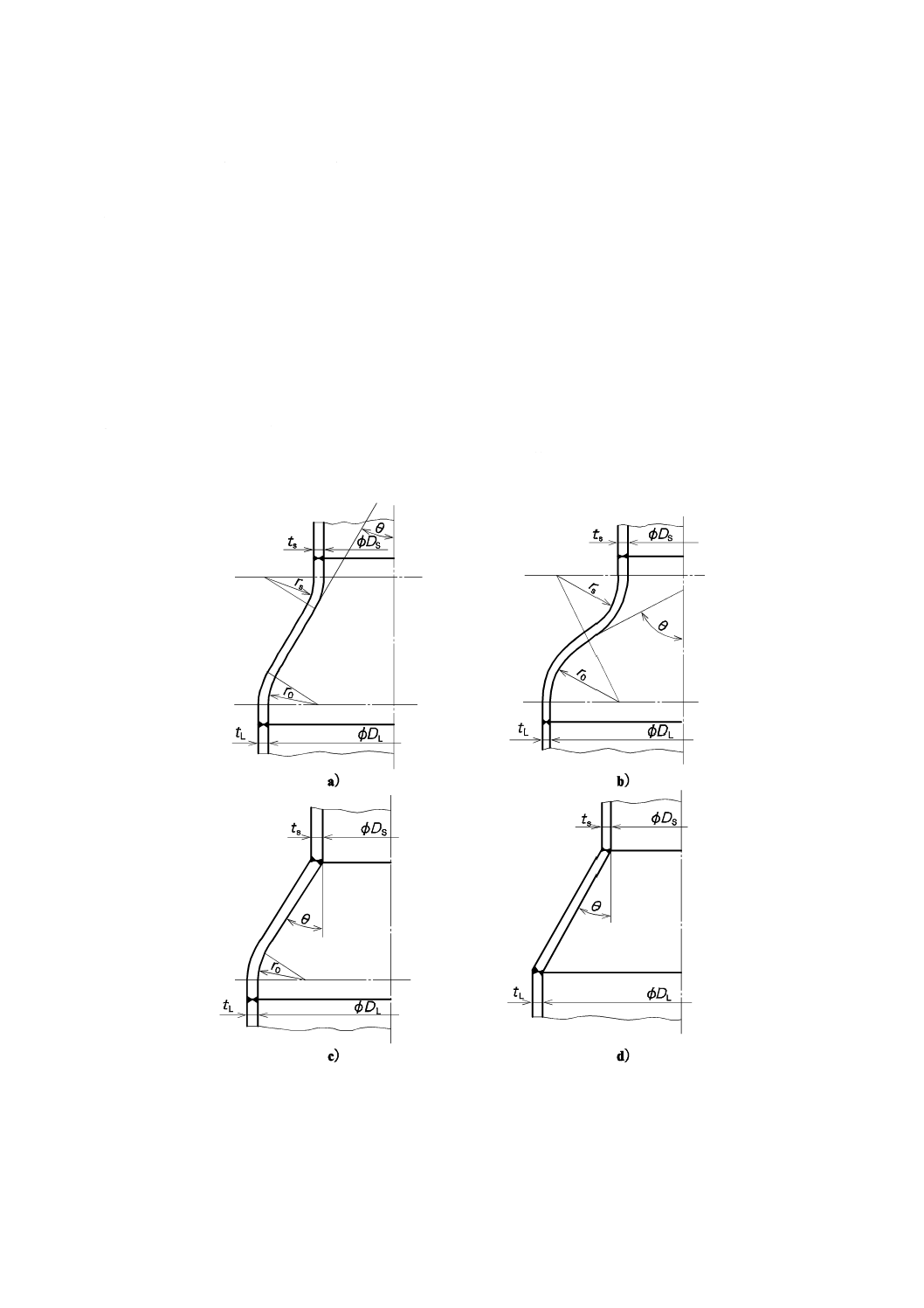
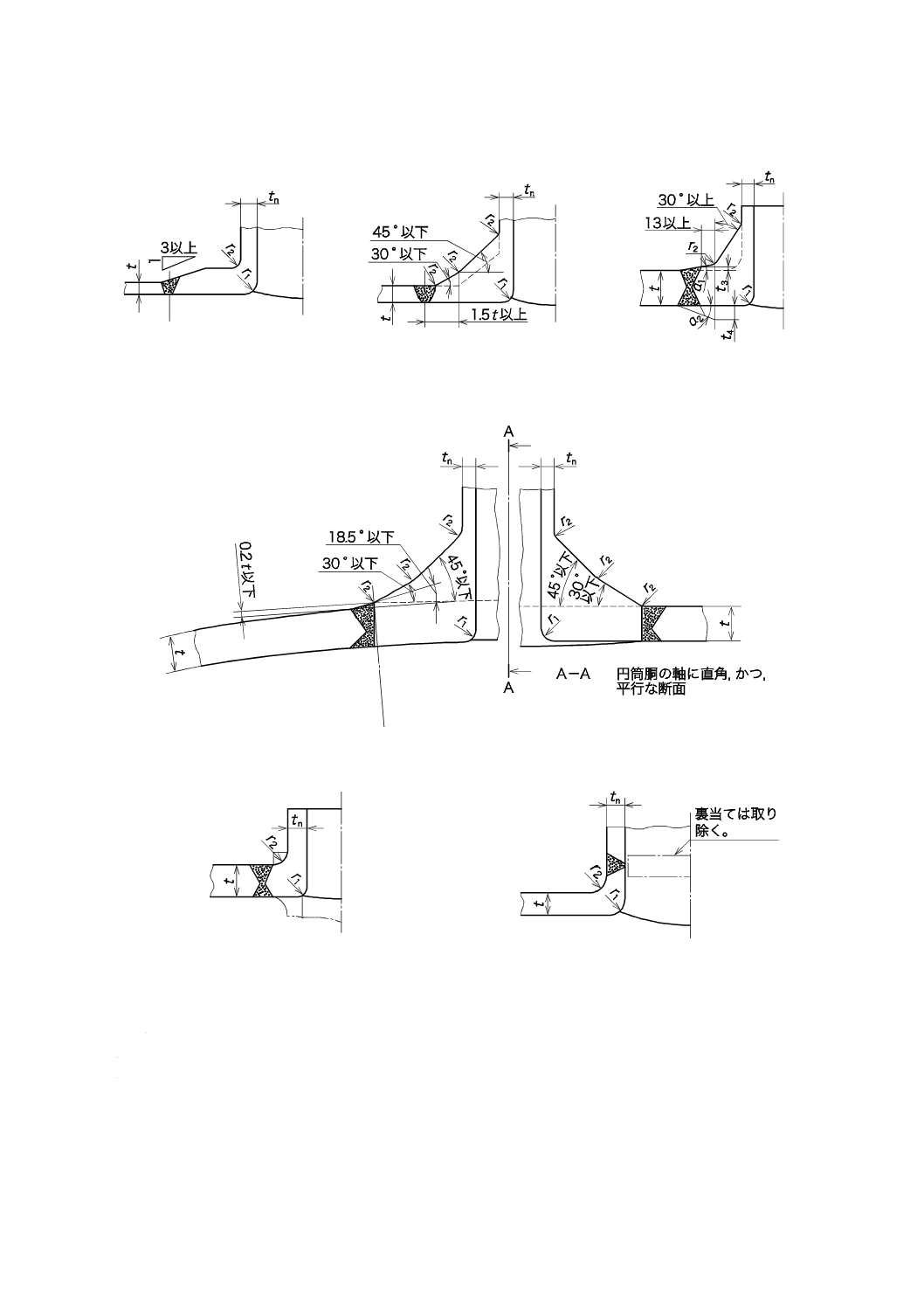
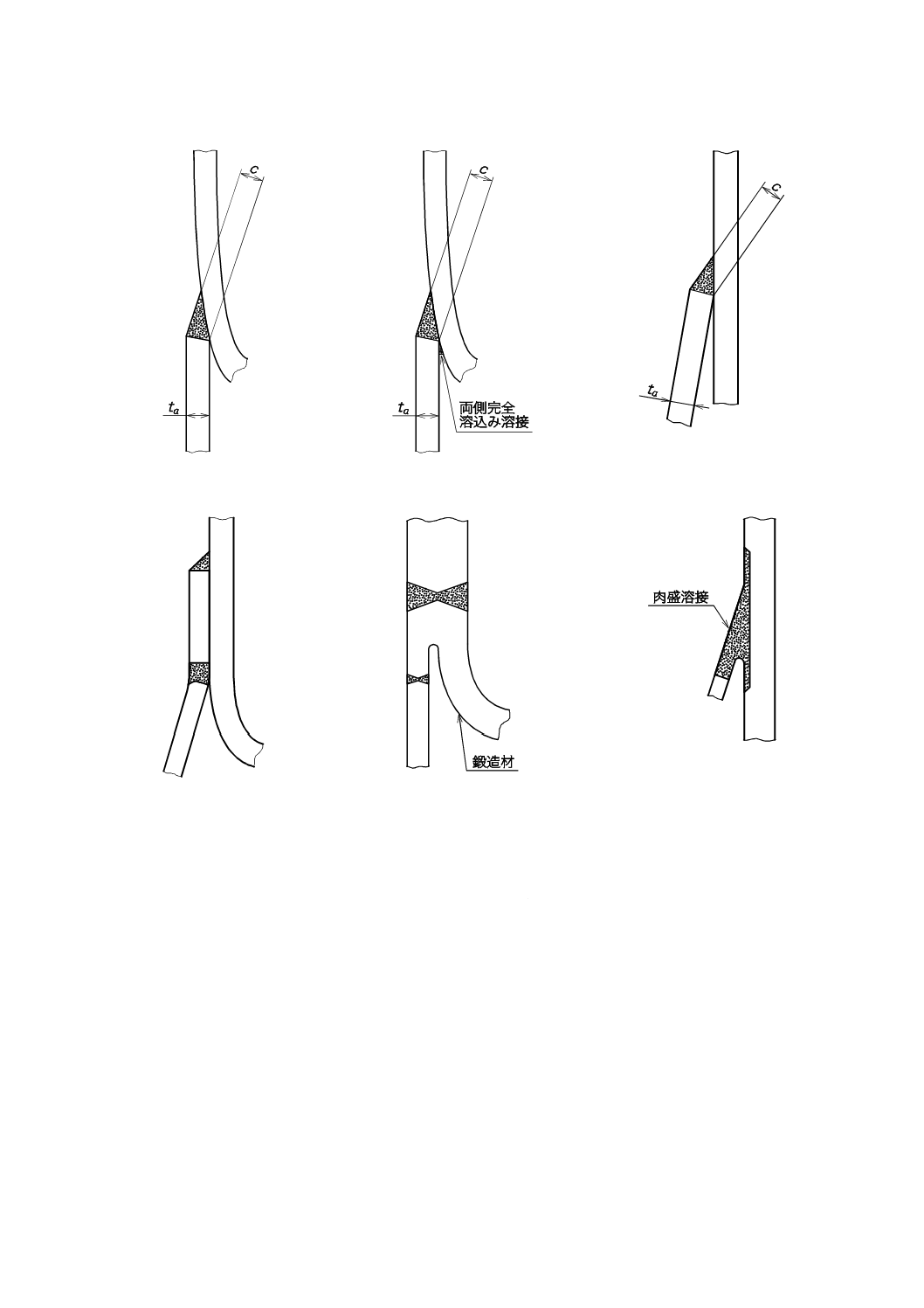
c) 円すい胴 円すい胴の形状は,図1に示す。円すい胴の計算厚さは,E.2.4による。
図中の記号の意味は,E.2.1による。
9 %ニッケル鋼を使用する場合の円すい胴の形状は,a) に示す。
丸み半径及び丸みに連続して設ける直線部の制限は,附属書Eの規定による。
図1−円すい胴の形状†
13
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 曲げ加工管 曲げ加工管の計算厚さは,E.5による。
5.2.2
内圧を保持する鏡板
内圧を保持し,ステーによって支えない鏡板は,次のa)〜g) による。
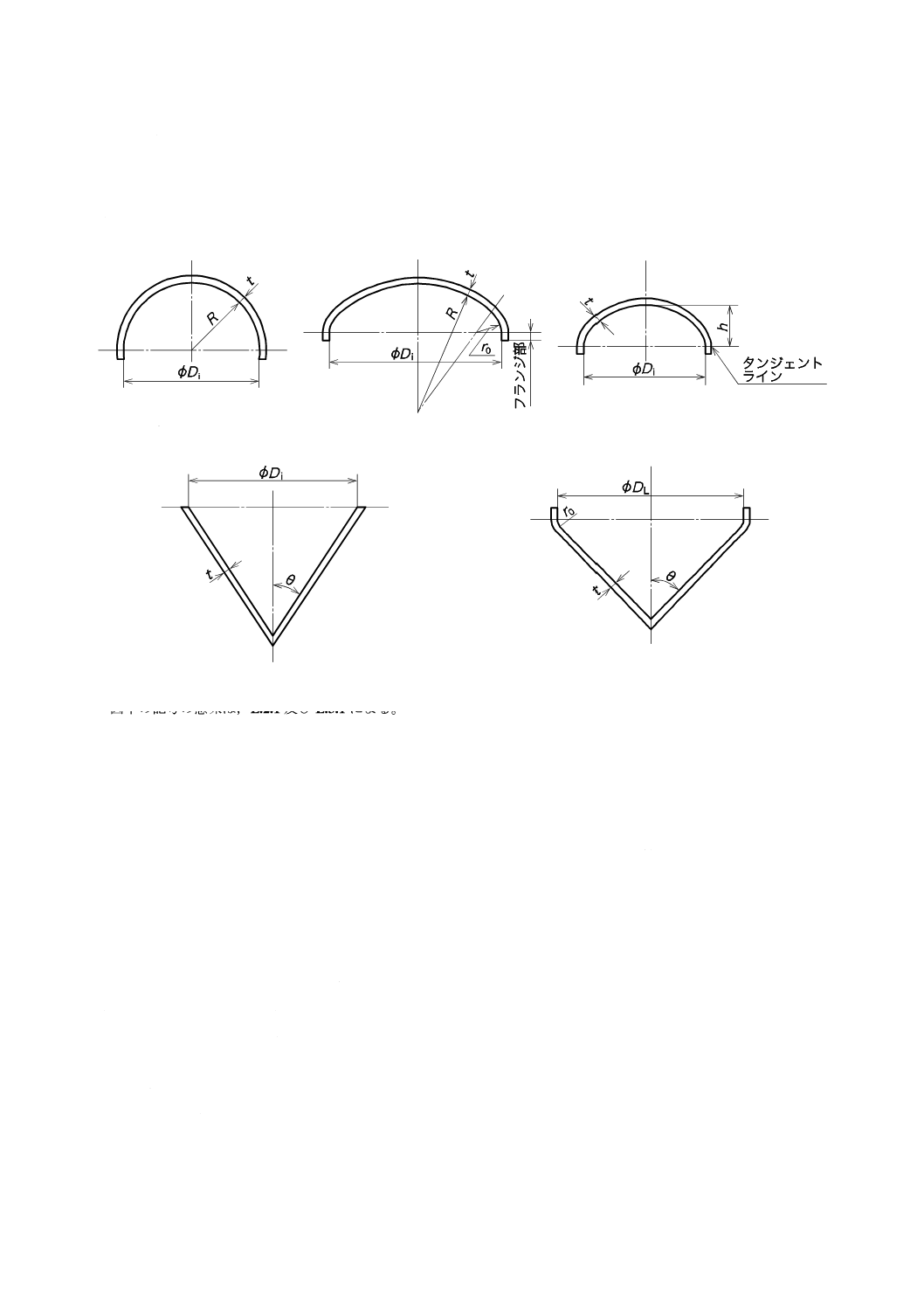
a) 鏡板の形状は,図2に示す。
a) 全半球形
b) 皿形
c) 半だ円形
d) 円すい形
e) 円すい形(大径端に丸みがある場合)
図中の記号の意味は,E.2.1及びE.3.1による。
9 %ニッケル鋼を使用する場合の鏡板の形状は,a)〜c) に示す。
鏡板の形状の制限は,附属書Eによる。
図2−鏡板の形状†
b) 鏡板の一般事項は,次の1)〜3) による。
1) フランジ部を設ける鏡板[図2 a)〜c) 及びe) 参照]のフランジ部の計算厚さは,同じ内径の円筒
胴の計算式[5.2.1 a) 参照]による。
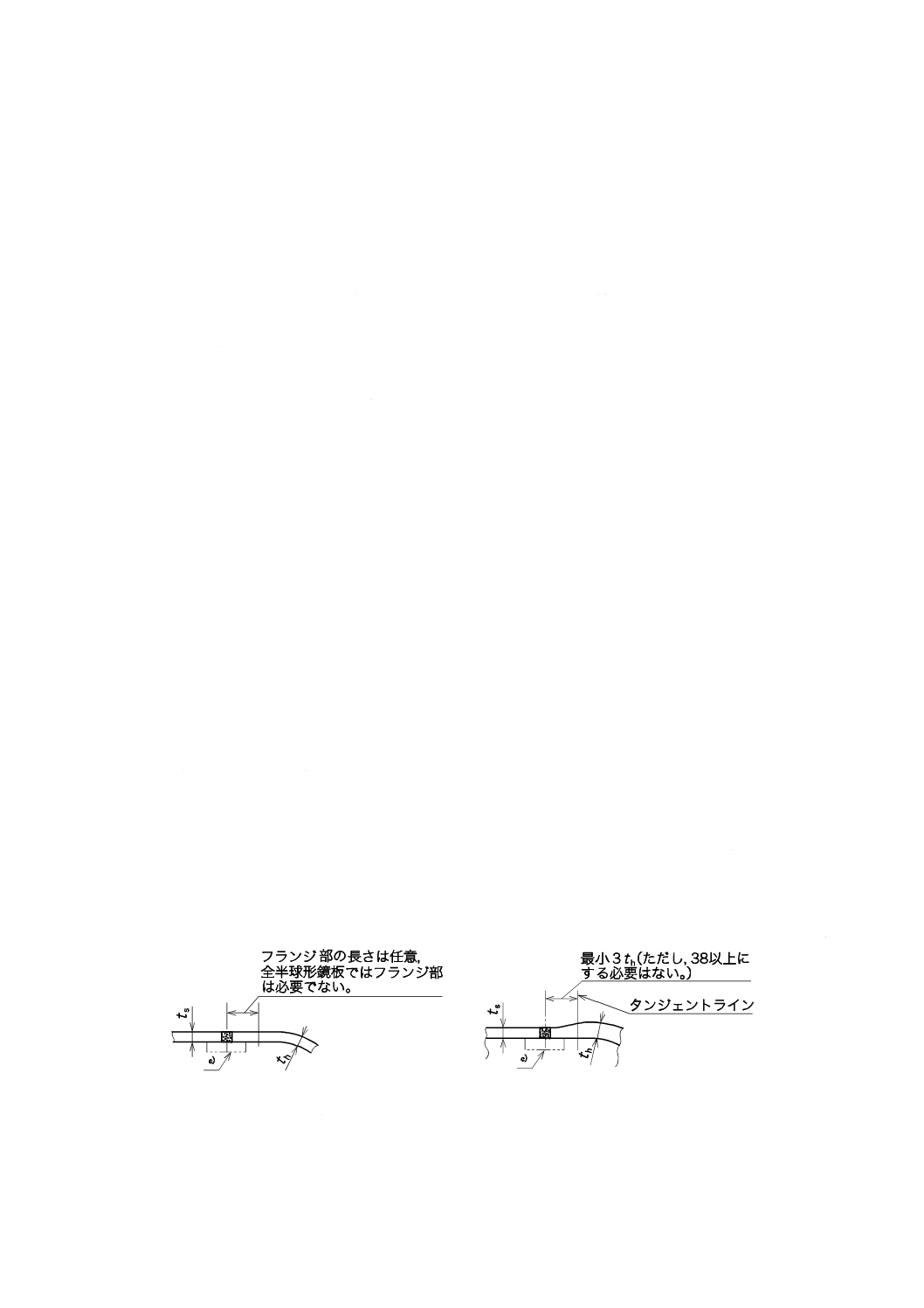
2) 円筒胴に鏡板を溶接する場合に必要なフランジ部の長さは,図4に示す長さとする。
3) 厚さの異なる円筒胴と鏡板の溶接は,6.3.2による。
c) 全半球形鏡板[図2 a) 参照]の計算厚さは,E.3.2による。
d) 皿形鏡板[図2 b) 参照]の計算厚さは,E.3.3による。
e) 半だ円形鏡板[図2 c) 参照]の計算厚さは,E.3.4による。
f)
円すい形鏡板[図2 d) 又は図2 e) 参照]の計算厚さは,E.3.5による。
g) 溶接又はねじ込みによって取り付け,ステーによって支えない平鏡板(平板)の計算厚さは,E.3.6
による。
5.2.3
外圧を保持する胴
外圧を保持する胴の計算厚さは,次のa)〜c) による。
a) 円筒胴の計算厚さは,E.4.2による。
14
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 球形胴の計算厚さは,E.4.3による。
c) 円すい胴の計算厚さは,E.4.4による。
5.2.4
外圧を保持する鏡板
外圧を保持する鏡板の計算厚さは,次のa)〜d) による。
a) 全半球形鏡板の計算厚さは,E.4.5 a) による。
b) 皿形鏡板の計算厚さは,E.4.5 b) による。
c) 半だ円形鏡板の計算厚さは,E.4.5 c) による。
d) 円すい形鏡板の計算厚さは,E.4.5 d) による。
5.2.5
外圧を保持する胴の強め材
外圧を保持する胴の強め材は,次のa) 及びb) による。
a) 円筒胴の強め輪は,E.4.6による。
b) 円筒胴と円すい胴,又は円筒胴と円すい形鏡板の端部の強め材は,E.4.7による。
5.2.6
円筒胴のリガメント効率
円筒胴のリガメント効率は,附属書Qによる。
5.3
ふた板
ふた板は,次のa)〜c) による。
a) ボルト締め平ふた板は,L.3による。
b) はめ込み形円形平ふた板は,L.4による。
c) フランジ付皿形ふた板は,L.5による。
5.4
ボルト締めフランジ
ボルト締めフランジの構造は,次のa)〜c) による。
a) JIS B 2220(表16に示す薄形フランジを除く。),JIS B 2239,JIS B 2240,JIS B 2241,JIS B 2290,
ASME B16.5,ASME B16.24及びASME B16.47又はこれらと同等以上の規格フランジを使用できる。
ただし,材料は,箇条4の規定による。
なお,規格フランジは,規格に示す材料番号に対応した圧力−温度レイティングの範囲内で使用す
る場合には,応力計算は省略できる。
b) a) の規格フランジを使用しない場合には,フランジの応力計算方法は,附属書G〜附属書Jによる。
c) 附属書G〜附属書Jによって応力を計算するフランジは,次の1) 及び2) による。
1) フランジの断面の厚さが76 mmを超え,炭素鋼又は低合金鋼で製作するフランジは,材料に焼なら
し,完全焼なまし,焼入れ焼戻し又は焼ならし焼戻しの熱処理を行う。
2) ハブ付きフランジの加工は,次の2.1) 及び2.2) による。
2.1) 熱間圧延,鍛造ビレット又は鍛造の棒材から加工する。
なお,機械加工で製作する場合は,ハブの軸が,材料の主圧延方向又は主鍛造方向に平行とな
るように加工する。
2.2) 板材又は棒材をリング状に曲げ加工し,溶接した後に機械加工によって成形する。この場合は,
次の2.2.1)〜2.2.3) による。
2.2.1) 板材を用いる場合は,板表面をリングの軸と平行にする。
2.2.2) 溶接継手は,フランジの厚さ又はフランジの外径と内径の差の1/2のいずれか小さい値を母材の
厚さと読み替えて,6.6の溶接後熱処理及び8.2 a) の放射線透過試験の要否を判定する。
2.2.3) フランジ背面及びハブ外周面は,8.3 c) の磁粉探傷試験又は8.3 d) の浸透探傷試験を行う。
15
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
穴
耐圧部分に設ける穴は,次のa)及びb) による。
a) 穴の形状,寸法及び補強 穴の形状,寸法及び補強は,附属書Fによる。
b) 溶接継手又は近傍の穴 溶接継手又は近傍の穴は,F.12による。
5.6
管台及び管の接合
管台及び管の胴,鏡板などへの接合は,次のa) 又はb) による。
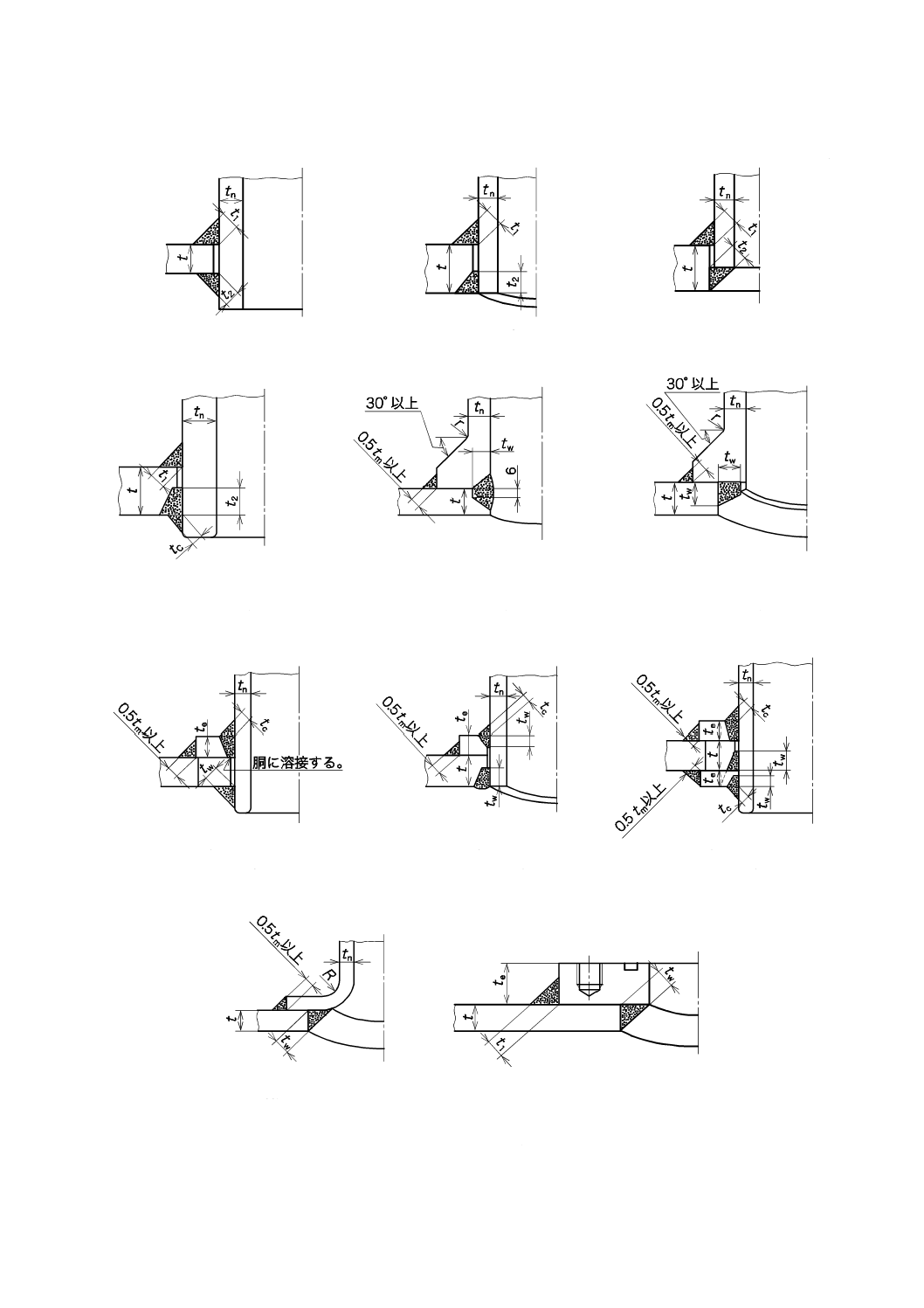
a) 溶接接合 管台及び管(以下,管台などという。)の溶接接合は,次の1) 及び2) による。
1) 管台などの溶接継手は,図6〜図10による。
2) 管台及び強め材の溶接継手の強度は,F.13による。
b) ねじ接合 ねじ接合の条件は,次の1)〜3) による。
1) 内ねじ付管継手を用いるねじ接合の例を,図10に示す。
2) 胴,鏡板などの穴に管用テーパねじを切り,管台などをねじ接合する場合は,表1の左欄に示す管
ねじの呼びに対応して,それぞれ同表の中欄に示す胴,鏡板などの厚さ及び右欄に示すはめ合うね
じ山の数の値以上とする。
表1−胴,鏡板などの厚さ及びはめ合うねじ山の数
管ねじの呼び
胴,鏡板などの厚さ(mm)
はめ合うねじ山の数
R½,R¾
11
6
R1,R1¼,R1½
15
7
R2
18
8
R2½,R3
25
8
R4,R5,R6
32
10
PT8
38
12
PT10
41
13
PT12
45
14
3) 次の3.1)〜3.3) の圧力容器には,ねじ接合は適用できない。
3.1) 管台などを接合するねじの呼びがR4を超え,引火点が43 ℃未満の物質又は常温大気圧で可燃性
の物質を保有する圧力容器。
3.2) 管台などを接合するねじの呼びがR3を超え,設計圧力が0.8 MPaを超える圧力容器。
3.3) 設計温度が495 ℃を超える圧力容器。
5.7
管板
管板は,熱交換器,凝縮器などの構造に対応して,次のa) 又はb) による。
a) ステーによって支えない管板 ステーによって支えない管板は,附属書Kによる。
b) ステーによって支える管板 ステーによって支える管板は,附属書Mによる。
5.8
ステーによって支える平鏡板
ステーによって支える平鏡板は,附属書Mによる。
5.9
伸縮継手
伸縮継手は,附属書Nによる。
6
溶接
6.1
一般
16
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1.1
溶接継手
圧力容器の溶接継手は,次のa)〜c) による。
a) 溶接継手の引張強さは,母材の材料規格の引張強さ(異材継手の場合は,いずれか小さい値)以上と
する。ただし,アルミニウム及びアルミニウム合金,銅及び銅合金,チタン及びチタン合金,又は9 %
ニッケル鋼を母材とする場合には,溶接継手の許容引張応力として母材の許容引張応力以下の値を使
用できる。その場合には,溶接継手の引張強さは溶接継手の許容引張応力の3.5倍の値以上であれば
よい。
b) 9 %ニッケル鋼で製作する圧力容器に溶接する管台及び強め材の材料は,9 %ニッケル鋼又は熱処理に
よって硬化しないオーステナイト系ステンレス鋼(材料規格の降伏点又は耐力が9 %ニッケル鋼の材
料規格の降伏点又は耐力の±20 %の範囲内の材料に限る。)とする。
c) 溶接継手は,溶込みが十分で,割れがなく,かつ,有害なアンダーカット,オーバラップ,クレータ,
スラグ巻込み,ブローホール,ジグ跡などがないように製作する。
6.1.2
切断面
溶接を行う切断面は,次のa)〜c) による。
a) ガス,アーク熱などで融断する場合は,全てのスラグ,有害な変質部及び硬化部を機械的方法によっ
て除去する。
b) 9 %ニッケル鋼をガス,アーク熱などで融断する場合には,溶接を行わない融断面を機械加工又は研
削によって1.6 mm以上削除し,磁粉探傷試験又は浸透探傷試験を行う。磁粉探傷試験及び浸透探傷
試験の方法及び結果の判定基準は,8.3 c) 及びd) による。
c) 溶接を行う切断面は,均一で滑らかに仕上げる。
6.1.3
溶接の方法
溶接を行う場合は,溶接の方法,母材の種類,溶接材料の種類,予熱の温度,熱処理の方法,シールド
ガスの種類などに対応して,JIS B 8285又は別途定められている規定によってあらかじめ確認された溶接
施工方法による。ただし,溶接施工方法の確認試験における衝撃試験などの要求については,附属書Rに
よる。
6.1.4
溶接継手の位置による分類
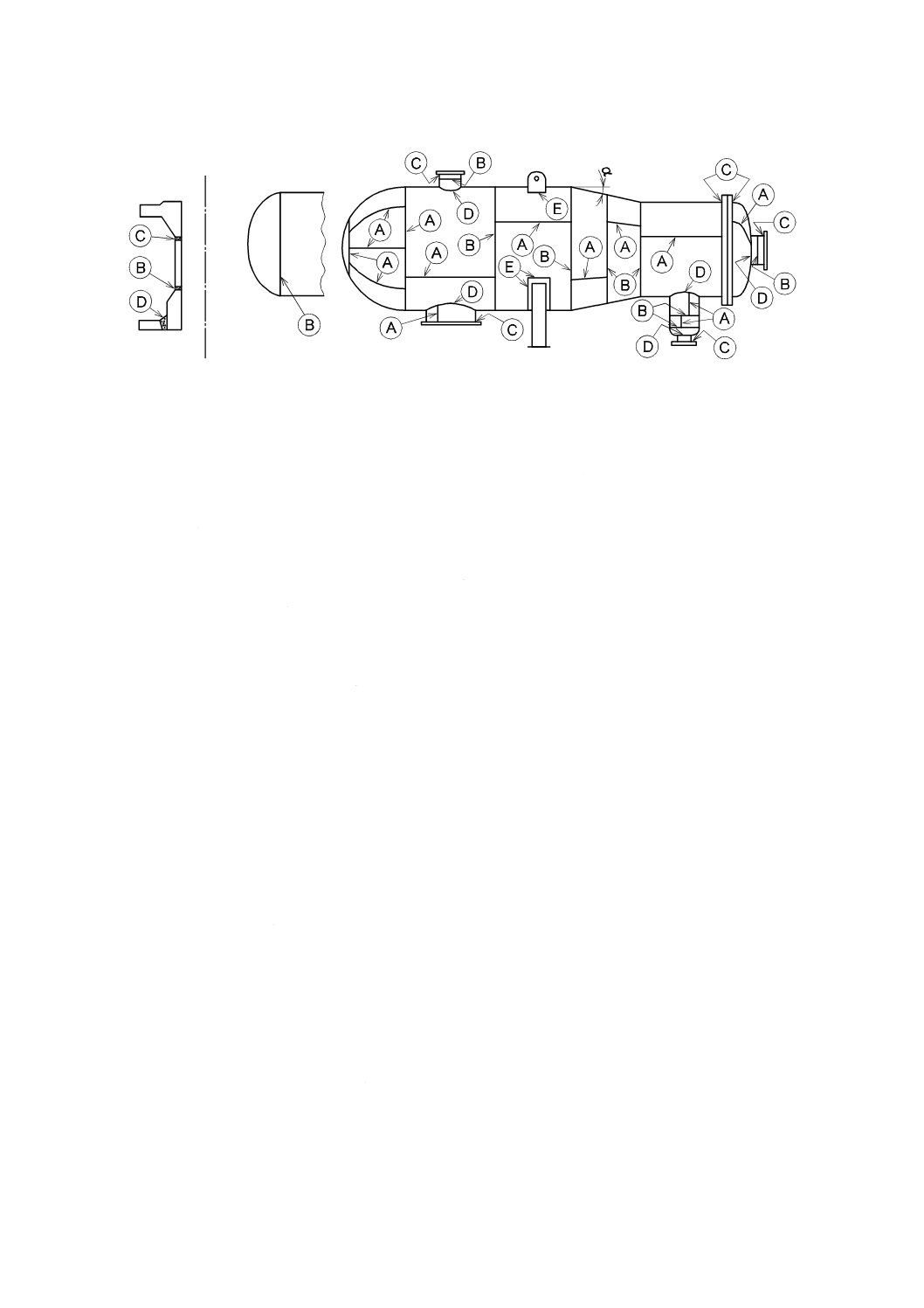
耐圧部分及び耐圧部分に直接溶接する非耐圧部材の溶接継手は,次のA,B,C,D及びEに分類する。
代表的な例を図3に示す。
分類A〜分類Eについては,次のa)〜e) による。
17
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図中の記号の意味は,次による。
α: 円すいの頂角の1/2の角度で,E.2.1における記号θ。
円筒胴と円すい胴の端部の溶接継手は,α≦30°の場合に突合せ継手,α>30°の場合に角継手とする。
注a) この図の鏡板及び円すい銅は,単肉とする。
図3−溶接継手の位置による分類† a)
a) 分類A 次の1)〜3) に示す溶接継手は,分類Aの継手とする。
1) 円筒胴,円すい胴,管台,連結圧力室などの長手継手
注記 連結圧力室とは,圧力容器の胴又は鏡板と交差して構成する圧力室で,例えば,サンプ,
ドームをいう。
2) 球形胴,鏡板,平鏡板又はふた板の溶接継手
3) 全半球形鏡板と円筒胴,円すい胴,管台又は連結圧力室を溶接する周継手
b) 分類B 次の1) 及び2) に示す溶接継手は,分類Bの継手とする。
1) 円筒胴,円すい胴,管台,連結圧力室などの周継手で,円すい胴の大径端又は小径端において,円
筒胴又は管台を溶接する継手を含む。
2) 全半球形鏡板以外の鏡板と円筒胴,円すい胴,管台又は連結圧力室を溶接する周継手
注記 胴,鏡板などに管台又は連結圧力室を溶接するためのハブがあり,突合せ溶接する継手は,
分類Bとする[図6 e) 参照]。
c) 分類C 次に示す溶接継手は,分類Cの継手とする。
フランジ,スタブエンド,管板又は平鏡板を円筒胴,円すい胴,鏡板,管台又は連結圧力室に溶接
する周継手
d) 分類D 次の1) 及び2) に示す溶接継手は,分類Dの継手とする。
1) 管台又は連結圧力室を円筒胴,球形胴,円すい胴,鏡板,平鏡板又はふた板に溶接する継手
2) 管台を連結圧力室に溶接する継手
e) 分類E 次に示す溶接継手は,分類Eの継手とする。
強め輪,支持構造物(スカート支持,サドル支持,レグ支持,ラグ支持などをいう。)及び非耐圧部
材を耐圧部分に直接溶接する継手
6.1.5
耐圧部分の溶接継手の形式及び適用範囲
耐圧部分の溶接継手の形式及び適用範囲は,次のa)〜f) による。また,溶接継手の詳細を,図4〜図11
に示す。
a) 次のb)〜f) 以外の溶接継手は,表2に示す。
18
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 炭素鋼及び低合金鋼で製作する最低設計金属温度が−48 ℃未満の圧力容器[図R.2に示す縦軸の比の
値が0.35以下の場合を除く。]の溶接継手は,分類Aの場合は表2のB−1継手,分類Bの場合は表
2のB−1継手又はB−2継手,分類C及び分類Dの場合は完全溶込み溶接とする。
c) ステンレス鋼で製作する圧力容器(R.2.3及びR.3.3に示す衝撃試験が要求される場合に限る。)の溶
接継手は,次の1)〜4) による。
1) 分類Aは,表2のB−1継手とする。ただし,種類の記号がSUS304,304L,316,316L,321及び
347のオーステナイト系ステンレス鋼で,R.3.3に示す衝撃試験が要求される場合には,表2のB−
2継手としてもよい。
2) 分類Bは,表2のB−1継手又はB−2継手とする。
3) 分類Cは,完全溶込み溶接とする。
4) 分類Dは,完全溶込み溶接とする。ただし,次の4.1) 及び4.2) の溶接継手は,完全溶込み溶接で
なくてもよい。
4.1) 最低設計金属温度が−196 ℃以上で,次の4.1.1) 及び4.1.2) の材料の溶接継手
4.1.1) SUS304,304L,316,316L,321及び347のオーステナイト系ステンレス鋼
4.1.2) 炭素の含有量が0.10 %以下のオーステナイト系ステンレス鋼
4.2) 最低設計金属温度が−48 ℃以上で,炭素の含有量が0.10 %を超えるオーステナイト系ステンレス
鋼の溶接継手
d) 9 %ニッケル鋼で製作する圧力容器の溶接継手は,分類Aの場合は表2のB−1継手,分類Bの場合
は表2のB−1継手又はB−2継手,分類C及び分類Dの場合は完全溶込み溶接とする。
e) チタン及びチタン合金で製作する圧力容器の溶接継手は,分類A及び分類Bの場合は表2のB−1継
手又はB−2継手とする。
f)
JIS G 4901,JIS G 4902,JIS G 4903及びJIS G 4904の種類の記号がNCF625,及び特定材料のUNS
番号がN06625で製作する圧力容器の分類A〜Dの全ての継手(ただし,分類C及び分類Dの場合は,
圧力容器の設計温度が538 ℃以上の場合に限る。)は,表2のB−1継手又はB−2継手とする。
表2−溶接継手の形式及び適用範囲
継手の形式
適用範囲
B−1継手 完全溶込みの突合せ両側溶接継手,又はこれと同等以
上の突合せ片側溶接継手(注記参照)[図4 a),図5 a),
図6及び図11 a) 1)〜4) 参照]
分類A〜Dまでの全ての継手
B−2継手 裏当てを用いる突合せ片側溶接継手で,裏当てを残す
継手。裏当ては連続した形状で,切れ目は突合せ溶接
する。
なお,図4 b) 及びc) に示す突合せ溶接継手は,B
−2継手とする。
せぎり溶接を除き,分類A〜Dまでの全ての継
手
なお,図4 c) に示すせぎり溶接は,分類B
及び分類Cの継手だけに用いる。
B−3継手 B−1継手及びB−2継手以外の裏当てを用いない突合
せ片側溶接継手
呼び厚さが16 mm以下で外径が610 mm以下
の分類A〜Cの周継手
L−1継手 両側全厚すみ肉重ね溶接継手[図4 d) 参照]
呼び厚さが10 mm以下の分類A,又は呼び厚
さが16 mm以下の分類B及び分類Cの継手
なお,板が重ね合う範囲は,内側の板の呼
び厚さの4倍以上(最小25 mm)とする。た
だし,胴と鏡板の場合は,図4 d) による。
19
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−溶接継手の形式及び適用範囲(続き)
継手の形式
適用範囲
L−2継手 プラグ溶接を行う片側全厚すみ肉重ね溶接継手[図4
e) 参照]
呼び厚さが12 mm以下で,外径が610 mm以
下の胴と,全半球形鏡板以外の鏡板の分類B
の周継手
なお,プラグ溶接の中心から板の端までの
距離は,プラグの穴径の1.5倍以上とする。
L−3継手 プラグ溶接を行わない片側全厚すみ肉重ね溶接継手
[図4 f) 参照]
1) 外圧を保持する場合,呼び厚さが16 mm
以下の胴と鏡板の分類A及び分類Bの周
継手[図4 f-3) 参照]
2) 計算厚さ6 mm以下で,内径610 mm以下
の胴と鏡板の分類A及び分類Bの周継手
[図4 f-1),f-2) 参照]
FP継手
完全溶込みの開先溶接で,二つの部材を角継手又はT
継手に互いに直角に溶接する継手[図5のb-1)〜b-3),
図7,図8,図10のa-1),b-1),c-1),図11 a) の5)〜
8) 及び図11 b) 1) 参照。このうち,図5のb-2) 2-2) 及
び図8はFW継手との併用を示す。]
分類C及び分類Dの全ての溶接継手
なお,FP継手は,FW継手と併用してもよ
い。
PP継手
部分溶込みの開先溶接で,二つの部材を角継手又はT
継手に互いに直角に溶接する継手[図9 a) の2),4)
〜9),図9 b) の1)〜3),図10のc-2),e),図11 a) の
9-1),9-2),10-1),10-2),11-1),11-2),図11 b) の2-3),
2-4),3-1),3-2),4-1),4-2),5-1) 及び5-2) 参照。こ
のうち,図9 a) の2),4)〜9),図10 c-2),図11 a) の
9-1),9-2),図11 b) の2-3),2-4),3-1),3-2) はFW継
手との併用を示す。]
分類C及び分類Dの溶接継手
なお,PP継手は,FW継手と併用してもよ
い。
FW継手
すみ肉溶接で,二つの部材をほぼ互いに直角に溶接す
る継手[図5 b-4),図9 a) の1),3),10),11),b) 4),
図10のa-2),b-2),d),図11 b) の2-1),2-2) 参照。
ただし,L−1継手,L−2継手及びL−3継手の全厚す
み肉重ね溶接継手を除く。]
分類C及び分類Dの溶接継手
注記 完全溶込みの突合せ両側溶接継手と同等以上の突合せ片側溶接継手とは,次のa) 及びb) をいう。
a) 裏波溶接,融合インサートをルート部に挿入する方法などによって十分な溶込みが得られ,裏側の滑ら
かな突合せ片側溶接継手。ただし,融合インサートは,溶接によって完全に溶融する溶加材とする。
b) 裏当てを用いて溶接した後,これを除去し,母材と同一面に仕上げた突合せ片側溶接継手。
6.1.6
隣接する長手継手間の距離
2個以上の胴を接続する場合,隣接する胴のそれぞれの長手継手の中心間の距離は,母材の厚いほうの
呼び厚さの5倍以上とする。ただし,長手継手を周継手の交差部分から100 mmの長さの範囲で放射線透
過試験を行い,判定基準を満足する場合には,この制限は受けないが,長手継手と周継手が交差する溶接
は避けることが望ましい。
6.1.7
強め輪,支持構造物及び非耐圧部材の溶接
強め輪,支持構造物(スカート支持,サドル支持,レグ支持,ラグ支持などをいう。)及び非耐圧部材の
溶接は,次のa)〜e) による。
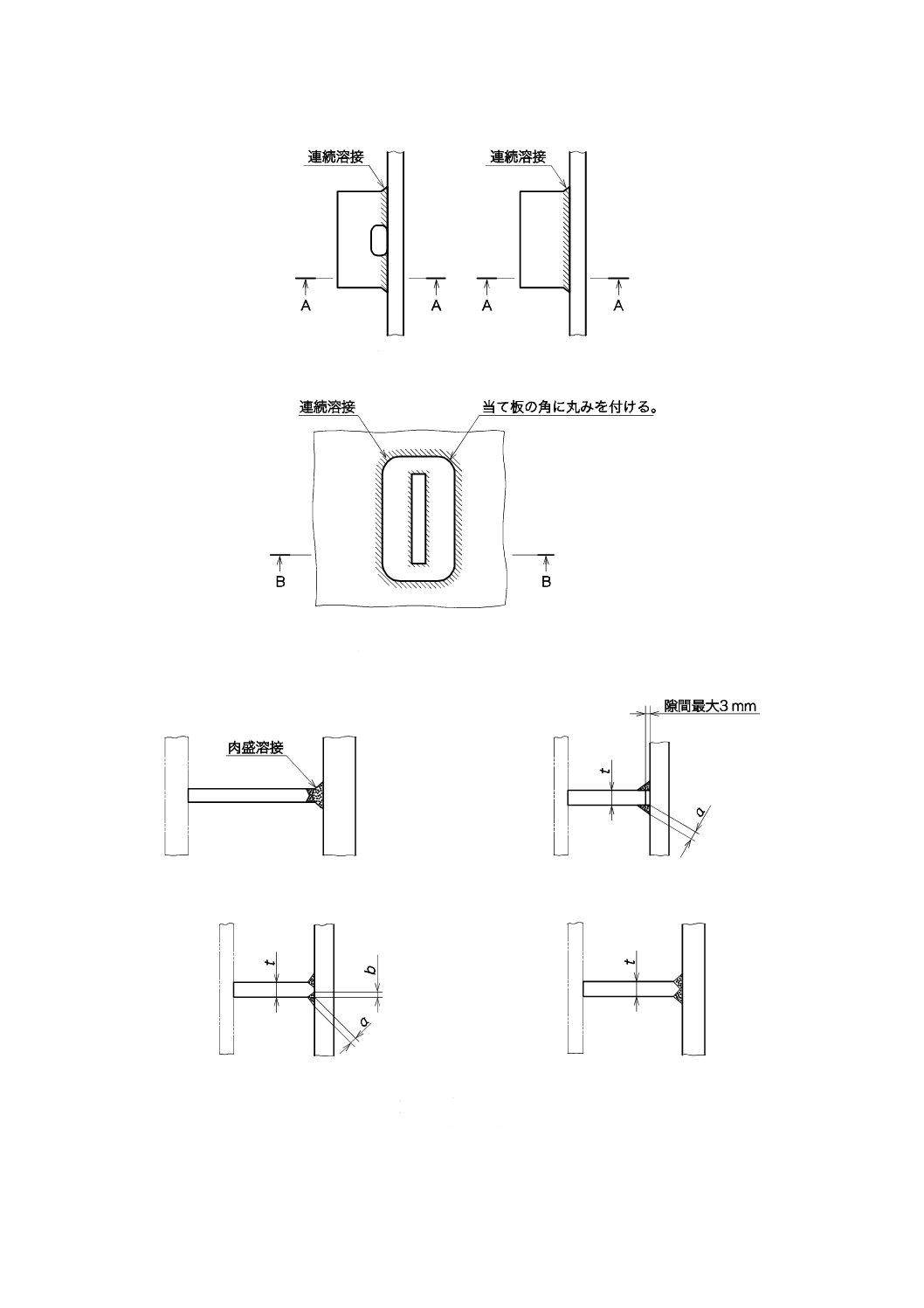
a) 強め輪の溶接 外圧を保持する円筒胴,円すい胴及び円筒胴と円すい胴の端部に強め輪を溶接する場
合は,強め輪の全周にわたる完全溶込み溶接又は強め輪の両側に行う溶接とする。ただし,強め輪の
両側に行う溶接の場合には,次の1)〜3) による。また,溶接継手の詳細を,図12に示す。
20
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 強め輪は,胴に接触させて溶接する。
2) 両側に行う溶接は,連続溶接,断続溶接又はその組合せとする。ただし,両側とも断続溶接を行う
場合には,溶接継手の長さの合計は胴の外周の1/2(胴の内側に強め輪を溶接する場合は,1/3)以
上,かつ,隣接する溶接継手間の距離は,図12 a) の注a) に示すように胴の厚さの8倍(胴の内側
に強め輪を溶接する場合は,12倍)以下とする。
また,片側で連続溶接,他方の側で断続溶接を行う場合には,図12 a) 3) による。
3) すみ肉溶接の脚長は6 mm,溶接する位置での胴の厚さ及び強め輪の厚さのうちの最小の厚さ以上
とする。
b) スカート及び当て板の溶接 スカート及び当て板を溶接する場合は,次の1)〜4) による。また,溶接
継手の詳細を,図13に示す。
1) スカート及び当て板は,胴又は鏡板に接触させて溶接する。
2) 溶接は連続溶接とする。
3) スカートの溶接は完全溶込み溶接とし,溶接のルート部から表面までの最小厚さはスカートの厚さ
以上とする。
4) 当て板の溶接寸法は,c) 4) による。
c) サドル,レグ,ラグなどの支持構造物,当て板及び非耐圧部材の溶接 サドル,レグ,ラグなどの支
持構造物,当て板及び非耐圧部材を溶接する場合は,次の1)〜4) による。また,溶接継手の詳細を,
図14に示す。
1) 支持構造物,当て板及び非耐圧部材は,胴又は鏡板に接触させて溶接する。
2) 溶接は連続溶接とする。
3) 支持構造物及び非耐圧部材の溶接は,完全溶込み溶接又は両側溶接とする。両側溶接の場合,すみ
肉溶接,開先溶接又は両者の併用のいずれかとする。すみ肉溶接ののど厚と開先溶接の開先深さの
合計は,支持構造物又は非耐圧部材の厚さの1/2以上とする[図14のb) 2) 及びb) 3) 参照]。
4) 当て板の溶接は,すみ肉溶接,開先溶接又は両者の併用のいずれかとする。すみ肉溶接ののど厚と
開先溶接の開先深さの合計は,当て板の厚さの1/2以上とする[図14のc) 1) 及びc) 2) 参照]。
d) 溶接継手の強度 支持構造物,当て板及び非耐圧部材の溶接継手は,十分な強度をもつことを確認す
る。
この場合,強度の確認に用いる開先溶接又はすみ肉溶接の許容応力は,F.13 c) の規定を準用する。
e) 溶接継手の溶接後熱処理 溶接継手の溶接後熱処理は,附属書Sによる。
単位 mm
a-1) 突合せ溶接(その1)a)
a-2) 突合せ溶接(その2)b)
a) 突合せ溶接(B−1,B−2及びB−3継手)
図4−胴と鏡板の溶接継手(B−1〜L−3継手)†
21
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
b) 中間鏡板(B−2+FW継手)c)
c) せぎり溶接(B−2継手)d)
d) 両側全厚すみ肉重ね溶接(L−1継手)
e) プラグ溶接を行う片側全厚すみ肉重ね溶接(L−2継手)
f-1)
f-2)
f-3)
f) 片側全厚すみ肉重ね溶接(L−3継手)
図中の記号の意味は,次による。
th:鏡板の呼び厚さ(mm) ts:胴の呼び厚さ(mm) d:プラグ溶接の穴径(mm)
注a) 6.3.2の規定によってテーパを必要としない場合
b) 6.3.2の規定によってテーパを心要とする場合
c) B−2継手で裏当てを用いる場合
d) 全半球形鏡板を胴に溶接する場合は,次による。
1) ts又はth≦10 mm
2) tsとthの厚さの差≦2.5 mm
図4−胴と鏡板の溶接継手(B−1〜L−3継手)†(続き)
22
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
ts>38の場合 19≧r≧0.25ts
ts≦38の場合 r≧10
ts>38の場合 19≧r≧0.25ts
ts≦38の場合 r≧10
e≧tsかつe≧t
1)
2)
50≧h≧1.5ts(ただし,19以上)
tf≧2ts r≧3tf
3)
4)
図中の記号の意味は,次による。
ts :胴の呼び厚さ(mm)
t
:管板又は平鏡板の計算厚さ(mm)
r :管板又は平鏡板のすみの丸みの半径(mm)
e,tf,h :図に示す寸法(mm)
厚さの異なる部材の溶接は,6.3.2による。
B−1継手,B−2継手及びB−3継手の分類は,表2に示す継手の形式及び適用範囲による。
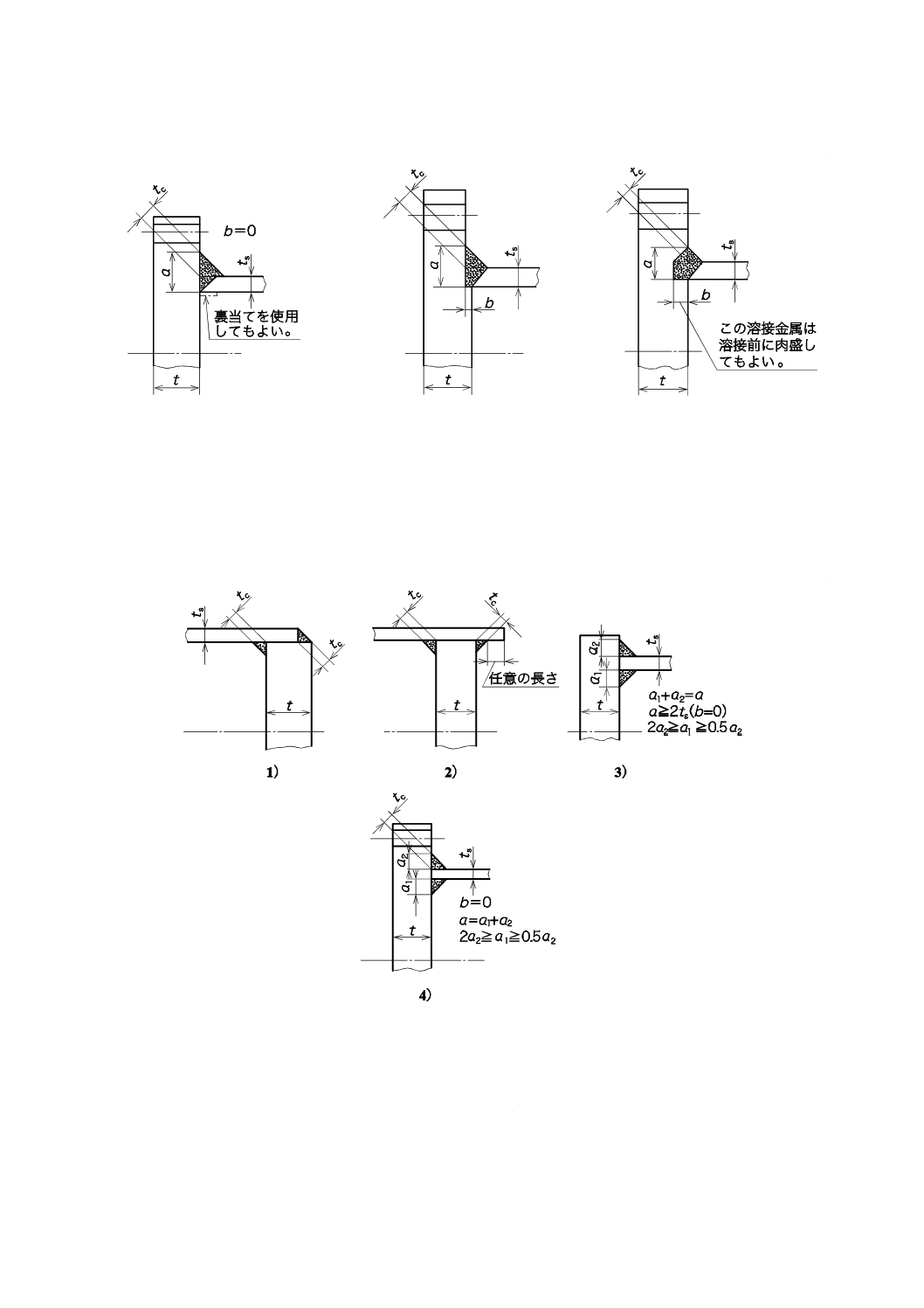
a) 胴とハブ付管板又はハブ付平鏡板の突合せ溶接(B−1,B−2及びB−3継手)
図5−胴と管板又は平鏡板の溶接継手†
23
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a+b≧2ts tw≧ts
tpはts又は6 mmの
いずれか小さい値以上
a≧2ts tw≧ts(b=0)
1-1)
1-2)
a+b≧2ts
bの部分の溶接金属は溶接前に
肉盛してもよい。bは0でもよい。
a+b≧2ts
tcは1.4tr又は0.7tsのいずれか小さい値以上
ただし,b=0でもよい。
2)
3)
b=2tr
t≧b≧1.25ts
b=2tr
t≧b≧1.25ts
4)
5)
6)
7)
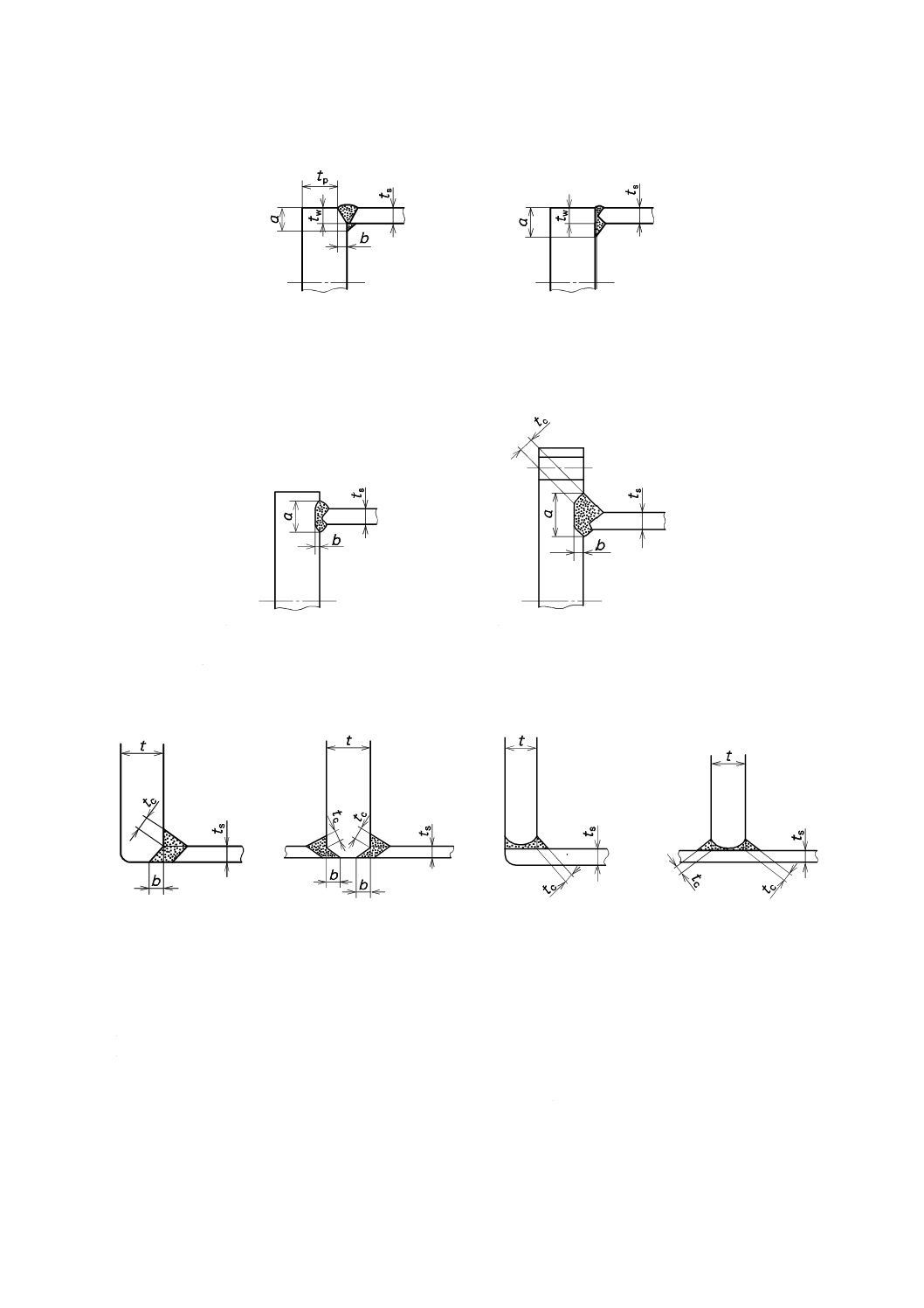
図中の記号の意味は,次による。
ts及びtは,a) による。
tc :すみ肉溶接ののど厚で,1.4tr又は0.7tsのいずれか小さい値以上(mm)
tr :胴の計算厚さ(mm)
b-1) 両側完全溶込み開先溶接(FP継手)
b) 胴と管板又は平鏡板の溶接(FP及びFW継手)
図5−胴と管板又は平鏡板の溶接継手†(続き)
24
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
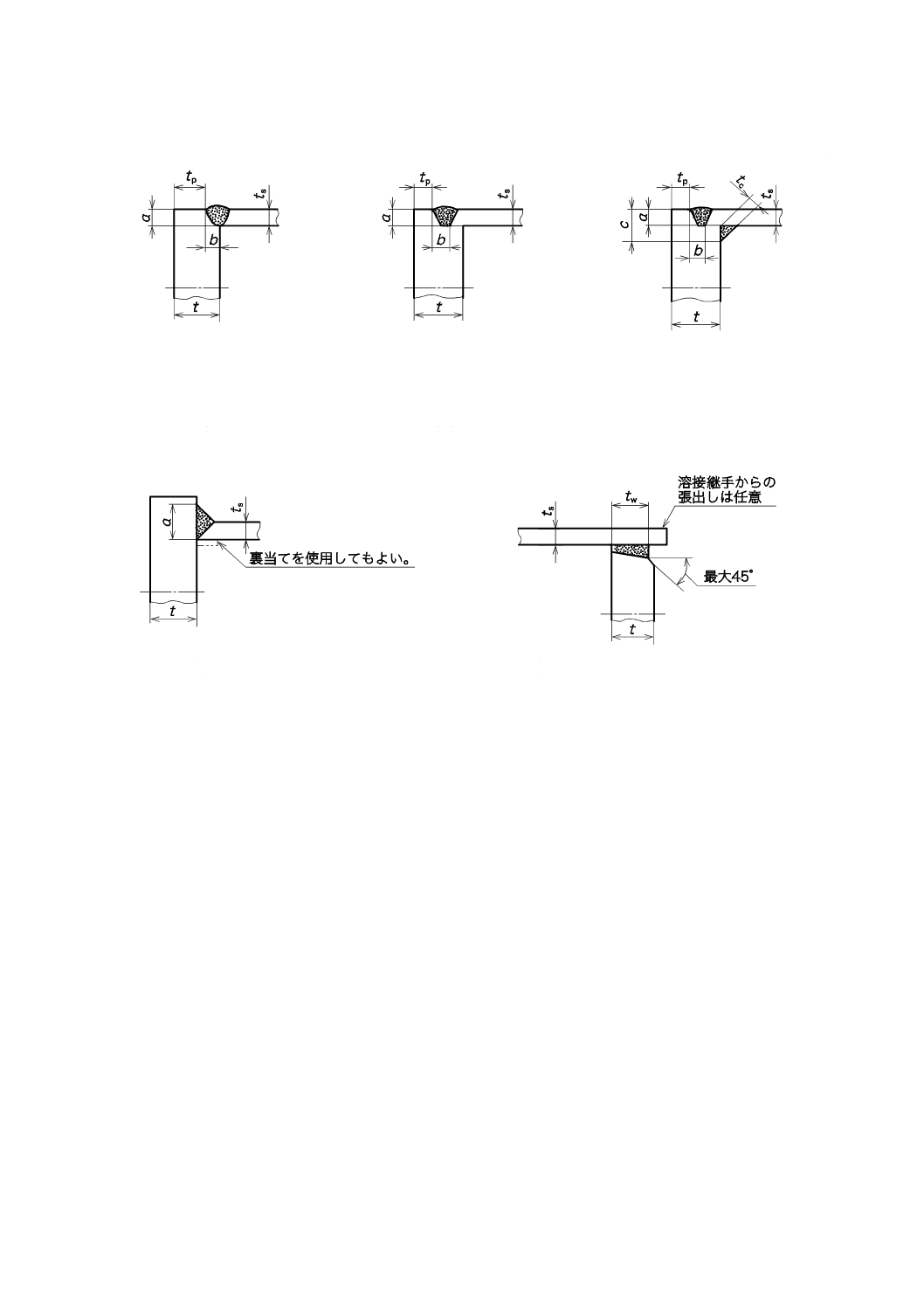
a+b≧2ts
a≧ts
ts≧1.25tr
a+b≧2ts
a≧ts
ts≧1.25tr
c+b≧2ts
a≧ts
1)
2-1)
2-2)(FP+FW継手)
a+b≧2ts
(b=0)
tw≧2tr
tw≧1.25ts
ただし,tより大きくする必要はない。
3)
4)
図中の記号の意味は,次による。
ts及びtは,a) による。
tc及びtrは,b-1) による。
tp:ts又は6 mmのいずれか小さい値以上
b-2) 片側完全溶込み開先溶接(FP継手)
b) 胴と管板又は平鏡板の溶接(FP及びFW継手)(続き)
図5−胴と管板又は平鏡板の溶接継手†(続き)
25
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1)
2)
3)
a+b≧2ts,tcは0.7ts又は1.4trのいずれか小さい値以上
図中の記号の意味は,次による。
ts及びtは,a) による。
tc及びtrは,b-1) による。
b-3) 胴とボルト締めフランジ付管板の片側完全溶込み開先溶接(FP継手)
単位 mm
4) においてはa+b≧2ts,tcは0.7ts又は1.4trのいずれか小さい値以上
図中の記号の意味は,次による。
ts及びtは,a) による。
tcは,b-1) による。ただし,1) 及び2) は0.7ts以上
b-4) すみ肉溶接(FW継手)
b) 胴と管板又は平鏡板の溶接(FP及びFW継手)(続き)
図5−胴と管板又は平鏡板の溶接継手†(続き)
26
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
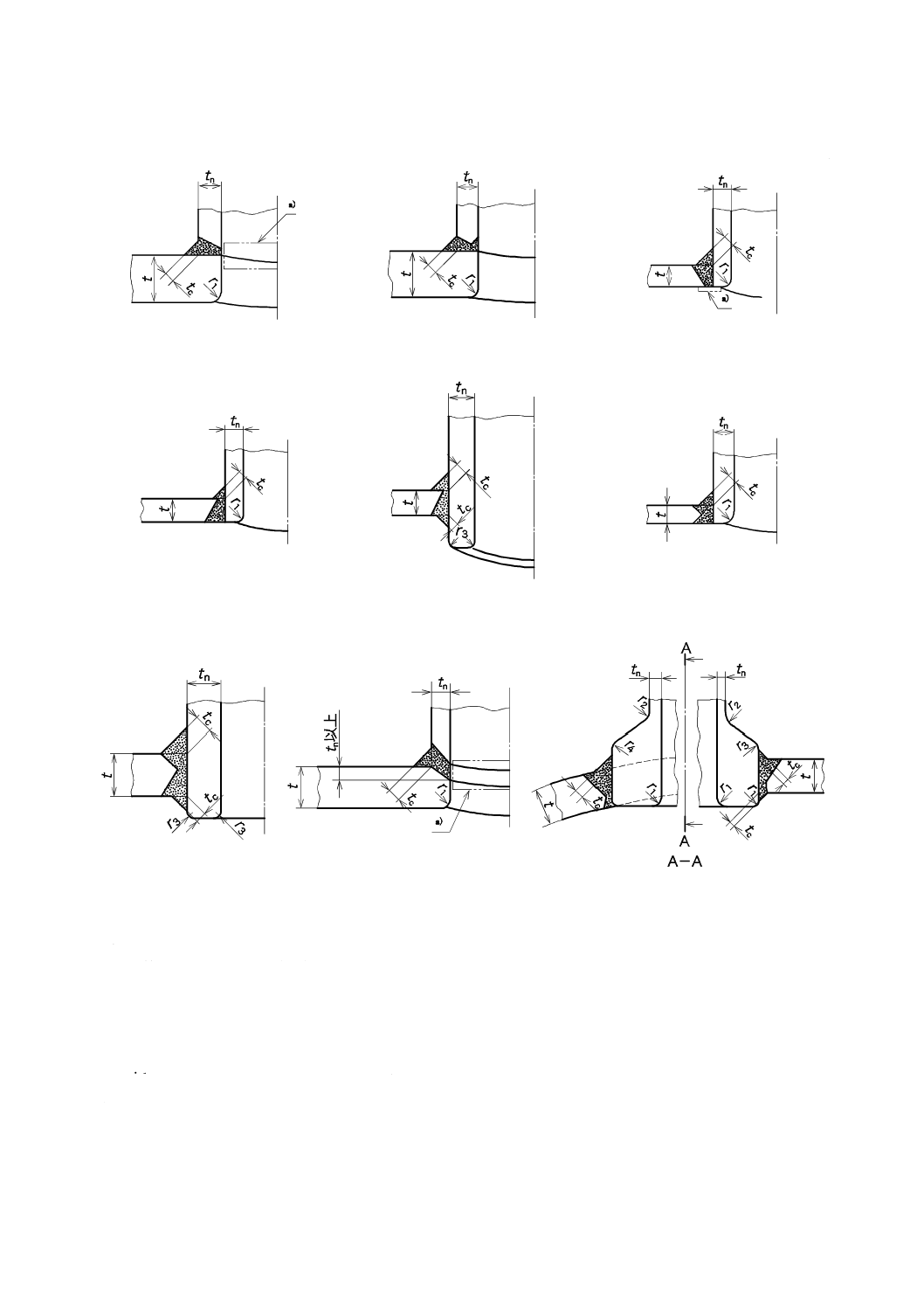
単位 mm
t3+t4≦0.2t(最大6 mm)
a)
b-1)
b-2)
c)
d)
e)
図中の記号の意味は,次による。
t :胴又は鏡板の呼び厚さ(mm)
tn :管台などの呼び厚さ(mm)
r1 :0.25t又は19 mmのいずれか小さい値以上(mm)
r2 :19 mm以上
図6−管台などの突合せ溶接継手(B−1継手)†
27
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a)
b)
c)
d-1)
d-2)
e-1)
e-2)
f)
g)
図中の記号の意味は,次による。
t :胴又は鏡板の呼び厚さ(mm)
tn :管台などの呼び厚さ(mm)
tm :溶接する部材の薄いほうの厚さ又は19 mmのいずれか小さい値(mm)
tc :すみ肉溶接ののど厚で,6 mm又は0.7tmの小さい値以上(mm)
r1 :9 %ニッケル鋼の場合は,1/8tから1/2t
r2 :9 %ニッケル鋼の場合は,19 mm以上
r3 :9 %ニッケル鋼の場合は,1/8tnから1/2tn
r4 :9 %ニッケル鋼の場合は,6 mm以上
注a) 裏当てを残してもよい。
図7−管台などの完全溶込み溶接継手(FP継手)†
28
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
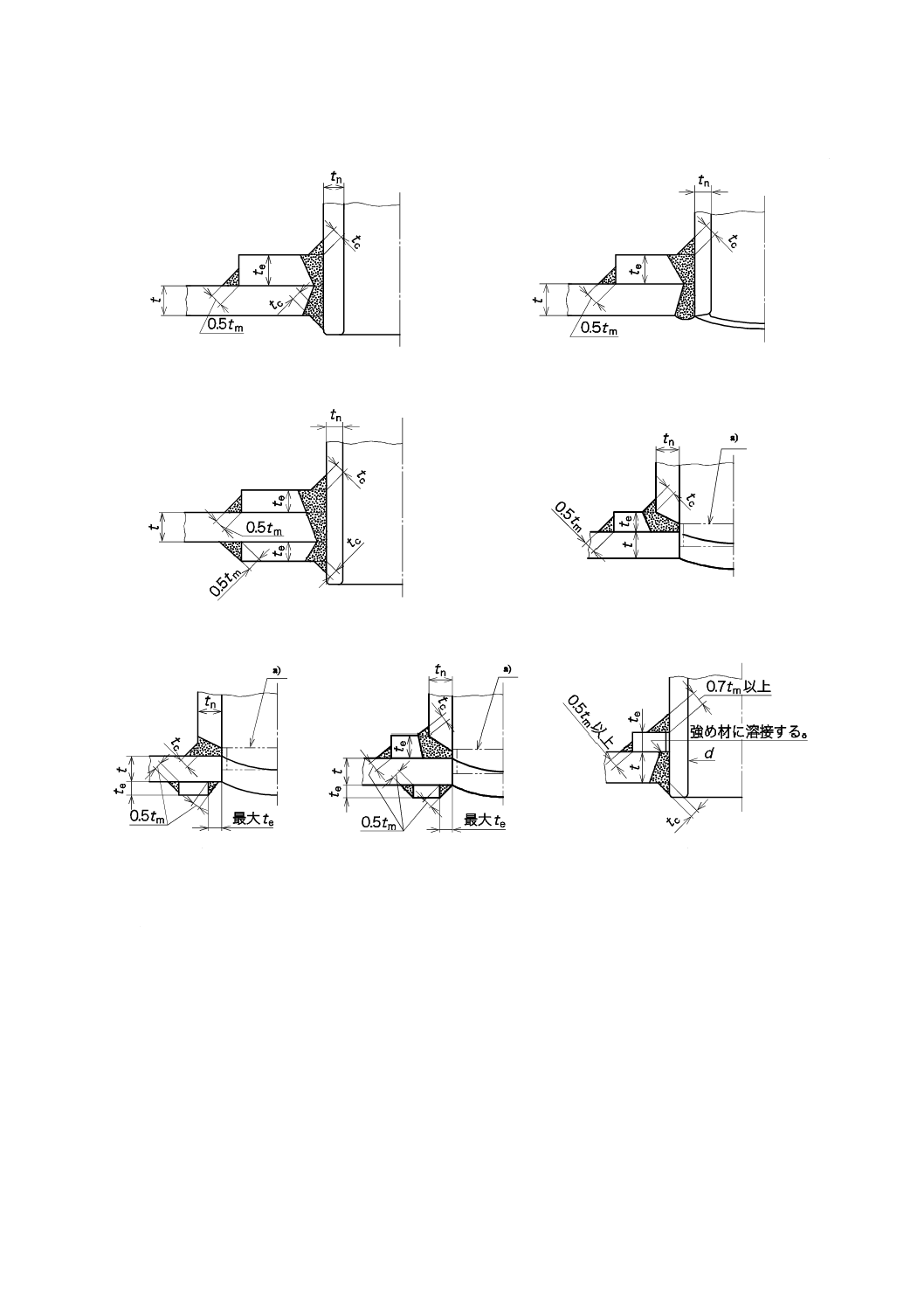
単位 mm
a)
b)
c)
d)
e)
f)
g)
図中の記号の意味は,次による。
t :胴又は鏡板の呼び厚さ(mm)
tn :管台などの呼び厚さ(mm)
te :強め材の呼び厚さで,6 mm又は0.7tmのいずれか小さい値以上(mm)
tc :すみ肉溶接ののど厚(mm)
tm :溶接する部材の薄いほうの厚さ又は19 mmのいずれか小さい値(mm)
注a) 裏当てを使用した場合は,溶接後除去しなくてもよい。
図8−管台など及び強め材の完全溶込み溶接(FP継手)とすみ肉溶接(FW継手)を併用する継手†
29
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1) FW継手
2) PP+FW継手
3) FW継手
tw≧0.7tm
tw≧0.7tm
r≧3
r≧3
4) PP+FW継手
5) PP+FW継手
6) PP+FW継手
tw≧0.7tm
tw≧0.7tm
tw≧0.7tm
7) PP+FW継手
8) PP+FW継手
9) PP+FW継手
tw≧0.7tm R≧3tn
t1≧0.5tm tw≧0.7tm
10) FW継手
11) FW継手
a) 両側溶接
図9−管台などの部分溶込み溶接(PP継手)及びすみ肉溶接(FW継手)の継手†
30
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図中の記号の意味は,次による。
t
:胴又は鏡板の呼び厚さ(mm)
tn
:管台などの呼び厚さ(mm)
te
:強め材の呼び厚さ(mm)
tc,t1及びt2 :すみ肉溶接ののど厚又は開先溶接の開先深さで,6 mm又は0.7tmのいずれか小さい値以上(mm)
tm
:溶接する部材の薄いほうの厚さ又は19 mmのいずれか小さい値(mm)
tw
:すみ肉溶接ののど厚又は図に示す寸法(mm)
1)〜4) において,
t1+t2≧1.25tm
a) 両側溶接(続き)
単位 mm
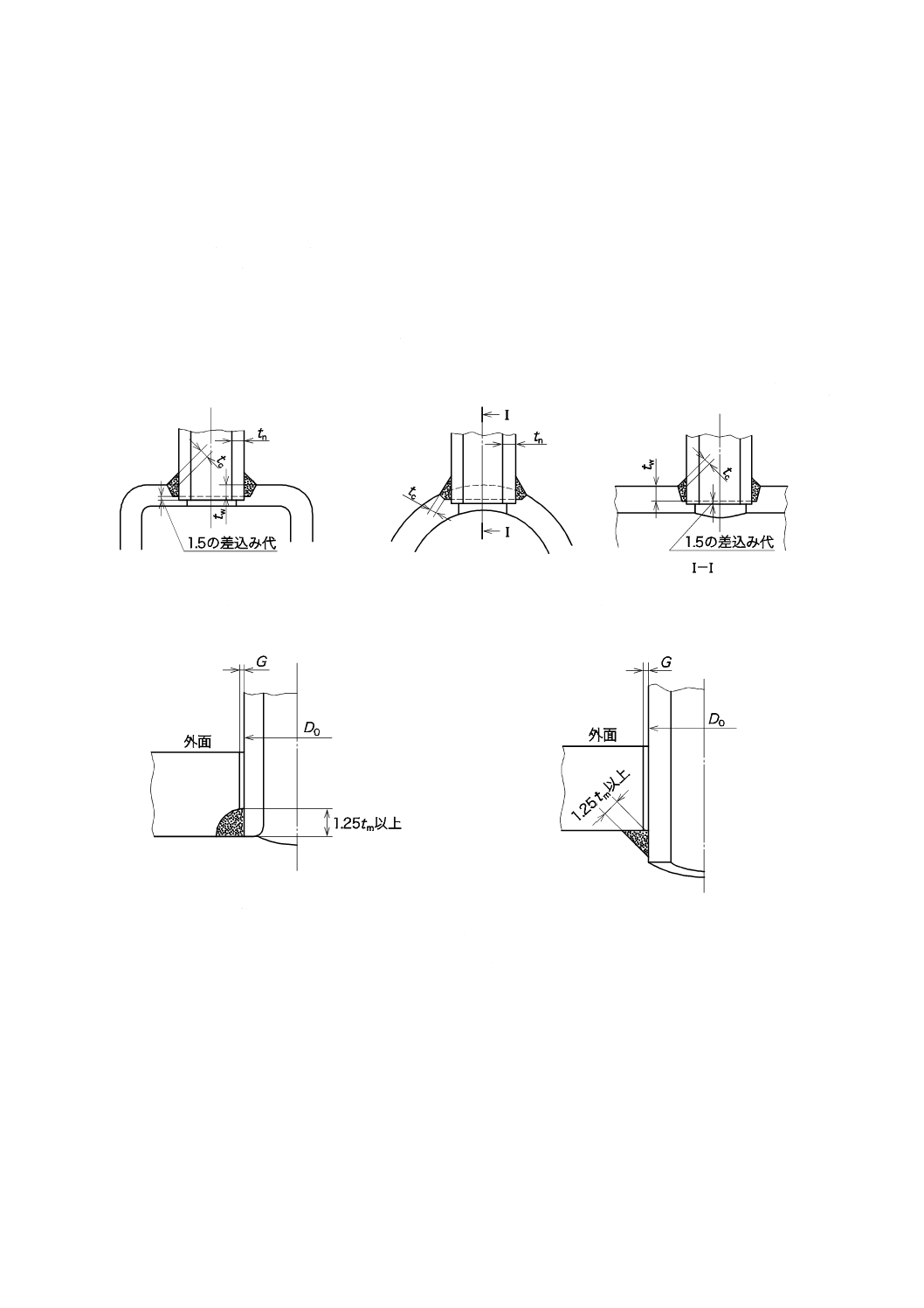
tw≧tn(最小6 mm)
tw≧tn(最小6 mm)
1) PP継手
2) PP継手
3) PP継手
4) FW継手
b) 片側溶接
図9−管台などの部分溶込み溶接(PP継手)及びすみ肉溶接(FW継手)の継手†(続き)
31
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図中の記号は,次による。
tn :管台などの呼び厚さ(mm)
tc :すみ肉溶接ののど厚で,6 mm又は0.7tmの小さい値以上(mm)
tm :溶接する部材の薄いほうの厚さ又は19 mmのいずれか小さい値(mm)
tw :図に示す寸法(mm)
Do :管台などの外径(mm)
Gは,管台などの外径と穴内径の半径方向の最大隙間で,次による。
a) 荷重を受けない場合,G=最大3 mm
b) 荷重を受ける場合
Do≦ 25 mm :G=0.13 mm
25 mm< Do≦100 mm :G=0.25 mm
100 mm< Do≦170 mm :G=0.38 mm
管の呼び径は,150A以下とする。
穴補強の計算において3) 及び4) の場合に差し込む管は,強度に算入しない。
b) 片側溶接(続き)
図9−管台などの部分溶込み溶接(PP継手)及びすみ肉溶接(FW継手)の継手†(続き)
32
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
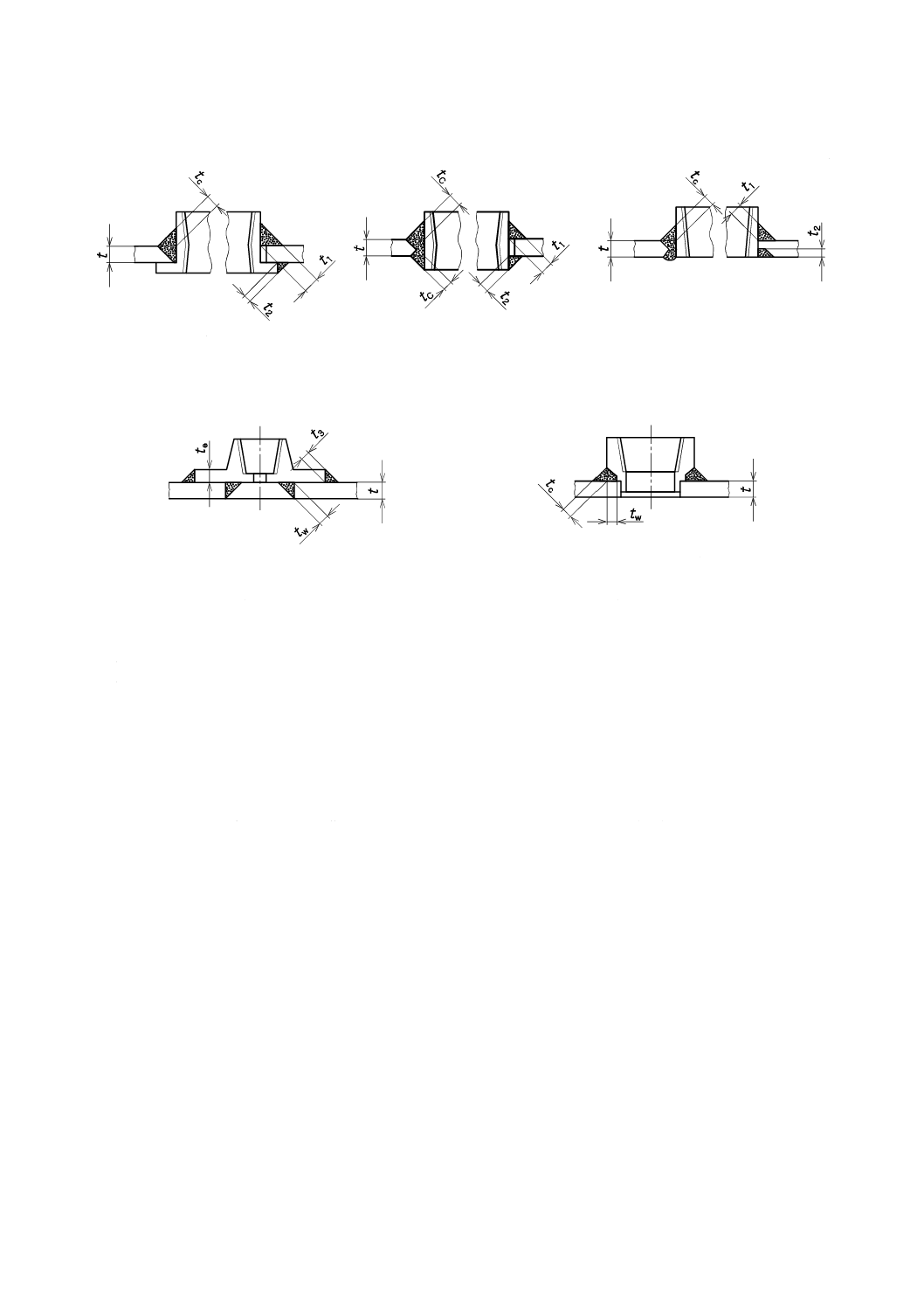
単位 mm
t1+t2≧1.25tm
a-1)
a-2)
FP継手
FW継手
b-1)
b-2)
FP継手
FW継手
c-1)
c-2)
FP継手
PP+FW継手
t3≧0.5tm
tw≧0.7tm
twはスケジュール160の管の厚さ
管継手の呼び径は80A(DN80)以下
d) FW継手
e) PP継手
図中の記号の意味は,次による。
t
:胴又は鏡板の呼び厚さ(mm)
te
:管継手のフランジ部の厚さ(mm)
tc,t1,t2及びt3 :すみ肉溶接ののど厚(mm)
tc
:6 mm又は0.7tmのいずれか小さい値以上(mm)
t1及びt2
:6 mm又は0.7tmのいずれか小さい値以上で,a-1) 及びa-2) の場合はt1+t2≧1.25tm(mm)
ただし,管継手の呼び径が80A(DN80)以下の場合は,部分溶込み溶接(PP継手)及びすみ肉
溶接(FW継手)のt1及びt2は,2.5 mm又は0.7tmのいずれか小さい値以上
t3
:0.5tm以上
tm
:溶接する部材の薄いほうの厚さ又は19 mmのいずれか小さい値(mm)
tw
:図に示す寸法(mm)
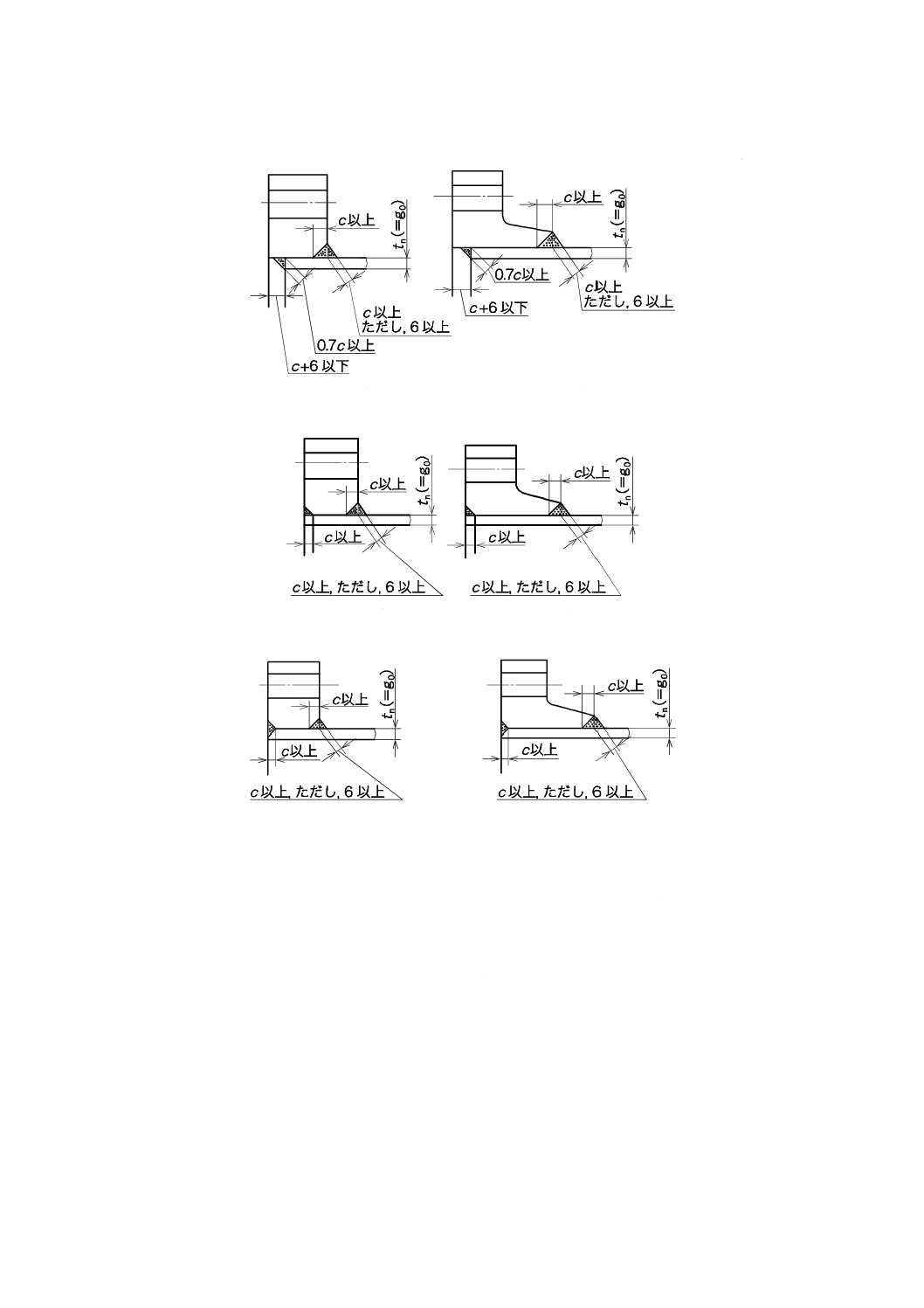
図10−内ねじ付管継手の溶接継手†
33
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
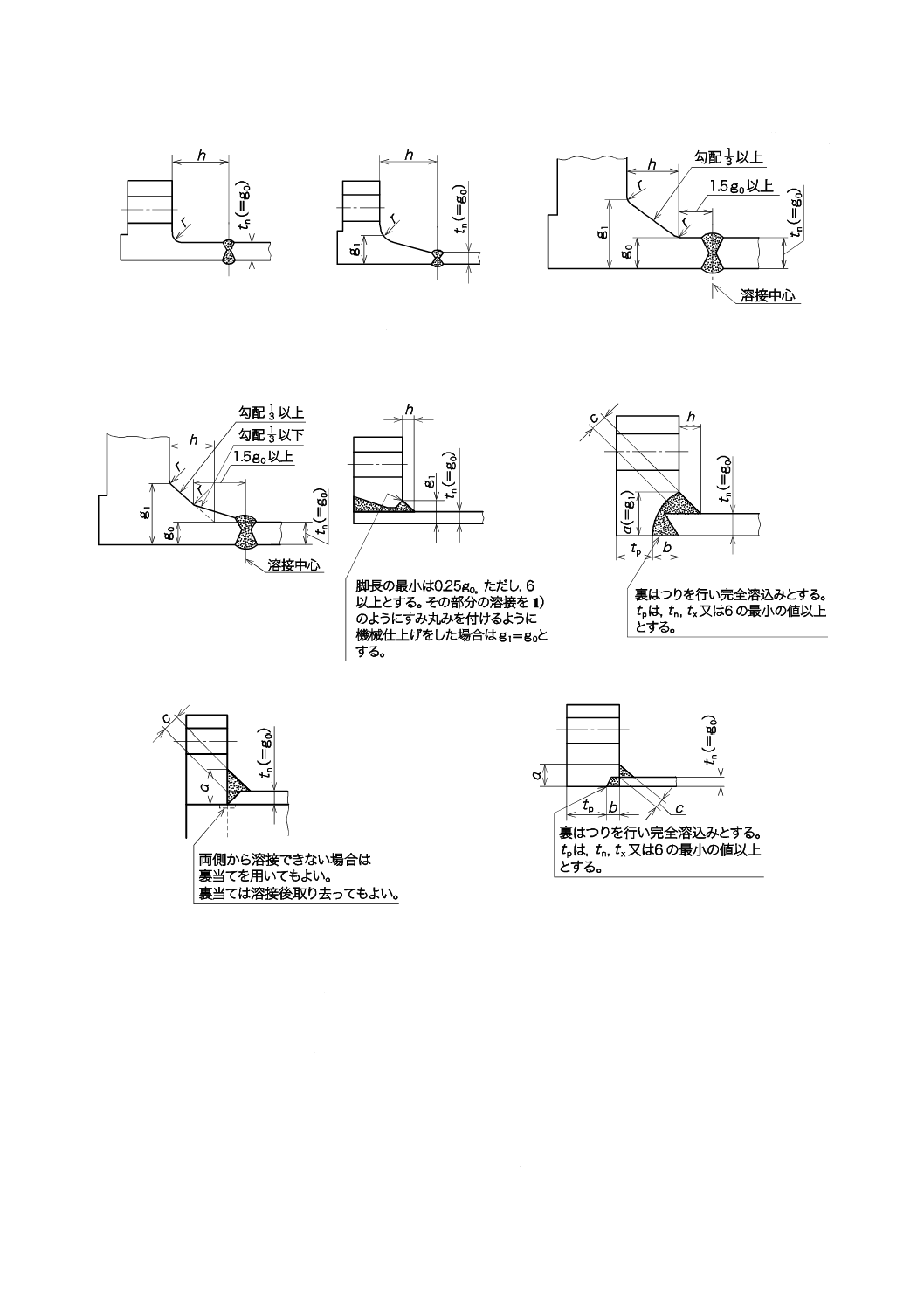
h≧1.5tn
h≧1.5g0
フランジに近いハブの勾配が1/3
を超える場合は,3) 又は4) を
使用する。
1) B−1継手
2) B−1継手
3) B−1継手
a+b≧3tn
4) B−1継手
5) FP継手
6) FP継手
a≧3tn
a+b≧3tn
7) FP継手
8) FP継手
図中の記号の意味は,次による。
r :すみの丸みで0.25g0以上(mm)。ただし,4.5 mm以上
tn :胴又は管台の呼び厚さ(mm)
c :tn又はtxのいずれか小さい値以上(mm)
tx :一体形フランジとして計算する場合は2g0(mm)。ただし,6 mm以上
h :ハブの長さ(mm)
g0 :ハブ先端の厚さ又はtn(mm)
g1 :フランジ背面のハブの厚さ(mm)
a) 一体形フランジ
図11−胴又は管台とフランジの溶接継手†
34
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
9-1) PP+FW継手
9-2) PP+FW継手
10-1) PP継手
10-2) PP継手
11-1) PP継手
11-2) PP継手
図中の記号の意味は,次による。
c :tn又はtxのいずれか小さい値(mm)
tn :胴又は管台の呼び厚さ(mm)
tx :一体形フランジとして計算する場合は2g0(mm)。ただし,6 mm以上。
g0 :ハブ先端の厚さ又はtn(mm)
a) 一体形フランジ(続き)
図11−胴又は管台とフランジの溶接継手†(続き)
35
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
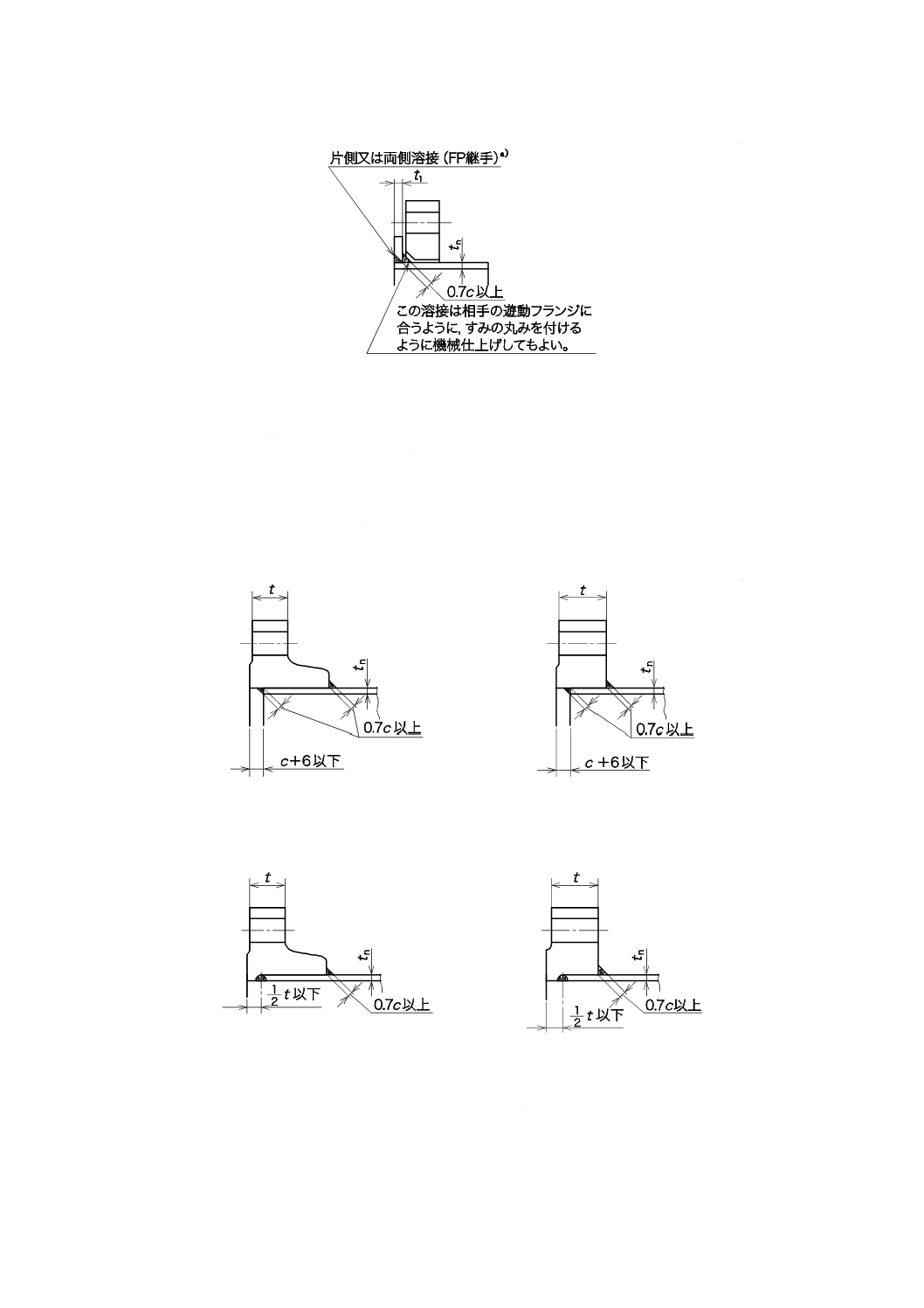
単位 mm
t1≧tn
図中の記号の意味は,次による。
c :tn又はtxのいずれか小さい値(mm)
tn :胴又は管台の呼び厚さ(mm)
tx :内圧に対する胴又は管台の計算厚さの2倍(mm)。ただし,6 mm以上
注a) ラップ(t1)と胴又は管台(tn)の完全溶込み溶接を行うため,t1又はtnの全厚にわ
たって溶接してもよい。ガスケットの当たり面は機械仕上げをする。
1) ラップジョイント形フランジ
単位 mm
ハブの勾配が6°以下の
場合は,g0=g1とみなす。
2-1) FW継手
2-2) FW継手
ハブの勾配が6°以下の
場合は,g0=g1とみなす。
2-3) PP+FW継手
2-4) PP+FW継手
2) 差込み形フランジ
b) ルーズ形フランジ
図11−胴又は管台とフランジの溶接継手†(続き)
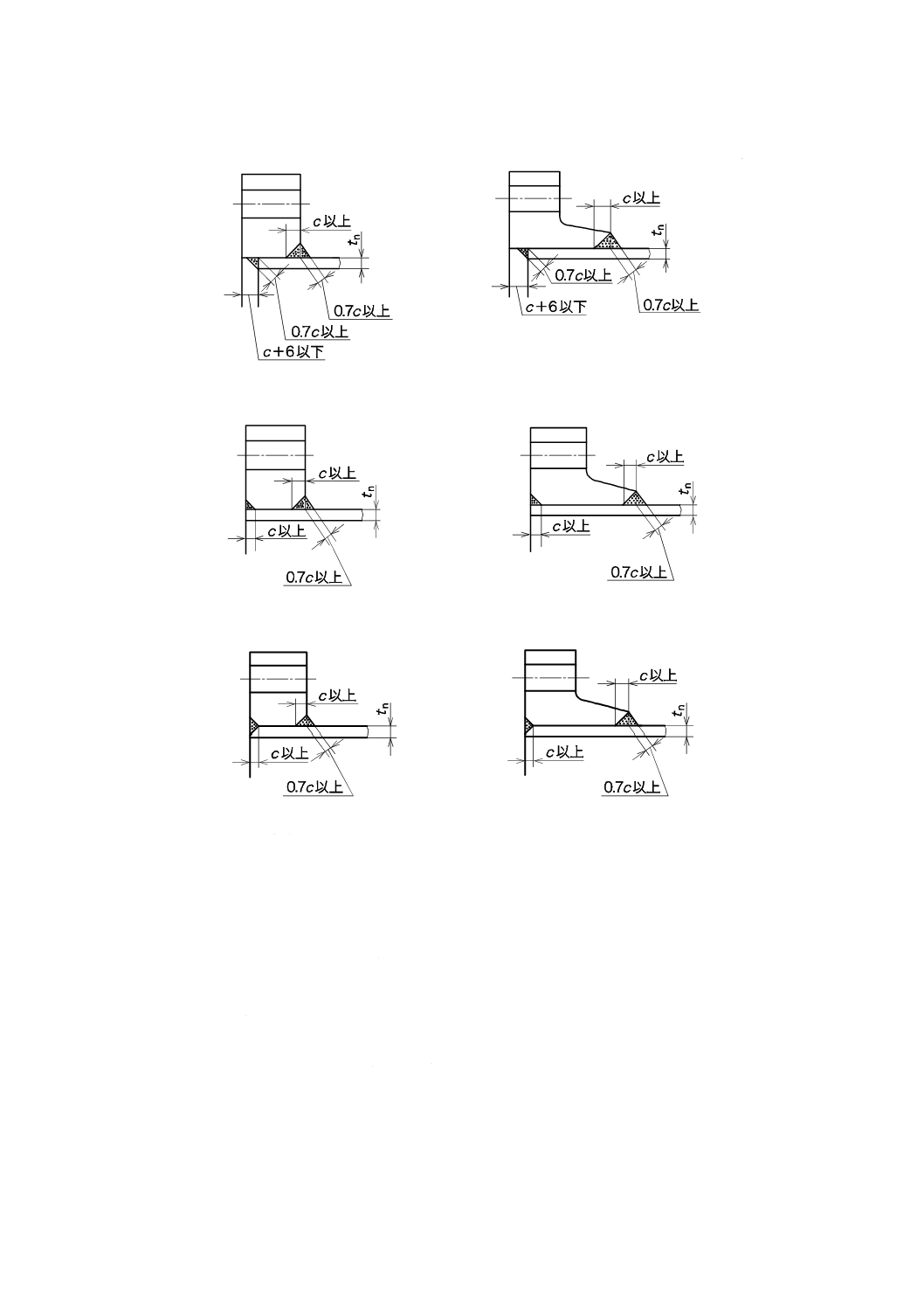
36
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
3-1) PP+FW継手
3-2) PP+FW継手
4-1) PP継手
4-2) PP継手
5-1) PP継手
5-2) PP継手
図中の記号の意味は,次による。
c :tn又はtxのいずれか小さい値(mm)
t :フランジの厚さ(mm)
tn :胴又は管台の呼び厚さ(mm)
tx :内圧に対する胴又は管台の計算厚さの2倍(mm)。ただし,6 mm以上
3-1)〜5-2) では,次の制限がある。
g0 :ハブ先端の厚さ,g0≦16 mm
B :フランジの内径,B/g0≦300
設計圧力≦2 MPa
設計温度≦370 ℃
2),3),4) 及び5) 差込み形フランジ(続き)
b) ルーズ形フランジ(続き)
図11−胴又は管台とフランジの溶接継手†(続き)
37
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
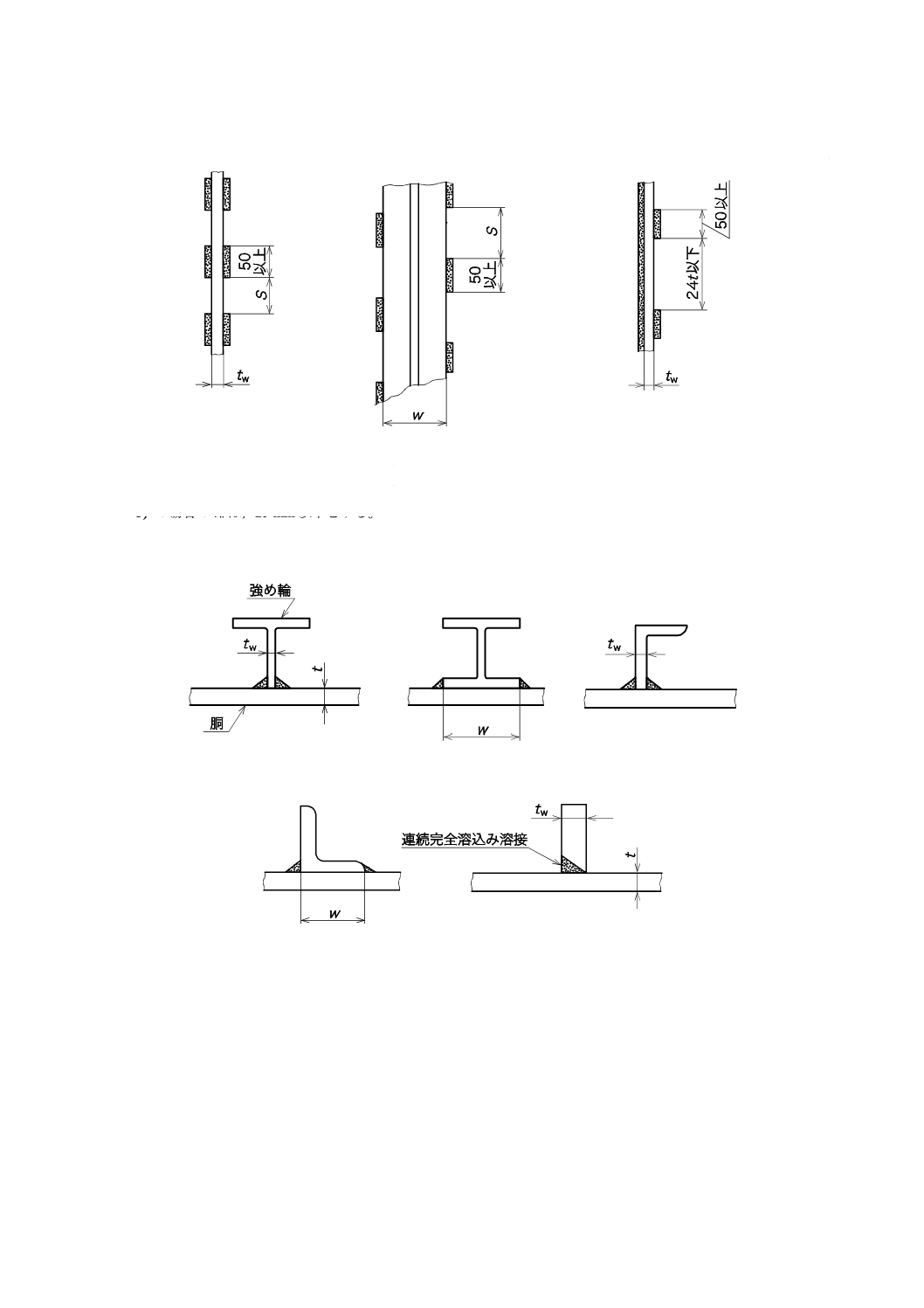
単位 mm
1) 並列断続溶接a), b)
2) 千鳥断続溶接a)
3) 片側連続,片側断続溶接b)
注a) 胴の外側に強め輪を溶接する場合 S≦8t
胴の内側に強め輪を溶接する場合 S≦12t
b) 3) の場合のtwは,25 mm以下とする。
a) 断続溶接を行う場合の溶接継手間の距離
1)
2)
3)
4)
5)
1)〜4) の場合のtw又はwは,25 mm以下とする。
図中の記号の意味は,次による。
t
:胴の呼び厚さ(mm)
tw又はw :強め輪の厚さ(mm)
b) 溶接形状
図12−胴と強め輪の溶接継手†
38
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
c)
d)
e)
f)
図中の記号の意味は,次による。
c:溶接継手のルート部から止端までの最小厚さ(mm)。c≧ta
ta:スカートの厚さ(mm)
図13−スカートの溶接継手†
39
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1)
2)
3)
a) サドル,レグ,ラグなどの溶接
1)
2)
3) a)
4)
b) a) 1) 及び2) の断面A−A
図14−サドル,レグ,ラグなどの溶接継手†
40
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
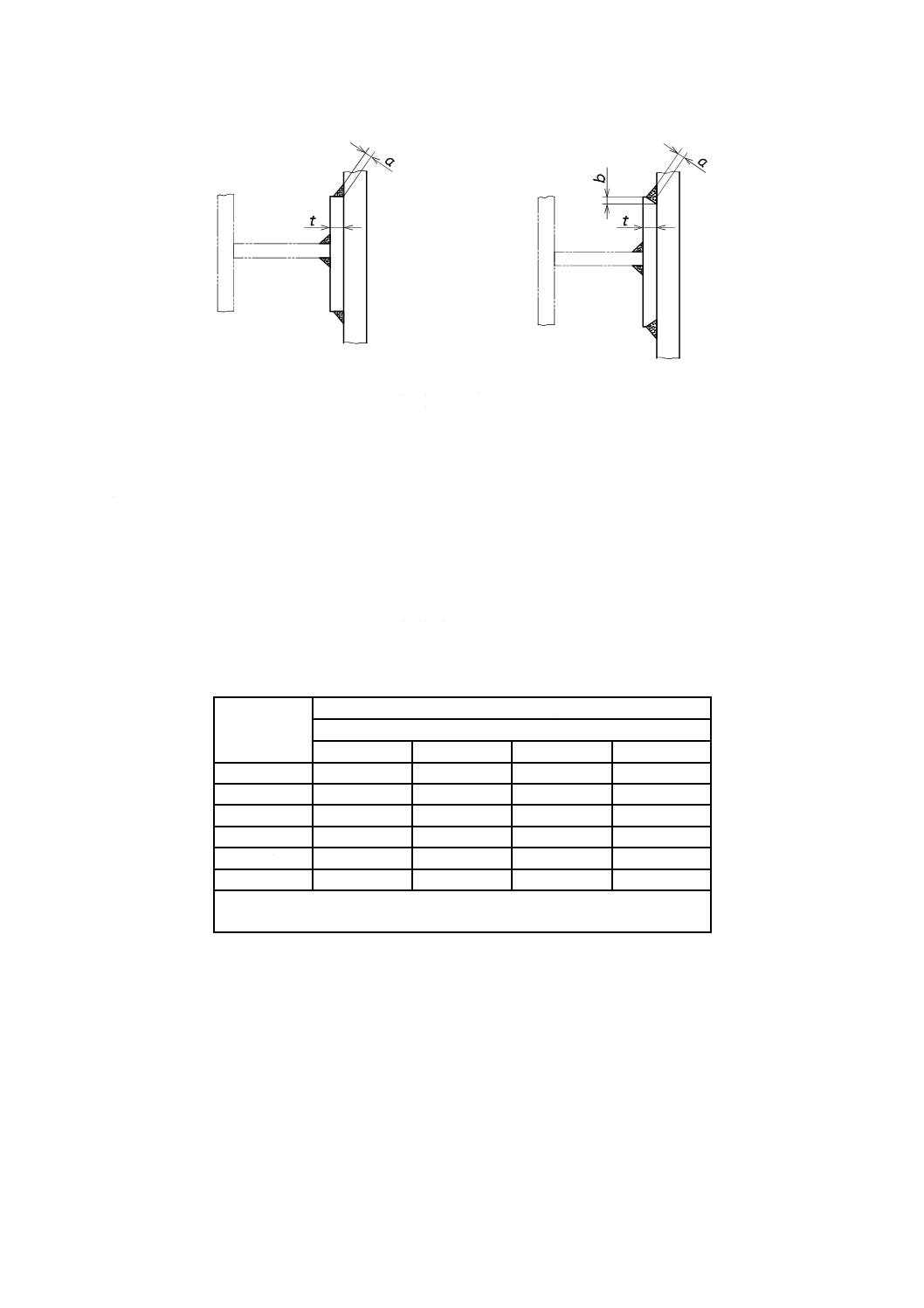
1)
2) a)
c) a) 3) の断面B−B
図中の記号の意味は,次による。
a :すみ肉溶接ののど厚(mm)
b :開先溶接の開先深さ(mm)
t :支持構造物,当て板又は非耐圧部材の厚さ(mm)
注a) a+b≧0.5t
図14−サドル,レグ,ラグなどの溶接継手†(続き)
6.2
溶接継手効率
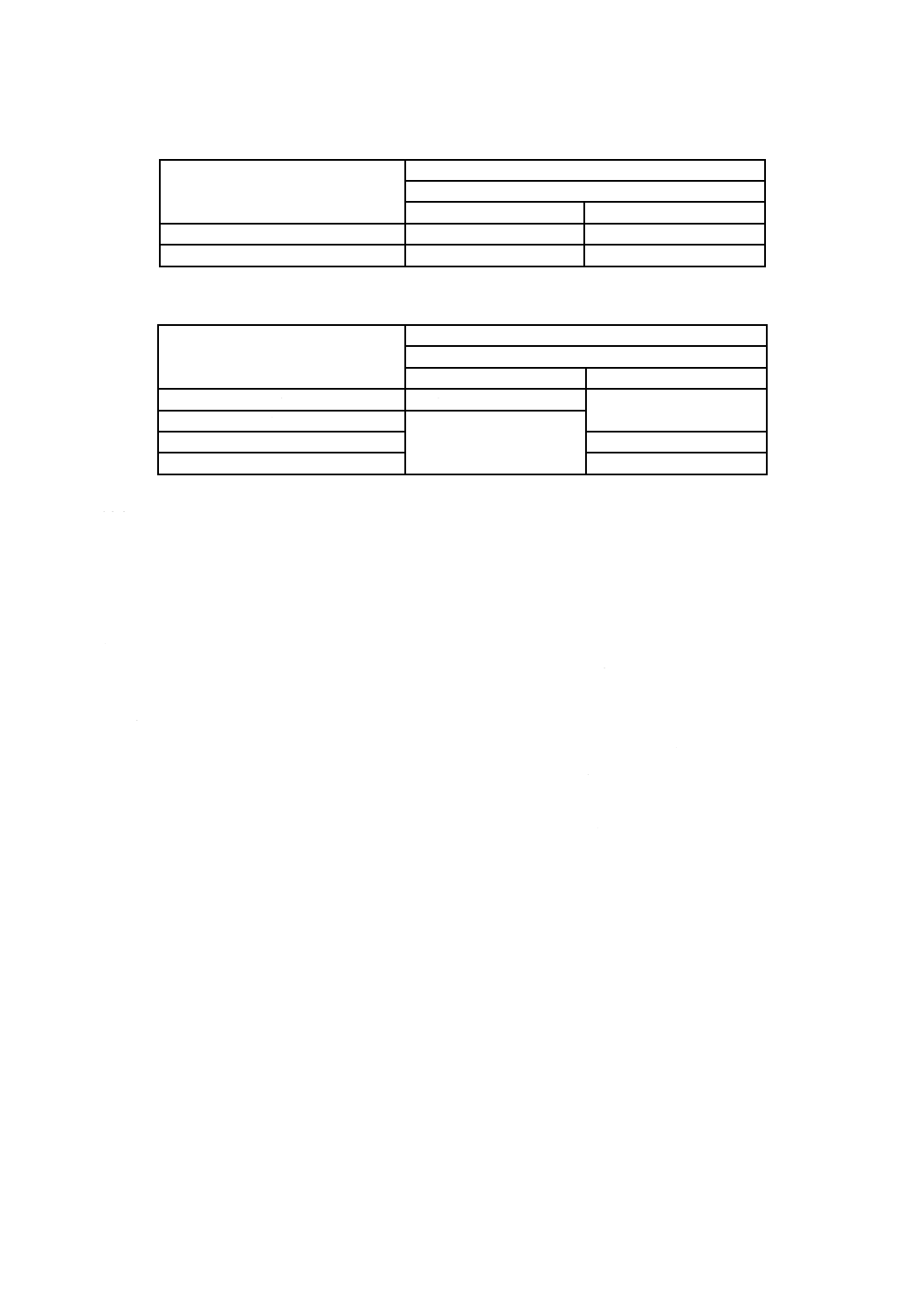
溶接継手効率(η)は,継手の形式及び放射線透過試験の割合によって,表3に示す値以下とする。
表3−溶接継手効率(η)
表2による
継手の形式
溶接継手効率(η)
放射線透過試験の割合
a) 100 %
b) 20 %
c) スポット
d) なし
B−1
1.00
0.95
0.85
0.70
B−2
0.90
0.85
0.80
0.65
B−3
−
−
−
0.60
L−1
−
−
−
0.55
L−2
−
−
−
0.50
L−3
−
−
−
0.45
注記 円筒胴の場合の溶接継手効率は,長手継手及び周継手に適用する。ただ
し,円筒胴の計算厚さは,長手継手を対象としている。
なお,長手継手で製作する溶接管(継目管又はシーム管という。)を用いる円筒胴の場合,表B.1及び表
B.3に示す許容引張応力の値には,溶接継手効率η=0.85が含まれている(計算厚さの式におけるσaηの値)。
また,複数管穴をもつ円筒胴の場合には,計算厚さの式におけるηは,溶接継手効率又は5.2.6に示すリ
ガメント効率のいずれか小さい値とする。
6.3
突合せ溶接
6.3.1
突合せ溶接継手端面の食違い
突合せ溶接継手端面の食違いは,6.1.4の溶接継手の位置による分類に対応して,表4又は表5に示す許
容値以下とする。
41
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−9 %ニッケル鋼以外の材料の突合せ溶接継手端面の食違いの許容値
薄いほうの母材の呼び厚さt(mm)
食違いの許容値
溶接継手の位置による分類
分類A
分類B
t ≦50
t /4(最大3.5 mm)
t /4(最大5.0 mm)
50< t
t /16(最大9.0 mm)
t /8(最大19 mm)
表5−9 %ニッケル鋼の突合せ溶接継手端面の食違いの許容値
薄いほうの母材の呼び厚さt(mm)
食違いの許容値
溶接継手の位置による分類
分類A
分類B
t ≦13
t /5(最大2.5 mm)
t /5
13< t ≦24
2.5 mm
24< t ≦38
t /5(最大5.0 mm)
38< t
t /8(最大6.0 mm)
6.3.2
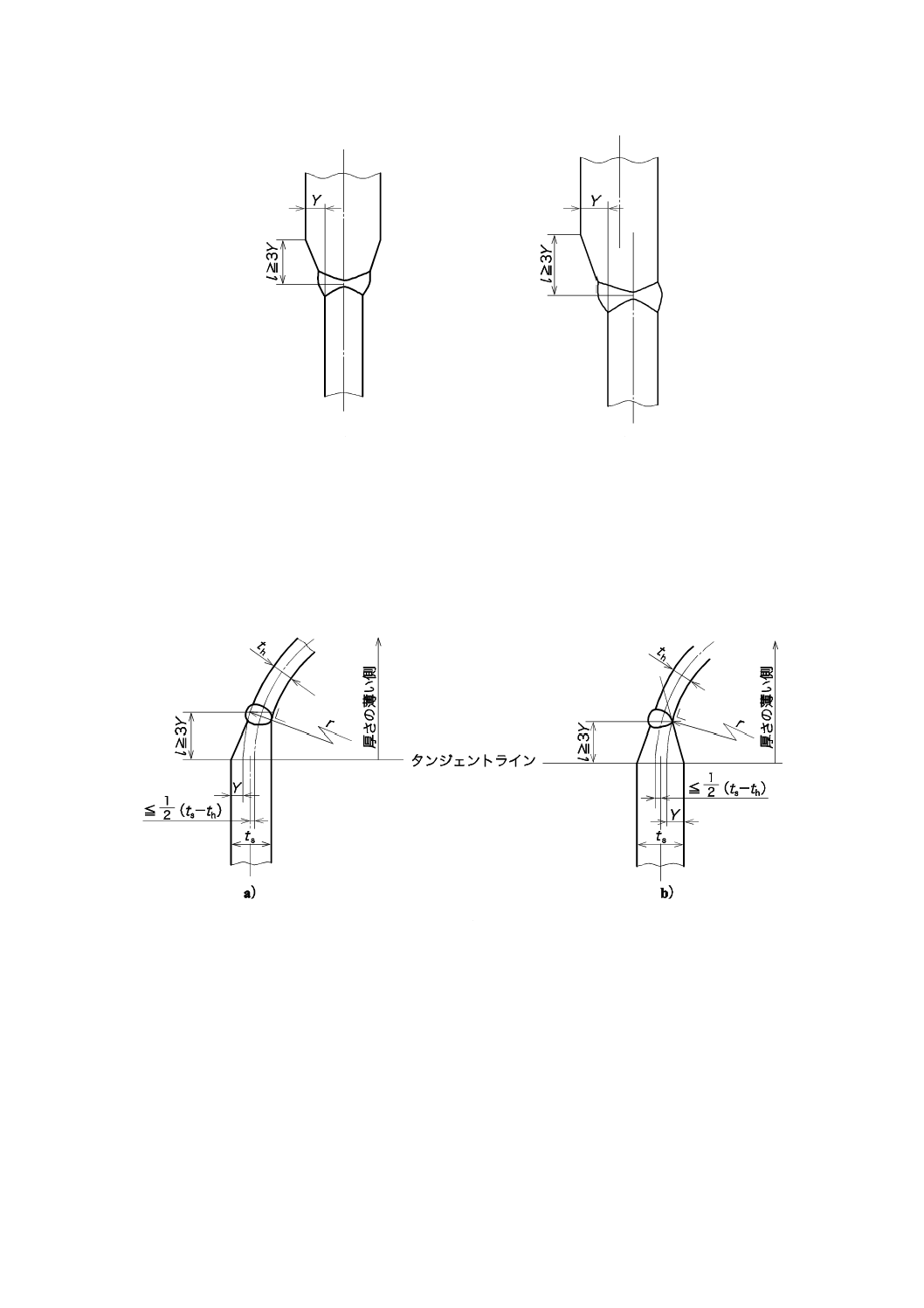
厚さが異なる部材の突合せ溶接継手
厚さが異なる部材の突合せ溶接継手は,次のa)〜d) による。
なお,a)〜d) は,円筒胴又は球形胴の厚さの異なる部材の突合せ溶接継手におけるテーパ部及び鏡板の
分類Aの継手におけるテーパ部に適用する。ただし,胴又は管台とフランジの突合せ溶接継手のハブのテ
ーパには適用しない。
a) 端面の食違いが,薄いほうの母材の呼び厚さtの1/4又は3.5 mmのいずれか小さい値を超える場合に
は,図15によってテーパ部を設ける。テーパを必要とする長さは,片側面における厚さの差の3倍以
上とする。
b) 溶接継手の一部又は全てをテーパの一部とすることができる。
c) テーパを厚いほうの母材を切削して形成する場合,テーパ部の最小厚さは,計算厚さ以上とする。
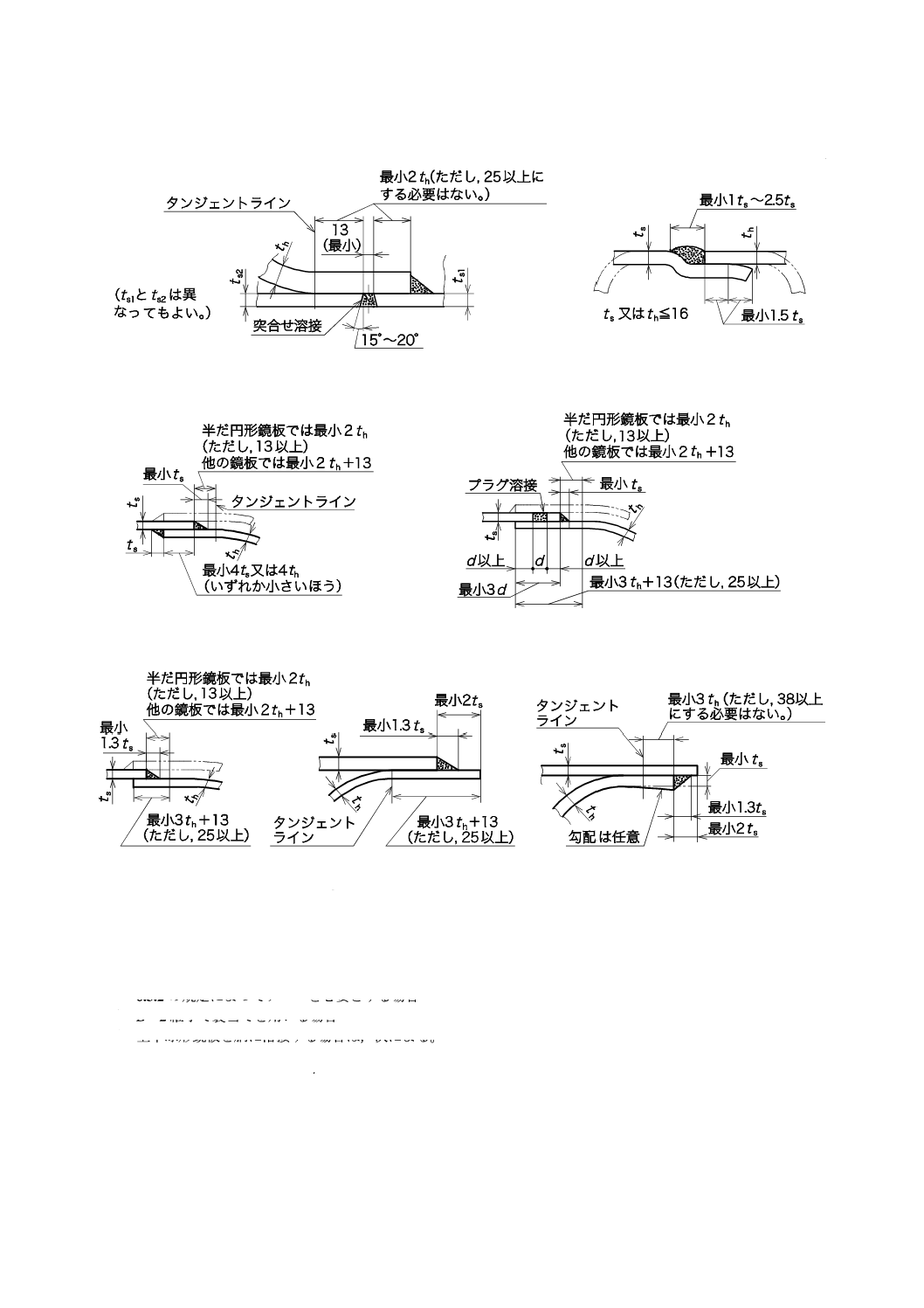
d) 厚さの異なる胴と鏡板の突合せ溶接継手は,a)〜c) によるほか,次の1)〜3) による。
1) 図16による。
2) 鏡板が胴よりも厚く,かつ,テーパを必要とする場合[図16 c) 及びd) 参照]は,テーパ部がタン
ジェントラインを超えないようにする。
3) 胴と鏡板のそれぞれの厚さの中心線の食違いは,胴と鏡板の呼び厚さの差の1/2以下とする。
42
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
a) 及びb) は周継手の例を示す。
テーパ部は,外面又は内面のいずれに設けてもよい。
テーパを必要とする長さlのうちに溶接継手を含めてもよい。
図中の記号の意味は,次による。
l :テーパを必要とする長さ(mm)
Y :片側面における厚さの差(mm)
図15−厚さの異なる部材の突合せ溶接継手の例†
図16−厚さの異なる胴と鏡板の突合せ溶接継手†
43
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 及びd) のテーパ部は,外面又は内面のいずれに設けてもよい。
テーパを必要とする長さlのうちに溶接継手を含めてもよい。
図中の記号の意味は,次による。
l :テーパを必要とする長さ(mm)
ts :胴の呼び厚さ(mm)
th :鏡板の呼び厚さ(mm)
Y :片側面における厚さの差(mm)
図16−厚さの異なる胴と鏡板の突合せ溶接継手†(続き)
6.3.3
余盛の高さ及び仕上げ
突合せ溶接継手は,溶込み不良がなく,溶接ビード表面が隣接する母材の表面より低くならないように
余盛を付けてもよい。
なお,溶接ビード表面は溶接状態のままでもよいが,放射線透過試験などで正しい評価が得られるよう
に,粗いビード波形,急激な隆起,谷部などがない形状とする。ただし,放射線透過試験を実施する場合
の余盛高さ及び仕上げは,次のa) 及びb) による。
a) 余盛の高さは,母材の呼び厚さ(母材の厚さが異なる場合には,薄いほうの厚さ)の区分に対応し,
表6に示す値以下とする。
表6−余盛の高さ
単位 mm
母材の厚さ t
分類B及び分類Cの継手
その他の継手
t< 2.4
2.4
0.8
2.4 ≦t< 4.8
3.2
1.6
4.8 ≦t< 13
4.0
2.4
13 ≦t< 25
4.8
2.4
25 ≦t< 51
5.0
3.2
51 ≦t< 76
6.0
4.0
76 ≦t< 127
6.0
6.0
127 ≦t
8.0
8.0
b) 仕上げ 溶接ビードの止端は,母材の表面と段が付かないように滑らかに仕上げる。
44
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.4
プラグ溶接
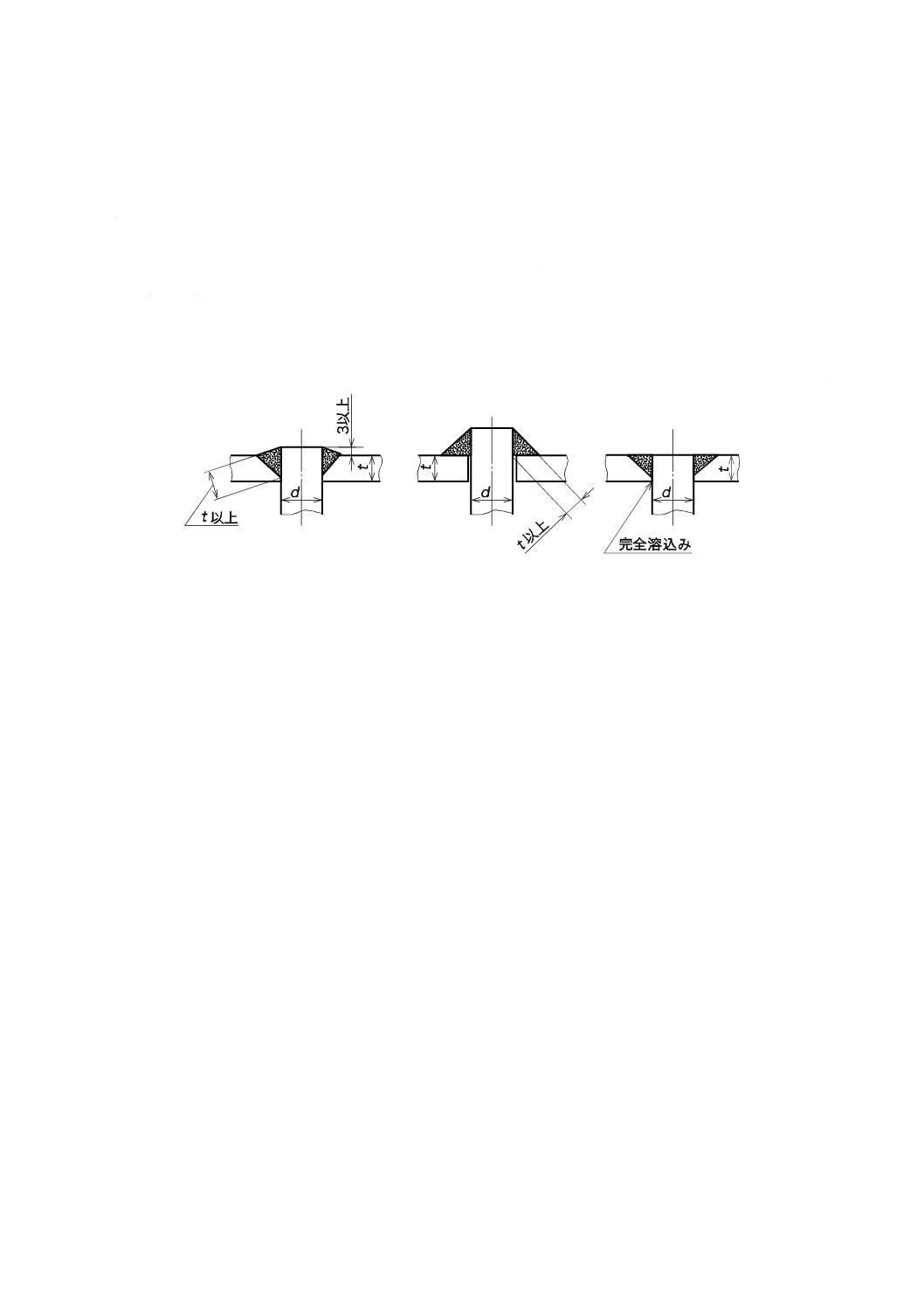
プラグ溶接を6.1.5のL−2継手に適用する場合は,次のa)〜e) による。
a) 複数のプラグ溶接は,それぞれのプラグ溶接が荷重を均等に分担するように配置する。複数のプラグ
溶接の分担荷重の合計は,全荷重の30 %以下とする。
b) プラグ溶接の穴径は,t+6 mm以上で2t+6 mm以下とする。ここに,tは,穴のある重ね板の呼び厚
さ(mm)である。
c) 穴のある重ね板の呼び厚さが8 mm以下の場合は,プラグ溶接の穴は完全に溶接金属で埋める。呼び
厚さが8 mmを超える場合は,呼び厚さの1/2又は穴径の1/3のいずれか大きい値の厚さまで穴を溶接
金属で埋める。ただし,穴を埋めた溶接金属の厚さは8 mm以上とする。
d) 1個のプラグ溶接が分担する荷重は,次の式による。
(
)2
a
6
63
.0
−
=
d
P
σ
ここに,
d: 穴径(mm)
P: 1個のプラグ溶接の分担する荷重(N)
σa: 設計温度における材料の許容引張応力(N/mm2)
e) プラグ溶接施工では,穴底周辺の溶接を最初に行う。
6.5
胴と管板又は平鏡板の溶接
胴と管板又は平鏡板の溶接は,次のa)〜c) による。
a) 胴と管板又は平鏡板の溶接継手は,図5に示す。また,鍛造材又は圧延板から製作する管板又は平鏡
板の溶接継手では,管板又は平鏡板の厚さが13 mm以上の場合に,図5[b-1) の2) 及びb-2) の1),
2-1),2-2) 参照]に示す管板又は平鏡板の開先面について,溶接前に磁粉探傷試験又は浸透探傷試験
を行う。さらに,切断面のうちで溶接を行わない部分及び図5[b-1) の1-1),2),b-2) の1),2-1),
2-2),3),及びb-4) の3) 参照]に示す管板又は平鏡板の周縁部分について,溶接後に磁粉探傷試験
又は浸透探傷試験を行う。ただし,圧力による荷重の80 %以上が管,ステーなどで支えられる場合に
は,溶接前後の磁粉探傷試験又は浸透探傷試験は行わなくてもよい。
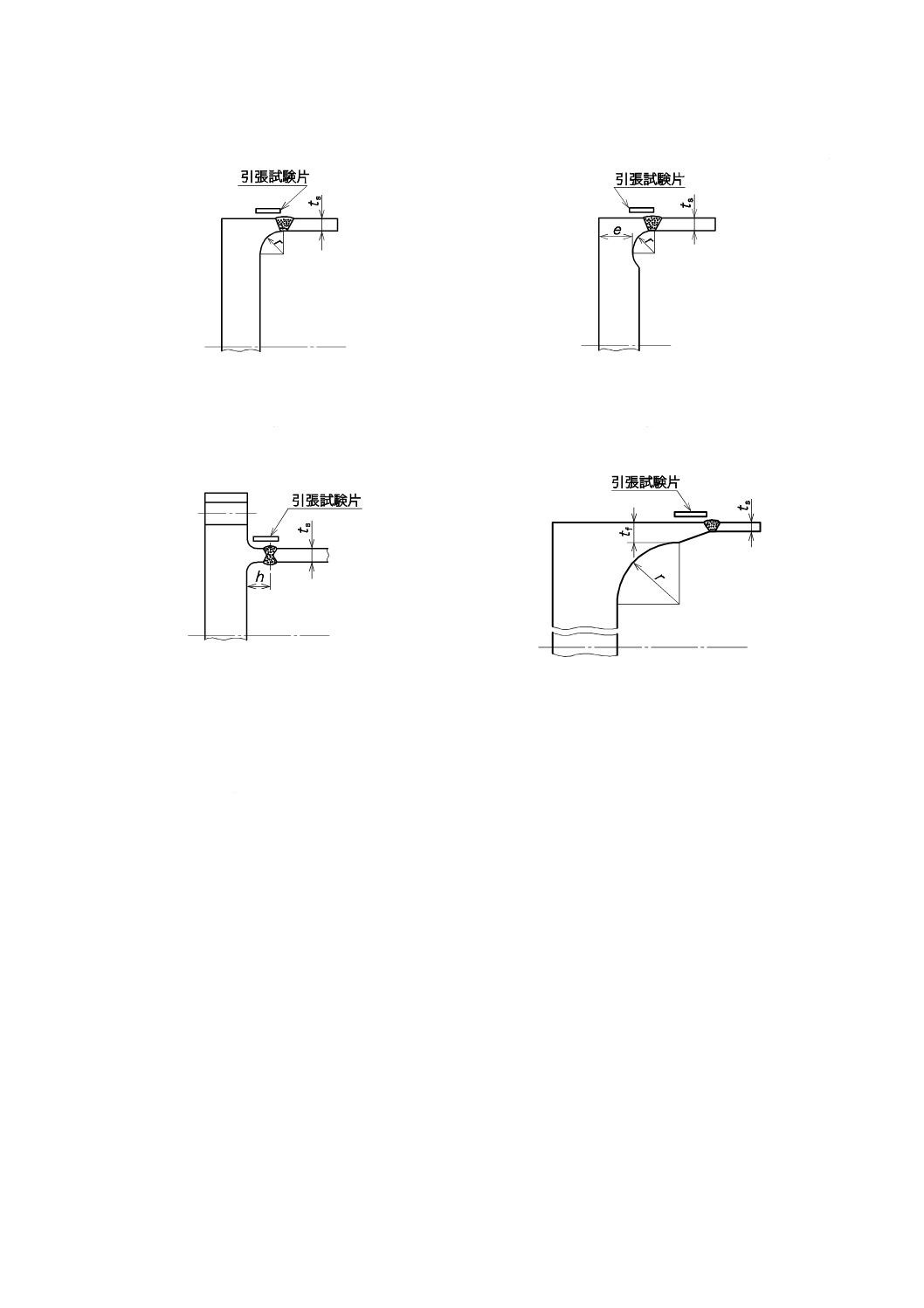
b) ハブ付き管板又はハブ付き平鏡板のハブの部分は,次の1) 又は2) の製造方法に対応した機械試験を
行い,判定基準を満足することを確認する。
なお,試験片は,図5 a) の1)〜4) に示すハブの近傍からハブの軸に平行に採取する。
1) 一体鍛造の場合及び鍛造材から機械加工する場合は,ハブの近傍から引張試験片を1個採取して引
張試験を行い,引張強さ及び伸びが材料規格の規定値以上である。
2) 圧延板から機械加工する場合は,ハブの近傍から引張試験片を2個採取して(1個は圧延板の幅の
中心で板幅の1/3の位置から,もう1個は周方向に90度回転した位置から採取する。)引張試験を
行い,引張強さ及び降伏点(又は耐力)が材料規格の規定値以上で,かつ,絞りが30 %以上(材料
規格の最小値が30 %を超える場合には,規定値以上)である。
c) ハブ付管板又はハブ付平鏡板を鍛造材又は圧延板から機械加工する場合は,溶接前にハブの部分につ
いて磁粉探傷試験又は浸透探傷試験を行い,溶接後にハブの溶接部(溶接金属及び溶融境界から少な
くとも13 mmまでの部分)について全線放射線透過試験を行う。
また,ハブの部分は,機械加工の前後にハブの半径方向及び軸方向の2方向から,全体積について
超音波探傷試験を行う。超音波探傷試験の方法及び結果の判定基準は,JIS G 0801による。
なお,超音波探傷試験以外の非破壊試験の方法及び結果の判定基準は,8.3による。
45
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.6
溶接後熱処理
溶接継手は,附属書Sに規定する溶接後熱処理を行う。
6.7
溶接士
溶接士は,法規によって定められた試験,JIS Z 3801の試験又はその他の試験によって一定の水準の技
量が確認された有資格者とする。また,溶接に従事した溶接士は,確認できるように記録する。
7
製作
7.1
一般
圧力容器の製作は,次のa)〜c) による。
a) 使用する材料は,材料試験成績書(ミルシート)と照合できるような方法によって,圧力容器の完成
時点でも識別ができるように管理する。
b) 製作は,材料の特性を損なわない適切な方法によって行う。
なお,圧力容器の製作過程で材料の機械的性質が損なわれる場合には,製作終了後に回復のための
措置を講じることができる。
c) 材料の切断,成形,機械加工などは,材料の特性を損なわず,かつ,使用上有害な欠陥を生じない方
法によって行う。
なお,加工によって材料に有害な特性又は欠陥が生じる場合には,回復又は除去の処置を講じるこ
とができる。
7.2
胴の直径法真円度
7.2.1
一般
胴の直径法真円度は,次の7.2.2及び7.2.3による。
7.2.2
内圧を保持する胴の直径法真円度
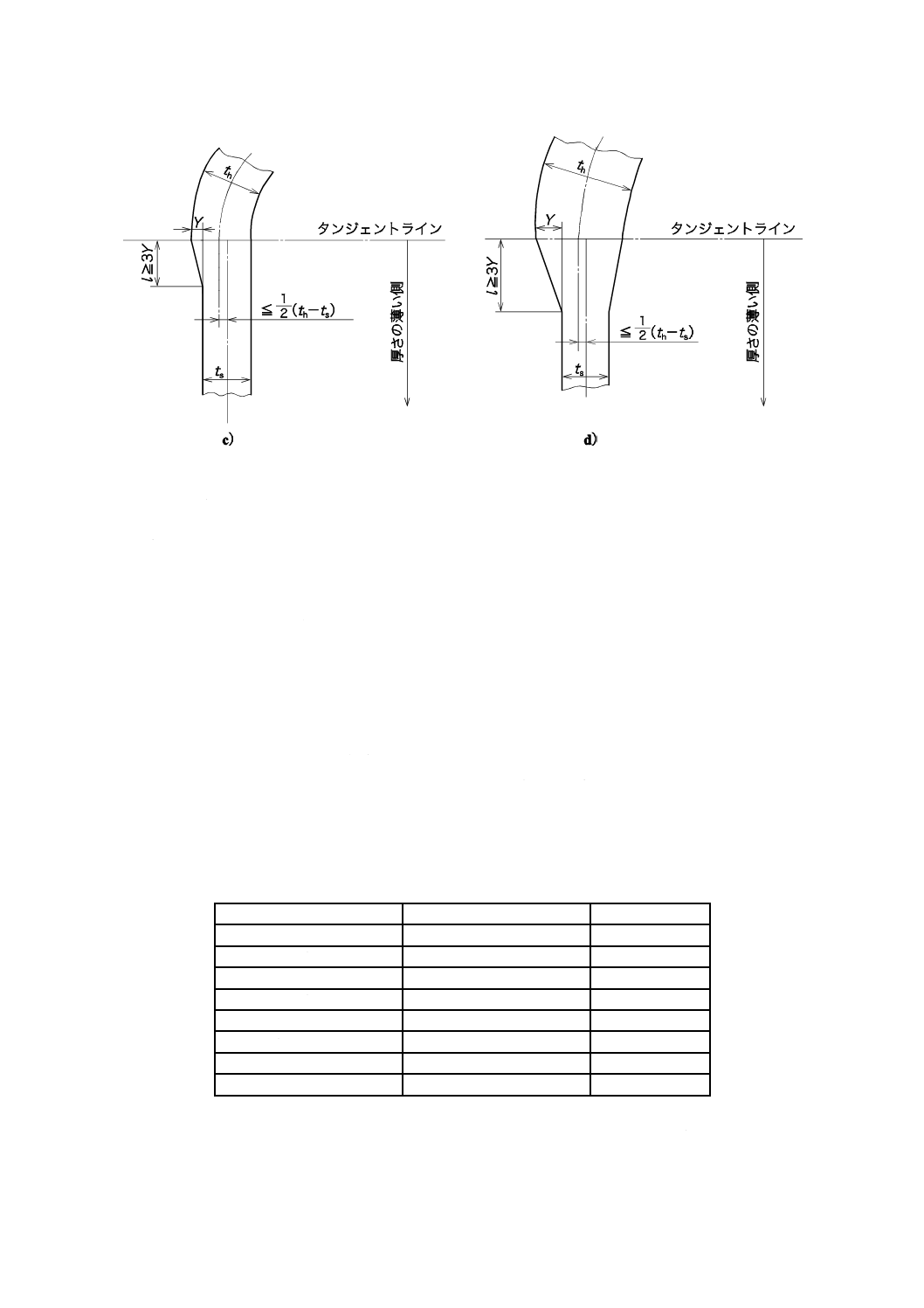
内圧を保持する胴の直径法真円度は,次のa)〜c) による。
a) 胴の軸に垂直な特定の断面での設計図に記載された公差なしの内径(以下,内径という。)に対する最
大内径と最小内径の差の比を,直径法真円度とする。全ての断面において,直径法真円度は1 %の値
(許容値)以下とする(図17参照)。ここで,直径は,内径又は外径で測定してよい。
b) 断面が胴に設けた穴を通る場合,又は断面から穴の中心までの距離が穴の内径寸法以下である場合は,
直径法真円度は1 %に,胴の内径に対する穴の内径の2 %の比を加えた値(許容値)以下とする。
100
×
−
=
内径
最小内径
最大内径
直径法真円度
(%)
図17−胴の直径法真円度†
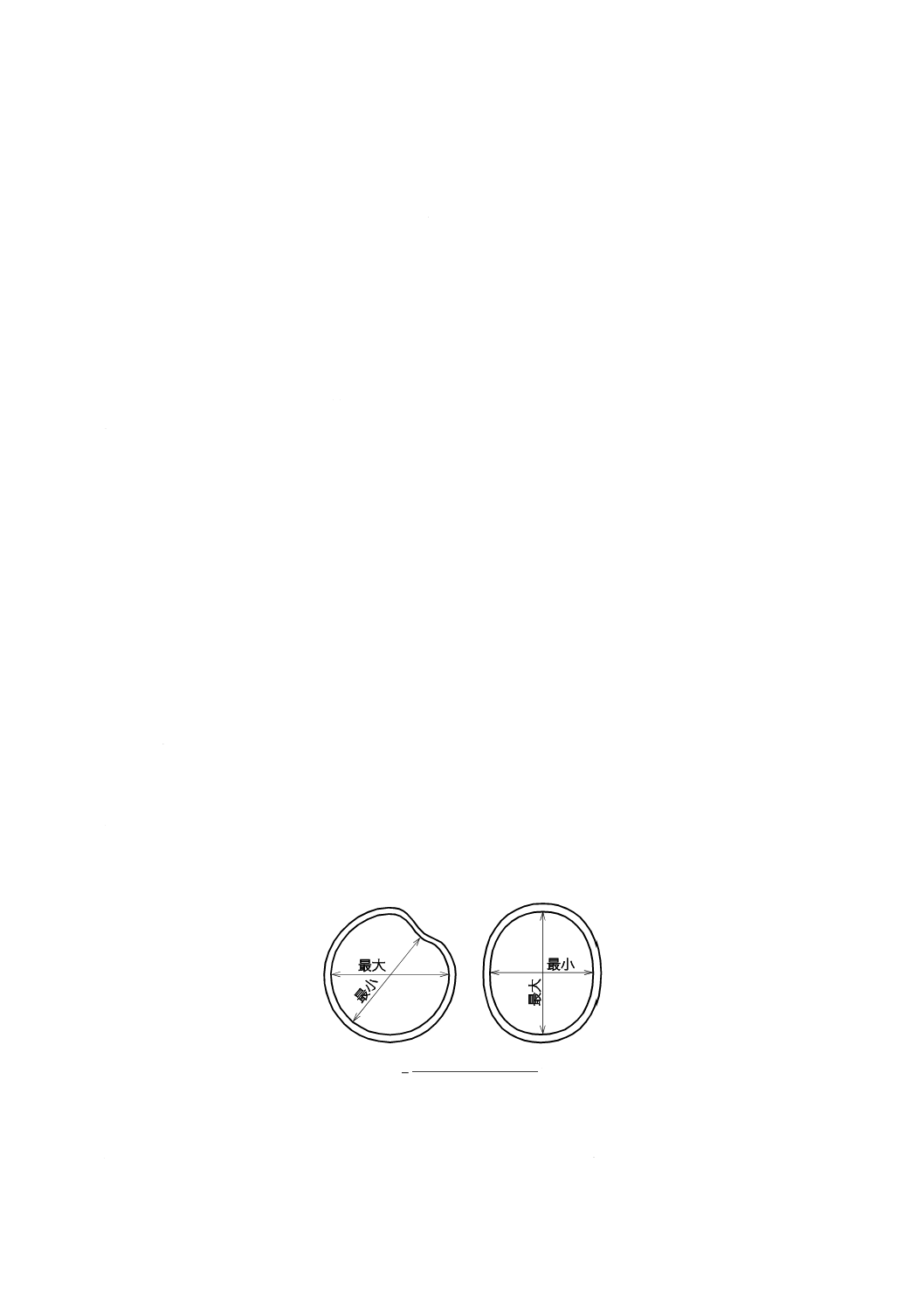
c) 長手重ね溶接継手のある胴では,直径法真円度の許容値は,a) 又はb) の場合の許容値に内径に対す
46
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る胴の呼び厚さの比を加えた値とする(図18参照)。
100
×
−
=
内径
最小内径
最大内径
直径法真円度
(%)
図18−長手重ね継手のある胴の直径法真円度†
7.2.3
外圧を保持する胴の偏差
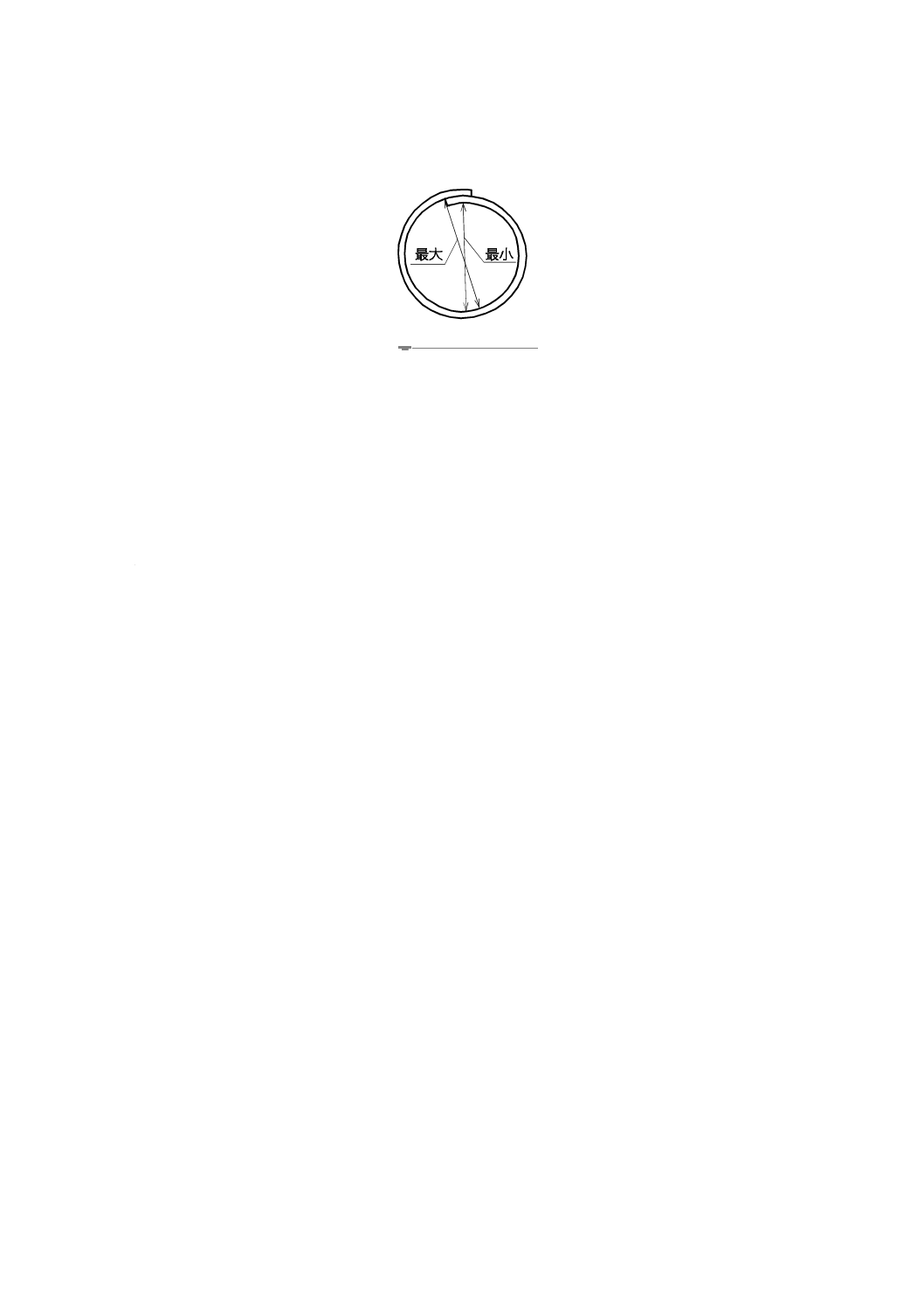
外圧を保持する胴の軸に垂直な全ての断面における偏差は,7.2.2 a) によるほか,次のa)〜c) による。
a) 真円に対する(+)又は(−)の偏差(mm)の許容値は,図19で得られるeの値(長手重ね溶接継
手のある胴の場合は,eに板の呼び厚さを加えた値)とする。
なお,図19において,曲線群の上限はe=1.0 t,下限はe=0.20 tとする。
b) 真円に対する偏差の計測方法の例を,図20に示す。測定位置は胴の内側又は外側とし,溶接継手など
の局所的に厚さが異なる箇所では測定しない。
c) 厚さの異なる断面においては,最も薄い板の呼び厚さを用いる。
47
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図中の記号の意味は,次による。
Do: 円筒胴及び球形胴の場合は胴の外径,円すい胴の場合は次のa)〜c) の値(mm)
a) 大径端部 Do=DL
b) 小径端部 Do=Ds
c) 円すい部 Do=Dx
L: 胴の設計長さで,円筒胴はE.4に規定する値,球形胴は0.5Doの値,円すい胴は次のa)〜c) の値
(mm)
a) 大径端部 L=Le
b) 小径端部 L=Le (DL/Ds)
c) 円すい部の外径Dxの任意の位置 L=Le (DL/Dx)
ここで,Le=0.5L (1+Ds/DL)
t: 胴の呼び厚さから腐れ代を除いた厚さ(mm)。ただし,円すい胴の場合は,tcos θとする。
ここに,DL,Ds及びθはE.4.1の記号の意味によって,Dxは円すい部の測定位置での外径を表す。
図19−外圧を保持する胴の真円に対する偏差の許容値e †
真円に対する(+)又は(−)の偏差は,図に示すように弓形の型板を用いて胴の内側又は外側から半径方向に計
測する。
真円に対する偏差の計測に用いる型板の弦の長さは,図21に示す弧の長さの2倍にとる。
図20−真円に対する偏差の計測方法の例
48
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図中の記号の意味は,図19に同じ。
中間の値は,補間による。
図21−真円に対する偏差を計測するための弧の長さ(弧長)†
7.3
鏡板の製作公差
鏡板の製作公差は,次のa)〜d) による。
a) 内圧を保持する端部に丸みのある円すい形,全半球形,皿形又は半だ円形の鏡板の内面は,丸みの半
径に沿って正規の形状との隙間を内側及び外側で測定し,規定の寸法から外側にDの1.25 %以下,内
側にDの5/8 %以下とする。ここに,Dは,鏡板を溶接する胴の設計内径である。また,鏡板のすみ
の丸みの半径は,設計寸法以上とする。
b) 外圧を保持する全半球形,皿形又は半だ円形の鏡板で球の一部になっている部分には,a) に加え7.2.3
も適用する。ただし,L/Do=0.5とする。
c) a) 及びb) による隙間の測定は,母材の内側及び外側で行い,溶接継手などの位置で行わない。
d) 鏡板の端部の円筒部分の真円度は,7.2による。
7.4
胴及び鏡板の成形加工
胴及び鏡板の成形加工は,次のa)〜f) による。
なお,特定材料のP番号の対応は,表A.1による。
a) 炭素鋼及び低合金鋼を鍛造によって成形加工する場合は,材料に適した鍛造温度で行い,成形加工後,
附属書Sに規定する熱処理を行う。
b) 炭素鋼及び低合金鋼の板から冷間加工によって成形加工する場合は,成形後の伸び率が5 %を超え,
かつ,次の1)〜5) のいずれかの項目に該当するならば,附属書Sに規定する熱処理を行う。ただし,
49
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 8285の表A.1に示すP番号1,グループ番号1又は2の材料の場合は,成形後の伸び率が40 %
以下で,かつ,次の1)〜5) の項目に該当しないならば熱処理を行う必要はない。
1) 致死的物質又は毒性物質を保有する圧力容器に用いる材料
2) 衝撃試験が要求される材料
3) 成形前の板の厚さが16 mmを超える材料
4) 成形後の伸び率が5 %を超える部分での板厚減少率が10 %を超える場合
5) 成形加工を120 ℃以上で480 ℃以下の温度で行った場合
c) 9 %ニッケル鋼を成形加工する場合は,次の1) 及び2) による。
1) 材料規格に規定する熱処理後に,最終の焼戻し温度未満の温度で成形加工を行い,成形後の伸び率
が5 %を超える場合は,550 ℃以上で585 ℃以下の温度において,厚さ25 mm当たり1時間,最低
2時間を保持時間とする熱処理を行う。
2) 材料規格に規定する焼戻し温度以上で成形加工を行う場合は,溶接前又は溶接後に,材料規格に規
定する熱処理を再度行う。
d) オーステナイト系ステンレス鋼を成形加工する場合は,次の1) に該当すれば,2) によって熱処理を
行う。
1) 最終成形終了時の温度が表7に示す材料の種類に対応する最低熱処理温度未満で,かつ,成形後の
伸び率が限界伸び率を超える場合
2) 熱処理は,表7に示す材料の種類に対応する最低熱処理温度以上の温度で,厚さ25 mm当たり20
分間,最低10分間を保持時間とする熱処理を行い,保持終了後は急速冷却を行う。
表7−オーステナイト系ステンレス鋼の成形加工後に熱処理が必要な条件
材料の種類
SUS
限界伸び率
最低熱処理温度
(℃)
設計温度が675 ℃以下の条件
設計温度が675 ℃
を超える条件の
限界伸び率
(%)
設計温度
(℃)
限界伸び率
(%)
304
580〜675
20
10
1 040
304H
1 040
309S
1 090
310S
1 090
316
1 040
316H
1 040
321
540〜675
15
1 040
321H
1 090
347
1 040
347H
1 090
材料の種類がSUS321又はSUS321Hで,呼び径80A未満の管を曲げ加工する場合は,設計温度が
675 ℃以下の条件の限界伸び率は20 %とする。
e) JIS B 8285の表A.1に示すP番号43及び45の材料を成形加工する場合は,次の1) に該当すれば,2)
によって熱処理を行う。
1) 最終成形終了時の温度が表8に示す材料の種類に対応する最低熱処理温度未満で,かつ,成形後の
伸び率が限界伸び率を超える場合
50
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 熱処理は,表8に示す材料の種類に対応する最低熱処理温度以上の温度で,厚さ25 mm当たり20
分間,最低10分間を保持時間とする熱処理を行い,保持終了後は急速冷却を行う。
表8−JIS B 8285の表A.1に示すP番号43及び45の材料の成形加工後に熱処理が必要な条件
材料の種類
限界伸び率
最低熱処理
温度
(℃)
設計温度が675 ℃以下の条件
設計温度が675 ℃を
超える条件の限界伸び率
(%)
設計温度
(℃)
限界伸び率
(%)
NCF800,NCF800TP,
NCF800TB
595〜675
15
10
980
NCF800H,NCF800HTP,
NCF800HTB
1 120
f)
b)〜e) で使用する伸び率の計算は,次の1)〜3) による。
1) 一次曲率をもつ円筒胴及び円すい胴の場合
o
f
f
1
50
R
R
R
t−
=
ε
2) 二次曲率をもつ鏡板の場合
o
f
f
1
75
R
R
R
t−
=
ε
3) 管の曲げ加工の場合
f
100
R
r
=
ε
又は
A
B
A
100
t
t
t−
=
ε
のいずれか大きい値
ここに,
Di: 半だ円形鏡板のフランジ部の内径(mm)
Do: 円すい胴の場合は小径端部の外径,半だ円形鏡板の場合はフ
ランジ部の外径(mm)
Rf: 板の曲げの場合は成形後の板厚中心線における半径,管の曲
げの場合は成形後の管の中心線の曲げ半径(mm)。
円すい胴の場合
2
cos
2
r
o
f
t
D
R
−
=
θ
半だ円形鏡板のクラウン部の場合
2
90
.0
i
o
f
D
D
R
+
=
半だ円形鏡板のナックル部の場合
2
17
.0
i
o
f
D
D
R
+
=
Ro: 成形前の板厚中心線における半径(mm)。ただし,成形前が
平板である場合は無限大とする。
r: 管の外径の1/2の値(mm)
t: 板の厚さ(mm)
tA: 曲げ加工前の管の厚さの平均値(mm)
tB: 曲げ加工後の管の最小の厚さ(mm)
tr: 円すい胴の厚さ(mm)
ε: 成形後の伸び率(%)
θ: 円すいの頂角の1/2の角度(度)
7.5
ステーの取付け
ステーの取付けは,次のa)〜d) による。
a) 板にステーとしての棒を溶接によって取り付ける場合は,図22による。
51
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 板にステーをねじ込みで貫通させて取り付ける場合は,次の1)〜4) のいずれかの方法による。
1) 二つ以上のねじ山を板面から出して,ねじ山をかしめる。
2) ステー径の1.3倍以上の頭部を付し,頭部が板面上で荷重を支える。
3) 板の外面にナットを取り付ける。
4) 板の内外面に座金なしでナットを取り付ける。
c) ステー径の1.3倍以上の頭部を付したステーをテーパかん合によって取り付け,頭部が板面上で荷重
を支える方法による。
d) ステーボルトを用い,板の内外面にナットを取り付け,外面だけに座金を取り付ける方法による。
単位 mm
a)
b)
c)
図中の記号の意味は,次による。
d :ステーの直径(mm)
t :板の呼び厚さ(mm)
図22−ステーとしての棒の溶接†
8
試験及び検査
8.1
突合せ溶接継手の機械試験
8.1.1
機械試験の要否
機械試験は,突合せ溶接継手の場合に要求する。
8.1.2
機械試験の方法及び結果の判定基準
機械試験の方法及び結果の判定基準は,附属書O及び次のa)〜d) によるか,又は別途定められている
規定による。
a) 継手引張試験 継手引張試験結果の判定基準は,次の1)〜3) による。
1) 試験結果の引張強さは,母材の材料規格の引張強さ(異材継手の場合は,いずれか小さい値)以上
とする。ただし,試験片が母材で破断した場合には,得られた引張強さが母材の材料規格の引張強
さの95 %以上で,かつ,溶接継手に有害な割れなどがなければ,判定基準を満足とする。
2) アルミニウム及びアルミニウム合金,銅及び銅合金,チタン及びチタン合金,又は9 %ニッケル鋼
を母材とする場合には,溶接継手の許容引張応力として母材の許容引張応力以下の値を使用できる。
その場合は,試験結果の引張強さが溶接継手の許容引張応力の3.5倍の値以上とする。ただし,試
験片が母材で破断した場合には,得られた引張強さが母材の材料規格の引張強さの95 %以上で,か
つ,溶接継手に有害な割れなどがなければ,判定基準を満足とする。
3) 継手引張試験を分割して行う場合は,全ての試験結果が1) 又は2) の判定基準を満足することを確
52
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
認する。
b) 曲げ試験 曲げ試験の結果は,溶接金属の外側に,次の1)〜3) に示す割れ及びブローホールがなけれ
ば合格とする。
1) 長さ3 mmを超える割れ(へりのかどに生じる割れを除く。)
2) 長さ3 mm以下で合計長さが7 mmを超える複数の割れ
3) 合計個数が10個を超える割れ及びブローホール
c) 衝撃試験又は破壊じん(靭)性試験 衝撃試験又は破壊じん性試験は,附属書Rによる。
d) 再試験 再試験は,次の1)〜3) による。
1) 継手引張試験結果の判定基準を満足しない場合は,溶接継手で破断し,かつ,試験結果の引張強さ
が母材の材料規格の引張強さの90 %以上であれば,再試験を行うことができる。再試験は,2個(分
割試験の場合は,2組とする。)の試験片を作製して行い,全ての試験結果がa) の判定基準を満足
することを確認する。
2) 曲げ試験結果の判定基準を満足しない場合は,溶接継手の有害な割れでなければ,再試験を行うこ
とができる。再試験は,判定基準を満足しない試験のそれぞれについて2倍の個数の試験片を作製
して行い,全ての試験結果がb) の判定基準を満足することを確認する。
3) 衝撃試験の判定基準を満足しない場合,附属書Rによる再試験を行うことができる。
8.2
溶接継手の非破壊試験
溶接継手の非破壊試験は,次のa)〜d) によるほか,別途定められている規定による。
a) 放射線透過試験 放射線透過試験は,次の1) 及び2) に示す溶接継手について行う。
1) B−1継手及びB−2継手 放射線透過試験の割合は,表3に従って100 %,20 %,スポット又はな
しのいずれかとする。ただし,B−1継手及びB−2継手のうちで,分類A〜Dに用いる次の1.1)〜
1.15) に示す溶接継手(呼び径250A以下で,厚さが29 mm以下の管台の分類B及び分類Cの継手
を除く。)は,100 %放射線透過試験を行う。
なお,放射線透過試験を行うことが困難な溶接継手は,超音波探傷試験に代えることができる。
1.1) 母材の厚さが38 mmを超える炭素鋼の溶接継手。ただし,母材がJIS B 8285の表A.1に示すP-1-1
からP-1-3の場合は32 mmを超える厚さとする。
1.2) 低合金鋼の溶接継手。ただし,母材がJIS B 8285の表A.1に示すP-3の場合は19 mm,P-4の場合
は16 mmを超える厚さとする。
1.3) マルテンサイト系ステンレス鋼,フェライト系ステンレス鋼及びオーステナイト・フェライト系
ステンレス鋼の溶接継手。ただし,厚さが38 mm以下で,オーステナイト系の溶接棒を使用する
場合は除く。
1.4) 厚さが38 mmを超えるオーステナイト系ステンレス鋼の溶接継手
1.5) 厚さが16 mmを超える2.5 %ニッケル鋼及び3.5 %ニッケル鋼の溶接継手
1.6) 9 %ニッケル鋼の溶接継手
1.7) 厚さが38 mmを超えるアルミニウム及びアルミニウム合金の溶接継手
1.8) 厚さが38 mmを超える銅及び銅合金の溶接継手
1.9) 厚さが10 mmを超えるニッケル及びニッケル合金の溶接継手
1.10) チタン及びチタン合金の溶接継手
1.11) ジルコニウム及びジルコニウム合金の溶接継手
1.12) JIS G 3115,JIS G 3120,JIS G 3126,JIS G 3127[表B.1の注ah) に示す許容引張応力の値を適用
53
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する材料に限る。]及び特定材料のSA533の溶接継手
1.13) 気圧試験を行う圧力容器の溶接継手
1.14) 致死的物質又は毒性物質を保有する圧力容器の溶接継手
1.15) 最低設計金属温度が−48 ℃未満の圧力容器で,図R.2に示す最低設計金属温度の低減曲線にお
いて,縦軸の比の値が0.35以上の場合の炭素鋼及び低合金鋼の溶接継手
2) B−1継手及びB−2継手以外の継手 全長の20 %以上(溶接継手が交差する部分がある場合は,交
差する部分を含む。)又はスポット(溶接継手の15 mごと及び端数ごとに1か所)の放射線透過試
験を行う。ただし,放射線透過試験を行わないことを前提とする溶接継手及び外圧だけを保持する
溶接継手は,放射線透過試験を行わなくてもよい。
b) 超音波探傷試験 超音波探傷試験は,次の1)〜4) に示す溶接継手について行う。ただし,超音波探傷
試験を行うのが困難な溶接継手は,超音波探傷試験を行わなくてもよい。
1) a) 1) に示す継手で,放射線透過試験が困難な溶接継手
2) 単一パスが38 mmを超えるフェライト系材料のエレクトロガスアーク溶接,及びフェライト系材料
のエレクトロスラグ溶接による溶接継手
なお,溶接継手に溶接後熱処理を行う場合は,溶接後熱処理の後に試験を行う。
3) 電子ビーム溶接による溶接継手
4) 圧力容器を最終的に閉鎖する溶接継手
c) 磁粉探傷試験 磁粉探傷試験は,次の1)〜4) に示す溶接継手について行う。
なお,非磁性の溶接継手又は磁粉探傷試験を行うことが困難な溶接継手は,浸透探傷試験に代える
ことができる。
1) 図4 c) に示すせぎり溶接の段付け加工側に長手継手がある場合の段付け加工後の溶接継手
2) 強度部材に肉盛溶接する場合の溶接部
3) a) 1.12) に示す溶接継手
4) a) 1.14) に示す溶接継手で,次の4.1) 及び4.2) を含む。
4.1) 開口部,管台,強め材などの溶接継手
4.2) のど厚が6 mmを超える全ての取付け溶接継手(非耐圧部材を耐圧部分に取り付ける溶接継手を含
む。)
d) 浸透探傷試験 浸透探傷試験は,次の1)〜5) に示す溶接継手について行う。
1) c) に示す非磁性の溶接継手又は磁粉探傷試験を行うことが困難な溶接継手
2) JIS H 4551(NW0001及びNW0665),JIS H 4553(NW0001及びNW0665),及び4.1 c) 特定材料の
ニッケル及びニッケル合金のうちでUNS番号N06625(SA443,SA444及びSA446は,グレード2
だけとする。),N10001及びN10665を母材とする全ての溶接継手
3) JIS H 4551,JIS H 4552,JIS H 4553及び4.1 c) 特定材料のニッケル及びニッケル合金を母材とする
溶接継手で,100 %放射線透過試験を行わない溶接継手。ただし,次の3.1)〜3.4) の材料を母材とす
る溶接継手は,不要とする。
3.1) JIS H 4551のNW2200,NW2201及びNW4400
3.2) JIS H 4552のNW2200,NW2201及びNW4400
3.3) JIS H 4553のNW2200,NW2201及びNW4400
3.4) 4.1 c) 特定材料のニッケル及びニッケル合金のうちでUNS番号N02200,N02201,N04400,N04405
及びN06600
54
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) チタン及びチタン合金を母材とする全ての溶接継手
5) 9 %ニッケル鋼で,次の5.1) 及び5.2) に示す溶接継手
5.1) 全ての溶接継手(非耐圧部材を耐圧部分に取り付ける溶接継手を含む。)
5.2) 管台などの溶接継手のうちで,図7 a),b) 及びf) に示す管台の内面の延長面となっている胴及び
鏡板の穴の内面
8.3
非破壊試験の方法及び結果の判定
溶接継手,切断面,ジグ跡などに適用する非破壊試験の方法及び結果の判定は,次のa)〜e) によるか,
又は別途定められている規定による。
a) 放射線透過試験 放射線透過試験の方法及び結果の判定は,次の1) 及び2) による。
1) 試験の方法 鋼はJIS Z 3104,アルミニウム及びアルミニウム合金はJIS Z 3105,ステンレス鋼,
耐食耐熱超合金,9 %ニッケル鋼などはJIS Z 3106,チタン及びチタン合金はJIS Z 3107による。
2) 判定基準 100 %,20 %及びスポットの放射線透過試験の判定は,JIS Z 3104〜JIS Z 3107の1類又
は2類とするか,又は別途定められている規定による。
b) 超音波探傷試験 超音波探傷試験の方法及び結果の判定は,次の1) 及び2) による。
1) 試験の方法 鋼はJIS Z 3060,アルミニウム及びアルミニウム合金はJIS Z 3080〜JIS Z 3082,その
他の材料はJIS Z 3060による。
2) 判定基準 超音波探傷試験の判定は,JIS Z 3060及びJIS Z 3080〜JIS Z 3082の1類又は2類とす
るか,又は別途定められている規定による。
c) 磁粉探傷試験 磁粉探傷試験の方法及び結果の判定は,次の1) 及び2) による。
1) 試験の方法 磁粉探傷試験の方法は,JIS Z 2320-1〜JIS Z 2320-3による。
2) 判定基準 磁粉探傷試験の判定基準は,次の2.1)〜2.4) の全てを満足するか,又は別途定められて
いる規定による。
2.1) 表面に割れによる磁粉模様がない。
2.2) 線状磁粉模様の最大長さが4 mm以下である。
2.3) 円形状磁粉模様の最大長径が4 mm以下である。
2.4) 分散磁粉模様については,面積2 500 mm2内において磁粉模様の種類及び大きさに対応して,表9
に示す点数の総和が12点以下である。
表9−磁粉探傷試験における分散磁粉模様の判定基準
磁粉模様
最大長さ又は最大長径が
2 mm以下の磁粉模様
最大長さ又は最大長径が
2 mmを超え4 mm以下の磁粉模様
線状磁粉模様
3点
6点
円形状磁粉模様
1点
2点
d) 浸透探傷試験 浸透探傷試験の方法及び結果の判定は,次の1) 及び2) による。
1) 試験の方法 浸透探傷試験の方法は,JIS Z 2343-1による。
2) 判定基準 浸透探傷試験の判定基準は,次の2.1)〜2.4) の全てを満足するか,又は別途定められて
いる規定による。
2.1) 表面に割れによる浸透指示模様がない。
2.2) 線状浸透指示模様の最大長さが4 mm以下である。
55
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.3) 円形状浸透指示模様の最大長径が4 mm以下である。
2.4) 分散浸透指示模様については,面積2 500 mm2内において浸透指示模様の種類及び大きさに対応し
て,表10に示す点数の総和が12点以下である。
表10−浸透探傷試験における分散浸透指示模様の判定基準
浸透指示模様
最大長さ又は最大長径が
2 mm以下の浸透指示模様
最大長さ又は最大長径が
2 mmを超え4 mm以下の浸透指示模様
線状浸透指示模様
3点
6点
円形状浸透指示模様
1点
2点
e) 非破壊試験員 非破壊試験員は,JIS Z 2305に基づく有資格者又はこれと同等と認められる規格に基
づく有資格者とする。
8.4
非破壊試験の再試験
放射線透過試験などの非破壊試験の判定基準を満足しない場合は,次のa) 及びb) によって補修を行い,
再試験を行うことができる。
a) 放射線透過試験の判定基準を満足しない場合は,次の1) 及び2) による。
1) 100 %放射線透過試験を行った場合は,原因となった有害な割れなどを完全に除去して再溶接し,
その部分について再び放射線透過試験を行い,判定基準を満足することを確認する。
2) 20 %又はスポット放射線透過試験を行った場合は,判定基準を満足しない箇所に隣接する2か所,
又は溶接継手4),継手部分5),継手群6) の優先順位で任意の2か所のいずれかについて,次の2.1) 及
び2.2) の要領によって放射線透過試験を行い,判定基準を満足することを確認する。ただし,この
試験を省略して直ちに溶接継手,継手部分又は継手群の100 %放射線透過試験を行ってもよい。
注4) 溶接継手とは,20 %又はスポット放射線透過試験を行い,判定基準を満足しない箇所の溶
接継手をいう。
5) 継手部分とは,長手継手と周継手が交差する部分をいう。
6) 継手群とは,圧力容器の長手継手,周継手及び長手継手と周継手の交差する部分の全体を
いう。
2.1) 2) の2か所の両方が放射線透過試験を行った結果,判定基準を満足する場合は,最初の放射線透
過試験の結果が判定基準を満足しない箇所の有害な割れなどを完全に除去して再溶接し,その部
分について再び放射線透過試験を行った結果が判定基準を満足すればよい。
2.2) 2) の2か所のうち少なくとも1か所が放射線透過試験を行った結果,判定基準を満足しない場合
は,溶接を完全にやり直す。ただし,溶接継手,継手部分及び継手群の全長について100 %放射
線透過試験を行い,判定基準を満足しない全ての箇所の有害な割れなどを完全に除去して再溶接
し,その部分について再び放射線透過試験を行った結果が判定基準を満足すれば,溶接を完全に
やり直さなくてもよい。
b) 放射線透過試験以外の非破壊試験(超音波探傷試験,磁粉探傷試験及び浸透探傷試験)で有害な割れ
などが検出され,判定基準を満足しない場合は,有害な割れなどを完全に除去して再溶接し,その部
分について非破壊試験を行い,判定基準を満足することを確認する。
8.5
耐圧試験
耐圧試験は,次のa) 及びb) による。
56
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 一般 耐圧試験に関する一般事項は,次の1)〜5) による。
1) 圧力容器は,完成後,附属書Pによって耐圧試験を行う。耐圧試験によって,圧力容器に局部的な
膨張,変形などの異常が生じないことを確認する。
2) 耐圧試験後,主要な耐圧部分に溶接補修をした場合は,耐圧試験を再度行う。
3) 複数の圧力室で構成されている圧力容器の耐圧試験は,次の3.1)〜3.3) による。
3.1) それぞれの圧力室を独立して操作する場合は,別個の圧力容器として取り扱い,一方の耐圧試験
を行う場合は他方は空としておく。
3.2) それぞれの圧力室が,最大差圧で設計する共通部材をもつ場合で,かつ,差圧が隣接する圧力室
の高いほうの圧力より小さい場合,共通部材は,最大差圧を設計圧力として耐圧試験を行う。
3.3) 3.2) の共通部材の耐圧試験後に,隣接する圧力室の耐圧試験を同時に行う。この場合,圧力室間
の差圧を共通部材の耐圧試験の試験圧力に制限する。
4) 鉛,亜鉛めっき又は非金属材料によって,ライニング又はコーティング施工する圧力容器の耐圧試
験は,通常,ライニング又はコーティング施工の前に行う。
5) 外圧を保持する圧力容器は,通常,外圧による耐圧試験を行う。ただし,構造上,外圧による耐圧
試験が実施できない場合は,内圧による耐圧試験を実施する。この場合に,次のb) の規定におい
て,外圧を内圧とみなす。
b) 耐圧試験の適用 耐圧試験の種類(水圧試験,液圧試験又は気圧試験)及び適用は,P.2による。耐
圧試験圧力は,次の1) 又は2) による。
1) 水圧試験圧力は,次による。
a
t
t1.3
σ
σ
P
P=
ここに,
P: 設計圧力(MPa)
Pt: 水圧試験圧力(MPa)
σa: 設計温度における材料の許容引張応力(N/mm2)
σt: 水圧試験温度における材料の許容引張応力(N/mm2)
σt/σa: 温度補正の比で,構成材料が複数の場合には,それらのうち
の最小値
ただし,温度補正の要否及び詳細は,別途定められている規定によることができる。
なお,液圧試験の場合は,上記の水圧を液圧と読み換える。
2) 気圧試験圧力は,1) の係数を1.1とする。
8.6
漏れ試験
圧力容器は,8.5の耐圧試験を行った後,液体漏れ試験,気体漏れ試験又は気密試験の漏れ試験を行うこ
とができる。ただし,漏れ試験は,別途定められている規定による。
8.7
最終検査
圧力容器の最終検査は,次のa) 及びb) による。
a) 材料確認検査 使用する材料は,材料製造業者が発行する材料検査成績書(ミルシート)を入手し,
材料規格に適合していることを確認する。
b) 目視検査及び記録の照合 目視検査を実施し,試験及び検査の記録を照合して,最終検査の結果を確
認する。
57
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
安全装置
9.1
一般
圧力容器又は圧力容器を含む系には,過圧防止のための安全装置を設置する。設置する安全装置は,JIS
B 8210,JIS B 8226-1〜JIS B 8226-3又はこれらと同等以上の規格に従う。
9.2
計装設備
圧力容器が保有する流体の温度,圧力,流量,性状などの計測,制御,監視及び操作を行う計測器,計
装設備又は計装制御システムは,使用目的に応じて設計し,適切に配置する。
10
表示及び適合性評価
10.1
表示
圧力容器は,外面の見やすい場所に明瞭で,かつ,消えないように次の項目などを直接刻印するか,又
は用途に適する金属製の板に打刻,鋳出しなどの方法によって表示し,溶接,ろう付けなどによって取り
付ける。
a) 適用規格(検査機関)
b) 設計圧力
c) 設計温度
d) 内容積
e) 製造年月
f)
製造業者名又はその略称
g) 識別番号又は管理番号
10.2
適合性評価
圧力容器の製造業者は,適切な品質管理のもとで圧力容器を製造し,圧力容器の使用業者に対して品質
保証を行う。
58
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
JIS B 8285の附属書Aに示すP番号とASMEのP番号の対応
この附属書は,JIS B 8285の附属書Aに示すP番号とASMEのP番号の対応について規定する。
表A.1−JIS B 8285の附属書Aに示すP番号とASMEのP番号の対応
母材の種類
JIS B 8285の附属書AによるP番号
ASME Section II Part DによるP番号
(1)
P番号1グループ番号1,2及び3
P番号1グループ番号1,2及び3
(2)
P番号3グループ番号1,2及び3
P番号3グループ番号1,2及び3
(3)
P番号4グループ番号1及び2
P番号4グループ番号1及び2
(4)
P番号5グループ番号1,2及び3
P番号5Aグループ番号1
P番号5Bグループ番号1
P番号5Cグループ番号1
(5)
P番号6
P番号6グループ番号1,2及び3
(6)
P番号7
P番号7グループ番号1及び2
(7)
P番号8A
P番号8グループ番号1及び2
(8)
P番号8B
P番号10Hグループ番号1
(9)
P番号9A
P番号9Aグループ番号1
(10)
P番号9B
P番号9Bグループ番号1
(11)
P番号11A
P番号11Aグループ番号1
(12)
JIS G 4901,JIS G 4902,JIS G 4903及び
JIS G 4904の種類の記号がNCF800及び
NCF800Hの材料(圧力容器の設計温度が
540 ℃以上である場合に限る。)
特定材料のUNS番号がN08800,N08810
及びN08811の材料(圧力容器の設計温度
が540 ℃以上である場合に限る。)
59
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
規格材料の許容引張応力
この附属書は,圧力容器に使用する規格材料の許容引張応力について規定する。
表B.1−鉄鋼材料の許容引張応力
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3103 SB410
−
410
225
1
1
2
−
a), ag)
118 118 118 118 118 118 118 118 118 117 114 112 108 103 90 75 62 46 32 22 17 − − − − − − − − − − SB410
SB450
−
450
245
1
1
2
−
a), ag)
128 128 128 128 128 128 128 128 128 127 125 122 118 112 96 80 63 46 32 22 17 − − − − − − − − − − SB450
SB480
−
480
265
1
2
3
−
a), ag)
138 138 138 138 138 138 138 138 138 137 135 132 128 122 102 84 67 51 34 22 17 − − − − − − − − − − SB480
SB450M
0.5Mo
450
255
3
1
2
−
b), ag)
128 128 128 128 128 128 128 128 128 128 128 128 128 128 128 127 124 102 70 44 33 − − − − − − − − − − SB450M
SB480M
0.5Mo
480
275
3
2
3
−
b), ag)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 137 134 104 70 44 33 − − − − − − − − − − SB480M
JIS G 3106 SM400A
−
400
195
1
1
1, 2
−
ac)
114 114 114 114 114 113 111 109 107 104 101 99 96 − − − − − − − − − − − − − − − − − − SM400A
205
1
1
1, 2
−
ac)
114 114 114 114 114 114 114 114 112 110 107 104 100 − − − − − − − − − − − − − − − − − −
215
1
1
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − −
235
1
1
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
245
1
1
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
SM400B
−
400
195
1
1
1, 2
−
ac)
114 114 114 114 114 113 111 109 107 104 101 99 96 − − − − − − − − − − − − − − − − − − SM400B
205
1
1
1, 2
−
ac)
114 114 114 114 114 114 114 114 112 110 107 104 100 − − − − − − − − − − − − − − − − − −
215
1
1
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − −
235
1
1
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
245
1
1
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
SM400C
−
400
215
1
1
2
−
−
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − − SM400C
235
1
1
2
−
−
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
245
1
1
2
−
−
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
SM490A
−
490
275
1
2
3
−
−
140 140 140 140 140 140 140 140 140 140 140 139 135 − − − − − − − − − − − − − − − − − − SM490A
285
1
2
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − −
295
1
2
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − −
315
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
325
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
SM490B
−
490
275
1
2
3
−
−
140 140 140 140 140 140 140 140 140 140 140 139 135 − − − − − − − − − − − − − − − − − − SM490B
285
1
2
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − −
295
1
2
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − −
315
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
325
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
SM490C
−
490
295
1
2
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − − SM490C
315
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
325
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
SM490YA
−
490
325
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − − SM490YA
335
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
355
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
365
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
SM490YB
−
490
325
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − − SM490YB
335
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
355
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
365
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
61
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3106
(続き)
SM520B
−
520
325
1
2
3
−
−
149 149 148 147 147 146 145 145 145 145 145 145 142 − − − − − − − − − − − − − − − − − − SM520B
335
1
2
3
−
−
149 149 148 147 147 146 145 145 145 145 145 145 142 − − − − − − − − − − − − − − − − − −
355
1
2
3
−
−
149 149 148 147 147 146 145 145 145 145 145 145 142 − − − − − − − − − − − − − − − − − −
365
1
2
3
−
−
149 149 148 147 147 146 145 145 145 145 145 145 142 − − − − − − − − − − − − − − − − − −
SM520C
−
520
325
1
2
3
−
−
149 149 148 147 147 146 145 145 145 145 145 145 142 − − − − − − − − − − − − − − − − − − SM520C
335
1
2
3
−
−
149 149 148 147 147 146 145 145 145 145 145 145 142 − − − − − − − − − − − − − − − − − −
355
1
2
3
−
−
149 149 148 147 147 146 145 145 145 145 145 145 142 − − − − − − − − − − − − − − − − − −
365
1
2
3
−
−
149 149 148 147 147 146 145 145 145 145 145 145 142 − − − − − − − − − − − − − − − − − −
SM570
−
570
420
1
3
3
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − − SM570
430
1
3
3
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
450
1
3
3
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
460
1
3
3
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
JIS G 3114 SMA400AW 0.6Cr-0.4Cu-Ni
400
195
−
−
1, 2
−
ac)
114 114 114 114 114 113 111 109 107 104 101 99 96 − − − − − − − − − − − − − − − − − − SMA400AW
205
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 112 110 107 104 100 − − − − − − − − − − − − − − − − − −
215
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − −
235
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
245
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
SMA400AP
0.4Cr-0.3Cu
400
195
−
−
1, 2
−
ac)
114 114 114 114 114 113 111 109 107 104 101 99 96 − − − − − − − − − − − − − − − − − − SMA400AP
205
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 112 110 107 104 100 − − − − − − − − − − − − − − − − − −
215
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − −
235
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
245
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
SMA400BW 0.6Cr-0.4Cu-Ni
400
195
−
−
1, 2
−
ac)
114 114 114 114 114 113 111 109 107 104 101 99 96 − − − − − − − − − − − − − − − − − − SMA400BW
205
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 112 110 107 104 100 − − − − − − − − − − − − − − − − − −
215
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − −
235
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
245
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
SMA400BP
0.4Cr-0.3Cu
400
195
−
−
1, 2
−
ac)
114 114 114 114 114 113 111 109 107 104 101 99 96 − − − − − − − − − − − − − − − − − − SMA400BP
205
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 112 110 107 104 100 − − − − − − − − − − − − − − − − − −
215
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − −
235
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
245
−
−
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
SMA400CW 0.6Cr-0.4Cu-Ni
400
215
−
−
2
−
−
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − − SMA400CW
235
−
−
2
−
−
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
245
−
−
2
−
−
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
SMA400CP
0.4Cr-0.3Cu
400
215
−
−
2
−
−
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − − SMA400CP
235
−
−
2
−
−
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
245
−
−
2
−
−
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3114
(続き)
SMA490AW 0.6Cr-0.4Cu-Ni
490
295
−
−
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − − SMA490AW
305
−
−
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − −
325
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
335
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
355
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
365
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
SMA490AP
0.4Cr-0.3Cu
490
295
−
−
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − − SMA490AP
305
−
−
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − −
325
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
335
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
355
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
365
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
SMA490BW 0.6Cr-0.4Cu-Ni
490
295
−
−
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − − SMA490BW
305
−
−
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − −
325
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
335
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
355
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
365
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
SMA490BP
0.4Cr-0.3Cu
490
295
−
−
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − − SMA490BP
305
−
−
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − −
325
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
335
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
355
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
365
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
SMA490CW 0.6Cr-0.4Cu-Ni
490
325
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − − SMA490CW
335
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
355
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
365
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
SMA490CP
0.4Cr-0.3Cu
490
325
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − − SMA490CP
335
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
355
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
365
−
−
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
SMA570W
0.6Cr-0.4Cu-Ni
570
420
−
−
−
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − − SMA570W
430
−
−
−
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
450
−
−
−
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
460
−
−
−
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
SMA570P
0.4Cr-0.3Cu
570
420
−
−
−
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − − SMA570P
430
−
−
−
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
450
−
−
−
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
460
−
−
−
−
−
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
63
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3115 SPV235
−
400
195
1
1
1, 2
−
ac)
114 114 114 114 114 113 111 109 107 104 101 99 96 − − − − − − − − − − − − − − − − − − SPV235
215
1
1
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − −
235
1
1
1, 2
−
ac)
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
SPV315
−
490
275
1
1
2
−
−
140 140 140 140 140 140 140 140 140 140 140 139 135 − − − − − − − − − − − − − − − − − − SPV315
295
1
2
3
−
−
140 140 140 140 140 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − −
315
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − −
315
−
−
−
−
ah), ai) 142 142 132 130 127 127 126 126 126 126 126 126 126 − − − − − − − − − − − − − − − − − −
SPV355
−
520
315
1
2
3, 4
−
ad)
149 149 148 147 147 146 145 145 145 145 144 141 138 − − − − − − − − − − − − − − − − − − SPV355
335
1
2
3, 4
−
ad)
149 149 148 147 147 146 145 145 145 145 145 145 145 − − − − − − − − − − − − − − − − − −
355
1
2
3, 4
−
ad)
149 149 148 147 147 146 145 145 145 145 145 145 145 − − − − − − − − − − − − − − − − − −
355
−
−
−
− ad), ah), ai)160 155 151 147 143 143 143 143 143 143 143 143 143 − − − − − − − − − − − − − − − − − −
SPV410
−
550
370
1
2
3
−
−
157 157 157 156 155 154 154 154 153 153 153 153 153 − − − − − − − − − − − − − − − − − − SPV410
390
1
2
3
−
−
157 157 157 156 155 154 154 154 153 153 153 153 153 − − − − − − − − − − − − − − − − − −
410
1
2
3
−
−
157 157 157 156 155 154 154 154 153 153 153 153 153 − − − − − − − − − − − − − − − − − −
SPV450
−
570
410
1
2
3, 4
−
ad)
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − − SPV450
430
1
2
3, 4
−
ad)
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
450
1
2
3, 4
−
ad)
163 163 163 162 161 160 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − −
450
−
−
−
−
ah), ai) 182 177 173 169 163 163 163 163 163 163 163 163 163 − − − − − − − − − − − − − − − − − −
SPV490
−
610
450
1
3
3
−
−
174 174 174 173 172 171 170 170 170 170 170 170 170 − − − − − − − − − − − − − − − − − − SPV490
470
1
3
3
−
−
174 174 174 173 172 171 170 170 170 170 170 170 170 − − − − − − − − − − − − − − − − − −
490
1
3
3
−
−
174 174 174 173 172 171 170 170 170 170 170 170 170 − − − − − − − − − − − − − − − − − −
490
−
−
−
−
ah), ai) 195 189 185 179 175 175 175 175 175 175 175 175 175 − − − − − − − − − − − − − − − − − −
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3116 SG255
−
400
255
1
1
2
−
−
114 114 114 − − − − − − − − − − − − − − − − − − − − − − − − − − − − SG255
SG295
−
440
295
1
1
3
−
−
126 126 126 − − − − − − − − − − − − − − − − − − − − − − − − − − − − SG295
SG325
−
490
325
1
2
3
−
−
140 140 140 − − − − − − − − − − − − − − − − − − − − − − − − − − − − SG325
SG365
−
540
365
1
2
3
−
−
154 154 154 − − − − − − − − − − − − − − − − − − − − − − − − − − − − SG365
JIS G 3118 SGV410
−
410
225
1
1
2
−
a)
118 118 118 118 118 118 118 118 118 117 114 112 108 103 90 75 62 46 32 22 − − − − − − − − − − − SGV410
SGV450
−
450
245
1
1
2
−
a)
128 128 128 128 128 128 128 128 128 127 125 122 118 112 96 80 63 46 32 22 − − − − − − − − − − − SGV450
SGV480
−
480
265
1
2
3
−
a)
138 138 138 138 138 138 138 138 138 137 135 132 128 122 102 84 67 51 34 22 − − − − − − − − − − − SGV480
JIS G 3119 SBV1A
Mn-0.5Mo
520
315
3
2
3
−
a)
148 148 148 148 148 148 148 148 148 148 148 148 148 148 148 148 139 106 70 44 − − − − − − − − − − − SBV1A
SBV1B
Mn-0.5Mo
550
345
3
3
5
−
ag)
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 141 106 70 44 33 − − − − − − − − − − SBV1B
SBV2
Mn-0.5Mo-0.5Ni
550
345
3
3
5
−
ag)
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 141 106 70 44 33 − − − − − − − − − − SBV2
SBV3
Mn-0.5Mo-0.5Ni
550
345
3
3
5
−
ag)
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 141 106 70 44 33 − − − − − − − − − − SBV3
JIS G 3120 SQV1A
Mn-0.5Mo
550
345
3
3
3
−
ag)
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 153 107 77 55 43 − − − − − − − − − − SQV1A
SQV1B
Mn-0.5Mo
620
480
3
3
3
−
−
177 177 177 177 177 177 177 177 177 177 177 177 177 177 177 177 − − − − − − − − − − − − − − − SQV1B
ah)
198 192 187 182 178 178 178 178 178 178 178 178 178 − − − − − − − − − − − − − − − − − −
SQV2A
Mn-0.5Mo-0.5Ni
550
345
3
3
3
−
−
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 − − − − − − − − − − − − − − − SQV2A
SQV2B
Mn-0.5Mo-0.5Ni
620
480
3
3
3
−
−
177 177 177 177 177 177 177 177 177 177 177 177 177 177 177 177 − − − − − − − − − − − − − − − SQV2B
ah)
198 192 187 182 178 178 178 178 178 178 178 178 178 − − − − − − − − − − − − − − − − − −
SQV3A
Mn-0.5Mo-0.75Ni
550
345
3
3
3
−
−
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 − − − − − − − − − − − − − − − SQV3A
SQV3B
Mn-0.5Mo-0.75Ni
620
480
3
3
3
−
−
177 177 177 177 177 177 177 177 177 177 177 177 177 177 177 177 − − − − − − − − − − − − − − − SQV3B
ah)
198 192 187 182 178 178 178 178 178 178 178 178 178 − − − − − − − − − − − − − − − − − −
JIS G 3126 SLA235A
−
400
215
1
1
2
−
−
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − − SLA235A
235
1
1
2
−
−
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
SLA235B
−
400
215
1
1
2
−
−
114 114 114 114 114 114 114 114 114 114 112 109 105 − − − − − − − − − − − − − − − − − − SLA235B
235
1
1
2
−
−
114 114 114 114 114 114 114 114 114 114 114 114 114 − − − − − − − − − − − − − − − − − −
SLA325A
−
440
325
1
1
3
−
−
126 126 126 125 124 123 123 123 123 123 123 123 123 − − − − − − − − − − − − − − − − − − SLA325A
ah)
140 136 133 129 126 126 126 126 126 126 126 126 126 − − − − − − − − − − − − − − − − − −
SLA325B
−
440
325
1
1
3
−
−
126 126 126 125 124 123 123 123 123 123 123 123 123 − − − − − − − − − − − − − − − − − − SLA325B
ah)
140 136 133 129 126 126 126 126 126 126 126 126 126 − − − − − − − − − − − − − − − − − −
SLA365
−
490
365
1
2
3
−
−
140 140 140 139 138 137 137 137 137 137 137 137 137 − − − − − − − − − − − − − − − − − − SLA365
ah)
156 156 151 148 144 140 140 140 140 140 140 140 140 − − − − − − − − − − − − − − − − − −
SLA410
−
520
410
1
2
3
−
−
149 149 148 147 147 146 145 145 145 145 145 145 145 − − − − − − − − − − − − − − − − − − SLA410
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
65
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3127 SL2N255
2.25Ni
450
255
9A
−
2
−
−
128 128 128 128 128 128 128 128 128 128 128 125 120 112 96 80 65 49 36 24 − − − − − − − − − − − SL2N255
ah)
115 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − −
SL3N255
3.5Ni
450
255
9B
−
2
−
−
128 128 128 128 128 128 128 128 128 128 128 125 120 112 96 80 65 49 36 24 − − − − − − − − − − − SL3N255
ah)
115 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − −
SL3N275
3.5Ni
480
275
9B
−
3
−
−
138 138 138 138 138 138 138 138 138 138 138 136 129 121 102 84 67 50 36 24 − − − − − − − − − − − SL3N275
ah)
124 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − −
SL3N440
3.5Ni
540
440
9B
−
−
−
−
154 154 154 154 154 154 154 − − − − − − − − − − − − − − − − − − − − − − − − SL3N440
ah)
173 169 164 160 155 155 155 − − − − − − − − − − − − − − − − − − − − − − − −
SL5N590
5Ni
690
590
11A
−
−
−
c)
197 197 197 197 197 197 197 − − − − − − − − − − − − − − − − − − − − − − − − SL5N590
SL9N520
9Ni
690
520
11A
−
−
−
c)
187 183 174 − − − − − − − − − − − − − − − − − − − − − − − − − − − − SL9N520
d)
197 193 183 − − − − − − − − − − − − − − − − − − − − − − − − − − − −
ah), aj) 220 213 208 202 197 197 197 − − − − − − − − − − − − − − − − − − − − − − − −
SL9N590
9Ni
690
590
11A
−
−
−
c)
187 183 174 − − − − − − − − − − − − − − − − − − − − − − − − − − − − SL9N590
d)
197 193 183 − − − − − − − − − − − − − − − − − − − − − − − − − − − −
ah)
220 213 208 202 197 197 197 − − − − − − − − − − − − − − − − − − − − − − − −
JIS G 3201 SF340A
−
340
175
1
1
1
−
t), au)
97
97 97 97 97 97 97 97 96 94 91 89 86 79 73 65 56
− − − − − − − − − − − − − SF340A
t)
97
97 97 97 97 97 97 97 96 94 91 89 86 79 76 66 58 39 − − − − − − − − − − − − −
SF390A
−
390
195
1
1
1
−
−
111 111 111 111 111 111 111 109 107 104 101 99 96 − − − − − − − − − − − − − − − − − − SF390A
a), t), ag) 111 111 111 111 111 111 111 109 107 104 101 99 96 93 89 73 62 46 32 22 17 − − − − − − − − − −
SF440A
−
440
225
1
1
2
−
−
126 126 126 126 126 126 126 126 123 120 117 113 110 − − − − − − − − − − − − − − − − − − SF440A
a), t), ag) 126 126 126 126 126 126 126 126 123 120 117 113 110 104 95 80 62 46 32 22 17 − − − − − − − − − −
SF490A
−
490
245
1
2
2
−
−
138 138 138 138 138 138 138 137 136 133 129 125 120 − − − − − − − − − − − − − − − − − − SF490A
a), t), ag) 138 138 138 138 138 138 138 137 136 133 129 125 120 116 101 84 67 51 34 22 17 − − − − − − − − − −
JIS G 3202 SFVC1
−
410
205
1
1
2
−
a)
118 118 118 118 118 118 118 116 113 111 107 103 101 98 89 75 62 46 32 22 − − − − − − − − − − − SFVC1
SFVC2A
−
490
245
1
2
2
−
a)
138 138 138 138 138 138 138 137 136 133 129 125 120 116 101 84 67 51 34 22 − − − − − − − − − − − SFVC2A
SFVC2B
−
490
245
1
2
2
−
a)
138 138 138 138 138 138 138 137 136 133 129 125 120 116 101 84 67 51 34 22 − − − − − − − − − − − SFVC2B
JIS G 3203 SFVAF1
0.5Mo
480
275
3
2
3
−
−
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 137 134 104 70 44 − − − − − − − − − − − SFVAF1
SFVAF2
0.5Cr-0.5Mo
480
275
3
2
3
−
−
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 137 134 129 87 51 − − − − − − − − − − − SFVAF2
SFVAF12
1Cr-0.5Mo
480
275
4
2
3
−
−
138 136 135 134 132 132 132 132 132 132 132 132 132 132 132 132 129 125 95 63 41 27 18 12
8 − − − − − − SFVAF12
SFVAF11A
1.25Cr-0.5Mo-0.75S
i
480
275
4
2
3
−
−
138 138 138 138 138 138 138 138 138 138 138 138 138 138 136 133 129 103 75 53 37 26 18 12
8 − − − − − − SFVAF11A
SFVAF11B
1.25Cr-0.5Mo-0.75S
i
520
315
4
2
3
−
−
148 148 148 148 148 148 148 148 148 148 148 148 148 148 148 148 141 106 75 53 37 26 18 12
8 − − − − − − SFVAF11B
SFVAF22A
2.25Cr-1Mo
410
205
5
1
2
−
−
118 118 117 116 114 114 114 114 114 114 114 114 114 114 114 114 114 99 81 64 48 35 24 16 10 − − − − − − SFVAF22A
SFVAF22B
2.25Cr-1Mo
520
315
5
2
3
−
−
148 148 147 146 144 143 142 142 141 141 141 140 139 138 136 133 130 114 90 65 46 31 20 13
8 − − − − − − SFVAF22B
SFVAF21A
3Cr-1Mo
410
205
5
1
2
−
−
118 118 117 116 114 114 114 114 114 114 114 114 114 114 114 114 111 90 69 55 44 34 25 17 10 − − − − − − SFVAF21A
SFVAF21B
3Cr-1Mo
520
315
5
2
3
−
−
148 148 147 146 144 143 142 142 141 141 141 140 139 138 136 133 126 99 74 55 41 30 21 15
9 − − − − − − SFVAF21B
SFVAF5A
5Cr-0.5Mo
410
245
5
1
2
−
ab)
118 118 117 116 114 114 114 114 113 113 112 111 109 107 104 100 96 80 62 47 35 26 18 12
7 − − − − − − SFVAF5A
SFVAF5B
5Cr-0.5Mo
480
275
5
2
3
−
ab)
138 138 137 136 134 133 132 132 132 132 131 130 128 125 121 117 102 81 62 47 35 26 18 12
7 − − − − − − SFVAF5B
SFVAF5C
5Cr-0.5Mo
550
345
5
3
3
−
ab)
158 157 157 154 152 152 152 151 151 150 150 148 146 143 139 132 104 81 62 47 35 26 18 12
7 − − − − − − SFVAF5C
SFVAF5D
5Cr-0.5Mo
620
450
5
3
3
−
ab)
177 177 177 174 172 171 170 170 170 169 168 167 164 161 157 133 104 81 62 47 35 26 18 12
7 − − − − − − SFVAF5D
SFVAF9
9Cr-1Mo
590
380
5
3
3
−
−
168 167 166 164 162 162 161 161 161 160 159 157 155 152 148 142 136 119 89 62 44 30 21 14 10 − − − − − − SFVAF9
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3204 SFVQ1A
0.5Ni-0.5Mo-V
550
345
3
3
5
−
−
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 − − − − − − − − − − − − − − − SFVQ1A
SFVQ1B
0.5Ni-0.5Mo-V
620
450
3
3
3
−
−
177 177 177 177 177 177 177 177 177 177 177 177 177 − − − − − − − − − − − − − − − − − − SFVQ1B
SFVQ2A
0.75Ni-0.3Cr-0.5Mo
-V
550
345
3
3
5
−
−
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 − − − − − − − − − − − − − − − SFVQ2A
SFVQ2B
0.75Ni-0.3Cr-0.5Mo
-V
620
450
3
3
3
−
−
177 177 177 177 177 177 177 177 177 177 177 177 177 − − − − − − − − − − − − − − − − − − SFVQ2B
SFVQ3
3.5Ni-1.75Cr-0.5Mo
-V
620
490
3
3
−
−
−
177 177 177 177 177 177 176 175 175 174 173 171 − − − − − − − − − − − − − − − − − − − SFVQ3
JIS G 3205 SFL1
−
440
225
1
1
2
−
−
126 126 126 126 126 126 126 126 123 120 117 113 110 98 95 80 62 46 32 22 − − − − − − − − − − − SFL1
SFL2
−
490
245
1
2
2
−
−
138 138 138 138 138 138 138 137 136 133 129 125 122 116 102 84 67 51 34 22 − − − − − − − − − − − SFL2
SFL3
3.5Ni
490
255
9B
−
2
−
−
138 138 138 138 138 138 138 138 138 136 132 128 − − − − − − − − − − − − − − − − − − − SFL3
JIS G 3206 SFVCMF22B 2.25Cr-1Mo
580
380
5
3
3
−
−
168 168 168 168 168 168 168 166 165 163 162 160 159 158 156 151 142 − − − − − − − − − − − − − − SFVCMF22B
SFVCMF22V 2.25Cr-1Mo-0.3V
580
415
5
3
3
−
−
168 168 168 168 168 168 168 168 168 166 165 162 159 157 153 149 145 141 − − − − − − − − − − − − − SFVCMF22V
SFVCMF3V 3Cr-1Mo-0.25V
580
415
5
3
3
−
−
168 168 167 164 161 158 156 155 154 152 151 150 149 147 145 144 141 139 − − − − − − − − − − − − − SFVCMF3V
JISG 3214 SUSF304
18Cr-8Ni
520
205
8A
−
6
−
f), g)
137 123 114 108 103 100 96 93 90 88 86 84 82 80 79 77 76 75 74 72 71 69 64 52 42 33 27 21 17 14 11 SUSF304
f), g), h) 138 138 137 134 130 128 127 124 122 119 116 114 111 109 107 105 103 101 99 97 92 79 64 52 42 33 27 21 17 14 11
480
205
8A
−
6
−
f), g), u) 137 123 114 108 103 100 96 93 90 88 86 84 82 80 79 77 76 75 74 72 71 69 64 52 42 33 27 21 17 14 11
f), g),
h), u)
138 133 129 126 122 120 118 117 117 116 115 114 111 109 107 105 103 101 99 97 92 79 64 52 42 33 27 21 17 14 11
SUSF304H
18Cr-8Ni
520
205
8A
−
6
−
−
137 123 114 108 103 100 96 93 90 88 86 84 82 80 79 77 76 75 74 72 71 69 64 52 42 33 27 21 17 14 11 SUSF304H
h)
138 138 137 134 130 128 127 124 122 119 116 114 111 109 107 105 103 101 99 97 92 79 64 52 42 33 27 21 17 14 11
480
205
8A
−
6
−
u)
137 123 114 108 103 100 96 93 90 88 86 84 82 80 79 77 76 75 74 72 71 69 64 52 42 33 27 21 17 14 11
h), u)
138 133 129 126 122 120 118 117 117 116 115 114 111 109 107 105 103 101 99 97 92 79 64 52 42 33 27 21 17 14 11
SUSF304L
18Cr-8Ni 極低C
480
175
8A
−
8
−
−
114 104 97 93 88 85 81 79 76 74 73 71 70 69 68 67 66 64 63 58 49 41 33 27 22 − − − − − − SUSF304L
h)
115 115 115 115 115 112 109 106 103 100 98 96 94 93 92 90 88 84 73 60 49 41 33 27 22 − − − − − −
450
175
8A
−
8
−
u)
114 104 97 93 88 85 81 79 76 74 73 71 70 69 68 67 66 64 63 58 49 41 33 27 22 − − − − − −
h), u)
115 115 115 113 112 110 108 105 102 100 98 96 94 93 92 90 88 84 73 60 49 41 33 27 22 − − − − − −
SUSF304N
18Cr-8Ni-N
550
240
8A
−
6
−
f), g)
157 140 130 122 115 110 105 101 98 95 93 91 89 88 86 85 84 82 80 79 77 73 64 52 42 − − − − − − SUSF304N
f), g), h) 158 158 157 153 150 145 141 136 132 128 125 122 120 118 117 115 113 111 109 106 96 79 64 52 42 − − − − − −
SUSF310
25Cr-20Ni
520
205
8A
−
7
−
f), g)
137 127 120 115 111 108 105 102 100 97 96 94 93 92 90 89 88 87 85 76 60 44 32 24 17 11
6
4
3
2
2 SUSF310
f), g), h) 138 138 138 138 138 138 137 136 134 132 129 127 125 123 122 120 119 117 112 87 60 44 32 24 17 11
6
4
3
2
2
SUSF316
16Cr-12Ni-2Mo
520
205
8A
−
7
−
f), g)
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 SUSF316
f), g), h) 138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
480
205
8A
−
7
−
f), g), u) 137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11
f), g),
h), u)
138 138 137 136 134 133 132 129 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
SUSF316H
16Cr-12Ni-2Mo
520
205
8A
−
7
−
−
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 SUSF316H
h)
138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
480
205
8A
−
7
−
u)
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11
h), u)
138 138 137 136 134 133 132 129 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
67
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JISG 3214
(続き)
SUSF316L
16Cr-12Ni-2Mo
極低C
480
175
8A
−
9
−
−
114 104 97 92 88 84 81 79 76 74 73 71 70 69 68 66 65 − − − − − − − − − − − − − − SUSF316L
h)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 91 89 88 − − − − − − − − − − − − − −
450
175
8A
−
9
−
u)
114 104 97 92 88 84 81 79 76 74 73 71 70 69 68 66 65 − − − − − − − − − − − − − −
h), u)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 91 89 88 − − − − − − − − − − − − − −
SUSF316N
16Cr-12Ni-2Mo-N
550
240
8A
−
7
−
f), g)
157 148 141 136 131 126 122 119 115 112 109 107 104 102 100 98 96 95 93 92 90 88 81 65 51 − − − − − − SUSF316N
f), g), h) 158 158 157 154 152 150 149 147 147 146 145 144 141 138 135 133 130 128 126 124 117 101 81 65 51 − − − − − −
SUSF317
18Cr-13Ni-3Mo
520
205
8A
−
7
−
f), g)
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 SUSF317
f), g), h) 138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
SUSF317L
18Cr-13Ni-3Mo
極低C
480
175
8A
−
9
−
−
114 104 97 92 88 84 81 79 76 74 73 71 70 69 68 66 65 − − − − − − − − − − − − − − SUSF317L
h)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 91 89 88 − − − − − − − − − − − − − −
450
175
8A
−
9
−
u)
114 104 97 92 88 84 81 79 76 74 73 71 70 69 68 66 65 − − − − − − − − − − − − − −
h), u)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 91 89 88 − − − − − − − − − − − − − −
SUSF321
18Cr-10Ni-Ti
520
205
8A
−
7
−
f), g)
137 129 123 118 114 110 106 103 100 97 95 92 91 89 88 87 86 85 84 83 75 60 44 33 25 18 13
9
6
4
3 SUSF321
f), g), h) 138 138 137 134 132 130 129 129 129 128 127 125 123 120 119 117 115 114 113 107 87 60 44 33 25 18 13
9
6
4
3
480
205
8A
−
7
−
f), g), u) 137 129 123 118 114 110 106 103 100 97 95 92 91 89 88 87 86 85 84 83 75 60 44 33 25 18 13
9
6
4
3
f), g),
h), u)
138 133 130 126 123 122 121 121 121 121 121 121 121 120 119 117 115 114 113 107 87 60 44 33 25 18 13
9
6
4
3
SUSF321H
18Cr-10Ni-Ti
520
205
8A
−
7
−
−
137 129 123 118 114 110 106 103 100 97 95 92 91 89 88 87 86 85 84 83 82 75 59 46 37 29 23 18 15 12
9 SUSF321H
h)
138 138 137 134 132 130 129 129 129 128 127 125 123 120 119 117 115 114 113 112 100 77 59 46 37 29 23 18 15 12
9
480
205
8A
−
7
−
u)
137 129 123 118 114 110 106 103 100 97 95 92 91 89 88 87 86 85 84 83 82 75 59 46 37 29 23 18 15 12
9
h), u)
138 133 130 126 123 122 121 121 121 121 121 121 121 120 119 117 115 114 113 112 100 77 59 46 37 29 23 18 15 12
9
SUSF347
18Cr-10Ni-Nb
520
205
8A
−
7
−
f), g)
137 131 126 122 118 114 111 108 105 102 100 98 96 95 94 94 93 93 92 92 88 76 58 40 30 23 16 12
9
7
6 SUSF347
f), g), h) 138 138 137 133 130 126 123 121 119 118 117 116 116 116 116 116 116 115 115 112 98 76 58 40 30 23 16 12
9
7
6
480
205
8A
−
7
−
f), g), u) 137 131 126 122 118 114 111 108 105 102 100 98 96 95 94 94 93 93 92 92 88 76 58 40 30 23 16 12
9
7
6
f), g),
h), u)
138 134 130 126 121 118 115 113 111 110 109 109 108 108 108 108 108 108 107 106 96 76 58 40 30 23 16 12
9
7
6
SUSF347H
18Cr-10Ni-Nb
520
205
8A
−
7
−
−
137 131 126 122 118 114 111 108 105 102 100 98 96 95 94 94 93 93 92 92 92 92 87 70 54 42 32 24 19 15 11 SUSF347H
h)
138 138 137 133 130 126 123 121 119 118 117 116 116 116 116 116 116 115 115 114 112 107 91 70 54 42 32 24 19 15 11
480
205
8A
−
7
−
u)
137 131 126 122 118 114 111 108 105 102 100 98 96 95 94 94 93 93 92 92 92 92 87 70 54 42 32 24 19 15 11
h), u)
138 134 130 126 121 118 115 113 111 110 109 108 108 108 108 108 108 108 107 106 105 102 91 70 54 42 32 24 19 15 11
SUSF410-A 13Cr
480
275
6
−
2
−
−
138 138 138 136 135 134 133 132 131 130 129 127 124 121 118 113 108 91 69 52 − − − − − − − − − − − SUSF410-A
SUSF410-B
13Cr
590
380
6
−
2
−
−
168 168 167 166 164 163 162 160 159 158 156 154 151 148 143 138 122 94 69 52 38 27 18 12
7 − − − − − − SUSF410-B
JIS G 3454 STPG370
−
370
215
1
1
2
S
−
106 106 106 106 106 106 106 106 106 106 106 106 92 − − − − − − − − − − − − − − − − − − STPG370
W
−
90
90 90 90 90 90 90 90 90 90 90 90 78 − − − − − − − − − − − − − − − − − −
STPG410
−
410
245
1
1
2
S
a)
118 118 118 118 118 118 118 118 118 118 118 118 115 105 90 75 62 46 − − − − − − − − − − − − − STPG410
W
a)
101 101 101 101 101 101 101 101 101 101 101 101 99 90 77 64 53 39 − − − − − − − − − − − − −
JIS G 3455 STS370
−
370
215
1
1
2
S
−
106 106 106 106 106 106 106 106 106 106 106 106 92 − − − − − − − − − − − − − − − − − − STS370
STS410
−
410
245
1
1
2
S
a)
118 118 118 118 118 118 118 118 118 118 118 118 115 105 90 75 62 46 32 22 − − − − − − − − − − − STS410
STS480
−
480
275
1
2
3
S
a)
138 138 138 138 138 138 138 138 138 138 138 137 134 123 102 84 67 51 34 22 − − − − − − − − − − − STS480
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3456 STPT370
−
370
215
1
1
2
S
a)
106 106 106 106 106 106 106 106 106 106 106 106 92 89 80 70 56 47 36 24 18 − − − − − − − − − − STPT370
W
a)
90
90 90 90 90 90 90 90 90 90 90 90 78 76 68 60 48 40 31 20 15 − − − − − − − − − −
STPT410
−
410
245
1
1
2
S
a), ag)
118 118 118 118 118 118 118 118 118 118 118 118 115 105 90 75 62 46 32 22 17 − − − − − − − − − − STPT410
W
a), ag)
100 100 100 100 100 100 100 100 100 100 100 100 98 89 76 64 53 39 27 19 15 − − − − − − − − − −
STPT480
−
480
275
1
2
3
S
a)
138 138 138 138 138 138 138 138 138 138 138 137 134 123 102 84 67 51 34 22 − − − − − − − − − − − STPT480
JIS G 3457 STPY400
−
400
225
1
1
2
W
e)
80
80 80 80 80 80 80 80 80 80 80 80 77 − − − − − − − − − − − − − − − − − − STPY400
ao)
114 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − −
JIS G 3458 STPA12
0.5Mo
380
205
3
1
1
S
b), ag)
108 108 108 108 108 108 108 108 108 108 108 108 108 108 106 103 100 96 70 44 33 − − − − − − − − − − STPA12
STPA20
0.5Cr-0.5Mo
410
205
3
1
1
S
ag)
118 118 118 118 118 118 118 117 117 116 114 112 110 108 106 103 100 97 75 51 41 − − − − − − − − − − STPA20
STPA22
1Cr-0.5Mo
410
205
4
1
1
S
−
118 117 116 115 114 114 114 114 114 113 113 112 110 109 107 106 103 101 86 63 41 27 18 12
8 − − − − − − STPA22
STPA23
1.25Cr-0.5Mo-0.75S
i
410
205
4
1
1
S
−
118 118 118 118 118 117 116 114 112 111 109 108 106 104 102 99 97 94 75 53 37 26 18 12
8 − − − − − − STPA23
STPA24
2.25Cr-1Mo
410
205
5
1
1
S
−
118 118 117 116 114 114 114 114 114 114 114 114 114 114 114 114 114 99 81 64 48 35 24 16 10 − − − − − − STPA24
STPA25
5Cr-1Mo
410
205
5
2
1
S
−
118 118 117 116 114 114 114 114 113 113 112 111 109 107 104 100 96 80 62 47 35 26 18 12
7 − − − − − − STPA25
STPA26
9Cr-1Mo
410
205
5
2
1
S
−
118 118 117 116 114 114 114 114 113 113 112 111 109 107 104 100 96 91 79 61 44 30 21 14 10 − − − − − − STPA26
JIS G 3459 SUS304TP
18Cr-8Ni
520
205
8A
−
6
S
f), g)
137 123 114 108 103 100 96 93 90 88 86 84 82 80 79 77 76 75 74 72 71 69 64 52 42 33 27 21 17 14 11 SUS304TP
f), g), h) 138 138 137 134 130 128 127 124 122 119 116 114 111 109 107 105 103 101 99 97 92 79 64 52 42 33 27 21 17 14 11
W
f), g), i) 116 104 97 92 88 84 81 79 77 75 73 71 70 69 68 66 65 64 63 61 60 59 54 44 36 28 22 18 15 12 10
f), g), h), i) 117 117 116 114 111 109 107 105 103 101 99 97 95 93 91 89 87 86 84 83 78 67 54 44 36 28 22 18 15 12 10
SUS304HTP 18Cr-8Ni
520
205
8A
−
6
S
−
137 123 114 108 103 100 96 93 90 88 86 84 82 80 79 77 76 75 74 72 71 69 64 52 42 33 27 21 17 14 11 SUS304HTP
h)
138 138 137 134 130 128 127 124 122 119 116 114 111 109 107 105 103 101 99 97 92 79 64 52 42 33 27 21 17 14 11
W
−
116 104 97 92 88 84 81 79 77 75 73 71 70 69 68 66 65 64 63 61 60 59 54 44 36 28 22 18 15 12 10
h)
117 117 116 114 111 109 107 105 103 101 99 97 95 93 91 89 87 86 84 83 78 67 54 44 36 28 22 18 15 12 10
SUS304LTP 18Cr-8Ni 極低C
480
175
8A
−
8
S
−
114 104 97 93 88 85 81 79 76 74 73 71 70 69 68 67 66 64 63 58 49 41 33 27 22 − − − − − − SUS304LTP
h)
115 115 115 115 115 112 109 106 103 100 98 96 94 93 92 90 88 84 73 60 49 41 33 27 22 − − − − − −
W
i)
97
88 82 79 75 72 69 67 65 63 62 60 59 58 57 57 56 55 54 49 42 35 28 23 19 − − − − − −
h), i)
98
98 98 98 98 95 93 90 87 85 83 82 80 79 78 77 75 71 62 51 42 35 28 23 19 − − − − − −
SUS309TP
23Cr-12Ni
520
205
8A
−
7
S
f), g)
137 126 119 115 111 108 105 102 100 98 97 95 94 93 92 90 89 88 87 77 60 44 32 24 17 11
6
4
3
2
2 SUS309TP
f), g), h) 138 138 138 138 138 138 138 136 135 133 131 129 127 125 124 122 121 119 113 87 60 44 32 24 17 11
6
4
3
2
2
W
f), g), i) 117 108 102 98 94 92 89 87 85 83 82 81 80 79 78 77 76 75 74 65 51 37 28 20 14
9
5
3
3
2
2
f), g), h), i) 117 117 117 117 117 117 117 116 114 113 111 109 108 107 105 104 102 101 96 74 51 37 28 20 14
9
5
3
3
2
2
SUS309STP 23Cr-12Ni
520
205
8A
−
7
S
f), g)
137 126 119 115 111 108 105 102 100 98 97 95 94 93 92 90 89 88 87 77 60 44 32 24 17 11
6
4
3
2
2 SUS309STP
f), g), h) 138 138 138 138 138 138 138 136 135 133 131 129 127 125 124 122 121 119 113 87 60 44 32 24 17 11
6
4
3
2
2
W
f), g), i) 117 108 102 98 94 92 89 87 85 83 82 81 80 79 78 77 76 75 74 65 51 37 28 20 14
9
5
3
3
2
2
f), g), h), i) 117 117 117 117 117 117 117 116 114 113 111 109 108 107 105 104 102 101 96 74 51 37 28 20 14
9
5
3
3
2
2
SUS310TP
25Cr-20Ni
520
205
8A
−
7
S
f), g)
137 127 120 115 111 108 105 102 100 97 96 94 93 92 90 89 88 87 85 76 60 44 32 24 17 11
6
4
3
2
2 SUS310TP
f), g), h) 138 138 138 138 138 138 137 136 134 132 129 127 125 123 122 120 119 117 112 87 60 44 32 24 17 11
6
4
3
2
2
W
f), g), i) 117 108 102 98 94 92 89 86 84 83 81 80 79 78 77 76 75 74 73 65 51 37 28 20 14
9
5
3
3
2
2
f), g), h), i) 117 117 117 117 117 117 117 115 114 112 110 108 106 105 103 102 101 100 95 74 51 37 28 20 14
9
5
3
3
2
2
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
69
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3459
(続き)
SUS310STP 25Cr-20Ni
520
205
8A
−
7
S
f), g)
137 127 120 115 111 108 105 102 100 97 96 94 93 92 90 89 88 87 85 76 60 44 32 24 17 11
6
4
3
2
2 SUS310STP
f), g), h) 138 138 138 138 138 138 137 136 134 132 129 127 125 123 122 120 119 117 112 87 60 44 32 24 17 11
6
4
3
2
2
W
f), g), i)
117 108 102 98 94 92 89 86 84 83 81 80 79 78 77 76 75 74 73 65 51 37 28 20 14
9
5
3
3
2
2
f), g), h), i) 117 117 117 117 117 117 117 115 114 112 110 108 106 105 103 102 101 100 95 74 51 37 28 20 14
9
5
3
3
2
2
SUS316TP
16Cr-12Ni-2Mo
520
205
8A
−
7
S
f), g)
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 SUS316TP
f), g), h) 138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
W
f), g), i)
117 107 100 95 91 87 84 81 79 77 75 73 72 71 70 69 68 68 67 67 66 65 63 55 43 33 25 20 15 11
9
f), g), h), i) 117 117 117 117 117 115 113 110 107 104 102 99 97 96 94 93 93 91 91 90 89 83 69 55 43 33 25 20 15 11
9
SUS316HTP 16Cr-12Ni-2Mo
520
205
8A
−
7
S
−
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 SUS316HTP
h)
138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
W
−
117 107 100 95 91 87 84 81 79 77 75 73 72 71 70 69 68 68 67 67 66 65 63 55 43 33 25 20 15 11
9
h)
117 117 117 117 117 115 113 110 107 104 102 99 97 96 94 93 93 91 91 90 89 83 69 55 43 33 25 20 15 11
9
SUS316LTP 16Cr-12Ni-2Mo
極低C
480
175
8A
−
9
S
−
114 104 97 92 88 84 81 79 76 74 73 71 70 69 68 66 65 − − − − − − − − − − − − − − SUS316LTP
h)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 91 89 88 − − − − − − − − − − − − − −
W
i)
97
88 82 78 74 72 69 67 65 63 62 60 60 58 57 56 55 − − − − − − − − − − − − − −
h), i)
98
98 98 98 98 95 93 90 87 85 83 82 80 78 77 76 75 − − − − − − − − − − − − − −
SUS317TP
18Cr-13Ni-3Mo
520
205
8A
−
7
S
f), g)
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 SUS317TP
f), g), h) 138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
W
f), g), i)
117 107 100 95 91 87 84 81 79 77 75 73 72 71 70 69 68 68 67 67 66 65 63 55 43 33 25 20 15 12
9
f), g), h), i) 117 117 117 117 117 115 113 110 107 104 102 99 97 96 94 93 93 91 91 90 89 83 69 55 43 33 25 20 15 12
9
SUS317LTP 18Cr-13Ni-3Mo
極低C
480
175
8A
−
9
S
−
114 104 97 92 88 84 81 79 76 74 73 71 70 69 68 66 65 − − − − − − − − − − − − − − SUS317LTP
h)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 91 89 88 − − − − − − − − − − − − − −
W
i)
97
88 82 78 74 72 69 67 65 63 62 61 59 58 57 56 55 − − − − − − − − − − − − − −
h), i)
98
98 98 98 98 95 92 90 88 85 83 81 80 79 77 76 75 − − − − − − − − − − − − − −
SUS321TP
18Cr-10Ni-Ti
520
205
8A
−
7
S
f), g)
137 128 123 118 114 110 106 103 100 97 95 92 91 89 88 87 86 85 84 83 75 60 44 33 25 18 13
9
6
4
3 SUS321TP
f), g), h) 138 138 137 134 132 130 129 129 129 128 127 125 123 120 119 117 115 114 113 107 87 60 44 33 25 18 13
9
6
4
3
W
f), g), i)
116 109 104 101 97 94 90 88 85 83 81 79 77 76 74 74 73 72 71 71 64 51 38 28 21 16 11
7
5
4
2
f), g), h), i) 117 117 117 114 112 111 110 110 110 109 108 106 104 102 101 99 98 97 96 95 78 51 38 28 21 16 11
7
5
4
2
SUS321HTP 18Cr-10Ni-Ti
520
205
8A
−
7
S
−
137 129 123 118 114 110 106 103 100 97 95 92 91 89 88 87 86 85 84 83 82 75 59 46 37 29 23 18 15 12
9 SUS321HTP
h)
138 138 137 134 132 130 129 129 129 128 127 125 123 120 119 117 115 114 113 112 100 77 59 46 37 29 23 18 15 12
9
W
−
117 109 104 101 97 94 90 88 85 83 81 79 77 76 74 74 73 72 71 71 70 64 50 39 32 25 19 16 12 10
8
h)
117 117 117 114 112 111 110 110 110 109 108 106 104 102 101 99 98 97 96 95 85 66 50 39 32 25 19 16 12 10
8
SUS347TP
18Cr-10Ni-Nb
520
205
8A
−
7
S
f), g)
137 131 126 122 118 114 111 108 105 102 100 98 96 95 94 94 93 93 92 92 88 76 58 40 30 23 16 12
9
7
6 SUS347TP
f), g), h) 138 138 137 133 130 126 123 121 119 118 117 116 116 116 116 116 116 115 115 112 98 76 58 40 30 23 16 12
9
7
6
W
f), g), i)
117 111 107 104 101 97 94 92 89 87 85 83 82 81 80 79 79 79 79 79 75 65 49 35 26 20 14 10
8
6
5
f), g), h), i) 117 117 116 113 110 107 105 103 101 100 99 99 99 99 99 99 99 98 97 95 84 65 49 35 26 20 14 10
8
6
5
SUS347HTP 18Cr-10Ni-Nb
520
205
8A
−
7
S
−
137 131 126 122 118 114 111 108 105 102 100 98 96 95 94 94 93 93 92 92 92 92 87 70 54 42 32 24 19 15 11 SUS347HTP
h)
138 138 137 133 130 126 123 121 119 118 117 116 116 116 116 116 116 115 115 114 112 107 91 70 54 42 32 24 19 15 11
W
−
117 111 107 104 101 97 94 92 89 87 85 83 82 81 80 79 79 79 79 79 79 78 74 59 46 35 27 20 16 13 10
h)
117 117 116 113 110 107 105 103 101 100 99 99 99 99 99 99 99 98 97 97 96 90 78 59 46 35 27 20 16 13 10
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%) 材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3459
(続き)
SUS329J1TP 25Cr-4Ni-2Mo
590
390
8B
−
7
S
−
169 148 142 140 137 135 132 131 130 129 127 127 127 126 126 − − − − − − − − − − − − − − − − SUS329J1TP
W
−
144 126 121 119 116 115 112 111 110 110 108 107 104 102 99 − − − − − − − − − − − − − − − −
SUS329J4LT
P
25Cr-6Ni-3Mo-N
極低C
620
450
8B
−
−
S
−
177 155 154 152 150 147 145 143 141 140 140 − − − − − − − − − − − − − − − − − − − − SUS329J4LTP
W
−
151 132 131 129 128 125 123 122 120 119 119 − − − − − − − − − − − − − − − − − − − −
SUS444TP
18Cr-2Mo
410
245
7
−
−
S
−
118 118 118 116 114 113 112 111 110 109 107 105 − − − − − − − − − − − − − − − − − − − SUS444TP
W
−
101 101 101 99 97 96 95 94 94 92 91 90 − − − − − − − − − − − − − − − − − − −
SUS836LTP 21Cr-24Ni-6Mo
520
205
8A
−
−
S
−
137 122 112 106 100 − − − − − − − − − − − − − − − − − − − − − − − − − − SUS836LTP
W
−
116 103 95 90 85 − − − − − − − − − − − − − − − − − − − − − − − − − −
SUS890LTP 21Cr-25Ni-Mo
490
215
8A
−
−
S
−
139 123 114 109 104 100 96 92 89 86 84 81 80 − − − − − − − − − − − − − − − − − − SUS890LTP
W
−
118 105 97 93 89 85 82 79 76 73 71 69 68 − − − − − − − − − − − − − − − − − −
JIS G 3460 STPL380
−
380
205
1
1
2
S
−
108 108 108 108 108 108 108 108 108 108 106 104 101 − − − − − − − − − − − − − − − − − − STPL380
W
−
92 92 92 92 92 92 92 92 92 91 90 89 86 − − − − − − − − − − − − − − − − − −
STPL450
3.5Ni
450
245
9B
−
2
S
−
128 128 128 128 128 128 128 128 128 126 123 119 − − − − − − − − − − − − − − − − − − − STPL450
STPL690
9Ni
690
520
11A −
−
S
−
197 193 183 − − − − − − − − − − − − − − − − − − − − − − − − − − − − STPL690
JIS G 3461 STB340
−
340
175
1
1
1
S, W a), z), ag),
au)
97 97 97 97 97 97 97 97 96 94 91 89 86 85 76 66 56 40 26 15 10 − − − − − − − − − − STB340
a), z), ag)
97 97 97 97 97 97 97 97 96 94 91 89 86 85 76 66 58 45 34 26 17 − − − − − − − − − −
W a), ag), au)
82 82 82 82 82 82 82 82 82 80 77 76 73 72 65 56 48 34 22 13
9 − − − − − − − − − −
a), ag)
82 82 82 82 82 82 82 82 82 80 77 76 73 72 65 56 49 38 29 22 14 − − − − − − − − − −
STB410
−
410
255
1
1
2
S, W a), z), ag)
118 118 118 118 118 118 118 118 118 118 118 118 115 105 90 75 62 46 32 22 17 − − − − − − − − − − STB410
W
a), ag)
101 101 101 101 101 101 101 101 101 101 101 101 99 90 77 64 53 39 27 19 14 − − − − − − − − − −
STB510
−
510
295
1
2
3
S, W
z), ap)
146 146 146 146 146 146 146 146 146 146 146 146 145 140 107 88 68 − − − − − − − − − − − − − − STB510
W
−
124 124 124 124 124 124 124 124 124 124 124 124 123 119 91 75 58 − − − − − − − − − − − − − −
JIS G 3462 STBA12
0.5Mo
380
205
3
1
1
S, W b), z), ag) 108 108 108 108 108 108 108 108 108 108 108 108 108 108 106 103 100 96 70 44 33 − − − − − − − − − − STBA12
W
b), ag)
92 92 92 92 92 92 92 92 92 92 92 92 92 92 90 88 85 81 60 37 28 − − − − − − − − − −
STBA13
0.5Mo
410
205
3
1
1
S, W b), z), ag) 117 117 117 117 117 117 117 117 115 114 113 112 109 108 106 103 100 88 70 44 33 − − − − − − − − − − STBA13
W
b), ag)
99 99 99 99 99 99 99 99 98 97 96 95 93 92 90 88 85 75 65 37 28 − − − − − − − − − −
STBA20
0.5Cr-0.5Mo
410
205
3
1
1
S, W
z), ag)
118 118 118 118 118 118 118 117 117 116 114 112 110 108 106 103 100 97 75 51 41 − − − − − − − − − − STBA20
W
ag)
100 100 100 100 100 100 100 100 99 98 97 96 94 92 90 87 85 82 64 43 35 − − − − − − − − − −
STBA22
1Cr-0.5Mo
410
205
4
1
1
S, W
z)
118 117 116 115 114 114 114 114 114 113 113 112 110 109 107 106 103 101 86 63 41 27 18 12
8 − − − − − − STBA22
W
−
100 99 98 97 97 97 97 97 97 96 96 95 93 92 91 90 88 86 73 53 35 23 15 10
6 − − − − − −
STBA23
1.25Cr-0.5Mo-
0.75Si
410
205
4
1
1
S
−
118 118 118 118 118 117 116 114 112 111 109 108 106 104 102 99 97 94 75 53 37 26 18 12
8 − − − − − − STBA23
STBA24
2.25Cr-1Mo
410
205
5
1
1
S
−
118 118 117 116 114 114 114 114 114 114 114 114 114 114 114 114 114 99 81 64 48 35 24 16 10 − − − − − − STBA24
STBA25
5Cr-0.5Mo
410
205
5
2
1
S
−
118 118 117 116 114 114 114 114 113 113 112 111 109 107 104 100 96 80 62 47 35 26 18 12
7 − − − − − − STBA25
STBA26
9Cr-1Mo
410
205
5
2
1
S
−
118 118 117 116 114 114 114 114 113 113 112 111 109 107 104 100 96 91 79 61 44 30 21 14 10 − − − − − − STBA26
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
71
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3463 SUS304TB
18Cr-8Ni
520
205
8A
−
6
S
f), g)
137 123 114 108 103 100 96 93 90 88 86 84 82 80 79 77 76 75 74 72 71 69 64 52 42 33 27 21 17 14 11 SUS304TB
f), g), h) 138 138 137 134 130 128 127 124 122 119 116 114 111 109 107 105 103 101 99 97 92 79 64 52 42 33 27 21 17 14 11
W
f), g), i)
116 104 97 92 88 84 81 79 77 75 73 71 70 69 68 66 65 64 63 61 60 59 54 44 36 28 22 18 15 12 10
f), g), h), i) 117 117 116 114 111 109 107 105 103 101 99 97 95 93 91 89 87 86 84 83 78 67 54 44 36 28 22 18 15 12 10
SUS304HTB 18Cr-8Ni
520
205
8A
−
6
S
−
137 123 114 108 103 100 96 93 90 88 86 84 82 80 79 77 76 75 74 72 71 69 64 52 42 33 27 21 17 14 11 SUS304HTB
h)
138 138 137 134 130 128 127 124 122 119 116 114 111 109 107 105 103 101 99 97 92 79 64 52 42 33 27 21 17 14 11
W
−
116 104 97 92 88 84 81 79 77 75 73 71 70 69 68 66 65 64 63 61 60 59 54 44 36 28 22 18 15 12 10
h)
117 117 116 114 111 109 107 105 103 101 99 97 95 93 91 89 87 86 84 83 78 67 54 44 36 28 22 18 15 12 10
SUS304LTB 18Cr-8Ni 極低C
480
175
8A
−
8
S
−
114 104 97 93 88 85 81 79 76 74 73 71 70 69 68 67 66 64 63 58 49 41 33 27 22 − − − − − − SUS304LTB
h)
115 115 115 115 115 112 109 106 103 100 98 96 94 93 92 90 88 84 73 60 49 41 33 27 22 − − − − − −
W
i)
97 88 82 79 75 72 69 67 65 63 62 60 59 58 57 57 56 55 54 49 42 35 28 23 19 − − − − − −
h), i)
98 98 98 98 98 95 93 90 87 85 83 82 80 79 78 77 75 71 62 51 42 35 28 23 19 − − − − − −
SUS309TB
23Cr-12Ni
520
205
8A
−
7
S
f), g)
137 126 119 115 111 108 105 102 100 98 97 95 94 93 92 90 89 88 87 77 60 44 32 24 17 11
6
4
3
2
2 SUS309TB
f), g), h) 138 138 138 138 138 138 138 136 135 133 131 129 127 125 124 122 121 119 113 87 60 44 32 24 17 11
6
4
3
2
2
W
f), g), i)
117 108 102 98 94 92 89 87 85 83 82 81 80 79 78 77 76 75 74 65 51 37 28 20 14
9
5
3
3
2
2
f), g), h), i) 117 117 117 117 117 117 117 116 114 113 111 109 108 107 105 104 102 101 96 74 51 37 28 20 14
9
5
3
3
2
2
SUS309STB 23Cr-12Ni
520
205
8A
−
7
S
f), g)
137 126 119 115 111 108 105 102 100 98 97 95 94 93 92 90 89 88 87 77 60 44 32 24 17 11
6
4
3
2
2 SUS309STB
f), g), h) 138 138 138 138 138 138 138 136 135 133 131 129 127 125 124 122 121 119 113 87 60 44 32 24 17 11
6
4
3
2
2
W
f), g), i)
117 108 102 98 94 92 89 87 85 83 82 81 80 79 78 77 76 75 74 65 51 37 28 20 14
9
5
3
3
2
2
f), g), h), i) 117 117 117 117 117 117 117 116 114 113 111 109 108 107 105 104 102 101 96 74 51 37 28 20 14
9
5
3
3
2
2
SUS310TB
25Cr-20Ni
520
205
8A
−
7
S
f), g)
137 127 120 115 111 108 105 102 100 97 96 94 93 92 90 89 88 87 85 76 60 44 32 24 17 11
6
4
3
2
2 SUS310TB
f), g), h) 138 138 138 138 138 138 137 136 134 132 129 127 125 123 122 120 119 117 112 87 60 44 32 24 17 11
6
4
3
2
2
W
f), g), i)
117 108 102 98 94 92 89 86 84 83 81 80 79 78 77 76 75 74 73 65 51 37 28 20 14
9
5
3
3
2
2
f), g), h), i) 117 117 117 117 117 117 117 115 114 112 110 108 106 105 103 102 101 100 95 74 51 37 28 20 14
9
5
3
3
2
2
SUS310STB 25Cr-20Ni
520
205
8A
−
7
S
f), g)
137 127 120 115 111 108 105 102 100 97 96 94 93 92 90 89 88 87 85 76 60 44 32 24 17 11
6
4
3
2
2 SUS310STB
f), g), h) 138 138 138 138 138 138 137 136 134 132 129 127 125 123 122 120 119 117 112 87 60 44 32 24 17 11
6
4
3
2
2
W
f), g), i)
117 108 102 98 94 92 89 86 84 83 81 80 79 78 77 76 75 74 73 65 51 37 28 20 14
9
5
3
3
2
2
f), g), h), i) 117 117 117 117 117 117 117 115 114 112 110 108 106 105 103 102 101 100 95 74 51 37 28 20 14
9
5
3
3
2
2
SUS316TB
16Cr-12Ni-2Mo
520
205
8A
−
7
S
f), g)
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 SUS316TB
f), g), h) 138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
W
f), g), i)
117 107 100 95 91 87 84 81 79 77 75 73 72 71 70 69 68 68 67 67 66 65 63 55 43 33 25 20 15 11
9
f), g), h), i) 117 117 117 117 117 115 113 110 107 104 102 99 97 96 94 93 93 91 91 90 89 83 69 55 43 33 25 20 15 11
9
SUS316HTB 16Cr-12Ni-2Mo
520
205
8A
−
7
S
−
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 SUS316HTB
h)
138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
W
−
117 107 100 95 91 87 84 81 79 77 75 73 72 71 70 69 68 68 67 67 66 65 63 55 43 33 25 20 15 11
9
h)
117 117 117 117 117 115 113 110 107 104 102 99 97 96 94 93 93 91 91 90 89 83 69 55 43 33 25 20 15 11
9
SUS316LTB 16Cr-12Ni-2Mo
極低C
480
175
8A
−
9
S
−
114 104 97 92 88 84 81 79 76 74 73 71 70 69 68 66 65 − − − − − − − − − − − − − − SUS316LTB
h)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 91 89 88 − − − − − − − − − − − − − −
W
i)
97 88 82 78 74 72 69 67 65 63 62 60 60 58 57 56 55 − − − − − − − − − − − − − −
h), i)
98 98 98 98 98 95 93 90 87 85 83 82 80 78 77 76 75 − − − − − − − − − − − − − −
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3463
(続き)
SUS317TB
18Cr-13Ni-3Mo
520
205
8A
−
7
S
f), g)
137 125 118 112 107 103 99 96 93 90 88 86 84 83 82 81 80 80 79 78 78 77 74 65 51 39 30 23 17 14 11 SUS317TB
f), g), h)
138 138 138 138 138 136 133 130 126 122 119 116 114 113 111 110 109 107 107 106 105 98 81 65 51 39 30 23 17 14 11
W
f), g), i)
117 107 100 95 91 87 84 81 79 77 75 73 72 71 70 69 68 68 67 67 66 65 63 55 43 33 25 20 15 12
9
f), g), h), i) 117 117 117 117 117 115 113 110 107 104 102 99 97 96 94 93 93 91 91 90 89 83 69 55 43 33 25 20 15 12
9
SUS317LTB 18Cr-13Ni-3Mo
極低C
480
175
8A
−
9
S
−
114 104 97 92 88 84 81 79 76 74 73 71 70 69 68 66 65 − − − − − − − − − − − − − − SUS317LTB
h)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 91 89 88 − − − − − − − − − − − − − −
W
i)
97 88 82 78 74 72 69 67 65 63 62 61 59 58 57 56 55 − − − − − − − − − − − − − −
h), i)
98 98 98 98 98 95 92 90 88 85 83 81 80 79 77 76 75 − − − − − − − − − − − − − −
SUS321TB
18Cr-10Ni-Ti
520
205
8A
−
7
S
f), g)
137 129 123 118 114 110 106 103 100 97 95 92 91 89 88 87 86 85 84 83 75 60 44 33 25 18 13
9
6
4
3 SUS321TB
f), g), h)
138 138 137 134 132 130 129 129 129 128 127 125 123 120 119 117 115 114 113 107 87 60 44 33 25 18 13
9
6
4
3
W
f), g), i)
117 109 104 101 97 94 90 88 85 83 81 79 77 76 74 74 73 72 71 71 64 51 38 28 21 16 11
7
5
4
2
f), g), h), i) 117 117 117 114 112 111 110 110 110 109 108 106 104 102 101 99 98 97 96 95 78 51 38 28 21 16 11
7
5
4
2
SUS321HTB 18Cr-10Ni-Ti
520
205
8A
−
7
S
−
137 129 123 118 114 110 106 103 100 97 95 92 91 89 88 87 86 85 84 83 82 75 59 46 37 29 23 18 15 12
9 SUS321HTB
h)
138 138 137 134 132 130 129 129 129 128 127 125 123 120 119 117 115 114 113 112 100 77 59 46 37 29 23 18 15 12
9
W
−
117 109 104 101 97 94 90 88 85 83 81 79 77 76 74 74 73 72 71 71 70 64 50 39 32 25 19 16 12 10
8
h)
117 117 117 114 112 111 110 110 110 109 108 106 104 102 101 99 98 97 96 95 85 66 50 39 32 25 19 16 12 10
8
SUS347TB
18Cr-10Ni-Nb
520
205
8A
−
7
S
f), g)
137 131 126 122 118 114 111 108 105 102 100 98 96 95 94 94 93 93 92 92 88 76 58 40 30 23 16 12
9
7
6 SUS347TB
f), g), h)
138 138 137 133 130 126 123 121 119 118 117 116 116 116 116 116 116 115 115 112 98 76 58 40 30 23 16 12
9
7
6
W
f), g), i)
117 111 107 104 101 97 94 92 89 87 85 83 82 81 80 79 79 79 79 79 75 65 49 35 26 20 14 10
8
6
5
f), g), h), i) 117 117 116 113 110 107 105 103 101 100 99 99 99 99 99 99 99 98 97 95 84 65 49 35 26 20 14 10
8
6
5
SUS347HTB 18Cr-10Ni-Nb
520
205
8A
−
7
S
−
137 131 126 122 118 114 111 108 105 102 100 98 96 95 94 94 93 93 92 92 92 92 87 70 54 42 32 24 19 15 11 SUS347HTB
h)
138 138 137 133 130 126 123 121 119 118 117 116 116 116 116 116 116 115 115 114 112 107 91 70 54 42 32 24 19 15 11
W
−
117 111 107 104 101 97 94 92 89 87 85 83 82 81 80 79 79 79 79 79 79 78 74 59 46 35 27 20 16 13 10
h)
117 117 116 113 110 107 105 103 101 100 99 99 99 99 99 99 99 98 97 97 96 90 78 59 46 35 27 20 16 13 10
SUS329J1TB 25Cr-4Ni-2Mo
590
390
8B
−
7
S
−
169 148 142 140 137 135 132 131 130 129 127 127 127 126 126 − − − − − − − − − − − − − − − − SUS329J1TB
W
−
144 126 121 119 116 115 112 111 110 110 108 107 104 102 99 − − − − − − − − − − − − − − − −
SUS329J4LT
B
25Cr-6Ni-3Mo-N
極低C
620
450
8B
−
−
S
−
177 155 154 152 150 147 145 143 141 140 140 − − − − − − − − − − − − − − − − − − − − SUS329J4LTB
W
−
151 132 131 129 128 125 123 122 120 119 119 − − − − − − − − − − − − − − − − − − − −
SUS405TB
12Cr-Al
410
205
7
−
2
S
j)
118 118 118 117 116 115 114 113 113 112 110 109 107 104 101 97 93 88 68 42 − − − − − − − − − − − SUS405TB
W
j)
101 101 100 99 99 98 97 96 95 95 94 92 91 89 86 83 79 75 58 35 − − − − − − − − − − −
SUS410TB
13Cr
410
205
6
−
2
S
−
118 118 118 117 116 115 114 113 113 112 110 109 107 104 101 97 93 87 69 52 38 27 18 12
7 − − − − − − SUS410TB
W
−
101 101 100 99 99 98 97 96 95 95 94 92 91 89 86 83 79 74 59 44 32 23 16 10
6 − − − − − −
SUS430TB
17Cr
410
245
7
−
7
S
j)
118 118 118 117 116 115 114 113 113 112 110 109 107 104 101 97 93 85 70 53 39 28 21 16 12 − − − − − − SUS430TB
W
j)
101 101 100 99 99 98 97 96 95 95 94 92 91 89 86 83 79 72 60 45 33 24 17 13 10 − − − − − −
SUS444TB
18Cr-2Mo
410
245
7
−
−
S
−
118 118 118 116 114 113 112 111 110 109 107 105 − − − − − − − − − − − − − − − − − − − SUS444TB
W
−
101 101 101 99 97 96 95 94 94 92 91 90 − − − − − − − − − − − − − − − − − − −
SUS836LTB 21Cr-24Ni-6Mo
520
205
8A
−
−
S
−
137 122 112 106 100 − − − − − − − − − − − − − − − − − − − − − − − − − − SUS836LTB
W
−
116 103 95 90 85 − − − − − − − − − − − − − − − − − − − − − − − − − −
SUS890LTB 21Cr-25Ni-Mo
490
215
8A
−
−
S
−
139 123 114 109 104 100 96 92 89 86 84 81 80 − − − − − − − − − − − − − − − − − − SUS890LTB
W
−
118 105 97 93 89 85 82 79 76 73 71 69 68 − − − − − − − − − − − − − − − − − −
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
73
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3464 STBL380
−
380
205
1
1
2
S, W
z)
108 108 108 108 108 108 108 108 108 108 106 104 101 − − − − − − − − − − − − − − − − − − STBL380
W
−
92 92 92 92 92 92 92 92 92 92 90 89 − − − − − − − − − − − − − − − − − − −
STBL450
3.5Ni
450
245
9B
−
−
S
−
128 128 128 128 128 128 128 128 128 126 123 119 − − − − − − − − − − − − − − − − − − − STBL450
STBL690
9Ni
690
520
11A
−
−
S
−
197 193 183 − − − − − − − − − − − − − − − − − − − − − − − − − − − − STBL690
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分
(%)
材料
規格
の引
張強
さ
N/mm2
材料
規格
の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800 815 825 850 875 900 925 950 975 985
JIS G 3467 STF410
−
410
245
1
1
2
S
−
− − − − − − − − − − − 102 102 102 102 93 74 57 42 30 25 − − − − − − − − − − − − − − − − − − − STF410
STFA12
0.5Mo
380
205
3
1
1
S
−
− − − − − − − − − − − 95 95 95 95 95 95 95 86 53 32 20 14 − − − − − − − − − − − − − − − − − STFA12
STFA24
2.25Cr-1Mo
410
205
5
1
1
S
−
− − − − − − − − − − − 102 102 102 102 102 102 102 96 71 53 39 29 21 12 − − − − − − − − − − − − − − − STFA24
STFA25
5Cr-0.5Mo
410
205
5
2
1
S
−
− − − − − − − − − − − 102 102 102 102 102 102 100 75 56 42 31 24 18 13 − − − − − − − − − − − − − − − STFA25
STFA26
9Cr-1Mo
410
205
5
2
1
S
−
− − − − − − − − − − − 102 102 102 102 102 101 96 91 76 53 37 26 19 13
9 6 − − − − − − − − − − − − − STFA26
SUS304TF 18Cr-8Ni
520
205
8A −
6
S f), g) − − − − − − − − − − − 114 112 110 108 106 104 102 100 98 96 95 80 64 52 41 33 27 22 18 14 12 − − − − − − − − SUS304TF
SUS304HTF 18Cr-8Ni
520
205
8A −
6
S
−
− − − − − − − − − − − 114 112 110 108 106 104 102 100 98 96 95 80 64 52 41 33 27 22 18 14 12 − − − − − − − − SUS304HTF
SUS316TF 16Cr-12Ni-2Mo 520
205
8A −
7
S f), g) − − − − − − − − − − − 117 115 113 111 110 108 107 106 105 104 103 102 83 64 49 37 28 22 17 13 11 − − − − − − − − SUS316TF
SUS316HTF 16Cr-12Ni-2Mo 520
205
8A −
7
S
−
− − − − − − − − − − − 117 115 113 111 110 108 107 106 105 104 103 102 83 64 49 37 28 22 17 13 11 − − − − − − − − SUS316HTF
SUS321TF 18Cr-10Ni-Ti
520
205
8A −
7
S f), g) − − − − − − − − − − − 112 110 108 107 106 105 105 105 104 98 74 55 41 31 24 18 13 10
7 6
5 − − − − − − − − SUS321TF
SUS321HTF 18Cr-10Ni-Ti
520
205
8A −
7
S
−
− − − − − − − − − − − 112 110 108 107 106 105 105 105 105 104 92 73 57 45 36 28 23 18 14 11 10 − − − − − − − − SUS321HTF
SUS347TF 18Cr-10Ni-Nb
520
205
8A −
7
S f), g) − − − − − − − − − − − 128 128 127 127 126 126 126 126 126 126 126 114 87 67 52 39 30 24 18 14 12 − − − − − − − − SUS347TF
SUS347HTF 18Cr-10Ni-Nb
520
205
8A −
7
S
−
− − − − − − − − − − − 128 128 127 127 126 126 126 126 126 126 126 114 87 67 52 39 30 24 18 14 12 − − − − − − − − SUS347HTF
NCF800HTF 21Cr-32Ni
450
175
45
−
34
S
−
− − − − − − − − − − − 128 128 128 128 127 127 126 125 123 120 108 84 65 61 50 41 33 27 23 19 17 15 12 10 8
7 6
5 4 NCF800HTF
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製
造
方
法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3468 SUS304TPY 18Cr-8Ni
520
205
8A
−
6
W
f), g), y)
f), g), h), y)
96
86 80 76 72 70 67 65 63 61 60 59 58 56 56 54 53 52 52 51 50 48 45 36 29 23 19 15 12 10
8 SUS304TPY
97
97 96 94 91 90 89 87 85 83 81 79 78 76 75 73 72 71 70 68 64 56 45 36 29 23 19 15 12 10
8
SUS304LTPY 18Cr-8Ni 極低C
480
175
8A
−
8
W
y)
h), y)
80
73 68 65 62 59 57 55 53 52 51 50 49 48 47 47 46 45 44 41 34 28 23 19 15 − − − − − − SUS304LTPY
81
81 81 81 81 79 77 74 72 70 69 67 66 65 64 63 62 59 51 42 34 28 23 19 15 − − − − − −
SUS309STPY 23Cr-12Ni
520
205
8A
−
7
W
f), g), y)
f), g), h), y)
96
88 84 81 78 75 73 72 70 69 68 67 66 65 64 63 62 62 61 54 42 31 23 17 12
8
4
3
2
2
1 SUS309STPY
97
97 97 97 97 97 97 95 94 93 92 90 89 88 87 86 85 83 79 61 42 31 23 17 12
8
4
3
2
2
1
SUS310STPY 25Cr-20Ni
520
205
8A
−
7
W
f), g), y)
f), g), h), y)
96
89 84 81 78 75 73 71 70 68 67 66 65 64 63 62 61 61 60 53 42 31 23 17 12
8
4
3
2
2
1 SUS310STPY
97
97 97 97 97 96 96 95 94 92 90 89 87 86 85 84 83 82 78 61 42 31 23 17 12
8
4
3
2
2
1
SUS316TPY 16Cr-12Ni-2Mo
520
205
8A
−
7
W
f), g), y)
f), g), h), y)
96
88 83 79 75 72 70 67 65 63 62 60 59 58 57 57 56 56 55 55 54 54 52 46 36 27 21 16 12 10
7 SUS316TPY
97
97 97 97 97 95 93 91 88 86 83 81 80 79 78 77 76 75 75 74 73 68 57 46 36 27 21 16 12 10
7
SUS316LTPY 16Cr-12Ni-2Mo
極低C
480
175
8A
−
9
W
y)
h), y)
80
73 68 64 61 59 57 55 53 52 51 50 49 48 47 46 46 − − − − − − − − − − − − − − SUS316LTPY
81
81 81 81 81 78 76 74 72 70 69 67 66 65 64 62 61 − − − − − − − − − − − − − −
SUS317TPY 18Cr-13Ni-3Mo
520
205
8A
−
7
W
f), g), y)
f), g), h), y)
96
88 83 79 75 72 70 67 65 63 62 60 59 58 57 57 56 56 55 55 54 54 52 46 36 27 21 16 12 10
7 SUS317TPY
97
97 97 97 97 95 93 91 88 86 83 81 80 79 78 77 76 75 75 74 73 68 57 46 36 27 21 16 12 10
7
SUS321TPY 18Cr-10Ni-Ti
520
205
8A
−
7
W
f), g), y)
f), g), h), y)
96
90 86 83 80 77 74 72 70 68 66 65 63 63 61 61 60 59 59 58 53 42 31 23 17 13
9
6
4
3
2 SUS321TPY
97
97 96 94 92 91 90 90 90 90 89 88 86 84 83 82 81 80 79 75 61 42 31 23 17 13
9
6
4
3
2
SUS347TPY 18Cr-10Ni-Nb
520
205
8A
−
7
W
f), g), y)
f), g), h), y)
96
91 88 85 83 80 78 75 73 71 70 69 67 67 66 66 65 65 65 65 62 53 40 28 21 16 11
8
6
5
4 SUS347TPY
97
97 96 93 91 88 86 85 84 83 82 81 81 81 81 81 81 81 80 79 69 53 40 28 21 16 11
8
6
5
4
JIS G 4109 SCMV1
0.5Cr-0.5Mo
380
225
3
1
2
−
k), ag)
108 108 108 108 108 108 108 108 108 108 108 108 108 108 108 108 106 100 76 51 41 − − − − − − − − − − SCMV1
480
315
3
2
3
−
l), ag)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 135 130 87 51 41 − − − − − − − − − −
SCMV2
1Cr-0.5Mo
380
225
4
1
2
−
k)
108 107 106 105 104 104 104 104 104 104 104 104 104 104 104 104 104 102 86 63 41 27 18 12
8 − − − − − − SCMV2
450
275
4
1
3
−
l)
128 127 125 124 123 123 123 123 123 123 123 123 123 123 123 123 123 121 93 63 41 27 18 12
8 − − − − − −
SCMV3
1.25Cr-0.5Mo-
0.75Si
410
235
4
1
2
−
k)
118 118 118 118 118 118 118 118 118 118 118 118 118 118 118 118 114 99 75 53 37 26 18 12
8 − − − − − − SCMV3
520
315
4
1
3
−
l)
148 148 148 148 148 148 148 148 148 148 148 148 148 148 148 148 141 106 75 53 37 26 18 12
8 − − − − − −
SCMV4
2.25Cr-1Mo
410
205
5
1
2
−
k)
118 118 117 116 114 114 114 114 114 114 114 114 114 114 114 114 114 99 81 64 48 35 24 16 10 − − − − − − SCMV4
520
315
5
1
3
−
l)
148 148 147 146 144 143 142 142 141 141 141 140 139 138 136 133 130 114 90 65 46 31 20 13
8 − − − − − −
SCMV5
3Cr-1Mo
410
205
5
1
2
−
k)
118 118 117 116 114 114 114 114 114 114 114 114 114 114 114 114 111 90 69 55 44 34 25 17 10 − − − − − − SCMV5
520
315
5
1
3
−
l)
148 148 147 146 144 143 142 142 141 141 141 140 139 138 136 133 126 99 74 55 41 30 21 15
9 − − − − − −
SCMV6
5Cr-0.5Mo
410
205
5
2
2
−
k)
118 118 117 116 114 114 114 114 113 113 112 111 109 107 104 100 96 80 62 47 35 26 18 12
7 − − − − − − SCMV6
520
315
5
2
3
−
l)
148 148 147 145 143 143 142 142 141 141 140 139 137 134 130 126 103 81 62 47 35 26 18 12
7 − − − − − −
JIS G 4110 SCMQ4E
2.25Cr-1Mo
580
380
5
3
3
−
−
168 168 168 168 168 168 168 166 165 163 162 160 159 158 156 151 142 − − − − − − − − − − − − − − SCMQ4E
SCMQ4V
2.25Cr-1Mo-0.3V
580
415
5
3
3
−
−
168 168 168 168 168 168 168 168 168 166 165 162 159 157 153 149 145 141 − − − − − − − − − − − − − SCMQ4V
SCMQ5V
3Cr-1Mo-0.25V
580
415
5
3
3
−
−
168 168 167 164 161 158 156 155 154 152 151 150 149 147 145 144 141 139 − − − − − − − − − − − − − SCMQ5V
JIS G 4303
JIS G 4304
JIS G 4305
SUS302
18Cr-8Ni
520
205
8A
−
− −
al)
137 123 114 108 103 100 96 93 90 88 86 84 82 80 79
−− − − − − − − − − − − − − − − SUS302
h), al)
138 138 137 134 130 128 127 124 122 119 116 114 111 109 107 105 − − − − − − − − − − − − − − −
SUS304
18Cr-8Ni
520
205
8A
−
6
−
f), g), ae)
137 123 114 108 103 100 96 93 90 88 86 84 82 80 79 77 76 75 74 72 71 69 64 52 42 33 27 21 17 14 11 SUS304
f), g), h), ae) 138 138 137 134 130 128 127 124 122 119 116 114 111 109 107 105 103 101 99 97 92 79 64 52 42 33 27 21 17 14 11
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
75
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製
造
方
法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 4303
JIS G 4304
JIS G 4305
(続き)
SUS304L
18Cr-8Ni 極低C
480
175
8A
−
8
−
ae)
114 104 97 93 88 85 81 79 76 74 73 71 70 69 68 67 66 64 63 58 49 41 33 27 22 − − − − − − SUS304L
h), ae)
115 115 115 115 115 112 109 106 103 100 98 96 94 93 92 90 88 84 73 60 49 41 33 27 22 − − − − − −
SUS309S
23Cr-12Ni
520
205
8A
−
7
−
f), g), ae)
137 126 119 115 111 108 105 102 100 98 97 95 94 93 92 90 89 88 87 77 60 44 32 24 17 11
6
4
3
2
2 SUS309S
f), g), h), ae) 138 138 138 138 138 138 138 136 135 133 131 129 127 125 124 122 121 119 113 87 60 44 32 24 17 11
6
4
3
2
2
SUS310S
25Cr-20Ni
520
205
8A
−
7
−
f), g), ae)
137 127 120 115 111 108 105 102 100 97 96 94 93 92 90 89 88 87 85 76 60 44 32 24 17 11
6
4
3
2
2 SUS310S
f), g), h), ae) 138 138 138 138 138 138 137 136 134 132 129 127 125 123 122 120 119 117 112 87 60 44 32 24 17 11
6
4
3
2
2
SUS315J1
19Cr-10Ni-1Mo-
2Cu
520
205
8A
−
6
−
am)
137 124 119 115 111 108 105 102 99 97 95 93 92 91 90 − − − − − − − − − − − − − − − − SUS315J1
h), am)
137 137 137 137 137 135 133 132 131 130 128 126 124 123 121 − − − − − − − − − − − − − − − −
SUS316
16Cr-12Ni-2Mo
520
205
8A
−
7
−
f), g), ae)
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 SUS316
f), g), h), ae) 138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
SUS316L
16Cr-12Ni-2Mo
極低C
480
175
8A
−
9
−
ae)
114 104 97 92 88 84 81 79 76 74 73 71 70 69 68 66 65 − − − − − − − − − − − − − − SUS316L
h), ae)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 91 89 88 − − − − − − − − − − − − − −
SUS316J1
16Cr-12Ni-2Mo-2C
u
520
205
8A
−
7
−
ae)
137 125 118 113 107 103 99 96 93 90 88 86 84 83 82 81 80 − − − − − − − − − − − − − − SUS316J1
h), ae)
138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 − − − − − − − − − − − − − −
SUS316J1L
16Cr-12Ni-2Mo-2C
u 極低C
480
175
8A
−
9
−
ae)
114 104 97 92 87 84 81 79 76 74 73 71 70 69 68 66 65 − − − − − − − − − − − − − − SUS316J1L
h), ae)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 91 89 88 − − − − − − − − − − − − − −
SUS316Ti
16Cr-12Ni-2Mo-Ti
520
205
−
−
7
−
f), g), am)
137 127 120 115 109 104 99 96 92 90 87 85 84 83 82 81 81 80 80 79 78 77 74 65 51 39 30 23 18 14 11 SUS316Ti
f), g), h), am) 138 138 138 138 138 136 134 130 125 121 118 115 113 112 110 110 109 108 107 106 105 98 81 65 51 39 30 23 18 14 11
SUS317
18Cr-13Ni-3Mo
520
205
8A
−
7
−
f), g)
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 SUS317
f), g), h)
138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11
SUS317L
18Cr-13Ni-3Mo
極低C
480
175
8A
−
9
−
ae)
114 104 97 92 88 84 81 79 76 74 73 71 70 69 68 66 65 − − − − − − − − − − − − − − SUS317L
h), ae)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 91 89 88 − − − − − − − − − − − − − −
SUS321
18Cr-10Ni-Ti
520
205
8A
−
7
−
f), g), ae)
137 129 123 118 114 110 106 103 100 97 95 92 91 89 88 87 86 85 84 83 75 60 44 33 25 18 13
9
6
4
3 SUS321
f), g), h), ae) 138 138 137 134 132 130 129 129 129 128 127 125 123 120 119 117 115 114 113 112 92 60 44 33 25 18 13
9
6
4
3
SUS347
18Cr-10Ni-Nb
520
205
8A
−
7
−
f), g), ae)
137 131 126 122 118 114 111 108 105 102 100 98 96 95 94 94 93 93 92 92 88 76 58 40 30 23 16 12
9
7
6 SUS347
f), g), h), ae) 138 138 137 133 130 126 123 121 119 118 117 116 116 116 116 116 116 115 115 112 98 76 58 40 30 23 16 12
9
7
6
SUS329J1
25Cr-4Ni-2Mo
590
390
8B
−
7
−
ae)
169 148 148 145 141 139 137 137 137 − − − − − − − − − − − − − − − − − − − − − − SUS329J1
SUS329J3L
23Cr-5Ni-3Mo-N
極低C
620
450
8B
−
− −
ae)
155 155 154 152 150 147 145 143 141 140 140 − − − − − − − − − − − − − − − − − − − − SUS329J3L
SUS329J4L
25Cr-6Ni-3Mo-N
極低C
620
450
8B
−
− −
ae)
155 155 154 152 150 147 145 143 141 140 140 − − − − − − − − − − − − − − − − − − − − SUS329J4L
SUS405
12Cr-Al
410
175
7
−
2
−
j), ae)
115 109 105 104 102 101 100 99 99 98 97 96 95 93 90 87 83 79 65 42 − − − − − − − − − − − SUS405
SUS410
13Cr
440
205
6
−
2
−
ae), am)
128 127 126 125 123 121 120 119 119 118 117 115 114 111 108 104 100 89 69 52 38 27 18 12
7 − − − − − − SUS410
SUS410S
13Cr
410
205
6
−
2
−
ae), am)
118 118 118 117 116 115 114 113 113 112 110 109 107 104 101 97 93 87 69 52 38 27 18 12
7 − − − − − − SUS410S
SUS429
15Cr
450
205
7
−
− − j), ae), am) 128 127 126 125 123 121 120 119 119 118 117 115 114 111 108 104 100 87 70 53 39 28 21 16 12 − − − − − − SUS429
SUS430
17Cr
450
205
7
−
7
−
j), ae)
128 127 126 125 123 121 120 119 119 118 117 115 114 111 108 104 100 87 70 53 39 28 21 16 12 − − − − − − SUS430
SUS434
17Cr-1Mo
450
205
7
−
− −
ae)
128 127 126 125 123 121 120 119 119 118 117 115 114 111 108 104 − − − − − − − − − − − − − − − SUS434
SUS444
18Cr-2Mo
410
245
7
−
− −
am)
118 118 118 116 114 113 112 111 110 109 107 105 − − − − − − − − − − − − − − − − − − − SUS444
SUS630
17Cr-4Ni-4Cu
930
725
6
−
− −
al), aq),
ar), as)
266 266 266 266 266 263 259 257 255 253 251 249 − − − − − − − − − − − − − − − − − − − SUS630
SUS890L
21Cr-25Ni-Mo
490
215
8A
−
− −
am)
139 123 114 109 104 100 96 92 89 86 84 81 80 − − − − − − − − − − − − − − − − − − SUS890L
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分
(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800 825 850 875 900 925 950 975
JIS G 4311
JIS G 4312
SUH21
18Cr-3Al
440
245
7
−
−
−
an)
126 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SUH21
SUH309
23Cr-12Ni
560
205
8A
−
−
−
an)
137 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SUH309
SUH310
25Cr-20Ni
590
205
8A
−
−
−
an)
137 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SUH310
SUH330
16Cr-35Ni
560
205
45
−
−
−
an)
137 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SUH330
SUH409
11Cr-Ti
360
175
7
−
−
−
an)
103 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SUH409
SUH446
27Cr
510
275
7
−
−
−
an)
146 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SUH446
SUH661
21Ni-18Co-
22Cr-30Fe-
3Mo-3W
690
315
−
−
−
−
at)
196 183 174 167 159 153 148 144 140 137 135 132 130 129 127 126 124 123 122 121 120 119 118 113 94 76 63 51 42 35 28 23 18 14 11 − − − SUH661
h), at)
197 197 197 195 193 190 187 185 183 181 180 178 176 173 172 170 168 167 165 163 162 156 139 114 94 76 63 51 42 35 28 23 18 14 11 − − −
SUS304
18Cr-8Ni
520
205
8A
−
6
−
f), g), ae)
137 123 114 108 103 100 96 93 90 88 86 84 82 80 79 77 76 75 74 72 71 69 64 52 42 33 27 21 17 14 11 − − − − − − − SUS304
f), g), h), ae) 138 138 137 134 130 128 127 124 122 119 116 114 111 109 107 105 103 101 99 97 92 79 64 52 42 33 27 21 17 14 11 − − − − − − −
SUS309S
23Cr-12Ni
520
205
8A
−
7
−
f), g), ae)
137 126 119 115 111 108 105 102 100 98 97 95 94 93 92 90 89 88 87 77 60 44 32 24 17 11
6 4 3 2
2 − − − − − − − SUS309S
f), g), h), ae) 138 138 138 138 138 138 138 136 135 133 131 129 127 125 124 122 121 119 113 87 60 44 32 24 17 11
6 4 3 2
2 − − − − − − −
SUS310S
25Cr-20Ni
520
205
8A
−
7
−
f), g), ae)
137 127 120 115 111 108 105 102 100 97 96 94 93 92 90 89 88 87 85 76 60 44 32 24 17 11
6 4 3 2
2 − − − − − − − SUS310S
f), g), h), ae) 138 138 138 138 138 138 137 136 134 132 129 127 125 123 122 120 119 117 112 87 60 44 32 24 17 11
6 4 3 2
2 − − − − − − −
SUS316
16Cr-12Ni-
2Mo
520
205
8A
−
7
−
f), g), ae)
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 − − − − − − − SUS316
f), g), h), ae) 138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11 − − − − − − −
SUS316Ti
16Cr-12Ni-
2Mo0Ti
520
205
−
−
7
− f), g), ae), an) 137 127 120 115 109 104 99 96 92 90 87 85 84 83 82 81 81 80 80 79 78 77 74 65 51 39 30 23 18 14 11 − − − − − − − SUS316Ti
f),g),h),ae),an) 138 138 138 138 138 136 134 130 125 121 118 115 113 112 110 110 109 108 107 106 105 98 81 65 51 39 30 23 18 14 11 − − − − − − −
SUS317
18Cr-13Ni-
3Mo
520
205
8A
−
7
−
f), g)
137 125 118 113 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 − − − − − − − SUS317
f), g), h)
138 138 138 138 138 136 133 130 126 122 119 116 114 112 111 110 108 108 107 106 105 98 81 65 51 39 30 23 18 14 11 − − − − − − −
SUS321
18Cr-10Ni-Ti
520
205
8A
−
7
−
f), g), ae)
137 129 123 118 114 110 106 103 100 97 95 92 91 89 88 87 86 85 84 83 75 60 44 33 25 18 13 9 6 4
3 − − − − − − − SUS321
f), g), h), ae) 138 138 137 134 132 130 129 129 129 128 127 125 123 120 119 117 115 114 113 107 87 60 44 33 25 18 13 9 6 4
3 − − − − − − −
SUS347
18Cr-10Ni-
Nb
520
205
8A
−
7
−
f), g), ae)
137 131 126 122 118 114 111 108 105 102 100 98 96 95 94 94 93 93 92 92 88 76 58 40 30 23 16 12 9 7
6 − − − − − − − SUS347
f), g), h), ae) 138 138 137 133 130 126 123 121 119 118 117 116 116 116 116 116 116 115 115 112 98 76 58 40 30 23 16 12 9 7
6 − − − − − − −
SUS403
12Cr
440
205
6
−
2
−
ae), an)
128 127 126 125 123 121 120 119 119 118 117 115 114 111 108 104 100 89 69 52 38 27 18 12 7 − − − − − − − − − − − − − SUS403
SUS405
12Cr-Al
410
175
7
−
2
−
j), ae)
115 109 105 104 102 101 100 99 99 98 97 96 95 93 90 87 83 79 65 42 − − − − − − − − − − − − − − − − − − SUS405
SUS410
13Cr
440
205
6
−
2
−
ae), an)
128 127 126 125 123 121 120 119 119 118 117 115 114 111 108 104 100 89 69 52 38 27 18 12 7 − − − − − − − − − − − − − SUS410
SUS430
17Cr
450
205
7
−
7
−
j), ae), al)
128 127 126 125 123 121 120 119 119 118 117 115 114 111 108 104 100 87 70 53 39 28 21 16 12 − − − − − − − − − − − − − SUS430
SUS630
17Cr-4Ni-
4Cu
930
725
6
−
−
− al),aq),ar),as) 266 266 266 266 266 263 259 257 255 253 251 249 − − − − − − − − − − − − − − − − − − − − − − − − − − SUS630
JIS G 4901 NCF600
72Ni-15Cr-
8Fe
550
245
43
−
29
−
−
157 150 146 145 143 142 142 141 140 139 138 137 136 135 134 132 129 115 86 60 41 28 19 15 14 − − − − − − − − − − − − − NCF600
h)
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 155 122 86 60 41 28 19 15 14 − − − − − − − − − − − − −
NCF625
60Ni-22Cr-
9Mo-3.5Nb
760
830
345
415
43
−
41
−
−
216 216 216 216 216 215 213 211 209 207 206 204 202 200 199 197 195 194 192 190 188 185 174 137 91 − − − − − − − − − − − − − NCF625
−
236 236 236 236 236 234 232 230 228 226 224 223 221 219 217 215 213 212 210 207 205 202 187 137 91 − − − − − − − − − − − − −
NCF690
58Ni-29Cr-
9Fe
590
240
43
−
−
−
−
160 150 144 141 137 135 132 130 129 128 127 127 127 127 127 127 127 − − − − − − − − − − − − − − − − − − − − − NCF690
h)
161 161 161 161 161 161 161 160 160 159 158 158 158 157 157 156 155 − − − − − − − − − − − − − − − − − − − − −
NCF750
70Ni-15Cr-
7Fe-2.5Ti-
0.7Al-1Nb
960
1 170
615
795
43
−
−
−
m)
274 274 274 274 274 274 274 274 274 274 274 274 274 274 274 274 − − − − − − − − − − − − − − − − − − − − − − NCF750
n)
334 334 334 334 334 334 334 334 334 334 334 334 334 334 334 334 − − − − − − − − − − − − − − − − − − − − − −
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
77
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分
(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800 825 850 875 900 925 950 975
JIS G 4901
(続き)
NCF800
33Ni-21Cr-42Fe
520
205
45
−
33
−
−
137 131 127 125 123 121 119 118 116 115 113 112 111 109 108 107 106 104 103 102 101 96 84 64 46 30 16 12 9 7 6 − − − − − − − NCF800
h)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 128 108 84 64 46 30 16 12 9 7 6 − − − − − − −
NCF800H
33Ni-21Cr-42Fe
450
175
45
−
34
−
−
115 109 105 102 99 97 94 92 90 88 85 83 82 80 79 77 75 74 73 72 71 70 68 62 51 41 34 28 23 18 15 12 9 7
6 − − − NCF800H
h)
115 115 115 115 115 115 115 115 115 115 114 113 110 108 105 104 102 100 99 97 96 90 76 62 51 41 34 28 23 18 15 12 9 7
6 − − −
NCF825
42Ni-22Cr-3Mo-
2.5Cu-1Ti
580
235
45
−
32
−
−
160 152 147 143 140 137 134 131 129 126 124 122 120 119 119 117 117 117 116 115 − − − − − − − − − − − − − − − − − − NCF825
h)
161 161 161 161 161 161 161 161 161 161 161 161 161 161 160 159 158 157 156 155 − − − − − − − − − − − − − − − − − −
JIS G 4902 NCF600
72Ni-15Cr-8Fe
550
245
43
−
29
−
−
157 150 146 145 143 142 142 141 140 139 138 137 136 135 134 132 129 115 86 60 41 28 19 15 14 − − − − − − − − − − − − − NCF600
h)
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 155 122 86 60 41 28 19 15 14 − − − − − − − − − − − − −
NCF625
60Ni-22Cr-9Mo-
3.5Nb
760
380
43
−
41
−
−
216 216 216 216 216 215 213 211 209 207 206 204 202 200 199 197 195 194 192 190 188 185 174 137 91 − − − − − − − − − − − − − NCF625
830
415
43
−
41
−
−
236 236 236 236 236 234 232 230 228 226 224 223 221 219 217 215 213 212 210 207 205 202 187 137 91 − − − − − − − − − − − − −
NCF690
58Ni-29Cr-9Fe
590
240
43
−
−
−
−
160 150 144 141 137 135 132 130 129 128 127 127 127 127 127 127 127 − − − − − − − − − − − − − − − − − − − − − NCF690
h)
161 161 161 161 161 161 161 160 160 159 158 158 158 157 157 156 155 − − − − − − − − − − − − − − − − − − − − −
NCF750
70Ni-15Cr-7Fe-
2.5Ti-0.7Al-1Nb
960
615
43
−
−
−
m)
274 274 274 274 274 274 274 274 274 274 274 274 274 274 274 274 − − − − − − − − − − − − − − − − − − − − − − NCF750
1 170
795
43
−
−
−
n)
334 334 334 334 334 334 334 334 334 334 334 334 334 334 334 334 − − − − − − − − − − − − − − − − − − − − − −
NCF800
33Ni-21Cr-42Fe
520
205
45
−
33
−
−
137 131 127 125 123 121 119 118 116 115 113 112 111 109 108 107 106 104 103 102 101 96 84 64 46 30 16 12 9 7 6 − − − − − − − NCF800
h)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 128 108 84 64 46 30 16 12 9 7 6 − − − − − − −
NCF800H
33Ni-21Cr-42Fe
450
175
45
−
34
−
−
115 109 105 102 99 97 94 92 90 88 85 83 82 80 79 77 75 74 73 72 71 70 68 62 51 41 34 28 23 18 15 12 9 7
6 − − − NCF800H
h)
115 115 115 115 115 115 115 115 115 115 114 113 110 108 105 104 102 100 99 97 96 90 76 62 51 41 34 28 23 18 15 12 9 7
6 − − −
NCF825
42Ni-22Cr-3Mo-
2.5Cu-1Ti
580
235
45
−
32
−
−
160 152 147 143 140 137 134 131 129 126 124 122 120 119 119 117 117 117 116 115 − − − − − − − − − − − − − − − − − − NCF825
h)
161 161 161 161 161 161 161 161 161 161 161 161 161 161 160 159 158 157 156 155 − − − − − − − − − − − − − − − − − −
JIS G 4903 NCF600TP 72Ni-15Cr-8Fe
550
205
43
−
29
S
o)
138 134 131 129 126 124 121 119 117 115 113 111 109 108 107 105 104 103 84 60 41 28 19 15 14 − − − − − − − − − − − − − NCF600TP
h), o)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 117 86 60 41 28 19 15 14 − − − − − − − − − − − − −
520
175
43
−
29
S
p)
115 111 109 107 105 103 101 99 97 96 94 93 91 90 89 88 86 86 78 60 41 28 19 15 14 − − − − − − − − − − − − −
h), p)
115 115 115 115 115 115 115 115 115 115 115 115 115 115 115 115 115 112 86 60 41 28 19 15 14 − − − − − − − − − − − − −
550
245
43
−
29
S
q)
157 150 146 145 143 142 142 141 140 139 138 137 136 135 134 132 129 115 86 60 41 28 19 15 14 − − − − − − − − − − − − −
h), q)
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 155 122 86 60 41 28 19 15 14 − − − − − − − − − − − − −
205
43
−
29
S
r)
138 134 131 129 126 124 121 119 117 115 113 111 109 108 107 105 104 103 84 60 41 28 19 15 14 − − − − − − − − − − − − −
h), r)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 117 86 60 41 28 19 15 14 − − − − − − − − − − − − −
NCF625TP 60Ni-22Cr-9Mo-
3.5Nb
820
410
43
−
41
S
h), s)
236 236 236 236 236 234 232 230 228 226 224 223 221 219 217 215 213 212 210 207 205 202 187 137 91 − − − − − − − − − − − − − NCF625TP
NCF690TP 58Ni-29Cr-9Fe
590
245
43
−
−
S
q)
160 150 144 141 137 135 132 130 129 128 127 127 127 127 127 127 127 126 118 96 72 56 21 − − − − − − − − − − − − − − − NCF690TP
h), q)
161 161 161 161 161 161 161 160 160 159 158 158 158 157 157 156 155 154 128 96 72 56 21 − − − − − − − − − − − − − − −
NCF800TP 33Ni-21Cr-42Fe
450
175
45
−
33
S
aa), af)
115 109 105 102 99 97 94 92 90 88 85 83 82 80 79 77 75 74 73 72 71 70 68 62 51 41 34 28 23 18 15 12 10 8
7 − − − NCF800TP
h), aa), af) 115 115 115 115 115 115 115 115 115 115 114 113 110 108 105 104 102 100 99 97 96 90 76 62 51 41 34 28 23 18 15 12 10 8
7 − − −
520
295
45
−
33
S
s), af)
137 131 127 125 123 121 119 118 116 115 113 112 111 109 108 107 106 104 103 102 101 96 84 64 46 30 16 12 9 7 6 − − − − − − −
h), s), af) 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 128 108 84 64 46 30 16 12 9 7 6 − − − − − − −
NCF800HT
P
33Ni-21Cr-42Fe
450
175
45
−
34
S
−
115 109 105 102 99 97 94 92 90 88 85 83 82 80 79 77 75 74 73 72 71 70 68 62 51 41 34 28 23 18 15 12 9 7
6 5 4 3 NCF800HTP
h)
115 115 115 115 115 115 115 115 115 115 114 113 110 108 105 104 102 100 99 97 96 90 76 62 51 41 34 28 23 18 15 12 9 7
6 5 4 3
NCF825TP 42Ni-22Cr-3Mo-
2.5Cu-1Ti
580
235
45
−
32
S
s)
160 152 147 143 140 137 134 131 129 126 124 122 120 119 119 117 117 117 116 115 − − − − − − − − − − − − − − − − − − NCF825TP
h), s)
161 161 161 161 161 161 161 161 161 161 161 161 161 161 160 159 158 157 156 155 − − − − − − − − − − − − − − − − − −
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分
(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800 825 850 875 900 925 950 975
JIS G 4904 NCF600TB 72Ni-15Cr-8Fe
550
245
43
−
29
S
−
157 150 146 145 143 142 142 141 140 139 138 137 136 135 134 132 129 115 86 60 41 28 19 15 14 − − − − − − − − − − − − − NCF600TB
h)
158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 158 155 122 86 60 41 28 19 15 14 − − − − − − − − − − − − −
NCF625TB 60Ni-22Cr-9Mo-
3.5Nb
820
410
43
−
41
S
h)
236 236 236 236 236 234 232 230 228 226 224 223 221 219 217 215 213 212 210 207 205 202 187 137 91 − − − − − − − − − − − − − NCF625TB
NCF690TB 58Ni-29Cr-9Fe
590
245
43
−
−
S
−
160 150 144 141 137 135 132 130 129 128 127 127 127 127 127 127 127 126 118 96 72 56 21 − − − − − − − − − − − − − − − NCF690TB
h)
161 161 161 161 161 161 161 160 160 159 158 158 158 157 157 156 155 154 128 96 72 56 21 − − − − − − − − − − − − − − −
NCF800TB 33Ni-21Cr-42Fe
520
205
45
−
33
S
−
137 131 127 125 123 121 119 118 116 115 113 112 111 109 108 107 106 104 103 102 101 96 84 64 46 30 16 12
9
7 6 − − − − − − − NCF800TB
h)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 128 108 84 64 46 30 16 12
9
7 6 − − − − − − −
NCF800HT
B
33Ni-21Cr-42Fe
450
175
45
−
34
S
−
115 109 105 102 99 97 94 92 90 88 85 83 82 80 79 77 75 74 73 72 71 70 68 62 51 41 34 28 23 18 15 12 9 7 6
5 4
3 NCF800HTB
h)
115 115 115 115 115 115 115 115 115 115 114 113 110 108 105 104 102 100 99 97 96 90 76 62 51 41 34 28 23 18 15 12 9 7 6
5 4
3
NCF825TB 42Ni-22Cr-3Mo-
2.5Cu-1Ti
580
235
45
−
32
S
−
160 152 147 143 140 137 134 131 129 126 124 122 120 119 119 117 117 117 116 115 − − − − − − − − − − − − − − − − − − NCF825TB
h)
161 161 161 161 161 161 161 161 161 161 161 161 161 161 160 159 158 157 156 155 − − − − − − − − − − − − − − − − − −
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%) 材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 5101 SC360
−
360
175
1
1
1
−
v)
68
68 68 68 68 67 67 65 64 62 61 59 57 − − − − − − − − − − − − − − − − − − SC360
w), x)
82
82 82 82 82 81 80 78 77 74 73 70 69 66 61 53 45 − − − − − − − − − − − − − −
SC410
−
410
205
1
1
2
−
v)
79
79 79 79 79 79 79 78 76 74 72 70 68 65 60 51 42 31 22 15 − − − − − − − − − − − SC410
a),w),x),ag) 94
94 94 94 94 94 94 93 91 88 86 83 81 78 72 60 50 37 26 18 14 − − − − − − − − − −
SC450
−
450
225
1
1
2
−
v)
86
86 86 86 86 86 85 84 82 80 78 76 73 − − − − − − − − − − − − − − − − − − SC450
a),w),x),ag) 103 103 103 103 103 103 102 101 98 96 94 91 88 86 76 64 50 39 29 19 14 − − − − − − − − − −
SC480
−
480
245
1
2
2
−
v)
92
92 92 92 92 92 92 92 91 89 87 84 82 78 68 56 45 34 23 15 − − − − − − − − − − − SC480
a),w),x),ag) 110 110 110 110 110 110 110 109 109 106 103 100 97 93 82 67 54 41 27 18 14 − − − − − − − − − −
JIS G 5102 SCW410
−
410
235
1
1
2
−
v)
78
78 78 78 78 78 78 78 78 78 78 78 77 − − − − − − − − − − − − − − − − − − SCW410
x)
94
94 94 94 94 94 94 94 94 94 94 94 92 − − − − − − − − − − − − − − − − − −
SCW450
−
450
255
1
1
2
−
v)
86
86 86 86 86 86 86 86 86 86 86 86 83 − − − − − − − − − − − − − − − − − − SCW450
x)
103 103 103 103 103 103 103 103 103 103 103 103 100 − − − − − − − − − − − − − − − − − −
SCW480
−
480
275
1
2
3
−
v)
92
92 92 92 92 92 92 92 92 92 92 92 90 82 68 56 45 34 23 15 − − − − − − − − − − − SCW480
x)
110 110 110 110 110 110 110 110 110 110 110 110 107 98 82 67 54 41 27 18 − − − − − − − − − − −
SCW550
2.25Ni-Mn-Mo-V
550
355
1
3
3
−
v)
105 105 105 105 105 105 105 105 105 105 105 105 103 − − − − − − − − − − − − − − − − − − SCW550
x)
126 126 126 126 126 126 126 126 126 126 126 126 124 − − − − − − − − − − − − − − − − − −
SCW620
2.25Ni-Mn-Mo-V
620
430
1
3
3
−
v)
118 118 118 117 117 116 115 115 115 115 115 115 115 − − − − − − − − − − − − − − − − − − SCW620
x)
142 142 142 141 140 139 138 138 138 138 138 138 138 − − − − − − − − − − − − − − − − − −
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
79
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%) 材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 5111 SCC3A
−
520
265
1
2
3
−
x)
119 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCC3A
SCC5A
−
620
295
1
2
3
−
x)
103 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCC5A
SCMn1A
−
540
275
1
2
3
−
x)
123 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCMn1A
SCMn2A
−
590
345
1
2
3
−
x)
135 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCMn2A
SCMn3A
−
640
370
1
3
3
−
x)
146 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCMn3A
SCMn5A
−
690
390
−
−
−
−
x)
158 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCMn5A
SCSiMn2A
0.65Si-Mn
590
295
3
3
3
−
x)
169 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCSiMn2A
SCMnCr2A
Mn-0.6Cr
590
370
3
3
3
−
x)
169 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCMnCr2A
SCMnCr3A
Mn-0.6Cr
640
390
3
3
3
−
x)
183 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCMnCr3A
SCMnCr4A
Mn-0.6Cr
690
410
−
−
3
−
x)
197 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCMnCr4A
JIS G 5121 SCS1-T1
13Cr
540
345
6
−
3
−
x)
123 123 123 122 121 119 118 118 118 116 114 113 111 − − − − − − − − − − − − − − − − − − SCS1-T1
SCS1-T2
13Cr
620
450
6
−
3
−
x)
142 142 141 140 139 138 137 136 135 134 132 130 128 125 121 117 92 68 49 34 23 16 11
8
6 − − − − − − SCS1-T2
SCS6
13Cr-4Ni
750
550
6
−
−
−
−
173 173 173 172 170 168 166 165 163 161 160 158 156 154 151 148 − − − − − − − − − − − − − − − SCS6
SCS13
18Cr-8Ni
440
185
8A
−
6
−
x)
98
86 81 78 74 71 68 66 65 62 62 60 58 − − − − − − − − − − − − − − − − − − SCS13
SCS13A
18Cr-8Ni
480
205
8A
−
6
−
f), g), x)
110
98 91 87 83 80 77 74 72 70 69 67 66 64 63 62 61 60 59 58 55 49 39 32 26 22 19 16 13 12 10 SCS13A
f), g), h), x) 110 106 103 100 98 96 95 94 93 93 92 91 89 87 85 84 82 81 79 73 61 49 39 32 26 22 19 16 13 12 10
SCS14
16Cr-12Ni-2Mo
440
185
8A
−
7
−
x)
98
88 82 78 74 73 70 68 66 64 62 61 60 − − − − − − − − − − − − − − − − − − SCS14
SCS14A
16Cr-12Ni-2Mo
480
205
8A
−
7
−
f), g), x)
110 100 94 90 85 82 79 76 74 72 71 69 68 67 66 65 64 64 63 63 62 57 46 37 30 24 20 16 14 11 10 SCS14A
f), g), h), x) 110 110 110 108 107 106 106 103 100 97 95 93 91 90 88 87 87 86 85 83 74 59 46 37 30 24 20 16 14 11 10
SCS16
16Cr-12Ni-2Mo
極低C
390
175
8A
−
9
−
x)
89
82 78 74 70 68 66 64 62 60 58 58 56 − − − − − − − − − − − − − − − − − − SCS16
SCS16A
16Cr-12Ni-2Mo
極低C
480
205
8A
−
9
−
x)
110 100 94 90 85 82 79 76 74 72 71 69 68 67 66 65 64 − − − − − − − − − − − − − − SCS16A
h), x)
110 110 110 108 107 106 106 103 100 97 95 93 91 90 88 87 87 − − − − − − − − − − − − − −
SCS17
25Cr-12Ni
480
205
8A
−
7
−
f), x)
109
97 89 86 83 82 80 79 78 77 76 74 73 71 69 67 65 63 61 59 53 43 34 27 21 16 13 11
8
6
5 SCS17
f), h), x)
110 104 100 97 94 93 92 92 92 92 92 91 91 90 89 88 86 83 80 69 55 43 34 27 21 16 13 11
8
6
5
SCS18
25Cr-20Ni
450
195
8A
−
7
−
f), x)
102
90 84 81 78 76 75 74 73 72 71 69 68 67 65 63 61 59 58 56 54 51 45 39 33 27 20 15 10
7
5 SCS18
f), h), x)
102
97 93 90 87 86 85 85 85 85 85 85 84 84 83 82 80 77 74 67 59 52 45 39 33 27 20 15 10
7
5
SCS19
18Cr-8Ni 極低C
390
185
8A
−
8
−
x)
89
82 77 74 70 67 65 63 62 60 58 57 56 − − − − − − − − − − − − − − − − − − SCS19
SCS19A
18Cr-8Ni 極低C
480
205
8A
−
8
−
x)
110
98 91 87 83 80 77 74 72 70 69 67 66 64 63 62 − − − − − − − − − − − − − − − SCS19A
h), x)
110 106 103 100 98 96 95 94 93 93 92 91 89 87 85 84 − − − − − − − − − − − − − − −
SCS21
18Cr-10Ni-Nb
480
205
8A
−
7
−
f), x)
110 104 101 97 94 91 89 86 84 82 80 78 77 76 76 75 75 74 74 74 71 61 46 32 24 19 13
9
7
6
5 SCS21
f), h), x)
110 107 104 101 97 94 92 90 89 88 87 87 87 87 87 87 87 86 86 85 77 61 46 32 24 19 13
9
7
6
5
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分
(%)
材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製
造
方
法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800 825 850 875 900 925 950 975 980 1000 1010
JIS G 5122 SCH12
21Cr-20Ni
490
235
−
−
−
−
− 112 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCH12
SCH13
26Cr-13Ni
490
235
−
−
−
−
− 112 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCH13
SCH16
15Cr-35Ni
440
195
−
−
−
−
− 101 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCH16
SCH17
28Cr-10Ni
540
275
−
−
−
−
− 123 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCH17
SCH18
28Cr-16Ni
490
235
−
−
−
−
− 112 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCH18
SCH21
25Cr-20Ni
440
235
−
−
−
−
− 101 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCH21
SCH22
25Cr-20Ni
440
235
−
−
−
− ak) 101 − − − − − − − − − − − − − − − − − − − − − − − − − − − 37 31 26 21 17 14 11 9 7 6
5
4
4 SCH22
SCH22-CF 25Cr-20Ni
440
235
−
−
−
− ak) 101 − − − − − − − − − − − − − − − − − − − − − − − − − − − 37 31 26 21 17 14 11 9 7 6
5
4
4 SCH22-CF
SCH23
30Cr-20Ni
450
245
−
−
−
−
− 103 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCH23
SCH24
26Cr-35Ni
440
235
−
−
−
−
− 101 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SCH24
表B.1−鉄鋼材料の許容引張応力(続き)
種類
記号
標準成分(%) 材料規
格の引
張強さ
N/mm2
材料規
格の降
伏点
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 5151 SCPH1
−
410
205
1
1
2
−
a), x), ag)
94 94 94 94 94 94 94 93 91 88 86 83 81 78 72 60 50 37 26 18 14 − − − − − − − − − − SCPH1
SCPH2
−
480
245
1
2
2
−
a), x), ag) 110 110 110 110 110 110 110 109 109 106 103 100 97 93 82 67 54 41 27 18 14 − − − − − − − − − − SCPH2
SCPH11
0.5Mo
450
245
3
1
2
−
b), x), ag) 103 103 103 103 103 103 103 103 103 103 103 103 102 101 99 96 94 80 56 35 26 − − − − − − − − − − SCPH11
SCPH21
1Cr-0.5Mo
480
275
4
1
3
−
x)
110 110 110 110 110 110 110 110 110 110 110 110 110 110 109 106 104 83 60 42 30 21 − − − − − − − − − SCPH21
SCPH32
2.5Cr-1Mo
480
275
5
1
3
−
x)
110 110 110 109 109 108 107 107 107 106 106 106 105 103 102 99 95 89 72 52 36 25 16 10
7 − − − − − − SCPH32
SCPH61
5Cr-0.5Mo
620
410
5
2
3
−
x)
142 142 141 139 137 137 136 136 136 135 134 133 131 129 125 107 83 65 50 38 28 21 15
9
6 − − − − − − SCPH61
JIS G 5152 SCPL1
−
450
245
1
1
2
−
x)
103 103 103 103 103 103 103 103 103 102 100 98 95 − − − − − − − − − − − − − − − − − − SCPL1
SCPL11
0.5Mo
450
245
3
1
2
−
x)
103 103 103 103 103 103 103 103 103 103 103 103 102 − − − − − − − − − − − − − − − − − − SCPL11
SCPL21
2.5Ni
480
275
9A
−
3
−
x)
110 110 110 110 110 110 110 110 110 110 110 108 − − − − − − − − − − − − − − − − − − − SCPL21
SCPL31
3.5Ni
480
275
9B
−
3
−
x)
110 110 110 110 110 110 110 110 110 110 110 108 − − − − − − − − − − − − − − − − − − − SCPL31
JIS G 5201 SCW480-CF
−
480
275
1
2
3
−
a)
110 110 110 110 110 110 110 110 110 110 110 110 107 98 82 67 54 41 27 18 − − − − − − − − − − − SCW480-CF
JIS G 5202 SCPH2-CF
−
480
275
1
2
3
−
a)
110 110 110 110 110 110 110 110 110 110 110 110 107 98 82 67 54 41 27 18 − − − − − − − − − − − SCPH2-CF
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
81
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
注記1 この表において,各温度の中間における許容引張応力の値は,直線補間によって計算する。
注記2 この表の“外圧チャート番号”の数字は,図E.10の番号 (1)〜(9),(12)〜(21),(23)〜(30),(32)〜(36),(38),(40),(41),(44)〜(47) 及び (49)〜(52) を示す。
注記3 この表の“製造方法”の欄において,Sは継目無管,Wは電気抵抗溶接管,サブマージアーク溶接管,自動アーク溶接管,レーザ溶接管又は鍛接管を示す。
ここに示す溶接管の許容引張応力には溶接継手効率η=0.85が含まれているので,計算厚さの式に用いるσa ηは,この表の値をとる。
注a) 425 ℃を超える温度で長時間使用する場合は,材料の黒鉛化に注意する。
b) 465 ℃を超える温度で長時間使用する場合は,材料の黒鉛化に注意する。
c) JIS B 8285に基づく継手引張試験による引張強さが655 N/mm2以上,690 N/mm2未満の場合に適用する。
d) 溶接しない場合又はJIS B 8285に基づく継手引張試験による引張強さが690 N/mm2以上の場合に適用する。
e) この許容引張応力の値は,突合せ内外面サブマージアーク溶接によって製造された,溶接継手効率0.7を乗じて得られる値である。
f) この欄の550 ℃以上の温度での許容引張応力の値は,炭素含有量が0.04 %以上の材料に適用する。
g) この欄の525 ℃を超える温度での許容引張応力の値は,1 040 ℃以上の温度から急冷する固溶化熱処理を行う材料に適用する。
h) この欄の許容引張応力の値は,変形がある程度許容できる場合に適用する。
i) この欄の350 ℃を超える温度での許容引張応力の値は,溶加材を用いない自動アーク溶接によって製造し,冷間加工後母材及び溶接部の完全な耐食性を得る
ための最適な固溶化熱処理を行った材料に適用する。
j) この鋼種は425 ℃を超える温度で使用した後は,常温におけるぜい性が大きくなるため,十分な理由のない限り,この温度以上では使用しない。
k) この欄の許容引張応力の値は,強度区分1の材料に適用する。
l) この欄の許容引張応力の値は,強度区分2の材料に適用する。
m) この欄の許容引張応力の値は,固溶化熱処理を行った後,H1時効処理を行う材料に適用する。
n) この欄の許容引張応力の値は,固溶化熱処理を行った後,H2時効処理を行う材料に適用する。
o) この欄の許容引張応力の値は,熱間仕上後,焼なましを行う外径127 mm以下の管に適用する。
p) この欄の許容引張応力の値は,熱間仕上後,焼なましを行う外径127 mmを超える管に適用する。
q) この欄の許容引張応力の値は,冷間仕上後,焼なましを行う外径127 mm以下の管に適用する。
r) この欄の許容引張応力の値は,冷間仕上後,焼なましを行う外径127 mmを超える管に適用する。
s) この欄の許容引張応力の値は,冷間仕上後,焼なましを行う管に適用する。
t) この欄の許容引張応力の値は,炭素含有量0.35 %以下の材料に適用する。
u) この欄の許容引張応力の値は,径又は厚さが130 mm以上の鍛鋼品に適用する。
v) この欄の許容引張応力の値は,許容引張応力の設定基準(解説添付書)によって得られた許容引張応力に鋳造係数0.67を乗じた値である。
w) この欄の許容引張応力の値を用いる場合,材料は次のa)〜d) の化学成分とする。
a) Cの含有量は,材料の記号がSC360及びSC410は0.25 %以下,SC450及びSC480は0.35 %以下とする。
b) Mnの含有量は,0.70 %以下とする。
なお,Cの含有量をa) に規定する値より0.01 %減じるごとにMnの含有量を0.04 %ずつ増加させてもよい。ただし,Mnの含有量は1.10 %を超えない。
c) P及びSの含有量は0.04 %以下,Siの含有量は0.60 %以下とする。
d) 不純物としてのNi,Cr,Cuはそれぞれ0.5 %以下に,それらの和を1.0 %以下とする。
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.1−鉄鋼材料の許容引張応力(続き)
注x) この欄の許容引張応力の値は,許容引張応力の設定基準(解説添付書)によって得られた許容引張応力に鋳造品の品質係数0.8を乗じた値である。ただし,鋳
造品の品質係数は,次のa)〜c) のいずれかの非破壊試験を行う場合は0.9,d) の非破壊試験を行う場合は1.0としてもよい。
a) 製品全数(1個の場合を含む。以下,この項において同じ。)をJIS G 0581によって放射線透過試験を行い,JIS G 0581に規定するブローホール,砂かみ
及び介在物のきず(以下,きずという。)に対してそれぞれ3類以上の場合
b) 製品全数を磁粉探傷試験又は浸透探傷試験を行う場合
c) 製品を抜き取り,JIS G 0581によってきずの存在が想定される部分について放射線透過試験を行い,JIS G 0581に規定するきずに対してそれぞれ3類以上
で,かつ,磁粉探傷試験又は浸透探傷試験を行う場合。ここで抜取りとは,新しい設計の木型ごとに最初の製造においては5個のうち3個以上を,それ以
降の製造においては5個又はその端数ごとに1個取ることをいう。
d) 製品全数を,JIS G 0581によって放射線透過試験を行い,JIS G 0581に規定するきずに対してそれぞれ3類以上で,かつ,磁粉探傷試験又は浸透探傷試験
を行う場合
y) この欄の許容引張応力の値は,表2の継手の種類(B−1)による溶接継手効率0.7を乗じた値である。同表の継手の種類に従って製作し,かつ,放射線透過試
験を行う場合は,JIS G 4304の同一鋼種の許容引張応力の値に該当する溶接継手効率を乗じて得られた値とする。
z) 製造方法Wによる管は,JIS G 0582によって超音波探傷試験を行う。この場合,探傷感度区分はUCとする。
aa) この欄の許容引張応力の値は,熱間仕上後,焼なましを行う管に適用する。
ab) この欄でクリープ特性が要求される場合は,不純物としてのニッケル含有量は0.5 %以下とする。
ac) この欄の外圧チャート番号は,厚さが100 mmを超える場合にあっては図E.10 (1) を適用し,100 mm以下の場合は,図E.10 (2) を適用する。
ad) JIS G 3115のSPV355N,SPV450Qの外圧チャート番号は,図E.10 (4) による。
ae) この欄の外圧チャート番号は,強め輪に使用する場合だけ適用できる。
af)
この欄の外圧チャート番号は,成形仕上後,焼なましを行う場合は図E.10 (33) を適用し,成形仕上後,固溶化熱処理を行う場合は図E.10 (34) を適用する。
ag) 550 ℃を538 ℃に読み替える。
ah) この欄の許容引張応力の値は,降伏点又は0.2 %耐力を基にした許容引張応力である。この許容引張応力を用いて製作する溶接継手は全線について,別途指
定する放射線透過試験及び磁粉探傷試験を行い,これに合格すること。
ai)
板厚が50 mm以下の場合に限る。
aj)
840 ℃以上,890 ℃以下の温度で焼ならしする。
ak) この欄の750〜1 010 ℃の許容引張応力の値は,改質管,改質管の鏡板,改質管のふた板及び改質管の平板に使用する以外には使用できない。
al)
鋼棒に適用する。
am) 鋼板又は鋼帯に適用する。
an) 鋼板に適用する。
ao) この欄の許容引張応力の値は,内外面自動サブマージアーク溶接によって製作する導管(管厚6 mm未満を除く。)で,別途指定する超音波探傷試験に合格す
る場合に適用する。
ap) この欄の許容引張応力の値は,焼ならしを行い,かつ,JIS G 0582の探傷区分UCによる超音波探傷試験に合格した電気抵抗溶接管を,別途指定する部分に
使用する場合に限り適用できる。
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
83
B 8267:2015
表B.1−鉄鋼材料の許容引張応力(続き)
注aq) この欄の許容引張応力の値は,固溶化熱処理の後,H1150析出硬化処理を行う材料に適用する。
ar) この鋼種は,320 ℃で約5 000 h加熱,340 ℃ではより短時間加熱の後に,常温におけるじん性が低下する。
as) この鋼種は,590〜930 ℃の温度範囲で比較的短時間加熱の後にσ相が生成して,延性が著しく低下する。
at)
この欄の許容引張応力の値は,固溶化熱処理を行う材料に適用する。
au) この欄の許容引張応力の値は,火力発電用に適用する。
表B.2−鉄鋼材料の許容引張応力(JIS以外)
種類
記号
標準成分
(%)
材料規格
の引張強
さ
N/mm2
材料規格
の降伏点
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
製造
方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
ISO 3183
X42
−
415
289
1
1
3
−
a)
b)
118
130
118
120
118
117
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
X42
X46
−
435
317
1
1
3
−
a)
b)
124
139
124
134
124
131
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
X46
X52
−
460
358
1
1
3
−
a)
b)
130
146
130
142
130
139
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
X52
X56
−
490
386
1
2
3
−
a)
b)
140
157
140
152
139
148
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
X56
X60
−
520
413
1
2
3
−
a)
b)
148
165
148
161
147
155
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
X60
X65
−
535
448
1
2
−
−
a)
b)
151
170
151
165
151
160
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
X65
Gr.B
−
415
241
1
1
2
S
E
−
−
118
101
118
101
118
101
118
101
118
101
118
101
118
101
118
101
118
101
118
101
118
101
118
101
115
99
105
90
90
77
75
64
62
53
46
39
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
Gr.B
注記1 この表において各温度の中間における許容引張応力の値は,直線補間によって計算する。
注記2 この表の“外圧チャート番号”は,図E.10の番号 (1)〜(9),(12)〜(21),(23)〜(30),(32)〜(36),(38),(40),(41),(44)〜(47) 及び (49)〜(52) を示す。
注記3 この表の鋼種は,API 5L:2012と同じである。
注a) 上段の値は,引張強さを基準とした許容引張応力である。
b) 下段の値は,0.5 %耐力を基準とした許容引張応力である。下段の値は,長手継手の全線について超音波探傷試験又は放射線透過試験を行う場合に適用する。
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.3−非鉄金属材料の許容引張応力
(銅)
種類
種別
質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3100 1020
O
C1020 P-O
195(厚さ0.3 mm以上30 mm以下)
−
31
−
44
o)
46
38
37
36
34
28
22 −
−
−
−
−
−
−
−
−
−
−
− C1020 P-O
C1020 R-O
195(厚さ0.3 mm以上3.0 mm以下)
C1020 R-O
1100
O
C1100 P-O
195(厚さ0.5 mm以上30 mm以下)
69
31
−
44
−
46
38
37
36
34
28
22 −
−
−
−
−
−
−
−
−
−
−
− C1100 P-O
C1100 R-O
195(厚さ0.5 mm以上3.0 mm以下)
C1100 R-O
1220
O
C1220 P-O
195(厚さ0.3 mm以上30 mm以下)
69
31
−
44
−
46
38
37
36
34
28
22 −
−
−
−
−
−
−
−
−
−
−
− C1220 P-O
C1220 R-O
195(厚さ0.3 mm以上3.0 mm以下)
C1220 R-O
4640
F
C4640 P-F
345(厚さ20 mmを超え40 mm以下)
138
32
−
45
d)
92
92
92
92
92
46
21 −
−
−
−
−
−
−
−
−
−
−
− C4640 P-F
6140
F
C6140 P-F
480(厚さ50 mm以下)
450(厚さ50 mmを超え125 mm以下)
−
35
35
−
−
49
49
p)
q)
138
128
137
128
136
127
136
126
134
125
134
125
133
124
131
121
128
118
−
−
−
−
−
−
−
−
−
− C6140 P-F
O
C6140 P-O
480(厚さ4 mm以上50 mm以下)
450(厚さ50 mmを超え125 mm以下)
207
193
35
35
−
49
49
−
138
128
137
128
136
127
136
126
134
125
134
125
133
124
131
121
128
118
−
−
−
−
−
−
−
−
−
− C6140 P-O
7060
F
C7060 P-F
275(厚さ0.5 mm以上50 mm以下)
103
34
−
46
−
69
66
65
64
62
61
60
59
56 51
45
−
−
−
−
−
−
−
− C7060 P-F
7150
F
C7150 P-F
345(厚さ0.5 mm以上50 mm以下)
138
34
−
47
−
91
88
86
85
83
81
80
78
76 75
74
74
73
−
−
−
−
−
− C7150 P-F
JIS H 3250 1020
1100
1201
1220
F
C1020 BE-F
C1100 BE-F
195(径6 mm以上)
−
31
−
−
r)
46
39
37
36
35
28
22 −
−
−
−
−
−
−
−
−
−
−
− C1020 BE-F
C1100 BE-F
C1201 BE-F
C1220 BE-F
195(径6 mm以上)
−
31
−
−
w)
46
39
37
36
35
28
22 −
−
−
−
−
−
−
−
−
−
−
− C1201 BE-F
C1220 BE-F
O
C1020 BDV-O
C1100 BDV-O
195(径6 mm以上75 mm以下)
70
31
−
−
r)
46
39
37
36
35
28
22 −
−
−
−
−
−
−
−
−
−
−
− C1020 BDV-O
C1100 BDV-O
C1201 BDV-O
C1220 BDV-O
195(径6 mm以上75 mm以下)
70
31
−
−
w)
46
39
37
36
35
28
22 −
−
−
−
−
−
−
−
−
−
−
− C1201 BDV-O
C1220 BDV-O
JIS H 3300 1020
O
C1020 T-O
C1020 TS-O
205
外径4 mm以上100 mm以下
肉厚0.25 mm以上30 mm以下
−
31
−
44
s)
41
35
34
33
32
28
22 −
−
−
−
−
−
−
−
−
−
−
− C1020 T-O
C1020 TS-O
OL
C1020 T-OL
C1020 TS-OL
205
外径4 mm以上100 mm以下
肉厚0.25 mm以上30 mm以下
−
31
−
44
s)
41
35
34
33
32
28
22 −
−
−
−
−
−
−
−
−
−
−
− C1020 T-OL
C1020 TS-OL
1/2H
C1020 T-1/2H
C1020 TS-1/2H
245
外径4 mm以上100 mm以下
肉厚0.25 mm以上30 mm以下
−
31
−
44
a), e)
p)
71
71
71
71
69
67
65 −
−
−
−
−
−
−
−
−
−
−
− C1020 T-1/2H
C1020 TS-1/2H
H
C1020 T-H
C1020 TS-H
315
外径25 mm以下
肉厚0.25 mm以上3 mm以下
−
31
−
44,
46
a), f)
t)
89
89
89
89
86
82
38 −
−
−
−
−
−
−
−
−
−
−
− C1020 T-H
C1020 TS-H
315
外径25 mmを超え50 mm以下
肉厚0.9 mm以上4 mm以下
315
外径50 mmを超え100 mm以下
肉厚1.5 mm以上6 mm以下
1201
1220
O
C1201 T-O
C1201 TS-O
C1220 T-O
C1220 TS-O
205
外径4 mm以上250 mm以下
肉厚0.25 mm以上30 mm以下
−
31
−
44
s)
41
35
34
33
32
28
22 −
−
−
−
−
−
−
−
−
−
−
− C1201 T-O
C1201 TS-O
C1220 T-O
C1220 TS-O
OL
C1201 T-OL
C1201 TS-OL
C1220 T-OL
C1220 TS-OL
205
外径4 mm以上250 mm以下
肉厚0.25 mm以上30 mm以下
−
31
−
44
s)
41
35
34
33
32
28
22 −
−
−
−
−
−
−
−
−
−
−
− C1201 T-OL
C1201 TS-OL
C1220 T-OL
C1220 TS-OL
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
85
B 8267:2015
表B.3−非鉄金属材料の許容引張応力(続き)
(銅)
種類
種別
質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3300
(続き)
1201
1220
1/2H
C1201 T-1/2H
C1201 TS-1/2H
C1220 T-1/2H
C1220 TS-1/2H
245
外径4 mm以上250 mm以下
肉厚0.25 mm以上25 mm以下
−
31
−
44
a), e)
p)
71
71
71
71
69 67
65
−
−
−
−
−
−
−
−
−
−
−
− C1201 T-1/2H
C1201 TS-1/2H
C1220 T-1/2H
C1220 TS-1/2H
H
C1201 T-H
C1201 TS-H
C1220 T-H
C1220 TS-H
315
315
315
外径25 mm以下
肉厚0.25 mm以上3 mm以下
外径25 mmを超え50 mm以下
肉厚0.9 mm以上4 mm以下
外径50 mmを超え100 mm以下
肉厚1.5 mm以上6 mm以下
−
31
−
44,
46
a), f)
t)
89
89
89
89
86 82
38
−
−
−
−
−
−
−
−
−
−
−
− C1201 T-H
C1201 TS-H
C1220 T-H
C1220 TS-H
1565
O
C1565 T-O
C1565 TS-O
240
外径4 mm以上250 mm以下
肉厚0.15 mm以上30 mm以下
70
31
−
44
−
47
45
44
43
42 −
−
−
−
−
−
−
−
−
−
−
−
−
− C1565 T-O
C1565 TS-O
1/2H
C1565 T-1/2H
C1565 TS-1/2H
270
外径4 mm以上250 mm以下
肉厚0.15 mm以上25 mm以下
120
31
−
44
−
77
77
76
74
72 −
−
−
−
−
−
−
−
−
−
−
−
−
− C1565 T-1/2H
C1565 TS-1/2H
3/4H
C1565 T-3/4H
C1565 TS-3/4H
295
外径4 mm以上250 mm以下
肉厚0.15 mm以上25 mm以下
130
31
−
44
−
84
84
83
81
79 −
−
−
−
−
−
−
−
−
−
−
−
−
− C1565 T-3/4H
C1565 TS-3/4H
H
C1565 T-H
C1565 TS-H
400
400
外径25 mm以下
肉厚0.15 mm以上3 mm以下
外径25 mmを超え51 mm以下
肉厚0.15 mm以上4 mm以下
175
31
−
44
−
114 114 111 108 106 −
−
−
−
−
−
−
−
−
−
−
−
−
− C1565 T-H
C1565 TS-H
350
外径51 mmを超え100 mm以下
肉厚0.3 mm以上6 mm以下
155
31
−
44
−
100
−
−
−
− −
−
−
−
−
−
−
−
−
−
−
−
−
−
1862
O
C1862 T-O
C1862 TS-O
270
外径4 mm以上250 mm以下
肉厚0.15 mm以上30 mm以下
105
31
−
44
−
70
68
66
64
63 −
−
−
−
−
−
−
−
−
−
−
−
−
− C1862 T-O
C1862 TS-O
1/2H
C1862 T-1/2H
C1862 TS-1/2H
305
外径4 mm以上250 mm以下
肉厚0.15 mm以上25 mm以下
135
31
−
44
−
87
87
86
84
83 −
−
−
−
−
−
−
−
−
−
−
−
−
− C1862 T-1/2H
C1862 TS-1/2H
3/4H
C1862 T-3/4H
C1862 TS-3/4H
325
外径4 mm以上250 mm以下
肉厚0.15 mm以上25 mm以下
145
31
−
44
−
93
93
92
90
89 −
−
−
−
−
−
−
−
−
−
−
−
−
− C1862 T-3/4H
C1862 TS-3/4H
H
C1862 T-H
C1862 TS-H
450
450
外径25 mm以下
肉厚0.15 mm以上3 mm以下
外径25 mmを超え51 mm以下
肉厚0.15 mm以上4 mm以下
195
31
−
44
−
129 124 122 120 119 −
−
−
−
−
−
−
−
−
−
−
−
−
− C1862 T-H
C1862 TS-H
400
外径51 mmを超え100 mm以下
肉厚0.3 mm以上6 mm以下
175
31
−
44
−
114
−
−
−
− −
−
−
−
−
−
−
−
−
−
−
−
−
−
2300
O
C2300 T-O
C2300 TS-O
275
外径10 mm以上150 mm以下
肉厚0.5 mm以上15 mm以下
−
32
−
45
−
55
55
55
55
55 49
37
19
−
−
−
−
−
−
−
−
−
−
− C2300 T-O
C2300 TS-O
OL
C2300 T-OL
C2300 TS-OL
275
外径10 mm以上150 mm以下
肉厚0.5 mm以上15 mm以下
−
32
−
45
−
55
55
55
55
55 49
37
19
−
−
−
−
−
−
−
−
−
−
− C2300 T-OL
C2300 TS-OL
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.3−非鉄金属材料の許容引張応力(続き)
(銅)
種類
種別
質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3300
(続き)
2800
O
C2800 T-O
C2800 TS-O
315
外径10 mm以上250 mm以下
肉厚1 mm以上15 mm以下
125
32
−
45
−
83
79
79
79
79
75
36 −
−
−
−
−
−
−
−
−
−
−
− C2800 T-O
C2800 TS-O
4430
O
C4430 T-O
C4430 TS-O
315
外径5 mm以上250 mm以下
肉厚0.8 mm以上10 mm以下
103
32
−
45
−
69
69
69
69
69
68
31
16 −
−
−
−
−
−
−
−
−
−
− C4430 T-O
C4430 TS-O
5010
O
C5010 T-O
C5010 TS-O
240
外径4 mm以上250 mm以下
肉厚0.15 mm以上30 mm以下
70
32
−
45
−
47
42
41
39
39 −
−
−
−
−
−
−
−
−
−
−
−
−
− C5010 T-O
C5010 TS-O
1/2H
C5010 T-1/2H
C5010 TS-1/2H
270
外径4 mm以上250 mm以下
肉厚0.15 mm以上25 mm以下
120
32
−
45
−
77
77
77
76
75 −
−
−
−
−
−
−
−
−
−
−
−
−
− C5010 T-1/2H
C5010 TS-1/2H
3/4H
C5010 T-3/4H
C5010 TS-3/4H
295
外径4 mm以上250 mm以下
肉厚0.15 mm以上25 mm以下
130
32
−
45
−
84
84
84
82
81 −
−
−
−
−
−
−
−
−
−
−
−
−
− C5010 T-3/4H
C5010 TS-3/4H
H
C5010 T-H
C5010 TS-H
400
400
外径25 mm以下
肉厚0.15 mm以上3 mm以下
外径25 mmを超え51 mm以下
肉厚0.15 mm以上4 mm以下
175
32
−
45
−
114 112 111 110 110 −
−
−
−
−
−
−
−
−
−
−
−
−
− C5010 T-H
C5010 TS-H
350
外径51 mmを超え100 mm以下
肉厚0.3 mm以上6 mm以下
155
32
−
45
−
100
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
5015
O
C5015 T-O
C5015 TS-O
270
外径4 mm以上250 mm以下
肉厚0.15 mm以上30 mm以下
100
32
−
45
−
67
62
61
60
58 −
−
−
−
−
−
−
−
−
−
−
−
−
− C5015 T-O
C5015 TS-O
1/2H
C5015 T-1/2H
C5015 TS-1/2H
290
外径4 mm以上250 mm以下
肉厚0.15 mm以上25 mm以下
110
32
−
45
−
73
71
69
68
66 −
−
−
−
−
−
−
−
−
−
−
−
−
− C5015 T-1/2H
C5015 TS-1/2H
3/4H
C5015 T-3/4H
C5015 TS-3/4H
325
外径4 mm以上250 mm以下
肉厚0.15 mm以上25 mm以下
140
32
−
45
−
93
89
87
85
83 −
−
−
−
−
−
−
−
−
−
−
−
−
− C5015 T-3/4H
C5015 TS-3/4H
H
C5015 T-H
C5015 TS-H
450
450
外径25 mm以下
肉厚0.15 mm以上3 mm以下
外径25 mmを超え51 mm以下
肉厚0.15 mm以上4 mm以下
180
32
−
45
−
120 108 105 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C5015 T-H
C5015 TS-H
400
外径51 mmを超え100 mm以下
肉厚0.3 mm以上6 mm以下
160
32
−
45
−
107
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
7060
O
C7060 T-O
C7060 TS-O
275
外径5 mm以上50 mm以下
肉厚0.8 mm以上5 mm以下
103
34
−
46
−
69
66
65
64
62
61
60
59
56
51
45 −
−
−
−
−
−
−
− C7060 T-O
C7060 TS-O
7100
O
C7100 T-O
C7100 TS-O
315
外径5 mm以上50 mm以下
肉厚0.8 mm以上5 mm以下
−
34
−
46
−
74
73
72
72
70
70
68
67
65
63
60
56
52 −
−
−
−
−
− C7100 T-O
C7100 TS-O
7150
O
C7150 T-O
C7150 TS-O
365
外径5 mm以上50 mm以下
肉厚0.8 mm以上5 mm以下
125
34
−
47
−
83
79
77
76
74
73
71
70
69
68
67
66
65 −
−
−
−
−
− C7150 T-O
C7150 TS-O
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
87
B 8267:2015
表B.3−非鉄金属材料の許容引張応力(続き)
(銅)
種類
種別
質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3320 1220
O
C1220 TW-O
C1220 TWS-O
205
外径4 mm以上76.2 mm以下
肉厚0.3 mm以上3 mm以下
−
31
−
44
s)
35
29
29
28
28
24
19 −
−
−
−
−
−
−
−
−
−
−
− C1220 TW-O
C1220 TWS-O
OL
C1220 TW-OL
C1220 TWS-OL
205
外径4 mm以上76.2 mm以下
肉厚0.3 mm以上3 mm以下
−
31
−
44
s)
35
29
29
28
28
24
19 −
−
−
−
−
−
−
−
−
−
−
− C1220 TW-OL
C1220 TWS-OL
1/2H
C1220 TW-1/2H
C1220 TWS-1/2H
245
外径4 mm以上76.2 mm以下
肉厚0.3 mm以上3 mm以下
−
31
−
44
a)
p)
60
60
60
60
59
57
55 −
−
−
−
−
−
−
−
−
−
−
− C1220 TW-1/2H
C1220 TWS-1/2H
H
C1220 TW-H
C1220 TWS-H
315
外径4 mm以上76.2 mm以下
肉厚0.3 mm以上3 mm以下
−
31
−
44
a)
t)
76
76
76
75
73
69
32 −
−
−
−
−
−
−
−
−
−
−
− C1220 TW-H
C1220 TWS-H
4430
O
C4430 TW-O
C4430 TWS-O
315
外径4 mm以上76.2 mm以下
肉厚0.3 mm以上3 mm以下
−
32
−
45
g)
u)
50
50
50
50
50
49
23
12 −
−
−
−
−
−
−
−
−
−
− C4430 TW-O
C4430 TWS-O
7060
O
C7060 TW-O
C7060 TWS-O
275
外径4 mm以上76.2 mm以下
肉厚0.3 mm以上3 mm以下
−
34
−
46
u)
58
56
55
54
53
52
51
50
48
44
38 −
−
−
−
−
−
−
− C7060 TW-O
C7060 TWS-O
7150
O
C7150 TW-O
C7150 TWS-O
365
外径4 mm以上50 mm以下
肉厚0.3 mm以上3 mm以下
−
34
−
47
v)
70
67
66
65
63
62
61
60
58
58
57 −
−
−
−
−
−
−
− C7150 TW-O
C7150 TWS-O
JIS H 5120
−
−
CAC406
195
−
−
−
−
−
47
47
47
47
46
45
39
38 −
−
−
−
−
−
−
−
−
−
− CAC406
−
−
CAC701
440
−
−
−
−
−
92
86
83
81
80
79
78
78
78
71
54 −
−
−
−
−
−
−
− CAC701
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.3−非鉄金属材料の許容引張応力(続き)
(アルミニウム)
種類
種別
質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4000 1070
1080
O
A1070P-O
A1080P-O
55
15
21
−
−
−
10
10
9
8
7
6
5
−
−
−
−
−
−
−
−
−
−
−
− A1070P-O
A1080P-O
H12,
H22
A1070P-H12,-H22
A1080P-H12,-H22
70
55
21
−
12
a), h)
20
20
18
17
15
12
8
−
−
−
−
−
−
−
−
−
−
−
− A1070P-H12,-H22
A1080P-H12,-H22
H14,
H24
A1070P-H14,-H24
A1080P-H14,-H24
85
65
21
−
12
a), h)
24
24
24
24
21
13
9
−
−
−
−
−
−
−
−
−
−
−
− A1070P-H14,-H24
A1080P-H14,-H24
H112 A1070P-H112
A1080P-H112
75(厚さ4 mm以上6.5 mm以下)
35
21
−
−
a)
21
19
17
15
13
10
7
−
−
−
−
−
−
−
−
−
−
−
− A1070P-H112
A1080P-H112
70(厚さ6.5 mmを超え13 mm以下)
35
21
−
−
a)
20
18
17
15
13
10
7
−
−
−
−
−
−
−
−
−
−
−
−
60(厚さ13 mmを超え25 mm以下)
25
21
−
−
a)
17
16
15
13
11
8
6
−
−
−
−
−
−
−
−
−
−
−
−
55(厚さ25 mmを超え50 mm以下)
20
21
−
−
a)
13
12
11
9
7
6
5
−
−
−
−
−
−
−
−
−
−
−
−
55(厚さ50 mmを超え75 mm以下)
15
21
−
−
−
10
10
9
8
7
6
5
−
−
−
−
−
−
−
−
−
−
−
−
1050
O
A1050P-O
60
20
21
−
12
−
13
13
12
11
10
8
6
−
−
−
−
−
−
−
−
−
−
−
− A1050P-O
H12,
H22
A1050P-H12,
A1050P-H22
80
65
21
−
12
a), h)
23
22
21
18
17
13
9
−
−
−
−
−
−
−
−
−
−
−
− A1050P-H12,
A1050P-H22
H14,
H24
A1050P-H14,
A1050P-H24
95
75
21
−
12
a), h)
27
27
25
24
21
13
9
−
−
−
−
−
−
−
−
−
−
−
− A1050P-H14,
A1050P-H24
H112 A1050P-H112
85(厚さ4 mm以上6.5 mm以下)
45
21
−
12
a)
24
22
19
16
15
8
6
−
−
−
−
−
−
−
−
−
−
−
− A1050P-H112
80(厚さ6.5 mmを超え13 mm以下)
45
21
−
12
a)
23
21
18
16
15
8
6
−
−
−
−
−
−
−
−
−
−
−
−
70(厚さ13 mmを超え25 mm以下)
35
21
−
12
a)
20
19
17
15
14
10
7
−
−
−
−
−
−
−
−
−
−
−
−
65(厚さ25 mmを超え50 mm以下)
30
21
−
12
a)
18
16
15
14
11
8
6
−
−
−
−
−
−
−
−
−
−
−
−
65(厚さ50 mmを超え75 mm以下)
20
21
−
12
−
13
13
12
11
10
8
6
−
−
−
−
−
−
−
−
−
−
−
−
1100
1200
O
A1100P-O
A1200P-O
75
25
21
−
12
−
16
16
16
15
12
10
7
−
−
−
−
−
−
−
−
−
−
−
− A1100P-O
A1200P-O
H12,
H22
A1100P-H12,-H22
A1200P-H12,-H22
95
75
21
−
12
a), h)
28
28
26
22
19
14
9
−
−
−
−
−
−
−
−
−
−
−
− A1100P-H12,-H22
A1200P-H12,-H22
H14,
H24
A1100P-H14,-H24
A1200P-H14,-H24
120
95
21
−
12
a), h)
32
32
30
25
19
14
9
−
−
−
−
−
−
−
−
−
−
−
− A1100P-H14,-H24
A1200P-H14,-H24
H112 A1100P-H112
A1200P-H112
95(厚さ4 mm以上6.5 mm以下)
50
21
−
12
a)
26
26
24
18
17
12
8
−
−
−
−
−
−
−
−
−
−
−
− A1100P-H112
A1200P-H112
90(厚さ6.5 mmを超え13 mm以下)
50
21
−
12
a)
26
26
24
18
17
12
8
−
−
−
−
−
−
−
−
−
−
−
−
85(厚さ13 mmを超え50 mm以下)
35
21
−
12
a)
23
23
21
17
15
12
8
−
−
−
−
−
−
−
−
−
−
−
−
80(厚さ50 mmを超え75 mm以下)
25
21
−
12
a)
19
19
18
16
12
10
7
−
−
−
−
−
−
−
−
−
−
−
−
3003
3203
O
A3003P-O
A3203P-O
95
35
21
−
13
−
23
23
23
20
17
13
10
−
−
−
−
−
−
−
−
−
−
−
− A3003P-O
A3203P-O
H12,
H22
A3003P-H12,-H22
A3203P-H12,-H22
120
85
21
−
13
a), h)
34
34
32
27
25
21
17
−
−
−
−
−
−
−
−
−
−
−
− A3003P-H12,-H22
A3203P-H12,-H22
H14,
H24
A3003P-H14,-H24
A3203P-H14,-H24
135
120
21
−
14
a), h)
39
39
38
33
30
21
17
−
−
−
−
−
−
−
−
−
−
−
− A3003P-H14,-H24
A3203P-H14,-H24
H112 A3003P-H112
A3203P-H112
120(厚さ4 mm以上13 mm以下)
70
21
−
13
a)
34
34
32
27
25
21
17
−
−
−
−
−
−
−
−
−
−
−
− A3003P-H112
A3203P-H112
110(厚さ13 mmを超え50 mm以下)
40
21
−
13
a)
26
26
25
21
17
13
10
−
−
−
−
−
−
−
−
−
−
−
−
100(厚さ50 mmを超え75 mm以下)
40
21
−
13
a)
25
25
24
21
17
13
10
−
−
−
−
−
−
−
−
−
−
−
−
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
89
B 8267:2015
表B.3−非鉄金属材料の許容引張応力(続き)
(アルミニウム)
種類
種別
質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4000
(続き)
3004
O
A3004P-O
155
60
22
−
16
−
39
39
39
37
34
27
18
−
−
−
−
−
−
−
−
−
−
−
− A3004P-O
H32
A3004P-H32
195
145
22
−
16
a)
55
55
54
47
40
27
18
−
−
−
−
−
−
−
−
−
−
−
− A3004P-H32
H34
A3004P-H34
225
175
22
−
15
a)
63
63
61
53
40
27
18
−
−
−
−
−
−
−
−
−
−
−
− A3004P-H34
5052
O
A5052P-O
175
65
22
−
17
−
43
43
43
43
39
29
18
−
−
−
−
−
−
−
−
−
−
−
− A5052P-O
H12,
H22,
H32
A5052P-H12,-H22,
-H32
215
155
22
−
17
a), h)
61
61
59
50
43
29
18
−
−
−
−
−
−
−
−
−
−
−
− A5052P-H12,
-H22, -H32
H14,
H24,
H34
A5052P-H14,-H24,
-H34
235
175
22
−
15
a), h)
67
67
65
56
43
29
18
−
−
−
−
−
−
−
−
−
−
−
− A5052P-H14,
-H24, -H34
H112 A5052P-H112
195(厚さ4 mm以上13 mm以下)
110
22
−
17
a)
55
55
54
47
43
29
18
−
−
−
−
−
−
−
−
−
−
−
− A5052P-H112
175(厚さ13 mmを超え75 mm以下)
65
22
−
17
−
43
43
43
43
41
29
18
−
−
−
−
−
−
−
−
−
−
−
−
5154
O
A5154P-O
205
75
22
−
20
b)
50
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5154P-O
H12,
H22,
H32
A5154P-H12,-H22,
-H32
255
175
22
−
18 a), b), h)
71
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5154P-H12,
-H22, -H32
H14,
H24,
H34
A5154P-H14,-H24,
-H34
275
205
22
−
18 a), b), h)
77
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5154P-H14,
-H24, -H34
H112 A5154P-H112
235(厚さ4 mm以上6.5 mm以下)
125
22
−
20
a), b), i)
67
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5154P-H112
225(厚さ6.5 mmを超え13 mm以下)
125
22
−
20
a), b), i)
63
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
205(厚さ13 mmを超え75 mm以下)
75
22
−
20
b)
50
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
5254
O
A5254P-O
205
75
22
−
20
b)
50
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5254P-O
H12,
H22,
H32
A5254P-H12,-H22,
-H32
255
175
22
−
18 a), b), h)
71
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5254P-H12,
-H22, -H32
H14,
H24,
H34
A5254P-H14,-H24,
-H34
275
205
22
−
18 a), b), h)
77
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5254P-H14,
-H24, -H34
H112 A5254P-H112
235(厚さ4 mm以上6.5 mm以下)
125
22
−
20
a), b), i)
59
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5254P-H112
225(厚さ6.5 mmを超え13 mm以下)
125
22
−
20
a), b), i)
63
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
205(厚さ13 mmを超え75 mm以下)
75
22
−
20
b)
50
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.3−非鉄金属材料の許容引張応力(続き)
(アルミニウム)
種類
種別
質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4000
(続き)
5454 O
A5454P-O
215
85
22
−
21
−
55
55
54
50
38
29
22
−
−
−
−
−
−
−
−
−
−
−
− A5454P-O
5083 O
A5083P-O
275(厚さ0.8 mmを超え40 mm以下)
125
25
−
18
b)
79
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083P-O
275(厚さ40 mmを超え80 mm以下)
120
15
−
18
b)
77
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
265(厚さ80 mmを超え100 mm以下)
110
25
−
18
b)
74
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
H32
A5083P-H32
315(厚さ0.8 mmを超え2.9 mm以下)
235
25
−
18
a), b)
90
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083P-H32
305(厚さ2.9 mmを超え12 mm以下)
215
25
−
18
a), b)
87
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
H321
A5083P-H321
305(厚さ4 mmを超え40 mm以下)
215
25
−
18
a), b)
87
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083P-H321
285(厚さ40 mmを超え80 mm以下)
200
25
−
18
a), b)
81
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
H112
A5083P-H112
275(厚さ4 mm以上40 mm以下)
125
25
−
18
a), b)
79
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083P-H112
275(厚さ40 mmを超え75 mm以下)
120
25
−
18
b)
77
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
O
A5083PS-O
275(厚さ6.5 mmを超え40 mm以下)
135
25
−
18
b)
79
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083PS-O
275(厚さ40 mmを超え80 mm以下)
125
25
−
18
b)
79
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
275(厚さ80 mmを超え100 mm以下)
120
25
−
18
b)
79
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
5086 O
A5086P-O
245
100
25
−
19
b)
64
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5086P-O
H32
A5086P-H32
275
195
25
−
18
a), b)
79
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5086P-H32
H34
A5086P-H34
305
235
25
−
18
a), b)
87
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5086P-H34
H112
A5086P-H112
255(厚さ4 mm以上6.5 mm以下)
125
25
−
19
a), b)
71
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5086P-H112
245(厚さ6.5 mmを超え13 mm以下)
125
25
−
19
b)
71
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
245(厚さ13 mmを超え25 mm以下)
110
25
−
19
b)
69
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
245(厚さ25 mmを超え50 mm以下)
100
25
−
19
b)
64
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
235(厚さ50 mmを超え75 mm以下)
100
25
−
19
b)
64
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
6061 T4
A6061P-T4
205
110
23
−
24
c)
59
59
57
51
48
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061P-T4
T451
A6061P-T451
205
110
23
−
24
c)
59
59
57
51
48
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061P-T451
T6
A6061P-T6
295
245
23
−
23
c)
83
83
79
67
58
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061P-T6
T651
A6061P-T651
295
245
23
−
23
c)
83
83
79
67
58
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061P-T651
(T4W)
(T451W)
A6061P-T4W,
-T451W
165
−
23
−
24
−
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061P-T4W,
-T451W
(T6W)
(T651W)
A6061P-T6W,
-T651W
165
−
23
− 23,24
j)
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061P-T6W,
-T651W
7N01 T4
A7N01P-T4
315
195
27
−
−
b), c)
90
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01P-T4
T6
A7N01P-T6
335
275
27
−
−
b), c)
96
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01P-T6
(T4W)
A7N01P-T4W
280
−
27
−
−
b)
80
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01P-T4W
(T6W)
A7N01P-T6W
280
−
27
−
−
b)
80
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01P-T6W
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
91
B 8267:2015
表B.3−非鉄金属材料の許容引張応力(続き)
(アルミニウム)
種類
種別
質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4040 1070 H112
A1070BE-H112
A1070BES-H112
55
15
21
−
−
−
10
10
9
8
7
6
5
−
−
−
−
−
−
−
−
−
−
−
− A1070BE-H112
A1070BES-H112
O
A1070BD-O
A1070BDS-O
55
(径,厚さ又は対辺距離3 mmを超
え100 mm以下)
15
21
−
−
−
10
10
9
8
7
6
5
−
−
−
−
−
−
−
−
−
−
−
− A1070BD-O
A1070BDS-O
1050 H112
A1050BE-H112
A1050BES-H112
65
20
21
−
−
−
13
13
12
11 10
8
6
−
−
−
−
−
−
−
−
−
−
−
− A1050BE-H112
A1050BES-H112
1100
1200
H112
A1100BE-H112
A1100BES-H112
A1200BE-H112
A1200BES-H112
75
20
21
−
−
−
14
14
14
14 12
10
7
−
−
−
−
−
−
−
−
−
−
−
− A1100BE-H112
A1100BES-H112
A1200BE-H112
A1200BES-H112
O
A1100BD-O
A1100BDS-O
A1200BD-O
A1200BDS-O
75
(径,厚さ又は対辺距離3 mmを超
え100 mm以下)
20
21
−
−
−
14
14
14
14 12
10
7
−
−
−
−
−
−
−
−
−
−
−
− A1100BD-O
A1100BDS-O
A1200BD-O
A1200BDS-O
2024 T4
A2024BE-T4
A2024BES-T4
390 (径,厚さ又は対辺距離6 mm以下)
295
−
−
−
c)
112 112 106
84 66
43
31
−
−
−
−
−
−
−
−
−
−
−
− A2024BE-T4
A2024BES-T4
410 (径,厚さ又は対辺距離6 mmを超
え19 mm以下)
305
−
−
−
c)
118 118 111
88 69
45
32
−
−
−
−
−
−
−
−
−
−
−
−
450 (径,厚さ又は対辺距離19 mmを超
え38 mm以下)
315
−
−
−
c)
128 128 121
95 74
49
35
−
−
−
−
−
−
−
−
−
−
−
−
470 (径,厚さ又は対辺距離38 mmを超
える。ただし,断面積160 cm2を超
え200 cm2以下)
335
−
−
−
c)
134 134 126 100 78
51
37
−
−
−
−
−
−
−
−
−
−
−
−
A2024BD-T4
A2024BDS-T4
425 (径,厚さ又は対辺距離3 mmを越
え12 mm以下)
310
−
−
−
c)
122 122 115
91 72
46
33
−
−
−
−
−
−
−
−
−
−
−
− A2024BD-T4
A2024BDS-T4
425 (径,厚さ又は対辺距離12 mmを超
え100 mm以下)
290
−
−
−
c)
122 122 115
91 72
46
33
−
−
−
−
−
−
−
−
−
−
−
−
3003 H112
A3003BE-H112
A3003BES-H112
95
35
21
−
13
m)
23
23
23
20 17
13
10
−
−
−
−
−
−
−
−
−
−
−
− A3003BE-H112
A3003BES-H112
O
A3003BD-O
A3003BDS-O
95
(径,厚さ又は対辺距離3 mmを超
え100 mm以下)
35
21
−
13
m)
23
23
23
20 17
13
10
−
−
−
−
−
−
−
−
−
−
−
− A3003BD-O
A3003BDS-O
5052 H112,
O
A5052BE-H112,-O
A5052BES-H112,-O
175
70
22
−
−
−
46
46
45
42 39
29
18
−
−
−
−
−
−
−
−
−
−
−
− A5052BE-H112,-O
A5052BES-H112,-O
O
A5052BD-O
A5052BDS-O
170 (径,厚さ又は対辺距離3 mmを超
え100 mm以下)
65
22
−
−
−
43
43
43
43 39
29
18
−
−
−
−
−
−
−
−
−
−
−
− A5052BD-O
A5052BDS-O
5056 H112
A5056BE-H112
A5056BES-H112
245 (断面積300 cm2以下)
100
25
−
−
b)
67
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5056BE-H112
A5056BES-H112
5083 H112,
O
A5083BE-H112, -O
A5083BES-H112, -O
275
110
25
−
18
b), m)
74
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083BE-H112, -O
A5083BES-H112, -O
O
A5083BD-O
A5083BDS-O
275 (径,厚さ又は対辺距離3 mmを超
え100 mm以下)
110
25
−
18
b), m)
74
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083BD-O
A5083BDS-O
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.3−非鉄金属材料の許容引張応力(続き)
(アルミニウム)
種類
種別 質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4040
(続き)
6061 T4
A6061BE-T4
A6061BES-T4
180
110
23
−
−
c)
51
51
49
44
41
40
32
−
−
−
−
−
−
−
−
−
−
−
− A6061BE-T4
A6061BES-T4
T6
A6061BE-T6
A6061BES-T6
260
240
23
−
−
c)
75
75
72
62
54
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061BE-T6
A6061BES-T6
(T4W) A6061BE-T4W
A6061BES-T4W
165
−
23
−
−
−
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061BE-T4W
A6061BES-T4W
(T6W) A6061BE-T6W
A6061BES-T6W
165
−
23
−
23,
24
j)
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061BE-T6W
A6061BES-T6W
T6
A6061BD-T6
A6061BDS-T6
290 (径,厚さ又は対辺距離3 mmを超え
100 mm以下)
240
23
−
−
c)
83
83
79
67
58
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061BD-T6
A6061BDS-T6
(T6W) A6061BD-T6W
A6061BDS-T6W
165
−
23
−
23,
24
j), m)
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061BD-T6W
A6061BDS-T6W
6063 T1
A6063BE-T1
A6063BES-T1
120 (径,厚さ又は対辺距離12 mm以下)
60
23
−
−
c)
34
34
33
29
29
24
15
−
−
−
−
−
−
−
−
−
−
−
− A6063BE-T1
A6063BES-T1
110 (径,厚さ又は対辺距離12 mmを超
え25 mm以下)
55
23
−
−
c)
32
32
31
28
28
24
15
−
−
−
−
−
−
−
−
−
−
−
−
T5
A6063BE-T5
A6063BES-T5
150 (径,厚さ又は対辺距離12 mm以下) 110
23
−
−
c)
43
43
41
35
32
24
15
−
−
−
−
−
−
−
−
−
−
−
− A6063BE-T5
A6063BES-T5
145 (径,厚さ又は対辺距離12 mmを超
え25 mm以下)
105
23
−
−
c)
41
41
40
33
30
24
15
−
−
−
−
−
−
−
−
−
−
−
−
T6
A6063BE-T6
A6063BES-T6
205
170
23
−
−
c)
59
59
56
45
34
24
15
−
−
−
−
−
−
−
−
−
−
−
− A6063BE-T6
A6063BES-T6
(T5W)
(T6W)
A6063BE-T5W
A6063BE-T6W
A6063BES-T5W
A6063BES-T6W
120
−
23
−
−
−
30
30
29
29
27
21
15
−
−
−
−
−
−
−
−
−
−
−
− A6063BE-T5W
A6063BE-T6W
A6063BES-T5W
A6063BES-T6W
7003 T5
A7003BE-T5
A7003BES-T5
285 (径,厚さ又は対辺距離12 mm以下) 245
27
−
−
b), c)
81
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7003BE-T5
A7003BES-T5
275 (径,厚さ又は対辺距離12 mmを超
え25 mm以下)
235
27
−
−
b), c)
79
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
(T5W) A7003BE-T5W
A7003BES-T5W
265
−
27
−
−
b)
76
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7003BE-T5W
A7003BES-T5W
7N01 T4
A7N01BE-T4
A7N01BES-T4
315
195
27
−
−
b), c)
90
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01BE-T4
A7N01BES-T4
T6
A7N01BE-T6
A7N01BES-T6
335
275
27
−
−
b), c)
96
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01BE-T6
A7N01BES-T6
(T4W)
(T6W)
A7N01BE-T4W
A7N01BE-T6W
A7N01BES-T4W
A7N01BES-T6W
285
−
27
−
−
b)
81
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01BE-T4W
A7N01BE-T6W
A7N01BES-T4W
A7N01BES-T6W
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
93
B 8267:2015
表B.3−非鉄金属材料の許容引張応力(続き)
(アルミニウム)
種類
種別 質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4080 1070 H112 A1070TE-H112
A1070TES-H112
55
15
21
−
−
−
10
10
9
8
7
6
5
−
−
−
−
−
−
−
−
−
−
−
− A1070TE-H112
A1070TES-H112
O
A1070TD-O
A1070TDS-O
55
−
21
−
−
−
10
10
9
8
7
6
5
−
−
−
−
−
−
−
−
−
−
−
− A1070TD-O
A1070TDS-O
H14
A1070TD-H14
A1070TDS-H14
85
−
21
−
−
a)
21
21
21
21
18
13
9
−
−
−
−
−
−
−
−
−
−
−
− A1070TD-H14
A1070TDS-H14
1050 H112 A1050TE-H112
A1050TES-H112
65
20
21
−
−
−
13
13
12
11
10
8
6
−
−
−
−
−
−
−
−
−
−
−
− A1050TE-H112
A1050TES-H112
O
A1050TD-O
A1050TDS-O
60
−
21
−
−
−
13
13
12
11
10
8
6
−
−
−
−
−
−
−
−
−
−
−
− A1050TD-O
A1050TDS-O
H14
A1050TD-H14
A1050TDS-H14
95
−
21
−
−
a)
24
24
22
21
18
13
9
−
−
−
−
−
−
−
−
−
−
−
− A1050TD-H14
A1050TDS-H14
1100
1200
H112 A1100TE-H112
A1100TES-H112
A1200TE-H112
A1200TES-H112
75
20
21
−
12
−
14
14
14
14
12
10
7
−
−
−
−
−
−
−
−
−
−
−
− A1100TE-H112
A1100TES-H112
A1200TE-H112
A1200TES-H112
O
A1100TD-O
A1100TDS-O
A1200TD-O
A1200TDS-O
75
−
21
−
−
−
14
14
14
14
12
10
7
−
−
−
−
−
−
−
−
−
−
−
− A1100TD-O
A1100TDS-O
A1200TD-O
A1200TDS-O
H14
A1100TD-H14
A1100TDS-H14
A1200TD-H14
A1200TDS-H14
110
−
21
−
−
a)
32
32
30
25
19
14
9
−
−
−
−
−
−
−
−
−
−
−
− A1100TD-H14
A1100TDS-H14
A1200TD-H14
A1200TDS-H14
3003
3203
H112 A3003TE-H112
A3003TES-H112
A3203TE-H112
A3203TES-H112
95
35
21
−
13
−
23
23
23
20
17
13
10
−
−
−
−
−
−
−
−
−
−
−
− A3003TE-H112
A3003TES-H112
A3203TE-H112
A3203TES-H112
O
A3003TD-O
A3003TDS-O
A3203TD-O
A3203TDS-O
95
35
21
−
13
−
23
23
23
20
17
13
10
−
−
−
−
−
−
−
−
−
−
−
− A3003TD-O
A3003TDS-O
A3203TD-O
A3203TDS-O
H14
A3003TD-H14
A3003TDS-H14
A3203TD-H14
A3203TDS-H14
135
120
21
−
14
a)
39
39
38
33
30
21
17
−
−
−
−
−
−
−
−
−
−
−
− A3003TD-H14
A3003TDS-H14
A3203TD-H14
A3203TDS-H14
H18
A3003TD-H18
A3003TDS-H18
A3203TD-H18
A3203TDS-H18
185
165
21
−
13
a)
54
54
51
43
37
25
18
−
−
−
−
−
−
−
−
−
−
−
− A3003TD-H18
A3003TDS-H18
A3203TD-H18
A3203TDS-H18
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.3−非鉄金属材料の許容引張応力(続き)
(アルミニウム)
種類
種別 質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4080
(続き)
5052 H112,
O
A5052TE-H112,-O
A5052TES-H112,-O
175
70
22
−
17
−
46
46
46
43
39
29
18
−
−
−
−
−
−
−
−
−
−
−
− A5052TE-H112,-O
A5052TES-H112,-O
O
A5052TD-O
A5052TDS-O
175
70
22
−
17
−
46
46
45
42
39
29
18
−
−
−
−
−
−
−
−
−
−
−
− A5052TD-O
A5052TDS-O
H34
A5052TD-H34
A5052TDS-H34
235
175
22
−
15
a)
67
67
65
56
42
29
18
−
−
−
−
−
−
−
−
−
−
−
− A5052TD-H34
A5052TDS-H34
5154 H112,
O
A5154TE-H112,-O
A5154TES-H112,-O
205
75
22
−
20
−
50
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5154TE-H112,-O
A5154TES-H112,-O
O
A5154TD-O
A5154TDS-O
205
75
22
−
20
−
50
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5154TD-O
A5154TDS-O
5454 H112,
O
A5454TE-H112,-O
A5454TES-H112,-O
215
85
22
−
21
−
55
55
54
50
38
29
22
−
−
−
−
−
−
−
−
−
−
−
− A5454TE-H112,-O
A5454TES-H112,-O
5056 H112 A5056TE-H112
A5056TES-H112
245(断面積300 cm2以下)
100
25
−
−
b)
67
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5056TE-H112
A5056TES-H112
5083 H112,
O
A5083TE-H112,-O
A5083TES-H112,-O
275
110
25
−
18
b)
74
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083TE-H112,-O
A5083TES-H112,-O
O
A5083TD-O
A5083TDS-O
275
110
25
−
18
b)
74
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083TD-O
A5083TDS-O
6061 T4
A6061TE-T4
A6061TES-T4
175
110
23
−
24
c)
51
51
49
44
41
40
32
−
−
−
−
−
−
−
−
−
−
−
− A6061TE-T4
A6061TES-T4
T6
A6061TE-T6
A6061TES-T6
265
245
23
−
23
c)
75
75
72
62
54
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061TE-T6
A6061TES-T6
(T4W) A6061TE-T4W
A6061TES-T4W
165
−
23
−
24
−
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061TE-T4W
A6061TES-T4W
(T6W) A6061TE-T6W
A6061TES-T6W
165
−
23
− 23,24
j)
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061TE-T6W
A6061TES-T6W
T4
A6061TD-T4
A6061TDS-T4
205
110
23
−
24
c)
59
59
57
51
48
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061TD-T4
A6061TDS-T4
T6
A6061TD-T6
A6061TDS-T6
295
245
23
−
23
c)
83
83
79
67
58
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061TD-T6
A6061TDS-T6
(T4W) A6061TD-T4W
A6061TDS-T4W
165
−
23
−
24
−
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061TD-T4W
A6061TDS-T4W
(T6W) A6061TD-T6W
A6061TDS-T6W
165
−
23
− 23,24
j)
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061TD-T6W
A6061TDS-T6W
6063 T1
A6063TE-T1
A6063TES-T1
120(肉厚12 mm以下)
60
23
−
13
c)
34
34
33
29
29
24
−
−
−
−
−
−
−
−
−
−
−
−
− A6063TE-T1
A6063TES-T1
110(肉厚12 mmを超え25 mm以下)
55
23
−
13
c)
32
32
31
28
28
24
−
−
−
−
−
−
−
−
−
−
−
−
−
T5
A6063TE-T5
A6063TES-T5
155(肉厚12 mm以下)
110
23
−
13
c)
43
43
41
35
32
24
15
−
−
−
−
−
−
−
−
−
−
−
− A6063TE-T5
A6063TES-T5
145(肉厚12 mmを超え25 mm以下)
110
23
−
13
c)
41
41
40
33
30
24
15
−
−
−
−
−
−
−
−
−
−
−
−
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
95
B 8267:2015
表B.3−非鉄金属材料の許容引張応力(続き)
(アルミニウム)
種類
種別 質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4080
(続き)
6063 T6
A6063TE-T6
A6063TES-T6
205
175
23
−
13
c)
59
59
56
45
34
24
15
−
−
−
−
−
−
−
−
−
−
−
− A6063TE-T6
A6063TES-T6
(T5W)
(T6W)
A6063TE-T5W
A6063TE-T6W
A6063TES-T5W
A6063TES-T6W
120
−
23
−
13
−
30
30
29
29
27
21
15
−
−
−
−
−
−
−
−
−
−
−
− A6063TE-T5W,
A6063TE-T6W
A6063TES-T5W,
A6063TES-T6W
T6
A6063TD-T6
A6063TDS-T6
225
195
23
−
13
c)
65
65
62
49
38
24
15
−
−
−
−
−
−
−
−
−
−
−
− A6063TD-T6
A6063TDS-T6
(T6W) A6063TD-T6W
A6063TDS-T6W
120
−
23
−
13
−
30
30
29
29
27
21
15
−
−
−
−
−
−
−
−
−
−
−
− A6063TD-T6W
A6063TDS-T6W
7003 T5
A7003TE-T5
A7003TES-T5
285(肉厚12 mm以下)
245
27
−
−
b), c)
81
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7003TE-T5
A7003TES-T5
275(肉厚12 mmを超え25 mm以下)
235
27
−
−
b), c)
79
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
(T5W) A7003TE-T5W
A7003TES-T5W
265
−
27
−
−
b)
76
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7003TE-T5W
A7003TES-T5W
7N01 T4
A7N01TE-T4
A7N01TES-T4
315
195
27
−
−
b), c)
90
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01TE-T4
A7N01TES-T4
T6
A7N01TE-T6
A7N01TES-T6
325(肉厚1.6 mm以上6 mm以下)
235
−
−
−
b), c)
93
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01TE-T6
A7N01TES-T6
335(肉厚6 mmを超え12 mm以下)
255
−
−
−
b), c)
96
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
(T4W)
(T6W)
A7N01TE-T4W
A7N01TE-T6W
A7N01TES-T4W
A7N01TES-T6W
285
−
27
−
−
b)
81
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01TE-T4W
A7N01TE-T6W
A7N01TES-T4W
A7N01TES-T6W
JIS H 4090 1050 O
A1050TW-O
A1050TWS-O
60
20
21
−
12
−
11
11
10
9
8
7
5
−
−
−
−
−
−
−
−
−
−
−
− A1050TW-O
A1050TWS-O
H14
A1050TW-H14
A1050TWS-H14
95
70
21
−
12
a)
23
23
22
21
17
11
8
−
−
−
−
−
−
−
−
−
−
−
− A1050TW-H14
A1050TWS-H14
1100
1200
O
A1100TW-O
A1100TWS-O
A1200TW-O
A1200TWS-O
75
25
21
−
12
−
12
12
12
12
11
8
6
−
−
−
−
−
−
−
−
−
−
−
− A1100TW-O
A1100TWS-O
A1200TW-O
A1200TWS-O
H14
A1100TW-H14
A1100TWS-H14
A1200TW-H14
A1200TWS-H14
120
95
21
−
12
a)
29
27
26
23
18
12
8
−
−
−
−
−
−
−
−
−
−
−
− A1100TW-H14
A1100TWS-H14
A1200TW-H14
A1200TWS-H14
3003
3203
O
A3003TW-O
A3003TWS-O
A3203TW-O
A3203TWS-O
95
35
21
−
13
−
20
20
19
17
14
11
9
−
−
−
−
−
−
−
−
−
−
−
− A3003TW-O
A3003TWS-O
A3203TW-O
A3203TWS-O
H14
A3003TW-H14
A3003TWS-H14
A3203TW-H14
A3203TWS-H14
135
120
21
−
13
a)
33
33
32
28
25
18
15
−
−
−
−
−
−
−
−
−
−
−
− A3003TW-H14
A3003TWS-H14
A3203TW-H14
A3203TWS-H14
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.3−非鉄金属材料の許容引張応力(続き)
(アルミニウム)
種類
種別 質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4090
(続き)
3003
3203
H18
A3003TW-H18
A3003TWS-H18
A3203TW-H18
A3203TWS-H18
185
165
21
−
13
a)
46
46
43
36 32
21
16
−
−
−
−
−
−
−
−
−
−
−
− A3003TW-H18
A3003TWS-H18
A3203TW-H18
A3203TWS-H18
5052 O
A5052TW-O
A5052TWS-O
175
65
22
−
17
−
39
39
39
36 33
25
15
−
−
−
−
−
−
−
−
−
−
−
− A5052TW-O
A5052TWS-O
H14,
H34
A5052TW-H14
A5052TW-H34
A5052TWS-H14
A5052TWS-H34
235
175
22
−
17
a)
57
57
55
47 36
25
15
−
−
−
−
−
−
−
−
−
−
−
− A5052TW-H14
A5052TW-H34
A5052TWS-H14
A5052TWS-H34
JIS H 4100 1100
1200
H112 A1100S-H112
A1100SS-H112
A1200S-H112
A1200SS-H112
75
20
21
−
−
−
12
12
12
12 11
8
6
−
−
−
−
−
−
−
−
−
−
−
− A1100S-H112
A1100SS-H112
A1200S-H112
A1200SS-H112
2024 T4
A2024S-T4
A2024SS-T4
390 (試験箇所の厚さ6 mm以下)
295
−
−
−
c)
112 112 106
84 66
43
31
−
−
−
−
−
−
−
−
−
−
−
− A2024S-T4
A2024SS-T4
410 (試験箇所の厚さ6 mmを超え19
mm以下)
295
−
−
−
c)
118 118 111
88 69
45
32
−
−
−
−
−
−
−
−
−
−
−
−
450 (試験箇所の厚さ19 mmを超え38
mm以下)
305
−
−
−
c)
128 128 121
95 74
49
35
−
−
−
−
−
−
−
−
−
−
−
−
470 (径又は最小対辺距離38 mmを超え
る。ただし,断面積160 cm2を超え
200 cm2以下)
335
−
−
−
c)
134 134 126 100 78
51
37
−
−
−
−
−
−
−
−
−
−
−
−
3003
3203
H112 A3003S-H112
A3003SS-H112
A3203S-H112
A3203SS-H112
95
35
21
−
13
m)
23
23
23
20 17
13
10
−
−
−
−
−
−
−
−
−
−
−
− A3003S-H112
A3003SS-H112
A3203S-H112
A3203SS-H112
5052 H112,
O
A5052S-H112,-O
A5052SS-H112,-O
175
70
22
−
−
−
46
46
45
42 39
29
18
−
−
−
−
−
−
−
−
−
−
−
− A5052S-H112,-O
A5052SS-H112,-O
5454 H112,
O
A5454S-H112,-O
A5454SS-H112,-O
215 (試験箇所の厚さ130 mm以下,断面
積200 cm2以下)
85
22
−
21
m)
55
55
54
50 38
29
22
−
−
−
−
−
−
−
−
−
−
−
− A5454S-H112,-O
A5454SS-H112,-O
5083 H112 A5083S-H112
A5083SS-H112
270 (試験箇所の厚さ130 mm以下,断面
積200 cm2以下)
110
25
−
18
b), m)
74
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083S-H112
A5083SS-H112
O
A5083S-O
A5083SS-O
275 (試験箇所の厚さ38 mmを超え130
mm以下,断面積200 cm2以下)
110
25
−
18
b), m)
74
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083S-O
A5083SS-O
5086 H112,
O
A5086S-H112,-O
A5086SS-H112,-O
240 (試験箇所の厚さ130 mm以下,断面
積200 cm2以下)
95
25
−
19
b), m)
64
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5086S-H112,-O
A5086SS-H112,-O
6061 T4
A6061S-T4
A6061SS-T4
175
110
23
−
−
c)
51
51
49
44 41
40
32
−
−
−
−
−
−
−
−
−
−
−
− A6061S-T4
A6061SS-T4
T6
A6061S-T6
A6061SS-T6
265
245
23
−
−
c)
75
75
72
62 54
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061S-T6
A6061SS-T6
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
97
B 8267:2015
表B.3−非鉄金属材料の許容引張応力(続き)
(アルミニウム)
種類
種別 質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4100
(続き)
6061 (T4W) A6061S-T4W
A6061SS-T4W
165
−
23
−
−
c)
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061S-T4W
A6061SS-T4W
(T6W) A6061S-T6W
A6061SS-T6W
165
−
23
−
23,24
j), m)
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061S-T6W
A6061SS-T6W
6063 T1
A6063S-T1
A6063SS-T1
120 (試験箇所の厚さ12 mm以下)
60
23
−
−
c)
34
34
33
29
29
24
15
−
−
−
−
−
−
−
−
−
−
−
− A6063S-T1
A6063SS-T1
110 (試験箇所の厚さ12 mmを超え25 mm
以下)
55
23
−
−
c)
32
32
31
28
28
24
15
−
−
−
−
−
−
−
−
−
−
−
−
T5
A6063S-T5
A6063SS-T5
150 (試験箇所の厚さ12 mm以下)
110
23
−
−
c)
43
43
41
35
32
24
15
−
−
−
−
−
−
−
−
−
−
−
− A6063S-T5
A6063SS-T5
145 (試験箇所の厚さ12 mmを超え25 mm
以下)
105
23
−
−
c)
41
41
40
33
30
24
15
−
−
−
−
−
−
−
−
−
−
−
−
T6
A6063S-T6
A6063SS-T6
205
170
23
−
−
c)
59
59
56
45
34
24
15
−
−
−
−
−
−
−
−
−
−
−
− A6063S-T6
A6063SS-T6
(T5W)
(T6W)
A6063S-T5W
A6063S-T6W
A6063SS-T5W
A6063SS-T6W
120
−
23
−
−
−
30
30
29
29
27
21
15
−
−
−
−
−
−
−
−
−
−
−
− A6063S-T5W
A6063S-T6W
A6063SS-T5W
A6063SS-T6W
7003 T5
A7003S-T5
A7003SS-T5
285 (試験箇所の厚さ12 mm以下)
245
27
−
−
b), c)
81
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7003S-T5
A7003SS-T5
275 (試験箇所の厚さ12 mmを超え25 mm
以下)
235
27
−
−
b), c)
79
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
(T5W) A7003S-T5W
A7003SS-T5W
265
27
−
−
b)
76
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7003S-T5W
A7003SS-T5W
7N01 T4
A7N01S-T4
A7N01SS-T4
315
195
27
−
−
b), c)
90
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01S-T4
A7N01SS-T4
T5
A7N01S-T5
A7N01SS-T5
325
245
27
−
−
b), c)
93
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01S-T5
A7N01SS-T5
T6
A7N01S-T6
A7N01SS-T6
335
275
27
−
−
b), c)
96
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01S-T6
A7N01SS-T6
(T4W)
(T5W)
(T6W)
A7N01S-T4W
A7N01S -T5W
A7N01S -T6W
A7N01SS-T4W
A7N01SS -T5W
A7N01SS -T6W
285
−
27
−
−
b)
81
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A7N01S-T4W
A7N01S -T5W
A7N01S -T6W
A7N01SS-T4W
A7N01SS -T5W
A7N01SS -T6W
JIS H 4140 1100
1200
H112 A1100FD-H112
A1200FD-H112
75 (熱処理時の最大厚さ100 mm以下)
25
21
−
−
−
16
16
16
15
12
10
7
−
−
−
−
−
−
−
−
−
−
−
− A1100FD-H112
A1200FD-H112
2014 T4
A2014FD-T4
380 (熱処理時の最大厚さ100 mm以下)
205
−
−
21
c)
108 103
90
85
79
49
30
−
−
−
−
−
−
−
−
−
−
−
− A2014FD-T4
T6
A2014FD-T6
450 (熱処理時の最大厚さ75 mm以下)
380
−
−
21
c)
128 128 122
99
79
49
30
−
−
−
−
−
−
−
−
−
−
−
− A2014FD-T6
430 (熱処理時の最大厚さ75 mmを超え
100 mm以下)
375
−
−
21
c)
124 124 119
99
79
49
30
−
−
−
−
−
−
−
−
−
−
−
−
5052 O
A5052FH-O
175 (熱処理時の最大厚さ200 mm以下)
70
22
−
−
−
46
46
45
42
39
29
18
−
−
−
−
−
−
−
−
−
−
−
− A5052FH-O
5056 H112 A5056FD-H112
245 (熱処理時の最大厚さ100 mm以下)
120
25
−
−
b)
70
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5056FD-H112
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.3−非鉄金属材料の許容引張応力(続き)
(アルミニウム)
種類
種別 質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4140
(続き)
5083 H112 A5083FD-H112
275 (熱処理時の最大厚さ100 mm以下)
125
25
−
18
b)
74
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083FD-H112
O
A5083FD-O
275 (熱処理時の最大厚さ100 mm以下)
120
25
−
18
b)
74
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083FD-O
H112 A5083FH-H112
275 (熱処理時の最大厚さ200 mm以下)
125
25
−
18
b)
74
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083FH-H112
O
A5083FH-O
275 (熱処理時の最大厚さ200 mm以下)
120
25
−
18
b)
74
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083FH-O
6061 T6
A6061FD-T6
265 (熱処理時の最大厚さ100 mm以下)
245
23
−
23
c)
75
75
72
62
54
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061FD-T6
(T6W) A6061FD-T6W
165
−
23
− 23,24
j)
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061FD-T6W
T6
A6061FH-T6
265 (ただし,試験片の採取方向STにあ
っては255)
(熱処理時の最大厚さ100 mm以下)
245
23
−
23
c)
75
75
72
62
54
44
33
−
−
−
−
−
−
−
−
−
−
−
− A6061FH-T6
255 (ただし,試験片の採取方向STにあ
っては245)
(熱処理時の最大厚さ100 mmを超
え200 mm以下)
235
23
−
23
c)
73
73
70
60
53
44
33
−
−
−
−
−
−
−
−
−
−
−
−
(T6W) A6061FH-T6W
165
−
23
− 23,24
j)
41
41
41
40
38
32
25
−
−
−
−
−
−
−
−
−
−
−
− A6061FH-T6W
JIS H 5202 4種C T6
AC4C-T6
230 (金型鋳物)
−
28
−
−
c)
52
50
44
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− AC4C-T6
210 (砂型鋳物)
−
28
−
−
c)
47
47
44
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
(T6W) AC4C-T6W
125
−
28
−
−
−
29
29
29
25
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− AC4C-T6W
7種A F
AC7A-F
210 (金型鋳物)
−
−
−
−
b)
48
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− AC7A-F
140 (砂型鋳物)
−
−
−
−
b)
32
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
JIS H 5302 1種
−
ADC 1
−
−
−
−
−
−
39
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− ADC 1
3種
−
ADC 3
−
−
−
−
−
−
39
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− ADC 3
5種
−
ADC 5
−
−
−
−
−
−
39
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− ADC 5
6種
−
ADC 6
−
−
−
−
−
−
39
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− ADC 6
10種 −
ADC 10
−
−
−
−
−
−
39
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− ADC 10
12種 −
ADC 12
−
−
−
−
−
−
39
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− ADC 12
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
99
B 8267:2015
表B.3−非鉄金属材料の許容引張応力(続き)
(鉛)
種類
種別 質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4301 鉛板
PbP-1
(厚さ1.0 mm以上6.0 mm以下)
−
−
−
−
−
3
3
2
2
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− PbP-1
薄鉛板
PbP-2
(厚さ0.3 mm以上1.0 mm未満)
−
−
−
−
−
3
3
2
2
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− PbP-2
硬鉛板4種
HPbP4
−
−
−
−
−
−
9
7
5
4
3
2
−
−
−
−
−
−
−
−
−
−
−
−
− HPbP4
硬鉛板6種
HPbP6
−
−
−
−
−
−
11
8
6
4
3
2
−
−
−
−
−
−
−
−
−
−
−
−
− HPbP6
JIS H 4311 工業用鉛管
1種
PbT-1
−
−
−
−
−
−
3
3
2
2
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− PbT-1
工業用鉛管
2種
PbT-2
−
−
−
−
−
−
3
3
2
2
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− PbT-2
硬鉛管4種
HPbT4
−
−
−
−
−
−
9
7
5
4
3
2
−
−
−
−
−
−
−
−
−
−
−
−
− HPbT4
硬鉛管6種
HPbT6
−
−
−
−
−
−
11
8
6
4
3
2
−
−
−
−
−
−
−
−
−
−
−
−
− HPbT6
表B.3−非鉄金属材料の許容引張応力(続き)
(ニッケル)
種類
種別
質別
記号
材料規格の引張強さ
N/mm2
材料規
格の
耐力
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150175200 225 250275 300 325350375 400 425450 475 500525 550 575600625 650 675700 725 750775800 825 850875 900
JIS H 4551 NiCu30
A NW4400 480
190
42
−
28
− 128 118 112 108 105 103 102 101 101 101 101 101 101 101 100 99 79 61 − − − − − − − − − − − − − − − − − NW4400
Ni99.0
A NW2200 380
100
41
−
25
− 69 69 69 69 69 69 69 69 69 69 69 − − − − − − − − − − − − − − − − − − − − − − − − NW2200
Ni99.0・LC
A NW2201 345
80
41
−
26
− 55 54 53 52 52 52 52 52 52 52 52 52 52 51 51 50 42 33 27 23 19 16 13 10 8 − − − − − − − − − − NW2201
NiMo30Fe5
A NW0001 790(厚さ4 mm以下)
345
−
−
30
− 226 214 207 202 197 193 189 186 183 181 178 176 174 172 171 170 − − − − − − − − − − − − − − − − − − − NW0001
n) 227 227 227 227 227 225 223 222 221 220 220 219 218 217 216 216 − − − − − − − − − − − − − − − − − − −
690(厚さ4 mmを超える)
315
−
−
30
− 197 191 186 182 177 174 170 167 165 162 160 158 157 155 154 152 − − − − − − − − − − − − − − − − − − −
n) 197 197 197 197 197 196 194 193 192 191 191 191 189 189 188 188 − − − − − − − − − − − − − − − − − − −
NiMo28
A NW0665 750
350
−
−
40
− 216 216 216 212 208 204 200 197 194 191 189 187 185 183 181 178 − − − − − − − − − − − − − − − − − − − NW0665
n) 216 216 216 216 216 216 216 216 216 216 216 215 214 213 212 211 − − − − − − − − − − − − − − − − − − −
NiMo16Cr15Fe6
W4
A NW0276 690
275
−
−
35
− 188 177 170 164 159 153 148 143 139 135 131 128 125 122 120 118 117 116 115 114 114 110 99 82 68 55 − − − − − − − − − NW0276
n) 188 188 188 188 188 188 188 187 186 182 177 172 169 165 162 159 158 156 155 154 142 119 99 82 68 55 − − − − − − − − −
NiCr22Fe20Mo6
Cu2Nb
A NW6007 620(厚さ19 mm以下)
240
45
−
36
− 160 150 144 139 134 131 127 124 121 119 117 115 114 113 112 112 111 110 110 109 − − − − − − − − − − − − − − − NW6007
n) 161 161 161 161 161 161 161 161 161 160 158 156 154 153 152 150 150 149 148 148 − − − − − − − − − − − − − − −
580(厚さ19 mmを超える)
205
45
−
36
− 137 129 123 119 115 112 109 106 104 102 100 99 98 97 97 96 95 95 94 94 − − − − − − − − − − − − − − −
n) 138 138 138 138 138 138 138 138 138 137 135 134 132 131 130 129 128 128 127 126 − − − − − − − − − − − − − − −
NiCr21Fe18Mo9
A NW6002 660(厚さ4 mm以下)
245
43
−
38
− 160 150 143 138 132 128 123 119 115 112 110 107 105 104 103 101 101 100 100 99 99 98 98 95 78 65 55 45 36 29 24 19 15 11 8 NW6002
n) 161 161 161 161 161 161 161 158 155 152 148 145 142 140 139 137 136 135 135 134 133 129 115 95 78 65 55 45 36 29 24 19 15 11 8
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.3−非鉄金属材料の許容引張応力(続き)
(ニッケル)
種類
種別
質別
記号
材料規格の引張強さ
N/mm2
材料規
格の
耐力
N/mm2
母材
の
区分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550575 600 625 650 675 700 725 750 775 800 825 850 875 900
JIS H 4552 NiCu30
A
NW4400 480 (外径125 mm以下)
190
42
−
28
− 128 118112 108 105 103 102 101 101 101 101 101 101 101 100 99 79 61 − − − − − − − − − − − − − − − − − NW4400
SR
NW4400 590
380
42
−
28
− 168 168168 168 168 168 168 168 168 167 166 164 161 153 124 90 − − − − − − − − − − − − − − − − − − − NW4400
Ni99.0
A
NW2200 380 (外径125 mm以下)
105
41
−
25
− 69 6969 69 69 69 69 69 69 69 69 − − − − − − − − − − − − − − − − − − − − − − − − NW2200
SR
NW2200 450
275
41
−
25
− 128 128128 128 128 128 128 127 127 125 123 − − − − − − − − − − − − − − − − − − − − − − − − NW2200
Ni99.0-LC
A
NW2201 345 (外径125 mm以下)
85
41
−
26
− 55 5453 52 52 52 52 52 52 52 52 52 52 51 51 50 42 33 27 23 1916 13 10 8 − − − − − − − − − − NW2201
SR
NW2201 410
205
41
−
26
− 118 118118 118 117 117 117 117 116 115 113 107 96 92 88 84 81 78 − − − − − − − − − − − − − − − − − NW2201
NiMo16Cr15Fe6
W4
A
NW0276 690
260
−
−
35
−
n)
188 177170 164 159 153 148 143 139 135 131 128 125 122 120 118 117 116 115 114 114110 99 82 68 55 − − − − − − − − − NW0276
188 188188 188 188 188 188 187 186 182 177 172 169 165 162 159 158 156 155 154 142119 99 82 68 55 − − − − − − − − −
NiCr21Fe18Mo9 A
NW6002 690
275
43
−
38
−
n)
183 172164 158 152 146 141 136 132 128 125 122 120 118 117 116 115 115 114 113 113112 108 95 78 65 55 45 36 29 24 19 15 11 8 NW6002
184 184184 184 184 184 184 181 177 173 169 166 163 160 158 157 155 155 154 153 151140 115 95 78 65 55 45 36 29 24 19 15 11 8
JIS H 4553 Ni99.0
A
NW2200 380
105
41
−
25
− 69 6969 69 69 69 69 69 69 69 69 − − − − − − − − − − − − − − − − − − − − − − − − NW2200
Ni99.0-LC
A
NW2201 340
65
41
−
26
− 46 4544 44 43 43 43 43 43 43 43 43 43 43 42 41 40 33 27 23 1916 13 10 8 − − − − − − − − − − NW2201
NiCu30
A
NW4400 480
170
42
−
28
− 115 105100 97 94 92 91 91 90 90 90 90 90 90 89 88 78 61 − − − − − − − − − − − − − − − − − NW4400
NiMo30Fe5
S
NW0001 790 (径6 mm以上40 mm以
下)
315
−
−
30
− 211 198190 186 181 177 174 171 169 166 164 162 160 158 157 156 − − − − − − − − − − − − − − − − − − − NW0001
n) 212 212212 212 212 212 212 212 212 212 212 212 212 212 212 210 − − − − − − − − − − − − − − − − − − −
690 (径6 mm以上40 mm以
下)
315
−
−
30
− 197 193190 186 181 177 174 171 169 166 164 162 160 158 157 156 − − − − − − − − − − − − − − − − − − −
n) 197 197197 197 197 196 194 193 192 191 191 191 189 189 188 188 − − − − − − − − − − − − − − − − − − −
NiMo28
S
NW0665 760 (径6 mm以上90 mm以
下)
350
−
−
40
− 216 216216 212 208 204 200 197 194 191 189 187 185 183 181 178 − − − − − − − − − − − − − − − − − − − NW0665
n) 216 216216 216 216 216 216 216 216 216 216 215 214 213 212 211 − − − − − − − − − − − − − − − − − − −
NiMo16Cr15Fe6
W4
S
NW0276 690 (径6 mm以上90 mm以
下)
275
−
−
35
− 188 177170 164 159 153 148 143 139 135 131 128 125 122 120 118 117 116 115 114 114110 99 82 68 55 − − − − − − − − − NW0276
n) 188 188188 188 188 188 188 187 186 182 177 172 169 165 162 159 158 156 155 154 142119 99 82 68 55 − − − − − − − − −
NiCr22Fe20Mo6
Cu2Nb
S
NW6007 625 (径6 mm以上20 mm以
下)
245
45
−
36
− 160 150144 139 134 131 127 124 121 119 117 115 114 113 112 112 111 110 110 109 − − − − − − − − − − − − − − − NW6007
n) 161 161161 161 161 161 161 161 161 160 158 156 154 153 152 150 150 149 148 148 − − − − − − − − − − − − − − −
590 (径20 mmを超え90
mm以下)
210
45
−
36
− 137 129123 119 115 112 109 106 104 102 100 99 98 97 97 96 95 95 94 94 − − − − − − − − − − − − − − −
n) 138 138138 138 138 138 138 138 138 137 135 134 132 131 130 129 128 128 127 126 − − − − − − − − − − − − − − −
NiCr21Fe18Mo9 S
NW6002 660 (径90 mm以下)
240
−
−
38
− 160 150143 138 132 128 123 119 115 112 110 107 105 104 103 101 101 100 100 99 9998 98 95 78 65 55 45 36 29 24 19 15 11 8 NW6002
n) 161 161161 161 161 161 161 158 155 152 148 145 142 140 139 137 136 135 135 134 133129 115 95 78 65 55 45 36 29 24 19 15 11 8
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
101
B 8267:2015
表B.3−非鉄金属材料の許容引張応力(続き)
(チタン)
種類
種別 質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4600
1種
− TP270H
TR270H
TP270C
TR270C
270(厚さ0.5 mm以上 15 mm以下)
165
51
−
52
−
73
63
57
51
46
42
38
35
32
31
29
27
27
−
−
−
−
−
− TP270H
TR270H
TP270C
TR270C
2種
− TP340H
TR340H
TP340C
TR340C
340(厚さ0.5 mm以上 15 mm以下)
215
51
−
51
−
97
91
85
78
71
66
62
58
54
50
47
34
33
−
−
−
−
−
− TP340H
TR340H
TP340C
TR340C
3種
− TP480H
TR480H
TP480C
TR480C
480(厚さ0.5 mm以上 15 mm以下)
345
52
−
50
−
137 135 127 119 112 105
99
95
90
88
87
53
49
−
−
−
−
−
− TP480H
TR480H
TP480C
TR480C
12種
− TP340PdH
TR340PdH
TP340PdC
TR340PdC
340(厚さ0.5 mm以上 15 mm以下)
215
51
−
51
−
97
91
85
78
71
66
62
58
54
50
47
34
33
−
−
−
−
−
− TP340PdH
TR340PdH
TP340PdC
TR340PdC
13種
− TP480PdH
TR480PdH
TP480PdC
TR480PdC
480(厚さ0.5 mm以上 15 mm以下)
345
52
−
50
−
137 135 127 119 112 105
99
95
90
88
87
53
49
−
−
−
−
−
− TP480PdH
TR480PdH
TP480PdC
TR480PdC
61種
− TAP3250H
TAR3250H
TAP3250C
TAR3250C
620(厚さ0.5 mm以上 100 mm以下)
485
−
−
−
−
177 175 169 162 156 148 141 133 127 123 120
−
−
−
−
−
−
−
− TAP3250H
TAR3250H
TAP3250C
TAR3250C
JIS H 4630
1種
− TTP270H
TTP270C
270
外径 10 mm以上 80 mm以下
肉厚 1 mm以上 10 mm以下
−
51
−
52
k)
73
63
57
51
46
42
38
35
32
31
29
27
27
−
−
−
−
−
− TTP270H
TTP270C
2種
− TTP340H
TTP340C
340
外径 10 mm以上 80 mm以下
肉厚 1 mm以上 10 mm以下
−
51
−
51
k)
97
91
85
78
71
66
62
58
54
50
47
34
33
−
−
−
−
−
− TTP340H
TTP340C
3種
− TTP480H
TTP480C
480
外径 10 mm以上 80 mm以下
肉厚 1 mm以上 10 mm以下
−
52
−
50
k)
137 135 127 119 112 105
99
95
90
88
87
53
49
−
−
−
−
−
− TTP480H
TTP480C
12種
− TTP340PdH
TTP340PdC
340
外径 10 mm以上 80 mm以下
肉厚 1 mm以上 10 mm以下
−
51
−
51
k)
97
91
85
78
71
66
62
58
54
50
47
34
33
−
−
−
−
−
− TTP340PdH
TTP340PdC
13種
− TTP480PdH
TTP480PdC
480
外径 10 mm以上 80 mm以下
肉厚 1 mm以上 10 mm以下
−
52
−
50
k)
137 135 127 119 112 105
99
95
90
88
87
53
49
−
−
−
−
−
− TTP480PdH
TTP480PdC
JIS H 4631
1種
− TTH270C
270
外径 10 mm以上 60 mm以下
肉厚 1 mm以上 5 mm以下
−
51
−
52
k)
73
63
57
51
46
42
38
35
32
31
29
27
27
−
−
−
−
−
− TTH270C
TTH270W
TTH270WC
270
外径 10 mm以上 60 mm以下
肉厚0.3 mm以上 3 mm以下
−
51
−
52
l)
62
54
48
43
39
35
32
30
29
27
25
24
23
−
−
−
−
−
− TTH270W
TTH270WC
2種
− TTH340C
340
外径 10 mm以上 60 mm以下
肉厚 1 mm以上 5 mm以下
−
51
−
51
k)
97
91
85
78
71
66
62
58
54
50
47
34
33
−
−
−
−
−
− TTH340C
TTH340W
TTH340WC
340
外径 10 mm以上 60 mm以下
肉厚0.3 mm以上 3 mm以下
−
51
−
51
l)
82
79
72
66
61
56
53
49
46
42
40
29
29
−
−
−
−
−
− TTH340W
TTH340WC
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.3−非鉄金属材料の許容引張応力(続き)
(チタン)
種類
種別 質別
記号
材料規格の引張強さ N/mm2
材料規
格の
耐力
N/mm2
母材
の区
分
グル
ープ
番号
外圧
チャ
ート
番号
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4631
(続き)
3種
− TTH480C
480
外径 10 mm以上 60 mm以下
肉厚 1 mm以上 5 mm以下
−
52
−
50
k)
137 135 127 119 112 105
99
95
90
88
87 53
49
−
−
−
−
−
− TTH480C
TTH480W
TTH480WC
480
外径 10 mm以上 60 mm以下
肉厚0.3 mm以上 3 mm以下
−
52
−
50
l)
116 115 108 101
95
89
84
81
77
75
74 45
42
−
−
−
−
−
− TTH480W
TTH480WC
12種
− TTH340PdC
340
外径 10 mm以上 60 mm以下
肉厚 1 mm以上 5 mm以下
−
51
−
51
k)
97
91
85
78
71
66
62
58
54
50
47 34
33
−
−
−
−
−
− TTH340PdC
TTH340PdW
TTH340PdWC
340
外径 10 mm以上 60 mm以下
肉厚0.3 mm以上 3 mm以下
−
51
−
51
l)
82
79
72
66
61
56
53
49
46
42
40 29
29
−
−
−
−
−
− TTH340PdW
TTH340PdWC
13種
− TTH480PdC
480
外径 10 mm以上 60 mm以下
肉厚 1 mm以上 5 mm以下
−
52
−
50
k)
137 135 127 119 112 105
99
95
90
88
87 53
49
−
−
−
−
−
− TTH480PdC
TTH480PdW
TTH480PdWC
480
外径 10 mm以上 60 mm以下
肉厚0.3 mm以上 3 mm以下
−
52
−
50
l)
116 115 108 101
95
89
84
81
77
75
74 45
42
−
−
−
−
−
− TTH480PdW
TTH480PdWC
JIS H 4635
1種
− TTP270W
TTP270WC
270
外径 10 mm以上 150 mm以下
肉厚 1 mm以上 10 mm以下
−
51
−
52
l)
62
54
48
43
39
35
32
30
29
27
25 24
23
−
−
−
−
−
− TTP270W
TTP270WC
2種
− TTP340W
TTP340WC
340
外径 10 mm以上 150 mm以下
肉厚 1 mm以上 10 mm以下
−
51
−
51
l)
82
79
72
66
61
56
53
49
46
42
40 29
29
−
−
−
−
−
− TTP340W
TTP340WC
3種
− TTP480W
TTP480WC
480
外径 10 mm以上 150 mm以下
肉厚 1 mm以上 10 mm以下
−
52
−
50
l)
116 115 108 101
95
89
84
81
77
75
74 45
42
−
−
−
−
−
− TTP480W
TTP480WC
12種
− TTP340PdW
TTP340PdWC
340
外径 10 mm以上 150 mm以下
肉厚 1 mm以上 10 mm以下
−
51
−
51
l)
82
79
72
66
61
56
53
49
46
42
40 29
29
−
−
−
−
−
− TTP340PdW
TTP340PdWC
13種
− TTP480PdW
TTP480PdWC
480
外径 10 mm以上 150 mm以下
肉厚 1 mm以上 10 mm以下
−
52
−
50
l)
116 115 108 101
95
89
84
81
77
75
74 45
42
−
−
−
−
−
− TTP480PdW
TTP480PdWC
JIS H 4650
1種
− TB270H
TB270C
270(径 8 mm以上 100 mm以下)
165
51
−
52
−
73
63
57
51
46
42
38
35
32
31
29 27
27
−
−
−
−
−
− TB270H
TB270C
2種
− TB340H
TB340C
340(径 8 mm以上 100 mm以下)
215
51
−
51
−
97
91
85
78
71
66
62
58
54
50
47 34
33
−
−
−
−
−
− TB340H
TB340C
3種
− TB480H
TB480C
480(径 8 mm以上 100 mm以下)
345
52
−
50
−
137 135 127 119 112 105
99
95
90
88
87 53
49
−
−
−
−
−
− TB480H
TB480C
12種
− TB340PdH
TB340PdC
340(径 8 mm以上 100 mm以下)
215
51
−
51
−
97
91
85
78
71
66
62
58
54
50
47 34
33
−
−
−
−
−
− TB340PdH
TB340PdC
13種
− TB480PdH
TB480PdC
480(径 8 mm以上 100 mm以下)
345
52
−
50
−
137 135 127 119 112 105
99
95
90
88
87 53
49
−
−
−
−
−
− TB480PdH
TB480PdC
61種
− TAB3250H
620(径 8 mm以上 100 mm以下)
485
−
−
−
−
177 175 169 162 156 148 141 133 127 123 120 −
−
−
−
−
−
−
− TAB3250H
JIS H 4657
61種
− TAF3250
620(厚さ 8 mm以上 100 mm以下)
485
−
−
−
−
177 175 169 162 156 148 141 133 127 123 120 −
−
−
−
−
−
−
− TAF3250
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
103
B 8267:2015
表B.3−非鉄金属材料の許容引張応力(続き)
注記1 この表において,各温度の中間における許容引張応力の値は,直線補間によって計算する。
注記2 この表において,溶接管の許容引張応力の値には,溶接継手効率0.85が適用されている。
注記3 この表において,鋳物の許容引張応力の値には,鋳造品品質係数0.80が適用されている。
注記4 この表の“質別”及び“記号”の欄において,末尾のW(JIS H 4631及びJIS H 4635におけるWCを含む。)は溶接継手を示す。また,“質別”の欄におい
て,括弧はJIS H 4000,JIS H 4040,JIS H 4080,JIS H 4100,JIS H 4140及びJIS H 5202に規定のないことを示す。
注記5 この表のJIS H 4551,JIS H 4552及びJIS H 4553の質別の欄において,Aは焼なまし,SRは応力除去焼なまし,Sは溶体化処理を示す。
注記6 この表の“外圧チャート番号”の欄の数字は,図E.10の番号 (1)〜(9),(12)〜(21),(23)〜(30),(32)〜(36),(38),(40),(41),(44)〜(47) 及び (49)〜(52) を
示す。
注a) 溶接継手の許容引張応力の値及び継手引張試験における引張強さは,質別Oの値を用いる。
b) 40 ℃を65 ℃と読み替える。
c) 溶接継手の許容引張応力の値及び継手引張試験における引張強さは,Wを付した質別又は記号の値を用いる。
d) この欄の外圧チャート番号は,40 mm以下の場合に適用する。
e) この欄の外圧チャート番号の図E.10 (44) を適用する場合は,引張試験の0.2 %耐力が,207 N/mm2以上であることを確認する。
f) この欄の外圧チャート番号の図E.10 (46) を適用する場合は,引張試験の0.2 %耐力が,207 N/mm2以上であることを確認する。
g) この欄の外圧チャート番号は,“65 ℃以下”の曲線を使用できない。したがって,設計温度が65 ℃以下は“175 ℃”の曲線を使用する。
h) この欄の外圧チャート番号は,H22,H24を除く。
i) この欄の外圧チャート番号は,厚さが13 mm以下の場合は,図E.10 (18) を適用する。
j) この欄の外圧チャート番号は,厚さ(径又は最小対辺距離)が9.5 mm以下の場合は,図E.10 (23) を適用し,9.5 mmを超える場合は図E.10 (24) を適用する。
k) この欄の許容引張応力の値は,継目無管に用いる。
l) この欄の許容引張応力の値は,溶接管に用いる。
m) この欄の外圧チャート番号は,強め輪に使用する場合にだけ適用できる。
n) この欄の許容引張応力の値は,変形がある程度許容できる場合に適用できる。
o) この欄の許容引張応力を適用する場合は,引張試験の0.2 %耐力が69 N/mm2以上であることを確認する。
p) この欄の許容引張応力を適用する場合は,引張試験の0.2 %耐力が207 N/mm2以上であることを確認する。
q) この欄の許容引張応力を適用する場合は,引張試験の0.2 %耐力が193 N/mm2以上であることを確認する。
r) この欄の許容引張応力を適用する場合は,引張試験の0.2 %耐力が55 N/mm2以上であることを確認する。
s) この欄の許容引張応力を適用する場合は,引張試験の0.2 %耐力が62 N/mm2以上であることを確認する。
t) この欄の許容引張応力を適用する場合は,引張試験の0.2 %耐力が276 N/mm2以上であることを確認する。
u) この欄の許容引張応力を適用する場合は,引張試験の0.2 %耐力が103 N/mm2以上であることを確認する。
v) この欄の許容引張応力を適用する場合は,引張試験の0.2 %耐力が124 N/mm2以上であることを確認する。
w) 引張試験の0.2 %耐力が55 N/mm2以上である場合,許容引張応力はJIS H 3250のC1020 BE-F及びC1020 BDV-Oと同じ値を適用する。
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.4−ボルト材料の許容引張応力
種類
種別寸法
記号
標準成分
(%)
材料規格の
引張強さ
N/mm2
製造
方法
注
各温度(℃)における許容応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 4051
−
S25C
−
−
−
a)
66
66 66 66 66 66 66 66 66 66 66 66 66 − − − − − − − − − − − − − − − − − − S25C
−
S35C
−
−
−
b)
98
98 98 98 98 98 98 98 98 98 98 98 98 − − − − − − − − − − − − − − − − − − S35C
−
S45C
−
−
−
c)
122 122 122 122 122 122 122 122 122 122 122 122 122 − − − − − − − − − − − − − − − − − − S45C
JIS G 4107
1種 ≦100
SNB5
5Cr-0.5Mo
690
−
d), e)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 128 104 79 59 45 34 26 20 13
9 − − − − − − SNB5
2種 ≦63
SNB7
1Cr-0.2Mo
860
−
f)
172 172 172 172 172 172 172 172 172 172 172 172 172 171 163 146 118 93 69 44 31 − − − − − − − − − − SNB7
2種 >63
≦100
SNB7
1Cr-0.2Mo
800
−
f)
159 159 159 159 159 159 159 159 159 159 159 159 159 158 153 139 116 93 69 44 31 − − − − − − − − − − SNB7
2種 >100
≦120
SNB7
1Cr-0.2Mo
690
−
f)
130 130 130 130 130 130 130 130 130 130 130 130 130 130 130 124 114 93 69 44 31 − − − − − − − − − − SNB7
3種 ≦63
SNB16
1Cr-0.5Mo-V
860
−
g)
172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 164 147 121 92 62 35 19 − − − − − − − − SNB16
3種 >63
≦100
SNB16
1Cr-0.5Mo-V
760
−
g)
152 152 152 152 152 152 152 152 152 152 152 152 152 152 152 152 146 132 113 89 62 35 19 − − − − − − − − SNB16
3種 >100
≦180
SNB16
1Cr-0.5Mo-V
690
−
g)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 131 119 105 86 62 35 19 − − − − − − − − SNB16
JIS G 4108
1種1号 ≦100 SNB21-1 0.4C-1Cr-
0.5Mo-V
1 140
−
−
228 228 228 228 228 228 228 228 228 228 228 228 228 − − − − − − − − − − − − − − − − − − SNB21-1
1種2号 ≦100 SNB21-2 0.4C-1Cr-
0.5Mo-V
1 070
−
−
214 214 214 214 214 214 214 214 214 214 214 214 214 − − − − − − − − − − − − − − − − − − SNB21-2
1種3号 ≦150 SNB21-3 0.4C-1Cr-
0.5Mo-V
1 000
−
−
200 200 200 200 200 200 200 200 200 200 200 200 200 − − − − − − − − − − − − − − − − − − SNB21-3
1種4号 ≦150 SNB21-4 0.4C-1Cr-
0.5Mo-V
930
−
−
186 186 186 186 186 186 186 186 186 186 186 186 186 − − − − − − − − − − − − − − − − − − SNB21-4
1種5号 ≦50 SNB21-5 0.4C-1Cr-
0.5Mo-V
820
−
−
165 165 165 165 165 165 165 165 165 165 165 165 165 − − − − − − − − − − − − − − − − − − SNB21-5
1種5号 >50
≦150
SNB21-5 0.4C-1Cr-
0.5Mo-V
790
−
−
159 159 159 159 159 159 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − − SNB21-5
2種1号 ≦38 SNB22-1 0.4C-1Cr-
0.2Mo
1 140
−
−
228 228 228 228 228 228 228 228 228 228 228 228 228 − − − − − − − − − − − − − − − − − − SNB22-1
2種2号 ≦75 SNB22-2 0.4C-1Cr-
0.2Mo
1 070
−
−
214 214 214 214 214 214 214 214 214 214 214 214 214 − − − − − − − − − − − − − − − − − − SNB22-2
2種3号 ≦100 SNB22-3 0.4C-1Cr-
0.2Mo
1 000
−
−
200 200 200 200 200 200 200 200 200 200 200 200 200 − − − − − − − − − − − − − − − − − − SNB22-3
2種4号 ≦100 SNB22-4 0.4C-1Cr-
0.2Mo
930
−
−
186 186 186 186 186 186 186 186 186 186 186 186 186 − − − − − − − − − − − − − − − − − − SNB22-4
2種5号 ≦50 SNB22-5 0.4C-1Cr-
0.2Mo
820
−
−
165 165 165 165 165 165 165 165 165 165 165 165 165 − − − − − − − − − − − − − − − − − − SNB22-5
2種5号 >50
≦100
SNB22-5 0.4C-1Cr-
0.2Mo
790
−
−
159 159 159 159 159 159 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − − SNB22-5
3種1号 ≦200 SNB23-1 0.4C-1.75Ni-
0.8Cr-0.25Mo
1 140
−
−
228 228 228 228 228 228 228 228 228 228 228 228 228 − − − − − − − − − − − − − − − − − − SNB23-1
3種2号 ≦240 SNB23-2 0.4C-1.75Ni-
0.8Cr-0.25Mo
1 070
−
−
214 214 214 214 214 214 214 214 214 214 214 214 214 − − − − − − − − − − − − − − − − − − SNB23-2
3種3号 ≦240 SNB23-3 0.4C-1.75Ni-
0.8Cr-0.25Mo
1 000
−
−
200 200 200 200 200 200 200 200 200 200 200 200 200 − − − − − − − − − − − − − − − − − − SNB23-3
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
105
B 8267:2015
表B.4−ボルト材料の許容引張応力(続き)
種類
種別寸法
記号
標準成分
(%)
材料規格の
引張強さ
N/mm2
製造
方法
注
各温度(℃)における許容応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 4108
(続き)
3種4号 ≦240 SNB23-4 0.4C-1.75Ni-
0.8Cr-0.25Mo
930
−
−
186 186 186 186 186 186 186 186 186 186 186 186 186 − − − − − − − − − − − − − − − − − − SNB23-4
3種5号 ≦150 SNB23-5 0.4C-1.75Ni-
0.8Cr-0.25Mo
820
−
−
165 165 165 165 165 165 165 165 165 165 165 165 165 − − − − − − − − − − − − − − − − − − SNB23-5
3種5号 >150
≦240
SNB23-5 0.4C-1.75Ni-
0.8Cr-0.25Mo
790
−
−
159 159 159 159 159 159 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − − SNB23-5
4種1号 ≦200 SNB24-1 0.4C-1.8Ni-
0.8Cr-0.35Mo
1 140
−
−
228 228 228 228 228 228 228 228 228 228 228 228 228 − − − − − − − − − − − − − − − − − − SNB24-1
4種2号 ≦240 SNB24-2 0.4C-1.8Ni-
0.8Cr-0.35Mo
1 070
−
−
214 214 214 214 214 214 214 214 214 214 214 214 214 − − − − − − − − − − − − − − − − − − SNB24-2
4種3号 ≦240 SNB24-3 0.4C-1.8Ni-
0.8Cr-0.35Mo
1 000
−
−
200 200 200 200 200 200 200 200 200 200 200 200 200 − − − − − − − − − − − − − − − − − − SNB24-3
4種4号 ≦240 SNB24-4 0.4C-1.8Ni-
0.8Cr-0.35Mo
930
−
−
186 186 186 186 186 186 186 186 186 186 186 186 186 − − − − − − − − − − − − − − − − − − SNB24-4
4種5号 ≦150 SNB24-5 0.4C-1.8Ni-
0.8Cr-0.35Mo
820
−
−
165 165 165 165 165 165 165 165 165 165 165 165 165 − − − − − − − − − − − − − − − − − − SNB24-5
4種5号 >150
≦240
SNB24-5 0.4C-1.8Ni-
0.8Cr-0.35Mo
790
−
−
159 159 159 159 159 159 159 159 159 159 159 159 159 − − − − − − − − − − − − − − − − − − SNB24-5
JIS G 4303
−
SUS304
18Cr-8Ni
520
−
−
129 120 114 108 103 100 96 93 90 87 85 83 82 81 79 77 76 75 74 72 71 69 64 51 41 33 27 21 17 14 11 SUS304
−
SUS316
18Cr-12Ni-2Mo
520
−
−
129 125 120 114 108 103 99 96 93 90 88 86 84 83 82 81 80 79 79 78 78 77 74 65 51 39 30 23 18 14 11 SUS316
−
SUS321
18Cr-10Ni-Ti
520
−
−
129 125 122 118 114 110 106 103 100 97 95 93 91 89 88 86 86 85 84 83 75 60 44 33 25 18 13
9
6
4
3 SUS321
−
SUS347
18Cr-10Ni-Nb
520
−
−
129 125 122 118 113 110 107 106 104 102 100 98 97 95 94 94 93 93 93 92 88 76 58 40 30 23 16 12
9
7
6 SUS347
JIS G 4901
−
NCF600
72Ni-15Cr-8Fe
550
−
−
138 138 138 138 138 138 138 138 138 138 138 137 135 135 134 132 129 115 86 60 41 28 19 15 15 − − − − − − NCF600
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.4−ボルト材料の許容引張応力(続き)
種類
種別 質別
記号
標準成分
(%)
材料規格
の引張強
さ
N/mm2
製造
方法
注
各温度(℃)における基本許容応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3250
C1020
C1100
C1201
F C1020 BE-F
C1100 BE-F
C1201 BE-F
99.96Cu
99.90Cu
99.90Cu
195
−
h)
h)
−
46
46
18
39
39
15
37
37
14
36
36
13
35
35
13
28
28
13
22
22
13
− − − − − − − − − − − − C1020 BE-F
C1100 BE-F
C1201 BE-F
O C1020 BD-O
C1100 BD-O
C1201 BD-O
99.96Cu
99.90Cu
99.90Cu
195
−
h)
h)
−
46
46
18
39
39
15
37
37
14
36
36
13
35
35
13
28
28
13
22
22
13
− − − − − − − − − − − − C1020 BD-O
C1100 BD-O
C1201 BD-O
表B.4−ボルト材料の許容引張応力(続き)
種類
種別
質別
材料規格の引張強さ N/mm2
製造方法
注
各温度(℃)における許容引張応力 N/mm2
記号
〜40
75
100
125
150
175
200
JIS H 4040
A2014 BD T6
450
−
−
90
90
90
88
79
49
30 A2014 BD
A2024 BD T4
425(径又は最小対辺距離3 mmを超え12 mm以下)
−
−
78
78
78
77
72
46
33 A2024 BD
425(12 mmを超え100 mm以下)
−
−
72
72
72
72
72
46
33
A6061 BD T6
290
−
−
58
58
58
58
58
44
32 A6061 BD
注a) この数値は,熱処理が焼ならしであって,引張強さが440 N/mm2以上の材料に適用する。
b) この数値は,熱処理が焼入焼戻しであって,引張強さが570 N/mm2以上の材料に適用する。
c) この数値は,熱処理が焼入焼戻しであって,引張強さが690 N/mm2以上の材料に適用する。
d) この欄の650 ℃を649 ℃に読み替える。
e) 538 ℃以上の欄の値は,炭素含有量が0.04 %以上で,かつ,1 040 ℃以上の温度から急冷する固溶化処理を行った材料に適用する。
f) この欄の550 ℃を538 ℃に読み替える。
g) この欄の600 ℃を593 ℃に読み替える。
h) この数値は,耐力が70 N/mm2以上の材料に適用する。
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
107
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
特定材料
この附属書は,圧力容器に使用する特定材料について規定する。
表C.1−特定材料(炭素鋼及び低合金鋼)
材料番号及びグレード記号
図R.1での曲線区分
SA36
A
SA105
B
SA106 グレードA,B及びC
B
SA178 グレードA及びC
B
SA179
B
SA181
B
SA182
グレード FR,F1,F2,F3V,F3VCb,F5,F5a,F9,
F11クラス1&2,F12クラス1&2,F21,
F22クラス1&3,F22V及びF91
B
グレード F21及びF22クラス1&3
焼ならし焼戻しを実施する場合
:C
その他の場合
:B
SA192
B
SA202 グレード A及びB
A
SA203 グレード A,B,D,E及びF
D
SA204 グレード A,B及びC
A
SA209 グレード T1,T1a及びT1b
B
SA210 グレード A-1及びC
B
SA213 グレード T2,T5,T5b,T5c,T9,T11,T12,T.17,T21,T22
及びT91
B
SA214
B
SA234 グレード WPB,WPC,WPR,WP1,WP5,WP9,
WP11クラス1,WP12 クラス1及びWP22クラス1
B
SA250 グレードT1,T1a及びT1b
B
SA266 グレード1,2,3及び4
B
SA283 グレードA,B,C及び D
A
SA285
グレードA及びB
B
グレードC
A
SA299
A
SA302
グレードA及びB
A
グレードC及びD
C
SA333 グレード 1,3,4,6,7及び9
−
SA334 グレード 1,3,6,7及び9
−
SA335 グレード P1,P2,P5,P5b,P5c,P9,P11,P12,P15,P21,
P22及びP91
B
108
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.1−特定材料(炭素鋼及び低合金鋼)(続き)
材料番号及びグレード記号
図R.1での曲線区分
SA336
グレード F1,F3V,F3VCb,F5,F5A,F9,
F11クラス2&3,F12,F21クラス1&3,
F22クラス1&3,F22V及びF91
B
グレード F21クラス1&3及びF22クラス1&3
焼ならし焼戻しを実施する場合
:C
その他の場合
:B
SA350 グレードLF1,LF2,LF3,LF5及びLF9
−
SA369 グレードFP1,FP2,FP5,FP9,FP11,FP12,FP21及びFP22
B
SA387
グレード2,5,11,12,21,22及び91
A
グレード21及び22
焼ならし焼戻しを実施する場合
:C
その他の場合
:A
SA420 グレードWPL3,WPL6及びWPL9
−
SA423 グレード1及び2
B
SA455
A
SA508
グレード 1及び1A
D
グレード 2クラス1,2クラス2,3クラス1,3クラス2,
3VCb,3V,4Nクラス3及び22クラス3
B
SA515
グレード 60
B
グレード 65及び70
A
SA516
グレード 55及び60
焼ならしを実施する場合
:D
その他の場合
:C
グレード 65及び70
焼ならしを実施する場合
:D
その他の場合
:B
SA524 グレードI及びII
D
SA533
グレード Aクラス1&2,Dクラス2
A
グレード Bクラス1&2,Cクラス1&2
C
SA537 クラス1,2及び3
D
SA541
グレード 1,1A,2クラス1,2クラス2,
3クラス1&2,3V,3VCb,22クラス3
及び22V
B
SA542 タイプBクラス4,Cクラス4a,Dクラス4a及びEクラス4a
A
SA556 グレードA2,B2及びC2
B
SA557 グレードA2,B2及びC2
B
SA562
A
SA662
グレードA
焼ならしを実施する場合
:D
その他の場合
:C
グレードB
焼ならしを実施する場合
:D
その他の場合
:B
グレードC
焼ならしを実施する場合
:D
その他の場合
:A
SA675 グレード45,50,55,60,65及び70
A
SA727
B
SA737 グレードB及びC
A
109
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.1−特定材料(炭素鋼及び低合金鋼)(続き)
材料番号及びグレード記号
図R.1での曲線区分
SA738
グレードA
D
また,規定に従ってバナジウム及びコロ
ンビウムを付加し,かつ,温度が−29 ℃
以上の場合もDとする。
グレードB
温度が−29 ℃以上の場合
:D
その他の場合
:A
グレードC
A
SA739 グレードB11及びB22
A
SA765 グレードI,II,III及びIV
−
SA832 グレード21V,22V及び23V
A
SA836
A
SA841 グレードAクラス1及びBクラス2
−
SA/EN 10028-2
グレードP235GH及びP265GH
圧延のままの場合
:A
焼なましを実施する場合
:B
グレードP295GH
圧延のままの場合
:B
焼ならしを実施する場合
:D
SA/EN 10028-3 グレードP275NH
注記 材料番号だけが規定され,グレード記号が規定されていない材料の場合には,材料番号に規定する全てのグ
レード記号を含む。
表C.2−特定材料(高合金鋼)
材料番号
グレード記号又はタイプ記号
SA182
FXM-19,FXM-11,F304,F304L,F304H,F45,F310,F44,F316,F316L,F316H,F317,F317L,
F321,F321H,F347,F347H,F348,F348H,F6aクラス1&2及びFXM-27Cb
SA213
XM-19,TP304,TP304L,TP304H,TP304N,TP309S,TP309H,TP309Cb,TP310S,TP310H,
TP310Cb,TP310MoLN,TP316,TP316L,TP316H,TP316N,TP321,TP321H,TP347,TP347H,
TP348,TP348H及びXM-15
SA240
XM-19,XM-29,302,304,304L,304H,304N,309S,309H,309Cb,310S,310H,310Cb,
310MoLN,316,316L,316H,316Ti,316Cb,316N,317,317L,321,347,347H,348,XM-15,
405,410,410S,429,430,XM-33及び26-3-3
SA249
TPXM-19,TPXM-29,TP304,TP304L,TP304H,TP304N,TP309S,TP309H,TP309Cb,TP310S,
TP310H,TP310Cb,T310MoLN,TP316,TP316L,TP316H,TP316N,TP317,TP317L,TP321,
TP321H,TP347,TP347H,TP348,TP348H及びTPXM-15
SA268
TP405,TP409,TP410,TP429,TP430,TP439,TP446-1,TP446-2,XM-33,XM-27,26-3-3,
29-4及び29-4-2
SA312
TPXM-19,TPXM-11,TPXM-29,TP304,TP304L,TP304H,TP304N,TP309S,TP309H,TP309Cb,
TP310S,TP310H,TP310Cb,TP310MoLN,TP316,TP316L,TP316H,TP316N,TP317,TP317L,
TP321,TP321H,TP347,TP347H,TP348,TP348H及びTPXM-15
SA403
XM-19,304,304L,304H,304N,309,310,316,316L,316H,316N,317,317L,321,321H,
347,347H,348及び348H
SA479
XM-19,XM-29,302,304,304L,304H,309S,309H,309Cb,310S,310H,310Cb,316,316L,
321,347,348,405,410,430及び439
SA638
660
SA666
XM-11
SA688
TPXM-29,TP304,TP304L,TP304N,TP316及びTP316L
SA731
TPXM-33及びTPXM-27
SA803
TP439及び26-3-3
110
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.2−特定材料(高合金鋼)(続き)
材料番号
グレード記号又はタイプ記号
SA813
TP309S,TP309Cb,TP310S及びTP310Cb
SA814
TP309S,TP309Cb,TP310S及びTP310Cb
SA965
FXM-11,F304,F304L,F304H,F304N,F310,F316,F316L,F316H,F316N,F321,F321H,
F347,F347H,F348及びF348H
SA1010
40及び50
SA/EN10028-7
X5 CrNi 18-10,X5 CrNiMo 17-12-2
表C.3−特定材料(9 %ニッケル鋼)
材料番号
グレード記号又はタイプ記号
SA333
8
SA334
8
SA353
−
SA420
WPL8
SA522
I
SA553
I
表C.4−特定材料(銅及び銅合金)
材料番号
UNS番号
SB42
C10200,C12000及びC12200
SB43
C23000
SB75
C10200,C12000及びC12200
SB96
C65500
SB98
C65100,C65500及びC66100
SB111
C10200,C12000,C12200,C14200,C19200,C23000,C28000,C44300,C44400,C44500,C60800,
C68700,C70400,C70600,C71000,C71500及びC72200
SB135
C23000
SB152
C10200,C10400,C10500,C10700,C11000,C12200及びC12300
SB169
C61400
SB171
C36500,C44300,C44400,C44500,C46400,C46500,C61400,C63000,C70600及びC71500
SB187
C10200及びC11000
SB283
C37700及びC64200
SB315
C65500
SB359
C12200,C44300,C44400,C70600,C71000及びC71500
SB395
C10200,C12000,C12200,C14200,C19200,C23000,C44300,C44400,C44500,C60800,C68700,
C70600,C71000及びC71500
SB466
C70600,C71000及びC71500
SB467
C70600
SB543
C12200,C19400,C23000,C44300,C44400,C44500,C68700,C70400,C70600及びC71500
SB956
C70600及びC71500
111
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.5−特定材料(アルミニウム及びアルミニウム合金)
材料番号
記号又はUNS番号
SB209
Alclad 3003,3004及び6061
A91060,A91100,A93003,A93004,A95052,A95083,A95086,A95154,A95254,A95454,A95456,
A95652及びA96061
SB210
Alclad 3003
A91060,A93003,A95052,A95154,A96061及びA96063
SB211
A92024及びA96061
SB221
A91060,A91100,A92024,A93003,A95083,A95086,A95154,A95454,A95456,A96061及びA96063
SB234
Alclad 3003
A91060,A93003,A95052,A95454及びA96061
SB241
Alclad 3003
A91060,A91100,A93003,A95052,A95083,A95086,A95454,A95456,A96061及びA96063
SB247
A92014,A93003,A95083及びA96061
SB928
A95083,A95086及びA95456
SB308
A96061
表C.6−特定材料(ニッケル及びニッケル合金)
材料番号
UNS番号
SB127
N04400
SB160
N02200及びN02201
SB161
N02200及びN02201
SB162
N02200及びN02201
SB163
N02200,N02201,N04400,N06600,N06601,N08120,N08800,N08801,N08810,N08811及びN08825
SB164
N04400及びN04405
SB165
N04400
SB166
N06045,N06600,N06601,N06617及びN06690
SB167
N06045,N06600,N06601,N06617及びN06690
SB168
N06045,N06600,N06601,N06617及びN06690
SB333
N10001,N10629,N10665及びN10675
SB335
N10001,N10629,N10665及びN10675
SB366
N02200,N02201,N04400,N06002,N06007,N06022,N06030,N06035,N06045,N06059,N06200,
N06210,N06230,N06455,N06600,N06625,N06985,N08020,N08031,N08120,N08330,N08367,
N08800,N08825,N10001,N10003,N10242,N10276,N10629,N10665,N10675,N12160及びR20033
SB407
N08120,N08800,N08801,N08810及びN08811
SB408
N08120,N08800,N08810及びN08811
SB409
N08120,N08800,N08810及びN08811
SB423
N08825
SB424
N08825
SB425
N08825
SB434
N10003及びN10242
SB435
N06002,N06230及びR30556
SB443
N06625
SB444
N06625
SB446
N06625
SB462
N06022,N06030,N06035,N06045,N06059,N06200,N06686,N08020,N08031,N08367,N10276,
N10629,N10665,N10675及びR20033
SB463
N08020,N08024及びN08026
SB464
N08020,N08024及びN08026
112
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.6−特定材料(ニッケル及びニッケル合金)(続き)
材料番号
UNS番号
SB468
N08020,N08024及びN08026
SB473
N08020
SB511
N08330
SB514
N08120,N08800及びN08810
SB515
N08120,N08800,N08810及びN08811
SB516
N06045及びN06600
SB517
N06045及びN06600
SB536
N08330
SB564
N04400,N06022,N06035,N06045,N06059,N06200,N06210,N06230,N06600,N06617,N06625,
N06686,N08031,N08120,N08367,N08800,N08810,N08811,N08825,N10242,N10276,N10629,
N10665,N10675,N12160及びR20033
SB572
N06002,N06230,N12160及びR30556
SB573
N10003及びN10242
SB574
N06022,N06030,N06035,N06059,N06200,N06210,N06455,N06686及びN10276
SB575
N06022,N06035,N06059,N06200,N06210,N06455,N06686及びN10276
SB581
N06007,N06030,N06975,N06985及びN08031
SB582
N06007,N06030,N06975及びN06985
SB599
N08700
SB619
N06002,N06007,N06022,N06030,N06035,N06059,N06200,N06210,N06230,N06455,N06686,
N06975,N06985,N08031,N08320,N10001,N10242,N10276,N10629,N10665,N10675,R20033
及びR30556
SB620
N08320
SB621
N08320
SB622
N06002,N06007,N06022,N06030,N06035,N06059,N06200,N06210,N06230,N06455,N06686,
N06975,N06985,N08031,N08320,N10001,N10242,N10276,N10629,N10665,N10675,R20033
及びR30556
SB625
N08031,N08904,N08925及びR20033
SB626
N06002,N06007,N06022,N06030,N06035,N06059,N06200,N06210,N06230,N06455,N06975,
N06985,N08031,N08320,N10001,N10242,N10276,N10629,N10665,N10675,N12160,R20033
及びR30556
SB649
N08904,N08925及びR20033
SB668
N08028
SB672
N08700
SB673
N08904及びN08925
SB674
N08904及びN08925
SB675
N08367
SB676
N08367
SB677
N08904及びN08925
SB688
N08367
SB690
N08367
SB691
N08367
SB704
N06625及びN08825
SB705
N06625及びN08825
SB709
N08028
SB710
N08330
SB729
N08020
SB804
N08367
113
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.7−特定材料(チタン及びチタン合金)
材料番号
UNS番号
SB265
R50250,R50400,R50550,R52250,R52252,R52254,R52400,R52402,R52404,R53400,R56320
及びR56323
SB338
R50250,R50400,R50550,R52400,R52402,R52404,R53400,R56320及びR56323
SB348
R50250,R50400,R50550,R52400,R52402,R52404,R53400及びR56323
SB363
R50250,R50400,R50550,R52400,R52404,R53400及びR56323
SB381
R50250,R50400,R50550,R52400,R52402,R52404,R53400及びR56323
SB861
R50250,R50400,R50550,R52400,R52404,R53400,R56320及びR56323
SB862
R50250,R50400,R50550,R52400,R52404,R53400,R56320及びR56323
表C.8−特定材料[鋳鋼(炭素鋼及び低合金鋼)]
材料番号
グレード記号又はタイプ記号
SA216
WCA,WCB及びWCC
SA352
LCA,LC1,LC2及びLC3
SA660
WCA,WCB及びWCC
SA217
C5,WC1,WC4,WC5,WC6及びWC9
SA487
1クラスA,1クラスB,2クラスA,2クラスB,4クラスA,4クラスB,4クラスE及び
8クラスA
表C.9−特定材料[鋳鋼(高合金鋼及びステンレス鋼)]
材料番号
グレード記号又はタイプ記号
SA217
C12及びCA15
SA351
CF3,CF3A,CF3M,CF8,CF8A,CF8C,CF8M,CF10,CG6MMN,CG8M,CH8,CH20,CK3MCuN,
CK20,CN3MN,CN7M及びCT15C
SA451
CPF3M及びCPF8M
SA747
CB7Cu-1
SA995
2A
表C.10−特定材料(アルミニウム及びアルミニウム合金鋳物)
材料番号
タイプ記号及び条件
SB26
A02040-T4,A03560-T6,A03560-T71及びA24430-F
SB108
A02040及びA03560
表C.11−特定材料(銅及び銅合金鋳物)
材料番号
タイプ記号及び条件
SB61
C92200-M01
SB62
C83600-M01
SB148
C95200-M01及びC95400-M01
SB271
C95200-M02
SB584
C92200-M01,C93700-M01及びC97600-M01
114
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.12−特定材料(ニッケル及びニッケル合金鋳物)
材料番号
グレード記号又はタイプ記号
SA351
J94651
SA494
N26022,N30002及びN30012
表C.13−特定材料(ボルト材料)
標準組成
材料番号
グレード記号
クラス記号又は条件
炭素鋼
SA307
B
SA449
SA325
1
SA354
BC,BD
C-0.25Mo鋼
SA320
L7A
SA574
4042,4037
0.75Cr鋼
SA574
5137M,51B37M
1Cr-1Mn-0.25Mo鋼
SA540
B22
3
1Cr-0.2Mo鋼
SA193
B7,B7M
SA320
L7M,L7
SA574
4140
1Cr-0.5Mo-V鋼
SA193
B16
SA540
B21
1,2,3,4,5
5Cr-0.5Mo鋼
SA193
B5
12Cr-1Mo-V-W鋼
SA437
B4C,B4B
13Cr鋼
SA193
B6
17Cr-4Ni-4Cu鋼
SA564
630
H1100
SA705
630
H1100
1.75Ni-0.75Cr-0.25Mo鋼
SA320
L43
SA574
4340
2Ni-0.75Cr-0.25Mo鋼
SA540
B23
1,2,3,4,5
2Ni-0.75Cr-0.33Mo鋼
SA540
B24
1,2,3,4,5
2Ni-0.75Cr-0.33Mo-V鋼
SA540
B24V
3
3.5Ni-1.75Cr-0.5Mo-V鋼
SA508
5
2
25Ni-15Cr-2Ti鋼
SA453
660
A,B
16Cr-12Ni-2Mo鋼
SA193
B8M
1,2
B8M2
2
SA320
B8M
1,2
SA193
B8M
2
16Cr-12Ni-2Mo-N鋼
SA193
B8MNA
1A
18Cr-8Ni鋼
SA193
B8
1,2
SA320
B8
1,2
B8A
1A
18Cr-8Ni-N鋼
SA193
B8NA
1A
18Cr-8Ni-S鋼
SA320
B8F
1
B8FA
1A
18Cr-8Ni-4Si-N鋼
SA193
B8S,B8SA
18Cr-10Ni-Nb鋼
SA193
B8C
1,2
SA320
B8C
1,2
B8CA
1A
115
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.13−特定材料(ボルト材料)(続き)
標準組成
材料番号
グレード記号
クラス記号又は条件
18Cr-10Ni-Ti鋼
SA193
B8T
1,2
SA320
B8T
2
B8MA
1A
18Cr-11Ni鋼
SA193
B8P
1,2
19Cr-9Ni-Mo-W鋼
SA453
651
A,B
22Cr-13Ni-5Mn鋼
SA479
XM19
焼なまし,熱間圧延
銅
SB187
C10200,C11000
060
銅合金
SB150
C61400
HR50
C62300
HR50
C63000
HR50
C64200
HR50
SB98
C65100
060,H06
C65500
060,H01,H02
C66100
060,H01,H02
アルミニウム合金
SB211
A92014
T6,T651
A92024
T4
A96061
T6,T651,T6wld,T651 wld
99Ni
SB160
N02200
焼なまし,熱間仕上+焼なまし,
冷間引抜
99Ni-低炭素
SB160
N02201
熱間仕上+焼なまし
67Ni-30Cu
SB164
N04400
焼なまし,熱間加工,冷間引抜+
応力除去焼なまし,冷間加工
67Ni-30Cu-S
SB164
N04405
焼なまし,熱間加工,冷間加工
47Ni-22Cr-18Fe -9Mo
SB572
N06002
焼なまし
47Ni-22Cr-19Fe -6Mo
SB581
N06007
溶体化処理
55Ni-21Cr-13.5Mo
SB574
N06022
溶体化処理
40Ni-29Cr-15Fe-5Mo
SB581
N06030
溶体化処理
61Ni-16Cr-16Mo
SB574
N06455
溶体化処理
72Ni-15Cr-8Fe
SB166
N06600
焼なまし,熱間仕上,冷間引抜
60Ni-22Cr-9Mo-3.5Nb
SB446
N06625
焼なまし
49Ni-25Cr-18Fe-6Mo
SB581
N06975
溶体化処理
53Ni-19Cr-19Fe-Nb-Mo
SB637
N07718
溶体化処理
70Ni-16Cr-7Fe-Ti-Al
SB637
N07750
溶体化処理
26Ni-43Fe-22Cr-5Mo
SB621
N08320
溶体化処理
33Ni-42Fe-21Cr
SB408
N08800,N08810
焼なまし
42Ni-21.5Cr-3M0-2.3Cu
SB425
N08825
焼なまし
62Ni-28Mo-5Fe
SB335
N10001
焼なまし
70Ni-16Mo-7Cr-5Fe
SB573
N10003
焼なまし
54Ni-16Mo-15Cr
SB574
N10276
溶体化処理
65Ni-28Mo-2Fe
SB335
N10665
溶体化処理
21Ni-30Fe-22Cr-18Co-3Mo-3W
SB572
R30556
焼なまし
67Ni-28Cu-3Al
SF468
N05500
焼なまし+時効処理
116
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(規定)
材料の機械的性質及び物理的性質
この附属書は,圧力容器に使用する材料の機械的性質及び物理的性質について規定する。
117
B 8267:2015
表D.1−材料の縦弾性係数
材料の種類
材料の各温度(℃)における縦弾性係数(1 000 N/mm2)
記号
−195 −125 −75
20
50
100 150 200 250 300 350 400 450 500 550 600 650 700 750 800
炭素鋼C≦0.3 %
216
212
209
203 201 198 195 193 189 184 178 171 162 150 137
−
−
−
−
−
炭素鋼C>0.3 %
215
211
208
201 200 197 194 191 188 183 177 170 161 149 136 121 106
−
−
−
材料グループA a)
214
210
207
200 199 196 193 191 187 183 177 169 160 148 135 121 105
−
−
−
材料グループB b)
204
200
197
192 190 187 184 181 178 174 171 167 163 158 153 147 140 133 124
−
材料グループC c)
218
213
210
204 202 200 196 193 190 186 182 178 174 169 163 158 150 142 132
−
材料グループD d)
225
220
217
211 209 206 203 199 196 192 188 184 179 175 169 162 155 146 136
−
材料グループE e)
227
223
220
214 212 208 205 202 198 195 191 187 183 179 174 167 160 152 143
−
材料グループF f)
215
211
208
201 199 195 192 189 185 182 178 172 165 156 145 130 113
−
−
−
材料グループG g)
209
205
201
195 193 189 186 182 179 176 172 168 164 160 156 151 146 140 134 127
材料グループH h)
210
206
203
197 195 191 187 184 181 177 173 170 166
−
−
−
−
−
−
−
アルミニウム合金
(1050,1100,3003,3004,6061,6063)
76
74
72
69
68
66
63
60
57
−
−
−
−
−
−
−
−
−
−
−
アルミニウム合金
(5052,5154,5254,5454)
78
76
74
70
69
67
65
62
58
−
−
−
−
−
−
−
−
−
−
−
アルミニウム合金
(5083,5086,AC4C)
79
76
75
71
70
67
65
62
57
−
−
−
−
−
−
−
−
−
−
−
アルミニウム合金
(2014,2024)
81
78
77
73
72
70
67
64
60
−
−
−
−
−
−
−
−
−
−
−
銅合金
(2800,4640)
110
107
106
103 102 100
99
97
96
93
90
−
−
−
−
−
−
−
−
−
銅合金
(4430)
116
115
113
110 109 107 105 104 102
99
96
−
−
−
−
−
−
−
−
−
銅合金
(1020,1100,1220,2300,6140)
124
122
121
117 116 114 112 110 108 105 102
−
−
−
−
−
−
−
−
−
銅合金
(7060)
131
129
128
124 123 121 119 117 114 111 108
−
−
−
−
−
−
−
−
−
銅合金
(7100)
146
143
142
138 137 134 132 130 127 124 120
−
−
−
−
−
−
−
−
−
銅合金
(7150)
161
158
156
152 150 148 145 143 140 136 132
−
−
−
−
−
−
−
−
−
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
118
B 8267:2015
表D.1−材料の縦弾性係数(続き)
材料の種類
材料の各温度(℃)における縦弾性係数(1 000 N/mm2)
記号
−195 −125 −75
20
50
100 150 200 250 300 350 400 450 500 550 600 650 700 750 800
銅合金
(CAC406)
102
101
99
97
96
94
92
91
89
87
84
−
−
−
−
−
−
−
−
−
チタン合金
1種,2種,3種,12種,13種
−
−
−
107 105 103 101
97
93
88
84
80
−
−
−
−
−
−
−
−
チタン合金
61種
−
−
−
110 108 105 101
96
92
87
−
−
−
−
−
−
−
−
−
−
ニッケル合金
(NW0001)
230
224
221
214 212 209 207 204 201 199 196 193 190 186 182 179 174 170 166 161
ニッケル合金
(NW0276,NW6455)
220
215
212
206 204 201 198 195 193 190 187 184 181 178 175 171 167 163 159 154
ニッケル合金
(NW0665)
232
227
223
217 215 211 208 206 203 200 197 194 191 188 184 180 176 172 168 163
ニッケル合金
(NW2200,NW2201)
222
216
213
207 205 202 199 197 194 191 189 186 183 180 176 173 169 164 160 156
ニッケル合金
(NW4400)
191
187
185
179 178 175 173 171 168 166 164 161 158 155 152 149 146 142 139 135
ニッケル合金
(NW6002)
210
206
202
197 195 192 190 187 185 182 179 176 174 170 167 164 160 156 152 148
ニッケル合金
(NW6007)
205
200
197
192 190 187 185 182 180 177 175 172 169 166 163 159 156 152 148 144
ニッケル合金
(NW6022)
221
216
212
206 204 202 199 196 194 191 188 185 182 179 176 172 168 164 159 155
ニッケル合金
(NCF600)
229
224
220
214 212 209 206 203 200 198 195 192 189 186 182 178 174 170 166 161
ニッケル合金
(NCF625)
222
216
213
207 205 202 199 197 194 191 189 186 183 180 176 173 169 164 160 156
ニッケル合金
(NCF690)
225
219
215
209 207 204 201 199 196 193 191 188 185 181 178 174 170 166 162 157
ニッケル合金
(NCF750)
229
224
220
213 211 208 205 203 201 198 195 192 189 185 181 177 174
−
−
−
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
119
B 8267:2015
表D.1−材料の縦弾性係数(続き)
材料の種類
材料の各温度(℃)における縦弾性係数(1 000 N/mm2)
記号
−195 −125 −75
20
50
100 150 200 250 300 350 400 450 500 550 600 650 700 750 800
ニッケル合金
(NCF800,NCF800H)
210
206
202
197 195 192 190 187 185 182 179 176 174 171 167 164 160 156 152 148
ニッケル合金
(NCF825)
207
202
199
193 191 189 186 184 181 179 176 173 170 167 164 161 157 153 150 145
注a) 材料グループA
C-1/2Mo
Mn-1/2Mo-1/2Ni
b) 材料グループB
1/2Ni-1/2Mo-V
2 1/2Ni
3 1/2Ni
3 1/2Ni-1 3/4Cr-1/2Mo-V
3/4Ni-1/2Mo-1/3Cr-V
c) 材料グループC
1/2Cr-1/2Mo
1Cr-1/2Mo
1Cr-1/5Mo
1 1/4Cr-1/2Mo-3/4Si
d) 材料グループD
2 1/4Cr-1Mo
3Cr-1Mo
e) 材料グループE
5Cr-1/2Mo
9Cr-1Mo
f) 材料グループF
12 Cr-Al
15Cr
13Cr
17Cr
g) 材料グループG
16Cr-12Ni-2.0Mo
18Cr-8Ni
18Cr-10Ni-Ti
25Cr-20Ni
16Cr-12Ni-2Mo-N
18Cr-8Ni-N
18Cr-13Ni-3Mo
18Cr-10Ni-Nb
23Cr-12Ni
h) 材料グループH
17Cr-4Ni-4Cu
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
120
B 8267:2015
表D.2−材料の線膨張係数(表中の数値×10−6/℃)
基準温度 20 ℃
温度
(℃)
炭素鋼,炭素
モリブデン鋼
低クロム鋼
(3CrMo以下)
クロム含有量
5 %以上9 %
以下合金鋼
5CrMo〜
9CrMo
オーステナイ
ト系ステンレ
ス鋼
(18Cr8Ni)
フェライト系
ステンレス鋼
12Cr
17Cr
27Cr
オーステナイ
ト系ステンレ
ス鋼
(25Cr20Ni)
モネル
(67Ni30Cu)
3.5 %ニッケル
鋼
(31/2Ni)
アルミニウム
青銅
(CuSn)
黄銅
(CuZn)
白銅
(70Cu30Ni)
ニッケルクロ
ム鉄合金
(NiFeCr)
−198
9.00
8.46
14.67
7.74
−
10.00
8.57
17.83
15.12
14.76
11.97
−
−180
9.17
8.63
14.82
7.88
−
10.39
8.88
18.15
15.24
14.86
12.23
−
−160
9.35
8.81
14.99
8.02
−
10.83
9.21
18.53
15.37
14.98
12.50
−
−140
9.53
8.99
15.16
8.18
−
11.28
9.59
18.90
15.50
15.08
12.78
−
−120
9.71
9.17
15.33
8.32
−
11.72
9.89
19.27
15.63
15.20
13.06
−
−100
9.91
9.37
15.49
8.47
−
12.16
10.07
19.65
15.76
15.32
13.33
−
−80
10.10
9.52
15.67
8.67
−
12.42
10.31
20.10
16.02
15.61
13.59
−
−60
10.29
9.68
15.89
8.87
−
12.68
10.49
20.56
16.28
15.90
13.85
−
−40
10.48
9.85
16.05
9.04
−
12.92
10.63
20.97
16.53
16.17
14.09
−
−20
10.61
9.99
16.15
9.17
−
13.09
10.78
21.31
16.75
16.37
14.27
−
0
10.75
10.14
16.27
9.28
−
13.26
10.98
21.65
16.97
16.56
14.47
−
20
10.92
10.31
16.39
9.43
−
13.46
11.25
22.03
17.23
16.81
14.69
−
40
11.05
10.44
16.50
9.54
−
13.61
11.40
22.34
17.41
16.98
14.85
−
60
11.21
10.61
16.61
9.68
−
13.80
11.48
22.71
17.66
17.20
15.04
−
80
11.36
10.77
16.73
9.81
15.82
13.99
11.56
23.07
17.88
17.43
15.23
14.22
100
11.53
10.91
16.84
9.93
15.84
14.16
11.65
23.32
18.07
17.62
15.41
14.32
120
11.67
11.01
16.93
10.04
15.89
14.27
11.78
23.60
18.14
17.70
15.53
14.60
140
11.81
11.10
17.01
10.14
15.94
14.39
11.91
23.81
18.19
17.93
15.63
14.90
160
11.98
11.20
17.09
10.25
15.99
14.51
12.08
24.02
18.26
18.09
15.75
15.19
180
12.10
11.30
17.17
10.34
16.02
14.62
12.13
24.23
18.33
18.22
15.88
15.48
200
12.24
11.39
17.25
10.44
16.05
14.74
12.22
24.43
18.40
18.38
15.99
15.78
220
12.38
11.49
17.32
10.54
16.06
14.86
12.30
24.64
18.46
18.53
−
15.83
240
12.51
11.60
17.39
10.63
16.06
14.99
12.38
24.83
18.52
18.69
−
15.95
260
12.64
11.70
17.46
10.73
16.07
15.12
12.47
25.02
18.58
18.85
−
16.02
280
12.77
11.80
17.54
10.84
16.07
15.24
12.58
25.22
18.65
18.99
−
16.08
300
12.90
11.91
17.62
10.95
16.07
15.36
12.67
25.42
18.73
19.14
−
16.14
320
13.04
12.01
17.69
11.06
16.09
15.47
12.77
25.56
18.80
19.28
−
16.21
340
13.17
12.10
17.76
11.15
16.11
15.60
12.87
−
18.86
19.43
−
16.28
360
13.31
12.20
17.83
11.22
16.11
15.73
12.95
−
18.91
19.57
−
16.34
380
13.45
12.29
17.89
11.30
16.13
15.86
13.03
−
18.97
19.73
−
16.40
400
13.58
12.39
17.99
11.40
16.13
15.97
13.12
−
19.03
19.88
−
16.47
420
13.72
12.49
18.06
11.48
16.14
16.09
13.19
−
19.10
20.04
−
16.53
440
13.86
12.60
18.14
11.55
16.15
16.21
13.26
−
19.17
20.19
−
16.59
460
13.98
12.68
18.21
11.65
16.17
16.34
13.34
−
19.23
20.35
−
16.66
480
14.10
12.77
18.28
11.73
16.20
16.47
13.40
−
19.29
20.50
−
16.73
500
14.19
12.85
18.36
11.81
16.32
16.60
13.46
−
19.34
20.66
−
16.79
520
14.28
12.93
18.45
11.87
16.44
16.71
13.52
−
19.39
20.80
−
16.86
540
14.36
13.00
18.53
11.94
16.53
16.83
13.59
−
19.45
20.95
−
16.93
560
14.46
13.07
18.60
12.00
16.58
16.95
−
−
19.52
21.10
−
16.99
580
14.55
13.14
18.67
12.06
16.63
17.07
−
−
19.59
21.24
−
17.05
600
14.63
13.19
18.72
12.11
16.68
17.18
−
−
19.65
21.38
−
17.12
620
14.69
13.26
18.79
12.15
16.79
17.29
−
−
19.71
21.54
−
17.19
640
14.72
13.31
18.84
12.19
16.87
17.41
−
−
19.78
21.69
−
17.25
660
14.77
13.37
18.89
12.23
16.96
17.53
−
−
−
−
−
17.34
680
14.84
13.42
18.93
12.28
17.06
17.64
−
−
−
−
−
17.44
700
14.89
13.47
18.97
12.32
17.14
17.76
−
−
−
−
−
17.53
720
14.94
13.52
19.01
12.35
17.16
17.86
−
−
−
−
−
17.63
740
15.00
13.56
19.05
12.39
17.18
17.97
−
−
−
−
−
17.72
760
15.05
13.59
19.08
12.42
17.21
18.07
−
−
−
−
−
17.82
780
−
−
19.18
−
−
−
−
−
−
−
−
17.92
800
−
−
19.25
−
−
−
−
−
−
−
−
18.01
816
−
−
19.35
−
−
−
−
−
−
−
−
−
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
121
B 8267:2015
表D.3−鉄鋼材料の降伏点又は0.2 %耐力
種類
記号
板厚mm
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3103
SB410
−
− 225 208 201 198 195 192 189 185 180 175 167 162 160 158 154 147 143 140 137 128 123 − − − − − − − − − − − SB410
SB450
−
− 245 228 220 217 214 211 207 203 197 190 183 178 175 173 168 161 156 154 149 140 134 − − − − − − − − − − − SB450
SB480
−
− 265 246 238 235 232 228 226 220 214 207 199 192 190 188 182 175 170 167 162 152 145 − − − − − − − − − − − SB480
SB450M
−
− 255 245 239 234 230 229 228 225 222 219 216 213 210 206 203 198 191 180 168 153 145 − − − − − − − − − − − SB450M
SB480M
−
− 275 265 259 254 249 247 246 242 239 236 233 230 228 224 220 214 206 195 181 166 157 − − − − − − − − − − − SB480M
JIS G 3106
SM400A, B, C
16以下
− 245 230 221 216 211 206 196 186 181 178 177 175 174 − − − − − − − − − − − − − − − − − − − SM400A, B, C
16を超え
40以下
235 221 211 206 201 196 186 177 172 169 167 165 164 − − − − − − − − − − − − − − − − − − −
40を超え
100以下
215 211 191 186 181 177 167 157 152 149 147 145 144 − − − − − − − − − − − − − − − − − − −
SM490A, B, C
16以下
− 325 314 304 294 289 284 275 265 260 250 245 235 230 − − − − − − − − − − − − − − − − − − − SM490A, B, C
16を超え
40以下
315 304 294 284 279 275 265 255 250 240 235 226 221 − − − − − − − − − − − − − − − − − − −
SM490YA, YB
16以下
− 365 352 341 332 324 317 310 299 288 283 279 268 258 − − − − − − − − − − − − − − − − − − − SM490YA, YB
16を超え
40以下
355 342 331 323 314 307 300 289 279 274 269 258 247 − − − − − − − − − − − − − − − − − − −
40を超え
75以下
335 323 312 303 294 287 280 270 259 254 249 235 228 − − − − − − − − − − − − − − − − − − −
SM520B, C
16以下
− 365 352 341 332 324 317 310 299 288 283 279 268 258 − − − − − − − − − − − − − − − − − − − SM520B, C
16を超え
40以下
355 342 331 323 314 307 300 289 279 274 269 258 247 − − − − − − − − − − − − − − − − − − −
40を超え
75以下
335 323 312 303 294 287 280 270 259 254 249 238 228 − − − − − − − − − − − − − − − − − − −
SM570
16以下
− 460 434 421 416 409 403 397 388 379 367 351 340 336 − − − − − − − − − − − − − − − − − − − SM570
16を超え
40以下
450 425 411 406 399 393 387 379 369 351 341 330 327 − − − − − − − − − − − − − − − − − − −
40を超え
75以下
430 405 391 386 380 374 368 359 349 337 322 311 307 − − − − − − − − − − − − − − − − − − −
JIS G 3115
SPV235
50以下
− 235 221 211 206 201 196 186 177 172 169 167 165 164 − − − − − − − − − − − − − − − − − − − SPV235
50を超え
100以下
215 211 191 186 181 177 167 157 152 149 147 145 144 − − − − − − − − − − − − − − − − − − −
SPV315
50以下
− 315 304 294 284 279 275 265 255 250 240 235 226 221 − − − − − − − − − − − − − − − − − − − SPV315
50を超え
100以下
295 284 275 265 260 255 245 235 230 221 216 206 201 − − − − − − − − − − − − − − − − − − −
SPV355
50以下
− 355 342 331 323 314 307 300 289 279 274 269 258 247 − − − − − − − − − − − − − − − − − − − SPV355
50を超え
75以下
335 323 312 303 294 287 280 270 259 254 249 238 228 − − − − − − − − − − − − − − − − − − −
SPV410
75以下
− 410 380 359 359 345 345 345 324 324 317 317 310 303 − − − − − − − − − − − − − − − − − − − SPV410
50を超え
75以下
390 362 342 342 329 329 329 308 308 302 302 295 288 − − − − − − − − − − − − − − − − − − −
SPV450
50以下
− 450 425 411 406 399 393 387 379 369 357 341 330 327 − − − − − − − − − − − − − − − − − − − SPV450
50を超え
75以下
430 405 391 386 380 374 368 359 349 337 322 311 307 − − − − − − − − − − − − − − − − − − −
SPV490
50以下
− 490 476 461 449 436 427 417 402 386 380 373 358 343 − − − − − − − − − − − − − − − − − − − SPV490
50を超え
75以下
470 456 441 430 417 407 397 382 367 360 353 338 324 − − − − − − − − − − − − − − − − − − −
JIS G 3118
SGV410
−
− 225 208 201 198 195 192 189 185 180 175 167 162 160 158 154 147 143 140 137 128 123 − − − − − − − − − − − SGV410
SGV450
−
− 245 228 220 217 214 211 207 203 197 190 183 178 175 173 168 161 156 154 149 140 134 − − − − − − − − − − − SGV450
SGV480
−
− 265 246 238 235 232 228 226 220 214 207 199 192 190 188 182 175 170 167 162 152 145 − − − − − − − − − − − SGV480
JIS G 3119
SBV1A
−
− 315 299 291 286 281 279 277 273 270 266 263 260 256 252 247 241 232 220 205 186 176 − − − − − − − − − − − SBV1A
SBV1B
−
− 345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 − − − − − − − − − − − SBV1B
SBV2
−
− 345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 − − − − − − − − − − − SBV2
SBV3
−
− 345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 − − − − − − − − − − − SBV3
JIS G 3120
SQV1A
−
− 345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 − − − − − − − − − − − SQV1A
SQV1B
−
− 480 467 457 450 444 439 435 432 431 430 428 426 420 412 403 390 − − − − − − − − − − − − − − − − SQV1B
SQV2A
−
− 345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 − − − − − − − − − − − SQV2A
SQV2B
−
− 480 467 457 450 444 439 435 432 431 430 428 426 420 412 403 390 − − − − − − − − − − − − − − − − SQV2B
SQV3A
−
− 345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 − − − − − − − − − − − SQV3A
SQV3B
−
− 480 467 457 450 444 439 435 432 431 430 428 426 420 412 403 390 − − − − − − − − − − − − − − − − SQV3B
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
122
B 8267:2015
表D.3−鉄鋼材料の降伏点又は0.2 %耐力(続き)
種類
記号
板厚mm
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3126
SLA235A, B
40以下
− 235 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SLA235A, B
40を超え
− 215 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − −
SLA325A, B
−
− 325 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SLA325A, B
SLA365
−
− 365 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SLA365
SLA410
−
− 410 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SLA410
JIS G 3201
SF340A
−
− 175 159 153 151 149 147 145 141 138 133 128 124 122 121 118 113 108 − − − − − − − − − − − − − − − SF340A
SF390A
−
− 195 186 180 178 176 174 171 167 163 157 151 146 143 142 138 132 127 125 122 114 109 − − − − − − − − − − − SF390A
SF440A
−
− 225 215 208 205 202 199 196 191 186 180 177 168 165 164 159 152 143 140 137 128 123 − − − − − − − − − − − SF440A
SF490A
−
− 245 233 226 223 220 217 213 208 203 196 188 182 179 178 173 166 156 154 149 140 134 − − − − − − − − − − − SF490A
JIS G 3202
SFVC1
−
− 205 195 188 185 183 180 178 174 170 164 157 152 150 148 144 138 133 132 128 121 115 − − − − − − − − − − − SFVC1
SFVC2A
−
− 245 233 226 223 220 217 213 208 203 196 188 182 179 178 173 166 156 154 149 140 134 − − − − − − − − − − − SFVC2A
SFVC2B
−
− 245 233 226 223 220 217 213 208 203 196 188 182 179 178 173 166 156 154 149 140 134 − − − − − − − − − − − SFVC2B
JIS G 3203
SFVAF1
−
− 275 265 258 253 249 245 240 237 234 231 228 224 221 217 211 207 200 194 187 178 174 − − − − − − − − − − − SFVAF1
SFVAF2
−
− 275 262 253 247 242 237 233 229 226 222 219 215 212 208 204 199 194 189 183 177 173 − − − − − − − − − − − SFVAF2
SFVAF12
−
− 275 262 253 247 242 237 233 229 226 222 219 215 212 208 204 199 194 189 183 177 173 − − − − − − − − − − − SFVAF12
SFVAF11A
−
− 275 262 253 247 242 237 233 229 226 222 219 215 212 208 204 199 194 189 183 177 173 − − − − − − − − − − − SFVAF11A
SFVAF11B
−
− 315 294 284 279 272 267 262 258 253 249 246 242 238 233 229 224 219 213 206 198 194 − − − − − − − − − − − SFVAF11B
SFVAF22A
−
− 205 197 191 189 187 186 185 185 185 185 185 185 185 185 185 184 181 178 173 167 164 − − − − − − − − − − − SFVAF22A
SFVAF22B
−
− 315 293 283 277 270 268 265 261 258 255 253 250 247 245 241 236 231 226 219 210 205 − − − − − − − − − − − SFVAF22B
SFVAF21A
−
− 205 197 192 188 185 183 181 179 178 177 174 171 166 162 157 155 150 146 143 138 135 − − − − − − − − − − − SFVAF21A
SFVAF21B
−
− 315 293 283 277 270 268 265 261 258 255 253 250 247 245 241 236 231 226 219 210 205 − − − − − − − − − − − SFVAF21B
SFVAF5A
−
− 245 232 224 220 217 215 214 213 212 211 210 208 205 202 197 192 184 177 168 158 153 − − − − − − − − − − − SFVAF5A
SFVAF5B
−
− 275 258 248 244 240 238 237 236 235 234 232 230 228 224 219 213 205 197 186 176 170 − − − − − − − − − − − SFVAF5B
SFVAF5C
−
− 345 323 310 305 300 299 297 296 295 293 291 289 285 280 274 267 256 246 233 220 213 − − − − − − − − − − − SFVAF5C
SFVAF5D
−
− 450 420 404 397 390 387 385 383 382 380 379 376 370 364 355 346 333 320 303 285 276 − − − − − − − − − − − SFVAF5D
SFVAF9
−
− 380 355 341 335 330 328 326 325 324 323 321 318 313 308 301 293 281 271 256 241 233 − − − − − − − − − − − SFVAF9
JIS G 3204
SFVQ1A
−
− 345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 − − − − − − − − − − − SFVQ1A
SFVQ2A
−
− 345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 − − − − − − − − − − − SFVQ2A
JIS G 3205
SFL1
−
− 225 215 208 205 202 199 196 191 186 180 174 168 165 164 159 152 143 140 137 128 123 − − − − − − − − − − − SFL1
SFL2
−
− 245 234 226 223 220 217 214 209 203 196 188 182 180 178 173 166 161 159 154 145 138 − − − − − − − − − − − SFL2
SFL3
−
− 255 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − SFL3
JIS G 3454
STPG370
−
− 215 194 187 185 183 180 178 173 169 163 157 152 150 − − − − − − − − − − − − − − − − − − − STPG370
STPG410
−
− 245 227 219 216 214 210 207 203 197 190 183 178 175 − − − − − − − − − − − − − − − − − − − STPG410
JIS G 3455
STS370
−
− 215 194 187 185 183 180 178 173 169 163 157 152 150 − − − − − − − − − − − − − − − − − − − STS370
STS410
−
− 245 227 219 216 214 210 207 203 197 190 183 178 175 − − − − − − − − − − − − − − − − − − − STS410
STS480
−
− 275 260 251 247 244 240 237 231 226 218 209 203 200 − − − − − − − − − − − − − − − − − − − STS480
JIS G 3456
STPT370
−
− 215 194 187 185 183 180 178 173 169 163 157 152 150 148 144 137 133 131 127 121 115 − − − − − − − − − − − STPT370
STPT410
−
− 245 227 219 216 214 210 207 203 197 190 183 178 175 173 168 161 156 154 149 140 134 − − − − − − − − − − − STPT410
STPT480
−
− 275 260 251 247 244 240 237 231 226 218 209 203 200 198 192 184 178 − − − − − − − − − − − − − − − STPT480
JIS G 3457
STPY400
−
− 225 208 201 198 195 192 189 185 180 175 167 162 160 − − − − − − − − − − − − − − − − − − − STPY400
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
123
B 8267:2015
表D.3−鉄鋼材料の降伏点又は0.2 %耐力(続き)
種類
記号
板厚mm
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3458
STPA12
−
− 205 199 194 190 186 185 184 182 179 178 176 173 171 167 165 160 154 146 136 124 118 − − − − − − − − − − − STPA12
STPA20
−
− 205 196 190 185 181 178 175 173 170 167 164 161 159 156 153 149 145 142 137 132 129 − − − − − − − − − − − STPA20
STPA22
−
− 205 198 192 188 185 183 181 179 178 176 174 171 166 161 157 155 150 146 143 138 135 − − − − − − − − − − − STPA22
STPA23
−
− 205 198 192 188 185 183 181 179 178 176 174 171 166 161 157 155 150 146 143 138 135 − − − − − − − − − − − STPA23
STPA24
−
− 205 197 191 188 186 185 185 184 184 184 184 184 184 184 184 184 181 178 173 167 164 − − − − − − − − − − − STPA24
STPA25
−
− 205 194 187 182 178 175 171 168 165 162 159 156 154 151 149 146 144 139 134 127 125 − − − − − − − − − − − STPA25
STPA26
−
− 205 194 187 182 178 175 171 168 165 162 159 156 154 151 149 146 144 139 134 127 125 − − − − − − − − − − − STPA26
JIS G 3460
STPL380
−
− 205 194 187 185 183 180 178 175 171 165 158 152 150 − − − − − − − − − − − − − − − − − − − STPL380
STPL450
−
− 245 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − STPL450
STPL690
−
− 520 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − STPL690
JIS G 3461
STB340
−
− 175 166 160 158 157 154 151 149 145 140 134 129 128 127 123 117 115 112 110 103 98 − − − − − − − − − − − STB340
STB410
−
− 255 240 231 228 226 223 220 214 209 201 193 187 185 182 176 170 − − − − − − − − − − − − − − − − STB410
STB510
−
− 295 284 275 265 260 255 245 235 230 221 216 206 201 − − − − − − − − − − − − − − − − − − − STB510
JIS G 3462
STBA12
−
− 205 199 194 190 186 185 184 182 179 178 176 173 171 167 165 160 154 146 136 124 118 − − − − − − − − − − − STBA12
STBA13
−
− 205 199 194 190 186 185 184 182 179 178 176 173 171 167 165 160 154 146 136 124 118 − − − − − − − − − − − STBA13
STBA20
−
− 205 199 194 190 186 185 184 182 179 178 176 173 171 167 165 160 154 146 136 124 118 − − − − − − − − − − − STBA20
STBA22
−
− 205 198 192 188 185 183 181 179 178 176 174 171 166 161 157 155 150 146 143 138 135 − − − − − − − − − − − STBA22
STBA23
−
− 205 198 192 188 185 183 181 179 178 176 174 171 166 161 157 155 150 146 143 138 135 − − − − − − − − − − − STBA23
STBA24
−
− 205 197 191 188 186 185 185 184 184 184 184 184 184 184 184 184 181 178 173 167 164 − − − − − − − − − − − STBA24
STBA25
−
− 205 194 187 182 178 175 171 168 165 162 159 156 154 151 149 146 144 139 134 127 125 − − − − − − − − − − − STBA25
STBA26
−
− 205 194 187 182 178 175 171 168 165 162 159 156 154 151 149 146 144 139 134 127 125 − − − − − − − − − − − STBA26
JIS G 3464
STBL380
−
− 205 194 187 185 183 180 178 175 171 165 158 152 150 − − − − − − − − − − − − − − − − − − − STBL380
STBL450
−
− 245 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − STBL450
STBL690
−
− 520 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − STBL690
JIS G 4109
SCMV1
−
c)
d)
225 219 214 210 206 205 203 200 198 195 192 190 187 184 181 177 170 161 150 136 128 − − − − − − − − − − − SCMV1
315 − − − − − − − − − − − − − − − − − − − − − − − − − − − − − − −
SCMV2
−
c)
a), d)
225 218 212 208 204 201 199 197 196 193 191 187 182 178 173 171 165 161 157 152 149 − − − − − − − − − − − SCMV2
275 251 237 231 226 224 221 219 216 212 206 201 195 189 186 182 174 165 165 − − − − − − − − − − − − −
SCMV3
−
c)
a), d)
235 230 224 220 217 214 211 209 208 205 203 199 193 187 183 180 176 171 167 161 158 − − − − − − − − − − − SCMV3
315 282 267 260 253 251 249 246 243 238 231 226 220 213 210 204 195 185 182 − − − − − − − − − − − − −
SCMV4
−
b), c)
d)
205 197 191 188 186 185 185 184 184 184 184 184 184 184 184 184 181 178 174 167 164 160 150 138 126 112 − − − − − − SCMV4
315 282 269 262 255 250 245 243 242 241 241 240 240 239 237 234 231 226 220 210 203 − − − − − − − − − − −
SCMV5
−
c)
d)
205 198 192 188 185 183 181 179 178 176 174 171 166 161 157 155 150 146 143 138 135 − − − − − − − − − − − SCMV5
315 282 269 262 255 250 245 243 242 241 241 240 240 239 237 237 231 226 220 210 203 − − − − − − − − − − −
SCMV6
−
c)
d)
205
315
194
289
187
278
182
271
178
265
175
265
171
265
168
265
165
265
162
265
159
265
156
265
154
264
151
260
149
255
146
247
144
238
139
228
134
215
127
201
125
194
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SCMV6
注記 この表において,各温度の中間における降伏点又は0.2 %耐力の値は,比例法によって計算する。
注a) 500 ℃を482 ℃に読み替える。
b) 650 ℃を649 ℃に読み替える。
c) この欄の値は,強度区分1の材料に適用する。
d) この欄の値は,強度区分2の材料に適用する。
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
124
B 8267:2015
表D.4−ステンレス鋼の降伏点又は0.2 %耐力
種類
記号
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3214
SUSF304
SUSF304H
− 205 184 171 163 155 149 144 139 135 131 127 125 124 122 119 116 114 112 111 109 108 107 104 101 99 97 94 91 87 82 76 71 SUSF304
SUSF304H
JIS G 3459
SUS304TP
SUS304HTP
SUS304TP
SUS304HTP
JIS G 3463
SUS304TB
SUS304HTB
SUS304TB
SUS304HTB
JIS G 4303
SUS304
SUS304
JIS G 4304
JIS G 4305
JIS G 3214
SUSF304L
− 175 155 145 138 131 127 122 118 114 111 109 106 104 103 101 99 98 96 94 92 92 − −
−
− − − −
− −
− − SUSF304L
JIS G 3459
SUS304LTP
SUS304LTP
JIS G 3463
SUS304LTB
SUS304LTB
JIS G 4303
SUS304L
SUS304L
JIS G 4304
JIS G 4305
JIS G 3459
SUS309TP
− 205 193 184 179 175 170 165 161 157 153 149 146 142 139 137 134 131 129 127 124 124 − −
−
− − − −
− −
− − SUS309TP
JIS G 3463
SUS309TB
SUS309TB
JIS G 3459
SUS309STP
− 205 193 184 179 175 170 165 161 157 153 149 146 142 139 137 134 131 129 127 124 124 − −
−
− − − −
− −
− − SUS309STP
JIS G 3463
SUS309STB
SUS309STB
JIS G 4303
SUS309S
SUS309S
JIS G 4304
JIS G 4305
JIS G 3459
SUS310TP
− 205 193 184 179 175 170 165 161 157 153 149 146 142 139 137 134 131 129 127 124 124 − −
−
− − − −
− −
− − SUS310TP
JIS G 3463
SUS310TB
SUS310TB
JIS G 3459
SUS310STP
SUS310STP
JIS G 3463
SUS310STB
SUS310STB
JIS G 4303
SUS310S
SUS310S
JIS G 4304
JIS G 4305
JIS G 3214
SUSF316
SUSF316H
− 205 187 176 168 161 155 149 144 139 135 131 128 127 125 123 122 121 120 119 118 118 117 115 114 113 112 109 106 104 100 97 93 SUSF316
SUSF316H
JIS G 3459
SUS316TP
SUS316HTP
SUS316TP
SUS316HTP
JIS G 3463
SUS316TB
SUS316HTB
SUS316TB
SUS316HTB
JIS G 4303
SUS316
− 205 187 176 168 161 155 149 144 139 135 131 128 127 125 123 122 121 120 119 118 118 117 115 114 113 112 109 106 104 100 97 93 SUS316
JIS G 4304
JIS G 4305
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
125
B 8267:2015
表D.4−ステンレス鋼の降伏点又は0.2 %耐力(続き)
種類
記号
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3214
SUSF316L
− 175 154 143 137 130 125 120 116 111 108 105 103 100 98 96 94 93 91 88 86 85 −
− −
−
− −
−
−
− −
− SUSF316L
JIS G 3459
SUS316LTP
SUS316LTP
JIS G 3463
SUS316LTB
SUS316LTB
JIS G 4303
SUS316L
SUS316L
JIS G 4304
JIS G 4305
JIS G 3459
SUS317TP
− 205 187 176 168 161 155 149 144 139 135 131 128 127 125 123 122 121 120 119 118 118 − − −
−
− −
−
−
− −
− SUS317TP
JIS G 3463
SUS317TB
SUS317TB
JIS G 4303
SUS317
SUS317
JIS G 4304
JIS G 4305
JIS G 3459
SUS317LTP
− 175 154 143 137 130 125 120 116 111 108 105 103 100 98 96 94 93 91 88 86 85 −
− −
−
− −
−
−
− −
− SUS317LTP
JIS G 3463
SUS317LTB
SUS317LTB
JIS G 4303
SUS317L
SUS317L
JIS G 4304
JIS G 4305
JIS G 3214
SUSF321
SUSF321H
− 205 185 173 165 156 150 143 138 133 130 127 125 123 121 120 119 118 117 116 116 115 − − −
−
− −
−
−
− −
− SUSF321
SUSF321H
JIS G 3459
SUS321TP
SUS321HTP
SUS321TP
SUS321HTP
JIS G 3463
SUS321TB
SUS321HTB
SUS321TB
SUS321HTB
JIS G 4303
SUS321
SUS321
JIS G 4304
JIS G 4305
JIS G 3214
SUSF347
SUSF347H
− 205 195 188 182 177 171 166 161 157 153 150 147 144 142 141 140 139 138 138 138 138 − − −
−
− −
−
−
− −
− SUSF347
SUSF347H
JIS G 3459
SUS347TP
SUS347HTP
SUS347TP
SUS347HTP
JIS G 3463
SUS347TB
SUS347HTB
SUS347TB
SUS347HTB
JIS G 4303
SUS347
SUS347
JIS G 4304
JIS G 4305
JIS G 4303
SUS405
− 175 164 158 155 152 151 150 149 149 147 146 144 142 138 135 130 126 119 112 104 99 −
− −
−
− −
−
−
− −
− SUS405
JIS G 4304
JIS G 4305
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
126
B 8267:2015
表D.4−ステンレス鋼の降伏点又は0.2 %耐力(続き)
種類
記号
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3463
SUS410TB
− 205 196 189 186 183 181 180 179 178 177 176 173 168 167 163 157 150 142 133 124 119 − − − − − − − − − − − SUS410TB
JIS G 4303
SUS410
SUS410
JIS G 4304
JIS G 4305
JIS G 4303
SUS430
− 205 196 189 186 183 181 180 179 178 177 176 173 168 167 163 157 150 142 133 124 119 − − − − − − − − − − − SUS430
JIS G 4304
JIS G 4305
注記 この表において,各温度の中間における降伏点又は0.2 %耐力の値は,比例法によって計算する。
表D.5−ステンレス鋳鋼の降伏点又は0.2 %耐力
種類
記号
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 5121 SCS13
− 185 166 154 147 140 135 130 127 123 119 116 113 112 110 108 105 − − − − − − − − − − − − − − − − SCS13
SCS14
− 185 170 159 152 145 140 135 131 127 124 121 117 115 112 109 108 − − − − − − − − − − − − − − − − SCS14
SCS16
− 175 161 150 144 138 133 128 125 121 117 115 111 109 106 104 103 − − − − − − − − − − − − − − − − SCS16
SCS19
− 185 169 157 147 136 130 124 119 116 112 109 107 106 105 104 102 − − − − − − − − − − − − − − − − SCS19
SCS21
− 205 190 181 176 169 165 160 156 151 147 143 140 137 134 132 131 − − − − − − − − − − − − − − − − SCS21
注記 この表において,各温度の中間における降伏点又は0.2 %耐力の値は,比例法によって計算する。
表D.6−ニッケルクロム鉄合金の降伏点又は0.2 %耐力
種類
記号
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 4903 NCF800TP
b) 205 196 189 184 179 176 173 170 168 166 165 164 163 162 161 159 − − − − − − − − − − − − − − − − NCF800TP
NCF800HTP
a) 175 161 154 149 145 142 139 135 132 130 127 125 122 120 119 118 115 114 113 111 110 110 109 108 107 106 104 101 100 97 94 91 NCF800HTP
JIS G 4904 NCF600TB
b) 245 230 225 219 214 210 207 203 199 196 194 191 188 185 182 180 − − − − − − − − − − − − − − − − NCF600TB
NCF800TB
b) 205 196 189 184 179 176 173 170 168 166 165 164 163 162 161 159 − − − − − − − − − − − − − − − − NCF800TB
NCF800HTB
a) 175 161 154 149 145 142 139 135 132 130 127 125 122 120 119 118 115 114 113 111 110 110 109 108 107 106 104 101 100 97 94 91 NCF800HTB
注記 この表において,各温度の中間における降伏点又は0.2 %耐力の値は,比例法によって計算する。
注a) この欄の値は,固溶化熱処理を行った材料に適用する。
b) この欄の値は,冷間仕上後焼なましを行った材料に適用する。
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
127
B 8267:2015
表D.7−非鉄金属材料の降伏点又は0.2 %耐力
(銅・銅合金・ニッケル合金)
種類
記号
質別
寸法区分(mm)
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3100 C1100P,C1100R
C1220P,C1220R
O
−
− 69 − − − − − − − − − − − − − − − − − − C1100P,C1100R
C1220P,C1220R
C6140P
O
厚さ4以上
50以下 − 207 − − − − − 198 − − − − − − − − − − − − C6140P
厚さ50を超え 125以下 193 − − − − − 185 − − − − − − − − − − − −
C4640P
F
厚さ
75以下 − 138 − − − − − − − − − − − − − − − − − − C4640P
厚さ75を超え 125以下 125 − − − − − − − − − − − − − − − − − −
C7150P
F
厚さ
60以下 − 138 − − − − − − − − − − − − − − − − − − C7150P
厚さ60を超え 125以下 125 − − − − − − − − − − − − − − − − − −
C7060P
F
厚さ
60以下 − 103 − − − − − − − − − − − − − − − − − − C7060P
JIS H 3250 C1020BDV
C1100BDV
C1201BDV
C1220BDV
O
−
− 70 − − − − − − − − − − − − − − − − − − C1020BDV
C1100BDV
C1201BDV
C1220BDV
JIS H 3300 C2800T,C2800TS
O
−
− 125 125 125 125 125 125 125 118 111 − − − − − − − − − − C2800T,C2800TS
C4430T,C4430TS
O
−
− 103 103 103 103 103 103 103 95 88 − − − − − − − − − − C4430T,C4430TS
C7150T,C7150TS
O
−
− 125 − − − − − − − − − − − − − − − − − − C7150T,C7150TS
C7060T,C7060TS
O
−
− 103 − − − − − − − − − − − − − − − − − − C7060T,C7060TS
JIS H 4551 NiCu30
O
−
− 190 174 167 160 154 154 153 153 153 153 153 153 153 153 150 147 − − − NiCu30
JIS H 4552 NiCu30
A
−
− 195 174 167 163 159 157 153 153 153 153 153 153 153 153 150 147 − − − NiCu30
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
128
B 8267:2015
表D.7−非鉄金属材料の降伏点又は0.2 %耐力(続き)
(アルミニウム)
種類
記号
質別
寸法区分(mm)
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4000 A3003P
A3203P
O
−
− 35 35 35 33 31 28 26 − − − − − − − − − − − − A3003P
A3203P
H112 厚さ4以上
13以下 − 70 68 65 60 54 48 41 − − − − − − − − − − − −
厚さ13を超え
75以下
40 40 40 40 36 33 29 − − − − − − − − − − − −
A3004P
O
−
− 60 60 60 60 60 55 52 − − − − − − − − − − − − A3004P
A5052P
O
−
− 65 65 65 65 65 65 59 − − − − − − − − − − − − A5052P
H112 厚さ4以上
13以下 − 110 110 110 104 97 87 76 − − − − − − − − − − − −
厚さ13を超え
75以下
65 64 64 64 64 64 64 − − − − − − − − − − − −
A5083P
O
厚さ0.8を超え 40以下 a) 125 125 − − − − − − − − − − − − − − − − − A5083P
厚さ40を超え
80以下
120 120 − − − − − − − − − − − − − − − − −
厚さ80を超え 100以下
110 110 − − − − − − − − − − − − − − − − −
H112 厚さ4以上
40以下 a) 125 125 − − − − − − − − − − − − − − − − −
厚さ40を超え
75以下
120 120 − − − − − − − − − − − − − − − − −
A5086P
O
−
a) 100 100 − − − − − − − − − − − − − − − − − A5086P
H112 厚さ4以上
13以下 a) 125 125 − − − − − − − − − − − − − − − − −
厚さ13を超え
25以下 110 110 − − − − − − − − − − − − − − − − −
厚さ25を超え
75以下 100 100 − − − − − − − − − − − − − − − − −
A5454P
O
−
− 85 85 85 85 85 80 77 − − − − − − − − − − − − A5454P
A6061P
T4
−
− 110 108 107 106 106 106 84 − − − − − − − − − − − − A6061P
T451
−
− 110 108 107 106 106 106 84 − − − − − − − − − − − −
T6
−
− 245 236 230 219 187 154 101 − − − − − − − − − − − −
T651
−
− 245 236 230 219 187 141 99 − − − − − − − − − − − −
JIS H 4040 A3003BE
A3003BES
H112
−
− 35 35 35 33 31 29 26 − − − − − − − − − − − − A3003BE
A3003BES
A3003BD
A3003BDS
O
−
− 35 35 35 33 31 29 26 − − − − − − − − − − − − A3003BD
A3003BDS
A5052BE
A5052BES
H112
O
−
− 70 70 70 70 70 70 59 − − − − − − − − − − − − A5052BE
A5052BES
A5052BD
A5052BDS
O
−
− 65 65 65 65 65 65 59 − − − − − − − − − − − − A5052BD
A5052BDS
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
129
B 8267:2015
表D.7−非鉄金属材料の降伏点又は0.2 %耐力(続き)
(アルミニウム)
種類
記号
質別
寸法区分(mm)
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4040 A5083BE
A5083BES
H112
O
−
a) 110 110 − − − − − − − − − − − − − − − − − A5083BE
A5083BES
A5083BD
A5083BDS
O
−
a) 110 110 − − − − − − − − − − − − − − − − − A5083BD
A5083BDS
A6061BE
A6061BES
T4
−
− 110 108 107 106 106 106 84 − − − − − − − − − − − − A6061BE
A6061BES
T6
−
− 245 236 230 219 187 141 99 − − − − − − − − − − − −
A6061BD
A6061BDS
T6
−
− 245 236 230 219 187 141 99 − − − − − − − − − − − − A6061BD
A6061BDS
A6063BE
A6063BES
T5
−
− 110 105 103 99 90 63 39 − − − − − − − − − − − − A6063BE
A6063BES
T6
−
− 175 164 158 146 108 65 39 − − − − − − − − − − − −
JIS H 4080 A3003TE
A3003TES
A3203TE
A3203TES
H112
−
− 35 35 35 33 31 29 26 − − − − − − − − − − − − A3003TE
A3003TES
A3203TE
A3203TES
A3003TD
A3003TDS
A3203TD
A3203TDS
O
−
− 35 35 35 33 31 29 26 − − − − − − − − − − − − A3003TD
A3003TDS
A3203TD
A3203TDS
A5052TE
A5052TES
H112
O
−
− 70 70 70 70 70 70 59 − − − − − − − − − − − − A5052TE
A5052TES
A5052TD
A5052TDS
O
−
− 70 70 70 70 70 70 59 − − − − − − − − − − − − A5052TD
A5052TDS
A5083TE
A5083TES
H112
O
−
a) 110 110 − − − − − − − − − − − − − − − − − A5083TE
A5083TES
A5083TD
A5083TDS
O
−
a) 110 110 − − − − − − − − − − − − − − − − − A5083TD
A5083TDS
A5454TE
A5454TES
H112
O
−
− 85 85 85 85 85 80 77 − − − − − − − − − − − − A5454TE
A5454TES
A6061TE
A6061TES
T4
−
− 110 108 107 106 106 106 84 − − − − − − − − − − − − A6061TE
A6061TES
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
130
B 8267:2015
表D.7−非鉄金属材料の降伏点又は0.2 %耐力(続き)
(アルミニウム)
種類
記号
質別
寸法区分(mm)
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4080 A6061TD
A6061TDS
T4
−
− 110 108 107 106 106 106 84 − − − − − − − − − − − − A6061TD
A6061TDS
T6
−
− 245 236 230 219 187 141 99 − − − − − − − − − − − −
A6063TE
A6063TES
T5
−
− 110 105 103 99 90 63 39 − − − − − − − − − − − − A6063TE
A6063TES
T6
−
− 175 164 158 146 108 65 39 − − − − − − − − − − − −
A6063TD
A6063TDS
T6
−
− 195 182 177 165 122 73 44 − − − − − − − − − − − − A6063TD
A6063TDS
JIS H 4100 A3003S
A3003SS
A3203S
A3203SS
H112
−
−
35 35 35 33 31 29 26 − − − − − − − − − − − − A3003S
A3003SS
A3203S
A3203SS
A5052S
A5052SS
H112
O
−
−
70 70 70 70 70 70 59 − − − − − − − − − − − − A5052S
A5052SS
A5454S
A5454SS
H112
O
−
−
85 85 85 85 85 80 77 − − − − − − − − − − − − A5454S
A5454SS
A5083S
A5083SS
H112
−
a) 110 110 − − − − − − − − − − − − − − − − − A5083S
A5083SS
O
(試験箇所の厚さ)
38以下
a) 120 120 − − − − − − − − − − − − − − − − −
(試験箇所の厚さ)
38を超え
130以下
a) 110 110 − − − − − − − − − − − − − − − − −
A5086S
A5086SS
H112
O
−
a)
95 95 − − − − − − − − − − − − − − − − − A5086S
A5086SS
A6061S
A6061SS
T4
−
− 110 108 107 106 106 106 84 − − − − − − − − − − − − A6061S
A6061SS
T6
−
− 245 236 230 219 187 141 99 − − − − − − − − − − − −
A6063S
A6063SS
T5
−
− 110 105 103 99 90 63 39 − − − − − − − − − − − − A6063S
A6063SS
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
131
B 8267:2015
表D.7−非鉄金属材料の降伏点又は0.2 %耐力(続き)
(チタン)
種類
記号
質別
寸法区分(mm)
注
各温度(℃)における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4600 TP270H
TR270H
TP270C
TR270C
−
−
− 173 132 116 104 93 80 71 64 58 50 46 44 − − − − − − − TP270H
TR270H
TP270C
TR270C
TP480H
TR480H
TP480C
TR480C
−
−
− 345 324 296 270 244 216 182 162 137 115 96 82 − − − − − − − TP480H
TR480H
TP480C
TR480C
JIS H 4630 TTP270H
TTP270C
−
−
− 173 132 116 104 93 80 71 64 58 50 46 44 − − − − − − − TTP270H
TTP270C
TTP480H
TTP480C
−
−
− 345 324 296 270 244 216 182 162 137 115 96 82 − − − − − − − TTP480H
TTP480C
JIS H 4631 TTH270C
TTH270W
TTH270WC
−
−
− 173 132 116 104 93 80 71 64 58 50 46 44 − − − − − − − TTH270C
TTH270W
TTH270WC
TTH480C
TTH480W
TTH480WC
−
−
− 345 324 296 270 244 216 182 162 137 115 96 82 − − − − − − − TTH480C
TTH480W
TTH480WC
JIS H 4635 TTP270W
TTP270WC
−
−
− 173 132 116 104 93 80 71 64 58 50 46 44 − − − − − − − TTP270W
TTP270WC
TTP480W
TTP480WC
−
−
− 345 324 296 270 244 216 182 162 137 115 96 82 − − − − − − − TTP480W
TTP480WC
JIS H 4650 TB270H
TB270C
−
−
− 173 132 116 104 93 80 71 64 58 50 46 44 − − − − − − − TB270H
TB270C
TB480H
TB480C
−
−
− 345 324 296 270 244 216 182 162 137 115 96 82 − − − − − − − TB480H
TB480C
注記 この表において,各温度の中間における降伏点又は0.2 %耐力の値は,比例法によって計算する。
注a) 75 ℃を65 ℃に読み替える。
4
9
B
8
2
6
7
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
132
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(規定)
圧力容器の胴及び鏡板
E.1
一般
この附属書は,圧力容器の内圧又は外圧を保持する胴及び鏡板の計算厚さについて規定する。
E.2
内圧を保持する胴
E.2.1 記号の意味
E.2で用いる記号の意味は,次による。
Ae: 厚さの余裕分による面積のうち,強め材として算入できる断面積(大径端)(mm2)
Ae': 厚さの余裕分による面積のうち,強め材として算入できる断面積(小径端)(mm2)
AYL: 強め材の最小必要断面積(大径端)(mm2)
AYS: 強め材の最小必要断面積(小径端)(mm2)
D1: 大径端の丸みの始点の円すい胴の内径で,軸に直角に測った値(図E.4参照)(mm)
D1=DL−2r0 (1−cos θ)
Di: 胴の内径(mm)。ただし,円すい胴の場合は,計算厚さを計算する位置での内径で,軸に直角
に測った値(図E.1参照)
DL: 円筒胴の大径側の内径(mm)
Do: 胴の外径(mm)。ただし,円すい胴の場合は,計算厚さを算定する位置での外径で,軸に直角
に測った値(図E.1参照)
DS: 円筒胴の小径側の内径(mm)
Ec: 設計温度における円すい胴の材料の縦弾性係数(N/mm2)
Er: 設計温度における強め輪の材料の縦弾性係数(N/mm2)
Es: 設計温度における円筒胴の材料の縦弾性係数(N/mm2)
P: 設計圧力(MPa)
r0: 大径端の丸みの内半径で,次のa) 又はb) による(図E.4参照)(mm)。
a) 材料が9 %ニッケル鋼の場合:
r0≧0.1 (DL+2tk),かつ,r0≧3tk
b) その他の材料の場合:
r0≧0.06 (DL+2tk),かつ,r0≧3tk
rs: 小径端の丸みの内半径で,次のa) 又はb) による(図E.7参照)(mm)。
a) 材料が9 %ニッケル鋼の場合:
rs≧0.1 (DS+2tr'),かつ,rs≧3tr'
b) その他の材料の場合:
寸法形状の制限はない。
t: 胴又は大径端における円筒胴の計算厚さ(mm)。ただし,円すい胴の場合は,内径Diの位置
での計算厚さ(図E.1参照)。
t': 小径端における円筒胴の計算厚さ(mm)
133
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
tc: 大径端における円すい胴の腐れ後の厚さ(mm)
tc': 小径端における円すい胴の腐れ後の厚さ(mm)
tk: 大径端の丸みの部分の計算厚さ(mm)
tL: 大径端における円筒胴の腐れ後の厚さ(mm)
tr: 大径端における円すい胴の計算厚さ(mm)
tr': 小径端における円すい胴の計算厚さ(mm)。
なお,小径端に丸みを設ける場合,丸みの部分の計算厚さは,小径端における円すい胴の計
算厚さと同じとする。
ts: 小径端における円筒胴の腐れ後の厚さ(mm)
W: 大径端の丸みの形状による係数で,次の式による。
+
=
θ
cos
2
3
4
1
0
1
r
D
W
y: 円筒胴及び円すい胴の強度で,次による(N2/mm4)。
円筒胴の強め輪の場合
:y=σsEs
円すい胴の強め輪の場合
:y=σcEc
β1: 大径端における強め材の要否を示す角度(表E.1参照)(度)
β2: 小径端における強め材の要否を示す角度(表E.2参照)(度)
η: 溶接継手効率(表3に示す。)又はリガメント効率(5.2.6による。)のいずれか小さい値
η1: 円筒胴の長手継手の溶接継手効率
θ: 円すいの頂角の1/2の角度(図E.1参照)(度)
θ1,θ2: 同軸でない円すい胴の角度(図E.1参照)(度)
σa: 設計温度における材料の許容引張応力(N/mm2)
σc: 設計温度における円すい胴の材料の許容引張応力(N/mm2)
σr: 設計温度における強め輪の材料の許容引張応力(N/mm2)
σs: 設計温度における円筒胴の材料の許容引張応力(N/mm2)
ω: 強め輪の強度係数で,次による。
強め輪が不要な場合:ω=1
強め輪が必要な場合:
r
rE
y
σ
ω=
ただし,ω≧1とし,ωの値が1.0未満の場合は,ω=1とする。
E.2.2 円筒胴の計算厚さ
円筒胴の計算厚さは,次のa) 又はb) による。
a) P≦0.385 σaηの場合
内径基準
P
PD
t
2.1
2
a
i
−
η
σ
=
外径基準
P
PD
t
8.0
2
a
o
+
=
η
σ
b) P>0.385 σaηの場合
内径基準
)1
(
2
i
−
=
Z
D
t
134
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
外径基準
)
1
1(
2
o
Z
D
t
−
=
ここに,
P
P
Z
−
+
=
η
σ
η
σ
a
a
E.2.3 球形胴の計算厚さ
球形胴の計算厚さは,次のa) 又はb) による。
a) P≦0.665 σaηの場合
内径基準
P
PD
t
4.0
4
a
i
−
=
η
σ
外径基準
P
PD
t
6.1
4
a
o
+
=
η
σ
b) P>0.665 σaηの場合
内径基準
)1
(
2
3
i
−
=
Y
D
t
外径基準
)
1
1(
2
3
o
Y
D
t
−
=
ここに,
P
P
Y
−
+
=
η
σ
η
σ
a
a
2
)
(2
E.2.4 円すい胴の計算厚さ
円すい胴の計算厚さは,次のa)〜d) による。
a) 円すい胴
1) 同軸の円すい胴の場合
内径基準
(
)
P
PD
t
6.0
cos
2
a
i
−
=
η
σ
θ
外径基準
(
)
P
PD
t
4.0
cos
2
a
o
+
=
η
σ
θ
2) 同軸でない円すい胴の場合 計算厚さは,1) の内径基準の式による。ただし,Diの値は,円筒胴の
軸に直角に測った値を用い,θの値は,θ1又はθ2のいずれか大きい値とする[図E.1 b) 参照]。
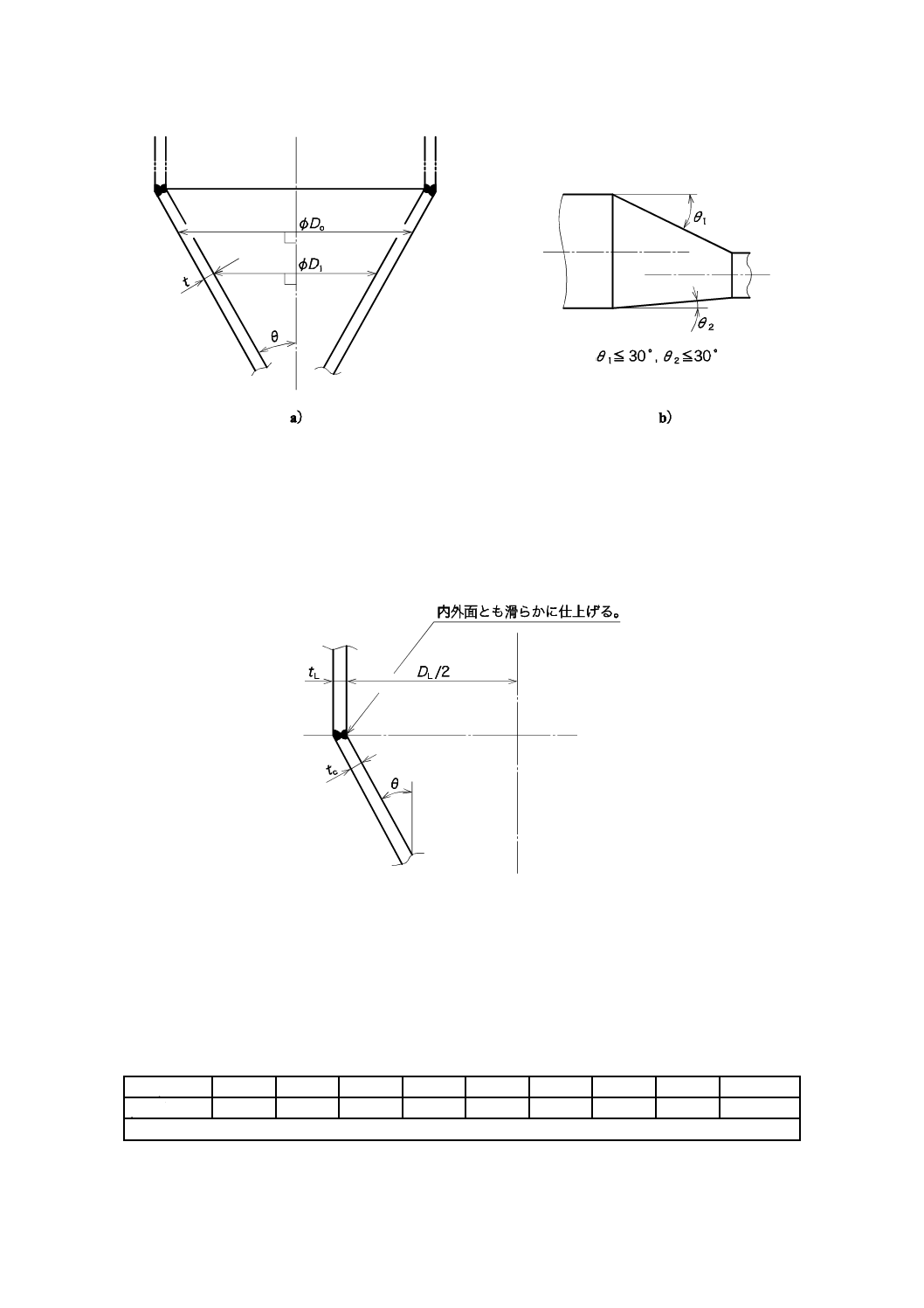
135
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図E.1−円すい胴の記号
b) 大径端
1) 大径端に丸みを設けない場合 円すい胴のθは30°以下とし(図E.2参照),次の1.1)〜1.5) によ
る。ただし,円すい胴の材料が9 %ニッケル鋼の場合には,丸みを設ける。
図E.2−大径端に丸みを設けない場合
1.1) θが表E.1に示すP/σsη1の値に対応する角度β1の値以下の場合(θ≦β1)は,強め材を設けなくて
もよい。
1.2) θが表E.1に示すP/σsη1の値に対応する角度β1の値を超える場合(θ>β1)は,強め材を設ける。
表E.1−大径端における強め材の要否の判定†
P/σsη1
0.001
0.002
0.003
0.004
0.005
0.006
0.007
0.008
0.009以上
β1(度)
11
15
18
21
23
25
27
28.5
30
注記 表示の値の中間値は,補間によって求める。
136
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.3) 強め材の最小必要断面積は,次の式による。
θ
θ
β
η
σ
ω
tan
1
8
1
1
s
2
L
YL
−
=PD
A
1.4) 円筒胴及び円すい胴の腐れ後の厚さがそれぞれの計算厚さより大きい場合には,次の式によって
得られる面積を強め材として算入することができる。
(
)
(
)
θ
cos
2
2
c
L
r
c
L
L
L
e
t
D
t
t
t
D
t
t
A
−
+
−
=
1.5) 強め材の有効範囲 強め材の断面積のうち,強め材として有効な範囲は,円筒胴と円すい胴の端
部中心から外表面に沿って測った距離が端部中心の両側にそれぞれ
2
/
L
Lt
D
以内とし,かつ,強
め輪の断面積の図心の位置は,端部中心から
2
/
25
.0
L
Lt
D
の距離以内とする(図E.3参照)。
図E.3−大径端における強め材の有効範囲
2) 大径端に丸みを設ける場合 円すい胴のθが30°を超える場合及び円すい胴の材料が9 %ニッケル
鋼の場合には,大径端に丸みを設ける(図E.4参照)。この場合,円すい胴の計算厚さはa) に従い,
大径端の丸みの部分の計算厚さは,次の式による。
)
1.0
(
cos
4
a
1
k
P
W
PD
t
−
=
η
σ
θ
137
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
円すい胴の材料が9 %ニッケル鋼の場合には,丸みに連続して
(
)2
5.0
k
Lt
D
(最小38 mm)以上の直線部分を設ける。
図E.4−大径端に丸みを設ける場合
c) 小径端
1) 小径端に丸みを設けない場合 円すい胴のθは30°以下とし(図E.5参照),次の1.1)〜1.5) によ
る。ただし,円すい胴の材料が9 %ニッケル鋼の場合には,丸みを設ける。
図E.5−小径端に丸みを設けない場合
1.1) θが表E.2に示すP/(σsη1) の値に対応する角度β2の値以下の場合(θ≦β2)は,強め材を設けなく
てもよい。
1.2) θが表E.2に示すP/(σsη1) の値に対応する角度β2の値を超える場合(θ>β2)は,強め材を設ける。
138
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表E.2−小径端における強め材の要否の判定†
P/(σsη1)
0.002
0.005
0.010
0.02
0.04
0.08
0.10
0.125以上
β2(度)
4
6
9
12.5
17.5
24
27
30
注記 表示の値の中間値は,補間によって求める。
1.3) 強め材の最小必要断面積は,次の式による。
θ
θ
β
η
σ
ω
tan
1
8
2
1
s
2
S
YS
−
=PD
A
1.4) 円筒胴及び円すい胴の腐れ後の厚さがそれぞれの計算厚さより大きい場合には,次の式によって
得られる面積を強め材として算入することができる。
(
)
−
+
′
−
=
θ
cos
2
78
.0
r
c
s
s
S
e
'
t
'
t
t
t
t
D
'
A
1.5) 強め材の有効範囲 強め材の断面積のうち,強め材として有効な範囲は,円筒胴と円すい胴の端
部中心から外表面に沿って測った距離が端部中心の両側にそれぞれ
2
/)
(
s
St
D
以内とし,かつ,
強め輪の断面積の図心の位置は,端部中心から
2
/)
(
25
.0
s
St
D
の距離以内とする(図E.6参照)。
図E.6−小径端における強め材の有効範囲
2) 小径端に丸みを設ける場合 円すい胴のθが30°を超え60°以下の場合及び円すい胴の材料が9 %
ニッケル鋼の場合には,小径端に丸みを設ける(図E.7参照)。この場合,小径端の丸みの部分の計
算厚さは,小径端における円すい胴の計算厚さと同じとする。
139
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
円すい胴の材料が9 %ニッケル鋼の場合には,丸みに連続して
2
)
(
5.0
r
S'
t
D
(最小38 mm)以上の直線部分を設ける。
図E.7−小径端に丸みを設ける場合
d) 円すいの頂角の1/2が60°を超える場合 円すい胴の計算厚さは,軸に直角に測った最大外径を直径
とする平鏡板(平板)の式による(E.3.6参照)。
E.3
内圧を保持する鏡板
E.3.1 記号の意味
E.3で用いる記号の意味は,E.2.1に加えて,次による。
C: 平鏡板の取付方法による定数(図E.8参照)
D: 皿形鏡板のフランジ部内径,半だ円形鏡板のだ円の内長径,又は円形以外の平鏡板のdに直角
に測った最大スパン(mm)
Do: 半だ円形鏡板のだ円の外長径(mm)
d: 円形平鏡板の計算に用いる内径,又は円形以外の平鏡板の最小スパン(図E.8参照)(mm)
2h: 半だ円形鏡板のだ円の内短径(mm)
K: 半だ円形鏡板の形状による係数で,次の式による。
}
)
2(
2{
6
1
2
h
D
K
+
=
M: 皿形鏡板の形状による係数で,次の式による。
)
3(
4
1
0r
R
M
+
=
m: tr/ts
R: 皿形鏡板の中央の球形部の内半径で,次の式による(mm)。
(
)t
D
R
2
5.1
+
≦
Ro: 皿形鏡板の中央の球形部の外半径(mm)
r: 平鏡板のコーナ部の内半径(mm)
140
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
r0: 皿形鏡板のすみの丸みの内半径で,次の式による(mm)。
(
)t
D
r
2
06
.0
0
+
≧
,
t
r
3
0≧
t: 皿形鏡板の計算厚さ,又は半だ円形鏡板の計算厚さ(mm)
th: 平鏡板の計算厚さ(mm)
tr: 胴の計算厚さ(η=1の場合)(mm)
ts: 胴の呼び厚さ(mm)
Y: タンジェントラインから測ったフランジ部の長さ[図E.8のb) 及びp) 参照](mm)
Z: 円形以外の平鏡板の形状による係数で,次の式による。
D
d
Z
4.2
4.3−
=
(最大2.5)
E.3.2 全半球形鏡板の計算厚さ
ステーによって支えない全半球形鏡板の計算厚さは,E.2.3による。
E.3.3 皿形鏡板の計算厚さ
ステーによって支えない皿形鏡板の計算厚さは,次の式による。
なお,材料規格の引張強さが482 N/mm2を超える材料で製作する場合の計算に用いる許容引張応力は,
設計温度が40 ℃以下の場合は138 N/mm2とし,設計温度が40 ℃を超える場合は,138 N/mm2に表B.1,
表B.2又は表B.3に示す設計温度での許容引張応力と40 ℃での許容引張応力の比を乗じた値とする。
内径基準
P
PRM
t
2.0
2
a−
=
η
σ
外径基準
)2.0
(
2
a
o
−
+
=
M
P
M
PR
t
η
σ
E.3.4 半だ円形鏡板の計算厚さ
ステーによって支えない半だ円形鏡板の計算厚さは,次の式による。
なお,K>1の半だ円形鏡板を材料規格の引張強さが482 N/mm2を超える材料で製作する場合の計算に用
いる許容引張応力は,設計温度が40 ℃以下の場合は138 N/mm2とし,設計温度が40 ℃を超える場合は,
138 N/mm2に表B.1,表B.2又は表B.3に示す設計温度での許容引張応力と40 ℃での許容引張応力の比を
乗じた値とする。
内径基準
P
PDK
t
2.0
2
a−
=
η
σ
外径基準
)1.0
(
2
2
a
o
−
+
=
K
P
K
PD
t
η
σ
E.3.5 円すい形鏡板の計算厚さ
ステーによって支えない円すい形鏡板の計算厚さは,次のa)〜c) による。ただし,鏡板の材料が9 %ニ
ッケル鋼の場合には,円すい形鏡板は使用できない。
a) 大径端に丸みを設けない場合 円すい形鏡板のθが30°以下で,かつ,大径端に丸みを設けない場合
の計算厚さは,E.2.4 a) 及びE.2.4 b) 1) による。
b) 大径端に丸みを設ける場合 円すい形鏡板のθが30°を超える場合は,大径端に丸みを設ける。大径
端に丸みを設ける場合の計算厚さは,E.2.4 a) 及びE.2.4 b) 2) による。
c) 円すいの頂角の1/2が60°を超える場合 円すい形鏡板の計算厚さは,軸に直角に測った最大外径を
直径とする平鏡板(平板)の式による(E.3.6参照)。
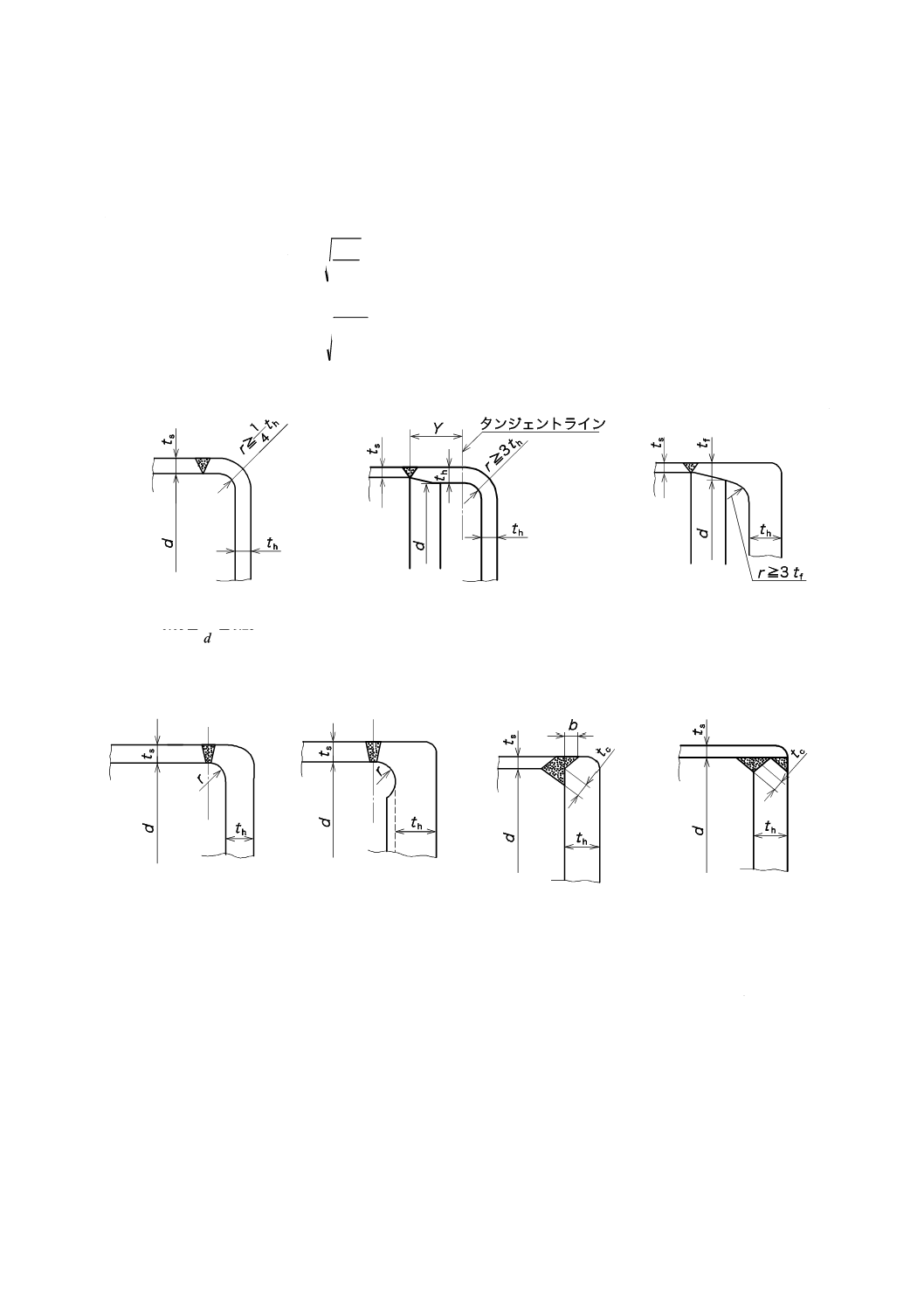
141
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
E.3.6 平鏡板(平板)の計算厚さ
溶接又はねじ込みによって取り付け,ステーによって支えない平鏡板の計算厚さは,次のa)〜d) による。
a) 平鏡板の形状 平鏡板の形状は,図E.8に示す。
b) 円形平鏡板 円形平鏡板の計算厚さは,次の式による。
η
σa
h
CP
d
t=
c) 円形以外の平鏡板 円形以外の平鏡板の計算厚さは,次の式による。
η
σa
h
ZCP
d
t=
単位 mm
th≧ts,d≦600
0.05≦dth≦0.25
C=0.13
C=0.17又はC=0.10
tf≧2ts
C=0.17
a)
b)
c)
th≧ts
ts≦38の場合はr≧10
ts>38の場合はr≧0.25ts又は
19のいずれか小さい値以上
C=0.33m(最小0.20)
b=2tr,b≧1.25ts
tc=0.7ts又は6の
いずれか小さい値以上
C=0.33m(最小0.20)
tc=0.7ts又は6の
いずれか小さい値以上
C=0.33m(最小0.20)
d)
e)
f)
g)
図E.8−溶接又はねじ込みによって接合する平鏡板の形状†
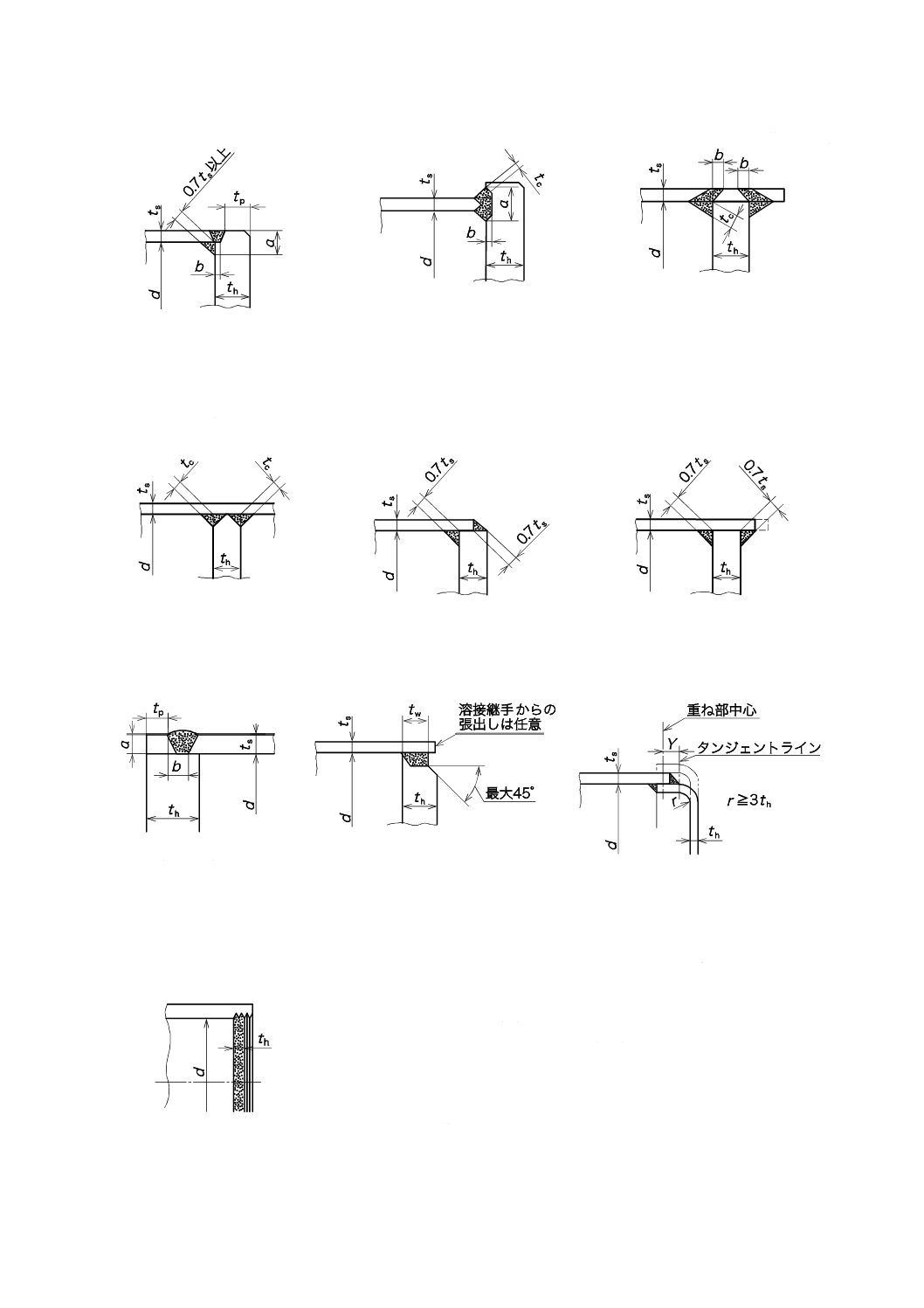
142
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a+b≧2ts
tp=ts又は6の
いずれか小さい値以上
C=0.33m(最小0.20)
a+b≧2ts,bは0でもよい。
tc=0.7ts又は6の
いずれか小さい値以上
C=0.33m(最小0.20)
b=2tr
b≧1.25ts
tc=0.7ts又は6の
いずれか小さい値以上
C=0.33m(最小0.20)
h)
i)
j)
tc=0.7ts又は6の
いずれか小さい値以上
C=0.33m(最小0.20)
C=0.33m(最小0.20)
円形以外の平鏡板の場合
C=0.33とする。
C=0.33m(最小0.20)
円形以外の平鏡板の場合
C=0.33とする。
k)
l)
m)
a+b≧2ts,a≧ts
tp=ts又は6の
いずれか小さい値以上
C=0.33
tw≧2tr,tw≧1.25ts,ただし,
thより大きくする必要はない。
C=0.33m(最小0.20)
円形以外の平鏡板の場合
C=0.33とする。
C=0.20
又はC=0.13
n)
o)
p)
図中の記号の意味は,次による。
a,b,tp: 図に示す寸法(mm)
tc: すみ肉溶接ののど厚(mm)
tf: 寸法dの位置でのハブの厚さ(mm)
tw: 開先溶接の深さ(mm)
その他は,E.3.1による。
C=0.75
q)
図E.8−溶接又はねじ込みによって接合する平鏡板の形状†(続き)
143
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 接合方法による定数Cの値の制限 b) 及びc) の計算に用いる定数Cは,次の1)〜17) による。
1) 図E.8 a) 内径dが600 mm以下の円形平鏡板で,胴と一体形の場合又は完全溶込みの突合せ溶接
する場合
C=0.13
2) 図E.8 b) フランジ付きの円形又は円形以外の平鏡板で,胴と一体形の場合又は完全溶込みの突合
せ溶接する場合で,次の条件を満足し,かつ,フランジ部の勾配が1/3以下の場合
C=0.17 ······· フランジ部の長さ又は胴の腐れ後の厚さが,次のC=0.10の二つ
の形状以外の場合
C=0.10 ······· 平鏡板が円形で,フランジ部の長さが次の式によるYの値以上の
場合
h
2
h
s
8.0
1.1
dt
t
t
Y
−
≧
C=0.10 ······· 平鏡板が円形で,フランジ部の長さが上記の式によるYの値未満
の場合。ただし,胴の腐れ後の厚さは,溶接部の中心から胴側へ
s
2dt以上の長さにわたって,次の式から得られる厚さ以上とす
る。
h
h
s
1.1
12
.1
dt
Y
t
t
−
≧
ここに,thは,平鏡板の呼び厚さを表す。
3) 図E.8 c) ハブ付きの円形又は円形以外の平鏡板で,胴と一体形の場合又は完全溶込みの突合せ溶
接する場合で,かつ,フランジ部の勾配が1/3以下の場合
C=0.17
4) 図E.8 d) フランジ付きの円形又は円形以外の平鏡板で,胴と一体形の場合又は完全溶込みの突合
せ溶接する場合
C=0.33m(最小0.20)
5) 図E.8 e) フランジ付きの円形又は円形以外の平鏡板で,胴と一体形の場合又は完全溶込みの突合
せ溶接する場合で,かつ,内側コーナ部に半球状の溝を設ける場合
C=0.33m(最小0.20)
6) 図E.8 f) 円形又は円形以外の平鏡板を胴,管などに完全溶込み溶接する場合
C=0.33m(最小0.20)
7) 図E.8 g) 円形又は円形以外の平鏡板を胴,管などに完全溶込み溶接する場合
C=0.33m(最小0.20)
8) 図E.8 h) 円形の平鏡板を胴,管などに完全溶込み溶接する場合
C=0.33m(最小0.20)
9) 図E.8 i) 円形の平鏡板を胴,管などに完全溶込み溶接する場合
C=0.33m(最小0.20)
10) 図E.8 j) 円形又は円形以外の平鏡板を胴,管などに完全溶込み溶接する場合
C=0.33m(最小0.20)
144
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11) 図E.8 k) 円形又は円形以外の平鏡板を胴,管などに完全溶込み溶接する場合
C=0.33m(最小0.20)
12) 図E.8 l) 円形又は円形以外の平鏡板を胴,管などに両側すみ肉溶接する場合。ただし,平鏡板の
計算厚さの式でm<1となる値を用いる場合には,胴の腐れ後の厚さは平鏡板の内面から胴側へ
s
2dt以上の長さにわたって一様とする。
円形の平鏡板の場合 C=0.33m(最小0.20)
円形以外の平鏡板の場合 C=0.33
13) 図E.8 m) 円形又は円形以外の平鏡板を胴,管などに両側すみ肉溶接する場合。ただし,平鏡板の
計算厚さの式でm<1となる値を用いる場合には,胴の腐れ後の厚さは平鏡板の内面から胴側へ
s
2dt以上の長さにわたって一様とする。
円形の平鏡板の場合 C=0.33m(最小0.20)
円形以外の平鏡板の場合 C=0.33
14) 図E.8 n) 円形の平鏡板を胴,管などに溶接する場合
C=0.33
15) 図E.8 o) 円形又は円形以外の平鏡板を胴,管などに溶接する場合。ただし,平鏡板の計算厚さの
式でm<1となる値を用いる場合には,胴の腐れ後の厚さは平鏡板の内面から胴側へ
s
2dt以上の長
さにわたって一様とする。
円形の平鏡板の場合 C=0.33m(最小0.20)
円形以外の平鏡板の場合 C=0.33
16) 図E.8 p) フランジ付きの円形又は円形以外の平鏡板で,胴又は管に両側重ね溶接する場合で,か
つ,次の条件を満足する場合
C=0.20 ······· フランジ付きの円形又は円形以外の平鏡板で,胴又は管に両側重
ね溶接する場合。ただし,フランジ部の長さについての制限はな
い。
C=0.13 ······· フランジ付きの円形の平鏡板で,胴又は管に両側重ね溶接する場
合で,かつ,フランジ部の長さが次の式によるYの値以上の場合
h
2
h
s
8.0
1.1
dt
t
t
Y
−
≧
ここに,thは,平鏡板の呼び厚さである。
17) 図E.8 q) 内径(d)が305 mm以下の胴又は管の内側にねじ込みによって接合する円形平板で,ね
じ継手(管用テーパねじは,表E.3参照)に圧力及び熱膨張差によって生じるせん断,引張り,圧
縮などの応力が基準強度に対して安全係数4.0以上で設計する場合
C=0.75
表E.3−管用テーパねじの要求条件†
管の呼び径(A)
15/20
25/32/40
50
65/80
100-150
200
250
300
ねじ山の数
6
7
8
8
10
12
13
14
板の最小厚さ mm
11.0
15.5
17.8
25.4
31.8
38.1
41.2
44.5
145
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
E.4
外圧を保持する胴及び鏡板
E.4.1 記号の意味
E.4で用いる記号の意味は,次による。
A: 図E.9から得られる値で,図E.10からBの値を得る。
AeL: 厚さの余裕分による面積のうち,強め材として算入できる断面積(大径端)(mm2)
Aes: 厚さの余裕分による面積のうち,強め材として算入できる断面積(小径端)(mm2)
ArL: 強め材の最小必要断面積(大径端)(mm2)
Ars: 強め材の最小必要断面積(小径端)(mm2)
As: 強め輪の断面積(mm2)
AT: 円筒胴,円すい胴及び強め輪の等価合計断面積で,次による(mm2)。
大径端
s
c
a
s
DL
TL
2
2
A
t
L
t
L
A
+
+
=
小径端
s
c
a
s
Ds
Ts
2
2
A
t
L
t
L
A
+
+
=
B: 図E.10で,Aの値と設計温度に対応する材料線から得られる値で,図中の中間温度における値
は,補間によって得る(N/mm2)。
DL: 円筒胴又は円すい胴の大径側の外径(図E.12参照)(mm)
DLs: 大径端の外径[図E.12のc) 及びe) 参照](mm)
Do: 円筒胴の外径,球形胴の外径,又は半だ円形鏡板のだ円の外長径(mm)
Ds: 円筒胴又は円すい胴の小径側の外径(図E.12参照)(mm)
Dss: 小径端の外径[図E.12のd) 及びe) 参照](mm)
E: 設計温度における材料の縦弾性係数で,使用する材料に対応する図E.10から得られる値
(N/mm2)
Ec:円すい胴の材料の縦弾性係数
Er:強め輪の材料の縦弾性係数
Es:円筒胴の材料の縦弾性係数
なお,図中の中間温度における値は,補間によって得る。
Ex: Ec,Er又はEsの値(N/mm2)
h: 鏡板の深さで,鏡板のタンジェントラインから鏡板の最深部までの距離(mm)
2ho: 半だ円形鏡板のだ円の外短径(mm)
I: 強め輪の断面二次モーメントで,胴の中心線に平行な中立軸回りの値(mm4)
I': 胴と強め輪の合成断面の断面二次モーメントで,胴の中心線に平行な中立軸回りの値(mm4)。
ただし,合成断面として有効な胴の断面幅は
s
o
10
.1
t
D
以内とし,強め輪の断面積の図心の両
側に
s
o
10
.1
t
D
の半分ずつを取る。また,合成断面として有効な胴の幅が強め輪の片側又は両
側で重複する場合は,合成断面として有効な胴の幅は重複している長さの半分だけ短くする。
Is: 強め輪の必要断面二次モーメントで,胴の中心線に平行な中立軸回りの値(mm4)
Is': 胴と強め輪の合成断面の必要断面二次モーメントで,胴の中心線に平行な中立軸回りの値
(mm4)
Ko: 半だ円形鏡板の形状(Do/2ho)による係数で,表E.4に示す。
k: 強め材の要否による係数で,次による。
146
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
強め材が不要な場合:k=1
強め材が必要な場合:
r
rE
y
kσ
=
ただし,k≧1とし,kの値が1.0未満の場合は,k=1とする。
L: 外圧を保持する胴の設計長さで,隣接する支持線の間の距離とする(図E.11参照)(mm)。こ
こで,支持線とは,外圧に対して胴を支持するとみなす線であり,次のa)〜c) に示す。
a) 鏡板(円すい形鏡板を除く。)については,鏡板のタンジェントラインから鏡板の深さの
1/3の位置の円周線
b) E.4.6を満足する強め輪の中心線[図E.11のc-1),c-2),d) 及びe) 参照]
c) E.4.7のa) 4) 及びb) 4) において支持線とする場合の規定を満足する円筒胴と円すい胴の
端部[図E.11のb),e) 及びf) 参照]。
La: 円すい胴に沿って測った強め輪の間の長さで,円すい胴に強め輪がない場合は,次の式による
(mm)。
(
)
2
s
2
L
2
x
a
4
1
D
D
L
L
−
+
=
Lc: 円すい胴の軸方向長さで,図E.12のc),d) 及びe) による(mm)。
LDL: 大径端側の円筒胴の設計長さで,次のa) 又はb) による(mm)。
a) 大径端側の円筒胴に強め輪がある場合,大径端から,大径端に最も近い円筒胴の強め輪の
中心線までの長さ
b) 大径端側の円筒胴に強め輪がない場合,大径端から円筒胴他端の鏡板の深さの1/3の支持
線までの長さ
LDs: 小径端側の円筒胴の設計長さで,次のa) 又はb) による(mm)。
a) 小径端側の円筒胴に強め輪がある場合,小径端から,小径端に最も近い円筒胴の強め輪の
中心線までの長さ
b) 小径端側の円筒胴に強め輪がない場合,小径端から円筒胴他端の鏡板の深さの1/3の支持
線までの長さ
Le: 円すい胴の等価長さで,次のa)〜d) による(mm)。
a) 図E.12のa) 及びb) の場合
+
=
L
s
x
e
1
2
D
D
L
L
b) 図E.12 c) の場合
+
+
=
Ls
s
L
c
1
e
2
sin
D
D
D
L
r
L
θ
c) 図E.12 d) の場合
+
+
=
L
s
L
c
L
ss
2
e
2
sin
D
D
D
L
D
D
r
L
θ
d) 図E.12 e) の場合
+
+
+
=
Ls
s
L
c
Ls
ss
2
1
e
2
sin
sin
D
D
D
L
D
D
r
r
L
θ
θ
Ls: 強め輪の中心線から,強め輪の両側の隣接する支持線までのそれぞれの距離の半分ずつを加え
147
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
た長さ(mm)
Lx: 円すい胴の軸方向長さで,図E.12のa) 及びb) による(mm)。
P: 設計外圧(MPa)
Pa: 外圧を保持する胴及び鏡板の計算において,腐れ後の厚さをtとした場合の許容外圧(MPa)
QL: 次の式による値[E.4.7 a) 参照](N/mm)
4
L
L
PD
Q=
Qs: 次の式による値[E.4.7 b) 参照](N/mm)
4
s
s
PD
Q=
r1: 円すい胴大径端の丸みの外半径(mm)
r2: 円すい胴小径端の丸みの内半径(mm)
t: 円筒胴,円すい胴,球形胴又は鏡板の計算厚さ(mm)
tc: 円筒胴と円すい胴の端部での円すい胴の腐れ後の厚さ,又は円筒胴と円すい形鏡板の端部での
円すい形鏡板の腐れ後の厚さ(mm)
tcr: 円筒胴と円すい胴の端部での円すい胴の計算厚さ,又は円筒胴と円すい形鏡板の端部での円す
い形鏡板の計算厚さ(mm)
te: 円すい胴の計算厚さで,t cos θとする(mm)。
ts: 円筒胴の腐れ後の厚さ(mm)
y: 円筒胴及び円すい胴の強度で,次による(N2/mm4)。
円筒胴の強め輪の場合 :y=σsEs
円すい胴の強め輪の場合:y=σcEc
η: 円筒胴の長手継手の溶接継手効率。ただし,円筒胴と円すい胴の端部又は円筒胴と円すい形鏡
板の端部で,突合せ溶接継手に圧縮荷重が作用する場合には1.0とする。
θ: 円すい頂角の1/2の角度(度)
σac: 外圧に対する許容応力で,設計温度における許容引張応力の2倍の値,又は図E.10においてA
の値に対して設計温度に対応する材料曲線から得られるBの値の2倍に0.9を乗じて得られる
値のいずれか小さい値(N/mm2)
σc: 設計温度における円すい胴の材料の許容引張応力(N/mm2)
σr: 設計温度における強め輪の材料の許容引張応力(N/mm2)
σs: 設計温度における円筒胴の材料の許容引張応力(N/mm2)
Δ: 円筒胴と円すい胴の端部又は円筒胴と円すい形鏡板の端部において,θ≦60°の範囲で強め材
が必要となる円すい胴の角度(表E.5参照)(度)。ただし,Δ≧θとなる場合は,強め材は不要
とする。
E.4.2 円筒胴の計算厚さ
外圧を保持する円筒胴の計算厚さは,長手継手が重ね溶接継手の場合を除き,次の手順及びa) 又はb) に
よって算定する。
なお,円筒胴の長手継手が重ね溶接継手の場合は,Pの代わりに2Pを用いる。
手順1 tを仮定し,L/Do及びDo/tを計算する。
手順2 図E.9において,手順1で得られるL/Doを縦軸にとる。
148
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
L/Do>50の場合はL/Do=50とする。また,L/Do<0.05の場合はL/Do=0.05とする。
手順3 手順2で得られる点から水平に線を引き,手順1で得られるDo/tに対応する曲線との交点を得
る。Do/tに対応する曲線がない場合は,補間によって交点を得る。そして,交点から垂線を下
ろし,Aの値を読む。
a) Do / t≧10の場合
手順4 円筒胴の材料に対応する図を図E.10から選び,図の横軸に手順3から得られるAの値をとる。
1) この点から横軸に垂線を立て,設計温度に対応する材料曲線との交点を得る。設計温度に
対応する材料曲線がない場合は,補間によって交点を得る。
2) Aの値が材料曲線の右端から更に右方にある場合は,右端から水平に材料曲線を延長して
1) の操作によって交点を得る。
3) 1) 又は2) の操作で得られる交点から水平に線を引き,図の右側の縦軸との交点からBの
値を読み取る。Aの値が材料曲線の左側にある場合は,B=0.5EAとする。
手順5 手順4の3) で得られるBの値を用い,次の式から手順1で仮定したtに対する許容外圧Paを
計算する。
o
a
3
4
D
Bt
P=
手順6 手順5で得られるPaとPを比較し,Pa<Pの場合には,手順1で仮定したtを少し大きくして
同じ手順を繰り返し,Pa≧Pを満足するtを計算する。
b) Do / t<10の場合
手順7 手順4の1)〜3) によってBの値を得る。ただし,Do/t<4の場合は,次の式からAの値を計算
する。
2
o
2
1.1
D
t
A=
A>0.1の場合は,A=0.1とする。
手順8 手順7で得られるBの値を用い,次の式から手順1で仮定したtに対するPa1を計算する。
B
D
t
P
−
=
3
083
.0
167
.2
o
1a
手順9 次の式から手順1で仮定したtに対するPa2を計算する。
−
=
o
o
ac
a2
1
2
D
t
D
t
P
σ
手順10 Pa1又はPa2のいずれか小さい値を手順1で仮定したtに対する許容外圧Paとし,PaとPを比
較し,Pa<Pの場合には,手順1で仮定したtを少し大きくして同じ手順を繰り返し,Pa≧P
を満足するtを計算する。
E.4.3 球形胴の計算厚さ
外圧を保持する球形胴の計算厚さは,継手が重ね溶接継手の場合を除き,次の手順によって求める。
なお,球形胴の継手が重ね溶接継手の場合は,Pの代わりに2Pを用いる。
手順1 tを仮定し,次の式からAを計算する。
o
25
.0
D
t
A=
A>0.1の場合は,A=0.1とする。
149
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
手順2 手順1で得られるAの値を用い,E.4.2 a) の手順4と同様にしてBの値を得る。
手順3 手順2で得られるBの値を用い,次の式から手順1で仮定したtに対する許容外圧Paを計算
する。
o
a
2
D
Bt
P=
手順4 手順3で得られるPaとPを比較し,Pa<Pの場合には,手順1で仮定したtを少し大きくし
て同じ手順を繰り返し,Pa≧Pを満足するtを計算する。
E.4.4 円すい胴の計算厚さ
外圧を保持する円すい胴で,E.4.7によって円筒胴と円すい胴大径端の端部及び円筒胴と円すい胴小径端
の端部の両方が支持線となる場合の計算厚さは,長手継手が重ね溶接継手の場合を除き,次の手順及びa)
〜d) によって算定する。
なお,円すい胴の長手継手が重ね溶接継手の場合は,Pの代わりに2Pを用いる。
注記 円筒胴と円すい胴大径端の端部及び円筒胴と円すい胴小径端の端部の両方又はいずれかを支持
線としない場合でも[E.4.7のa) 4) 及びb) 4) 参照],円すい胴の計算厚さは,次の手順及び
a)〜d) によって算定する。ただし,端部を支持線としない場合,円すい胴の腐れ後の厚さは,
隣接する円筒胴の計算厚さ以上とする[図E.11の注a) 参照]。
手順1 teを仮定し,Le/DL及びDL/teを計算する。
手順2 図E.9において,手順1で得られるLe/DLをL/Doと読み替え,その値を縦軸にとる。L/Do>50
の場合はL/Do=50とする。また,L/Do<0.05の場合はL/Do=0.05とする。
手順3 手順2で得られる点から水平に線を引き,手順1で得られるDL/teをDo/tと読み替え,その値に
対応する曲線との交点を得る。Do/tに対応する曲線がない場合は,補間によって交点を得る。
そして,交点から垂線を下ろし,Aの値を読む。
a) 円すいの頂角の1/2が60°以下で,かつ,DL / te≧10の場合
手順4 円すい胴の材料に対応する図を図E.10から選び,図の横軸に手順3で得られるAの値から次の
1)〜3) によってBの値を得る。
1) この点から横軸に垂線を立て,設計温度に対応する材料曲線との交点を得る。設計温度に
対応する材料曲線がない場合は,補間によって交点を得る。
2) Aの値が材料曲線の右端から更に右方にある場合は,右端から水平に材料曲線を伸ばして
1) によって交点を得る。
3) 1) 又は2) で得られる交点から水平に線を引き,図の右側の縦軸との交点からBの値を読
み取る。Aの値が材料曲線の左側にある場合は,B=0.5EAとする。
手順5 手順4の3) で得られるBの値を用い,次の式から手順1で仮定したteに対する許容外圧Paを
計算する。
L
e
a
3
4
D
Bt
P=
手順6 手順5で得られるPaとPを比較し,Pa<Pの場合には,手順1で仮定したteを少し大きくして
同じ手順を繰り返し,Pa≧Pを満足するteを計算する。
手順7 E.4.7のa) 4) 及びb) 4) によって円筒胴と円すい胴の端部に適切な強め材を設ける。
b) 円すいの頂角の1/2が60°以下で,かつ,DL / te<10の場合
手順8 手順4の1)〜3) によってBの値を得る。ただし,DL / te<4の場合は,次の式からAの値を計
150
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
算する。
2
L
2
e
1.1
D
t
A=
A>0.1の場合は,A=0.1とする。
手順9 手順8で得られるBの値を用い,次の式から手順1で仮定したteに対するPa1を計算する。
B
D
t
P
−
=
3
083
.0
167
.2
L
e
a1
手順10 次の式から手順1で仮定したteに対するPa2を計算する。
−
=
L
e
L
e
ac
a2
1
2
D
t
D
t
P
σ
手順11 Pa1又はPa2のいずれか小さい値を手順1で仮定したteに対する許容外圧Paとし,PaとPを比
較し,Pa<Pの場合には,手順1で仮定したteを少し大きくして同じ手順を繰り返し,Pa≧P
を満足するteを計算する。
手順12 E.4.7のa) 4) 及びb) 4) によって円筒胴と円すい胴の端部に適切な強め材を設ける。
c) 円すいの頂角の1/2が60°を超える場合 円すい胴の計算厚さは,軸に直角に測った最大外径を直径
とする平鏡板(平板)の式による(E.3.6参照)。
d) 同軸でない円すい胴の場合 外圧を保持する同軸でない円すい胴[図E.1 b) 参照]で,E.4.7のa) 4) 及
びb) 4) によって円筒胴と円すい胴大径端の端部及び円筒胴と円すい胴小径端の端部の両方が支持線
となる場合の計算厚さは,θ1及びθ2のそれぞれを用いてa) によって得られる計算厚さのいずれか大
きい値とする。
なお,E.4.7のa) 4) 及びb) 4) による支持線の確認は,θ1又はθ2のいずれか大きい値を用いて行う。
E.4.5 鏡板の計算厚さ
外圧を保持する鏡板の計算厚さは,次のa)〜d) による。
a) 全半球形鏡板 外圧を保持する全半球形鏡板の計算厚さは,E.4.3による。
b) 皿形鏡板 外圧を保持する皿形鏡板の計算厚さは,次の1) 又は2) のいずれか大きい値とする。ただ
し,鏡板の材料が9 %ニッケル鋼の場合には,皿形鏡板は使用できない。
1) 内圧を保持する鏡板とみなし,Pを1.67倍としてE.3.3から得られる計算厚さ。
なお,鏡板に突合せ溶接継手がある場合は,溶接継手効率は1.0とする。
2) Doを皿形鏡板中央部の外半径の2倍とし,E.4.3に示す球形胴と同じ手順によって得られる計算厚
さ。
c) 半だ円形鏡板 外圧を保持する半だ円形鏡板の計算厚さは,次の1) 又は2) のいずれか大きい値とす
る。
1) 内圧を保持する鏡板とみなし,Pを1.67倍としてE.3.4から得られる計算厚さ。
なお,鏡板に突合せ溶接継手がある場合は,溶接継手効率は1.0とする。
2) E.4.3に示す球形胴と同じ手順で,Doを2KoDoに読み替えて得られる計算厚さ。ここで,Koは表E.4
に示す。
151
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表E.4−半だ円形鏡板のKoの値†
Do/(2ho)
1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.4
2.6
2.8
3.0
Ko
0.50
0.57
0.65
0.73
0.81
0.90
0.99
1.08
1.18
1.27
1.36
注記 表示の中間の値は,補間によって求める。
d) 円すい形鏡板 外圧を保持する円すい形鏡板の計算厚さは,E.4.4による。また,円筒胴と円すい形鏡
板の端部の強め材は,E.4.7の規定による。
E.4.6 円筒胴の強め輪
外圧を保持する円筒胴の強め輪は,断面二次モーメントI又はI' が次の式から得られる必要断面二次モ
ーメントIs又はIs' 以上とする。
(
)
14
/
s
s
s
2
o
s
A
L
A
t
L
D
I
+
=
(
)
9.
10
/
s
s
s
2
o
s
A
L
A
t
L
D
'
I
+
=
ここに,強め輪の寸法は,次の手順によって計算する。
手順1 円筒胴のDo,Ls及びtを計算する。強め輪の寸法を仮定して断面積Asを計算し,次の式からB
の値を計算する。
+
=
s
s
o
4
3
L
A
t
PD
B
手順2 円筒胴の材料に対応する図を図E.10から選び,図の右側の縦軸に手順1から得られるBの値を
とる。胴と強め輪の材料が異なる場合には,手順3において大きなAの値を与える材料の値を
とる。
手順3 手順2で得られる点から水平に線を引き,設計温度に対応する材料曲線との交点を得る。設計
温度に対応する材料曲線がない場合は,補間によって交点を得る。交点から垂線を下ろし,A
の値を読む。ただし,Bの値が図に示されている最小値より小さい場合は,A=2B/Eとする。
手順4 手順3で得られるAの値を用い,必要断面二次モーメントIs又はIs' を計算する。
手順5 手順1で仮定した強め輪の寸法から,断面二次モーメントI又はI' を計算する。
手順6 必要断面二次モーメントIs又はIs' が断面二次モーメントI又はI' より大きければ,より大きな
有効断面二次モーメントをもつ強め輪を仮定し,同じ手順を繰り返してI≧Is又はI'≧Is' を満足
する強め輪の寸法を計算する。
E.4.7 円筒胴と円すい胴,又は円筒胴と円すい形鏡板の端部の強め材
外圧を保持する円筒胴と円すい胴の端部の強め材は,次のa)〜c) による。
なお,円筒胴と円すい形鏡板の端部の場合は,円すい胴を円すい形鏡板と読み替える。
a) θ≦60°の場合の大径端 大径端に丸みを設けない場合で,P/σsηの値に対応して表E.5から得られる
Δの値がθより小さい場合は,次の1)〜3) によって円筒胴と円すい胴の端部に強め材を設け,円筒胴
と円すい胴大径端の端部を図E.11のb),e) 及びf) に示す支持線とする場合は,次の4) による。
152
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表E.5−大径端に丸みを設けない場合のΔの値†
P/(σsη)
0
0.002
0.005
0.010
0.02
Δ(度)
0
5
7
10
15
P/(σsη)
0.04
0.08
0.10
0.125
0.15
Δ(度)
21
29
33
37
40
P/(σsη)
0.20
0.25
0.30
0.35以上
Δ(度)
47
52
57
60
注記 表示の値の中間値は,補間によって求める。
1) 強め材の最小必要断面積は,次の式による。
−
−
=
θ
η
σ
θ
∆
L
L
L
s
L
L
rL
2
8
1
1
2
tan
Q
Q
PD
D
kQ
A
2) 円筒胴及び円すい胴の腐れ後の厚さが,それぞれの計算厚さより大きい場合は,次の式によって計
算した面積を強め材として算入することができる。
(
)
−
+
−
=
θ
cos
55
.0
rc
c
s
s
L
eL
t
t
t
t
t
D
A
3) 強め材の有効範囲 強め材の断面積のうち,強め材として有効な範囲は,円筒胴と円すい胴の端部
中心から表面に沿って測った距離が端部中心の両側にそれぞれ
2
/)
(
s
Lt
D
以内とし,かつ,強め輪
の断面積の図心の位置は端部中心から
2
/)
(
25
.0
s
Lt
D
の距離以内とする。
4) 円筒胴と円すい胴大径端の端部を支持線とする場合 円筒胴と円すい胴大径端の端部を図E.11の
b),e) 及びf) に示す支持線とする場合は,次の手順によって端部に強め輪を設ける。
手順1 円筒胴及び円すい胴のDL,LDL及びtを計算する。強め輪の寸法を仮定して等価合計断
面積ATLを計算し,次の式からBの値を計算する。
TL
L
L
4
3
A
D
F
B=
ここに, FL=PM
θ
θ
tan
6
2
4
tan
L
2
s
2
L
DL
L
D
D
D
L
D
M
−
+
+
−
=
手順2 胴の材料に対応する図を図E.10から選び,図の右側の縦軸に手順1から得られるBの値
をとる。胴と強め輪の材料が異なる場合は,手順3において大きなAの値を与えるほう
の材料の値をとる。
手順3 手順2で得られる点から水平に線を引き,設計温度に対応する材料曲線との交点を得る。
交点から垂線を下ろし,Aの値を読む。ただし,Bの値が図に示されている最小値より
小さい場合は,A=2B/Exとする。
なお,Bの値が設計温度に対応する材料曲線から上にある場合は,円筒胴と円すい胴
の端部の形状の変更,強め輪の位置の変更,又は圧縮荷重が小さくなるような対策をと
ることによってBの値が材料曲線の下に位置するように調整を行う。
手順4 手順3で得られるAの値を用い,次の式から必要断面二次モーメントIs又はIs' を計算す
る。
153
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
0.
14
TL
2
L
s
A
AD
I=
9.
10
TL
2
L
s
A
AD
'
I=
手順5 手順1で仮定した強め輪の寸法から,断面二次モーメントI又はI' を計算する。
手順6 必要断面二次モーメントIs又はIs' が断面二次モーメントI又はI' より大きければ,より
大きな有効断面二次モーメントをもつ強め輪を仮定し,同じ手順を繰り返して,I≧Is又
はI'≧Is' を満足する強め輪の寸法を定める。
b) θ≦60°の場合の小径端 小径端に丸みを設けない場合は,次の1)〜3) によって円筒胴と円すい胴の
端部に強め材を設け,円筒胴と円すい胴小径端の端部を支持線とする場合は,次の4) による。
1) 強め材の最小必要断面積は,次の式による。
η
σ
θ
s
s
s
rs
2
tan
D
kQ
A=
ただし,円筒胴の長手継手が突合せ溶接継手の場合は,η=1としてもよい。
2) 円筒胴及び円すい胴の腐れ後の厚さが,それぞれの計算厚さより大きい場合は,次の式によって計
算した面積を強め材として算入することができる。
(
)
−
+
−
=
θ
cos
55
.0
cr
c
s
s
s
es
t
t
t
t
t
D
A
3) 強め材の有効範囲 強め材の断面積のうち,強め材として有効な範囲は,円筒胴と円すい胴の端部
中心から表面に沿って測った距離が端部中心の両側にそれぞれ
2
/)
(
s
st
D
以内とし,かつ,強め輪の
断面積の図心の位置は端部中心から
2
/)
(
25
.0
s
st
D
の距離以内とする。
4) 円筒胴と円すい胴小径端の端部を支持線とする場合 円筒胴と円すい胴小径端の端部を図E.11の
e) 及びf) に示す支持線とする場合は,次の手順によって端部に強め輪を設ける。
手順1 円筒胴及び円すい胴のDs,LDs及びtを計算する。強め輪の寸法を仮定して等価合計断面
積ATsを計算し,次の式からBの値を計算する。
s
T
s
s
4
3
A
D
F
B=
ここに,
Fs=PN
θ
θ
tan
12
2
4
tan
s
2
s
2
L
Ds
s
D
D
D
L
D
N
−
+
+
=
手順2 a) 4) の手順2及び手順3に示した方法でAの値を得る。
手順3 手順2で得られるAの値を用い,次の式から必要断面二次モーメントIs又はIs' を計算す
る。
0.
14
Ts
2
s
s
A
AD
I=
9.
10
Ts
2
s
s
A
AD
'
I=
手順4 手順1で仮定した強め輪の寸法から断面二次モーメントI又はI' を計算する。
手順5 必要断面二次モーメントIs又はIs' が断面二次モーメントI又はI' より大きければ,より
大きな有効断面二次モーメントをもつ強め輪を仮定し,同じ手順を繰り返して,I≧Is又
154
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
はI'≧Is' を満足する強め輪の寸法を定める。
c) θ>60°の場合 θ>60°の場合の円筒胴と円すい胴の端部の強め材の計算,又は2種類以上の形状を
組み合わせた円すい胴の強め材の計算は,はり理論に基づく計算又は有限要素法による数値解析によ
る。
これらの方法は,a) 及びb) の計算方法の代替として用いてもよい。
155
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図E.9−外圧又は圧縮荷重を受ける円筒胴の形状曲線†
(全ての材料)
156
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図E.10の材料曲線は,表B.1,表B.2及び表B.3に示す外圧チャート番号と併せて使用する。
なお,表B.1,表B.2及び表B.3で参照していない外圧チャート番号のうち (27) を除いて (10),(11),
(22),(31),(37),(39),(42),(43),(48),(53),(54),(55),(56) 及び (57) は,欠番とする。
図中の記号は,次による。
A: 図E.9から得られる値
B: 図E.10において,設計温度(縦弾性係数)に対応する材料曲線を用い,Aの値から得られる
値(N/mm2)
E: 材料の縦弾性係数(N/mm2)
σy: 材料規格に規定されている常温の降伏点又は耐力(以下,材料規格の降伏点という。)(N/mm)
(1) 炭素鋼及び低合金鋼(材料規格の降伏点165 N/mm2以上205 N/mm2未満)
並びに405系及び410系ステンレス鋼
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線
157
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 炭素鋼及び低合金鋼(材料規格の降伏点205 N/mm2以上,設計温度150 ℃を超える場合に適用。)
並びに405系及び410系ステンレス鋼
(3) 炭素鋼,低合金鋼及び熱処理によって特性を改善した鋼
(材料規格の降伏点260 N/mm2以上,設計温度150 ℃以下の場合に適用。)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
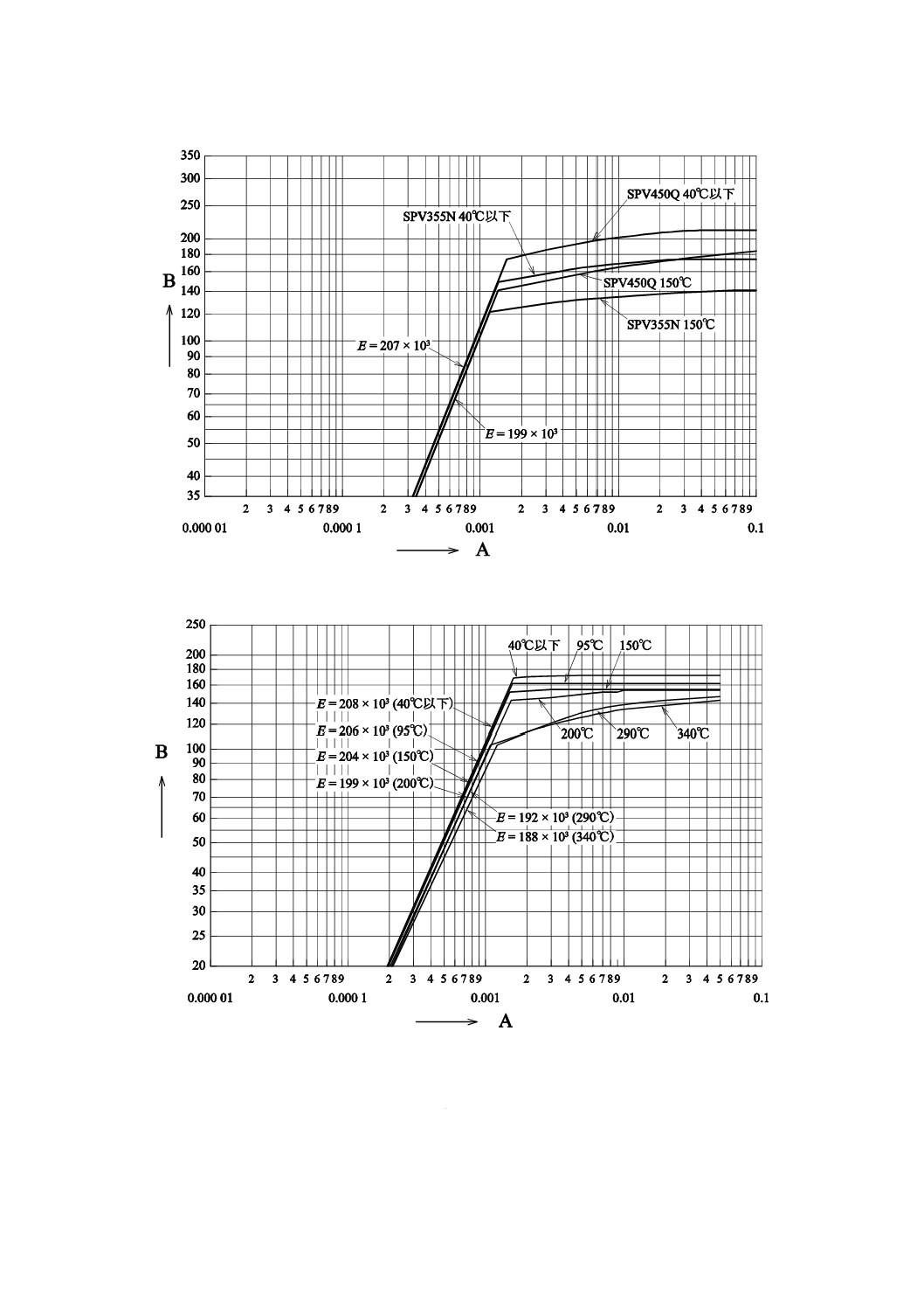
158
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 圧力容器用鋼板(JIS G 3115のSPV355N及びSPV450Q)
(5) 圧力容器用調質型合金鋼鍛鋼品(JIS G 3204のSFVQ1A及びSFVQ2A),
ボイラ・圧力容器用マンガンモリブデン鋼及びマンガンモリブデン
ニッケル鋼鋼板(JIS G 3119のSBV1B,SBV2及びSBV3)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
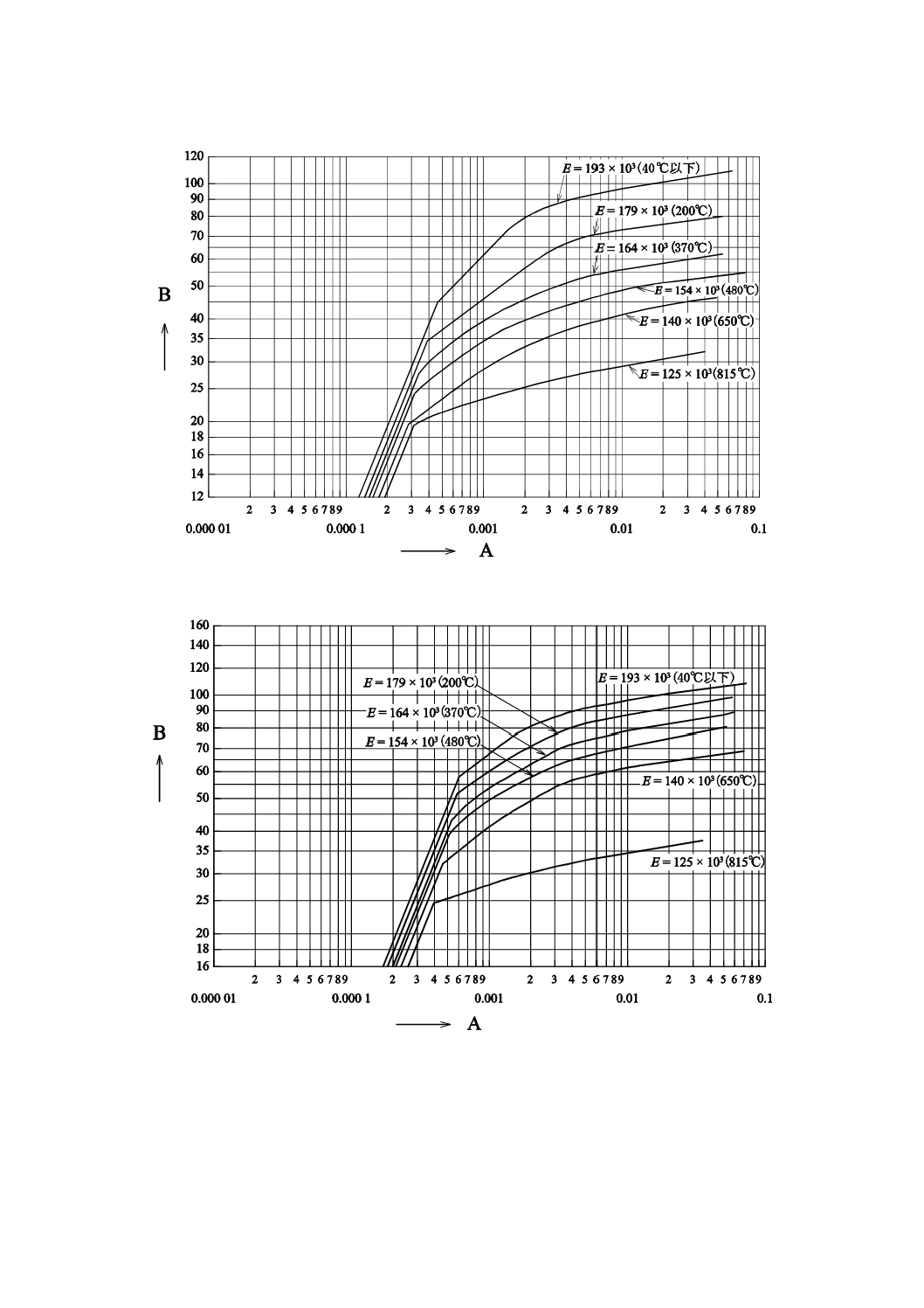
159
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(6) 304系ステンレス鋼
(7) 309系(設計温度595 ℃以下の場合に適用。)310系,316系,317系,321系,347系,329J1
(設計温度400 ℃以下の場合に適用。)及び430系(設計温度370 ℃以下の場合に適用。)ステンレス鋼
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
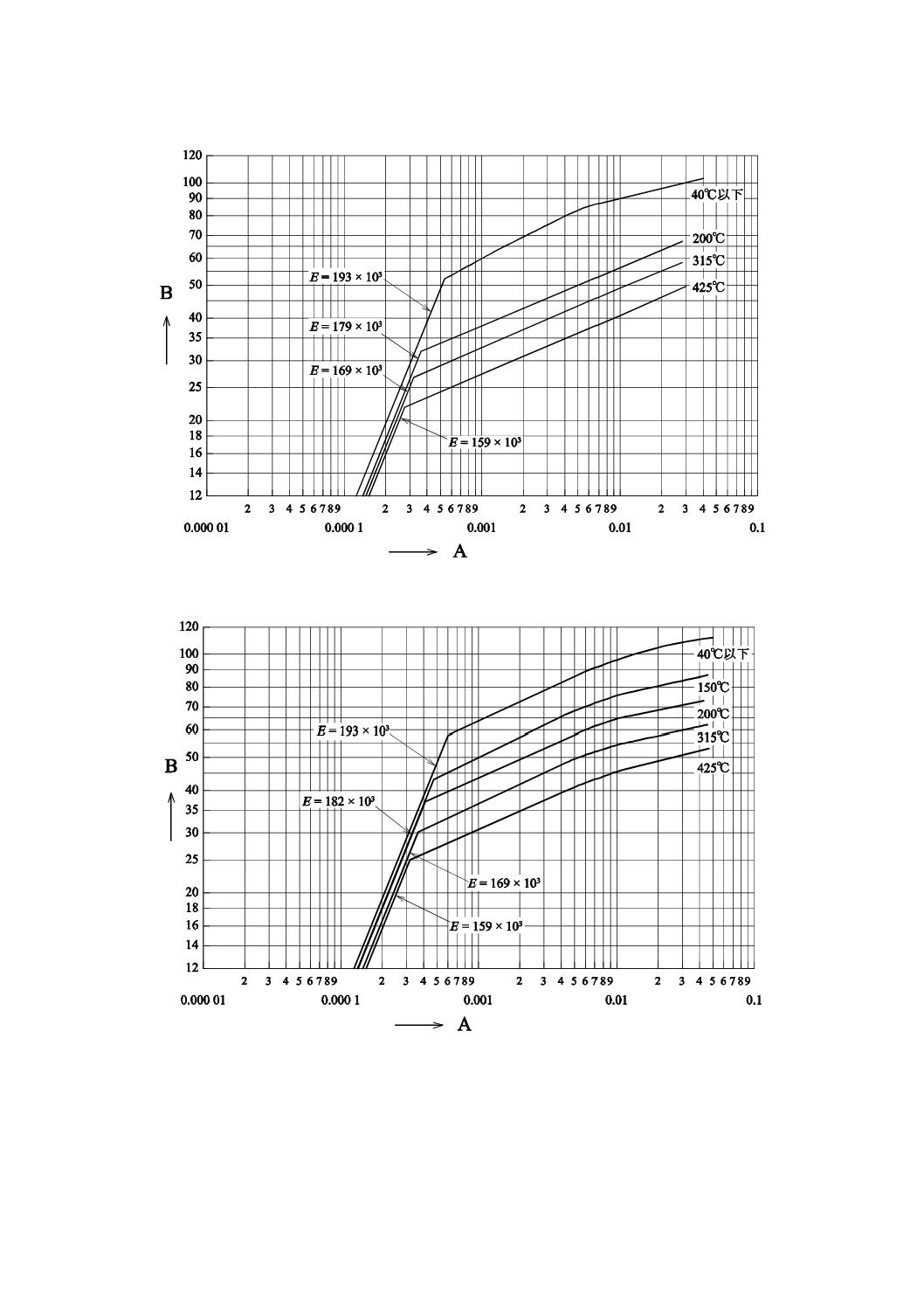
160
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(8) 304L系ステンレス鋼
(9) 316L系及び317L系ステンレス鋼
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
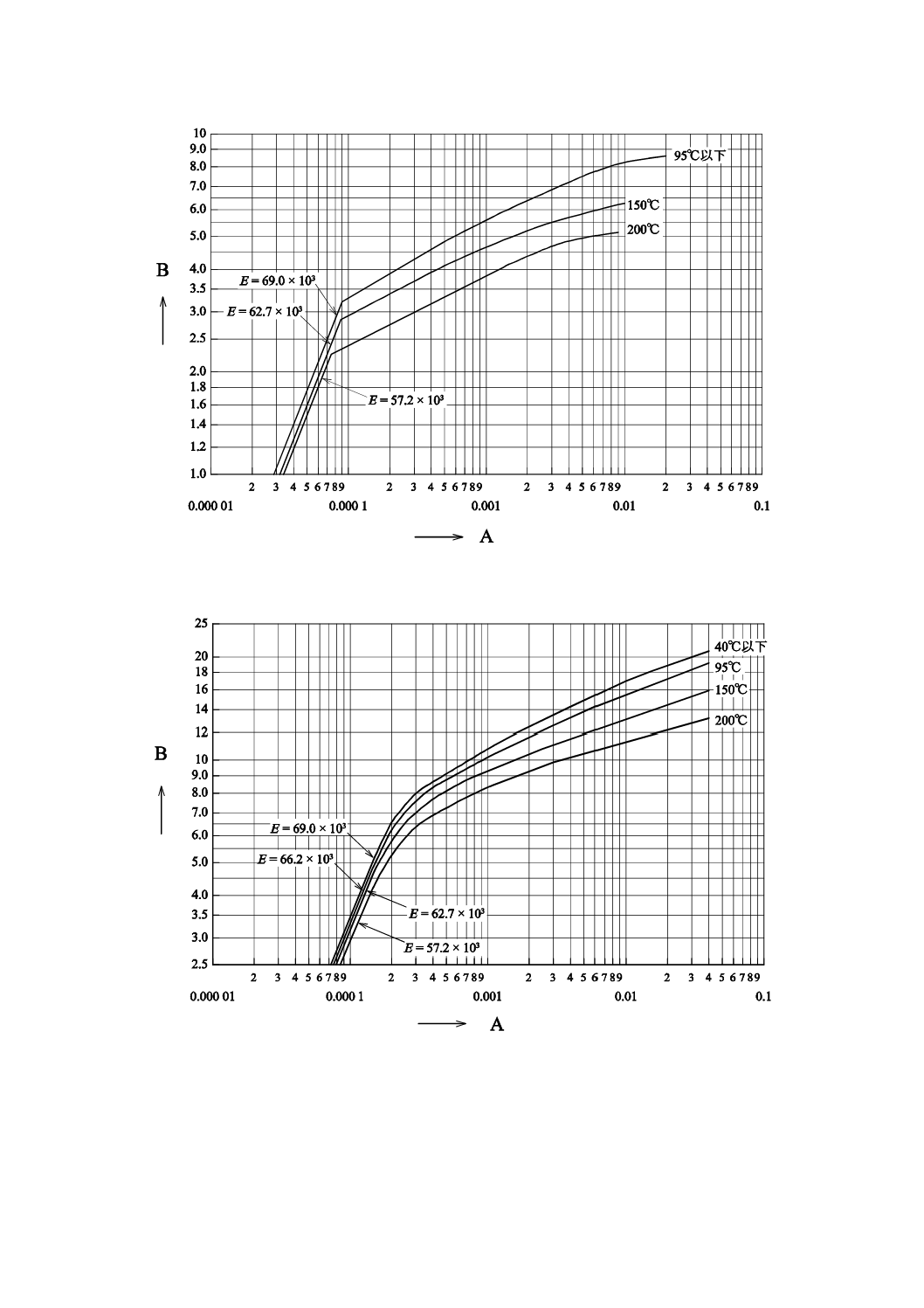
161
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(12) アルミニウム及びアルミニウム合金
(記号A1050,A1070,A1080,A1100及びA1200。ただし,記号A1070及びA1080は,
質別O及びH112を除く。材料規格の0.2 %耐力の規定と確認が必要。)
(13) アルミニウム及びアルミニウム合金
[記号A3003及びA3203の質別O,H12,H22及びH112,記号A6063の質別T1,T5及びT6
(継目無管だけに適用)。材料規格の0.2 %耐力の規定と確認が必要。]
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
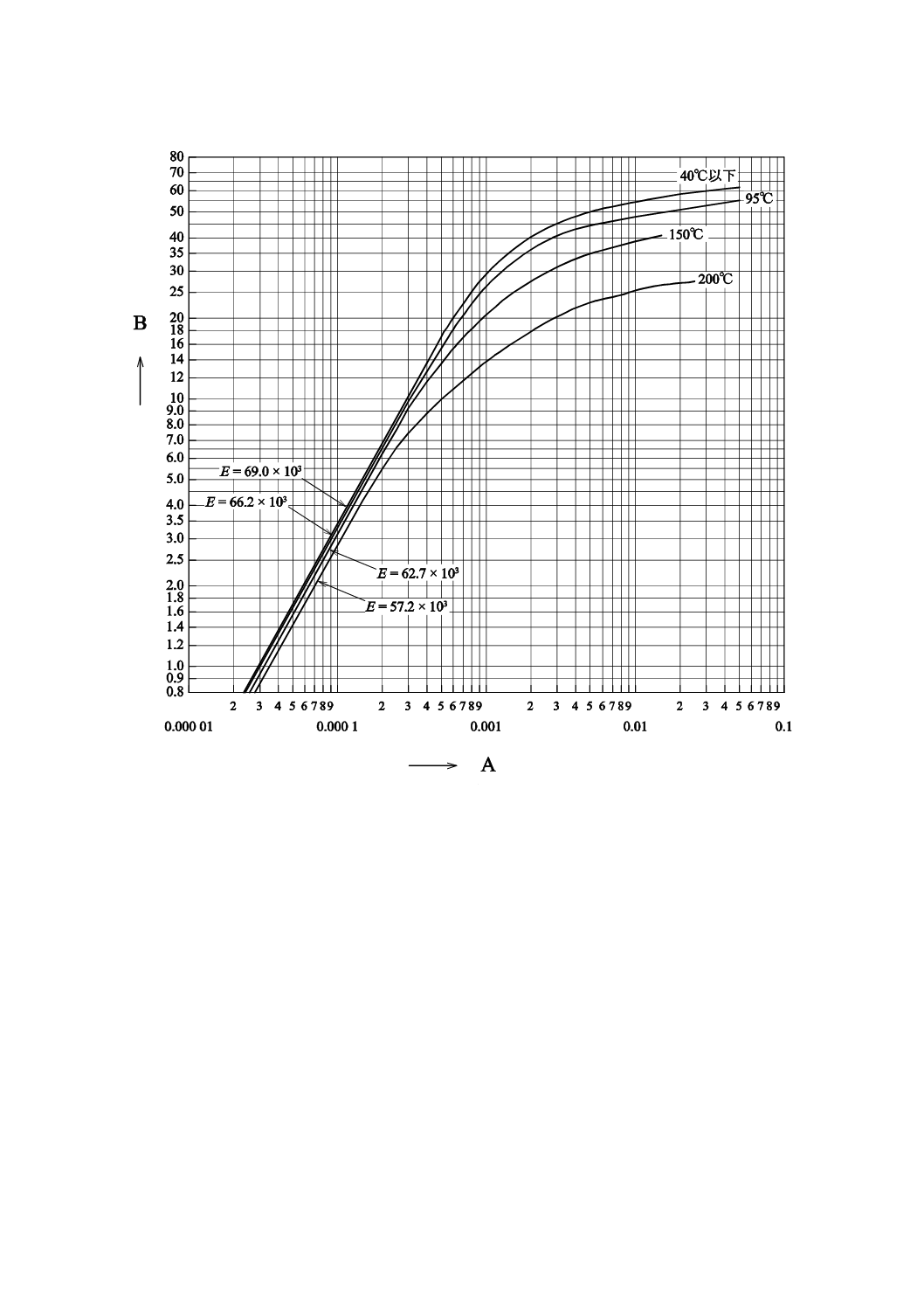
162
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(14) アルミニウム及びアルミニウム合金
[記号A3003及びA3203の質別H14及びH24。溶接する場合は適用できない。
H14の溶接管は (13) を適用,材料規格の0.2 %耐力の規定と確認が必要。]
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
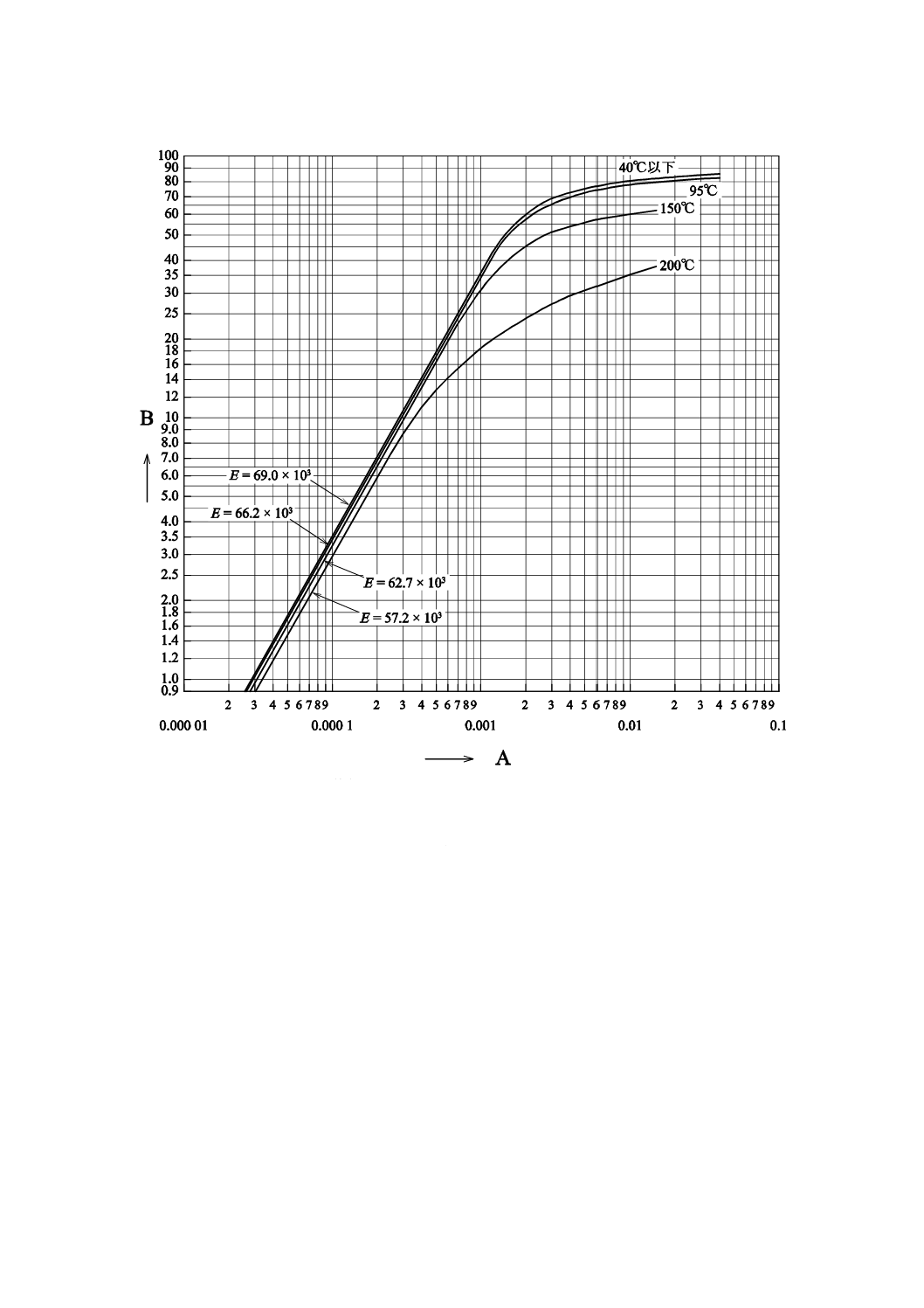
163
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(15) アルミニウム及びアルミニウム合金
[記号A5052の質別H14及びH34。記号A3004の質別H34。溶接する場合は適用できない。
H14及びH34の溶接管は (17) を適用,材料規格の0.2 %耐力の規定と確認が必要。]
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
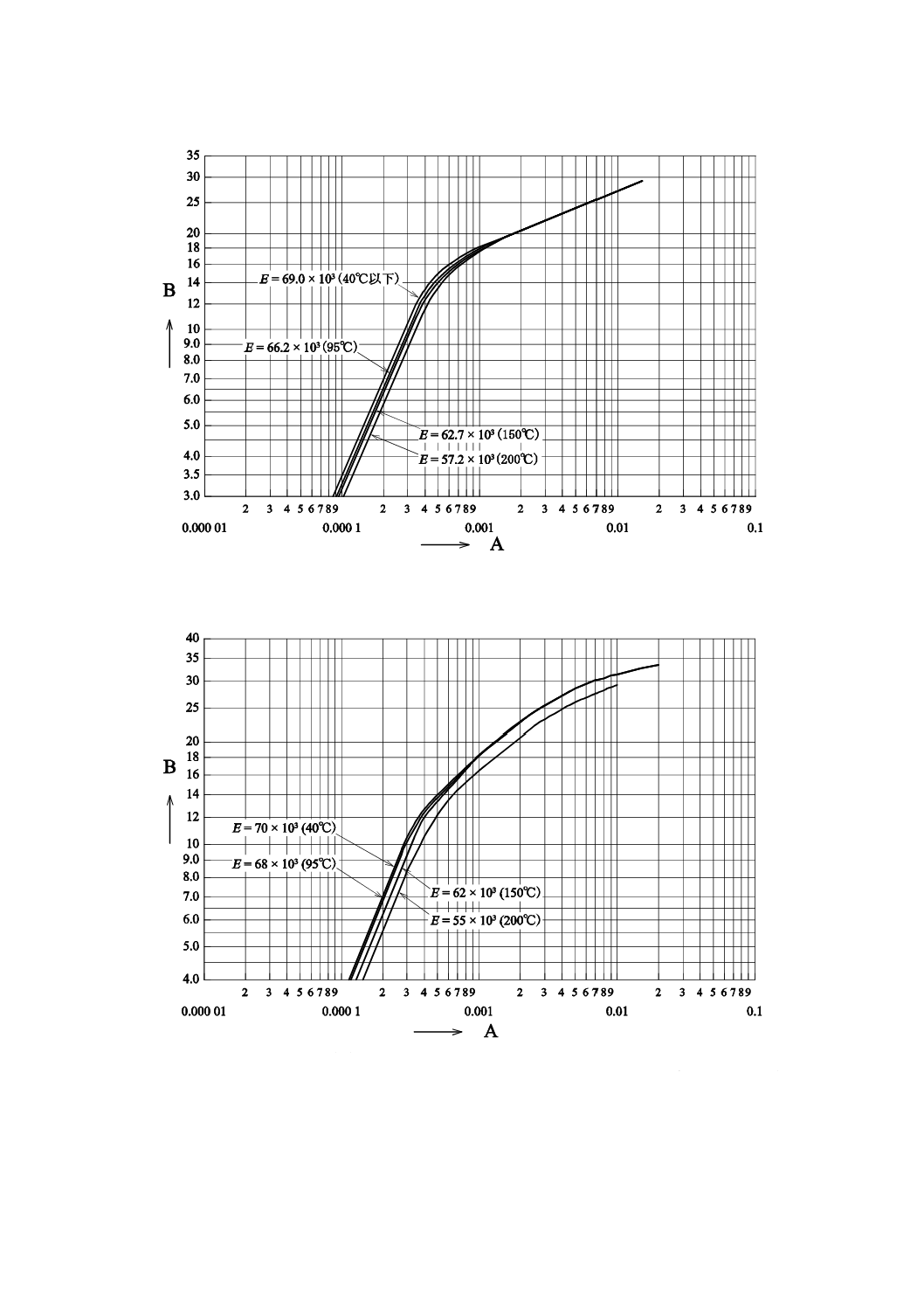
164
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(16) アルミニウム及びアルミニウム合金
(記号A3004の質別O及びH32。材料規格の0.2 %耐力の規定と確認が必要。)
(17) アルミニウム及びアルミニウム合金
(記号A5052の質別O,H12,H14,H32,H34及びH112。材料規格の0.2 %耐力の規定と確認が必要。)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
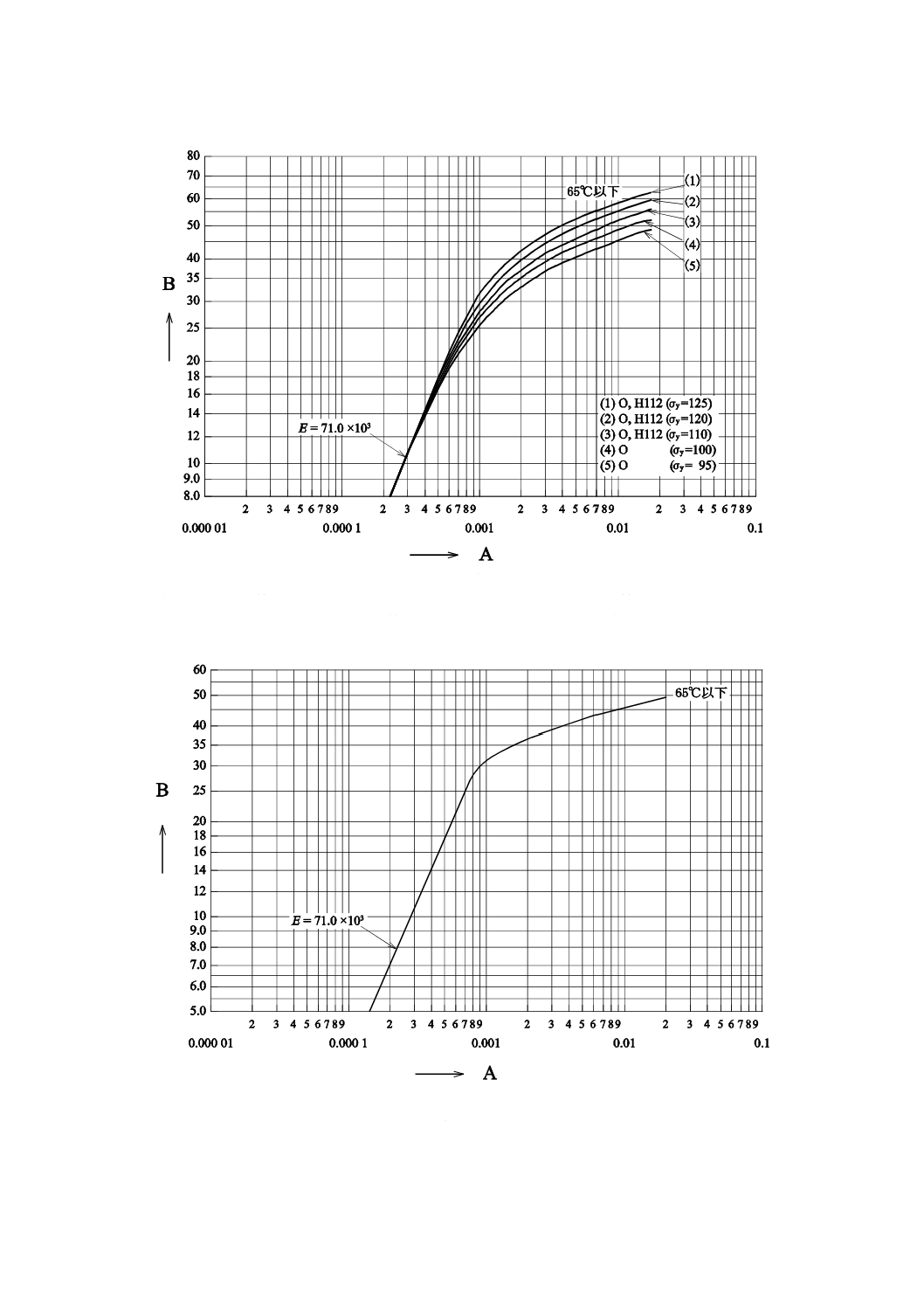
165
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(18) アルミニウム及びアルミニウム合金
(記号A5083の質別O,H32,H112及びH321,記号A5086及びA5154の質別H32及びH34,及び
記号A5254の質別H12,H14,H22,H24及びH32)
(19) アルミニウム及びアルミニウム合金(記号A5086の質別O及びH112)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
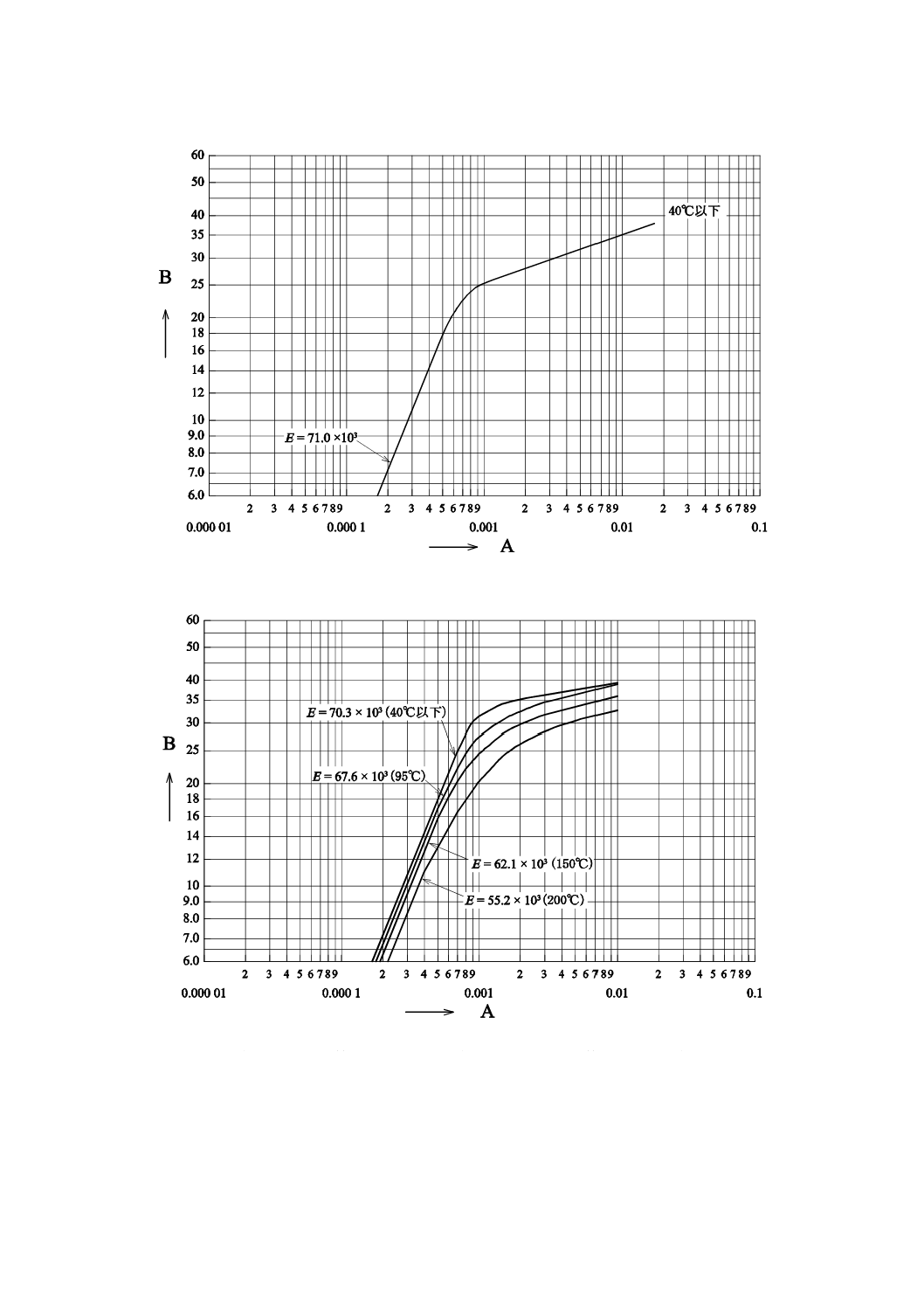
166
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(20) アルミニウム及びアルミニウム合金(記号A5154及びA5254の質別O及びH112)
(21) アルミニウム及びアルミニウム合金
(記号A5454の質別O及びH112,並びに記号A2014の質別T4及びT6)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
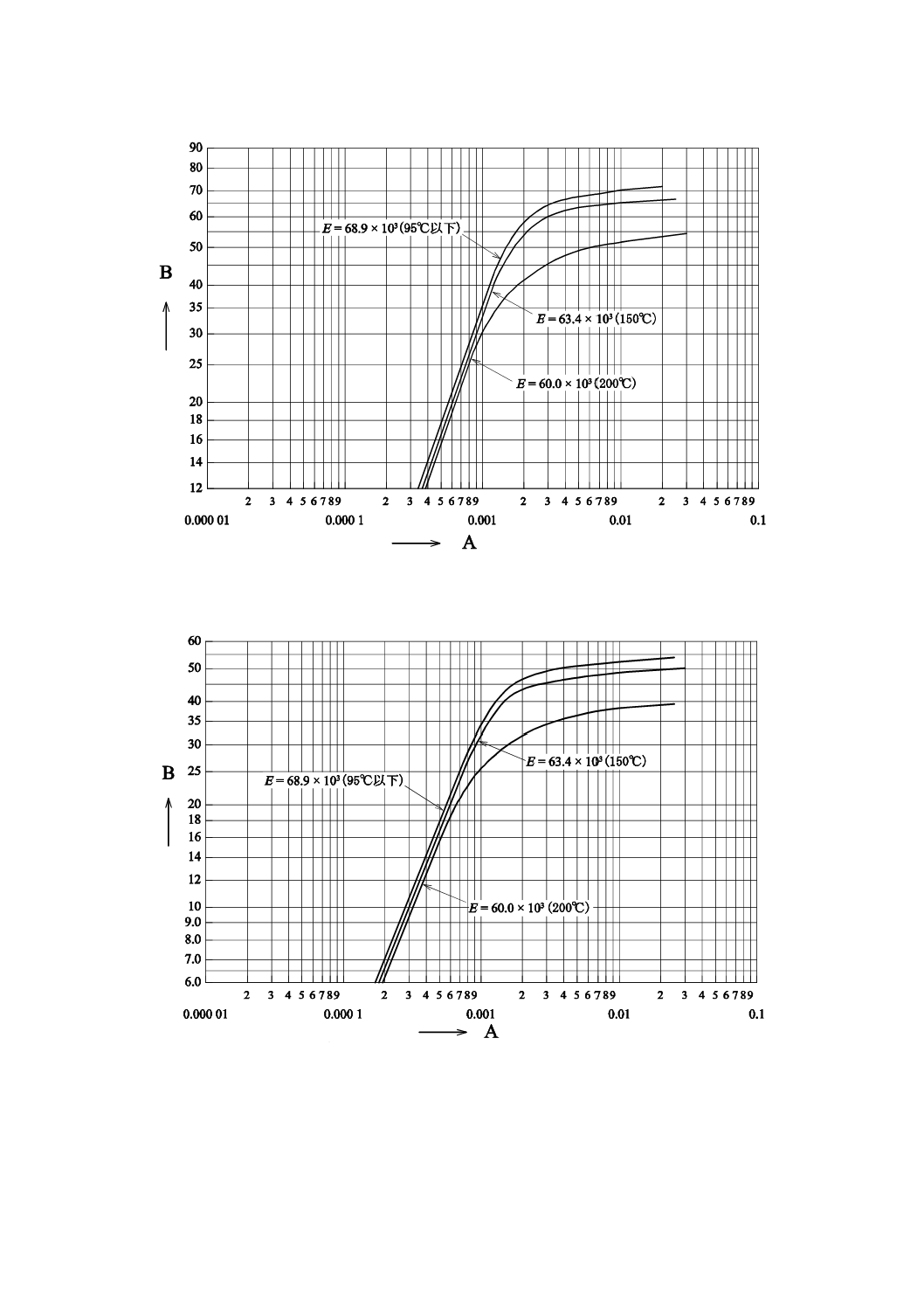
167
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(23) アルミニウム及びアルミニウム合金(記号A6061の質別記号T6及びT651。
A5356及びA5556の溶加棒・溶接ワイヤを用いて溶接する場合,全ての母材の厚さに適用する。
また,A4043及びA5554の溶加棒・溶接ワイヤを用いて溶接する場合,母材の厚さ10 mm以下に適用する。)
(24) アルミニウム及びアルミニウム合金(記号A6061の質別T4,T451,T6及びT651。
質別T4及びT451にA4043,A5536,A5554及びA5556の溶加棒・溶接ワイヤを用いて溶接する場合は,
全ての母材の厚さに適用する。また,質別T6及びT651にA4043及びA5554の溶加棒・溶接ワイヤを用いて
溶接する場合は,10 mmを超える母材の厚さに適用する。)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
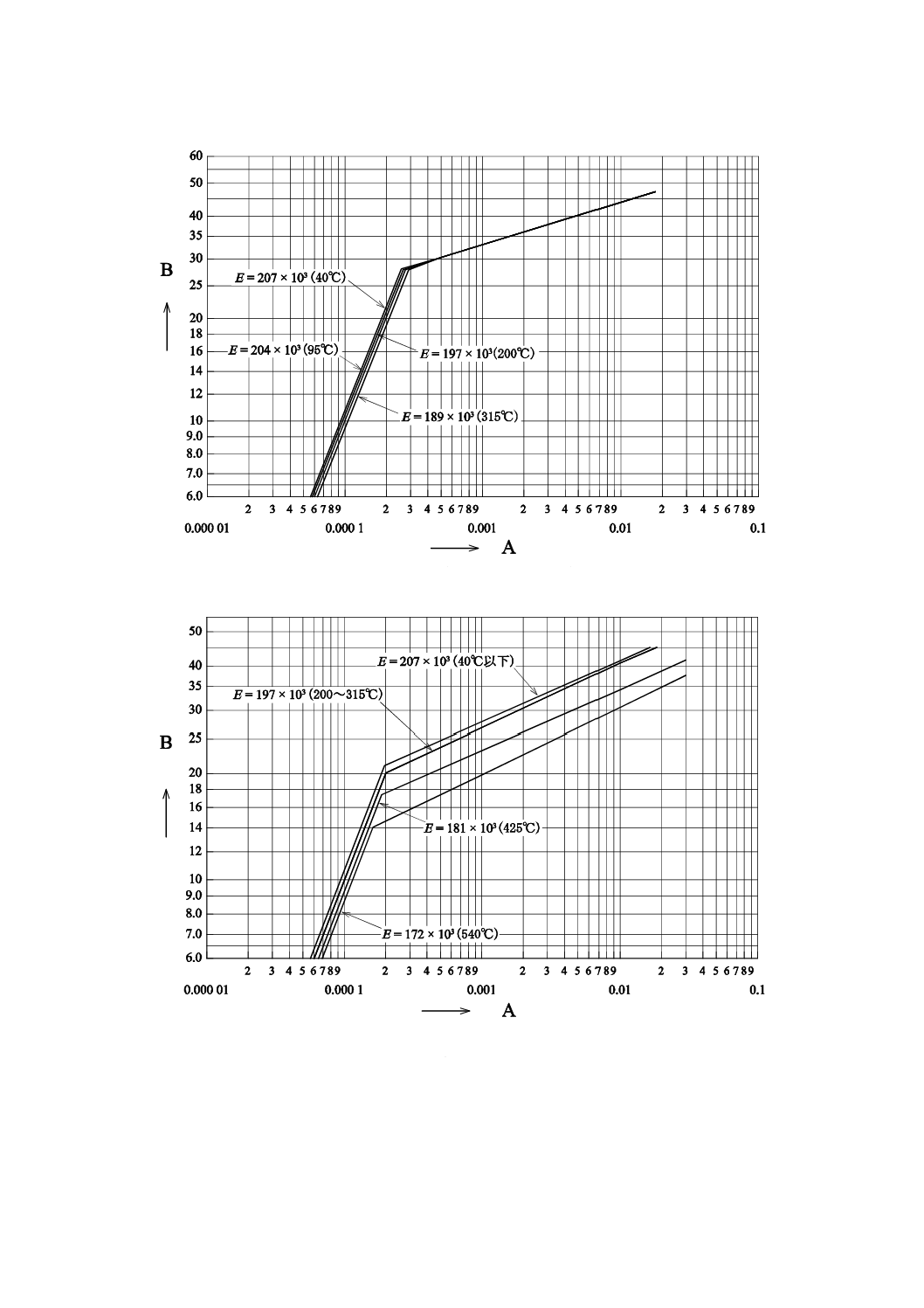
168
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(25) ニッケル(焼なまし NW2200)
(26) 低炭素ニッケル(焼なまし NW2201)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)

169
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(27) 加工硬化ニッケル
(28) ニッケル銅合金(焼なまし NW4400。0.2 %耐力が195 N/mm2以上であることの確認が必要。)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
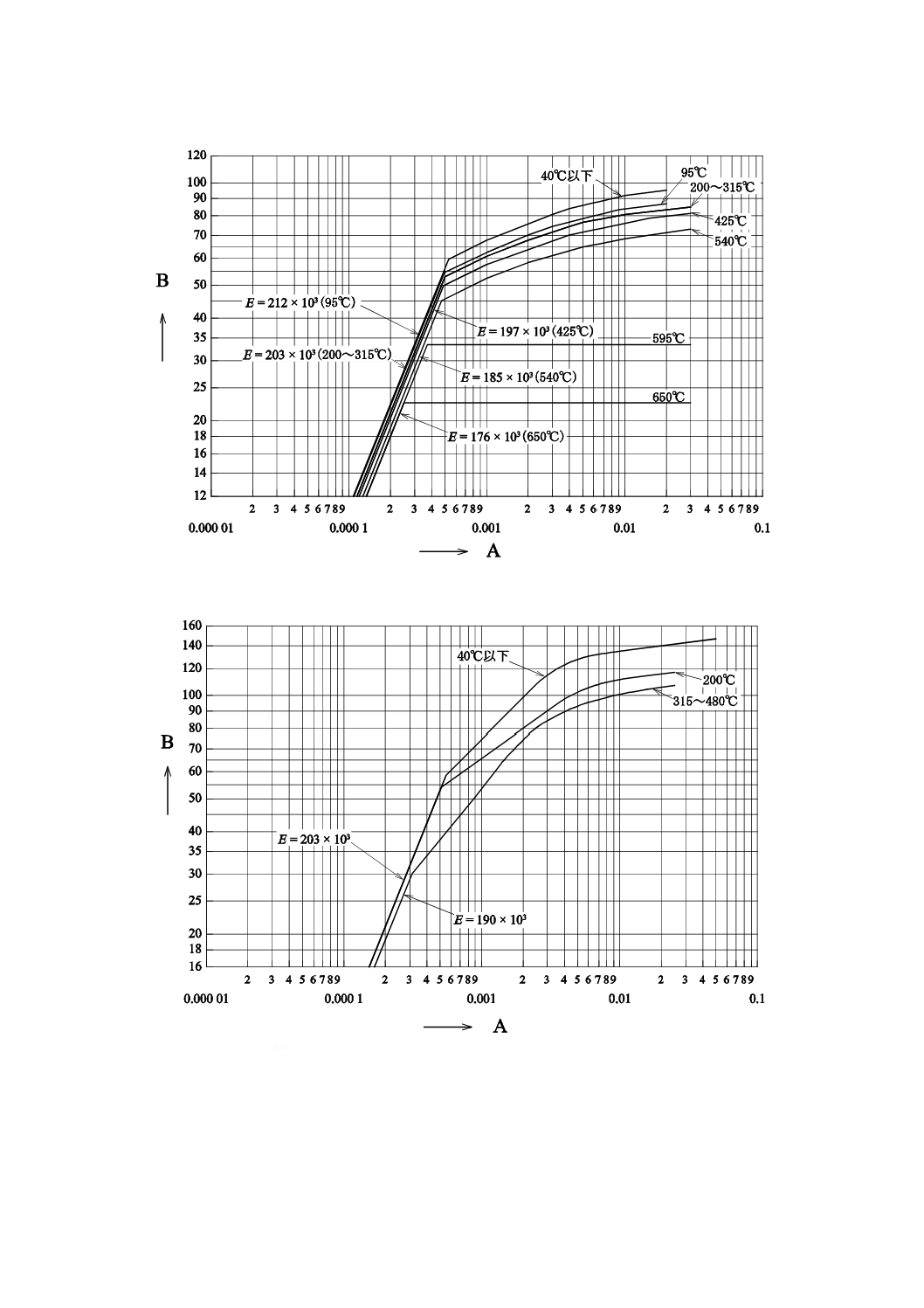
170
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(29) ニッケルクロム鉄合金(焼なまし NW6600及びNCF600)
(30) ニッケルモリブデン合金(NW0001 HASTELLOY B)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
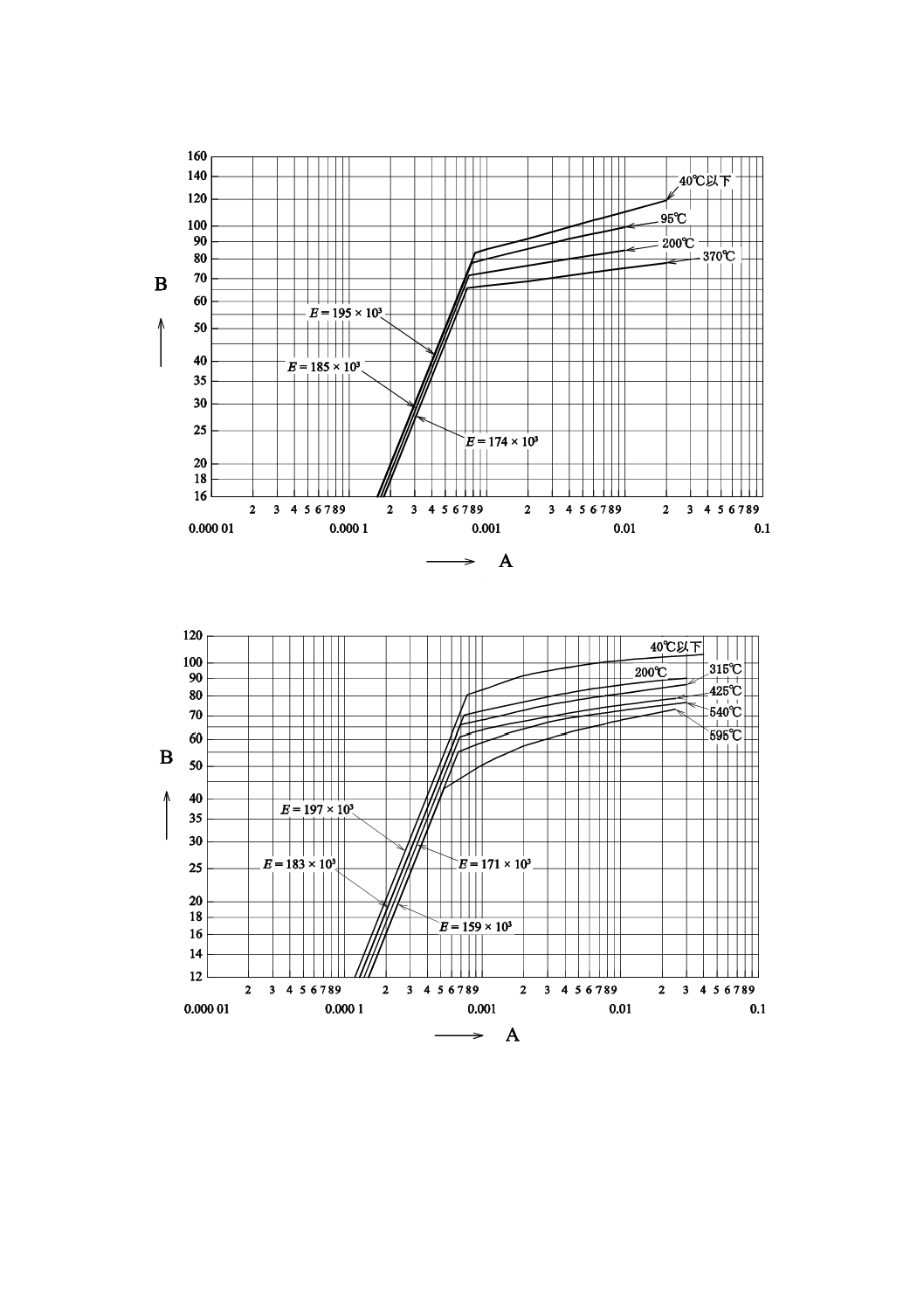
171
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(32) ニッケル鉄クロムモリブデン銅合金(NCF825)
(33) ニッケルクロム鉄合金(焼なまし NCF800)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
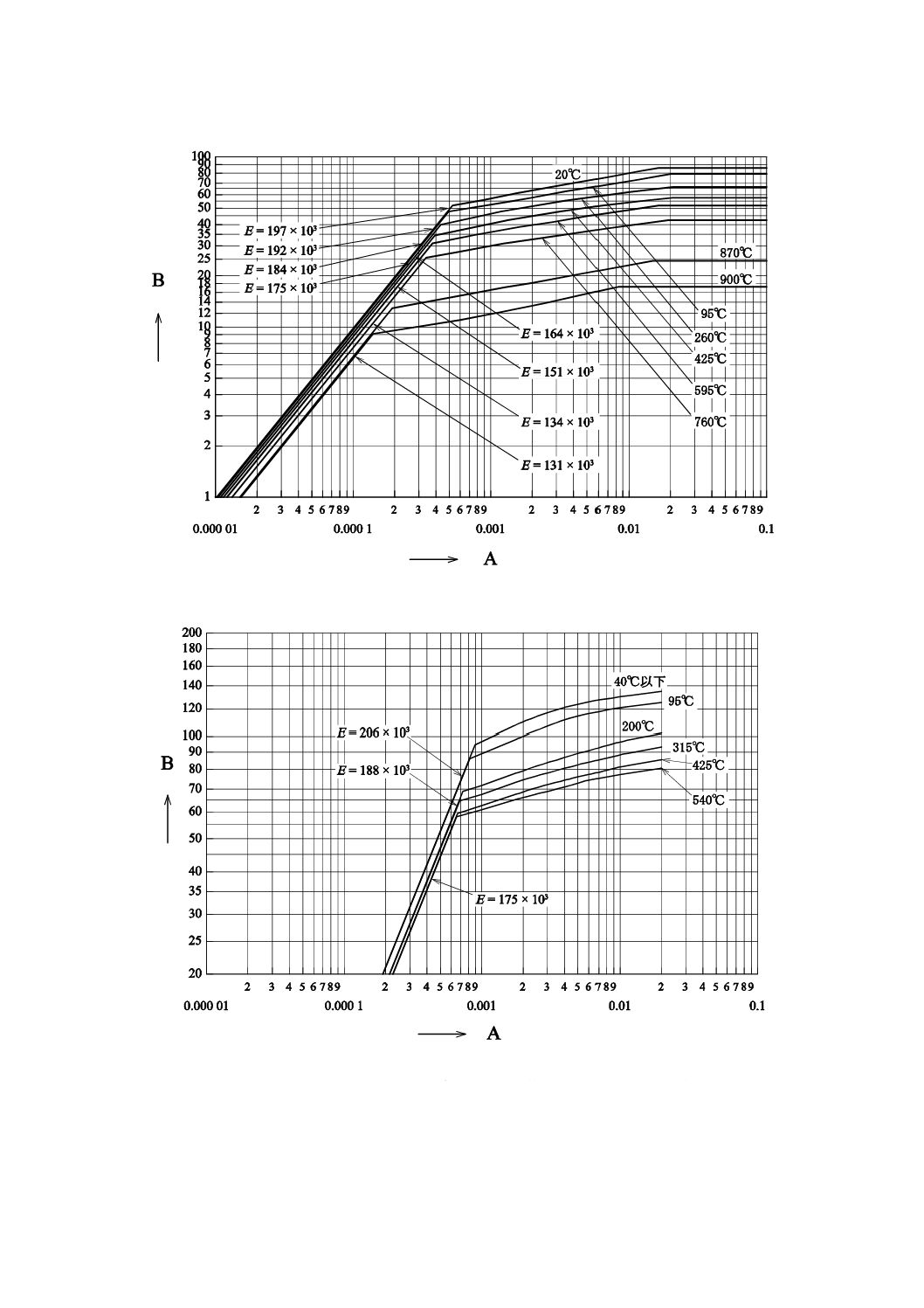
172
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(34) ニッケルクロム鉄合金(固溶化熱処理NCF800H)
(35) 低炭素ニッケルモリブデンクロム合金(NW0276 HASTELLOY C-276)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
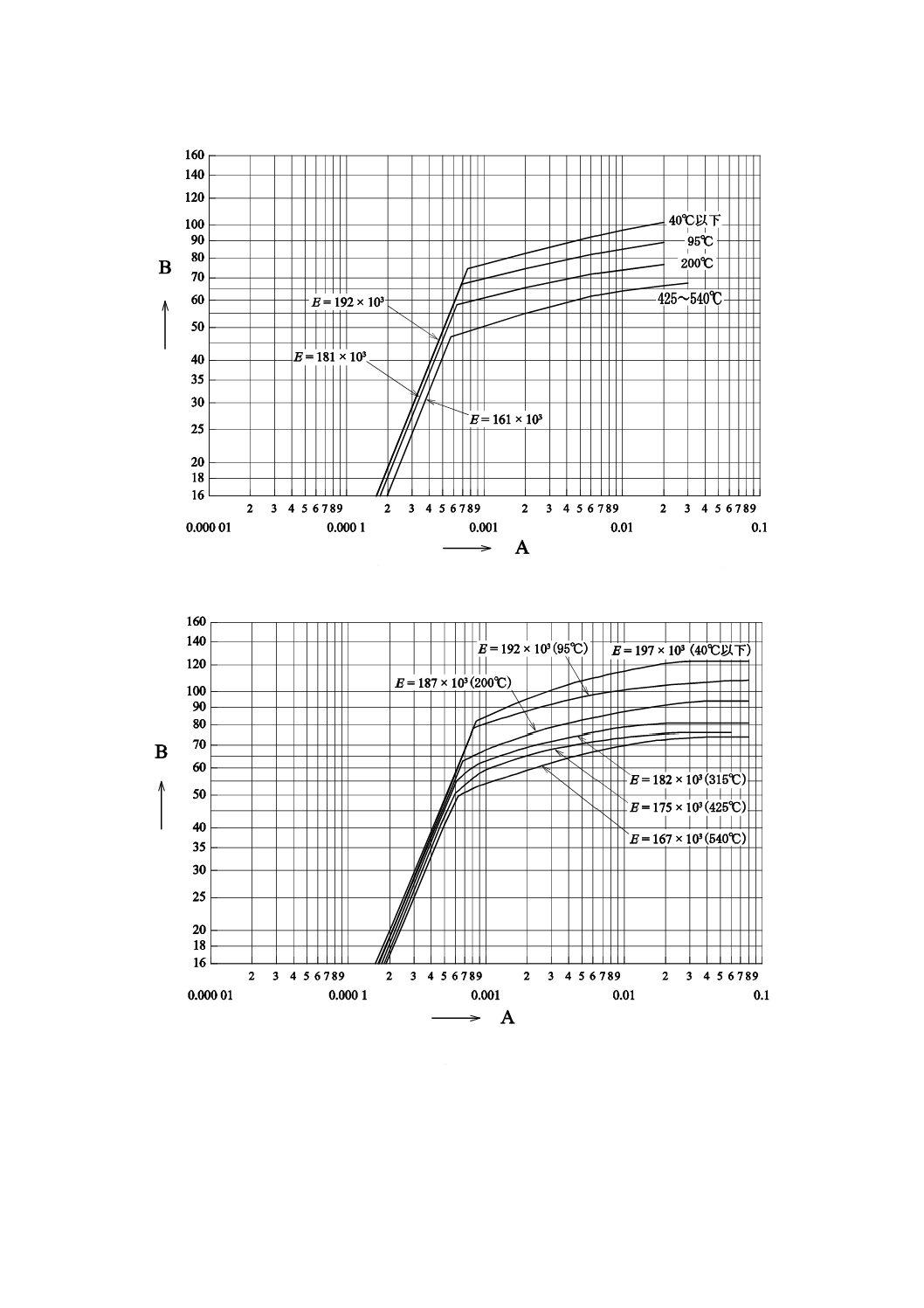
173
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(36) ニッケルクロム鉄モリブデン銅合金(固溶化熱処理NW6007 HASTELLOY G)
(38) ニッケルモリブデン合金(NW6002 HASTELLOY X)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
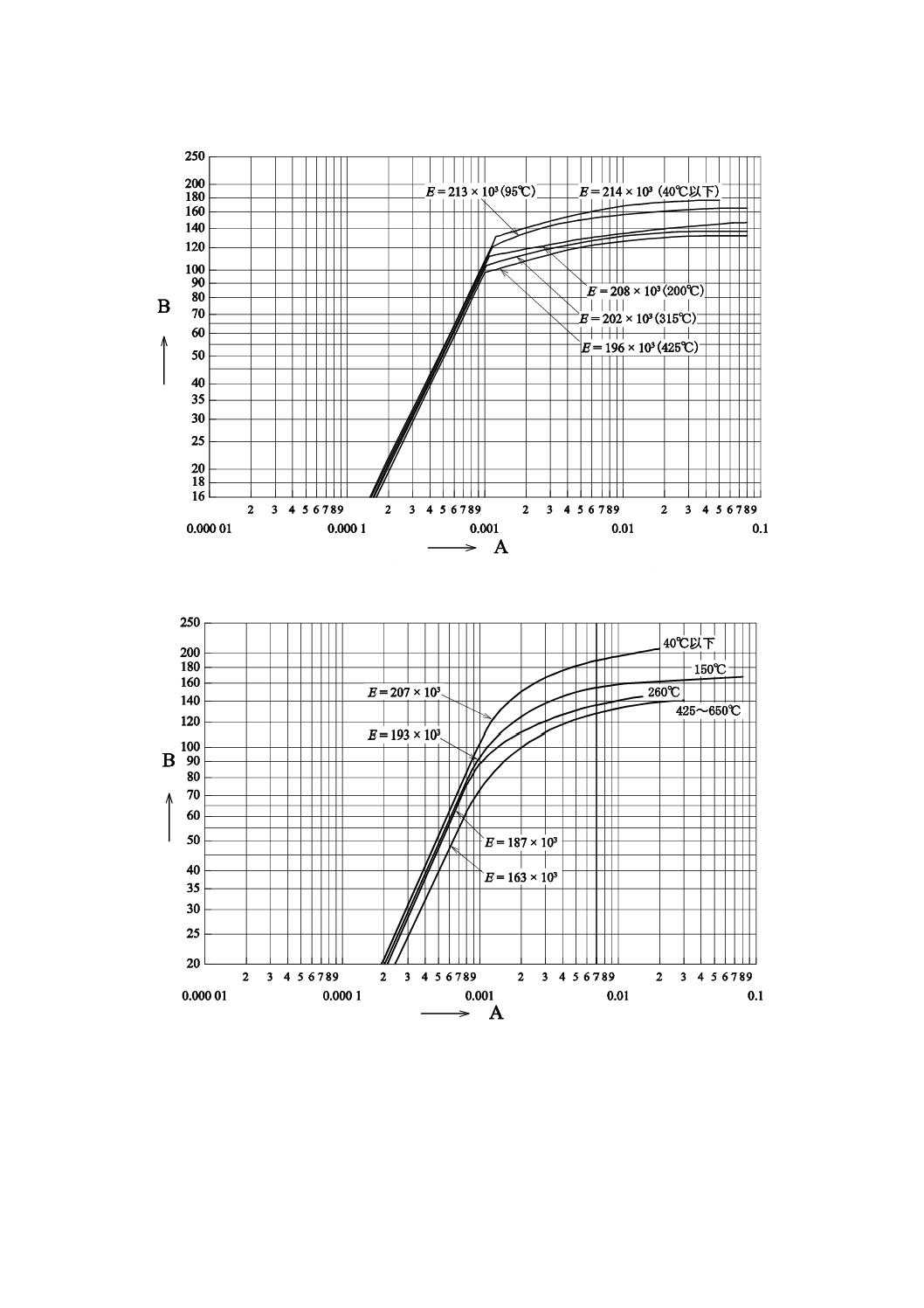
174
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(40) ニッケルモリブデン合金(NW0665 HASTELLOY B-2)
(41) ニッケルクロムモリブデンニオブ合金(焼なまし NW6625及びNCF625)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
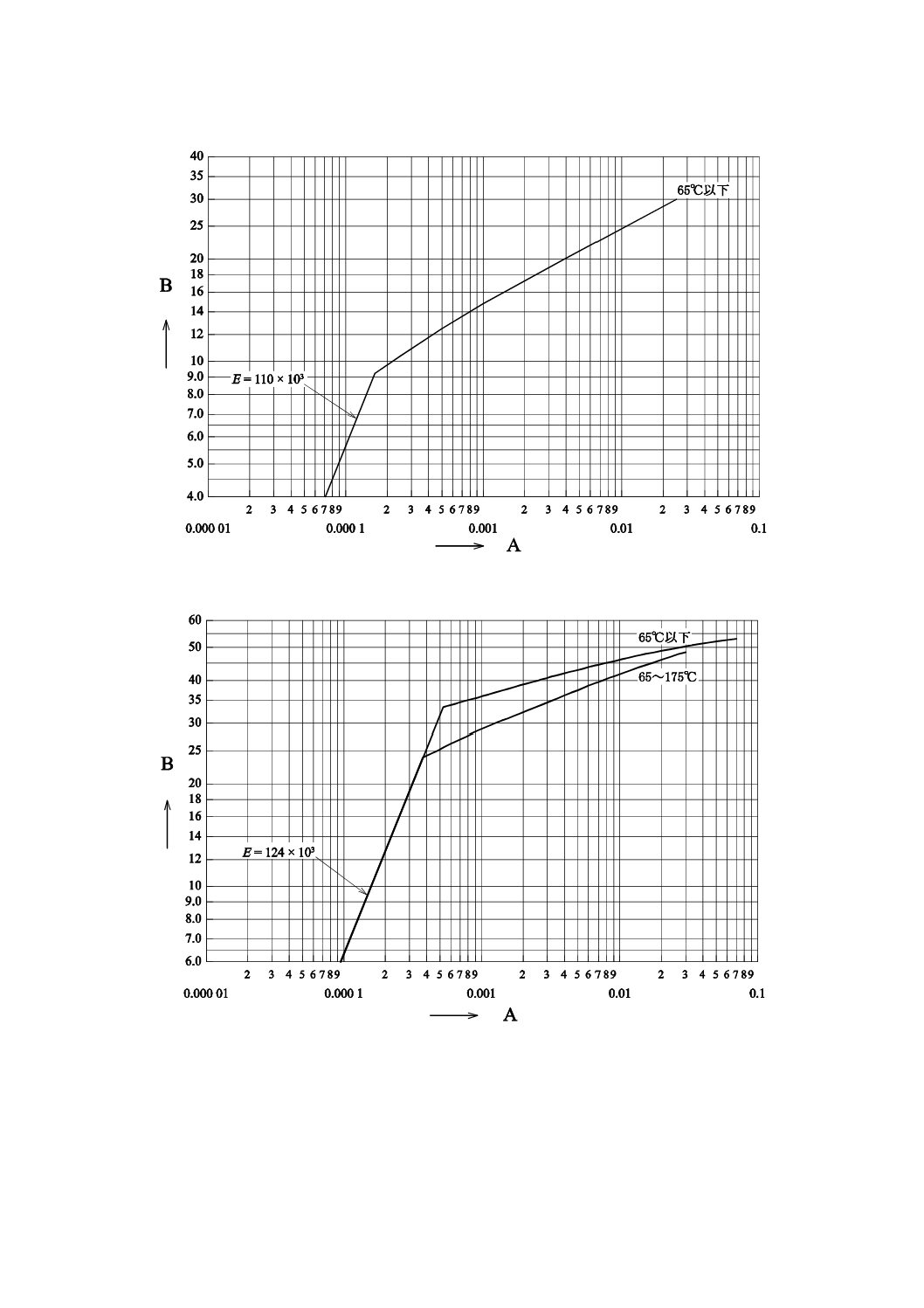
175
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(44) 無酸素銅(C1020),タフピッチ銅(C1100)及びりん脱酸銅(C1220焼なまし)
(45) 丹銅(C2300),黄銅(C2800),ネーバル黄銅(C4621及びC4640),
高強度銅(C5010及びC5015)及び復水器用黄銅(C4430,C6870,C6871及びC6872)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
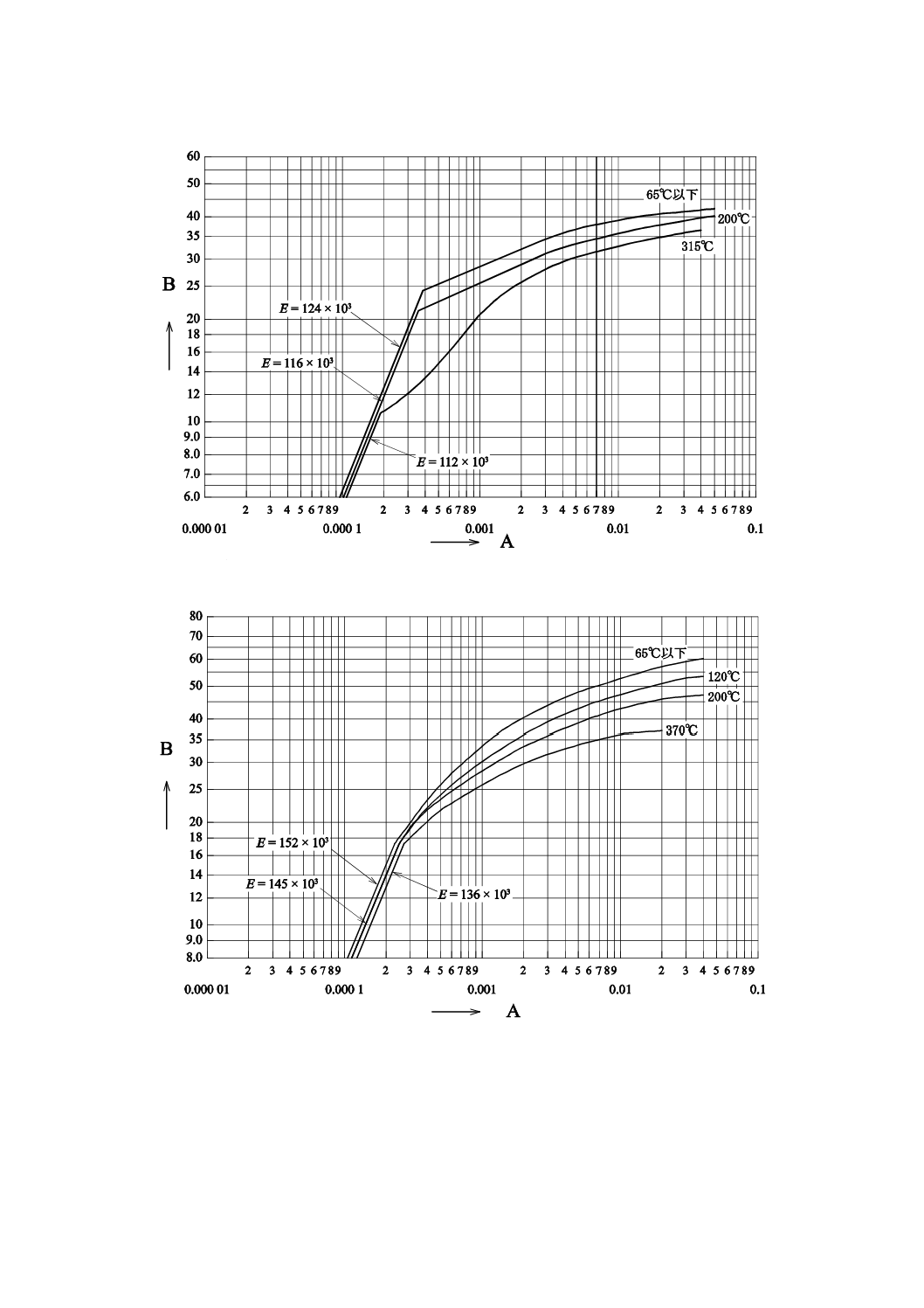
176
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(46) 銅及び銅合金の継目無管(種類C1020,C1201及びC1220の質別H,種類C7060及びC7100)
(47) 銅及び銅合金の継目無管(C7150)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
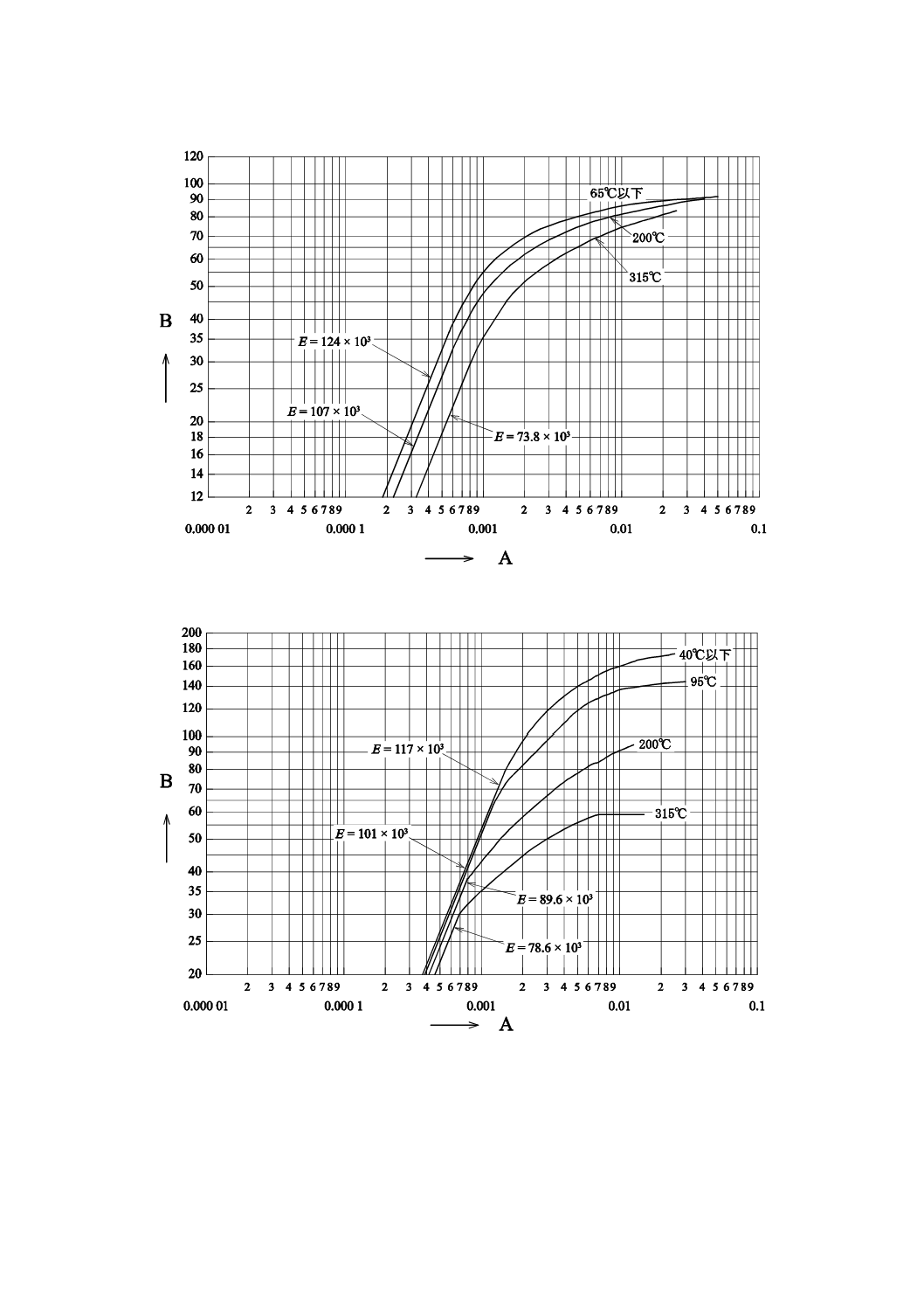
177
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(49) アルミニウム青銅(C6140)
(50) チタン3種及びチタンパラジウム合金13種
(0.2 %耐力が345 N/mm2以上であることの確認が必要。)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
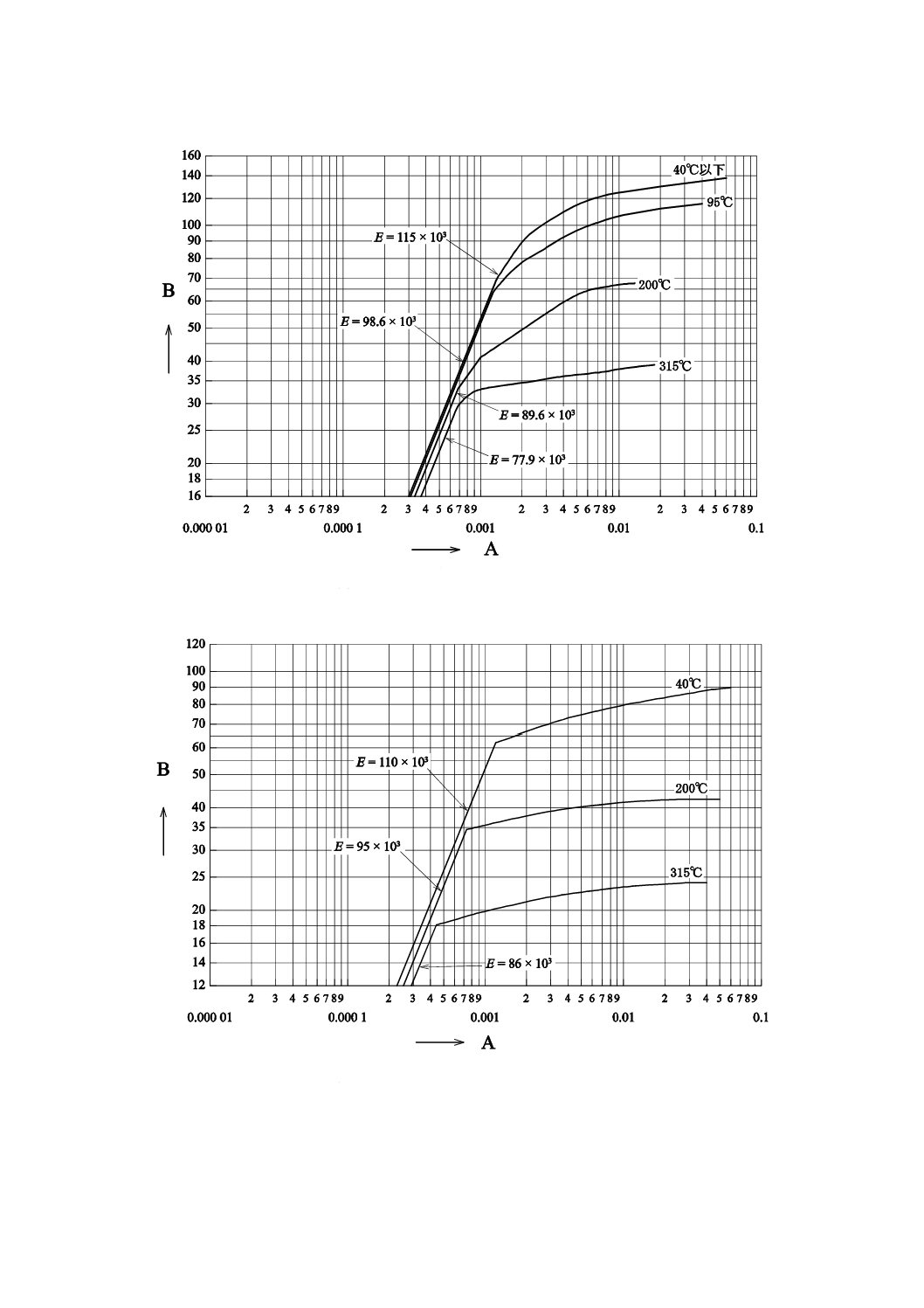
178
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(51) チタン2種及びチタンパラジウム合金12種
(0.2 %耐力が275 N/mm2以上であることの確認が必要。)
(52) チタン1種
(0.2 %耐力が165 N/mm2以上であることの確認が必要。)
図E.10−外圧を保持する円筒胴及び球形胴の計算に用いる材料曲線(続き)
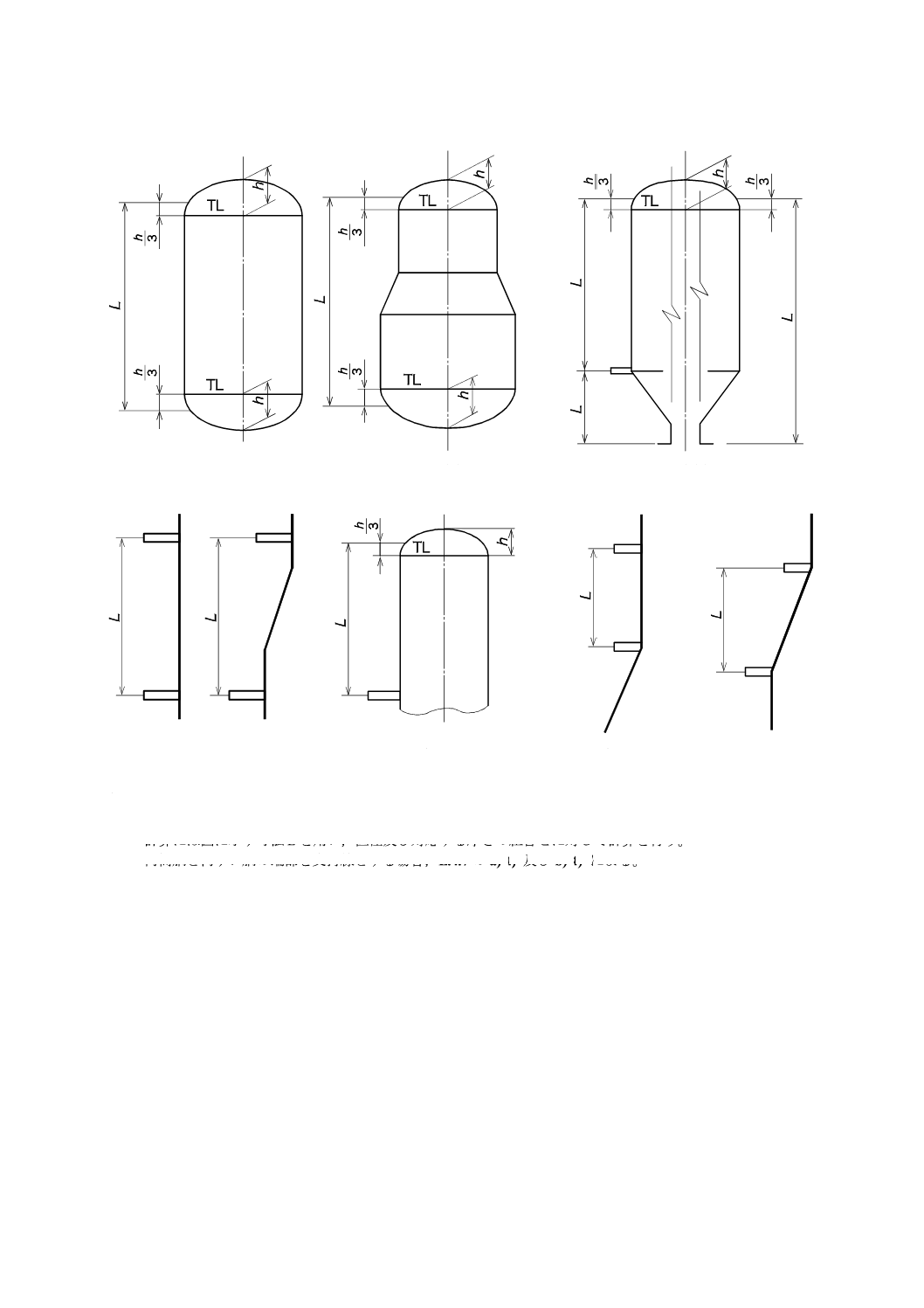
179
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a-1)
a-2) a) b)
b) a) b) c)
c-1)
c-2) a) b)
d)
e) c)
f) c)
注a) 円筒胴と円すい胴の端部を支持線としない場合,円すい胴及び円すい胴と円筒胴の端部(丸みを設ける場合
の丸みの部分を含む。)の腐れ後の厚さは,隣接する円筒胴の計算厚さ以上とする。
b) 計算には図に示す寸法Lを用い,直径及び対応する厚さの組合せに対して計算を行う。
c) 円筒胴と円すい胴の端部を支持線とする場合,E.4.7のa) 4) 及びb) 4) による。
図E.11−外圧を保持する胴の設計長さ†
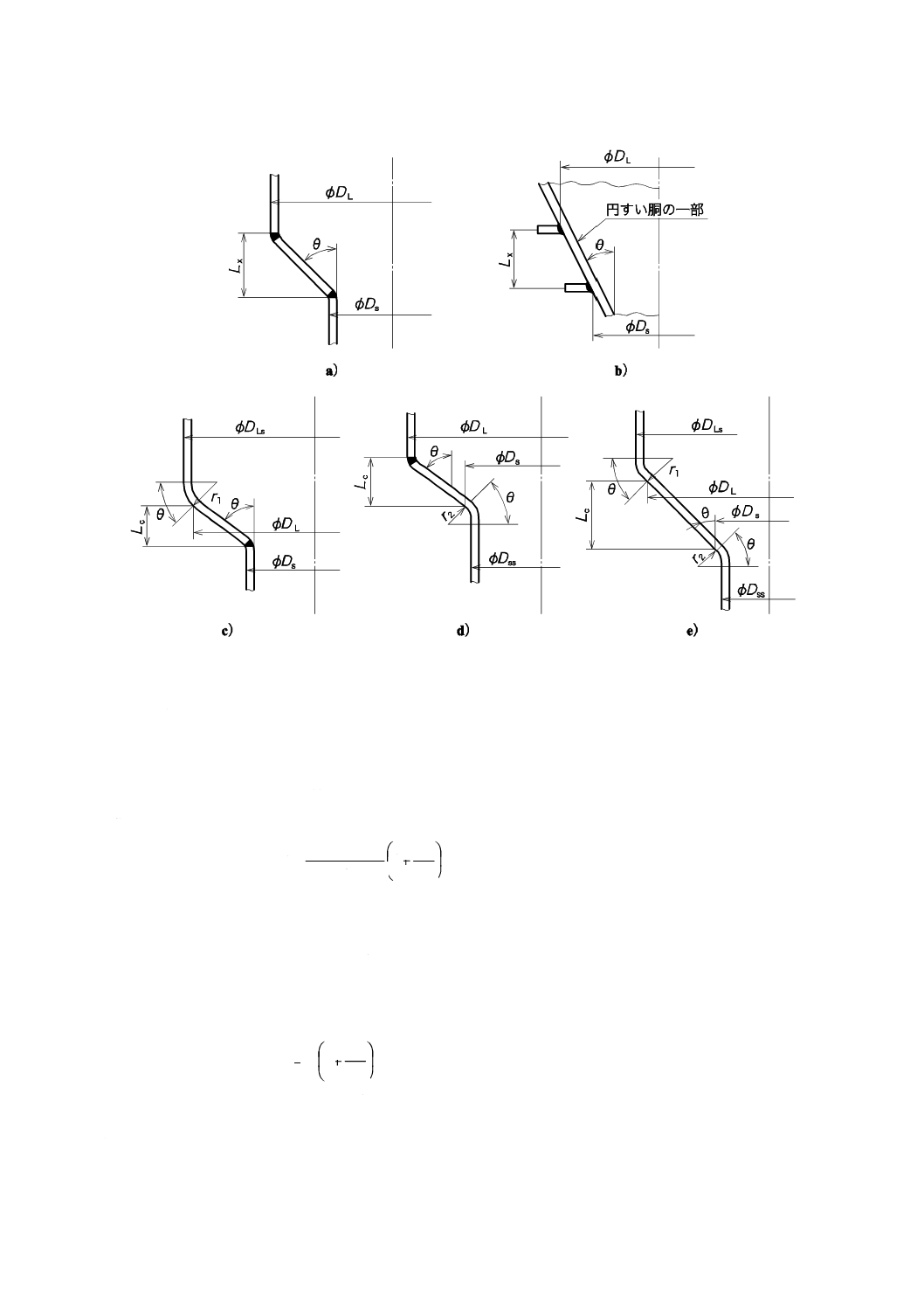
180
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図E.12−外圧を保持する円すい胴の軸方向長さ(Lc及びLx)†
E.5
曲げ加工管
曲げ加工管の計算厚さは次のa) に,曲げ半径は次のb) による。
a) 曲げ半径が管の外径の4倍未満の曲げ加工管の曲げ加工前の計算厚さは,次の1) 及び2) による。た
だし,呼び径150A以下の管に適用する。
1) 内圧を保持する場合
+
+
=
R
D
P
PD
t
4
1
8.0
2
o
a
o
η
σ
ここに,
Do: 管の外径(mm)
P: 設計圧力(MPa)
R: 管の中心における曲げ半径(mm)
t: 曲げ加工管の曲げ加工前の計算厚さ(mm)
η: 溶接継手効率で,表3に示す。
σa: 設計温度における管の材料の許容引張応力(N/mm2)
2) 外圧を保持する場合
+
=
R
D
t
t
4
1
o
0
ここに,
t0: E.4.2による計算厚さ(mm)
その他の記号の意味は,1) による。
b) 管の中心における曲げ半径は,管の外径の1.5倍以上とする。
181
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F
(規定)
圧力容器の穴補強
F.1
一般
この附属書は,圧力容器の胴又は鏡板に穴を設ける場合の穴補強について規定する。
F.2
記号の意味
この附属書で用いる記号の意味は,次による(図F.1参照)。
A: 強め材の最小面積(穴補強に必要な面積)(mm2)
A1: 強め材として算入できる胴又は鏡板の面積(mm2)
A2: 強め材として算入できる管台外側の面積(mm2)
A3: 強め材として算入できる管台内側の面積(mm2)
A41,A42,A43: 強め材として算入できる溶接継手の面積(mm2)
A5: 本来の強め材の面積(mm2)
Dp: 強め材の外径(mm)
d: 穴の直径(mm)
F: 係数で,全ての穴及び管台の形状に対して1.0とする。ただし,円筒胴又は円すい胴に
設ける一体形に補強する管台は,穴の中心線と円周上の任意位置を通る断面が円筒胴の
長手軸となす角度に応じて図F.2の値を用いてもよい。
注記 “一体形に補強する管台”とは,図6,図7並びに図10のa-1),b-1) 及びc-1)
に示すものをいう。
fr1: 材料強度による低減係数で,σn/σvの値。ただし,1.0以下とする。
fr2: 材料強度による低減係数で,σn/σv又はσp/σvのいずれか小さい値。ただし,1.0以下とす
る。
fr3: 材料強度による低減係数で,σp/σvの値。ただし,1.0以下とする。
h: 胴又は鏡板の内面に突き出た管台の補強の有効範囲にある長さ(mm)
MH: 胴と平鏡板の境界部に作用するモーメント(N・mm)
Rn: 穴の半径(mm)
t: 胴又は鏡板の腐れ後の厚さ(mm)
te: 強め材の厚さ,又は一体形の管台では図F.4に示す長さ(mm)
ti: 胴又は鏡板の内面に突き出した管台の腐れ後の厚さ(mm)
tn: 管台の腐れ後の厚さ(mm)
tr: 胴又は鏡板の計算厚さ(η=1の場合)。ただし,皿形鏡板で強め材の全部が鏡板の中央
の球形部にある場合は次のa),半だ円形鏡板で強め材の全部が鏡板の中央において,円
筒胴の内径の80 %を直径とする円内にある場合は次のb),円すい胴又は円すい形鏡板
の場合は次のc) による(mm)。
a) 球形部と同じ内径の全半球形鏡板の計算厚さ
b) 円筒胴の内径に表F.1に示すだ円の内長径と内短径の比に対応するKiの値を乗じた
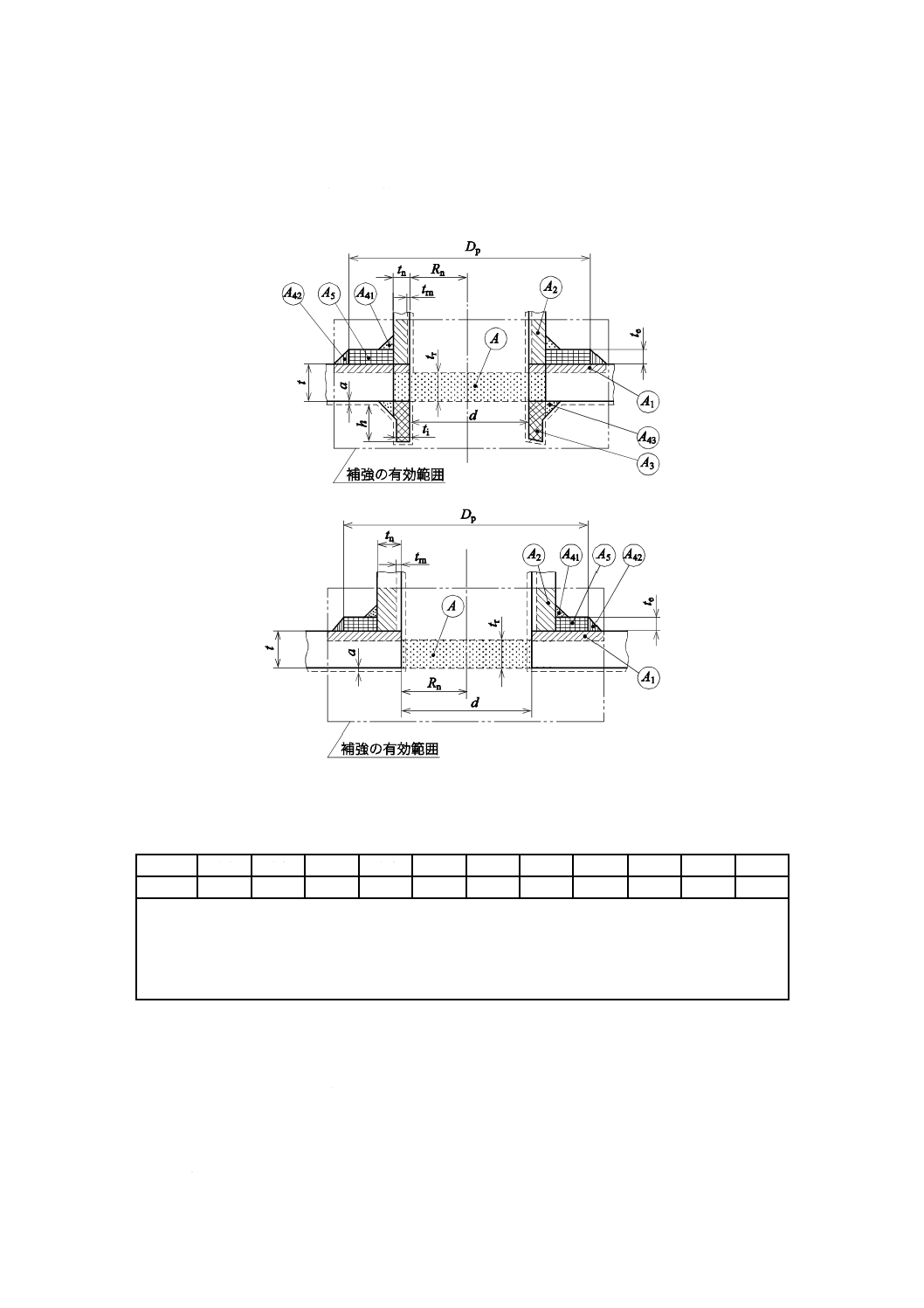
182
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
値に等しい内径の全半球形鏡板の計算厚さ
c) 穴の中心線と円すい部の内面の交点の位置で測った内径に対応する円すい胴又は
円すい形鏡板の計算厚さ
図F.1−記号の意味
表F.1−半だ円形鏡板のKiの値
Di/2hi
1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.4
2.6
2.8
3.0
Ki
0.50
0.57
0.65
0.73
0.81
0.90
0.99
1.08
1.18
1.27
1.36
記号の説明は,次による。
Di/2hi: 半だ円形鏡板のだ円の内長径と内短径の比。
Di: 半だ円形鏡板のだ円の内長径(mm)
2hi: 半だ円形鏡板のだ円の内短径(mm)
注記 表示の中間の値は,補間によって求める。
trn: 管台の計算厚さ(η=1の場合)(mm)
η: 溶接継手効率又はリガメント効率のいずれか小さい値で,溶接継手効率は,穴が長手継
手を通らない場合に1.0とする。
σH: ハブの軸方向応力(N/mm2)
σn: 設計温度における管台の材料の許容引張応力(N/mm2)
σp: 設計温度における強め材の材料の許容引張応力(N/mm2)
183
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
σR: フランジの径方向応力(N/mm2)
σT: フランジの周方向応力(N/mm2)
σv: 設計温度における胴又は鏡板の材料の許容引張応力(N/mm2)
F.3
補強を必要としない穴
胴又は鏡板に設ける円形の穴で,次のa)〜c) の場合は,補強を必要としない。
a) 単独の穴で,次の1) 又は2) の場合。ここで,平鏡板,平ふた板など(以下,平板という。)に設け
る穴の場合には,平板の形状が円形の場合は内径,円形以外の場合は最小スパン(E.3.1に定義するd)
の1/4以下の直径の穴をいう。
1) 計算厚さが10 mm以下の胴,鏡板又は平板に設ける穴で,直径89 mm以下の場合。
2) 計算厚さが10 mmを超える胴,鏡板又は平板に設ける穴で,直径61 mm以下の場合。
b) a) によって補強を必要としない2個の穴が隣接する場合で,2個の穴の中心間距離が2個の穴の直径
の和の値以上の場合。
c) a) によって補強を必要としない3個以上の穴が隣接する場合で,隣接する2個の穴の中心間距離の全
てが次の値以上の場合。
円筒胴又は円すい胴に設ける穴の場合 (1+1.5cosθ) (d1+d2)
鏡板又は平板に設ける穴の場合 2.5(d1+d2)
ここに,
θ: 隣接する2個の穴の中心線を通る断面と胴の長手軸がな
す角度(度)
d1,d2: 隣接する2個の穴の直径(mm)
F.4
穴補強の区分
穴補強は,次のa)〜e) による。
a) 円筒胴及び円すい胴に設ける穴で,次の1) 又は2) を満足する穴の補強は,F.5〜F.8による。
1) 内径が1 500 mm以下の胴に設ける穴で,穴の直径が胴の内径の1/2又は500 mmのいずれか小さい
値以下の場合。
2) 内径が1 500 mmを超える胴に設ける穴で,穴の直径が胴の内径の1/3又は1 000 mmのいずれか小
さい値以下の場合。
b) 円筒胴及び円すい胴に設ける穴で,穴の直径がa) 1) 又はa) 2) の大きさを超える穴(以下,大口径穴
という。)の補強は,F.9による。
c) 球形胴及び鏡板に設ける穴の補強は,F.5〜F.8による。ただし,F.6〜F.8における計算厚さは,皿形
鏡板で強め材の全部が鏡板の中央の球形部にある場合は次の1),半だ円形鏡板で強め材の全部が鏡板
の中央において,円筒胴の内径の80 %を直径とする円内にある場合は次の2),円すい胴又は円すい形
鏡板の場合は次の3) による。
1) 球形部と同じ内径の全半球形鏡板の計算厚さ(η=1の場合)
2) 円筒胴の内径に表F.1に示すだ円の内長径と内短径の比に対応するKiの値を乗じた値に等しい内径
の全半球形鏡板の計算厚さ(η=1の場合)
3) 穴の中心線と円すい部の内面の交点の位置で測った内径に対応する円すい胴又は円すい形鏡板の計
算厚さ(η=1の場合)
d) 平板に設ける穴の補強は,F.10による。
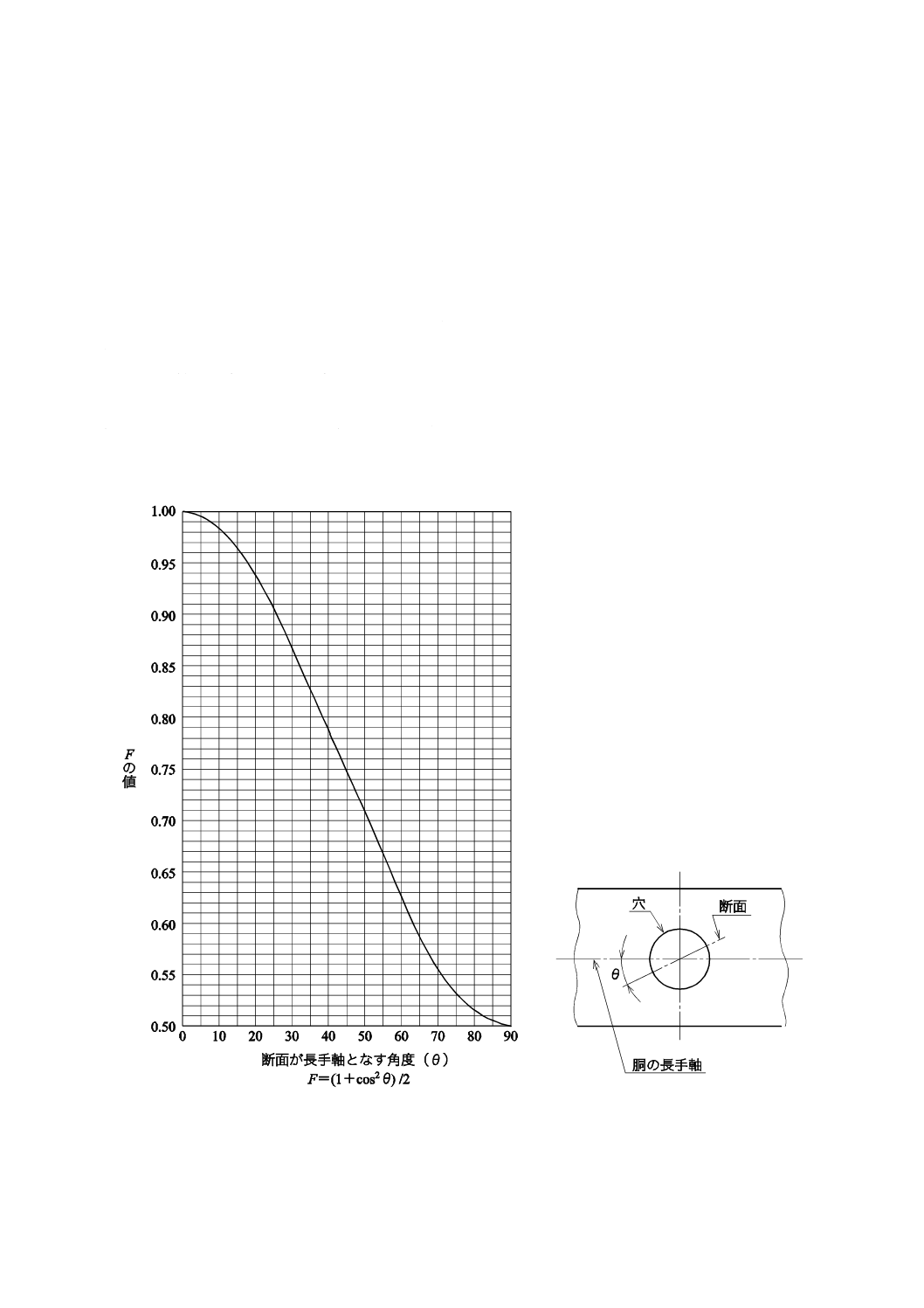
184
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 2個以上の穴を隣接して設ける場合の穴の補強は,F.11による。
F.5
ジャケットを貫通する穴の補強
ジャケットを貫通して胴又は鏡板に設ける穴は,ジャケットの穴及び胴又は鏡板の穴のそれぞれを強め
材によって補強する。
F.6
穴補強に必要な強め材の最小面積
穴補強に必要な強め材の最小面積は,次のa) 及びb) による。
a) 内圧を保持する胴又は鏡板 穴の中心線を含み,かつ,胴又は鏡板の内外面に垂直な断面における強
め材の最小面積Aは,次の式による。
A=dtrF+2tntrF (1−fr1)
b) 外圧を保持する胴又は鏡板 a) によって計算した最小面積の50 %とする。ただし,trは外圧を保持す
る胴又は鏡板の計算厚さとし,F=1とする。
図F.2−Fの値†
185
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
F.7
強め材として算入できる補強の有効範囲
強め材として算入できる補強の有効範囲は,穴の中心線を含み,かつ,胴又は鏡板の内外面に垂直な断
面において,内外面に平行な2本の線と穴の中心線に平行な2本の線によって囲まれる範囲とする。
なお,4本の線の長さは,次のa)〜c) による(図F.3参照)。
a) 内外面に平行な2本の線の長さは,穴の中心線から両側へ測って,次の1) 又は2) のいずれか大きい
値とする。
1) 穴の直径d
2) 穴の半径Rn,胴又は鏡板の腐れ後の厚さt,及び管台の腐れ後の厚さtnの和 Rn+t+tn
b) 穴の中心線に平行な2本の線の長さは,外面から外側へ測って,次の1) 又は2) のいずれか小さい値
以下とする。
1) 胴又は鏡板の腐れ後の厚さtの2.5倍 2.5t
2) 管台の腐れ後の厚さtnの2.5倍と強め材の厚さteの和 2.5tn+te
c) 穴の中心線に平行な2本の線の長さは,内面から内側へ測って,次の1) 又は2) のいずれか小さい値
以下とする。
1) 胴又は鏡板の腐れ後の厚さtの2.5倍 2.5t
2) 内面に突き出した管台の腐れ後の厚さtiの2.5倍 2.5ti
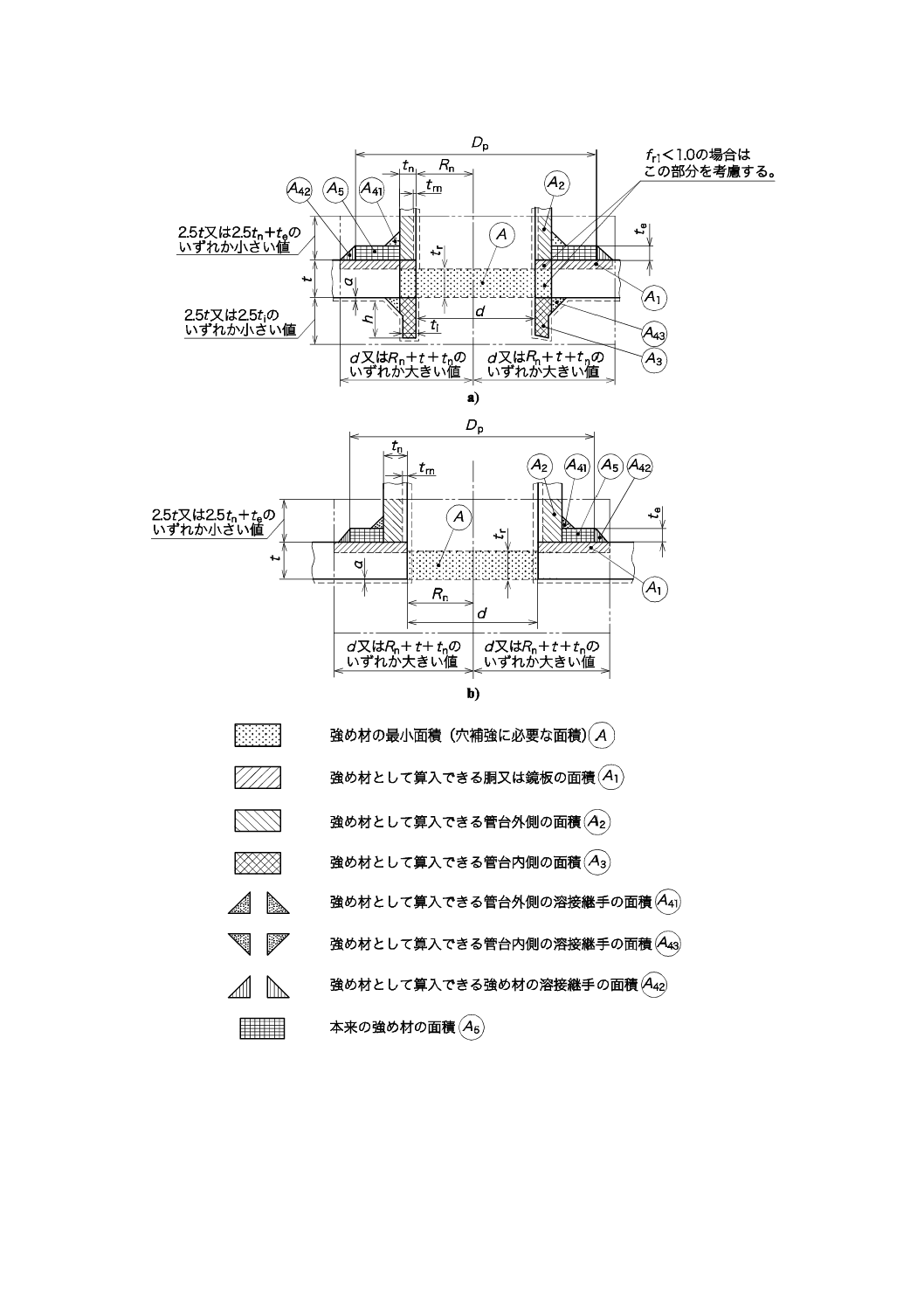
186
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図F.3−補強の有効範囲及び面積†
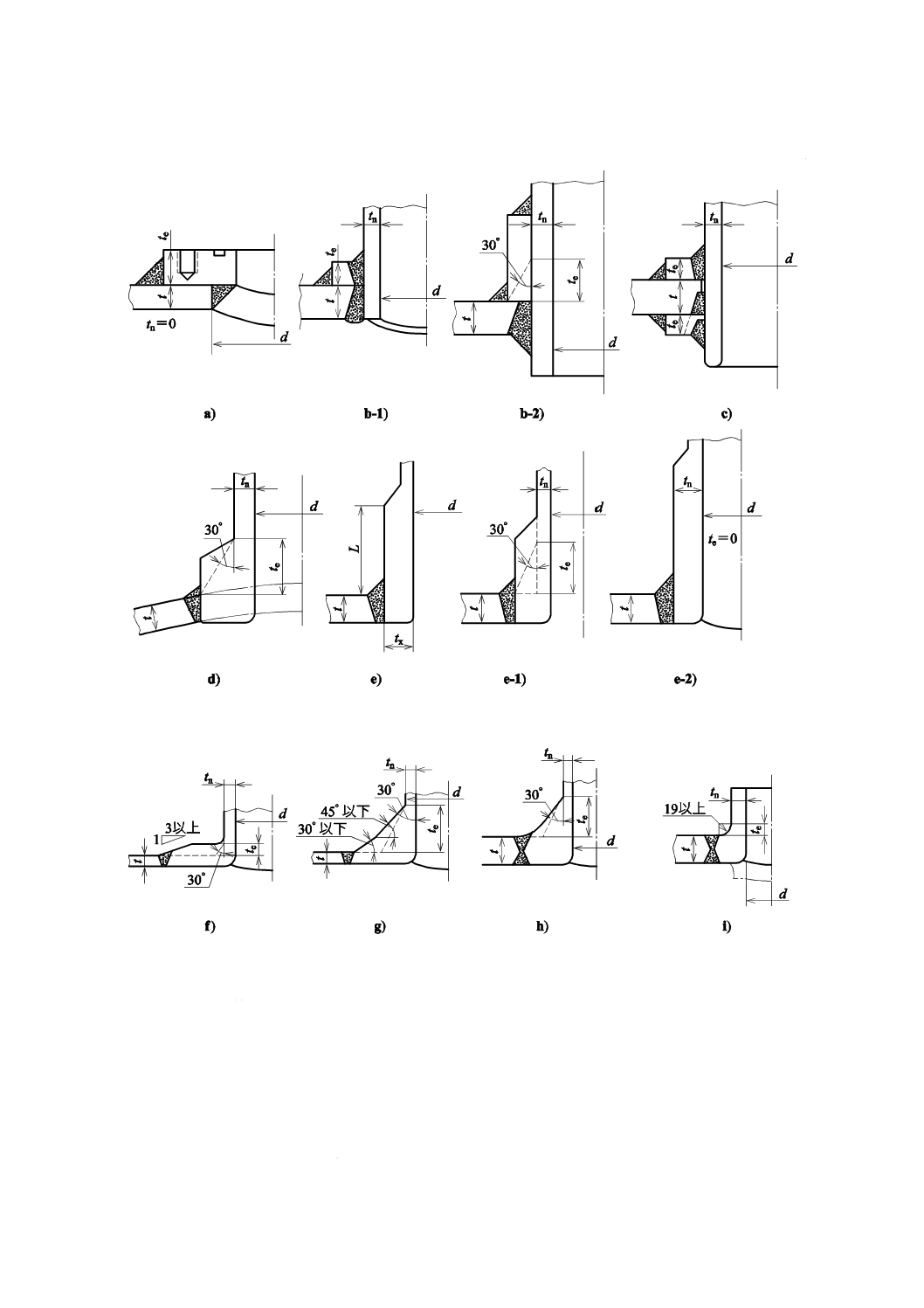
187
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
e-1) 又はe-2)
L<2.5txの場合
L≧2.5txの場合
図F.4−強め材として算入できる寸法teの代表例†
F.8
強め材として算入できる部分の面積
補強の有効範囲内にある胴又は鏡板において,厚さが計算厚さを超える部分,管台の外側と内側の部分,
及び管台と本来の強め材の溶接継手の部分は,次のa)〜e) によって本来の強め材の一部として算入できる。
a) 強め材として算入できる胴又は鏡板の面積は,次の式によって得られる値のいずれか大きい値とする
(図F.3及び図F.4参照)。
A1=d(ηt−Ftr)−2tn(ηt−Ftr)(1−fr1)
A1=2(t+tn)(ηt−Ftr)−2tn(ηt−Ftr)(1−fr1)
188
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 強め材として算入できる管台外側の面積は,次の1) 又は2) による。
1) 強め材のない場合の面積は,次の式によって得られる値のいずれか小さい値とする。
A2=5(tn−trn) fr1t
A2=5(tn−trn) fr1tn
2) 強め材のある場合の面積は,次の式によって得られる値のいずれか小さい値とする。
A2=5(tn−trn) fr1t
A2=2(tn−trn)(2.5tn+te) fr1
c) 強め材として算入できる管台内側の面積は,次の三つの式によって得られる値のうち,最も小さい値
とする。
A3=2ti fr1h
A3=5titi fr1
A3=5tit fr1
d) 管台の溶接継手のうち,強め材として算入できる面積は,次の1)〜3) による。
1) 管台外側の溶接継手
強め材のない場合 A41=(溶接脚長)2fr1
強め材のある場合 A41=(溶接脚長)2fr2
2) 管台内側の溶接継手
A43=(溶接脚長)2fr1
3) 本来の強め材の溶接継手
A42=(溶接脚長)2fr3
e) 本来の強め材の面積は,次の式による。
A5=(Dp−d−2tn)te fr3
F.9
胴に設ける大口径穴の補強
F.4 b) に示す胴に設ける大口径穴の補強は,次のa)〜c) による。
a) 記号の意味 F.9で用いる記号の意味は,F.2及び次による。
a: 胴の腐れ後の内面から図F.5に示す斜線部の断面の中立軸までの距離(mm)
As: 図F.5に示す斜線部の面積(mm2)
e: 胴の腐れ後の厚さの中央線から図F.5に示す斜線部の断面の中立軸までの距離(mm)
I: 図F.5に示す斜線部の断面の断面二次モーメント(mm4)
P: 設計圧力(MPa)
R: 胴の内半径(mm)
Rm: 胴の腐れ後の厚さの中央線の半径(mm)
Rnm: 管台の腐れ後の厚さの中央線の半径(mm)
σ: 膜応力(N/mm2)
σb: 曲げ応力(N/mm2)
b) F.4 b) に示す大口径穴の補強 F.4 b) に示す大口径穴の補強は,F.6,F.7及びF.8を適用するとともに,
F.6の穴補強に必要な最小面積の2/3以上が,次の1) 及び2) に示す範囲内にあることを付加条件とす
る。
1) 内外面に平行な2本の線の長さ F.7 a) に示す1) の3/4又は2) のいずれか大きい値
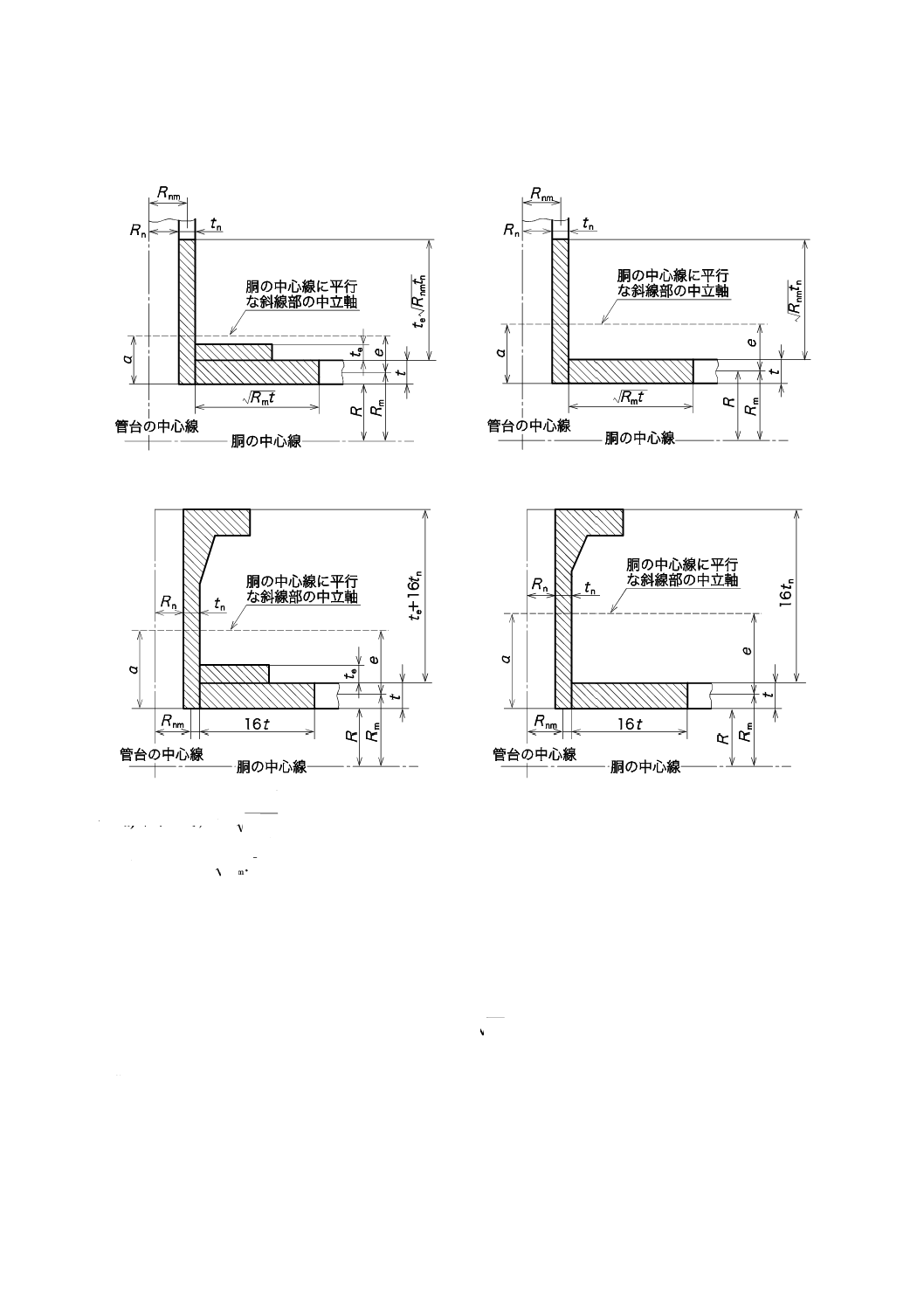
189
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 穴の中心線に平行な2本の線の長さ F.7 b) に示す1) 又は2) のいずれか小さい値
a)
b)
c)
d)
− a) において,
n
nm
e
t
R
t+
又はte+16tnのいずれか大きい値の範囲内にフランジを取り付ける場合は,c) に示す補
強の面積にフランジを含める。
− b) において,
n
nmt
R
又は16tnのいずれか大きい値の範囲内にフランジを取り付ける場合は,d) に示す補強の面
積にフランジを含める。
図F.5−胴に設ける大口径穴の補強の面積
c) 大口径穴の管台の補強 内径が1 500 mmを超える胴に設ける管台(円筒胴の半径方向に取り付け,
内側への突き出しのない管台に限る。)で,穴の直径が1 000 mmを超え,かつ,胴の内半径(R)と
胴の腐れ後の厚さ(t)の積の平方根の3.4倍(
Rt
4.3
)を超え,穴の半径(Rn)と胴の内半径(R)
の比(Rn / R)が0.7以下の場合は,次の1) 及び2) による。
1) 管台の種類に応じ,次の1.1) 又は1.2) の式によって得られる膜応力(σ)を設計温度における材料
の許容引張応力以下とする。
1.1) 補強板形の管台の場合
190
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
+
+
+
+
+
=
s
n
nm
e
n
m
n
n
)
(
)
(
A
t
R
t
t
R
t
R
t
R
R
P
σ
1.2) 一体形の管台の場合
+
+
+
+
=
s
n
nm
n
m
n
n
)
(
)
(
A
t
R
t
R
t
R
t
R
R
P
σ
注記 応力の計算には,補強板形の管台の場合は図F.5 a),一体形の管台の場合は図F.5 b) に
示す斜線部の面積を用いる。
2) 次の式によって得られる曲げ応力(σb)と1) によって得られる膜応力の和を設計温度における材料
の許容引張応力の1.5倍以下とする。
I
t
e
e
RR
R
P
+
+
=
2
6
n
3
n
b
σ
注記 応力の計算には,補強板形の管台の場合は図F.5 a) 又はc),一体形の管台の場合は図F.5 b)
又はd) のいずれかに示す斜線部の面積を用いる。
F.10
平板に設ける単独の穴の補強
F.10.1
単独の穴の直径が平板の内径又は最小スパンの半分以下の場合
平板に設ける単独の穴の補強に必要な強め材の最小面積は,次の式による。強め材として算入できる補
強の有効範囲はF.7に,強め材として算入できる部分の面積はF.8による。
A=0.5dtr+trtn(1−fr1)
F.10.2
単独の穴の直径が平板の内径又は最小スパンの半分以下の場合(代替規定)
F.10.1によって穴の補強に必要な強め材の最小面積を計算する代替として,平板の厚さを次のa) 又は
b) による計算厚さ以上としてもよい。
a) 平板の形状が図E.8による場合には,E.3.6に示す式において,右辺のCの代わりに2C又は0.75のい
ずれか小さい値を用いて計算した厚さ。ただし,図E.8のc),d),h),l),m) 及びo) の場合には,C
の代わりに2C又は0.50のいずれか小さい値を用いて計算した厚さ。
b) 平板の形状が図L.1による場合には,L.3.2のa) 及びb) に示す式において,右辺を2倍して計算し
た厚さ。
F.10.3
単独の穴の直径が平板の内径又は最小スパンの半分を超える場合
単独の穴が円形で平板の中央にあり,胴と平板を一体として成形加工するか,又は一体と同等に完全溶
込み溶接する場合は,次のa) 及びb) による。ただし,次のa) 及びb) によらず平板の厚さをE.3.6のC
の代わりに2.25Cを用いて計算する場合には,強め材を必要としない。
a) 記号の意味 F.10.3で用いる記号の意味は,F.2及び次による。
B: 附属書Gで用いるフランジの内径で,この附属書ではB=Dnとする(mm)。
C: 附属書Gで用いるボルト穴の中心円の直径で,この附属書ではC=Diとする(mm)。
D1: Dn+g1( f の最小値は1であるが,図G.4又は表G.4によって得られる f が1未満となる場合)
(mm)
Dn+g0( f ≧1の場合)(mm)
Di: 胴の内径(mm)
191
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Dn: 管台又は穴の内径で,図F.6に示す(mm)。
Do: 平板及び胴の外径(mm)
(Eθ): 平板の傾きと縦弾性係数の積
F: 一体形フランジの係数で,図G.6又は表G.4に示す。
f: ハブ応力修正係数で,図G.4又は表G.4に示す( f ≧1の場合,f はハブの厚さg0の部分の応力
と厚さg1の部分の応力の比を表す。f <1の場合は f =1とする。)。
G: 附属書Gで用いるガスケット反力円の直径で,この附属書ではG=Diとする(mm)。
g0: ハブ先端の厚さ(胴側及び管台側)(mm)
g1: フランジ背面のハブの厚さ(胴側及び管台側)(mm)
h: ハブの長さで,図F.6に示す(胴側及び管台側)(mm)。
h0:
0
ng
D
(mm)
K: 平板の内外径の比で,K=Do/Dn
MG: ガスケット締付時にフランジに作用するモーメント(N・mm)
M0: 使用状態でのフランジに作用するモーメント(N・mm)
V: 一体形フランジの係数で,図G.9又は表G.4に示す。
t: 平板の計算厚さ(mm)
Z: Z=(K2+1)/(K2−1)
Z1: Z1=2K2/(K2−1)
σHo: 管台のハブの軸方向応力(N/mm2)
σHS: 胴のハブの軸方向応力(N/mm2)
σRo: 管台のハブの径方向応力(N/mm2)
σRS: 外径部の径方向応力(N/mm2)
σTo: 管台のハブの周方向応力(N/mm2)
σTS: 外径部の周方向応力(N/mm2)
b) 設計手順 図F.6に示す場合の計算は,次の1) 及び2) による。
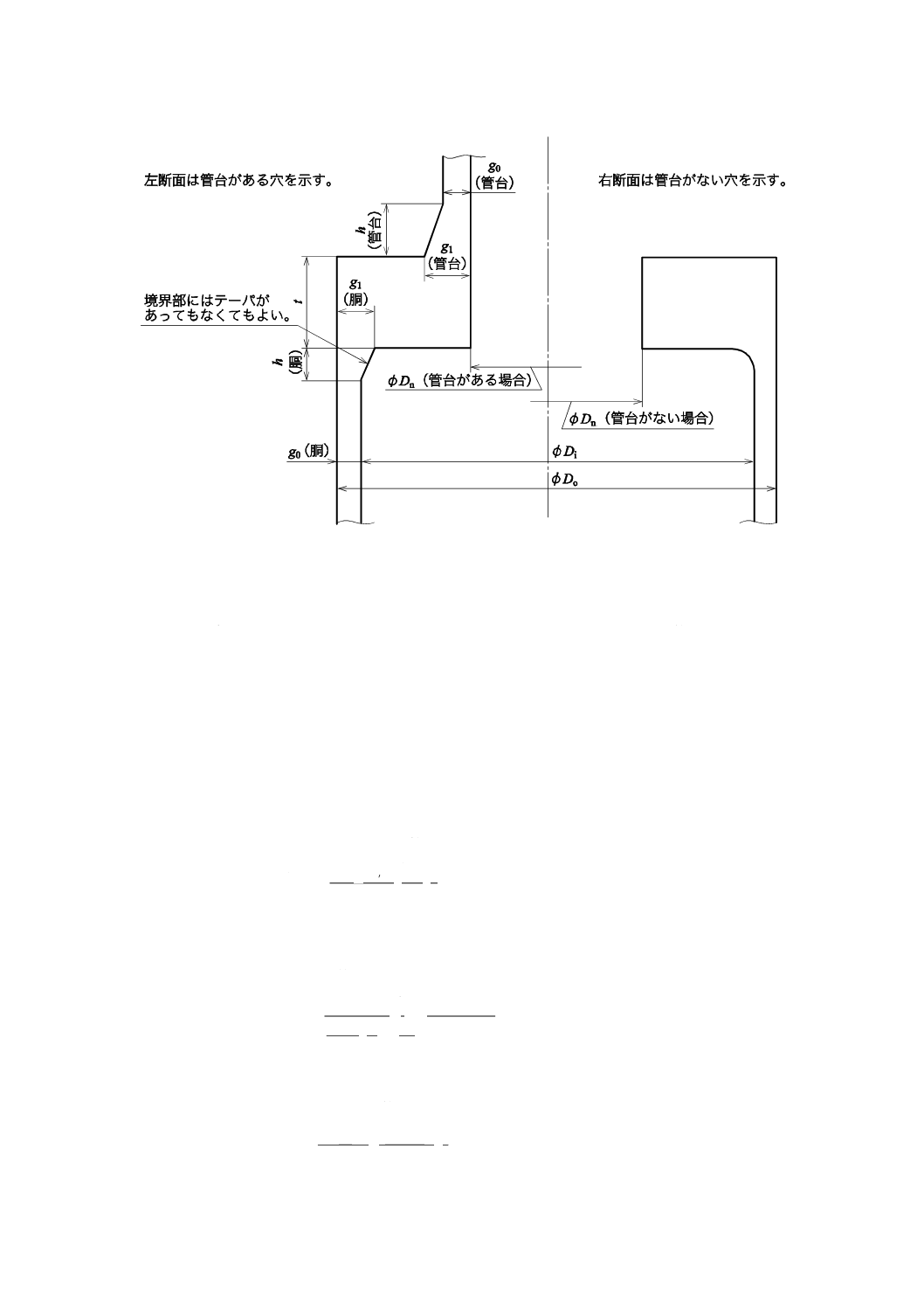
192
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図F.6−穴の直径が平板の内径の半分を超える場合
1) 穴に管台がない場合 図F.6の右断面に示す穴に管台がない場合,平板の計算は附属書Jによる。
2) 穴に管台がある場合 図F.6の左断面に示す穴に管台がある場合,平板の計算は次の手順による。
ただし,平板の厚さは,附属書Eによって計算できない。
手順1 G.4.2 a) に従って使用状態でのフランジ(平板)に作用するモーメントM0を計算する[ガ
スケット締付時にフランジ(平板)に作用するモーメントMGは考慮しない。]。荷重及
びモーメントアームは,表G.1の記号の代わりに次の記号を用いる。
C=G=Di
B=Dn
手順2 G.4.3 b) に従ってフランジ(平板)の応力σH,σR及びσTを計算する。
手順3 次の式によって(Eθ)を計算する。
(
)
(
)
H
0
1
2
0
1/
91
.0
σ
θ
fh
V
D
g
g
E
=
ここに,g0,g1,D1,V,f及びh0は,平板の穴と関係する。
手順4 (Eθ)/M0を計算する。
手順5 MHを次の式で計算する。
(
)
(
)(
)
0
0
1
3
0
0
H
/
1
74
.1
h
Ft
M
E
D
g
V
h
E
M
+
+
=
θ
θ
ここに,h0,V,g0,D1及びFは,平板と胴に関係する。
手順6 次の式によってX1を計算する。
(
)
0
0
H
0
1
/
1
M
h
Ft
M
M
X
+
−
=
193
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,F及びh0は,胴と関係する。
手順7 次の式によって胴と平板の境界部における応力を計算する。
胴のハブの軸方向応力σHS:
(
)(
)
V
D
g
g
f
h
E
X
i
2
0
1
0
1
HS
/
10
.1
θ
σ
=
ここに,h0,f,g0,g1,Di及びVは,胴と関係する。
外径部の径方向応力σRS:
(
)
t
h
D
FM
t
D
h
Ft
M
0
i
H
2
i
0
H
RS
64
.0
/
1
91
.1
+
+
=
σ
ここに,Di,F及びh0は,胴と関係する。
外径部の周方向応力σTS:
(
)
(
)
t
h
D
FZM
t
D
M
h
Ft
D
t
E
X
0
i
H
2
i
H
0
i
1
TS
64
.0
/
1
57
.0
+
+
−
=
θ
σ
ここに,Di,F及びh0は,胴と関係する。
手順8 次の式によって平板と管台の境界部における応力を計算する。
管台のハブの軸方向応力 σHo :
H
1
Ho
σ
σ
X
=
管台のハブの径方向応力 σRo :
R
1
Ro
σ
σ
X
=
管台のハブの周方向応力 σTo :
t
h
D
M
FZ
X
0
i
H
1
T
1
To
64
.0
+
=
σ
σ
手順7及び手順8で得られた応力は,G.4.4に示す許容値以下とする。
F.11
2個以上の穴を隣接して設ける場合の補強
胴又は鏡板(平板を除く。)に,強め材を必要とする穴を2個以上隣接して設け,隣接する穴に対する補
強の有効範囲が重なり合う場合は,次による。
穴を3個以上隣接して設け,かつ,共通の強め材によって補強する場合は,隣接する2個の穴の中心間
距離は,2個の穴の平均径の4/3倍以上とし,かつ,隣接する2個の穴の間の強め材の面積は,2個の穴に
必要な最小面積の50 %以上とする。
F.12
溶接継手又は近傍の穴
溶接継手又は近傍の穴は,次のa)〜d) による。
a) F.6〜F.8及びF.10によって補強する穴は,溶接継手を通ってもよい。
b) F.3によって補強を必要としない単独の穴は,胴と鏡板(全半球形鏡板を除く。)の周継手,分類Bの
突合せ溶接継手又は分類Cの突合せ溶接継手を通ってもよい。ただし,溶接継手は,穴の中心から両
側にそれぞれ穴の直径の3倍以上の範囲について放射線透過試験を実施し,8.3 a) 2) の判定基準を満
足することを確認する。
c) F.3によって補強を必要としない穴がb) の一つの溶接継手に多数ある場合は,b) の放射線透過試験
の適用に加えて,リガメント効率(5.2.6参照)を考慮するか,又はF.6〜F.8,F.10及びF.11によって
補強する。
d) 計算厚さが38 mm以下の胴,鏡板又は平板にF.3によって補強を必要としない穴を設ける場合の穴の
縁は,隣接する分類A,分類B又は分類Cの突合せ溶接継手の溶接止端から13 mm以上離す。ただ
194
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
し,突合せ溶接継手がb) の放射線透過試験の判定基準を満足する場合は,13 mm以上離す必要はな
い。
F.13
管台及び強め材の溶接継手の強度
管台及び強め材の溶接継手の強度は,次のa)〜e) による。
a) F.3によって補強を必要としない穴に管台を溶接する場合,及び次の1)〜3) の管台の場合は,b)〜e) の
計算は行わなくてよい。
1) 図6に示す管台
2) 図7に示す管台
3) 図10のa-1),b-1) 及びc-1) に示す内ねじ付管継手
b) 管台及び強め材の溶接継手の強度は,引張り及びせん断に対して計算する。ここで,開先溶接の場合
の強度は,引張り又はせん断が作用する面積に対して定め,すみ肉溶接の場合の計算に用いる長さは,
内径における長さとする。
c) 強め材の溶接継手の強度の計算に用いる開先溶接及びすみ肉溶接の許容応力は,母材の許容引張応力
に次の係数を乗じた値とする。
開先溶接(引張り)
:0.74
開先溶接(せん断)
:0.60
すみ肉溶接(せん断) :0.49
d) 図F.7のa) 及びb) に示す断面の両側において,胴と強め材又は強め材どうしの溶接継手が伝達する
荷重は,次の1) 及び2) による。
1) 負荷方向に対して強め材として算入できる部分の面積に許容引張応力を乗じた荷重で,溶接継手が
伝達する荷重成分として,管台がセットインタイプの場合は負荷方向に対して計算したW1−1,W2− 2
及びW3−3の値,管台がセットオンタイプの場合はW1−1及びW2−2の値(図F.7参照)。
2) F.6に示すA(強め材の最小面積)の面積に許容引張応力を乗じた荷重からA1(強め材として算入
できる胴又は鏡板の面積)の面積に許容引張応力を乗じた荷重を減じた荷重で,溶接継手が伝達す
る全荷重として計算したWの値(図F.7参照)。
e) d) に示す1) の負荷方向及び2) の全荷重について,b) で得られた溶接継手の強度の値は,d) で得ら
れた溶接継手が伝達する荷重の値以上とする。
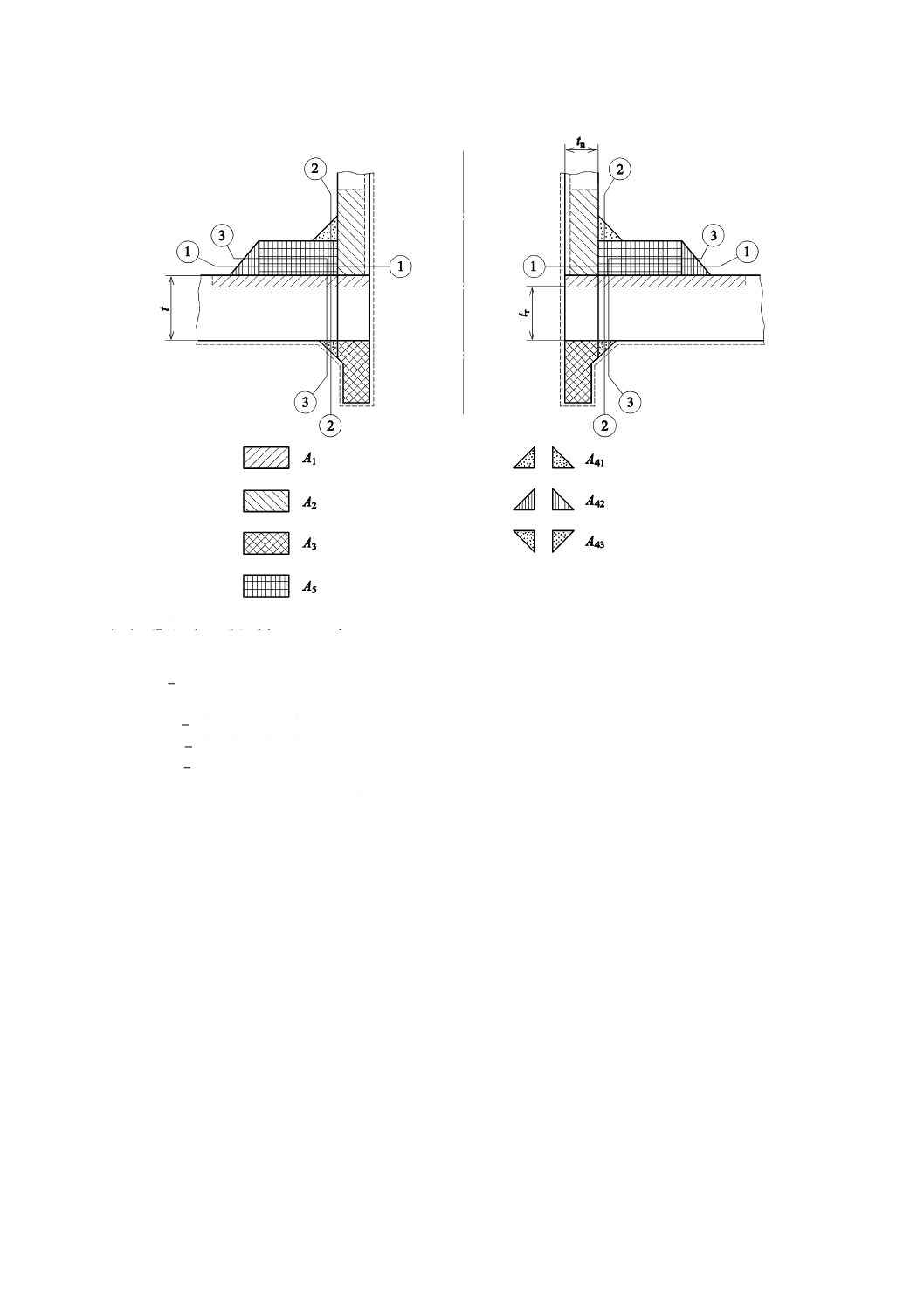
195
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号の意味は,F.2及び図F.1による。
面積A1,A2,A3,A5,A41,A42及びA43は,F.8 a)〜e) に示す式による。
溶接継手が伝達する全荷重Wは,次の式による。
(
)
[
]v
r
r1
n
1
2
σ
ηFt
t
f
t
A
A
W
−
+
−
=
負荷方向①→①,②→②及び③→③に対する溶接継手の荷重成分W1−1,W2−2及びW3−3は,次の式による。
(
)v
42
41
5
2
1
1
σ
A
A
A
A
W
+
+
+
=
−
(
)v
r1
n
43
41
3
2
2
2
2
σ
tf
t
A
A
A
A
W
+
+
+
+
=
−
(
)v
r1
n
43
42
41
5
3
2
3
3
2
σ
tf
t
A
A
A
A
A
A
W
+
+
+
+
+
+
=
−
a) 管台がセットインタイプの場合
図F.7−管台の溶接継手が伝達する荷重†
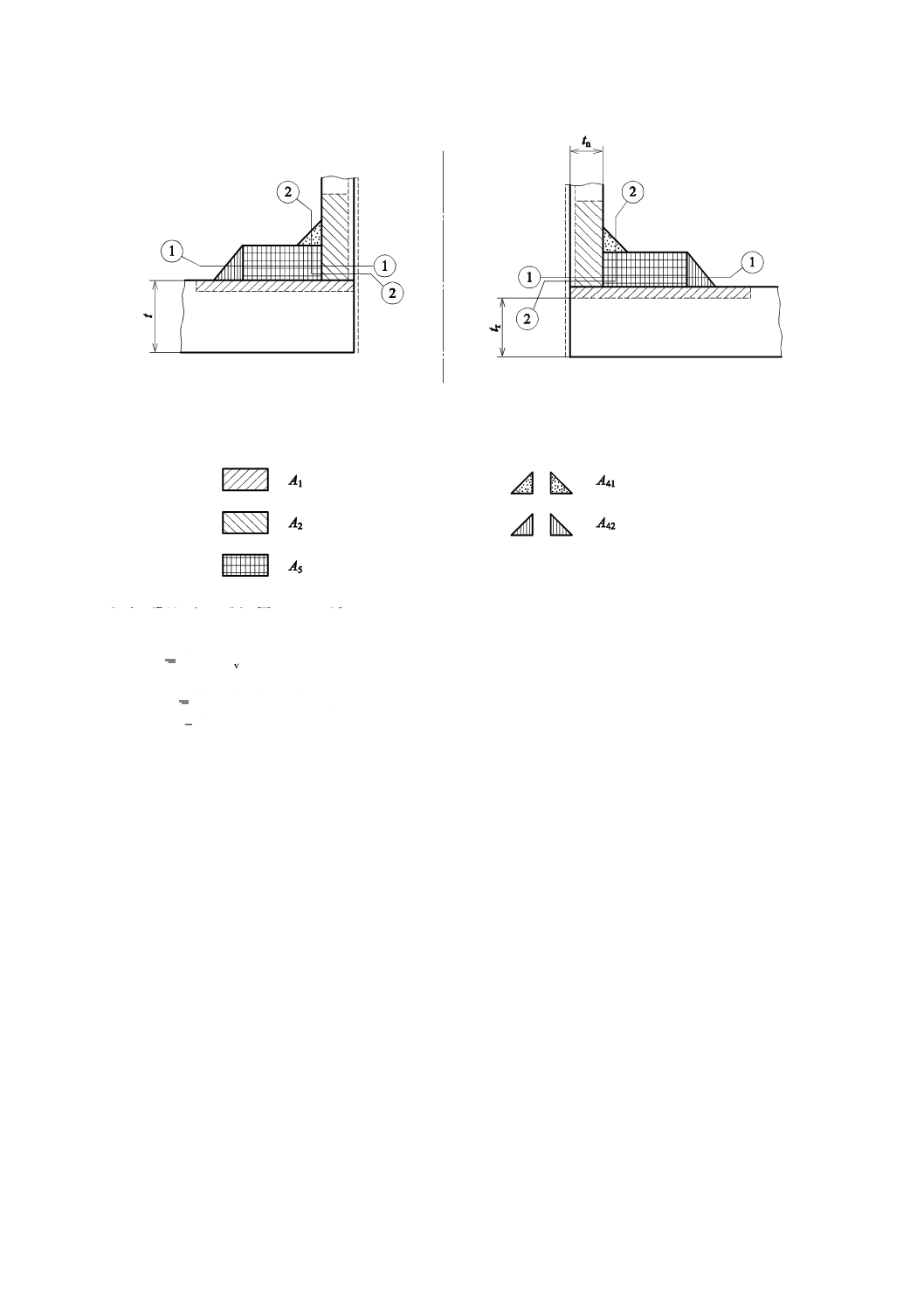
196
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号の意味は,F.2及び図F.1による。
面積A1,A2,A5,A41及びA42は,F.8 a)〜e) に示す式による。
溶接継手が伝達する全荷重Wは,次の式による。
(
)v
1σ
A
A
W
−
=
負荷方向①→①及び②→②に対する溶接継手の荷重成分W1−1及びW2−2は,次の式による。
(
)v
42
41
5
2
1
1
σ
A
A
A
A
W
+
+
+
=
−
(
)v
41
2
2
2
σ
A
A
W
+
=
−
b) 管台がセットオンタイプの場合
図F.7−管台の溶接継手が伝達する荷重†(続き)
197
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G
(規定)
圧力容器のボルト締めフランジ
G.1
一般
この附属書は,圧力容器のボルト締めするフランジの計算方法について規定する。
フランジの計算は,G.2〜G.4による。ただし,外圧を保持するフランジ,割フランジ,円形穴をもつ非
円形フランジ,シール溶接するフランジ及びフランジの剛性は,G.5〜G.9による。
なお,全面形非金属ガスケットを用いる全面座フランジの計算方法を附属書Hに,金属面接触フランジ
の計算方法を附属書Iに,リバースフランジの計算方法を附属書Jに示す。
G.2
記号の意味
この附属書で用いる記号の意味は,次による。
A: フランジの外径(mm)。ただし,ボルト穴をフランジの外径まで切り欠く場合は,切欠きに内
接する円の直径とする。
Ab: 使用するボルトの総有効断面積で,次の式による(mm2)。
2
b
b
4d
n
A
π
=
Am: ボルトの必要総有効断面積で,Am1又はAm2のいずれか大きい値(mm2)
Am1: 使用状態でのボルトの必要総有効断面積(mm2)
Am2: ガスケット締付時のボルトの必要総有効断面積(mm2)
B: フランジの内径(mm)。ただし,ハブの軸方向応力σHの計算式において,Bが20g1より小さい
場合は,Bの代わりにB1を用いることができる。
B1: B+g0( f ≧1の一体形フランジの場合)(mm)
B+g1(ルーズ形フランジ及び一体形フランジで f の最小値は1であるが,図G.4又は表G.4に
よって得られるf がf<1の場合)(mm)
b: ガスケット座の有効幅で,次の式による(mm)。
b0≦6 mmの場合 b=b0
b0>6 mmの場合
0
5.2 b
b=
b0: ガスケット座の基本幅で,表G.3に示す(mm)。
C: ボルト穴の中心円の直径(mm)
c: 最小溶接寸法のための基本寸法で,tn又はtxのいずれか小さい値(mm)
Dg: ガスケットの外径(mm)
DG: シール溶接するリップの寸法(図G.3参照)(mm)
DL: シール溶接するリップの外径(mm)
d: 係数で,次の式による(mm3)。
ルーズ形フランジの場合
2
0
0
L
g
h
V
U
d=
一体形フランジの場合
2
0
0g
h
V
U
d=
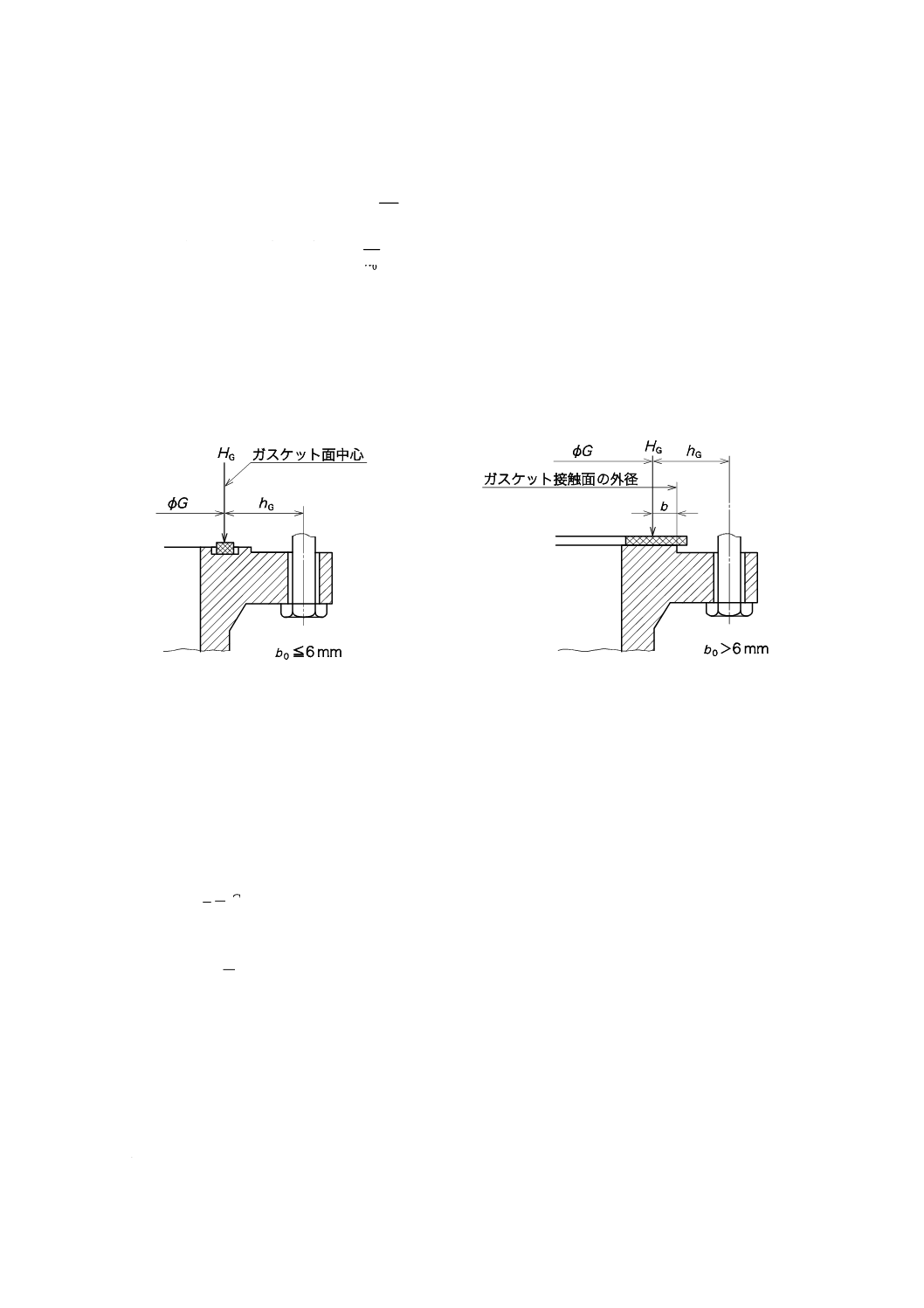
198
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
db: ボルトのねじ部の谷径又は軸部の最小径のいずれか小さい値(mm)
e: 係数で,次の式による(mm−1)。
ルーズ形フランジの場合
0
L
h
F
e=
一体形フランジの場合
0h
F
e=
F: 一体形フランジの係数で,図G.6又は表G.4に示す。
FL: ルーズ形フランジの係数で,図G.5又は表G.4に示す。
f: ハブ応力修正係数で,図G.4又は表G.4に示す( f ≧1の場合,f はハブの厚さg0の部分の応力
と厚さg1の部分の応力の比を表す。f <1の場合は f =1とする。)。
G: ガスケット反力円の直径(図G.1参照)(mm)。
b0≦6 mmの場合は,G=ガスケット面中心円の直径
b0>6 mmの場合は,G=(ガスケット接触面の外径)−2b
ただし,ラップジョイント形フランジは,図G.2 a-1) に示す。
図G.1−ガスケット反力円の直径†
g0: ハブ先端の厚さ(mm)
g1: フランジ背面のハブの厚さ(mm)
H: 内圧によってフランジに作用する荷重で,次の式による(N)。
P
G
H
2
4
π
=
HD: 内圧によってフランジの内径面に作用する荷重で,次の式による(N)。
P
B
H
2
D
4
π
=
HG: ガスケット荷重で,次の式による(N)。
HG=W0−H
HP: 気密を保つために,ガスケットに作用する圧縮力で,次の式による(N)。
HP=2πbGmP
HT: 次の式による(N)。
HT=H−HD
h: ハブの長さで,図G.2に示す(mm)。
199
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
hD: ボルト穴の中心円からHDの作用点までの半径方向の距離(モーメントアーム)で,表G.1に示
す(mm)。
hG: ボルト穴の中心円からHGの作用点までの半径方向の距離(モーメントアーム)で,表G.1に示
す(mm)。
hT: ボルト穴の中心円からHTの作用点までの半径方向の距離(モーメントアーム)で,表G.1に示
す(mm)。
h0:
0
0
Bg
h=
(mm)
K: フランジの内外径の比で,K=A/B
L: 係数で,次の式による。
d
t
T
t
e
L
3
1+
+
=
M: フランジに作用するモーメントで,次の式による(N・mm)。
使用状態 M=M0
ガスケット締付時 M=Mg
MD: 内圧によってフランジの内径面に作用する荷重によるモーメントで,次の式による(N・mm)。
MD=HDhD
MG: ガスケット荷重によるモーメントで,次の式による(N・mm)。
MG=HGhG
MT: HTによるモーメントで,次の式による(N・mm)。
MT=HThT
Mg: ガスケット締付時のフランジに作用するモーメント(N・mm)
M0: 使用状態でのフランジに作用するモーメント(N・mm)
m: ガスケット係数で,表G.2に示す。
N: ガスケットの接触面の幅で,表G.3に示す(mm)。
n: ボルトの本数
P: 内圧(MPa)
Pe: 外圧(MPa)
R: ボルト穴の中心円からハブとフランジ背面の交点までの半径方向の距離で,次の式による
(mm)。
(
)
1
2
g
B
C
R
−
−
=
r: すみの丸みで,r≧0.25g1(mm)。ただし,4.5 mm以上とする。
T: K=A/Bの値によって定まる係数で,図G.7又は図中の式による。
t: フランジの厚さで,ガスケット座面の高さ及びガスケット溝の深さは含めない(mm)。
tn: 接続管の厚さ(mm)
tx: 一体形フランジとして計算する場合は2g0,ルーズ形フランジとして計算する場合は内圧を保持
する接続管の計算厚さの2倍(mm)。ただし,6 mm以上とする。
U: K=A/Bの値によって定まる係数で,図G.7又は図中の式による。
V: 一体形フランジの係数で,図G.9又は表G.4に示す。
VL: ルーズ形フランジの係数で,図G.8又は表G.4に示す。
200
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Wg: ガスケット締付時のボルト荷重(N)
W0: 使用状態でのボルト荷重(N)
Wm1: 使用状態での必要ボルト荷重(N)
Wm2: ガスケット締付時の必要ボルト荷重(N)
Y: K=A/Bの値によって定まる係数で,図G.7又は図中の式による。
y: ガスケットの最小設計締付圧力で,表G.2に示す(N/mm2)。
Z: K=A/Bの値によって定まる係数で,図G.7又は図中の式による。
σH: ハブの軸方向応力(N/mm2)
σR: フランジの径方向応力(N/mm2)
σT: フランジの周方向応力(N/mm2)
σa: 常温におけるボルト材料の許容引張応力(N/mm2)
σb: 設計温度におけるボルト材料の許容引張応力(N/mm2)
σf: 設計温度におけるフランジ材料の許容引張応力(N/mm2)。
なお,ガスケット締付時に対しては,常温における許容引張応力とする。
σn: 設計温度における管台又は胴の材料の許容引張応力(N/mm2)。
なお,ガスケット締付時に対しては,常温における許容引張応力とする。
G.3
フランジの形式
フランジの形式は,次のa) 及びb) による。
a) ルーズ形フランジ ルーズ形フランジとは,次の1) 及び2) に示す形式をいう。
1) ラップジョイント形フランジ[図G.2 a-1)] フランジをスタブエンドと組み合わせて使用する形
式。
2) 差込み形フランジ[図G.2 a-2)] フランジを図G.2 a-2) 1) のように管にねじ込むか,図G.2 a-2) の
2)〜7) のように差し込んで溶接で取り付ける形式。
b) 一体形フランジ[図G.2 b)] フランジを管と一体に鋳造又は鍛造する形式,フランジと管が一体と
なるように完全溶込み溶接する形式又は図G.2 b) の6)〜10) のように溶接で取り付ける形式。ただし,
図G.2 b) の6)〜10) のように取り付ける場合で,次の数値を全て満足する場合はルーズ形として計算
してもよい。
g0≦16 mm,
300
0
≦
g
B
, P≦2 MPa, 設計温度 ≦370 ℃
なお,図G.2 b) の9) 及び10) の継手部は,完全溶込み溶接とする。
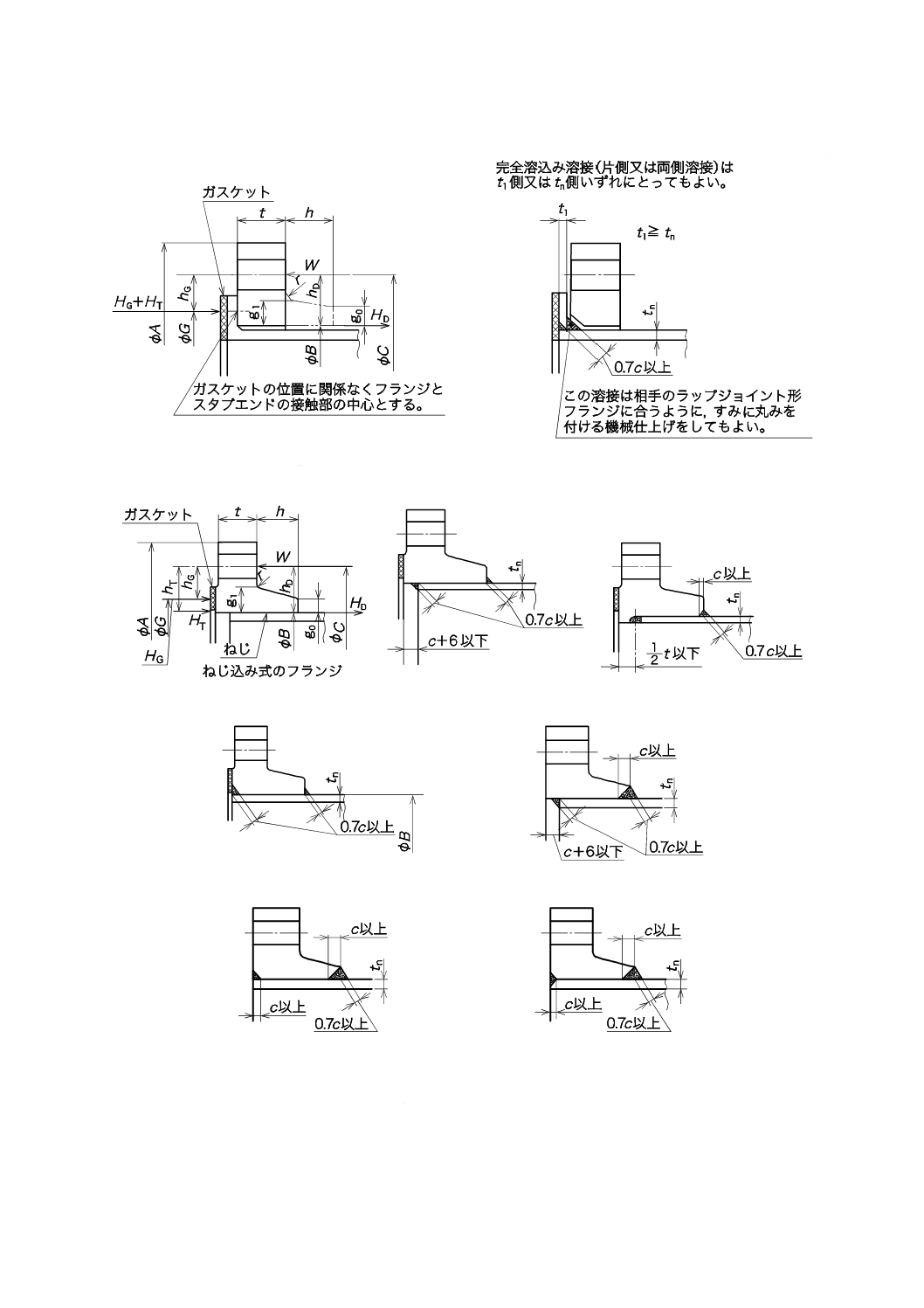
201
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1)
2) [荷重状態及び寸法は,1) に同じ]
a-1) ルーズ形フランジ(ラップジョイント形フランジ)
1)
2)
3)
4)
5)
6)
7)
ハブのテーパが6°以下の場合,g1=g0とみなす。
図はハブ付きフランジの例を示すが,ハブなしでもよい。
2)〜7) の荷重状態及び寸法は,1) に同じ。
a-2) ルーズ形フランジ(差込み形フランジ)
図G.2−フランジの形式†
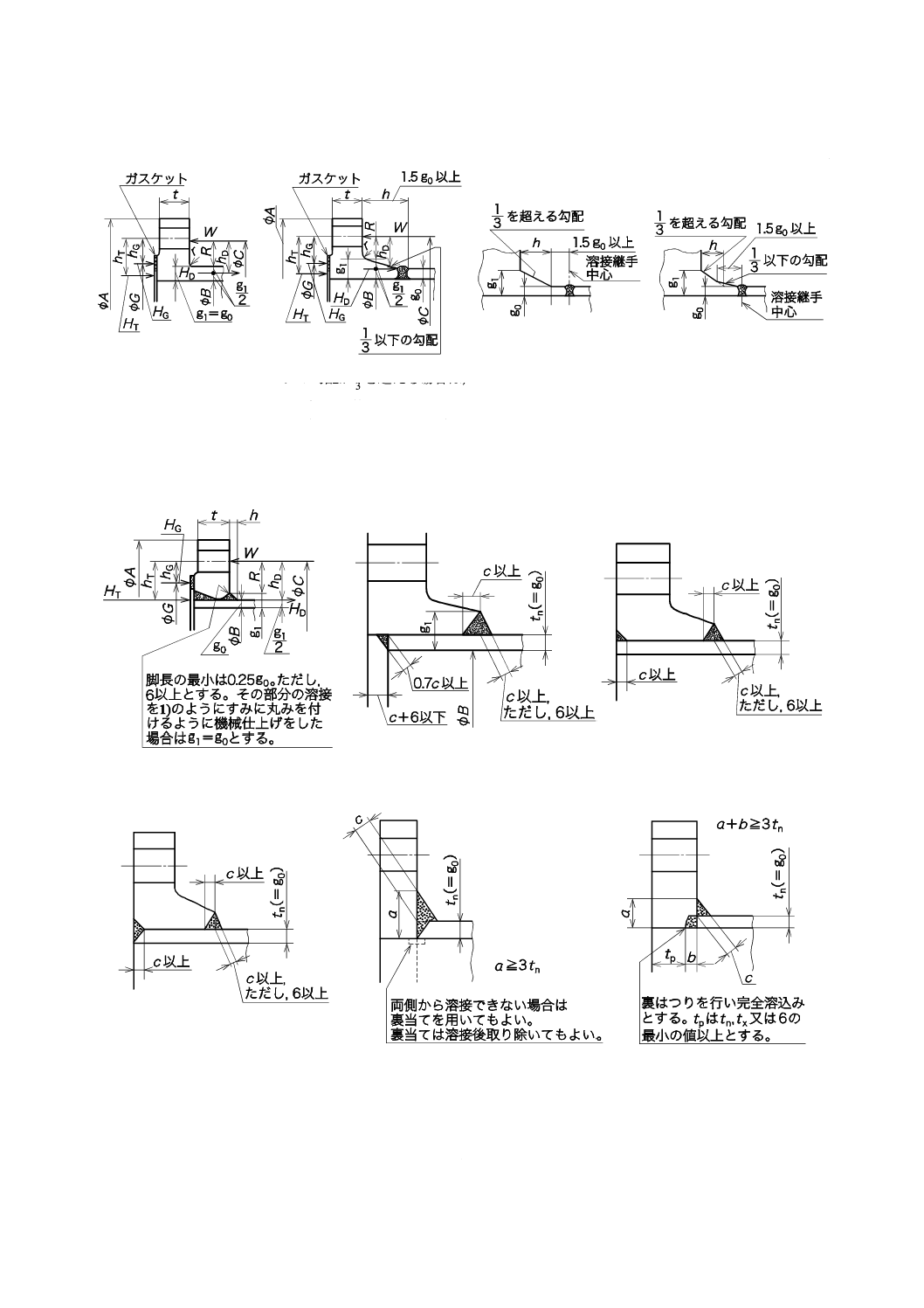
202
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
ハブの勾配が31を超える場合は,
3) 又は4) を使用する。
hは,溶接継手中心までの距離と
してよい。
1)
2)
3)
4)
5)
6)
7)
8)
9)
10)
6)〜8) は,ハブなしでもよい。
6)〜10) の荷重状態及び寸法は,5) に同じ。
b) 一体形フランジ
図G.2−フランジの形式†(続き)
203
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
G.4
フランジの計算
G.4.1 ボルト荷重
ボルト荷重は,次のa)〜d) による。
a) 必要ボルト荷重 ボルトの総有効断面積の計算に用いる必要ボルト荷重は,次の1)〜3) による。
1) 使用状態での必要ボルト荷重
(
)
bm
G
GP
bGmP
P
G
H
H
W
8
4
2
4
2
P
m1
+
=
+
=
+
=
π
π
π
2) ガスケット締付時の必要ボルト荷重
bGy
W
π
=
2
m
3) セルフシールガスケットを使用する場合の必要ボルト荷重 締め付けのための軸方向荷重を無視で
きない特殊な形状の場合を除いて,次の式によることができる。
P
D
H
W
2
g
1
m
4
π
=
=
0
2
m=
W
注記 例えば,熱交換器の管板を挟む一対のフランジのように,フランジ又はガスケットが同一
でない場合は,Wm1及びWm2の値はそれぞれのフランジ又はガスケットについて計算した
値のいずれか大きい値とする。
b) ボルトの必要総有効断面積 ボルトの必要総有効断面積Amは,次の使用状態又はガスケット締付時
の式による値のいずれか大きい値とする。
使用状態
b
m1
1
m
σ
W
A=
ガスケット締付時
a
2
m
2
m
σ
W
A =
c) 使用するボルトの総有効断面積 使用するボルトの総有効断面積Abは,次の式を満足することを確認
する。
Ab≧Am
d) フランジの計算に用いるボルト荷重 フランジの計算に用いるボルト荷重は,次の1) 及び2) による。
1) 使用状態でのボルト荷重
W0=Wm1
2) ガスケット締付時のボルト荷重
a
b
m
g
2
σ
A
A
W
+
=
注記 締め過ぎに対する安全裕度を大きくする必要がある場合,又はフランジが総有効断面積に
対するボルト荷重Ab σaに耐えることを必要とする場合には,フランジは総有効断面積に対
するボルト荷重Ab σaを基準にして計算してもよい。
G.4.2 フランジに作用するモーメント
フランジに作用するモーメントは,次のa)〜c) による。
a) 使用状態でのフランジに作用するモーメント 使用状態でのフランジに作用するモーメントは,次の
式による。
204
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
M0=MD+MG+MT
b) 使用状態でのフランジ荷重に対するモーメントアーム 使用状態でのフランジ荷重に対するモーメ
ントアームは,表G.1に示す。
表G.1−フランジ荷重に対するモーメントアーム†
フランジの形式
hD
hG
hT
ルーズ形(ラップジョイント形)フランジ
[図G.2 a-1) の1) 及び2)]
(C−B)/ 2
(C−G)/ 2
(C−G)/ 2
ルーズ形(差込み形)フランジ
[図G.2 a-2) の1)〜7)]
(C−B)/ 2
(C−G)/ 2
(hD+hG)/ 2
一体形フランジ
[図G.2 b) の1)〜10)]
R+0.5g1
(C−G)/ 2
(R+g1+hG)/ 2
c) ガスケット締付時にフランジに作用するモーメント ガスケット締付時にフランジに作用するモー
メントは,次の式による。
2
g
g
G
C
W
M
−
=
G.4.3 フランジの応力
フランジの応力は,G.4.2に示すモーメントMを用いて,次のa) 及びb) による。
a) ルーズ形フランジでハブがない又はハブを考慮しないで計算する場合 使用状態及びガスケット締
付時の応力は,MにM0又はMgを用いて,次の式による。
ハブの軸方向応力 σH=0
フランジの径方向応力 σR=0
フランジの周方向応力
B
t
YM
2
T=
σ
b) 一体形フランジ及びルーズ形フランジでハブを考慮して計算する場合 使用状態及びガスケット締
付時の応力は,MにM0又はMgを用いて,フランジ各部の寸法を仮定し,次の式による。
ハブの軸方向応力
B
Lg
M
f
2
1
H=
σ
フランジの径方向応力
(
)
B
Lt
M
te
2
R
1
33
.1
+
=
σ
フランジの周方向応力
R
2
T
σ
σ
Z
B
t
YM−
=
G.4.4 フランジの応力に対する許容値
フランジの応力に対する許容値は,次のa)〜e) による。
a) ハブの軸方向応力の許容値
1) 鋳鉄のフランジの場合
σH≦σf
2) 鋳鉄以外のフランジの場合
σH≦1.5σf
ただし,図G.2 b) の2)〜10) に示すフランジは,次の2.1) 及び2.2) による。
2.1) 図G.2 b) の5)〜10) に示す溶接継手の一部をハブとする一体形フランジの場合は,1.5σf又は1.5σn
205
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
のいずれか小さい値。
2.2) 図G.2 b) の2)〜4) に示すハブを管に溶接した一体形フランジの場合は,1.5σf又は2.5σnのいずれ
か小さい値。
b) フランジの径方向応力の許容値
σR≦σf
c) フランジの周方向応力の許容値
σT≦σf
d) σHとσRとの合成応力の許容値
2
R
Hσ
σ+
≦σf
e) σHとσTとの合成応力の許容値
2
T
Hσ
σ+
≦σf
G.4.5 フランジの計算の付帯条件
フランジの計算の付帯条件は,次のa)〜c) による。
a) 図G.2 a-2) の1)〜7) に示すハブ付きの差込み形フランジを計算する場合は,フランジを差し込む管を
ハブの一部としない。
b) 図G.2 a-1) に示すラップジョイント形フランジにおいて,ラップ(又はスタブエンド)がせん断力を
受けるようにガスケットを取り付ける場合,ラップに生じるせん断応力は,ラップの材料の許容引張
応力の0.8倍以下とする。
c) 図G.2 a-2) の2)〜7) 及び図G.2 b) の5)〜8) に示す管をフランジのガスケット当たり面に近接して溶
接する場合は,溶接継手のせん断応力は,管の材料の許容引張応力の0.8倍以下とする。せん断応力
は,G.4.1 a) のWm1及びWm2を用いて計算する。
G.5
外圧を保持するフランジ
外圧を保持するフランジは,次のa) 及びb) を除いて,G.3及びG.4の規定を準用する。
a) 使用状態でのフランジに作用するモーメント 使用状態でのフランジに作用するモーメントは,次の
式による。
(
)
(
)
G
T
T
G
D
D
0
h
h
H
h
h
H
M
−
+
−
=
ここに,
e
2
D
4
P
B
H
π
=
HT=H−HD
e
2
4
P
G
Hπ
=
b) ガスケット締付時にフランジに作用するモーメント ガスケット締付時にフランジに作用するモー
メントは,次の式による。
Mg=WhG
ここに,
a
b
2
m
2
σ
A
A
W
+
=
G.6
割フランジ
ラップジョイント形の割フランジは,次のa)〜d) に従って,G.4.1及びG.4.2の規定を準用する。
a) フランジに作用するモーメントMは,G.4.2で得られる値の2倍の値を用いて,割りがないルーズ形
フランジとして計算する。
b) 割フランジが二重の場合は,それぞれのフランジは,全体のフランジに作用するモーメントの0.75倍
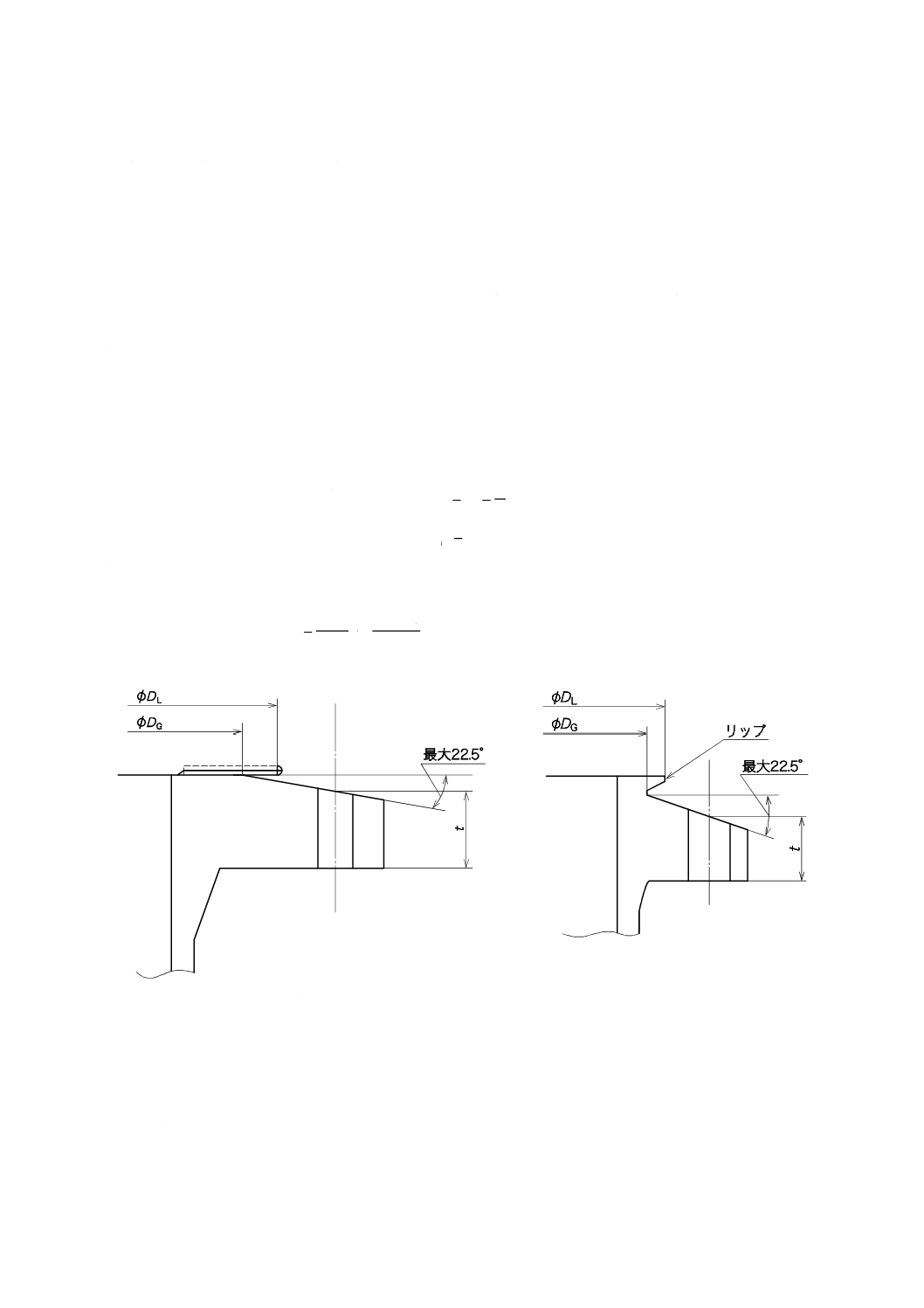
206
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の値を用いて,割りがないルーズ形フランジとして計算する。
c) 割フランジの一部が二重の場合は,a) によって計算する。
d) 割フランジの割り目は,ボルト穴の中間に配置する。二重の割フランジの場合は,それぞれのフラン
ジの割り目が互いに90度食い違うように組み立てる。
G.7
円形穴をもつ非円形フランジ
円形穴をもつ非円形フランジは,次のa) 及びb) を仮定して,G.3及びG.4の規定を準用する。
a) 円形穴と同心でフランジの外縁に内接する円を,フランジの外径A(mm)とする。
b) 最外側のボルト穴の中心を通る円の直径を,ボルト穴の中心円の直径C(mm)とする。
G.8
シール溶接するフランジ
シール溶接するフランジ(図G.3参照)は,次のa) 及びb) を用いて,G.3及びG.4の規定を準用する。
a) 必要ボルト荷重 必要ボルト荷重は,次の式による。
使用状態
P
D
H
W
2
L
1
m
4
π
=
=
ガスケット締付時
0
2
m=
W
b) 使用状態でのフランジ荷重に対するモーメントアーム 使用状態でのフランジ荷重HTに対するモー
メントアームは,次の式による。
4
2
G
1
T
D
C
g
R
h
−
+
+
=
a)
b)
図G.3−シール溶接するフランジ
G.9
フランジの剛性
使用状態又はガスケット締付時のフランジの剛性指数は,表G.5による。フランジの剛性指数は1.0を
超えない値とする。
なお,1.0を超える場合は,フランジの厚さtを増すことが望ましい。
207
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表G.2−ガスケットの材料及び接触面†
ガスケットの材料
ガスケット
係数
m
最小設計
締付圧力
y
N/mm2
ガスケッ
トの形状
座面の
形状(表
G.3参
照)
ガスケッ
ト座の基
本幅(表
G.3参照)
セルフシールガスケット
Oリング,金属,ゴム,その他セルフ
シーリングとみなされるもの。
0
0
−
−
−
布又は多くの繊
維を含まないゴ
ムシートa)
デュロメータ硬さ<A75
デュロメータ硬さ≧A75
0.50
1.00
0
1.4
1a,1b
1c,1d
4,5
II
ジョイントシー
トa)
厚さ3.0 mm
厚さ1.5 mm
厚さ0.8 mm
2.00
2.75
3.50
11
26
45
綿布入ゴムシート
1.25
2.8
布入ゴムシート
(針金補強した
ものを含む。)a)
三重
二重
一重
2.25
2.50
2.75
15
20
26
植物繊維
1.75
7.6
渦巻形金属ガス
ケットa)
炭素鋼
ステンレス鋼又はモネル
2.50
3.00
69
69
1a,1b
波形金属ガスケ
ットa) 又は波形
金属被覆ガスケ
ットa)
軟質アルミニウム
軟質の銅又は黄銅
軟鋼又は鉄
モネル又は4〜6 %Cr鋼
ステンレス鋼又はニッケル合金
2.50
2.75
3.00
3.25
3.50
20
26
31
38
45
波形金属ガスケ
ット
軟質アルミニウム
軟質の銅又は黄銅
軟鋼又は鉄
モネル又は4〜6 %Cr鋼
ステンレス鋼又はニッケル合金
2.75
3.00
3.25
3.50
3.75
26
31
38
45
52
1a,1b
1c,1d
II
平形金属被覆ガ
スケットa)
軟質アルミニウム
軟質の銅又は黄銅
軟鋼又は鉄
モネル
4〜6 %Cr鋼
ステンレス鋼又はニッケル合金
3.25
3.50
3.75
3.50
3.75
3.75
38
45
52
55
62
62
1a,1b
1c(*)
1d(*)
2(*)
のこ歯形ガスケ
ット
軟質アルミニウム
軟質の銅又は黄銅
軟鋼又は鉄
モネル又は4〜6 %Cr鋼
ステンレス鋼又はニッケル合金
3.25
3.50
3.75
3.75
4.25
38
45
52
62
70
1a,1b
1c,1d
2,3
平形金属ガスケ
ット
軟質アルミニウム
軟質の銅又は黄銅
軟鋼又は鉄
モネル又は4〜6 %Cr鋼
ステンレス鋼又はニッケル合金
4.00
4.75
5.50
6.00
6.50
61
90
124
150
180
1a,1b
1c,1d
2,3,4
5
I
208
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表G.2−ガスケットの材料及び接触面†(続き)
ガスケットの材料
ガスケット
係数
m
最小設計
締付圧力
y
N/mm2
ガスケッ
トの形状
座面の
形状(表
G.3参
照)
ガスケッ
ト座の基
本幅(表
G.3参照)
リングジョイン
トガスケット
軟鋼又は鉄
モネル又は4〜6 %Cr鋼
ステンレス鋼又はニッケル合金
5.50
6.00
6.50
124
150
180
6
I
mは,ガスケットが全てボルト穴の内側にだけある場合に適用する。
*印の平形金属被覆ガスケットのメタルの重なり部は,表G.3の1c,1d及び2の座面形状に示すナビン(突起し
た接触面)に向けてはならない。
表には,一般に多く用いられるガスケットの材料及び接触面の形状を,m及びyの数値とともに示している。表
に示すm及びyの値は推奨値であり,十分な根拠のある場合は,必ずしもこれらの値を使用しなくてよい。
シール溶接するフランジは,m及びyの値を0としてよい。
注a) 石綿及び石綿入りガスケットは含まない。これらのガスケットを使用する場合には,mの値,yの値及び適用
可能温度範囲を確認する。
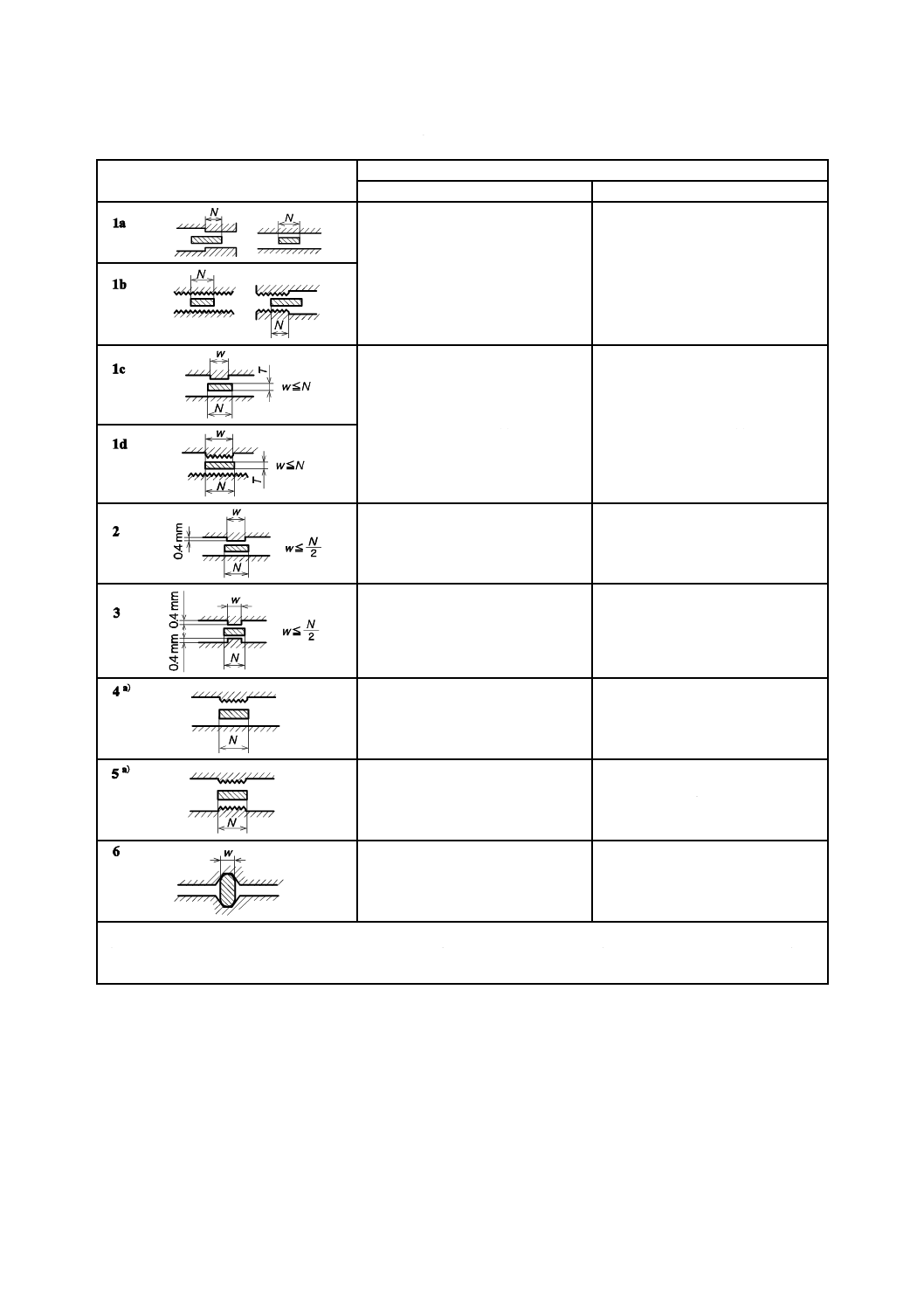
209
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表G.3−ガスケット座の基本幅†
座面の形状
ガスケット座の基本幅 b0
I
II
N / 2
N / 2
(w+T)/ 2
ただし,(w+N)/ 4を最大とする。
(w+T)/ 2
ただし,(w+N)/ 4を最大とする。
(w+N)/ 4
(w+3N)/ 8
N / 4
3N / 8
3N / 8
7N / 16
N / 4
3N / 8
w / 8
−
表でガスケット座の基本幅b0のI及びIIの区分は,表G.2を参照。
注a) 座面の形状4及び座面の形状5において,のこ歯が深さ0.4 mm以下で,歯のピッチが0.8 mm以下の場合は,
1b又は1dを用いる。
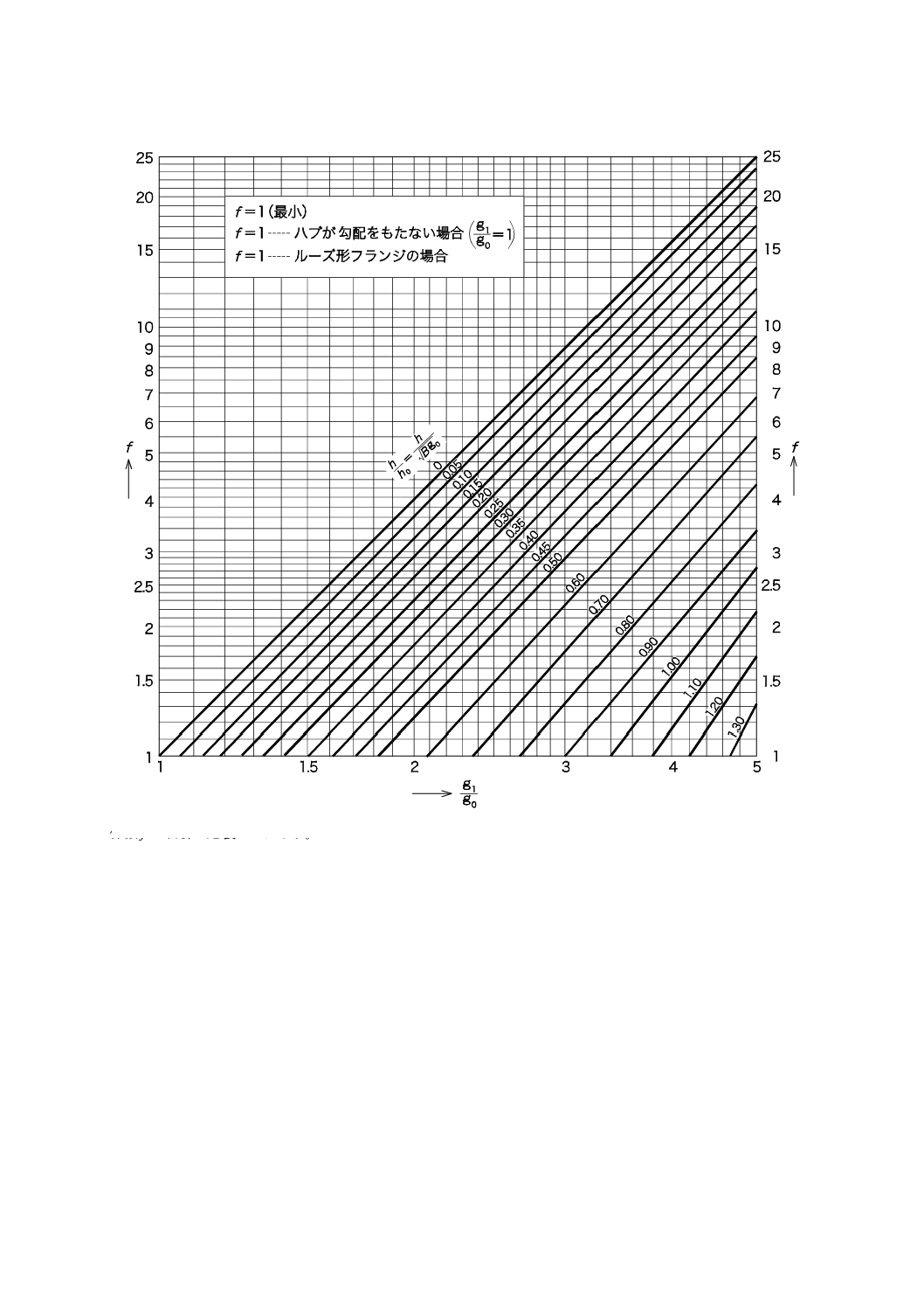
210
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
係数f の計算式を表G.4に示す。
図G.4− f の値(ハブ応力修正係数)†
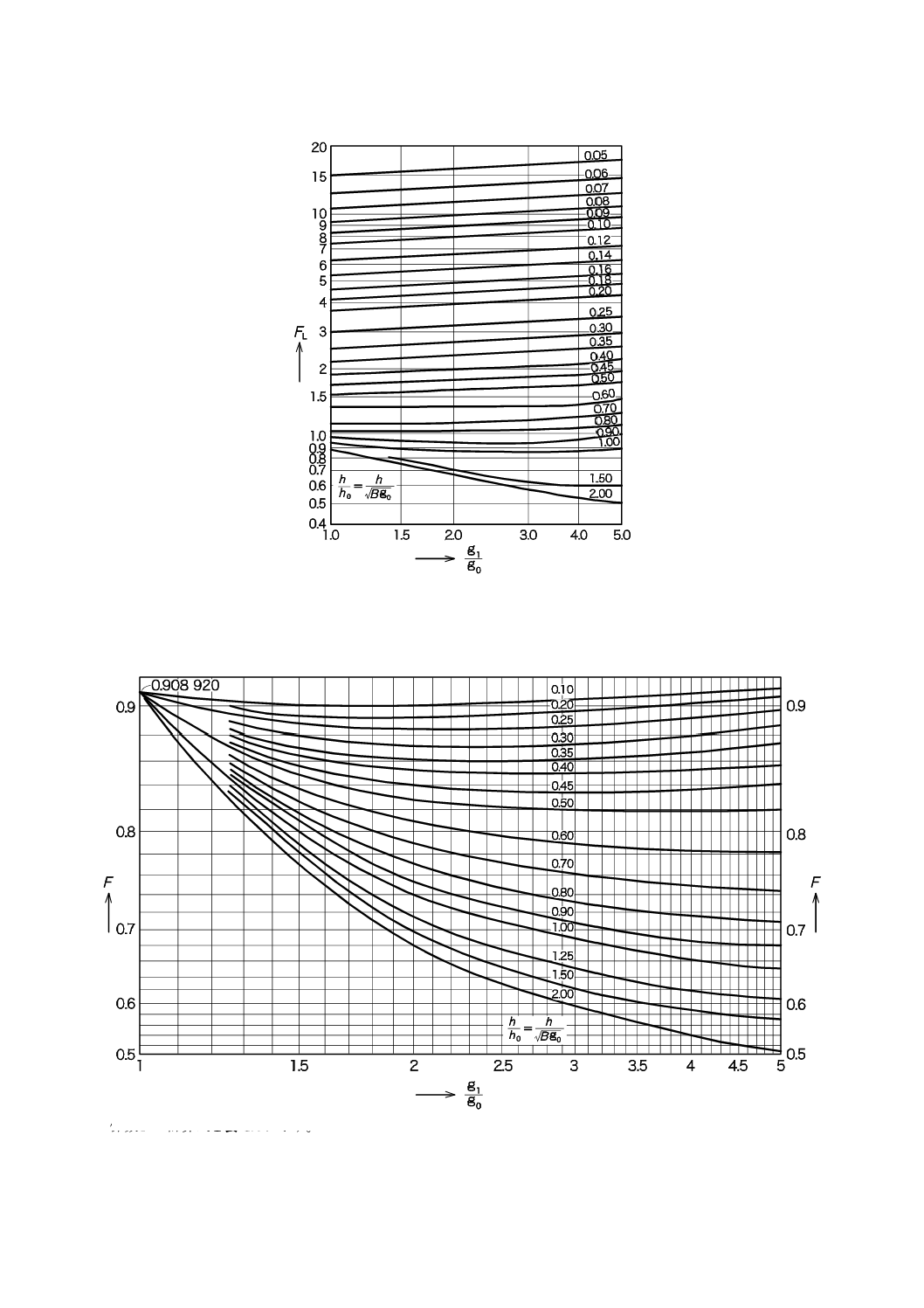
211
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
係数FLの計算式を表G.4に示す。
図G.5−FLの値(ルーズ形フランジの係数)†
係数Fの計算式を表G.4に示す。
図G.6−Fの値(一体形フランジの係数)†
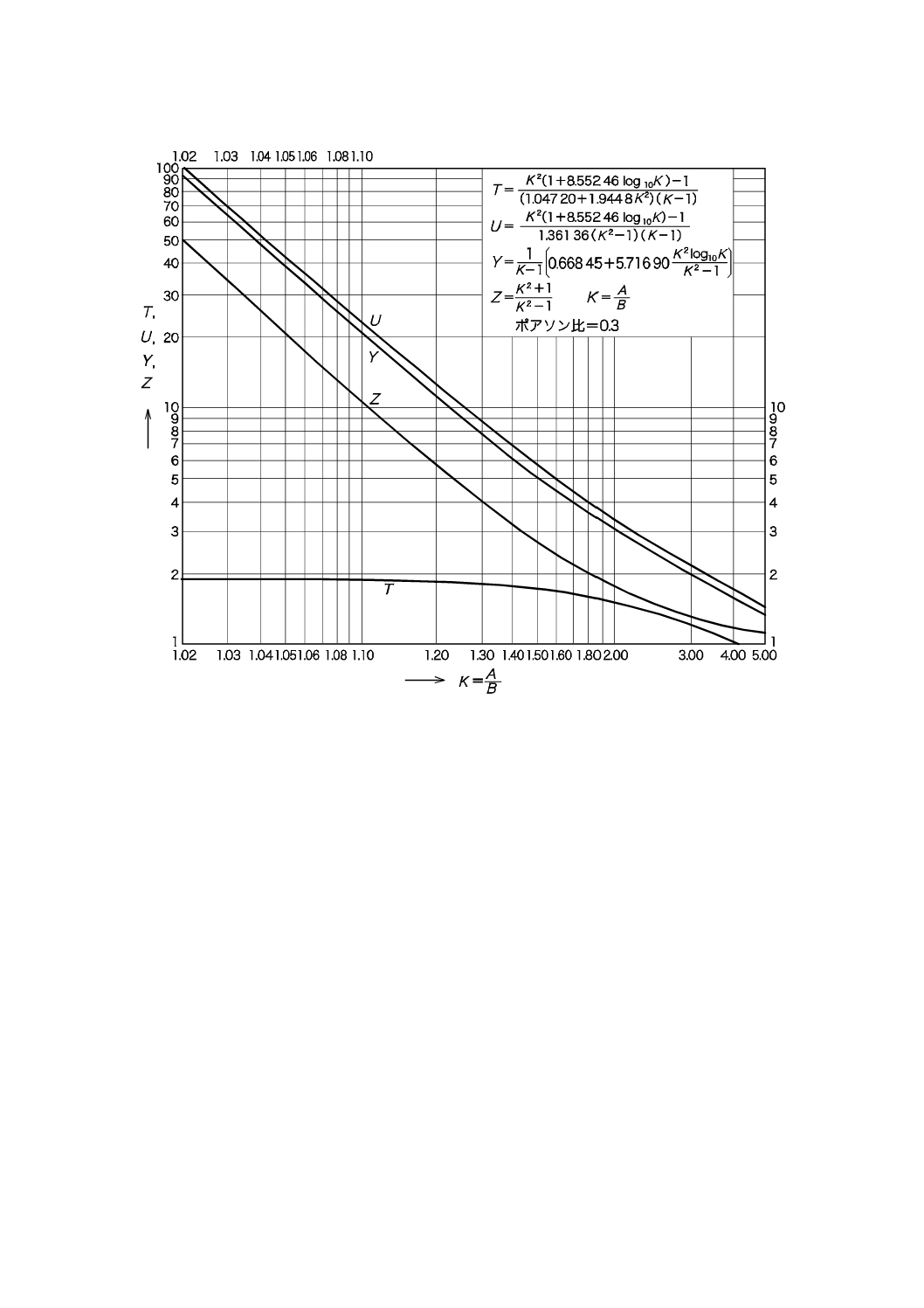
212
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図G.7−T,U,Y及びZの値†
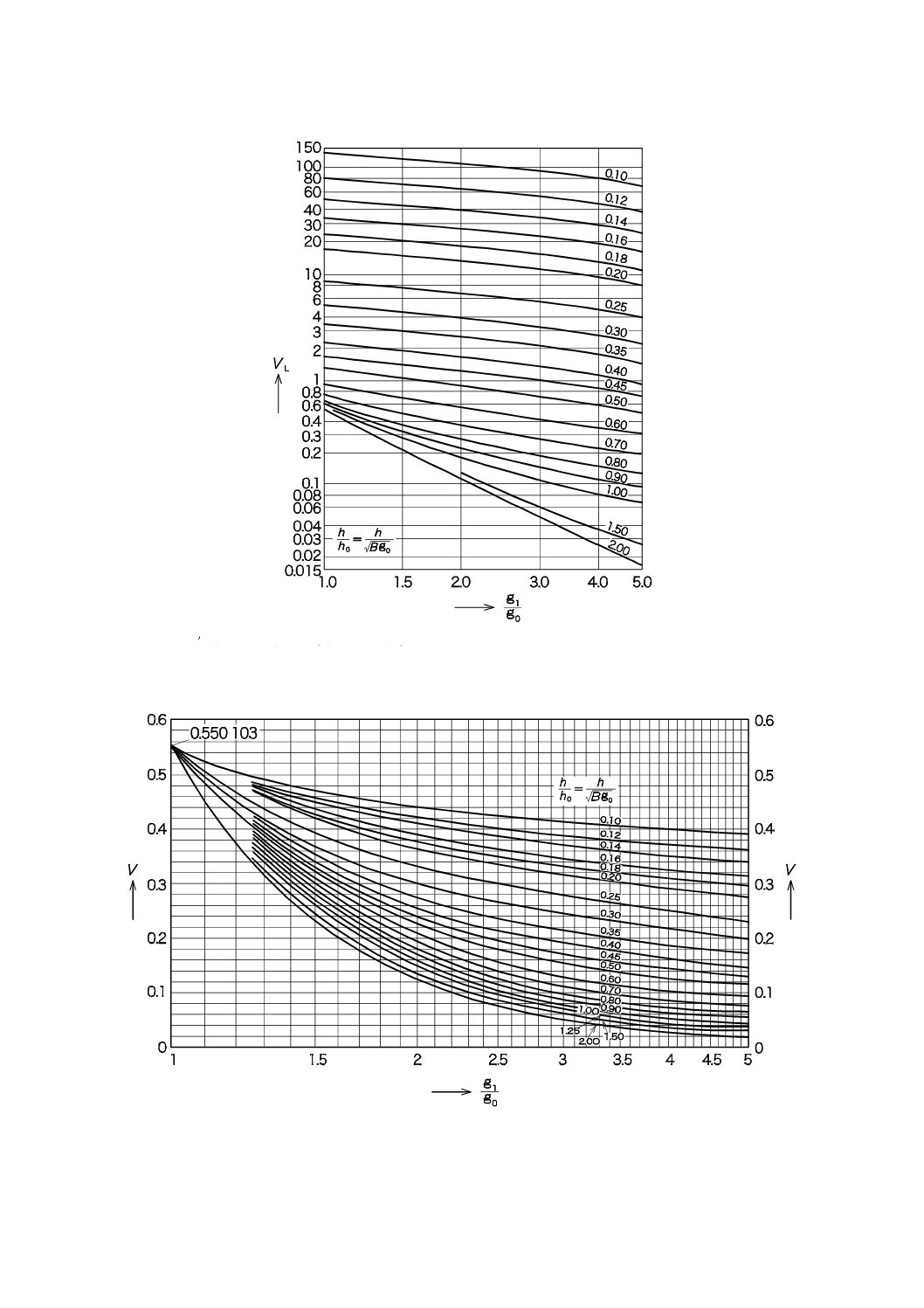
213
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
係数VLの計算式を表G.4に示す。
図G.8−VLの値(ルーズ形フランジの係数)†
係数Vの計算式を表G.4に示す。
図G.9−Vの値(一体形フランジの係数)†
214
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表G.4−フランジ係数の計算式†
一体形フランジ
ハブ付ルーズ形フランジ
図G.4の係数 f は,次の式による。
(
)
A
C
f
+
=
1
/
36
図G.4の係数 f は,1とする。
1
=
f
図G.6の係数Fは,次の式による。
(
)
C
A
C
E
F
3
6
1
73
.2
4
1
+
−
=
図G.5の係数FLは,次の式による。
(
)
C
A
C
A
A
C
A
C
A
C
F
3
4
1
24
21
18
L
1
73
.2
72
40
1
105
70
1
84
11
4
1
6
2
1
+
+
−
+
+
+
+
+
−
=
図G.9の係数Vは,次の式による。
(
)3
4
1
4
1
73
.2
A
C
E
V
+
=
図G.8の係数VLは,次の式による。
(
)3
4
1
18
21
24
L
1
73
.2
2
3
5
4
1
A
C
C
C
C
V
+
−
−
−
=
上の三つの式に用いるA,C,C36,E4
及びE6は,g1,g0,h及びh0の値を基に
した次の式(1)〜(45)を用いて得られる。た
だし,g1=g0(h=h0)の場合には,計算
式によらず,次による。
f=1,F=0.908 920及びV=0.550 103
上の式に用いるA,C,C18,C21及びC24は,g1,g0,h及びh0の値を
基にした次の式(1)〜(5),(7),(9),(10),(12),(14),(16),(18),(20),
(23)及び(26)を用いて得られる。
計算式
(1)
(
)1
/
0
1
−
=
g
g
A
(2)
(
)4
0
/
68
.
43
h
h
C=
(3)
12
/
3/1
1
A
C
+
=
(4)
336
/
17
42
/
5
2
A
C
+
=
(5)
360
/
210
/1
3
A
C
+
=
(6)
(
)C
A
A
C
/
3
1
040
5
/
59
360
/
11
4
+
+
+
=
(7)
(
)C
A
A
C
/
1
008
1/
5
90
/1
3
5
+
−
+
=
(8)
C
A
C
/1
040
5
/
17
120
/1
6
+
+
=
(9)
(
)C
A
A
A
A
C
/
2/
5
7/
75
14
/
225
7/
60
232
1/
51
772
2/
215
3
2
7
+
+
+
+
+
=
(10)
(
)C
A
A
A
A
C
/
11
/
5
7/
12
7/
15
7/6
045
45
/
128
930
6/
31
3
2
8
+
+
+
+
+
=
(11)
(
)C
A
A
A
A
C
/
84
/
25
28
/
39
14
/
33
2/1
920
73
/
653
240
30
/
533
3
2
9
+
+
+
+
+
=
(12)
(
)C
A
A
A
A
C
/
12
/
13
28
/
81
14
/
33
2/1
704
/
3
780
3/
29
3
2
10
+
+
+
−
+
=
(13)
(
)C
A
A
A
A
C
/
42
/
5
28
/
15
7/
6
2/1
280
665
/
763
1
048
6/
31
3
2
11
+
+
+
+
+
=
(14)
(
)C
A
A
A
A
C
/
55
/
6
385
/
156
35
/
18
35
/8
300
300
/
71
925
2/1
3
2
12
+
+
+
+
+
=
(15)
(
)C
A
A
A
A
C
/
70
/
3
70
/
11
35
/
6
35
/1
200
663
1/
937
600
831
/
761
3
2
13
+
+
+
+
+
=
(16)
(
)C
A
A
A
A
C
/
10
/
70
/
17
35
/
6
35
/1
640
332
/
103
800
415
/
197
3
2
14
+
+
+
−
+
=
(17)
(
)C
A
A
A
A
C
/
105
/
2
14
/
35
/
3
35
/1
400
554
/
97
600
831
/
233
3
2
15
+
+
+
+
+
=
(18)
(
)
12
2
2
1
2
8
7
2
3
2
8
3
3
8
2
12
7
1
16
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
+
+
−
+
+
=
(19)
(
)
[
]
16
9
2
12
4
2
8
3
7
13
9
8
3
13
8
2
12
7
4
17
/C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
+
+
−
+
+
=
(20)
(
)
[
]
16
10
2
12
5
2
8
3
7
14
10
8
3
14
8
2
12
7
5
18
/C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
+
+
−
+
+
=
(21)
(
)
[
]
16
11
2
12
6
2
8
3
7
15
11
8
3
15
8
2
12
7
6
19
/C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
+
+
−
+
+
=
(22)
(
)
[
]
16
2
4
12
1
8
13
9
2
3
2
13
3
3
8
4
12
9
1
20
/C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
+
+
−
+
+
=
(23)
(
)
[
]
16
2
5
12
1
8
14
10
2
3
2
14
3
3
8
5
12
10
1
21
/C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
+
+
−
+
+
=
(24)
(
)
[
]
16
2
6
12
1
8
15
11
2
3
2
15
3
3
8
6
12
11
1
22
/C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
+
+
−
+
+
=
(25)
(
)
[
]
16
13
2
2
1
9
8
4
7
3
2
8
4
3
9
2
13
7
1
23
/C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
+
+
−
+
+
=
215
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表G.4−フランジ係数の計算式†(続き)
計算式
(26)
(
)
[
]
16
14
2
2
1
10
8
5
7
3
2
8
5
3
10
2
14
7
1
24
/C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
+
+
−
+
+
=
(27)
(
)
[
]
16
15
2
2
1
11
8
6
7
3
2
8
6
3
11
2
15
7
1
25
/C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
C
+
+
−
+
+
=
(28)
(
)4/1
26
4/
C
C
−
=
(29)
26
17
17
20
27
12
/5
C
C
C
C
C
+
−
−
=
(30)
26
19
19
22
28
12
/1
C
C
C
C
C
+
−
−
=
(31)
(
)2/1
29
4/
C
C
−
=
(32)
(
)4/3
30
4/
C
C
−
=
(33)
30
17
31
2
/
3
C
C
A
C
−
=
(34)
30
19
32
2
/1
C
C
C
−
=
(35)
(
)
29
27
32
28
30
29
31
28
32
26
33
5.0
5.0
C
C
C
C
C
C
C
C
C
C
C
+
−
+
=
(36)
26
18
21
18
34
12
/1
C
C
C
C
C
−
−
+
=
(37)
(
)4/3
18
35
4/
C
C
C
−
=
(38)
(
)
33
29
34
32
29
35
28
36
/C
C
C
C
C
C
C
C
−
=
(39)
(
)
[
]
33
29
27
35
34
30
29
31
34
35
26
37
/
5.0
5.0
C
C
C
C
C
C
C
C
C
C
C
C
+
−
+
=
(40)
37
19
18
36
17
1
C
C
C
C
C
E
+
+
=
(41)
37
22
21
36
20
2
C
C
C
C
C
E
+
+
=
(42)
37
25
24
36
23
3
C
C
C
C
C
E
+
+
=
(43)
1
2
3
36
37
4
2
/
3
5
/
4
/
12
/
4
/1
E
E
E
C
C
E
−
−
−
+
+
=
(44)
(
)
(
)
(
)
105
/
70
/1
84
/
11
4
/1
6
/
2
/1
3
2
1
5
A
E
A
E
A
E
E
+
+
+
+
+
=
(45)
(
)
(
)
C
A
C
A
C
A
A
C
E
E
/1
120
/
60
/1
72
/
40
/1
/
3
36
/
120
/
7
37
36
5
6
+
+
−
−
−
+
+
−
=
表G.5−フランジの剛性指数†
フランジの形式
剛性指数
ハブなしルーズ形(差込み形)フランジ
[図G.2 a-2) の1)〜7)]
()
K
K
Et
M
J
ln
4.
109
L
3
0
=
ハブ付きルーズ形(差込み形)フランジ
[図G.2 a-2) の1)〜7)]
0
L
2
0
0
L
14
.
52
h
K
LEg
M
V
J=
一体形フランジ
[図G.2 b) の1)〜10)]
0
I
2
0
0
14
.
52
h
K
LEg
VM
J=
ここに,
E: 設計温度(使用状態)又は常温(ガスケット締付時)におけるフ
ランジ材料の縦弾性係数(N/mm2)
J: 剛性指数≦1
KI: 一体形フランジの剛性係数=0.3
KL: ルーズ形フランジの剛性係数=0.2
なお,上記以外の記号はG.2による。
216
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書H
(規定)
全面形非金属ガスケットを用いる全面座フランジ
H.1 一般
この附属書は,全面形非金属ガスケットを用いる全面座フランジ(図H.1参照。以下,フランジという。)
の計算方法について規定する。
この附属書で示すフランジには,次のa)〜e) に示す制限がある。
a) 全面形非金属ガスケットは,厚さ1.5 mm以上とする。
b) フランジ面は全面にわたって平面とする。また,ボルト締付後,フランジ面は全面にわたって,ガス
ケットと均一な接触とする。
c) 計算に用いる荷重は,内圧,外圧,ボルト締付荷重及びガスケット荷重だけであり,次の1)〜3) に示
す荷重は考慮していない。
1) 配管系から伝達する外力
2) フランジ及びボルトに生じる熱応力
3) 据付時に生じる外力
d) フランジの形式は,G.3に示すルーズ形(差込み形)及び一体形とする。
e) 組み合わせる二つのフランジは,形状,寸法及び材料の機械的性質が同一とする。
図H.1−全面形非金属ガスケットを用いる全面座フランジ
H.2 記号の意味
この附属書で用いる記号の意味は,次による。
A1: ガスケットの内径(mm)
217
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Ab: 使用するボルトの総有効断面積で,次の式による(mm2)。
2
b
b
4d
n
A
π
=
Am: ボルトの必要総有効断面積で,Am1又はAm2のいずれか大きい値(mm2)
Am1: 使用状態でのボルトの必要総有効断面積(mm2)
Am2: ガスケット締付時のボルトの必要総有効断面積(mm2)
B: フランジの内径(mm)
b0: ガスケット座の基本幅で,次の2種類の式で計算した値のいずれか小さい値(mm)。
b0=G0−C
b0=C−A1
b1: ガスケット締付時のガスケット座の有効幅で,次の式による(mm)。
0
1
4b
b=
2b2: 使用状態でのガスケット座の有効幅で,2b2=5 mmとする(mm)。
C: ボルト穴の中心円の直径(mm)
dh: ボルト穴の直径(mm)
db: ボルトのねじ部の谷径又は軸部の最小径のいずれか小さい値(mm)
Ea: 常温におけるフランジ材料の縦弾性係数(N/mm2)
E0: 設計温度におけるフランジ材料の縦弾性係数(N/mm2)
G: ガスケット圧縮力HPが作用する位置の直径で,次の式による(mm)。
G=C−(dh+2b2)
G0: ガスケット外径又はフランジ外径のいずれか小さい値(mm)
g0: ハブ先端の厚さ(mm)
g1: フランジ背面のハブの厚さ(mm)
H: 内圧によってフランジに作用する荷重で,次の式による(N)。
(
)P
d
C
H
2
h
4
−
=π
HD: 内圧によってフランジの内径面に作用する荷重で,次の式による(N)。
P
B
H
2
D
4
π
=
HP: 気密を保つためのガスケット圧縮力で,次の式による(N)。
HP=2πb2GmP
HT: 内圧によって,フランジに作用する荷重とフランジの内径面に作用する荷重の差で,次の式に
よる(N)。
HT=H−HD
HR: 平衡反力で,次の式による(N)。
R
P
P
T
T
D
D
R
h
h
H
h
H
h
H
H
+
+
=
hD: ボルト穴の中心円からHDの作用点までの半径方向の距離(モーメントアーム)で,次の式に
よる(N)。
一体形フランジの場合
2
1
D
g
B
C
h
−
−
=
218
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ルーズ形フランジ(差込み形)の場合
2
D
B
C
h
−
=
hP: ボルト穴の中心円からHPの作用点までの半径方向の距離(モーメントアーム)で,次の式に
よる(mm)。
2
22
h
P
b
d
h
+
=
hT: ボルト穴の中心円からHTの作用点までの半径方向の距離(モーメントアーム)で,次の式に
よる(mm)。
(
)
4
22
h
T
B
b
d
C
h
−
+
+
=
hR: ボルト穴の中心円からHRの作用点までの半径方向の距離(モーメントアーム)で,次の式に
よる(mm)。
4
h
0
R
d
C
G
h
+
−
=
M0: 使用状態でのフランジに作用するモーメントで,次の式による(N・mm)。
M0=HRhR
m: ガスケット係数で,表G.2に示す。
n: ボルトの本数
P: 内圧又は外圧(MPa)
t: フランジの計算厚さ(mm)
Wm1: 使用状態での必要ボルト荷重(N)
Wm2: ガスケット締付時の必要ボルト荷重(N)
y: ガスケットの最小設計締付圧力で,表G.2に示す(MPa)。
δb: ボルト間隔(mm)
σa: 常温におけるボルト材料の許容引張応力(N/mm2)
σb: 設計温度におけるボルト材料の許容引張応力(N/mm2)
σf: 設計温度におけるフランジ材料の許容引張応力(N/mm2)
H.3 ボルト荷重及びボルトの断面積
ボルト荷重及びボルトの断面積は,次のa)〜c) による。
a) ボルト荷重 ボルトの総有効断面積の計算に用いる必要ボルト荷重は,次の1) 及び2) による。
1) 使用状態での必要ボルト荷重
(
)
R
P
P
T
T
D
D
2
2
h
R
P
1
m
2
4
h
h
H
h
H
h
H
GmP
b
P
d
C
H
H
H
W
+
+
+
+
−
=
+
+
=
π
π
2) ガスケット締付時の必要ボルト荷重
0
1
2
m
4
b
Cy
y
b
C
W
π
π
=
=
b) ボルトの必要総有効断面積 ボルトの必要総有効断面積Amは,次の使用状態又はガスケット締付時
の式による値のいずれか大きい値とする。
使用状態
b
1
m
1
m
σ
W
A=
219
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ガスケット締付時
a
2
m
2
m
σ
W
A=
c) 使用するボルトの総有効断面積 使用するボルトの総有効断面積Abは,次の式を満足することを確認
する。
Ab≧Am
H.4 フランジの計算厚さ
フランジの計算厚さは,次の3種類の式による値の最も大きい値とする。
(
)
h
f
0
6
nd
C
M
t
−
=
π
σ
(
)(
)
6
2
5.0
b
b
25
.0
0
a
d
m
E
E
t
−
+
=
δ
(
)
f
1
1
2
2
σ
P
g
A
t
+
=
H.5 外圧を保持するフランジ
外圧を保持するフランジは,H.3及びH.4の規定を準用するが,次のa) 及びb) の条件を加える。
a) H.4の計算で第2番目の式を適用しない。
b) 使用状態での必要ボルト荷重を考慮しない(Wm1=0)。
220
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書I
(規定)
金属面接触フランジ
I.1
一般
この附属書は,金属面接触フランジ(図I.1参照。以下,フランジという。)の計算方法について規定す
る。
この附属書で示すフランジには,次のa)〜k) に示す制限がある。
a) ガスケットはセルフシールガスケットを用い,ガスケットの位置はボルト穴の中心円の内側にある。
b) フランジ面は平面で,ガスケットは比較的低いボルト締付荷重でフランジ面の全接触が可能とする。
c) ボルト締付後,フランジは全面にわたって金属面どうしが均一な接触とする。
d) 計算に用いる荷重は,内圧,b) とc) の制限を満足するボルト締付荷重,及びガスケット荷重だけで
あり,次の1)〜3) に示す荷重は考慮していない。
1) 配管系から伝達する外力
2) フランジ及びボルトに生じる熱応力
3) 据付時に生じる外力
e) フランジの形式は,G.3に示すルーズ形(差込み形)及び一体形とする。
f)
組み合わせる二つのフランジは,形状,寸法及び材料の機械的性質が必ずしも同一でなくてもよいが,
I.4に示すクラス及びカテゴリの分類に従って,I.5の計算を行う。
g) クラス1の場合は,金属スペーサを使用してもよいが,クラス2及びクラス3の場合は,金属スペー
サを使用しない。クラス1で金属スペーサを使用する場合は,ボルト穴の中心円の外側まである構造
とする(クラスの規定は,I.4参照)。
h) スリーブ,カラー,多層座金などによってボルトの有効長さが著しく長くない。
i)
フランジの構造から,ボルト締付時のフランジに過大な応力は発生せず,また,使用状態でのボルト
の応力はボルト締付時のボルトの応力よりも必ず大きくなる。したがって,フランジの計算は使用状
態での場合だけを行えばよい。
j)
図I.2のフランジの形式のb) 6)〜b) 10) でG.3 b) の許容値を満足する場合は,ルーズ形として計算し
てもよい。
k) この附属書に示す次の1)〜3) は,附属書Gと同じ内容である。
1) I.6のフランジ及びボルトの応力に対する許容値
2) 図I.2のフランジの形式
3) 表I.2のフランジ荷重に対するモーメントアーム
I.2
記号の意味
この附属書で用いる記号の意味及び取扱いは,次のa)〜d) による。
a) 記号の意味は,次による。
A: フランジの外径(mm)
Ab: 使用するボルトの総有効断面積で,次の式による(mm2)。
221
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
b
b
4d
n
A
π
=
Ad: ボルト穴の中心円の周長に占めるボルト穴の比で,次の式による。
C
nD
A
π
=
d
a: 形状係数で,次の式による。
1
2B
C
A
a
+
=
B: フランジの内径(mm)。ただし,ハブの軸方向応力σHの計算式において,Bが20g1より小さい
場合は,Bの代わりにB1を用いることができる。
B1: B+g0( f ≧1の一体形フランジの場合)(mm)
B+g1(ルーズ形フランジ又は一体形フランジで f の最小値は1であるが,図G.4又は表G.4に
よって得られる値 f が f <1の場合)(mm)
B{カテゴリ3の場合[I.4 b) カテゴリの分類参照]}(mm)
C: ボルト穴の中心円の直径(mm)
C1: 係数で,次の式による。
(
)
S
1
S
1
3.1
1
/
log
567
.1
784
.0
J
B
A
J
C
+
−
−
=
································································ (1)
C2: 係数で,次の式による。
(
)
(
)
S
P
P
3
1
2
3.1
1
/
3.1
32
J
M
J
PB
C
+
−
=π
··································································· (2)
C3: 係数で,次の式による。
′
+
−
−
=
Ι
3
I
S
1
S
3
/
log
206
.1
575
.0
F
t
J
B
A
J
C
································································ (3)
ただし,FI'=0の場合はC3=0
C4: 係数で,次の式による。
(
)
′
+
−
=
I
3
I
S
P
P
4
/
F
t
J
M
J
C
···················································································· (4)
ただし,FI'=0の場合はC4=0
C5: C5=Mp'
C6: クラス2フランジの計算に用いる係数で,次の式による。
カテゴリ1及び2の場合
2
0
0
3
II
6
91
.0
g
Lh
V
t
C=
カテゴリ3の場合
=
1ΙΙ
1
6
log
829
.0
B
B
C
c: 最小溶接寸法のための基本寸法で,tn又はtxのいずれか小さい値(mm)
D: ボルト穴の直径(mm)
d: 係数で,次の式による(mm3)。
ルーズ形フランジの場合
2
0
0
L
g
h
V
U
d=
222
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
一体形フランジの場合
2
0
0g
h
V
U
d=
db: ボルトのねじ部の谷径又は軸部の最小径のいずれか小さい値(mm)
dbn: ボルトのねじの呼び径(mm)
E: 設計温度におけるフランジ材料の縦弾性係数(N/mm2)
Eb: 設計温度におけるボルト材料の縦弾性係数(N/mm2)
EI*: 係数で,次の式による。
EI*=EItI3
EII*: 係数で,次の式による。
EII*=EIItII3
e: 係数で,次の式による(mm−1)。
ルーズ形フランジの場合
0
L
h
F
e=
一体形フランジの場合
0h
F
e=
F: 一体形フランジの係数で,図G.6又は表G.4に示す。
FL: ルーズ形フランジの係数で,図G.5又は表G.4に示す。
F': 係数で,次の式による。
カテゴリ1の場合
(
)
V
Ft
h
g
F'
+
=
0
2
0
·································································· (5a)
カテゴリ2の場合
(
)
L
L
0
2
0
V
t
F
h
g
F'
+
=
································································· (5b)
カテゴリ3の場合 F'=0 ················································································· (5c)
FI': 係数で,次の式による。
カテゴリ1の場合
(
)
V
Ft
h
g
'
F
Ι
0
2
0
I
+
=
································································· (6a)
カテゴリ2の場合
(
)
L
Ι
L
0
2
0
I
V
t
F
h
g
'
F
+
=
································································ (6b)
カテゴリ3の場合 FI'=0 ················································································ (6c)
f: ハブ応力修正係数で,図G.4又は表G.4に示す( f ≧1の場合,f はハブの厚さg0の部分の応力
と厚さg1の部分の応力の比を表す。f <1の場合は f =1とする。)。
G: ガスケット反力の作用する位置の直径(ガスケット接触面の平均径)(mm)
g0: ハブ先端の厚さ(mm)
g1: フランジ背面のハブの厚さ(mm)
H: 内圧によってフランジに作用する荷重で,次の式による(N)。
P
G
H
2
4
π
=
HC: フランジの接面反力(I.3参照)(N)
HD: 内圧によってフランジの内径面に作用する荷重で,次の式による(N)。クラス1フランジ又は
クラス3フランジの計算に用いる。
P
B
H
2
D
4
π
=
223
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
HD': 内圧によってフランジIIの内径面に作用する荷重で,次の式による(N)。クラス2フランジの
計算に用いる。
P
B
'
H
2
II
D
4
π
=
HG: ガスケット荷重で,ガスケット締付荷重とガスケットのセルフシールによって生じる軸方向荷
重の和(N)。ただし,ガスケット締付荷重及びガスケットのセルフシールによって生じる軸方
向荷重が無視できない特殊な形状の場合を除いてHG=0とする。
HT: 内圧によって,フランジに作用する荷重とフランジの内径面に作用する荷重の差で,次の式に
よる(N)。クラス1フランジ又はクラス3フランジの計算に用いる。
HT=H−HD
HT': 内圧によって,フランジIIに作用する荷重とフランジIIの内径面に作用する荷重の差で,次の
式による(N)。クラス2フランジの計算に用いる。
(
)
2
II
2
1
T
4
B
B
P
'
H
−
=π
h: ハブの長さで,図I.2に示す(mm)。
hC: ボルト穴の中心円からHCの作用点までの半径方向の距離(モーメントアーム)(I.3参照)
(mm)。
hCmax: hCの最大値で,ボルト穴の中心円からフランジ外周までの半径方向の距離,又はボルト穴の中
心円からスペーサ外周までの半径方向の距離のいずれか小さい値(mm)。
hD: ボルト穴の中心円からHDの作用点までの半径方向の距離(モーメントアーム)で,表I.2に示
す(mm)。クラス1フランジ又はクラス3フランジの計算に用いる。
hD': ボルト穴の中心円からHD'の作用点までの半径方向の距離(モーメントアーム)で,次の式によ
る。クラス2フランジの計算に用いる。
カテゴリ1及び2の場合
2
II
1
II
1
D
g
B
B
'
h
−
−
=
カテゴリ3の場合
2
II
1
D
B
B
'
h
−
=
hG: ボルト穴の中心円からHGの作用点までの半径方向の距離(モーメントアーム)で,表I.2に示
す(mm)。
hT: ボルト穴の中心円からHTの作用点までの半径方向の距離(モーメントアーム)で,表I.2に示
す(mm)。
hT': ボルト穴の中心円からHTの作用点までの半径方向の距離(モーメントアーム)で,次の式によ
る。クラス2フランジの計算に用いる。
4
II
1
T
B
B
'
h
−
=
h0:
0
0
Bg
h=
(mm)
JS: 係数で,次の式による。
B
C
D
1
S
2
1
r
a
h
h
B
J
π
β
+
+
=
JP: 係数で,次の式による。
B
C
D
1
P
1
r
a
h
h
B
J
π
β
+
+
=
224
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
K: フランジの内外径の比で,K=A/B
L: 係数で,次の式による。
d
t
T
te
L
3
1+
+
=
l: 有効ボルト長さで,両ねじのボルトの場合,次の式による(mm)。また,片ねじのボルトの場
合は,dbnを0.5dbnと置き換える。
クラス1の場合 l=2t+ts+dbn
クラス3の場合 l=tI+tII+dbn
Mb: フランジの直径B1の位置に作用するモーメントで,フランジIとフランジIIの平衡のためのモ
ーメント(N・mm)
MD: 内圧によってフランジの内径面に作用する荷重によるモーメントで,次の式による(N・mm)。
MD=HDhD
MG: ガスケット荷重によるモーメントで,次の式による(N・mm)。
MG=HGhG
MH: フランジリングとハブの間に作用するモーメント(N・mm)
MP: 内圧荷重によるモーメント(MD及びMT)とガスケット荷重によるモーメント(MG)の和で,
次の式による(N・mm)。クラス1フランジ及びクラス3フランジの計算に用いる。
MP=MD+MT+MG=HDhD+HThT+HGhG
MP': 内圧荷重によるモーメント(HD' hD' 及びHT' hT')の和で,次の式による(N・mm)。クラス2フ
ランジの計算に用いる。
MP'=HD'hD'+HT'hT'
MS: 内圧によってフランジリングとハブの間に作用するモーメントMHとせん断力Qによってフラ
ンジリングに作用するモーメントの和で,次の式による(N・mm)(図I.1参照)。
2
H
S
Qt
M
M
+
=
MT: 内圧によって,フランジに作用する荷重とフランジの内径面に作用する荷重の差によるモーメ
ントで,次の式による(N・mm)。
MT=HThT
Mu: フランジの直径B1の位置に作用するモーメントで,フランジIとフランジIIの剛体回転に関す
るモーメント(N・mm)
n: ボルトの本数
P: 内圧(MPa)
Q: フランジリングとハブの間に作用するせん断力(N)
R: ボルト穴の中心円からハブとフランジ背面の交点までの半径方向の距離で,次の式による
(mm)。
1
2
g
B
C
R
−
−
=
r: すみの丸みで,0.25g1以上(mm)。ただし,最小値は4.5 mmとする。
rB: ボルト穴のたわみ性の係数で,次の式による。ここに,角度はラジアンを用いる。
225
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
−
−
−
+
−
=
−
d
d
d
1
2
d
B
2
1
1
tan
1
4
1
A
A
A
A
n
r
π
rE: 設計温度におけるフランジ材料の縦弾性係数とボルト材料の縦弾性係数の比で,次の式による。
rE=E/Eb
rS: 初期ボルト応力係数で,次の式による。
b
i
S
1σσ
−
=
r
T: K=A/Bの値によって定まる係数で,図G.7に示す。
t: フランジの厚さ(クラス1の場合)(mm)
tI: フランジIの厚さ(クラス3の場合)(mm)
tII: フランジIIの厚さ(クラス3の場合)(mm)
tn: 接続管の厚さ(mm)
ts: スペーサの厚さ(mm)
tx: ルーズ形フランジとして計算する場合は内圧を保持する接続管の計算厚さの2倍,一体形フラ
ンジとして計算する場合は2g0(mm)。ただし,最小値は6 mmとする。
U: K=A/Bの値によって定まる係数で,図G.7に示す。
V: 一体形フランジの係数で,図G.9又は表G.4に示す。
VL: ルーズ形フランジの係数で,図G.8又は表G.4に示す。
Wm1: 使用状態での必要ボルト荷重(N)
X: 係数で,次の式による。
+
=
ΙΙ
Ι
Ι
E
E
E
X
Y: K=A/Bの値によって定まる係数で,図G.7に示す。
Z: K=A/Bの値によって定まる係数で,図G.7に示す。
β: 形状係数で,次の式による。
1
1
2B
B
C+
=
β
σb: 設計温度におけるボルト材料の許容引張応力(N/mm2)
σb0: 使用状態でのボルトの応力(N/mm2)
σf: 設計温度におけるフランジ材料の許容引張応力(N/mm2)
σn: 設計温度における管の材料の許容引張応力(N/mm2)
σH: ハブの軸方向応力(N/mm2)
σi: 初期ボルト応力(N/mm2)
注記 σiは,必ずσbより小さな値となる。
σR: フランジの径方向応力(N/mm2)
σT: フランジの周方向応力(N/mm2)
θA: フランジの外径端におけるフランジ面の傾き(ラジアン)
θB: フランジの内径端におけるフランジ面の傾き(ラジアン)
θrb: モーメントMuによるフランジ面の傾きの変化量(ラジアン)
b) 記号の右下に付したI及びIIは,クラス2又はクラス3で同一ではないフランジを組み合わせた場合,
226
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
それぞれのフランジを区別する添字である。Iは径を絞り込まない側のフランジに付し,IIは径を絞り
込む側のフランジ(平板を含む。)に付す(以下,前者をフランジI,後者をフランジIIという。)(図
I.4及び図I.5を参照)。また,クラス2又はクラス3でI及びIIが付されていない場合は,フランジI
の記号を示す。
c) 特に注記がない限り,B1,JS,JP,FI'及びMPは,クラス2又はクラス3の場合,フランジIの寸法に
基づく。
d) 全ての対数は,常用対数を用いる。また,角度は,ラジアンを用いる。
I.3
接面反力及びボルト締付荷重
接面反力及びボルト締付荷重は,次のa) 及びb) による。
a) I.5に示す計算方法は,使用状態で,ボルト穴の中心円の外側の位置(hC≦hCmax)に接面反力HCが作
用することを前提としている。接面反力HC及び初期ボルト応力σiの計算の用いるモーメントアーム
hCは,次の1) 及び2) による。
1) ボルト締付荷重を管理せずに通常のレンチでボルトを締め付ける場合は,hC=hCmaxとして,I.5の
計算を行う。
2) 特定のσi[式(12)及び式(30)]に対して一連の計算を行う場合は,hCを変数として,繰り返し計算を
行い,σiを収束させる。この場合は,ボルト締付荷重を管理して,実際の初期ボルト応力が,算出
されたσiに等しくなることを確認する。
b) ボルトを締め付ける場合,次の1)〜3) に注意する。
1) 全てのボルトを均一に締め付ける。
2) ボルトは,フランジ面の開きが発生しないように締め付ける。
3) ボルト締付荷重を管理せずに通常のレンチでボルトを締め付ける場合は,ボルトの応力が常温にお
ける材料の降伏点又は耐力を超えるような過大な締付けを行わない。
I.4
クラスの分類及びカテゴリの分類
フランジは,フランジの組合せによって3種類のクラスに分類し,かつ,各々のフランジを管の取付方
法によって,3種類のカテゴリに分類する。
a) クラスの分類 フランジは,ボルトの中心円の外側でフランジ面が互いに接触するので,一つのフラ
ンジの挙動はもう一方のフランジの剛性に影響される。そこで,互いの変形に影響を及ぼす度合いに
よって,フランジの組合せを,次の1)〜3) の3種類のクラスに分類する。
1) クラス1 形状,寸法,縦弾性係数及び許容応力が同一のフランジを組み合わせる場合を,クラス1
とする。ただし,一方のフランジに小さなガスケット用の溝を設けても,同一の形状及び寸法とみ
なしてよい(図I.3参照)。また,形状,寸法及び縦弾性係数が同一のフランジの組合せで,許容応
力だけが異なる場合は,低いほうの許容応力を両方のフランジに適用し,クラス1としてもよい。
このような処置を行うのは,同一の形状及び寸法のフランジの組合せを得るためであり,同一の形
状及び寸法でなくてもよい場合は,クラス2として計算を行う。また,剛体にボルト締めするフラ
ンジは,式(12)のlを2lに置き換えて,クラス1として計算を行うことができる。
2) クラス2 クラス1に分類されないフランジの組合せで,フランジIIの内径が,フランジIのボル
ト穴の中心の直径の1/2を超える場合を,クラス2とする(図I.4参照)。また,形状及び寸法が同
一で,縦弾性係数が異なるフランジの組合せの場合もクラス2とする。
227
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) クラス3 次の3.1)〜3.3) の場合は,クラス3とする。
3.1) クラス1に分類されないフランジの組合せで,フランジIIの内径が,フランジIのボルト穴の中
心円の直径1/2以下の場合
3.2) フランジIのボルト穴の中心円の直径の1/2以下の内径の穴がフランジII(平板)の中央にあり,
穴が十分に補強されている場合[I.5 c) 2) 参照]
3.3) 穴がないフランジII(平板)を用いる場合
なお,3.1) 及び3.2) の場合も,計算はフランジIIを穴がない平板とみなして行う(図I.5参照)。
b) カテゴリの分類 カテゴリの分類は,次の1)〜3) による。
1) カテゴリ1 一体形フランジは,カテゴリ1とする。
2) カテゴリ2 ハブ付きのルーズ形フランジで,ハブを強度部材とみなす場合は,カテゴリ2とする。
3) カテゴリ3 次の3.1) 及び3.2) の場合は,カテゴリ3とする。カテゴリ3の場合,計算式で用いる
B1の代わりにBを用いる。
3.1) ハブ付きのルーズ形フランジで,ハブを強度部材とみなさない場合
3.2) ハブなしのルーズ形フランジの場合
I.5
フランジ及びボルトの計算
I.4で分類したフランジの組合せのクラス及び取付方法のカテゴリごとに,計算手順を次のa)〜c) に示
す。ここで,引張応力は正符号で,圧縮応力は負符号で表す。表I.1にクラス及びカテゴリごとに使用す
る計算式を示す。ただし,I.2の記号の意味にも共通計算式があるので,あらかじめ算出しておく必要があ
る。
表I.1−クラス及びカテゴリごとに使用する計算式
クラス
カテゴリa)
使用する計算式
1
1
(5a),(7)〜(13),(14a),(15a),(16a)
1
2
(5b),(7)〜(13),(14b),(15b),(16b)
1
3
(5c),(7)〜(13),(14c),(15c),(16c)
2
1,2,3
I.5 b) による。
3
1
(1)〜(4),(6a),(17)〜(31),(32a),(33a),(34a),(35)〜(38)
3
2
(1)〜(4),(6b),(17)〜(31),(32b),(33b),(34b),(35)〜(38)
3
3
(1)〜(4),(6c),(17)〜(31),(32c),(33c),(34c),(35)〜(38)
注記 使用する計算式は,( )内の番号で示す。
注a) クラス2及びクラス3では,フランジIのカテゴリを示す。
a) クラス1フランジの計算 クラス1フランジの計算は,次による。
フランジリングとハブの相互作用によるフランジのモーメント
'
F
J
t
M
'
F
J
M
S
3
P
P
S
+
−
=
········································································ (7)
フランジ材料の縦弾性係数とフランジ内径部の傾きの積
(
)
P
P
S
S
3
B
46
.5
M
J
M
J
t
E
+
=π
θ
··························································· (8)
フランジの接面反力
228
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C
S
P
C
h
M
M
H
+
=
·········································································· (9)
使用状態での必要ボルト荷重
C
G
1
m
H
H
H
W
+
+
=
··································································· (10)
使用状態でのボルトの応力
b
1
m
b0
A
W
=
σ
··············································································· (11)
初期ボルト応力
(
)
1
E
3
S
P
2
C
b0
i
159
.1
B
lr
at
M
M
h
+
−
=σ
σ
······················································ (12)
フランジのボルト穴の中心円の位置における径方向応力
(
)
(
)
nD
C
t
M
M
−
+
=
π
σ
2
S
P
R
6
···································································· (13)
フランジの内径端における径方向応力
カテゴリ1の場合
2
1
S
0
R
6
2
t
B
M
Ft
h
Ft
π
σ
+
+
−
=
······························ (14a)
カテゴリ2の場合
2
1
S
L
0
L
R
6
2
t
B
M
t
F
h
t
F
π
σ
+
+
−
=
····························· (14b)
カテゴリ3の場合
0
R=
σ
······················································· (14c)
フランジの内径端における周方向応力
カテゴリ1の場合
2
1
S
0
1
B
T
8.1
2
t
B
M
Ft
h
FtZ
B
tE
π
θ
σ
−
+
+
=
····················· (15a)
カテゴリ2の場合
2
1
S
L
0
L
1
B
T
8.1
2
t
B
M
t
F
h
tZ
F
B
tE
π
θ
σ
−
+
+
=
···················· (15b)
カテゴリ3の場合
1
B
T
B
tEθ
σ=
·················································· (15c)
ハブの軸方向応力
カテゴリ1の場合
(
)
V
B
g
g
f
E
h
1
2
0
1
B
0
H
/
91
.0
θ
σ=
··································· (16a)
カテゴリ2の場合
(
)
L
1
2
0
1
B
0
H
/
91
.0
V
B
g
g
E
hθ
σ=
·································· (16b)
カテゴリ3の場合
0
H=
σ
······················································ (16c)
b) クラス2フランジの計算 クラス2フランジの計算は,次の1)〜3) による。
1) クラス2フランジの計算は,次のc) に示すクラス3フランジの計算手順を,次の1.1)〜1.3) のよう
に変更して行う。計算にはMP',C5及びC6を用いるが,これはフランジIIをリングガスケットを用
いる通常のフランジとみなし,外径A,ボルト穴の中心円の直径C及びガスケット反力の作用する
位置の直径Gは,いずれもフランジIのB1と等しい寸法とする(A=C=G=B1)。
なお,フランジIIのA,C及びGが,フランジIのB1に等しい寸法として計算するのは,MP',
C5及びC6の算出をする場合,及び次の1.3) の場合に限る。
1.1) クラス3フランジの計算手順の中で用いるC1の計算式(1)及びC2の計算式(2)は,次の計算式に置
229
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
き換える。
S
6
1
S
1
738
.1
log
095
.2
1
J
C
B
A
J
C
−
−
−
=
S
6
6
5
P
P
2
738
.1
738
.1
J
C
C
C
M
J
C
−
−
−
=
1.2) クラス3フランジの計算手順の中で,式(26)は,次の計算式に置き換える。
(
)
3
rb
P
P
b
S
3
B
46
.5
ΙΙ
ΙΙ
ΙΙ
ΙΙ
ΙΙ
ΙΙ
ΙΙ
+
+
=
t
*
E
M
J
M
J
t
E
θ
π
θ
1.3) クラス3フランジの計算手順の中で,計算式(17)から計算式(37)までは,そのまま使用する。ただ
し,計算式(38)は使用せず,次の計算式を使用する。
ハブの軸方向応力
カテゴリ1及び2の場合
(
)
ΙΙ
2
ΙΙ
1
SΙΙ
P
HΙΙ
B
Lg
M
'
M
f
−
=
σ
カテゴリ3の場合
0
HΙΙ=
σ
フランジの径方向応力
カテゴリ1及び2の場合
(
)(
)
ΙΙ
2
ΙΙ
SΙΙ
P
ΙΙ
RΙΙ
1
33
.1
B
Lt
M
'
M
e
t
−
+
=
σ
カテゴリ3の場合
0
RΙΙ=
σ
フランジの周方向応力
カテゴリ1及び2の場合
(
)
RΙΙ
ΙΙ
2
ΙΙ
SΙΙ
P
TΙΙ
σ
σ
Z
B
t
M
'
M
Y
−
−
=
カテゴリ3の場合
(
)
ΙΙ
2
ΙΙ
SΙΙ
P
TΙΙ
B
t
M
'
M
Y
−
=
σ
係数f,L,e,Y及びZは,フランジIIのA,C及びGがフランジIのB1に等しい寸法として算
出する。
2) 1) に示す方法以外に,次の方法でクラス2フランジを計算してもよい。
フランジI及びフランジIIのそれぞれに同一のフランジを組み合わせる場合を想定し,それぞれ
クラス1の計算を行い,全ての応力を許容値以下にする。ただし,hCの値は,フランジI及びフラ
ンジIIともに同じ値を用い,lの値は,それぞれ想定しているフランジの組合せのフランジ厚さで
計算する。
なお,この方法は,1) の方法に比べてより安全側になり,ボルトの応力も高く計算される。
3) クラス2フランジの場合,1) 又は2) の計算を行えば,フランジIIに対して,平板としての厚さの
計算及び穴補強の計算は必要ない。
c) クラス3フランジの計算 クラス3フランジの計算は,次の1) 及び2) による。
1) 計算式
係数E*とモーメントMuによるフランジ面の傾きの変化量θrbの積
フランジIの場合
1
3
1
2
4
rbI
I
)
1(
log
206
.1
)
(
C
X
C
X
B
A
C
C
X
*
E
−
−
−
−
=
θ
··········· (17)
230
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
フランジIIの場合
(
)
−
=
*
E
*
E
*
E
*
E
I
II
rbI
I
rbII
II
θ
θ
····························· (18)
フランジの直径B1の位置におけるモーメントMS
フランジIの場合
(
)
4
rbΙ
Ι
3
Ι
S
C
*
E
C
M
+
=
θ
···································· (19)
フランジIIの場合
(
)
2
rbII
ΙΙ
1
SII
C
*
E
C
M
+
=
θ
··································· (20)
フランジの直径B1の位置におけるモーメントMu
フランジIの場合
=
1
rbΙ
Ι
uΙ
log
206
.1
B
A
*
E
M
θ
····························· (21)
フランジIIの場合
=
1
rbII
ΙΙ
uΙΙ
log
206
.1
B
A
*
E
M
θ
··························· (22)
フランジの直径B1の位置におけるモーメントMb
フランジIの場合 MbI=MSI−MuI ·············································· (23)
フランジIIの場合 MbII=MSII−MuII ············································ (24)
フランジ材料の縦弾性係数と直径B1の位置におけるフランジの傾きの積
フランジIの場合
(
)
3
Ι
rbΙ
Ι
P
P
bΙ
S
3
Ι
BΙ
Ι
46
.5
t
*
E
M
J
M
J
t
E
θ
π
θ
+
+
=
················· (25)
フランジIIの場合
3
ΙΙ
3
1
SΙΙ
BΙΙ
ΙΙ
32
337
.1
t
PB
M
E
−
−
=
π
θ
······················· (26)
フランジの接面反力
(
)
C
bI
P
C
h
M
M
H
+
=
······································································ (27)
使用状態での必要ボルト荷重
C
G
m1
H
H
H
W
+
+
=
··································································· (28)
使用状態でのボルトの応力
b
m1
0
b
A
W
=
σ
·············································································· (29)
初期ボルト応力
(
)
(
)
1
EΙ
3
Ι
bΙ
P
2
C
b0
i
1
2
159
.1
B
r
l
t
a
X
M
M
h
−
+
−
=σ
σ
···················································· (30)
フランジのボルト穴の中心円の位置における径方向応力(フランジIの場合)
(
)
(
)
D
n
C
t
M
M
−
+
=
π
σ
2
Ι
SΙ
P
RΙ
6
·································································· (31)
フランジの内径端における径方向応力(フランジIの場合)
カテゴリ1の場合
2
Ι
1
SΙ
Ι
0
Ι
RΙ
6
2
t
B
M
t
F
h
t
F
π
σ
+
+
−
=
··························· (32a)
カテゴリ2の場合
2
Ι
1
SΙ
Ι
L
0
Ι
L
RΙ
6
2
t
B
M
t
F
h
t
F
π
σ
+
+
−
=
·························· (32b)
カテゴリ3の場合
0
RI=
σ
······················································ (32c)
231
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
フランジの内径端における周方向応力(フランジIの場合)
カテゴリ1の場合
2
I
1
SI
I
0
I
1
BI
I
I
TI
8.1
2
t
B
M
t
F
h
Z
t
F
B
E
t
π
θ
σ
−
+
+
=
·················· (33a)
カテゴリ2の場合
2
I
1
SI
I
L
0
I
L
1
BI
I
I
TI
8.1
2
t
B
M
t
F
h
Z
t
F
B
E
t
π
θ
σ
−
+
+
=
·················· (33b)
カテゴリ3の場合
1
BΙ
Ι
Ι
TΙ
B
E
t
θ
σ=
·············································· (33c)
ハブの軸方向応力(フランジIの場合)
カテゴリ1の場合
V
B
g
g
f
E
h
1
2
0
1
I
B
I
0
HI
91
.0
=
θ
σ
····································· (34a)
カテゴリ2の場合
L
1
2
0
1
BI
I
0
HI
91
.0
V
B
g
g
E
h
=
θ
σ
···································· (34b)
カテゴリ3の場合
0
HΙ=
σ
······················································ (34c)
フランジのボルト穴の中心円の位置における径方向応力(フランジIIの場合)
(
)
(
)
nD
C
t
M
M
−
+
=
π
σ
2
ΙΙ
SΙΙ
P
RΙΙ
6
·································································· (35)
フランジの直径B1の位置における径方向応力(フランジIIの場合)
2
ΙΙ
1
SΙΙ
RΙΙ
6
t
B
M
π
σ=
········································································· (36)
フランジの直径B1の位置における周方向応力(フランジIIの場合)
2
ΙΙ
1
SΙΙ
1
BΙΙ
ΙΙ
ΙΙ
TΙΙ
8.1
t
B
M
B
E
t
π
θ
σ
−
=
···························································· (37)
フランジ中央の径方向応力及び周方向応力(フランジIIの場合)
2
ΙΙ
1
SΙΙ
2
ΙΙ
2
1
TΙΙ
RΙΙ
6
4
309
.0
t
B
M
t
PB
π
σ
σ
−
=
=
················································ (38)
2) 1) に従ってフランジIIの厚さを決定すれば,平板としての厚さの計算を行う必要はない。ただし,
フランジIIの中央に設ける穴は,附属書Fに従って穴補強の計算を行う。
I.6
フランジ及びボルトの応力に対する許容値
フランジ及びボルトの応力に対する許容値は,次のa)〜f) による。
a) 使用状態でのボルトの応力の許容値
σb0≦σb
b) ハブの軸方向応力σHの許容値は,次の1) 又は2) による。
1) 鋳鉄のフランジの場合
σH≦σf
2) 鋳鉄以外の材料のフランジの場合
σH≦1.5σf
ただし,図I.2 b) の2)〜10) に示すフランジは,次の2.1) 及び2.2) による。
2.1) カテゴリ1のフランジのうち,図I.2 b) の5)〜10) に示すように管の一部をハブとしている一体
形フランジの場合は,1.5σf又は1.5σnのいずれか小さい値。
2.2) カテゴリ1のフランジのうち,図I.2 b) の2)〜4) に示す一体形フランジの場合は,1.5σf又は2.5σn
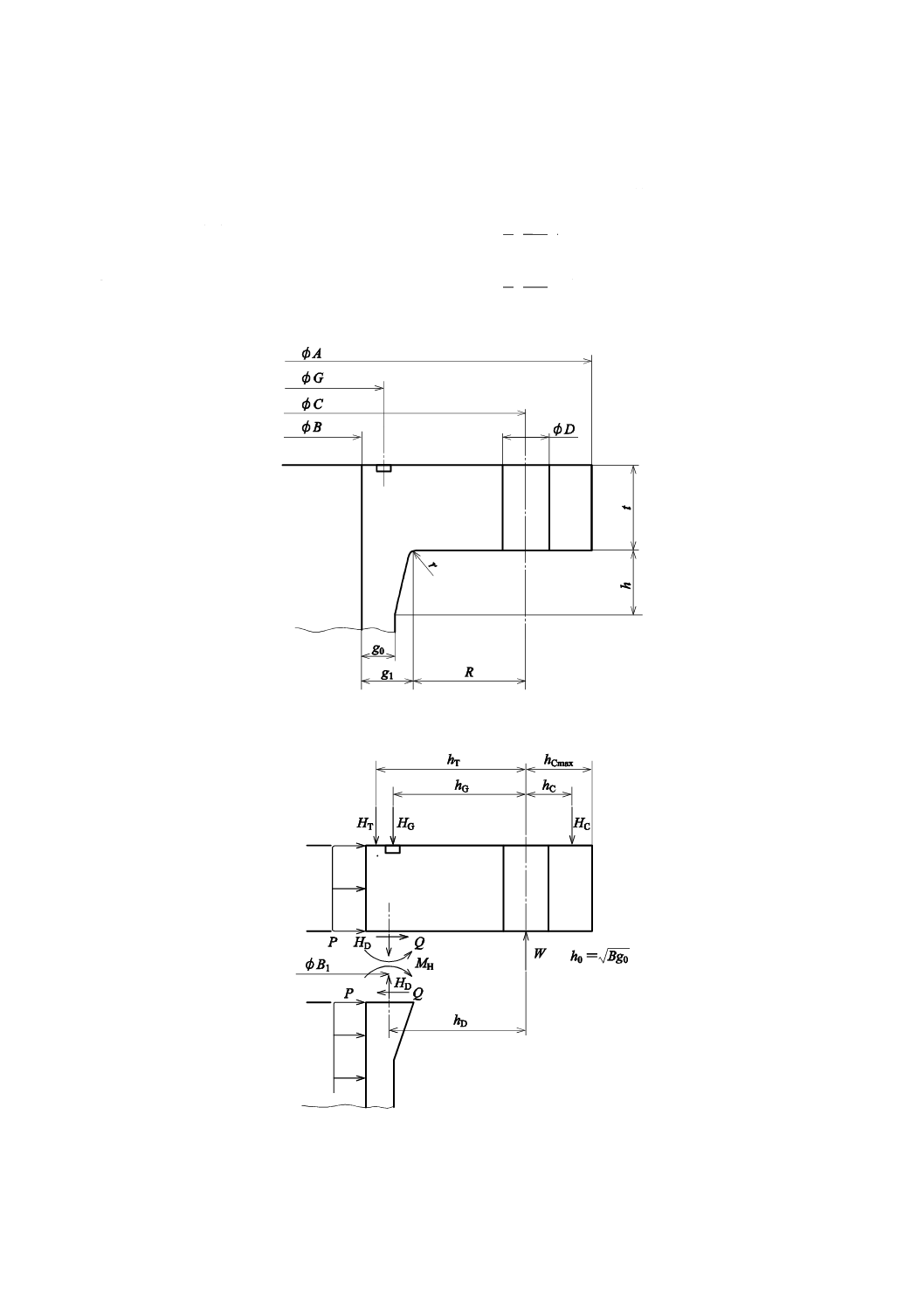
232
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
のいずれか小さい値。
c) フランジの径方向応力の許容値
σR≦σf(σRはI.5で算出する全てのσR)
d) フランジの周方向応力の許容値
σT≦σf(σTはI.5で算出する全てのσT)
e) σHとσRの合成応力の許容値
f
R
H
2
σ
σ
σ
≦
+
(σRは内径端におけるσR)
f) σHとσTの合成応力の許容値
f
T
H
2
σ
σ
σ
≦
+
(σTは内径端におけるσT)
a) 寸法
b) 荷重及びモーメントアーム
図I.1−金属面接触フランジ†
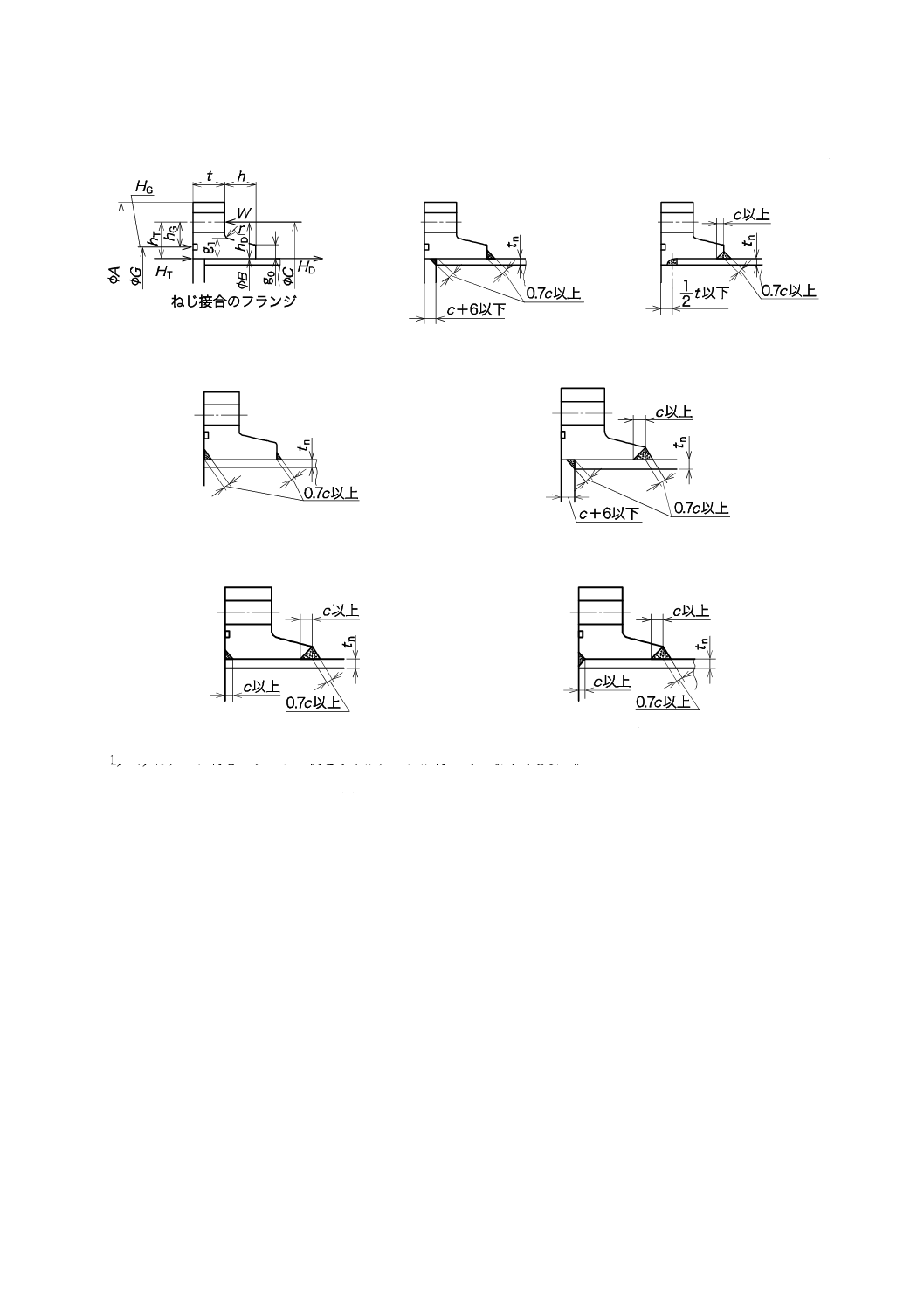
233
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1)
2)
3)
4)
5)
6)
7)
1)〜7) は,ハブ付きフランジの例を示すが,ハブが付いていなくてもよい。
ハブのテーパが6°以下の場合は,g1=g0とする。
2)〜7) の荷重状態及び寸法は,1) に同じ。
a) ルーズ形フランジ(差込み形フランジ)
図I.2−フランジの形式
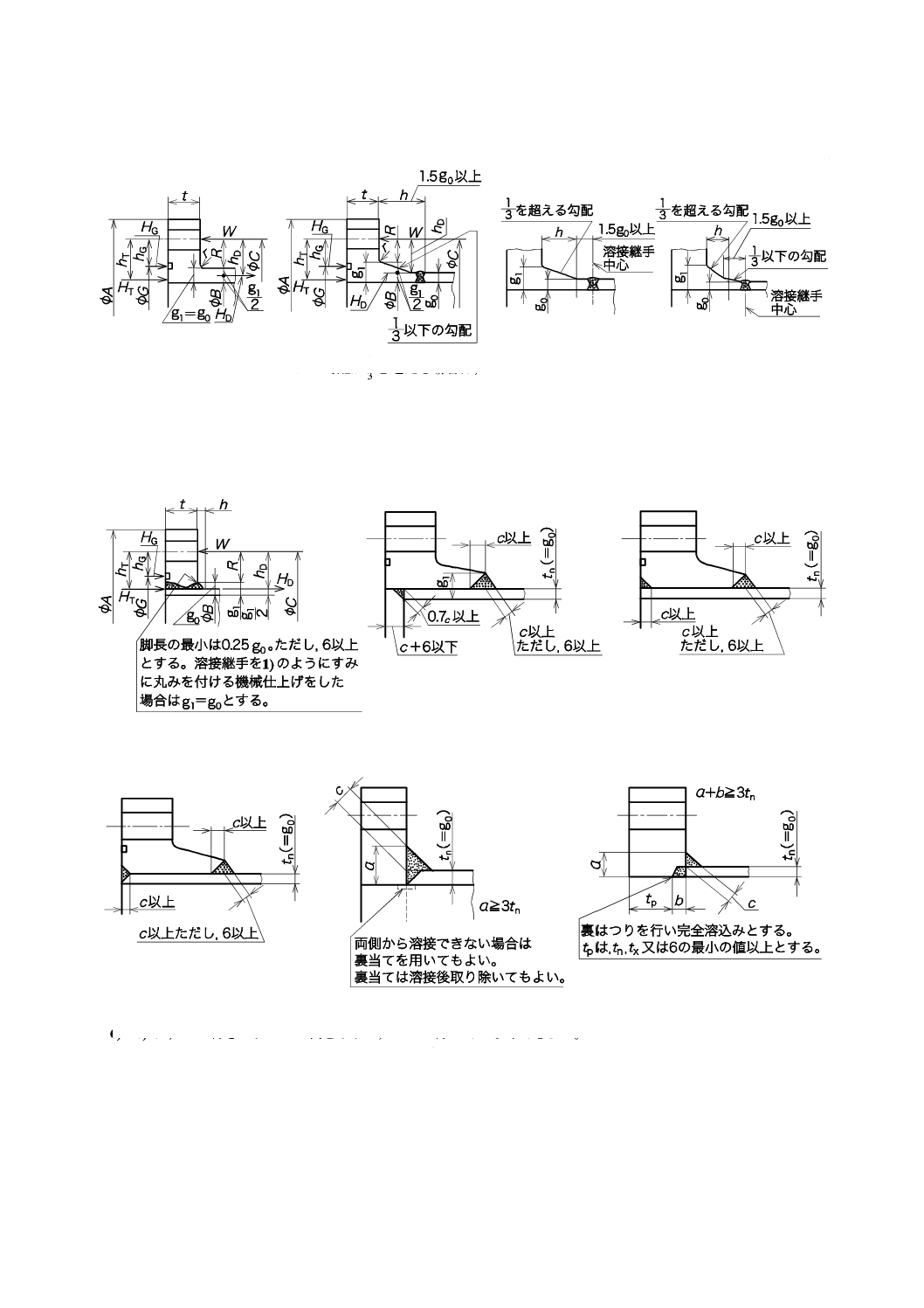
234
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
ハブの勾配が31を超える場合は,
3) 又は4) を使用する。
hは,溶接継手中心までの距離と
してよい。
1)
2)
3)
4)
5)
6)
7)
8)
9)
10)
6)〜8) は,ハブ付きフランジの例を示すが,ハブが付いていなくてもよい。
3),4) 及び6)〜10) の荷重状態及び寸法は,2) 又は5) に同じ。
b) 一体形フランジ
図I.2−フランジの形式(続き)
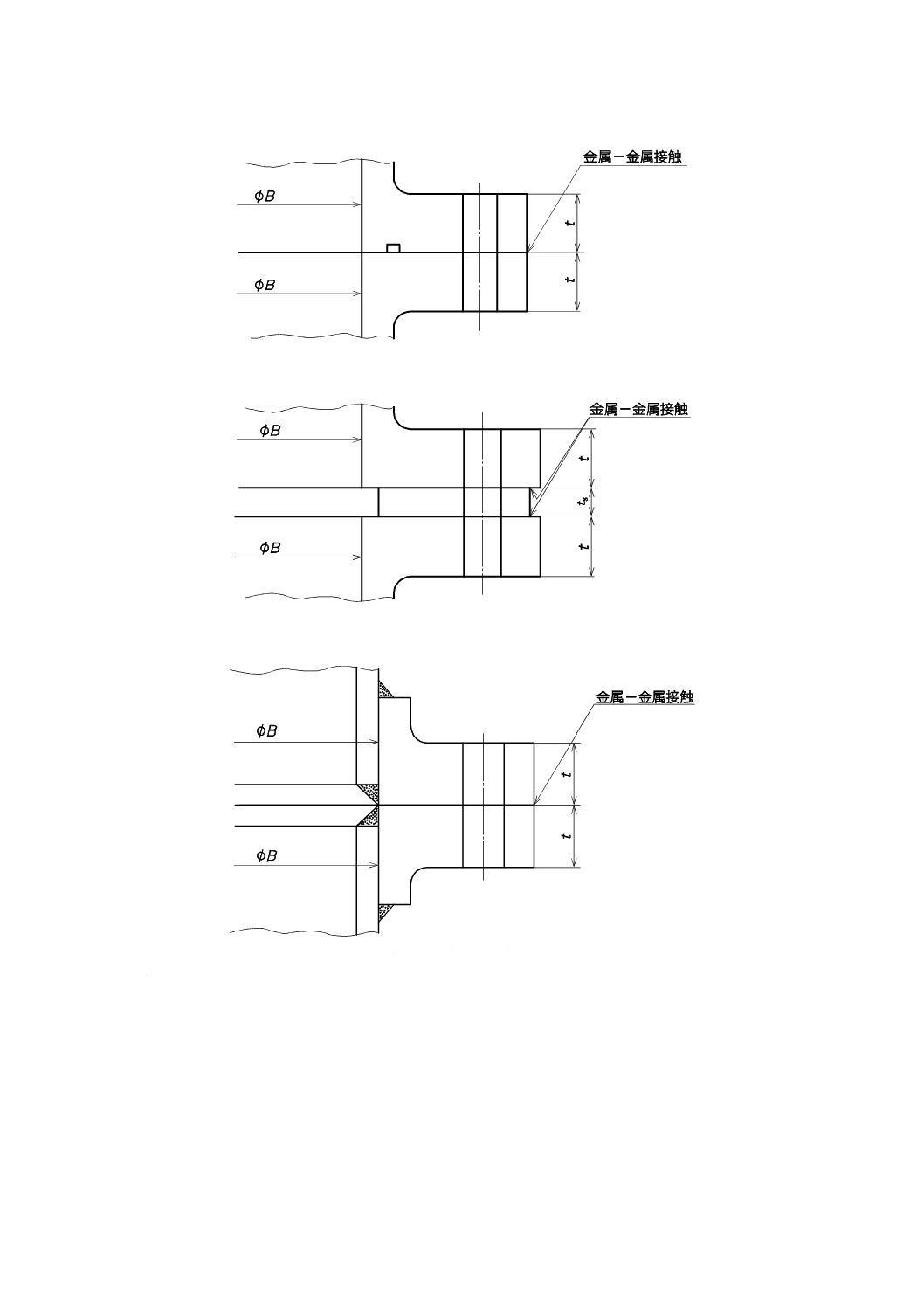
235
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 一体形
b) 一体形でスペーサを使用
c) ルーズ形でハブ付き
注記 a) 及びb) はカテゴリ1,c) はカテゴリ2を示す。
図I.3−クラス1フランジ†
236
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
BII>C/2
I.5 b) 1) でフランジIIの計算を行う場合は,AII=CII=GII=B1とする。
注a) I.2 b) 参照。
b) I.2 c) 参照。
図I.4−クラス2フランジ†
BII≦C/2
注a) I.2 b) 参照。
b) I.2 c) 参照。
図I.5−クラス3フランジ†
237
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表I.2−フランジ荷重に対するモーメントアーム
フランジの形式
hD
hG
hT
ルーズ形フランジ
(C−B)/2
(C−G)/2
(hD+hG)/2
一体形フランジ
R+0.5g1
(C−G)/2
(R+g1+hG)/2
238
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書J
(規定)
リバースフランジ
J.1
一般
この附属書は,リバースフランジ(図J.1及び図J.2参照。以下,フランジという。)の計算方法につい
て規定する。この附属書に規定のない場合は,G.2及びG.3に規定の項目をそのまま適用する。
この附属書で示すフランジには,次のa)〜c) に示す制限がある。
a) フランジの内外径の比は,2.0以下とする。
b) この附属書に規定する計算方法は,使用状態及びガスケット締付時の両方の場合に,フランジの計算
に適用し,許容値はG.4.4による。計算に用いる荷重は,内圧,ボルト締付荷重及びガスケット荷重
だけであり,次の1)〜3) に示す荷重は考慮していない。
1) 配管系から伝達する外力
2) フランジ及びボルトに生じる熱応力
3) 据付時に生じる外力
c) この附属書は,使用状態及びガスケット締付時の両方の場合に,ボルト穴の中心円の外側でフランジ
面どうしが接触する場合には適用できない。
J.2
記号の意味
この附属書で用いる記号の意味は,次による。
A: フランジの外径(mm)
B: 胴の内径(mm)
B': フランジの内径(mm)
C: ボルト穴の中心円の直径(mm)
dr: 係数で,次の式による(mm3)。
ルーズ形フランジの場合
2
0
r0
L
r
r
g
h
V
U
d=
一体形フランジの場合
2
0
r
0
r
r
g
h
V
U
d=
er: 係数で,次の式による(mm−1)。
ルーズ形フランジの場合
0
L
r
h
F
e=
一体形フランジの場合
0
r
h
F
e=
F: 一体形フランジの係数で,図G.6又は表G.4に示す。ただし,h0の代わりにh0rを用いる。
FL: ルーズ形フランジの係数で,図G.5又は表G.4に示す。ただし,h0の代わりにh0rを用いる。
f: 係数で,図G.4又は表G.4に示す。ただし,h0の代わりにh0rを用いる。
G: ガスケット反力円の直径(図G.1参照)(mm)
g0: ハブ先端の厚さ(mm)
g1: フランジ背面のハブの厚さ(mm)
239
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
H: 内圧によってガスケットの反力円の内側に作用する荷重で,次の式による(N)。
P
G
H
2
4
π
=
HD: 内圧によってフランジの内径面に作用する荷重で,次の式による(N)。
P
B
H
2
D
4
π
=
HG: ガスケット荷重で,次の式による(N)。
HG=W0−H
HT: 内圧によって,ガスケットの反力円の内側に作用する荷重とフランジの内径面に作用する荷重
の差で,次の式による(N)。
HT=H−HD
h: ハブの長さ(mm)
hD: ボルト穴の中心円からHDの作用点までの半径方向の距離(モーメントアーム)で,次の式に
よる(mm)。
一体形フランジ
hD=(C+g1−2g0−B)/2
ルーズ形フランジ
hD=(C−B)/2
hG: ボルト穴の中心円からHGの作用点までの半径方向の距離(モーメントアーム)で,次の式に
よる(mm)。
hG=(C−G)/2
h0r:
0
r
0
Ag
h=
(mm)
hT: ボルト穴の中心円からHTの作用点までの半径方向の距離(モーメントアーム)で,次の式に
よる(mm)。
+
−
=
2
2
1
T
G
B
C
h
h0:
0
0
Bg
h=
(mm)
K: フランジの内外径の比で,K=A/B'
Lr:
r
3
r
r
r
1
d
t
T
te
L
+
+
=
M: フランジに作用するモーメントで,次の式による(N・mm)。
使用状態
M=M0
ガスケット締付時
M=Mg
MD: 内圧によってフランジの外径面に作用する荷重によるモーメントで,次の式による(N・mm)。
MD=HDhD
MG: ガスケット荷重によるモーメントで,次の式による(N・mm)。
MG=HGhG
MT: 内圧によって,ガスケットの反力円の内側に作用する荷重とフランジに作用する荷重の差によ
るモーメントで,次の式による(N・mm)。
MT=HThT
Mg: ガスケット締付時フランジに作用するモーメント(N・mm)
M0: 使用状態でのフランジに作用するモーメント(N・mm)
240
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
P: 内圧(MPa)
T: K=A/B' の値によって定まる係数で,図G.7に示す。
Tr:
T
Z
Z
T
r
r
3.0
3.0
α
−
+
=
t: フランジの計算厚さで,ガスケット座面の高さ及びガスケット溝の深さは含めない(mm)。
ts: 胴の厚さ(mm)
U: K=A/B' の値によって定まる係数で,図G.7に示す。
Ur: Ur=αrU
V: 一体形フランジの係数で,図G.9又は表G.4による。ただし,h0の代わりにh0rを用いる。
VL: ルーズ形フランジの係数で,図G.8又は表G.4による。ただし,h0の代わりにh0rを用いる。
Wg: ガスケット締付時のボルト荷重[G.4.1 d) 参照](N)
W0: 使用状態でのボルト荷重[G.4.1 d) 参照](N)
Y: K=A/B'の値によって定まる係数で,図G.7に示す。
Yr: Yr=αrY
Z: K=A/B' の値によって定まる係数で,図G.7に示す。
αr:
(
)
+
+
=
Y
K
K
1
668
.0
1
1
2
r
α
σH: ハブの軸方向応力(N/mm2)
σR: フランジの径方向応力(N/mm2)
σT: ルーズ形フランジの周方向応力(N/mm2)
σT1: 一体形フランジの外周における周方向応力(N/mm2)
σT2: 一体形フランジの内周における周方向応力(N/mm2)
J.3
フランジの形式
フランジの形式は,次のa) 及びb) による。
a) 一体形フランジ[図J.1] 胴とフランジが一体形に鋳造又は鍛造する形式,又は図5 b-1) 1-1) 又は
1-2) に示すように胴と平板(フランジ)が一体形となるように溶接する形式。
なお,図G.2 b) 5)〜10) の形式で,図5 b-1) 1-1) 又は1-2) に示すように溶接する場合も,一体形フ
ランジに含む。
b) ルーズ形フランジ[図J.2] 胴にフランジを差し込んで図5 b-2) 1) 又は2-1) に示すように溶接する
形式。ただし,次の条件を満足しなければならない。
ts≦10 mm,設計温度≦340 ℃
なお,図G.2 a-2) 2)〜7) のハブなしの形式で,図5 b-2) 1) 又は2-1) に示すように溶接する場合も,
ルーズ形フランジに含む。
241
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図J.1−一体形リバースフランジ†
図J.2−ルーズ形リバースフランジ
242
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
J.4
フランジに作用するモーメント
フランジに作用するモーメントの計算は,次のa) 及びb) による。
a) 使用状態でのフランジに作用するモーメントは,次の式による。
M0=MD+MT+MG=HDhD+HThT+HGhG
モーメントの合計が負符号となる場合は,絶対値を計算に使用する。
b) ガスケット締付時のフランジに作用するモーメントは,次の式による。
2
g
g
G
C
W
M
−
=
J.5
フランジの応力
フランジの応力は,次のa) 及びb) による。
a) 一体形フランジの応力は,次の式による。
1) ハブの軸方向応力
'
B
g
L
M
f
2
1
r
H=
σ
2) フランジの径方向応力
(
)
'
B
t
L
M
e
t
2
r
r
R
1
33
.1
+
=
σ
3) フランジの外周における周方向応力
(
)
1
33
.1
1
67
.0
r
r
R
2
r
T1
+
+
−
=
te
te
Z
'
B
t
M
Y
σ
σ
4) フランジの内周における周方向応力
(
)
−
+
−
=
r
2
r
2
2
2
T
1
3
2
1
2
L
K
te
K
Y
'B
t
M
σ
b) ルーズ形フランジの応力は,次の式による。
1) フランジの周方向応力
'
B
t
M
Y
2
T=
σ
2) ハブの軸方向応力とフランジの径方向応力
0
R
H
=
=σ
σ
J.6
フランジの応力に対する許容値
フランジの応力に対する許容値は,G.4.4の規定による。
243
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書K
(規定)
圧力容器の管板
K.1 一般
この附属書は,圧力容器の管板の計算厚さについて規定する。
K.2 記号の意味
この附属書で用いる記号の意味は,次による。
A: 一番外側の管の中心を順次結んで得られる多角形の面積(図K.1参照)(mm2)
C: 一番外側の管の中心を順次結んで得られる多角形の辺の長さの合計(図K.1参照)(mm)
D: 管板の外周の固定円の径で,ガスケットを介して管板を胴に取り付ける場合にはガスケット反
力円の直径,管板と胴が一体の場合には胴の内径(mm)
Di: 胴の内径(mm)
DL: 一番外側の管の中心を順次結んで得られる多角形の相当直径で,次の式による(mm)。
C
A
D
4
L=
do: 伝熱管の外径(mm)
F: ガスケットを介して管板を胴に取り付け,管に直管を使用する場合は1.0,U字管を使用する
場合は1.25。管板と胴が一体の場合は,図K.2に示す値。
P: 管板の設計圧力(MPa)
Ps: 胴側の設計圧力(大気圧以下の場合は負符号とする。)(MPa)
Pt: 管側の設計圧力(大気圧以下の場合は負符号とする。)(MPa)
pt: 伝熱管の配列のピッチ(管穴の中心間距離)(mm)
t1: 曲げによる管板の計算厚さ。仕切板用溝又はガスケット溝を設ける場合は,溝深さを含まない
厚さ(mm)。
t2: せん断による管板の計算厚さ。仕切板用溝又はガスケット溝を設ける場合は,溝深さを含まな
い厚さ(mm)。
ts: 胴の腐れ後の厚さ(mm)
tt: 伝熱管の呼び厚さ(mm)
η: 管板の計算厚さに使用する効率で,次の式による。
四角ピッチの場合:
(
)2
o
t
0.785
1
d
p
−
=
η
三角ピッチの場合:
(
)2
o
t
0.907
1
d
p
−
=
η
σa: 設計温度における管板材料の許容引張応力(N/mm2)
τa: 設計温度における管板材料の許容せん断応力(N/mm2)
244
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図K.1−管板の計算に用いる多角形
図K.2−Fの値
K.3 管板及び伝熱管
K.3.1 管板の構造
管板の構造は,次のa)〜c) による。
a) フランジ部を除く管板の厚さは,一様とする。
b) 管板の管穴は,一様に穴あけし,管穴をもつ領域はほぼ円形とする(多パスの熱交換器で仕切溝があ
る場合を除く。)。
c) 拡管する場合の伝熱管の配列のピッチは,伝熱管外径の1.25倍以上とする。
K.3.2 伝熱管と管板の溶接継手
伝熱管と管板の溶接継手の形状例を,図K.3に示す。
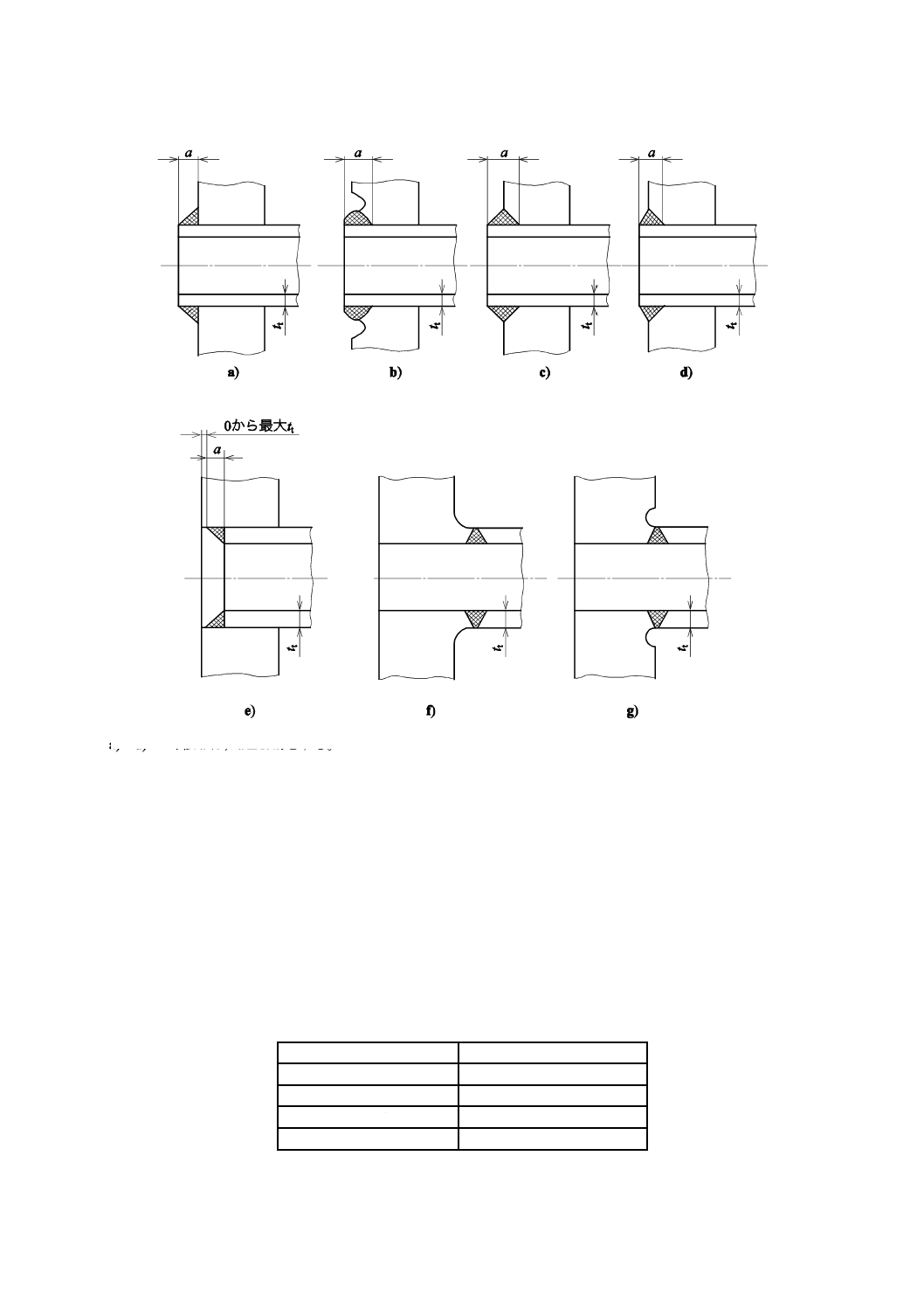
245
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)〜d) の寸法aは,a≧1.4ttとする。
e) の寸法aは,a<1.4ttとする。
f) 及びg) の溶接継手は,突合せ両側溶接継手又はこれと同等以上の突合せ片側溶接継手とする。
図K.3−伝熱管と管板の溶接継手の形状例†
K.4 管板の厚さ
K.4.1 管板の最小厚さ
伝熱管を拡管によって取り付ける場合,管板の腐れ代を除いた拡管部の厚さは,表K.1に示す最小値以
上とする。ただし,管板の腐れ代を含む厚さは,19 mm以上とする。
表K.1−管板の腐れ代を除いた拡管部の厚さの最小値
単位 mm
伝熱管の外径 do
最小値
do≦25.4
0.75do
25.4<do≦31.8
22
31.8<do≦38.1
25
38.1<do≦50.8
32
246
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
K.4.2 管板の計算厚さ
管板の計算厚さは,次の曲げの場合(t1)又はせん断の場合(t2)のいずれか大きい値とする。
曲げの場合
η
σa
1
3
P
FD
t=
せん断の場合
a
t
o
L
2
1
4
τ
−
=
p
d
P
D
t
t1及びt2の計算は,胴側の設計圧力及び管側の設計圧力(反対側が大気圧以下の場合は,その絶対値を
加える。)の両方の条件に対して行う。
胴側の設計圧力及び管側の設計圧力(反対側が大気圧以下の場合は,その絶対値を加える。)の両方に対
して,次の条件式を満足する場合は,t2の計算を省略できる。
2
a
a
2
t
o
1
1.1
τ
σ
η
P
p
d
>
−
K.5 ボルト締めする管板の計算厚さ
管板の外周にフランジ部がある場合,ボルト締めする管板(図K.4参照)の計算厚さは,K.4.2による。
ただし,曲げの場合に用いる管板の設計圧力Pは,次のa) に示すボルト締めによる相当圧力を考慮して
b) によって計算する。せん断の場合には,ボルト締めによる相当圧力を考慮しない。
a) ボルト締めによる相当圧力は,次の式による。
3
i
2
g
Bs
2.6
D
F
M
P=
3
i
2
0
Bt
2.6
D
F
M
P=
ここに,
Di: 胴の内径(mm)
F: K.2による。
Mg: ガスケット締付時の管板のフランジ部に作用するモーメント
で,G.4.2 c) による(N・mm)。
M0: 使用状態での管板のフランジ部に作用するモーメントで,
G.4.2 a) による(N・mm)。
PBs: ガスケット締付時のボルト締めによる相当圧力(MPa)
PBt: 使用状態でのボルト締めによる相当圧力(MPa)
b) 曲げの場合に用いる管板の設計圧力Pは,ガスケットを取り付ける位置に対応して,次の1)〜3) に
よる。ただし,Pが大気圧以下となる場合は,その絶対値を用いる。
1) 胴側フランジと管板の間に,ガスケットを取り付ける場合[図K.4 a) 参照]。
胴側圧力 P=Ps+PBtの場合及びP=PBsの場合について計算する。
管側圧力 P=Pt,ただし,胴側圧力がP=PBsの場合は,P=0とする。
2) 管側フランジと管板の間に,ガスケットを取り付ける場合[図K.4 b) 参照]。
胴側圧力 P=Ps,ただし,管側圧力がP=PBsの場合は,P=0とする。
管側圧力 P=Pt+PBtの場合及びP=PBsの場合について計算する。
3) 遊動頭引抜形熱交換器で,管板をボルト締めする場合[図K.4 c) 参照]
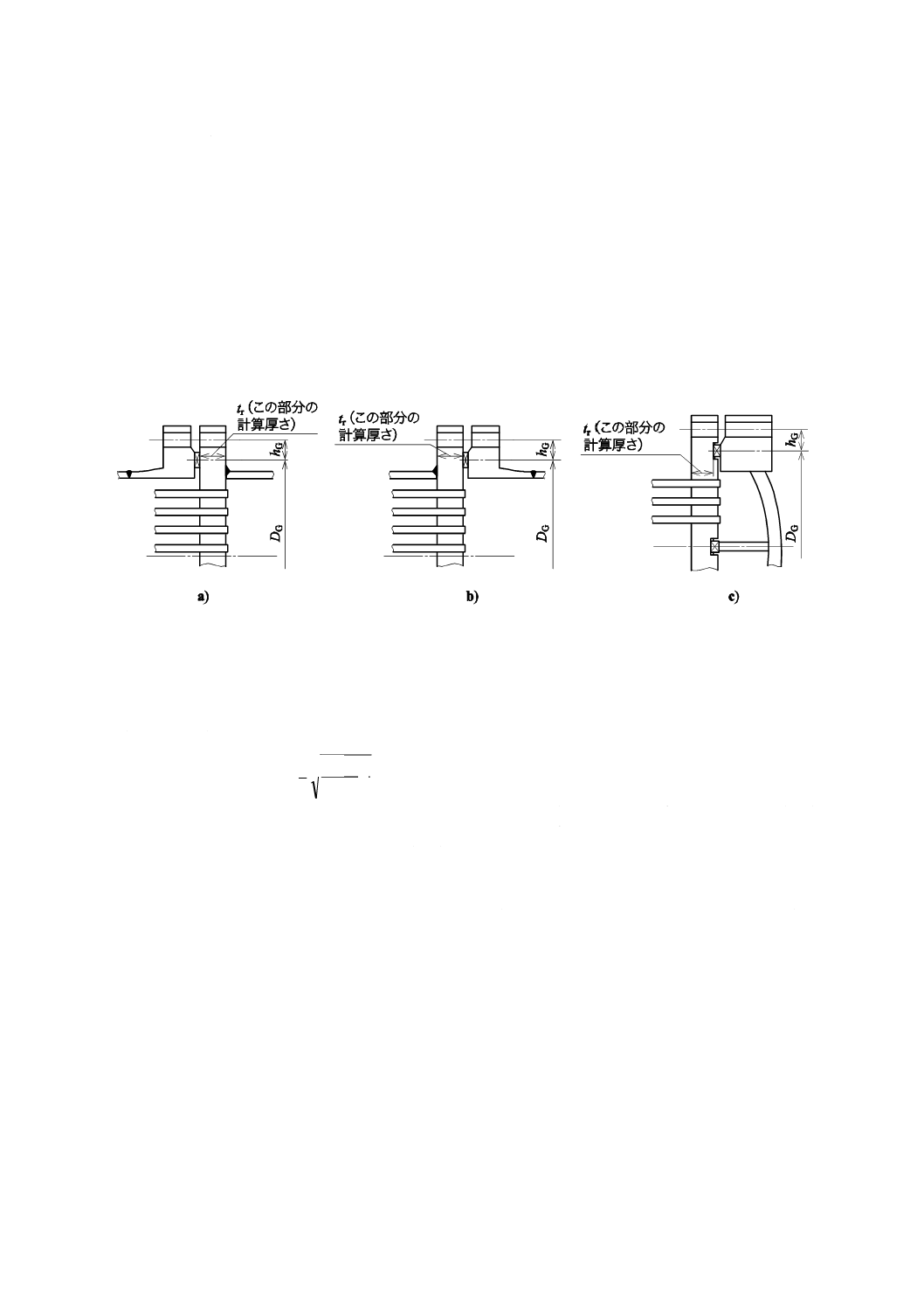
247
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Pは,次の3.1)〜3.4) のうち,絶対値が最大となる値とする。
3.1) P=Pt+PBt
3.2) P=Ps−PBs
3.3) P=Pt
3.4) P=Ps
P=PBsの場合,管板の計算厚さに用いるσaは,常温における管板材料の許容引張応力とする。
Pt及びPsは,反対側が大気圧以下の場合には,その絶対値を加える。
遊動頭引抜形熱交換器で管板をボルト締めする場合に用いるDiは,遊動側管板のガスケット反力円の直
径とする。
図K.4−ボルト締めする管板
K.6 管板のフランジ部の計算厚さ
管板のフランジ部の計算厚さ(ガスケット溝を設ける場合は,溝深さを含まない厚さ)は,次の式によ
る(図K.4参照)。
G
a
G
r
9.1
D
Wh
t
σ
=
ここに,
DG: ガスケット反力円の直径で,G.2に規定するGに同じ(mm)。
hG: モーメントアームで,ボルト穴の中心円の直径とDGの差の1/2
(mm)
tr: 管板のフランジ部の計算厚さ(mm)
W: 管板のフランジ部の計算に用いるボルト荷重で,使用状態で
のWはG.4.1 d) のW0,ガスケット締付時のWはG.4.1 d) の
Wgとする(N)。
σa: 管板材料の許容引張応力で,使用状態での計算では設計温度
における値,ガスケット締付時の計算では常温における値
(N/mm2)
trの計算は,使用状態及びガスケット締付時の両方の場合について行い,いずれか大きい値とする。
248
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書L
(規定)
圧力容器のふた板
L.1
一般
この附属書は,圧力容器のボルト締め平ふた板,はめ込み形円形平ふた板,及びフランジ付皿形ふた板
の構造及び計算厚さについて規定する。
L.2
記号の意味
この附属書で用いる記号の意味は,次による。
D: 円形以外の平ふた板の場合は,dに直角に測ったボルト最大スパン[図L.1 a) 参照],又はd
に直角に測ったガスケット反力中心の最大スパン[図L.1のb) 及びc) 参照](mm)
d: 円形の平ふた板の場合は,ボルト中心円の直径[図L.1 a) 参照],又はガスケット反力円の直
径[図L.1のb) 及びc) 参照](mm)
円形以外の平ふた板の場合は,ボルト最小スパン[図L.1 a) 参照],又はガスケット反力中心
の最小スパン[図L.1のb) 及びc) 参照](mm)
hG: モーメントアームで,円形の平ふた板の場合はボルト中心円の直径とdの差の1/2,円形以外
の平ふた板の場合はボルト最小スパンとdの差の1/2(mm)[図L.1のb) 及びc) 参照]
L: 円形以外の平ふた板の場合は,ボルト中心を結ぶ多角形の周長(mm)
P: 設計圧力(MPa)
T: フランジ付皿形ふた板のフランジの部分の計算厚さ(mm)
t: 平ふた板の計算厚さ(mm)
tn: 平ふた板の計算厚さ。ガスケット溝を設ける場合は,溝深さを含まない厚さ(mm)。
W: ボルト荷重で,G.4.1による(N)。
Z: 円形以外の平ふた板の修正係数で,次の式による。
Z=3.4−2.4d/D(最大2.5)
η: 平ふた板の溶接継手効率(表3に示す。)
σa: 設計温度における平ふた板の材料の許容引張応力(N/mm2)
L.3
ボルト締め平ふた板
L.3.1 ボルト締め平ふた板の構造
平ふた板を胴フランジ,管フランジなどにボルトで締結する構造は,図L.1に示す。
L.3.2 ボルト締め平ふた板の計算厚さ
ボルト締め平ふた板の計算厚さは,次のa)〜d) による。
a) 図L.1 a) の場合 図L.1 a) に示すボルト締め平ふた板の計算厚さは,次の1) 又は2) による。
1) 円形平ふた板の場合
η
σa
25
.0 P
d
t=
2) 円形以外の平ふた板の場合
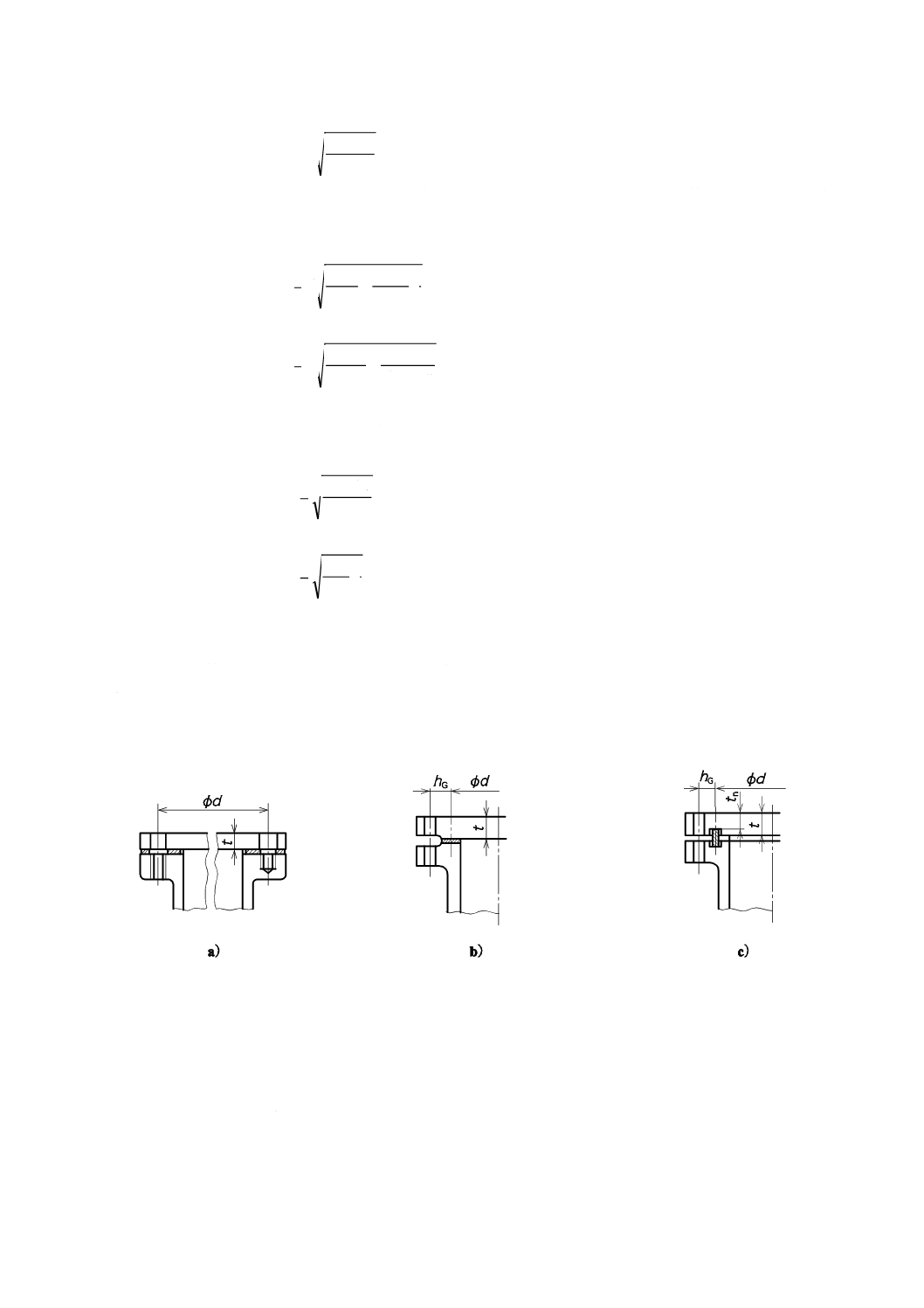
249
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
η
σa
25
.0 ZP
d
t=
b) 図L.1のb) 及びc) の場合 図L.1のb) 及びc) に示すボルト締め平ふた板の計算厚さは,次の1) 又
は2) による。
1) 円形平ふた板の場合
η
σ
η
σ
a
3
G
a
9.1
3.0
d
Wh
P
d
t
+
=
2) 円形以外の平ふた板の場合
η
σ
η
σ
a
2
G
a
6
3.0
L
d
Wh
ZP
d
t
+
=
c) 平ふた板にガスケット溝を設ける場合 平ふた板にガスケット溝を設ける場合,溝部でのガスケット
溝の深さを差し引いた平ふた板の計算厚さは,次の1) 又は2) による[図L.1 c) 参照]。
1) 円形平ふた板の場合
d
Wh
t
a
G
n
9.1
σ
=
2) 円形以外の平ふた板の場合
L
Wh
t
a
G
n
6
σ
=
d) 平ふた板にボルト荷重による曲げモーメントが作用する構造[図L.1のb) 及びc) 参照]では,使用
状態とガスケット締付時の両方の場合について計算を行い,いずれか大きい値を平ふた板の計算厚さ
とする。計算に用いるP及びσaは,次の1) 及び2) による。
1) 使用状態での場合,Pは設計圧力,σaは設計温度における平ふた板の材料の許容引張応力とする。
2) ガスケット締付時の場合,Pはゼロ,σaは常温における平ふた板の材料の許容引張応力とする。
図L.1−ボルト締め平ふた板の構造†
L.4
はめ込み形円形平ふた板
L.4.1 はめ込み形円形平ふた板の構造
円形平ふた板を胴又は管にはめ込み,セクショナルリング,ねじリング,リテイナーリングなどと適切
なガスケットを用いて固定する構造の例は,図L.2に示す。
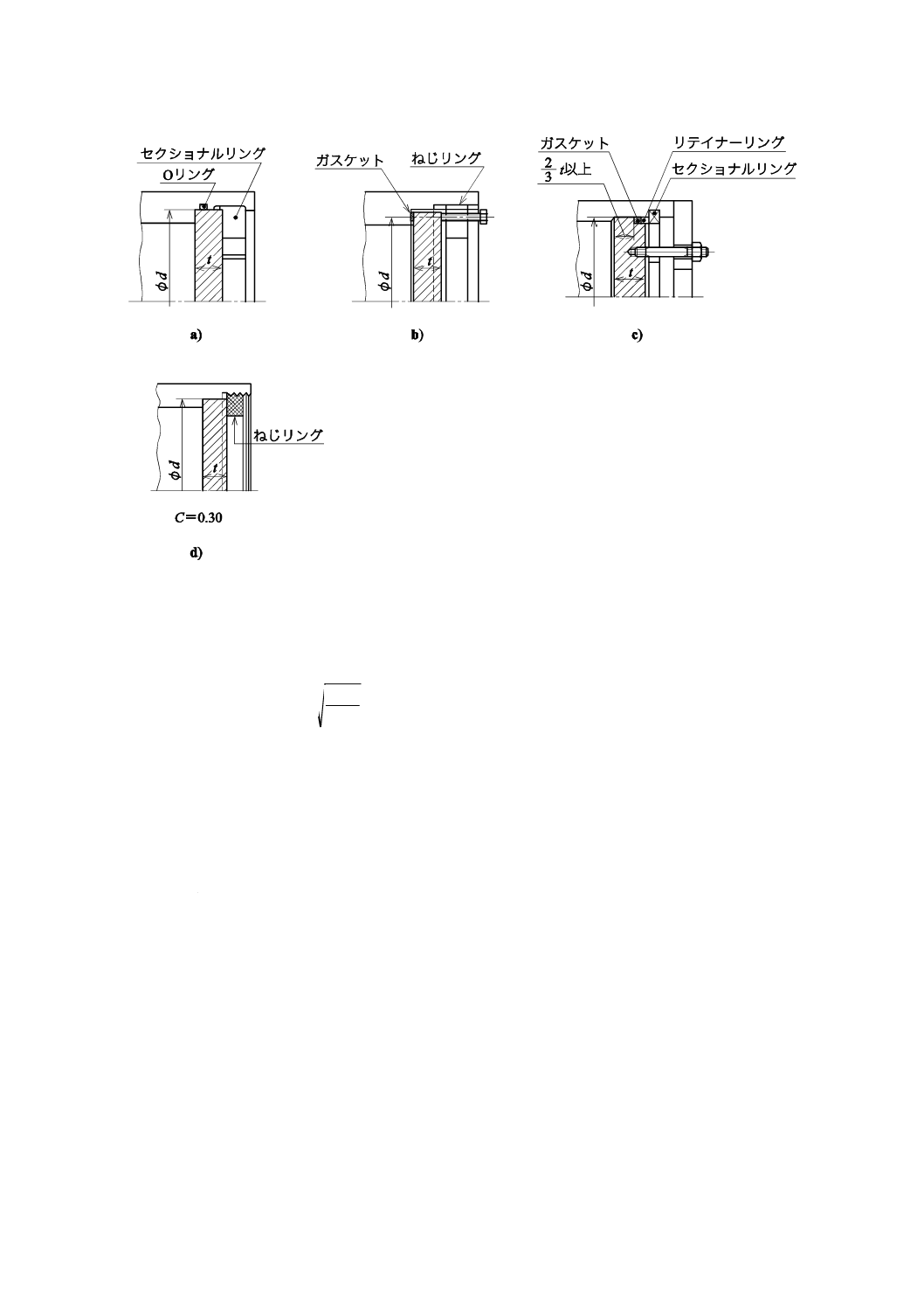
250
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図L.2−はめ込み形円形平ふた板の構造の例†
L.4.2 はめ込み形円形平ふた板の計算厚さ
はめ込み形円形平ふた板の計算厚さは,次の式による。
η
σa
3.0P
d
t=
ここに,
d: 図L.2に示す寸法(mm)
L.4.3 はめ込み部の応力
円形平ふた板が内圧を保持する場合,ねじリングにはせん断応力,セクショナルリングには曲げ応力,
せん断応力及び支圧応力が作用する。また,胴の溝部には,曲げ応力及びせん断応力が作用する。これら
のはめ込み部に作用する応力は,4.3に規定する材料の許容応力以下とする。
L.5
フランジ付皿形ふた板
L.5.1 フランジ付皿形ふた板の構造
ボルト締めフランジ付皿形ふた板の構造は,図L.3に示す。
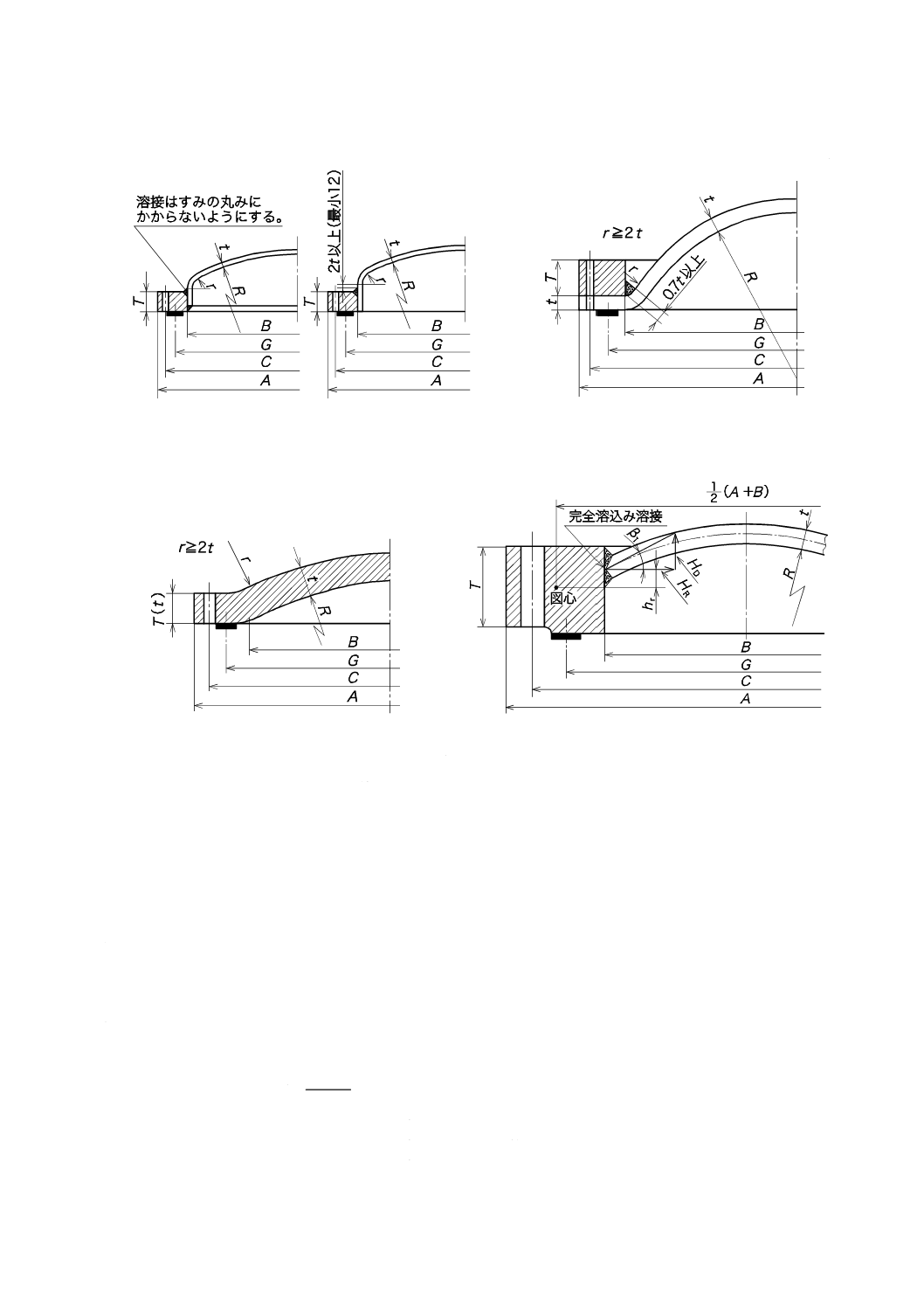
251
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
ルーズ形フランジ(差込み形)
一体形フランジ
a)
b)
c)
d)
図L.3−フランジ付皿形ふた板の構造†
(図の斜線の部分は,フランジの部分を示す。)
L.5.2 フランジ付皿形ふた板の計算厚さ
L.5.2.1 鏡板の部分
フランジ付ふた板の鏡板の部分の形状は,皿形又は半だ円形とする。フランジ付皿形ふた板の構造を,
図L.3に示す。鏡板の部分の計算厚さは,次のa) 又はb) による。
a) 図L.3 a) の場合
1) 内圧を保持する場合 皿形の場合はE.3.3に,半だ円形の場合はE.3.4による。
2) 外圧を保持する場合 皿形の場合はE.4.5 b) に,半だ円形の場合はE.4.5 c) による。
b) 図L.3のb),c) 及びd) の場合
1) 内圧を保持する場合 次の式による。
η
σa
2.1
PR
t=
ここに,
R: 鏡板の部分の中央部内半径(mm)
t: 鏡板の部分の計算厚さ(mm)
η: 鏡板の部分の溶接継手効率(表3に示す。)
252
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
σa: 設計温度における鏡板の部分の材料の許容引張応力(N/mm2)
2) 外圧を保持する場合 E.4.5 a) による。
L.5.2.2 フランジの部分
フランジ付皿形ふた板のフランジの部分の計算厚さTは,次のa)〜d) による。ただし,b)〜d) におい
て,フランジの部分の計算厚さTは,使用状態とガスケット締付時の両方の場合について計算を行い,い
ずれか大きい値とする。
a) 図L.3 a) の場合 附属書Gによる。
b) 図L.3 b) の場合
1) 輪形ガスケットを用いる場合
−
+
=
B
A
B
A
B
M
T
f
σ
2) 全面形ガスケットを用いる場合
(
)(
)
−
−
+
=
B
A
B
C
B
A
B
P
T
f
6.0
σ
c) 図L.3 c) の場合
1) 輪形ガスケットを用い,ボルト穴を切り欠いていない場合
(
)
(
)
B
C
B
B
C
M
Q
T
5
7
875
.1
f
−
+
+
=
σ
ここに,
−
+
=
B
C
B
C
PR
Q
5
7
4
f
σ
2) 輪形ガスケットを用い,ボルト穴を切り欠いた場合
(
)
(
)
B
C
B
B
C
M
Q
T
−
+
+
=
3
875
.1
f
σ
ここに,
−
+
=
B
C
B
C
PR
Q
3
4
fσ
3) 全面形ガスケットを用い,ボルト穴を切り欠いていない場合
(
)
R
B
C
BQ
Q
Q
T
−
+
+
=
3
2
ここに,
−
+
=
B
C
B
C
PR
Q
5
7
4
f
σ
4) 全面形ガスケットを用い,ボルト穴を切り欠いた場合
(
)
R
B
C
BQ
Q
Q
T
−
+
+
=
3
2
ここに,
−
+
=
B
C
B
C
PR
Q
3
4
fσ
d) 図L.3 d) の場合
J
F
F
T
+
+
=
2
(
)
B
A
B
R
PB
F
−
−
=
f
2
2
8
4
σ
253
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
−
+
=
B
A
B
A
B
M
J
f
σ
ここに,
A: フランジの外径(mm)
B: フランジの内径(mm)
C: ボルト中心円の直径(mm)
G: ガスケット反力円の直径で,G.2による(mm)。
HD: フランジの内径に鏡板から作用する荷重で,次の式による(N)。
P
B
H
2
D
4
=π
HR: フランジの内径と鏡板の厚さ中心の交点に,鏡板から作用する荷重の径方向成分で,
次の式による(N)。
HR=HDcotβ1
hr: HRのフランジの図心に対するモーメントアーム[図L.3 d) 参照](mm)
M: フランジに作用するモーメントで,附属書Gによる。ただし,図L.3 d) に示すフラ
ンジ付皿形ふた板で,附属書Gによって使用状態でのフランジに作用するモーメン
トを計算する場合には,鏡板の部分とフランジの部分の溶接継手の位置がフランジ
の図心の上方にある構造では附属書Gに示すMの値からHRhrを減じ,下方にある
構造ではMの値にHRhrを加える(N・mm)。
R: 鏡板の部分の中央部内半径(mm)
T: フランジの部分の計算厚さ(mm)
t: 鏡板の部分の計算厚さ(mm)
β1: 鏡板の部分とフランジの部分の溶接継手において,鏡板の厚さ中心線の接線と鏡板
の中心軸に直交する線がなす角度で,次の式による[図L.3 d) 参照]。
+
=
−
t
R
B
2
sin1
1β
σf: フランジの部分の材料の許容引張応力で,使用状態での計算では設計温度における
値,ガスケット締付時の計算では常温における値(N/mm2)
254
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書M
(規定)
圧力容器のステーによって支える板
M.1 一般
この附属書は,圧力容器の平鏡板,管板などの板を棒,管及びガセット(以下,ステーという。)によっ
て支える場合の計算厚さについて規定する。
M.2 ステーによって支える板の厚さの制限
ステーによって支える板の厚さの制限は,次のa) 及びb) による。
a) ステーによって支える板の厚さは,8 mm以上とする。ただし,図22に示すステーとしての棒を板に
溶接する場合は,この制限を受けない。
b) ステーとしての棒を板に溶接する場合,板の計算厚さは38 mm以下とする。
M.3 ステー間隔の制限
ステー間隔は,216 mm以下とする。ただし,ステーとしての棒を板に溶接する構造では,ステー間隔
は,ステーの直径の15倍以下とし,板の計算厚さが19 mmを超える場合にはステー間隔は最大で508 mm
とする。
M.4 ステーによって支える板の計算厚さ
M.4.1 計算式
ステーによって支える板の計算厚さは,次の式による。
a
c
σ
C
P
p
t=
ここに,
C: ステーの取付方法による定数で,M.4.2のb),c) 又はM.4.3 b)
による。
P: 設計圧力(MPa)
pc: ステー間隔の最大値で,M.4.2のa),c) 又はM.4.3 a) による
(mm)。
t: ステーによって支える板の計算厚さ(mm)
σa: 設計温度におけるステーによって支える板の材料の許容引張
応力(N/mm2)
M.4.2 ステーを規則的に配置する場合
ステーを規則的に配置する場合は,次のa) 及びb) による(図M.1参照)。ただし,熱交換器の管板の
ように,管群部を管ステーで支える場合は,c) による。
a) ステー間隔の最大値pc ステー間隔の最大値pcは,ステーの中心を通る水平な平行線の間隔p1,垂直
な平行線の間隔p2及び斜めの平行線の間隔p3のうちで,最大の間隔とする[図M.1のa) 及びb) 参
照]。
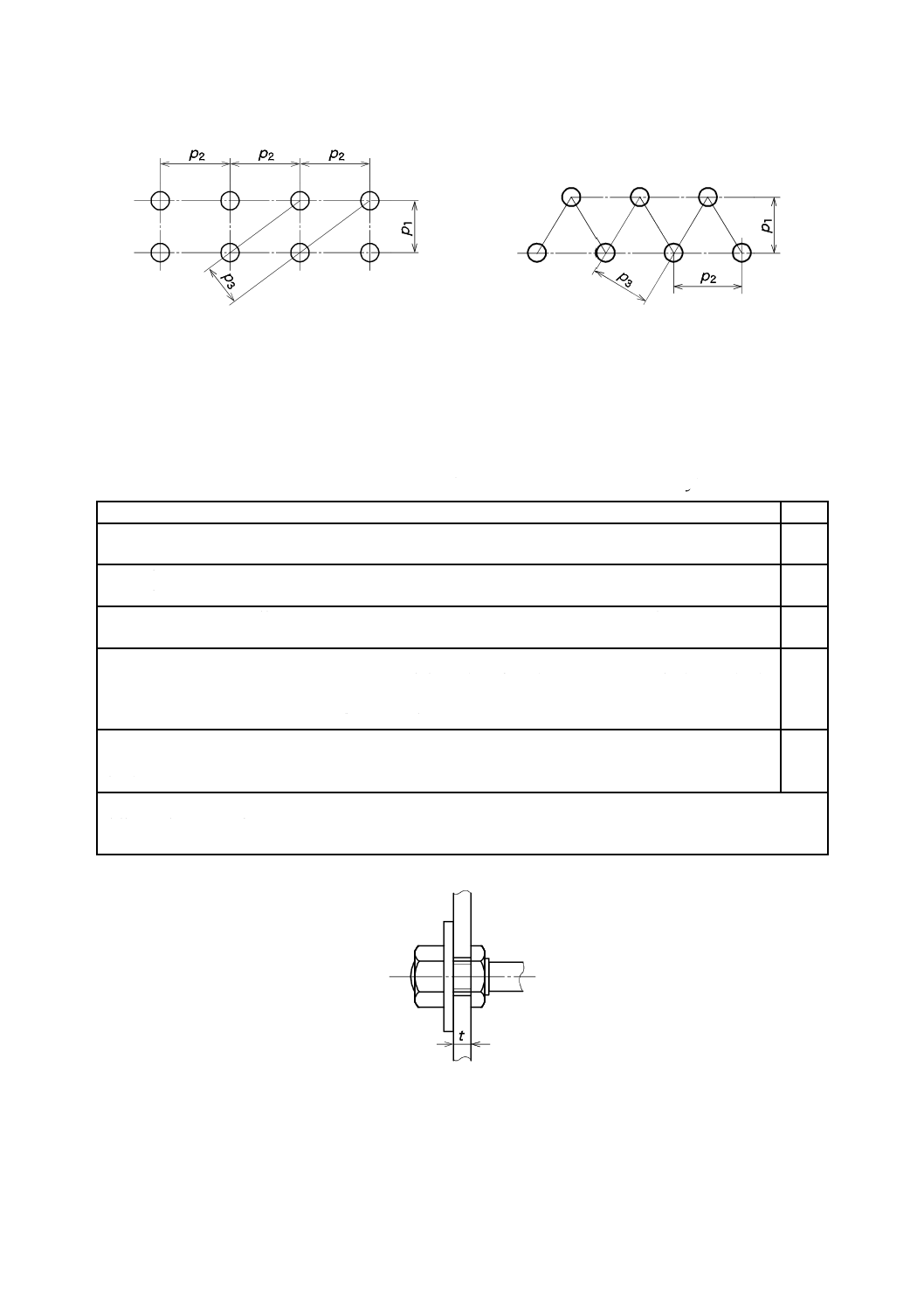
255
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
図M.1−規則的なステーの配置
b) ステーの取付方法による定数C ステーとしての棒又はガセットを取り付ける場合の定数Cは,表
M.1に示す。
表M.1−ステーとしての棒又はガセットを取り付ける場合の定数C †
ステーの取付方法の種類
C
呼び厚さ11 mm以下の板に溶接する場合(図22参照)
呼び厚さ11 mm以下の板にねじ込むねじ構造の棒ステーで,ナットを使用せず,端部をかしめる場合
2.1
呼び厚さ11 mmを超える板に溶接する場合(図22参照)
呼び厚さ11 mmを超える板にねじ込むねじ構造の棒ステーで,ナットを使用せず,端部をかしめる場合
2.2
板にねじ込むねじ構造の棒ステーで,座金を使用せず板の外面だけでナット止めする場合
板にねじ込むねじ構造の棒ステーで,座金を使用せず板の内外面でナット止めする場合
2.5
板にねじ込むねじ構造の棒ステーで,板の内外面でナット止めし,外面だけに座金を使用する場合で,座金
の呼び厚さが板の呼び厚さの1/2以上で,かつ,座金の外径がボルト径の2.5倍以上の場合(図M.2参照)
板にねじ込むねじ構造の棒ステー又はテーパかん合の棒ステーで,棒径の1.3倍以上の頭部をもち,かつ,
頭部が板の外面で荷重を受けるように製作する場合
2.8
板にねじ込むねじ構造の棒ステーで,板の内外面でナット止めし,外面だけに座金を使用する場合で,座金
の呼び厚さが板の呼び厚さ以上で,かつ,座金の外径がステー間隔の最大値pcの0.4倍以上の場合(図M.2
参照)
3.2
板のねじは,ドリルによって穴加工又は打抜きによって穴抜きした後に,ドリル又はリーマで加工する。ただし,
穴抜きは,板の呼び厚さが8 mmを超える場合にはねじの呼び径より6 mm小さい穴径以下に,板の呼び厚さが8 mm
以下の場合にはねじの呼び径より3.2 mm 小さい穴径以下とする。
図M.2−ナット及び座金を使用するステーの取付け†
c) 管群部を管ステーで支える場合 管群部を管ステーで支える場合の管ステー間隔の最大値pc及び定数
Cは,表M.2に示す。
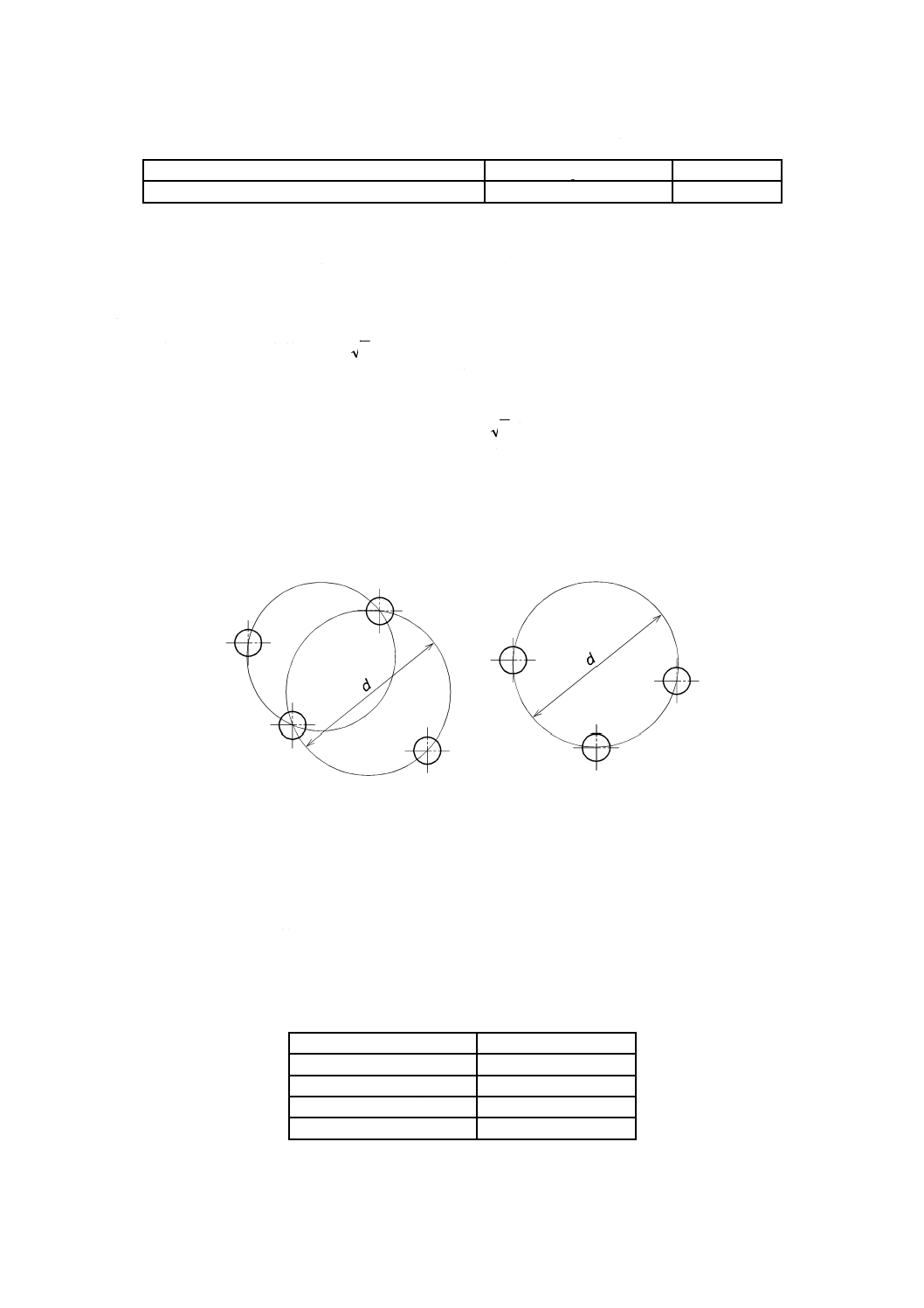
256
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表M.2−管ステー間隔の最大値pc及び定数C
管ステーの配列
pc
C
2本の管ステーの間に1本又は2本の管がある場合
管ステー間隔の平均値
2.6
M.4.3 ステーを不規則に配置する場合
ステーを不規則に配置する場合は,次のa)〜c) による(図M.3参照)。
a) ステー間隔の平均値pc' ステー間隔の平均値pc' は,次の1) 及び2) による。
1) 板又は管板の管群部の場合 3本のステーの中心を通り,内部に他のステーを含まない円のうちで,
最大円の径をdと定義し,
2
/
d
をpc' とする(図M.3参照)。
2) 管板の管群部の外側の場合 管板外周の固定線に接し,かつ,2本のステーの中心を通る円のうち
で,最大円の径,又は管板外周の固定線に接し,かつ,最外列の管列中心線に接する円のうちで,
最大円の径のいずれか大きい径をdと定義し,
2
/
d
をpc' とする。
注記 管板外周の固定線とは,次の1)〜3) をいう。
1) 管板を胴フランジにガスケットを介してボルトで締結する場合は,ガスケット反力円
2) 管板を胴フランジにボルトで直接締結する場合は,ボルト穴の中心円
3) 管板を胴に溶接する場合は,胴の内径円
図M.3−不規則なステーの配置
b) ステーの取付方法による定数C a) の最大円が通るステー及び接線(固定線,管列中心線)を支点と
定義する。支点の種類に対応する定数Cを表M.3に示す。最大円が通る支点の種類(3種類又は2種
類)に対応する表M.3の定数Cの値を合計し,合計値を支点の数(3又は2)で除して得られる平均
値を,M.4.1に示す計算式に用いるCとする。例えば,a) 1) の場合は,合計値が2.6×3で,平均値
が2.6となる。
表M.3−支点の種類による定数Cの値
支点の種類(支点の数)
C
管板外周の固定線(1)
3.2
ステー(3又は2)
2.6
最外列の管列中心線(1)
1.9
その他
表M.1に示す値
257
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) ステーを不規則に配置する場合の板の計算厚さ ステーを不規則に配置する場合の板の計算厚さは,
M.4.1に示す計算式において,pcをa) のpc' と読み替え,Cにb) の平均値を適用する。
M.5 ステーが支える荷重
ステーが支える荷重は,次のa)〜c) による。
a) 規則的に配置するステーが支える荷重は,図M.1に示す面積p1 p2(ステーが受けもつ面積)から,ス
テーが占める面積を減じた面積に,設計圧力を乗じた値とする。
b) 不規則的に配置するステーが支える荷重は,a) の規定を準用してステーが受けもつ面積から,ステー
が占める面積を減じた面積に,設計圧力を乗じた値とする。
c) 管群部を管ステーが支える荷重は,管ステーが受けもつ面積から,管穴が占める面積及び管ステーが
占める面積を減じた面積に,設計圧力を乗じた値とする。
M.6 ステーの必要最小断面積
ステーの必要最小断面積は,次の式による。
a
1.1
σ
W
A=
ここに,
A: ステーの必要最小断面積(mm2)
W: ステーが支える荷重(N)
σa: 設計温度におけるステー材料の許容引張応力(N/mm2)。ただ
し,ステーを溶接する場合には,ステー材料の許容引張応力
に溶接継手効率60 %を乗じた値。
258
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書N
(規定)
圧力容器の伸縮継手
N.1 一般
この附属書は,固定管板式熱交換器,ジャケット付圧力容器などで,温度変化などによって生じる軸方
向の伸縮を吸収するために設ける内圧又は外圧を保持する伸縮継手について規定する。
N.2 伸縮継手の取付け判定基準
固定管板式熱交換器の場合,次に示す式によって得られる胴又は管に生じる引張応力又は圧縮応力の値
が,設計温度における材料の許容引張応力又は許容圧縮応力を超える場合には,胴又は管に伸縮継手を取
り付ける。他の圧力容器の場合も,これに準じる。
s
2
1
s
A
F
F+
−
=
σ
t
3
1
t
A
F
F+
=
σ
ここに,
As: 胴の横断面積(mm2)
At: 管の断面積の合計(mm2)
D: 胴の内径(mm)
d: 管の外径(mm)
Es: 胴の材料の縦弾性係数(N/mm2)
Et: 管の材料の縦弾性係数(N/mm2)
F1: 胴と管の温度差によって生じる力で,次の式による(N)。
(
)
t
t
s
s
t
s
t
s
1
E
A
E
A
l
E
E
A
A
F
+
=δ
F2: 胴と管に作用する圧力差によって胴に生じる力で,次の式に
よる(N)。
t
t
s
s
s
s
1
2
E
A
E
A
E
A
P
F
+
=
F3: 胴と管に作用する圧力差によって管に生じる力で,次の式に
よる(N)。
t
t
s
s
t
t
1
3
E
A
E
A
E
A
P
F
+
=
l: 胴及び管の常温における長さ(mm)
n: 管の本数
P1: 次の式によって得られる値(N)
(
)
(
)
{
}
t
2
t
s
2
2
1
2
4
P
t
d
n
P
nd
D
P
−
+
−
=π
Ps: 胴の設計圧力(MPa)
Pt: 管の設計圧力(MPa)
T0: 常温(℃)
Ts: 胴の設計温度(℃)
Tt: 管の設計温度(℃)
tt: 管の厚さ(mm)
αs: 胴の材料の線膨張係数(/℃)
259
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
αt: 管の材料の線膨張係数(/℃)
δ: 胴及び管の軸方向全伸縮量で,次の式による(mm)。
(
)
(
)
{
}l
T
T
T
T
0
t
t
0
s
s
−
−
−
=
α
α
δ
σs: 胴に生じる引張応力又は圧縮応力(N/mm2)
σt: 管に生じる引張応力又は圧縮応力(N/mm2)
N.3 記号の意味
この附属書のN.4〜N.6で用いる記号の意味は,次による。
b: 伸縮継手の波形部分のピッチの1/2(mm)
do: 伸縮継手の波形部分の谷部の外径(mm)
Eb: 設計温度における材料の縦弾性係数(N/mm2)
Eo: 設計疲労曲線の温度における材料の縦弾性係数(N/mm2)
f: 伸縮継手の波形部分の1ピッチ当たりの軸方向ばね定数(N/mm)
LS: 伸縮継手の波形部分の山部の円筒部分の長さ(図N.2参照)(mm)
N: 伸縮継手の波形部分の山数
n: 伸縮継手の層数
P: 設計圧力(MPa)
r0: 伸縮継手の波形部分の内半径(図N.1及び図N.2参照)(mm)
2
6
0
w
r
w
≦
≦
t: 伸縮継手の厚さ(多層の場合は1層の厚さ)(mm)
w: 伸縮継手の波形部分の山部の高さ(mm)
δ: 軸方向全伸縮量(mm)
σ: 伸縮継手に生じる応力(N/mm2)
N.4 伸縮継手の応力
伸縮継手の応力は,次のa) 又はb) による。
a) 強め材のない伸縮継手 強め輪又はそれと同等な強め材のない伸縮継手の応力は,次の式による。
2
2
5.1
5.0
b
2
2
5.1
nt
Pw
N
w
b
t
E
+
=
δ
σ
b) 強め材のある伸縮継手 強め輪又はそれと同等な強め材のある伸縮継手の応力は,次の式による。
nt
Pw
N
w
b
t
E
+
=
2
5.1
5.1
5.0
bδ
σ
N.5 伸縮継手の応力の許容基準
伸縮継手の応力の許容基準は,次のa)〜d) による。
a) N.4 a) の式の右辺第2項の値は,設計温度における材料の降伏点又は耐力以下とする。
b) N.4 b) の式の右辺第2項の値は,設計温度における材料の許容引張応力以下とする。
c) N.4のa) 及びb) のσの値が降伏点又は耐力以下の場合は,疲労解析を行う必要はない。
d) N.4のa) 及びb) のσの値が降伏点又は耐力を超える場合は,次の1) 及び2) によって疲労解析を行
う。
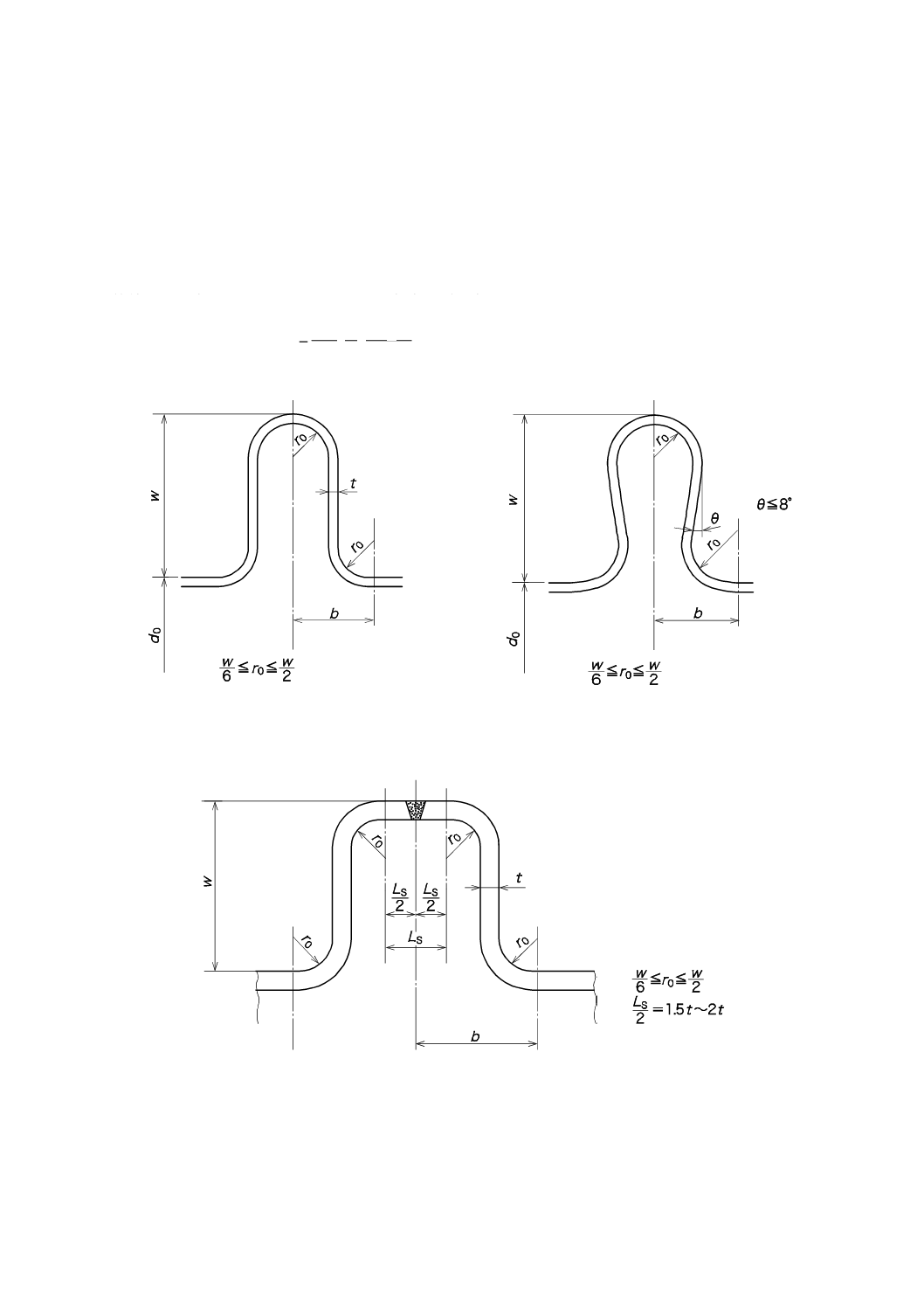
260
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) N.4のa) 及びb) のσの1/2の値に,JIS B 8266の附属書8図1〜図5の設計疲労曲線の温度におけ
る材料の縦弾性係数Eoと設計温度における材料の縦弾性係数Ebの比Eo / Ebを乗じ,応力振幅とす
る。附属書8図1〜図5において,縦軸の応力振幅に対応する横軸の許容繰返し回数Naを読み取る。
2) 伸縮継手の運転条件として与えられる設計使用回数Ndは,許容繰返し回数Na以下とする。
N.6 伸縮継手のばね定数
伸縮継手の波形部分の1ピッチ当たりの軸方向ばね定数は,次の式による。
(
)
N
w
b
t
w
d
nE
f
5.2
5.0
3
o
b
6
4
+
=
a) U形状
b) Ω形状
図N.1−伸縮継手の波形部分の形状
図N.2−波形部分の山部に円筒部分及び溶接継手を設ける場合の構造
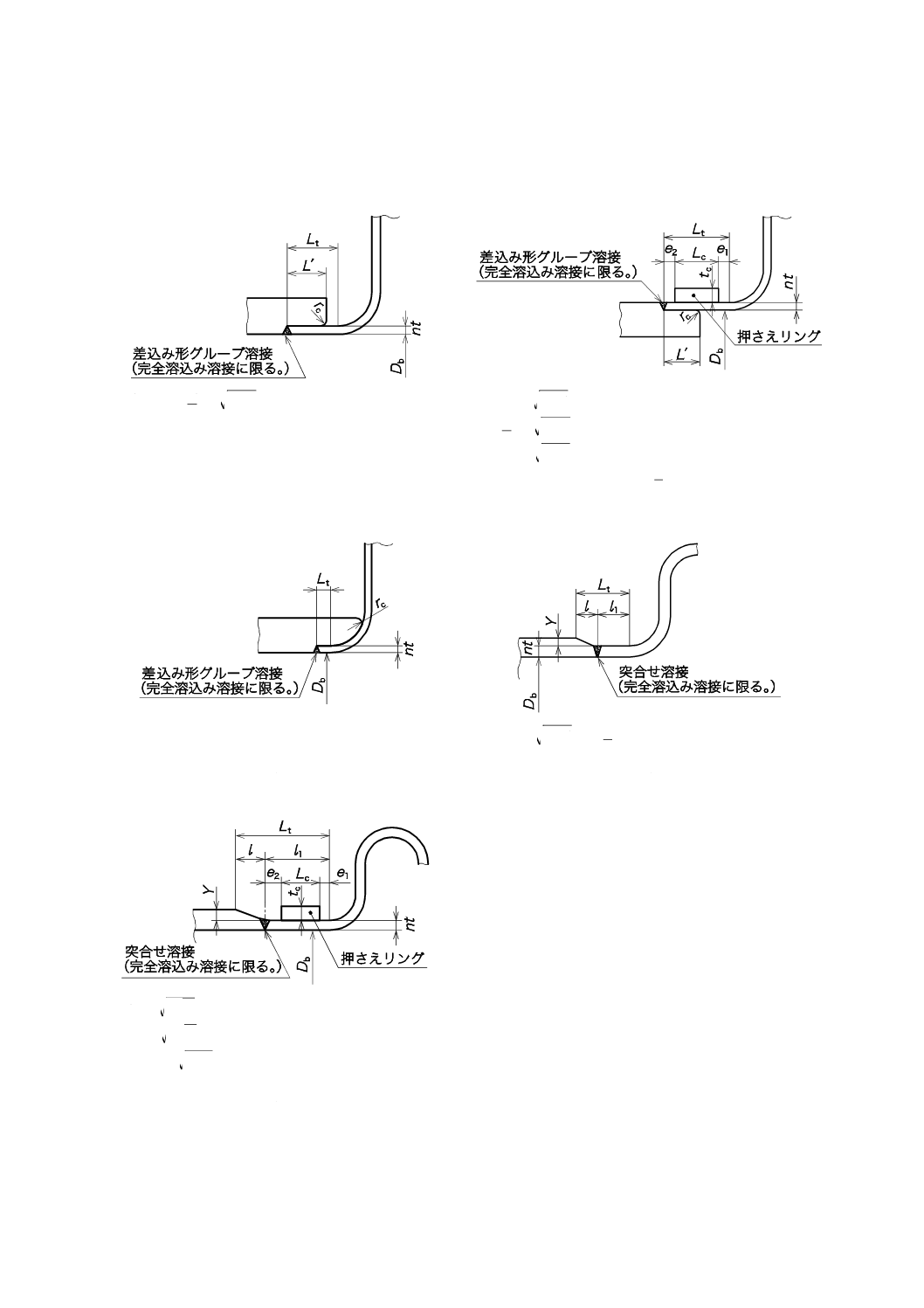
261
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
N.7 伸縮継手の溶接継手
伸縮継手と胴又は管の溶接継手の例を,図N.3に示す。
(
)
nt
D
L
L
b
t
5.0
0
≦
≦
′
−
,
nt
L
5
≧
′
nt
D
L
b
t
5.0
>
の場合
nt
D
e
b
1
5.0
≦
nt
D
e
b
2
5.0
≦
nt
L
5
≧
′
,
t
c
75
.0 L
L≧
,
5.1
c≧
r
mm
a)
b)
nt
Lt
5.1
≧
nt
D
L
b
t
5.0
≦
,
nt
l
5.1
1≧
Y
l3
=
c)
d)
図中の記号の意味は,次による。
Db: 波形部分の谷部の末端円筒部分の内径(mm)
Lc: 押さえリングの幅(押さえ長さ)(mm)
Lt: 末端円筒部分の長さ(mm)
nt: 伸縮継手のn層の厚さ(mm)
tc: 押さえリングの厚さ(mm)
nt
D
L
b
t
5.0
>
の場合
nt
D
e
b
1
5.0
≦
nt
D
e
L
b
2
5.0
≦
+
t
c
75
.0 l
L≧
,
Y
l3
=
e)
図N.3−伸縮継手と胴又は管の溶接継手の例
262
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書O
(規定)
圧力容器の溶接継手の機械試験
O.1 一般
この附属書は,圧力容器の溶接継手の機械試験について規定する。
O.2 溶接継手の機械試験
O.2.1 試験板の作製
試験板の作製は,次のa)〜e) による。
a) 試験板は,胴,鏡板などと同一の種類及び厚さの材料で作製する。
b) 溶接継手の位置による分類の分類Aの円筒胴などの長手継手,及び球形胴,鏡板,平鏡板又はふた板
の溶接継手の溶接を行う場合には,溶接条件が異なるごとに,1個の試験板を作製する。試験板は,
胴端などに取り付け,かつ,溶接線が溶接継手と試験板の一直線上に位置するようにして,溶接継手
と同時に溶接を行う。
c) 溶接継手の位置による分類の分類A及び分類Bの周継手の溶接を行う場合には,溶接条件が異なるご
とに,1個の試験板を作製する。ただし,b) の試験板を同一条件で溶接する場合には,この溶接条件
の試験板を省略できる。試験板は,胴などと同一の種類及び厚さの材料を別に準備して,溶接継手の
溶接に引き続いて,同一の溶接条件によって溶接を行う。
d) 試験板は,溶接によって反りを生じないようにする。溶接によって反りを生じた場合には,整形する。
ただし,溶接継手に溶接後熱処理を行う場合には,溶接後熱処理前に整形する。
e) 試験板は,溶接継手と同一の熱処理を行う。ただし,同等な熱処理と認められる方法によって,熱処
理を行うこともできる。
O.2.2 機械試験の種類及び試験片の数
試験板について行う機械試験の種類及び試験片の数は,表O.1に示す。
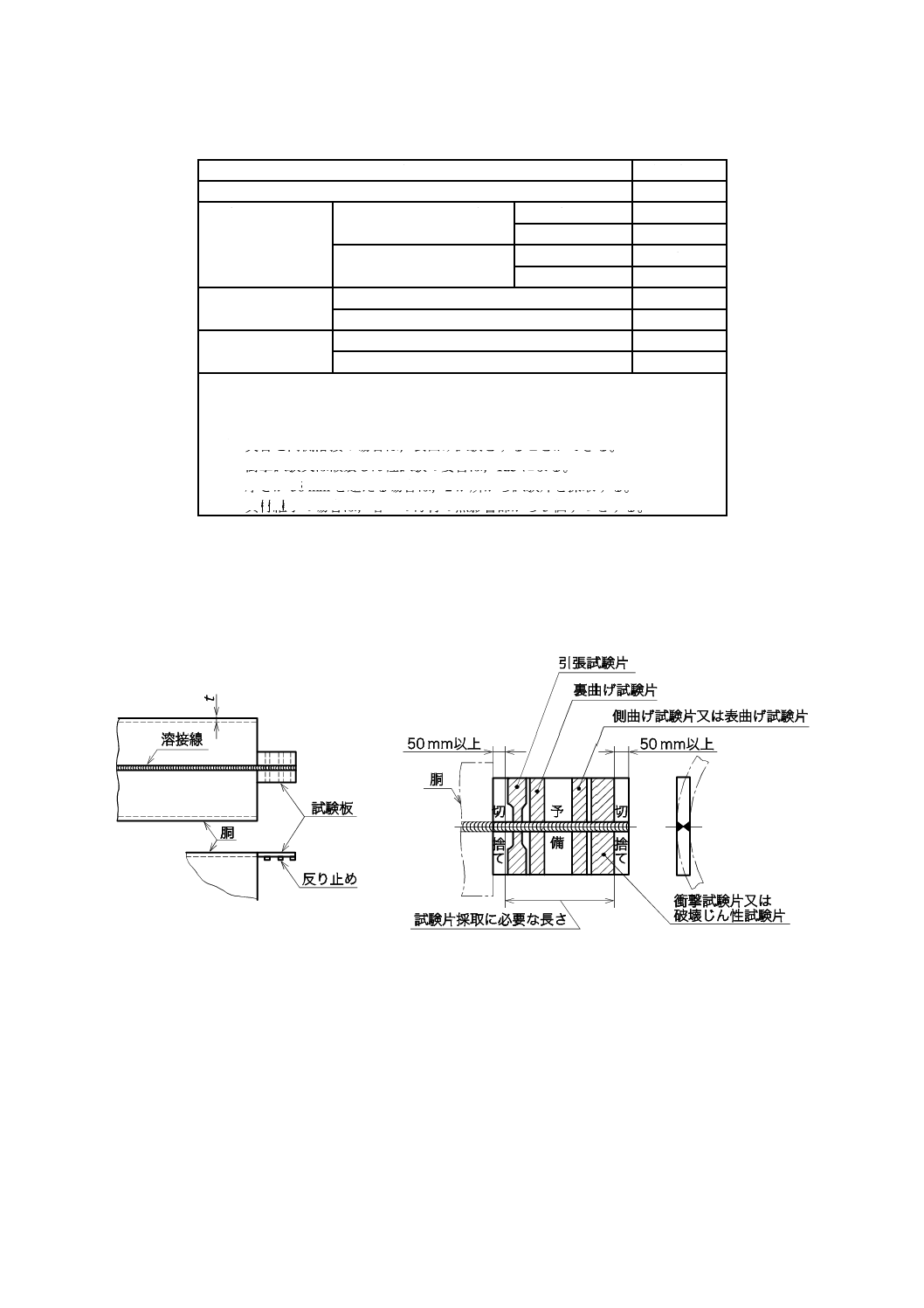
263
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表O.1−機械試験の種類及び試験片の数
機械試験の種類
試験片の数
継手引張試験
1
曲げ試験a)
厚さ19 mm未満の場合
表曲げ試験
1
裏曲げ試験
1
厚さ19 mm以上の場合
側曲げ試験
1
裏曲げ試験b)
1
衝撃試験c)
溶接金属
3 d)
熱影響部
3 e)
破壊じん性試験c)
溶接金属
2
熱影響部
2
注a) 母材どうし又は母材と溶接金属の曲げ性能が著しく異なる場合は,厚さに関
係なく,縦表曲げ試験及び縦裏曲げ試験(長手曲げ試験での表曲げ及び裏曲
げ試験)によって,試験片の数は各1個とすることができる。
b) 突合せ両側溶接の場合は,表曲げ試験とすることができる。
c) 衝撃試験又は破壊じん性試験の要否は,R.3による。
d) 厚さが38 mmを超える場合は,2か所から試験片を採取する。
e) 異材継手の場合は,各々の母材の熱影響部から3個ずつとする。
O.2.3 試験片の採取
機械試験の試験片は,試験板から図O.1によって採取する。また,衝撃試験片及び破壊じん性試験片の
採取要領は,図O.2に示す。
図O.1−試験片の採取の例
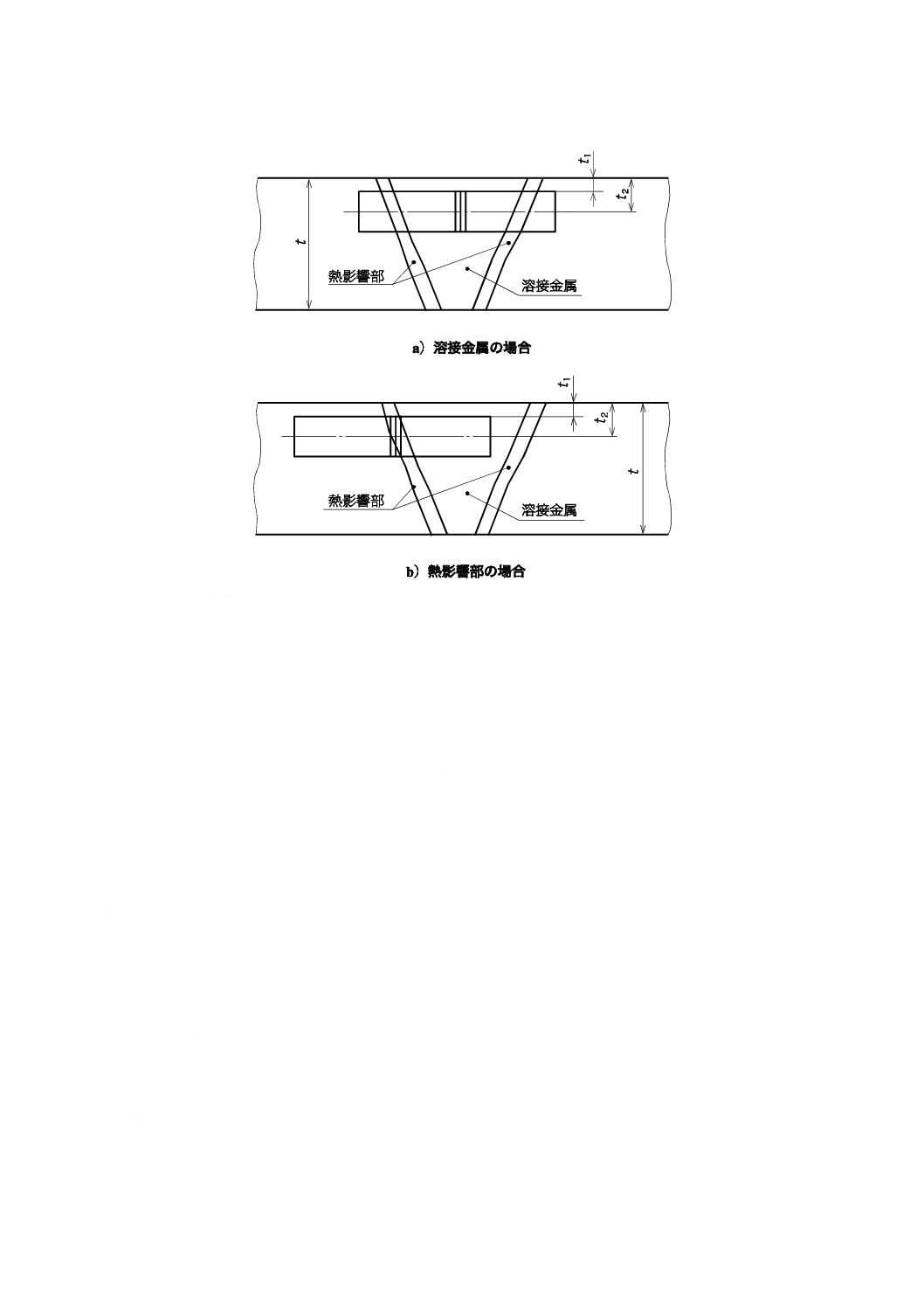
264
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 図中の記号の意味は,次による。
t: 母材の厚さ
t1: 母材表面と試験片表面の距離
t2: 母材表面と試験片の軸の距離で,0.25 tとする。ただし,試験片の軸がこの位置にとれない場合には,t1が
2 mm以内となる適切な位置にとる。
− 熱影響部の試験片のノッチの位置は,熱影響部の幅の中心になるように設定する。
− 溶接金属の厚さが38 mmを超える場合の2か所からの試験片は,図示の位置からの採取に加えて,試験片の軸が
反対側の母材表面から0.25 tとなる位置から採取する。
図O.2−衝撃試験片及び破壊じん性試験片の採取要領
O.2.4 機械試験方法
O.2.4.1 継手引張試験
継手引張試験は,次のa) 及びb) による。
a) 試験片の形状及び寸法 試験片の形状及び寸法は,JIS Z 3121の5.5.3(試験片の種類,形状及び寸法)
による。
b) 試験方法 継手引張試験の方法は,JIS Z 3121の箇条6(試験方法)による。ただし,試験機の能力
が不足で,試験片の厚さのままでは試験ができない場合には,薄のこぎりで試験片を所要の厚さに切
り分けて,試験してもよい。この場合は,切り分けた試験片の全部について継手引張試験を行う。
O.2.4.2 曲げ試験
曲げ試験は,次のa) 及びb) による。
a) 試験片の形状及び寸法 曲げ試験片の形状及び寸法は,JIS Z 3122の5.6(試験片の形状及び寸法)に
よる。
b) 試験方法 曲げ試験の方法は,JIS Z 3122の箇条6(試験方法)による型曲げ試験方法又はローラ曲
265
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
げ試験方法のいずれでもよい。ただし,母材の区分に応じて曲げ半径を,表O.2に示す。
表O.2−曲げ試験の曲げ半径
単位 mm
母材の区分
曲げ半径
P-1,P-3,P-4,P-5,P-6,P-7,P-8A,P-8B,P-9A,P-9B,P-21,P-22,P-31,P-32,P-34,
P-42,P-43,P-45
20 (2t)
P-11A,P-11B,P-25 a)
33 (10t/3)
P-49,P-51
40 (4t)
P-27 a),P-52,P-61,P-62
50 (5t)
P-23 a),P-2X b),P-35
80 (8t)
− 曲げ半径の( )内は,試験片の厚さtが10 mm未満の場合に適用する。
− 曲げ半径が5 t以上の場合は,試験片の厚さを薄くできる。ただし,下限値は3.2 mmとする。
− 母材の区分のP番号は,表B.1,表B.2及び表B.3に示す母材の区分による。
− 母材のP番号が指定されていない場合,又は曲げ半径2 tの区分で母材又は溶接材料の伸びの規定
値が20 %未満の場合には,次の式によって曲げ半径を求めてもよい。
ε
ε
2
)
100
(
−
=t
R
ここに, R: 曲げ半径(mm)
t: 試験片の厚さ(mm)
ε: 伸びの規定値(%)
注a) 異材継手の場合を含む。
b) JIS B 8285の表B.2に示すY-23の溶接材料を用いて溶接するP-21,P-22,P-25及びP-27の材料
を示す。
O.2.4.3 衝撃試験
衝撃試験は,R.3による。
O.2.4.4 破壊じん性試験
破壊じん性試験は,R.2.3.3による。
266
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書P
(規定)
圧力容器の耐圧試験
P.1
一般
この附属書は,圧力容器の耐圧試験について規定する。
P.2
耐圧試験の適用
耐圧試験は,水を用いることを原則とする(以下,水圧試験という。)。ただし,水圧試験が適切でない
場合は,水以外の液体を用いることができる(以下,液圧試験という。)。水圧試験,液圧試験のいずれも
困難な場合に限り,気体を用いて耐圧試験を行うことができる(以下,気圧試験という。)。
液圧試験及び気圧試験で用いる流体の条件は,次のa) 及びb) による。
a) 液圧試験 用いる液体は,次による。
1) 用いる液体は,耐圧試験温度において沸点未満である。
2) 可燃性液体を用いる場合は,引火点が43 ℃よりも高い液体。ただし,常温付近で試験する場合に
限る。
b) 気圧試験 用いる気体は,空気,その他の危険性のない不活性ガスとする。
P.3
耐圧試験の方法
P.3.1
耐圧試験圧力
耐圧試験圧力は,8.5による。
P.3.2
耐圧試験温度
耐圧試験に用いる流体の温度は,次のa) 及びb) による。
a) 水圧試験を寒冷時に行う場合は,凍結しない水温とする。
b) 試験中の金属温度は,最低設計金属温度に17 ℃を加えた温度以上とする(17 ℃を加えた温度が48 ℃
を超える場合は,48 ℃としてもよい。)。ただし,附属書Rの衝撃試験を行って判定基準を満足する
場合は,試験中の金属温度を衝撃試験温度に17 ℃を加えた温度以上とする。
P.3.3
耐圧試験の実施方法
耐圧試験の実施方法は,次のa)〜c) による。
a) 昇圧
1) 昇圧は,流体温度と金属温度がほぼ等しくなってから,開始する。
2) 水(液)圧試験の場合は,空気を排除しながら満水(液)にし,残存空気のないことを確認する。
3) 気圧試験の場合は,設計圧力又は耐圧試験圧力の50 %の圧力まで徐々に昇圧し,異常がないことを
確認する。その後は耐圧試験圧力の10 %ずつ昇圧し,その都度,安全な位置から異常の有無を監視
しながら耐圧試験圧力に達するまで昇圧する。
b) 圧力の保持及び異常の確認 耐圧試験圧力まで昇圧し圧力を保持した後,大気圧まで降圧し,局部的
な膨らみ,伸びなどの異常の有無を確認する。
c) 降圧及び排出 水(液)圧試験の場合の排水(液)は,大気圧以下の圧力が発生しないように注意す
る。気圧試験の場合の降圧は,著しい音が発生しないよう徐々に行う。また,気体を大気に排気する
267
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
場合には,バルブ,配管などに過冷却を生じない降圧速度に制御する。
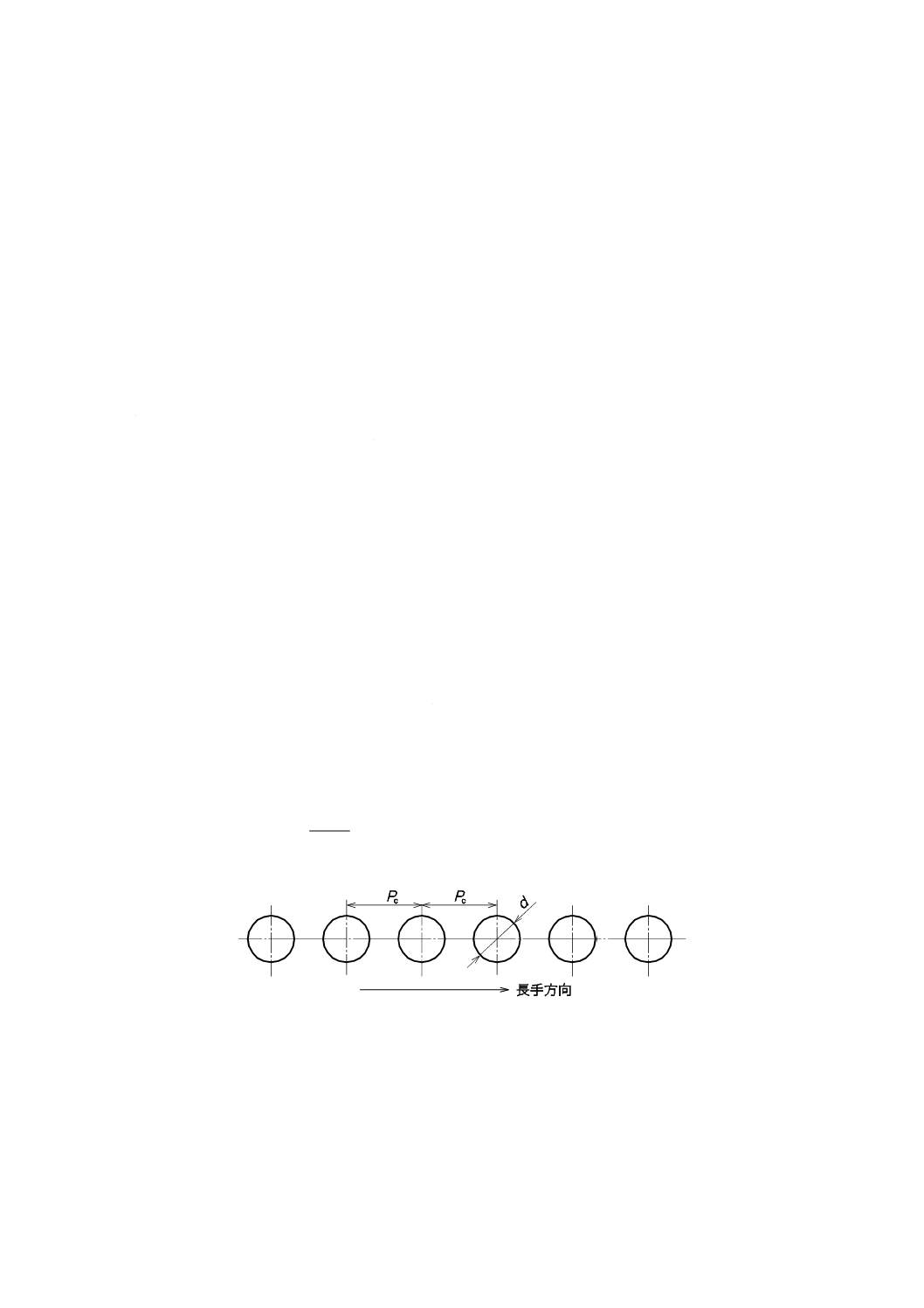
268
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書Q
(規定)
円筒胴のリガメント効率
Q.1 一般
この附属書は,直径が等しい複数管穴をもつ円筒胴のリガメント効率について規定する。
Q.2 記号の意味
この附属書で用いる記号の意味は,次による。
d: 管穴の直径(mm)
l: 複数管穴を構成する長さ(図Q.2及び図Q.3参照)(mm)
n: 複数管穴を構成する長さlに含まれる管穴の数(図Q.2及び図Q.3参照)
Pc: 管穴の長手方向のピッチ(図Q.1参照)(mm)
Pc': 管穴の斜め方向のピッチ(図Q.5参照)(mm)
S: 斜め方向のピッチの長手方向の長さで,次の式による(図Q.5参照)(mm)。
S=Pc'cosθ
η: リガメント効率
θ: 斜め方向と長手方向がなす角度(図Q.5参照)(度)
Q.3 管穴が長手方向に配置する場合のリガメント効率
Q.3.1 一般
直径が等しい管穴が円筒胴の長手方向の一直線上に規則的に,又は不規則に配置する場合のリガメント
効率は,Q.3.2〜Q.3.4による。
Q.3.2 管穴が一直線上に同一ピッチで配置する場合
図Q.1に示すように,管穴が一直線上に同一ピッチで配置する場合のリガメント効率は,次の式による。
c
c
P
d
P−
=
η
注記 管穴のいずれか一つでもピッチが異なる場合は,図Q.2の例による。
図Q.1−管穴が一直線上に同一ピッチで配置する例
Q.3.3 複数管穴を構成する群があり,管穴が一直線上に群ごとに同一ピッチで配置する場合
複数管穴を構成する群(群の長さl)があり,管穴が同一直線上に群ごとに同一ピッチPcで配置し,管
穴のピッチと群のピッチが異なる場合の例を,図Q.2及び図Q.3に示す。この場合のリガメント効率は,
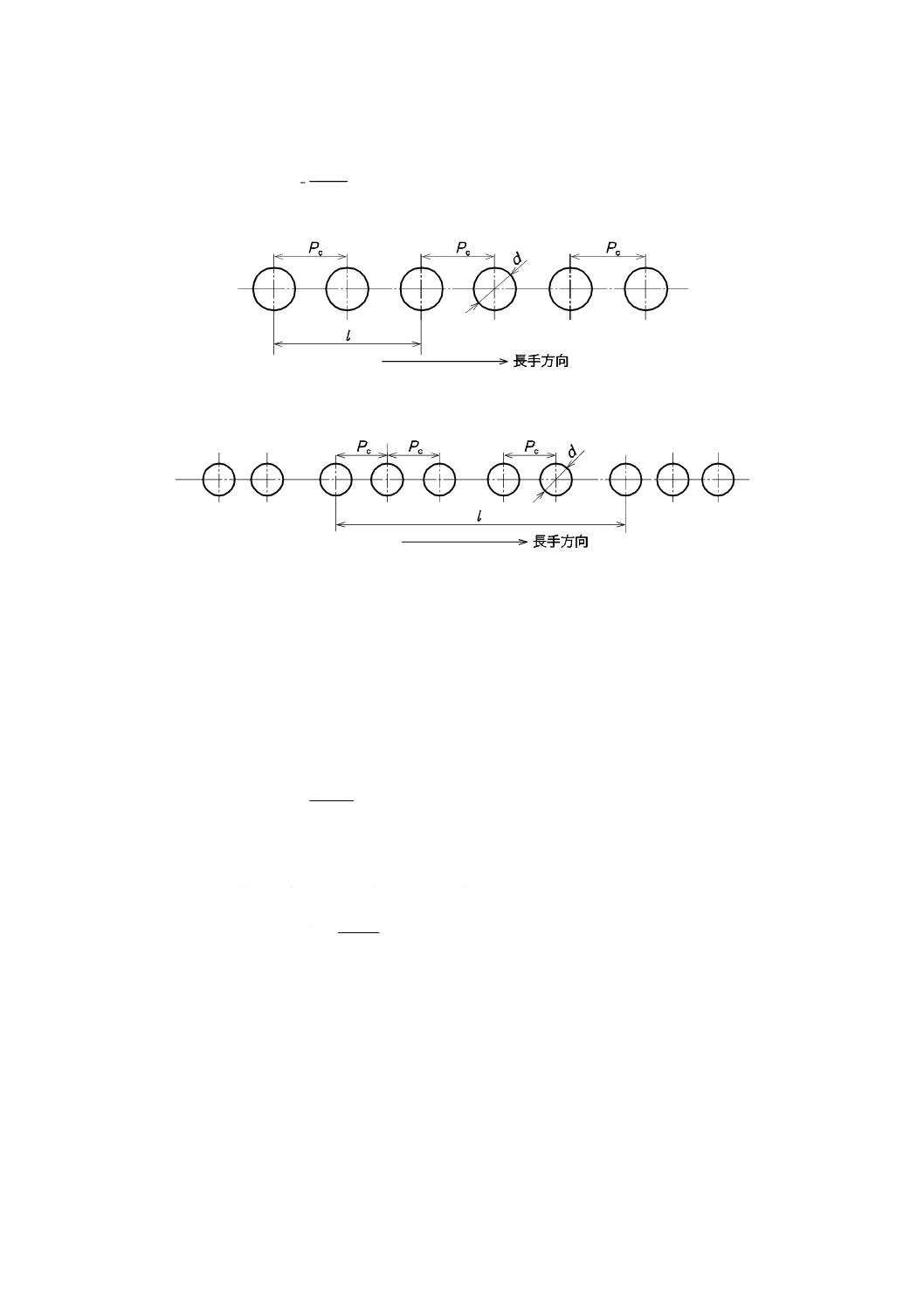
269
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
次の式による。
l
nd
l−
=
η
図Q.2−2個の管穴を構成する群の例(n=2)
図Q.3−5個の管穴を構成する群で,3個群と2個群が順番に配置し,
その間のピッチが群のピッチとなる例(n=5)
Q.3.4 管穴が一直線上に不規則に配置する場合
図Q.4に示すように,管穴が一直線上に不規則に配置する場合のリガメント効率は,次のa) 及びb) で
得られる値のいずれか小さい値とする。この場合,基準長さの範囲内に入る管穴の数nが最も多くなる部
分を選択して計算する。
a) 基準長さl1を円筒胴の内径Dに等しくとる場合
1
1
l
nd
l−
=
η
例えば,図Q.4の場合,n=7となる。
なお,円筒胴の内径が1 500 mmを超える場合は,l1=1 500 mmとする。
b) 基準長さl2を円筒胴の内半径Rに等しくとる場合
2
2
25
.1
l
nd
l−
=
η
例えば,図Q.4の場合,n=4となる。
なお,円筒胴の内半径が750 mmを超える場合は,l2=750 mmとする。
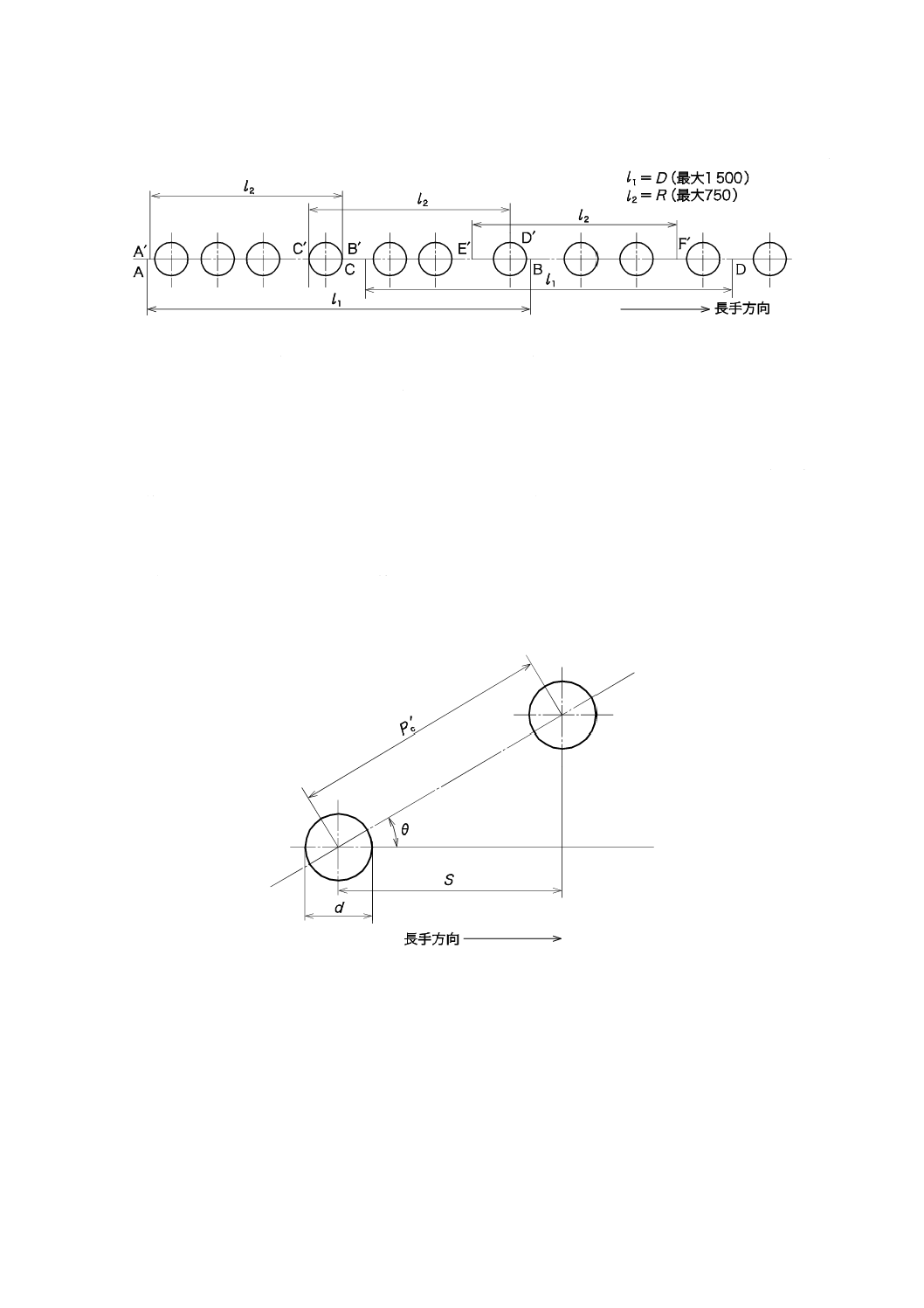
270
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記 A,Bなどの記号は,複数管穴を構成する基準長さlの位置を示す。
中心線上部はQ.3.4 b) (n=4) の場合を,中心線下部はQ.3.4 a) (n=7) の場合を示す。
図Q.4−管穴が一直線上に不規則に配置する例
Q.4 管穴が斜め方向に配置する場合のリガメント効率
図Q.5に示すように,直径の等しい管穴が円筒胴の長手方向に対して一定の角度(θ )をもつ斜め方向
の一直線上に同一ピッチで配置する場合は,図Q.6を用いて,管穴が長手方向に配置するとみなした等価
リガメント効率を,次の手順に従って計算する。
手順1 斜め方向と長手方向がなす角度θ 及びPc' /dの値を決定する。
手順2 図Q.6において,横軸θ の値とPc' /dの値を示す曲線の交点を決定する。
手順3 この交点の縦軸の値から,等価リガメント効率を読み取る。
図Q.5−管穴が斜め方向に配置する例
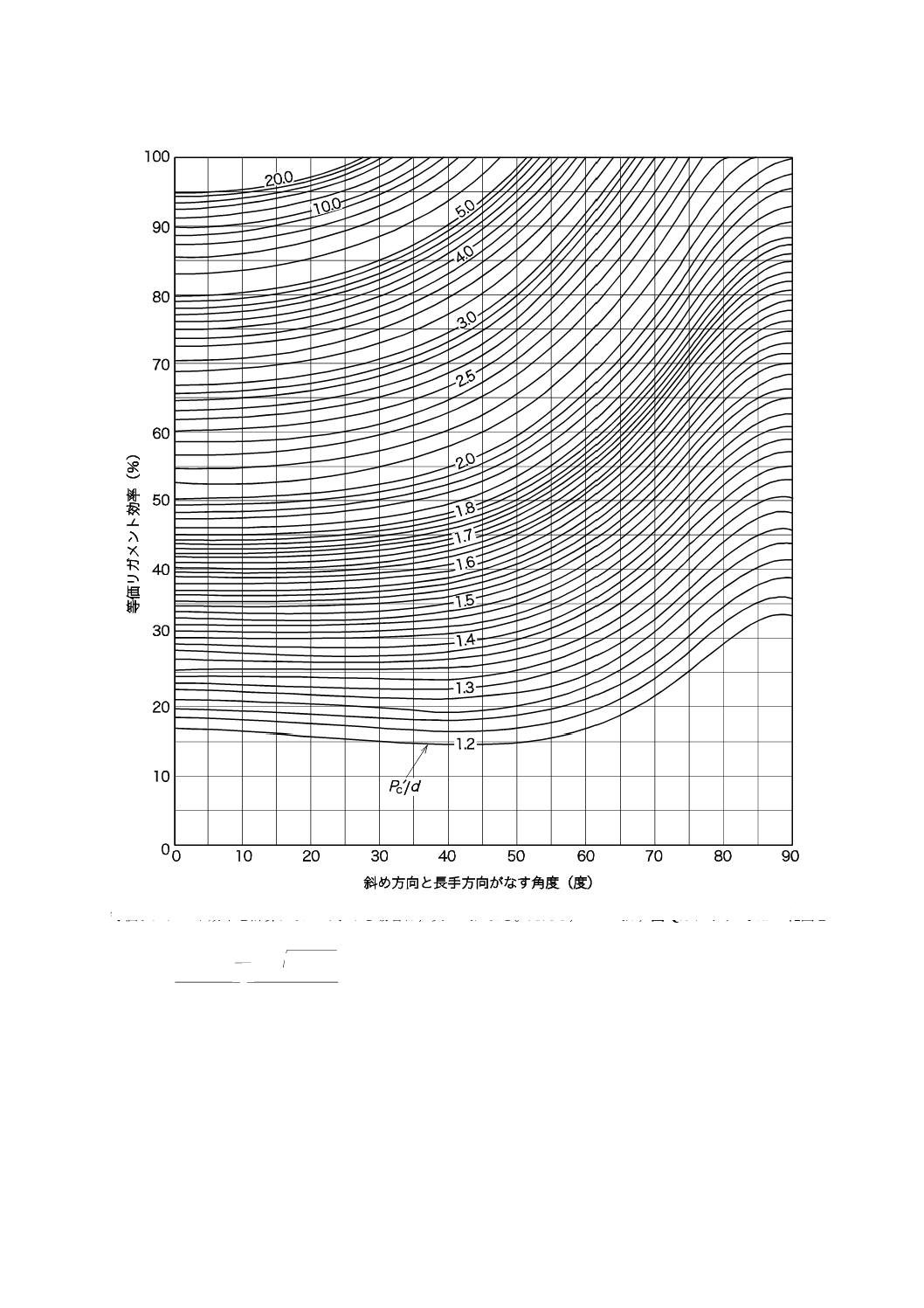
271
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
等価リガメント効率を計算によって求める場合は,次の式による。ただし,この式は,図Q.6に示すPc' /dの範囲を
超えて使用できない。
θ
θ
θ
θ
η
2
2
c
2
sec
005
.0
015
.0
sec
3
sec
1
sec
+
+
−
+
=
'
P
d
図Q.6−管穴が斜め方向に配置する場合の等価リガメント効率
Q.5 管穴が不規則に配置し,管穴の一部が一直線上にない場合のリガメント効率
図Q.7に示すように,直径の等しい管穴が円筒胴の長手方向の一直線上に不規則に配置し,かつ,管穴
の一部が一直線上にない場合,平均リガメント効率は,次のa) 又はb) のいずれか小さい値とする。
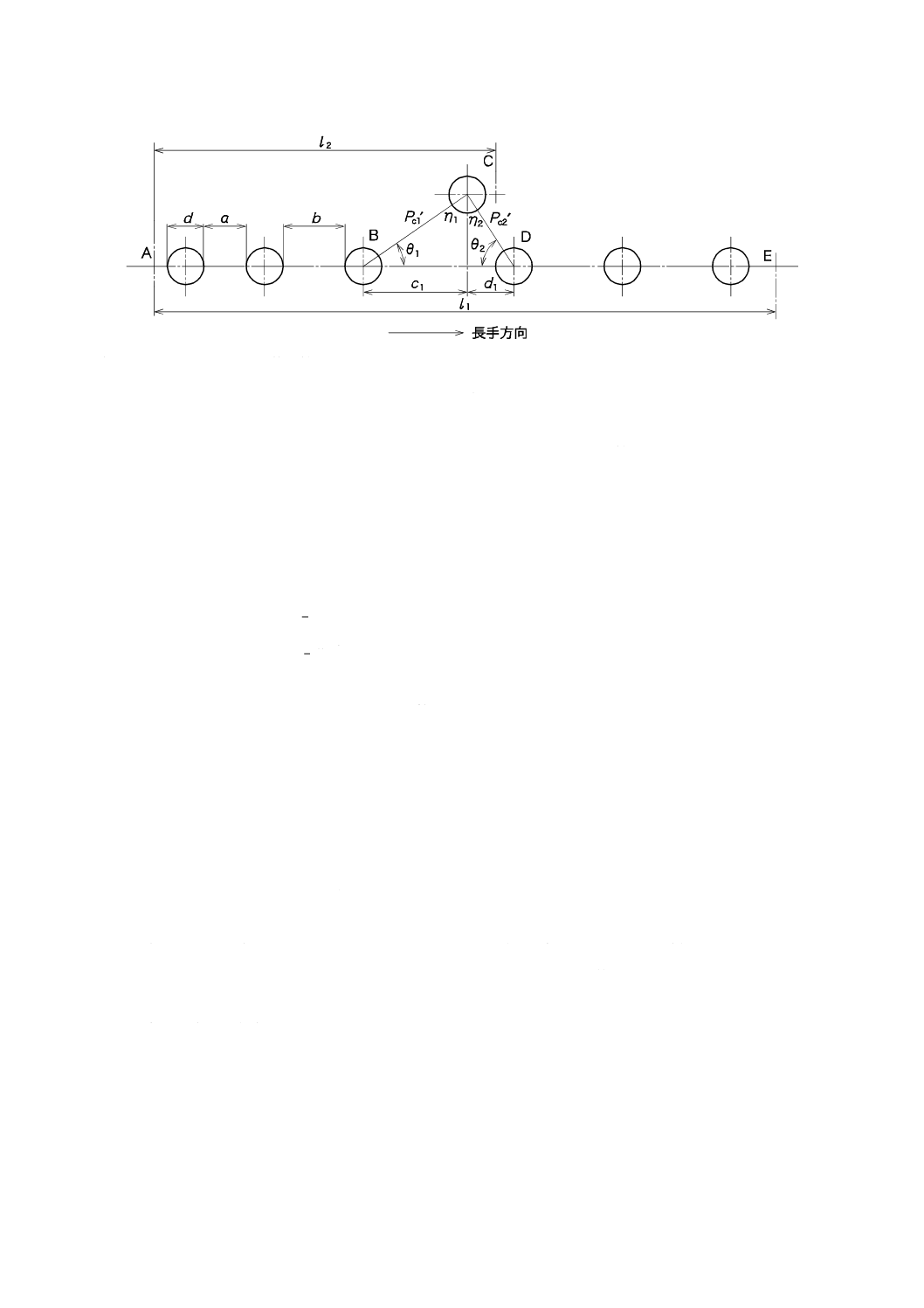
272
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 A,Bなどの記号は,複数管穴を構成する基準長さlの位置を示す。
図Q.7−管穴の一部が一直線上にない例
a) ABDE線上の平均リガメント効率 平均リガメント効率は,BD間に管穴がないとみなして,ABDE
線上に配置する管穴に対して,Q.3.4によって計算する。
b) ABCDE線上の平均リガメント効率 平均リガメント効率は,次の1) のリガメントの幅を用いて,2)
によって計算する。
1) BC間のリガメントの幅c2及びCD間のリガメントの幅d2を,Q.4によるBC間及びCD間のそれぞ
れの長手方向の等価リガメント効率η1及びη2を適用し,次の式によって計算する。
1
1
2
c
c
η
=
1
2
2
d
d
η
=
2) BCD線を1) のc2及びd2を用いて一直線とみなし,ABCDEの一直線上に配置する管穴に対して,
Q.3.3によって平均リガメント効率を計算する。
Q.6 管穴が周方向に配置する場合のリガメント効率
図Q.1〜図Q.5及び図Q.7に示す例の管穴が円筒胴の周方向に配置する場合(図に示す矢印が周方向の
場合),リガメント効率はQ.3〜Q.5に示す長手方向に配置する場合のリガメント効率と同様にして計算す
る。
Q.7 溶接管を用いる円筒胴のリガメント効率
長手継手で製作する溶接管(継目管又はシーム管という。)を用いる円筒胴に直径の等しい複数管穴を設
ける場合,この附属書で得られるリガメント効率が85 %(長手方向に配置する場合)又は50 %(周方向
に配置する場合)未満の場合は,E.2.2による内圧を保持する円筒胴の計算厚さの式における溶接継手効率
を,この附属書で得られるリガメント効率とする。ただし,この場合の許容引張応力の値は,4.3.1で規定
する許容引張応力に係数1.18を乗じる。
273
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書R
(規定)
圧力容器の衝撃試験
R.1 一般
この附属書は,圧力容器の材料及び溶接継手の衝撃試験(落重試験及び破壊じん性試験を含む。)につい
て規定する。
衝撃試験は,圧力容器の最低設計金属温度(3.10参照)を決定するために行う。具体的には,最低設計
金属温度以下の試験温度で衝撃試験を行い,判定基準を満足することを確認すれば,最低設計金属温度が
決定できる。
この附属書は,衝撃試験が不要な場合,衝撃試験が不要であるが行う場合及び衝撃試験が必要な場合に
ついて,最低設計金属温度を決定する方法の詳細を規定する。
R.2 ボルト材料以外の材料の母材の衝撃試験
R.2.1 炭素鋼及び低合金鋼
R.2.1.1 衝撃試験が不要な場合
炭素鋼及び低合金鋼が,次のa)〜d) のいずれかの場合には,衝撃試験は不要とする。ここで,P番号は
規格材料のP番号を表し,規格材料と特定材料のP番号の対応は,表A.1による。
a) 材料規格の降伏点又は耐力が450 N/mm2以下の材料[JIS G 3206(SFVCM F22V及びSFVCM F3V),
JIS G 4110(SCMQ4V及びSCMQ5V)及びこれらに相当する特定材料1) を除く。]で,次の1)〜4) の
場合
注1) SA182 Grade F3V及びGrade F22V,SA336 Grade F3V及びGrade F22V,SA508 Grade 3V及び
Grade 22 Class 3,SA541 Grade 3V,Grade 22V及びGrade 22 Class3,SA542(全てのGrade)
及びSA832(全てのGrade)
1) 呼び厚さ又は採取可能な試験片の幅が2.5 mm以下で,かつ,最低設計金属温度が−48 ℃以上の場
合
2) 次の2.1)〜2.3) のフランジで,最低設計金属温度が−29 ℃以上の場合
2.1) JIS B 2220,ASME B16.5又はASME B16.47に規定する材料(4.1に規定する材料に限る。)の管
フランジ
2.2) 鍛造で製作するロングネックフランジ(真っすぐなハブ部をもつフランジで,フランジの寸法は
JIS B 2220又はASME B16.5の管フランジの寸法に同じで,管台の内径はフランジの呼び径以上,
管台の外径は管フランジ規格のハブ部の径以下のフランジをいう。)
2.3) JIS G 5101のSC480及び相当する特定材料2) で製作する管台に用いる割りフランジで,フランジ
外径及びボルト円の直径がJIS B 2220又はASME B16.5(クラス150及び300に限る。)の管フラ
ンジの寸法に同じで,フランジ厚さが管フランジの寸法の厚さ以下の場合
注2) SA216 Grade WCB
3) 4B以下の鋼管をP番号1の材料で製作する場合で,材料の厚さが表R.1の材料規格の降伏点又は耐
力に対応する厚さ以下で,かつ,最低設計金属温度が−104 ℃以上の場合

274
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表R.1−材料規格の降伏点又は耐力に対応する厚さ
材料規格の降伏点又は耐力(σy)(N/mm2)
厚さ(mm)
140≦σy≦240
6
240<σy≦310
3.2
310<σy
2.5
4) B−2継手に用いる呼び厚さが6.4 mm以下の裏当てで,材料が図R.1の曲線Aに対応し,かつ,最
低設計金属温度が−29 ℃以上の場合
b) 低温用鋼 JIS G 3126,JIS G 3127(SL9N520及びSL9N590を除く。),JIS G 3205,JIS G 3460(STPL690
を除く。),JIS G 3464(STBL690を除く。)及びこれらに相当する特定材料3) で,材料規格の規定によ
って衝撃試験を行い,かつ,最低設計金属温度を衝撃試験温度より3 ℃以上高くする場合
注3) SA333,SA334,SA350,SA352,SA420及びSA765
c) 図R.1による衝撃試験が不要な場合 図R.1に示す衝撃試験不要曲線による衝撃試験が不要な場合は,
次の1) 及び2) による(表R.3参照)。
1) 材料規格の降伏点又は耐力が450 N/mm2以下の材料[JIS G 3206(SFVCM F22V及びSFVCM F3V),
JIS G 4110(SCMQ4V及びSCMQ5V)及びこれらに相当する特定材料4) を除く。]で,最低設計金
属温度が,材料と下記2) で規定する材料の支配的厚さに対応して図R.1から得られる温度以上の
場合。ただし,この規定は,R.2.1.1 a) 3),R.2.1.2 a) 及びb) の場合を除き,最低設計金属温度が−
48 ℃以上の場合に適用する。
なお,図R.1による衝撃試験が不要な場合は,胴,鏡,管台,マンホール,強め材,フランジ,
管板,平ふた板などの構成部材及び耐圧部分への非耐圧部材の溶接をそれぞれ個別に取り扱い,個々
の材料,材料の支配的厚さ及び最低設計金属温度について,衝撃試験の不要を検討する。
注4) R.2.1.1 a) の注1) に同じ。
2) 図R.1に適用する材料の支配的厚さは,次の2.1)〜2.4) による。
2.1) 溶接継手の支配的厚さtgは,次の2.1.1)〜2.1.4) による。
2.1.1) 平鏡板,管板などの平板を除く突合せ溶接継手の場合には,最も厚い溶接継手の呼び厚さ。
2.1.2) 角溶接継手,すみ肉溶接継手及び重ね溶接継手の場合には,溶接する部材のいずれか薄い厚さ。
2.1.3) 平鏡板,管板などの平板の場合には,2.1.2) 又は平板の厚さの1/4のいずれか大きい厚さ。
2.1.4) 複数の構成部分からなる構造(例えば,強め材がある管台と胴の溶接継手)の場合には,材料,
材料の支配的厚さ及び衝撃試験が不要な場合の最低設計金属温度を構造の複数の溶接継手ごと
に検討し,複数の最低設計金属温度のうちで最も高い温度を,構造の衝撃試験が不要な場合の最
低設計金属温度とする。すなわち,複数の溶接継手の材料ごとに,支配的厚さは異なる。
2.2) 鋳鋼品の支配的厚さは,最も大きな呼び厚さとする。
2.3) ボルト締めフランジ,平鏡板,管板などの平板で,溶接継手がない部材の支配的厚さは,平板の
厚さの1/4とする。
2.4) 溶接継手がないフランジ付鏡板[図L.3 c) 参照]の支配的厚さは,フランジの部分の厚さの1/4
又は鏡板の最小厚さのいずれか大きい厚さとする。
注記 代表的な構造の支配的厚さの例を,図R.3に示す。
d) 図R.2による衝撃試験が不要な場合 図R.2に示す最低設計金属温度の低減曲線において,縦軸の比
の値が0.35以下で,かつ,最低設計金属温度が−104 ℃以上の場合には,衝撃試験は不要とする。
275
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
R.2.1.2 衝撃試験が不要な場合の最低設計金属温度の低減
次のa)〜c) の場合には,衝撃試験が不要な場合に最低設計金属温度を低減できる。
なお,衝撃試験が不要な場合及びR.2.1.3の衝撃試験が必要な場合にも,衝撃試験を行い,判定基準を満
足する試験温度以上に決定した最低設計金属温度にこの規定を適用し,最低設計金属温度を低減できる。
a) 必要厚さに対して呼び厚さが大きい場合 R.2.1.1のa) 2),4) 及びc) の場合は,図R.2によって衝撃
試験が不要な場合の最低設計金属温度を低減できる(表R.3参照)。ただし,低減して得られる最低設
計金属温度が−48 ℃未満の場合には,衝撃試験が必要である。
b) 溶接後熱処理を実施する場合 P番号1の材料の溶接継手で,6.6及び附属書Sによる溶接後熱処理が
不要であるが,溶接後熱処理を行う場合には,衝撃試験が不要な場合の最低設計金属温度を17 ℃低
減できる。
c) a) 及びb) の組合せの場合 a) 及びb) は,組み合わせてもよい。ただし,組み合わせて得られる最
低設計金属温度が−65 ℃未満の場合には,衝撃試験が必要である。
R.2.1.3 衝撃試験が必要な場合
R.2.1.1又はR.2.1.2で衝撃試験が不要とならない場合,及び次のa)〜d) の場合には,衝撃試験を行う。
a) 最低設計金属温度を−48 ℃未満とする場合
b) 材料規格の降伏点又は耐力が450 N/mm2を超える場合
c) 材料が,JIS G 3206(SFVCM F22V及びSFVCM F3V),JIS G 4110(SCMQ4V及びSCMQ5V)及びこ
れらに相当する特定材料5) の場合
注5) R.2.1.1 a) の注1) に同じ。
d) 最低設計金属温度を50 ℃未満とし,溶接継手の支配的厚さが100 mmを超える場合,又は溶接なし
の部材の支配的厚さが150 mmを超える場合
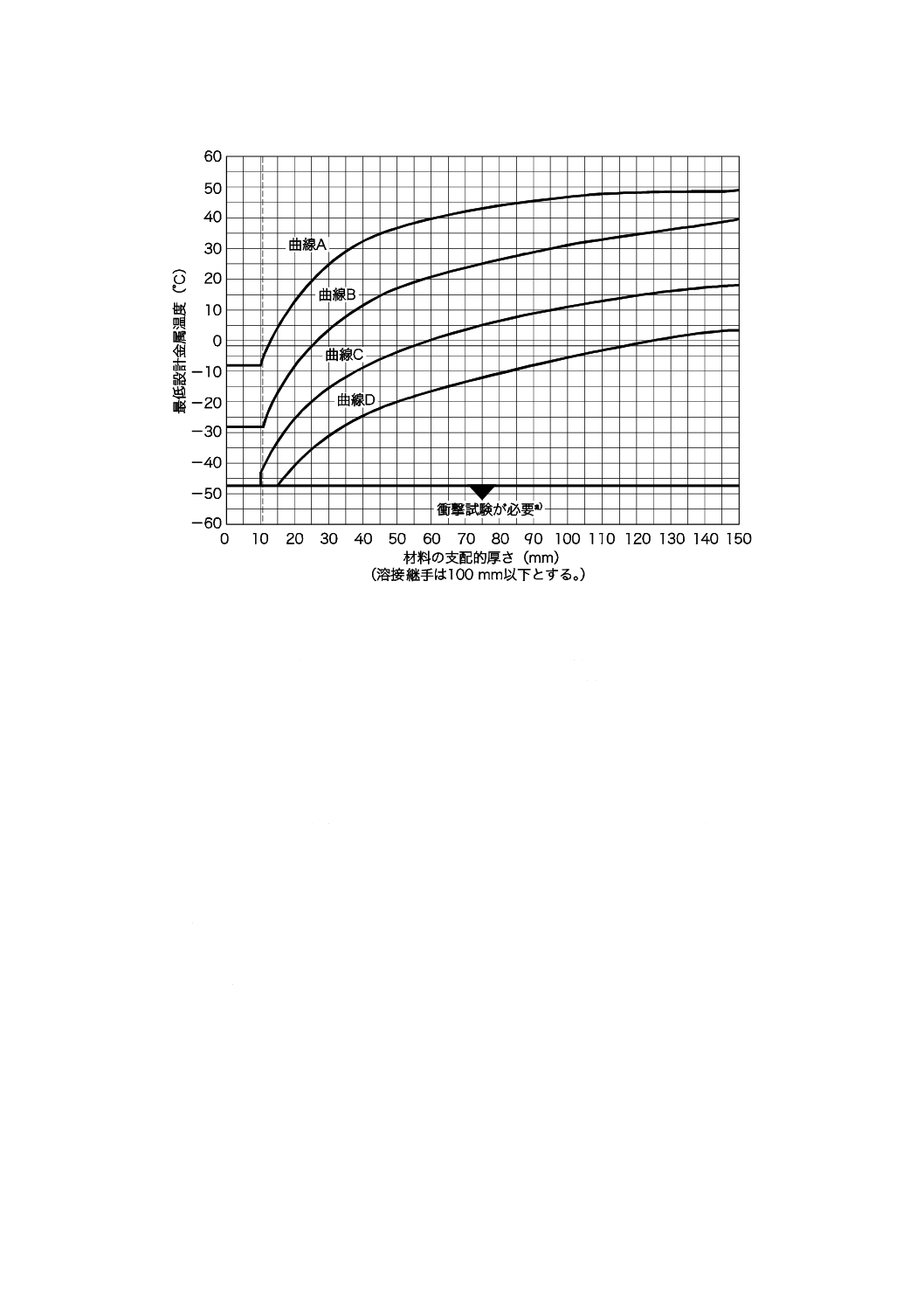
276
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 図中の曲線A〜Dに対応する材料は,次による。
曲線A
1) 曲線B〜Dに対応する材料のない炭素鋼又は低合金鋼の板,棒及び形鋼
2) JIS G 5101 SC480(焼ならし焼戻し又は焼入れ焼戻しを行う場合)
JIS G 5102 SCW480(焼ならし焼戻し又は焼入れ焼戻しを行う場合)
JIS G 5151 SCPH2(焼ならし焼戻し又は焼入れ焼戻しを行う場合)
JIS G 5151 SCPH21(焼ならし焼戻し又は焼入れ焼戻しを行う場合)
曲線B
1) JIS G 5101 SC410(焼ならし焼戻し又は焼入れ焼戻しを行う場合)
JIS G 5101 SC480(呼び厚さが50 mm未満の細粒鋼で,焼入れ焼戻しを行う場合)
JIS G 5151 SCPH1(焼ならし焼戻し又は焼入れ焼戻しを行う場合)
JIS G 5151のSCPH2及びJIS G 5102のSCW480(いずれも呼び厚さが50 mm未満の細粒鋼で,焼入れ焼
戻しを行う場合)
JIS G 5151 SCPH32(焼ならし焼戻しを行う場合)
JIS G 3118 SGV450及びSGV480(いずれも焼ならしを行わない場合)
JIS G 3103 SB410
2) 曲線C及びDに対応する材料のない炭素鋼又は低合金鋼の鋼管,鍛鋼品,チューブ及び管継手
3) 規格フランジ(曲線A,C及びDに対応する材料の板で製作する場合も含む。)
4) 鋳鋼品を除く曲線Aに対応する材料の細粒鋼で,かつ,焼ならしを行い,曲線C及びDに対応する材料
のない場合
曲線C
1) JIS G 3119 SBV2,SBV3
JIS G 3120 SQV2A,SQV2B,SQV3A,SQV3B
JIS G 4109 SCMV4及びSCMV5(いずれも焼ならし焼戻しを行う場合)
JIS G 3203 SFVAF21A,SFVAF21B,SFVAF22A,SFVAF22B(いずれも焼ならし焼戻しを行う場合)
2) 曲線Bの1) 及び2) に対応する材料の細粒鋼で,材料規格に規定の焼ならし,焼ならし焼戻し又は焼入れ
焼戻しの熱処理を行い,曲線Dに対応する材料のない場合
図R.1−衝撃試験不要曲線†
277
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
曲線D
JIS G 3118 SGV450及びSGV480(いずれも焼ならしを行う場合)
JIS G 3127 SL2N255,SL3N255,SL3N275
− 図R.1の数値を表R.2に示す。
− 特定材料の衝撃試験不要曲線A〜Dの区分は,表C.1〜表C.13による。
注a) −48 ℃未満の場合,全ての材料に衝撃試験が必要。ただし,R.2.1.1 a) 3),R.2.1.2 a) 及びb) を除く。
図R.1−衝撃試験不要曲線†(続き)
表R.2−図R.1の数値†
材料の支配的厚さ
(mm)
曲線A
(℃)
曲線B
(℃)
曲線C
(℃)
曲線D
(℃)
10
−7.8
−29
−48
−48
11
−4.3
−25
−38
−48
12
−1.7
−23
−35
−48
13
0.5
−21
−34
−48
14
2.3
−19
−33
−48
15
4.3
−17
−31
−47
16
6.3
−15
−30
−44
17
8.1
−13
−28
−43
18
9.8
−11
−27
−42
19
12
−10
−26
−41
20
13
−8.1
−25
−40
22
16
−5.3
−23
−38
25
20
−1.1
−20
−35
28
23
2.2
−17
−33
30
25
4.3
−16
−31
32
27
6.3
−14
−29
36
30
9.1
−11
−27
38
31
10
−10
−26
40
32
12
−8.8
−25
45
35
15
−6.3
−22
50
37
17
−3.9
−20
60
40
20
−0.1
−17
70
42
23
3.4
−13
80
44
26
6.3
−11
90
46
29
8.7
−8.3
100
47
31
11
−5.6
110
48
33
13
−3.2
120
48
35
15
−1.1
130
48
37
16
0.6
140
48
38
17
2.2
150
49
40
19
3.6
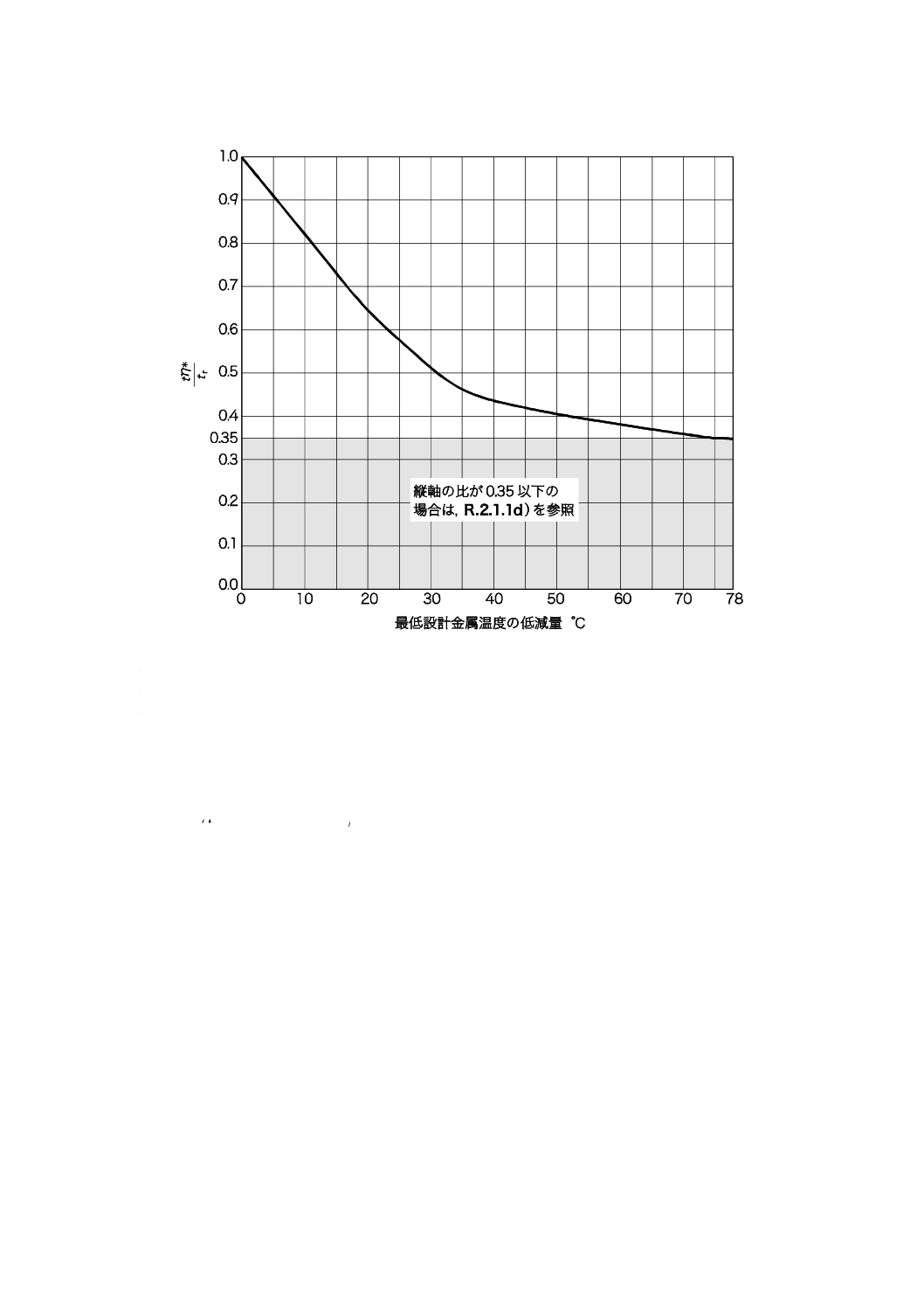
278
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 記号の意味は,次による。
t :計算厚さ(mm)
tr :腐れ後の厚さ(mm)
η :溶接継手効率で,6.2による。
η* :ηと同じ値とする。ただし,0.8より小さくする必要はない。材料が鋳鋼の場合は,6.2の溶接継手効率又
は鋳造品の品質係数のいずれかの計算厚さを決定する値を用いる。
σa :設計温度における材料の許容引張応力(N/mm2)
σa* :引張応力(N/mm2)
− 縦軸の比
r
*/t
tη
の代替として,
(
)
η
σ
η
σ
a
*
*
a
を使用してもよい。
図R.2−最低設計金属温度の低減曲線†
279
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表R.3−衝撃試験が不要な場合に最低設計金属温度を低減する手順†
ステップ1
圧力容器の全ての構成部材に対して,検討に必要な下記データを全て用意する。
・部材,溶接継手などの厚さデータ(t,tn及びtr)[a) 参照]
・荷重[b) 参照]及び圧力容器の最低設計金属温度[3.10及び4.1 d) 2) 参照]
・材料
t: 計算厚さ(mm)
tn: 呼び厚さ(mm)
tr: 腐れ後の厚さ(mm)
η: 溶接継手効率で,6.2による。
・図R.1の対応する曲線
ステップ2
図R.1[c) 参照]によって,材料の支配的厚さ[d) 参照]に対して衝撃試験が不
要な場合の最低設計金属温度を決定する。
ステップ3
比 (tη*)/trを計算する[e),f) 及びg) 参照]。
ステップ4
ステップ3の比を図R.2の縦軸にとり,ステップ2の最低設計金
属温度の低減量を決定する[h) 参照]。
ステップ5
支配的厚さに対して,ステップ2の最低設計金属温度をステップ
4の低減量だけ修正し,衝撃試験が不要な場合の最低設計金属温
度を決定する。
ステップ6
全ての構成部材の支配的厚さに対して,ステップ2又はステップ5の最低設計金属
温度を検討し,そのうちで最も高い温度を,衝撃試験が不要な場合の最低設計金属
温度とし,この温度が,ステップ1の圧力容器の最低設計金属温度以下であること
を確認する。
図R.1の手順
図R.2の手順
a) 管で,材料規格に厚さの負の許容差が規定されている場合には,管の呼び厚さから負の許容差を差し引いた厚
さを,最低設計金属温度を決定するための厚さtnとする。また,鏡板の場合には,成形後の規定最小厚さをtn
とする。
b) 5.1.2に示す荷重で,一次一般膜応力を生じる荷重を含む[JIS B 8266の附属書8(圧力容器の応力解析及び疲
労解析)の2.(応力解析)参照]。
c) 図R.1は,最低設計金属温度において,許容引張応力と同じ値の一次一般膜応力(引張応力)がある場合を対
象として作成している。
d) 支配的厚さの定義は,R.2.1.1 c) 2) による。
e) η*はηと同じ値とする。ただし,0.8より小さくする必要はない。材料が鋳鋼の場合は,6.2の溶接継手効率又
は鋳造品の品質係数のいずれかの計算厚さを決定する値を用いる。
f) 代替として
(
)
η
σ
η
σ
a
*
*
a
を用いてもよい[図R.2参照]。
g) 平鏡板,ふた板,管板,フランジ(ボルト及びナットを含む。)などの一次一般膜応力の応力分類を適用しない
部材の場合には,比を,最低設計金属温度での設計圧力を最低設計金属温度での最大許容圧力(腐れ後の厚さ
に対して得られる値)で除して得られる値としてもよい。また,規格フランジの場合には,低減量を,次の1) 又
は2) の値とすることができる。
1) 最低設計金属温度又は38 ℃のいずれか高い温度を用いてフランジ規格のフランジ温度−圧力基準によって
得られる圧力を最低設計金属温度での最大許容圧力とし,最低設計金属温度での設計圧力を最低設計金属温
度での最大許容圧力で除して得られる値(R)を比として,図R.2に適用する低減量
2) 規格フランジを溶接する胴又は管台の低減量と同じ値
h) 最低設計金属温度の低減量が22.2 ℃以下の場合には,低減量を (1−R)×55.5 ℃で計算してもよい。ここに,R
は,最低設計金属温度での設計圧力と最低設計金属温度での最大許容圧力の比である。
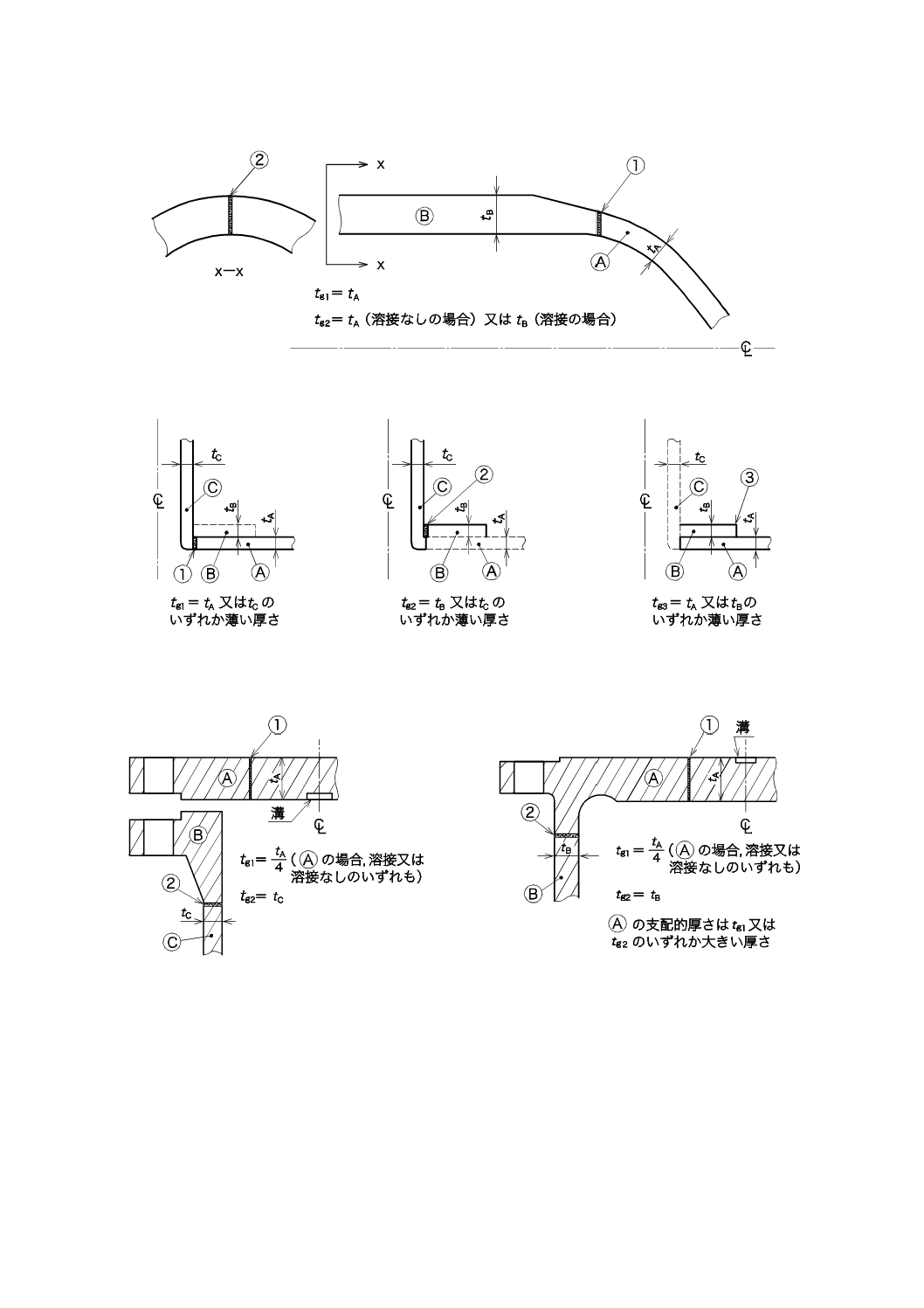
280
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 突合せ溶接継手
tg1,tg2及びtg3に対する最低設計金属温度を決定し,そのうちで最も高い温度を構造の最低設計金属温度とする。
b) 強め材がある溶接継手
c) ボルト締め平鏡板,管板又はフランジ
d) 一体形平鏡板又は管板
図R.3−代表的な構造の支配的厚さの例†
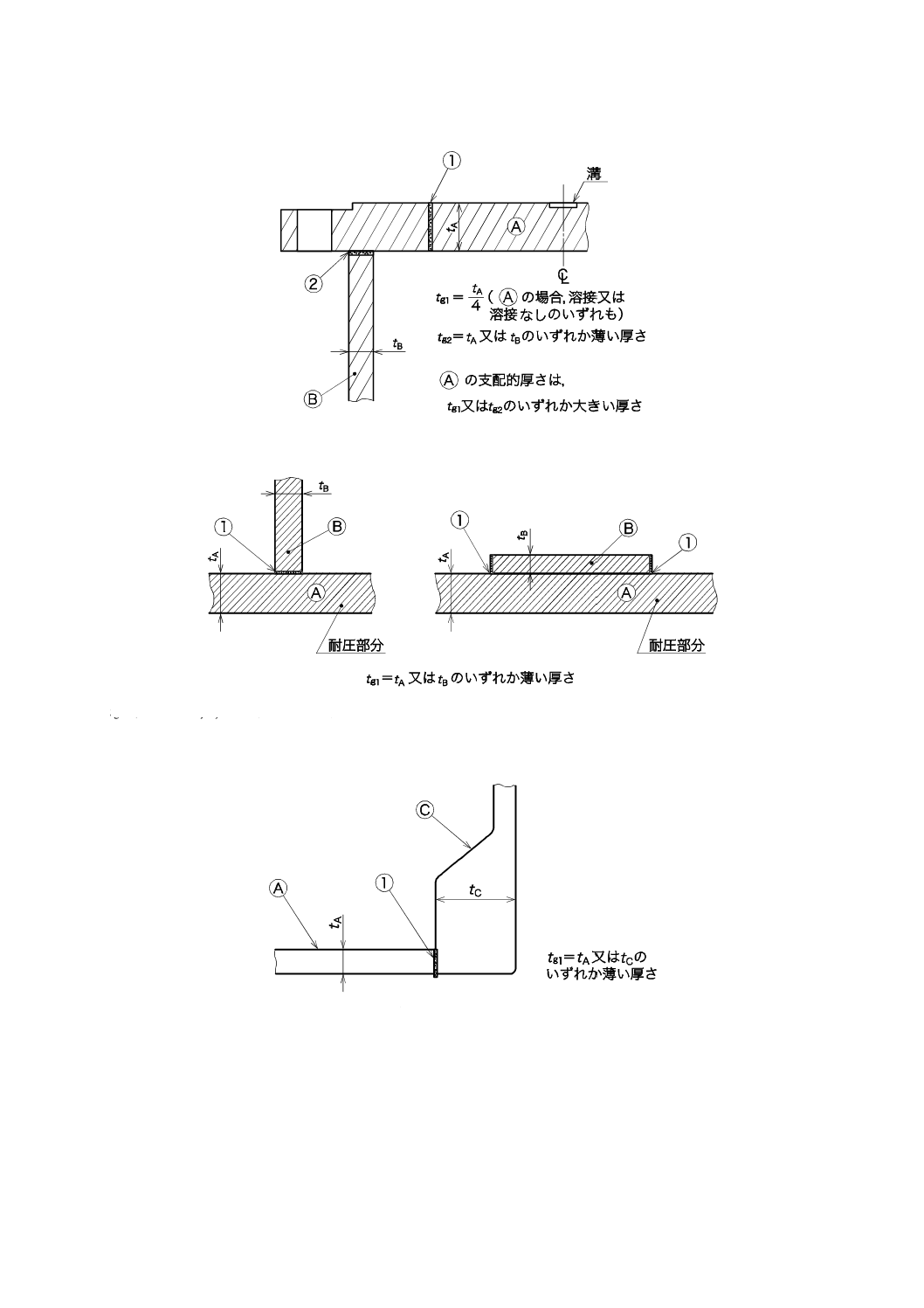
281
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 角継手をもつ平鏡板又は管板
tgは,R.2.1.1 c) 2) で定義する溶接継手の支配的厚さ
f) 非耐圧部材の溶接
g) 一体形補強の管台
図R.3−代表的な構造の支配的厚さの例†(続き)
R.2.1.4 衝撃試験の試験要領
衝撃試験の試験要領は,次のa)〜e) による。
a) 試験温度 R.2.1.3によって衝撃試験を行う場合の試験温度は,次の1) 及び2) による。
1) 材料規格の引張強さが655 N/mm2未満の場合 試験温度は,最低設計金属温度以下の温度とする。
282
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ただし,材料規格の降伏点又は耐力が280 N/mm2以下の場合は6 ℃を,280 N/mm2を超え380 N/mm2
以下の場合は3 ℃を,最低設計金属温度に加えた試験温度とすることができる。
なお,サブサイズ試験片を使用する場合の試験温度は,次の1.1)〜1.4) による。
1.1) 材料の呼び厚さが10 mm以上で,衝撃試験片の幅が8 mm未満の場合の試験温度は,最低設計金
属温度から,表R.4に示す衝撃試験片の幅に対応する低減量を減じた温度以下とする。
1.2) 材料の呼び厚さが10 mm未満で,衝撃試験片の幅が材料の呼び厚さの80 %未満の場合の試験温度
は,最低設計金属温度から,表R.4に示す材料の実際の厚さに対応する低減量と衝撃試験片の幅
に対応する低減量の和を減じた温度以下とする。
1.3) c) 2) によってフルサイズ試験片での吸収エネルギーが240 Jを超えるために試験片の幅を6.7 mm
とする場合の試験温度は,最低設計金属温度以下の温度とする。
1.4) 1.1) から1.3) に加え,材料規格の降伏点又は耐力が280 N/mm2以下の場合は6 ℃を,280 N/mm2
を超え380 N/mm2以下の場合は3 ℃を,最低設計金属温度に加えた試験温度とすることができる。
2) 材料規格の引張強さが655 N/mm2以上の場合 試験片の寸法に関係なく,試験温度は最低設計金属
温度以下の温度とする。
表R.4−衝撃試験の試験温度の低減量†
材料の実際の厚さ,又は衝撃試験片の幅a)(mm)
低減量
℃
10
(フルサイズ試験片)
0
9
0
8
0
7.5
(3/4サイズ)
3
7
4
6
8
5
(1/2サイズ)
11
4
17
3
22
2.5 b)
(1/4サイズ)
28
注a) 中間値は,補間によって決定する。
b) 2.5 mm幅の試験片が採取できない場合には,衝撃試験は不
要とする。
b) 試験片の数及び採取方法 一つの試験温度で用いる衝撃試験片の数は1組(1組は,3個の試験片から
成る。)とし,試験片の採取方法は,製品の形状に応じ,次の1)〜6) による。
1) 鋼板 鋼板からの試験片の採取は,JIS G 3115の10.2.1(試験一般)のb)(衝撃試験片の数及び採
取方向)及びd)(衝撃試験片の採取位置)による。
2) 配管用鋼管 配管用鋼管からの試験片の採取は,JIS G 3460の10.2.1 b) による。
3) 熱交換器用鋼管 熱交換器用鋼管からの試験片の採取は,JIS G 3464の10.2.1 b) による。
4) 鍛鋼品 鍛鋼品からの試験片の採取は,JIS G 0306の4.2.2 (1)(圧力容器用鍛鋼品の場合)による。
5) 鋳鋼品 鋳鋼品からの試験片の採取は,JIS G 0307の6.2.2(サンプリング,試験片準備,機械的・
化学的試験方法及び要件)の6.2.2.2(供試材)及び6.2.2.3(機械試験)による。
6) 管継手 管継手は,同一とりべの同時熱処理品ごとに1組の試験片を試験に供する。試験片は長手
283
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
方向が管継手の長手方向と一致し,管継手の呼び厚さの中央(管継手の呼び厚さが25 mmを超える
場合には,試験片の中心軸が管継手の表面から12.5 mmの位置。)から,試験片の幅方向が管継手
表面に垂直な方向に採取する。この場合に,試験片は素材又は製品のいずれから採取してもよく,
同時熱処理品の場合には,管継手の呼び厚さが試験片を採取した管継手の呼び厚さの±6 mm以内
の範囲にある管継手を代表することができる。
c) 試験片及び試験方法
1) 衝撃試験片の形状は,材料の呼び厚さが11 mm以上の場合には,JIS Z 2242の6.(試験片)の図2
に規定するVノッチ試験片とする。ただし,材料の形状又は厚さから10 mmの幅の試験片が採取
できない場合には,試験片の幅を7.5 mm,6.7 mm,5 mm,3.33 mm及び2.5 mmのうちの採取可能
な最大の幅又は材料の全厚さ(表面の凹凸は取り除いてよい。)のいずれかとする。
2) フルサイズ試験片の吸収エネルギーが240 Jを超える場合には,試験片の幅を6.7 mmとするサブサ
イズ試験片を使用してもよい。
3) 試験片のVノッチは,材料の厚さ方向に入れる。
4) 衝撃試験方法はJIS Z 2242によって,吸収エネルギー又は横膨出を測定する。
d) 試験結果の判定基準 衝撃試験結果の判定基準は,材料規格の引張強さが655 N/mm2未満の場合は
R.5.1に,655 N/mm2以上の場合はR.5.2による。
e) 再試験 d) の判定基準を満足しない場合は,R.6によって再試験することができる。
R.2.2 9 %ニッケル鋼
9 %ニッケル鋼は衝撃試験が必要であり,次のa)〜f) によって衝撃試験(落重試験を含む。)を行う。
a) 衝撃試験は,次の1) 及び2) による。
1) 呼び厚さが16 mm以上のJIS G 3127(SL9N520及びSL9N590)及びこれらに相当する特定材料6) で,
最低設計金属温度が−196 ℃未満の場合には,衝撃試験及び落重試験を行う。
注6) SA353及びSA553 Grade I
2) 上記1) 以外の場合には,衝撃試験を行う。
b) 衝撃試験及び落重試験の試験温度は,最低設計金属温度(最低設計金属温度が0 ℃を超える場合には
0 ℃)以下の温度とする。
c) 衝撃試験片又は落重試験片の数及び採取方法は,次の1) 又は2) による。
1) 衝撃試験片は最終熱処理した状態の材料から採取し,試験片の数及び採取方法はR.2.1.4 b) による。
ただし,鋼板の場合は熱処理した板ごとに試験片の長手方向を最終圧延方向に直角な方向とし,円
形状の鍛鋼品の場合は同時熱処理ごとに試験片の長手方向を円周の接線方向とし,円形状以外の鍛
鋼品などの場合には同一とりべの同時熱処理品ごとに,1組の試験片を採取する。
2) 落重試験の試験片は,鋼板の場合は熱処理した板ごとに,鍛造品の場合には全ての厚さごとに,2
個1組の試験片をASTM E208又はJEAC 4202の規定によって採取する。
d) 衝撃試験方法はR.2.1.4 c),落重試験方法はASTM E208又はJEAC 4202の規定による。
e) 衝撃試験結果の判定基準はR.5.2に,落重試験結果の判定基準はR.5.3による。
f)
e) の判定基準を満足しない場合は,R.6によって再試験することができる。
R.2.3 ステンレス鋼
R.2.3.1 衝撃試験が不要な場合
ステンレス鋼が,次のa)〜c) のいずれかの場合には,衝撃試験は不要とする。ただし,R.2.3.2 a) の熱
処理を行う場合には,必ず衝撃試験を行う。
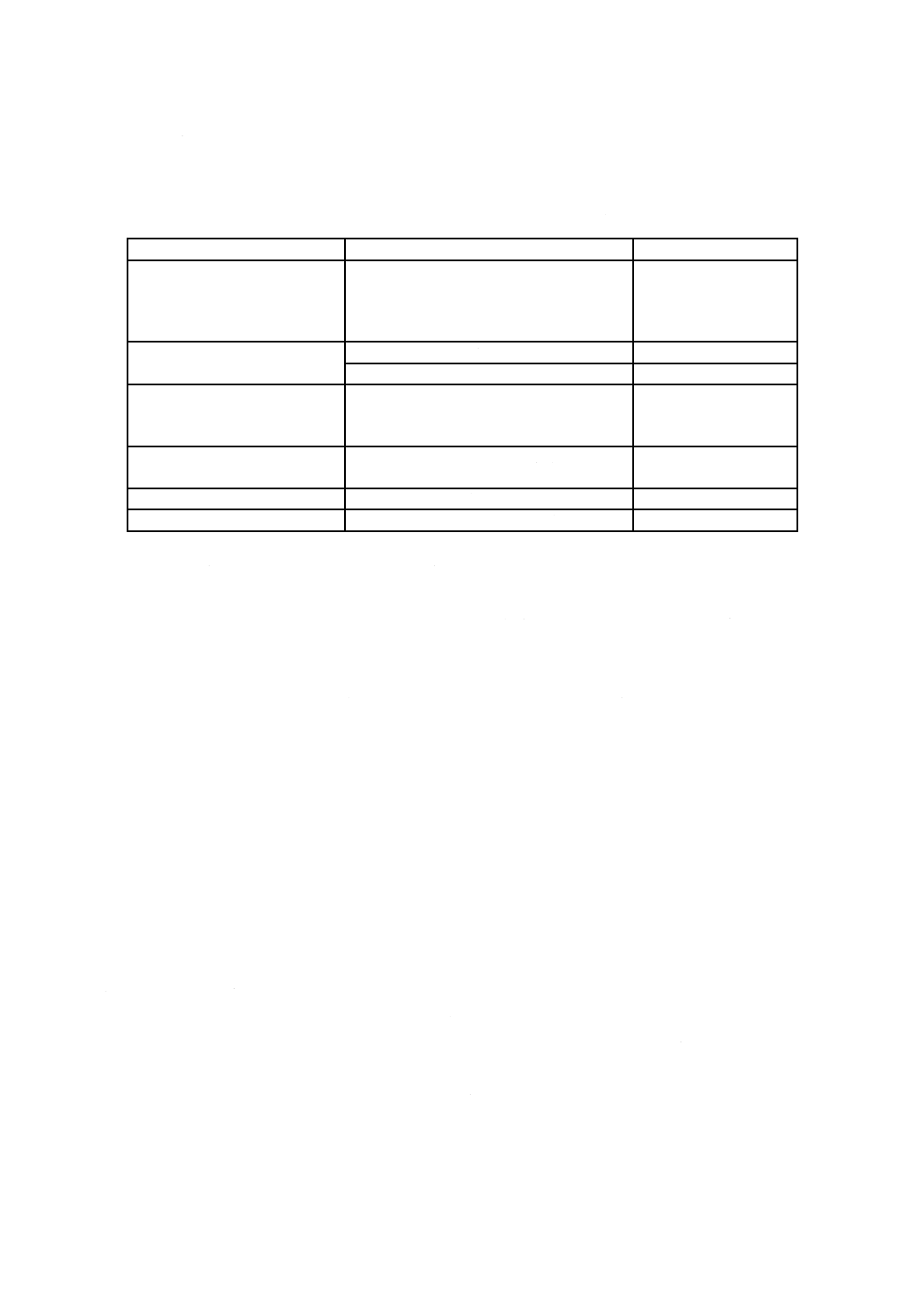
284
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 呼び厚さが2.5 mm未満(採取可能な試験片の幅が2.5 mm未満となる場合も含む。)の場合
b) 表R.5の材料区分及び材料の制限事項に対応して,最低設計金属温度を決定する場合
表R.5−ステンレス鋼の最低設計金属温度(衝撃試験が不要な場合)
材料区分
材料の制限事項
最低設計金属温度
SUS304,SUS304L,SUS316
SUS316L,SUS321,SUS347
又はこれらの材料に相当する特
定材料
−
−196 ℃
上記以外のオーステナイト系
ステンレス鋼
C≦0.10 %
−196 ℃
C>0.10 %
−48 ℃
SUS304,SUS304L,SUS316
SUS316L,又はこれらの材料に相
当する特定材料
482 ℃〜704 ℃で熱処理を行う場合で分類
A及び分類Bの溶接継手に衝撃試験を行う
場合
−29 ℃
オーステナイト・フェライト系
ステンレス鋼
呼び厚さ10 mm以下
−29 ℃
フェライト系ステンレス鋼
呼び厚さ3.2 mm以下
−29 ℃
マルテンサイト系ステンレス鋼
呼び厚さ6.0 mm以下
−29 ℃
c) 図R.2の縦軸の比の値が0.35以下となる場合
R.2.3.2 衝撃試験が必要な場合
R.2.3.1で衝撃試験が不要とならない場合,及び次のa) 及びb) の場合には,衝撃試験(破壊じん性試験
を含む。)を行う。
a) 製作時に次の1)〜4) の熱処理を行う場合には,衝撃試験を行う。
1) オーステナイト系ステンレス鋼を482 ℃〜900 ℃で熱処理をする場合
2) オーステナイト・フェライト系ステンレス鋼を316 ℃〜954 ℃で熱処理をする場合
3) フェライト系ステンレス鋼を427 ℃〜732 ℃で熱処理をする場合
4) マルテンサイト系ステンレス鋼を427 ℃〜732 ℃で熱処理をする場合
b) 最低設計金属温度が−196 ℃未満で,かつ,材料の溶接にフェライト番号5未満のSUS316L以外の溶
加材を用いる場合には,破壊じん性試験を行う。
R.2.3.3 衝撃試験及び破壊じん性試験の実施要領
a) 試験温度 衝撃試験の試験温度は最低設計金属温度以下の温度(最低設計金属温度が−196 ℃未満の
場合には−196 ℃),破壊じん性試験の試験温度は最低設計金属温度以下の温度とする。ただし,表
R.5の材料の制限事項に規定する熱処理又はR.2.3.2 a) の熱処理を行う場合には,最低設計金属温度
又は21 ℃のいずれか低い温度以下の温度とする。
b) 試験片の数及び採取方法
1) 衝撃試験片の数及び採取方法は,R.2.1.4 b) による。
2) 破壊じん性試験の試験片は,JIS Z 2284,JSME S001又はASTM E1820に規定するコンパクト試験
片とし,試験片のき裂面方向が圧延方向となる位置から2個1組を採取する。
c) 試験方法 衝撃試験方法は,R.2.1.4 c) による。破壊じん性試験方法は,JIS Z 2284,JSME S001又は
ASTM E1820の規定による。
d) 試験結果の判定基準 衝撃試験結果の判定基準はR.5.2に,破壊じん性試験結果の判定基準はR.5.4
285
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
による。
e) 再試験 d) の判定基準を満足しない場合は,R.6によって再試験することができる。
R.2.4 耐食耐熱合金
耐食耐熱合金は,JIS G 4901,JIS G 4902,JIS G 4903,JIS G 4904及びこれらに相当する特定材料7) で,
最低設計金属温度が−198 ℃以上の場合に,衝撃試験は不要とする。
注7) SB163,SB166,SB167,SB168,SB407,SB408,SB409,SB423,SB424,SB425,SB443,及
びSB444
R.2.5 非鉄金属材料
非鉄金属材料は,次のa)〜e) の場合に,衝撃試験は不要とする。
a) 鋳造のアルミニウム合金で,最低設計金属温度が−198 ℃以上の場合
b) a) 以外の鋳造のアルミニウム合金で,最低設計金属温度が−269 ℃以上の場合
c) 銅及び銅合金で,最低設計金属温度が−198 ℃以上の場合
d) ニッケル及びニッケル合金で,最低設計金属温度が−198 ℃以上の場合
e) チタン及びチタン合金で,最低設計金属温度が−59 ℃以上の場合
R.2.6 クラッド鋼
クラッド鋼の衝撃試験の要否及び試験要領は,母材に対する規定を適用する。
R.3 ボルト材料以外の材料の溶接継手の衝撃試験
R.3.1 炭素鋼及び低合金鋼
a) 溶接継手の衝撃試験の要否は,表R.6による。
b) 溶接継手の衝撃試験を行う場合の衝撃試験片の数,試験片の採取方法及び衝撃試験方法は,O.2.2,
O.2.3及びR.2.1.4による。
c) 衝撃試験結果の判定基準は,母材の材料規格の引張強さが655 N/mm2未満の場合にはR.5.1に,655
N/mm2以上の場合にはR.5.2による。
d) 再試験は,R.6による。
R.3.2 9 %ニッケル鋼
a) 溶接継手の衝撃試験の要否は,表R.7による。
b) 溶接継手の衝撃試験を行う場合の衝撃試験片の数,試験片の採取方法及び衝撃試験方法は,O.2.2,
O.2.3及びR.2.2による。
c) 衝撃試験結果の判定基準は,R.5.2による。
d) 再試験は,R.6による。
R.3.3 ステンレス鋼
a) 最低設計金属温度が−196 ℃未満で,かつ,材料の溶接にフェライト番号5未満のSUS316L以外の溶
加材を用いる場合には,破壊じん性試験を行う。
b) a) 以外の場合の溶接継手の衝撃試験の要否は,表R.8及び表R.9による。
c) 溶接継手の衝撃試験又は破壊じん性試験を行う場合の試験片の数,試験片の採取方法及び試験方法は,
O.2.2,O.2.3及びR.2.3.3による。ただし,破壊じん性試験の試験片は,き裂面方向が溶接線方向とな
る位置から2個1組を採取する。
d) 衝撃試験結果の判定基準はR.5.2に,破壊じん性試験結果の判定基準はR.5.4による。
e) 再試験は,R.6による。
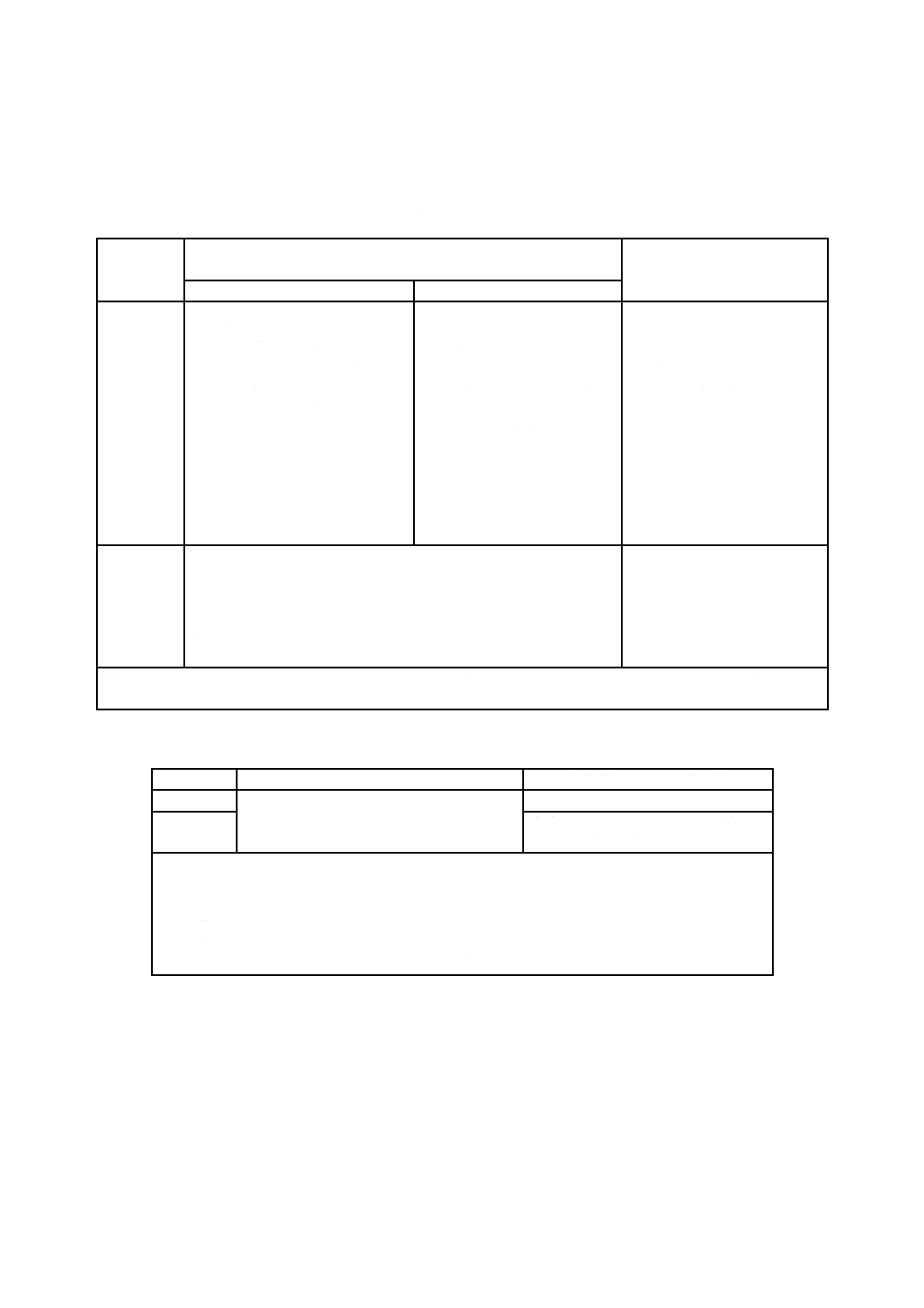
286
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
R.3.4 クラッド鋼
クラッド鋼の溶接継手の衝撃試験の要否及び試験要領は,母材に対する規定を適用する。
表R.6−炭素鋼及び低合金鋼の溶接継手の衝撃試験
溶接施工方法の確認試験における衝撃試験
(次のいずれかの場合は,試験が必要)
機械試験における衝撃試験
(次のいずれかの場合は,試験
は不要)
溶接材料を使用する場合
溶接材料を使用しない場合
溶接金属
a) 母材に衝撃試験が必要な場合
b) 次の1) 及び2) の材料で,最
低設計金属温度が−48 ℃以
上で−29 ℃未満の場合で,か
つ,溶接材料規格によって最
低設計金属温度で衝撃試験が
不要な溶接材料を用いる場合
1) 低温用鋼a)
2) 図R.1の曲線C,Dの材料で,
衝撃試験が不要な場合
c) 最低設計金属温度が−48 ℃
未満で用いる低温用鋼a)
a) 溶接継手の厚さが13 mm
を超える場合
b) 溶接継手の厚さが8 mmを
超え,かつ,最低設計金属
温度が10 ℃未満の場合
ただし,a) 及びb) のいずれ
の場合も,材料規格に規定され
ている溶接管の長手継手は,衝
撃試験は不要とする。
a) 母材の衝撃試験が不要な
場合で,かつ,最低設計金
属温度が−29 ℃以上の場
合
b) 左欄“溶接施工方法の確認
試験における衝撃試験”の
“溶接材料を使用する場
合”のb) の場合
熱影響部
a) 母材に衝撃試験が必要な場合
b) 溶加材の使用の有無に関係なく,溶接のいずれかの1パスの厚
さが13 mmを超え,かつ,最低設計金属温度が21 ℃未満の場
合
c) 最低設計金属温度が−48 ℃未満の低温用鋼a) の場合
a) 母材の衝撃試験が不要な
場合
ただし,最低設計金属温
度が−48 ℃未満の低温用
鋼a) の場合は,衝撃試験が
必要。
注a) JIS G 3126,JIS G 3127(SL9N520及びSL9N590を除く。),JIS G 3205,JIS G 3460(STPL690を除く。),JIS
G 3464(STBL690を除く。),SA-320,SA-333,SA-334,SA-350,SA-352,SA-420及びSA-765
表R.7−9 %ニッケル鋼の溶接継手の衝撃試験
溶接施工方法の確認試験における衝撃試験
機械試験における衝撃試験
溶接金属
実施。ただし,焼入れ焼戻しの熱処理を行
う場合は,試験は不要。
実施a)
熱影響部
実施。ただし,焼入れ焼戻しの熱処理
を行う場合は,試験は不要。
注a) 焼入れ焼戻しの熱処理を行う場合,又は次の1)〜4) の全てを満足する場合は,試験は不要
とする。
1) 高ニッケル合金の溶接材料を使用する場合
2) 溶接施工方法確認試験の一部として,衝撃試験を行う場合
3) 溶接方法が,被覆アーク溶接,ミグ溶接,マグ溶接又はティグ溶接の場合
4) 最低設計金属温度が−196 ℃以上の場合
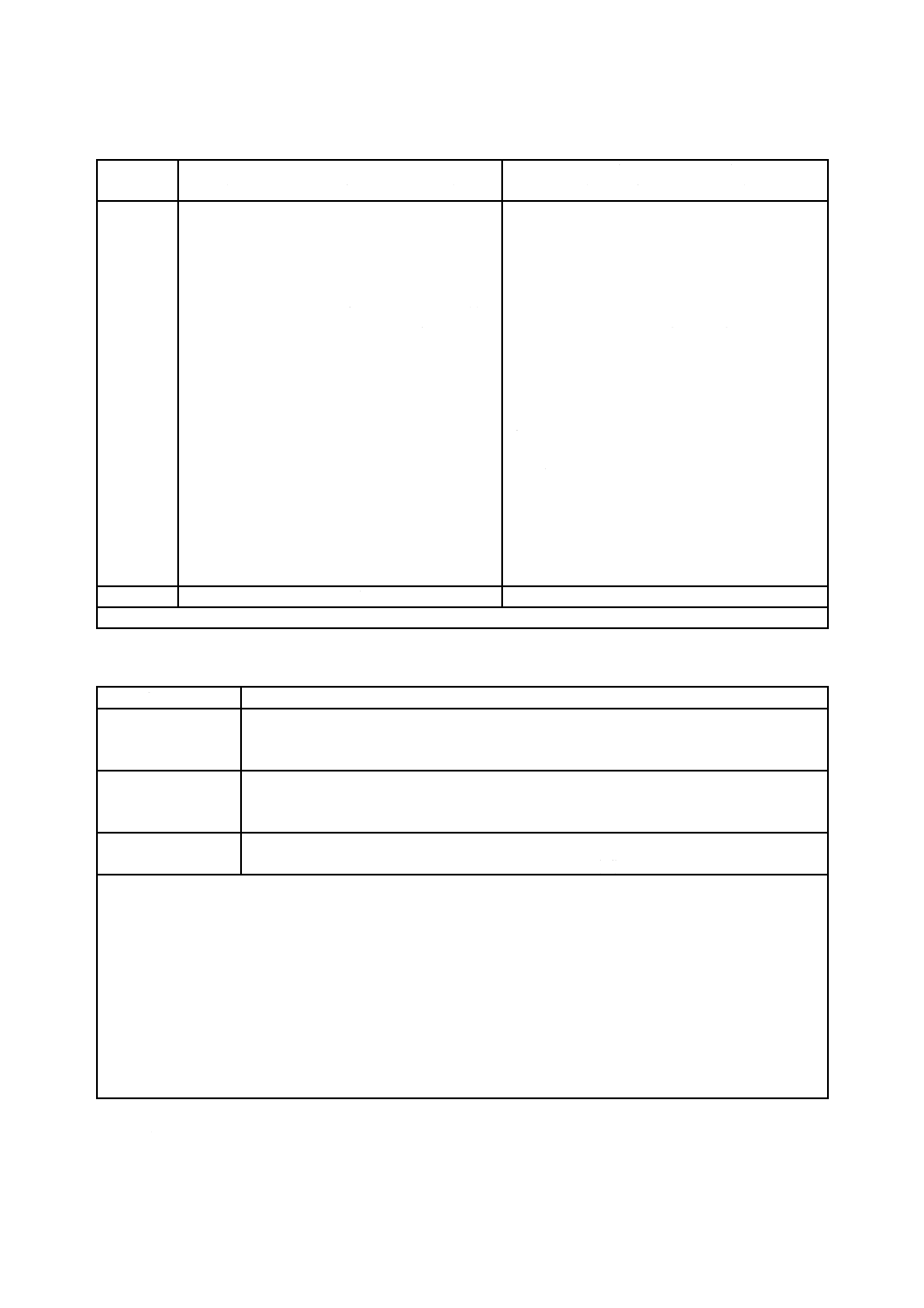
287
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表R.8−ステンレス鋼の溶接継手の衝撃試験
溶接施工方法の確認試験における衝撃試験
(次のいずれかの場合は,試験は不要)
機械試験における衝撃試験
(次の場合は,試験は不要)
溶接金属
a) 炭素含有量が0.10 %以下のオーステナイト系
ステンレス鋼で,溶接材料の使用の有無に関
係なく,最低設計金属温度が−104 ℃以上の
場合
b) オーステナイト系ステンレス鋼で,炭素含有
量が0.10 %を超える溶接材料を使用し,最低
設計金属温度が−48 ℃以上の場合
c) オーステナイト・フェライト系ステンレス鋼,
フェライト系ステンレス鋼又はマルテンサイ
ト系ステンレス鋼で,溶接継手が母材と同一
の組成であり,かつ,母材の衝撃試験が不要
な場合
溶接施工方法の確認試験で衝撃試験が要求されな
い場合,又はオーステナイト系ステンレス鋼で最
低設計金属温度が−196 ℃以上で,次のa)〜e) の
全てを満足する場合
a) 溶接方法が,被覆アーク溶接,ミグ溶接,マ
グ溶接,ティグ溶接,サブマージアーク溶接
又はプラズマアーク溶接の場合
b) 溶接施工方法の確認試験において衝撃試験が
要求される場合に,最低設計金属温度以下の
温度で衝撃試験を行い,R.5.2 b) 1) の判定基
準を満足する場合
c) 溶接材料の炭素含有量が0.10 %を超えない場
合
d) 溶接材料が,JIS Z 3221,JIS Z 3224,JIS Z
3321,JIS Z 3323,JIS Z 3321とJIS Z 3352の
組合せ,JIS Z 3334,JIS Z 3327又はJIS Z 3227
による場合
e) 使用する溶接材料の衝撃試験を,表R.9によ
って行う場合
熱影響部
母材の衝撃試験が不要な場合
上記に同じ。
溶接材料は,JIS溶接材料規格又は同等のAWS規格による。
表R.9−オーステナイト系ステンレス鋼の溶接材料の衝撃試験
溶接方法
衝撃試験
被覆アーク溶接
ミグ溶接
マグ溶接
使用する溶接材料は溶解又はロットごとに,最低設計金属温度が−104 ℃未満の場合には,
最低設計金属温度以下の温度で衝撃試験を行い,R.5.2 b) 1) の判定基準を満足する。
サブマージアーク
溶接
使用する溶接材料の溶解とフラックスのバッチの組合せごとに,最低設計金属温度が−
104 ℃未満の場合には,最低設計金属温度以下の温度で衝撃試験を行い,R.5.2 b) 1) の判定
基準を満足する。
ティグ溶接
プラズマアーク溶接
使用する溶接材料は溶解又はロットごとに,最低設計金属温度が−104 ℃未満の場合には,
最低設計金属温度以下の温度で衝撃試験を行い,R.5.2 b) 1) の判定基準を満足する。
− JIS Z 3224のENi6062,ENi6182,ENi6625及びENi6276,JIS Z 3334のSNi6082,SNi6625及びSNi6276,JIS Z
3221のES310-15/16の溶接材料を使用する場合で,溶接施工方法の確認試験で同一製造者銘柄の同一仕様の溶
接材料を用いて最低設計金属温度以下の温度で衝撃試験を行う場合には,溶接材料の溶解又はロットごとの衝
撃試験は不要とする。
− JIS Z 3227のCES308L,CES316Lの溶接材料の被覆アーク溶接棒を使用する場合で,溶接施工方法の確認試験
で最低設計金属温度以下の温度で衝撃試験を行う場合には,溶接材料の溶解又はロットごとの衝撃試験は不要
とする。
− JIS Z 3321のYS308,YS308L,YS310及びYS316L,JIS Z 3327のCYS308,CYS308L,CYS316及びCYS316L
の溶接材料をティグ溶接又はプラズマアーク溶接に使用する場合で,溶接施工方法の確認試験で最低設計金属
温度以下の温度で衝撃試験を行う場合には,溶接材料の溶解又はロットごとの衝撃試験は不要とする。
− 溶接材料は,JIS溶接材料規格又は同等のAWS規格による。
R.4 ボルト材料及びナット材料の衝撃試験
ボルト材料及びナット材料は,表R.10の材料区分に対応して,最低設計金属温度を決定する場合には,
288
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
衝撃試験は不要とする。最低設計金属温度を表R.10に示す値よりも低減する場合には,低減した試験温度
で衝撃試験を行う。試験片の数及び採取方法,試験片及び試験方法,試験結果の判定基準及び再試験は,
R.2.1.4 b)〜e) による。
表R.10−ボルト材料及びナット材料の最低設計金属温度(衝撃試験が不要な場合)a) b)
単位 ℃
材料区分
JIS G 4051 (S25C,
S35C,S45C)
JIS G 4107
(SNB5,SNB16)
JIS G 4107
(SNB7)
JIS G 4108
(SNB23,SNB24)
JIS G 4303 (SUS304,
SUS316,SUS321,SUS347)
最低設計
金属温度
0
−29
−48
−12
−196
注a) 特定材料のボルト材料の最低設計金属温度は,次のa)〜f) による。
a) SA193 Gr.B5(径が100 mm以下)及びB16(径が175 mm以下),SA307 Gr. B,SA325 Gr. 1(径が13 mm
以上38 mm以下)及びSA449(径が75 mm以下)は,−30 ℃。
b) SA193 Gr.B7(径が64 mm以下)及びGr. B7M(径が64 mm以下)は,−48 ℃。
c) SA193 Gr.B7で,径が64 mmを超え175 mm以下は,−40 ℃。
d) SA354のGr. BDのボルト材料は−7 ℃,Gr. BCは−18 ℃。
e) SA320 Gr. L7,L7A,L7M(いずれも径が64 mm以下),Gr. L43(径が25 mm以下),SA437 Gr.B4B,B4C,
SA540 Gr.B23 Cl. 3及び4(径が150 mm以下),Gr.B23 Cl. 5(径が200 mm以下),Gr.B24 Cl. 1(径が150
mm以下),Gr.B24 Cl. 2(径が175 mm以下),Gr.B24 Cl. 3及び4(径が200 mm以下),Gr.B24 Cl. 5(径
が240 mm以下)及びGr.B24V Cl.3は,材料規格に衝撃試験の規定があり,その衝撃試験温度。
f) SA540 Gr.B21,Gr.B22 Cl. 3(径が100 mm以下),Gr.B23 Cl. 1及び2,Gr.B23 Cl. 3及び4(径が150 mm
を超え240 mm以下),Gr.B23 Cl. 5(径が200 mmを超え240 mm以下),Gr.B24 Cl. 1(径が150 mmを超
え200 mm以下),Gr.B24 Cl. 2(径が175 mmを超え240 mm以下)及びGr.B24 Cl. 3及び4(径が200 mm
を超え240 mm以下)は,温度に関係なく衝撃試験が必要。
b) 特定材料のナット材料の最低設計金属温度は,次のa) 及びb) による。
a) SA194 Gr.2,2H,2HM,3,4,7,7M及び16は,−48 ℃。
b) SA540 Gr. B21,B22,B23,B24及びB24Vは,−48 ℃。
R.5 衝撃試験結果の判定基準
R.5.1 吸収エネルギーの判定基準
炭素鋼及び低合金鋼の場合には,衝撃試験の吸収エネルギーの判定基準は,次のa)〜c) による。
a) JIS G 3206(SFVCM F22V及びSFVCM F3V),JIS G 4110(SCMQ4V及びSCMQ5V)及びこれらに相
当する特定材料8) の母材及び溶接継手の衝撃試験の吸収エネルギーは,3個の試験片の吸収エネルギ
ーの平均値及び2個の試験片の吸収エネルギーが54 J以上で,かつ,1個の試験片の吸収エネルギー
が47 J以上を,判定基準とする。
注8) R.2.1.1 a) の注1) に同じ。
b) R.2.1.4 c) 2) によってフルサイズ試験片の吸収エネルギーの値が245 Jを超えるために試験片の幅を
6.7 mmとする場合には,3個の試験片の吸収エネルギーの全てが102 J以上を,判定基準とする。
c) a) 及びb) 以外の場合には,3個の試験片の吸収エネルギーの平均値及び2個の試験片の吸収エネル
ギーが図R.4に示す最小吸収エネルギー以上で,かつ,1個の試験片の吸収エネルギーが図R.4に示
す最小吸収エネルギーの2/3以上を,判定基準とする。この場合に,材料規格の降伏点又は耐力が図
R.4に示す値の中間値の場合には,補間によって最小吸収エネルギーを決定してもよい。
なお,サブサイズ試験片を使用する場合には,図R.4の最小吸収エネルギーにサブサイズ試験片の
幅とフルサイズ試験片の幅の比を乗じて得られる値を,最小吸収エネルギーとする。
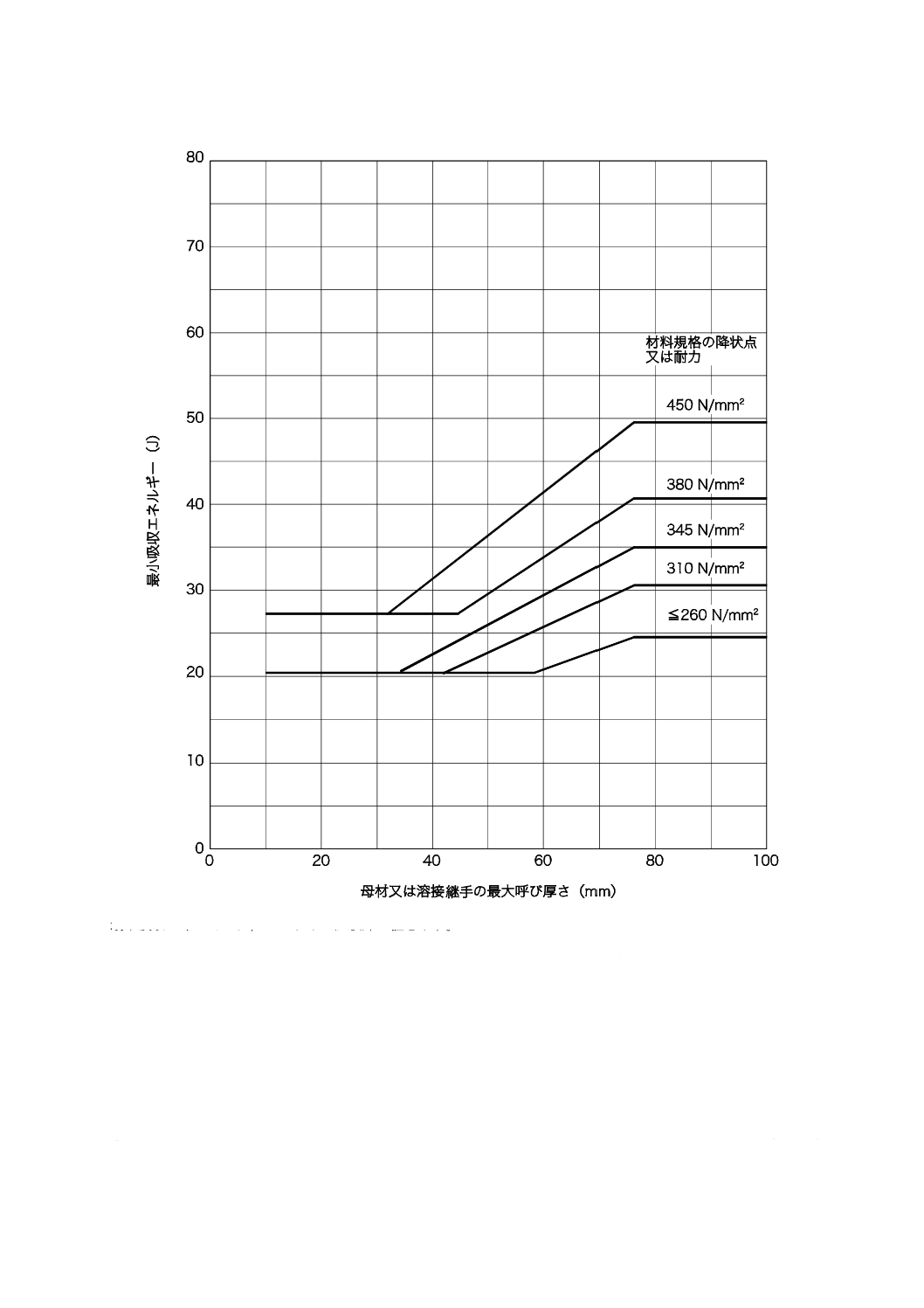
289
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
最小吸収エネルギーは,フルサイズ試験片の値を示す。
図R.4−炭素鋼及び低合金鋼の最小吸収エネルギー†
R.5.2 横膨出の判定基準
衝撃試験の横膨出の判定基準は,次のa) 又はb) による。
a) 炭素鋼,低合金鋼及び9 %ニッケル鋼の場合には,3個の試験片の横膨出の全てが図R.5に示す最小
横膨出以上を,判定基準とする。
b) ステンレス鋼の場合には,最低設計金属温度に対応して次の1) 又は2) による。
1) 最低設計金属温度が−196 ℃以上の場合には,3個の試験片の横膨出の全てが0.38 mm以上を,判
定基準とする。
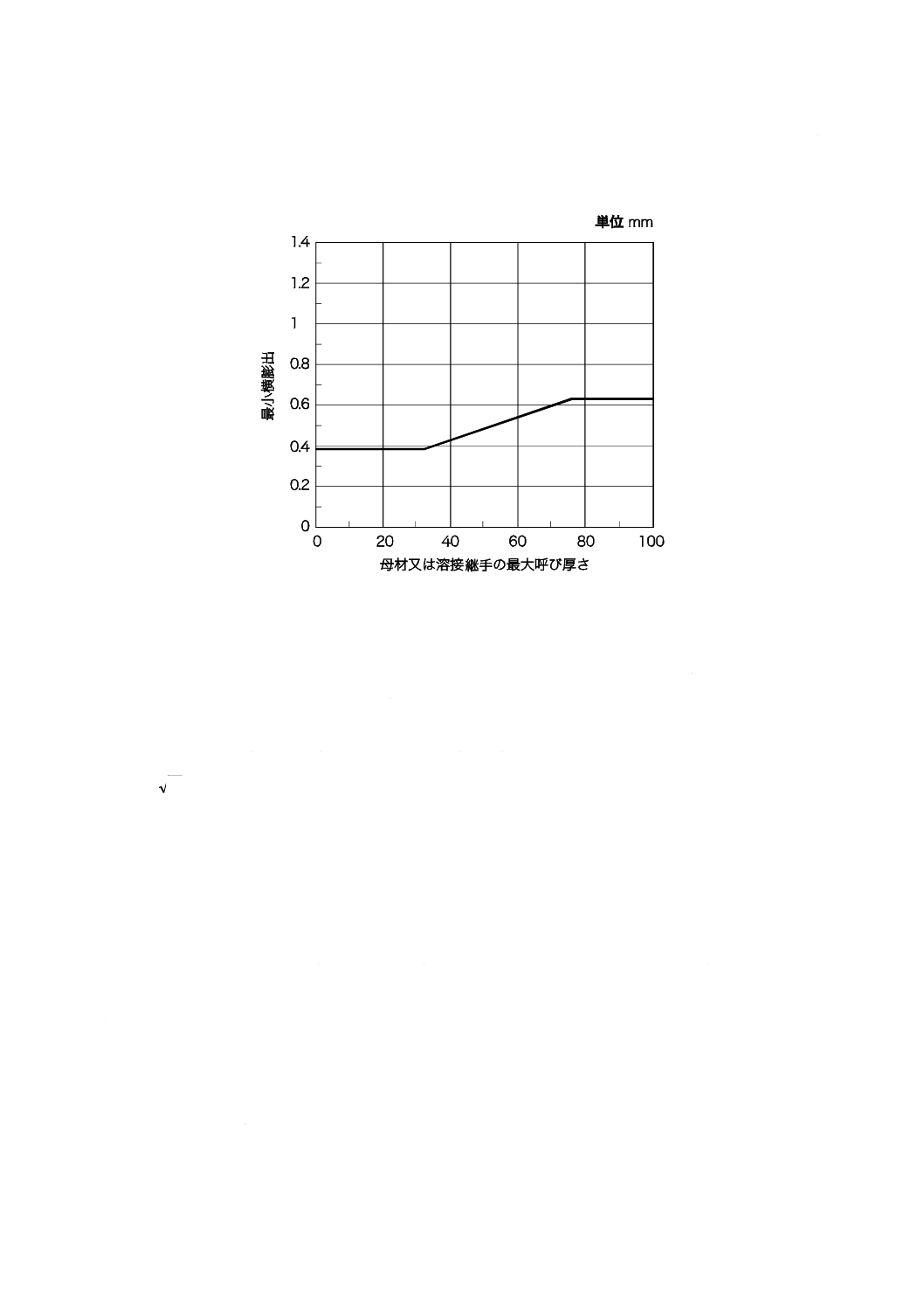
290
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 最低設計金属温度が−196 ℃未満の場合には,3個の試験片の横膨出の全てが0.53 mm以上を,判
定基準とする。
図R.5−炭素鋼,低合金鋼及び9 %ニッケル鋼の最小横膨出†
R.5.3 落重試験結果の判定基準
9 %ニッケル鋼の場合には,落重試験の2個1組の試験片の全てがASTM E208又はJEAC 4202に規定
する“非破断(No Break)”の基準を,判定基準とする。
R.5.4 破壊じん性試験結果の判定基準
ステンレス鋼の場合には,破壊じん性試験の弾塑性破壊じん性JIcから得られるKIc (J) の値が,
m
MPa
132
以上を,判定基準とする。
R.6 再試験
R.6.1 吸収エネルギーの判定基準の場合
次のa) 又はb) の炭素鋼及び低合金鋼の場合には,衝撃試験の再試験を行い,吸収エネルギーの判定基
準を適用できる。
a) R.2.1.4 c) 2) によって試験片の幅を6.7 mmにして試験を行い,3個の試験片のうち1個以上の試験片
の値が102 J未満となる場合。再試験は3個の10 mm幅の試験片を用いて行い,3個の試験片の吸収
エネルギーの全てが図R.4に示す最小吸収エネルギー以上を,判定基準とする。
b) 上記a) 以外の材料[JIS G 3206(SFVCM F22V及びSEVCM F3V),JIS G 4110(SCMQ4V及びSCMQ5V)
及びこれらに相当する特定材料9) の場合を除く。]又は溶接継手で,試験結果が次の1) 又は2) の場
合。再試験は3個の試験片を用いて行い,3個の試験片の吸収エネルギーの全てが図R.4に示す最小
吸収エネルギー以上を,判定基準とする。
注9) R.2.1.1 a) の注1) に同じ。
1) 3個の試験片の吸収エネルギーの平均値及び2個の試験片の吸収エネルギーが図R.4に示す最小吸
291
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
収エネルギー未満であるが,3個の試験片の吸収エネルギーの全てが図R.4に示す最小吸収エネル
ギーの2/3以上の場合。
2) 3個の試験片の吸収エネルギーの平均値及び2個の試験片の吸収エネルギーが図R.4に示す最小吸
収エネルギー以上であるが,1個の試験片の吸収エネルギーが図R.4に示す最小吸収エネルギーの
2/3未満の場合。
R.6.2 横膨出の判定基準の場合
次のa)〜c) の場合には,衝撃試験又は破壊じん性試験の再試験を行い,横膨出又は破壊じん性の判定基
準を適用できる。
a) 炭素鋼,低合金鋼及び9 %ニッケル鋼の場合で,3個の試験片の横膨出の平均値が図R.5に示す最小
横膨出以上であるが,1個の試験片の横膨出が図R.5に示す最小横膨出未満で,かつ,2/3以上の場合。
衝撃試験の再試験は,3個の試験片を用いて行い,3個の試験片の横膨出の全てが図R.5に示す最小
横膨出以上を,判定基準とする。
b) ステンレス鋼で,最低設計金属温度が−196 ℃以上の場合には,3個の試験片の横膨出の平均値が0.38
mm以上で,1個の試験片の横膨出が0.38 mm未満で,かつ,0.25 mm以上の場合。
衝撃試験の再試験は,3個の試験片を用いて行い,3個の試験片の横膨出の全てが図R.5に示す最小
横膨出以上を,判定基準とする。
c) ステンレス鋼で,最低設計金属温度が−196 ℃未満の場合には,1個以上の試験片の横膨出が0.53 mm
未満の場合。
再試験はR.2.3.3 b) 及びc) の破壊じん性試験による。破壊じん性試験結果の判定基準は,R.5.4に
よる。
R.6.3 その他の再試験
試験片に欠陥があるために試験結果に誤りが生じる場合,又は試験方法に不確定な要素がある場合には,
再試験してもよい。
292
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書S
(規定)
溶接後熱処理
S.1
一般
この附属書は,圧力容器の溶接後熱処理について規定する。ここで,母材の区分(P番号及びグループ
番号)はJIS B 8285の附属書A(母材の種類の区分)に,特定材料のP番号との対応は表A.1による。
S.2
溶接後熱処理の一般事項
溶接後熱処理の一般事項は,次のa)〜h) による。
a) 溶接後熱処理は,次の1)〜5) の圧力容器及び圧力容器の部分について行う。
1) S.4によって溶接後熱処理が要求される圧力容器及び圧力容器の部分。
2) 使用環境によって溶接後熱処理が要求される圧力容器及び圧力容器の部分。
3) 炭素鋼,低合金鋼(P番号1,3,4,5,9A及び9B)及び9 %ニッケル鋼で製作する圧力容器で,
致死的物質又は毒性物質を保有する圧力容器及び圧力容器の部分。
4) 電子ビーム溶接によって3.0 mmを超える厚さの炭素鋼又は低合金鋼で製作する圧力容器及び圧力
容器の部分。ただし,厚さの定義は,S.3による。
5) 炭素鋼,低合金鋼(P番号1,3,4,5,9A及び9B)及び9 %ニッケル鋼で製作する圧力容器で,
最低設計金属温度が−48 ℃未満の部分。ただし,図R.2に示す最低設計金属温度の低減曲線におい
て,縦軸の比の値が0.35以下の部分及びP番号が1で附属書Rによって衝撃試験を行う部分は除
く。
b) オーステナイト系ステンレス鋼及び非鉄金属材料(P番号8A,8B,21,22,23,25,27,31,32,34,
35,41,42,51,52,61及び62の材料)で製作する圧力容器及び圧力容器の部分は,通常,溶接後
熱処理を行わない。
c) 二つの異なるP番号,グループ番号の材料を溶接する場合の溶接後熱処理は,必要とする溶接後熱処
理温度の高いほうの材料に対する規定による。
d) 非耐圧部材を耐圧部分に溶接する場合の溶接後熱処理は,耐圧部分の材料に対する規定による。
e) クラッド,耐食金属の肉盛溶接又は耐食ライニングを施工した材料で製作する圧力容器及び圧力容器
の部分は,S.4.11による。
f)
溶接後熱処理は,水圧試験の前に行う。溶接後熱処理後に補修溶接を行う場合には,再度,溶接後熱
処理を行うが,別途定められている規定によって行わなくてもよい場合がある。
g) 炭素鋼又は低合金鋼をエレクトロスラグ溶接又は単一パスが38 mmを超えるエレクトロガスアーク
溶接で溶接し,厚さが38 mmを超える溶接継手は,結晶細粒化(オーステナイト化)熱処理を行う。
h) オーステナイト系ステンレス鋼又はオーステナイト・フェライト系ステンレス鋼で製作する圧力容器
に,炭素鋼又は低合金鋼の圧力容器の部分を溶接する場合には,固溶化熱処理を行わない。
S.3
溶接後熱処理における厚さ
溶接後熱処理における厚さは,次のa)〜f) による。
a) 完全溶込みの突合せ溶接で,材料が同じ厚さの場合には,材料の厚さ。
293
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 開先溶接の場合には,開先深さ。
c) すみ肉溶接の場合には,のど厚。
d) 開先溶接とすみ肉溶接を併用する場合には,開先深さ又はのど厚のいずれか大きい値。
e) スタッド溶接の場合には,スタッド部材の直径。
f)
厚さが異なる材料を溶接する場合には,次の1)〜9) による。
1) 突合せ溶接の場合には,薄いほうの材料の厚さ。
2) 図4 b) に示す中間鏡板を溶接する場合には,胴の厚さ又はすみ肉溶接ののど厚のいずれか大きい厚
さ。
3) 胴と管板,平鏡板,ふた板,フランジなどの溶接の場合には,胴の厚さ。
4) 管台などを胴又は鏡板に溶接する場合には,管台,胴,鏡板,強め材の厚さ又はすみ肉溶接の断面
におけるのど厚のうちで,最も大きい厚さ。
5) 管台とフランジの溶接の場合には,管台の厚さ。
6) 非耐圧部材を耐圧部分に溶接する場合には,溶接の厚さ。
7) 管板に管を溶接する場合には,溶接の厚さ。
8) 補修溶接の場合には,補修溶接の深さ。
9) クラッド又は耐食金属の肉盛溶接を施工した材料を溶接する場合には,合わせ材又は肉盛の厚さに
母材の厚さを加えた厚さ。
S.4
溶接後熱処理の要否
S.4.1
P番号1グループ番号1,2又は3の材料
P番号1グループ番号1,2又は3の材料で製作する圧力容器又は圧力容器の部分の溶接後熱処理の要否
は,次のa)及びb) による。
a) 次の1) 又は2) の場合には,溶接後熱処理を行う。
1) 厚さが38 mmを超える場合。
2) 厚さが32 mmを超え38 mm以下で,95 ℃以上の予熱を行わない場合。
b) 致死的物質又は毒性物質を保有する圧力容器及び圧力容器の部分でも,次の1)〜5) のいずれかの場合
には,溶接後熱処理を省略してもよい。
1) 内径50 mm以下の管台を胴又は鏡板に溶接し,開先深さが13 mm以下,かつ,すみ肉溶接ののど
厚が13 mm以下であり,95 ℃以上の予熱を行う場合。ただし,複数個の管台を連続して溶接する
場合で,連続する管台穴のリガメント効率を考慮するために胴又は鏡板の厚さを増す必要がある場
合には,溶接後熱処理を行う。
2) 呼び径が50 mm以下の伝熱管を管板に溶接し,開先深さが13 mm以下,又は,すみ肉溶接ののど
厚が13 mm以下の場合。ただし,管板の材料の炭素含有量が0.22 %を超える場合には,95 ℃以上
の予熱を行う。
3) 耐圧部分に非耐圧部材を溶接し,開先深さが13 mm以下,又は,すみ肉溶接ののど厚が13 mm以
下の場合。ただし,耐圧部分の厚さが32 mmを超える場合には,95 ℃以上の予熱を行う。
4) 耐圧部分へのスタッド溶接の場合。ただし,耐圧部分の厚さが32 mmを超える場合には,95 ℃以
上の予熱を行う。
5) 耐食金属の肉盛溶接又は耐食ライニングの溶接の場合。ただし,耐圧部分の厚さが32 mmを超える
場合には,第一層の溶接で95 ℃以上の予熱を行う。
294
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
S.4.2
P番号3グループ番号1,2又は3の材料
P番号3グループ番号1,2又は3の材料で製作する圧力容器又は圧力容器の部分の溶接後熱処理の要否
は,次のa) 及びb) による。
a) 次の1)〜3) のいずれかの場合には,溶接後熱処理を行う。
1) P番号3グループ番号3の材料は,厚さに関係なく全ての場合。
2) P番号3グループ番号1及び2の材料で厚さ16 mmを超える場合。
3) P番号3グループ番号1及び2の材料が厚さ16 mm以下であるが,圧力容器又は圧力容器の部分の
厚さ以上の材料で溶接施工方法の確認試験を行っていない場合。
b) P番号3グループ番号1又は2の材料で,耐圧部分の溶接及び非耐圧部材の耐圧部分への溶接は,次
の1) 又は2) の場合には,溶接後熱処理を省略してもよい。
1) 材料の炭素含有量が0.25 %以下の材料の非耐圧部材の耐圧部分への溶接で,次の1.1)〜1.4) のいず
れかの場合。ただし,いずれの場合も95 ℃以上の予熱を行う。
1.1) 開先溶接で,開先深さが13 mm以下の場合。
1.2) すみ肉溶接で,のど厚が13 mm以下の場合。
1.3) スタッド溶接の場合。
1.4) 耐食金属の肉盛溶接又は耐食ライニングの溶接で,第一層の溶接で95 ℃以上の予熱を行う場合。
2) 厚さ13 mm以下で,かつ,材料の炭素含有量が0.25 %以下の管(伝熱管を含む。)の周継手の突合
せ溶接の場合。
S.4.3
P番号4グループ番号1又は2の材料
P番号4グループ番号1又は2の材料で製作する圧力容器又は圧力容器の部分の溶接後熱処理の要否は,
次のa) 及びb) による。
a) 次のb) の場合を除き,厚さに関係なく溶接後熱処理を行う。
b) 次の1)〜3) のいずれかの場合には,溶接後熱処理を省略してもよい。ただし,いずれの場合も120 ℃
以上の予熱を行う。
1) 次の1.1)〜1.3) の条件を全て満足する管(伝熱管を含む。)の周継手の突合せ溶接の場合。
1.1) 材料の炭素含有量が0.15 %以下の材料。
1.2) 呼び径100A以下。
1.3) 厚さ16 mm以下。
2) 上記1) の条件を全て満足する管と非耐圧部材のすみ肉溶接で,のど厚が13 mm以下の場合。
3) 上記1) の条件を全て満足する管へのスタッド溶接の場合。
S.4.4
P番号5グループ番号1又は2の材料
P番号5グループ番号1又は2の材料で製作する圧力容器又は圧力容器の部分の溶接後熱処理の要否は,
次のa) 及びb) による。
a) 次のb) の場合を除き,厚さに関係なく溶接後熱処理を行う。
b) 次の1)〜3) のいずれかの場合には,溶接後熱処理を省略してもよい。ただし,いずれの場合も150 ℃
以上の予熱を行う。
1) 次の1.1)〜1.4) の条件を全て満足する管(伝熱管を含む。)の周継手の突合せ溶接の場合。
1.1) 材料の炭素含有量が0.15 %以下の材料。
1.2) 材料のクロム含有量が3.0 %以下の材料。
1.3) 呼び径100A以下。
295
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.4) 厚さ16 mm以下。
2) 1) の条件を全て満足する管と非耐圧部材のすみ肉溶接で,すみ肉溶接ののど厚が13 mm以下の場
合。
3) 1) の条件を全て満足する管へのスタッド溶接の場合。
S.4.5
P番号6の材料
P番号6の材料で製作する圧力容器又は圧力容器の部分の溶接後熱処理の要否は,次のa) 及びb) によ
る。
a) 次のb) の場合を除き,厚さに関係なく溶接後熱処理を行う。
b) 炭素含有量が0.08 %以下のSUS410又はSUSF410で,オーステナイト系クロムニッケルの溶着金属を
生じる溶接材料,又は非空冷硬化のニッケルクロム鉄系の溶着金属を生じる溶接材料を用いる溶接で,
次の1) 又は2) のいずれかの場合には,溶接後熱処理を省略してもよい。
1) 厚さが10 mm以下の場合。
2) 厚さが10 mmを超え38 mm以下で,溶接中に230 ℃以上の予熱温度を保持し,かつ,溶接継手に
全線放射線透過試験を行う場合。
S.4.6
P番号7の材料
P番号7の材料で製作する圧力容器又は圧力容器の部分の溶接後熱処理の要否は,次のa) 及びb) によ
る。
a) 次のb) の場合を除き,厚さに関係なく溶接後熱処理を行う。
b) 炭素含有量が0.08 %以下のSUS405で,オーステナイト系クロムニッケルの溶着金属を生じる溶接材
料,又は非空冷硬化形のニッケルクロム鉄系の溶着金属を生じる溶接材料を用いる溶接で,次の1) 又
は2) のいずれかの場合には,溶接後熱処理を省略してもよい。
1) 厚さが10 mm以下の場合。
2) 厚さが10 mmを超え38 mm以下で,溶接中に230 ℃以上の予熱温度を保持し,かつ,溶接継手に
全線放射線透過試験を行う場合。
S.4.7
P番号9Aの材料
P番号9Aの材料で製作する圧力容器又は圧力容器の部分の溶接後熱処理の要否は,次のa) 及びb) に
よる。
a) 次の1) 又は2) の場合には,溶接後熱処理を行う。
1) 厚さが16 mmを超える場合。
2) 厚さが16 mm以下で,圧力容器又は圧力容器の部分の厚さ以上の材料で溶接施工方法の確認試験を
行っていない場合。
b) 次の1)〜5) のいずれかの場合には,溶接後熱処理を省略してもよい。
1) 次の1.1)〜1.4) の条件を全て満足する管(伝熱管を含む。)の周継手の突合せ溶接の場合。
1.1) 呼び径100A以下。
1.2) 厚さ13 mm以下。
1.3) 炭素含有量が0.15 %以下の材料。
1.4) 120 ℃以上の予熱。
2) b) 1) の条件を全て満足する管と耐圧部分又は非耐圧部材のすみ肉溶接で,すみ肉溶接ののど厚が
13 mm以下の場合。
3) 非耐圧部材を耐圧部分に溶接し,開先深さが13 mm以下,又はすみ肉溶接ののど厚が13 mm以下
296
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で,95 ℃以上の予熱を行う場合。
4) 耐圧部分へのスタッド溶接で,95 ℃以上の予熱を行う場合。
5) 耐食金属の肉盛溶接又は耐食ライニングの溶接で,第一層の溶接で95 ℃以上の予熱を行う場合。
S.4.8
P番号9Bの材料
P番号9Bの材料で製作する圧力容器又は圧力容器の部分の溶接後熱処理の要否は,次のa) 及びb) に
よる。
a) 次のb) の場合を除き,溶接後熱処理は,S.4.7 a) に同じとする。
b) 溶接後熱処理の省略は,S.4.7 b) の3)〜5) に同じとする。
S.4.9
P番号11Aの材料
P番号11Aの材料で製作する圧力容器又は圧力容器の部分で,次のa) 及びb) の場合には,溶接後熱処
理を行う。
a) 厚さが50 mmを超える場合。
b) 胴又は鏡板に管台などを溶接し,材料の厚さの最大値が50 mmを超える場合。
S.4.10 P番号45のNCF800又はNCF800H
P番号45のNCF800又はNCF800Hで製作する圧力容器又は圧力容器の部分で,設計温度が540 ℃を超
える場合には,溶接後熱処理を行う。ただし,管と管板の溶接及び胴と伸縮継手の溶接は,溶接後熱処理
を省略してもよい。
S.4.11
クラッド,耐食金属の肉盛溶接又は耐食ライニングを施工した材料
クラッド,耐食金属の肉盛溶接又は耐食ライニングを施工した材料で製作する圧力容器又は圧力容器の
部分の溶接後熱処理の要否は,次のa)〜c) による。
a) 母材が溶接後熱処理を必要とする場合は,溶接後熱処理を行う。ただし,クラッド,耐食金属の肉盛
溶接又は耐食ライニングを施工した材料がオーステナイト系ステンレス鋼の場合には,炭化物が析出
する温度範囲及びシグマ相が生成する温度範囲を避けることが望ましい。
b) クラッド,耐食金属の肉盛溶接又は耐食ライニングを施工した材料がフェライト系ステンレス鋼又は
マルテンサイト系ステンレス鋼の場合には,厚さに関係なく溶接後熱処理を行う。ただし,クラッド
又は耐食ライニングを施工した材料がSUS405又はSUS410Sで,オーステナイト系クロムニッケルの
溶着金属を生じる溶接材料又は非空冷硬化形のニッケルクロム鉄系の溶着金属を生じる溶接材料を用
いて溶接する場合には,a) の場合を除き,溶接後熱処理を省略してもよい。
c) a) の場合には,クラッド,耐食金属の肉盛溶接又は耐食ライニングを施工した後に溶接後熱処理を行
う。ただし,S.4.1 b) 5),S.4.2 b) 1.4) 及びS.4.7 b) 5) の場合は,溶接後熱処理を省略してもよい。
S.5
溶接後熱処理の条件
S.5.1
溶接後熱処理の保持温度及び保持時間
溶接後熱処理の保持温度及び保持時間は,次のa) 及びb) による。
a) 溶接後熱処理の最低保持温度及び最小保持時間は,母材の区分及び溶接後熱処理における厚さに応じ
て表S.1による。保持中の加熱部全体にわたる温度差は,83 ℃以下とする。
なお,加熱部は過度の酸化を生じないように注意する。
b) P番号1,3,9A又は9Bの材料で,材料又は構造から表S.1の最低保持温度とすることが適切でない
場合には,表S.2によってもよい。
S.5.2
溶接後熱処理の加熱速度及び冷却速度
297
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
溶接後熱処理の加熱速度及び冷却速度は,次のa) 及びb) による。
a) 425 ℃以上の温度における加熱部の加熱速度及び冷却速度は,次の1) 及び2) による。
なお,加熱中及び冷却中は,加熱部の全体が4 600 mmの範囲において140 ℃未満の温度差とする。
1) 加熱の場合
R1≦222 (25/t) ただし,最大222 ℃/hで,56 ℃/hより遅くしなくてもよい。
2) 冷却の場合
R2≦278 (25/t) ただし,最大278 ℃/hで,56 ℃/hより遅くしなくてもよい。
ここに,
R1: 加熱速度(℃/h)
R2: 冷却速度(℃/h)
t: 溶接後熱処理における厚さ(S.3参照)(mm)。
b) 母材の区分P-7の材料の場合には,650 ℃を超える温度領域における冷却速度は56 ℃/h以下とし,
650 ℃以下の温度領域ではぜい化を防ぐために必要な速い冷却速度とする。
S.6
溶接後熱処理の方法
S.6.1
炉内加熱による方法
S.6.1.1
加熱装置
加熱装置は,S.5及びS.6.1.2の条件を満足することを確認する。
S.6.1.2
手順及び条件
溶接後熱処理の手順及び条件は,次のa)〜d) による。
a) 加熱部を炉に入れる場合又は取り出す場合の炉内温度は,425 ℃未満とする。
b) 溶接後熱処理に際しては,一般に加熱部全体を一度に炉に入れるが,一度に炉に入れることができな
い場合には,二度以上に分けて行ってもよい。ただし,分ける場合,加熱の重なる部分は1 500 mm
以上とする。さらに,炉外に出る部分は,温度勾配を緩やかにし,材料に有害な影響を与えないよう
にする。
c) 加熱速度及び冷却速度は,S.5.2による。
d) 溶接後熱処理の保持温度及び保持時間は,S.5.1による。
S.6.1.3
温度の測定
温度は通常,加熱幅の部分を対象として熱電対によって自動的に測定するが,炉内温度で加熱幅の部分
の温度を推定できる場合には,炉内温度で代用してもよい。
S.6.2
局部加熱による方法
S.6.2.1
加熱装置
加熱装置は,S.5及びS.6.2.2の手順及び条件を満足することを確認する。
S.6.2.2
手順及び条件
溶接後熱処理の手順及び条件は,次のa)〜f) による。
a) 溶接後熱処理に際しては,加熱部と加熱しない部分の温度勾配を緩やかにし,材料に有害な影響を与
えないようにする。
b) 加熱幅[金属温度がS.5.1 a) 及びb) に示す最低保持温度以上になる溶接線直交方向の範囲]は,溶
接ビードの一方の止端から他方の止端までの最大幅の両側にそれぞれ溶接後熱処理における厚さ又は
50 mmのいずれか小さい値を加えた値以上とする。
c) 胴又は管の周継手に溶接後熱処理を行う場合は,全周にわたって加熱する。
d) 管台を胴に溶接し,溶接後熱処理を行う場合は,胴の全周にわたって加熱を行い,加熱幅は溶接ビー
ド止端の外径の両側にそれぞれ溶接後熱処理における厚さ又は50 mmのいずれか小さい値を加えた
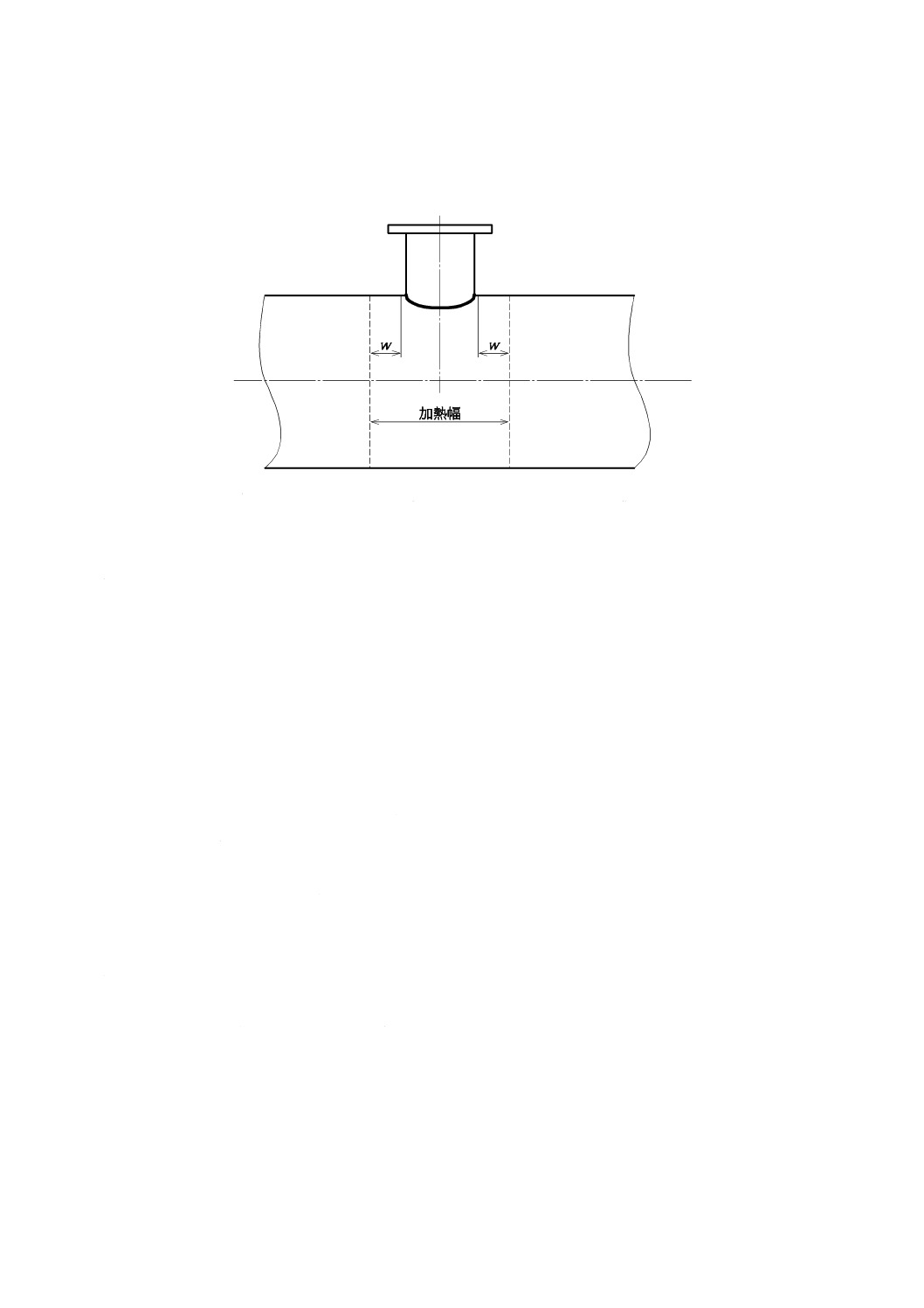
298
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
値以上とする(図S.1参照)。ただし,加熱幅の部分の温度を保持温度まで均一に上昇させ,かつ,保
持温度及び保持時間を規定どおりにできる場合に限り,加熱幅を狭くすることができる。
w:溶接後熱処理における厚さ又は50 mmのいずれか小さい値
図S.1−管台を胴に溶接し溶接後熱処理を行う場合の加熱幅
e) 425 ℃以上の温度における加熱速度及び冷却速度は,S.5.2による。
f)
溶接後熱処理の保持温度及び保持時間は,S.5.1による。また,温度保持中,加熱中及び冷却中は,加
熱幅の部分の全体にわたり一様な温度になるようにする。
S.6.2.3
温度の測定
局部加熱による溶接後熱処理における温度の測定は,溶接ビードの中央及び溶接ビードの止端の両側で
それぞれ溶接後熱処理における厚さ又は50 mmのいずれか小さい値だけ離れた位置に熱電対を取り付け,
温度を測定し,加熱幅が,S.6.2.2 b) の規定を満足することを確認する。
S.6.3
圧力容器の内面からの加熱による方法
S.6.3.1
加熱装置
加熱装置は,S.5及びS.6.3.2の手順及び条件を満足することを確認する。
S.6.3.2
手順及び条件
溶接後熱処理の手順及び条件は,次のa)〜d) による。
a) 圧力容器を完全に断熱材で包む。
b) 温度分布が一様になるような温度の制御及び保持をするために,適切な温度指示計及び記録装置を用
いる。
c) 425 ℃以上の温度における加熱速度及び冷却速度は,S.5.2による。
d) 溶接後熱処理の保持温度及び保持時間は,S.5.1による。また,温度保持中,加熱中及び冷却中は,加
熱幅の部分の全体にわたり一様な温度になるようにする。
S.6.3.3
温度の測定
温度は,加熱幅の部分を対象として,熱電対によって自動的に測定する。
299
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表S.1−溶接後熱処理の最低保持温度及び最小保持時間
母材の区分
最低保持温度
℃
溶接後熱処理における厚さに対する最小保持時間 h
t≦6
6<t≦25
25<t≦50
50<t≦125
125<t
P-1
595
0.25
25
t
100
50
2
−
+t
P-3
595
0.25
25
t
100
50
2
−
+t
P-4
650
0.25
25
t
100
125
5
−
+t
P-5
675
0.25
25
t
100
125
5
−
+t
P-6
760
0.25
25
t
100
50
2
−
+t
P-7
730
0.25
25
t
100
50
2
−
+t
P-9A
P-9B
595
1.0
100
25
1
−
+t
P-11A
550
(最大585)
2.0
25
50
2
−
+t
P番号45のNCF800及
びNCF800H
(ASME規格材料で
UNS番号がN08800,
N08810及びN08811)
885
1.5
25
25
5.1
−
+t
− tはS.3に規定する溶接後熱処理における厚さで,mmで表した数値とする。
− 最小保持時間は,連続した時間ではなく,溶接後熱処理を行った合計時間でもよい。
− P番号11Aの場合の保持温度は,焼戻し温度を超えない。溶接後熱処理と焼戻し処理を一緒に行ってもよい。
この場合には,S.5.2 a) 2) の最大冷却速度は適用しない。材料規格によって焼戻し温度からの急速冷却が必要と
される場合には,溶接後熱処理の冷却に対しても同じ冷却速度を適用する。
− P番号5グループ番号1の材料の場合には,最低保持温度650 ℃で溶接後熱処理を行ってもよい。ただし,t≦
50の場合には,保持時間を最小4 h又は4×(t/25) hのいずれか大きい時間とする。また,t>50の場合には,最
小保持時間の4倍とする。
− P番号9Bの材料の保持温度は,635 ℃以下とする。
表S.2−保持温度の低減に対する最小保持時間
規定の最低保持温度から低減する温度
℃
最小保持時間a)
h
28
2
56
4
83
10 b)
111
20 b)
− 母材の区分P-9A及びP-9Bの材料の保持温度の下限値は,
540 ℃以上とする。
− 表中の値の中間の値は,補間によって計算する。
注a) 厚さ25 mm以下に対する保持時間を示す。25 mmを超える厚
さについては,25 mm当たり1/4時間を加える。
b) 母材の区分P-1グループ番号1及び2の材料にだけ適用する。
300
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書T
(規定)
許容圧力確認試験
T.1
一般
この附属書は,圧力容器又は圧力容器の耐圧部分(以下,この附属書では“耐圧部分”という。)に生じ
る応力の算定が困難な場合に,試験体を用いて耐圧部分の許容圧力を確認するための試験について規定す
る。
T.2
記号の意味
この附属書で用いる記号の意味は,次による。
B: 試験温度における試験体の破裂圧力(MPa)
c: 試験体の腐れ代(mm)
f: 鋳造品の品質係数
fc: 腐れ代による補正係数
fT: 温度による補正係数
H: 試験温度における試験体の降伏圧力(MPa)
n: 試験体の形状による係数で,次による。
n=1 円筒胴,球形胴又は半頂角が60°以下の円すいの部分のような曲面(曲げ応力成分が
全応力の67 %以下の部分)
n=2 平板,フランジ又は半頂角が60°を超える円すいの部分のような平面(局所的に曲げ
応力成分が全応力の67 %未満であることが示せない部分)
Pb: 試験温度における試験体の座屈に対する確認試験の圧力で,Ptの3倍を超える圧力(MPa)
Po: 設計温度における耐圧部分の許容圧力(MPa)
Pt: 試験温度における試験体の許容圧力(MPa)
Su: 室温における試験体材料の材料規格の引張強さ(N/mm2)
Sut: 室温における試験体材料の引張強さの実測値(T.7参照)(N/mm2)
Sy: 室温における試験体材料の材料規格の降伏強度(N/mm2)
Syt: 室温における試験体材料の降伏強度の実測値(T.7参照)(N/mm2)
t: 試験体の最弱点の呼び厚さ(mm)
η: 6.2の表3の溶接継手効率
σa: 設計温度における試験体材料の許容引張応力(N/mm2)。ただし,σa≦σt
σt: 試験温度における試験体材料の許容引張応力(N/mm2)
T.3
試験体
許容圧力確認試験に供する試験体は,許容圧力を確認する耐圧部分と,同一(設計,製造,材料,形状,
寸法などが同一)とする。ただし,寸法,圧力などを試験パラメータとして,複数の試験結果の内挿によ
って許容圧力を確認する場合には,試験体は同一の形状とする。
301
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
T.4
許容圧力確認試験
T.4.1
許容圧力確認試験の形式
許容圧力確認試験の形式は,次のa) 又はb) による。
a) 降伏による試験
b) 破裂による試験
T.4.2
降伏による試験
降伏による試験は,次のa)〜c) のいずれかによって,材料規格の降伏比(降伏強度/引張強さ)が0.625
以下の材料だけに適用できる。
a) ひずみ測定による方法 この方法は,降伏点を示す材料及び降伏点を示さない(耐力表示をいう。)材
料に適用できる。
b) 変位測定による方法 この方法は,降伏点を示す材料に適用できる。
c) ぜい性塗料による方法 この方法は,降伏点を示す材料に適用できる。また,ひずみ測定による方法
又は変位測定による方法に先行し,適切な測定部位の選定の目的のために適用できる。
T.4.3
破裂による試験
この方法は,降伏強度(降伏点又は耐力をいう。)の代わりに引張強さを用い,全ての材料に適用できる。
T.4.4
測定部位
降伏による試験でひずみ又は変位を測定する場合には,最も大きなひずみ又は変位が発生する複数の測
定部位にひずみゲージ又は変位計を取り付ける。最も大きなひずみ又は変位が発生する測定部位の確認の
ために,ぜい性塗料による方法を最も大きなひずみ又は変位の発生が予測される複数の測定部位又は全面
に適用することができる。また,破裂による試験の場合は,全面が測定部位となる。
T.5
試験方法
T.5.1
降伏による試験
降伏による試験は,水圧又は気圧による。試験方法は,次のa) 及びb) による。
a) 降伏予測圧力の50 %の圧力まで徐々に昇圧し,保持した後に圧力0 MPaまで降圧する。
b) 降伏予測圧力の60 %の圧力に昇圧し,保持した後に圧力0 MPaまで降圧し,圧力保持時及び降圧時に
局部的な膨らみ,伸びなどの異常のないことを確認する。以下,同様の手順を,降伏予測圧力の10 %
ずつ圧力を増加させて,降伏予測圧力に達するまで繰り返す。
なお,圧力増加ごとの昇圧及び降圧は,1回だけとする。
T.5.2
破裂による試験
破裂による試験は,水圧による。破裂予測圧力の50 %の圧力まで徐々に昇圧する。その後は,破裂予測
圧力の10 %以下ずつ段階的に破裂に至るまで降圧なしで昇圧する。ただし,破裂に至るまでの途中の段階
で昇圧を中止してもよい。
T.6
補正係数
T.6.1
腐れ代による補正係数
許容圧力確認試験に用いる試験体に腐れ代が含まれる場合の腐れ代による補正係数は,次の式による。
(
)
n
n
t
c
t
f
−
=
c
T.6.2
温度による補正係数
302
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
許容圧力確認試験の試験温度と耐圧部分の設計温度が異なる場合の温度による補正係数は,次の式によ
る。
t
a
T
σ
σ
=
f
T.7
試験体材料の降伏強度及び引張強さの試験
許容圧力確認試験に用いる試験体材料の降伏強度及び引張強さの試験は,次のa)〜c) による。ただし,
試験の代替として,材料製造業者が発行する試験体材料の材料証明書に記載の降伏強度及び引張強さの実
測値を用いてもよい。
a) 試験片の採取 許容圧力確認試験後の試験体から試験片を3個以上採取する。ただし,試験片採取位
置は,試験時に発生する応力が降伏強度を超えない部分とする。
b) 代替試験片 試験体材料に残材がある場合には,試験体に施した熱処理と同一の熱処理を施した残材
から試験片を採取することができる。
c) 試験方法 試験方法は,試験体材料の材料規格の規定による。
T.8
降伏による試験
T.8.1
ひずみ測定による方法
ひずみ測定による方法は,次のa)〜d) による。
a) ひずみゲージ ひずみゲージは,次の1)〜4) による。
なお,試験体の表面は,ひずみゲージの取付けに適した状態にする。
1) 0.005 %のひずみ増分を指示できる。
2) ゲージは,降伏予測圧力でのゲージ長範囲の最大ひずみが,ゲージ長範囲の平均ひずみを10 %以上
超えない長さにする。
3) 降伏予測圧力での最大ひずみよりも50 %以上大きいひずみまでの測定に,信頼性が確認されている。
4) ひずみは,最も大きなひずみが発生する測定部位の最大ひずみ方向で測定する。
b) ひずみ測定 T.5.1によって圧力を負荷し,ひずみ測定は次の1)〜3) による。
1) T.5.1 a) の圧力保持時及び降圧後に,ひずみを測定し,記録する。
2) T.5.1 b) の手順の繰返しごとに圧力保持時及び降圧後に,ひずみを測定し,記録する。降圧後の圧
力とひずみの関係から,手順の繰返しによる永久ひずみの増分を確認する。
3) 手順の繰返しは,c) の降伏圧力で中止する。
c) 降伏圧力 試験温度における試験体の降伏圧力Hは,次の1) 及び2) による。
1) 試験体材料が炭素鋼,低合金鋼,高合金鋼,アルミニウム,アルミニウム合金,ニッケル及びニッ
ケル合金では,永久ひずみが0.2 %となる圧力。
2) 試験体材料が銅及び銅合金では,圧力のもとでひずみが0.5 %となる圧力。
d) 試験温度における試験体の許容圧力 試験温度における試験体の許容圧力Ptは,次の1) 又は2) によ
る。
1) T.7の降伏強度の試験を適用する場合は,次の式による。
=
yt
y
t
5.0
S
S
H
P
303
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) T.7の降伏強度の試験を適用しない場合は,次の式による。
H
P
4.0
t=
T.8.2
変位測定による方法
変位測定による方法は,次のa)〜d) による。
a) 変位計 変位計は,次の1)〜3) による。
1) 変位計は,0.02 mmの変位増分を測定できる。
2) 変位は,基準点と固定点の間で測定する。ただし,軸対称構造の試験体の場合には,半径方向に相
対する基準点の間で測定することができる。
3) 変位は,最も大きな変位が発生する測定部位で測定する。
b) 変位測定 T.5.1によって圧力を負荷し,変位測定は次の1)〜3) による。
1) T.5.1 a) の圧力保持時及び降圧後に,変位を測定し,記録する。
2) T.5.1 b) の手順の繰返しごとに圧力保持時及び降圧後に,変位を測定し,記録する。圧力と変位の
関係から,手順の繰返しによる永久変位の増分を確認する。
3) 手順の繰返しは,圧力と変位の関係が直線関係から外れた点で中止する。
c) 降伏圧力 試験温度における試験体の降伏圧力Hは,圧力と変位の関係が直線関係から外れた点での
圧力(昇圧及び降圧の繰返しによる永久変位が増分を示す圧力)とする。
d) 試験温度における試験体の許容圧力 試験温度における試験体の許容圧力Ptは,次の1)〜3) による。
1) T.7の降伏強度の試験を適用する場合は,次の式による。
=
yt
y
t
5.0
S
S
H
P
2) T.7の降伏強度の試験を適用しないで,試験体材料が材料規格の引張強さが480 N/mm2以下の炭素
鋼の場合は,次の式による。
+
=
35
5.0
u
u
t
S
S
H
P
3) T.7の降伏強度の試験を適用しないで,試験体材料が2) 以外の場合は,次の式による。
H
P
4.0
t=
T.8.3
ぜい性塗料による方法
ぜい性塗料による方法は,次のa)〜d) による。
a) ぜい性塗料 ぜい性塗料は,最も大きなひずみが発生する測定部位又は全面に塗布する。
なお,試験体の表面は,ぜい性塗料と十分な接着が得られるように異物及び表面の凹凸を除去する。
b) 降伏指示の測定 T.5.1 a) 及びb) によって圧力を負荷し,圧力増加の間でぜい性塗料の剝離又はひず
み線の発生を測定し,降伏の指示とする。ただし,ぜい性塗料の剝離又はひずみ線が発生しない場合
には,適切な圧力で試験を中止してもよい。
c) 降伏圧力 試験温度における試験体の降伏圧力Hは,ぜい性塗料に剝離又はひずみ線が発生する圧力
とする。
なお,ぜい性塗料に剝離又はひずみ線が発生しない場合には,試験を中止した圧力を試験体の降伏
圧力とする。
d) 試験温度における試験体の許容圧力 試験温度における試験体の許容圧力Ptは,次の1)〜3) による。
1) T.7の降伏強度の試験を適用する場合は,次の式による。
304
B 8267:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
=
yt
y
t
5.0
S
S
H
P
2) T.7の降伏強度の試験を適用しないで,試験体材料が材料規格の引張強さが480 N/mm2以下の炭素
鋼の場合は,次の式による。
+
=
35
5.0
u
u
t
S
S
H
P
3) T.7の降伏強度の試験を適用しないで,試験体材料が2) 以外の場合は,次の式による。
H
P
4.0
t=
T.9
破裂による試験
破裂による試験は,次のa)〜c) による。
a) 破裂の測定 T.5.2によって圧力を負荷し,測定部位(全面)において漏えい(洩)又は破裂の発生を
検出し,その後の急激な圧力低下をもたらす点の圧力を測定する。
なお,漏えい又は破裂が発生しない場合には,適切な圧力で試験を中止してもよい。
b) 破裂圧力 試験温度における試験体の破裂圧力Bは,漏えい又は破裂が発生した圧力とする。
なお,破裂圧力より低い圧力で試験を中止した場合には,試験を中止した圧力を破裂圧力とする。
c) 試験温度における試験体の許容圧力 試験温度における試験体の許容圧力Ptは,次の1) 又は2) によ
る。
1) 試験体材料が鋳造品以外の材料の場合
=
ut
u
t
25
.0
S
S
B
P
η
2) 試験体材料が鋳鉄又はダクタイル鋳鉄以外の鋳造品の場合
=
ut
u
t
25
.0
S
S
Bf
P
η
T.10 許容圧力及び設計圧力
T.10.1 設計温度における耐圧部分の許容圧力
設計温度における耐圧部分の許容圧力Poは,次の式による。
t
T
c
o
P
f
f
P=
T.10.2 耐圧部分の座屈に対する確認
耐圧部分に座屈する形状がある場合,試験体の座屈に対する確認は,次のa) 及びb) による。
a) 座屈に対する確認試験はT.5の試験方法で水圧試験によって,試験温度における試験体の許容圧力Pt
の3倍を超える圧力Pbで,過度の変形がないことを確認する。
b) a) が確認された場合,設計温度における耐圧部分の許容圧力は,T.10.1による。
T.10.3 設計圧力の確認
設計温度における耐圧部分の設計圧力の値が,T.10.1の設計温度における耐圧部分の許容圧力の値以下
であることを確認する。