B 8266:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,高圧ガス保安協会(KHK)/財団法人日本規格
協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の
審議を経て,厚生労働大臣及び経済産業大臣が制定した日本工業規格である。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。厚生労働大臣,経済産業大臣及び日本
工業標準調査会は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願
公開後の実用新案登録出願にかかわる確認について,責任はもたない。
JIS B 8266には,次に示す附属書がある。
附属書1(規定)圧力容器の胴及び鏡板
附属書2(規定)圧力容器の穴補強
附属書3(規定)圧力容器のボルト締めフランジ
附属書4(規定)全面形非金属ガスケットを用いる全面座フランジ
附属書5(規定)金属面接触フランジ
附属書6(規定)リバースフランジ
附属書7(規定)圧力容器のふた板
附属書8(規定)圧力容器の応力解析及び疲労解析
附属書9(規定)設計応力強さの設定基準
附属書10(規定)材料の確性試験方法
附属書11(規定)取付物及び支持構造物
附属書12(規定)調質高張力鋼の工作
附属書13(規定)ステンレスクラッド鋼の工作
附属書14(規定)溶接後熱処理
附属書15(規定)衝撃試験規定
附属書16(規定)圧力容器の溶接継手の機械試験
附属書17(規定)圧力容器の耐圧試験及び漏れ試験
附属書18(参考)予熱
この規格の一部の図・表で†マークの付いているものは,アメリカ機械学会(The American Society of
Mechanical Engineers)によるアメリカ機械学会ボイラ圧力容器規格(ASME Boiler and Pressure Vessel Code
© 2001)から引用した資料であり,同学会Code & Standards Departmentの文書による承諾を得ている。ASME
から事前に文書による承諾を得ない限り,これらの資料を翻訳又は複製してはならない。
The figures and tables marked with†in this standard,were adapted from the ASME Boiler and Pressure Vesssl
Code © 2001 by The American Society of Mechanical Engineers with the written consent of the ASME Codes &
Standards Department.No additional translation or reproduction may be made of these materials without the prior
written consent of ASME.
B 8266:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
1.1 適用する圧力容器 ·········································································································· 1
1.2 圧力容器とする範囲 ······································································································· 1
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 2
4. 適用条件の明確化 ············································································································ 2
4.1 一般事項 ······················································································································ 2
4.2 圧力容器の使用者の設計仕様書························································································· 2
4.3 圧力容器の製作者の設計図書···························································································· 2
5. 材料 ······························································································································ 2
5.1 材料一般 ······················································································································ 3
5.2 圧力容器に用いる材料 ···································································································· 4
5.3 鉄鋼材料 ······················································································································ 4
5.4 非鉄金属材料 ··············································································································· 10
5.5 ボルト,ナット及び座金 ································································································ 12
6. 設計 ····························································································································· 12
6.1 設計一般 ····················································································································· 12
6.2 設計に用いる材料の設計応力強さ及び応力強さの許容限界 ···················································· 15
6.3 設計に用いる材料の諸特性 ····························································································· 17
6.4 応力解析及び疲労解析 ··································································································· 17
6.5 胴及び鏡板 ·················································································································· 21
6.6 ふた板 ························································································································ 23
6.7 ボルト締めフランジ ······································································································ 23
6.8 急速開閉ふた装置 ········································································································· 24
6.9 穴 ······························································································································ 24
6.10 管板 ·························································································································· 26
6.11 ステーによって支える平鏡板 ························································································· 27
6.12 伸縮継手 ···················································································································· 27
6.13 ジャケット ················································································································· 27
6.14 非円形胴 ···················································································································· 27
6.15 取付物及び支持構造物 ·································································································· 27
6.16 サドル支持の横置容器 ·································································································· 27
7. 溶接継手設計 ················································································································· 27
7.1 溶接継手一般 ··············································································································· 27
7.2 溶接継手の詳細一般 ······································································································ 30
B 8266:2003 目次
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
7.3 非破壊試験 ·················································································································· 34
7.4 熱処理 ························································································································ 34
8. 工作一般 ······················································································································· 34
8.1 材料の確認 ·················································································································· 34
8.2 材料欠陥の補修 ············································································································ 34
8.3 材料の加工前の検査 ······································································································ 35
8.4 材料の切断及び切断面の仕上げ························································································ 35
8.5 切断面の試験・検査 ······································································································ 35
8.6 胴及び鏡板の成形 ········································································································· 35
8.7 胴の真円度 ·················································································································· 36
8.8 成形鏡板の製作公差 ······································································································ 39
8.9 調質高張力鋼の工作についての特別規定 ············································································ 39
8.10 ステンレスクラッド鋼の工作についての特別規定 ······························································ 39
9. 溶接施工 ······················································································································· 39
9.1 溶接施工一般 ··············································································································· 39
9.2 溶接継手の非破壊試験 ··································································································· 44
9.3 溶接部の欠陥の補修 ······································································································ 45
9.4 耐食クラッド,耐食肉盛溶接又は耐食ライニングに対する特別規定 ········································ 48
9.5 管板と伝熱管との溶接に対する特別規定 ············································································ 49
10. 熱処理 ························································································································ 49
10.1 溶接後熱処理 ·············································································································· 49
10.2 調質高張力鋼を用いて製作する圧力容器の熱処理 ······························································ 49
10.3 非鉄金属材料を用いて製作する圧力容器の溶接後熱処理 ····················································· 49
10.4 ステンレスクラッド鋼を用いて製作する圧力容器の溶接後熱処理 ········································· 49
11. 試験・検査··················································································································· 49
11.1 試験・検査一般 ··········································································································· 49
11.2 溶接継手の機械試験 ····································································································· 51
11.3 非破壊試験の方法及び結果の判定 ··················································································· 51
11.4 非破壊試験技術者 ········································································································ 52
11.5 非破壊試験の再試験 ····································································································· 53
11.6 耐圧試験 ···················································································································· 53
11.7 漏れ試験 ···················································································································· 55
12. 附属品 ························································································································ 55
12.1 過圧防止安全装置 ········································································································ 55
12.2 圧力計 ······················································································································· 58
12.3 温度計 ······················································································································· 58
12.4 液面計 ······················································································································· 58
13. 表示 ··························································································································· 58
附属書1(規定)圧力容器の胴及び鏡板 ·················································································· 111
B 8266:2003 目次
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
附属書2(規定)圧力容器の穴補強 ························································································ 157
附属書3(規定)圧力容器のボルト締めフランジ ······································································ 167
附属書4(規定)全面形非金属ガスケットを用いる全面座フランジ ·············································· 183
附属書5(規定)金属面接触フランジ ····················································································· 186
附属書6(規定)リバースフランジ ························································································ 202
附属書7(規定)圧力容器のふた板 ························································································ 206
附属書8(規定)圧力容器の応力解析及び疲労解析 ··································································· 208
附属書9(規定)設計応力強さの設定基準 ··············································································· 274
附属書10(規定)材料の確性試験方法···················································································· 276
附属書11(規定)取付物及び支持構造物 ················································································· 279
附属書12(規定)調質高張力鋼の工作···················································································· 282
附属書13(規定)ステンレスクラッド鋼の工作 ········································································ 285
附属書14(規定)溶接後熱処理····························································································· 289
附属書15(規定)衝撃試験規定····························································································· 297
附属書16(規定)圧力容器の溶接継手の機械試験 ····································································· 312
附属書17(規定)圧力容器の耐圧試験及び漏れ試験 ·································································· 316
附属書18(参考)予熱 ········································································································ 319
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8266:2003
圧力容器の構造−特定規格
Alternative standard for construction of pressure vessels
1. 適用範囲
1.1
適用する圧力容器 この規格は,設計圧力が100 MPa未満で,設計温度がクリープ領域未満の大気
圧を超える圧力を保持する容器又は外圧を受ける圧力容器(以下,圧力容器という。)について適用する。
ただし,次の圧力容器は含まない。
a) 他の日本工業規格(1)の適用範囲にあるもの
b) 非金属製のもの
c) 原子力関係のもの
d) リベット構造及びろう付構造のもの
e) 直火を受けるもの
f)
特殊な構造又は特殊用途(2)のもの
注(1) 例を,次に示す。
例 JIS B 8201 陸用鋼製ボイラ−構造(3)
JIS B 8240 冷凍用圧力容器の構造
JIS B 8241 継目なし鋼製高圧ガス容器
JIS B 8265 圧力容器の構造−一般事項
JIS B 8501 鋼製石油貯槽の構造(全溶接製)
(2) 油圧機,水圧機,ポンプ,圧縮機,タービン,内燃機関,水圧,気圧シリンダーなどの回転機
又は往復機の圧力部。
(3) 廃熱ボイラは,JIS B 8201の範囲で,この規格の対象外である。
備考 この規格は,設計圧力が100 MPa未満の圧力容器を適用範囲としているが,使用する材
料,圧力容器内外表面の仕上げ(粗さ),ねじ,非破壊検査などに対して特に技術的な配
慮をすることによって100 MPa以上のものに適用してもよい。
1.2
圧力容器とする範囲
a) 圧力容器とする範囲は,圧力容器本体(胴,鏡板,これに直結するノズルなど)及び次の1)〜3)に示
す部分とする。
1) 外部配管との取合部において
1.1) 溶接継手に対しては,最初の周継手まで(開先面までとし,溶接継手は含まない。)。
1.2) ねじ継手に対しては,最初のねじ継手まで。
1.3) ボルト締めフランジ継手に対しては,最初のフランジ面まで。
2
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 取付物を直接耐圧部に溶接する場合には,その溶接継手部まで。
3) マンホール,ハンドホールなどは圧力を受けるふた板,溶接継手,ボルト・ナット及びガスケット
を含む。
b) 耐圧部に直接取り付ける取付物,安全弁などの附属品は,圧力容器の範囲ではないが,該当する規定
は満足しなければならない。
2. 引用規格 付表1.1に掲げる規格又はその規格の一部は,この規格に引用されることによって,この
規格の一部を構成する。これらの引用規格のほか,この規格には適用しないが圧力容器の構造に関係する
規格として制定されているものを参考規格として付表1.2に掲げる。
3. 定義 この規格に用いる主な用語の定義は,JIS B 0190による。
4. 適用条件の明確化
4.1
一般事項 この規格を使用するに当たっては,圧力容器の使用目的,環境及び設計条件を考慮し,
圧力容器の使用者及び製作者は,次の4.2及び4.3の規定によって,それぞれの責任範囲において圧力容
器に対するこの規格の適用条件に合致することを明確にする。
4.2
圧力容器の使用者の設計仕様書 圧力容器の使用者(使用者から委託された代理者を含む。)は,こ
の規格の適用条件を明確にするため,その責任において使用者の設計仕様書を作成し,圧力容器の製作者
に提示する。
この設計仕様書には,次の項目を含む。
a) 材料の選定,設計,工作及び試験・検査に適切な基礎資料となる計画運転条件(4),又は設計条件(4)
b) 腐食,侵食性の有無及び腐れ代の値
c) 致死的物質を取り扱うかどうかの指示
d) 圧力容器の基本形状,基本寸法など(5)
e) 疲労解析の要否(疲労解析の要否判定の結果又は経験的データなど疲労解析の要否判定の根拠となる
もの。)
f)
使用環境条件
g) その他運転経験によるデータなど参考にすべき事項
注(4) 6.1.1を決める条件,伝熱条件,内容物及びその物性値が含まれる。また,設計条件には,6.1.2
の設計圧力及び6.1.3 a) の設計温度(高温側及び低温側)を含む。
(5) 直径,長さなどの寸法,マンホール,ノズル,計測機器の取付位置及び支持の方法,その他基
本的な形状,寸法が含まれる。
4.3
圧力容器の製作者の設計図書 圧力容器の製作者の設計図書は,次による。
a) 圧力容器の製作者は,使用者の設計仕様書が4.2の規定を満足していることを確認し,その責任にお
いて使用者の設計仕様書に基づいて,この規格に従って設計図書を作成し使用者の承認を得る。
備考 設計図書には,仕様書,図面及び設計計算書を含む。
b) 設計図書には,規格に規定する算式による肉厚算定に加えて附属書8による応力解析及び疲労解析に
よる評価を含める。ただし,6.4.2又は6.4.3の規定で免除される場合を除く。
5. 材料
3
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
材料一般 この規格に基づく圧力容器の耐圧部に用いる材料は,次による。
a) 規格材料 この規格に定める規格材料は,付表2.1,付表2.2,付表3.1及び付表3.2に規定するJIS
による材料とする。
b) 同等材料 付表2.1,付表2.2,付表3.1及び付表3.2による規格材料と対比した場合に,次の項目のい
ずれかを満足するものは,規格材料と同等の材料としてもよい。
1) 規格材料,化学成分及び機械的性質が同一で,板厚の許容範囲がわずかに異なるもの。
2) 規格材料,化学成分及び機械的性質が同一で,製造方法又は形状が異なるもの。
3) 規格材料,化学成分,機械的性質,試験方法及び試料採取方法が極めて近似的なもので,規格材料
及び材料の性質が極めて類似したもの。
c) 特別認定材料 JISには規定されていないが,附属書10に規定する項目による試験を行い,受渡当事
者間の協定によって,この規格の圧力容器用材料として使用することが適切と特別に認定された材料
及びISO規格など,a) に規定したJIS以外の規格による材料も受渡当事者間の協定によって,a) に
定める規格と同等以上の性質をもつことを確認し特別に認定された材料は,圧力容器の耐圧部に使用
してもよい。
d) 材料の厚さの許容差 材料の厚さの許容差は,次による。
1) 材料の厚さは,設計厚さ以上のものでなければならない。
2) 板材は,厚さの負側の規格許容差が0.3 mm又は呼び厚さの6 %のうち,小さい値以下の場合には,
使用してもよい。
3) 耐圧部に管材を用いる場合には,JIS材料規格で定めた厚さの負側の許容差を計算に入れなければ
ならない。
e) 材料の使用温度範囲 付表2.1,付表2.2,付表3.1及び付表3.2による規格材料は,それらの付表で設
計応力強さ及び許容引張応力を示した最高温度を超えて使用してはならない。一方,低温使用限界は,
鉄鋼材料については5.3.5,非鉄金属材料については5.4.1の規定による。
f)
材料の疲労特性 圧力容器の設計に当たっては,材料の疲労特性も考慮しなければならない。6.4.3に
定める疲労解析の免除規定が適用できない場合には,附属書8に設計疲労曲線が示されている材料だ
けを用いてもよい。ただし,十分な資料があり設計疲労曲線が作成できる場合には,この限りでない。
g) JIS材料規格に対する検査の追加 JIS材料規格によっては,注文者の指定による非破壊検査及び特別
品質規定が規定されており,圧力容器の製作者は,この規格の5.3.4,5.3.5及び5.4.4の規定によって,
追加の検査を指定して材料を注文しなければならない。また,材料の製造業者の発行する材料証明書
は,適用材料規格の規定及び追加の検査を含めて,規定に合っていることを示さなければならない。
この材料証明書には,すべての必要な試験の結果の数値に関する証明を含む。
h) 内容物に対する材料の使用制限 腐食性物質を保有する圧力容器に使用する材料は,あらかじめ内容
物に対する耐性について考慮しておかなければならない。
i)
材料区分 この規格における材料の区分及びグループ番号は,JIS B 8285の付表1による。
j)
調質高張力鋼 JIS G 0203の3510に規定する焼入焼戻しを行うことによって,高張力鋼としての性質
を与えた鋼材のうち,引張強さの規格規定の最小値が620 N/mm2以上のものをいう。
備考 この調質高張力鋼に該当するJIS規格材料の例を,次に示す。
JIS G 3120のSQV1B, SQV2B及びSQV3B
JIS G 3127のSL5N590, SL9N520及びSL9N590
JIS G 3204のSFVQ1B SFVQ2B及びSFVQ3
4
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 3460のSTPL690
JIS G 3464のSTBL690
5.2
圧力容器に用いる材料
5.2.1
圧力容器本体に用いる材料 圧力容器本体に用いる材料は,付表2.1による鉄鋼材料及び付表2.2
による非鉄金属材料の規格材料,5.1 b) に規定するこれらと同等の材料又は5.1 c) に規定する特別認定材
料とする。
5.2.2
取付物及び支持構造物に用いる材料 ジャケット,支持構造物,取付物などの圧力容器本体に直接
溶接される部材は,JIS B 8265の付表2.1.1及び付表2.2による規格材料,これらと同等の材料又は特別認
定材料を用いてもよいが,本体との溶接に使用する溶接材料は,圧力容器本体耐圧部の材料に適合性のあ
るもので,溶接継手部はこの規格の規定を満たさなければならない。
5.2.3
鉄鋼ボルトに用いる材料 フランジ,ボルト締めふた板及び管板を応力解析によって設計する場合
の鉄鋼ボルト材料は,付表3.1による規格材料,フランジを附属書3,附属書4,附属書5及び附属書6に
よって,並びにボルト締めふた板を附属書7によって設計する場合の鉄鋼ボルト材料は,付表3.2による
規格材料,又はいずれも5.1 b) に規定するこれらと同等の材料とする。
5.3
鉄鋼材料
5.3.1
鉄鋼材料の使用制限一般 鉄鋼材料の使用制限一般は,次による。
a) 炭素鋼鋼材又は低合金鋼材で0.35 %(溶鋼分析値)を超える炭素を含有しているものは,溶接構造に
使用してはならない。JIS規格材料で炭素含有量を規定していない材料を溶接構造に用いる場合には,
その規格に特別規定として炭素含有量0.35 %以下とすることを指定して発注し,材料証明書に炭素含
有量が記載されていなければならない。
b) 炭素含有量が0.35 %(溶鋼分析値)を超える鍛造品は,溶接構造に使用してはならない。ただし,附
属書11の2. b) 注(1)の規定による小形の非耐圧取付物の取付溶接,ねじ接合部のシール溶接又は補修
溶接だけの溶接を行う場合には,炭素含有量が0.5 %以下であればよい。炭素含有量が0.5 %を超え
るものは,いかなる溶接も行ってはならない。
c) 圧力容器に用いる材料は,キルド鋼とする。
5.3.2
鋼材の熱処理 フェライト系材料で,適用材料規格にその熱処理状態について,圧延のまま,又は
焼ならしが規定され,他に規定がない場合には,必要に応じて特別規定として焼ならし,焼ならし焼戻し,
又は熱加工制御を行ってもよい。この場合の焼ならしには,引張特性及び衝撃特性を高めるための加速冷
却及びそれに引き続いて行う焼戻しを含める。
5.3.3
試験材及び試験片の採り方 試験材及び試験片は,次の規定によって採取しなければならない。た
だし,5.3.5に従って衝撃試験を行う場合の衝撃試験片の採り方は,附属書15による。
a) 厚さの定義 5.3.3の規定において,厚さの定義は,次による。
1) 板 圧延された面に垂直に測った寸法。
2) 鍛鋼品 形状によって,次による。
2.1) 中空の鍛鋼品 内面と外面との間。(半径方向の厚さ)。
2.2) 平円盤形鍛鋼品 軸方向に測った長さ。(軸方向の長さ≦外径)。
2.3) 平らな輪形鍛鋼品 軸方向の寸法が50 mm以下の場合は軸方向寸法。軸方向の寸法が50 mmを超
える場合には,半径方向に測った寸法。(軸方向の長さが半径方向の厚さよりも小さい場合)。
2.4) 穴のない角断面の鍛鋼品 断面の小さいほうの辺の長さ。
3) 鋳鋼品 通常の形の鋳鋼品に対しては,鍛鋼品と同様とする。
5
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 鉄鋼材料の試験材及び試験片の採り方 鉄鋼材料の試験材及び試験片の採り方は,次による。ただし,
5.3.5に従って衝撃試験を行う場合の衝撃試験片の採り方は,附属書15による。
1) 鋼板 鋼板は,次による。
1.1) 試験材の採り方,試験片の数及び採取位置は,適用材料規格の規定による。
1.2) 焼ならし(加速冷却含む。),焼ならし焼戻し又は焼入焼戻しを行った鋼板又は試験材から試験片
を採取する場合には,適用材料規格に従い,かつ,熱処理端からc) 3) を満足する位置から採取し
なければならない。
1.3) 平鏡板,管板,フランジなどで突合せ溶接のためのハブを板から削り出す場合には,付図1 a) 1)
〜3) に示す位置から試験片を追加して採取する。
2) 鋼管 鋼管は,次による。
2.1) 試験材の採り方,試験片の数及び採取位置は,適用材料規格による。
2.2) 焼ならし(加速冷却を含む。)を行った鋼管から試験片を採取する場合には,適用材料規格に従い,
かつ,熱処理端からc) 3) を満足する位置から採取しなければならない。
3) 棒鋼及びボルト材 棒鋼及びボルト材は,次による。
3.1) 試験片に関する規定は,適用材料規格によるが,試験片は材料表面又は圧延面から少なくとも41t
のところで(ここに,tは,棒鋼の直径又は厚さ),かつ,試験片の端面は熱処理を受けた棒鋼の
端部からt以上離れていなければならない。試験片が41tの位置で採れない場合には,できるだけ
その位置に近い位置から採取する。
3.2) ボルト材に対しては,試験片は適用材料規格の規定に従って採取する。
3.3) 棒鋼又はボルト材を熱処理する場合には,試験片は熱処理端からc) 3.1) を満足する位置から採取
しなければならない。
4) 鍛鋼品 鍛鋼品は,次による。
4.1) 試験材の採り方,試験片の数及び採取位置は,適用材料規格及びJIS G 0306の4.2.2(供試材及び
試験片の採り方,その数並びに試験方法)の規定による。
4.2) 試験片の採取は,次のいずれかによる。
4.2.1) オーステナイト化温度からの冷却速度が炉冷より速い速度で熱処理された場合には,試験片は鍛
鋼品の余肉部又は余長部から主鍛造方向に平行に採取する。この場合の試験片の中心は,いずれ
も鍛鋼品又は鍛鋼材の一つの熱処理面から41T以上で,かつ,第二の熱処理面からT以上離れた
位置とする。ここに,Tは,鍛鋼品の最大熱処理厚さ(以下,同じ。)とする。
4.2.2) 熱処理前に製品に近い形状にまで成形又は機械加工するノズル,厚肉管板,フランジ,その他複
雑な形状の鍛鋼品の場合には,試験片は鍛鋼品の余肉部又は余長部から主鍛造方向に平行に採取
する。採取位置は,あらかじめ指示された高引張応力面とそれに最も近接した熱処理面との距離
のうちで最大距離以上,熱処理面から離れたところで,かつ,第二の熱処理面から前述距離の2
倍以上離れたところとする。ただし,試験片は第一の熱処理面から20 mm以上,第二の熱処理
面から40 mm以上離れていなければならない。
4.2.3) 平らなリング及び単純なリング状鍛鋼品の試験片は,次の条件を満たすように製造した別の鍛鋼
6
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
材から採取してもよい。試験片の軸は一つの熱処理面から41T以上で,かつ,第二の熱処理面か
らT以上離れた位置とする。
4.2.3.1) 鍛鋼品と同一溶鋼で,実質的に同一鍛錬比であり,かつ,同一種類の熱間加工を行う。
4.2.3.2) 鍛鋼品と同一熱処理炉で同一条件で熱処理を行う。
4.2.3.3) 厚さは,鍛鋼品の熱処理厚さとする。
5) 鋳鋼品 鋳鋼品は,次による。
5.1) 試験材の採り方,試験片の数及び採取位置は,適用材料規格及びJIS G 0307の6.2.2(サンプリン
グ,試験片準備,機械的・化学的試験方法,その他の要求事項)の規定による。
5.2) 焼ならし(加速冷却を含む。),焼ならし焼戻し又は焼入焼戻しを行う場合には,試験片は次によ
って採取する。
5.2.1) 最大厚さが50 mm以下の鋳鋼品の場合には,試験片は適用材料規格に従って試験材から採取し
てよい。
5.2.2) 最大厚さが50 mmを超える鋳鋼品の場合には,試験片は鋳鋼品そのもの又はその余長部から採
取する。この場合,試験片の長手中心軸は一つの熱処理面から41T以上で,かつ,第二の熱処理
面からT以上離れた位置とする。ここに,Tは,鋳鋼品の最大熱処理厚さとする。
5.2.3) 最大厚さが50 mmを超える鋳鋼品で,熱処理前に鋳鋼品に近い形状にまで鋳造又は機械加工す
る大形鋳鋼品の場合には,試験片は鋳鋼品の余肉部又は余長部から採取する。採取位置は,あら
かじめ指示された高引張応力面とそれに最も近接した熱処理面との距離のうちで最大のもの以
上,熱処理面から離れたところで,かつ,第二の熱処理面から上記距離の2倍以上離れたところ
とする。ただし,試験片は熱処理面から20 mm以上,第二の熱処理面から40 mm以上離れてい
なければならない。
5.2.4) 事前に注文者の承認を得た場合には,次の条件を満たす別の鋳造試験材から試験片採取をしても
よい。試験片は,41T又はこれにできるだけ近い位置で,しかも第二の熱処理面からT以上離れ
た位置とする。
5.2.4.1) 鋳鋼品と同一溶鋼で,実質的に製品と同一鋳造法でなければならない。
5.2.4.2) 鋳鋼品と同一熱処理炉で同一条件のもとで熱処理を行う。
5.2.4.3) 鋳鋼品と同じ呼び厚さとする。
c) 試験片の熱処理 試験片の熱処理は,次による。
1) フェライト系材料を熱処理する場合には,試験片は熱処理を行った材料から採取しなければならな
い。ただし,別に規定がある場合にはこの限りでない。
2) 試験材を材料本体から切り離した後,熱処理を行う場合には,材料から切り離した試験材について
所定の熱処理を行った後,この試験材から試験片を採取する。
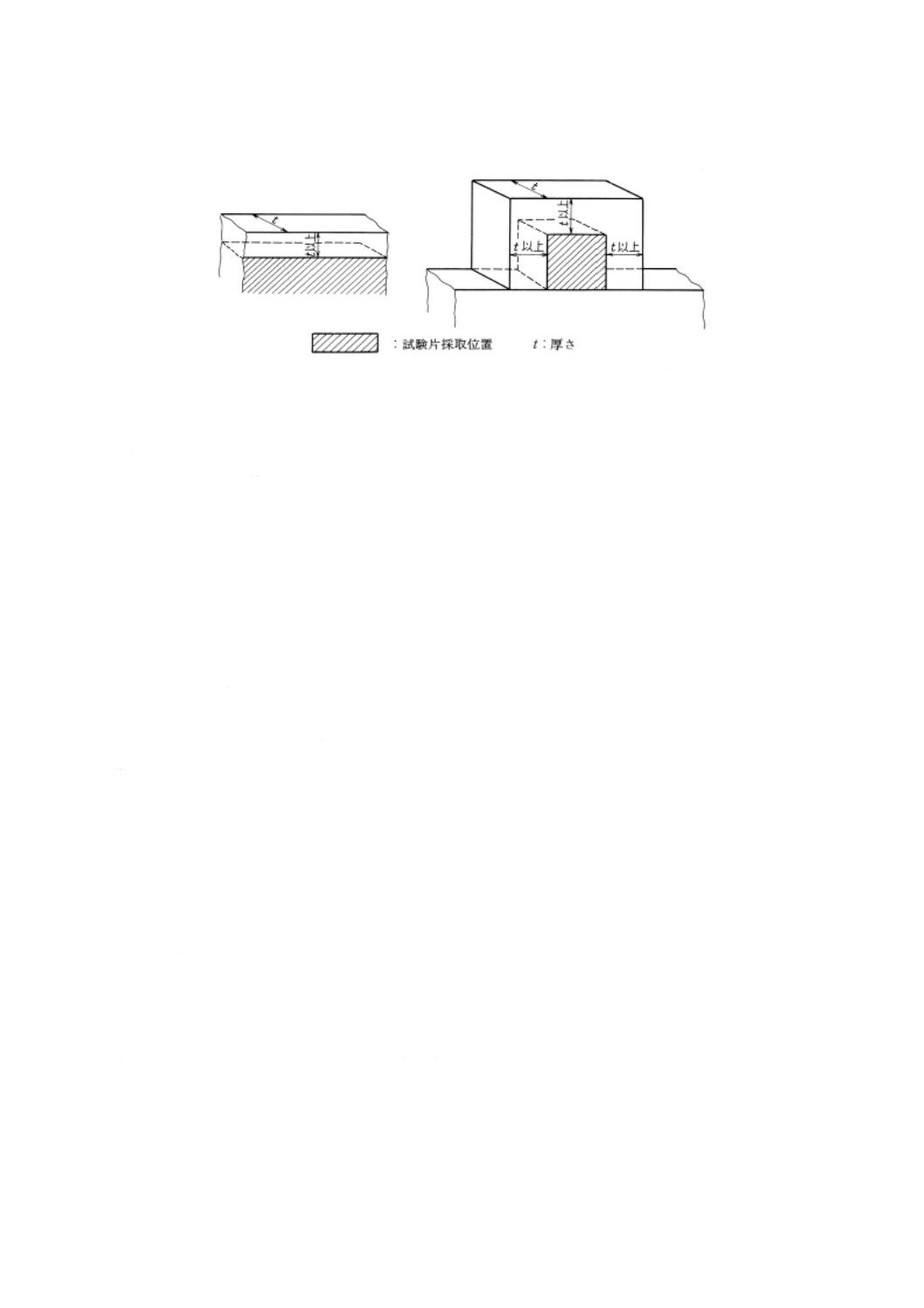
3) 熱処理が焼ならし(加速冷却を含む。)の場合には,試験材は次のいずれかの方法によって,材料本
体の冷却速度と同程度で,かつ,早くない速度で冷却しなければならない。
3.1) 材料又は試験材の熱処理端から,材料又は試験材の厚さ(棒材の場合は直径又は対辺距離)の少
なくとも1倍以上離れた位置から試験片を採取する。
3.2) 試験片を採取する材料端に,3.1) を満足するように材料の厚さに等しい幅をもった鋼製当て金を,
7
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
部分溶込み溶接によって取り付ける(図5.1参照)。
a)本体から採取する場合 b)試験材から採取する場合
図5.1 試験片の採取要領
3.3) 試験片を採取する材料端に,熱遮へい体又は熱絶縁体を使用する。
3.4) 材料の冷却曲線資料及び試験材の冷却速度を調節できる装置があり,この装置によって試験材を
材料の冷却曲線と時間差20秒以内,温度差15 ℃以内になるように冷却する。
4) 材料が,オーステナイト化温度から焼ならし又は急速冷却をされる前に,クラッド又は肉盛溶接さ
れるものの場合には,試験材はこのような熱処理前に本体と同じ厚さのものにクラッド又は肉盛溶
接されていなければならない。
5) 試験材に対して,容器の溶接後熱処理に対応する熱処理を行う場合には,その材料が実際に受ける
溶接後熱処理の合計保持時間の80 %以上の保持時間で,連続して1回の保持時間としてもよい。
5.3.4
鉄鋼材料の非破壊試験 鉄鋼材料の非破壊試験は,JIS材料規格の規定に従って行わなければなら
ないほか,次による。
a) 鋼板 呼び厚さが100 mmを超えるすべての鋼板は,超音波探傷試験を行い,JIS G 0801又はJIS G
0802に適合しなければならない。
b) 鍛鋼品 鍛鋼品の超音波探傷試験は,次による。
1) 呼び厚さが100 mm以上の炭素鋼及び低合金鋼の鍛鋼品はすべて,JIS G 0587によって超音波探傷
試験を行わなければならない。この場合,リング,フランジ,その他の中空鍛鋼品で,外径と内径
との比が1.4以下のものは,垂直法及び斜角法による超音波探傷試験を,その他の鍛鋼品は,垂直
法による超音波探傷試験を行う。超音波探傷試験の時期及び判定基準は,次の1.1) 及び1.2) の規
定に適合しなければならない。
1.1) 探傷時期 探傷時期は,通常鍛鋼品の機械的性質を得るための最終熱処理後(ひずみ取り焼鈍は
除く。)とする。また,探傷範囲は,鍛鋼品の全域とする。ただし,鍛鋼品の形状が完全な超音波
探傷試験を妨げるときは,最終熱処理前の完全な探傷が可能な状態のときに行う。この場合も最
終熱処理後に可能な全域を探傷しなければならない。
1.2) 判定基準 JIS G 0587の附属書1における附属書1表1及び附属書1表2の1類,2類及び3類の
ものを合格とする。
2) 呼び厚さがl00 mm以上のステンレス鋼鍛鋼品はすべて,JIS G 3214の附属書に規定する超音波探傷
試験を行わなければならない。この場合,リング,フランジ,その他の中空鍛鋼品で,外径と内径
との比が1.4以下のものは,垂直法及び斜角法によって,また,その他の鍛鋼品は垂直法による超
音波探傷試験を行う。
c) クラッド鋼 呼び厚さ8 mm(合せ材を含む。)以上のステンレスクラッド鋼,ニッケル及びニッケル
8
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
合金クラッド鋼,チタンクラッド鋼,銅及び銅合金クラッド鋼はJIS G 0601の5.(超音波探傷試験)
によって接合部について超音波探傷試験を行い,JIS G 3601,JIS G 3602,JIS G 3603及びJIS G 3604
に規定する表3(接合状態)の1種Fに適合しなければならない。肉盛クラッド鋼の超音波探傷試験
による接合状態は,受渡当事者間の協定による。
d) 鋳鋼品 鋳鋼品は,次に示す試験方法及び試験範囲によって,放射線透過試験又は超音波探傷試験及
び磁粉探傷試験又は浸透探傷試験を行わなければならない。
1) 放射線透過試験 放射線透過試験は,鋳鋼品の厚さ300 mm以下のすべての部分に適用し,その試
験方法はJIS G 0581によって,きずの判定は,次による。
1.1) 割れ,鋳造時のケレン及び鋳ぐるみの溶着不良は,不合格とする。
1.2) ブローホール,砂かみ及び介在物並びに引け巣は,表5.1の分類に適合するときは,合格とする。
表5.1 ブローホール,砂かみ及び介在物並びに引け巣の判定分類
欠陥種類
試験部の肉厚
20 mm以下
20 mmを超えるもの
ブローホール
1類
2類
砂かみ及び介在物
1類
2類
引け巣
線状
1類
2類
樹枝状
1類
2類
2) 超音波探傷試験 鋳鋼品の厚さが300 mmを超える部分は,可能な限り,垂直法による超音波探傷
試験を行わなければならない。試験は次の規定によるほか,JIS Z 2344による。
2.1) 探傷時期は,鋳鋼品の機械的性質を得るための最終熱処理後とする。
2.2) 鋳鋼品の試験部表面は,スケール,砂などがなく超音波の伝達を妨げない状態とし,必要に応じ
研磨,機械加工などによって平滑にする。
2.3) 探触子の直径は,20〜30 mmとする。ただし,必要に応じて他の直径の探触子を使用してもよい。
2.4) 試験周波数は,1 MHzとする。ただし,欠陥の位置,性状などを推定するために,他の周波数を
使用してもよい。
2.5) 探傷感度を調整するために使用する対比試験片は,鋳鋼品と同等の金属組織をもっているものと
する。ただし,超音波減衰度が同等であることが確認された場合には,他の材質も使用してもよ
い。
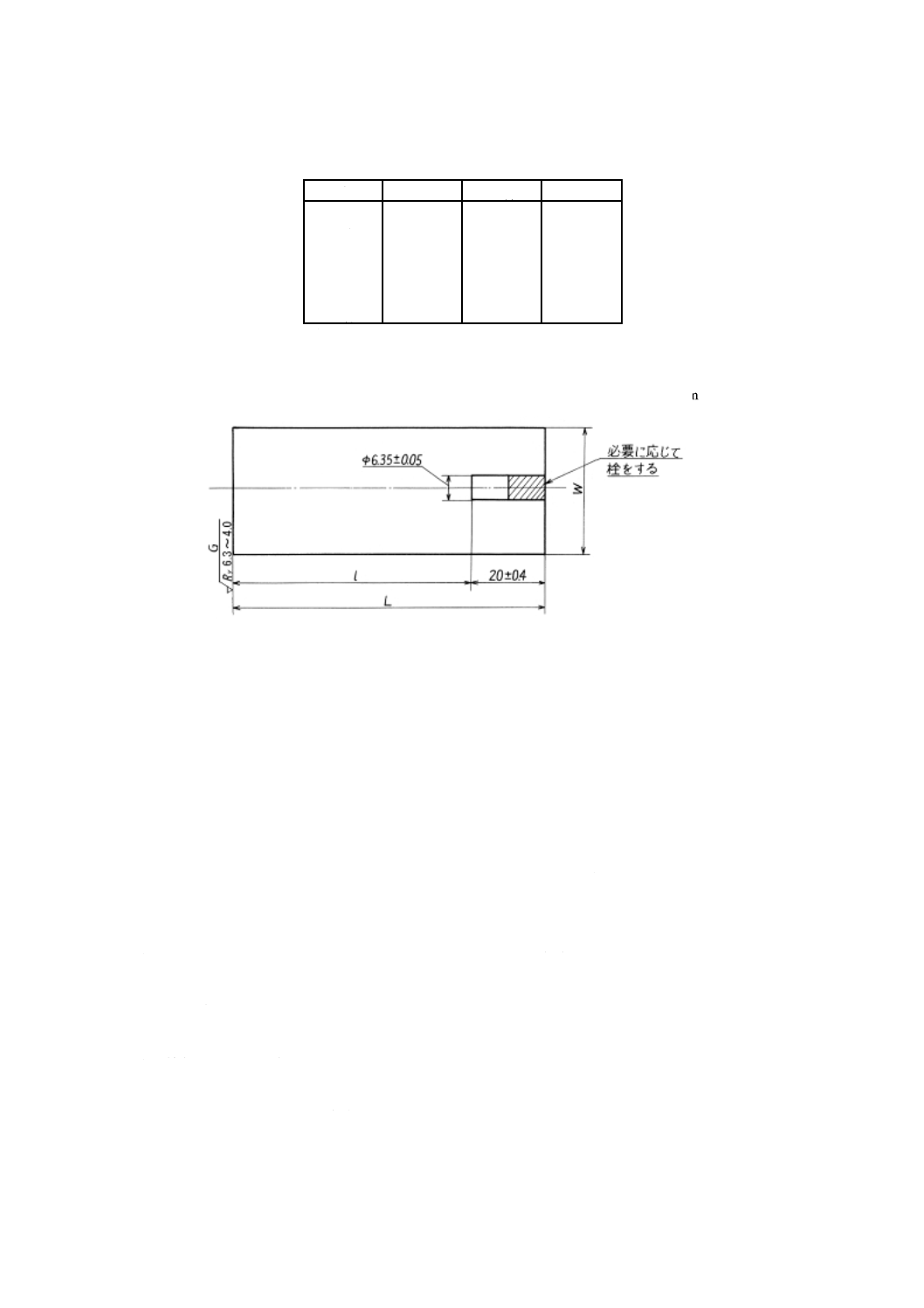
対比試験片の寸法は,表5.2及び図5.2による。ただし,対比試験片6-Bは,探傷距離が350 mm
を超える場合に使用する。
9
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.2 対比試験片の寸法及び番号
単位 mm
l
L
W (7)
番号
25
45±3
50以上
6-025
50
70±3
50以上
6-050
75
95±3
50以上
6-075
150
170±3
75以上
6-150
250
270±3
100以上
6-250
B (6)
B ±20
125以上
6-B
注(6) Bは,鋳鋼品の厚さとする。
(7) Wは,幅又は直径とする。
単位 mm
図5.2 対比試験片
2.6) 探傷感度は,対比試験片番号6-250平底穴からのFエコーが,目盛板の10 %になるように調整す
る。この感度で他の対比試験片を探傷し,それぞれの平底穴からのFエコーの頂点を結ぶ曲線を
対比線とする。鋳鋼品の肉厚が250 mmを超え350 mm以下の場合には,対比線を延長する。
材料の厚さが350 mmを超える場合には,6-B試験片の平底穴からのエコー高さが10 %になる
ように調整して,対比線を作成する。
次に,鋳鋼品の表面粗さと対比試験片の探傷面の粗さとの相違による探傷感度の差異を補正する
ために,試験片のうち鋳鋼品の肉厚に最も近いものを選び,平底穴及び側面の影響の最も少ない位
置で,上記感度によって底面エコーの高さを求める。次に鋳鋼品上に探触子を置き,その底面エコ
ー高さが対比試験片のそれと一致するように調整し,これを探傷感度とする。
2.7) 試験の結果,次に示すエコーが検出されたときは,ビーム路程,走査特性などからその異常部が
欠陥かどうかを判定し,欠陥と判定された場合には,不合格とする。
2.7.1) 対比線を超えるエコーを示す異常部の面積が20 cm2を超えるもの。
2.7.2) 対比線を超えるエコーを示す異常部の最大長さが65 mmを超えるもの。
2.7.3) 対比線を超えるエコーを示す異常部が同一平面上に二つ以上あり,相互の間隔が大きい方の異常
部の最大長さより小さい場合,これらの異常部群の範囲が20 cm2を超えるもの。
2.7.4) 鋳鋼品の形状に起因しない底面エコーの消失を伴ったエコー。ここで,底面エコーの消失とは,
底面エコー高さが目盛板の5 %以下となることをいう。
3) 磁粉探傷試験 磁性材料の鋳鋼品は,JIS G 0565によって,通常全表面を磁粉探傷試験しなければ
ならない。
きずの判定は,次による。
10
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1) 円形状磁粉模様のある場合,表5.3に示す基準に適合する場合には,合格とする。
3.2) 線状磁粉模様がある場合,表5.3に示す基準に適合する場合には,合格とする。
表5.3 円形状磁粉模様及び線状磁粉模様の最大長さ又は長さの合計
単位 mm
探傷部の呼び厚さ
磁粉模様の最大の長さ又は長さの合計
20以下
4
20を超え60以下
8
60を超えるもの
16
3.3) 分散磁粉模様がある場合,表5.3に示す磁粉模様の長さの合計に適合する場合には,合格とする。
4) 浸透探傷試験 非磁性材料の鋳鋼品は,可能な限り全面を,JIS Z 2343-1〜4に準じて浸透探傷試験
を行わなければならない。
欠陥の判定は,磁粉模様を指示模様に読み替えて3) 3.1)〜3.3) による。ただし,割れ又はホット
ティアがある場合には不合格とする。
5.3.5
衝撃試験及び最低設計金属温度
a) 圧力容器の最低設計金属温度 圧力容器の最低設計金属温度は,容器の運転及び環境条件(最低運転
温度,運転時の異常状態,外気温度,その他冷却源など)から,その設計・製作に要求される最低金
属温度を許容できる温度でなければならない。通常,この要求される最低金属温度を最低設計金属温
度とする。ただし,実施される衝撃試験の温度又は附属書15の規定で衝撃試験が免除される場合で,
免除される温度がこの要求される最低金属温度(最低設計金属温度)より低い場合には,受渡当事者
間の協定によって,最低設計金属温度を下げてもよい。
b) 衝撃試験 圧力容器の胴,鏡,ノズル,マンホール,強め材,フランジ,管板,平ふたなどの構成部
材及び圧力保持構成部材への溶接取付物は,それぞれ個別の構成部材として,個々の材料の種類,厚
さ及びa) の要求される最低設計金属温度に基づき,附属書15によって衝撃試験の要求について評価
しなければならない。衝撃試験を行う場合は,附属書15の規定によって最低設計金属温度以下で衝撃
試験を行う。
c) 最低設計金属温度及び衝撃試験温度に対する特別規定 オーステナイト系ステンレス鋼以外の鉄鋼材
料で製作した容器の特別規定は,次による。ただし,衝撃試験が免除される場合は,免除される温度
を衝撃試験温度とみなしてよい。
1) 圧力容器の耐圧試験時における最低設計金属温度に対する試験温度については,11.6.1 a) による。
2) 最低設計金属温度が−10 ℃未満の場合で,ノズルの取付溶接部及び局部応力の大きい他の部分を溶
接後熱処理を行わない場合の衝撃試験温度は,最低設計金属温度より17 ℃低く設定しなければな
らない。ただし,厚さ50 mm未満の9 % Ni鋼は除く。
3) 致死性物質を入れる容器においては,呼び厚さに応じ,衝撃試験温度を最低設計金属温度より次に
掲げる値だけ低く設定しなければならない。
呼び厚さ
25 mm以下
0 ℃
25 mmを超え
50 mm以下
11 ℃
50 mmを超え
75 mm以下
22 ℃
75 mmを超えるもの
33 ℃
5.4
非鉄金属材料
11
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4.1
最低設計金属温度 材料は,材料区分ごとに示した表5.4の最低設計金属温度未満では使用しては
ならない。
表5.4 非鉄金属材料の最低設計金属温度
材料区分
銅及び銅
合金
ニッケル及びニッ
ケル合金
アルミニウム
及びアルミニ
ウム合金
チタン及びチ
タンパラジウ
ム合金
ニッケルク
ロム鉄合金
最低設計金属温度
−269 ℃
−196 ℃
5.4.2
試験材及び試験片の採り方 非鉄金属材料の試験材及び試験片の採り方は,適用材料規格による。
5.4.3
試験材の熱処理 試験材の熱処理は,次による。
a) 圧力容器の製作中に熱処理を受ける部材を代表する試験材は,圧力容器に適用する熱処理条件に従っ
て熱処理しなければならない。この場合,熱処理条件は,受渡当事者間で協議して決めなければなら
ない。加熱速度,熱処理温度の保持時間及び冷却速度は,圧力容器に適用する熱処理条件を代表する
ものでなければならない。
b) 試験片を採用する試験材が本体付きのものでない場合には,試験材の大きさは,圧力容器の製作に用
いる材料の冷却速度を代表するのに十分な大きさとする。
c) いずれの場合でも,試験材の寸法(たて,よこ,厚さ)は3t×3t×t以上とする。ここに,tは,呼び
厚さとする。また,試験片の採取位置は,試験材のどの端面からもt以上離れていなければならない。
5.4.4
非鉄金属材料の非破壊試験 非鉄金属材料の非破壊試験は,JIS規格材料の規定に従って行わなけ
ればならないほか,次による。
a) 板 呼び厚さが100 mmを超える板は,次の超音波探傷試験を行わなければならない。
1) 垂直探傷法とする。
2) 振動子は,直径20〜30 mmの円形又は一辺25 mmの角形とする。
3) 試験周波数は,材料の種類に応じて適切なものでなければならない。
4) 探傷感度は,板の欠陥がない部分からの第1回底面エコーの高さを,ブラウン管目盛高さの80 %
に調整する。
5) 板の形状に起因しない底面エコーの消失を伴った欠陥エコーのあるものは,不合格とする。ここで
底面エコーの消失とは,底面エコー高さが目盛板の5 %以下となることをいう。
b) 鍛造品 呼び厚さが100 mmを超える鍛造品は,次の超音波探傷試験を行わなければならない。
1) 四角の鍛造ブロックは,できる限りほぼ直交する2方向から垂直探傷法とする。
2) フランジ及び輪形鍛造品を含む中空状鍛造品は,1) に加えて直接接触法又は水浸法若しくは局部水
浸法を用いて斜角探傷法とする。これら中空鍛造品は,厚さ又は形の上から斜角探傷法が困難なも
のでない限り,軸に直角な1面から及び周方向からの両方から探傷する。
3) 平円盤形鍛造品は,いずれか一つの平面から及び円周面からの両方から探傷する。
4) 鍛造品は,製造中のいずれかの時点で材料の全容積を,探傷しなければならない。熱処理を受ける
材料に対しては,最終熱処理後に探傷することが望ましいが,形の上から完全に行えない場合には,
最終熱処理後,できる限りの範囲を再探傷する。
5) 垂直探傷法は,a) 2)〜5) による。
6) 直接接触法による斜角探傷では,25×25 mm又は25×38 mmの45度の振動子を用い,周波数は,
材料に応じて適切なものとする。
7) 水浸法又は局部水浸法による斜角探傷は,19 mm径の振動子を用い,屈折角と周波数は,材料に応
12
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
じて適切なものとする。
8) 斜角探傷は,深さが9.5 mm又は試験する材料の呼び厚さの3 %のいずれか小さいほうで,長さが
約25 mm,幅が深さの2倍以下のノッチによって感度調整する。
9) 斜角探傷法で1個以上の欠陥が見つかり,それによるエコーが対比試験片ノッチからのエコーより
大きい場合には,不合格とする。
5.5
ボルト,ナット及び座金 フランジその他の取付け・取外しする部品に用いるボルト(植込みボル
トを含む。),ナット及び座金は,適用JISボルト,ナット又はねじの規格によるほか,次による。
a) 最終機械仕上げされたねじ,軸及び六角頭の各部について外観検査を行い,ラップ,シーム,割れな
どの欠陥のあるものは不合格とする。
b) 呼び径50 mmを超えるボルト及びナットは,磁粉探傷試験又は浸透探傷試験を行い,軸方向と異なっ
た方向の線状欠陥のあるものは不合格とする。また,長さ25 mmを超える軸方向の線状欠陥のあるも
のも不合格とする。
c) 炭素鋼又は低合金鋼のナットとほぼ同じ硬度の座金は,480 ℃以下の金属温度で使用してもよい。
d) 金属温度が480 ℃を超えるものに対しては,低合金鋼のナット及び座金を用いる。
e) ナット(袋ナットを含む。)は,ねじ全長がはめ合うものでなければならない。
f)
ナットは,JIS B 1181のスタイル2以上の寸法とする。
6. 設計
6.1
設計一般
6.1.1
設計に考慮すべき荷重 設計に当たっては,少なくとも次のa)〜h) に示す荷重を考慮し,設計荷
重,運転荷重及び試験荷重の各荷重条件について,同時に作用すると考えられる荷重の最も厳しい組合せ
条件によって圧力容器を設計しなければならない。
a) 水頭圧を含む内圧・外圧
b) 容器の自重及び運転時・試験時における内容物の質量
c) 付加される荷重(例えば,附属する機器・装置,附属品,操作器具,断熱材,腐食又は侵食防止用の
ライニング,配管などの質量)
d) 風荷重・積雪荷重・地震荷重
e) ラグ,リング,サドルその他のタイプのサポートの反力
f)
急激な圧力変化を含む衝撃荷重
g) 温度条件からくるひずみ差による荷重,取り付けられた配管又は他の附属部品の膨張・収縮による反
力
h) 圧力又は温度変化に起因するか,又は他の機器からの繰返し荷重,動的荷重及び機械的荷重
備考 地震荷重と風荷重とは,同時に組み合わせる必要はない。
6.1.2
設計圧力 設計圧力には,次の事項を考慮しなければならない。
a) 設計圧力は,各運転状態における運転圧力及び運転温度の関連において最も厳しい条件に対して定め
なければならない。
b) a) の条件において圧力容器の内外,又は2室以上からなる圧力容器に対しては,相互間における最大
の圧力差を考慮しなければならない。
6.1.3
設計温度 設計温度には,次の事項を考慮しなければならない。
13
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 設計温度は,高温側(設計温度という。)と低温側(最低設計金属温度という。)の二つの設計温度を
設定しなければならない。
b) 設計温度は,各運転温度において材料の肉厚方向の平均温度以上とする。ただし,いかなる場合も設
計温度は5.1 e) に規定する材料の最高使用温度範囲を超えてはならない。また,外圧を受ける圧力容
器の設計温度は附属書1付図2に規定する外圧曲線の図及び各曲線の備考に示される使用温度制限に
示されている最高温度を超えてはならない。
c) 最低設計金属温度は,通常運転状態,異常運転状態,運転中の急激な圧力低下に伴う温度低下,圧力
が保持されたまま温度が大気温度によって低下する場合には,日平均気温の年間最低値などを考慮し
て決定しなければならない。ただし,日平均気温の年間最低値が−10 ℃以上の場合には大気温度に対
する考慮は必要としない。
d) 圧力容器の各部について,それぞれ異なった温度を設定した場合には,それぞれの部分について設計
温度を定める。
e) 材料の温度は,必要に応じて公式として認められている伝熱計算式から求めるか,又は既設の同種の
圧力容器によって同一の使用条件において圧力容器に温度計(熱電対,サーミスタなど)を取り付け,
材料の温度及び内容物の温度を測定して求める。
f)
圧力の変動がほとんどない正常運転時において,温度が急激,かつ,周期的に変化する場合には,そ
の最高温度(低温の場合には,その最低温度)及びそのときの圧力を使用して設計する。
6.1.4
最小制限厚さ 耐圧部に使用する板の成形後の腐れ代を除いた厚さは,次に規定する最小制限厚さ
以上でなければならない。ただし,ベローズ形伸縮継手,プレート式熱交換器の熱伝導板及び熱交換器の
伝熱管で呼び径6B以下のものを除く。
a) 炭素鋼及び低合金鋼は,6 mm。
b) 高合金鋼及び非鉄金属は,3 mm。
6.1.5
腐れ代 腐れ代及び摩耗代(以下,これらを総称して腐れ代という。)は,次による。
a) 腐れ又は摩耗(腐れという。)が予想される圧力容器の部分に対しては,算式によって求めた厚さに腐
れ代を加えなければならない。
b) 圧力容器の部分によって腐れの度合いが異なることが予想される場合には,圧力容器のすべての部分
に同じ腐れ代をとらなくてもよい。
c) 炭素鋼又は低合金鋼製の圧力容器で,圧縮空気,水蒸気又は水に用いるものは,1 mm以上の腐れ代
を加えなければならない。ただし,伝熱管の場合には,腐れ代はとらなくてもよい。
d) c) の場合を除き,同様の使用条件による経験的事実から,腐れが生じないか,表層だけにとどまって
いることが明らかな場合には,腐れ代をとらなくてもよい。
e) 腐れ,その他の損傷の予測が困難なものでは,損傷が起こると予想される部分を容易に検査できる構
造とする。
f)
この規格及び関連JISの設計計算式に用いられている寸法記号には,特記がない限り腐れ代を除いた
寸法を用いる。
6.1.6
複合容器 複合容器は,次による。
a) 2個以上の独立した圧力室(それぞれ個別に耐圧試験及び漏れ試験ができる構造でなければならな
い。)をもつ圧力容器であって,それらが同じか,又は異なった圧力及び温度で運転使用されるものに
対しては,それぞれの圧力室は予想される圧力と温度との組合せの最も厳しい条件に耐えられるよう
に設計・製作しなければならない。
14
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) この規格及びJIS B 8265のそれぞれの規定に従って設計・製作された圧力室を組み合わせ,結合させ
て複合容器としてもよい。ただし,その場合両圧力室が結合される継手部は,規格の規定の厳しいほ
うの圧力室側の規定にすべて従わなければならない。
6.1.7
クラッド鋼 クラッド鋼は,次のe) による算式によって,合せ材又は肉盛溶接部を強度に算入す
ることができる。ただし,次のa)〜d) に規定するそれぞれの条件をすべて満たすものに限る。
a) 合せ材が5.1の規定を満たしているか,又は9.4の規定による肉盛が行われている。
b) 突合せ溶接継手は,母材の溶接部の上に耐食金属を肉盛して,合せ材又は肉盛溶接部と同じ成分にな
るようになっている。
c) クラッド鋼は,次によるJIS規格材料又はこれらと同等以上の材料である。
1) JIS G 3601の1種F
2) JIS G 3602の1種F
3) JIS G 3603の1種F
4) JIS G 3604の1種F
d) クラッド鋼は,合せ材又は肉盛溶接部と母材のそれぞれの設計応力強さとの比は0.7以上である。
e) 合せ材又は肉盛溶接部を強度に算入する場合のクラッド鋼の設計応力強さは,次の算式によって求め
る。
c
b
c
c
b
b
t
t
t
t
+
+
=
σ
σ
σ
ここに, σ: クラッド鋼の設計温度における設計応力強さ (N/mm2)
σb: 母材の設計温度における設計応力強さ (N/mm2)
σc: 合せ材又は肉盛溶接部の設計温度における設計応力強さ
(N/mm2)で肉盛クラッドの場合の肉盛溶接部は,化学成分の最も
近い材料の値を用いる。
tb: 母材の呼び厚さ (mm)
tc: 合せ材の呼び厚さ又は肉盛溶接部の厚さから腐れ代を除いた厚
さ (mm)
ただし,合せ材又は肉盛溶接部の設計応力強さが母材の設計応力強さより大きい場合には,クラッ
ド鋼の設計応力強さは,母材の設計応力強さを用いる。
6.1.8
ライニング ライニングの厚さは,圧力容器の厚さ算定に当たって,部分的にでも強度に算入して
はならない。
6.1.9
知らせ穴 知らせ穴は,次による。
a) 溶接で取り付ける当て板形式の強め材又は強め輪には知らせ穴を設けなければならない。知らせ穴に
は,管の呼び径41B以下のプラグ取付用ねじを設けなければならない。
b) 本体胴板の厚さが危険な程度に減少したことを確認するために,知らせ穴を設けてもよい。知らせ穴
は,直径4.5 mm以下,深さを同寸法の継目無胴の計算厚さの80 %以上とし,損耗が予想される面の
反対側からあける。
クラッド又はライニングを施した圧力容器に知らせ穴を設ける場合には,穴の深さは合せ材(又は
肉盛溶接部)又はライニング材まで達してよい。
致死的物質を内蔵する圧力容器に知らせ穴を設ける場合には,漏えいした流体が大気中に流出しな
いよう措置を構じなければならない。
15
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1.10 排液用穴 腐食を受ける圧力容器の胴又は縦形容器の底部鏡板には,できる限り最低位置に排液用
穴を1個設けなければならない。排液用穴に代えて排液用の立上り管を設ける場合には,立上り管の開口
端と圧力容器最低部との間隔は,6 mm以下を標準とする。
6.1.11 検査などに必要な穴 検査などに必要な穴は,次による。
a) 圧力容器には,検査,修理,清掃などの用に供する穴を設ける。ただし,次に規定する圧力容器は,
この限りでない。
1) 胴の内径が300 mm以下の圧力容器。
2) 胴の内径が500 mm以下の圧力容器で,呼び径121B以上の取り外すことのできるノズルを2個以上
設けたもの。
3) 鏡板,ふた板などを取り外すことのできる圧力容器で,鏡板,ふた板などの大きさがb) に規定す
る穴の大きさ以上であるもの。
4) 腐食のおそれがなく,気密な構造が必要な圧力容器で,取外しのできる呼び径121B以上のノズルを
2個以上設けたもの。
5) 熱交換器その他の圧力容器で,構造,形状又は用途の関係で,検査,修理,清掃などに供する穴を
設ける必要がないと認められるもの。
b) a)の穴の数及び寸法は,胴の内径に応じ,次による。ただし,だ円形又は長円形の穴を設ける場合に
は,長径の短径に対する比を1.5以下とする。
1) 胴の内径が300 mmを超え,500 mm以下である場合には,穴は2個以上設け,そのうちの1個以上
は,長径75 mm以上,短径50 mm以上のだ円形又は直径75 mm以上の円形とする。
2) 胴の内径が500 mmを超え,1 000 mm以下である場合には,穴は1個設け,長径375 mm以上,短
径275 mm以上のだ円形,直径375 mm以上の円形又は長径400 mm以上,短径270 mm以上の長円
形のマンホールとする。ただし,穴を2個以上設け,そのうち1個以上が,長径90 mm以上,短径
70 mm以上のだ円形又は直径90 mm以上の円形である場合にはこの限りでない。
3) 胴の内径が1 000 mmを超える場合には,2) に規定するマンホールを1個以上設ける。
6.2
設計に用いる材料の設計応力強さ及び応力強さの許容限界
6.2.1
設計応力強さ 設計温度における材料の設計応力強さSmは,6.1.1に規定の各種荷重の組合せによ
って生じる各種の応力の許容限界を定める基本となるもので,次による。
a) 設計温度における設計応力強さは,次による。ただし,次の各付表に示される温度範囲より低温側で
使用される場合には,付表に示された最低温度に該当する設計応力強さをそのまま使用できる。
1) 鉄鋼材料の設計応力強さは,付表2.1による値とする。
2) 非鉄金属材料の設計応力強さは,付表2.2による値とする。
3) 応力解析による設計を行う場合のボルトに適用するボルト材の設計応力強さは,付表3.1による値
とする。
4) 応力解析による設計を行わない場合のボルトに適用するボルト材の許容引張応力は,付表3.2によ
る値とする。
b) 材料の設計応力強さの設定基準は,次による。
1) 付表2.1及び付表2.2によるJIS規格材料の設計応力強さの設定基準は,附属書9の2.による。
2) 付表3.1及び付表3.2によるJIS規格ボルト材の設計応力強さ及び許容引張応力の設定基準は,附属
書9の3.による。
3) 同等材料の設計応力強さの設定基準は,同等とみなされる規格材料の設計応力強さと同じとする。
16
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) 特別認定材料の使用温度範囲及び設計応力強さの設定基準は,次による。
4.1) 使用温度範囲は,附属書10による確性試験によって確認された範囲とする。
4.2) 鉄鋼材料及び非鉄金属材料の設計応力強さの設定基準は,4.1) で確認された使用温度範囲で確認
された引張強さ及び降伏点又は0.2 %耐力の値を用いて,附属書9の2.の規定によって求めた値
とする。
4.3) 特別認定材料として認定されたボルト材料の設計応力強さの設定基準は,附属書9の3. によって
求めた値とする。
c) 鉄鋼材料及び非鉄金属材料の設計温度における設計応力強さは,a) 1),a) 2),b) 3) 及びb) 4.2) の規
定にかかわらず,フランジを附属書3,附属書4,附属書5又は附属書6によって,ボルト締めふた板
を附属書7,また円形平鏡板を附属書1によって,設計する場合に用いる規格材料又はこれらと同等
の材料においては,付表2.1又は付表2.2による材料であってもそれらの材料のJIS B 8265の付表2.1.1
(鉄鋼材料の許容引張応力)又は付表2.2(非鉄金属材料の許容引張応力)による許容引張応力の値を
用いなければならない。特別認定材料を用いる場合には,b) 4.2)と同様にして確認した値を用い,次
によって許容引張応力を設定しなければならない。
1) 常温以上の各温度における許容引張応力は,次の値のうちの最小のもの以下とする。
1.1) 常温における規定最小引張強さの1/4
1.2) 各温度における引張強さの1/4
1.3) 常温における降伏点又は0.2 %耐力の1/1.5
1.4) 各温度における降伏点又は0.2 %耐力の1/1.5
2) 常温未満の設計温度における許容引張応力は,上記1.1)又は1.4)の値のうち小さいほう以下とする。
d) 付表2.1及び付表2.2による設計応力強さの中に,オーステナイト系ステンレス鋼鋼材及び非鉄金属材
料の幾つかに設計温度における0.2 %耐力の1/1.5を超え90 %に達するものがあるが,これは0.1 %
の永久ひずみを生じる応力に相当し,この変形量を容認できない場合には,容認できる変形量とする
ために設計応力強さを下げるべきであり,永久ひずみ量を制限する必要がある場合の設計応力強さは,
付表5.2〜5.5に示す0.2 %耐力に表6.1に示す係数を乗じた値とする。ただし,この値より付表2.1
及び付表2.2による設計応力強さのほうが小さい場合は,小さいほうの値を用いなければならない。
表6.1 高合金鋼,ニッケル及び高ニッケル合金の
永久ひずみ量を制限するのに用いる係数†
制限する永久ひずみ量 %
係数
0.10
0.90
0.09
0.89
0.08
0.88
0.07
0.86
0.06
0.83
0.05
0.80
0.04
0.77
0.03
0.73
0.02
0.69
0.01
0.63
6.2.2
各種応力の許容限界 各種応力の許容限界については,附属書8の2.3及び2.4の規定による。
6.2.3
軸方向圧縮荷重に対する許容圧縮応力 設計温度における許容圧縮応力は,次による。
a) 軸方向圧縮荷重に対する許容圧縮応力は,設計応力強さと同じ値とする。ただし,b) に規定するB
17
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
値を超えてはならない。
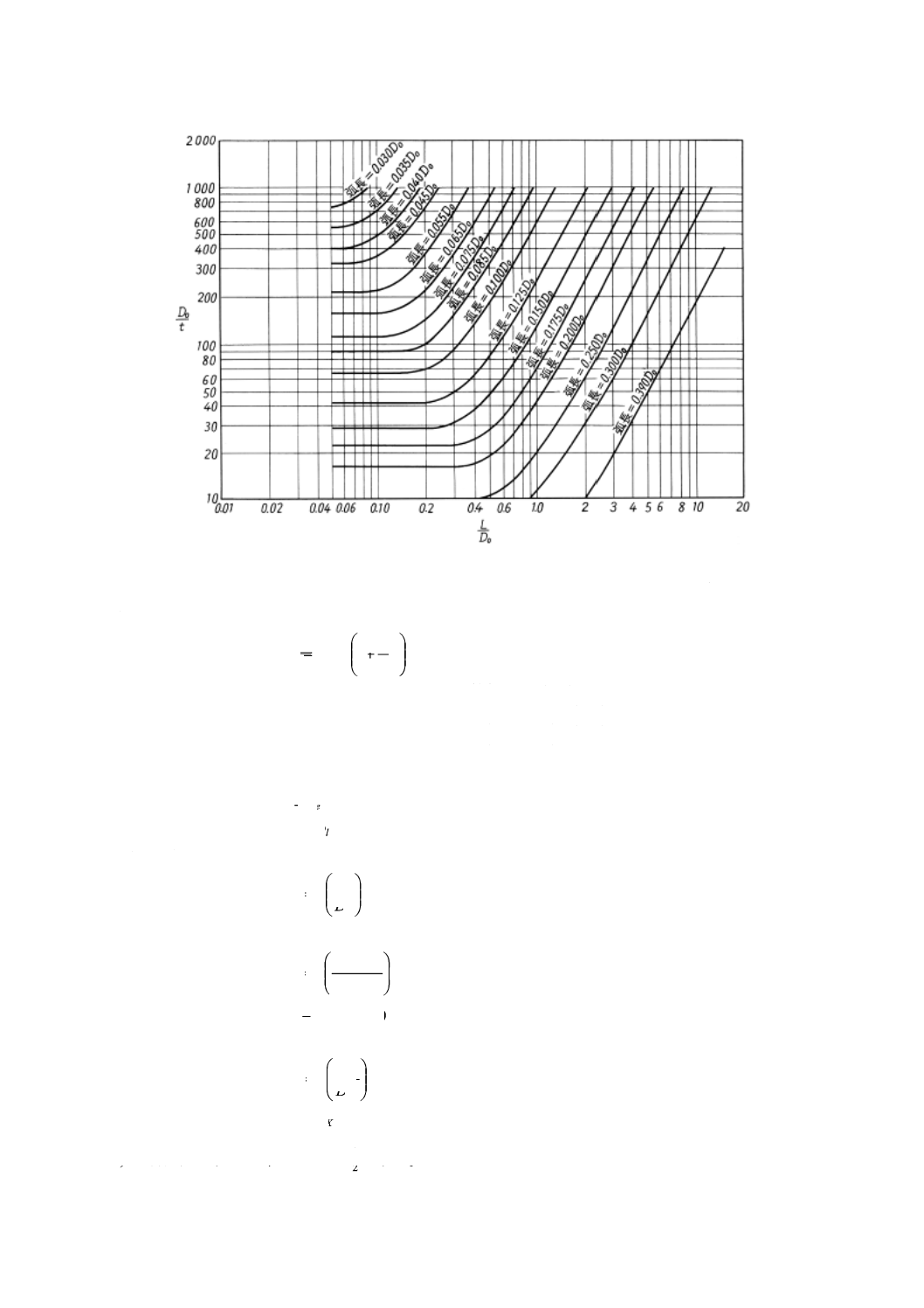
b) Bの値は,次の手順で求める。
手順1 次の算式からAを求める。
0
0.125
(
/)
A
Rt
=
ここに,
t: 円筒胴又は管の腐れ代を除く計算厚さで仮定する (mm)
R0: 円筒胴又は管の腐れ代を除いた外半径 (mm)
手順2 附属書1付図2のうちから使用する材料に該当する図を選び,その図中に手順1から求め
たAの値をとる。
1) この点から横軸に垂線を立て,設計温度に相当する材料の温度曲線との交点を求める。
設計温度に相当する温度曲線がない場合には,補間法を用いて交点を求める。
2) Aの値が材料の温度曲線の右端から更に右方にあるときは,その右端から水平に曲線を
伸ばして1) の操作によって交点を求める。
3) 1) 又は2) の操作で得られた交点から水平線を引き,図左側の縦軸との交点でBの値
を読み取る。
4) Aの値が材料の温度曲線の左側にあるときは,手順3による。
手順3 手順2 4)の場合には,次の算式からBを求める。
2
AE
B=
(N/mm2)
ここに, E: 材料の設計温度における縦弾性係数 (N/mm2)
手順4 用いたt及びR0から得たB値が円筒胴又は管の軸方向の計算圧縮応力より小さい場合に
は,厚さtを増して再度Bを求め,B値が計算圧縮応力より大きくなるまで繰り返す。
6.2.4
一次膜応力に対する設計応力強さの割増し 地震荷重又は風荷重,耐圧試験時に対する設計応力強
さの割増しについては,関係法規を適用する必要のない場合には,次による。
a) 地震荷重又は風荷重と6.1.1 a)〜c) に規定する荷重との組合せによって生じる一次膜応力に対しては,
設計応力強さを附属書8表3の規定によって割り増してもよい。
b) 耐圧試験(水圧試験,気圧試験)における設計応力強さの割増しは,附属書8表3による。
6.3
設計に用いる材料の諸特性 設計に用いる材料の諸特性は,次による。ただし,次に示される諸特
性の値は,この規格の規定によって設計計算を行う場合にだけ用いてもよい。
a) 材料の各温度における縦弾性係数は,付表4.1による。
b) 材料の線膨張係数は,付表4.2による。
c) 鉄鋼材料(ステンレス鋼を除く。)の降伏点又は0.2 %耐力は,付表5.1による。
d) ステンレス鋼の降伏点又は0.2 %耐力は,付表5.2による。
e) ステンレス鋳鋼の降伏点又は0.2 %耐力は,付表5.3による。
f)
ニッケルクロム鉄合金の降伏点又は0.2 %耐力は,付表5.4による。
g) 非鉄金属材料の降伏点又は0.2 %耐力は,付表5.5による。
6.4
応力解析及び疲労解析
6.4.1
圧力容器の応力解析及び疲労解析 この規格に圧力容器又はその圧力容器の部分に適用できる十
分な規定がない場合,若しくは規定があっても圧力容器の設計者又は使用者が応力解析及び疲労解析によ
る設計法を選ぶ場合には,使用者の設計仕様書に特記されたすべての荷重を考慮して,その圧力容器又は
18
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
その圧力容器の部分の応力解析及び疲労解析を,次によって行わなければならない。ただし,6.4.2又は
6.4.3の規定で免除される場合には,その部分の応力解析又は疲労解析を省略してもよい。
a) 応力解析及び疲労解析は,附属書8の規定に従って行い,応力の許容限界を超えてはならない。ジャ
ケット,支持構造物,取付物などによって耐圧部に生じる応力も附属書8に定める応力の許容限界内
でなければならない。
b) 応力解析及び疲労解析を行う場合であっても,圧力容器の厚さは附属書1に規定する胴及び鏡板の設
計法による算式で求めた値以上でなければならない。ただし,次の1) 及び2) に規定する局部領域を
除く。
1) 附属書8の2.3 b) の規定を満足することを応力解析で証明できる場合には,局部領域で圧力容器の
厚さが薄くてもよい。円筒胴,球形胴又は円すい胴の局部領域は,直径1.0Rtの円内にある表面
面積とする。胴表面のすべての方向にある隣接する局部領域との間に必要な距離は少なくとも
2.5Rtとらなければならない。
ここに, R: 胴の内半径 (mm)
t: 胴の計算厚さ (mm)
2) 1) の制限を超える薄い局部領域は,附属書8の2.5の規定によって応力評価してもよい。
6.4.2
応力解析の免除 次のa)〜f) の規定によるものは,附属書8に規定の応力解析法による応力解析
を免除することができる。ただし,疲労解析の必要な場合など,この規格で応力解析が要求されている場
合には,免除しない。
a) 6.5, 6.6, 6.7, 6.9及び6.15の規定による各設計計算式又は計算法によって圧力容器の各部の設計を行う
場合には,それらの計算式又は計算法に規定する荷重に対する応力解析。
b) 厚さが同じ部材の突合せ溶接継手。
c) 厚さが異なる部材の突合せ溶接継手を行う場合には,7.2.1 a)〜e) の規定を満たす場合。ただし,7.2.1
e) 2) の場合には,次のd) による。
d) 皿形又は正半だ円形鏡板と胴との取付溶接継手で,鏡板のフランジ部の長さをRtにとり,鏡板と胴
との厚さが異なる場合には,更に,3 : 1以上のテーパ部をとって溶接する継手。ここに,記号R,t
は6.4.1による。
e) 異材(溶接材料も含む。)の組合せにおいて,次の1)〜3) の規定のいずれかに該当する異材継手。
1) 次の1.1)〜1.3) をすべて満足する周継手。
1.1) 厚さの異なる材料を接続するときは,設計応力強さの高いほうの材料にテーパが付けられるか,
溶接肉盛が行われている。
1.2) 厚さ,弾性係数の相違以外に不連続がない。
1.3)
2
2
1
1
1.2
E
S
SE
≦
である。
ここに,添字1及び2は,それぞれ設計応力強さの低いほうと高いほうの値を示し,Sは設計応力強さ,
Eは縦弾性係数。
2) 穴補強の強め材として働くノズルの材料が附属書2の3.5を満足する場合のノズルの取付継手。
3) 次の3.1) 及び3.2) をすべて満足する1) 及び 2) 以外の溶接継手。
3.1) 接合する部材の厚さが異なるため継手部に必要なテーパを付ける場合には,そのテーパは設計応
力強さの高いほうの材料に付けるか,又は設計応力強さの高いほうの材料に適切な肉盛溶接によ
って付ける。
19
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2)
2
2
1
1
1.1
E
S
SE
≦
である。
ここに,添字1及び2及び記号S,Eは,1.3) による。
f)
当該圧力容器の応力解析を検討する部分に類似した形状及び荷重条件の過去の運転経験又は解析結果
から,附属書8の規定を満足することを証明できる場合。
6.4.3
疲労解析の免除 次のa)〜c) に規定する条件を満足する場合には,その部分の疲労解析を免除し
てもよい。
a) 運転経験から疲労解析の要否を決める条件 使用者が圧力容器の疲労解析の要否を決めるとき,その
容器に類似した設計及び運転条件で運転されている対比可能な圧力容器の経験を考慮に入れて疲労解
析が不要であることを証明できる場合。ただし,次に示す設計上の構造から有害な結果の起こり得る
ものに対しては,特に検討を加えなければならない。
1) 当て板形式の強め材及びすみ肉溶接の取付物のような非一体構造のもの。
2) 管用ねじを用いた継手。特に直径70 mmを超えるもの。
3) スタッド・ボルト締めの取付物。
4) 部分溶込み溶接部。
5) 隣接部材間の主要板厚変化部。
b) 圧力容器の一体部分の疲労解析の要否を決める条件 圧力容器の一体部分で,次の1) に規定する条
件A又は2) に規定する条件Bのいずれかのすべてを満足する場合には,疲労解析を行う必要はない。
1) 条件A 付表2.1による鉄鋼材料のうち規定最小引張強さが550 N/mm2 以下の鉄鋼材料で,次の
1.1) から1.4) の合計繰返し回数が1 000回以下である場合。
1.1) 起動及び停止を含む全範囲の圧力サイクルの予想(設計)繰返し回数。
1.2) 圧力変動の範囲が設計圧力の20 %を超える運転圧力サイクルの予想繰返し回数(外気条件の変動
によって生じる圧力サイクルは考慮する必要はない。)。
1.3) ノズルを含めて圧力容器の任意の隣接した2点間 (8) の金属温度差変動の有効繰返し回数で,金
属温度差変動の繰返し回数に次の係数を乗じた値を合計した回数。
金属温度差変動 ℃
係数
25以下
0
25を超え 50以下
1
50を超え 100以下
2
100を超え 150以下
4
150を超え 200以下
8
200を超え 250以下
12
250を超えるもの
20
注(8) 隣接した2点間とは,次に示すものをいう。
a) 金属表面温度差に対して
1) 胴及び皿形鏡板の子午線方向に対しては,
Rt
L 5.2
=
2) 平板に対しては,
a
L 5.3
=
ここに, L: 隣接点間の最短距離 (mm)
R: 材料表面に直角に測った板厚中心から回転軸までの半
20
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
径 (mm)
t: 考えている点における部材の厚さ (mm)
a: 板におけるホットスポット又は加熱面積の半径 (mm)
2点のRtの値が異なる場合には,その2点における値の平均値を用いる。
b) 肉厚方向温度差に対しては,任意の表面に垂直な線上にある任意の2点間をいう。
1.4) その部分が線膨張係数の異なる材料(溶接部を含む。)で構成されている場合には,
(α1−α2)∆T>0.000 34となるような温度変動の繰返し回数。ここに,α1,α2は平均線膨張係数
(1/℃) で,∆Tは運転時の温度変動の全範囲 (℃)。この規定は6.1.7に規定するクラッド鋼には適
用してはならない。
2) 条件B 次の2.1)〜2.6) のすべてを満足する場合。
2.1) 起動及び停止を含む全範囲の圧力サイクルの予想(設計)繰返し回数が附属書8に規定の設計疲
労曲線において,Saを運転温度における材料の設計応力強さSmの3倍にとって求めた繰返し回数
を超えない場合。
2.2) 正常運転時 (9) における圧力サイクルの予想(設計)範囲が31(設計圧力)×
m
a
S
Sを超えない場合。
ここに,Saは当該材料の設計疲労曲線において有意な圧力変動の指定繰返し回数に対応する許容
応力振幅の値で,Smは運転温度における当該材料の設計応力強さ。
有意な圧力変動の指定回数が106を超える場合には,SaはN=106に対する値を用いてよい。
なお,有意な圧力変動とは,その範囲が 31(設計圧力)×
m
S
S を超えるものをいう。
ここに,Sは該当する設計疲労曲線において106サイクルに対するSaの値をとる。
注(9) 正常運転とは,その容器が意図された機能を果たすために設定された起動・停止を除くすべ
ての運転条件の組合せをいう。
2.3) 正常運転 (9) 及び起動・停止時において,任意の隣接した2点間 (8) の温度差が
α
E
Sa
2
を超えない
場合。ここに,Saは該当する設計疲労曲線において起動・停止の指定繰返し回数に対する許容応
力振幅の値,αは2点平均温度における瞬時線膨張係数で,付表4.2によるもの,Eは2点間の平
均温度における縦弾性係数で付表4.1による。
2.4) 正常運転 (9) において,任意の隣接した2点間 (8) の温度差変動の範囲が
α
E
Sa
2
を超えない場合。こ
こに,Saは当該材料の設計疲労曲線において,有意な温度差の変動の全指定繰返し回数に対する
許容応力振幅の値。
なお,有意な温度差の変動とは,温度差変動の範囲が
α
E
S
2
を超えるものをいう。ここに,Sは該
当する設計疲労曲線において106サイクルに対するSaの値をとる。
2.5) 異種材料の接合によって構成された部材に加わる有意な温度変動の範囲∆Tが,次の算式によって
両種材料について求められる∆Tの低い方の値を超えてはならない。
∆T =
(
)
2
1
2
α
α−
E
Sa
ここに,Saは有意な温度変動の指定繰返し回数の合計に対応して,両種材料の設計疲労曲線か
ら求められる許容応力振幅の値とし,α1,α2は温度変動範囲の平均温度における両種材料の瞬時
線膨張係数とする。また,Eには当該設計疲労曲線に用いられた基準の縦弾性係数の値をとる。
なお,有意な温度変動とは,その範囲が両種材料について求められる
(
)
2
1
2
α
α−
E
S
の低い方の値を
超えるものをいう。ここに,Sは両種材料の106サイクルに対応する許容応力振幅Saの値とする。
ただし,この規定は6.1.7に規定するクラッド鋼には適用してはならない。
21
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.6) 機械的荷重(圧力は含めず,配管の反力は含める。)の指定された荷重変動範囲については,それ
によって生じる応力の範囲がSaを超えない場合。ここに,Saは該当する設計疲労曲線において,
有意な荷重変動の全指定回数に対応する許容応力振幅の値で,全指定回数が106を超える場合には,
N =106に対するSaの値を用いてもよい。
なお,有意な荷重変動とは,その荷重による応力強さの全範囲が,該当する設計疲労曲線の106
サイクルに対するSaの値を超えるものをいう。
c) 当て板形式の強め材付ノズル及び非一体構造の取付物の疲労解析の要否を決める条件 当て板形式の
強め材付ノズル及び非一体構造の取付物で,次の1) に規定する条件C又は2) に規定する条件Dの
いずれかのすべてを満足する場合には,疲労解析を行う必要はない。条件Cは,附属書8図1〜4に
示す材料で製作する圧力容器だけに適用する。条件C又は条件Dのいずれにも合っていない場合には,
附属書8の規定によって疲労解析を行わなければならない。
なお,円すい鏡板の小径端で附属書1の2.4.2 c) 2) の規定によって補強されたノズルを除いて,当
て板形式の強め材を付ける場合には,圧力容器本体とノズルは,附属書2の2.10を満足しているもの
でなければならない。
1) 条件C 付表2.1による鉄鋼材料で規定最小引張強さが550 N/mm2 以下の鉄鋼材料で,次の1.1) か
ら1.4) の合計繰返し回数が400回以下である場合。
1.1) 起動及び停止を含む全範囲の圧力サイクルの予想(設計)繰返し回数。
1.2) 圧力変動の範囲が設計圧力の15 %を超える運転圧力サイクルの予想繰返し回数(外気条件の変動
によって生じる圧力サイクルは考慮する必要はない。)。
1.3) ノズルを含めて圧力容器の任意の隣接した2点間 (8) の金属温度差変動の有効回数で,金属温度
差変動の繰返し回数にb) 1.3) に示す係数を乗じた値を合計した回数。隣接した2点間の温度差を
計算する場合には,熱伝導は溶接断面又は一体中実の断面を通るものについてだけ考え,溶接し
ていない接触面の熱伝導は考慮しなくてもよい。
1.4) 当該部が線膨張係数の異なる材料(溶接部を含む。)で構成されている場合には
(α1−α2)∆T>0.000 34となるような温度変動の繰返し回数。ここに,α1, α2は平均線膨張係数 (1/℃),
∆Tは運転時の温度変動の範囲 (℃)。この規定は6.1.7に規定するクラッド鋼には適用してはなら
ない。
2) 条件D b 2) の条件Bに次の値を適用して,2.1)〜2.3)の条件をすべて満足する場合
2.1) 条件Bの2.1) において,数値3の代わりに,付表2.1による鉄鋼材料は4とする。
2.2) 条件Bの2.2) において,数値31の代わりに,付表2.1による鉄鋼材料は41とする。
2.3) 条件Bの2.3)〜2.5) において,分母の数値2の代わりに,付表2.1による鉄鋼材料は2.7とする。
6.5
胴及び鏡板
6.5.1
内圧を受ける胴 内圧を受ける胴は,次による。ただし,非円形胴を除く(非円形胴は6.14参照。)。
a) 円筒胴 円筒胴の計算厚さは,附属書1の2.2に定める算式によって求める。
b) 球形胴 球形胴の計算厚さは,附属書1の2.3に定める算式によって求める。
c) 円すい胴 円すい胴の計算厚さは,附属書1の2.4に定める算式によって求める。
6.5.2
内圧を受ける鏡板 内圧を受け,ステーによって支えない鏡板は,次による。
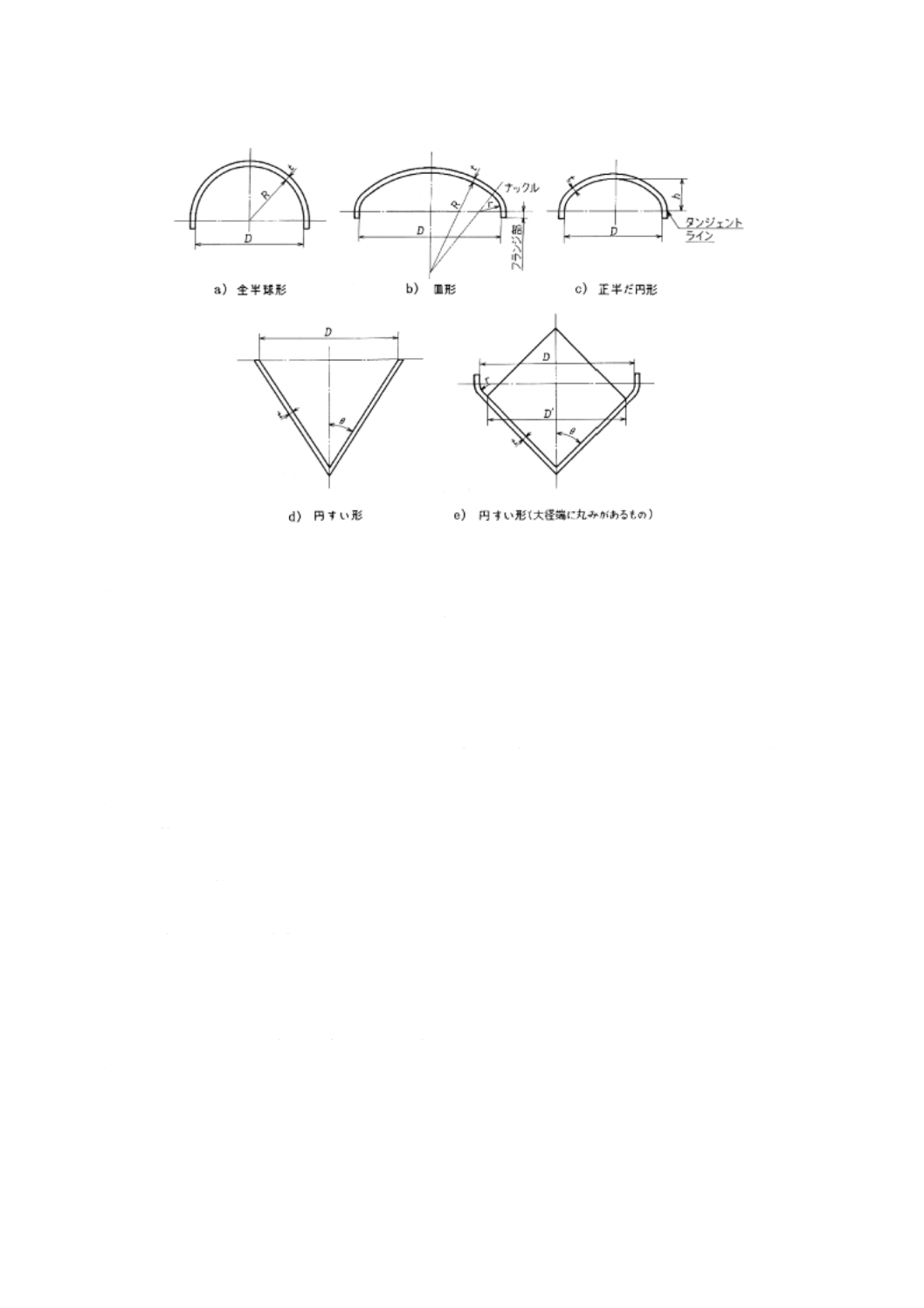
a) 鏡板の形状は,図6.1による。
22
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6.1 鏡板の形状
b) 鏡板の設計に関する一般事項は,次による。
1) フランジ部を設ける鏡板[図6.1a)〜c) 及びe) 参照]のフランジ部の計算厚さは,同じ直径の円筒
胴の計算厚さを求める算式[6.5.1 a) 参照]によって求める。
2) 鏡板と厚さの異なる円筒胴との接合については,7.2.1を参照。
c) 全半球形鏡板[図6.1a) 参照] 内圧を受ける全半球形鏡板の計算厚さは,附属書1の3.1に定める
算式によって求める。
d) 皿形鏡板[図6.1b) 参照] 内圧を受ける皿形鏡板の計算厚さは,附属書1の3.2に定める算式によ
って求める。
e) 正半だ円形鏡板[図6.1c) 参照] 内圧を受ける正半だ円形鏡板の計算厚さは,附属書1の3.3に定
める算式によって求める。
f)
円すい形鏡板[図6.1d) 又は図6.1e) 参照] 内圧を受ける円すい形鏡板の計算厚さは,附属書1の
3.4に定める算式によって求める。
g) 組合せ鏡板の形状 円筒胴に取り付ける鏡板は,突合せ溶接によって形状が異なる部分の組合せによ
って作ってもよい。各部の厚さはb)〜f) の規定を満足しなければならない。
なお,形状を異にする部分の接続は,接続点において共通の接線をもつものとし,継手のテーパ部
は,薄い肉厚をもった形状の範囲内に置く(図7.3参照)。
h) 溶接によって取り付ける平鏡板の計算厚さは,附属書1の3.5に定める算式によって求める。
6.5.3
外圧を受ける胴 外圧を受ける胴は,次による。
a) 円筒胴 外圧を受ける円筒胴の計算厚さは,附属書1の4.2に定める手順によって求める。
b) 球形胴 外圧を受ける球形胴の計算厚さは,附属書1の4.3に定める手順によって求める。
c) 円すい胴 外圧を受ける円すい胴の計算厚さは,附属書1の4.4に定める手順によって求める。また,
偏心円すい胴の計算厚さは,中心軸に対する円すい胴の半頂角θの最大値と最小値を用いて計算した
23
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
厚さのうち,大きいほうとする。
6.5.4
外圧を受ける鏡板 外圧を受ける鏡板は,次による。
a) 全半球形鏡板 外圧を受ける全半球形鏡板の計算厚さは,附属書1の4.5.1の規定による。
b) 正半だ円形鏡板 外圧を受ける正半だ円形鏡板の計算厚さは,附属書1の4.5.2の規定による。
c) 皿形鏡板 外圧を受ける皿形鏡板の計算厚さは,附属書1の4.5.3の規定による。
d) 円すい形鏡板 外圧を受ける円すい形鏡板の計算厚さは,附属書1の4.5.4の規定による。
6.5.5
外圧を受ける胴の補強 外圧を受ける胴の補強は,次による。
a) 外圧を受ける円筒胴の強め輪は,附属書1の4.6.1の規定による。
b) 円すい胴と円筒胴との継手部の補強は,附属書1の4.6.2の規定による。
c) 強め輪の構造及び取付けは,附属書1の4.7の規定による。
6.6
ふた板
a) ボルト締め平ふた板は,附属書7の3.の規定による。
b) JIS B 8265の附属書8の4.及び5.に規定のはめ込み形円形平ふた板及びフランジ付皿形ふた板を用い
る場合には,附属書8による。
6.7
ボルト締めフランジ
6.7.1
フランジの構造
6.7.1.1
ノズル用管フランジ以外のフランジ 本体胴フランジなど,外部配管との接続に用いるノズル用
管フランジ以外のフランジは,次による。
a) フランジの計算は,附属書3に規定する計算法によって応力計算を行い,その許容値を超えてはなら
ない。
b) a)の規定にかかわらず,附属書8に規定する応力解析法及び疲労解析法によってフランジを設計する
ことができる。この場合,附属書3の4.1のボルト荷重の規定だけを用いて差し支えない。
c) ねじ込み式のフランジを用いてはならない。
6.7.1.2
ノズル用管フランジ 外部配管との接続に用いるノズル用管フランジは,次による。
a) 規格フランジ 外部配管との接続に用いるノズル用管フランジには,JIS B 2220,JIS B 2238,JIS B
2240,JIS B 2241,ASME B16.5又はこれらと同等以上の規格のフランジを用いてもよい。ただし,規
格フランジの材料は,5.2.1の規定による。また,フランジとノズルネックとの継手及び溶接は,分類
Cの継手として7.の規定による。
b) a)に規定の規格フランジを用いない場合には,附属書3に規定する計算法によって応力計算を行い,
その許容値を超えてはならない。
6.7.2
フランジの材料及び加工 フランジの材料及び加工は,5.の規定によるほか,次による。
a) 鉄鋼材料から製作し,附属書3又は附属書8によって設計するフランジは,フランジ断面の厚さが75
mmを超える場合には,焼ならし又は完全焼なまし熱処理をしなければならない。
備考 焼ならし又は完全焼なましの用語の定義は,JIS G 0201の番号2101及び番号2103による。
b) 溶接する材料は,溶接性が良く,JIS B 8285によって溶接施工方法が確認されたものとする。また,
炭素含有量が0.35 %(溶鋼分析値)を超える鉄鋼材料は溶接してはならない。
c) フランジ継手の溶接部の溶接後熱処理は,10.1の規定による。
d) ハブフランジの製作は,次による。
1) ハブフランジは,熱間圧延の鋼棒又は鍛造の鋼塊から機械仕上げしてもよい。完成したフランジの
軸は,元の鋼棒又は鋼塊の長軸に平行でなければならない(これは,同軸でなければならないとい
24
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
うことではない。)。
2) 1)に規定する場合を除き,ハブフランジは,鋼板又は鋼棒から機械仕上げしてはならない。ただし,
材料が輪形に成形され,次による場合を除く。
2.1) 板から輪形に成形されたものは,その元の板の表面は,完成したフランジの軸に平行でなければ
ならない(これは元の板の表面が完成したフランジに現れていることではない。)。
2.2) 輪形に成形するときの継手は,突合せ溶接継手とし,この規格の規定によって溶接後熱処理及び
溶接部にかかわる試験に合格したものでなければならない。ただし,溶接後熱処理の必要を決め
る厚さは,次のうちの小さいほうとする。
t又は(
)
2
B
A−
ここに,
t: フランジの厚さ (mm)
A: フランジの外径又はスリット状のボルト穴がフランジの外側ま
で延びている場合には,ボルト穴の内側までの直径 (mm)
B: フランジの内径 (mm)
3) フランジの背面及びハブの外表面は,11.3 c) 又はd) による磁粉探傷試験又は浸透探傷試験に合格
しなければならない。
6.8
急速開閉ふた装置 圧力容器に用いる急速開閉ふた装置は,附属書8によって応力解析及び疲労解
析を行わなければならない。
6.9
穴
6.9.1
一般事項 圧力容器の耐圧部に設ける穴で,圧力荷重だけを受ける穴の構造は,6.9.2〜6.9.7によ
る。ただし,圧力容器のノズルなどの取付部に付加される配管荷重,取付機器などの質量などは別途考慮
しなければならない。
6.9.2
穴の形状,寸法及び補強 穴の形状,寸法及び補強は,次に示すいずれか一つの方法による。
a) 附属書2の2. 穴補強[設計法(1)]
b) 附属書2の3. 穴補強[設計法(2)]
c) 附属書8による応力解析法及び疲労解析法
6.9.3
ノズルネックの厚さ 圧力容器のノズルネックの厚さは,次のa) 及びb) による。
a) ノズルネックの厚さは,マンホール及び検査穴を除き,次の1) 及び2) のうちの大きいほうの値以上
とする。
1) 6.1.1に規定する荷重のうち適用する荷重によって算定した計算厚さに腐れ代を加えた厚さ。
2) 次の2.1)〜2.4) のうちの最小の厚さ。
2.1) 内圧だけを受ける容器は,ノズルの取り付けられる胴又は鏡板の内圧だけによる計算厚さに腐れ
代を加えた厚さ。ただし,6.1.4に規定する最小制限厚さ以上とする。
2.2) 外圧だけを受ける容器は,ノズルの取り付けられる胴又は鏡板を,受ける外圧に相当する内圧が
かかるものとして算定した厚さに腐れ代を加えた厚さ。ただし,6.1.4に規定する最小制限厚さ以
上とする。
2.3) 内圧及び外圧の両方で設計した圧力容器は,上記2.1) 又は2.2) のいずれか大きいほうの厚さ。
2.4) JIS G 3454に規定する厚さで,管の呼び径10B以下はスケジュール40の厚さ,12B以上は9.5 mm
の厚さからそれぞれの管の負の公差を引き,腐れ代を加えた厚さ。
b) マンホール及び検査穴のネックの厚さは,a) 1) によって求めた厚さ以上とする。
25
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.9.4
成形鏡板に設ける補強しない穴 補強しない穴(管などが溶接される穴は,溶接止端部。)を成形
鏡板に設ける場合には,鏡板のすみの丸みの部分にかからないようにする。
6.9.5
ねじ穴 圧力容器壁に管(管ステーを除く。)又はねじ込み接続物を取り付けるために設ける穴は,
次による。
a) ねじ穴一般 ねじ穴についての一般事項は,次による。
1) 次の1.1)〜1.3)に規定する物質を取り扱う圧力容器には,呼び径4Bを超えるねじ込みによる接続を
行ってはならない。
1.1) 引火点43 ℃未満の液体
1.2) 可燃性気体又は致死的物質
1.3) 温度が大気圧における沸点を超える可燃性液体
2) 設計圧力が1.0 MPa以上の圧力容器には,呼び径3Bを超えるねじ込み接続部(ねじ込み後溶接す
るものを除く。)を設けてはならない。ただし,検査穴,胴端面のふた板又は同様の目的のもの並び
に鏡板と一体で鍛造した開口部に用いるねじ込み式のふた板は,この限りでない。
3) ねじ穴は,附属書2の規定によって必要に応じて補強しなければならない。
4) 容器壁の曲面を考慮し,ねじ込む有効山数及び板の必要厚さは,管呼び径に応じ表6.2に示す値以
上としなければならない。
表6.2 管用有効ねじ山数及び板の必要厚さ
管の呼び径
B
有効ねじ山数
板の必要厚さ
mm
1/2, 3/4
6
11
1, 11/4, 1/2
7
16
2
8
18
5) 表6.2による必要厚さ及び有効ねじ山数を守るために,必要であれば溶接肉盛,溶接取付けのはめ
込み板又はねじ座管継手を溶接して用いる。溶接肉盛又は取付け板の表面は,機械加工によって平
らな面に仕上げなければならない。また,必要であれば,これらを補強の強め材としてもよい。
b) 管用テーパねじによる場合 管用テーパねじによる場合には,次による。
1) ねじは,JIS B 0203とする。
2) 呼び径2Bを超える管用テーパねじ込み接続部を用いてはならない。
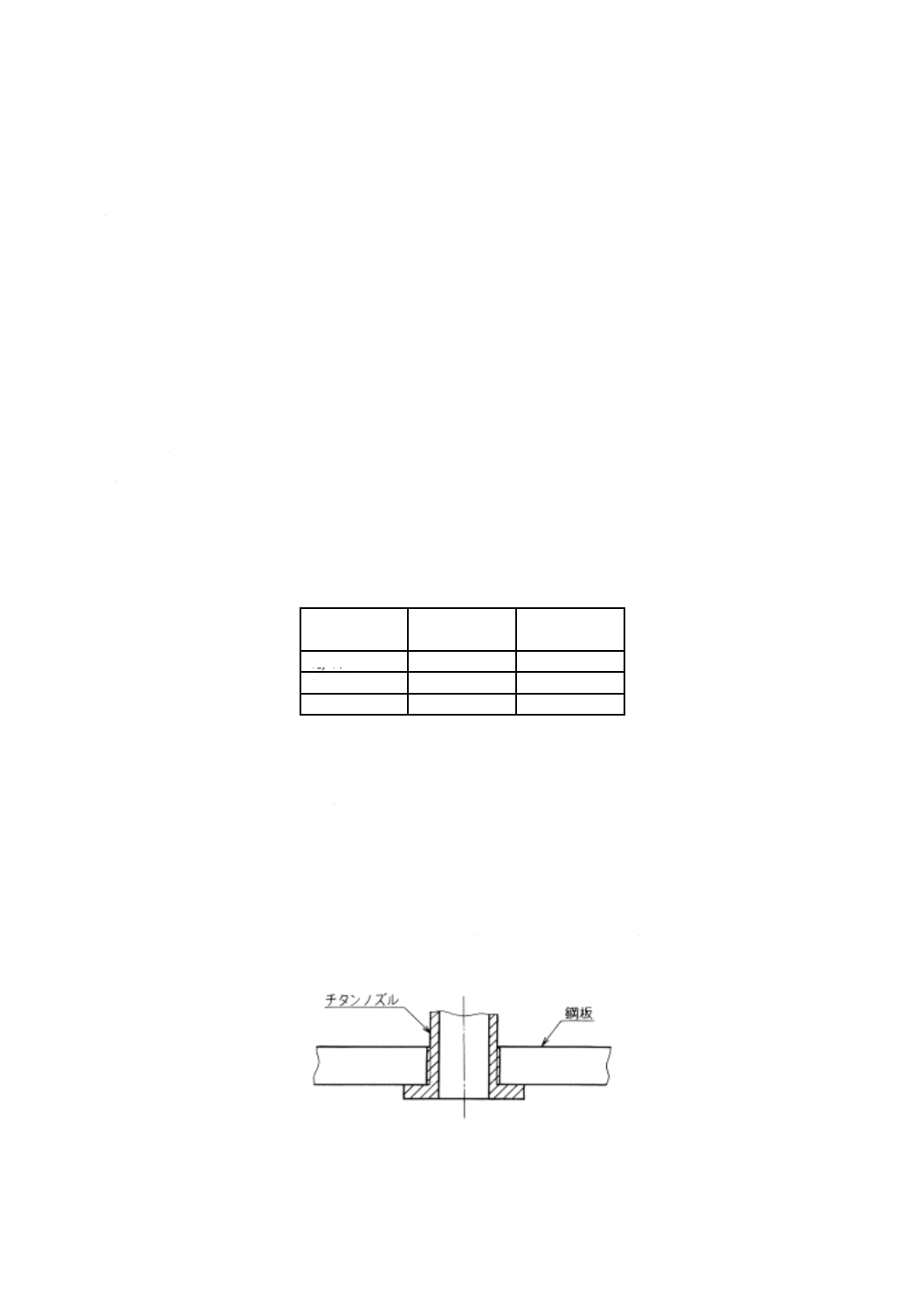
c) 平行ねじによる場合 平行ねじによる場合は,次による。
1) 平行ねじは,JIS B 0202又は管用テーパねじと同等以上の強さをもつ平行ねじとする。
2) 平行ねじによる継手は,つば又はそれに類する方法によって機械仕上げした面座を設けなければな
らない。その例を図6.2に示す。
図6.2 異種金属ノズルを平行ねじで取り付ける例
3) 呼び径2Bを超える平行ねじ継手は,6.4.3の規定で疲労解析が免除される場合に用いることができ
26
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る。疲労解析が免除されない場合には,附属書8の規定によって応力解析及び疲労解析を行わなけ
ればならない。
6.9.6
エキスパンダによる管類の取付け 管,伝熱管又は鍛造継手(以下,管類という。)を圧力容器壁
の穴に差し込み,エキスパンダによって拡管して取り付けてはならない。
6.9.7
植込みボルトによる取付け 胴又は鏡板に直接植込みボルトを設けるか,胴又は鏡板に取り付けた
当て板に植込みボルトを設けて接続物を取り付ける場合には,次による。
a) 胴又は鏡板に直接植込みボルトを設ける場合には,次による。
1) 植込みねじ付継手が外荷重を受ける場合には,2) に示すねじ穴を設けなければならない。植込みね
じ付継手を取り付ける圧力容器又は溶接肉盛の面は,機械加工によって平滑にしなければならない。
腐れ後の圧力容器内面から厚さの41以内には,ねじ穴をあけてはならない。これらによって最小必
要厚さが満たされない場合には,容器内面に溶接肉盛りすることによって,この規定を満たしても
よい。
2) 植込みボルト用のねじ穴を設ける場合には,ねじ穴の全長にわたって完全なねじ部を設けなければ
ならない。また,植込みボルトのねじ込み深さは,2.1) 及び2.2) のいずれよりも大きくなければな
らない。ただし,1.5ds以上にする必要はない。
2.1) 植込みボルトの谷径ds
2.2) (0.75ds) ×
応力強さ
設計温度における設計
ねじ穴を設ける材料の
力強さ
計温度における設計応
植込みボルト材料の設
b) 当て板に植込みボルトを設ける場合には,次による。
1) 付図4 d) に示すような植込みボルト穴をもつ当て板形式の継手は,検査穴,計測器用継手などのよ
うにその部分に過大な機械的荷重が作用しない場合に用いてもよい。
2) 当て板取付部は,附属書2 の穴の補強の規定を満足しなければならない。
3) ねじ穴は,a) 2) の規定による。
4) 当て板取付溶接は,付図4 d) による。
6.9.8
リガメント効率 管板のリガメントの応力解析に用いるリガメント効率は,附属書8の5.による。
6.10 管板
6.10.1 多管円筒形熱交換器の管板 多管円筒形熱交換器の管板は,次による。
a) 管板の設計は,次による。
1) 管板の計算は,附属書8に規定する応力解析法,疲労解析法,その他適切な解析方法による。また,
必要に応じて熱応力解析も行う。
2) 伝熱管及び管板の保持力試験は,JIS B 8274の5.5(伝熱管と管板の保持力試験)による。
3) 管板の厚さは,計算厚さに,管側の腐れ代,仕切溝の深さ又はガスケット溝の深さのうち,いずれ
か大きいほうの値と胴側の腐れ代とを加えた厚さ以上とする。
b) 圧力容器の管板で,差圧設計の安全性が確保され,かつ,使用者が認めたときは,差圧によって設計
してもよい。
c) 管板と伝熱管との接合は,JIS B 8274の5.4(伝熱管と管板の接合方法)に規定する伝熱管と管板とを
溶接接合をする形式にする。
6.10.2 伝熱管又はステーによって支えない胴体管板 円筒胴又は非円筒胴の一部を管板とする胴体管板
で,伝熱管又はステーによって支えない管板の厚さは,次による。
備考 伝熱管又はステーによって支えない管板とは,管板にかかる圧力荷重の80 %以上が伝熱管又
27
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
はステーによって支持されていないものをいう。
a) 附属書8の規定によって応力解析及び疲労解析を行い,計算厚さを算定する。
b) 管板の厚さは,a)で算定された計算厚さに腐れ代と仕切溝の深さとを加えた厚さ以上とする。
6.10.3 多管円筒形熱交換器の管板,円筒胴と一体となった管板でステーによって支えるもの 多管円筒形
熱交換器の管板,円筒胴と一体となった管板でステーによって支えるものの設計は,附属書8によって応
力解析及び疲労解析を行わなければならない。
6.11 ステーによって支える平鏡板 ステーによって支える平鏡板の設計は,附属書8によって応力解析
及び疲労解析を行わなければならない。
6.12 伸縮継手
6.12.1 伸縮継手の要否 固定管板式熱交換器,ジャケット構造の圧力容器など胴と伝熱管,胴とジャケッ
トとの温度差又は圧力差によって胴,伝熱管又はジャケットに生じる引張応力又は圧縮応力が,許容限界
を超える場合には,その圧力容器本体又はジャケットに伸縮継手を設けなければならない。
伸縮継手の要否については,附属書8に規定する応力解析法,疲労解析法,その他適切な解析方法によ
る。
6.12.2 伸縮継手の設計 伸縮継手の設計は,附属書8によって応力解析及び疲労解析を行わなければなら
ない。
6.13 ジャケット 圧力容器の外側に溶接によって取り付ける圧力室をジャケットといい,その材料,設
計,溶接継手設計,工作,溶接後熱処理,試験及び検査は,次による。
備考 ジャケットとする範囲及びジャケット形式は,それぞれJIS B 8279の1.(適用範囲)及び4.(ジ
ャケットの形式)を参照。
a) ジャケットを製作する場合には,次による。
1) 設計は,6.4.1によって応力解析及び疲労解析を行わなければならない。ただし,6.4.2及び6.4.3に
よって免除される場合を除く。
2) 材料,溶接継手設計,工作,溶接後熱処理,試験及び検査は,この規格の規定による。
b) ジャケットをJIS B 8265によって製作する場合には,JIS B 8279による。ただし,そのジャケットを
この規格の圧力容器に取り付ける箇所は,6.4.1によって応力解析及び疲労解析を行わなければならな
い。
6.14 非円形胴 断面が長方形,長円形及びだ円形の非円形胴の圧力容器をこの規格の圧力容器として製
作する場合には,次による。
a) 設計は,附属書8によって応力解析及び疲労解析を行わなければならない。
b) 材料,溶接継手設計,工作,溶接後熱処理,試験及び検査は,この規格の規定による。ただし,7.1.1
の溶接継手の位置による分類は,JIS B 8280の8.(溶接継手の位置による分類)に読み替える。
6.15 取付物及び支持構造物 取付物及び支持構造物は,附属書11による。
6.16 サドル支持の横置容器 サドル支持の横置容器の設計は,附属書8によって応力解析及び疲労解析
を行わなければならない。ただし,疲労解析を要しない場合には,応力解析はJIS B 8278によってもよい。
7. 溶接継手設計
7.1
溶接継手一般
7.1.1
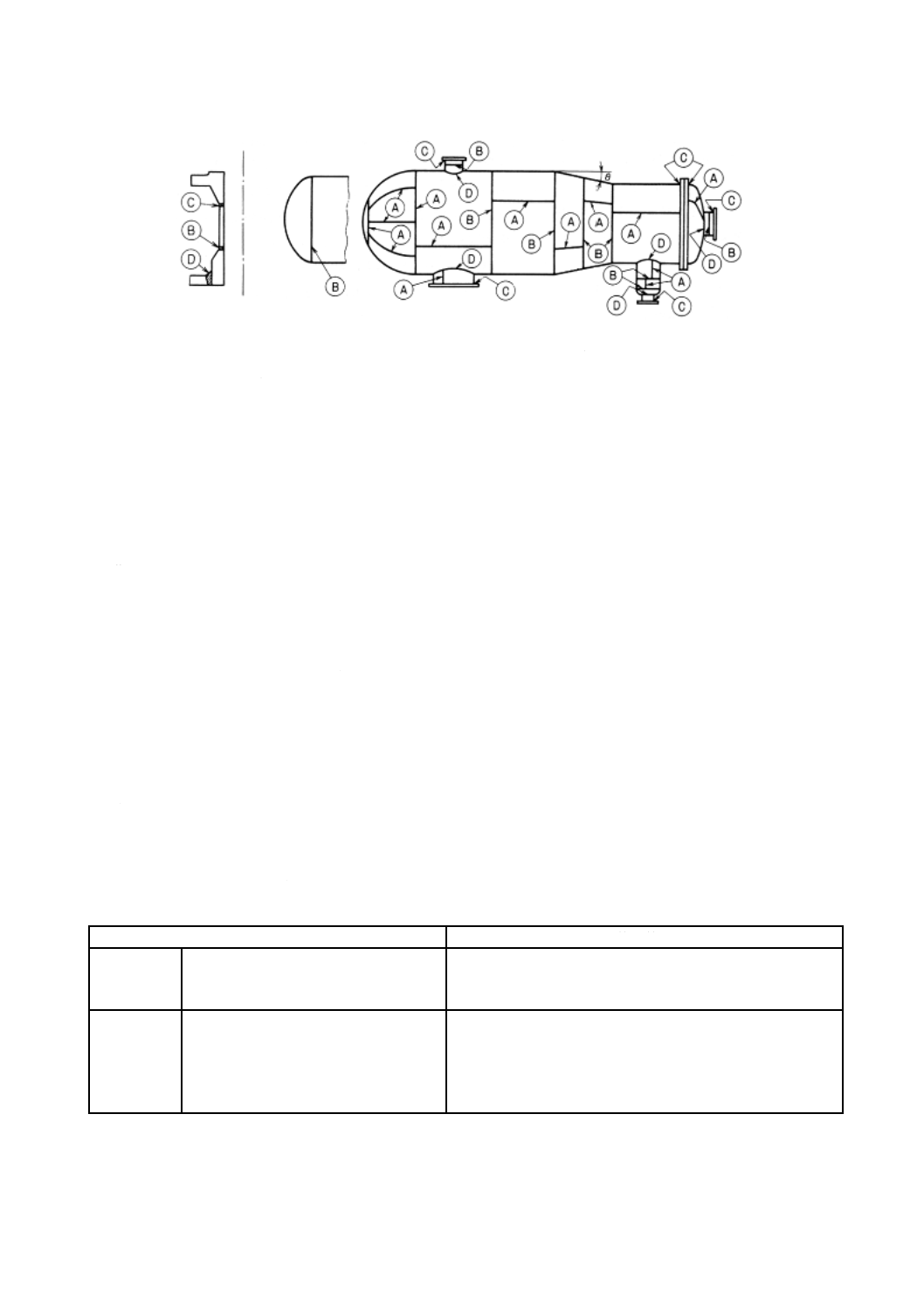
溶接継手の位置による分類 圧力容器の圧力を受ける部分の溶接継手は,継手の位置によって,次
のA, B, C及びDに分類し,その代表的なものを図7.1に示す。
28
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 7.1 溶接継手の位置による分類†
a) 分類A 次に示す溶接継手は,分類Aの継手とする。
1) 円筒胴,円すい胴,ノズル,連結圧力室などの圧力を受ける部分にある長手継手
備考 連結圧力室とは,圧力容器の胴又は鏡板と交差して容器に従属する圧力室で,例えば,サン
プ,ドーム,マンホールなどをいう。
2) 球形胴,成形鏡板,平鏡板又はふた板にあるすべての溶接継手
3) 半球形鏡板を円筒胴,円すい胴,ノズル又は連結圧力室に取り付ける周継手
b) 分類B 次に示す溶接継手は,分類Bの継手とする。
1) 円筒胴,円すい胴,ノズル,連結圧力室などの圧力を受ける部分にある周継手で,円すい胴の大径
端,小径端で円筒胴又はノズルネックを接合する溶接継手を含む。
2) 全半球形鏡板以外の成形鏡板を円筒胴,円すい胴,ノズル又は連結圧力室に取り付ける周継手
備考 胴,鏡板などにノズル又は連結圧力室を取り付けるためのハブがあり,突合せ溶接する継手は,
分類Bとする[付図2 e) 参照]。
c) 分類C 次に示す溶接継手は,分類Cの継手とする。
フランジ,スタブエンド,管板,平鏡板又はジャケット閉鎖板を円筒胴,円すい胴,成形鏡板,ノ
ズル又は連結圧力室に取り付ける周継手
d) 分類D 次に示す溶接継手は,分類Dの継手とする。
1) ノズル又は連結圧力室を円筒胴,球形胴,円すい胴,成形鏡板,平鏡板又はふた板に取り付ける溶
接継手
2) ノズルを連結圧力室に取り付ける溶接継手
7.1.2
溶接継手の形式及びその使用範囲 溶接継手の形式及びその使用範囲は,表7.1による。
表7.1 溶接継手の形式及びその使用範囲
溶接継手の形式
使用範囲
B-1継手
完全溶込みの突合せ両側溶接継手,又は
これと同等以上とみなされる突合せ片側
溶接継手(備考1.参照)。
分類Aから分類Dまでのすべての継手に用いてもよい(備考
2.参照)。
B-2継手
裏当てを用いる突合せ片側溶接継手で,
裏当てを残す継手。この場合,裏当ては
連続したもので,切れ目は突合せ溶接し
たものとする。
1) 分類Bの継手であって,裏当てを除去することが不可能な
箇所に限って用いてもよい(備考3.参照)。ただし,2)に規定
するものを除く。
2) 調質高張力鋼を用いた溶接継手及び致死的物質を取り扱う
ことを目的とする圧力容器には用いてはならない。
29
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7.1 溶接継手の形式及びその使用範囲(続き)
溶接継手の形式
使用範囲
FP継手
完全溶込み溶接の開先溶接で二つの部材
をL形又はT形に互いに直角に接合する
隅角部の溶接継手[付図1 b),付図3,付
図6 a)〜c),付図7 a) 5),6)及び付図7 b) 1)
参照]
1) FP継手は,接合する部材のうちの少な
くとも一つの部材の全厚にわたる開先溶
接で,両部材に完全に溶着していなけれ
ばならない。
2) FP継手は,FW継手と併用してもよい
[付図4 a)〜c)参照]。
1) 分類C及び分類Dの継手に用いることができる。ただし,
2),3)及び4)に規定するものを除く。
2) 調質高張力鋼を用いた溶接継手については,胴の呼び厚さ
が50 mm以上の場合に限り,分類Dの継手にだけ用いること
ができる。ただし,FW継手を併用してはならない。
3) 致死的物質を取り扱うことを目的とする圧力容器について
は,分類Dの継手にだけ用いてもよい。
4) 衝撃試験を要求される溶接継手及び気体で耐圧試験を行う
圧力容器の分類Cの継手はFW継手を併用してはならない。
5) 非耐圧部材及び強め輪を取り付ける溶接継手に用いてもよ
い。
PP継手
部分溶込み溶接の開先溶接で二つの部材
をL形又はT形に互いに直角に接合する
隅角部の溶接継手[付図5 a)〜c)参照]
1) ノズル取付け継手においては,部分溶
込みの最小溶込み深さは,ノズルネック
の呼び厚さの1.25倍とする。
2) PP継手は,FW継手と併用してもよい
[付図7 b) 2-2)参照]。
1) ノズルフランジを取り付ける分類Cの継手に用いることが
できる。ただし,3)に規定するものを除く。
2) 工作又は検査のためだけに用いるマンホール,検査用ノズ
ル及び温度計保護管のように外部からの機械的荷重がかから
ないもの並びに熱応力が圧力容器本体のものより小さい場合
に限り分類Dの継手に用いてもよい。ただし,3)に規定するも
のを除く。
3) 調質高張力鋼を用いた溶接継手,衝撃試験を要求される溶
接継手,致死的物質を取り扱うことを目的とする圧力容器及び
気体で耐圧試験を行う圧力容器に用いてはならない。
4)非耐圧部材及び強め輪を取り付ける溶接継手に用いてもよ
い。
FW継手
溶接断面がほぼ三角形のもので,二つの
面をほぼ直角に互いに接合し,溶接され
る部材の薄い方の呼び厚さの70 %以上
(最小6 mmとする。)ののど厚をもつす
み肉溶接継手。
1) 母材の区分がP-1グループ番号1及び2,P-3グループ番号
1及び2並びにP-8A及びP-8Bの材料で製作する圧力容器に,
差し込み溶接式フランジを取り付ける分類Cの継手[付図7 b)
2-1)参照]に用いてもよい。ただし,3)に規定するものを除く。
2) 母材の区分がP-1グループ番号1及び2,P-3グループ番号
1及び2,P-8A,P-8B及びP-21〜P-25及びP-27,P-31〜P-35並
びにP-41〜P-45の材料で製作する圧力容器に,呼び径2B以下
の内ねじ付管継手又は外部荷重を受けない植込ボルト穴付接
続継手を取り付ける分類Dの継手[付図6 d)及び付図4 d)参照]
に用いてもよい。ただし,3)に規定するものを除く。
3) 調質高張力鋼を用いた溶接継手,衝撃試験を要求される溶
接継手,致死的物質を取り扱うことを目的とする圧力容器及び
気体で耐圧試験を行う圧力容器に用いてはならない。
4) 非耐圧部材及び強め輪を取り付ける溶接継手に用いてもよ
い。
備考1. 完全溶込みの突合せ両側溶接継手と同等以上とみなされる突合せ片側溶接継手とは,次のものをいう。
1) 裏波溶接,融合インサートなどを用いる方法によって十分な溶込みが得られ,裏側の滑らかな突合せ片側
溶接継手。ただし,融合インサートが残っていてはならない。
2) 裏当てを用いて溶接した後これを除去し,面一に仕上げた突合せ片側溶接継手。
2. 分類Bの継手で,円すい胴,円すい鏡板と円筒胴又はノズルネックとの角度付突合せ溶接継手の角度が30度
以下で,かつ,B-1継手に必要なすべての規定を満たす場合には,B-1継手として取り扱う。
3. 裏当てを残すB-2継手に対して疲労解析が必要な場合には,膜応力に対して2.0,曲げ応力に対して2.5の応
力集中係数を用いる。
30
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
溶接継手の詳細一般
7.2.1
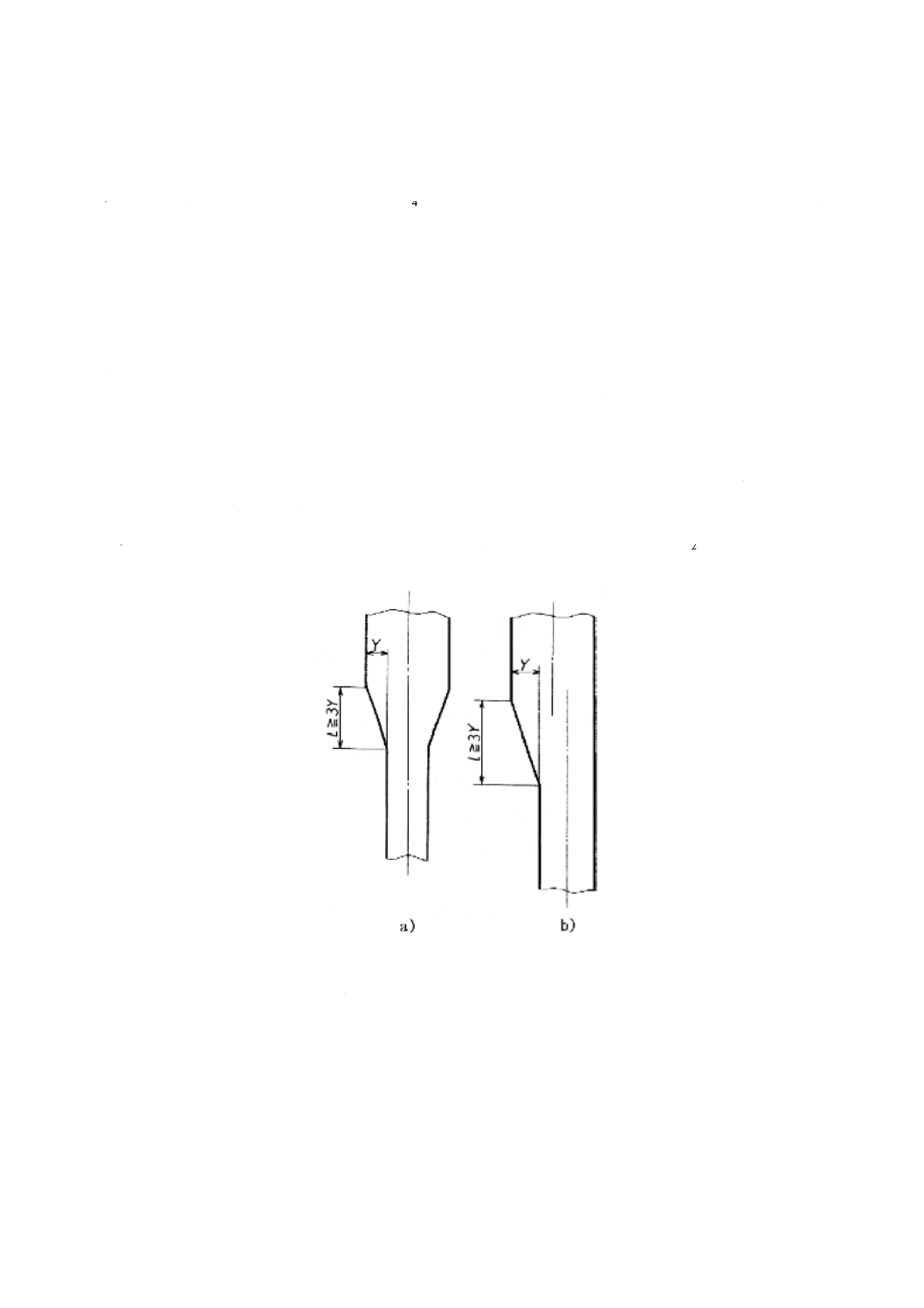
厚さが異なる部材の突合せ溶接継手 厚さが異なる部材の突合せ溶接を行う場合には,次による。
a) 表面の食い違いが薄い方の母材の厚さの41又は3.5 mmのいずれか小さいほうの値を超える場合には,
図7.2によってテーパ部を設けなければならない。テーパの長さは,片側面における厚さの差の3倍
以上とする。
b) 突合せ溶接の溶接金属の一部又はすべてをテーパの一部としてもよい。また,テーパ部を肉盛溶接で
形成してもよい。肉盛溶接は,全面磁粉探傷試験又は浸透探傷試験を行わなければならない。
c) テーパ部を厚い方の母材を削って形成する場合には,その部分の最小厚さは,計算した最小厚さ以上
とする。
d) 7.2.1の規定は,球形胴又は円筒胴の厚さの異なる母材の突合せ溶接継手及び成形鏡板の分類Aの継手
におけるテーパ部にも適用する。ただし,突合せ溶接フランジのハブの部分には適用しない。
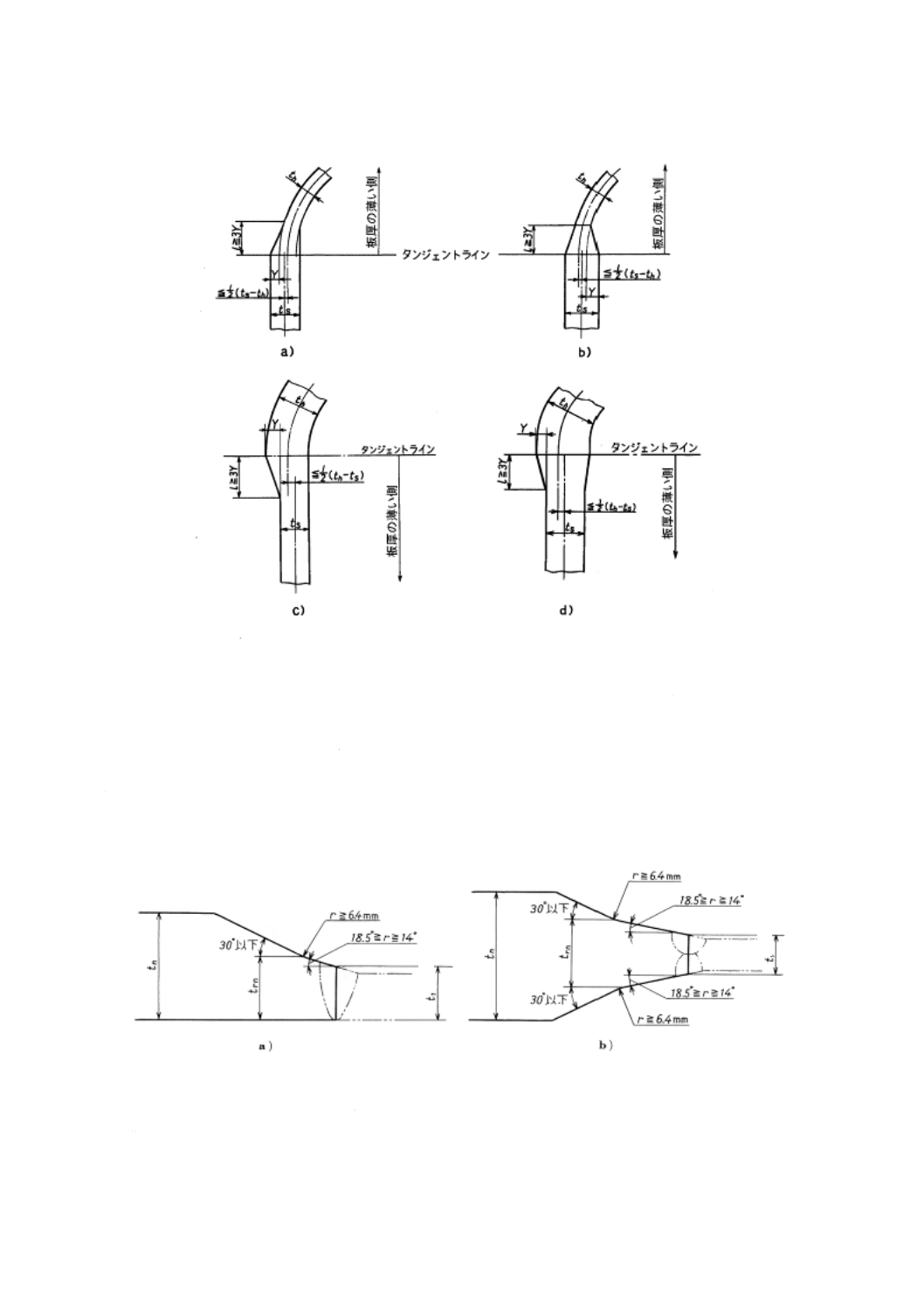
e) 厚さの異なる鏡板と胴の突合せ継手は,a)〜c) によるほか,次による。
1) 図7.3による。
2) 突合せ溶接される鏡板の厚さが胴よりも厚く,かつ,テーパの必要なものは[図7.3 c) 及びd) 参
照],テーパ部がタンジェントラインを超えてはならない。
3) 鏡板と胴のそれぞれの厚さの中心線の食い違いは,それぞれの呼び厚さの差の21以下とする。
f)
上記のa)〜e) の規定を満足する場合は,附属書8に規定する応力解析及び疲労解析を行う必要はない。
備考1. テーパは,外面又は内面のいずれでもよい。
2. テーパ部を必要とする長さlのうちに溶接部を含め
てもよい。
3. 図中の記号は,次による。
l :テーパ部を必要とする長さ(mm)
Y :片側面における厚さの差(mm)
図 7.2 厚さの異なる部材の突合せ継手例†
31
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. テーパの必要とする長さlのうちに溶接部を含めてもよい。
2. 記号の意味は,次による。
ts:胴の呼び厚さ (mm),l:テーパ部を必要とする長さ (mm)
th:鏡板の呼び厚さ (mm),Y:片側表面における厚さの差 (mm)
3. c) 及びd) のテーパは,外面又は内面のいずれでもよい。
図 7.3 厚さの異なる鏡板と胴との突合せ継手†
g) ノズルネックと外部配管との溶接で,外部配管の厚さがノズルネックの厚さより薄い場合には,外部
配管の厚さがこの規格によるものよりも薄いものであっても,それに合わせてノズルネックに溶接端
面からテーパを付けてよい。このテーパ部は,図7.4による。
tn:ノズルネックの呼び厚さ (mm)
trn:継目なしノズルネックの設計厚さ (mm)
注(10) 溶接開先は例として示したにすぎない。
(11) t1は0.8trn又は外部配管の最小厚さのうちいずれか大きい値とする。
図 7.4 厚さの薄い外部配管とノズルネックとの継手†
(10)
(10)
(
11
)
(
11
)
32
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2.2
突合せ溶接するハブ付平鏡板又は管板と胴との取付け 付図1 a) 1)〜4) に示すように突合せ溶接
するハブの付いた平鏡板又は管板と胴との取付けは,次による。
a) ハブは鍛造によって製作する。
b) ハブを鍛造する場合には,胴軸に平行な方向の最小引張強さと伸びが材料規格の値を満足するような
方法で行う。これを証明するために,軸方向にできるだけハブに近い位置で採取した引張試験片(必
要に応じサブサイズのものでよい。)で試験しなければならない。ハブの長さは,ハブが溶接接合され
る耐圧部の厚さの1.5倍又は19 mmのいずれか大きい値以上とする。ただし,50 mmを超える必要は
ない。
備考 幾つかの鍛造品の一群に対して,代表試験片1個でよい。ただし,この場合は,それらの鍛造
品が同一設計,同一溶解のもので,かつ,同じ方法で鍛造したものに限る。
7.2.3
ステーによって支えられない平鏡板及び管板と胴との取付け ステーによって支えられない平鏡
板及び管板を付図1 b) に示すように溶接によって隅角部の継手を形成する場合の溶接は,次による。
a) 溶接継手の断面上に,溶接金属と鍛造又は圧延された板との間の溶接線を板の表面に平行及び直角方
向に付図1 b) に示すような寸法a及び寸法bをそれぞれ定める。
b) ボルト締めフランジ接続のフランジ部及びボルト締め用の穴のあいたつば部のある平鏡板並びに管板
に対しては,(a+b) は接合される耐圧部材の呼び厚さの3倍以上とする。
c) ボルト締め用のつば部のない平鏡板に対しては,(a+b) は接合される耐圧部材の呼び厚さの2倍以上
とする[付図1 b) 1-1) 参照]。
d) 溶接継手の他の寸法は,付図1 b) に示す図による。
e) 溶接継手断面における各寸法で,胴,鏡板又は他の耐圧部の厚さより薄いものがある構造,又は接合
部に偏心を起こすような構造のものは,用いてはならない。
7.2.4
分類Dに用いる溶接継手 7.1.1 d) に規定するノズル,マンホール,サンプなど(以下,ノズルな
どという。)を圧力容器の穴に取り付ける分類Dの溶接継手の詳細は,次による。
a) 圧力容器の表面に接合されるノズルなど 付図3 a) 及び付図3 b) に示すように圧力容器壁の表面に
接合されるノズルなどは,FP継手で取り付ける。片面からだけの溶接は裏波溶接を行うか,又は裏当
てを用いる。また,継手部が完全に溶け込んだかどうか外観では分からない溶接に対しては,裏当て
を用いる。裏当てを用いた場合は,溶接後裏当てを取り除かなければならない。
b) 強め材を付けない差込み形ノズルなど 付図3 c),d-1),d-2),e-1),e-2) 及び付図3 f) に示すように
圧力容器壁にあけた穴に,部分的に又は穴を貫通して差し込んだノズルなどで強め材を付けない場合
は,FP継手にて取り付ける。裏当てを用いた場合には,溶接後裏当てを取り除かなければならない。
c) 強め材を付けた差込み形ノズルなど 強め材を付けた差込み形ノズルなどは,次による。
1) 付図4のa)〜c) に示すよう,1枚以上の強め材を付けた差込み形ノズルなどは,ノズルなどの外周
及び強め材の外周縁をそれぞれ溶接して取り付ける。ノズルなどの外周溶接はFP継手とし,強め
材の外周縁の溶接はすみ肉溶接とする。すみ肉溶接ののど厚は0.7te又は0.7tのいずれか小さい値以
上とする。
ここに,t:胴又は鏡板の呼び厚さ (mm),te:強め材の呼び厚さ (mm)
2) 強め材には,6.1.9 a) の規定による知らせ穴を設ける。強め材の溶接部を圧縮空気,石けん水又は
同様のもので予備の気密試験をするため,知らせ穴にはタップを切らなければならない。知らせ穴
は,圧力容器の使用中に開けたままでもプラグをしてもよい。プラグをする場合には,プラグは強
め材と圧力容器壁との間の圧力に耐えられるような丈夫なプラグをしてはならない。また,熱処理
33
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
中は,知らせ穴にプラグをしてはならない。
d) 強め材と一体になっているノズルなど 付図2に示すように強め材と一体になっているノズルなどは,
B-1継手で取り付ける。付図2に示されていないものは,付図3のg) に示すようにFP継手で取り付
けなければならない。
e) 内ねじ付管継手 内ねじ付管継手は,呼び径2B以下のものに限る。付図6のa),b) 及びc) に示す
ようにFP継手で取り付ける。ただし,付図6のd) に示すようなくら形の管継手で,のど厚が図に示
すように0.7te又は0.7tのいずれか小さい値以上のFW継手で取り付けるものは,用いてもよい。材料
制限は,表7.1参照[t及びteはc) 1) 参照]。
f)
外部荷重を受けないノズルなど 外部荷重を受けないノズルなどは,次による。
1) 付図5 a)〜 c) に示すPP継手によるものは,計器用穴,検査用穴など,本質的に外部からの機械的
荷重が加わらないもの及び熱応力が圧力容器本体のものより小さいものに対して,次の1.1)〜1.4)
の条件を満足する場合にだけ用いてもよい。
1.1) 6.9に規定の穴の構造の穴補強に関する規定を満足しなければならない。ただし,付図5 c) に示す
取付けにおいては,ノズル材料を補強に有効な部分として算入してはならない。
1.2) 取り付ける穴径は,101.6 mm以下とする。
1.3) 溶接の溶込み深さtwは141 tn以上とし,tcは6 mm又は0.7tnのいずれか小さい値以上とする。tw,
tc及びtnは,付図5参照。
1.4) 溶接部は,表9.3に従い,非破壊試験を行う。
2) 外部荷重を受けない植込みボルト付溶接継手は,本体付図4 d) に示すようにFW継手で取り付けて
もよい(材料制限は,表7.1参照。)。
7.2.5
すみ肉溶接 すみ肉溶接は,次による。
a) 7.1.2の規定によってすみ肉溶接を耐圧部に用いてよい。すみ肉のルート部において完全な溶込みが得
られるように特に注意を払わなければならない。
b) 隅角部の継手又はT継手は,板が溶接部と無関係に支えられている場合には,すみ肉溶接で行ってよ
い。ただし,プラットフォーム,ラダー,配管,断熱材などを支えるラグ及びクリップを取り付ける
すみ肉溶接に対しては,ラグ及びクリップを支える必要はない。
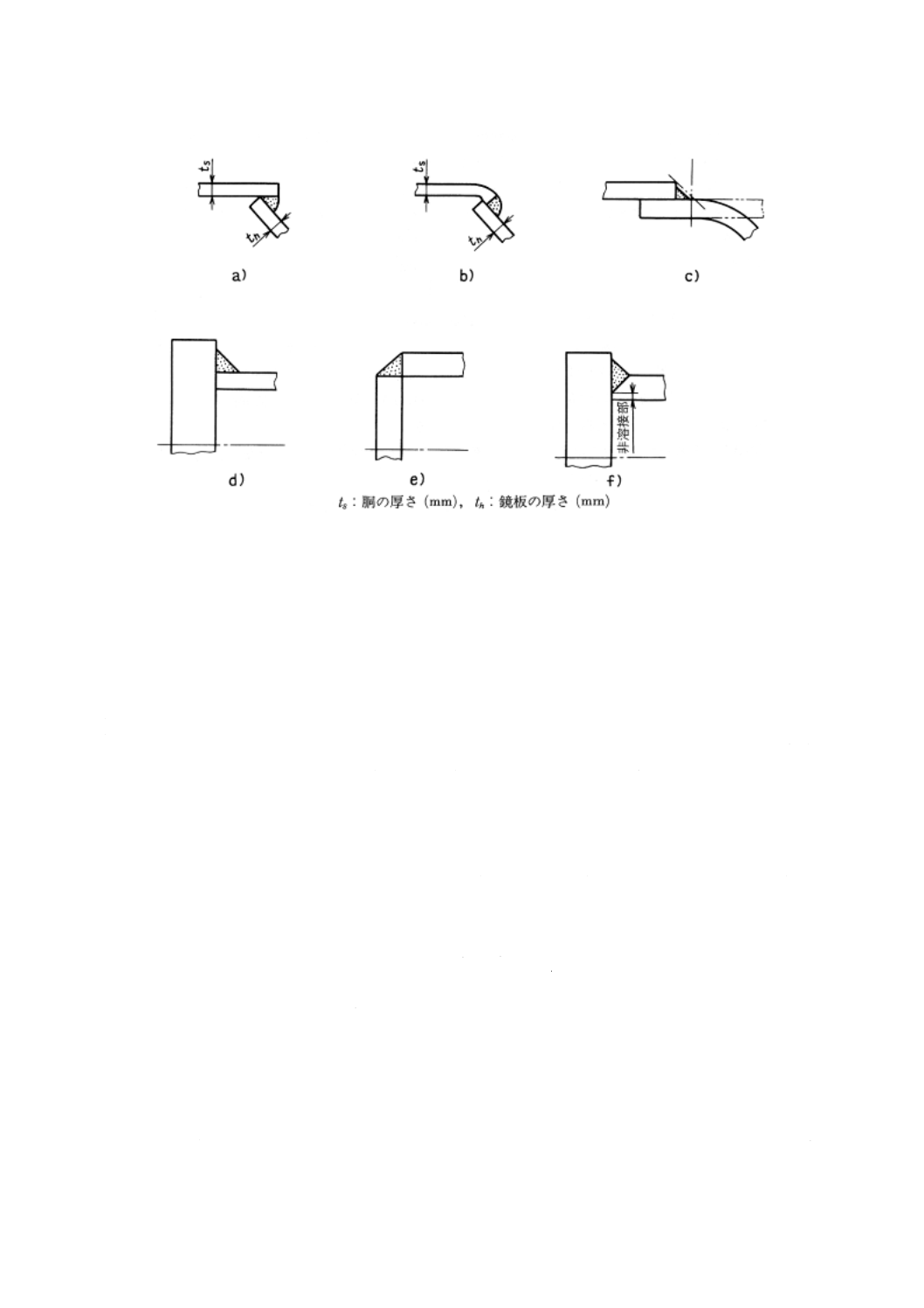
c) 図7.5に用いてはならないすみ肉溶接の例を,幾つか示す。
34
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 7.5 用いてはならないすみ肉溶接の例
d) 取付物を取り付けるすみ肉の強さは,附属書11の4.の規定による。
7.3
非破壊試験 溶接継手の非破壊試験については,9.2及び表9.3,並びに11.の規定による。
7.4
熱処理 溶接後の熱処理は,10.及び附属書14の規定による。
8. 工作一般
8.1
材料の確認 材料の確認は,次による。
a) 圧力容器の耐圧部に用いる材料及び耐圧部に溶接する非耐圧部材は,5.の材料規定に応じ,5.2.1〜5.2.3
に規定する規格材料で,その材料規格のすべての規定及びこの規格で特別に要求された規定に合致し
ていることを証明する材料証明書(ミルシート)によって確認しなければならない。
b) 材料は,材料発注仕様書から受入れ検査,材料証明書の確認,さらに,圧力容器完成に至るまで,材
料の流れにおいても管理できるように材料ごとに必要な記号を刻印又はマーキングし,設計で指定さ
れた材料が圧力容器の完成時にも正しく使用されていることを確認できるようにする。材料が切断,
加工されても記号が残るように,材料を切断する前に記号を移し換える。これらは材料使用明細図又
は表に記録し,材料証明書と使用した各部材との照合確認ができるようにする。
8.2
材料欠陥の補修 材料に欠陥がある場合の補修の方法は,次による。
a) 欠陥除去の確認 欠陥部を除去した後は,11.3 c) 又は11.3 d) にそれぞれ規定する磁粉探傷試験又は
浸透探傷試験を行い,欠陥が完全に除去されたことを確認する。
b) 溶接補修 溶接によって材料を補修する場合には,9.1.2の規定によって確認された溶接施工方法及び
9.1.3の規定による溶接士によって行わなければならない。材料規格に衝撃試験が要求されている場合
には,溶接施工方法確認試験において溶接金属及び熱影響部の吸収エネルギー値又は横膨出量が附属
書15の規定を満足しなければならない。また,補修した材料に熱処理が必要な場合には10.の規定に
よる。
c) 溶接補修後の試験 溶接によって補修を行った表面は平滑に仕上げ,11.3 c) 又は11.3 d) にそれぞれ
規定する磁粉探傷試験又は浸透探傷試験を行い,合格しなければならない。また,補修溶接した部分
35
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の溶接の深さが10 mm又は板厚の21のいずれかを超える場合には,その部分を11.3 a) に規定する放
射線透過試験を行い,合格しなければならない。
8.3
材料の加工前の検査 材料の加工前の検査は,次による。
a) 圧力容器の製作に用いる材料は,圧力容器の安全性に影響すると思われる欠陥を検出するために,加
工前に目視及び必要な場合には,各種の非破壊試験方法を用いて,できる限り検査する。
b) 衝撃試験の必要な材料は,加工前にすべての表面に割れのないことを確認する。
8.4
材料の切断及び切断面の仕上げ 板その他の材料の切断及び切断面の仕上げは,次による。
a) 板,鏡板の端部,その他の部材は,必要な形及び寸法に機械せん断,研磨,切削などの機械的方法,
又はガス切断,アーク切断などの熱切断で切断してもよい。熱切断の場合には,溶けかす及び有害な
変色部は,機械的方法で除去する。熱切断による場合には,機械的性質に及ぼす影響を考慮しなけれ
ばならない。
b) 開先は滑らかで,溶けかすなどの有害な付着物を除去していなければならない。合金鋼及び硬化性の
ある材料をガス及びアーク熱で溶断したときは,必要に応じて硬化層,変質部などをグラインダなど
で除去する。また,非鉄金属材料を溶断した場合も同様とする。
c) 完成した圧力容器の中に,溶接されないままに残っているノズル及びマンホールのネック端は,せん
断で切断してもよいが,せん断ばりは他の方法で取り除いて滑らかに仕上げなければならない。切断
端面は,11.3 c) 又は11.3 d) にそれぞれ規定する磁粉探傷試験又は浸透探傷試験を行う。
8.5
切断面の試験・検査 切断面の試験・検査は,次による。
a) 次の1)及び2)に規定する切断面は,11.3 c) 又は11.3 d) にそれぞれ規定する磁粉探傷試験又は浸透探
傷試験を行い,欠陥の検出を行う。
1) 呼び厚さが13 mmを超える鍛造又は圧延の平鏡板又は管板に耐圧部を溶接して表7.1 FP継手に規
定の隅角部を形成する場合の溶接継手開先を含めたすべての切断面。
2) 付図3 a),b) 及びf) に示すノズルを取り付ける板材にあけた穴の切断面。
b) a)の規定に加えて,呼び厚さ38 mmを超える材料の切断面及び呼び径3Bを超えるa) 2) に規定のノズ
ル以外の形式のノズル穴の切断面について磁粉探傷試験又は浸透探傷試験を行い,欠陥を検出する。
c) a) 及びb) 以外に切断面については,目視によって十分に検査し,欠陥を検出する。
d) a)〜c) の試験・検査で検出されたラミネーション以外の欠陥(長さ方向が材料の表面と平行でないも
の)は除去する。介在物のように不連続部が材料表面に平行なものが上記の試験・検査のいずれかで
発見された場合は,その長さが25 mm以下であれば補修せずにそのまま用いてよい。
e) ラミネーションのような不連続部が有害であるような使用条件のものについては,JIS G 0801又はJIS
G 0802によって超音波探傷試験を行う。
f)
切断面に欠陥がある場合には,8.2の規定によって補修することができる。
8.6
胴及び鏡板の成形 胴及び鏡板の成形は,次による。
a) 胴及び鏡板は,成形後の材料の機械的性質を損なわないよう,かつ,各部の厚さが設計厚さ以下とな
らないように成形する。
b) 板をロール曲げする場合には,円筒胴の長手溶接継手端は,完成した継手部に平らな部分ができない
ように,まず予備ロール又は成形をして適切な曲率になるようにする。
c) 炭素鋼及び低合金鋼は,打撃による冷間成形を行ってはならない。
d) 炭素鋼及び低合金鋼を鍛造温度で打撃によって成形する場合には,打撃によって問題となるような変
形を生じてはならない。また,成形後は後熱処理を行う。
36
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 炭素鋼板及び低合金鋼板で冷間又は温間成形を行った胴,鏡板,その他の耐圧部材は,成形後の板の
伸び率が5 %を超え,かつ,次の1)〜5) に示すいずれかの条件に該当する場合には,その後,後熱
処理を行う。
1) 致死的物質を取り扱うことを目的とする圧力容器
2) 衝撃試験が要求されている材料
3) 冷間成形による板の厚さが16 mmを超えるもの
4) 冷間成形による板厚減少が板厚の10 %を超えるもの
5) 成形中の材料の温度が480 ℃以下で行われるもの
f)
母材の区分P-1グループ番号1及び2の材料であって,上記e) 1)〜5) の条件以外のものは,冷間成形
後の板の伸び率が40 %を超える場合に後熱処理を行わなければならない。
g) 上記e) 及びf) でいう成形後の伸び率は,次の式によって計算する。
1) 二次曲率をもつ鏡など
成形後の伸び率 (%) =
−
e
f
f
R
R
R
t1
75
2) 一次曲率をもつ円筒胴,円すい胴など
成形後の伸び率 (%) =
−
e
f
f
R
R
R
t1
50
ここに,
t: 板の呼び厚さ (mm)
Rf: 成形後の板の中立軸での半径 (mm)
Re: 成形前の板の中立軸での半径(平板の場合は∞)(mm)
h) 炭素鋼及び低合金の胴,鏡板,その他の耐圧部材を圧力容器の製作者以外の者が冷間成形した場合に
は,8.6 a)〜g) の規定を満足していることを検査成績に記録しなければならない。
8.7
胴の真円度
8.7.1
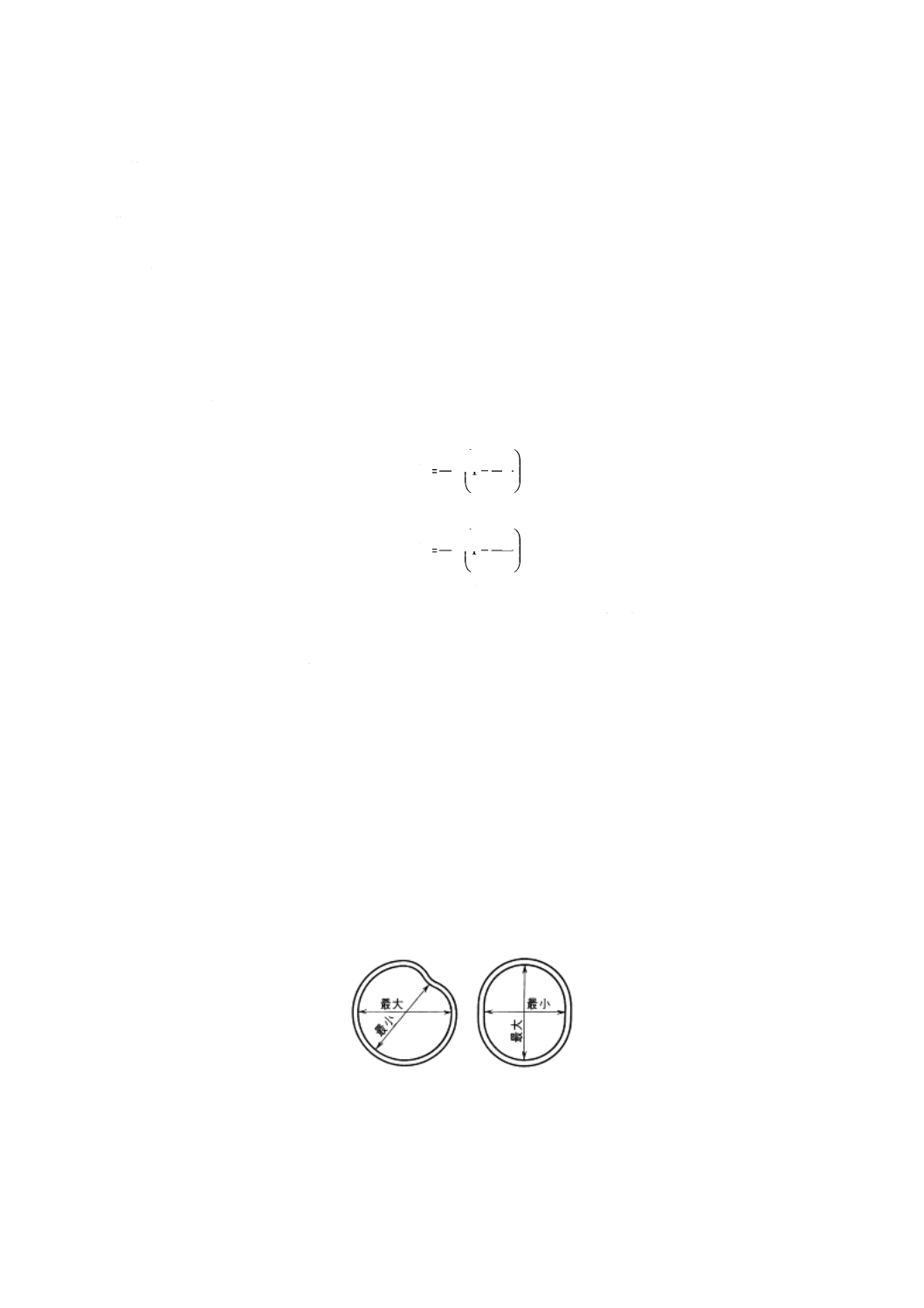
内圧を受ける胴の真円度 内圧を受ける胴の真円度は,次による。
a) 内面に圧力を受ける胴の軸に垂直な同一面での基準内径に対する最大内径と最小内径との差の割合
(以下,真円度という。)は,いかなる断面においても,その断面における基準内径の1 %を超えて
はならない。直径は内径又は外径で測定してよい。外径を測定した場合は,その断面における板厚を
考慮して修正する(図8.1参照)。
b) 上記a) において,断面が胴に設けられた穴を通る場合には,又はその断面から穴の中心までの距離
が穴の内径寸法以内である場合には,その断面における基準内径の1 %にその穴の内径の2 %を加え
た値を超えてはならない。
真円度=(最大内径−最小内径)/基準内径×100 (%)
図 8.1 真円度計測法
8.7.2
外圧を受ける胴の真円度 外面に圧力を受ける胴の軸に垂直なすべての断面における真円度は,次
による。
37
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 8.7.1 a) の真円度の規定によるほか,次のb)〜e) の規定による。
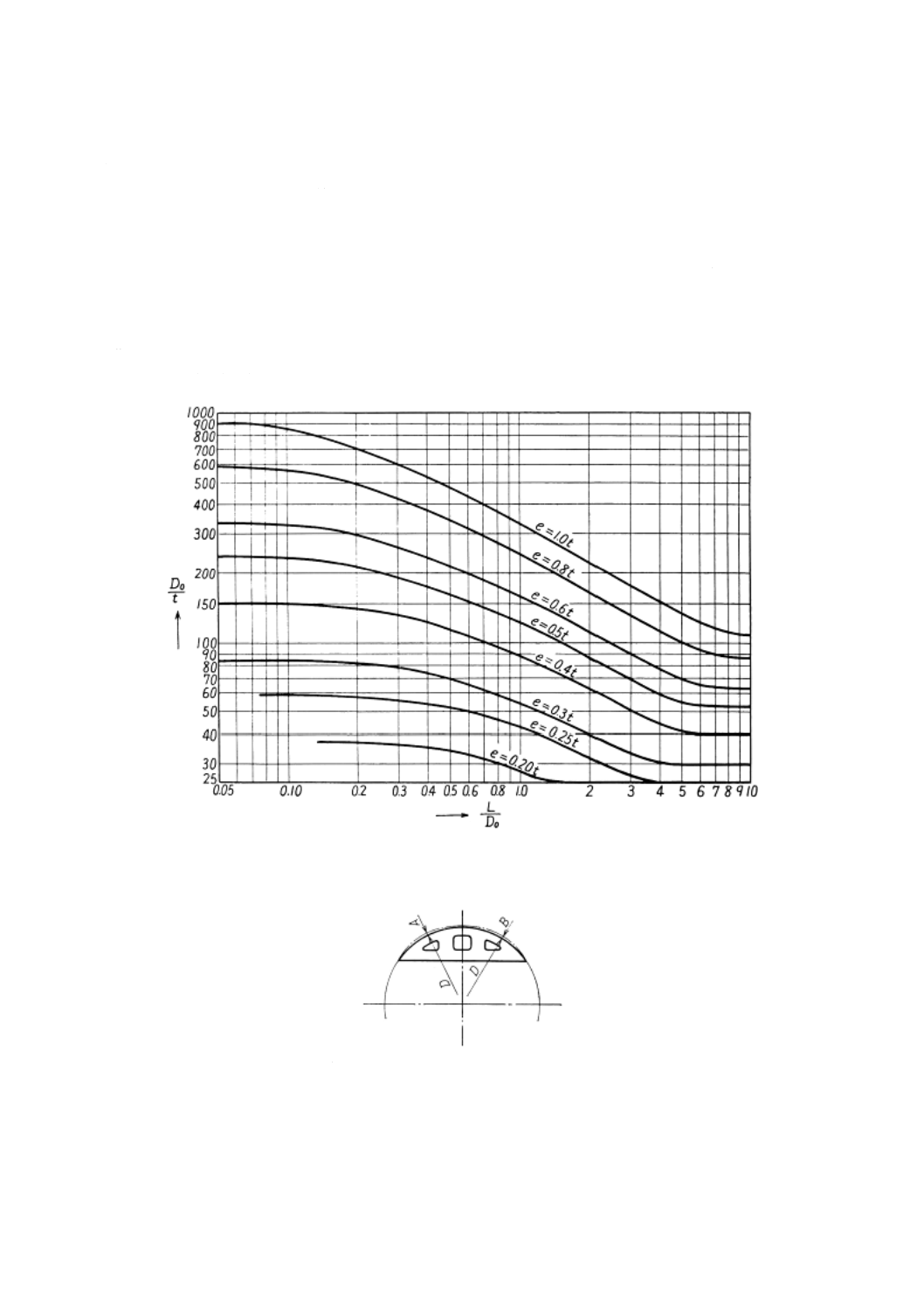
b) 真円に対する(+)又は(−)の最大偏差(mm)は,図8.2から求めるeの値を超えてはならない。
各値から得られた点が,曲線群の上に外れた場合にはe=1.0t,下に外れた場合はe=0.2tとする。
c) 真円に対する偏差の計測方法の例を,図8.3に示す。測定位置は胴の内表面又は外表面とし,溶接部
又は他の同様の盛り上がった箇所で測定してはならない。
d) 任意断面におけるtの値(mm)は,一定板厚の部分においては,板の呼び厚さから腐れ代を引いた値
とし,また,板厚の異なる断面においては,最も薄い板の呼び厚さから腐れ代を引いた値とする。
e) 図8.2及び図8.4のLの値は,次によって求める。
1) 円筒胴に対しては,附属書1の4.1に規定する外圧を受ける胴(又は管)の設計長さ(mm)とする。
D0は外径(mm)である。
図 8.2 外圧を受ける圧力容器の真円からの最大許容差e†
備考1. 真円に対する(+)又は(−)の偏差は,図8.3に示
すように弓形の型板を用いて胴の内側又は外側から
半径方向に測る。
2. 真円に対する偏差の計測に用いる型板の弦の長さは,
図8.4に示す弧の長さの2倍にとる。
図 8.3 真円に対する偏差の計測方法の例
38
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 図8.4は附属書1の図12と同じとする。
図 8.4 真円に対する(+)又は(−)の偏差を決めるための最大弧長†
2) 円すい胴に対しては,図8.2及び図8.4に用いるL及びD0の値は,次による。
+
=
l
s
c
e
D
D
L
L
1
5.0
ここに,
Le: 円すい胴の等価長さ (mm)
Lc: 円すい胴の軸方向の長さ (mm)
Ds: 円すい胴の小径端の外径 (mm)
Dl: 円すい胴の大径端の外径 (mm)
2.1) 大径端に対しては,
L = Le
D0 = Dl
2.2) 小径端に対しては,
=
s
l
eD
D
L
L
2.3) 中央部の径に対しては,
+
=
s
l
l
e
D
D
D
L
L
2
D0 = 0.5 (Dl+Ds)
2.4) 外径DXの任意の断面に対しては,
=
X
l
eD
D
L
L
D0 = DX
3) 球形胴に対しては,LはD0の21とする。
39
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.8
成形鏡板の製作公差 成形鏡板の製作公差は,次による。
a) 皿形,端部に丸みのある円すい形,半球形又は半だ円形の鏡板の内面は,それぞれの丸みの半径に沿
って正規の形状のゲージとのすき間をゲージの内側及び外側で測定し,規定の寸法から外側にDの
1.25 %,また,内側にDの0.625 %を超えて変形してはならない。ここに,Dは,鏡板の取り付けら
れる胴の設計内径である。また,鏡板のすみの丸みの半径は,設計寸法より小さくてはならない。
b) 外圧を受ける全半球形鏡板及び皿形又は半だ円形の鏡板で球の一部になっている部分は,上記a) 及
び8.7.2の球形胴に規定する偏差内に入っていなければならない。この場合,
0
D
L=0.5とする[8.7.2 e)3)
参照]。
c) a) 及びb) による偏差の測定は,板の表面で行い溶接部で行ってはならない。
d) 鏡板の端部の円筒部の真円度は,8.7の規定による。また,突合せ溶接する場合は,9.1.9の規定も満
たさなければならない。
8.9
調質高張力鋼の工作についての特別規定 調質高張力鋼の工作についての特別規定は,附属書12に
よる。
8.10 ステンレスクラッド鋼の工作についての特別規定 ステンレスクラッド鋼の工作についての特別規
定は,附属書13による。
9. 溶接施工
9.1
溶接施工一般
9.1.1
溶接方法及びその使用制限 この規格による圧力容器の製作に用いる溶接方法及びその使用制限
は,次による。
a) 溶接は,被覆アーク溶接,サブマージアーク溶接,ティグ溶接,ミグ又はマグ溶接,プラズマアーク
溶接,セルフシールドアーク溶接,エレクトロスラグ溶接,エレクトロガスアーク溶接及び電子ビー
ム溶接とする。
b) チタンの溶接は,ティグ溶接,ミグ溶接,プラズマアーク溶接又は電子ビーム溶接とする。
c) エレクトロスラグ溶接及びエレクトロガスアーク溶接は,母材がフェライト鋼及びフェライトを含む
溶接金属を生じさせるような次の1)〜3) に規定のオーステナイト鋼の突合せ溶接に限り用いてもよ
い。
1) JIS G 4303,JIS G 4304及びJIS G 4305のSUS304,SUS304L,SUS316及びSUS316L。
2) JIS G 3214のSUSF304,SUSF304L,SUSF316及びSUSF316L。
3) JIS G 5121のSCS13A,SCS14A,SCS16A及びSCS19A。
d) 加圧溶接方法は,抵抗溶接,爆着及び摩擦圧接とする。
e) アークスタッド溶接及び抵抗スタッド溶接は,荷重のかかるものでも,かからないものでも,非耐圧
部材の取付け溶接だけに用いてもよい。ただし,調質高張力鋼には用いてはならない。また,フェラ
イト系材料の場合には,溶接後熱処理を必要とする。圧力容器は,10.1の溶接後熱処理の規定を適用
する。円断面のスタッドの最大径は25 mmとする他の形のものは,25 mm径の断面積以下のものとす
る。
f)
摩擦圧接法は,JIS B 8285の3.2(母材の種類)の付表1(母材の区分)に規定のP番号が指定された
材料だけに用いる。
9.1.2
溶接施工方法の確認及び記録 溶接施工方法の確認及び記録は,次による。
a) 圧力容器又はその部分の製作者は,溶接に先立ち,溶接継手ごとの溶接施工要領書を作成し,その要
40
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
領書による溶接方法及び条件ごとに溶接施工方法の確認試験を行い,溶接施工方法の確認試験の評価
基準を満足しなければならない。
b) 製作者は,溶接施工方法確認試験の結果について,記録(書)を作成しなければならない。
c) 適用する溶接施工方法の確認を得るまでは,実製品の溶接を行ってはならない。
d) 耐圧部の溶接及び荷重を伝える非耐圧取付物と耐圧部との溶接施工方法は,溶接施工方法の確認を得
なければならない。
e) 非耐圧取付物で本質的に荷重を伝える役目をしないもの(例えば,伝熱用の突起物,断熱材取付け用
のピンなど)を耐圧部に取り付ける溶接施工方法は,次による。
1) 手動又は半自動溶接の場合には,溶接施工方法の確認を必要とする。
2) 自動溶接で溶接施工要領書に従って溶接を行う場合には,溶接施工方法の確認試験は不要とする,
ただし,溶接施工要領書は,できるだけJIS B 8285によることが望ましい。
9.1.3
溶接士及び自動溶接士 溶接士及び自動溶接士は,次による。
a) 溶接士 手動及び半自動溶接を行う溶接士は,次のJISによる技術検定又はこれらと同等以上の技術
検定に合格し,その技量について格付けされた資格のある者とする。
JIS Z 3801, JIS Z 3805, JIS Z 3811, JIS Z 3821, JIS Z 3841
b) 自動溶接士 自動溶接を行う溶接士は,自動溶接施工方法について十分な技量をもつことを確認され,
かつ,経験のある者とする。
9.1.4
溶接部の照合 溶接部には,それを施工した溶接士,自動溶接士を記号又は照合マークなどによっ
て確認できるようにしなければならない。ただし,製作者が各溶接部についての記録書によって溶接士又
は自動溶接士が確認できる場合には,記号又は照合マークを省略してもよい。
9.1.5
溶接材料の確認,取扱い及び保管 製作者は,圧力容器の溶接に用いる溶接材料[JIS B 8285の
3.4(溶接材料)参照。]全般について十分な管理のもとに,その取扱い及び保管について確認しなければ
ならない。特に低水素系溶接棒及びフラックスは,湿気の吸収を最少に抑えるようにしなければならない。
9.1.6
溶接最低温度 母材の温度が−20 ℃より低い場合には,一切の溶接を行わないのがよい。母材の
温度が0 ℃より低く,−20 ℃より高いときは,溶接開始点から80 mmの範囲にわたって表面を溶接に先
立って15 ℃程度に温めて溶接する。母材の表面が湿っている場合,氷が張っている場合,表面に雪が降
り込んでいる場合,風が強い場合などは,溶接士,自動溶接士及び作業場が適切に保護されていない限り,
溶接を行わないほうがよい。
9.1.7
取付け及び位置合せ 溶接される部分の取付け及び位置合せは,次による。
a) 溶接される部分は,取付け及び位置合せを行い,溶接中はその位置に保持しなければならない。
b) 溶接される端面の位置決め及び保持のために適切なジグを用いるか,又は仮付溶接によって行ってよ
い。仮付溶接を用いる場合には,次による。
1) 仮付溶接に用いる溶接方法及び溶接士は,確認された溶接施工方法に従って資格のある溶接士が行
わなければならない。
2) 仮付溶接を行った場合には,その目的を達したときに完全に取り除くか,又は仮付溶接の始端部と
終端部をグラインダ又は適切な方法で仕上げ,仮付溶接が十分に満足な状態で最終溶接の中に溶け
込むようにする。
3) 仮付溶接は,目視試験によって欠陥を調べ,欠陥が発見された場合には除去しなければならない。
c) 一時的に取り付けた取付物を取り除いた跡は,滑らかに仕上げ,磁粉探傷試験又は浸透探傷試験を行
う。欠陥は除去し,その跡を検査しなければならない。溶接による補修が必要な場合には,9.3による。

41
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) すみ肉溶接を行う場合は,重ねた板は十分に密着させて溶接中に離れないようにしておかなければな
らない。
e) 摩擦圧接で二つの部材を接合する場合には,一方は固定位置に保持し,他方を回転させる。接合され
る二面は,回転軸に対して直角とする。
適用できる継手の代表的なものは,丸棒と丸棒,管と管,丸棒と管,丸棒と板及び管と板の接合と
する。
9.1.8
開先部の清掃 開先部の清掃は,次による。
a) 開先面及び開先近傍の表面は,鋼材では開先面から13 mm以上離れたところまで,また,非鉄金属材
料では50 mm以上離れたところまで清掃し,スケール,さび,油,グリース及び他の有害な異物を除
去する。有害な酸化物は,溶接金属の溶着する面から除去する。多層溶接の場合は,各パスごとに,
振動工具,たがね,エアーチップハンマー又は他の適切な方法でスラグをすべて取り除き,溶接金属
中に不純物が混入しないようにする。
b) 溶接される鋳鋼表面は,機械仕上げ,チッピング又はグラインダで表面スケールを除去し,健全な金
属面を露出させる。
9.1.9
突合せ溶接継手の端面の食違い 突合せ溶接される継手の端面の食違いは,次による。
a) 突合せ溶接継手の端面の食違いは,7.1.1に規定する溶接継手の位置の分類に応じて,表9.1に示す最
大許容値以下とする。ただし,調質高張力鋼については,附属書12の3.3による。
表 9.1 突合せ溶接継手の許容最大食違い
薄い方の母材の呼び厚さt
(mm)
継手の分類
A
B, C及びD
t≦13
t
4
1
t
4
1
13 < t≦19
3.0 mm
t
4
1
19 < t≦38
3.0 mm
5.0 mm
38 < t≦50
3.0 mm
t
8
1
50 < t
t
16
1(最大10 mm)
t
8
1(最大19 mm)
b) a) に規定した最大許容値内にあるすべての食違いは,完了した溶接幅にわたって3:1のテーパに仕
上げるか,又は必要なら溶接線を超えて肉盛溶接でテーパを付ける。このような追加肉盛溶接による
仕上げは,9.1.16による。
9.1.10 予熱 予熱は,次による。
a) 溶接施工要領書には,最少必要予熱条件を定めなければならない。
b) 溶接施工要領書に予熱が定められていない場合でも,予熱は溶接継手を完成させるための一助として,
溶接中に用いてもよい。
c) 予熱の要否及び温度は,化学成分,接合される部分の拘束の程度,高温における材料の特性及び厚さ
など各種の要素に関係するので,附属書14の2 b) に規定の溶接後熱処理を必要としない条件にある
ものを除き,予熱についての一般指針を,附属書18に示す。
9.1.11 溶接部の形状 溶接部の形状は,次による。
a) B-1継手の溶接の溶込みは,次による。
1) B-1継手は,完全溶込みで,完全に溶融していなければならない。溶接表面は,目の粗い波(リッ
42
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
プル),溝,オーバラップ及び急激な凹凸がなく,放射線透過試験及び他の必要な非破壊試験の合否
判定ができるのに十分な程度であれば,溶接したままでよい。放射線透過フィルムによる合否判定
で,溶接部の表面状態が問題になる場合には,フィルムは合否判定のために実際の溶接表面と比較
しなければならない。
2) 溶接部の表面が母材面より低いものは,次の2.1) 及び2.2) の条件がすべて満足されていれば差し
支えない。
2.1) 厚さの減少が,いかなる箇所においても隣接する材料の設計厚さ未満に減少していない。
2.2) 厚さの減少が,隣接する材料の呼び厚さの10 %か,0.8 mmのいずれか小さい方を超えていては
ならない。
b) B-2継手は,継手全長にわたり溶接底部において完全な溶込み及び溶融が得られるように,継手部の
位置合せ及びすき間に対して特別の注意を払わなければならない。
c) FP継手は,溶接される部材のうちの少なくとも一つの部材の全厚にわたる開先溶接で,各部材に完全
に溶融していなければならない。
d) PP継手は,ノズル取付け継手における部分溶込みの最小溶込み深さをノズルネックの呼び厚さの1.25
倍とする。
e) FW継手は,次の1) 及び2) による。
1) FW継手は,母材に適切な溶込みが得られるような溶接とする。
2) すみ肉溶接縁において溶接のために生じた母材の厚さの減少は,a) 2) の規定による。
9.1.12 余盛の高さ及び仕上げ いかなる箇所においても,溶接開先が完全に溶接金属で埋められて突合せ
溶接の溶接金属の表面が隣接する母材の表面より低くならないように,溶接部に余盛を付けてもよい。余
盛の高さ及び仕上げは,次による。
a) 余盛の高さ(図9.1参照)は,表9.2に示す値以下とする。
表 9.2 余盛の高さ
単位mm
母材の呼び厚さ
t
余盛の高さ
管の周継手
他の溶接部
t<2.5
2.5
1.0
2.5 ≦ t≦5
3.0
1.5
5 < t≦13
4.0
2.5
13< t≦25
5.0
2.5
25 < t≦50
6.0
3.0
50 < t≦75
6.0
4.0
75 < t≦100
6.0
5.0
100 < t≦125
6.0
6.0
125 < t
8.0
8.0
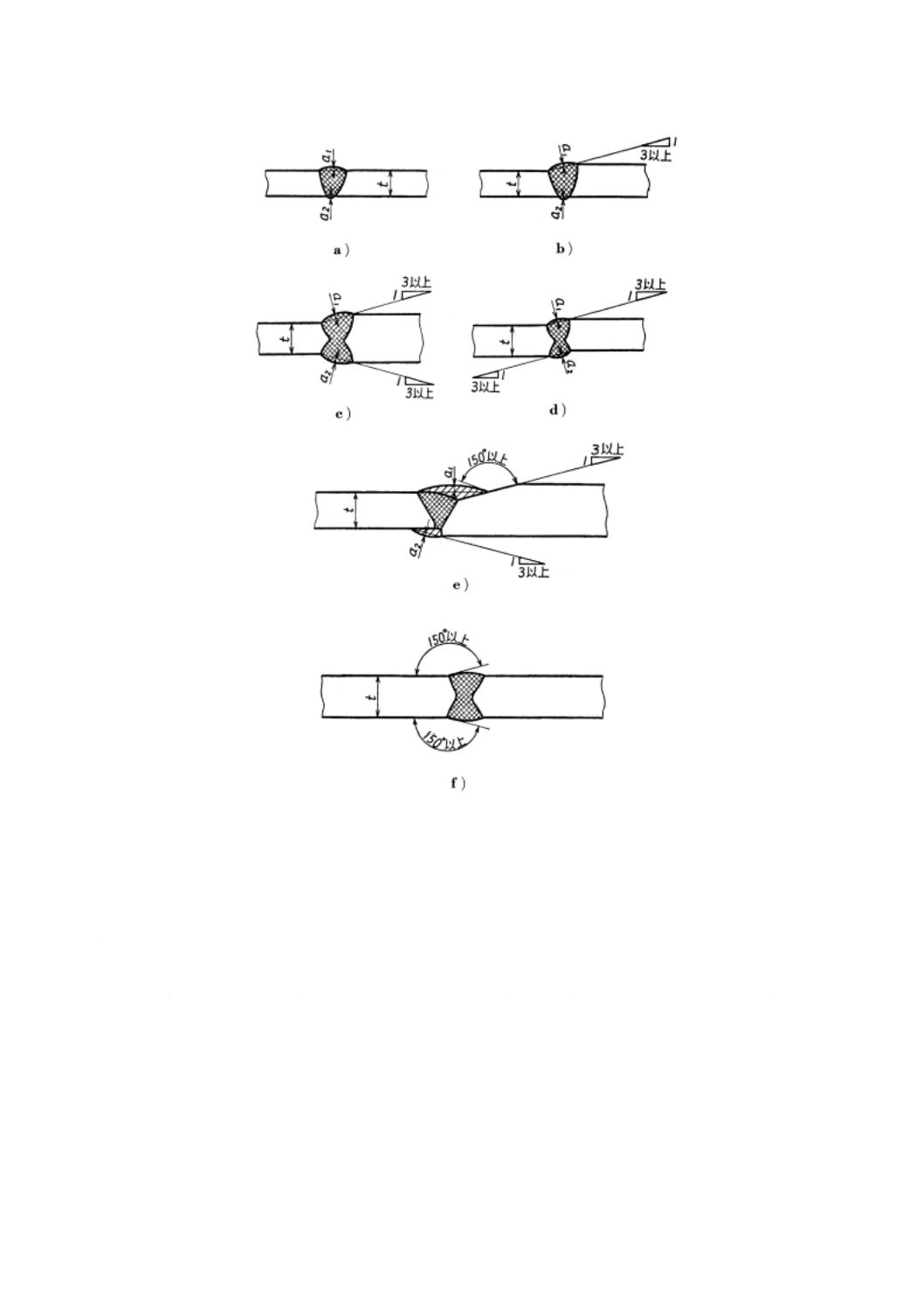
43
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 図中の記号の意味は,次による。
t:胴又は鏡板の実際厚さ
a1,a2:余盛の高さ
図 9.1 余盛の高さ及び溶接による食違い
b) 仕上げ 溶接部の止端は,母材の表面と段が付かないように滑らかにしなければならない。
c) B-2継手では裏当ての反対側の溶接表面に余盛を付けてもよい。
9.1.13 裏はつり 完全溶込み両側溶接を行う場合には,一方の側から溶接を行い,反対側から裏はつりを
行った後溶接を行わなければならない。ただし,初層部に適切な融合が得られ,開先の底部に欠陥が生じ
ない溶接方法を用いるときで,溶接施工方法の確認試験で確認された場合には,裏はつりを省略してもよ
い。
9.1.14 ピーニング ゆがみの調整,残留応力の緩和,又は溶接の品質向上に役立つと思われる場合には,
溶接金属をピーニングしてもよい。ただし,溶接後熱処理を行わない場合には,初層及び最終層に対して
ピーニングを行ってはならない。
44
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.1.15 溶接の中断及び再開 溶接を中断する場合には,再開する場合に必要な溶融が得られるように特に
注意を払わなければならない。サブマージアーク溶接ではクレータ部をはつり取るのがよい。
9.1.16 溶接金属による母材表面の肉盛 溶接金属による母材表面の肉盛は,次による。ただし,溶接肉盛
によるクラッドを除く。
a) 母材表面に肉盛溶接するものは,次の1) 又は2) のために行うものに限る。
1) 母材の厚さを元の厚さに戻す,又は強度上母材の厚さを増すため。
2) 7.2.1及び9.1.9 b) に規定のテーパ部を形成するために溶接継手の形状を修正するため。
b) 肉盛溶接施工前に,肉盛厚さに対して突合せ溶接による溶接施工方法の確認試験を行う。
9.1.17 後熱 溶接部の遅れ割れを防止するため,必要に応じて溶接直後に後熱を行う。ただし,この後熱
は10.1に規定する溶接後熱処理とは目的を異にしているので,この後熱によって溶接後熱処理を省略して
はならない。
9.2
溶接継手の非破壊試験
9.2.1
B-1継手の非破壊試験 分類A,分類B,分類C及び分類Dに用いるB-1継手の非破壊試験は,す
べて全線放射線透過試験(以下,RTという。)を行う。ただし,分類CのB-1継手で疲労解析を必要とし
ない場合は,表9.3の注(12) b) による。
9.2.2
B-2継手の非破壊試験 分類Bに用いるB-2継手の非破壊試験は,すべてRTを行う。
9.2.3
FP継手の非破壊試験 分類C及び分類Dに用いるFP継手の非破壊試験は,次による。
a) ノズルの取付けでノズルネック端面が容器壁上に付いている場合[付図3 a)及びb) 参照],ノズル内
径とほぼ同じ寸法に容器壁にあけた穴の端面は磁粉探傷試験(以下,MTという。)又は浸透探傷試験
(以下,PTという。)を行う。
b) 付図1 b) 2) 及び3) に示すような構造の隅角部の溶接継手の場合,寸法bがts以上である場合を除き,
溶接に先立って管板及びステーなしの平鏡板は全面超音波探傷試験(以下,UTという。)を行う。ラ
ミネーションがなければ合格とする。
c) 分類CのFP継手は,胴の厚さが64 mmを超える場合にはRT又はRTの困難な場合はUTを行い,64
mm以下の場合は内外面からMT又はPTを行う。
d) 分類DのFP継手は,穴径が152.4 mmを超え,かつ,胴の厚さが64 mmを超える場合にはRT又は
RTの困難な場合はUTを行い,穴径が152.4 mm以下の場合には,又は穴径が152.4 mmを超え,かつ,
胴の厚さが64 mm以下の場合には,内外面からMT又はPTを行う。
e) MT又はPTは,表9.3のII欄に規定の材料で溶接後熱処理が行われるものに対しては,溶接後熱処理
後に行う。
9.2.4
PP継手及びFW継手の非破壊試験 PP継手及びFW継手の非破壊試験は,溶接表面をすべてMT
又はPTを行う。MT又はPTは,表9.3のII欄に規定の材料で溶接後熱処理が行われるものに対しては,
溶接後熱処理後に行う。
9.2.5
その他の溶接部の非破壊試験 9.2.1〜9.2.4に規定されていない溶接部の非破壊試験は,次による。
a) 9.1.16に規定の溶接による母材表面の肉盛部の非破壊試験は,次による。
1) 溶接肉盛部は,全面をすべてMT又はPTを行う。
2) 溶接肉盛をRTの必要な溶接継手に行った場合には,肉盛後にRTを行う。
b) 非耐圧部材及び強め輪の取付溶接部の圧力容器の非破壊試験は,溶接表面すべてに対してMT又はPT
を行う。
45
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2.6
溶接施工方法による非破壊試験の追加 溶接施工方法によっては,次のa)〜c) に規定する非破壊
試験を行わなければならない。
a) 摩擦圧接法による溶接継手に対しては,RT後にUTを行う。
b) フェライト鋼をエレクトロスラグ溶接法で溶接した継手又はエレクトロガス溶接法で38 mmを超え
る1パスで溶接した継手は,RT後にUTを行う。このUTは,結晶細粒化熱処理(オーステナイト化)
又は溶接後熱処理後に行う。
c) 電子ビーム溶接法による溶接継手に対しては,RT後にUTを行う。
9.2.7
高合金鋼又は非鉄金属材料で製作された圧力容器の溶接部の非破壊試験 高合金鋼又は非鉄金属
材料で製作された圧力容器の溶接部の非破壊試験は,9.2.1〜9.2.4の規定によるほか,次による。
a) 胴の厚さが19 mmを超えるP番号8Aのオーステナイト系ステンレス鋼及びP番号41〜43のニッケ
ル及びニッケル合金の溶接部,並びに36 %ニッケル合金鋼の溶接部は(熱処理を行う場合は熱処理
後)PTを行う。割れはすべて除去しなければならない。
b) チタン製圧力容器の7.1.1 a) 及びb) にそれぞれ規定する分類A及び分類Bの継手は,すべての溶接
継手にPTを行う。
9.2.8
圧力容器の溶接継手の位置及び種類による分類並びにその非破壊試験一覧表 圧力容器のすべて
の溶接継手は,その継手位置による分類,許容される継手の種類及び母材の区分又は用途別に応じて表9.3
による。この場合に必要とされる非破壊試験は,これらの表の規定によって行い,合格しなければならな
い。ただし,放射線透過試験を要求される継手で,圧力容器の構造上放射線透過試験を行うことが不可能
な場合には,放射線透過試験を超音波探傷試験に変更してもよい。この場合,試験方法を確立しておかな
ければならない。
備考 表9.3は,7.に規定する溶接継手の位置及び形式による分類に対する非破壊試験の方法を材料別
にまとめたものとする(詳細については,適用規定及び適用図を参照。)。これらの表に規定す
る以外のものについては,受渡当事者間の協定による。
9.3
溶接部の欠陥の補修
9.3.1
不合格欠陥の除去 溶接部の非破壊試験又は目視試験によって検出された割れ,ピンホール,溶込
み不良などの欠陥並びに耐圧試験及び漏れ試験で検出された欠陥は,機械的方法又はガウジングによって
欠陥を除去しなければならない。
9.3.2
補修部の再溶接 欠陥を除去した跡は,9.1.3の規定による溶接士が9.1.2の規定で確認された溶接
施工方法に従って再溶接しなければならない。
9.3.3
補修溶接部の試験 補修溶接部は,当初の溶接部に行ったのと同じ試験方法で再試験しなければな
らない。試験の結果,補修が満足すべきものでない場合には,補修溶接は不合格とする。
9.3.4
補修溶接部の溶接後熱処理 補修溶接部には,10.1の溶接後熱処理についての規定を適用する。
46
B 8266:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 9.3 材料別溶接継手の位置及び形式による分類並びにその非破壊試験
継手の
位置に
よる分
類
許容され
る継手の
形式によ
る記号
適用規定項目番
号
適用図の番号
母材の区分による溶接継手の非破壊試験の方法
備考
母材の区分はJIS B 8285
付表1参照
I欄(13)(14)
II欄(13)(14)
III欄(13)(14)(15)
IV欄(13)
P-1グループ番号
1及び2,P-3グル
ープ番号1及び
2,P-8A及び8B
P-1グループ番号3,P-3グ
ループ番号3,P4,5,6及
び7,P-9A及び9B,P-51
及びP-52(ただし,III欄の
材料を除く。)
調質高張力鋼
(P-1グループ番号3の一
部,P-3グループ番号3の
一部,P-5グループ番号2
の一部及びP-11A及び
11B)
P-21〜25, 27
P-31〜35
P-41〜45
分類A
B-1(18)
表7.1
−
RT
RT
RT+(MT又はPT)
RT
分類B
B-1(18)
表7.1
−
RT
RT
RT+(MT又はPT)
RT
B-2(18)
表7.1
−
RT
RT
−
RT
分類C
B-1(18)
表7.1
付図1 a)
付図7 a) 1)〜4)
RT(12)
RT
RT+(MT又はPT)
RT
9.2.1参照
FP(16)
表7.1
付図1 b)
付図7 a) 5),6)
付図7 b) 1)
RT又はUT
RT又はUT
−
RT又はUT
胴の厚さ>64 mm
9.2.3 c) 参照
MT又はPT(12)
MT又はPT
−
PT
胴の厚さ≦64 mm
PP+FW,
PP又はFW
表7.1
付図7 b) 2-1)
付図7 b) 2-2)
MT又はPT(12)
−
−
−
フランジ材料については
6.7.1 2 a) 参照
分類D
B-1(18)
7.2.4 d)
付図2 a),b-1),b-2),
c)〜e)
RT
RT
RT+(MT又はPT)
RT
FP(17)
表7.1,7.2.4 a)
及びb)
付図3 a) b) c) d-1)〜g)
RT又はUT
RT又はUT
RT又はUT+(MT又はPT) RT又はUT
穴径>152.4 mmかつ,胴の
厚さ>64 mm
MT又はPT(12)
MT又はPT
PT
穴径≦152.4 mm又は穴径>
152.4 mmで胴の厚さ≦64
mm
7.2.4 e)
付図6 a) b) c)
MT又はPT(12)
−
−
PT
2B以下の管継手
FP+FW
表7.1,7.2.4 c) 付図4 a)〜c)
MT又はPT(12)
−
−
PT
FW
表7.1,7.2.4 e),
7.2.4 f)
付図6 d)
付図4 d)
MT又はPT(12)
−
−
PT
PP
表7.1,7.2.4 f) 付図5 a) b) c)
MT又はPT(12)
MT又はPT
−
PT
穴の内径≦101.6 mm
取付物
の溶接
B-1
FP
FP+FW
PP+FW
FW
6.15
附属書11
付図8
MT又はPT(12)
MT又はPT
MT又はPT
PT
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
47
B 8266:2003 完全溶込みの突合せ両側溶接継手又はこれと同等以上とみなされる突合せ片側溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号の説明
継手の形式(詳細は7.1.2参照) 試験の方法
B-1: 完全溶込みの突合せ両側溶接継手又はこれと同等以上とみなされ
る突合せ片側溶接継手
RT: 放射線透過試験
B-2: 裏当てを用いる突合せ片側溶接で裏当てを残す継手
UT: 超音波探傷試験
FP: 完全溶込み溶接の開先溶接で,二つの部材をL形又はT形に互い
に直角に接合する隅角部の溶接継手
MT: 磁粉探傷試験
PP: 部分溶込み溶接の開先溶接で,二つの部材をL形又はT形に互い
に直角に接合する隅角部の溶接継手
PT: 浸透探傷試験
FW: すみ肉溶接継手
注(12) I欄に掲げる材料で圧力容器が疲労解析を必要としない場合には,試験方法を次のように変更してもよい。ただし,SB480, SB450M, SB480M及びSBVIAについ
ては,厚さが13 mmを超える場合には,試験方法を変更してはならない。
a) 次の継手はMT又はPTに代え,目視による検査してもよい。
継手の分類
溶接継手の種類
条件
C
FP,PP+FW,PP又はFW
接合される材料の薄い方≦13 mm
D
FP,FP+FW及びPP
接合される材料の薄い方≦13 mmかつ,接合される材料の厚い方≦32 mm
D
強め材のFW
強め材はすべて。
取付物の溶接
すべて
接合される材料の薄い方≦13 mmかつ,接合される材料の厚い方≦32 mm
b) 接合される材料の薄い方が13 mm以下,かつ,穴の径が254 mm以下の場合は,分類CのB-1継手に対するRT又はUTをMT又はPTに代えてもよい。
c) 電子ビーム溶接方法で行った溶接部はすべてRTに加えてUTを行わなければならない。
(13) 圧力容器の製作で圧力容器を最後に閉じる継手でRTの判定ができない箇所については,UTで代用してもよい。
(14) フェライト鋼をエレクトロスラグ溶接方法で溶接した場合は,結晶細粒化熱処理(オーステナイト化)又は溶接後熱処理を行った後に,RTに加えて全長UTを
行わなければならない。また,摩擦圧接又は電子ビーム溶接方法で行った溶接部もRTに加えて全長UTを行わなければならない(9.2.6参照)。
(15) 調質高張力鋼の溶接部は,取付物の溶接も含めて溶接後熱処理及び耐圧試験後,すべての溶接表面をMT又はPTしなければならない。割れ又は割れに類する欠
陥は不合格で補修又は取り除かなければならない。
(16) 付図1 b) 2) 及び3) は,b<tsの場合の平板はUTを行わなければならない[9.2.3 b) 参照]。
(17) 付図3 a) 及びb) の胴又は鏡板の穴の露出端面は,MT又はPTを行わなければならない[9.2.3 a)参照]。
(18) 肉盛溶接を行ったB-1又はB-2継手は,肉盛溶接後にRTを行わなければならない[9.2.5 a) 参照]。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
48
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.4
耐食クラッド,耐食肉盛溶接又は耐食ライニングに対する特別規定 耐食クラッド,耐食肉盛溶接
又は耐食ライニングに対する特別規定は,次による。
なお,ステンレスクラッド鋼の溶接施工については,附属書13の3.4を参照する。
a) 合せ材が強度部材に含まれない場合には,引張試験を行う前に合せ材の部分を除去しなければならな
い。
なお,合せ材の強度が母材の強度より低い場合には除去しなくてもよい。
b) クラッド鋼,肉盛溶接部又はライニングの継手の溶接は,次による。
1) 継手形状及び溶接方法は,耐食金属と母材との混合を最少に抑えるようにする。
2) 胴,鏡板又は耐圧部を溶接して,付図1[ただし,a) 1)〜4) を除く。]に示すような隅角部の継手を
溶接する場合には,継手の溶接に先立って合せ材を取り除いてから母材を溶接するか,又は母材が
溶融しているのが確かめられるような溶接方法を用いて母材を溶接する。継手の耐食金属部は,適
合する耐食金属溶加材を用いて溶接するか,又は他の適切な手段を用いてもよい。
備考 これらの規定によって設計,製作する場合には,異材間の線膨張係数の差による異常な応力集
中が生じないように検討するのがよい。
c) 圧力容器の内容物による腐食作用を受ける溶接金属は,合せ材又はライニング材と同等の耐食性をも
つのがよい。溶接金属が,溶接接合される材料と同等の成分になるような溶加材を用いるとよい。機
械的性質が良いものであり,また,耐食性が使用条件に十分なものである場合には,他の化学成分の
溶接金属でもよい。ニオブで安定したオーステナイト系ステンレス鋼の溶接金属のニオブ含有量は,
1.00 %を超えてはならない。ただし,溶接される材料によって高いニオブ含有量が許容されている場
合を除く。
d) クロム系ステンレス鋼の合せ材又はライニング板をつなぐ合金材溶接継手は,次の1) 又は2) の規定
によって割れの有無を検査しなければならない。
1) ストレートクロム系ステンレス鋼の溶加材を用いた溶接継手は,全線にわたり割れの検査をしなけ
ればならない。クロム系ステンレス鋼の溶接が母材の溶接部と連続して接触している場合は,全線
放射線透過試験で割れの検査をする。母材に取り付けたライニングの溶接で母材の溶接線と交差し
ているだけのものは,表面の割れを検出できるものであれば,どんな方法で行ってもよい。
2) オーステナイト系クロムニッケル鋼の溶加材又は空冷非硬化形のニッケル・クロム・鉄合金の溶加
材で溶接した継手は,20 %RTを行わなければならない。ライニングの溶接線に対しては,母材の
溶接線と連続して接触しているライニング溶接の場合には,20 %RTを行う。
e) ライニングの取付け ライニング材は,この規格で許容されている溶接方法であれば,どんな方法で
母材その他に取り付けてもよい。ただし,ライニング材を母材に取り付ける溶接は,各溶接方法ごと
に実際の製作に用いる方法と同一要領で,また,母材,ライニング及び溶接金属にそれぞれ用いる材
料の化学成分がいずれも実際の製作に用いる材料の範囲内のものを用いて,ライニング取付け溶接に
対する溶接施工方法の確認試験を,行わなければならない。これは,実際の製作に用いる溶接姿勢ご
とに行い,圧力容器の溶接施工方法の確認試験方法ごとに試験片1個を採取し,切断,研磨,エッチ
ングし,溶接部と母材との境界がはっきり分かるようにする。溶接施工方法を確認するに当たっては,
試験片を拡大鏡を用いずに肉眼で見て,溶着が完全であり,溶着部及び熱影響部に割れが一切なけれ
ば合格とする。
f)
ライニングの密封度 ライニングについては,使用条件に適しているかどうかの密封度試験を行うと
よい。ただし,試験の詳細については,圧力容器の受渡当事者間の協定による。この試験は,荷重を
49
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
受けもっている母材が損傷を受けていないことを確認するためのものとする。圧力容器の内容物に母
材が接触した場合,母材に急速な腐食が起こると考えられる場合には,密封度試験の方法に特に注意
するのがよい。
耐圧試験後,圧力容器の内面を検査し,試験液がライニングからしみ出しているかどうかを調べる。
ライニング裏面にしみ出ている場合には,圧力容器が運転に入ったとき重大な損傷を受けることがあ
るので,圧力容器の運転温度が試験液の沸点を超えている場合には,ライニングに損傷を与えずにラ
イニング裏面にしみ出した試験液をすべて追い出すのに十分な時間をかけてゆっくり加熱するのがよ
い。試験液をすべて追い出してからライニングを溶接補修する。ライニング補修後に放射線透過試験,
熱処理及び耐圧試験を繰り返す必要はない。ただし,補修溶接に母材まで通るような欠陥があると思
われる理由がある場合には,その限りでない。
9.5
管板と伝熱管との溶接に対する特別規定 管板と伝熱管との溶接に対する特別規定は,次による。
a) 材料 伝熱管,管板又は管板表面の材料が,この規格に規定する溶接性のよい材料のものであれば,
伝熱管は,管板に溶接で取り付けてよい。
b) 管板の穴あけ 管板にあける管穴は,原寸ドリルであけるか,又は原寸の43の径にパンチした後,ド
リル,リーマ又は回転カッタで原寸に仕上げてよい。この場合には,伝熱管と管穴とのすき間及び管
穴の仕上げは,次の1) 及び2) による。
1) 管外面と管穴の内面とのすき間は,溶接施工方法の確認試験に用いたすき間を超えてはならない。
2) 管板の溶接される側の管穴の縁にばりがあってはならない。また,溶接されない反対側の管穴の縁
の鋭利なかど(角)は除去しなければならない。管板にあけた管穴の表面は,滑らかに仕上げなけ
ればならない。
c) 溶接部の設計及び継手の形式 伝熱管を管板に溶接するときの溶接部の形状は,JIS B 8274の5.4(伝
熱管と管板の接合方法)の規定による。
なお,溶接の寸法,溶接詳細及び継手の形式は,溶接施工要領書に詳細に記載しなければならない。
d) 伝熱管と管板との溶接施工方法の確認試験 伝熱管と管板との溶接施工方法の確認試験は,JIS B
8285の附属書2の4.(管と管板との溶接の確認試験)及びJIS B 8274の規定による。
10. 熱処理
10.1 溶接後熱処理 溶接後熱処理に関する一般事項,母材の区分(P番号及びグループ番号)別による溶
接後熱処理の範囲及び溶接後熱処理の方法は,附属書14による。
10.2 調質高張力鋼を用いて製作する圧力容器の熱処理 調質高張力鋼を用いて製作する圧力容器の熱処
理は,附属書12の5.による。
10.3 非鉄金属材料を用いて製作する圧力容器の溶接後熱処理 非鉄金属材料を用いて製作する圧力容器
の溶接後熱処理は,行わないほうがよく,受渡当事者間の協定がない限り行ってはならない。実施する場
合には,受渡当事者間で温度,時間及び方法を協定しなければならない。
10.4 ステンレスクラッド鋼を用いて製作する圧力容器の溶接後熱処理 ステンレスクラッド鋼を用いて
製作する圧力容器の熱処理は,附属書13の3.4.10の規定による。
11. 試験・検査
11.1 試験・検査一般 圧力容器の製作者は,他社に委託した圧力容器の部分,部品,成形,非破壊試験,
熱処理などの作業を含めて,製作した圧力容器がこの規格の規定に従って製作されたものであることを証
50
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
明するために,少なくともa)〜d) に規定する試験・検査を行わなければならない。
a) 材料の試験・検査 圧力容器又は圧力容器の部分の製作に用いる材料については,次の試験・検査を
行う。
1) 材料がこの規格で使用を許されたものであることを証明するために,材料及び必要があれば試験材
の材料証明書(ミルシート)による確認[5.1 a)〜c),g) 及び5.2並びに8.1 a) 参照]。
2) 材料が設計仕様に合った必要な厚さのものであることの確認[5.1 d) 及び6.1.4参照]。
3) 鋼材の材料規格の規定に追加の特別規定によって熱処理を行った場合には,試験片による試験結果
の確認(5.3.2,5.3.3及び5.4.3参照)。
4) 材料規格の規定に追加指定して行う非破壊試験と試験結果の確認(5.3.4及び5.4.4参照)。
5) 必要によって行う衝撃試験及び試験結果の確認(5.3.5参照)。
6) ボルト,ナットの目視検査及び非破壊試験並びに試験結果の確認(5.5参照)。
7) 管継手,規格フランジなどの規格部品の試験結果の確認。
8) 材料の加工前の欠陥の検査(8.3参照)。
9) 材料の欠陥補修を行った場合の溶接補修後の非破壊試験及び試験結果の確認[8.2 c) 参照]。
10) 設計で指定された材料が正しく使用されていることを確認するために,材料証明書及び使用した各
部材の照合確認[8.1 b) 参照]。
11) 材料の切断面の非破壊試験及び試験結果の確認(8.4及び8.5参照)。
b) 工作一般に関する検査 工作一般に関する検査は,次による。
1) 胴及び鏡板が規定の形状に許容誤差範囲内に正しく成形されているかの検査(8.6,8.7,8.8及び附
属書12の3.3参照)。
2) 設計図面に記載の各種寸法,ノズル,マンホールなどの方位,胴,フランジなどの傾斜度などが許
容誤差範囲に製作されているかの検査。
3) 圧力容器の内,外面に取り付けられるノズル,マンホールなどの穴周辺の強め材,サドル当て板,
強め輪などが圧力容器の表面の曲率に合わせて適切に付いているかの検査(付図4及び付図8参照)。
c) 溶接継手の試験・検査 溶接継手の試験・検査は,次による。
1) 厚さが異なる部材の突合せ溶接継手の検査(7.2.1参照)。
2) 突合せ溶接するハブ付平鏡板又は管板と胴との取付部の非破壊試験及び試験結果の確認検査(7.2.2
参照)。
3) 必要によって行うノズル強め材の気密試験及び試験結果の確認検査(7.2.4参照)。
4) 溶接施工方法の確認試験及び試験結果の確認検査(9.1.2参照)。
5) 溶接士及び自動溶接士の資格の確認検査(9.1.3参照)。
6) 溶接士又は自動溶接士の照合確認検査(9.1.4参照)。
7) 溶接材料及びその取扱い並びに保管の確認検査(9.1.5参照)。
8) 溶接に先立って,取付部が正しく位置合せされており,接合される材料表面が清浄にされ,かつ,
端面の食違いが規定の誤差内にあることを確認する検査(9.1.7〜9.1.9参照)。
9) 溶接端面の位置決め及び保持のために仮付け溶接を行い,取り除いた後の非破壊試験及び試験結果
の確認検査[9.1.7 b)及びc) 参照]。
10) 溶接部の溶込み深さの検査(9.1.11参照)。
11) 余盛の高さ及び仕上げの検査(9.1.12参照)。
12) 非破壊試験技術者の資格の確認検査(11.4参照)。
51
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13) 溶接継手の非破壊試験及び試験結果の確認検査(9.2,表9.3及び11.3参照)。
14) 溶接部の欠陥の補修を行った場合には,補修溶接部の試験及び試験結果の確認検査(9.3.3参照)。
15) クロム系ステンレス鋼の合せ材又はライニングを接合する合金材溶接継手の割れ検査[9.4 d) 参照]。
16) ライニングの密封度試験及び試験結果の確認検査[9.4 f) 参照]。
17) 圧力容器の熱処理を行った場合には,熱処理記録の確認検査(10.参照)。
18) 溶接継手の機械試験及び試験結果の確認検査(11.2参照)。
d) 完成後の試験・検査 完成後の試験・検査は,次による。
1) 耐圧試験及び試験中の検査(11.6参照)。
2) 漏れ試験及び漏れ試験中の検査(11.7参照)。
11.2 溶接継手の機械試験 溶接継手の機械試験の方法は,附属書16によるほか,結果の判定は,次によ
る。
a) 継手引張試験 継手引張試験結果の判定基準は,次による。
1) 試験片の引張強さが,当該試験材の規定最小引張強さ(規定最小引張強さが異なる母材の組合せの
ときは,いずれか小さい値)以上でなければならない。
2) 溶接継手に用いる設計応力強さが別に定められている場合には,その設計応力強さに対応する規定
最小引張強さ以上でなければならない。ただし,試験片が母材で破断した場合において,その引張
強さが母材の引張強さの最小値の95 %以上で,かつ,溶接部に欠陥がないときは,その試験片は
合格したものとする。
3) 分割して継手引張試験を行った場合には,その全部が1) 又は2) の基準以上でなければならない。
b) 曲げ試験 曲げ試験の結果,溶接金属の外側に,次の割れがあってはならない。
1) 3 mmを超える割れ(へりのかどに生じる割れを除く。)
2) 長さ3 mm以下の割れの長さの合計が7 mmを超えてはならない。
3) 割れ及びブローホールの個数の合計が10個を超えてはならない。
c) 衝撃試験 衝撃試験は,5.3.5及び附属書15の3.による。
d) 再試験 再試験は,次による。
1) 継手引張試験の基準に適合しなかった場合で,溶接部で破断し,かつ,そのときの引張強さが,規
定最小引張強さの90 %以上であるときは,再試験を行ってもよい。再試験は,2個(分割試験のと
きは,二組とする。)の試験片を作製し,そのすべての試験片がa) の規定を満足しなければならな
い。
2) 曲げ試験の基準に適合しなかった場合で,その原因が溶接部の欠陥以外であると認められるときは,
再試験を行ってもよい。再試験は,適合しなかった試験片のそれぞれについて2倍の個数の試験片
を作製し,そのすべての試験片がb) の規定を満足しなければならない。
3) 衝撃試験の基準に適合しなかった場合の再試験は,それぞれ材料の種類に応じ,附属書15の3.1 d),
3.2 d) 及び3.3 d) による。
11.3 非破壊試験の方法及び結果の判定 溶接部,切断面,ジグ跡などの検査に適用される非破壊試験の
方法及び結果の判定は,次による。ただし,試験方法及び結果の判定が特記されたものを除く。
a) 放射線透過試験 放射線透過試験は,次による。
1) 放射線透過試験の方法 鋼の場合には,JIS Z 3104,アルミニウム及びアルミニウム合金の場合に
はJIS Z 3105,ステンレス鋼,耐食耐熱超合金,9 %ニッケル鋼及びその他これらに類するものは,
JIS Z 3106並びにチタン及びチタン合金はJIS Z 3107による。
52
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 判定基準 放射線透過試験の判定は,1類とする。ただし,溶込み不足,融合不良,割れ及びこれ
に類するきずは不合格とする。
b) 超音波探傷試験 超音波探傷試験は,次による。
1) 鋼溶接部の超音波探傷試験の方法 鋼溶接部の超音波探傷試験は,JIS Z 3060及び次による。
1.1) JIS Z 3060の5.5(検出レベルの選定)における検出レベルは,L検出レベルとする。
1.2) 感度調整のために用いる対比試験片は,いずれの場合もJIS Z 3060の4.3.2(対比試験片)のRB-4
とする。
1.3) 鋼溶接部の判定基準 鋼溶接部の超音波探傷試験の判定基準は,JIS Z 3060の附属書6(試験結果
の分類方法)に規定の1類を合格とする。ただし,割れ,融合不良又は溶込み不足は,長さに関
係なく不合格とする。
2) アルミニウム溶接部の超音波探傷試験 アルミニウム溶接部の超音波探傷試験は,次による。
2.1) アルミニウム突合せ溶接部の超音波探傷試験は,JIS Z 3080によって行い,同規格の附属書(試
験結果の分類方法)に規定の1類を合格とする。
2.2) アルミニウム管の溶接部の超音波探傷試験は,JIS Z 3081によって行い,同規格の附属書(試験
結果の分類方法)に規定の1類を合格とする。
2.3) アルミニウムのT形溶接部の超音波探傷試験はJIS Z 3082によって行い,同規格の附属書(試験
結果の分類方法)に規定の1類を合格とする。
3) その他の材料の溶接部の超音波探傷試験は,1) に準じて行う。
c) 磁粉探傷試験 磁粉探傷試験は,次による。
1) 磁粉探傷試験は,JIS G 0565及び次による。ただし,標準試験片については,同規格の表1(A形
標準試験片)に規定のA2-30/100を用いる。
2) 磁粉探傷試験を行った場合において,次の条件に適合する場合には,これを合格とする。
2.1) 表面に割れによる磁粉模様がない。
2.2) 線状磁粉模様の最大長さが4 mm以下である。
2.3) 円形状磁粉模様の最大長径が4 mm以下である。
2.4) 分散磁粉模様に関しては,面積2 500 mm2内において磁粉模様の種類及び大きさに応じ,次の表に
よる点数の総和が12点以下である。
長さ又は直径が2 mm以下
長さ又は直径が4 mm以下
線状磁粉模様
3点
6点
円形状磁粉模様
1点
2点
d) 浸透探傷試験 浸透探傷試験は,次による。
1) 浸透探傷試験は,JIS Z 2343-1~4による。
2) 指示模様の合否の判定は,c) 2) の規定で磁粉模様を指示模様に読み替えて,それによる。
e) 目視試験 溶接部の目視試験で,次の1) 及び2) に規定の事項を確認する。
1) 溶接部には溶込み不良,融合不良,割れ,アンダカット,オーバラップ,クレータ,スラグの巻き
込み,ブローホールなど継手性能に影響を及ぼす欠陥があってはならない。 また,余盛は滑らかに
盛り上がっていなければならない。
2) 一時的に溶接によって取り付けた取付物の除去跡は,滑らかに仕上がっており,欠陥があってはな
らない。
11.4 非破壊試験技術者 非破壊試験技術者は,次による。
53
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 放射線透過試験技術者,超音波探傷試験技術者,磁粉探傷試験技術者及び浸透探傷試験技術者は,権
威ある機関の技量検定に合格し,その技量について格付けされた資格のある者とする。
b) 目視試験技術者は,圧力容器の材料,製作方法,発生するきずなどに関する必要な知識をもち,この
規格の内容に習熟し,かつ,経験のある者とする。
c) 非破壊試験技術者は,色覚が正常で,遠方視力は0.7以上でなければならない。
11.5 非破壊試験の再試験 溶接部の目視による試験,放射線透過試験などの非破壊試験で不合格となっ
た場合には,次に基づいて補修を行い,合格しなければならない。
a) 放射線透過試験を行い,不合格の場合は,不合格の原因となったきずを完全に除去して再溶接し,そ
の部分について再び放射線透過試験を行い,合格しなければならない。
b) 放射線透過試験以外の非破壊試験(目視試験,磁粉探傷試験,浸透探傷試験及び超音波探傷試験)で
きずが検出され,不合格の原因となったきずは完全に取り除き,欠陥部の補修を行い,それぞれの試
験を行い,合格しなければならない。
11.6 耐圧試験
11.6.1 一般 耐圧試験に関する一般事項は,次による。
a) 圧力容器は,完成後附属書17の2. によって耐圧試験を行わなければならない。耐圧試験によって,
圧力容器に局部的な膨らみ,伸びなどの異状が生じないとき,これを合格とする。
なお,オーステナイト系ステンレス鋼以外の鉄鋼材料による圧力容器の耐圧試験は圧力容器の最低
設計金属温度に17 ℃加えた温度以上の耐圧試験時温度(金属温度)で実施する。
b) 耐圧試験後,耐圧部の主要な部分に溶接補修をした場合には,再度耐圧試験を行わなければならない。
c) 2室以上の室で構成されている複合容器(6.1.6参照)の耐圧試験は,次による。
1) それぞれの室が独立して操作される場合には,それぞれ別個の圧力容器として取り扱い,一方の耐
圧試験を行うときは,他方は空としておく。
2) 複合容器の各室が,運転開始,運転中及び停止の期間中に生じ得る最大差圧で設計された共通部材
のある場合であって,かつ,その差圧が隣接する室の高い方の圧力より小さい場合には,その共通
部材は,設計差圧を設計圧力として11.6.2又は11.6.3の規定によって算定した耐圧試験圧力で試験
する。
3) 2)に規定の共通部材の試験後,隣接する室を同時に耐圧試験しなければならない。この場合,室間
の差圧を共通部材の試験に用いた圧力に制限する。
4) 差圧設計した圧力容器は,共通部材及びその制限差圧を表示し,試験結果を試験成績書に記載しな
ければならない。
d) 鉛ライニング,亜鉛めっき又は非金属材料でライニング又はコーティングする圧力容器の耐圧試験は,
通常,めっき,ライニング又はコーティング施工前に行う。
e) 外圧を受ける容器は,11.6.2又は11.6.3の規定において設計圧力を設計外圧と読み替えて算出した試
験圧力で,内圧による耐圧試験を実施しなければならない。ただし,その圧力は,設計内圧の1.5倍
以上とする。
11.6.2 水圧試験圧力 内圧を受ける圧力容器の水圧による耐圧試験圧力は,次による。
a) 水圧による耐圧試験圧力 水圧による耐圧試験圧力は,次の算式によって求める。
=
d
t
t
P
P
σ
σ
25
.1
ここに, Pt: 耐圧試験圧力 (MPa)
54
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
P: 設計圧力 (MPa)
σt: 水圧試験温度における材料の設計応力強さ (N/mm2)
σd: 設計温度における材料の設計応力強さ (N/mm2)
備考1. 水圧試験温度と設計温度における設計応力強さの比(σt/σd)は,ボルト材を含めた圧力
容器の耐圧部材すべての設計応力強さの比(備考2.参照)のうち,最も小さくなる値を
用いる。
2. 付表3.2及びJIS B 8265の付表2.1.1及び付表2.2の許容引張応力を使用する場合には,
許容引張応力の比。
b) 圧力の制限 圧力容器の任意の点における水圧試験時の圧力(水頭圧を含む。)が,耐圧試験圧力 (Pt)
の106 %を超える場合には,試験中に加わると予想されるすべての荷重を考慮し,水圧試験圧力の上
限を,次の1) 及び2) によって制限しなければならない[附属書8の表3の注(17) 参照]。
1) 計算で求めた一次一般膜応力強さ (Pm) は,水圧試験温度での材料の降伏点又は0.2 %耐力 (Sy) の
90 %を超えてはならない。
2) 計算で求めた一次一般膜応力強さ (Pm) と,一次曲げ応力強さ (Pb) とを加えて求めた応力強さは,
次の制限条件を満足しなければならない。
2.1)
Pm≦0.67Syの場合は,Pm+Pb≦1.35Sy
2.2)
0.67Sy<Pm≦0.90Syの場合は,
Pm+Pb≦2.35Sy−1.5Pm
ここに,Syは1)による。
11.6.3 気圧試験圧力 附属書17の2.1のb) に限って,気圧による耐圧試験を行ってもよい。気圧による
耐圧試験圧力は,次による。
a) 気圧による耐圧試験圧力 耐圧試験圧力は,次の算式によって求める。
=
d
t
t
P
P
σ
σ
15
.1
ここに,Pt,P,σt及びσdは,11.6.2 a)による。
b) 圧力の制限 圧力容器の任意の点における気圧試験時の圧力が試験中に加わると予想されるすべての
荷重を用いて,気圧試験圧力の上限を,次の1) 及び2) によって制限しなければならない[附属書8
の表3の注(17) 参照]。
1) 計算で求めた一次一般膜応力強さ (Pm) は,気圧試験温度での材料の降伏点又は0.2 %耐力 (Sy) の
80 %を超えてはならない。
2) 計算で求めた一次一般膜応力強さ (Pm) と,一次曲げ応力強さ (Pb)とを加えて求めた応力強さは,
次の2.1)又は2.2)の制限条件を満足しなければならない。
2.1)
Pm≦0.67Syの場合は,Pm+Pb≦1.20Sy
2.2)
0.67Sy<Pm≦0.80Syの場合は,
Pm+Pb≦2.20Sy−1.5Pm
ここに,Syは1) による。
11.6.4 気液併用耐圧試験圧力 附属書17の2.1のc) によって耐圧試験を行う場合の耐圧試験圧力は,次
による。
a) 耐圧試験圧力 耐圧試験圧力は,11.6.3 a) の算式によって求める。
b) 圧力の制限 圧力容器の任意の点における耐圧試験時の圧力(水頭圧を含む。)が,耐圧試験圧力 (Pt)
55
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の106 %を超える場合には,試験中に加わると予想されるすべての荷重を考慮し,耐圧試験圧力の上
限を11.6.3 b) 1) 及び2) によって制限しなければならない。
11.7 漏れ試験 受渡当事者間の協議によって,圧力容器は,11.6に規定する耐圧試験に合格した後,附
属書17の3. によって次の液体漏れ試験,気密試験及び気体漏れ試験のいずれかの漏れ試験を行ってもよ
い。
見付けられた漏れの箇所は,この規格の該当する規定によって補修し,再試験を行う。
a) 液体漏れ試験 附属書17の3.2の規定によって行う液体漏れ試験は,設計圧力又は11.6.2〜11.6.4に
定める試験圧力の34倍のいずれか大きいほうに等しい圧力で行う。
b) 気密試験 気密試験は,附属書17の3.3の規定によって,設計圧力以上の圧力で行う。
c) 気体漏れ試験 気体漏れ試験は,高度の気密性を必要とする圧力容器に対して附属書17の3.4の規定
によって行う。試験方法及び試験圧力は,受渡当事者間の協定による。
12. 附属品 附属品は,次による。
12.1 過圧防止安全装置
12.1.1 一般事項 過圧防止安全装置の一般事項は,次による。
a) この規格の範囲に含まれるすべての圧力容器は,大きさ又は圧力とは無関係に12.1の規定による過圧
防止安全装置を備えていなければならない。この規格で他に定義されている場合を除き,JIS B 8210
の2.(用語の定義)に定義する用語を用いる。
b) 熱交換器及びそれに類する圧力容器は,内部の故障に際して過圧から防止されていなければならない。
c) 完全に液体の充満した状態で運転される圧力容器は,特に過圧防止装置がない限り逃し弁を備えてい
なければならない。
d) 圧力源が圧力容器の外側にあり,かつ,圧力容器内の圧力が運転温度で設計圧力を超えないようにそ
の圧力源が確実に制御されている場合(12.1.6で許容される場合を除く。)は,a) に規定の過圧防止
安全装置を圧力容器に直接取り付ける必要がない。
e) 任意の圧力容器を隔離できるような弁を一切含まない一つの配管系にまとめて接続された複数の圧力
容器は,取り付けるべき過圧防止安全装置の所要吹出し量の計算に当たっては,圧力容器相互の連結
配管を含めて一つの圧力容器とみなす。
12.1.2 過圧防止安全装置の種類 大気中に直接,又は間接に開放する圧力逃し弁,破裂板又は逃し管は,
過圧防止安全装置として用いてもよい。
a) 圧力逃し弁 圧力逃し弁は,次による。
1) 安全弁及び逃し弁は,直接ばね式のものでなければならない。
2) 安全弁は,JIS B 8210に規定するばね安全弁又はこれと性能及び構造が同等以上のものとする。
なお,安全弁は,JIS B 8225によって吹出し係数を確認したものであることが望ましい。
3) ばねパイロット付安全弁は,そのパイロットが自力作動式であり,主弁が設定圧力以下で自動的に
開き,かつ,パイロットのある主要部が故障した場合でもその全定格容量を排出することができる
ものは,2個以上の安全弁を備える場合にその一部として用いてもよい。ただし,この場合,圧力
容器に必要とされる安全弁の総吹出し量の21以上は,ばねパイロット式安全弁以外のばね安全弁に
よらなければならない。
4) 安全弁の吹始め圧力の許容差は,JIS B 8210の規定による。
56
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5) 逃し弁は,その管口径が1/2B以上のものでなければならない。
備考1. 逃し弁とは,定常状態に復帰した後は再閉鎖して,流体がそれ以上流出しないように設計さ
れた圧力逃し装置をいう。
逃し弁は,入口側の静圧力で働く圧力逃し弁で,開放圧力を超える圧力増加に比例して開
くものとする。
2. 安全弁は,入口側の静圧力で働く圧力逃し弁で,急速開放作動又はポップ作動という特徴を
もつものとする。
安全弁は,適用に応じて急速開放作動又はポップ作動という特徴若しくは開放圧力を超え
る圧力増加に比例して開く特徴をもつ圧力逃し弁とする。
3. ばねパイロット付安全弁は,その主要逃し装置が自力作動式の補助圧力逃し弁と組み合わさ
れており,かつ,それによって制御される圧力逃し弁とする。
b) 破裂板 破裂板は,次による。
1) 破裂板は,JIS B 8226に規定する破裂板,又はこれと性能と構造とが同等以上のものとする。
2) 破裂板は,圧力容器に単独又は適宜に安全弁若しくは逃し弁と組み合わせて用いてもよい。組み合
わせる場合には,12.1.5 b) 及び12.1.7 b) を参照する。
12.1.3 所要吹出し量 過圧防止のため圧力容器からの所要吹出し量は,次の値以上とする。
a) 圧力源が圧縮機又はポンプである場合には,その圧縮機又はポンプの1時間当たりの吐出量 (kg/h)。
b) a)以外の圧力源から気体を導入する圧力容器は,1時間当たりの最大導入量 (kg/h)。ただし,最大導
入量の測定が困難な場合には,次による。
W = 0.28vrd2
ここに, W: 所要吹出し量 (kg/h)
v: 導入管内の気体の流速 (m/s) で,次の値以上の値とする。
過熱蒸気 30
飽和蒸気 20
一般気体 10
r: 気体の密度 (kg/m3)
d: 管の内径 (cm)
c) 熱交換器などの圧力容器で蒸気(水蒸気とは限らない。以下,同じ。)を発生する場合には,次による。
L
H
W=
ここに, W: 所要吹出し量 (kg/h)
H: 入熱量 (kJ/h)
L: 安全装置の吹出し量決定圧力における当該液体の蒸発潜熱
(kJ/kg)
備考 蒸気を発生しない熱交換器などであっても,液体を充満した状態で密閉されることがある圧力
容器は,熱源の漏えいによる熱膨張を考慮して適切な安全装置を設けなければならない。
d) 外部に水噴霧装置又は散水装置を設けた圧力容器の所要吹出し量は,それらの環境条件を考慮して定
める。
12.1.4 過圧防止安全装置の吹出し量 過圧防止安全装置の吹出し量の算定は,次による。
a) ばね式安全弁の蒸気及びガスに対する公称吹出し量の算定は,JIS B 8210の附属書(安全弁の公称吹
57
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
出し量の算定方法)の規定による。
b) 破裂板の蒸気,ガス及び液体に対する定格吹出し量の算定は,JIS B 8226の附属書1(破裂板式安全
装置の吹出し量の算出方法)の規定による。
12.1.5 作動圧力の設定 過圧防止安全装置の作動圧力の設定は,次による。
a) 1個だけで使用される過圧防止安全装置は,運転温度における圧力容器の設計圧力を超えない圧力[許
容差については12.1.2 a) 4) 参照]で作動するように設定しなければならない。
備考 作動の設定とは,ばね式安全弁の設定圧力及び破裂板の破壊圧力をいう。
b) 複数の過圧防止安全装置の作動圧力の設定は,次による。
1) 所要吹出し量が2個以上の過圧防止安全装置によって得られる場合には,そのうちの1個の装置だ
けは圧力容器の設計圧力を超えない圧力で作動するように設定する。それ以外の装置は,それより
高い圧力で設定してよいが,この圧力は次の2) に規定する場合を除き,圧力容器の設計圧力の
105 %を超えてはならない。
2) 火気又は他の予測し難い外部熱源にさらされることによって生じる過圧の防止のために補足的な過
圧防止安全装置を設ける場合には,これらの装置は圧力容器の設計圧力の110 %を超えない圧力で
作動するように設定しなければならない。
c) 過圧防止安全装置の作動設定圧力には,入口側の静圧力及び出口側の背圧の影響を含める。
12.1.6 許容される過圧 安全弁,逃し弁,破裂板,逃し管などの複数の過圧防止安全装置の合計吹出し量
は,それらの装置が排出を行っている状態で,次のa)〜c) に規定する圧力を超えるような過圧を防止でき
るのに十分な容量でなければならない。
a) すべての圧力容器の圧力は,次のb) 及びc) で許容される場合を除き,圧力容器の設計圧力以上その
10 %(その値が0.02 MPa未満のときは0.02 MPa)を超えないようにしなければならない。
b) 12.1.5 b)によって圧力設定された複数の過圧防止安全装置が備えられた圧力容器の圧力は,設計圧力
以上その16 %(その値が0.03 MPa未満のときは0.03 MPa)を超えないようにしなければならない。
c) 過圧防止安全装置が火気又は他の予測し難い外部熱源にさらされるような条件のもとで排出を行って
いる場合の圧力容器の圧力は,設計圧力以上その21 %を超えないようにしなければならない。
12.1.7 過圧防止安全装置の取付け 過圧防止安全装置の取付けは,次による。
a) 安全弁,逃し弁及び破裂板は,容易に検査できる位置に,かつ,圧力容器に液体が内蔵されている場
合には,その液体の上部にある蒸気空間又はその空間に接続されている配管に取り付け,安全弁は弁
軸を鉛直にする。ただし,液体用圧力逃し弁は,通常の液面より下側の位置に取り付ける。
b) 破裂板の取付けは,破裂板と安全弁とを併用して直列又は並列に取り付ける場合も含め,JIS B 8226
の附属書3(破裂板式安全装置の使用基準)の規定による。
c) 安全弁の取付けノズルの設計では,安全弁の排気の吹出しによる反力による圧縮,せん断及び曲げ応
力に対して十分な強度及び剛性を考慮しなければならない。
d) 過圧防止安全装置は,その適正な機能が圧力容器の内容物の性質によって損なわれないように取り付
ける。
e) 取り付ける穴及びノズルの大きさは,次による。
1) 圧力容器と過圧防止安全装置との間のすべての管及び管継手の内側断面積は,過圧防止安全装置の
入口以上の断面積をもち,かつ,この上流系統の流路は,そこで生じる圧力降下が逃し容量を要求
値以下に低下させたり,又は過圧防止安全装置の適性作動に悪影響を及ぼしたりするものであって
はならない。圧力容器壁に設ける穴は,圧力容器と過圧防止安全装置との間に一直線で障害のない
58
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
流れを確保できるように設計する。
2) 一つの接続部に2個以上の過圧安全装置を配置する場合には,この接続部の入口側の内側断面積は,
過圧安全装置の入口の合計断面積以上とし,かつ,上流系統の流路は,1) の規定を満足するもので
なければならない。
3) 過圧防止安全装置の排出配管には,過圧防止安全装置の排出側に液体が滞留しないように液抜きが
行えるような設計にするか,又はドレンを設ける。さらに,この配管を安全に排出が行える場所に
導かなければならない。排出配管の大きさは,過圧防止安全装置の逃し容量がそこに存在,又は発
生する何らかの圧力によって圧力容器の過圧防止に必要な容量より低下しないように十分な大きさ
のものでなければならない。
f)
過圧防止安全装置の入口側又は排出側に止め弁を設ける場合には,関係法規の規制による。
12.2 圧力計 圧力容器[12.1.1 e) による一つの圧力容器とみなす場合を含む。]は設計圧力を異にする部
分ごとに,次によって圧力計を設けなければならない。
a) 圧力計は,JIS B 7505に適合する圧力計又はこれと同等以上の性能をもつものでなければならない。
b) 圧力計の目盛盤の最大指度は,設計圧力の1.5倍以上,かつ,3倍以下の圧力を示すものとする。
c) 圧力計の元弁として取り付けるコックの位置は,サイフォン管の垂直な部分とし,かつ,そのハンド
ルは管軸と同一方向としたときに開となるものでなければならない。
d) 圧力容器の圧力が監視できる場合には,圧力容器に直接取り付けなくてよい。
12.3 温度計 圧力容器には設計温度を異にする部分ごとに,次によって温度計を設けなければならない。
a) 圧力容器内の流体の流出が危険を伴う場合には,温度計の取付けは温度計を抜き出したときに内部の
流体が流出しない構造とする。
b) 特に要求がなく,圧力容器の設計温度が常温(−10〜+40 ℃)を超えるおそれがない場合には,温度
計は設けなくてもよい。
c) 圧力容器の温度が監視できる場合には,圧力容器本体に直接取り付けなくてもよい。
12.4 液面計 圧力容器で液面を監視しなければならないものは,液面計を設けなければならない。
液面計は,平形反射式ガラス液面計,平形透視式ガラス液面計,フロート式液面計,静電容量式液面計,
差圧式液面計などのうちから適応した構造・機能をもつものを選定する。
13. 表示 圧力容器には適切な箇所に,断熱措置を施した場合も見やすいようにして,次の事項を表示し
た銘板を取り付けなければならない。
a) 製作者名
b) 圧力容器名称又は機器番号
c) 規格 (JIS B 8266)
d) 設計圧力 (MPa)
備考 二つ以上の室のあるものは,それぞれその部分名とともに明示する。
e) 設計温度 (℃)
備考 二つ以上の部分のあるものは,それぞれその部分名とともに明示する。
f)
最低設計金属温度 (℃)
備考 二つ以上の部分のあるものは,それぞれその部分名とともに明示する。
g) 内容積 (m3)
備考 二つ以上の部分のあるものは,それぞれの部分名とともに明示する。
59
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
h) 耐圧試験圧力 (MPa)
備考 二つ以上の部分のあるものは,それぞれの部分名とともに明示する。
i)
放射線検査の有無
j)
溶接後熱処理施工の有無
k) 完成質量 (kg)
l)
製作年月日(製造番号に含まれる場合には,省略できる。)
m) 製作番号又は製作記号
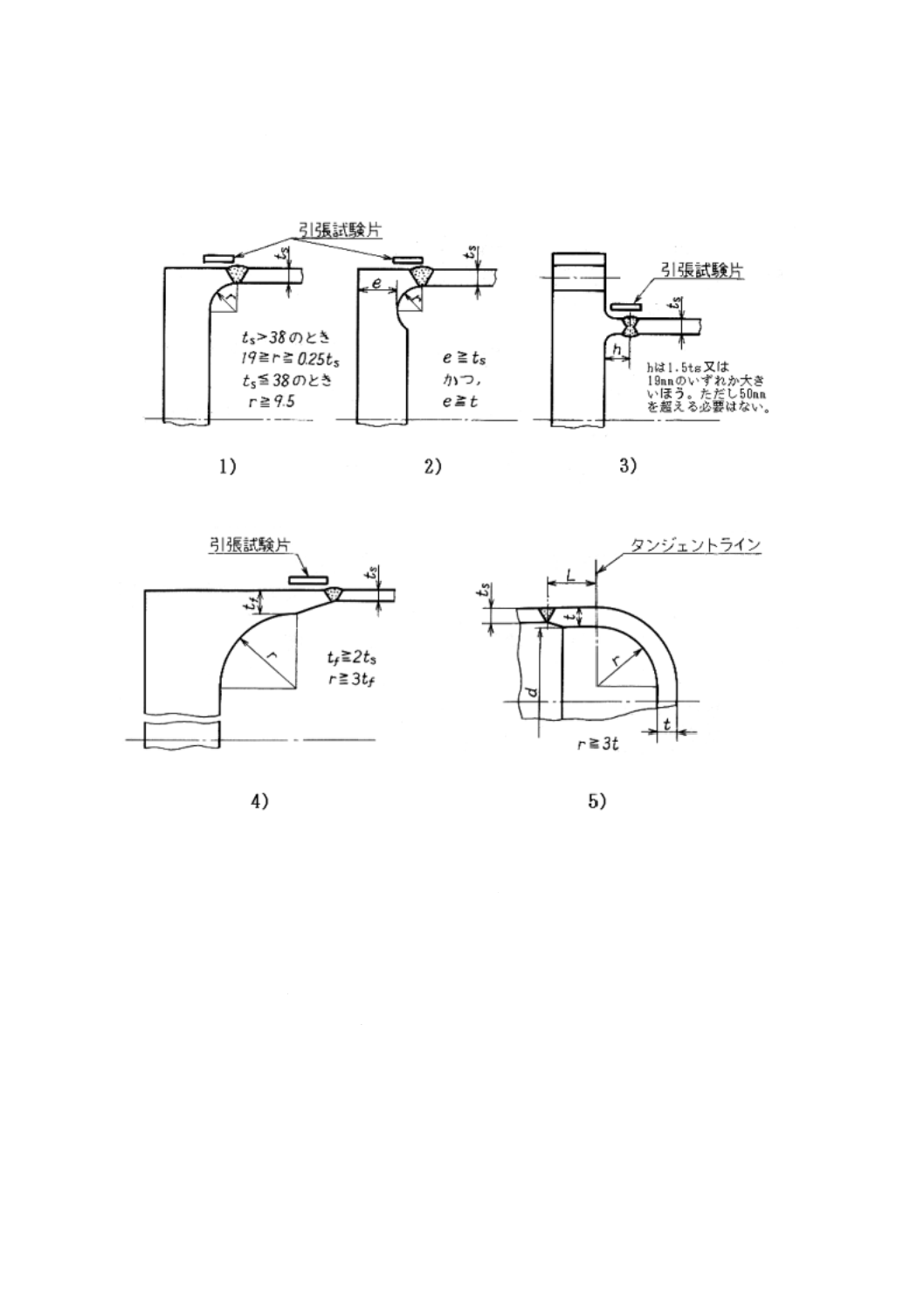
60
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 突合せ溶接するハブ付管板又は平鏡板と胴との取付け(B-1及びB-2継手)
備考1. 図中の記号は,次による。
ts:胴の呼び厚さ (mm),t:管板又は平鏡板の計算厚さ (mm)
r:管板又は平鏡板のすみの丸みの半径 (mm) ,e,tf:図に示す寸法 (mm)
2. 突合せ溶接のB-1及びB-2継手の使用制限は,表7.1による。
3. 厚さの異なる部材の溶接については,7.2.1による。
4. 管板又は平鏡板は鍛造品とする。
5. 使用制限及び非破壊試験については,表7.1及び表9.3参照。
付図 1 胴と管板又は平鏡板との取付け†
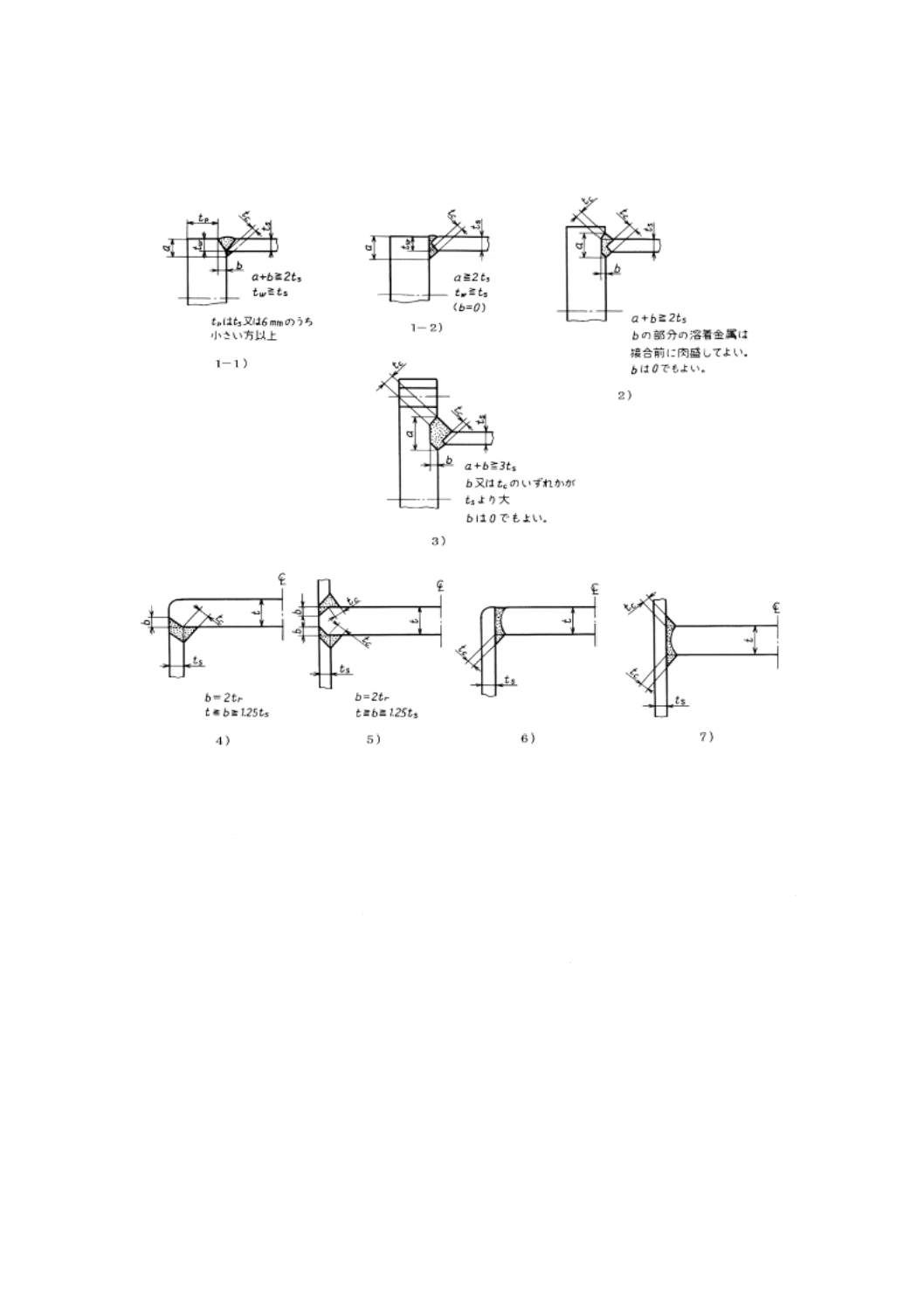
61
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ステーによって支えられない平鏡板及び管板と胴との取付け[両側溶接の完全溶込みの開先溶接によ
る取付け(FP継手)]
備考1. 図中の記号は,次による。
ts及びtは,付図1 a) による。
tc:隅角部溶接ののど厚 (mm) で,0.7ts又は6 mmの小さい値以上とする。
tr:胴又はノズルの計算厚さ (mm)
2. 図 b) 2),3) においてb寸法がts未満の場合には,平鏡板は超音波探傷試験を行い,ラミネーションのないこ
とを確認する。また,胴の厚さが64 mmを超える場合には,溶接部は超音波探傷試験を行う。64 mm以下の
場合には,溶接部の内外両面を磁粉探傷試験又は浸透探傷試験を行う。
3. 使用制限及び非破壊試験については,表7.1及び表9.3参照。
付図 1 胴と管板又は平鏡板との取付け†(続き)
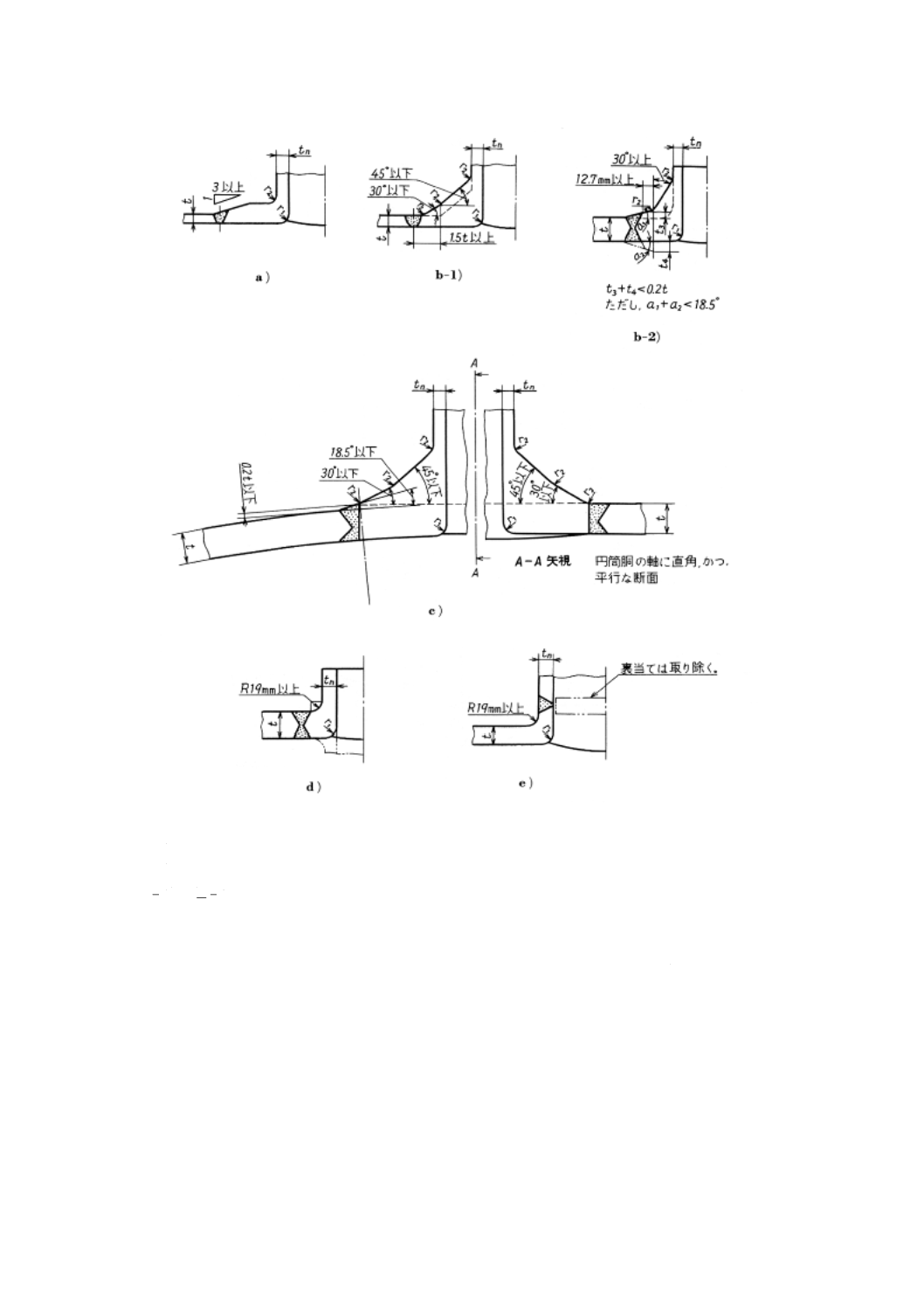
62
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 図中の記号は,次による。
t :胴又は鏡板の呼び厚さ (mm)
tn :ノズルネックの呼び厚さ (mm)
2.
t
r
t
8
1
2
1
1≧
≧
r2≧19 mm
3. 使用制限及び非破壊試験は,表7.1及び表9.3参照
付図 2 突合せ溶接によるノズルなどの取付け(B-1継手)†
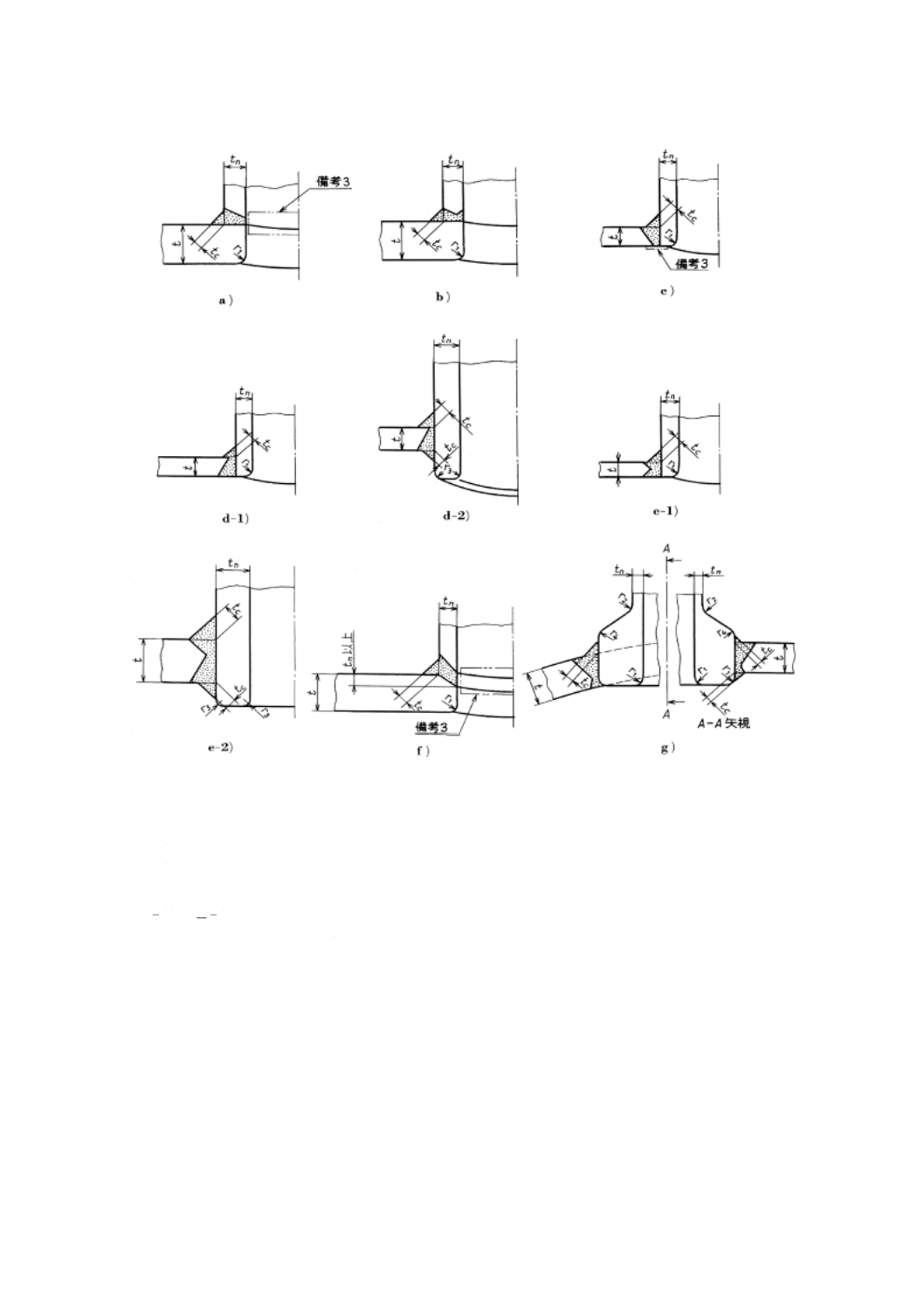
63
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 図中の記号は,次による。
t :胴又は鏡板の呼び厚さ (mm)
tn :ノズルなどの呼び厚さ (mm)
tc :すみ肉溶接ののど厚 (mm) で,0.7tn又は6 mmのいずれか小さいほうの値以上とする。
2.
t
r
t
8
1
2
1
1≧
≧
r2≧19 mm,r3≧6 mm,又は45°で6 mmの面取り,r4≧6 mm
3. 裏当てを取り除く。
4. 使用制限及び非破壊試験については,7.2.4及び表9.3参照。
付図 3 完全溶込み溶接によるノズルなどの取付け(FP継手)†
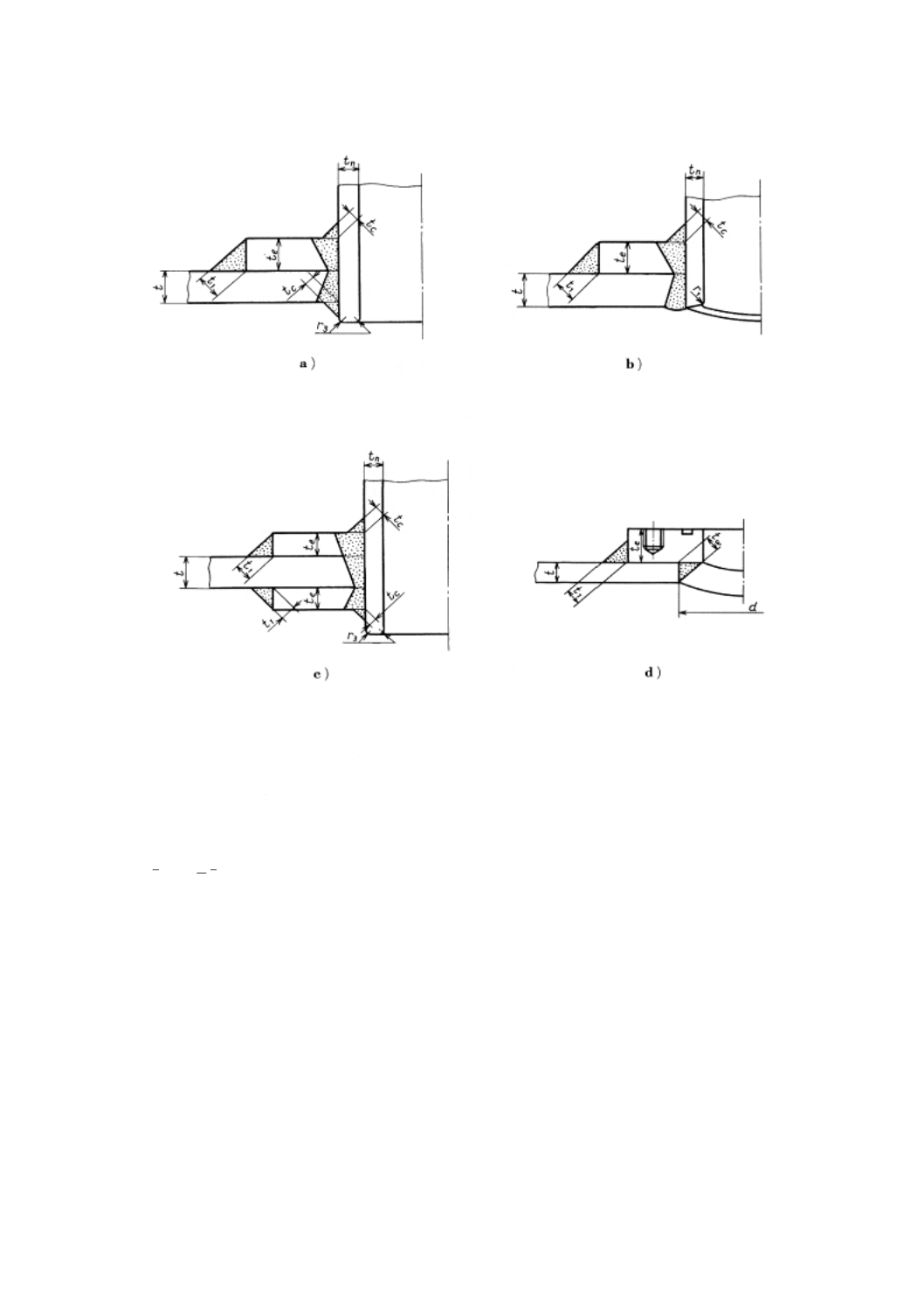
64
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 図中の記号は,次による。
t :胴又は鏡板の呼び厚さ (mm)
tn :ノズルなどの呼び厚さ (mm)
te :強め材の呼び厚さ (mm)
t1,tc,tw:すみ肉溶接ののど厚 (mm)
2. t1,tw: 0.7te又は0.7tの小さい値以上。
tc:6 mm又は0.7tnの小さい値以上。
3.
t
r
t
2
1
8
1
1≦
≦
r3≧6 mm,又は45°で6 mmの面取り
4. 使用制限及び非破壊試験については,7.2.4及び表9.3参照。
付図 4 完全溶込み溶接とすみ肉溶接を併用した強め材付ノズルなどの取付け(FP継手+FW継手)及び
すみ肉溶接(FW継手)によるノズルなどの取付け†
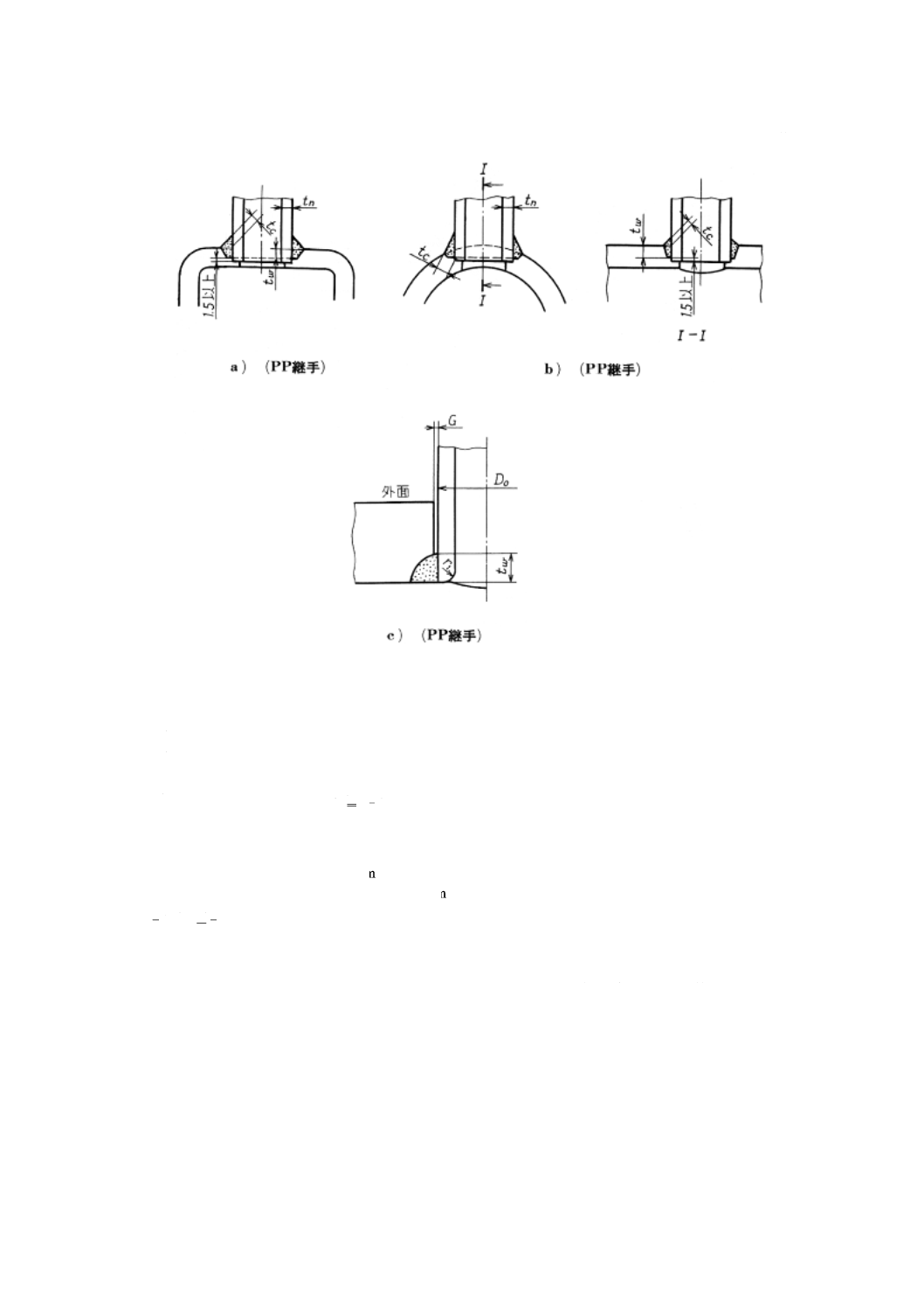
65
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
備考1. 図中の記号は,次による。
t :胴又は鏡板の呼び厚さ (mm)
tn :ノズルの呼び厚さ (mm)
tc :すみ肉溶接ののど厚で6 mm又は0.7tnの小さい値以上
2. 図 a), b)及びc)においてtwは
n
w
t
t
4
1
1
≧
3. G:ノズル外径と穴内径との半径方向の最大すき間で次による。
D0:ノズルの外径 (mm)
D0≦25.4 mmの場合,G = 0.13 mm
101.6 mm≧D0>25.4 mmの場合,G = 0.25 mm
4.
t
r
t
2
1
8
1
1≦
≦
5. 上図の溶接継手を用いる場合には,7.2.4 f)による。
また,取り付ける穴は101.6 mm以下とする。
6. 片側溶接によるものは,穴補強の計算において図 c)の場合に差し込む管は補強の一部に算入してはならない。
付図5 部分溶込み溶接(PP継手)によるノズルなどの取付け†
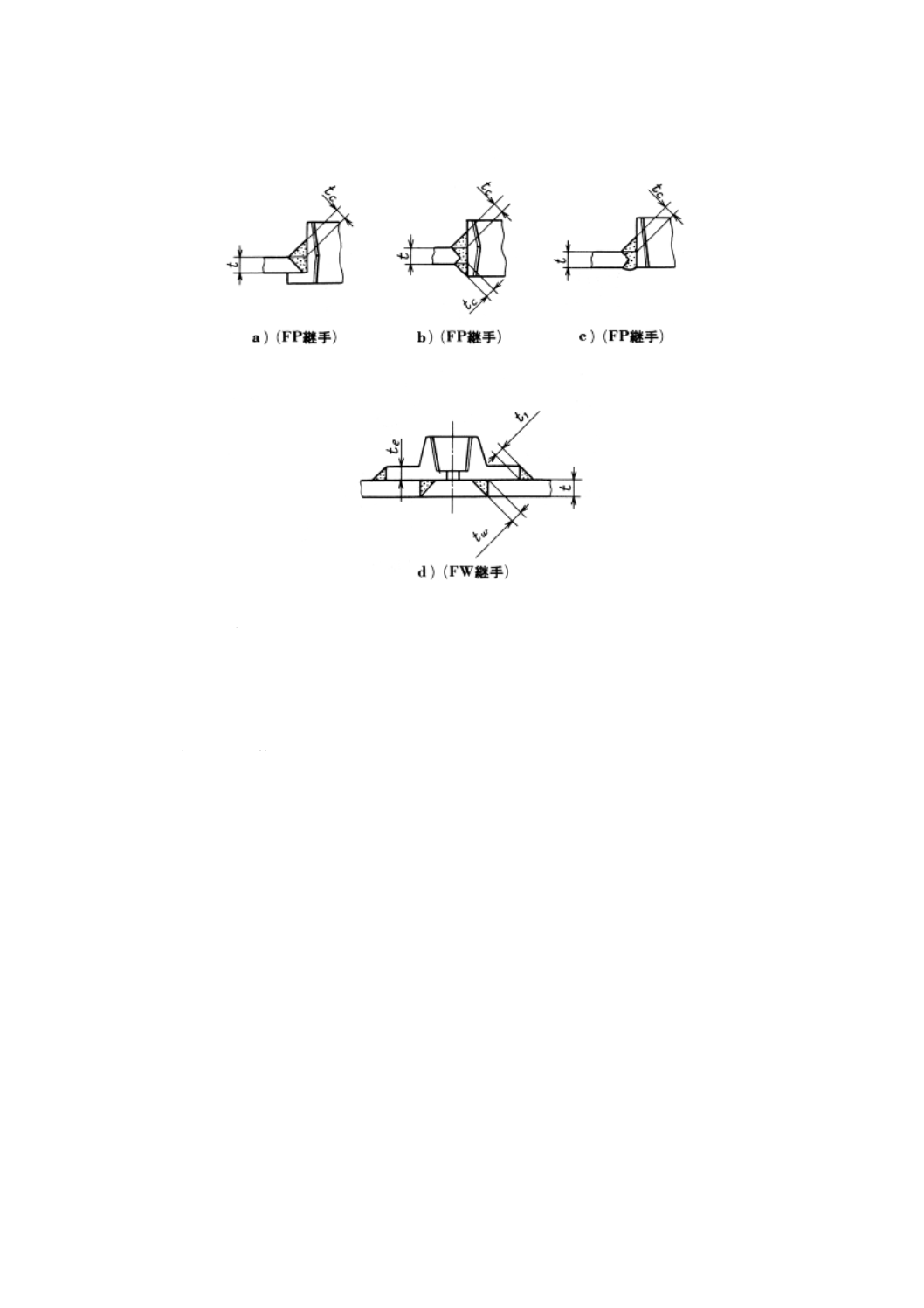
66
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 図中の記号は,次による。
t :胴又は鏡板の呼び厚さ (mm)
te :管継手のフランジ部の厚さ (mm)
tc,t1及びtw:すみ肉溶接ののど厚 (mm)
2. tc:6 mm又は0.7tnの小さい値以上。
t1,tw:0.7te又は0.7tの小さいほうの値以上。
tn:ノズルの呼び厚さ (mm)
3. 呼び径2B以下の管継手とする。
付図 6 内ねじ付管継手の取付け†
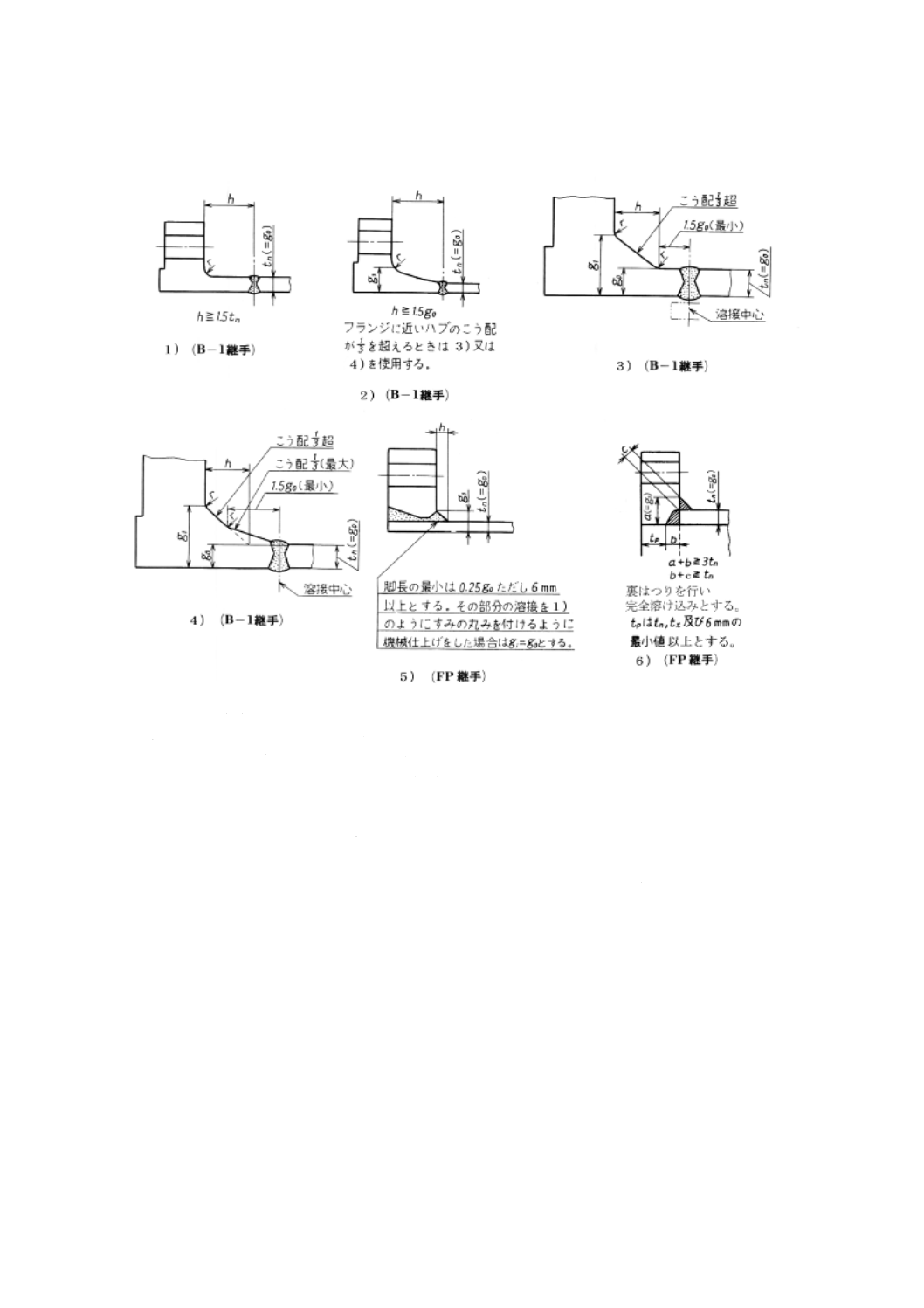
67
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 一体形フランジ
備考 図中の記号の意味は,次による。
r :すみの丸みで0.25g0以上 (mm) ただし,4.5 mm以上
tn :胴又はノズルネックの呼び厚さ (mm)
c : tn又はtxのうち小さいほうの値以上 (mm)
tx :一体形フランジとして計算する場合には2g0 (mm) ただし,6 mm以上
h :ハブの長さ (mm)
g0 :ハブの先端の厚さ (mm) 又はtn
g1 :フランジ背面のハブの厚さ (mm)
付図 7 胴又はノズルネックとフランジとの取付け†
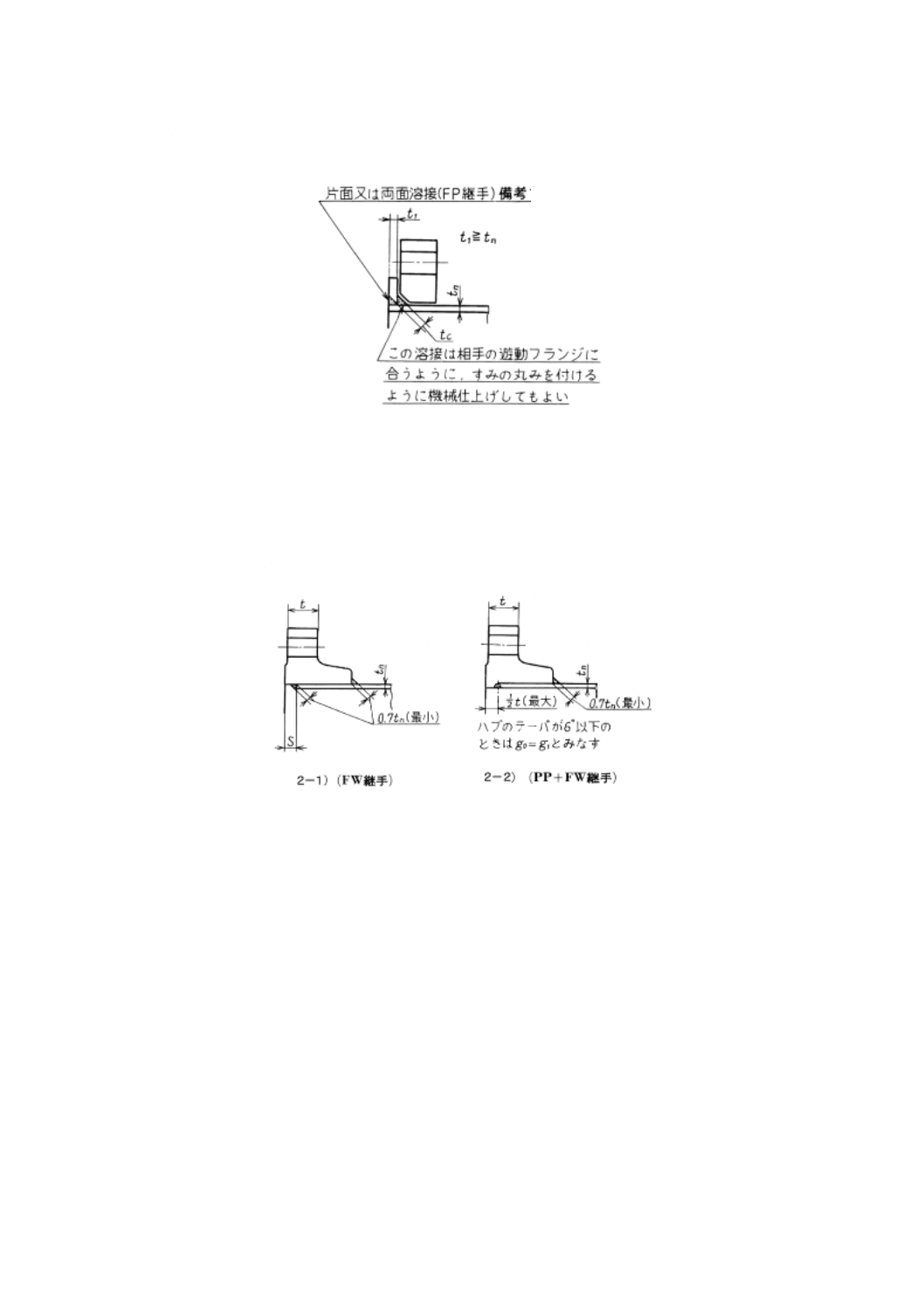
68
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ルーズ形フランジ
1) ラップジョイント形フランジ
備考1. ラップ (t1) と胴又はノズルネック (tn) の完全溶込み溶接を行うためt1又はtnの全厚にわたって溶接してよい。
ガスケットの当たり面は,機械仕上げする。
2. tcは,tc≧0.7Cとする。
ここに,C:tn又はtxの小さいほうの値 (mm)
tn:胴又はノズルネックの呼び厚さ (mm)
tx:ルーズ形フランジとして計算する場合は,内圧に対する胴又はノズルネックの計算厚さの2倍
(mm)。ただし,6 mm以上。
2) 差込み形フランジ
備考 図 2-1)においてsは,次の値とする。
s≦C+6 mm
ここに,C:tn又はtxの小さいほうの値 (mm)
tn:胴又はノズルネックの呼び厚さ (mm)
tx:ルーズ形フランジとして計算する場合は内圧に対する胴又はノズルネックの計算厚さの2倍
(mm)。ただし,6 mm以上。
付図7 胴又はノズルネックとフランジとの取付け†(続き)
.
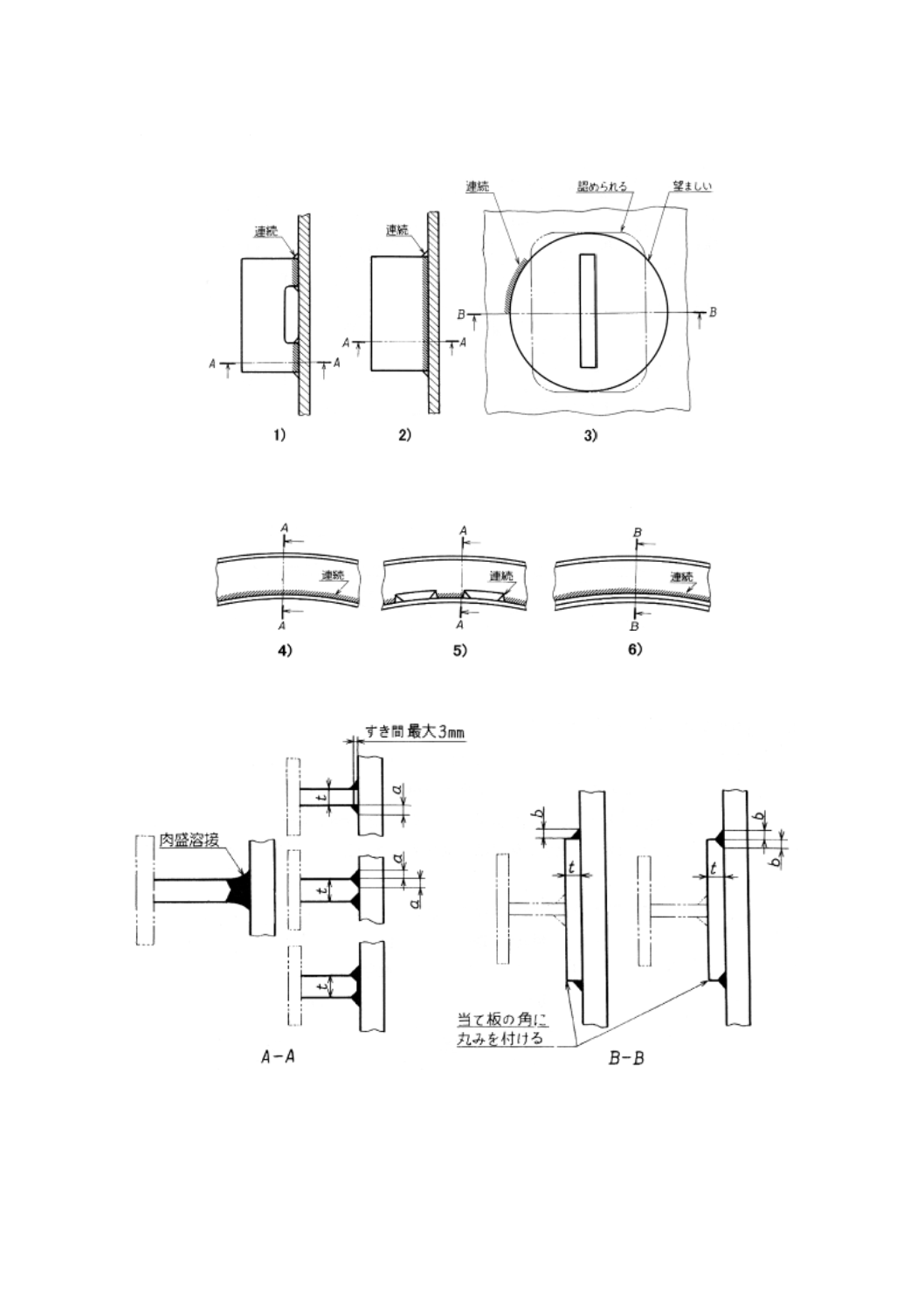
69
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) ブラケット,ラグ,強め輪の取付け
付図8 取付物の溶接
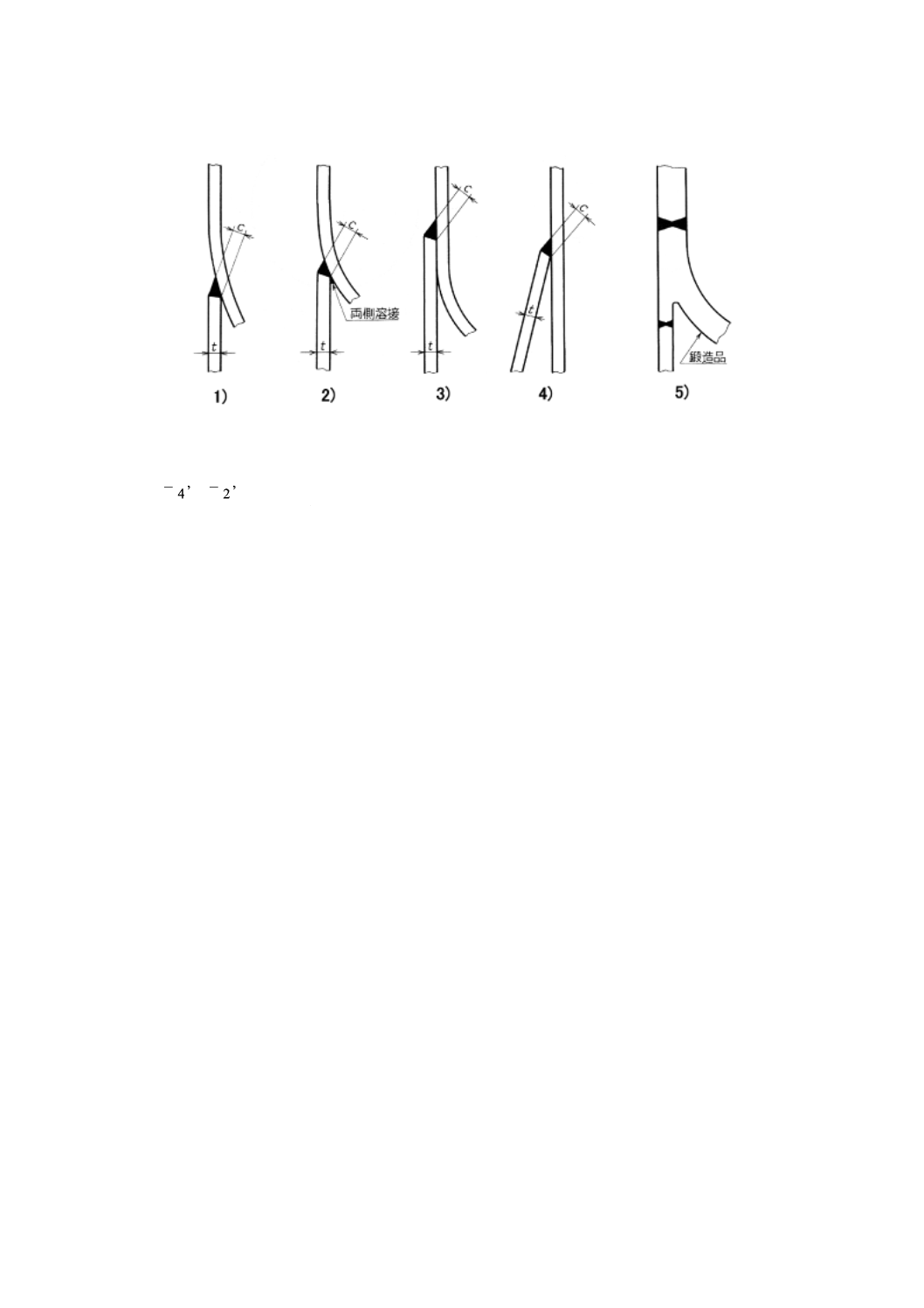
70
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 支持スカート
備考1. すべて連続溶接する。
t
c
t
b
t
a
≧
≧
≧
,2
,4
ここに,t:取付部材の計算厚さ (mm)
2. 制限については7.の溶接継手設計による。
3. 当て板を連続溶接するときは,ベントホールの要否を検討する。
4. a) 5)を使用する場合には,円周に沿って等間隔にウェブ周長の50 %以上を胴に溶接しなければならない。
付図 8 取付物の溶接(続き)
71
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1.1 引用規格
JIS B 0190:1986 圧力容器の構造共通用語
JIS B 0202:1999 管用平行ねじ
JIS B 0203:1999 管用テーパねじ
JIS B 0205-1:2001 一般用メートルねじ―第1部:基準山形
JIS B 0205-2:2001 一般用メートルねじ―第2部:全体系
JIS B 0205-3:2001 一般用メートルねじ―第3部:ねじ部品用に選択したサイズ
JIS B 0205-4:2001 一般用メートルねじ―第4部:基準寸法
JIS B 1181:1993 六角ナット
JIS B 1181:2001 六角ナット(追補1)
JIS B 2220:2001 鋼製溶接式管フランジ
JIS B 2238:1996 鋼製管フランジ通則
JIS B 2240:1996 銅合金製管フランジ通則
JIS B 2241:1986 アルミニウム合金製管フランジの基準寸法
JIS B 7505:1999 ブルドン管圧力計
JIS B 8210:1994 蒸気用及びガス用ばね安全弁
JIS B 8225:1993 安全弁―吹出し係数測定方法
JIS B 8226:2000 破裂板式安全装置
JIS B 8265:2000 圧力容器の構造―一般事項
JIS B 8274:2002 圧力容器の管板
JIS B 8278:2002 サドル支持の横置圧力容器
JIS B 8279:2002 圧力容器のジャケット
JIS B 8280:2002 非円形胴の圧力容器
JIS B 8285:2002 圧力容器の溶接施工方法の確認試験
JIS G 0201:2000 鉄鋼用語(熱処理)
JIS G 0202:1987 鉄鋼用語(試験)
JIS G 0203:2000 鉄鋼用語(製品及び品質)
JIS G 0303:2000 鋼材の検査通則
JIS G 0306:1988 鍛鋼品の製造,試験及び検査の通則
JIS G 0307:1998 鋳鋼品の製造,試験及び検査の通則
JIS G 0404:1999 鋼材の一般受渡し条件
JIS G 0565:1992 鉄鋼材料の磁粉探傷試験方法及び磁粉模様の分類
JIS G 0581:1999 鋳鋼品の放射線透過試験方法
JIS G 0587:1995 炭素鋼及び低合金鋼鍛鋼品の超音波探傷試験方法
JIS G 0601:2002 クラッド鋼の試験方法
JIS G 0801:1993 圧力容器用鋼板の超音波探傷検査方法
JIS G 0802:1998 ステンレス鋼板の超音波探傷検査方法
JIS G 3101:1995 一般構造用圧延鋼材
JIS G 3103:1987 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板
72
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 3106:1999 溶接構造用圧延鋼材
JIS G 3115:2000 圧力容器用鋼板
JIS G 3118:2000 中・常温圧力容器用炭素鋼鋼板
JIS G 3119:1987 ボイラ及び圧力容器用マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼
鋼板
JIS G 3120:1987 圧力容器用調質型マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板
JIS G 3126:2000 低温圧力容器用炭素鋼鋼板
JIS G 3127:2000 低温圧力容器用ニッケル鋼鋼板
JIS G 3201:1988 炭素鋼鍛鋼品
JIS G 3202:1988 圧力容器用炭素鋼鍛鋼品
JIS G 3203:1988 高温圧力容器用合金鋼鍛鋼品
JIS G 3204:1988 圧力容器用調質型合金鋼鍛鋼品
JIS G 3205:1988 低温圧力容器用鍛鋼品
JIS G 3206:1993 高温圧力容器用高強度クロムモリブデン鋼鍛鋼品
JIS G 3214:1991 圧力容器用ステンレス鋼鍛鋼品
JIS G 3454:1988 圧力配管用炭素鋼鋼管
JIS G 3455:1988 高圧配管用炭素鋼鋼管
JIS G 3456:1988 高温配管用炭素鋼鋼管
JIS G 3457:1988 配管用アーク溶接炭素鋼鋼管
JIS G 3458:1988 配管用合金鋼鋼管
JIS G 3459:1997 配管用ステンレス鋼管
JIS G 3460:1988 低温配管用鋼管
JIS G 3461:1988 ボイラ・熱交換器用炭素鋼鋼管
JIS G 3462:1988 ボイラ・熱交換器用合金鋼鋼管
JIS G 3463:1994 ボイラ・熱交換器用ステンレス鋼管
JIS G 3464:1988 低温熱交換器用鋼管
JIS G 3601:1989 ステンレスクラッド鋼
JIS G 3602:1992 ニッケル及びニッケル合金クラッド鋼
JIS G 3603:1992 チタンクラッド鋼
JIS G 3604:1992 銅及び銅合金クラッド鋼
JIS G 4051:1979 機械構造用炭素鋼鋼材
JIS G 4107:1994 高温用合金鋼ボルト材
JIS G 4108:1994 特殊用途合金鋼ボルト用棒鋼
JIS G 4109:1987 ボイラ及び圧力容器用クロムモリブデン鋼鋼板
JIS G 4110:1993 高温圧力容器用高強度クロムモリブデン鋼鋼板
JIS G 4303:1998 ステンレス鋼棒
JIS G 4304:1999 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305:1999 冷間圧延ステンレス鋼板及び鋼帯
JIS G 4312:1991 耐熱鋼板
JIS G 4901:1999 耐食耐熱超合金棒
73
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 4902:1991 耐食耐熱超合金板
JIS G 4903:1991 配管用継目無ニッケルクロム鉄合金管
JIS G 4904:1991 熱交換器用継目無ニッケルクロム鉄合金管
JIS G 5102:1991 溶接構造用鋳鋼品
JIS G 5121:1991 ステンレス鋼鋳鋼品
JIS G 5151:1991 高温高圧用鋳鋼品
JIS G 5152:1991 低温高圧用鋳鋼品
JIS H 3100:2000 銅及び銅合金の板及び条
JIS H 3250:2000 銅及び銅合金棒
JIS H 3300:1997 銅及び銅合金継目無管
JIS H 4000:1999 アルミニウム及びアルミニウム合金の板及び条
JIS H 4040:1999 アルミニウム及びアルミニウム合金の棒及び線
JIS H 4080:1999 アルミニウム及びアルミニウム合金継目無管
JIS H 4100:1999 アルミニウム及びアルミニウム合金の押出形材
JIS H 4140:1988 アルミニウム及びアルミニウム合金鍛造品
JIS H 4551:2000 ニッケル及びニッケル合金板及び条
JIS H 4552:2000 ニッケル及びニッケル合金継目無管
JIS H 4553:1999 ニッケル及びニッケル合金棒
JIS H 4600:2001 チタン及びチタン合金の板及び条
JIS H 4630:2001 チタン及びチタン合金の継目無管
JIS H 4631:2001 熱交換器用チタン管及びチタン合金管
JIS H 4635:2001 チタン及びチタン合金の溶接管
JIS H 4650:2001 チタン及びチタン合金の棒
JIS H 4657:2001 チタン及びチタン合金の鍛造品
JIS Z 2201:1998 金属材料引張試験片
JIS Z 2202:1998 金属材料衝撃試験片
JIS Z 2242:1998 金属材料衝撃試験方法
JIS Z 2343-1:2001 非破壊試験―浸透探傷試験―第1部:一般通則:浸透探傷試験方法及び浸透指
示模様の分類
JIS Z 2343-2:2001 非破壊試験―浸透探傷試験―第2部:浸透探傷剤の試験
JIS Z 2343-3:2001 非破壊試験―浸透探傷試験―第3部:対比試験片
JIS Z 2343-4:2001 非破壊試験―浸透探傷試験―第4部:装置
JIS Z 2344:1993 金属材料のパルス反射法による超音波探傷試験方法通則
JIS Z 3060:1994 鋼溶接部の超音波探傷試験方法
JIS Z 3080:1995 アルミニウムの突合せ溶接部の超音波斜角探傷試験方法
JIS Z 3081:1994 アルミニウム管溶接部の超音波斜角探傷試験方法
JIS Z 3082:1995 アルミニウムのT形溶接部の超音波探傷試験方法
JIS Z 3104:1995 鋼溶接継手の放射線透過試験方法
JIS Z 3105:1993 アルミニウム平板突合せ溶接部の放射線透過試験方法
JIS Z 3106:2001 ステンレス鋼溶接継手の放射線透過試験方法
74
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3107:1993 チタン溶接部の放射線透過試験方法
JIS Z 3121:1993 突合せ溶接継手の引張試験方法
JIS Z 3122:1990 突合せ溶接継手の曲げ試験方法
JIS Z 3221:2000 ステンレス鋼被覆アーク溶接棒
JIS Z 3321:1999 溶接用ステンレス鋼溶加棒及びソリッドワイヤ
JIS Z 3322:1996 ステンレス鋼帯状電極肉盛溶接材料
JIS Z 3323:1999 ステンレス鋼アーク溶接フラックス入りワイヤ
JIS Z 3324:1999 ステンレス鋼サブマージアーク溶接ソリッドワイヤ及びフラックス
JIS Z 3801:1997 手溶接技術検定における試験方法及び判定基準
JIS Z 3805:1997 チタン溶接技術検定における試験方法及び判定基準
JIS Z 3811:2000 アルミニウム溶接技術検定における試験方法及び判定基準
JIS Z 3821:2001 ステンレス鋼溶接技術検定における試験方法及び判定基準
JIS Z 3841:1997 半自動溶接技術検定における試験方法及び判定基準
ASME B16.5:1996 管フランジ及びフランジ付管継手
付表1.2 参考規格
JIS B 8201:1995 陸用鋼製ボイラ―構造
JIS B 8230:1989 小形継目なし鋼製高圧ガス容器
JIS B 8240:1986 冷凍用圧力容器の構造
JIS B 8241:1989 継目なし鋼製高圧ガス容器
JIS B 8248:1994 円筒形多層圧力容器
JIS B 8249:1999 多管円筒形熱交換器
JIS B 8277:2002 圧力容器の伸縮継手
JIS B 8284:2002 圧力容器の急速開閉ふた装置
JIS B 8501:1995 鋼製石油貯槽の構造(全溶接製)
75
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.1 鉄鋼材料の設計応力強さ
種類
記号
標準成分
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
母材の
区分
グルー
プ番号
外圧チ
ャート
番号
製造方法
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS G 3103
ボイラ及び圧力容器用炭素
鋼及びモリブデン鋼鋼板
SB410
−
410
225
1
1
2
−
(10)
138 136 134 132 130 128 127 124 121 116 112 108 107 106 −
−
−
−
− SB410
SB450
−
450
245
1
1
2
−
(10)
150 148 146 145 143 140 138 135 132 127 122 118 116 116 −
−
−
−
− SB450
SB480
−
480
265
1
2
3
−
(10)
161 160 159 157 155 153 150 147 143 138 132 128 127 126 −
−
−
−
− SB480
SB450M
0.5Mo
450
255
3
1
2
−
(10)
150 150 150 150 149 146 143 141 139 137 134 132 130 128 −
−
−
−
− SB450M
SB480M
0.5Mo
480
275
3
2
3
−
−
161 161 161 161 161 158 156 153 151 148 146 143 141 −
−
−
−
−
− SB480M
JIS G 3115
圧力容器用鋼板
SPV235
−
400
235
1
1
2
−
(8)
133 132 131 129 127 126 124 121 118 114 110 106 105 −
−
−
−
−
− SPV235
SPV235
−
400
215
1
1
2
−
(8)
133 132 127 125 121 118 111 105 101 99 98 96 96 −
−
−
−
−
− SPV235
SPV315
−
490
315
1
2
3
−
−
163 163 163 161 159 157 154 150 147 141 138 131 129 −
−
−
−
−
− SPV315
SPV315
−
490
295
1
2
3
−
−
163 163 163 161 159 157 154 150 147 141 138 131 129 −
−
−
−
−
− SPV315
SPV355
−
520
355
1
2
3,4
−
−
173 173 173 171 169 166 163 159 156 150 144 139 137 −
−
−
−
−
− SPV355
SPV355
−
520
335
1
2
3,4
−
−
173 173 173 171 169 166 163 159 156 150 144 139 137 −
−
−
−
−
− SPV355
SPV410
−
550
410
1
2
3,4
−
−
183 183 183 182 182 182 181 180 179 179 179 179 179 178 −
−
−
−
− SPV410
SPV410
−
550
390
1
2
3,4
−
−
183 183 183 182 182 182 181 180 179 179 178 174 170 167 −
−
−
−
− SPV410
SPV450
−
570
450
1
3
3,4
−
−
190 190 190 190 190 190 190 190 190 190 190 190 190 190 190 −
−
−
− SPV450
SPV450
−
570
430
1
3
3,4
−
−
190 190 190 190 190 190 190 190 190 190 190 190 190 190 190 −
−
−
− SPV450
SPV490
−
610
490
1
3
3
−
−
203 203 203 203 203 203 203 203 203 203 203 203 203 203 203 −
−
−
− SPV490
SPV490
−
610
470
1
3
3
−
−
203 203 203 203 203 203 203 203 203 203 203 203 203 203 203 −
−
−
− SPV490
JIS G 3118
中・常温圧力容器用炭素鋼
鋼板
SGV410
−
410
225
1
1
2
−
−
138 136 134 132 130 128 127 124 121 116 112 108 107 −
−
−
−
−
− SGV410
SGV450
−
450
245
1
1
2
−
−
150 148 146 145 143 140 138 135 132 127 122 118 116 −
−
−
−
−
− SGV450
SGV480
−
480
265
1
2
3
−
−
161 160 159 157 155 153 150 147 143 138 132 128 127 −
−
−
−
−
− SGV480
JIS G 3119
ボイラ及び圧力容器用マンガ
ンモリブデン鋼及びマンガン
モリブデンニッケル鋼鋼板
SBV1A
Mn-0.5Mo
520
315
3
2
3
−
−
172 172 172 172 172 172 172 172 172 172 172 172 172 −
−
−
−
−
− SBV1A
SBV1B
Mn-0.5Mo
550
345
3
3
5
−
−
184 184 184 184 184 184 184 184 184 184 184 184 184 −
−
−
−
−
− SBV1B
SBV2
Mn-0.5Mo-0.5Ni
550
345
3
3
5
−
−
184 184 184 184 184 184 184 184 184 184 184 184 184 −
−
−
−
−
− SBV2
SBV3
Mn-0.5Mo-0.75Ni
550
345
3
3
5
−
−
184 184 184 184 184 184 184 184 184 184 184 184 184 −
−
−
−
−
− SBV3
JIS G 3120
圧力容器用調質型マンガン
モリブデン鋼及びマンガン
モリブデンニッケル鋼鋼板
SQV1A
Mn-0.5Mo
550
345
3
3
3
−
−
184 184 184 184 184 184 184 184 184 184 184 184 184 −
−
−
−
−
− SQV1A
SQV1B
Mn-0.5Mo
620
480
3
3
3
−
−
207 207 207 207 207 207 207 207 207 207 207 207 207 −
−
−
−
−
− SQV1B
SQV2A
Mn-0.5Mo-0.5Ni
550
345
3
3
3
−
−
184 184 184 184 184 184 184 184 184 184 184 184 184 −
−
−
−
−
− SQV2A
SQV2B
Mn-0.5Mo-0.5Ni
620
480
3
3
3
−
−
207 207 207 207 207 207 207 207 207 207 207 207 207 −
−
−
−
−
− SQV2B
SQV3A
Mn-0.5Mo-0.75Ni
550
345
3
3
3
−
−
184 184 184 184 184 184 184 184 184 184 184 184 184 −
−
−
−
−
− SQV3A
SQV3B
Mn-0.5Mo-0.75Ni
620
480
3
3
3
−
−
207 207 207 207 207 207 207 207 207 207 207 207 207 −
−
−
−
−
− SQV3B
JIS G 3126
低温圧力容器用炭素鋼鋼板
SLA235A
−
400
235
1
1
2
−
−
133 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SLA235A
SLA235B
−
400
235
1
1
2
−
−
133 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SLA235B
SLA325A
−
440
325
1
1
3
−
−
147 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SLA325A
SLA325B
−
440
325
1
1
3
−
−
147 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SLA325B
SLA365
−
490
365
1
2
3
−
−
163 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SLA365
SLA410
−
520
410
1
2
3
−
−
173 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SLA410
JIS G 3127
低温圧力容器用ニッケル鋼
鋼板
SL2N255
2.25 Ni
450
255
9A
−
−
−
−
149 140 135 135 −
−
−
−
−
−
−
−
−
−
−
−
−
−
− SL2N255
SL3N255
3.5Ni
450
255
9B
−
−
−
−
149 140 135 135 −
−
−
−
−
−
−
−
−
−
−
−
−
−
− SL3N255
SL3N275
3.5Ni
480
275
9B
−
−
−
−
161 161 161 161 −
−
−
−
−
−
−
−
−
−
−
−
−
−
− SL3N275
SL3N440
3.5Ni
540
440
9B
−
−
−
−
180 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SL3N440
SL5N590
5Ni
690
590
11A
−
−
−
(7)(11)
230 230 230 230 −
−
−
−
−
−
−
−
−
−
−
−
−
−
− SL5N590
SL9N520
9Ni
690
520
11A
−
−
−
(7)(11)
230 230 230 230 −
−
−
−
−
−
−
−
−
−
−
−
−
−
− SL9N520
SL9N590
9Ni
690
590
11A
−
−
−
(7)(11)
230 230 230 230 −
−
−
−
−
−
−
−
−
−
−
−
−
−
− SL9N590
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
76
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.1 鉄鋼材料の設計応力強さ(続き)
種類
記号
標準成分
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
母材の
区分
グルー
プ番号
外圧チ
ャート
番号
製造方法
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS G 3201
炭素鋼鍛鋼品
SF490A
−
490
245
1
2
2
−
−
160 154 151 149 147 145 142 139 135 131 126 122 120 −
−
−
−
−
− SF490A
JIS G 3202
圧力容器用炭素鋼鍛鋼品
SFVC1
−
410
205
1
1
2
−
−
137 130 126 124 122 120 119 116 113 109 105 101 100 −
−
−
−
−
− SFVC1
SFVC2A
−
490
245
1
2
2
−
−
160 154 151 149 147 145 142 139 135 131 126 122 120 −
−
−
−
−
− SFVC2A
SFVC2B
−
490
245
1
2
2
−
−
160 154 151 149 147 145 142 139 135 131 126 122 120 −
−
−
−
−
− SFVC2B
JIS G 3203
高温圧力容器用合金鋼鍛鋼
品
SFVAF1
0.5Mo
480
275
3
2
3
−
(10)
161 161 161 161 161 158 156 153 151 148 146 143 141 139 −
−
−
−
− SFVAF1
SFVAF2
0.5Cr-0.5Mo
480
275
3
2
3
−
−
161 161 161 161 161 158 156 153 151 148 146 143 141 −
−
−
−
−
− SFVAF2
SFVAF12
1Cr-0.5Mo
480
275
4
1
3
−
−
161 161 160 158 156 153 150 148 145 143 141 139 138 136 134 132 129 103 − SFVAF12
SFVAF11A
1.25Cr-0.5Mo-0.75Si
480
275
4
1
3
−
−
161 161 161 161 161 158 156 153 151 148 146 143 141 138 136 133 129 108 − SFVAF11A
SFVAF11B
1.25Cr-0.5Mo-0.75Si
520
315
4
1
3
−
−
172 172 172 172 172 172 172 171 168 166 164 161 159
−
−
−
−
− − SFVAF11B
SFVAF22A
2.25Cr-1Mo
410
205
5
1
2
−
−
137 131 127 126 125 124 124 123 123 123 123 123 123 123 123 123 106 91 − SFVAF22A
SFVAF22B
2.25Cr-1Mo
520
315
5
1
3
−
−
172 172 172 170 169 168 166 166 165 165 164 164 162 161 158 155 151 126 − SFVAF22B
SFVAF21A
3Cr-1Mo
410
205
5
1
2
−
−
137 131 127 126 125 124 124 123 123 123 123 123 123 123 123 123 101 −
− SFVAF21A
SFVAF21B
3Cr-1Mo
520
315
5
1
3
−
−
172 172 172 170 169 168 166 166 165 165 164 164 162 161 158 155 135 −
− SFVAF21B
SFVAF5A
5Cr-0.5Mo
410
245
5
2
2
−
(10)
138 137 137 135 134 133 132 132 132 132 131 130 128 125 −
−
−
−
− SFVAF5A
SFVAF5B
5Cr-0.5Mo
480
275
5
2
3
−
−
161 161 160 158 156 155 155 154 154 154 152 151 149 −
−
−
−
−
− SFVAF5B
SFVAF5C
5Cr-0.5Mo
550
345
5
2
3
−
(10)
184 184 183 180 178 177 177 177 177 176 175 173 170 168 −
−
−
−
− SFVAF5C
SFVAF5D
5Cr-0.5Mo
620
450
5
2
3
−
(10)
207 206 205 203 201 200 199 199 198 197 196 194 191 188 −
−
−
−
− SFVAF5D
SFVAF9
9Cr-1Mo
590
380
5
2
3
−
−
195 195 194 192 190 189 188 187 187 186 185 184 181 −
−
−
−
−
− SFVAF9
JIS G 3204
圧力容器用調質型合金鋼鍛
鋼品
SFVQ1A
0.5Ni-0.5Mo-V
550
345
3
3
5
−
−
184 184 184 184 184 184 184 184 184 184 184 184 184 −
−
−
−
−
− SFVQ1A
SFVQ1B
0.5Ni-0.5Mo-V
620
450
3
3
2
−
−
207 207 207 207 207 207 207 207 207 207 207 207 207 −
−
−
−
−
− SFVQ1B
SFVQ2A
0.75Ni-0.3Cr-0.5Mo-V
550
345
3
3
5
−
−
184 184 184 184 184 184 184 184 184 184 184 184 184 −
−
−
−
−
− SFVQ2A
SFVQ2B
0.75Ni-0.3Cr-0.5Mo-V
620
450
3
3
3
−
−
207 207 207 207 207 207 207 207 207 207 207 207 207 −
−
−
−
−
− SFVQ2B
SFVQ3
3.5Ni-1.75Cr-0.5Mo-V
620
490
3
3
−
−
−
207 207 207 207 207 206 205 204 203 202 201 200 197 −
−
−
−
−
− SFVQ3
JIS G 3205
低温圧力容器用鍛鋼品
SFL1
−
440
225
1
1
2
−
−
147 139 134 132 130 129 127 124 121 117 113 108 107 −
−
−
−
−
− SFL1
SFL2
−
490
245
1
2
2
−
−
160 154 151 149 147 145 142 139 135 131 126 122 120 −
−
−
−
−
− SFL2
SFL3
3.5Ni
490
255
9B
−
2
−
−
161 158 157 155 153 151 149 145 141 136 131 127 123 −
−
−
−
−
− SFL3
JIS G 3206
高温圧力容器用高強度クロ
ムモリブデン鋼鍛鋼品
SFVCMF22B
2.25Cr-1Mo
580
380
5
3
3
−
−
195 195 195 195 195 194 194 193 192 191 189 188 186 183 181 177 166 −
− SFVCMF22B
SFVCMF22V
2.25Cr-1Mo-0.25V
580
415
5
3
3
−
−
195 195 195 195 195 195 195 195 195 194 192 189 186 182 179 174 170 164 − SFVCMF22V
SFVCMF3V
3Cr-1Mo-0.25V
580
415
5
3
3
−
−
195 195 194 191 187 185 182 180 179 177 176 175 173 172 170 168 165 −
− SFVCMF3V
JIS G 3214
圧力容器用ステンレス鋼鍛
鋼品
SUSF304
18Cr-8Ni
520
205
8A
−
6
−
(2)(3)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUSF304
SUSF304
18Cr-8Ni
480
205
8A
−
6
−
(2)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUSF304
SUSF304H
18Cr-8Ni
520
205
8A
−
6
−
(2)(3)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUSF304H
SUSF304H
18Cr-8Ni
480
205
8A
−
6
−
(2)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUSF304H
SUSF304L
18Cr-8Ni極低C
480
175
8A
−
8
−
(2)(3)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUSF304L
SUSF304L
18Cr-8Ni極低C
450
175
8A
−
8
−
(2)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 92 90 −
−
− SUSF304L
SUSF304N
18Cr-8Ni-N
550
240
8A
−
6
−
(2)
161 161 160 158 155 148 141 136 131 128 125 122 121 118 116 115 −
−
− SUSF304N
SUSF310
25Cr-20Ni
520
205
8A
−
7
−
−
138 138 138 138 138 138 138 136 134 132 129 127 125 123 122 120 −
−
− SUSF310
SUSF316
16Cr-12Ni-2Mo
520
205
8A
−
7
−
(2)(3)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUSF316
SUSF316
16Cr-12Ni-2Mo
480
205
8A
−
7
−
(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUSF316
SUSF316H
16Cr-12Ni-2Mo
520
205
8A
−
7
−
(2)(3)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUSF316H
SUSF316H
16Cr-12Ni-2Mo
480
205
8A
−
7
−
(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUSF316H
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
77
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.1 鉄鋼材料の設計応力強さ(続き)
種類
記号
標準成分
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
母材の
区分
グルー
プ番号
外圧チ
ャート
番号
製造方法
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS G 3214
圧力容器用ステンレス鋼鍛
鋼品
SUSF316L
16Cr-12Ni-2Mo極低C
480
175
8A
−
9
−
(2)(3)
115 115 115 115 115 112 109 106 103 101 98 96 95 93 91 90 −
−
− SUSF316L
SUSF316L
16Cr-12Ni-2Mo極低C
450
175
8A
−
9
−
(2)
115 115 115 115 115 112 109 106 103 101 98 96 95 93 91 90 −
−
− SUSF316L
SUSF321
18Cr-10Ni-Ti
520
205
8A
−
7
−
(2)(3)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUSF321
SUSF321
18Cr-10Ni-Ti
480
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUSF321
SUSF321H
18Cr-10Ni-Ti
520
205
8A
−
7
−
(2)(3)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUSF321H
SUSF321H
18Cr-10Ni-Ti
480
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUSF321H
SUSF347
18Cr-10Ni-Nb
520
205
8A
−
7
−
(2)(3)
138 138 138 138 138 138 138 138 137 136 134 132 130 128 128 127 −
−
− SUSF347
SUSF347
18Cr-10Ni-Nb
480
205
8A
−
7
−
(2)
138 138 138 138 138 136 133 131 129 128 128 127 127 125 125 125 −
−
− SUSF347
SUSF347H
18Cr-10Ni-Nb
520
205
8A
−
7
−
(2)(3)
138 138 138 138 138 138 138 138 137 136 134 132 130 128 128 127 −
−
− SUSF347H
SUSF347H
18Cr-10Ni-Nb
480
205
8A
−
7
−
(2)
138 138 138 138 138 136 133 131 129 128 128 127 127 125 125 125 −
−
− SUSF347H
SUSF410-B
13Cr
590
380
6
−
2
−
−
195 195 195 195 195 194 193 189 186 182 179 176 174 172 167 160 −
−
− SUSF410-B
JIS G 3455
高圧配管用炭素鋼鋼管
STS370
−
370
215
1
1
2 S
−
123 123 123 123 123 123 123 123 123 108 104 101 100 −
−
−
−
−
− STS370
STS410
−
410
245
1
1
2 S
−
138 138 138 138 138 138 138 135 132 127 122 118 116 −
−
−
−
−
− STS410
STS480
−
480
275
1
2
3 S
−
161 161 161 161 161 159 158 155 151 145 139 135 133 −
−
−
−
−
− STS480
JIS G 3456
高温配管用炭素鋼鋼管
STPT370
−
370
215
1
1
2 S,E
(1)
123 123 123 123 123 123 123 123 123 108 104 101 100 99 −
−
−
−
− STPT370
STPT410
−
410
245
1
1
2 S,E
(1)(10)
138 138 138 138 138 138 138 135 132 127 122 118 116 116 −
−
−
−
− STPT410
STPT480
−
480
275
1
2
3 S
(10)
161 161 161 161 161 159 158 155 151 145 139 135 133 132 −
−
−
−
− STPT480
JIS G 3458
配管用合金鋼鋼管
STPA12
0.5Mo
380
205
3
1
2 S
−
126 126 126 123 121 119 117 115 113 111 109 108 106 −
−
−
−
−
− STPA12
STPA20
0.5Cr-0.5Mo
410
205
3
1
2 S
−
137 131 127 124 121 119 117 115 113 111 109 108 106 −
−
−
−
−
− STPA20
STPA22
1Cr-0.5Mo
410
205
4
1
2 S
−
138 135 132 128 125 122 120 118 116 114 113 112 111 109 107 106 103 101 − STPA22
STPA23
1.25Cr-0.5Mo-0.75Si
410
205
4
1
2 S
−
137 131 127 124 121 119 117 115 113 111 109 108 106 104 105 104 101 91 − STPA23
STPA24
2.25Cr-1Mo
410
205
5
1
2 S
−
137 131 127 126 125 124 124 123 123 123 123 123 123 123 123 123 104 91 − STPA24
STPA25
5Cr-0.5Mo
410
205
5
2
2 S
−
137 129 124 122 120 119 119 118 118 117 116 115 114 −
−
−
−
−
− STPA25
STPA26
9Cr-1Mo
410
205
5
2
2 S
−
137 129 124 122 120 119 119 118 118 117 116 115 114 −
−
−
−
−
− STPA26
JIS G 3459
配管用ステンレス鋼管
SUS304TP
18Cr-8Ni
520
205
8A
−
6 S
(1)(2)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUS304TP
SUS304TP
18Cr-8Ni
520
205
8A
−
6 W
(2)
117 117 117 117 117 114 110 107 104 101
98
96
95
93
91
89 −
−
− SUS304TP
SUS304HTP
18Cr-8Ni
520
205
8A
−
6 S
(1)(2)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUS304HTP
SUS304HTP
18Cr-8Ni
520
205
8A
−
6 W
(2)
117 117 117 117 117 114 110 107 104 101 98 96 95 93 91 89 −
−
− SUS304HTP
SUS304LTP
18Cr-8Ni 極低C
480
175
8A
−
8 S
(1)(2)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 92 90 −
−
− SUS304LTP
SUS304LTP
18Cr-8Ni 極低C
480
175
8A
−
8 W
(2)
98 98 98 98 98 95 93 90 88 86 83 82 80 79 78 77 −
−
− SUS304LTP
SUS309STP
23Cr-12Ni
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 136 135 132 130 128 127 125 124 122 −
−
− SUS309STP
SUS309STP
23Cr-12Ni
520
205
8A
−
7 W
(2)
117 117 117 117 117 117 117 116 114 113 111 109 108 107 105 104 −
−
− SUS309STP
SUS310STP
25Cr-20Ni
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 138 138 136 134 131 129 126 124 121 −
−
− SUS310STP
SUS310STP
25Cr-20Ni
520
205
8A
−
7 W
117 117 117 117 117 117 117 116 114 112 110 110 112 105 103 102 −
−
− SUS310STP
SUS316TP
16Cr-12Ni-2Mo
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS316TP
SUS316TP
16Cr-12Ni-2Mo
520
205
8A
−
7 W
(2)
117 117 117 117 117 115 113 110 107 104 102 99 97 96 94 93 −
−
− SUS316TP
SUS316HTP
16Cr-12Ni-2Mo
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS316HTP
SUS316HTP
16Cr-12Ni-2Mo
520
205
8A
−
7 W
(2)
117 117 117 117 117 115 113 110 107 104 102 99 97 96 94 93 −
−
− SUS316HTP
SUS316LTP
16Cr-12Ni-2Mo極低C
480
175
8A
−
9 S
(1)(2)
115 115 115 115 115 112 109 106 103 101 98 96 95 93 91 90 −
−
− SUS316LTP
SUS316LTP
16Cr-12Ni-2Mo極低C
480
175
8A
−
9 W
(2)
98 98 98 98 98 95 93 90 88 86 83 82 80 79 77 77 −
−
− SUS316LTP
SUS317TP
18Cr-13Ni-3Mo
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS317TP
SUS317TP
18Cr-13Ni-3Mo
520
205
8A
−
7 W
(2)
117 117 117 117 117 115 113 110 107 104 102 99 97 96 94 93 −
−
− SUS317TP
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
78
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.1 鉄鋼材料の設計応力強さ(続き)
種類
記号
標準成分
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
母材の
区分
グルー
プ番号
外圧チ
ャート
番号
製造方法
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS G 3459
配管用ステンレス鋼管
SUS321TP
18Cr-10Ni-Ti
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUS321TP
SUS321TP
18Cr-10Ni-Ti
520
205
8A
−
7 W
(2)
117 117 117 117 117 117 117 116 114 112 109 107 104 102 101 99 −
−
− SUS321TP
SUS321HTP
18Cr-10Ni-Ti
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUS321HTP
SUS321HTP
18Cr-10Ni-Ti
520
205
8A
−
7 W
(2)
117 117 117 117 117 117 117 116 114 112 109 107 104 102 101 99 −
−
− SUS321HTP
SUS347TP
18Cr-10Ni-Nb
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 138 137 136 134 132 130 128 128 127 −
−
− SUS347TP
SUS347TP
18Cr-10Ni-Nb
520
205
8A
−
7 W
(2)
117 117 117 117 117 117 117 117 117 116 114 113 111 109 108 108 −
−
− SUS347TP
SUS347HTP
18Cr-10Ni-Nb
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 138 137 136 134 132 130 128 128 127 −
−
− SUS347HTP
SUS347HTP
18Cr-10Ni-Nb
520
205
8A
−
7 W
(2)
117 117 117 117 117 117 117 117 117 116 114 113 111 109 108 108 −
−
− SUS347HTP
JIS G 3460
低温配管用鋼管
STPL380
−
380
205
1
1
1 S,E
(1)(10)
126 126 126 124 122 120 119 116 113 109 105 101 100 99 −
−
−
−
− STPL380
STPL450
3.5Ni
450
245
9B
−
−
S
−
150 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STPL450
STPL690
9Ni
690
520
11A
−
−
S
−
230 230 230 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STPL690
JIS G 3461
ボイラ・熱交換器用炭素鋼
鋼管
STB340
−
340
175
1
1
1 S, E
(1)
113 111 107 106 104 103 101 98 96 93 89 87 85 84 −
−
−
−
− STB340
STB410
−
410
255
1
1
2 S, E
(1)(10)
138 138 138 138 138 138 138 138 138 135 129 125 123 123 −
−
−
−
− STB410
STB510
−
510
295
1
2
3 S, E
(1)
170 170 170 170 170 170 168 165 161 156 155 145 142 140 −
−
−
−
− STB510
JIS G 3462
ボイラ・熱交換器用合金鋼
鋼管
STBA12
0.5Mo
380
205
3
1
2 S, E
(1)(10)
126 126 126 123 121 119 117 115 113 111 109 108 106 104 −
−
−
−
− STBA12
STBA13
0.5Mo
410
205
3
1
2 S, E
(1)
137 136 135 131 128 127 124 122 120 118 116 115 113 111 −
−
−
−
− STBA13
STBA20
0.5Cr-0.5Mo
410
205
3
1
2 S, E
(1)(10)
137 131 127 124 121 119 117 115 113 111 109 108 106 104 −
−
−
−
− STBA20
STBA22
1Cr-0.5Mo
410
205
4
1
2 S, E
(1)
138 135 132 128 125 122 120 118 116 114 113 112 111 109 107 106 103 101 − STBA22
STBA23
1.25Cr-0.5Mo-0.75Si
410
205
4
1
2 S
−
137 131 127 124 121 119 117 115 113 111 109 108 106 104 105 104 101 91 − STBA23
STBA24
2.25Cr-1Mo
410
205
5
1
2 S
−
137 131 127 126 125 124 124 123 123 123 123 123 123 123 123 123 104 91 − STBA24
STBA25
5Cr-0.5Mo
410
205
5
2
2 S
(10)
137 129 124 122 120 119 119 118 118 117 116 115 114 112 −
−
−
−
− STBA25
STBA26
9Cr-1Mo
410
205
5
2
2 S
(10)
137 129 124 122 120 119 119 118 118 117 116 115 114 112 −
−
−
−
− STBA26
JIS G 3463
ボイラ・熱交換器用ステン
レス鋼管
SUS304TB
18Cr-8Ni
520
205
8A
−
6 S
(1)(2)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUS304TB
SUS304TB
18Cr-8Ni
520
205
8A
−
6 W
(2)
117 117 117 117 117 114 110 107 104 101 98 96 95 93 91 89 −
−
− SUS304TB
SUS304HTB
18Cr-8Ni
520
205
8A
−
6 S
(1)(2)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUS304HTB
SUS304HTB
18Cr-8Ni
520
205
8A
−
6 W
(2)
117 117 117 117 117 114 110 107 104 101 98 96 95 93 91 89 −
−
− SUS304HTB
SUS304LTB
18Cr-8Ni 極低C
480
175
8A
−
8 S
(1)(2)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 92 90 −
−
− SUS304LTB
SUS304LTB
18Cr-8Ni 極低C
480
175
8A
−
8 W
(2)
98 98 98 98 98 95 93 90 88 86 83 82 80 79 78 77 −
−
− SUS304LTB
SUS309STB
23Cr-12Ni
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 136 135 132 130 128 127 125 124 122 −
−
− SUS309STB
SUS309STB
23Cr-12Ni
520
205
8A
−
7 W
(2)
117 117 117 117 117 117 117 116 114 113 111 109 108 107 105 104 −
−
− SUS309STB
SUS310STB
25Cr-20Ni
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 138 138 136 134 131 129 126 124 121 −
−
− SUS310STB
SUS310STB
25Cr-20Ni
520
205
8A
−
7 W
(2)
117 117 117 117 117 117 117 116 114 112 110 110 112 105 103 102 −
−
− SUS310STB
SUS316TB
16Cr-12Ni-2Mo
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS316TB
SUS316TB
16Cr-12Ni-2Mo
520
205
8A
−
7 W
(2)
117 117 117 117 117 115 113 110 107 104 102 99 97 96 94 93 −
−
− SUS316TB
SUS316HTB
16Cr-12Ni-2Mo
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS316HTB
SUS316HTB
16Cr-12Ni-2Mo
520
205
8A
−
7 W
(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS316HTB
SUS316LTB
16Cr-12Ni-2Mo極低C
480
175
8A
−
9 S
(1)(2)
115 115 115 115 115 112 109 106 103 101 98 96 95 93 91 90 −
−
− SUS316LTB
SUS316LTB
16Cr-12Ni-2Mo極低C
480
175
8A
−
9 W
(2)
98 98 98 98 98 95 93 90 88 86 83 82 80 79 77 77 −
−
− SUS316LTB
SUS317TB
18Cr-13Ni-3Mo
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS317TB
SUS317TB
18Cr-13Ni-3Mo
520
205
8A
−
7 W
(2)
117 117 117 117 117 115 113 110 107 104 102 99 97 96 94 93 −
−
− SUS317TB
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
79
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.1 鉄鋼材料の設計応力強さ(続き)
種類
記号
標準成分
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
母材の
区分
グルー
プ番号
外圧チ
ャート
番号
製造方法
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS G 3463
ボイラ・熱交換器用ステン
レス鋼管
SUS321TB
18Cr-10Ni-Ti
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUS321TB
SUS321TB
18Cr-10Ni-Ti
520
205
8A
−
7 W
(2)
117 117 117 117 117 117 117 116 114 112 109 107 104 102 101 99 −
−
− SUS321TB
SUS321HTB
18Cr-10Ni-Ti
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUS321HTB
SUS321HTB
18Cr-10Ni-Ti
520
205
8A
−
7 W
(2)
117 117 117 117 117 117 117 116 114 112 109 107 104 102 101 99 −
−
− SUS321HTB
SUS347TB
18Cr-10Ni-Nb
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 138 137 136 134 132 130 128 128 127 −
−
− SUS347TB
SUS347TB
18Cr-10Ni-Nb
520
205
8A
−
7 W
(2)
117 117 117 117 117 117 117 117 117 116 114 113 111 109 108 108 −
−
− SUS347TB
SUS347HTB
18Cr-10Ni-Nb
520
205
8A
−
7 S
(1)(2)
138 138 138 138 138 138 138 138 137 136 134 132 130 128 128 127 −
−
− SUS347HTB
SUS347HTB
18Cr-10Ni-Nb
520
205
8A
−
7 W
(2)
117 117 117 117 117 117 117 117 117 116 114 113 111 109 108 108 −
−
− SUS347HTB
SUS405TB
12Cr-Al
410
205
7
−
2 S
(1)
137 131 126 124 122 121 120 119 119 118 117 115 113 111 108 104 −
−
− SUS405TB
SUS410TB
13Cr
410
205
6
−
2 S
(1)
137 131 126 124 122 121 120 119 119 118 117 115 113 111 108 104 −
−
− SUS410TB
SUS430TB
17Cr
410
245
7
−
7 S
(1)
138 138 138 136 135 134 133 132 131 130 129 127 124 121 118 113 −
−
− SUS430TB
JIS G 3464
低温熱交換器用鋼管
STBL380
−
380
205
1
1
2 S, E
(1)(10)
126 126 126 124 122 120 119 116 113 109 105 101 100 99 −
−
−
−
− STBL380
STBL450
3.5Ni
450
245
9B
−
−
S
−
150 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STBL450
STBL690
9Ni
690
520
11A
−
−
S
−
230 230 230 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STBL690
JIS G 4109
ボイラ及び圧力容器用クロ
ムモリブデン鋼鋼板
SCMV1‐1
0.5Cr-0.5Mo
380
225
3
1
2 −
(10)
126 126 126 126 126 126 126 125 124 122 120 118 116 114 −
−
−
−
− SCMV1‐1
SCMV1‐2
0.5Cr-0.5Mo
480
315
3
2
3
−
−
161 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SCMV1‐2
SCMV2‐1
1Cr-0.5Mo
380
225
4
1
2
−
−
126 126 126 126 126 125 124 122 120 118 116 115 113 112 110 108 107 97 − SCMV2‐1
SCMV2‐2
1Cr-0.5Mo
450
275
4
1
3
−
−
150 150 150 150 150 150 150 148 145 143 141 139 138 136 134 132 129 103 − SCMV2‐2
SCMV3‐1
1.25Cr-0.5Mo-0.75Si
410
235
4
1
2
−
−
138 138 138 138 138 137 136 134 131 129 127 125 123 121 119 116 113 106 − SCMV3‐1
SCMV3‐2
1.25Cr-0.5Mo-0.75Si
520
315
4
1
3
−
−
172 172 172 172 172 172 172 171 168 166 164 161 159 156 153 149 146 119 − SCMV3‐2
SCMV4‐1
2.25Cr-1Mo
410
205
5
1
2
−
−
137 131 127 126 125 124 124 123 123 123 123 123 123 123 123 123 104 91 − SCMV4‐1
SCMV4‐2
2.25Cr-1Mo
520
315
5
1
3
−
−
172 172 172 170 169 168 166 166 165 165 164 164 162 161 158 155 151 126 − SCMV4‐2
SCMV5‐1
3Cr-1Mo
410
205
5
1
2
−
−
137 131 127 126 125 124 124 123 123 123 123 123 123 123 123 123 101 −
− SCMV5‐1
SCMV5‐2
3Cr-1Mo
520
315
5
1
3
−
−
172 172 172 170 169 168 166 166 165 165 164 164 162 161 158 155 135 −
− SCMV5‐2
SCMV6‐1
5Cr-0.5Mo
410
205
5
2
2
−
−
137 129 124 122 120 119 119 118 118 117 116 115 114 −
−
−
−
−
− SCMV6‐1
SCMV6‐2
5Cr-0.5Mo
520
315
5
2
3
−
−
172 172 171 169 167 167 166 166 165 164 163 162 159 −
−
−
−
−
− SCMV6‐2
JIS G 4110
高温圧力容器用高強度クロ
ムモリブデン鋼鋼板
SCMQ4E
2.25Cr-1Mo
580
380
5
3
3
−
−
195 195 195 195 195 194 194 193 192 191 189 188 186 183 181 177 166 −
− SCMQ4E
SCMQ4V
2.25Cr-1Mo-0.25V
580
415
5
3
3
−
−
195 195 195 195 195 195 195 195 195 194 192 189 186 182 179 174 170 164 − SCMQ4V
SCMQ5V
3Cr-1Mo-0.25V
580
415
5
3
3
−
−
195 195 194 191 187 185 182 180 179 177 176 175 173 172 170 168 165 −
− SCMQ5V
JIS G 4303
ステンレス鋼棒
SUS304
18Cr-8Ni
520
205
8A
−
6
−
(2)(9)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUS304
SUS304L
18Cr-8Ni 極低C
480
175
8A
−
8
−
(2)(9)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 92 90 −
−
− SUS304L
SUS316
16Cr-12Ni-2Mo
520
205
8A
−
7
−
(2)(9)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS316
SUS316L
16Cr-12Ni-2Mo極低C
480
175
8A
−
9
−
(2)(9)
115 115 115 115 115 112 109 106 103 101 98 96 95 93 91 90 −
−
− SUS316L
SUS317
18Cr-13Ni-3Mo
520
205
8A
−
−
−
(2)(9)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS317
SUS317L
18Cr-13Ni-3Mo極低C
480
175
8A
−
−
−
(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS317L
SUS321
18Cr-10Ni-Ti
520
205
8A
−
7
−
(2)(9)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUS321
SUS347
18Cr-10Ni-Nb
520
205
8A
−
7
−
(2)(9)
138 138 138 138 138 138 138 138 137 136 134 132 130 128 128 127 −
−
− SUS347
JIS G 4304
熱間圧延ステンレス鋼板及
び鋼帯
SUS304
18Cr-8Ni
520
205
8A
−
6
−
(2)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUS304
SUS304L
18Cr-8Ni 極低C
480
175
8A
−
8
−
(2)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 92 90 −
−
− SUS304L
SUS309S
23Cr-12Ni
520
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 136 135 132 130 128 127 125 124 122 −
−
− SUS309S
SUS310S
25Cr-20Ni
520
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 136 134 132 129 127 125 123 122 120 −
−
− SUS310S
SUS316
16Cr-12Ni-2Mo
520
205
8A
−
7
−
(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS316
SUS316L
16Cr-12Ni-2Mo極低C
480
175
8A
−
9
−
(2)
115 115 115 115 115 112 109 106 103 101 98 96 95 93 91 90 −
−
− SUS316L
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
80
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.1 鉄鋼材料の設計応力強さ(続き)
種類
記号
標準成分
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
母材の
区分
グルー
プ番号
外圧チ
ャート
番号
製造方法
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS G 4304
熱間圧延ステンレス鋼板及
び鋼帯
SUS317
18Cr-13Ni-3Mo
520
205
8A
−
−
−
(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS317
SUS317L
18Cr-13Ni-3Mo極低C
480
175
8A
−
−
−
(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS317L
SUS321
18Cr-10Ni-Ti
520
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUS321
SUS347
18Cr-10Ni-Nb
520
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 138 137 136 134 132 130 128 128 127 −
−
− SUS347
SUS405
12Cr-Al
410
175
7
−
2
−
−
115 109 105 104 102 101 100 99 99 98 98 97 95 93 90 87 −
−
− SUS405
SUS410
13Cr
440
205
6
−
2
−
−
137 131 126 124 122 121 120 119 119 118 117 115 113 111 108 104 −
−
− SUS410
SUS410S
13Cr
410
205
6
−
2
−
−
137 131 126 124 122 121 120 119 119 118 117 115 112 111 108 104 −
−
− SUS410S
SUS429
15Cr
450
205
7
−
−
−
−
137 131 126 124 122 121 120 119 119 118 117 115 113 111 108 104 −
−
− SUS429
SUS430
17Cr
450
205
7
−
7
−
−
137 131 126 124 122 121 120 119 119 118 117 115 113 111 108 104 −
−
− SUS430
JIS G 4305
冷間圧延ステンレス鋼板及
び鋼帯
SUS304
18Cr-8Ni
520
205
8A
−
6
−
(2)(9)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUS304
SUS304L
18Cr-8Ni 極低C
480
175
8A
−
8
−
(2)(9)
115 115 115 115 115 112 109 106 103 101 98 96 94 93 92 90 −
−
− SUS304L
SUS309S
23Cr-12Ni
520
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 136 135 132 130 128 127 125 124 122 −
−
− SUS309S
SUS310S
25Cr-20Ni
520
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 136 134 132 129 127 125 123 122 120 −
−
− SUS310S
SUS316
16Cr-12Ni-2Mo
520
205
8A
−
7
−
(2)(9)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS316
SUS316L
16Cr-12Ni-2Mo極低C
480
175
8A
−
9
−
(2)(9)
115 115 115 115 115 112 109 106 103 101 98 96 95 93 91 90 −
−
− SUS316L
SUS317
18Cr-13Ni-3Mo
520
205
8A
−
−
−
(2)(9)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS317
SUS317L
18Cr-13Ni-3Mo極低C
480
175
8A
−
−
−
(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS317L
SUS321
18Cr-10Ni-Ti
520
205
8A
−
7
−
(2)(9)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUS321
SUS347
18Cr-10Ni-Nb
520
205
8A
−
7
−
(2)(9)
138 138 138 138 138 138 138 138 137 136 134 132 130 128 128 127 −
−
− SUS347
SUS405
12Cr-Al
410
175
7
−
2
−
−
115 109 105 104 102 101 100 99 99 98 98 97 95 93 90 87 −
−
− SUS405
SUS410
13Cr
440
205
6
−
2
−
−
137 131 126 124 122 121 120 119 119 118 117 115 113 111 108 104 −
−
− SUS410
SUS410S
13Cr
410
205
6
−
2
−
−
137 131 126 124 122 121 120 119 119 118 117 115 112 111 108 104 −
−
− SUS410S
SUS429
15Cr
450
205
7
−
−
−
−
137 131 126 124 122 121 120 119 119 118 117 115 113 111 108 104 −
−
− SUS429
SUS430
17Cr
450
205
7
−
7
−
−
137 131 126 124 122 121 120 119 119 118 117 115 113 111 108 104 −
−
− SUS430
JIS G 4312
耐熱鋼板
SUS304
18Cr-8Ni
520
205
8A
−
6
−
(2)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SUS304
SUS309S
23Cr-12Ni
520
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 136 135 132 130 128 127 125 124 122 −
−
− SUS309S
SUS310S
25Cr-20Ni
520
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 136 134 132 129 127 125 123 122 120 −
−
− SUS310S
SUS316
16Cr-12Ni-2Mo
520
205
8A
−
7
−
(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SUS316
SUS321
18Cr-10Ni-Ti
520
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 136 134 131 128 125 123 120 119 117 −
−
− SUS321
SUS347
18Cr-10Ni-Nb
520
205
8A
−
7
−
(2)
138 138 138 138 138 138 138 138 137 136 134 132 130 128 128 127 −
−
− SUS347
SUS405
12Cr-Al
410
175
7
−
2
−
−
115 109 105 104 102 101 100 99 99 98 98 97 95 93 90 87 −
−
− SUS405
SUS410
13Cr
440
205
6
−
2
−
−
137 131 126 124 122 121 120 119 119 118 117 115 113 111 108 104 −
−
− SUS410
SUS430
17Cr
450
205
7
−
7
−
−
137 131 126 124 122 121 120 119 119 118 117 115 113 111 108 104 −
−
− SUS430
JIS G 4901
耐食耐熱超合金棒
NCF600B
72Ni-15Cr-8Fe
550
245
43
−
29
−
(6)
161 161 161 161 161 161 161 161 161 161 161 161 161 161 161 161 −
−
− NCF600B
NCF750B
70Ni-15Cr-7Fe-2.5Ti-0.7Al-1Nb
960
615
43
−
−
−
(4)(6)
320 320 320 320 320 320 320 320 320 320 320 320 320 320 320 320 −
−
− NCF750B
NCF750B
70Ni-15Cr-7Fe-2.5Ti-0.7Al-1Nb
1 170
795
43
−
−
−
390 390 390 390 390 390 390 390 390 390 390 390 390 390 390 390 −
−
− NCF750B
NCF800B
33Ni-21Cr-42Fe
520
205
45
−
33
−
(6)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 −
−
− NCF800B
NCF800HB
33Ni-21Cr-42Fe
450
175
45
−
34
−
(6)
115 115 115 115 115 115 115 115 115 115 114 113 110 108 106 104 −
−
− NCF800HB
JIS G 4902
耐食耐熱超合金板
NCF600P
72Ni-15Cr-8Fe
550
245
43
−
29
−
(6)
161 161 161 161 161 161 161 161 161 161 161 161 161 161 161 161 −
−
− NCF600P
NCF750P
70Ni-15Cr-7Fe-2.5Ti-0.7Al-1Nb
960
615
43
−
−
−
(4)(6)
320 320 320 320 320 320 320 320 320 320 320 320 320 320 320 320 −
−
− NCF750P
NCF750P
70Ni-15Cr-7Fe-2.5Ti-0.7Al-1Nb
1 170
795
43
−
−
−
390 390 390 390 390 390 390 390 390 390 390 390 390 390 390 390 −
−
− NCF750P
NCF800P
33Ni-21Cr-42Fe
520
205
45
−
33
−
(6)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 −
−
− NCF800P
NCF800HP
33Ni-21Cr-42Fe
450
175
45
−
34
−
(6)
115 115 115 115 115 115 115 115 115 115 114 113 110 108 106 104 −
−
− NCF800HP
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
81
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.1 鉄鋼材料の設計応力強さ(続き)
種類
記号
標準成分
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
母材の
区分
グルー
プ番号
外圧チ
ャート
番号
製造方法
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS G 4903
配管用継目無ニッケルクロ
ム鉄合金管
NCF600TP
72Ni-15Cr-8Fe
550
205
43
−
29 SH-ANN (5)(6)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 −
−
− NCF600TP
NCF600TP
72Ni-15Cr-8Fe
520
175
43
−
33 SH-ANN
114 114 114 114 114 114 114 114 114 114 114 114 114 114 114 114 −
−
− NCF600TP
NCF600TP
72Ni-15Cr-8Fe
550
245
43
−
29 SC-ANN (5)(6)
161 161 161 161 161 161 161 161 161 161 161 161 161 161 161 161 −
−
− NCF600TP
NCF600TP
72Ni-15Cr-8Fe
550
205
43
−
−
SC-ANN
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 −
−
− NCF600TP
NCF800TP
33Ni-21Cr-42Fe
450
175
45
−
34 SH-ANN (6)
115 115 115 115 115 115 115 115 115 115 114 113 110 108 106 104 −
−
− NCF800TP
NCF800TP
33Ni-21Cr-42Fe
520
205
45
−
33 SC-ANN (6)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 −
−
− NCF800TP
NCF800HTP
33Ni-21Cr-42Fe
450
175
45
−
34
−
(6)
115 115 115 115 115 115 115 115 115 115 114 112 109 108 107 106 −
−
− NCF800HTP
JIS G 4904
熱交換器用継目無ニッケル
クロム鉄合金管
NCF600TB
72Ni-15Cr-8Fe
550
245
43
−
29
−
(6)
161 161 161 161 161 161 161 161 161 161 161 161 161 161 161 161 −
−
− NCF600TB
NCF800TB
33Ni-21Cr-42Fe
520
205
45
−
33
−
(6)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 −
−
− NCF800TB
NCF800HTB
33Ni-21Cr-42Fe
450
175
45
−
34
−
(6)
115 115 115 115 115 115 115 115 115 115 114 112 109 108 107 106 −
−
− NCF800HTB
JIS G 5102
溶接構造用鋳鋼品
SCW480
−
480
275
1
2
3
−
−
161 161 161 161 161 159 158 155 151 145 139 135 133 −
−
−
−
−
− SCW480
JIS G 5121
ステンレス鋼鋳鋼品
SCS1-T2
13Cr
620
450
6
−
3
−
−
207 207 206 204 203 200 197 196 196 194 192 189 186
−
−
−
−
−
− SCS1-T2
SCS13
18Cr-8Ni
440
185
8A
−
6
−
(2)
123 123 123 123 123 118 111 108 104 101
98
97
95
94
93
92 −
−
− SCS13
SCS13A
18Cr-8Ni
480
205
8A
−
6
−
(2)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SCS13A
SCS14
16Cr-12Ni-2Mo
440
185
8A
−
7
−
(2)
123 123 123 123 123 123 121 118 115 111 108 105 103 100
98
97 −
−
− SCS14
SCS14A
16Cr-12Ni-2Mo
480
205
8A
−
7
−
(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SCS14A
SCS16
16Cr-12Ni-2Mo極低C
390
175
8A
−
9
−
(2)
117 117 117 117 117 116 115 111 108 105 102 100
98
95
93
92 −
−
− SCS16
SCS16A
16Cr-12Ni-2Mo極低C
480
205
8A
−
9
−
(2)
138 138 138 138 138 136 133 130 126 122 119 117 114 112 111 110 −
−
− SCS16A
SCS17
25Cr-12Ni
480
205
8A
−
7
−
−
138 138 138 138 138 138 138 136 135 132 130 128 127 125 124 122 −
−
− SCS17
SCS18
25Cr-20Ni
450
195
8A
−
7
−
−
129 129 129 129 129 129 129 127 125 123 121 119 117 118 116 113 −
−
− SCS18
SCS19
18Cr-8Ni 極低C
390
185
8A
−
8
−
(2)
123 123 123 123 123 117 111 108 104 101
98
97
95
94
93
92 −
−
− SCS19
SCS19A
18Cr-8Ni 極低C
480
205
8A
−
8
−
(2)
138 138 138 138 138 134 130 126 122 119 115 113 111 110 107 105 −
−
− SCS19A
SCS21
18Cr-10Ni-Nb
480
205
8A
−
7
−
(2)
138 138 138 138 138 136 133 131 129 128 128 127 127 125 125 125 −
−
− SCS21
JIS G 5151
高温高圧用鋳鋼品
SCPH1
−
410
205
1
1
2
−
(10)
137 130 126 124 122 120 119 116 113 109 105 101 100
99 −
−
−
−
− SCPH1
SCPH2
−
480
245
1
2
2
−
(10)
160 154 151 149 147 145 142 139 135 131 126 122 120 119 −
−
−
−
− SCPH2
SCPH11
0.5Mo
450
245
3
1
2
−
(10)
150 149 147 144 141 139 136 134 131 129 127 125 123 121 −
−
−
−
− SCPH11
SCPH21
1Cr-0.5Mo
480
275
4
1
3
−
−
161 161 160 158 156 153 150 148 145 143 141 139 138 136 134 132 129 103 − SCPH21
SCPH32
2.5Cr-1Mo
480
275
5
1
3
−
−
161 161 160 160 159 157 155 155 155 154 154 154 153 151 148 145 138 117 − SCPH32
SCPH61
5Cr-0.5Mo
620
410
5
2
3
−
(10)
207 206 205 203 201 200 199 199 198 197 196 194 191 188 −
−
−
−
− SCPH61
JIS G 5152
低温高圧用鋳鋼品
SCPL1
−
450
245
1
1
2
−
−
150 148 146 145 143 140 138 135 132 127 122 118 116
− −
−
−
−
− SCPL1
SCPL11
0.5Mo
450
245
3
1
2
−
(10)
150 149 147 144 141 139 136 134 131 129 127 125 123 121 −
−
−
−
− SCPL11
SCPL21
2.5Ni
480
275
9A
−
−
−
−
161 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SCPL21
SCPL31
3.5Ni
480
275
9B
−
−
−
−
161 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SCPL31
注(1) この欄の値は,継目無管に対する値であって,電気抵抗溶接鋼管及び溶加材を用いない自動アーク溶接鋼管の設計応力強さの値は,継目無管の値に0.85を乗じ
たものとする。ただし,材料規格に特別品質規定があって,同規定に定める非破壊検査のうちいずれか一つに合格している鋼管は,継目無管と同じ値とする。
(2) 付表5.2及び付表5.3の各温度における降伏点又は0.2 %耐力の値に基づき本体6.2.1 d)による。
(3) SUSF304,SUSF316,SUSF321及びSUSF347の場合は,この欄の値は径又は厚さが130 mm未満のものに適用する。
(4) 上段の値はH1熱処理を行ったものに適用し,下段の値はH2熱処理を行ったものに適用する。H1及びH2熱処理は,JIS G 4901又はJIS G 4902による。
(5) 上段の値は外径127 mm以下のものに適用し,下段の値は外径127 mmを超えるものに適用する。
(6) 付表5.4の各温度における降伏点又は0.2 %耐力の値に基づき本体6.2.1 d)による。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
82
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(7) 異材継手のある溶接部に対しては,この欄の値に0.95を乗じる。
(8) この欄の外圧チャート番号は,板厚が100 mmを超える場合にあっては,附属書1の付図2の(1)を適用し,100 mm以下である場合は附属書1の付図2の(2)を使
用する。
(9) JIS G 4303に対しては,この欄の外圧チャート番号を使用する場合は,強め輪に使用する場合にだけ適用できる。
(10) 375 ℃を371 ℃と読み替える。
(11) 125 ℃を121 ℃と読み替える。
備考1. 付表2.1において,各温度の中間における設計応力強さの値は,比例法によって計算する。
2. 付表2.1の“外圧チャート番号”は,附属書1の付図2の番号を示す。
3. 付表2.1の“製造の方法”の欄において,Sは継目無管,Eは電気抵抗溶接管,Wは溶接管,SH-ANNは継目無熱間仕上後焼なましした管,SC-ANNは継目無
冷間仕上後焼なましした管を示す。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
83
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.2 非鉄金属材料の設計応力強さ
種類
種別
質別
記号
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
寸法区分
(mm)
(mm2)
母材
の
区分
グル
ープ
番号
外圧チ
ャート
番号
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40 75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450
JIS H 3100
銅及び銅合金
の板及び条
1100
O
C1100P-O
195
31
44
46
39
37
36
35
C1100P-O
1100
O
C1100R-O
195
31
44
46
39
37
36
35
C1100R-O
1220
O
C1220P-O
195
(厚さ0.3 mm以上30 mm以下)
31
44
46
39
37
36
35
C1220P-O
1220
O
C1220R-O
195
(厚さ0.3 mm以上3 mm以下)
31
44
46
39
37
36
35
C1220R-O
4640
F
C4640P-F
345
(厚さ20 mmを超え40 mm以下)
32
45
92
C4640P-F
4640
F
C4640P-F
345
(厚さ40 mmを超え125 mm以下)
32
45
83
C4640P-F
6140
O
C6140P-O
480
(厚さ4 mm以上50 mm以下)
35
49
138 138 137 136 135 134 133 132 131
C6140P-O
6140
O
C6140P-O
450
(厚さ50 mmを超え125 mm以下)
35
49
129 129 128 127 126 125 124 123 122
C6140P-O
7060
F
C7060P-F
275
(厚さ0.5 mm以上50 mm以下)
34
46
92
87
84
83
81
81
80
79
79
78
78
77
C7060P-F
7150
F
C7150P-F
345
(厚さ0.5 mm以上50 mm以下)
34
47
82
77
75
74
72
71
70
70
70
69
69
69
C7150P-F
JIS H 3250
銅及び銅合金
棒
1020
O
C1020BD-O
195
(径6 mm以上75 mm以下)
31
46
39
37
36
35
C1020BD-O
1100
O
C1100BD-O
195
(径6 mm以上75 mm以下)
31
46
39
37
36
35
C1100BD-O
1201
O
C1201BD-O
195
(径6 mm以上75 mm以下)
31
46
39
37
36
35
C1201BD-O
1220
O
C1220BD-O
195
(径6 mm以上75 mm以下)
31
46
39
37
36
35
C1220BD-O
JIS H 3300
銅及び銅合金
継目無管
2800
O
C2800T-O
315
(外径10 mm以上250 mm以下
肉厚1 mm以上15 mm以下)
32
45
83
83
83
83
83
83
83
79
74
C2800T-O
2800
O
C2800TS-O
315
(外径10 mm以上250 mm以下
肉厚1 mm以上15 mm以下)
32
45
83
83
83
83
83
83
83
79
74
C2800TS-O
4430
O
C4430T-O
315
(外径5 mm以上250 mm以下
肉厚0.8 mm以上10 mm以下)
32
45
69
69
69
69
69
69
65
63
59
C4430T-O
4430
O
C4430TS-O
315
(外径5 mm以上250 mm以下
肉厚0.8 mm以上10 mm以下)
32
45
69
69
69
69
69
69
65
63
59
C4430TS-O
7060
O
C7060T-O
275
(外径5 mm以上50 mm以下
肉厚0.8 mm以上5 mm以下)
34
46
69
66
65
64
62
60
60
59
C7060T-O
7060
O
C7060TS-O
275
(外径5 mm以上50 mm以下
肉厚0.8 mm以上5 mm以下)
34
46
69
66
65
64
62
60
60
59
C7060TS-O
7150
O
C7150T-O
365
(外径5 mm以上50 mm以下
肉厚0.8 mm以上5 mm以下)
34
47
82
77
75
74
72
71
70
70
70
69
69
69
C7150T-O
7150
O
C7150TS-O
365
(外径5 mm以上 50 mm以下
肉厚0.8 mm以上5 mm以下)
34
47
82
77
75
74
72
71
70
70
70
69
69
69
C7150TS-O
JIS H 4000
アルミニウム
及びアルミニ
ウム合金の板
及び条
3003
O
A3003P-O
95
35
(厚さ0.8 mmを超え75 mm以下)
21
13
(9)
23
23
23
22
A3003P-O
3203
O
A3203P-O
95
35
(厚さ0.8 mmを超え75 mm以下)
21
13
23
23
23
22
A3203P-O
3003
H112 A3003P-H112
120
70
(厚さ4 mm以上13 mm以下)
21
(1) (9)
39
39
39
36
A3003P-H112
3003
H112 A3003P-H112
110
40
(厚さ13 mmを超え50 mm以下)
21
(1)
28
28
A3003P-H112
3003
H112 A3003P-H112
100
40
(厚さ50 mmを超え75 mm以下)
21
(1)
28
28
A3003P-H112
3203
H112 A3203P-H112
120
70
(厚さ4 mm以上13 mm以下)
21
(1)
40
40
40
36
A3203P-H112
3203
H112 A3203P-H112
110
40
(厚さ13 mmを超え50 mm以下)
21
(1)
27
27
25
24
A3203P-H112
3203
H112 A3203P-H112
100
40
(厚さ50 mmを超え75 mm以下)
21
(1)
27
27
25
24
A3203P-H112
3004
O
A3004P-O
155
60
(厚さ0.8 mmを超え3 mm以下)
22
16
(9)
39
39
39
39
A3004P-O
5052
O
A5052P-O
175
65
(厚さ0.8 mmを超え75 mm以下)
22
17
(5)
43
43
A5052P-O
5652
O
A5652P-O
175
65
(厚さ0.8 mmを超え75 mm以下)
22
17
(5)
43
43
43
43
A5652P-O
5052
H112 A5052P-H112
195
110
(厚さ4 mm以上13 mm以下)
22
17
(1)
64
64
A5052P-H112
5052
H112 A5052P-H112
175
65
(厚さ13 mmを超え75 mm以下)
22
17
(1)
43
43
A5052P-H112
5652
H112 A5652P-H112
195
110
(厚さ4 mm以上13 mm以下)
22
17
(1)
65
65
65
65
A5652P-H112
5652
H112 A5652P-H112
175
65
(厚さ13 mmを超え75 mm以下)
22
17
(1)
43
43
43
43
A5652P-H112
5154
O
A5154P-O
205
75
(厚さ0.8 mmを超え75 mm以下)
22
50
50
50
50
A5154P-O
5254
O
A5254P-O
205
75
(厚さ0.8 mmを超え75 mm以下)
22
50
50
50
50
A5254P-O
5154
H112 A5154P-H112
235
125
(厚さ4 mm以上6.5 mm以下)
22
(1)
78
78
78
78
A5154P-H112
5154
H112 A5154P-H112
225
125
(厚さ6.5 mmを超え13 mm以下)
22
(1)
75
75
75
75
A5154P-H112
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
84
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.2 非鉄金属材料の設計応力強さ(続き)
種類
種別
質別
記号
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
寸法区分
(mm)
(mm2)
母材
の
区分
グル
ープ
番号
外圧チ
ャート
番号
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40 75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450
JIS H 4000
アルミニウム
及びアルミニ
ウム合金の板
及び条
5154
H112 A5154P-H112
205
75
(厚さ13 mmを超え75 mm以下)
22
(1)
50
50
50
50
A5154P-H112
5254
H112 A5254P-H112
235
125
(厚さ4 mm以上6.5 mm以下)
22
(1)
78
78
78
78
A5254P-H112
5254
H112 A5254P-H112
225
125
(厚さ6.5 mmを超え13 mm以下)
22
(1)
75
75
75
75
A5254P-H112
5254
H112 A5254P-H112
205
75
(厚さ13 mmを超え75 mm以下)
22
(1)
50
50
50
50
A5254P-H112
5454
O
A5454P-O
215
85
(厚さ0.8 mmを超え50 mm以下)
22
47
(9)
55
55
55
55
A5454P-O
5083
O
A5083P-O
275
125
(厚さ0.8 mmを超え40 mm以下)
25
18
(4) (5)
83
A5083P-O
5083
O
A5083P-O
275
120
(厚さ40 mmを超え80 mm以下)
25
18
(4) (5)
79
A5083P-O
5083
O
A5083P-O
265
110
(厚さ80 mmを超え100 mm以下)
25
18
(4) (5)
74
A5083P-O
5083
H112 A5083P-H112
285
125
(厚さ4 mmを超え6.5 mm以下)
25
18
(1)
83
A5083P-H112
5083
H112 A5083P-H112
275
125
(厚さ6.5 mmを超え40 mm以下)
25
18
(1)
83
A5083P-H112
5083
H112 A5083P-H112
275
120
(厚さ40 mmを超え75 mm以下)
25
18
(1)
78
A5083P-H112
5086
O
A5086P-O
245
100
(厚さ0.5 mm以上50 mm以下)
25
19
(4) (5)
64
A5086P-O
5086
H112 A5086P-H112
255
125
(厚さ4 mm以上6.5 mm以下)
25
19
(1)
83
A5086P-H112
5086
H112 A5086P-H112
245
125
(厚さ6.5 mmを超え13 mm以下)
25
19
(1)
83
A5086P-H112
5086
H112 A5086P-H112
245
110
(厚さ13 mmを超え25 mm以下)
25
19
(1)
74
A5086P-H112
5086
H112 A5086P-H112
245
100
(厚さ25 mmを超え50 mm以下)
25
19
(1)
64
A5086P-H112
5086
H112 A5086P-H112
235
100
(厚さ50 mmを超え75 mm以下)
25
19
(1)
64
A5086P-H112
6061
T4
A6061P-T4
205
110
(厚さ0.5 mmを超え6.5 mm以下)
23
24
(3)
69
69
69
68
63
A6061P-T4
6061
T4
A6061P-T4
165
―
(厚さ0.5 mmを超え6.5 mm以下)
23
24
(2)
55
55
55
54
50
A6061P-T4
6061
T42
A6061P-T42
205
95
(厚さ0.5 mmを超え25 mm以下)
23
(3)
63
63
63
61
60
A6061P-T42
6061
T42
A6061P-T42
165
―
(厚さ0.5 mmを超え25 mm以下)
23
(2)
55
55
55
54
50
A6061P-T42
6061
T6
A6061P-T6
295
245
(厚さ0.5 mmを超え6.5 mm以下)
23
(3)
97
97
96
90
77
A6061P-T6
6061
T6
A6061P-T6
165
―
(厚さ0.5 mmを超え6.5 mm以下)
23
(2)
55
55
55
54
50
A6061P-T6
6061
T62
A6061P-T62
295
245
(厚さ0.5 mmを超え25 mm以下)
23
(3)
97
97
96
90
77
A6061P-T62
6061
T62
A6061P-T62
165
―
(厚さ0.5 mmを超え25 mm以下)
23
(2)
55
55
55
54
50
JIS H 4040
アルミニウム
及びアルミニ
ウム合金の棒
及び線
3003
H112 A3003BE-H112
95
35
21
(9)
23
23
23
22
A3003BE-H112
3003
O
A3003BD-O
95
35
(径又は最小対辺距離3 mmを超え100 mm
以下)
21
(9)
23
23
23
22
A3003BD-O
5052
H112 A5052BE-H112
175
70
22
17
43
43
A5052BE-H112
5052
O
A5052BE-O
175
70
22
17
43
43
A5052BE-O
5052
O
A5052BD-O
175
65
(径又は最小対辺距離3 mmを超え100 mm
以下)
22
17
43
43
A5052BD-O
5056
H112 A5056BE-H112
245
100
(断面積 300 cm2以下)
25
(1)
67
A5056BE-H112
5083
H112 A5083BE-H112
275
110
(径又は最小対辺距離130 mm以下,断面
積200 cm2以下)
25
18
78
A5083BE-H112
5083
O
A5083BE-O
275
110
(径又は最小対辺距離130 mm以下,断面
積200 cm2以下)
25
18
(4)
78
A5083BE-O
5083
O
A5083BD-O
275
110
(径又は最小対辺距離3mmを超え100mm
以下)
25
18
(4)
78
A5083BD-O
6061
T4
A6061BE-T4
175
110
23
24
(3)
60
60
60
58
55
A6061BE-T4
6061
T4
A6061BE-T4
165
―
23
24
(2)
55
55
55
54
50
A6061BE-T4
6061
T6
A6061BE-T6
265
245
23
23
(3)
88
88
87
83
70
A6061BE-T6
6061
T6
A6061BE-T6
165
―
23
23
(2)
55
55
55
54
50
A6061BE-T6
6061
T4
A6061BD-T4
205
110
(径又は最小対辺距離3 mmを超え100 mm
以下,断面積300 cm2以下)
23
24
(3)
69
69
69
68
63
A6061BD-T4
6061
T4
A6061BD-T4
165
―
(径又は最小対辺距離3 mmを超え100 mm
以下,断面積300 cm2以下)
23
24
(2)
55
55
55
54
50
A6061BD-T4
6061
T6
A6061BD-T6
295
245
(径又は最小対辺距離3 mmを超え100 mm
以下,断面積300 cm2以下)
23
23
(3)
97
97
96
90
77
A6061BD-T6
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
85
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.2 非鉄金属材料の設計応力強さ(続き)
種類
種別
質別
記号
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
寸法区分
(mm)
(mm2)
母材
の
区分
グル
ープ
番号
外圧チ
ャート
番号
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40 75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450
JIS H 4040
アルミニウム
及びアルミニ
ウム合金の棒
及び線
6061
T6
A6061BD-T6
165
―
(径又は最小対辺距離3 mmを超え100 mm
以下,断面積300 cm2以下)
23
23
(2)
55
55
55
54
50
A6061BD-T6
6063
T5
A6063BE-T5
155
110
(径又は最小対辺距離12 mm以下)
23
(3)
50
50
49
46
42
A6063BE-T5
6063
T5
A6063BE-T5
120
―
(径又は最小対辺距離12 mm以下)
23
(2)
40
40
40
37
33
A6063BE-T5
6063
T5
A6063BE-T5
145
110
(径又は最小対辺距離12 mmを超え25 mm
以下)
23
(3)
48
48
47
44
42
A6063BE-T5
6063
T5
A6063BE-T5
120
―
(径又は最小対辺距離12 mmを超え25 mm
以下)
23
(2)
40
40
40
37
33
A6063BE-T5
6063
T6
A6063BE-T6
205
175
(径又は最小対辺距離25 mm以下)
23
(3)
69
69
67
60
45
A6063BE-T6
6063
T6
A6063BE-T6
120
―
(径又は最小対辺距離25 mm以下)
23
(2)
40
40
40
37
33
A6063BE-T6
JIS H 4080
アルミニウム
及びアルミニ
ウム合金継目
無管
3003
H112 A3003TE-H112
95
35
21
13
(1) (9)
23
23
23
22
A3003TE-H112
3203
H112 A3203TE-H112
95
35
21
13
(1)
23
23
23
22
A3203TE-H112
3003
O
A3003TD-O
95
35
21
13
(9)
23
23
23
22
A3003TD-O
3203
O
A3203TD-O
95
35
21
13
23
23
23
22
A3203TD-O
5052
H112 A5052TE-H112
175
70
22
17
(1)
43
43
A5052TE-H112
5052
O
A5052TE-O
175
70
22
17
47
A5052TE-O
5052
O
A5052TD-O
175
70
(肉厚0.6 mm以上12 mm以下)
22
17
47
47
47
A5052TD-O
5154
H112 A5154TE-H112
205
75
22
50
50
50
50
A5154TE-H112
5154
O
A5154TE-O
205
75
22
50
50
50
50
A5154TE-O
5154
O
A5154TD-O
205
75
(肉厚0.6 mm以上12 mm以下)
22
50
50
50
50
A5154TD-O
5454
H112 A5454TE-H112
215
85
(肉厚130 mm以下,断面積200 cm2以下) 22
21
(9)
55
55
55
55
A5454TE-H112
5454
O
A5454TE-O
215
85
(肉厚130 mm以下,断面積200 cm2以下) 22
21
(9)
55
55
55
55
A5454TE-O
5056
H112 A5056TE-H112
245
100
(断面積300 cm2以下)
25
(1)
67
A5056TE-H112
5083
H112 A5083TE-H112
275
110
(断面積200 cm2以下)
25
18
78
A5083TE-H112
5083
O
A5083TE-O
275
110
(断面積200 cm2以下)
25
18
78
A5083TE-O
5083
O
A5083TD-O
275
110
(肉厚0.6 mm以上12 mm以下)
25
18
78
A5083TD-O
6061
T4
A6061TE-T4
175
110
23
24
(3)
60
60
60
58
55
A6061TE-T4
6061
T4
A6061TE-T4
165
―
23
24
(2)
56
55
55
54
50
A6061TE-T4
6061
T6
A6061TE-T6
265
245
23
23
(3)
88
88
87
83
70
A6061TE-T6
6061
T6
A6061TE-T6
165
―
23
23, 24
(2)
56
55
55
54
50
A6061TE-T6
6061
T4
A6061TD-T4
205
110
(肉厚0.6 mm以上12 mm以下)
23
24
(3)
69
69
69
68
65
A6061TD-T4
6061
T4
A6061TD-T4
165
―
(肉厚0.6 mm以上12 mm以下)
23
24
(2)
56
55
55
54
50
A6061TD-T4
6061
T6
A6061TD-T6
295
245
(肉厚0.6 mm以上12 mm以下)
23
23
(3)
97
97
96
90
77
A6061TD-T6
6061
T6
A6061TD-T6
165
―
(肉厚0.6 mm以上12 mm以下)
23
23, 24
(2)
56
55
55
54
50
A6061TD-T6
6063
T5
A6063TE-T5
155
110
(肉厚12 mm以下)
23
(3)
50
50
49
46
42
A6063TE-T5
6063
T5
A6063TE-T5
120
―
(肉厚12 mm以下)
23
(2)
40
40
40
37
33
A6063TE-T5
6063
T5
A6063TE-T5
145
110
(肉厚12 mmを超え25 mm以下)
23
(3)
48
48
47
44
42
A6063TE-T5
6063
T5
A6063TE-T5
120
―
(肉厚12 mmを超え25 mm以下)
23
(2)
40
40
40
37
33
A6063TE-T5
6063
T6
A6063TE-T6
205
175
(肉厚25 mm以下)
23
(3)
69
69
67
60
45
A6063TE-T6
6063
T6
A6063TE-T6
120
―
(肉厚25 mm以下)
23
(2)
40
40
40
37
33
A6063TE-T6
6063
T6
A6063TD-T6
225
195
(肉厚0.6 mm以上12 mm以下)
23
(3)
76
75
71
63
45
A6063TD-T6
6063
T6
A6063TD-T6
120
―
(肉厚0.6 mm以上12 mm以下)
23
(2)
40
40
40
37
33
A6063TD-T6
JIS H 4100
アルミニウム
及びアルミニ
ウム合金の押
出形材
3003
H112 A3003S-H112
95
35
21
(9)
23
23
23
22
A3003S-H112
3203
H112 A3203S-H112
95
35
21
(9)
23
23
23
22
A3203S-H112
5052
H112 A5052S-H112
175
70
22
17
43
43
A5052S-H112
5052
O
A5052S-O
175
70
22
17
43
43
A5052S-O
5454
H112 A5454S-H112
215
85
(肉厚130 mm以下,断面積200 cm2以下) 22
21
(9)
55
55
55
55
A5454S-H112
5454
O
A5454S-O
215
85
(肉厚130 mm以下,断面積200 cm2以下) 22
21
(9)
55
55
55
55
A5454S-O
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
86
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.2 非鉄金属材料の設計応力強さ(続き)
種類
種別
質別
記号
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
寸法区分
(mm)
(mm2)
母材
の
区分
グル
ープ
番号
外圧チ
ャート
番号
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40 75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450
JIS H 4100
アルミニウム
及びアルミニ
ウム合金の押
出形材
5083
H112 A5083S-H112
275
110
(肉厚130 mm以下,断面積200 cm2以下) 25
18
79
A5083S-H112
5083
O
A5083S-O
275
120
(肉厚38 mm以下,断面積200 cm2以下) 25
18
(4)
83
A5083S-O
5083
O
A5083S-O
275
110
(肉厚38 mmを超え130 mm以下,断面積
200 cm2以下)
25
18
(4)
79
A5083S-O
6061
T4
A6061S-T4
175
110
23
24
(3)
60
60
60
58
55
A6061S-T4
6061
T4
A6061S-T4
165
―
23
24
(2)
55
55
55
54
50
A6061S-T4
6061
T6
A6061S-T6
265
245
23
23
(3)
88
88
87
83
70
A6061S-T6
6061
T6
A6061S-T6
165
―
23
23
(2)
55
55
55
54
50
A6061S-T6
6063
T5
A6063S-T5
155
110
(肉厚12 mm以下)
23
(3)
50
50
49
46
42
A6063S-T5
6063
T5
A6063S-T5
120
―
(肉厚12 mm以下)
23
(2)
40
40
40
37
33
A6063S-T5
6063
T5
A6063S-T5
145
110
(肉厚12 mmを超え25 mm以下)
23
(3)
48
48
47
44
42
A6063S-T5
6063
T5
A6063S-T5
120
―
(肉厚12 mmを超え25 mm以下)
23
(2)
40
40
40
37
33
A6063S-T5
6063
T6
A6063S-T6
205
175
(肉厚25 mm以下)
23
(3)
69
69
67
60
45
A6063S-T6
6063
T6
A6063S-T6
120
―
(肉厚25 mm以下)
23
(2)
40
40
40
37
33
A6063S-T6
JIS H 4140
アルミニウム
及びアルミニ
ウム合金鍛造
品
5083
H112 A5083FD-H112
275
110
(熱処理時の最大厚さ100 mm以下)
25
18
78
A5083FD-H112
5083
O
A5083FD-O
275
110
(熱処理時の最大厚さ100 mm以下)
25
18
79
A5083FD-O
5083
H112 A5083FH-H112
275
110
(熱処理時の最大厚さ200 mm以下)
25
18
78
A5083FH-H112
5083
O
A5083FH-O
275
110
(熱処理時の最大厚さ200 mm以下)
25
18
79
A5083FH-O
6061
T6
A6061FD-T6
265
245
(熱処理時の最大厚さ100 mm以下)
23
23
(3)
88
88
87
83
70
A6061FD-T6
6061
T6
A6061FD-T6
165
―
(熱処理時の最大厚さ100 mm以下)
23
23
(2)
55
55
55
50
47
A6061FD-T6
6061
T6
A6061FH-T6
255
225
(熱処理時の最大厚さ100 mm以下)
23
23
(3)
85
84
81
80
67
A6061FH-T6
6061
T6
A6061FH-T6
165
―
(熱処理時の最大厚さ100 mm以下)
23
23
(2)
55
55
55
50
47
A6061FH-T6
6061
T6
A6061FH-T6
245
225
(熱処理時の最大厚さ100 mmを超え,200
mm以下)
23
23
(3)
82
80
77
76
63
A6061FH-T6
6061
T6
A6061FH-T6
165
―
(熱処理時の最大厚さ100 mmを超え,200
mm以下)
23
23
(2)
55
55
55
50
47
A6061FH-T6
JIS H 4551
ニッケル及び
ニッケル合金
板及び条
Ni99.0
O
NW2200
380
100
41
25
69
69
69
69
69
69
69
69
69
69
69
NW2200
Ni99.0
HR
NW2200
380
130
92
92
92
92
92
92
92
90
87
84
81
NW2200
Ni99.0LC
O
NW2201
345
80
41
26
55
55
53
52
52
52
52
52
52
52
52
52
52
51
50
50
NW2201
NiCu30
O
NW4400
480
195
42
28
128 126 112 109 106 104 102 102 102 102 102 102 102 102 101
98
NW4400
NiCu30
HR
NW4400
510
275
172 171 161 156 151 149 147 146 146 146 146 146 146 146 144 140
NW4400
NiMo30Fe5 O
NW0001
790
345
(厚さ4 mm以下)
30
230 230 230 230 230 230 230 230 230 230 230 230 230 230 230 228
NW0001
NiMo30Fe5 O
NW0001
690
315
(厚さ4 mmを超える)
30
207 207 207 207 207 207 207 207 207 207 207 207 207 207 207 206
NW0001
NiMo28
O
NW0665
750
350
40
234 234 234 234 234 234 234 234 234 234 234 234 234 234 234 234
NW0665
NiMo16Cr1
5Fe6W4
O
NW0276
690
275
35
188 188 188 188 188 188 188 187 186 183 178 173 169 165 162 159
NW0276
NiCr16Mo1
6Ti
O
NW6455
690
275
184 184 184 184 184 184 184 184 184 184 184 184 184 182 180 178
NW6455
NiCr22Fe20
Mo6Cu2Nb
O
NW6007
620
240
(厚さ19 mm以下)
161 161 161 161 161 161 161 161 161 160 158 156 155 153 152 150
NW6007
NiCr22Fe20
Mo6Cu2Nb
O
NW6007
580
205
(厚さ19 mmを超える)
138 138 138 138 138 138 138 138 138 137 135 133 132 131 130 128
NW6007
NiCr21Fe18
Mo9
O
NW6002
660
245
(厚さ4 mm以下)
38
183 181 164 156 148 140 132 129 127 125 123 122 122 122 122 122
NW6002
NiCr21Fe18
Mo9
O
NW6002
660
240
(厚さ4 mmを超える)
160 158 144 137 130 123 116 113 111 109 108 107 107 107 107 107
NW6002
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
87
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.2 非鉄金属材料の設計応力強さ(続き)
種類
種別
質別
記号
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
寸法区分
(mm)
(mm2)
母材
の
区分
グル
ープ
番号
外圧チ
ャート
番号
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40 75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450
JIS H 4552
ニッケル及び
ニッケル合金
継目無管
Ni99.0
O
NW2200
380
105
(外径125 mm以下)
41
25
69
69
69
69
69
69
69
69
69
69
69
NW2200
Ni99.0
SR
NW2200
380
85
41
25
55
55
55
55
55
55
55
55
55
55
55
NW2200
Ni99.0LC
O
NW2201
345
85
(外径125 mm以下)
41
26
55
55
53
52
52
52
52
52
52
52
52
52
52
51
50
50
NW2201
Ni99.0LC
O
NW2201
350
70
(外径125 mmを超える)
46
46
44
44
43
43
43
43
43
43
43
43
43
43
42
41
NW2201
NiCu30
O
NW4400
480
190
(外径125 mm以下)
42
28
128 126 112 109 106 104 102 102 102 102 102 102 102 102 101
98
NW4400
NiCu30
O
NW4400
480
170
(外径125 mmを超える)
115 113 101
97
94
93
91
91
91
91
91
91
91
91
90
88
NW4400
NiCu30
SR
NW4400
590
380
42
28
195 195 195 195 195 195 195 195 195 195 195 195 193 189 183 177
NW4400
NiMo30Fe5 S
NW0001
690
315
207 207 207 207 207 207 207 207 207 207 207 207 207 207 206 206
NW0001
NiMo28
S
NW0665
755
350
234 234 234 234 234 234 234 234 234 234 234 234 234 234 234 234
NW0665
NiCr22Fe20
Mo6Cu2Nb
S
NW6007
620
240
161 161 161 161 161 161 161 161 161 160 158 156 155 153 152 150
NW6007
NiCr21Fe18
Mo
S
NW6002
690
275
38
183 180 164 156 148 140 132 129 127 125 123 122 122 122 122 122
NW6002
JIS H 4553
ニッケル及び
ニッケル合金
棒
Ni99.0
O
NW2200
380
105
41
25
69
69
69
69
69
69
69
69
69
69
69
NW2200
Ni99.0LC
O
NW2201
340
65
41
26
46
46
44
44
43
43
43
43
43
43
43
43
43
43
42
41
NW2201
NiCu30
O
NW4400
480
170
42
28
115 113 101
97
94
93
91
91
91
91
91
91
91
91
90
88
NW4400
NiMo30Fe5 S
NW0001
790
315
(径6 mm以上40 mm以下)
30
212 212 212 212 212 212 212 212 212 212 212 212 212 212 212 209
NW0001
NiMo30Fe5 S
NW0001
690
315
(径40 mm超え90 mm以下)
30
212 212 212 212 212 212 212 212 212 212 212 212 212 212 212 209
NW0001
NiMo28
S
NW0665
760
350
(径6 mm以上90 mm以下)
40
234 234 234 234 234 234 234 234 234 234 234 234 234 234 234 234
NW0665
NiMo28
S
NW0665
620
275
(径90 mmを超える)
184 184 184 184 184 184 184 184 184 184 184 184 184 182 180 178
NW0665
NiMo16Cr
15Fe6W4
S
NW0276
690
275
(径6 mm以上90 mm以下)
35
188 188 188 188 188 188 188 187 186 183 178 173 169 165 162 159
NW0276
NiCr16Mo
16Ti
S
NW6455
690
275
184 184 184 184 184 184 184 184 184 184 184 184 182 182 180 178
NW6455
NiCr22Fe20
Mo6Cu2Nb
S
NW6007
625
245
(径6 mm以上20 mm以下)
161 161 161 161 161 161 161 161 161 160 158 156 155 153 152 150
NW6007
NiCr22Fe20
Mo6Cu2Nb
S
NW6007
590
210
(径20 mm超え90 mm以下)
138 138 138 138 138 138 138 138 138 137 135 133 132 131 130 128
NW6007
NiCr21Fe18
Mo9
S
NW6002
660
240
(径90 mm以下)
38
160 158 144 137 130 123 116 113 111 109 108 107 107 107 107 107
NW6002
JIS H 4600
チタン及びチ
タン合金の板
及び条
1種
TP270H
270
165
(厚さ0.2 mm以上15 mm以下)
51
52
90
71
62
57
53
48
44
40
37
33
29
28
TP270H
1種
TR270H
270
165
(厚さ0.2 mm以上15 mm以下)
51
52
90
71
62
57
53
48
44
40
37
33
29
28
TR270H
1種
TP270C
270
165
(厚さ0.2 mm以上15 mm以下)
51
52
90
71
62
57
53
48
44
40
37
33
29
28
TP270C
1種
TR270C
270
165
(厚さ0.2 mm以上15 mm以下)
51
52
90
71
62
57
53
48
44
40
37
33
29
28
TR270C
3種
TP480H
480
345
(厚さ0.2 mm以上15 mm以下)
52
50
(8)
161 157 148 139 130 123 116 111 106 103 101
53
TP480H
3種
TR480H
480
345
(厚さ0.2 mm以上15 mm以下)
52
50
(8)
161 157 148 139 130 123 116 111 106 103 101
53
TR480H
3種
TP480C
480
345
(厚さ0.2 mm以上15 mm以下)
52
50
(8)
161 157 148 139 130 123 116 111 106 103 101
53
TP480C
3種
TR480C
480
345
(厚さ0.2 mm以上15 mm以下)
52
50
(8)
161 157 148 139 130 123 116 111 106 103 101
53
TR480C
18種
TP345PdH
345
275
(厚さ0.2 mm以上15 mm以下)
51
51
115 115 108
92
84
76
69
64
57
53
50
49
TP345PdH
18種
TR345PdH
345
275
(厚さ0.2 mm以上15 mm以下)
51
51
115 115 108
92
84
76
69
64
57
53
50
49
TR345PdH
18種
TP345PdC
345
275
(厚さ0.2 mm以上15 mm以下)
51
51
115 115 108
92
84
76
69
64
57
53
50
49
TP345PdC
18種
TR345PdC
345
275
(厚さ0.2 mm以上15 mm以下)
51
51
115 115 108
92
84
76
69
64
57
53
50
49
TR345PdC
JIS H 4630
チタン及びチ
タン合金の継
目無管
1種
TTP270H
270
(外径10 mm以上80 mm以下,肉厚1 mm
以上10 mm以下)
51
52
90
71
62
57
53
48
44
40
37
33
29
28
TTP270H
1種
TTP270C
270
(外径10 mm以上80 mm以下,肉厚1 mm
以上10 mm以下)
51
52
90
71
62
57
53
48
44
40
37
33
29
28
TTP270C
3種
TTP480H
480
(外径10 mm以上80 mm以下,肉厚1 mm
以上10 mm以下)
52
50
(8)
161 157 148 139 130 123 116 111 106 103 101
53
TTP480H
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
88
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2.2 非鉄金属材料の設計応力強さ(続き)
種類
種別
質別
記号
最小引
張強さ
N/mm2
最小
降伏点
N/mm2
寸法区分
(mm)
(mm2)
母材
の
区分
グル
ープ
番号
外圧チ
ャート
番号
注
各温度(℃)における設計応力強さ N/mm2
記号
〜40 75
100 125 150 175 200 225 250 275 300 325 350 375 400 425 450
JIS H 4630
チタン及びチ
タン合金の継
目無管
3種
TTP480C
480
(外径10 mm以上80 mm以下,肉厚1 mm
以上10 mm以下)
52
50
(8)
161 157 148 139 130 123 116 111 106 103 101
53
TTP480C
18種
TTP345PdH
345
(外径10 mm以上80 mm以下,肉厚1 mm
以上10 mm以下)
51
51
115 115 108
92
84
76
69
64
57
53
50
49
TTP345PdH
18種
TTP345PdC
345
(外径10 mm以上80 mm以下,肉厚1 mm
以上10 mm以下)
51
51
115 115 108
92
84
76
69
64
57
53
50
49
TTP345PdC
JIS H 4631
熱交換器用チ
タン管及びチ
タン合金管
1種
TTH270C
270
(外径10 mm以上60 mm以下,肉厚1 mm
以上5 mm以下)
51
52
115 115 108
92
84
76
69
64
57
53
50
49
TTH270C
1種
TTH270W
270
(外径10 mm以上60 mm以下,肉厚1 mm
以上5 mm以下)
51
52
(7)
76
76
60
53
48
45
41
37
34
31
28
25
24
TTH270W
1種
TTH270WC
270
(外径10 mm以上60 mm以下,肉厚1 mm
以上5 mm以下)
51
52
(7)
76
76
60
53
48
45
41
37
34
31
28
25
24
TTH270WC
3種
TTH480C
480
(外径10 mm以上60 mm以下,肉厚1 mm
以上5 mm以下)
52
50
(8)
161 157 148 139 130 123 116 111 106 103 101
53
TTH480C
3種
TTH480W
480
(外径10 mm以上60 mm以下,肉厚1 mm
以上5 mm以下)
52
50
(7)(8) 137 133 126 118 111 104
99
94
90
88
86
45
TTH480W
3種
TTH480WC
480
(外径10 mm以上60 mm以下,肉厚1 mm
以上5 mm以下)
52
50
(7)(8) 137 133 126 118 111 104
99
94
90
88
86
45
TTH480WC
18種
TTH345PdC
345
(外径10 mm以上60 mm以下,肉厚1 mm
以上5 mm以下)
51
51
115 115 108
92
84
76
69
64
57
53
50
49
TTH345PdC
18種
TTH345PdW
345
(外径10 mm以上60 mm以下,肉厚1 mm
以上5 mm以下)
51
51
(7)
98
98
92
78
71
65
59
54
46
45
43
42
TTH345PdW
18種
TTH345PdWC
345
(外径10 mm以上60 mm以下,肉厚1 mm
以上5 mm以下)
51
51
(7)
98
98
92
78
71
65
59
54
46
45
43
42
TTH345PdWC
JIS H 4635
チタン及びチ
タン合金の溶
接管
1種
TTP270W
270
(外径10 mm以上150 mm以下,肉厚1 mm
以上10 mm以下)
51
52
(7)
76
60
53
48
45
41
37
34
31
28
25
24
TTP270W
1種
TTP270WC
270
(外径10 mm以上150 mm以下,肉厚1 mm
以上10 mm以下)
51
52
(7)
76
60
53
48
45
41
37
34
31
28
25
24
TTP270WC
3種
TTP480W
480
(外径10 mm以上150 mm以下,肉厚1 mm
以上10 mm以下)
52
50
(7)(8) 137 133 126 118 111 104
99
94
90
88
86
45
TTP480W
3種
TTP480WC
480
(外径10 mm以上150 mm以下,肉厚1 mm
以上10 mm以下)
52
50
(7)(8) 137 133 126 118 111 104
99
94
90
88
86
45
TTP480WC
18種
TTP345PdW
345
(外径10 mm以上150 mm以下,肉厚1 mm
以上10 mm以下)
51
51
(7)
98
98
92
78
71
65
59
54
46
45
43
42
TTP345PdW
18種
TTP345PdWC
345
(外径10 mm以上150 mm以下,肉厚1 mm
以上10 mm以下)
51
51
(7)
98
98
92
78
71
65
59
54
46
45
43
42
TTP345PdWC
JIS H 4650
チタン及びチ
タン合金の棒
1種
TB270H
270
165
(径又は厚さ8 mm以上100 mm以下)
51
52
115 115 108
92
84
76
69
64
57
53
50
49
TB270H
1種
TB270C
270
165
(径又は厚さ8 mm以上100 mm以下)
51
52
115 115 108
92
84
76
69
64
57
53
50
49
TB270C
3種
TB480H
480
345
(径又は厚さ8 mm以上100 mm以下)
52
50
(8)
161 157 148 139 130 123 116 111 106 103 101
53
TB480H
3種
TB480C
480
345
(径又は厚さ8 mm以上100 mm以下)
52
50
(8)
161 157 148 139 130 123 116 111 106 103 101
53
TB480C
18種
TB345PdH
345
275
(径又は厚さ8 mm以上100 mm以下)
51
51
115 115 108
92
84
76
69
64
57
53
50
49
TB345PdH
18種
TB345PdC
345
275
(径又は厚さ8 mm以上100 mm以下)
51
51
115 115 108
92
84
76
69
64
57
53
50
49
TB345PdC
JIS H 4657
チタン及びチ
タン合金の鍛
造品
3種
TF480
480
345
52
50
(8)
161
157
148
139
130
123
116
111
106
103
101
53
TF480
注(1) 溶接部に用いる設計応力強さは,質別Oの値を用いる。
(2) この欄の値は溶接部に用いる設計応力強さを示す。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
89
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 溶接したり溶断したりしたものは,この値を使用しない。
(4) 40 ℃を66 ℃と読み替える。
(5) クラッドの母材に対してこの値を使用してもよい。
(6) 外圧設計における最高温度は177 ℃以下。
(7) この材料の設計応力強さの値を求めるために品質係数0.85が適用する。
(8) 325 ℃を316 ℃と読み替える。
(9) 125 ℃を121 ℃と読み替える。
備考1. 付表2.2において,各温度の中間における設計応力強さの値は,比例法によって計算する。
2. 付表2.2のJIS H 4551,JIS H 4552及びJIS H 4553の質別の欄において,HRは熱間圧延のまま,Sは溶体化処理,SRは応力除去焼なまし,Oは焼なましを示
す。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
90
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表3.1 ボルト材料の設計応力強さ(応力解析による設計を行う場合に適用)
種類
種別
記号
標準成分
寸法
mm
最小引
張強さ
N/mm2
最小降
伏点
N/mm2
製造
方法 注
各温度(℃)における設計応力強さ N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600
JIS G 4107
高温用合金鋼ボルト材
2種
SNB7
1Cr-0.2Mo
径63以下
860
730
−
−
242 230 224 220 217 214 211 208 205 201 198 194 189 183 177 170 −
−
−
−
−
− − SNB7
径63を超え100以下
800
660
−
−
219 209 202 199 196 192 189 187 185 182 179 176 172 167 161 154 −
−
−
−
−
− −
径100を超え120以下
690
520
−
−
174 165 160 157 154 153 151 148 146 143 141 138 135 131 127 121 −
−
−
−
−
− −
3種
SNB16
1Cr-0.3Mo-V
径63以下
860
730
−
−
242 236 233 231 228 227 225 223 220 218 215 211 207 203 196 191 −
−
−
−
−
− − SNB16
径63を超え100以下
760
660
−
−
219 214 211 209 207 205 203 201 199 197 194 191 186 182 178 174 −
−
−
−
−
− −
径100を超え180以下
690
590
−
−
196 191 189 187 185 183 181 179 178 176 174 171 168 165 159 155 −
−
−
−
−
− −
JIS G 4108
特殊用途合金鋼ボルト
用棒鋼
1種1号
SNB21-1
1Cr-0.5Mo-V
径100以下
1140
1030
−
−
343 334 329 324 319 315 310 305 301 295 289 −
−
−
−
−
−
−
−
−
−
− − SNB21-1
1種2号
SNB21-2
径100以下
1070
960
−
−
321 312 306 302 297 293 289 285 280 276 271 264 257 −
−
−
−
−
−
−
−
− − SNB21-2
1種3号
SNB21-3
径150以下
1000
890
−
−
297 289 284 280 280 277 269 265 261 256 251 245 238 −
−
−
−
−
−
−
−
− − SNB21-3
1種4号
SNB21-4
径150以下
930
820
−
−
275 268 262 258 254 251 248 244 240 236 231 226 220 −
−
−
−
−
−
−
−
− − SNB21-4
1種5号
SNB21-5
径 50以下
820
720
−
−
238 234 229 227 224 221 217 213 210 207 202 198 192 −
−
−
−
−
−
−
−
− − SNB21-5
径50を超え200以下
790
690
−
−
228 223 219 216 213 210 206 203 200 197 193 188 183 −
−
−
−
−
−
−
−
− −
2種1号
SNB22-1
1Cr-0.2Mo
径 38以下
1140
1030
−
−
343 334 329 324 319 315 310 305 301 295 289 −
−
−
−
−
−
−
−
−
−
− − SNB22-1
2種2号
SNB22-2
径 75以下
1070
960
−
−
321 312 306 302 297 293 289 285 280 276 271 264 257 −
−
−
−
−
−
−
−
− − SNB22-2
2種3号
SNB22-3
径100以下
1000
890
−
−
297 289 284 280 280 277 269 265 261 256 251 245 238 −
−
−
−
−
−
−
−
− − SNB22-3
2種4号
SNB22-4
径100以下
930
820
−
−
275 268 262 258 254 251 248 244 240 236 231 226 220 −
−
−
−
−
−
−
−
− − SN822-4
2種5号
SNB22-5
径 50以下
820
720
−
−
238 234 229 227 224 221 217 213 210 207 202 198 192 −
−
−
−
−
−
−
−
− − SNB22-5
径 50を超え100以下
790
690
−
−
228 223 219 216 213 210 206 203 200 197 193 188 183 −
−
−
−
−
−
−
−
− −
3種1号
SNB23-1
1.8Ni-0.8Cr-0.25Mo
径200以下
1140
1030
−
−
343 334 329 324 319 315 310 305 301 295 289 −
−
−
−
−
−
−
−
−
−
− − SNB23-1
3種2号
SNB23-2
径240以下
1070
960
−
−
321 312 306 302 297 203 289 285 280 276 271 264 257 −
−
−
−
−
−
−
−
− − SNB23-2
3種3号
SNB23-3
径240以下
1000
890
−
−
279 289 284 280 280 277 269 265 261 256 251 245 238 −
−
−
−
−
−
−
−
− − SNB23-3
3種4号
SNB23-4
径240以下
930
820
−
−
275 268 262 258 254 251 248 244 240 236 231 226 220 −
−
−
−
−
−
−
−
− − SNB23-4
3種5号
SNB23-5
径150以下
820
720
−
−
238 234 229 227 224 221 217 213 210 207 202 198 192 −
−
−
−
−
−
−
−
− − SNB23-5
径150を超え240以下
790
690
−
−
228 223 219 216 213 210 206 203 200 197 193 188 183 −
−
−
−
−
−
−
−
− −
4種1号
SNB24-1
1.8Ni-0.8Cr-0.35Mo
径200以下
1140
1030
−
−
343 334 329 324 319 315 310 305 301 295 289 −
−
−
−
−
−
−
−
−
−
− − SNB24-1
4種2号
SNB24-2
径240以下
1070
960
−
−
321 312 306 302 297 293 289 285 280 276 271 264 257 −
−
−
−
−
−
−
−
− − SNB24-2
4種3号
SNB24-3
径240以下
1000
890
−
−
297 289 284 280 280 277 269 265 261 256 251 245 238 −
−
−
−
−
−
−
−
− − SNB24-3
4種4号
SNB24-4
径240以下
930
820
−
−
275 268 262 258 254 251 248 244 240 236 231 226 220 −
−
−
−
−
−
−
−
− − SNB24-4
4種5号
SNB24-5
径150以下
820
720
−
−
238 234 229 227 224 221 217 213 210 207 202 198 192 −
−
−
−
−
−
−
−
− − SNB24-5
径150を超え240以下
790
690
−
−
228 223 219 216 213 210 206 203 200 197 193 188 183 −
−
−
−
−
−
−
−
− −
備考 付表3.1のすべての材料は,附属書15の4.1に従って衝撃試験を行い,合格しなければならない。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
91
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表3.2 ボルト材料の許容引張応力(応力解析による設計を行わない場合に適用)
種類
種別寸法
記号
標準成分
(%)
規定最小
引張強さ
N/mm2
製造
方法
注
各温度 (℃) における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 550 575 600 625 650 675 700 725 750 775 800
JIS G 3101
一般構造用
圧延鋼材
≦16
SS400
−
400 − (6)
61
61
61
61
61
61
61
61 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SS400
>16
≦40
SS400
−
400 − (6)
59
59
59
59
59
59
59
59 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SS400
>40
SS400
−
400 − (6)
54
54
54
54
54
54
54
54 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SS400
≦16
SS490
−
490 − (6)
71
71
71
71
71
71
71
71 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SS490
>16
≦40
SS490
−
490 − (6)
69
69
69
69
69
69
69
69 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SS490
>40
SS490
−
490 − (6)
64
64
64
64
64
64
64
63 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SS490
≦16
SS540
−
540 − (6)
100 100 100 100 100 100 100 100 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SS540
>16
≦40
SS540
−
540 − (6)
98
98
98
98
98
98
98
98 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SS540
JIS G 4051
機械構造用
炭素鋼鋼材
−
S25C
−
440 N
(1)(6)
66
66
66
66
66
66
66
66
66
66
66
66
66 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− S25C
−
S35C
−
570 H
(1)(6)
98
98
98
98
98
98
98
98
98
98
98
98
98 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− S35C
−
S45C
−
690 H
(1)(6)
122 122 122 122 122 122 122 122 122 122 122 122 122 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− S45C
JIS G 4107
高温用合金
鋼ボルト材
1種≦100
SNB5
5Cr-0.5Mo
690 − (2)(6)
138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 119 105
78
58
44
33
26
19
13
9 −
−
−
−
−
− SNB5
2種≦63
SNB7
1Cr-0.2Mo
860 − (2)(4)(6) 172 172 172 172 172 172 172 172 172 172 172 172 172 172 163 146 122
94
69
44
31 −
−
−
−
−
−
−
−
−
− SNB7
2種
63
100
>
≦
SNB7
1Cr-0.2Mo
800 − (2)(4)(6) 160 160 160 160 160 160 160 160 160 160 160 160 160 158 142 139 116
92
69
44
31 −
−
−
−
−
−
−
−
−
− SNB7
2種
100
120
>
≦
SNB7
1Cr-0.2Mo
690 − (2)(4)(6) 130 130 130 130 139 139 139 139 139 139 130 130 130 130 128 125 114
92
69
44
31 −
−
−
−
−
−
−
−
−
− SNB7
3種<63
SNB16
1Cr-0.5Mo-V
860 − (2)(5)(6) 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 172 165 148 124
92
63
34
19
−
−
−
−
−
−
−
− SNB16
3種
63
100
>
≦
SNB16
1Cr-0.5Mo-V
760 − (2)(5)(6) 152 152 152 152 152 152 152 152 152 152 152 152 152 152 152 152 147 133 115
90
63
34
19
−
−
−
−
−
−
−
− SNB16
3種
100
180
>
≦
SNB16
1Cr-0.5Mo-V
690 − (2)(5)(6) 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 138 130 119 105
87
63
34
19
−
−
−
−
−
−
−
− SNB16
JIS G 4108
特殊用途合
金鋼ボルト
用棒鋼
3種1号≦200 SNB23-1 0.4C-1.75Ni-0.
8Cr-0.25Mo
1 140 − (2)(6)
228 228 228 228 228 228 228 228 228 228 228 228 228 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB23-1
3種2号≦240 SNB23-2 0.4C-1.75Ni-0.
8Cr-0.25Mo
1 070 − (2)(6)
214 214 214 214 214 214 214 214 214 214 214 214 214 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB23-2
3種3号≦240 SNB23-3 0.4C-1.75Ni-0.
8Cr-0.25Mo
1 000 − (2)(6)
200 200 200 200 200 200 200 200 200 200 200 200 200 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB23-3
3種4号≦240 SNB23-4 0.4C-1.75Ni-0.
8Cr-0.25Mo
930 − (2)(6)
186 186 186 186 186 186 186 186 186 186 186 186 186 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB23-4
3種5号≦150 SNB23-5 0.4C-1.75Ni-0.
8Cr-0.25Mo
820 − (2)(6)
164 164 164 164 164 164 164 164 164 164 164 164 164 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB23-5
3種5号 150
240
>
≦
SNB23-5 0.4C-1.75Ni-0.
8Cr-0.25Mo
790 − (2)(6)
158 158 158 158 158 158 158 158 158 158 158 158 158 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB23-5
4種1号≦200 SNB24-1 0.4C-1.8Ni-0.8
Cr-0.35Mo
1 140 − (2)(6)
228 228 228 228 228 228 228 228 228 228 228 228 228 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB24-1
4種2号≦240 SNB24-2 0.4C-1.8Ni-0.8
Cr-0.35Mo
1 070 − (2)(6)
214 214 214 214 214 214 214 214 214 214 214 214 214 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB24-2
4種3号≦240 SNB24-3 0.4C-1.8Ni-0.8
Cr-0.35Mo
1 000 − (2)(6)
200 200 200 200 200 200 200 200 200 200 200 200 200 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB24-3
4種4号≦240 SNB24-4 0.4C-1.8Ni-0.8
Cr-0.35Mo
930 − (2)(6)
186 186 186 186 186 186 186 186 186 186 186 186 186 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB24-4
4種5号≦150 SNB24-5 0.4C-1.8Ni-0.8
Cr-0.35Mo
820 − (2)(6)
164 164 164 164 164 164 164 164 164 164 164 164 164 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB24-5
4種5号 150
240
>
≦
SNB24-5 0.4C-1.8Ni-0.8
Cr-0.35Mo
790 − (2)(6)
158 158 158 158 158 158 158 158 158 158 158 158 158 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SNB24-5
JIS G 4303
ステンレス
鋼棒
−
SUS304 18Cr-8Ni
520 − (2)(3)(6) 102
95
90
86
82
79
76
73
71
68
66
64
61
59
57
56
53
52
50
49
48
46
43
38
30
23
18
14
10
8
6 SUS304
−
SUS316 18Cr-12N-2Mo
520 − (2)(3)(6) 102 102 102
98
93
90
87
85
84
83
82
82
81
81
80
80
79
78
77
77
74
72
68
57
47
37
28
23
18
14
10 SUS316
−
SUS321 18Cr-10Ni-Ti
520 − (2)(3)(6) 102 102 102
98
93
90
87
85
84
83
82
82
81
81
80
80
79
78
77
77
74
72
68
52
34
26
20
15
12
9
8 SUS321
−
SUS347 18Cr-10Ni-Nb
520 − (2)(3)(6) 102 102 102
98
93
90
87
85
84
83
82
82
81
81
80
80
79
78
77
77
74
72
68
52
34
26
20
15
12
9
8 SUS347
JIS G 4901
耐食耐熱超
合金棒
1種
NCF600 72Ni-15Cr-8Fe
550 − (2)(7)
60
57
56
55
54
54
53
53
53
52
52
51
51
50
50
49
48
48
47
47
41
29
20
17
14 −
−
−
−
−
− NCF600
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
92
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表3.2 ボルト材料の許容引張応力(応力解析による設計を行わない場合に適用)(続き)
種類
種別 質別
記号
標準成分
(%)
規定最小
引張強さ
N/mm2
製造
方法
注
各温度 (℃) における許容引張応力 N/mm2
記号
〜40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3250
銅及び銅合
金棒
C1020
C1100
C1201
F C1020 BE-F
99.96Cu
195
−
(7)
18
15
14
13
13
13
13
−
−
−
−
−
−
−
−
−
−
−
− C1020BE-F
C1100 BE-F
99.90Cu
C1100BE-F
C1201 BE-F
99.90Cu
C1201BE-F
O C1020 BD-O 99.96Cu
195
−
(7)
18
15
14
13
13
13
13
−
−
−
−
−
−
−
−
−
−
−
− C1020BD-O
C1100 BD-O 99.90Cu
C1100BD-O
C1201 BD-O 99.90Cu
C1201BD-O
種類
種別
質別
規定最小引張強さ
N/mm2
母材の
区分
グループ
番号
外圧チャ
ート番号
製造
方法
注
各温度 (℃) における許容引張応力N/mm2
記号
〜40
75
100
125
150
175
200
JIS H 4040
アルミニウム及
びアルミニウム
合金の棒及び線
A2014 BD
T6
450
−
−
−
−
(7)
90
82
78
69
49
30
23
A2014BD
A2024 BD
T4
430(径又は最小対
辺距離3 mmを超
え12 mm以下)
−
−
−
−
(7)
79
75
72
67
54
43
34
A2024BD
430(12 mmを超え
100 mm以下)
−
−
−
−
(7)
74
70
68
64
54
43
34
A6061 BD
T6
295
23
−
−
−
(7)
59
56
54
51
43
33
25
A6061BD
注(1) この数値を用いる場合は,JIS G 0303のA類によって検査を行い,所定の最小引張強さを確認した後に用いる。
(2) この許容応力は,強度だけを考慮して決められているので,通常の使用には耐えるが,長時間にわたり増締め
しないで漏えいしないようにするには,フランジとボルトのたわみ性及びリラクゼーション特性から決める応
力(この許容応力より小さい。)をとる。
(3) 550 ℃以上の値は,炭素含有量が0.04 %以上のもので,かつ,1 040 ℃以上の温度から急冷する固溶化処理を
行った材料に適用する。
(4) 550 ℃を538 ℃に読み替える。
(5) 600 ℃を593 ℃に読み替える。
(6) 最低設計金属温度が附属書15 表8に示す温度より低い場合は,附属書15, 4.2に従って衝撃試験を行い合格し
なければならない。
(7) 5.4.1,表5.4に示す最低設計金属温度より低い温度では使用してはならない。
備考1. 製造方法欄のN又はHは熱処理の符号で,Nは焼ならし,Hは焼入焼戻しを示す。
2. ボルトの呼びがM30以上の場合は,JIS B 0205-1〜-4のピッチ3 mm程度のものがよい。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
93
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表4.1 材料の各温度における縦弾性係数
材料の種類
材料の各温度 (℃) における縦弾性係数 (1 000 N/mm2)
記号
−195 −125
−70
25
50 100 125 150 175 200 250 300 350 375 400 425 450 475 500 550 600 650 700 750 800
炭素鋼C≦0.3 %
216
212
208 203 201 198 197 195 193 191 189 186 179 175 171 167 162 156 150 137 −
−
−
−
−
炭素鋼C>0.3 %
215
211
207 202 200 197 195 194 192 190 187 184 178 174 170 166 161 155 149 136 −
−
−
−
−
材料グループA
214
210
206 201 199 196 195 193 191 189 187 184 178 174 170 165 160 155 148 135 −
−
−
−
−
材料グループB
204
200
196 192 190 187 185 184 182 180 178 175 171 169 167 165 163 161 158 153 147 140 133 124 −
材料グループC
218
213
209 205 203 200 198 196 195 193 190 187 183 181 179 176 174 172 169 163 158 150 142 132 −
材料グループD
225
220
216 211 209 205 204 203 201 199 196 192 189 187 184 182 179 177 174 168 162 155 146 136 −
材料グループE
227
222
218 213 211 207 206 205 203 200 198 194 190 188 184 180 176 172 166 153 −
−
−
−
−
材料グループF
215
211
207 201 199 196 194 192 190 189 185 181 178 176 174 171 166 161 156 145 −
−
−
−
−
材料グループG
209
205
200 195 193 190 188 186 185 183 179 175 173 171 169 166 164 163 160 156 152 146 140 134 127
アルミニウム合金
(1050, 1070, 1080, 1100, 1200, 3003, 3004, 3203, 6061, 6063)
77
74
72
69
68
66
65
63
62
60
57 −
−
−
−
−
−
−
−
−
−
−
−
−
−
アルミニウム合金
(5052, 5154, 5254, 5454, 5652)
78
76
74
70
69
67
66
65
64
62
58 −
−
−
−
−
−
−
−
−
−
−
−
−
−
アルミニウム合金
(5056, 5083, 5086, 7N01)
79
77
75
71
70
67
67
65
64
62
57 −
−
−
−
−
−
−
−
−
−
−
−
−
−
アルミニウム合金
(2014, 2024)
81
79
76
73
71
69
68
68
66
64
60 −
−
−
−
−
−
−
−
−
−
−
−
−
−
銅合金
(黄銅,ネーバル黄銅)
110
107
106 103 102 101 100
99
98
97
96
93
90
88 −
−
−
−
−
−
−
−
−
−
−
銅合金
(タフピッチ銅,アドミラルテイ黄銅)
116
114
114 110 108 107 106 106 105 104 102
99
96
94 −
−
−
−
−
−
−
−
−
−
−
銅合金
(無酸素銅,りん脱酸銅)
124
122
121 117 116 114 113 112 112 111 108 105 102 100 −
−
−
−
−
−
−
−
−
−
−
銅合金
(アルミニウム青銅)
128
125
124 121 120 118 117 116 115 114 112 109 105 103 −
−
−
−
−
−
−
−
−
−
−
銅合金
(90-10白銅)
131
129
128 124 122 121 120 119 118 117 115 112 108 106 −
−
−
−
−
−
−
−
−
−
−
銅合金
(70-30白銅)
161
158
156 152 150 148 146 145 144 143 140 136 132 129 −
−
−
−
−
−
−
−
−
−
−
銅合金
(鉛青銅鋳物)
80
79
78
76
75
74
74
73
72
71
70
68
66
65 −
−
−
−
−
−
−
−
−
−
−
銅合金
(青銅鋳物)
102
101
99
96
95
94
93
92
92
91
89
87
85
83 −
−
−
−
−
−
−
−
−
−
−
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
94
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表4.1 材料の各温度における縦弾性係数(続き)
材料の種類
材料の各温度 (℃) における縦弾性係数 (1 000 N/mm2)
記号
−195 −125
−70
25
50 100 125 150 175 200 250 300 350 375 400 425 450 475 500 550 600 650 700 750 800
銅合金
(C97600)
139
136
135 131 129 127 126 125 124 124 121 118 114 111 −
−
−
−
−
−
−
−
−
−
−
銅合金
(復水器用白銅)
146
143
142 138 136 134 133 132 131 130 127 124 121 118 −
−
−
−
−
−
−
−
−
−
−
チタン,チタン合金
−
−
− 107 105 103 102 101
99
97
93
88
84
82
80 −
−
−
−
−
−
−
−
−
−
ニッケル合金
(ニッケル200,ニッケル201)
221
217
213 207 204 202 200 199 198 197 194 192 190 188 186 184 182 180 179 −
−
−
−
−
−
ニッケル合金
(モネル400,モネルR-405)
192
188
185 179 177 175 174 172 172 171 168 167 165 163 161 159 158 156 155 −
−
−
−
−
−
ニッケル合金
(インコネル625)
221
217
213 207 204 202 200 199 198 197 194 192 189 188 186 184 −
−
−
−
−
−
−
−
−
ニッケル合金
(ハステロイX)
210
206
203 196 194 191 190 189 189 187 184 183 180 178 177 175 174 172 170 −
−
−
−
−
−
ニッケル合金
(ハステロイG)
−
−
−
192 189 186 185 184 183 182 180 178 176 174 172 170 169 168 166 −
−
−
−
−
−
ニッケル合金
(ハステロイC-4)
−
−
−
205 202 200 198 197 196 195 193 191 188 186 185 183 181 179 177 −
−
−
−
−
−
ニッケル合金
(インコネル600)
229
224
220 214 211 208 207 206 205 204 201 199 196 194 192 190 189 187 185 −
−
−
−
−
−
ニッケル合金
(RA-330)
−
−
−
193 190 188 186 185 184 184 181 179 177 176 174 172 170 168 167 −
−
−
−
−
−
ニッケル合金
(インコロイ800, 800H)
210
206
203 196 194 191 190 189 188 187 184 183 180 178 177 175 174 172 170 −
−
−
−
−
−
ニッケル合金
(インコロイ825)
207
202
198 193 190 188 186 185 184 184 181 179 177 176 174 172 170 168 167 −
−
−
−
−
−
ニッケル合金
(ハステロイB)
230
225
220 214 212 209 208 206 205 204 201 199 197 195 193 191 189 187 185 −
−
−
−
−
−
ニッケル合金
(ハステロイN)
−
−
−
218 216 213 212 210 209 208 205 203 200 198 196 194 193 191 189 −
−
−
−
−
−
ニッケル合金
(ハステロイB-2)
232
227
222 216 214 211 210 208 207 206 203 200 199 199 195 195 191 189 187 −
−
−
−
−
−
ニッケル合金
(ハステロイC-276)
220
218
211 205 202 200 198 197 196 195 193 191 188 188 185 185 181 179 177 −
−
−
−
−
−
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
95
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表4.1 材料の各温度における縦弾性係数(続き)
材料の種類
材料の各温度 (℃) における縦弾性係数 (1 000 N/mm2)
記号
−195 −125
−70
25
50 100 125 150 175 200 250 300 350 375 400 425 450 475 500 550 600 650 700 750 800
ニッケル合金
(インコネルX-750)
229
224
220 214 211 208 206 205 204 204 201 199 196 194 192 190 −
−
−
−
−
−
−
−
−
ニッケル合金
(インコネルX-718)
214
210
206 200 198 195 194 192 192 191 188 185 184 182 180 178 −
−
−
−
−
−
−
−
−
ニッケル合金
(カーペンター20Cb-3)
207
202
198 193 190 188 186 185 184 184 181 179 178 176 174 172 −
−
−
−
−
−
−
−
−
備考
(1) 材料グループAの材料は,次のものを示す。
C-1/2Mo
Mn-1/4Mo
Mn-1/2Mo
Mn-V
(2) 材料グループBの材料は,次のものを示す。
3/4Ni-1/2Mo-Cr-V
1Ni-1/2Cr-1/2Mo
l/2Ni-1/2Mo-V
3/4Ni-1Mo-3/4Cr
3/4Ni-1/2Mo-1/3Cr-V
1/2Ni-1/2Cr-1/4Mo-V
3/4Cr-3/4Ni-Cu-Al
2Ni-1Cu
3/4Cr-1/2Ni-Cu
2 1/2Ni
3/4Cr-1/2Cu-Mo
3 1/2Ni
(3) 材料グループCの材料は,次のものを示す。
1/2Cr-1/2Mo
1Cr-1/2Mo
1 1/4Cr-1/2Mo-Si
1 1/4Cr-1/2Mo
2 Cr-1/2Mo
(4) 材料グループDの材料は,次のものを示す。
2 1/4Cr-1Mo
3Cr-1Mo
(5) 材料グループEの材料は,次のものを示す。
5Cr-1/2Mo
5Cr-1/2Mo-Si
5Cr-1/2Mo-Ti
7Cr-1/2Mo
9Cr-Mo
(6) 材料グループFの材料は,次のものを示す。
12Cr-Al
13Cr
15Cr
17Cr
(7) 材料グループGの材料は,次のものを示す。
18Cr-8Ni
18Cr-10Ni-Cb
18Cr-8Ni-N
18Cr-18Ni-2Si
16Cr-12N
20Cr-6Ni-9Mn
18Cr-13Ni-3Mo
22Cr-13Ni-5Mn
16Cr-12Ni-2Mo-N
23Cr-12Ni
18Cr-3Ni-13Mn
25Cr-20Ni
18Cr-10Ni-Ti
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
96
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表4.2 材料の線膨張係数
単位 ×10-6(mm/mm/℃)
材料の種類
温度 ℃
20
50
75
100
125
150
175
200
225
250
275
300
325
350
375
400
425
450
475
500
炭素鋼及び低合金鋼
(グループ1)(1)
11.5
11.9
12.2
12.5
12.8
13.2
13.5
13.8
14.0 14.3
14.6
14.9
15.2
15.3
15.5
15.8
16.0 16.2
16.3
16.5
11.5
11.8
11.9
12.1
12.3
12.4
12.6
12.8
12.9
13.1
13.1
13.2
13.4
13.5
13.7
13.9
14.0 14.2
14.2
14.3
炭素鋼及び低合金鋼
(グループ2)(2)
12.6
12.9
13.3
13.5
13.7
13.9
14.2
14.4
14.5
14.8
15.0 15.2
15.4
15.5
15.5
15.7
15.8
15.8
16.0
16.1
12.6
12.9
13.0 13.1
13.2
13.3
13.5
13.7
13.7
13.8
14.0 14.0 14.1
14.2
14.2
14.4
14.6
14.6
14.6
14.7
5Cr-1Mo鋼
29Cr-7Ni-2Mo-N鋼
11.7
12.0 12.1
12.3
12.4
12.6
12.9
13.1
13.3
13.3
13.4
13.6
13.7
13.9
14.1
14.2
14.4
14.4
14.5
14.7
11.5
11.8
11.9
12.1
12.3
12.4
12.6
12.6
12.6
12.7
12.8
12.9
13.0 13.0 13.0 13.1
13.1
13.3
13.3
13.3
9Cr-1Mo鋼
10.4
10.7
10.9
11.2
11.4
11.5
11.7
11.9
12.1
12.4
12.5
12.7
12.8
13.0 13.2
13.3
13.3
13.5
13.6
13.8
10.4
10.6
10.7
10.8
11.0 11.2
11.3
11.3
11.3
11.5
11.6
11.7
11.8
11.9
11.9
12.1
12.1
12.2
12.2
12.4
5Ni-0.25Mo鋼
11.1
11.6
11.9
12.1
12.5
12.8
12.9
13.3
13.5
13.6
13.9
14.1
14.3
14.4
14.6
14.8
14.9
15.1
15.3
15.4
11.1
11.4
11.6
11.7
11.9
12.1
12.2
12.2
12.4
12.5
12.7
12.8
12.8
13.0 13.1
13.1
13.3
13.5
13.5
13.6
8Ni鋼, 9Ni鋼
9.9
10.5
11.0 11.4
11.7
11.9
12.2
12.4
12.6
12.8
13.1
13.2
13.4
13.5
13.5
13.7
13.7
13.8
13.9
14.0
9.9
10.2
10.5
10.7
11.0 11.2
11.2
11.5
11.7
11.8
11.9
12.0 12.1
12.1
12.2
12.2
12.4
12.4
12.6
12.6
12Cr鋼, 12Cr-1Al鋼,
13Cr鋼, 13Cr-4Ni鋼
10.6
11.0 11.2
11.4
11.5
11.7
11.9
12.0 12.1
12.2
12.2
12.3
12.4
12.5
12.6
12.8
12.8
12.9
13.0
13.1
10.6
10.9
11.0 11.2
11.2
11.3
11.5
11.5
11.5
11.6
11.7
11.7
11.8
11.9
11.9
11.9
12.0 12.1
12.1
12.2
15Cr鋼, 17Cr鋼
9.5
9.8
10.0 10.3
10.5
10.6
10.8
11.0 11.1
11.3
11.4
11.6
11.7
11.7
11.9
12.1
12.2
12.2
12.4
12.5
9.5
9.8
9.9
9.9
10.1
10.3
10.4
10.4
10.4
10.6
10.6
10.7
10.8
10.8
11.0 11.0 11.0 11.1
11.2
11.3
27Cr鋼
9.0
9.2
9.2
9.4
9.6
9.7
9.7
9.9
10.0 10.2
10.3
10.3
10.5
10.6
10.6
10.8
11.0 11.1
11.2
11.3
9.0
9.2
9.2
9.4
9.4
9.4
9.4
9.5
9.5
9.7
9.7
9.7
9.8
9.9
9.9
9.9
10.1
10.1
10.2
10.3
オーステナイト系ステン
レス鋼(グループ3)(3)
15.3
15.9
16.4
16.9
17.3
17.7
18.0 18.3
18.5
18.7
18.9
19.2
19.3
19.5
19.6
19.8
20.0
20.0
20.1
20.3
15.3
15.6
15.9
16.1
16.4
16.6
16.7
17.0 17.2
17.4
17.6
17.6
17.7
17.9
18.0 18.0 18.2
18.2
18.3
18.5
オーステナイト系ステン
レス鋼(グループ4)(4)
15.6
15.9
16.1
16.2
16.4
16.4
16.5
16.6
16.6
16.7
16.7
16.8
16.9
16.9
16.9
17.1
17.1
17.3
17.3
17.4
14.8
14.9
15.2
15.3
15.5
15.8 16.2
16.0 16.2
16.3
16.4
16.5
16.6
16.6
16.7
16.7
16.9
16.9
17.1
17.2
可鍛鋳鉄
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
10.2
10.5
10.7
10.8
11.0 11.3
11.7
11.7
12.0 12.3
12.4
12.5
12.6
12.6
12.8
13.0 13.1
13.1
13.3
13.3
17Cr-4Ni-4Cu析出硬化
ステンレス鋼 (5)
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.7
10.8
10.8
10.8
11.0 11.0 −
−
−
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.6
10.8
10.8
−
−
−
アルミニウム合金 (6)
21.7
22.8
23.5
24.1
24.6
25.0 25.5
26.2
26.5
26.8
27.1
27.4
−
−
−
−
−
−
−
−
21.7
22.6
23.0 23.4
23.6
23.9
24.3
24.4
24.7
25.0 25.2
25.5
−
−
−
−
−
−
−
−
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
97
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表4.2 材料の線膨張係数(続き)
単位 ×10-6(mm/mm/℃)
材料の種類
温度 ℃
20
50
75
100
125
150
175
200
225
250
275
300
325
350
375
400
425
450
475
500
銅合金Clxxxxシリー
ズ
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
16.7
17.0 17.2
17.3
17.3
17.5
17.6
17.6
17.8
17.8
17.9
18.0 −
−
−
−
−
−
−
−
青銅
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
17.3
17.6
17.9
18.0 18.2
18.2
18.2
18.4
18.5
18.5
18.6
18.7
18.8
18.9
18.9
19.1
19.1
−
−
−
黄銅
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
16.7
17.1
17.4
17.7
17.8
18.0 18.2
18.3
18.6
18.8
19.0 19.2
19.3
19.5
19.6
19.8
20.1
−
−
−
白銅(70Cu-30Ni)
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
14.6
14.9
15.2
15.3
15.5
15.7
15.8
16.0 16.2
16.3
16.4
16.5
16.6
16.6
−
−
−
−
−
−
NW2200, NW2201
11.9
12.5
12.9
13.2
13.6
13.9
14.0 14.5
14.8
15.1
15.3
15.6
15.7
15.9
16.0 16.2
16.4
−
−
−
11.9
12.4
12.7
13.0 13.3
13.5
13.7
13.8
14.0 14.2
14.3
14.5
14.6
14.6
14.8
14.8
14.9
15.1
15.1
15.2
NW4400, 67Ni-30Cu-S
13.8
14.2
14.5
14.8
15.1
15.3
15.6
15.8
16.0 16.1
16.3
16.5
16.6
16.7
16.8
16.9
16.9
−
−
−
13.8
14.1
14.3
14.6
14.8
14.9
15.1
15.3
15.4
15.6
15.8
15.8
15.9
16.0 16.0 16.0 16.0 16.0 16.2
16.2
NW6002
13.1
13.4
13.6
13.7
13.9
14.0 14.2
14.2
14.4
14.5
14.7
14.8
15.0 15.2
15.5
15.9
16.3
−
−
−
13.1
13.3
13.4
13.5
13.7
13.7
13.7
13.9
14.0 14.0 14.1
14.2
14.3
14.4
14.4
14.6
14.7
14.9
15.1
15.1
NW6007
13.3
13.4
13.6
13.7
13.9
14.0 14.2
14.4
14.5
14.7
15.0 15.3
15.6
16.0 16.5
16.9
17.4
−
−
−
13.3
13.4
13.5
13.5
13.5
13.7
13.8
13.8
13.9
14.0 14.0 14.1
14.3
14.4
14.6
14.8
14.9
15.1
15.3
15.4
NW6455
10.4
11.0 11.5
11.8
12.3
12.6
12.8
13.1
13.3
13.4
13.6
13.8
13.9
13.9
14.0 14.0 14.0 −
−
−
10.4
10.7
10.9
11.2
11.4
11.5
11.7
12.0 12.2
12.4
12.4
12.5
12.7
12.8
12.8
13.0 13.0 13.1
13.1
13.3
NCF600
12.2
12.7
13.1
13.6
13.9
14.2
14.6
14.7
14.9
15.1
15.2
15.3
15.4
15.5
15.7
15.7
15.8
−
−
−
12.2
12.5
12.7
12.8
13.0 13.1
13.3
13.5
13.6
13.7
13.8
13.9
14.0 14.1
14.2
14.4
14.6
14.6
14.7
14.8
NCF625
12.0 12.4
12.7
13.0 13.0 13.1
13.1
13.1
13.3
13.3
13.4
13.5
13.6
13.7
13.9
14.2
14.4
−
−
−
12.0 12.4
12.7
12.8
13.0 13.0 13.0 13.1
13.1
13.3
13.3
13.3
13.3
13.4
13.5
13.5
13.7
13.8
13.9
14.0
NCF690
13.8
14.1
14.3
14.4
14.4
14.6
14.7
14.9
14.9
15.1
15.2
15.3
15.4
15.7
15.9
16.0 16.4
−
−
−
13.8
14.0 14.1
14.2
14.2
14.2
14.2
14.4
14.5
14.6
14.6
14.7
14.8
14.8
14.9
14.9
14.9
−
−
−
NCF718
12.8
12.9
13.2
13.4
13.5
13.7
13.8
14.0 14.2
14.3
14.5
14.7
14.8
15.0 15.1
15.3
15.5
15.6
15.8
16.1
12.8
12.9
13.0 13.0 13.1
13.1
13.1
13.5
13.5
13.6
13.7
13.8
13.9
13.9
14.0 14.0 14.2
14.2
14.4
14.4
NCF750
12.0 12.6
12.8
13.0 13.2
13.3
13.5
13.7
13.8
13.9
13.9
13.9
13.9
14.0 14.1
14.4
14.6
−
−
−
12.0 12.3
12.5
12.6
12.8
13.0 13.1
13.3
13.5
13.5
13.5
13.5
13.5
13.5
13.7
13.9
13.9
−
−
−
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
98
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表4.2 材料の線膨張係数(続き)
単位 ×10-6(mm/mm/℃)
材料の種類
温度 ℃
20
50
75
100
125
150
175
200
225
250
275
300
325
350
375
400
425
450
475
500
Fe-35Ni-19Cr-1.25Si
14.6
14.8
15.1
15.5
15.7
15.9
16.2
16.4
16.6
16.9
17.0 17.2
17.3
17.5
17.6
17.6
17.8
−
−
−
14.6
14.7
14.8
15.0 15.1
15.3
15.5
15.5
15.6
15.8
15.8
15.9
16.1
16.2
16.2
16.4
16.4
−
−
−
NCF800H, Fe-33Ni-
21Cr-0.06〜0.1C
14.0 14.7
15.1
15.4
15.7
15.8
16.0 16.2
16.3
16.4
16.5
16.6
16.6
16.7
16.8
16.9
17.1
17.4
17.6
17.9
14.2
14.6
14.8
15.0 15.3
15.5
15.6
15.8
16.0 16.0 16.1
16.2
16.3
16.4
16.4
16.6
16.6
16.7
16.7
16.9
NCF825
13.5
13.8
13.9
14.1
14.2
14.4
14.6
14.7
14.9
15.1
15.2
15.4
15.5
15.7
15.7
15.8
16.0 −
−
−
13.5
13.6
13.7
13.9
14.1
14.2
14.4
14.4
14.4
14.5
14.6
14.7
14.8
14.9
15.0 15.1
15.1
−
−
−
NW0001
10.8
11.1
11.4
11.6
11.7
11.9
11.9
11.9
11.9
12.0 12.1
12.1
12.2
12.3
12.4
12.4
12.6
−
−
−
10.8
11.1
11.2
11.2
11.4
11.5
11.7
11.5
11.5
11.5
11.5
11.6
11.7
11.7
11.9
11.9
12.0 12.2
12.2
12.4
70Ni-16Mo-7Cr-5Fe
11.1
11.5
11.8
11.9
12.1
12.4
12.6
12.8
12.9
13.1
13.2
13.4
13.6
13.7
13.9
14.0 14.2
−
−
−
11.2
11.2
11.4
11.6
11.7
11.9
12.0 12.0 12.1
12.2
12.2
12.3
12.4
12.5
12.6
12.6
12.8
−
−
−
NW0276
10.8
11.1
11.5
11.8
12.1
12.4
12.8
13.1
13.4
13.6
13.8
13.9
14.1
14.3
14.4
14.4
14.6
−
−
−
10.8
11.1
11.2
11.4
11.5
11.7
11.9
12.0 12.2
12.4
12.5
12.7
12.8
13.0 13.0 13.1
13.1
13.3
13.5
13.5
NW0665
9.3
10.1
10.4
10.7
10.8
11.0 11.1
11.3
11.5
11.6
11.8
12.0 12.1
12.2
12.3
12.4
12.6
−
−
−
9.5
9.9
10.1
10.3
10.5
10.6
10.8
10.8
10.9
11.0 11.1
11.2
11.2
11.3
11.4
11.5
11.5
11.7
11.7
11.8
Ti-0.18O, Ti-0.25O,
Ti-0.35O, Ti-0.2Pd,
Ti-0.3Mo-0.8Ni
8.3
8.5
8.5
8.6
8.6
8.6
8.8
8.8
9.0
9.0
9.0
9.1
9.2
9.2
9.4
9.4
9.4
−
−
−
8.3
8.5
8.5
8.5
8.5
8.6
8.8
8.6
8.6
8.8
8.8
8.8
8.8
8.9
9.0
9.0
9.2
−
−
−
Ti-3Al-2.5V
8.6
8.7
8.9
9.0
9.0
9.2
9.3
9.5
9.7
9.7
9.8
10.0
−
−
−
−
−
−
−
−
8.5
8.5
8.6
8.7
8.8
8.8
8.8
9.0
9.1
9.2
9.2
9.3
−
−
−
−
−
−
−
−
注(1) グループ1(公称組成による)
炭素鋼 (C,C-Mn,C-Si,and C-Mn-Si)
1.25Cr-0.5Mo-Si
0.75Ni-1Mo-0.75Cr
C-0.25Mo
1.75Cr-0.5Mo-Cu
1Ni-0.5Cr-0.5Mo
C-0.5Mo
1.75Cr-0.5Mo-Ti
1.25Ni-1Cr-0.5Mo
0.5Cr-0.2Mo-V
2Cr-0.5Mo
1.75Ni-0.75Cr-0.25Mo
0.5Cr-0.25Mo-Si
2.25Cr-1Mo
2Ni-0.75Cr-0.25Mo
0.5Cr-0.5Mo
3Cr-1Mo
2Ni-0.75Cr-0.3Mo
0.75Cr-0.5Ni-Cu
0.5Ni-0.5Cr-0.25Mo
2Ni-1.5Cr-0.25Mo-V
0.75Cr-0.75Ni-Cu-Al
0.5Ni-0.5Cr-0.25Mo-V
2.5Ni
1Cr-0.2Mo
0.5Ni-0.5Mo-V
2.75Ni-1.5Cr-0.5Mo-V
1Cr-0.2Mo-Si
0.75Ni-0.5Cr-0.5Mo-V
3.5Ni
1Cr-0.5Mo
0.75Ni-0.5Cu-Mo
3.5Ni-1.75Cr-0.5Mo-V
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
99
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1Cr-0.5Mo-V
0.75Ni-0.5Mo-0.3Cr-V
4Ni-1.5Cr-0.5Mo-V
1.25Cr-0.5Mo
0.75Ni-0.5Mo-Cr-V
(2) グループ2(公称組成による)
Mn-0.25Mo
Mn-0.5Mo-0.75Ni
23Cr-4Ni-Mo-Cu
Mn-0.5Mo
Mn-V
25Cr-7Ni-4Mo-N
Mn-0.5Mo-0.25Ni
18Cr-5Ni-3Mo-N
Mn-0.5Mo-0.5Ni
22Cr-5Ni-3Mo-N
(3) グループ3(公称組成による)
16Cr-12Ni-2Mo
18Cr-8Ni-N
18Cr-13Ni-3Mo
16Cr-12Ni-2Mo-N
18Cr-10Ni-Nb
18Cr-18Ni-2Si
16Cr-12Ni-Mo-Ti
18Cr-10Ni-Ti
19Cr-9Ni-Mo-W
18Cr-8Ni
18Cr-11Ni
21Cr-11Ni-N
(4) グループ4(公称組成による)
29Ni-20Cr-3Cu-2Mo
23Cr-12Ni
25Cr-20Ni-2Mo
20Cr-18Ni-6Mo
25Cr-12Ni
31Ni-31Fe-29Cr-Mo
22Cr-13Ni-5Mn
25Cr-20Ni
44Fe-25Ni-21Cr-Mo
(5) これらの線膨張係数値は固溶化処理材料についてのものである。析出硬化処理は線膨張係数に影響を与えることがある。
(6) これらの線膨張係数が適用できるアルミニウム合金は,次のものである。
AC4C
A3004
A5454
A1100
A5052
A5652
A2014
A5083
A6061
A2024
A5086
A6063
A3003
A5154
A3203
A5254
備考 (全般)
上段は瞬時線膨張係数を示す。
下段は20 ℃から指定温度までの平均線膨張係数を示す。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
100
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5.1 鉄鋼材料の降伏点又は0.2 %耐力
種類
記号
板厚
mm
注
各温度 (℃) における降伏点又は0.2%耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3101
一般構造用圧延鋼材
SS330
16以下
−
205 194 187 185 183 180 178 174 169 163 157 152 150 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SS330
16を超え 40以下
−
195 184 178 176 174 171 168 164 159 153 147 142 140 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SS400
16以下
−
245 230 221 221 211 206 196 186 181 178 177 175 174 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SS400
16を超え 40以下
−
235 221 211 206 201 196 186 177 172 169 167 165 164 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
JIS G 3103
ボイラ及び圧力容器用炭
素鋼及びモリブデン鋼鋼
板
SB410
−
−
225 208 201 198 195 192 189 185 180 175 167 162 160 158 154 147 143 140 137 128 123 −
−
−
−
−
−
−
−
−
−
− SB410
SB450
−
−
245 228 220 217 214 211 207 203 197 190 183 178 175 173 168 161 156 154 149 140 134 −
−
−
−
−
−
−
−
−
−
− SB450
SB480
−
−
265 246 238 235 232 228 226 220 214 207 199 192 190 188 182 175 170 167 162 152 145 −
−
−
−
−
−
−
−
−
−
− SB480
SB450M
−
−
255 245 239 234 230 229 228 225 222 219 216 213 210 206 203 198 191 180 168 153 145 −
−
−
−
−
−
−
−
−
−
− SB450M
SB480M
−
−
275 265 259 254 249 247 246 242 239 236 233 230 228 224 220 214 206 195 181 166 157 −
−
−
−
−
−
−
−
−
−
− SB480M
JIS G 3106
溶接構造用圧延鋼材
SM400A, B, C
16以下
−
245 230 221 216 211 206 196 186 181 178 171 175 174 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SM400A, B, C
16を超え 40以下
235 221 211 206 201 196 186 177 172 169 167 165 164 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
40を超え 100以下
215 211 191 186 181 177 167 157 152 149 147 145 144 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SM490A, B, C
16以下
−
325 314 304 294 289 284 275 265 260 250 245 235 230 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SM490A, B, C
16を超え 40以下
315 304 294 284 279 275 265 255 250 240 235 226 221 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
40を超え 100以下
290 284 275 265 260 255 245 235 230 221 216 206 201 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SM490YA, YB
16以下
−
365 352 341 332 324 317 310 299 288 283 279 268 258 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SM490YA, YB
16を超え 40以下
355 342 331 323 314 307 300 289 279 274 269 258 247 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
40を超え 75以上
335 323 312 303 294 287 280 270 259 254 249 235 228 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SM520B, C
16以下
−
365 352 341 332 324 317 310 299 288 283 279 268 258 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SM520B, C
16を超え 40以下
355 342 331 323 314 307 300 289 279 274 269 258 247 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
40を超え 75以下
335 323 312 303 294 287 280 270 259 254 249 238 228 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SM570
16以下
−
460 434 421 416 409 403 397 388 379 367 351 340 336 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SM570
16を超え 40以下
450 425 411 406 399 393 387 379 369 351 341 330 327 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
40を超え 75以下
430 405 391 386 380 374 368 359 349 337 322 311 307 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
JIS G 3115
圧力容器用鋼板
SPV235
50以下
−
235 221 211 206 201 196 186 177 172 169 167 165 164 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SPV235
50を超え 100以下
215 211 191 186 181 177 167 157 152 149 147 145 144 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SPV315
50以下
−
315 304 294 284 279 275 265 255 250 240 235 226 221 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SPV315
50を超え 100以下
295 284 275 265 260 255 245 235 230 221 216 206 201 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SPV355
50以下
−
355 342 331 323 314 307 300 289 279 274 269 258 247 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SPV355
50を超え 75以下
335 323 312 303 294 287 280 270 259 254 249 238 228 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SPV410
50以下
−
410 380 359 359 345 345 345 324 324 317 317 310 303 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SPV410
50を超え 75以下
390 362 342 342 329 329 329 308 308 302 302 295 288 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SPV450
50以下
−
450 425 411 406 399 393 387 379 369 357 341 330 327 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SPV450
50を超え 75以下
430 405 391 386 380 374 368 359 349 337 322 311 307 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SPV490
50以下
−
490 476 461 449 436 427 417 402 386 380 373 358 343 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SPV490
50を超え 75以下
470 456 441 430 417 407 397 382 367 360 353 338 324 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
JIS G 3118
中・常温圧力容器用炭素
鋼鋼板
SGV410
−
−
225 208 201 198 195 192 189 185 180 175 167 162 160 158 154 147 143 140 137 128 123 −
−
−
−
−
−
−
−
−
−
− SGV410
SGV450
−
−
245 228 220 217 214 211 207 203 197 190 183 178 175 173 168 161 156 154 149 140 134 −
−
−
−
−
−
−
−
−
−
− SGV450
SGV480
−
−
265 246 238 235 232 228 226 220 214 207 199 192 190 188 182 175 170 167 162 152 145 −
−
−
−
−
−
−
−
−
−
− SGV480
JIS G 3119
ボイラ及び圧力容器用マンガ
ンモリブデン鋼及びマンガン
モリブデンニッケル鋼鋼板
SBV1A
−
−
315 299 291 286 281 279 277 273 270 266 263 260 256 252 247 241 232 220 205 186 176 −
−
−
−
−
−
−
−
−
−
− SBV1A
SBV1B
−
−
345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 −
−
−
−
−
−
−
−
−
−
− SBV1B
SBV2
−
−
345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 −
−
−
−
−
−
−
−
−
−
− SBV2
SBV3
−
−
345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 −
−
−
−
−
−
−
−
−
−
− SBV3
JIS G 3120
圧力容器用調質型マンガ
ンモリブデン鋼及びマン
ガンモリブデンニッケル
鋼鋼板
SQV1A
−
−
345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 −
−
−
−
−
−
−
−
−
−
− SQV1A
SQV1B
−
−
480 467 457 450 444 439 435 432 431 430 428 426 420 412 403 390 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SQV1B
SQV2A
−
−
345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 −
−
−
−
−
−
−
−
−
−
− SQV2A
SQV2B
−
−
480 467 457 450 444 439 435 432 431 430 428 426 420 412 403 390 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SQV2B
SQV3A
−
−
345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 −
−
−
−
−
−
−
−
−
−
− SQV3A
SQV3B
−
−
480 467 457 450 444 439 435 432 431 430 428 426 420 412 403 390 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SQV3B
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
101
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5.1 鉄鋼材料の降伏点又は0.2 %耐力(続き)
種類
記号
板厚
mm
注
各温度 (℃) における降伏点又は0.2%耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3126
低温圧力容器用炭素鋼鋼
板
SLA235A, B
40以下 −
235 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SLA235A, B
40を超え
−
215 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SLA325A, B
−
−
325 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SLA325A, B
SLA360
−
−
360 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SLA360
SLA410
−
−
410 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SLA410
JIS G 3201
炭素鋼鍛鋼品
SF340A
−
−
175 159 153 151 149 147 145 141 138 133 128 124 122 121 118 113 108 −
−
−
−
−
−
−
−
−
−
−
−
−
−
− SF340A
SF390A
−
−
195 186 180 178 176 174 171 167 163 157 151 146 143 142 138 132 127 125 122 114 109 −
−
−
−
−
−
−
−
−
−
− SF390A
SF440A
−
−
225 215 208 205 202 199 196 191 186 180 177 168 165 164 159 152 143 140 137 128 123 −
−
−
−
−
−
−
−
−
−
− SF440A
SF490A
−
−
245 233 226 223 220 217 213 208 203 196 188 182 179 178 173 166 156 154 149 140 134 −
−
−
−
−
−
−
−
−
−
− SF490A
JIS G 3202
圧力容器用炭素鋼鍛鋼品
SFVC1
−
−
205 195 188 185 183 180 178 174 170 164 157 152 150 148 144 138 133 132 128 121 115 −
−
−
−
−
−
−
−
−
−
− SFVC1
SFVC2A
−
−
245 233 226 223 220 217 213 208 203 196 188 182 179 178 173 166 156 154 149 140 134 −
−
−
−
−
−
−
−
−
−
− SFVC2A
SFVC2B
−
−
245 233 226 223 220 217 213 208 203 196 188 182 179 178 173 166 156 154 149 140 134 −
−
−
−
−
−
−
−
−
−
− SFVC2B
JIS G 3203
高温圧力容器用合金鋼鍛
鋼品
SFVAF1
−
−
275 265 258 253 249 245 240 237 234 231 228 224 221 217 211 207 200 194 187 178 174 −
−
−
−
−
−
−
−
−
−
− SFVAF1
SFVAF2
−
−
275 262 253 247 242 237 233 229 226 222 219 215 212 208 204 199 194 189 183 177 173 −
−
−
−
−
−
−
−
−
−
− SFVAF2
SFVAF12
−
−
275 262 253 247 242 237 233 229 226 222 219 215 212 208 204 199 194 189 183 177 173 −
−
−
−
−
−
−
−
−
−
− SFVAF12
SFVAF11A
−
−
275 262 253 247 242 237 233 229 226 222 219 215 212 208 204 199 194 189 183 177 173 −
−
−
−
−
−
−
−
−
−
− SFVAF11A
SFVAF11B
−
−
315 294 284 279 272 267 262 258 253 249 246 242 238 233 229 224 219 213 206 198 194 −
−
−
−
−
−
−
−
−
−
− SFVAF11B
SFVAF22A
−
−
205 197 191 189 187 186 185 185 185 185 185 185 185 185 185 184 181 178 173 167 164 −
−
−
−
−
−
−
−
−
−
− SFVAF22A
SFVAF22B
−
−
315 293 283 277 270 268 265 261 258 255 253 250 247 245 241 236 231 226 219 210 205 −
−
−
−
−
−
−
−
−
−
− SFVAF22B
SFVAF21A
−
−
205 197 192 188 185 183 181 179 178 177 174 171 166 162 157 155 150 146 143 138 135 −
−
−
−
−
−
−
−
−
−
− SFVAF21A
SFVAF21B
−
−
315 293 283 277 270 268 265 261 258 255 253 250 247 245 241 236 231 226 219 210 205 −
−
−
−
−
−
−
−
−
−
− SFVAF21B
SFVAF5A
−
−
245 232 224 220 217 215 214 213 212 211 210 208 205 202 197 192 184 177 168 158 153 −
−
−
−
−
−
−
−
−
−
− SFVAF5A
SFVAF5B
−
−
275 258 248 244 240 238 237 236 235 234 232 230 228 224 219 213 205 197 186 176 170 −
−
−
−
−
−
−
−
−
−
− SFVAF5B
SFVAF5C
−
−
345 323 310 305 300 299 297 296 295 293 291 289 285 280 274 267 256 246 233 220 213 −
−
−
−
−
−
−
−
−
−
− SFVAF5C
SFVAF5D
−
−
450 420 404 397 390 387 385 383 382 380 379 376 370 364 355 346 333 320 303 285 276 −
−
−
−
−
−
−
−
−
−
− SFVAF5D
SFVAF9
−
−
380 355 341 335 330 328 326 325 324 323 321 318 313 308 301 293 281 271 256 241 233 −
−
−
−
−
−
−
−
−
−
− SFVAF9
JIS G 3204
圧力容器用調質型合金鋼鍛鋼品
SFVQ1A
−
−
345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 −
−
−
−
−
−
−
−
−
−
− SFVQ1A
SFVQ2A
−
−
345 331 324 318 312 309 307 303 299 295 292 288 284 279 275 268 258 244 228 207 196 −
−
−
−
−
−
−
−
−
−
− SFVQ2A
JIS G 3205
低温圧力容器用鍛鋼品
SFL1
−
−
225 215 208 205 202 199 196 191 186 180 174 168 165 164 159 152 143 140 137 128 123 −
−
−
−
−
−
−
−
−
−
− SFL1
SFL2
−
−
245 234 226 223 220 217 214 209 203 196 188 182 180 178 173 166 161 159 154 145 138 −
−
−
−
−
−
−
−
−
−
− SFL2
SFL3
−
−
255 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− SFL3
JIS G 3454
圧力配管用炭素鋼鋼管
STPG370
−
−
215 194 187 185 183 180 178 173 169 163 157 152 150 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STPG370
STPG410
−
−
245 227 219 216 214 210 207 203 197 190 183 178 175 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STPG410
JIS G 3455
高圧配管用炭素鋼鋼管
STS370
−
−
215 194 187 185 183 180 178 173 169 163 157 152 150 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STS370
STS410
−
−
245 227 219 216 214 210 207 203 197 190 183 178 175 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STS410
STS480
−
−
275 260 251 247 244 240 237 231 226 218 209 203 200 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STS480
JIS G 3456
高温配管用炭素鋼鋼管
STPT370
−
−
215 194 187 185 183 180 178 173 169 163 157 152 150 148 144 137 133 131 127 121 115 −
−
−
−
−
−
−
−
−
−
− STPT370
STPT410
−
−
245 227 219 216 214 210 207 203 197 190 183 178 175 173 168 161 156 154 149 140 134 −
−
−
−
−
−
−
−
−
−
− STPT410
STPT480
−
−
275 260 251 247 244 240 237 231 226 218 209 203 200 198 192 184 178 −
−
−
−
−
−
−
−
−
−
−
−
−
−
− STPT480
JIS G 3457
配管用アーク溶接炭素鋼鋼管
STPY400
−
−
225 208 201 198 195 192 189 185 180 175 167 162 160 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STPY400
JIS G 3458
配管用合金鋼鋼管
STPA12
−
−
205 199 194 190 186 185 184 182 179 178 176 173 171 167 165 160 154 146 136 124 118 −
−
−
−
−
−
−
−
−
−
− STPA12
STPA20
−
−
205 196 190 185 181 178 175 173 170 167 164 161 159 156 153 149 145 142 137 132 129 −
−
−
−
−
−
−
−
−
−
− STPA20
STPA22
−
−
205 198 192 188 185 183 181 179 178 176 174 171 166 161 157 155 150 146 143 138 135 −
−
−
−
−
−
−
−
−
−
− STPA22
STPA23
−
−
205 198 192 188 185 183 181 179 178 176 174 171 166 161 157 155 150 146 143 138 135 −
−
−
−
−
−
−
−
−
−
− STPA23
STPA24
−
−
205 197 191 188 186 185 185 184 184 184 184 184 184 184 184 184 181 178 173 167 164 −
−
−
−
−
−
−
−
−
−
− STPA24
STPA25
−
−
205 194 187 182 178 175 171 168 165 162 159 156 154 151 149 146 144 139 134 127 125 −
−
−
−
−
−
−
−
−
−
− STPA25
STPA26
−
−
205 194 187 182 178 175 171 168 165 162 159 156 154 151 149 146 144 139 134 127 125 −
−
−
−
−
−
−
−
−
−
− STPA26
JIS G 3460
低温配管用鋼管
STPL380
−
−
205 194 187 185 183 180 178 175 171 165 158 152 150 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STPL380
STPL450
−
−
245 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STPL450
STPL690
−
−
520 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STPL690
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
102
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5.1 鉄鋼材料の降伏点又は0.2 %耐力(続き)
種類
記号
板厚
mm
注
各温度 (℃) における降伏点又は0.2%耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3461
ボイラ・熱交換器用炭素
鋼鋼管
STB340
−
−
175 166 160 158 157 154 151 149 145 140 134 129 128 127 123 117 115 112 110 103
98 −
−
−
−
−
−
−
−
−
−
− STB340
STB410
−
−
255 240 231 228 226 223 220 214 209 201 193 187 185 182 176 170 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STB410
STB510
−
−
295 284 275 265 260 255 245 235 230 221 216 206 201 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STB510
JIS G 3462
ボイラ・熱交換器用合金
鋼鋼管
STBA12
−
−
205 199 194 190 186 185 184 182 179 178 176 173 171 167 165 160 154 146 136 124 118 −
−
−
−
−
−
−
−
−
−
− STBA12
STBA13
−
−
205 199 194 190 186 185 184 182 179 178 176 173 171 167 165 160 154 146 136 124 118 −
−
−
−
−
−
−
−
−
−
− STBA13
STBA20
−
−
205 199 194 190 186 185 184 182 179 178 176 173 171 167 165 160 154 146 136 124 118 −
−
−
−
−
−
−
−
−
−
− STBA20
STBA22
−
−
205 198 192 188 185 183 181 179 178 176 174 171 166 161 157 155 150 146 143 138 135 −
−
−
−
−
−
−
−
−
−
− STBA22
STBA23
−
−
205 198 192 188 185 183 181 179 178 176 174 171 166 161 157 155 150 146 143 138 135 −
−
−
−
−
−
−
−
−
−
− STBA23
STBA24
−
−
205 197 191 188 186 185 185 184 184 184 184 184 184 184 184 184 181 178 173 167 164 −
−
−
−
−
−
−
−
−
−
− STBA24
STBA25
−
−
205 194 187 182 178 175 171 168 165 162 159 156 154 151 149 146 144 139 134 127 125 −
−
−
−
−
−
−
−
−
−
− STBA25
STBA26
−
−
205 194 187 182 178 175 171 168 165 162 159 156 154 151 149 146 144 139 134 127 125 −
−
−
−
−
−
−
−
−
−
− STBA26
JIS G 3464
低温熱交換器用鋼管
STBL380
−
−
205 194 187 185 183 180 178 175 171 165 158 152 150 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STBL380
STBL450
−
−
245 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STBL450
STBL690
−
−
520 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− STBL690
JIS G 4109
ボイラ及び圧力容器用ク
ロムモリブデン鋼鋼板
SCMV1
−
(2)
225 219 214 210 206 205 203 200 198 195 192 190 187 184 181 177 170 161 150 136 128 −
−
−
−
−
−
−
−
−
−
− SCMV1
(3)
315 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
SCMV2
−
(2)
225 218 212 208 204 201 199 197 196 193 191 187 182 178 173 171 165 161 157 152 149 −
−
−
−
−
−
−
−
−
−
− SCMV2
(1)(3) 275 251 237 231 226 224 221 219 216 212 206 201 195 189 186 182 174 165 165 −
−
−
−
−
−
−
−
−
−
−
−
−
SCMV3
−
(2)
235 230 224 220 217 214 211 209 208 205 203 199 193 187 183 180 176 171 167 161 158 −
−
−
−
−
−
−
−
−
−
− SCMV3
(1)(3) 315 282 267 260 253 251 249 246 243 238 231 226 220 213 210 204 195 185 182 −
−
−
−
−
−
−
−
−
−
−
−
−
SCMV4
−
(2)(4) 205 197 191 188 186 185 185 184 184 184 184 184 184 184 184 184 181 178 174 167 164 160 150 138 126 112 −
−
−
−
−
− SCMV4
(3)
315 282 269 262 255 250 245 243 242 241 241 240 240 239 237 234 231 226 220 210 203 −
−
−
−
−
−
−
−
−
−
−
SCMV5
−
(2)
205 198 192 188 185 183 181 179 178 176 174 171 156 161 157 155 150 146 143 138 135 −
−
−
−
−
−
−
−
−
−
− SCMV5
(3)
315 282 269 262 255 250 245 243 242 241 241 240 240 239 237 243 231 226 220 210 203 −
−
−
−
−
−
−
−
−
−
−
SCMV6
−
(2)
205 194 187 182 178 175 171 168 165 162 159 156 154 151 149 146 144 139 134 127 125 −
−
−
−
−
−
−
−
−
−
− SCMV6
(3)
315 289 278 271 265 265 265 265 265 265 265 265 264 260 255 247 238 228 215 201 194 −
−
−
−
−
−
−
−
−
−
−
注(1) 500 ℃を482 ℃に読み替える。
(2) この欄の値は,強度区分1の材料に適用する。
(3) この欄の値は,強度区分2の材料に適用する。
(4) 650 ℃を649 ℃に読み替える。
備考 この表において,各温度の中間における降伏点又は0.2 %耐力の値は,比例法によって計算するものとする。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
103
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5.2 ステンレス鋼の降伏点又は0.2 %耐力
種類
記号
注
各温度 (℃) における降伏点又は0.2%耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3214
圧力容器用ステンレス鋼鍛鋼品
SUSF304
(4)
205 184 171 163 155 149 144 139 135 131 127 125 124 122 119 116 114 112 111 109 108 107 104 101
99
97
94
91
87
82
76
71 SUSF304
SUSF304H
SUSF304H
JIS G 3459
配管用ステンレス鋼管
SUS304TP
SUS304TP
SUS304HTP
SUS304HTP
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS304TB
SUS304TB
SUS304HTB
SUS304HTB
JIS G 4303
ステンレス鋼棒
SUS304
SUS304
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
JIS G 3214
圧力容器用ステンレス鋼鍛鋼品
SUSF304L
−
175 155 145 138 131 127 122 118 114 111 109 106 104 103 101
99
98
96
94
92
92 −
−
−
−
−
−
−
−
−
−
− SUSF304L
JIS G 3459
配管用ステンレス鋼管
SUS304LTP
SUS304LTP
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS304LTB
SUS304LTB
JIS G 4303
ステンレス鋼棒
SUS304L
SUS304L
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
JIS G 3459
配管用ステンレス鋼管
SUS309TP
−
205 193 184 179 175 170 165 161 157 153 149 146 142 139 137 134 131 129 127 124 124 −
−
−
−
−
−
−
−
−
−
− SUS309TP
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS309TB
SUS309TB
JIS G 3459
配管用ステンレス鋼管
SUS309STP
‒
205 193 184 179 175 170 165 161 157 153 149 146 142 139 137 134 131 129 127 124 124 −
−
−
−
−
−
−
−
−
−
− SUS309STP
JIS G 3463
ボィラ・熱交換器用ステンレス鋼管
SUS309STB
SUS309STB
JIS G 4303
ステンレス鋼棒
SUS309S
SUS309S
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
JIS G 3459
配管用ステンレス鋼管
SUS310TP
−
205 193 184 179 175 170 165 161 157 153 149 146 142 139 137 134 131 129 127 124 124 −
−
−
−
−
−
−
−
−
−
− SUS310TP
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS310TB
SUS310TB
JIS G 3459
配管用ステンレス鋼管
SUS310STP
SUS310STP
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS310STB
SUS310STB
JIS G 4303
ステンレス鋼棒
SUS310S
SUS310S
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
104
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5.2 ステンレス鋼の降伏点又は0.2 %耐力(続き)
種類
記号
注
各温度 (℃) における降伏点又は0.2%耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3214
圧力容器用ステンレス鋼鍛鋼品
SUSF316
−
205 187 176 168 161 155 149 144 139 135 131 128 127 125 123 122 121 120 119 118 118 117 115 114 113 112 109 106 104 100
97
93 SUSF316
SUSF316H
SUSF316H
JIS G 3459
配管用ステンレス鋼管
SUS316TP
SUS316TP
SUS316HTP
SUS316HTP
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS316TB
SUS316TB
SUS316HTB
SUS316HTB
JIS G 4303
ステンレス鋼棒
SUS316
−
205 187 176 168 161 155 149 144 139 135 131 128 127 125 123 122 121 120 119 118 118 117 115 114 113 112 109 106 104 100
97
93 SUS316
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
JIS G 3214
圧力容器用ステンレス鋼鍛鋼品
SUSF316L
−
175 154 143 137 130 125 120 116 111 108 105 103 100
98
96
94
93
91
88
86
85 −
−
−
−
−
−
−
−
−
−
− SUSF316L
JIS G 3459
配管用ステンレス鋼管
SUS316LTP
SUS316LTP
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS316LTB
SUS316LTB
JIS G 4303
ステンレス鋼棒
SUS316L
SUS316L
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
JIS G 3459
配管用ステンレス鋼管
SUS317TP
−
205 187 176 168 161 155 149 144 139 135 131 128 127 125 123 122 121 120 119 118 118 −
−
−
−
−
−
−
−
−
−
− SUS317TP
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS317TB
SUS317TB
JIS G 4303
ステンレス鋼棒
SUS317
SUS317
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
JIS G 3459
配管用ステンレス鋼管
SUS317LTP
−
175 154 143 137 130 125 120 116 111 108 105 103 100
98
96
94
93
91
88
86
85 −
−
−
−
−
−
−
−
−
−
− SUS317LTP
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS317LTB
SUS317LTB
JIS G 4303
ステンレス鋼棒
SUS317L
SUS317L
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
105
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5.2 ステンレス鋼の降伏点又は0.2 %耐力(続き)
種類
記号
注
各温度 (℃) における降伏点又は0.2%耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 3214
圧力容器用ステンレス鋼鍛鋼品
SUSF321
−
205 185 173 165 156 150 143 138 133 130 127 125 123 121 120 119 118 117 116 116 115 −
−
−
−
−
−
−
−
−
−
− SUSF321
SUSF321H
SUSF321H
JIS G 3459
配管用ステンレス鋼管
SUS321TP
SUS321TP
SUS321HTP
SUS321HTP
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS321TB
SUS321TB
SUS321HTB
SUS321HTB
JIS G 4303
ステンレス鋼棒
SUS321
SUS321
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
JIS G 3214
圧力容器用ステンレス鋼鍛鋼品
SUSF347
−
205 195 188 182 177 171 166 161 157 153 150 147 144 142 141 140 139 138 138 138 138 −
−
−
−
−
−
−
−
−
−
− SUSF347
SUSF347H
SUSF347H
JIS G 3459
配管用ステンレス鋼管
SUS347TP
SUS347TP
SUS347HTP
SUS347HTP
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS347TB
SUS347TB
SUS347HTB
SUS347HTB
JIS G 4303
ステンレス鋼棒
SUS347
SUS347
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
SUS347
−
205 195 188 182 177 171 166 161 157 153 150 147 144 142 141 140 139 138 138 138 138 −
−
−
−
−
−
−
−
−
−
− SUS347
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
JIS G 4303
ステンレス鋼棒
SUS405
−
175 164 158 155 152 151 150 149 149 147 146 144 142 138 135 130 126 119 112 104
99 −
−
−
−
−
−
−
−
−
−
− SUS405
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS410TB
−
205 196 189 186 183 181 180 179 178 177 176 173 168 167 163 157 150 142 133 124 119 −
−
−
−
−
−
−
−
−
−
− SUS410TB
JIS G 4303
ステンレス鋼棒
SUS410
SUS410
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
JIS G 3463
ボイラ・熱交換器用ステンレス鋼管
SUS430TB
‒
205 196 189 186 183 181 180 179 178 177 176 173 168 167 163 157 150 142 133 124 119 −
−
−
−
−
−
−
−
−
−
− SUS430TB
JIS G 4303
ステンレス鋼棒
SUS430
SUS130
JIS G 4304
熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305
冷間圧延ステンレス鋼板及び鋼帯
備考 この表において,各温度の中間における降伏点又は0.2 %耐力の値は,比例法によって計算するものとする。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
106
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5.3 ステンレス鋳鋼の降伏点又は0.2 %耐力
種類
記号
注
各温度 (℃) における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 5121
ステンレス鋼鋳鋼品
SCS13
− 185 166 154 147 140 135 130 127 123 119 116 113 112 110 108 105 − − − − − − − − − − − − −−− − − SCS13
SCS14
− 185 170 159 152 145 140 135 131 127 124 121 117 115 112 109 108 − − − − − − − − − − − − − − − − SCS14
SCS16
− 175 161 150 144 138 133 128 125 121 117 115 111 109 106 104 103 − − − − − − − − − − − − − −−− − SCS16
SCS19
− 185 169 157 147 136 130 124 119 116 112 109 107 106 105 104 102 − − − − − − − − − − − − − − − − SCS19
SCS21
− 205 190 181 176 169 165 160 156 151 147 143 140 137 134 132 131 − − − − − − − − − − − − − − − − SCS21
備考 この表において,各温度の中間における降伏点又は0.2 %耐力の値は,比例法によって計算するものとする。
付表5.4 ニッケルクロム鉄合金の降伏点又は0.2 %耐力
種類
記号
注
各温度 (℃) における降伏点又は0.2 %耐力 N/mm2
記号
40 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 538 550 575 600 625 650 675 700 725 750 775 800
JIS G 4903
配管用継目無ニッケルクロム鉄
合金管
NCF800TP
(2) 205 196 189 184 179 176 173 170 168 166 165 164 163 162 161 159 − − − − − − − − − − − − − − − − NCF800TP
NCF800HTP
(1) 175 161 154 149 145 142 139 135 132 130 127 125 122 120 119 118 115 114 113 111 110 110 109 108 107 106 104 101 100 97 94 91 NCF800HTP
JIS G 4904
熱交換器用継目無ニッケルクロ
ム鉄合金管
NCF600TB
(2) 245 230 225 219 214 210 207 203 199 196 194 191 188 185 182 180 − − − −−− − − − − − − − − − − − NCF600TB
NCF800TB
(2) 205 196 189 184 179 176 173 170 168 166 165 164 163 162 161 159 − − − − − − − − − − − − − − − − NCF800TB
NCF800HTB
(1) 175 161 154 149 145 142 139 135 132 130 127 125 122 120 119 118 115 114 113 111 110 110 109 108 107 106 104 101 100 97 94 91 NCF800HTB
注(1) この欄の値は,固溶化処理を行った材料に適用する。
(2) この欄の値は,焼なましを行った材料に適用する。
備考 この表において,各温度の中間における降伏点又は0.2 %耐力の値は,比例法によって計算するものとする。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
107
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5.5 非鉄金属材料の降伏点又は0.2 %耐力
(銅)
種類
記号
質別
寸法区分
(mm)
注
各温度 (℃) における降伏点又は0.2 %耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 3100
銅及び銅合金の板及び条
C1100P, C1100R
C1220P, C1220R
O
−
−
69
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1100P, C1100R
C1220P, C1220R
C6140P
O
厚さ4以上
50以下
− 207 −
−
−
−
− 198 −
−
−
−
−
−
−
−
−
−
−
− C6140P
厚さ50を超え125以下
193 −
−
−
−
− 185 −
−
−
−
−
−
−
−
−
−
−
−
C4640P
F
厚さ
75以下
− 138 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C4640P
厚さ75を超え125以下
125 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
C7150P
F
厚さ
60以下
− 138 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C7150P
厚さ60を超え125以下
125 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
C7060P
F
厚さ
60以下
− 103 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C7060P
JIS H 3250
銅及び銅合金棒
C1020BD
C1100BD
C1200BD
C1220BD
O
−
−
69
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C1020BD
C1100BD
C1200BD
C1220BD
JIS H 3300
銅及び銅合金継目無管
C2800T, C2800TS
O
−
− 125 125 125 125 125 125 125 125 118 111
−
−
−
−
−
−
−
−
− C2800T, C2800TS
C4430T, C4430TS
O
−
− 103 103 103 103 103 103 103 103 95
88
−
−
−
−
−
−
−
−
− C4430T, C4430TS
C7150T, C7150TS
O
−
− 125 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C7150T, C7150TS
C7060T, C7060TS
O
−
− 103 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− C7060T, C7060TS
JIS H 4551
ニッケル及びニッケル合
金板及び条
NCuP
NCuR
O
−
− 193 174 167 160 154 154 153 153 153 153 153 153 153 153 150 147 −
−
− NCuP
NCuR
JIS H 4552
ニッケル及びニッケル合
金継目無管
NCuT
O
−
− 193 174 167 163 159 157 153 153 153 153 153 153 153 153 150 147 −
−
− NCuT
SR
−
− 380 357 333 323 312 304 301 301 301 301 301 301 301 301 301 303 −
−
−
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
108
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5.5 非鉄金属材料の降伏点又は0.2 %耐力(続き)
(アルミニウム)
種類
記号
質別
寸法区分
(mm)
注
各温度 (℃) における降伏点又は0.2 %耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4000
アルミニウム及びアルミニウ
ム合金の板及び条
A3003P
A3203P
O
−
−
35
35
35
33
31
20
26
−
−
−
−
−
−
−
−
−
−
−
− A3003P
A3203P
H112
厚さ4以上
13以下
−
70
68
65
60
54
48
41
−
−
−
−
−
−
−
−
−
−
−
−
厚さ13を超え 75以下
40
40
40
40
36
33
29
−
−
−
−
−
−
−
−
−
−
−
−
A3004P
O
−
−
60
60
60
60
60
55
52
−
−
−
−
−
−
−
−
−
−
−
− A3004P
A5052P
A5652P
O
−
−
65
65
65
65
65
65
59
−
−
−
−
−
−
−
−
−
−
−
− A5052P
A5652P
H112
厚さ4以上
13以下
− 110 110 110 104 97
84
76
−
−
−
−
−
−
−
−
−
−
−
−
厚さ13を超え 75以下
−
65
64
64
64
64
64
64
−
−
−
−
−
−
−
−
−
−
−
−
A5083P
O
厚さ0.8を超え 40以下
(1) 125 125 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083P
厚さ40を超え 80以下
120 120 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
厚さ80を超え100以下
110 110 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
H112
厚さ4以上
40以下
(1) 125 125 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
厚さ40を超え 75以下
120 120 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
A5086P
O
−
(1) 100 100 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5086P
H112
厚さ4以上
13以下
(1) 125 125 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
厚さ13を超え 25以下
110 110 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
厚さ25を超え 75以下
100 100 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
A5454P
O
−
−
85
85
85
85
85
80
77
−
−
−
−
−
−
−
−
−
−
−
− A5454P
A6061P
T4
−
− 110 108 107 106 106 106 84
−
−
−
−
−
−
−
−
−
−
−
− A6061P
T451
−
− 110 108 107 106 106 106 84
−
−
−
−
−
−
−
−
−
−
−
−
T6
−
− 245 236 230 219 187 154 101 −
−
−
−
−
−
−
−
−
−
−
−
T651
−
− 245 236 230 219 187 141 99
−
−
−
−
−
−
−
−
−
−
−
−
JIS H 4040
アルミニウム及びアルミニウ
ム合金の棒及び線
A3003BE
A3003BES
H112
−
−
35
35
35
33
31
29
26
−
−
−
−
−
−
−
−
−
−
−
− A3003BE
A3003BES
A3003BD
A3003BDS
O
−
−
35
35
35
33
31
29
26
−
−
−
−
−
−
−
−
−
−
−
− A3003BD
A3003BDS
A5052BE
A5052BES
H112
−
−
70
70
70
70
70
70
59
−
−
−
−
−
−
−
−
−
−
−
− A5052BE
A5052BES
A5052BD
A5052BDS
O
−
−
65
65
65
65
65
65
59
−
−
−
−
−
−
−
−
−
−
−
− A5052BD
A5052BDS
A5083BE
A5083BES
H112
−
(1) 110 110 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083BE
A5083BES
A5083BD
A5083BDS
O
−
(1) 110 110 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083BD
A5083BDS
A6061BE
A6061BES
T4
−
− 110 108 107 106 106 106 84
−
−
−
−
−
−
−
−
−
−
−
− A6061BE
A6061BES
T6
−
− 245 236 230 219 187 141 99
−
−
−
−
−
−
−
−
−
−
−
−
A6061BD
A6061BDS
T6
−
− 245 236 230 219 187 141 99
−
−
−
−
−
−
−
−
−
−
−
− A6061BD
A6061BDS
A6063BE
A6063BES
T5
−
− 110 105 103 99
90
63
39
−
−
−
−
−
−
−
−
−
−
−
− A6063BE
A6063BES
T6
−
− 175 164 158 146 108 65
39
−
−
−
−
−
−
−
−
−
−
−
−
JIS H 4080
アルミニウム及びアルミニウ
ム合金継目無管
A3003TE
A3003TES
A3203TE
A3203TES
H112
−
−
35
35
35
33
31
29
26
−
−
−
−
−
−
−
−
−
−
−
− A3003TE
A3003TES
A3203TE
A3203TES
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
109
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5.5 非鉄金属材料の降伏点又は0.2 %耐力(続き)
(アルミニウム)
種類
記号
質別
寸法区分
(mm)
注
各温度 (℃) における降伏点又は0.2 %耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4080
アルミニウム及びアルミニウ
ム合金継目無管
A3003TD
A3003TDS
A3203TD
A3203TDS
O
−
−
35
35
35
33
31
29
26
−
−
−
−
−
−
−
−
−
−
−
− A3003TD
A3003TDS
A3203TD
A3203TDS
A5052TE
A5052TES
H112
O
−
−
70
70
70
70
70
70
59
−
−
−
−
−
−
−
−
−
−
−
− A5052TE
A5052TES
A5052TD
A5052TDS
O
−
−
70
70
70
70
70
70
59
−
−
−
−
−
−
−
−
−
−
−
− A5052TD
A5052TDS
A5083TE
A5083TES
H112
O
−
(1) 110 110 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083TE
A5083TES
A5083TD
A5083TDS
O
−
(1) 110 110 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083TD
A5083TDS
A5454TE
A5454TES
H112
O
−
−
85
85
85
85
85
80
77
−
−
−
−
−
−
−
−
−
−
−
− A5454TE
A5454TES
A6061TE
A6061TES
T4
−
− 110 108 107 106 106 106 84
−
−
−
−
−
−
−
−
−
−
−
− A6061TE
A6061TES
T6
−
− 245 236 230 219 187 141 99
−
−
−
−
−
−
−
−
−
−
−
−
A6061TD
A6061TDS
T4
−
− 110 108 107 106 106 106 84
−
−
−
−
−
−
−
−
−
−
−
− A6061TD
A6061TDS
T6
−
− 245 236 230 219 187 141 99
−
−
−
−
−
−
−
−
−
−
−
−
A6063TE
A6063TES
T5
−
− 110 105 103 99
90
63
39
−
−
−
−
−
−
−
−
−
−
−
− A6063TE
A6063TES
T6
−
− 175 164 158 146 108 65
39
−
−
−
−
−
−
−
−
−
−
−
−
A6063TD
A6063TDS
T6
−
− 195 182 177 165 122 73
44
−
−
−
−
−
−
−
−
−
−
−
− A6063TD
A6063TDS
JIS H 4100
アルミニウム及びアルミニウ
ム合金の押出形材
A3003S
A3003SS
A3203S
A3203SS
H112
−
−
35
35
35
33
31
29
26
−
−
−
−
−
−
−
−
−
−
−
− A3003S
A3003SS
A3203S
A3203SS
A5052S
A5052SS
H112
O
−
−
70
70
70
70
70
70
59
−
−
−
−
−
−
−
−
−
−
−
− A5052S
A5052SS
A5454S
A5454SS
H112
O
−
−
85
85
85
85
85
80
77
−
−
−
−
−
−
−
−
−
−
−
− A5454S
A5454SS
A5083S
A5083SS
H112
−
(1) 110 110 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5083S
A5083SS
O
(試験箇所の厚さ)
38以下
(1) 120 120 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
(試験箇所の厚さ)
38を超え130以下
(1) 110 110 −
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
A5086S
A5086SS
H112
O
−
−
95
95
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
− A5086S
A5086SS
A6061S
A6061SS
T4
−
− 110 108 107 106 106 106 84
−
−
−
−
−
−
−
−
−
−
−
− A6061S
A6061SS
T6
−
− 245 236 230 219 187 141 99
−
−
−
−
−
−
−
−
−
−
−
−
A6063S
T5
−
− 110 105 103 99
90
63
39
−
−
−
−
−
−
−
−
−
−
−
− A6063S
A6063SS
T6
−
− 175 164 158 146 108 65
39
−
−
−
−
−
−
−
−
−
−
−
− A6063SS
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
110
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表5.5 非鉄金属材料の降伏点又は0.2 %耐力(続き)
(チタン)
種類
記号
質別
寸法区分
(mm)
注
各温度 (℃) における降伏点又は0.2 %耐力 N/mm2
記号
40
75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450 475 500
JIS H 4600
チタン及びチタン合金
の板及び条
TP270H
TR270H
TP270C
TR270C
−
−
−
173 132 116 104
93 880
71
64
58
50
46
44 −
−
−
−
−
−
− TP270H
TR270H
TP270C
TR270C
TP480H
TR480H
TP480C
TR480C
−
−
−
380 324 296 270 244 216 182 162 137 115
96
82 −
−
−
−
−
−
− TP480H
TR480H
TP480C
TR480C
JIS H 4630
チタン及びチタン合金
の継目無管
TTP270H
TTP270C
TTP270W
TTP270WC
−
−
−
173 132 116 104
93
80
71
64
58
50
46
44 −
−
−
−
−
−
− TTP270H
TTP270C
TTP270W
TTP270WC
TTP480H
TTP480C
TTP480W
TTP480WC
−
−
−
380 324 296 270 244 216 182 162 137 115
96
82 −
−
−
−
−
−
− TTP480H
TTP480C
TTP480W
TTP480WC
JIS H 4631
熱交換器用チタン管及
びチタン合金管
TTH270C
TTH270W
TTH270WC
−
−
−
173 132 116 104
93
80
71
64
58
50
46
44 −
−
−
−
−
−
− TTH270C
TTH270W
TTH270WC
TTH480C
TTH480W
TTH480WC
−
−
−
380 324 296 270 244 216 182 162 137 115
96
82 −
−
−
−
−
−
− TTH480C
TTH480W
TTH480WC
JIS H 4650
チタン及びチタン合金
棒
TB270H
TB270C
−
−
−
173 132 116 104
93
80
71
64
58
50
46
44 −
−
−
−
−
−
− TB270H
TB270C
TB480H
TB480C
−
−
−
380 324 296 270 244 216 182 162 137 115
96
82 −
−
−
−
−
−
− TB480H
TB480C
注(1) 75 ℃を65 ℃に読み替える。
備考 この表において,各温度の中間における降伏点又は0.2 %耐力の値は,比例法によって計算する。
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
111
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定)圧力容器の胴及び鏡板
1. 適用範囲 この附属書は,内圧又は外圧を受ける胴及び鏡板の計算について規定する。
2. 内圧を受ける胴
2.1
記号の意味 附属書1の2.で用いる記号の意味は,次による。
t: 胴の計算厚さ (mm)
P: 設計圧力 (MPa)
Di: 胴の内径。ただし,円すい胴の場合には,胴の最小厚さを計算する各部分の内径で,円す
いの軸に対して直角に測ったもの。(mm)(附属書1図1参照)
D0: 胴の外径。(mm)
Sm: 材料の設計温度における設計応力強さで本体の6.2.1による。(N/mm2)
F: 内圧以外の機械的荷重による軸方向の膜力(単位周長当たり)(N/mm)
k: 地震荷重又は風荷重と他の荷重との組合せを考慮し定める割増係数で,本体6.2.4による。
e: 自然対数の底数
2.2
円筒胴 円筒胴の計算厚さは,次のa)及びb)で求める値のうち,いずれか大きいほうの値とする。
a) 内圧だけの周方向応力(長手継手)による計算厚さは,次の算式による。
P
.
S
PD
.
t
m
i
5
0
5
0
−
=
ただし,P>0.4Smの場合には,次の算式によってもよい。
)1
(
2
−
=
m
S
/
P
ie
D
t
b) 内圧に加えて他の機械的荷重による軸方向の膜力 (F) が考える断面に働く場合の軸方向応力(周継
手)による計算厚さは,次の1)及び2)で求める値のうち,いずれか大きいほうの値とする。
1) Fが正で0.25PDiを超える場合には,Fの正の最大値を用いて次の算式による。
P
kS
F
PD
t
m
i
5.0
25
.0
−
+
=
2) Fが負の場合には,Fの絶対値の最大値を用いて,次による。
c
F
t
σ
|
|
=
ここに,σc:許容圧縮応力(N/mm2)でB値とSmの値の小さいほうに割増係数を乗
じた値。
板厚t′を仮定し,本体6.2.3 b)によってB値を計算する。このB値とSmの小さいほうを,σcとして
上の式によってtを計算する。この計算厚さtがt<t′となるように,板厚t′を設定し直し,繰り返し
計算を行う。
2.3
球形胴 球形胴の計算厚さは,次のa)及びb)で求める値のうち,いずれか大きいほうの値とする。
a) 内圧だけが作用する球形胴の計算厚さは,次による。
P
.
S
PD
.
t
m
i
25
0
25
0
−
=
112
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ただし,P>0.4Smの場合には,次の算式によってもよい。
1)
(
2
5
0
−
=
m
S
/
P
.
ie
D
t
b) 内圧に加えて他の機械的荷重による子午線方向の膜力 (F) が考える断面に作用する場合の計算厚さ
は,次の1)及び2)で求める値のうち,いずれか大きいほうの値とする。
1) Fが正の場合は,次の算式によって正の最大値を求める。
P
.
kS
F
PD
.
t
m
i
25
0
25
0
−
+
=
2) Fが負の場合は,Fの負の最大値を用いて次の算式による。
c
F
t
σ
|
|
=
ここに,σcは,2軸方向の圧縮力が作用しない場合には,球形胴を同じ内径 (Di)
と同じ厚さ (t) の円筒胴として2.2 b) 2)と同様にして求める。
2.4
円すい胴
2.4.1 円すい胴の形状及び接続部の条件
a) 円すい胴の大径端部に3.の規定を満足する半球形,半だ円形,皿形の鏡板の一部又は端部に丸みのあ
る円すい形鏡板を組み合わせてもよい。
b) 円すい胴に接続する鏡板又は円筒胴は同じ中心軸上になければならない。
c) 継手部は突合せ溶接とし,円すい胴又は円筒胴の厚さを下回ることなく,内外面とも滑らかに仕上げ
なければならない。
d) 円すい胴において異なった厚さを組み合わせる場合には,継手に設けるテーパは厚さの薄い部材の領
域とする。
2.4.2
円すい胴の設計 円すい胴の計算厚さは,次による。
a) 円すい胴 円すい胴の計算厚さは,次の1)及び2)で求める値のうち,いずれか大きいほうの値とする。
1) 内圧だけによる計算厚さは,次の算式による。
θ
P
.
S
PD
.
t
m
i
)cos
5
0
(
5
0
−
=
ただし,P>0.4Smの場合には,次の算式によってもよい。
1)
(
cos
5
0
−
=
m
S
/
P
ie
θ
D
.
t
113
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図1 円すい胴の記号
2) 内圧に加えて他の機械的荷重による膜力Fが作用する場合の計算厚さは,次の2.1)及び2.2)の算式
によって求める値のうち,いずれか大きいほうの値とする。
2.1) Fが正で0.25PDiを超える場合,次の算式による。
θ
P
.
kS
θ
F
PD
.
t
m
i
)cos
5
0
(
cos
25
0
−
+
=
2.2) Fが負の場合,次の算式による。
c
F
t
σ
|
|
=
ここに, σcは円すい胴の考える断面の内径(Di / cosθ)と同じ内径で同じ厚さの
円筒胴として2.2 b) 2)と同様にして求める。
b) 大径端部
1) 大径端部に丸みを設けない場合 円すい胴の半項角θは30°以下で,円すい胴と円筒胴は同じ中心
線軸上にあり,内圧が作用するものとし,次の1.1)〜1.5)による。
1.1) 大径端部の継手は,他の継手又は構造的不連続部から
2/
5
2
rL
Lt
D
.
以上離れなければならない。
ここに, DL: 大径端部における円筒胴の内径 (mm)
trL: 大径端部の一体補強部の厚さ (mm) (附属書1図3参照)
1.2) 半頂角θの値が附属書1図2の補強を要しない範囲にある場合には,円すい胴と円筒胴の厚さは,
それぞれ2.4.2 a)及び2.2による。
1.3) 円筒胴と大径端部との接続部に補強が必要な場合には,附属書1図3に示す一体補強部によって
補強しなければならない。
1.4) 半頂角θの値が附属書1図2の補強を要する範囲にある場合には,一体補強部の厚さは,次の算
式による。
trL = Q tL
ここに, Q: 附属書1図3から求める値
tL: 2.2による大径部の円筒胴の計算厚さ (mm)
1.5) 一体補強部は大径端部の接続部中心から円筒胴側に
2/
2
rL
Lt
D
以上,また,円すい胴側に
θ
t
DrL
L
cos
2/
2
以上としなければならない。
なお,いかなる場合でもtrLは,2.4.2 a)によって求めた円すい胴の厚さより薄くしてはならない(附
114
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
属書1図3参照)。
2) 大径端部に丸みを設ける場合 大径端部の厚さは,3.4 b)による。
附属書1図 2 円すい胴一円筒胴継手の大径端部の補強を必要とする範囲†
附属書1図 3 円すい胴一円筒胴継手の大径端部のQの値†
115
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 小径端部
1) 小径端部に丸みを設けない場合 円すい胴の半頂角θは30°以下で,円すい胴及び円筒胴は同じ中
心線上にあり,内圧が作用するものとし,次の1.1)〜1.5)による。
1.1) 小径端部の継手は,他の継手又は構造的不連続部から
/2
5
2
rs
st
D
.
以上離れなければならない。
ここに,
Ds: 小径端部における円筒胴の内径 (mm)
trs: 小径端部の一体補強部の厚さ (mm)
1.2) 半頂角θの値が附属書1図4の補強を要しない範囲にある場合には,円すい胴及び円筒胴の厚さ
は,それぞれ2.4.2 a)及び2.2による。
1.3) 円筒胴と小径端部との接続部に補強が必要な場合には,附属書1図5に示す一体補強部によって
補強しなければならない。
1.4) 半頂角θの値が附属書1図4の補強を要する範囲にある場合には,一体補強部の厚さは,次の算
式による。
trs = Q' ts
ここに,
trs: 一体補強部の厚さ (mm)
Q': 附属書1図5から求める値
ts: 2.2による小径部の円筒胴の計算厚さ (mm)
1.5) 一体補強部は小径端の接続部中心から円筒胴側に
/2
4
1
rs
st
D
.
以上,また,円すい胴側に
θ
t
D
.
rs
s/2cos
4
1
以上としなければならない。
なお,いかなる場合でもtrsは2.4.2 a)によって求めた円すい胴の厚さより薄くしてはならない(附
属書1図5参照)。
附属書1図 4 円すい胴及び円筒胴継手の小径端部の補強を必要とする範囲†
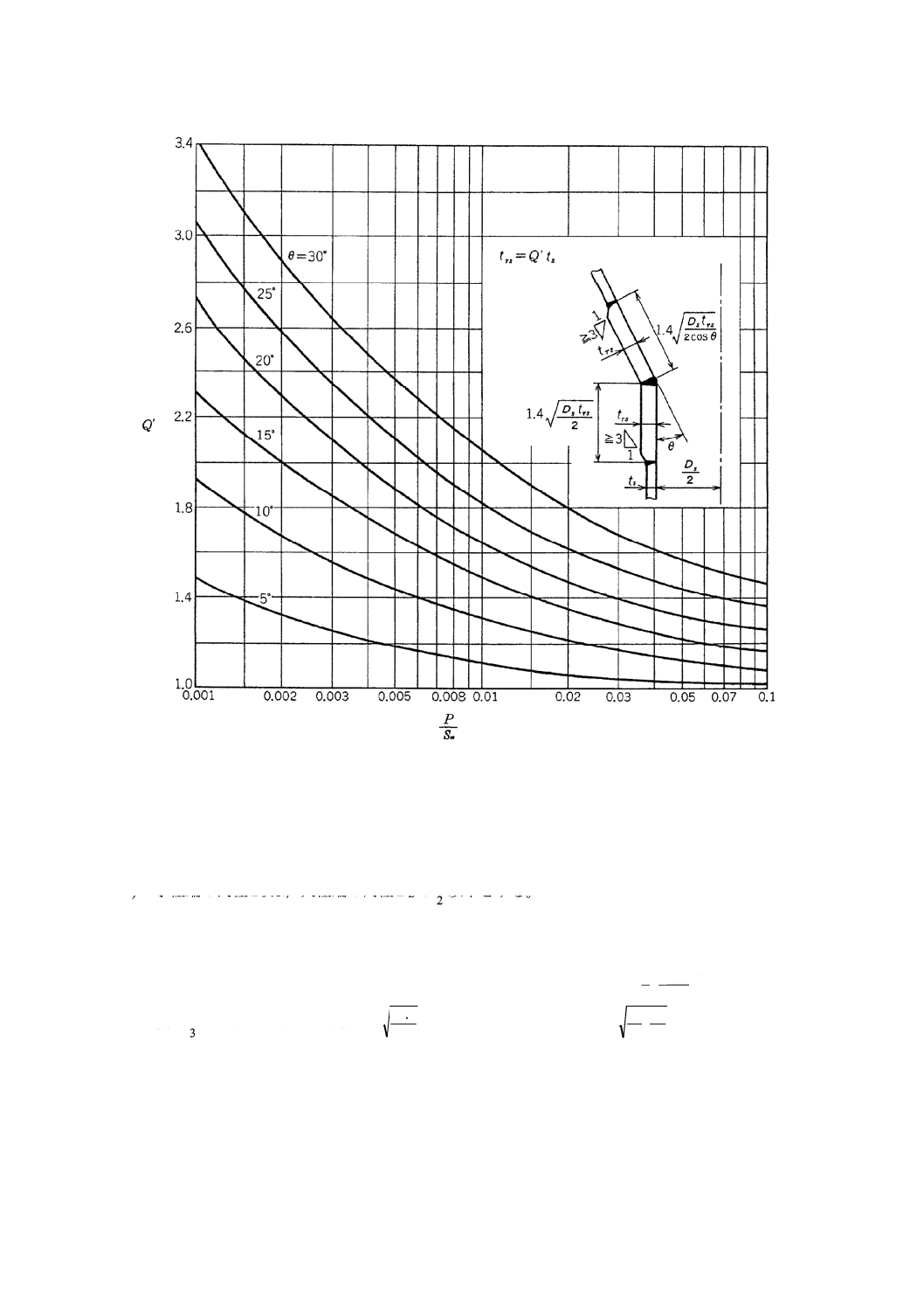
116
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図 5 円すい胴一円筒胴の小径端におけるQ'の値†
2) 円すい胴の開口部として取り扱うことができる小径端部 円すい胴と円筒胴が同じ中心線軸上にあ
り,内圧の作用する小径端部の継手は次の条件を満足する場合には,円すい胴の開口部として取り
扱ってもよい。
2.1) 小径端の内径Dsは,大径端の内径DLの21以下とする。
2.2) 半頂角θが,30°より大きく60°以下
2.3) 補強は,附属書2の2.4のa)及び2.7のa)の規定を満足する。ただし,内圧容器に対し,継手にお
いて中心軸を含むすべての断面に要求される最小補強断面積Aは,A=
2
tanθ
t
Ds
s
とし,かつ,この面
積の32は円筒胴に沿った距離0.5
2
s
st
D
と円すい胴に沿った距離0.5
θ
t
Ds
s
2
cos
2
の範囲にあるとする。
2.4) 補強は,円すい胴,円筒胴と一体構造であり,かつ,附属書2の2.及び3.の規定を満足するもの
とする。ただし,補強の条件は,附属書1図6による。
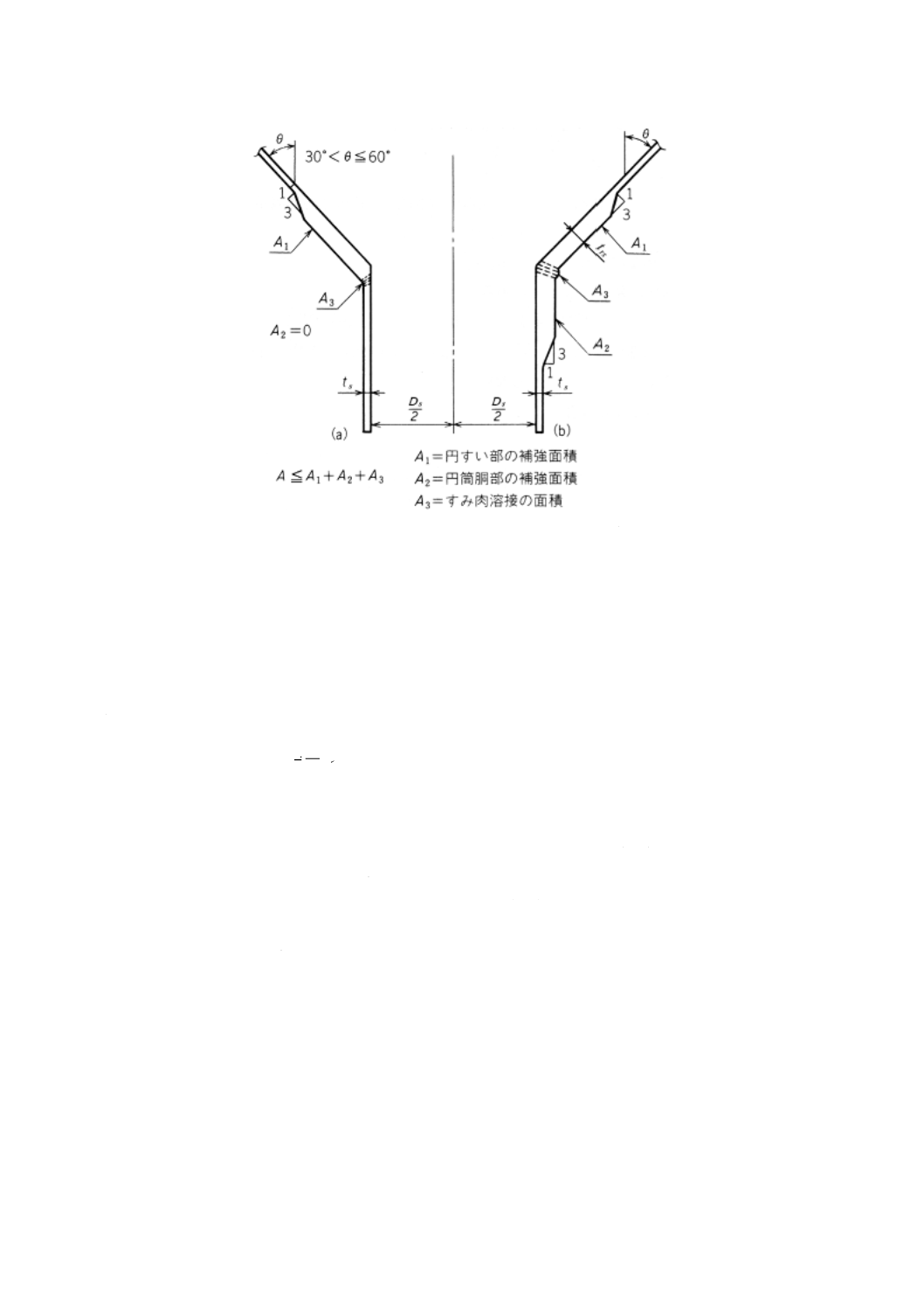
117
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図 6 内圧を受ける小径端部の補強†
3. 内圧を受ける鏡板
3.1
半球形鏡板 半球形鏡板の計算厚さは,2.3による。
3.2
皿形鏡板 計算厚さは,附属書1図7によって求める。
a) 0.002≦t/RでP/Sm≦0.08の場合 皿形鏡板の計算厚さは,附属書1図7による。r0/Dの値が線群 (0.06
〜0.20) の中に入っているならば補間法を使用してよい。線群から外れて使用してはならない。
b) P/Sm>0.08の場合 計算厚さは,次による。
1)
(
2
−
=
m
S
/
P
e
D
t
c) t/R<0.002の場合 附属書8 による。
ここに, D: 胴との接続部における鏡板の内径 (mm)
R: 皿形鏡板の中央部の内面の半径 (mm)
r0: 皿形鏡板のすみの丸みの内半径 (mm)
t: 鏡板の計算厚さ (mm)
備考 附属書1図7に示す設計線図の代わりに,次の算式によって求めてもよい。
t/R = eA
A = a1+a2x+a3x2+ (b1+b2x+b3x2) y+ (c1+c2x+c3x2) y2
ここに, x = r0/D
y = ln (P/Sm)
a1 = −1.261 7702
b3 = 15.682 985
a2 = −4.552 4592
c1 = 0.268 789 09×10−4
a3 = 28.933 179
c2 = −0.422 621 79
b1 = 0.662 987 96
c3 = 1.887 833 3
b2 = −2.247 083 6
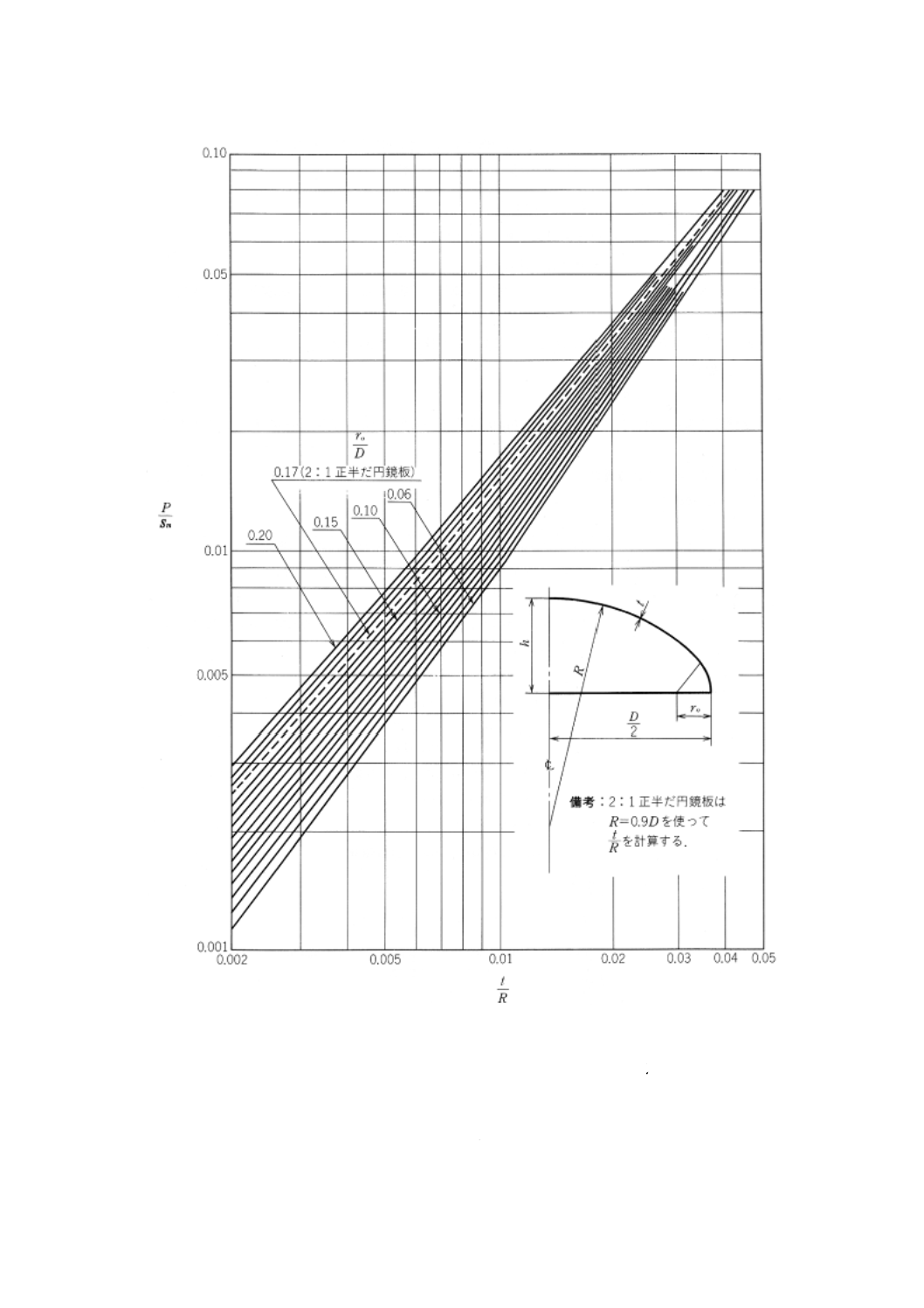
118
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図 7 皿形鏡板及び2:1正半だ円形鏡板に対する設計線図†
3.3
正半だ円形鏡板 正半だ円形鏡板の計算厚さは,3.2及び附属書1図7の2 : 1正半だ円形鏡板と指定
されている線図とによって求める。
D/2hの値が2以外の場合には,等価の皿形鏡板として計算するか附属書8による。
ここに,
D: 正半だ円形鏡板のだ円の内長径 (mm)
119
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
h: 鏡板の内短径の21 (mm)
3.4
円すい形鏡板 円すい形鏡板の計算厚さは,次による。
a) 大径端部に丸みを設けない場合 計算厚さは,2.4.2 a)及び2.4.2 b) 1)による。
b) 大径端部に丸みを設ける場合
1) 大径端部の丸みは,半球形,皿形鏡板又は正半だ円形の一部となる形状にしなければならない。そ
の丸みの部分の計算厚さは,丸みの形状によって,3.1,3.2又は3.3による。
2) 丸みの形状として皿形鏡板及び半だ円鏡板の一部を用いる場合の計算厚さは,附属書1図7によっ
て求めたt/Rの値に
−
+
)
2
(
cos
1
0
0
r
D
θ
r
を乗じた値としてもよい。
ここに,r0は3.2,Dは3.2又は3.3による。
θは円すい部の半頂角(度)
3.5
溶接によって取リ付ける平鏡板 溶接によって取り付けるステーによって支えない平鏡板の形状及
び計算厚さは,次による。
なお,円形以外の平鏡板は,この規格による圧力容器の設計に適用してはならない。溶接によって取り
付ける平鏡板の形状は,附属書1図8に示す形状とする。
a) 計算厚さ 円形平鏡板の計算厚さは,次による。
a
h
CP
d
t
σ
=
ここに, th: 平鏡板の計算厚さ (mm)
σa: 本体の付表2.1及び付表2.2による材料の設計温度における許
容引張応力であって,JIS B 8265の付表2.1.1[鉄鋼材料の許容
引張応力]及び付表2.2[非鉄金属材料の許容引張応力]によ
る値を用いる。(N/mm2)
d: 平鏡板の計算に用いる直径 (mm)(附属書1図8参照)
C: 平鏡板の取付方法によって定める定数で,附属書1図8による。
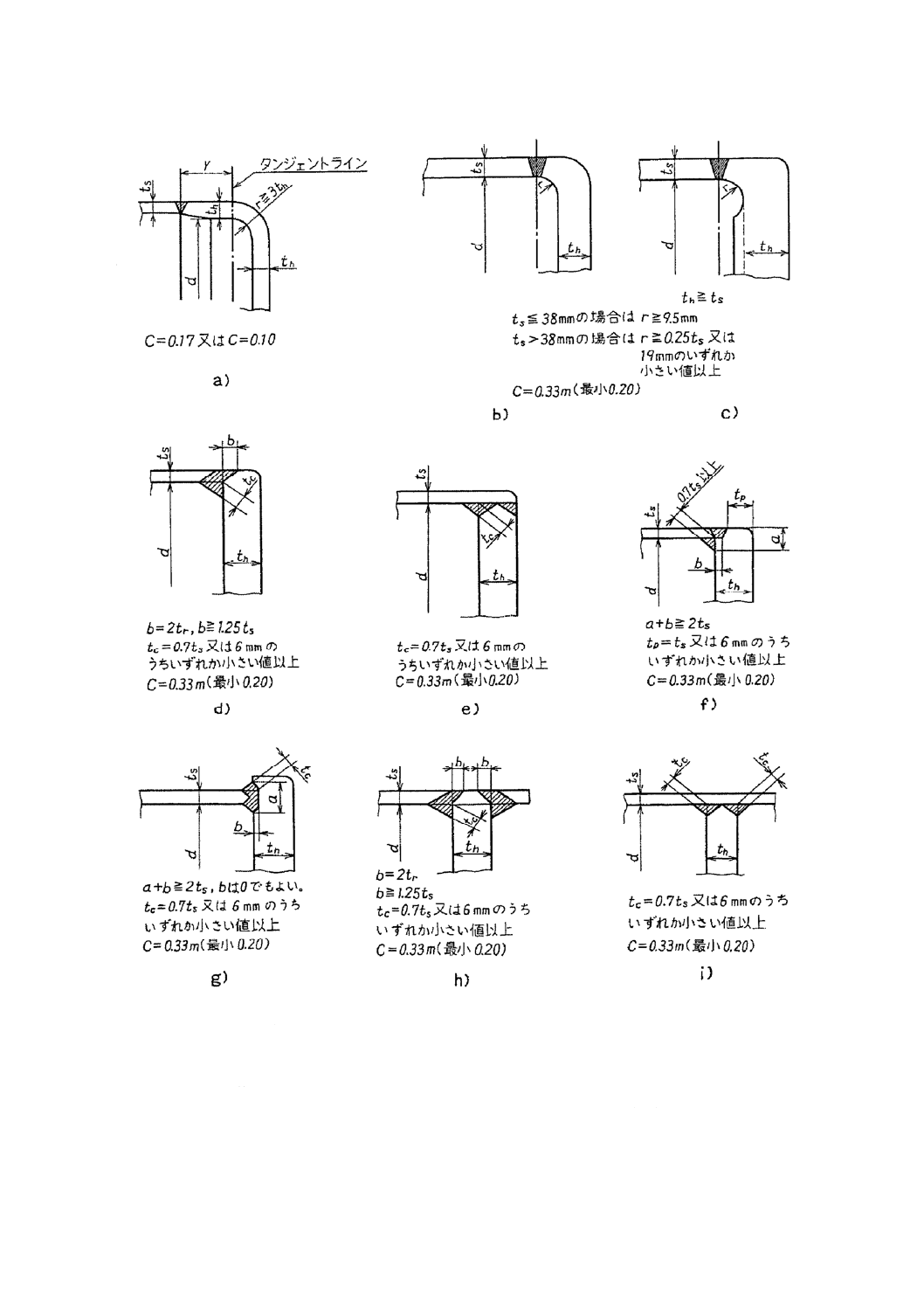
120
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 ts :胴板の厚さ (mm)
th :平鏡板の計算厚さ (mm)
tr :継目なし胴の計算厚さ (mm)
r :平鏡板のコーナ部内半径 (mm)
m :tr/tsの比
Y :図a)に示すようにタンジェントラインから測ったフランジ部の長さ (mm)
附属書1図 8 溶接によって取り付ける平鏡板の形状†
121
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 取付方法による定数Cの値の制限
1) 附属書1図8 a) フランジ付平鏡板で胴と一体のもの,又は完全溶込みの突合せ溶接するもので,
次の条件を満足するとき。
C = 0.17…… フランジ部の長さYが次の1),2)以外のもので,かつ,フランジ部のこう配が31
以下のもの。
C = 0.10…… 1) フランジ部の長さが,次の式のYの値以上で,かつ,フランジ部のこう配が
3
1以下のもの。
h
h
s
dt
t
t
Y
)
0.8
(1.1
2
2
−
≧
C = 0.10…… 2) フランジ部の長さが上記1)のYの値未満のときでも,胴板の厚さが溶接部
の中心から胴側へ
s
dt
2
以上の長さにわたって次の式の値以上で,かつ,フラ
ンジ部のこう配が31以下のもの。
h
h
dt
Y
.
t
.
Y
/
1
1
12
1
−
≧
2) 附属書1図8 b) フランジ付平鏡板で胴と一体形のもの,又はハブ付平鏡板で完全溶込みの突合せ
溶接するもの。
C = 0.33m(最小0.20)
3) 附属書1図8 c) フランジ付平鏡板で胴と一体形のもの,又はハブ付平鏡板で完全溶込みの突合せ
溶接するものであって,内側コーナ部に半球状の溝を設けたもの。
C = 0.33m(最小0.20)
4) 附属書1図8 d) 平鏡板を胴,管などの端部に完全溶込み溶接したもの。
C = 0.33m(最小0.20)
5) 附属書1図8 e) 平鏡板を胴,管などの端部に完全溶込み溶接したもの。
C = 0.33m(最小0.20)
6) 附属書1図8 f) 平鏡板を胴,管などの端部に溶接したもの。
C = 0.33m(最小0.20)
7) 附属書1図8 g) 平鏡板を胴,管などの端部に完全溶込み溶接したもの。
C = 0.33m(最小0.20)
8) 附属書1図8 h) 平鏡板を胴,管などに完全溶込み溶接したもの。
C = 0.33m(最小0.20)
9) 附属書1図8 i) 平鏡板を胴,管などに完全溶込み溶接したもの。
C = 0.33m(最小0.20)
4. 外圧を受ける胴及び鏡板
4.1
記号の意味 附属書1の4.で用いる記号の意味は,次による。
A: 附属書1付図1においてD0/tに対応する値。附属書1付図2によってB値を求めるために使
用する。D0/tが10未満の場合には,4.2 b)による。
AeL: 余剰板厚による円すい胴大径端部の有効補強断面積 (mm2)
Aes: 余剰板厚による円すい胴小径端部の有効補強断面積 (mm2)
122
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ArL: 円すい胴大径端部の必要補強断面積 (mm2)
Ars: 円すい胴小径端部の必要補強断面積 (mm2)
As: 強め輪の断面積 (mm2)
AT: 円筒胴,円すい胴及び強め輪の等価合計断面積で,次による。 (mm2)
大径端部
S
c
a
S
DL
TL
A
t
L
t
L
A
+
+
=
2
2
小径端部
S
c
a
S
DS
TS
A
t
L
t
L
A
+
+
=
2
2
B: 附属書1付図2の使用する材料に該当する図において,Aの値に対して設計温度に対応する材
料線から求める値 (N/mm2)
DL: 円すい胴大径側の外径(附属書1図10参照)(mm)
D0: 円筒胴の外径 (mm),又は半だ円形鏡板の外面で測った長径 (mm)。円すい胴の計算において
は,D0の代わりに計算対象によってDs又はDLを使う。
D0/2h0 : 半だ円形鏡板の外面で測った長径と短径の比率
Ds: 円すい胴小径側の外径(附属書1図10参照)(mm)
E: 設計温度における材料の縦弾性係数で,附属書1付図2の使用する材料に該当する図から得
る。 (N/mm2)
なお,図中の中間温度における値は補間法によって求める。
Ec: 円すい胴の材料の縦弾性係数 (N/mm2)
Er: 強め輪の材料の縦弾性係数 (N/mm2)
Es: 円筒胴の材料の縦弾性係数 (N/mm2)
Ex: Ec,Er又はEsの値のいずれか小さいほうの値 (N/mm2)
f1: 円すい胴大径端における圧力以外の自重及び風荷重等による単位長さ当たりの軸荷重
(N/mm)
f2: 円すい胴小径端における圧力以外の自重,風荷重などによる単位長さ当たりの軸荷重 (N/mm)
h0: 半だ円形鏡板の外面で測った短径の21 (mm)
Is: 強め輪の断面に対する胴の中心線に平行な中立軸回りの必要断面二次モーメント (mm4)
Is': 胴と強め輪の合成断面に対する胴の中心線に平行な中立軸回りの必要断面二次モーメント
(mm4)
I: 強め輪の断面に対する胴の中心線に平行な中立軸回りの有効断面二次モーメント (mm4)
I': 胴と強め輪の合成断面に対する胴の中心線に平行な中立軸回りの有効断面二次モーメント
(mm4) 。ただし,合成断面二次モーメントとして有効な胴の断面の幅は,1.10
st
D0
以内とし,
強め輪の断面積の図心の両側にそれぞれの半分ずつを取る。もし,断面二次モーメントとし
て有効な胴の幅が強め輪の片側又は両側で重複する場合は,断面二次モーメントとして有効
な胴の幅は重複している長さの半分だけ短くしなければならない。
k: 強め輪の要否による係数
強め輪が必要ない場合………k = 1
強め輪が必要な場合…………
r
mrE
S
y
k=
ただし,kの値は1.0を下回ってはならない。
123
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
K0: 半だ円形鏡板の形状 (D0/2h0) による係数で附属書1表1による。
L: 胴の設計長さ (mm) でジャケットを取り付ける場合には,JIS B 8279の8.1(圧力容器本体の
外圧計算に用いる円筒胴の設計長さ)による(JIS B 8279の図1参照)。
円筒胴の設計長さは,次に示す支持線の距離とする(附属書1図9参照)。
なお,支持線とは,外圧に対し胴が支持されるとみなされる線とする。
a) 鏡板(円すい形鏡板を除く。)については,鏡板のタンジェントラインから鏡板の深さの
3
1の位置の円周線
b) 4.6及び4.7に適合する強め輪の中心線[附属書1図9 c-1),c-2),d),e)参照]
c) 4.6.2の支持線とする場合の規定に適合する円すい胴と円筒胴の接続部[附属書1図9 e),
f)参照]
Lc: 円すい胴の軸方向長さ (mm) で附属書1図10 c),d)及びe)による。
La: 円すい胴に沿って測った強め輪の間の長さ (mm)
円すい胴上に強め輪がない場合には,次の式による。
2
2
S
L
x
a
D
D
L
L
−
+
=
Le: 円すい胴の等価長さ (mm)
附属書1図10に示す円すい胴の等価長さは,次による。
a) 附属書1図10 a),b)の場合
+
=
L
S
x
e
D
D
L
L
1
2
b) 附属書1図10 c)の場合
+
+
=
LS
S
L
c
e
D
D
D
L
θ
r
L
2
sin
1
c) 附属書1図10 d)の場合
+
+
=
LS
S
L
c
L
SS
e
D
D
D
L
θ
D
D
r
L
2
sin
2
d) 附属書1図10 e)の場合
+
+
+
=
LS
S
L
c
L
SS
e
D
D
D
L
θ
D
D
r
θ
r
L
2
sin
sin
2
1
DLS: 円すい胴大径端部の外径 (mm) [附属書1図10 c),e)参照]
DSS: 円すい胴小径端部の外径 (mm) [附属書1図10 d),e)参照]
LDL: 大径端側の円筒胴の設計長さで,次のいずれかとする。 (mm)
a) 大径端から大径端側円筒胴に取り付けられた最も近い強め輪の中心線までの長さ
b) 強め輪がない場合は,大径端から円筒胴端の鏡板の深さの31の支持線までの長さ
LS: 強め輪の中心線から両側の相隣る支持線までのそれぞれの距離の半分ずつを加えた長さ
(mm)
LDS: 小径端側の円筒胴の設計長さで,次による。 (mm)
a) 小径端から小径端側円筒胴に取り付けられた最も近い強め輪の中心線までの長さ
b) 強め輪がない場合には,小径端から円筒胴端の鏡板の深さの31の支持線までの長さ
124
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Lx: 円すい胴の軸方向長さで,附属書1図10 a)及びb)による。
P: 設計外圧 (MPa)
Pa: 計算過程において厚さをtと仮定した場合の最高許容外圧 (MPa)
QL: 次の式による。(N/mm) [4.6.2 a)参照]
1
4
f
PD
Q
L
L
+
=
QS: 次の式による。(N/mm) [4.6.2 b)参照]
2
4
f
PD
Q
S
S
+
=
t: 円筒胴,球形胴,円すい胴又は鏡板の計算厚さ (mm)
tc: 円すい胴と円筒胴との継手部における円すい胴の厚さ (mm)
te: 円すい胴の有効厚さでt cosθとする (mm)
tcr: 円すい胴と円筒胴継手部における円すい胴の計算厚さ (mm)
ts: 円筒胴の厚さ (mm)
tsr: 円すい胴と円筒胴継手部における円筒胴の計算厚さ (mm)
y: 円すい胴と円筒胴継手部にかかわる係数 (N2/mm4)
円筒胴に取り付けられる強め輪に対して y = SmsES
円すい胴に取り付けられる強め輪に対してy = SmcEc
θ: 円すいの頂角の21(度)
σac: 外圧に対する許容応力で次の値とする。(N/mm2)
設計温度における設計応力強さSmの1.5倍又は設計温度における材料の降伏点又は0.2 %耐
力の0.9倍の値のいずれか小さいほうの値とする。
Sm: 設計に用いる材料の設計応力強さで本体の付表2.1及び付表2.2による。(N/mm2)
Smc: 設計温度における円すい胴の設計応力強さで本体の付表2.1及び付表2.2による。(N/mm2)
Smr: 設計温度における強め輪の設計応力強さで本体の付表2.1及び付表2.2による。(N/mm2)
Sms: 設計温度における円筒胴の設計応力強さで本体の付表2.1及び付表2.2による。(N/mm2)
∆: 円すい胴と円筒胴との継手部において,θ≦60°の範囲で補強が必要となる円すい胴の角度を
示す。(度)(附属書1表2参照)
∆≧θとなる場合は,補強は不要である。
4.2
円筒胴 外圧を受ける継目なし又は突合せ継手で製作された円筒胴の計算厚さは,次の手順によっ
て求める。
手順1
tを仮定し,L/D0及びD0/tを計算する。
手順2
附属書1付図1において,手順1で求めたL/D0を縦軸にとる。
L/D0>50の場合はL/D0 = 50とする。また,L/D0<0.05の場合は,L/D0 = 0.05とする。
手順3
この点から水平に線を引き,手順1で求めたD0/tに対応する曲線との交点を求める。D0/tに
対応する曲線がない場合には,補間して交点を求める。そして交点から垂直に線を下ろし,
Aの値を読む。
a) D0/t≧10の場合
手順4
使用する材料に該当する図を附属書1付図2のうちから選び,その図の横軸に手順3から求
めたAの値をとる。
125
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) この点から横軸に垂線を立て,設計温度に対応する材料線との交点を求める。設計温度
に対応する材料線がない場合には補間して交点を求める。
2) Aの値が材料線の右端から更に右方にあるときは,その右端から水平に曲線を伸ばして
1)の操作によって交点を求める。
3) 1)又は2)の操作で得られた交点から水平線を引き,図左側の縦軸との交点でBの値を読
み取る。Aの値が材料線の左側にあるときは,B = 0.5EAとする。
手順5
手順4の3)で求めたBの値を用い,次の計算式から手順1で仮定したtに対する最高許容外
圧Paを求める。
0
3
4
D
Bt
Pa=
手順6
手順5で求めたPaとPとを比較し,Pa<Pであった場合には,手順1で仮定したtを少し大
きくして同じ手順を繰り返し,Pa≧Pとなるときのtを求める。
b) D0/t<10の場合
手順7 手順4の1)〜3)の手順を経てBの値を求める。ただし,D0/t<4の場合には,次の式からA
の値を求める。
2
0
2
1.1
D
t
A=
A>0.1の場合は,A = 0.1とする。
手順8 手順7で求めたBの値を用い,次の式からPa1を求める。
B
D
t
Pa
−
=
3
083
.0
167
.2
0
1
手順9 次の式から
2
aPを求める。
−
=
0
0
1
2
2
D
t
D
t
σ
P
ac
a
手順10
1aP,
2
aPのいずれか小さいほうの値を最高許容外圧Paとし,このPaとPとを比較し,Pa<P
であった場合には,手順1で仮定したtを少し大きくして同じ手順を繰り返し,Pa≧Pとな
るときのtを求める。
4.3
球形胴 外圧を受ける継目なし又は突合せ継手で製作された球形胴の計算厚さは,次の手順によっ
て求める。
手順1 tを仮定し,次の式からAを求める。
0
25
0
D
t
.
A=
手順2 手順1で求めたAの値を用い,4.2 a)の手順4と同様にしてBの値を求める。ただし,Aの値
が材料線の左側にあるときは,次による。
0
125
0
D
Et
.
B=
手順3 手順2で求めたBの値を用い,次の式から手順1で仮定したtに対する最高許容外圧Paを求
める。
0
2
D
Bt
Pa=
手順4 手順3で求めたPaとPを比較し,Pa<Pであった場合には,手順1で仮定したtを少し大き
くして同じ手順を繰り返し,Pa≧Pとなるときのtを求める。
126
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4
円すい胴 外圧を受ける継目なし又は突合せ継手で製作された円すい胴の計算厚さは次の手順によ
って求める。
手順1 teを仮定し,Le/DL及びDL/teを計算する。
手順2 付図1において,手順1で求めたLe/DLをL/D0と読み替えその値を縦軸にとる。
L/D0>50の場合はL/D0 = 50とする。
また,L/D0<0.05の場合はL/D0 = 0.05とする。
手順3 この点から水平に線を引き,手順1で求めたDL/teをD0/tと読み替え,その値に対応する曲線
との交点を求める。D0/tに対応する曲線がない場合には,補間して交点を求める。そして交
点から垂直に線を下ろしAの値を読む。
a) 円すいの頂角の21が60°以下で,かつ,DL/te≧10の場合
手順4
使用する材料に該当する図を附属書1付図2のうちから選び,その図の横軸に手順3から求
めたAの値をとる。
1) この点から横軸に垂線を立てて,設計温度に対応する材料線との交点を求める。設計温
度に対応する材料線がない場合には,補間して交点を求める。
2) Aの値が材料線の右端から更に右方にあるときは,その右端から水平に曲線を伸ばして
1)の操作によって交点を求める。
3) 1)又は2)の操作で得られた交点から水平線を引き,図左側の縦軸との交点でBの値を読
み取る。Aの値が材料線の左側にあるときは,B = 0.5EAとする。
手順5
手順4の3)で求めたBの値を用い,次の計算式から最大許容外圧Paを求める。
L
e
a
D
Bt
P
3
4
=
手順6
手順5で求めたPaとPとを比較し,Pa<Pであった場合には,手順1で仮定したteを少し大
きくして同じ手順を繰り返し,Pa≧Pとなるときのteを求める。
手順7
4.6.2によって円すい胴と円筒胴との継手部に適切な補強を設ける。
b) 円すい頂角の21が60°以下で,かつ,DL/te<10の場合
手順8
手順4のa)〜c)の手順を経てBの値を求める。ただし,DL/te<4の場合には,次の式からA
の値を求める。
2
2
1.1
L
e
D
t
A=
A>0.1の場合はA = 0.1とする。
手順9
手順8で求めたBの値を用い,次の式からPa1を求める。
B
D
t
.
P
L
e
a
−
=
3
0.083
167
2
1
手順10 次の式から
2
aPを求める。
−
=
L
e
L
e
ac
a
D
t
D
t
P
1
2
2
σ
手順11
1aP,
2
aPのいずれか小さいほうの値を最高許容外圧Paとし,このPaとPとを比較し,Pa<P
であった場合には,手順1で仮定したteを少し大きくして同じ手順を繰り返し,Pa≧Pとな
るときのteを求める。
127
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
手順12 4.6.2によって円すい胴と円筒胴との継手部に適切な補強を設ける。
c) 円すいの頂角の21が60°を超えるもの 円すい胴の計算厚さは,円すい胴の軸に直角に測った最大外
径を直径とする平鏡板の式による(3.5の溶接によって取り付ける平鏡板を参照。)。
4.5
鏡板
4.5.1
半球形鏡板 外圧を受ける半球形鏡板の計算厚さは,4.3に規定する同じ手順にて求める。
4.5.2
正半だ円形鏡板 外圧を受ける正半だ円形鏡板の計算厚さは,次によって計算した値のうち,いず
れか大きいほうとする。
a) 当該鏡板が内圧を受けるものとみなし,Pを1.67倍として計算した厚さ。
b) 4.3に規定の球形胴と同じ手順によってD0を2K0D0に読み替えて計算した厚さ。
ここで,K0は附属書1表1によって求める。
附属書1表1
0
0
2h
D 1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.4
2.6
2.8
3.0
K0
0.50 0.57 0.65 0.73 0.81 0.90 0.99 1.08 1.18 1.27 1.36
備考 表示の中間の値は,比例法によって求める。
4.5.3
皿形鏡板 外圧を受ける皿形鏡板の計算厚さは,次によって計算した値のうち,いずれか大きいほ
うとする。
a) 当該鏡板が内圧を受けるものとみなし,Pを1.67倍として計算した厚さ。
b) D0を皿形鏡板中央部の外半径の2倍にとり,4.3に規定する同じ手順によって求めた厚さ。
4.5.4
円すい形鏡板 外圧を受ける円すい形鏡板の計算厚さは,4.4による。円すい形鏡板に強め輪を設
ける場合の強め輪及び円すい形鏡板と円筒胴との継手部の補強は,4.6.2及び4.7の規定による。
4.6
円筒胴及び円すい胴の強め輪
4.6.1
円筒胴の強め輪 外圧を受ける円筒胴の強め輪は,その有効断面二次モーメントI又はI' が,次
のいずれかの算式によって求めた必要断面二次モーメントIs又はIs' 以上でなければならない。
14
)
/
(
2
0
A
L
A
t
L
D
I
s
s
s
s
+
=
9.
10
)
/
(
2
0
A
L
A
t
L
D
'
I
s
s
s
s
+
=
強め輪は,次の手順によって決定する。
手順1 胴の設計を行い,D0,Ls及びtを決定する。
強め輪の寸法を仮定し,その断面積Asを計算して次の式を用いてBの値を求める。
+
=
s
sL
/
A
t
PD
B
0
4
3
手順2 附属書1付図2に使用する材料に該当する図の左側の縦軸にBの値をとる。もし,胴と強め
輪との材料が異なる場合には,手順3において大きなAの値を与える方の材料の値をとる。
手順3 Bの値を示す点から水平に線を引き,設計温度に対応する材料線との交点を求める。設計温
度に対応する材料線がない場合には,補間して交点を求める。交点から垂線を降ろし,Aの
値を読む。ただし,Bの値が図に示されている最小値より小さい場合には,A = 2B/Eとする。
手順4 求めたAの値を用い,Is又はIs'を算出する。
128
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
手順5 手順1の計算を行ったときの強め輪の寸法から,その断面の有効断面二次モーメントI又は
I'を算出する。
手順6 もし,必要断面二次モーメントIs又はIs'が,手順5で求めた有効断面二次モーメントI又は
I'より大きければ,より大きな有効断面二次モーメントをもつ強め輪を選び直して,同じ手
順を繰り返し,I≧Is又はI'≧Is'となる強め輪を定める。
4.6.2
円すい胴と円筒胴との継手部の補強
a) θ≦60°の場合の大径端部 大径端部に丸みを付けない場合,P/Smsの値に応じて附属書1表2から得
られる∆ 値がθより小さい場合は,円すい胴と円筒との継手部に強め材を設けなければならない。表
に対応する値がない場合は,補間によって値を求める。
附属書1表2
P/Sms
0
0.002
0.005
0.010
0.02
∆(度) 0
5
7
10
15
P/Sms
0.04
0.08
0.10
0.125
0.15
∆(度) 21
29
33
37
40
P/Sms
0.20
0.25
0.30
0.35
∆(度) 47
52
57
60
備考
ms
SPの値が0.35を超える場合は,θ= 60°とする。
強め材の最小断面積は,次の式による。
−
−
=
θ
∆
θ
L
L
L
ms
L
L
rL
Q
Q
PD
S
D
kQ
A
2
2
4
1
1
2
tan
もし,円すい胴と円筒胴とに余剰肉厚がある場合は,次の式によって計算した余剰肉厚の断面積を
強め材としてみなしてよい。
(
)(
)
{
}
θ
cos
/
55
.0
cr
c
s
s
L
eL
t
t
t
t
t
D
A
−
+
−
=
強め材の断面積のうち,補強として有効な範囲は,円すい胴と円筒胴との継手部中心から板厚に沿
って測った距離が
2
/
s
Lt
D
以内とし,強め材の断面の図心は継手部中心から,0.25
2
/
s
Lt
D
の距離以
内になければならない。
円すい胴大径端及び円筒の継手部を附属書1図9 e),f)に示す支持線とする場合には,次の手順によ
って継手部に強め輪を設けなければならない。
手順1 胴の設計を行いDL,LDL及びtを決定する。取り付ける強め輪の寸法を仮定し,その断面積
ATLを求める。
そして,次の式によってBの値を求める。
=
TL
L
L
A
D
F
B43
ここに, FL = PM+f1 tanθ
θ
θ
tan
6
2
4
tan
2
2
L
S
L
DL
L
D
D
D
L
D
M
−
+
+
−
=
手順2 附属書1付図2で使用する材料に該当する図の左側の縦軸にBの値をとる。もし,胴と強め
輪の材料が異なる場合には,手順3において大きなAの値を与える方の材料の値をとる。
手順3 Bの値を示す点から水平に線を引き,設計温度に対応する材料線との交点を求める。交点か
129
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ら垂線を降ろし,Aの値を読む。ただし,Bの値が図に示されている最小値より小さい場合
には,A = 2B/Exとする。
Bの値が設計温度に対応する材料線より上にある場合には,円すい胴及び円筒胴継手部の
形状の変更,強め輪の位置の変更又は軸圧縮荷重が小さくなるような対策をとることによっ
てBの値が線の下になるよう調整を行う。
手順4 手順3で求めたAの値を使って,次の式で必要な断面二次モーメントIs又はIs'を計算する。
0.
14
2TL
L
s
A
AD
I=
9.
10
2
TL
L
s
A
AD
'
I=
手順5 取り付ける強め輪の寸法から有効断面二次モーメントI又はI'を算出する。
手順6 もし,必要断面二次モーメントIs又はIs'が手順5で求めた有効断面二次モーメントI又はI'
よりも大きければ,より大きな有効断面二次モーメントをもつ強め輪を選び直して,同じ手
順を繰り返し,I≧Is又はI'≧Is'となる強め輪を定める。
b) θ≦60°場合の小径端部 小径端部に丸みを付けない場合には,円すい胴と円筒胴との継手部に強め材
を設けなければならない。強め材の最小断面積は,次の式による。
ms
s
s
rs
S
D
kQ
A
2
tanθ
=
もし,円すい胴と円筒部とに余剰肉厚がある場合は,次の式によって計算した余剰肉厚の断面積を
強め材としてみなしてよい。
(
)
{
}
θ
cos
/)
(
55
.0
r
c
c
s
s
s
es
t
t
t
t
t
D
A
−
+
−
=
強め材の断面積のうち,補強として有効な範囲は円すい胴と円筒胴との継手部中心から板厚に沿っ
て測った距離が
2
/
s
st
D
以内とし,強め材の断面の図心は継手部中心から0.25
2
/
s
st
D
の距離以内に
なければならない。
円すい胴小径端と円筒胴との継手部を附属書1図9 e),f)に示す支持線とする場合には,次の手順に
よって継手部に強め輪を設けなければならない。
手順1 胴の設計を行いDs, LDs及びtを決定する。取り付ける強め輪の寸法を仮定し,その面積ATS
を求める。
そして,次の式によってBの値を求める。
=
Ts
s
s
A
D
F
B43
ここに, Fs = PN+f2 tanθ
θ
θ
tan
12
2
4
tan
2
2
s
s
L
Ds
s
D
D
D
L
D
N
−
+
+
=
手順2 a)の手順2及び手順3に示した方法でAの値を求める。
手順3 手順2で求めたAの値を使って,次の式で必要断面二次モーメントIs又はIs'を計算する。
0.
14
2Ts
s
s
A
AD
I=
9.
10
2
Ts
s
s
A
AD
'
I=
130
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
手順4 取り付ける強め輪の寸法から有効断面二次モーメントI又はI'を算出する。
手順5 もし,必要断面二次モーメントIs又はIs'が手順4で求めた有効断面二次モーメントI又はI'
よりも大きければ,より大きな有効断面二次モーメントをもつ強め輪を選び直して,同じ手
順を繰り返し,I≧Is又はI'≧Is'となる強め輪を定める。
c) θ>60°の場合 θ>60°の場合の円すい胴と円筒胴との継手部の強度計算又は2種類以上の形状を
組み合わせた円すい胴の補強計算は,はり理論に基づく計算又は有限要素法による数値解析にて行う。
これらの手法は,4.6.2 a),b)の計算手法の代案として用いてもよい。
4.7
強め輪の構造及び取付け
4.7.1
強め輪の取付け 外圧を受ける胴に強め輪を取り付ける場合には,次による。
a) 強め輪は,胴の内面又は外面のいずれに取り付けてもよいが胴の全周に沿って構造的に連続しており,
かつ,連続溶接によって胴に密着して取り付けなければならない。
b) 強め輪の溶接による取付けについては,本体の付図8による。
4.7.2
強め輪の構造 強め輪の構造は,次による。
a) 附属書1図11に示す◯
A,◯
Bのような強め輪の突合せ溶接継手部又は◯
Cに示すように胴の内面若しくは
外面に取り付けられる強め輪の隣接した部分間の接合部は,必要な断面二次モーメントが維持される
ようにしなければならない。また,◯
Dに示すような支持材は支持材単独で必要な断面二次モーメント
をもたなければならない。
b) 強め輪を胴の内側に取り付け,附属書1図11の◯
E又は◯
Fに示すような構造とする場合には,図に示し
てある部分で,◯
Eでは強め輪だけで必要な断面二次モーメントを,◯
Fでは強め輪と胴によって必要な
合成断面二次モーメントをもたなければならない。ここで,◯
A又は◯
Eのすき間が胴板の計算厚さの8
倍を超えないときには,強め輪と胴との合成断面二次モーメントを用いてもよい。
c) 附属書1図11の◯
D又は◯
Eに示すような胴を支える強め輪に切欠きのあるものは,その切欠き部分の長
さが附属書1図12から求められる長さ以下であるか,◯
Cのように強め輪を追加するか又は次のすべて
に適合するものでなければならない。
1) 支持されていない胴の弧の中心角は90°以下とする。
2) 相隣る強め輪の胴を支持していない弧の配置が180°互い違いになっているものとする。
3) 4.1で定めるLの寸法は,次のいずれか大きいほうの寸法とする。
3.1) 一つおきの強め輪の中心線間の距離
3.2) 鏡板の丸みの始まる部分から2番目の強め輪の中心線までの距離に鏡板の丸みの始まる部分から
の鏡の深さの31を加えた寸法。
4.7.3
強め輪の代替 次に掲げるものは強め輪とみなしてもよい。
a) じゃま板又は棚板のように胴の長手軸に直角に胴の内部に取り付けられる構造物であって,強め輪と
しての効果があるように設計してあるもの。
b) 胴の強め材として実質的に連続した輪を仲介とする内部ステー又は支えのあるもの。
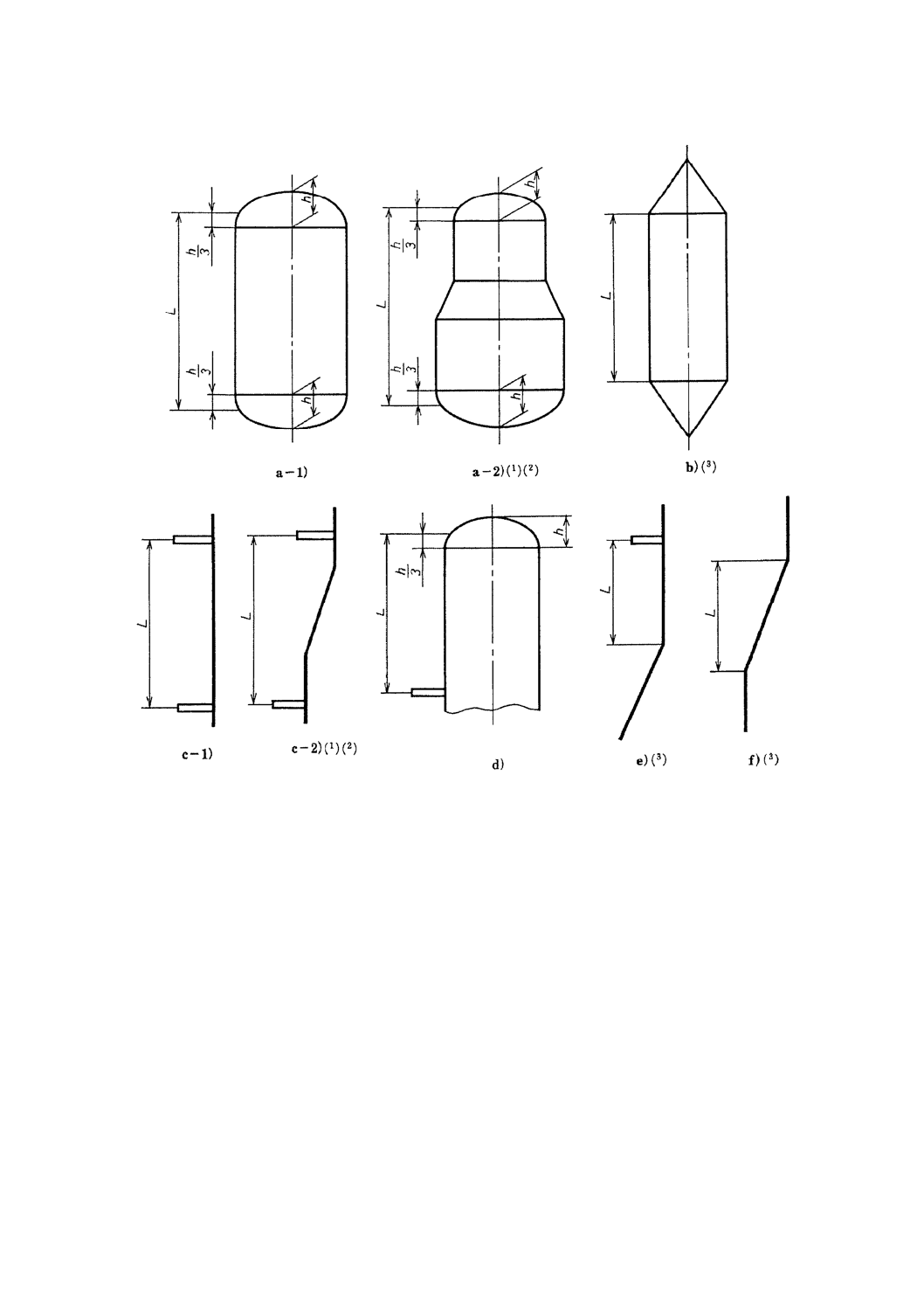
131
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(1) 円すい胴と円筒胴との継手部を支持線とはしない場合には,円すい胴の板厚は隣り合う円筒胴の板厚以上とす
る。
(2) 計算は図に示す寸法Lを使い,各部分それぞれ直径及び対応する板厚の組合せに対して行う。
(3) 円すい胴と円筒胴との継手部を支持線とする場合には,4.6.2によって継手部に必要な断面二次モーメントをも
たせるものとする。
附属書1図 9 外圧を受ける円筒胴の設計長さ†
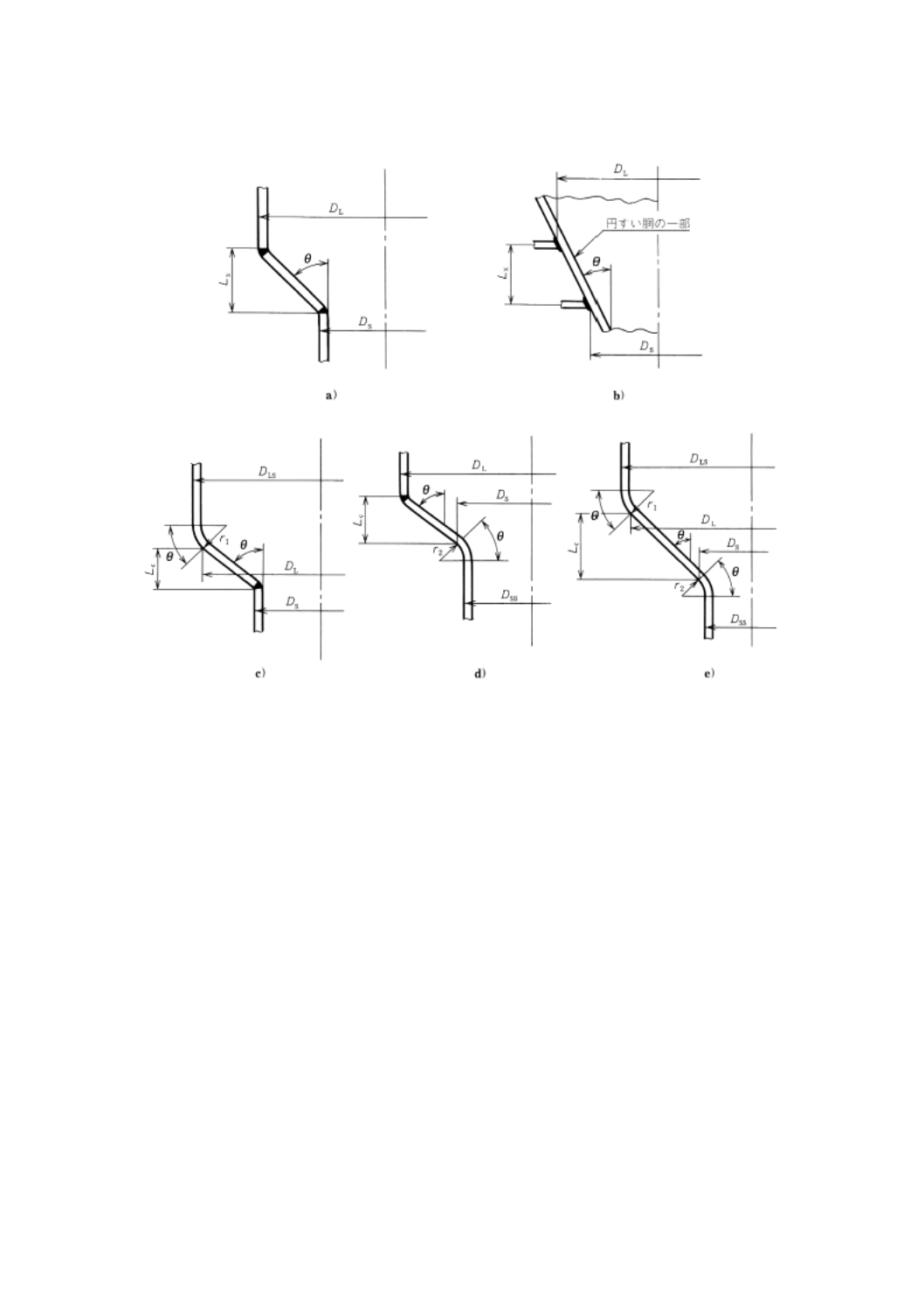
132
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図 10 外圧を受ける円すい胴のL寸法†
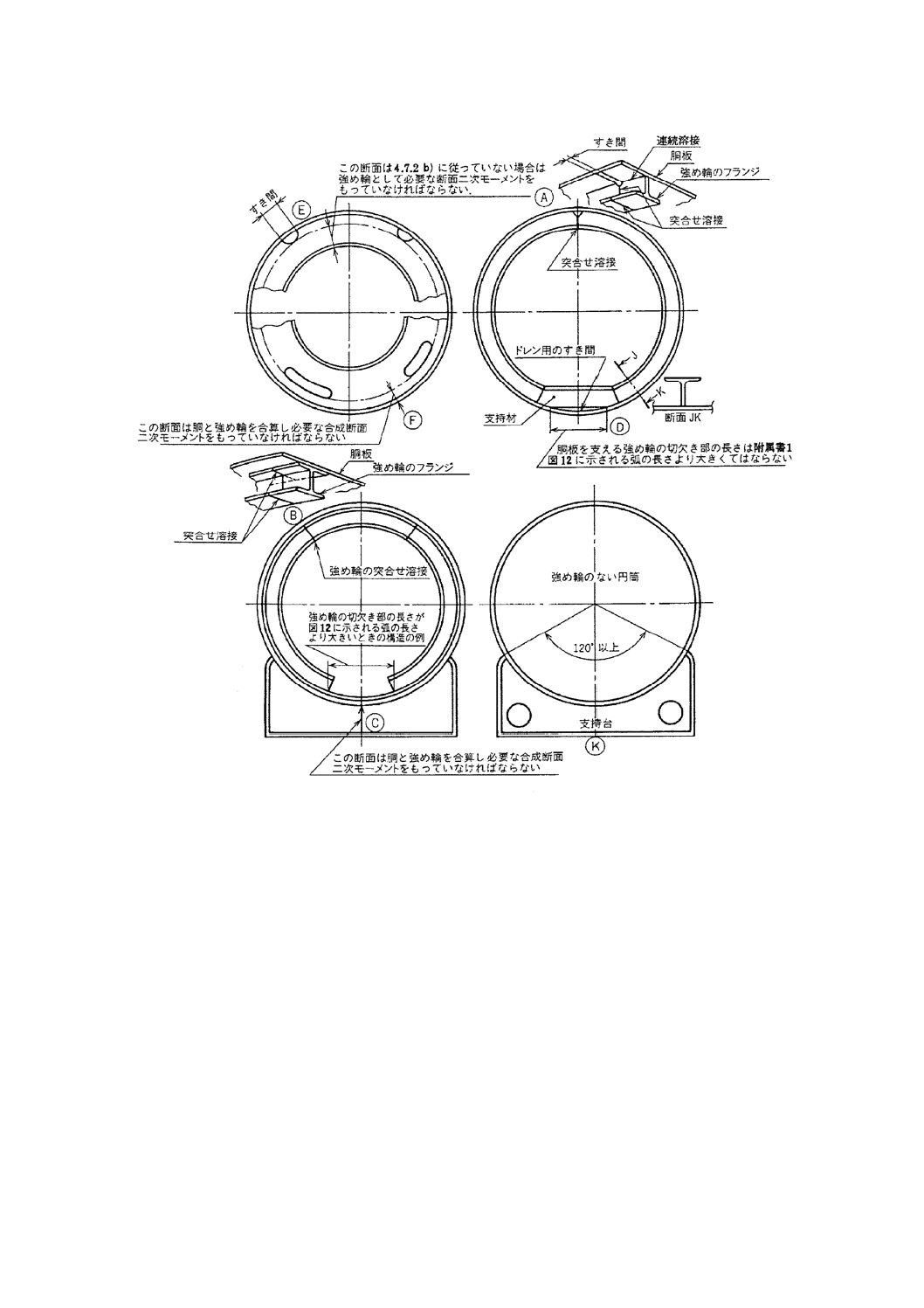
133
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図 11 外圧を受ける円筒胴の強め輪†
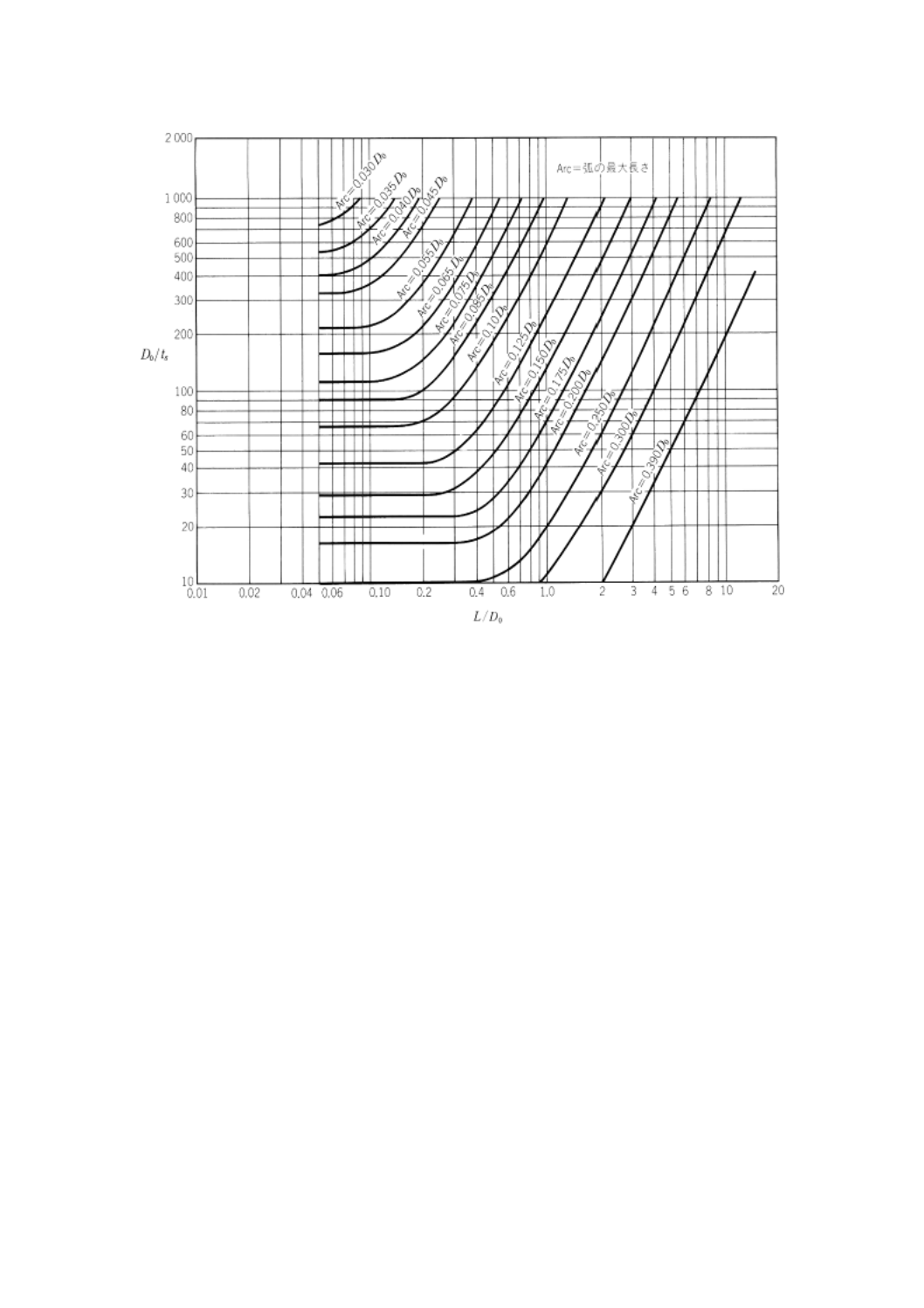
134
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図 12 外圧を受ける円筒胴の強め輪の最大切欠き長さ†
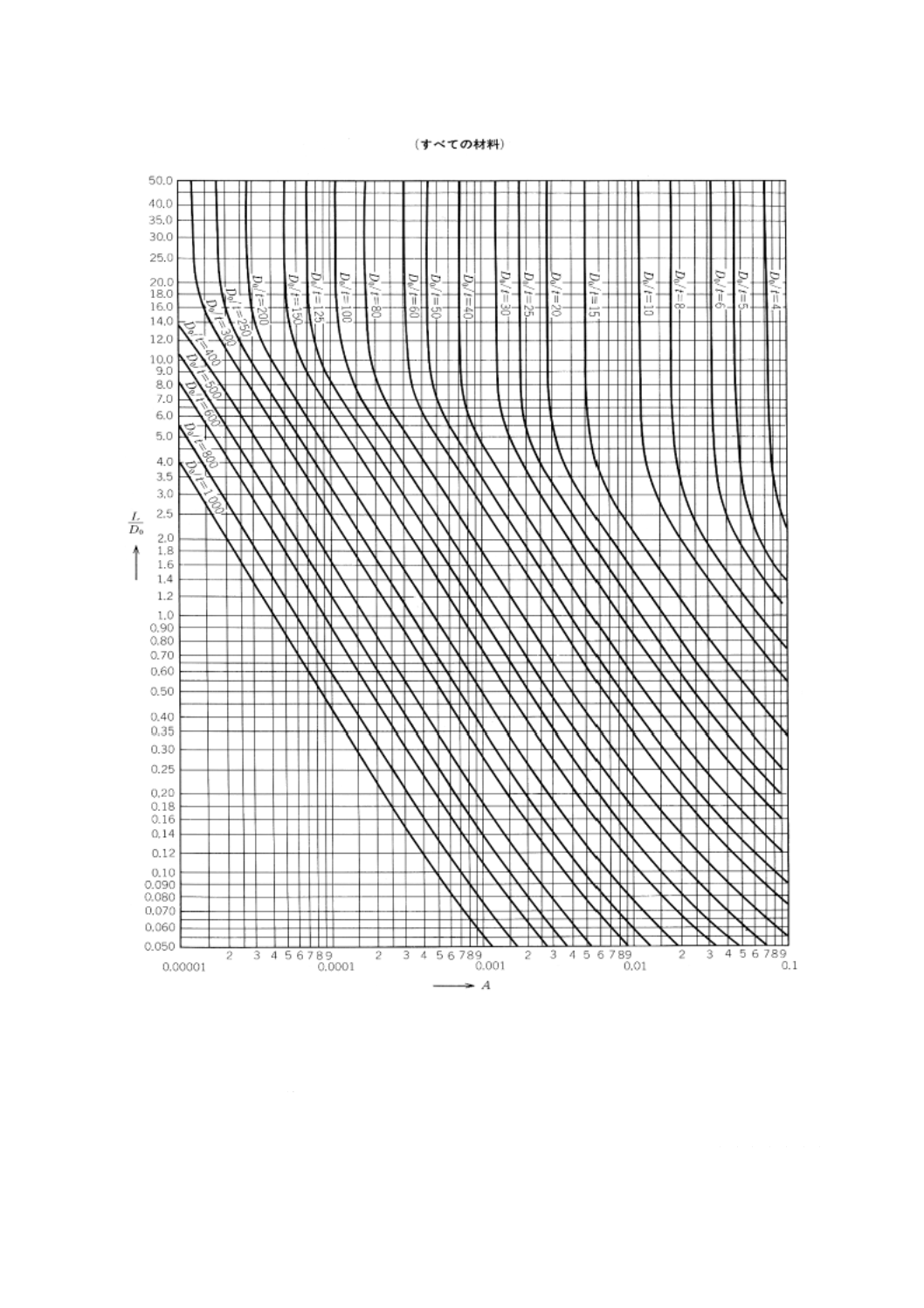
135
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1付図1 外圧又は圧縮荷重を受ける円筒胴の形状曲線†
当該外圧を受ける材料曲線は,本体の付表2.1及び付表2.2に示す外圧チャート番号と併せて使用する。
図中の記号の意味は,次による。
なお,外圧チャートの番号はJIS B 8265と共通とする。また,外圧チャートの番号(10), (11), (14), (15),
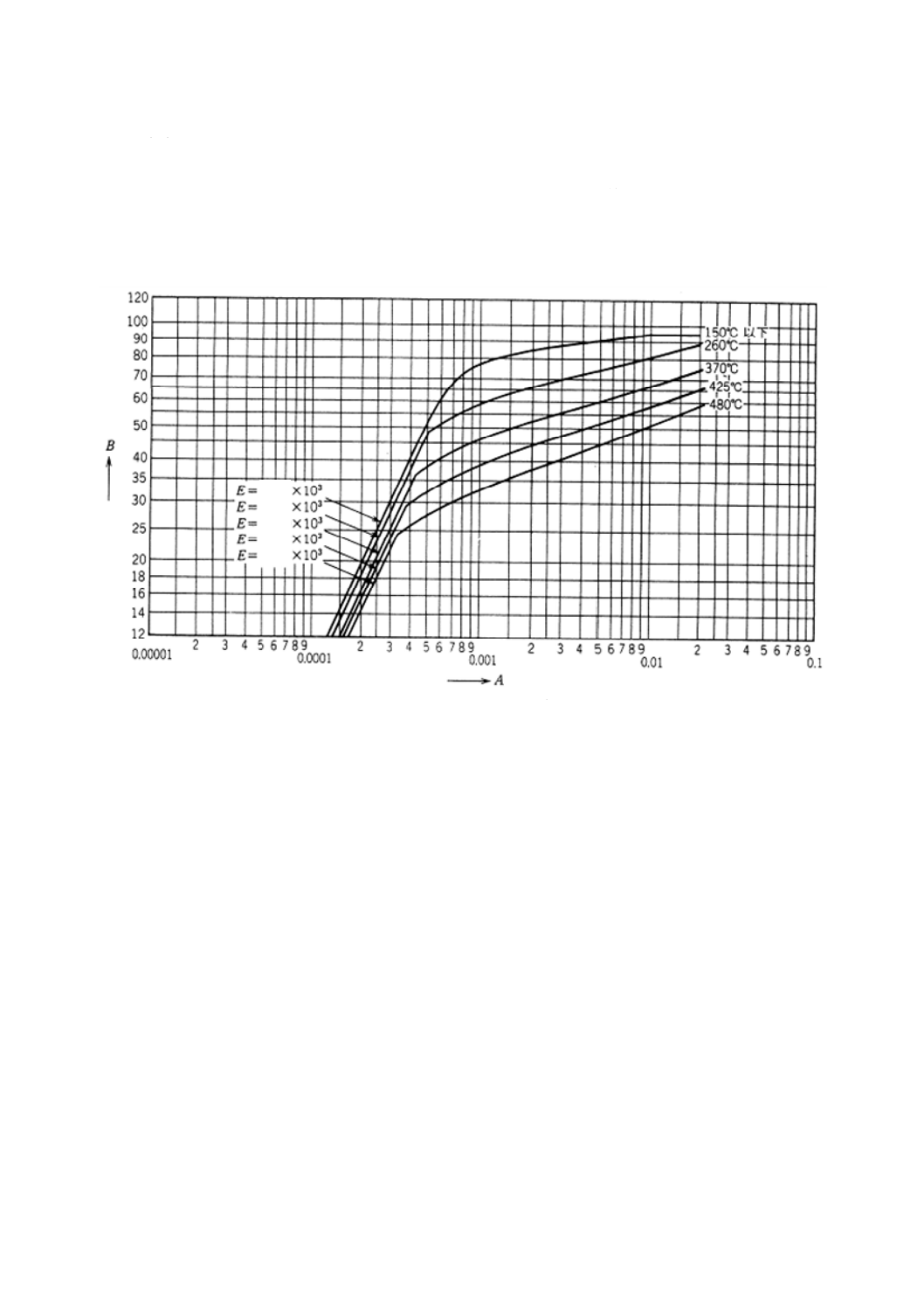
136
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(20), (22), (27), (36), (41), (42), (43), (48), (53), (54)はこの規格では使用されないので,含めていない。
A:附属書1付図1から得られる値
B:使用する材料に該当するAの値に対して設計温度に対応する材料曲線から求める係数 (N/mm2)
E:材料の縦弾性係数 (N/mm2)
σy:材料の規格最小降伏点 (N/mm2)
備考 この規格による圧力容器の外圧の設計においては,この図の425 ℃及び480 ℃の材料曲線を使用してはならな
い。
(1) 炭素鋼及び低合金鋼(規格最小降伏点165 N/mm2以上205 N/mm2未満)
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†
200
186
169
157
143
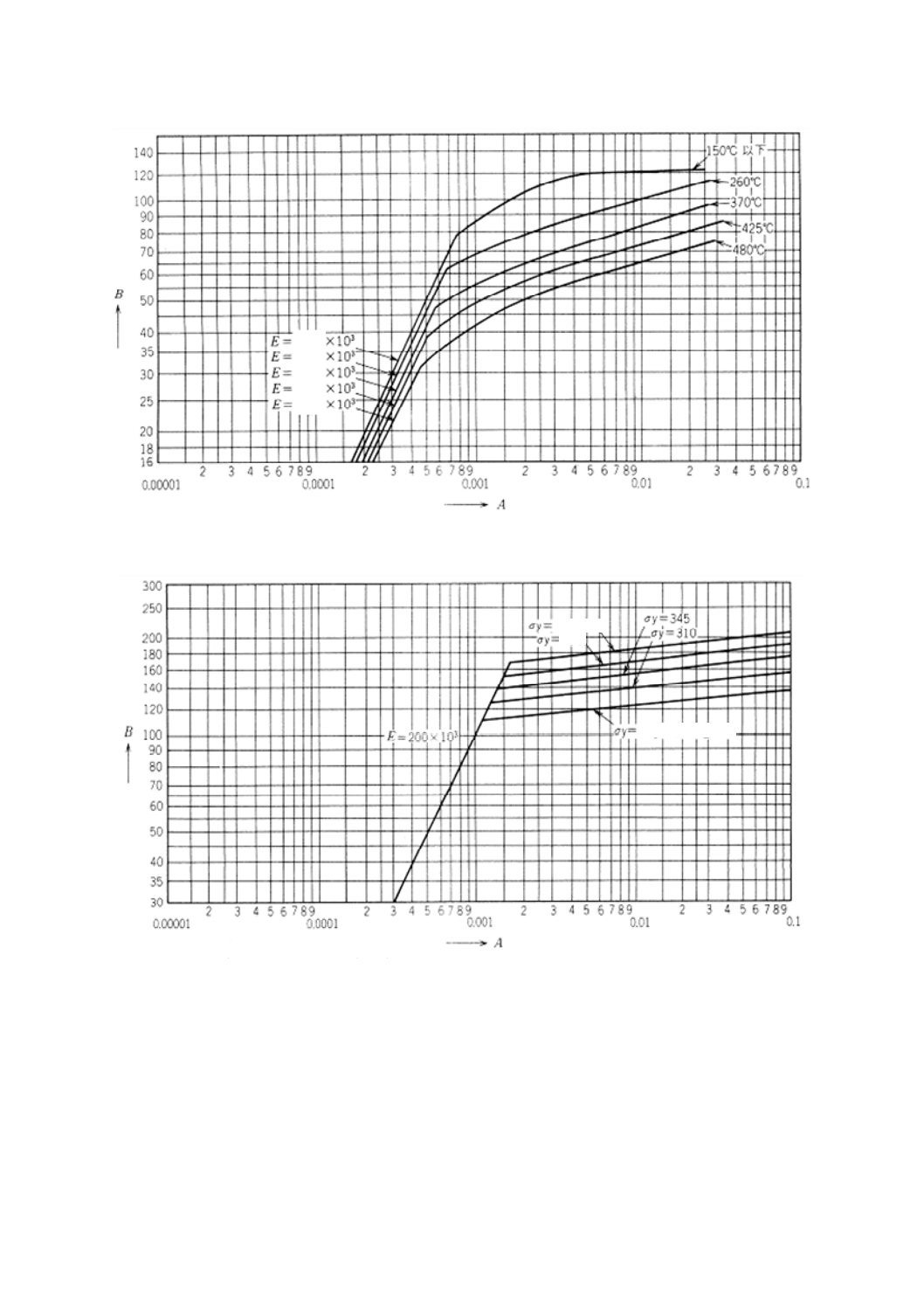
137
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 炭素鋼及び低合金鋼(規格最小降伏点205 N/mm2以上,かつ,他の図で参照していない鋼)
並びに405系,410系ステンレス鋼
備考1. 設計温度が150 ℃以下の場合に適用する。
2. 設計温度が150 ℃を超える場合には,(2) による。
3. 図中σyは最小降伏点 (N/mm2) を示す。
(3) 炭素鋼,低合金鋼若しくは熱処理によって特性を改善した鋼(規格最小降伏点260 N/mm2以上)
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
200
186
169
157
143
410以上
380
260以上275以下
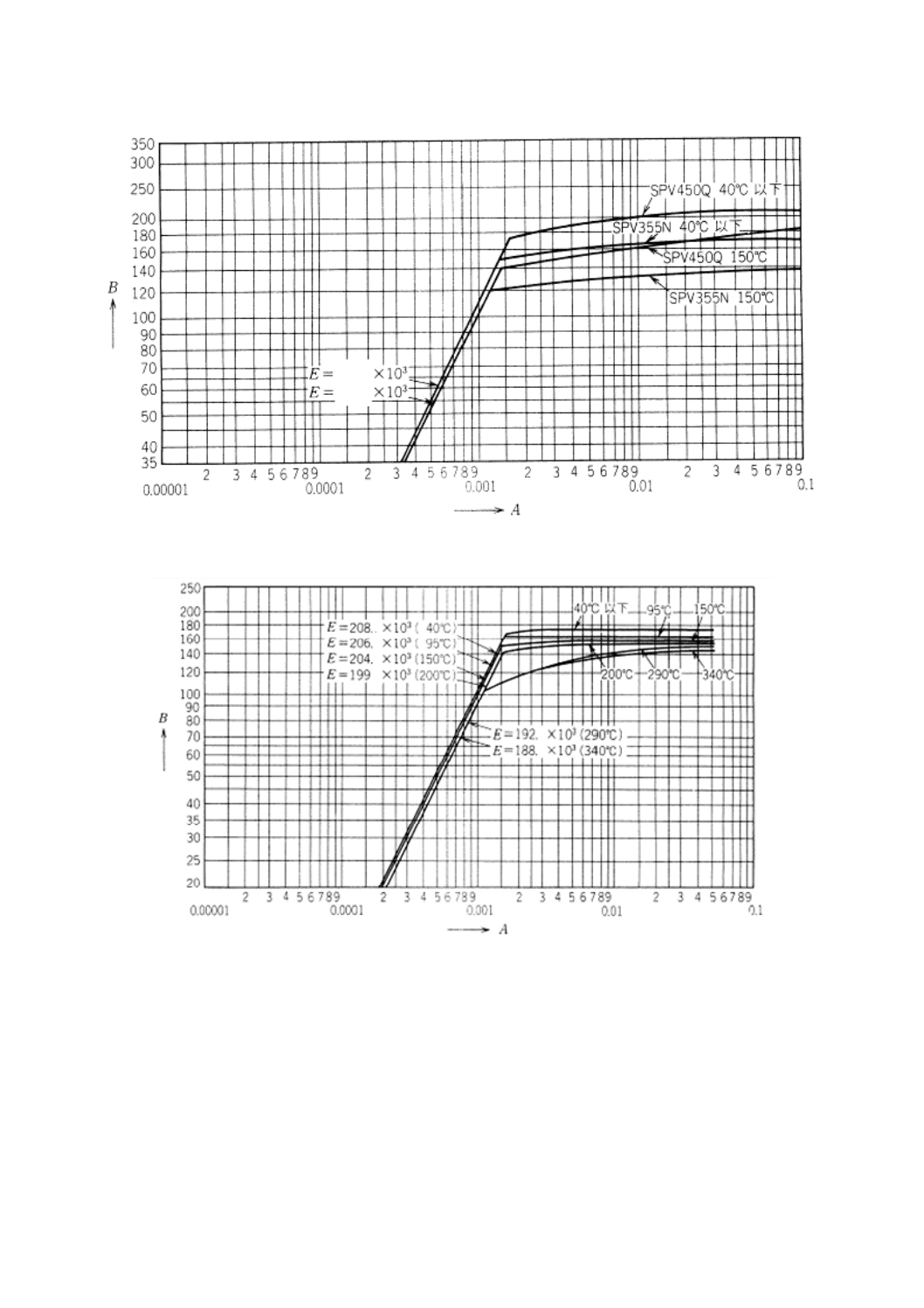
138
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 圧力容器用鋼板(JIS G 3115のSPV355N及びSPV450Q)
(5) 圧力容器用調質型合金鋼鍛鋼品(JIS G 3204のSFVQ1A及びSFVQ2A),ボイラ及び
圧力容器用マンガンモリブデン鋼及びマンガンモリブデンニッケル鋼鋼板
(JIS G 3119のSBV1B,SBV2及びSBV3)
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
207
199
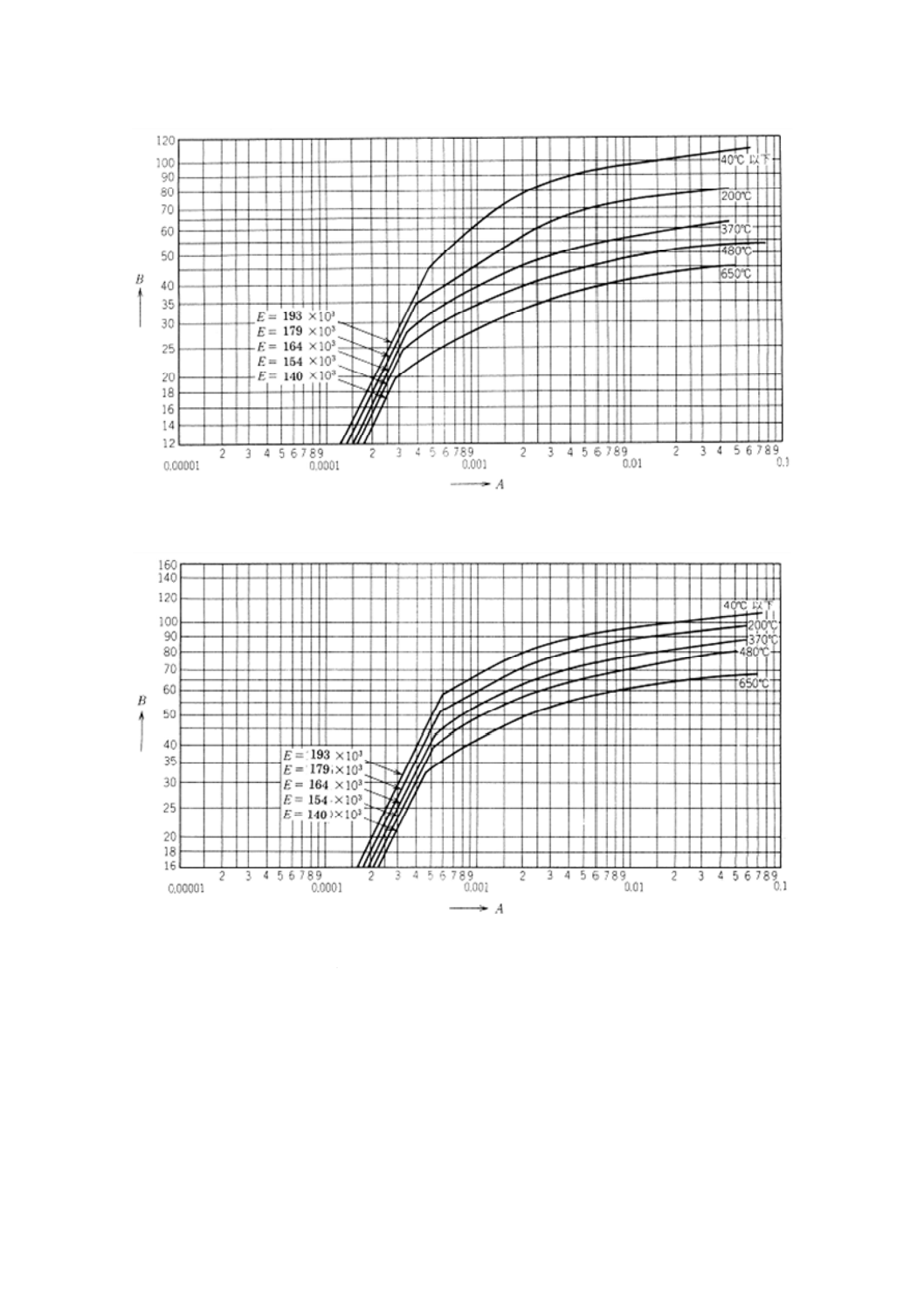
139
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(6) 304系ステンレス鋼
(7) 309系(595 ℃以下に限る。),310系,316系,321系,347系,329J1(400 ℃以下に限る。)
及び430系(370 ℃以下に限る。)ステンレス鋼
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
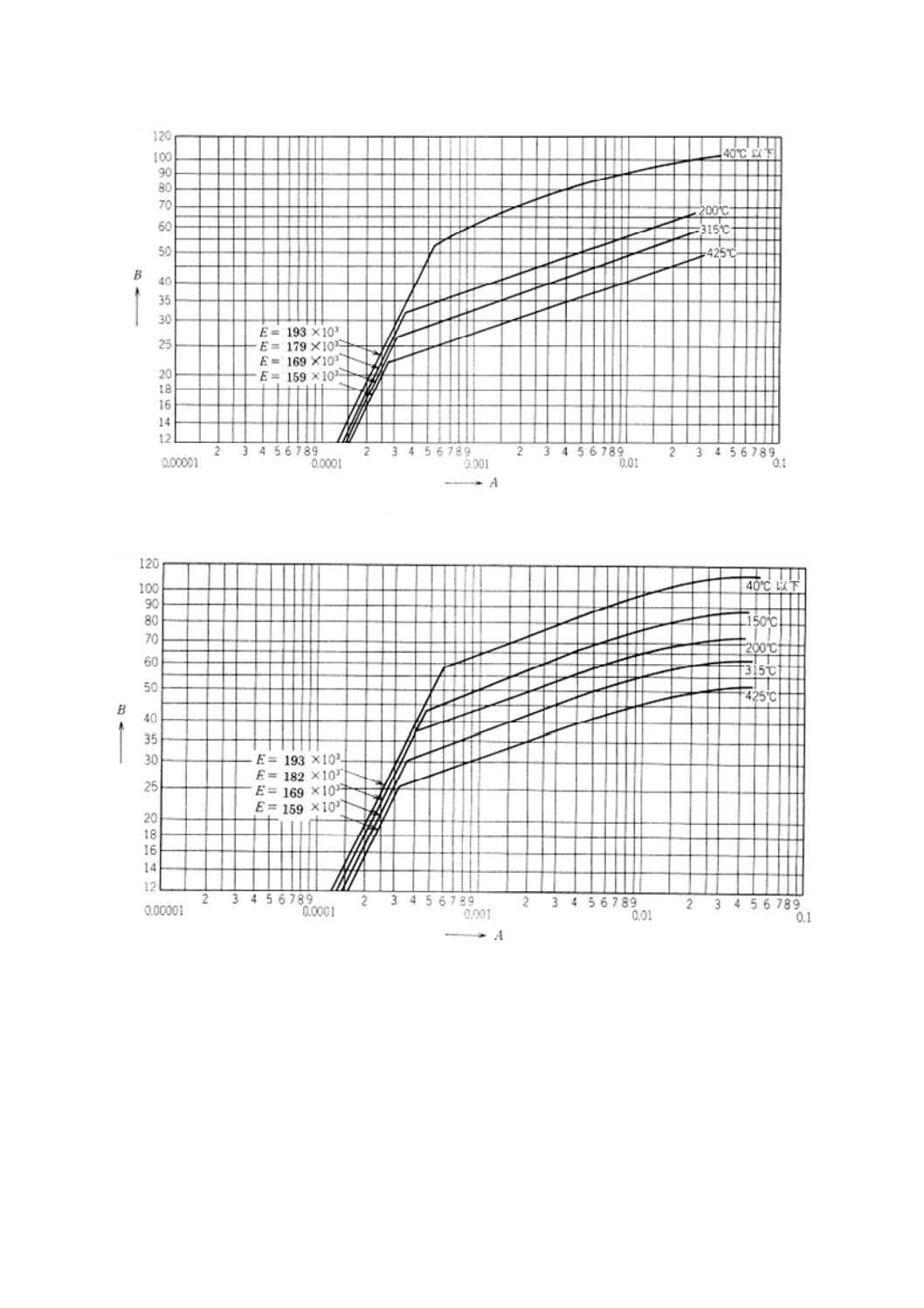
140
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(8) 304L系ステンレス鋼
(9) 316L系及び317L系ステンレス鋼
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
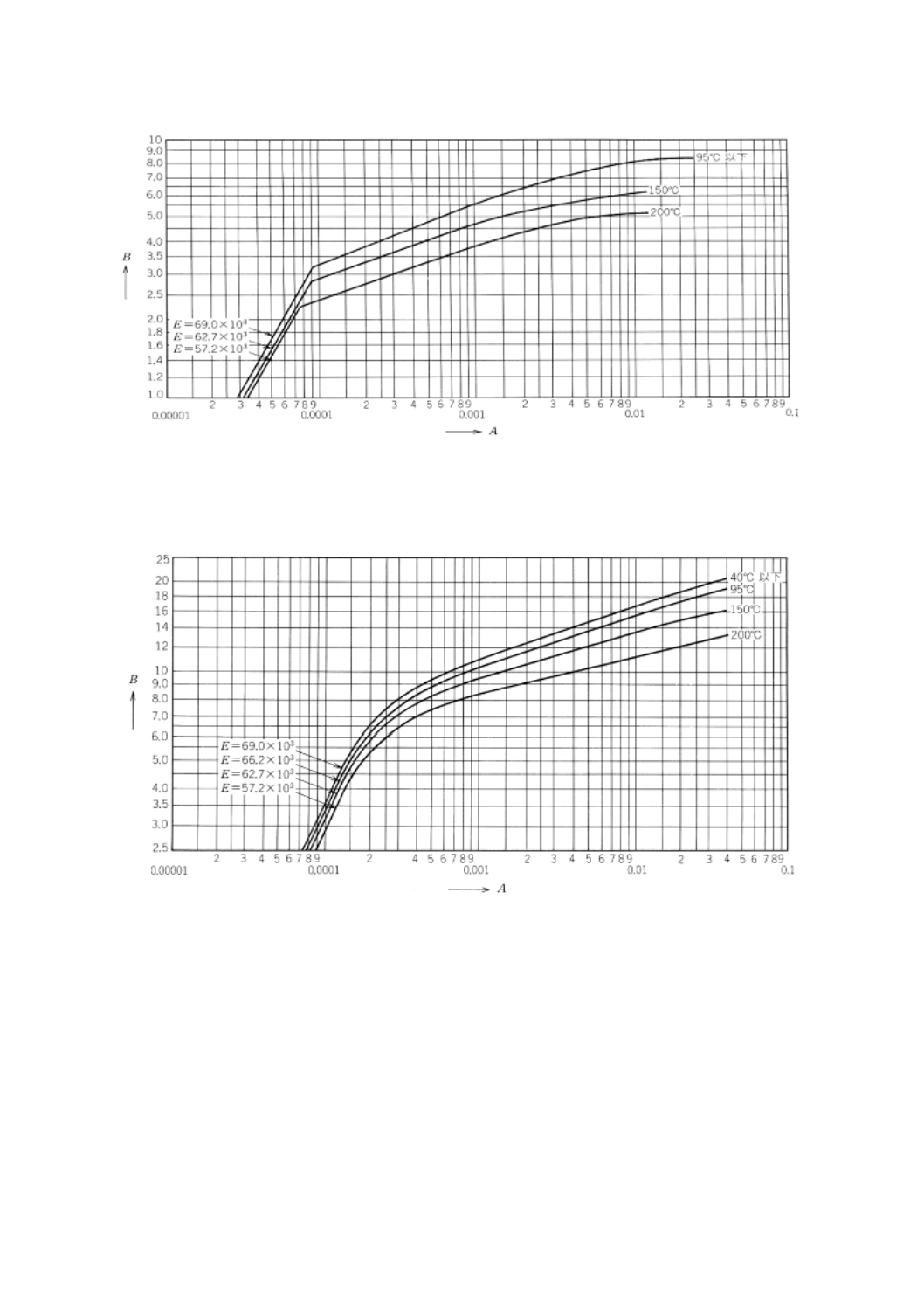
141
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この図を適用する場合には,機械的性質の0.2 %耐力が規定され,かつ,確認されていなければならない。
(12) アルミニウム及びアルミニウム合金
(記号A1050,A1070,A1080,A1100及びA1200
ただし,記号A1070,A1080は質別O,H112を除く。)
備考1. この図を適用する場合には,機械的性質の0.2 %耐力が規定され,かつ,確認されていなければならない。
2. 記号A6063の質別T1,T5,T6については,継目無管についてだけ適用する。
(13) アルミニウム及びアルミニウム合金
(記号A3003,A3203の質別O,H12,H18,H112)(記号A6063の質別T1,T5,T6)
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
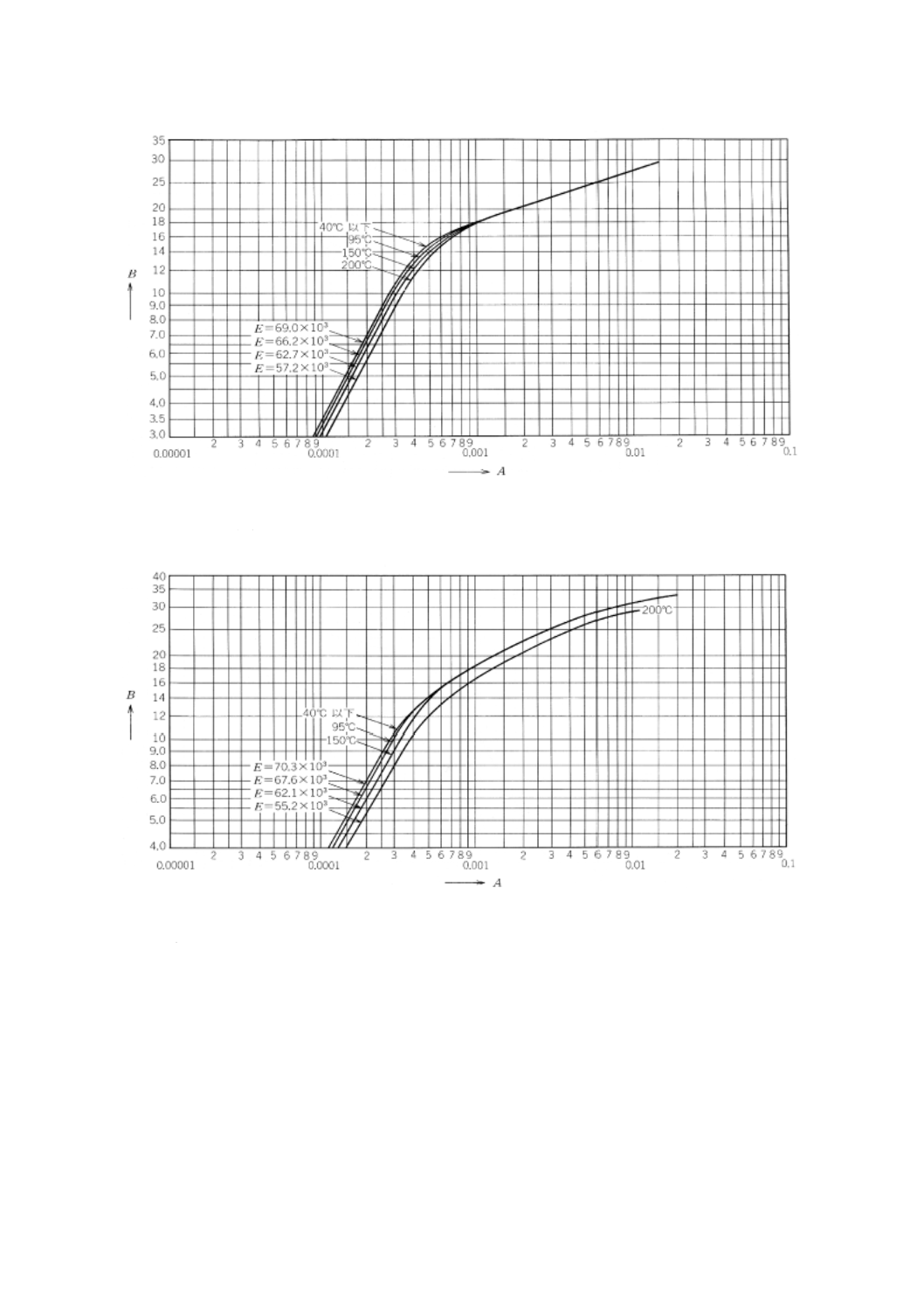
142
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. この図を適用する場合には,機械的性質の0.2 %耐力が規定され,かつ,確認されていなければならない。
2. この規格による圧力容器の外圧の設計においては,上図の200 ℃の材料曲線を使用してはならない。
(16) アルミニウム及びアルミニウム合金(記号A3004の質別0,H32)
備考1. この図を適用する場合には,機械的性質の0.2 %耐力が規定され,かつ,確認されていなければならない。
2. この規格による圧力容器の外圧の設計においては,この図の150 ℃及び200 ℃の材料曲線を使用してはな
らない。
(17) アルミニウム及びアルミニウム合金(記号A5052,A5652の質別O,H12,H32,H112)
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
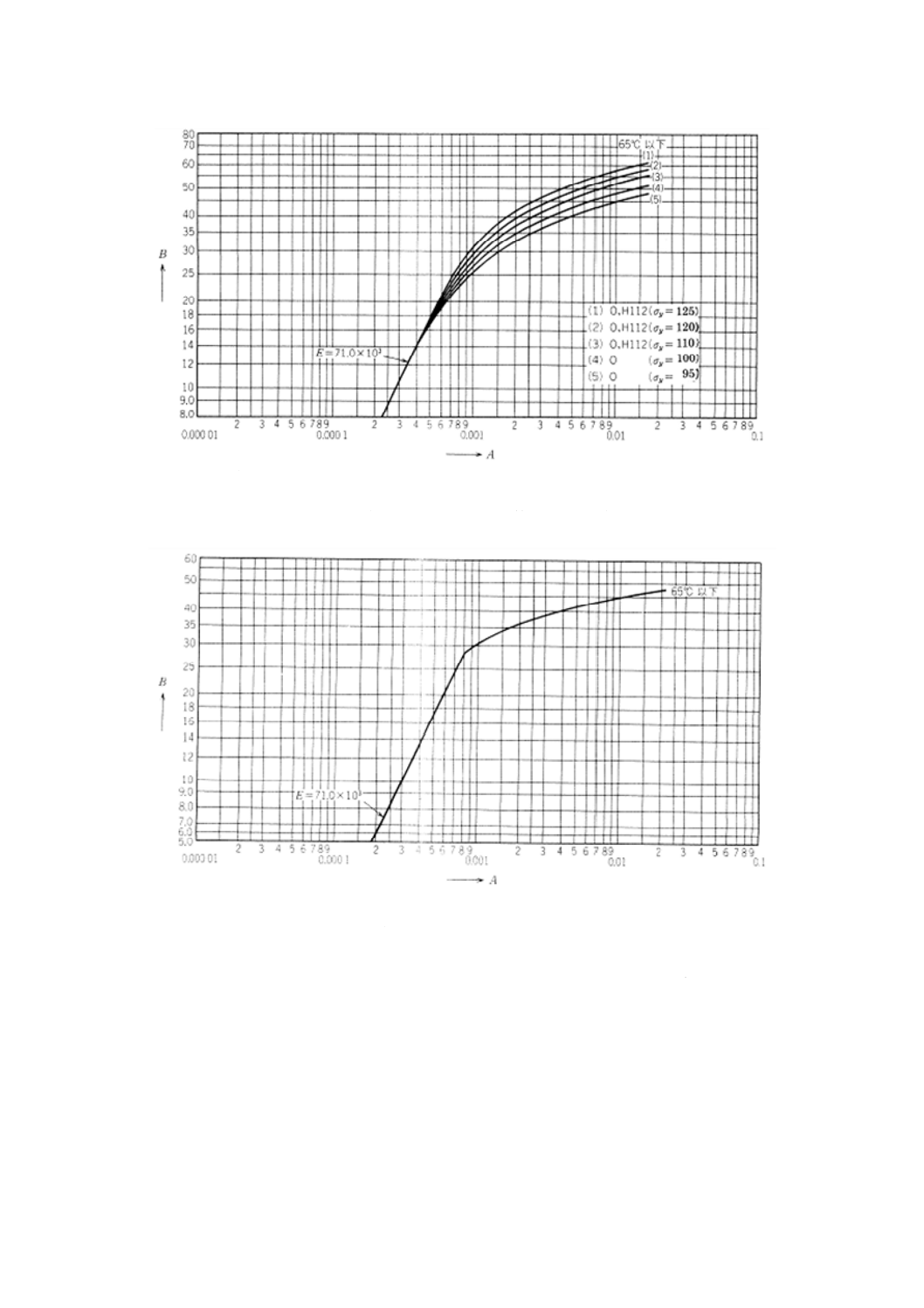
143
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 図中σyは0.2 %耐力 (N/mm2) を示す。
(18) アルミニウム及びアルミニウム合金(記号A5083の質別O,H32,H112,H321)
(記号A5086,A5154の質別H32,H34)
(19) アルミニウム及びアルミニウム合金(記号A5086の質別O,H112)
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
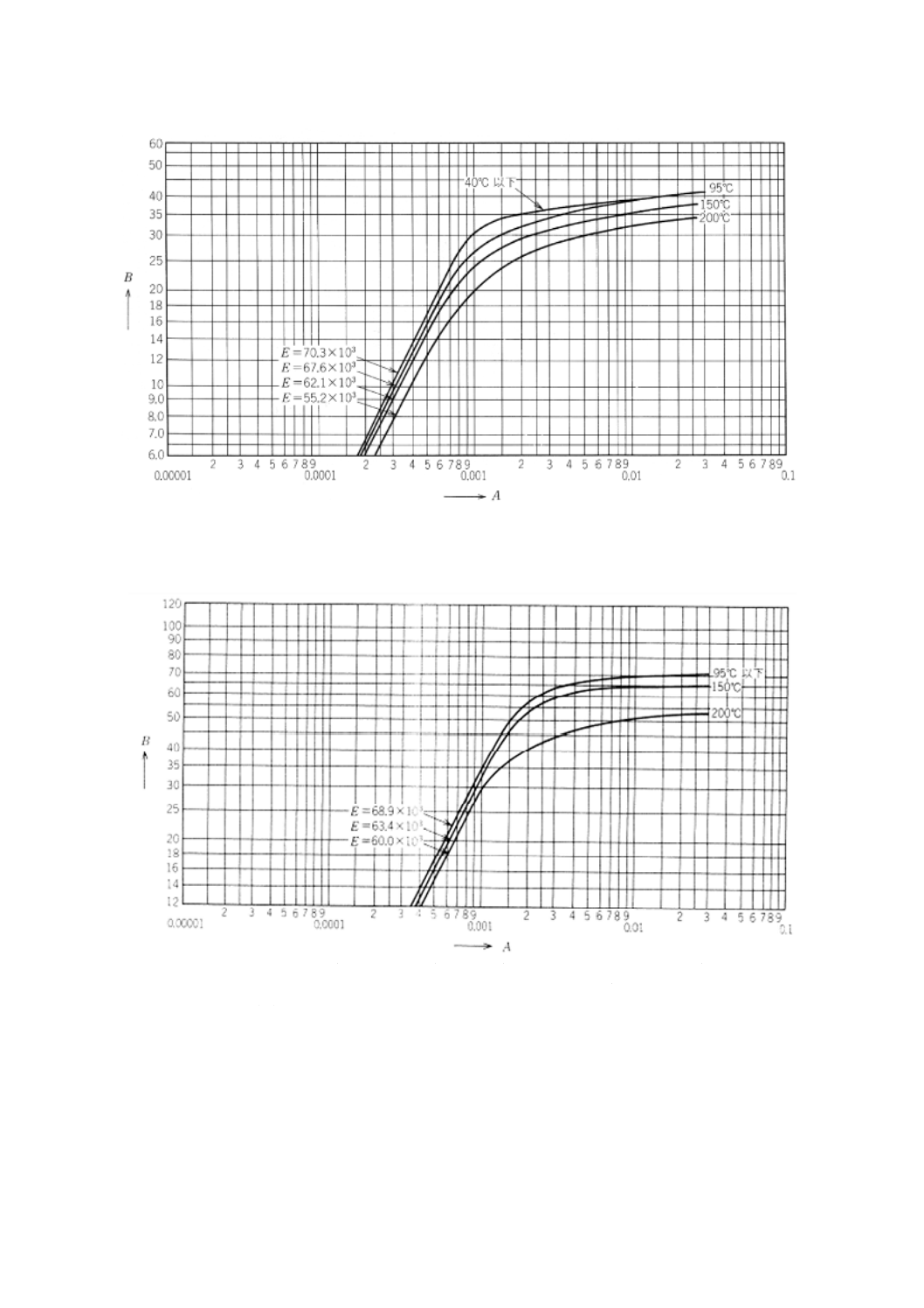
144
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この規格による圧力容器の外圧の設計においては,この図の200 ℃の材料曲線を使用してはならない。
(21) アルミニウム及びアルミニウム合金(記号A5454の質別O,H112)
(記号A2014の質別T4,T6)
備考 この図は,5356及び5556の溶加材を用いて溶接する場合には,すべての母材の厚さに適用し,また,4043
及び5554の溶加材を用いて溶接する場合には,母材の厚さ10 mm以下に適用する。
(23) アルミニウム及びアルミニウム合金(記号A6061の質別T6,T651)
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
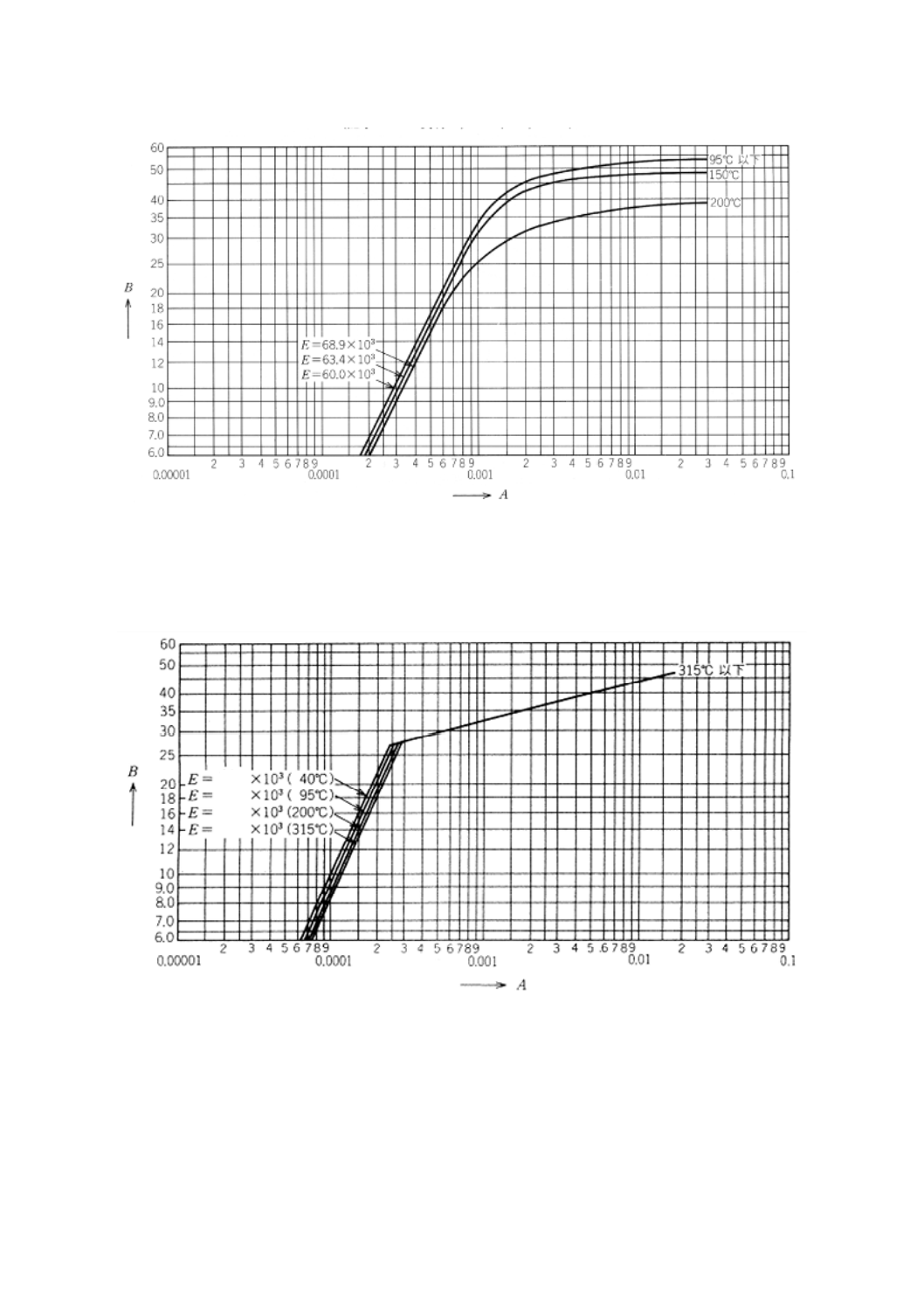
145
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この図は,質別T4,T451において4043,5554,5536及び5556の溶加材を用いて溶接する場合には,すべ
ての母材の厚さに適用し,また,質別T6,T651においては,4043及び5554の溶加材を用いて溶接する場合
には,母材の厚さ10 mmを超えるものに適用する。
(24) アルミニウム及びアルミニウム合金(記号A6061の質別T4,T451,T6,T651)
(25) ニッケル
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
207
204
197
189
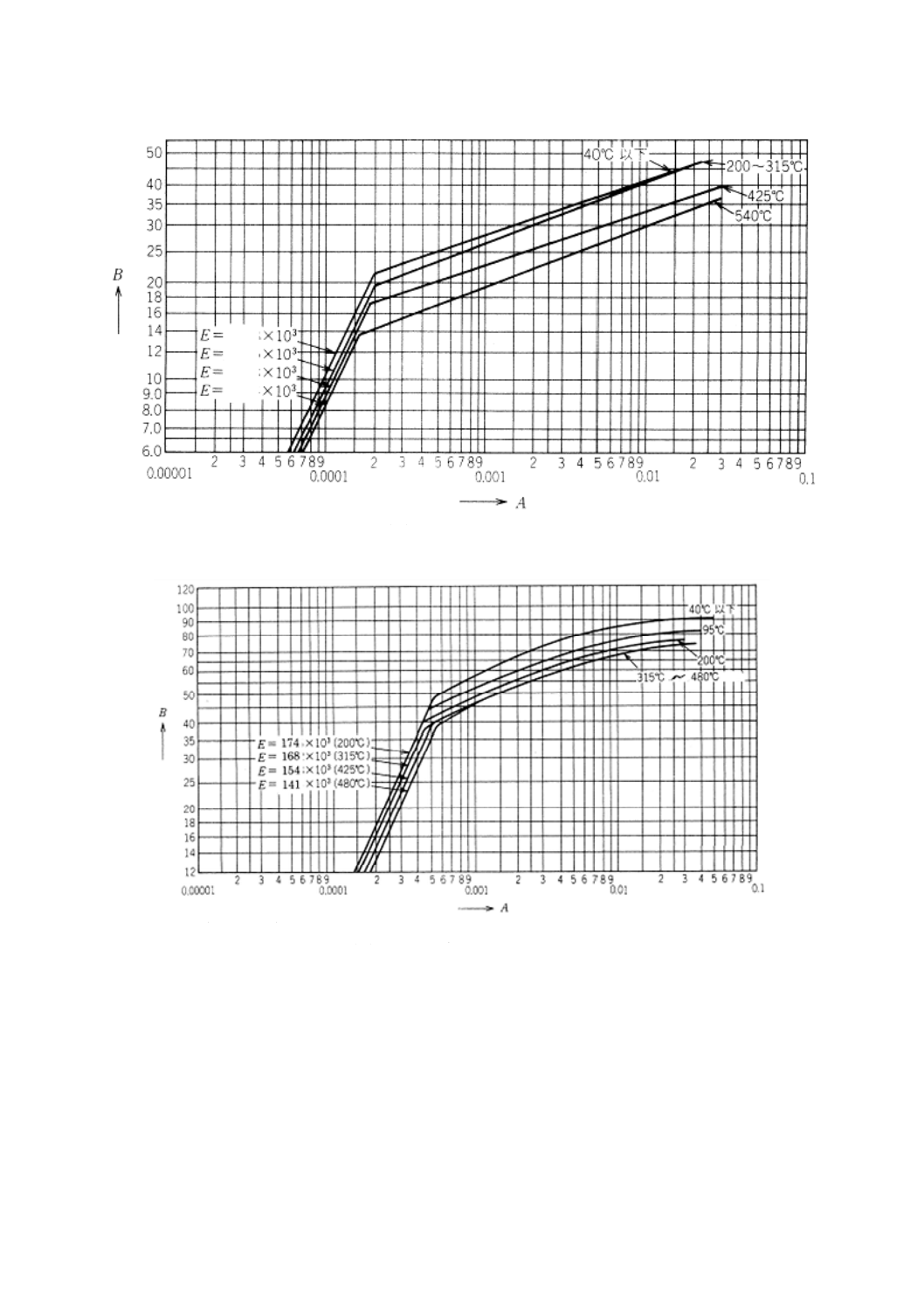
146
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(26) 低炭素−ニッケル
備考 この図を適用する場合は,機械的性質の0.2 %耐力が196 N/mm2以上であることを確認しなければならない。
(28) ニッケル銅合金(焼なまし)
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
207
197
181
172
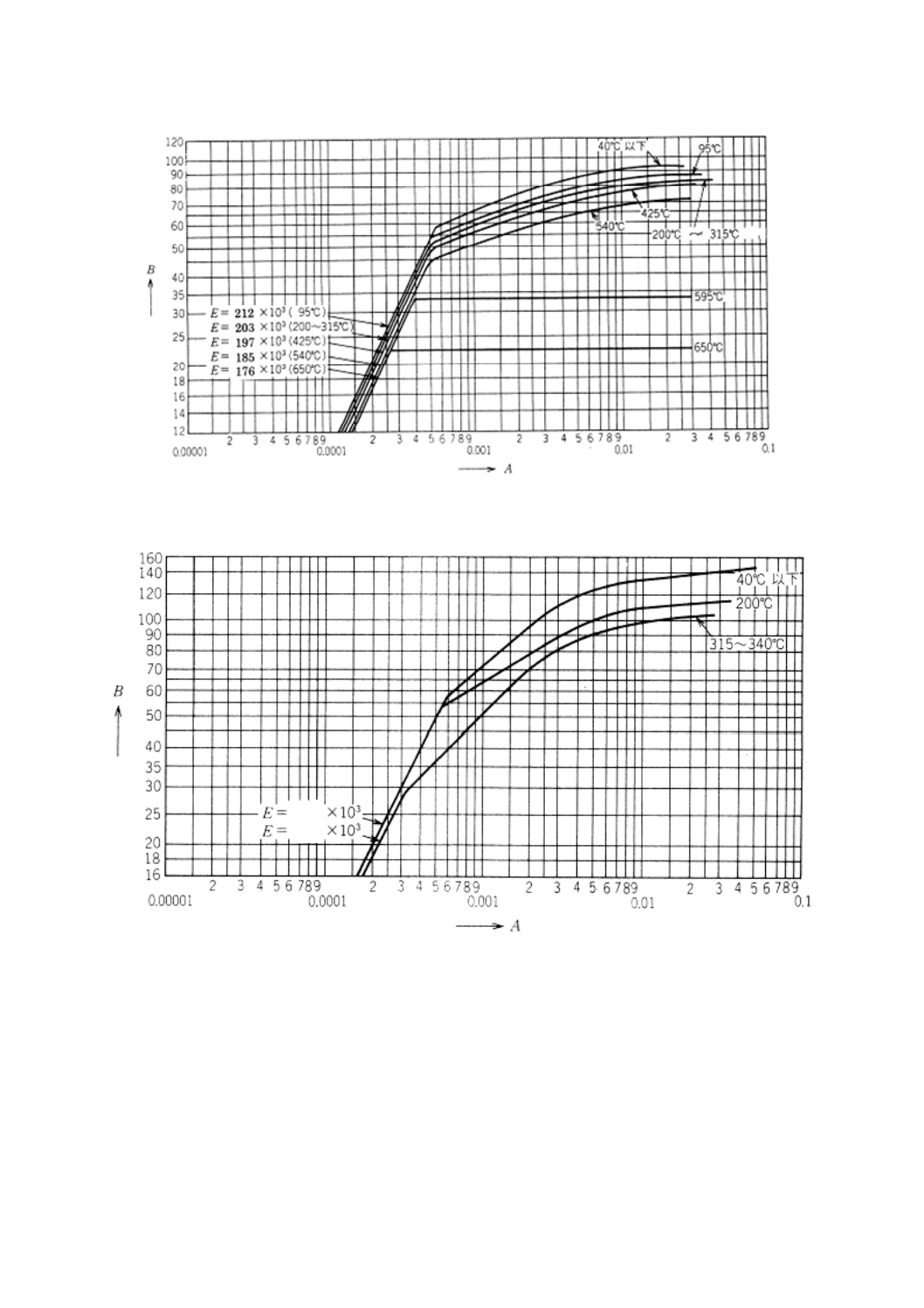
147
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(29) ニッケルクロム鉄合金(NCF600)
(30) ニッケルモリブデン合金B種
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
203
190
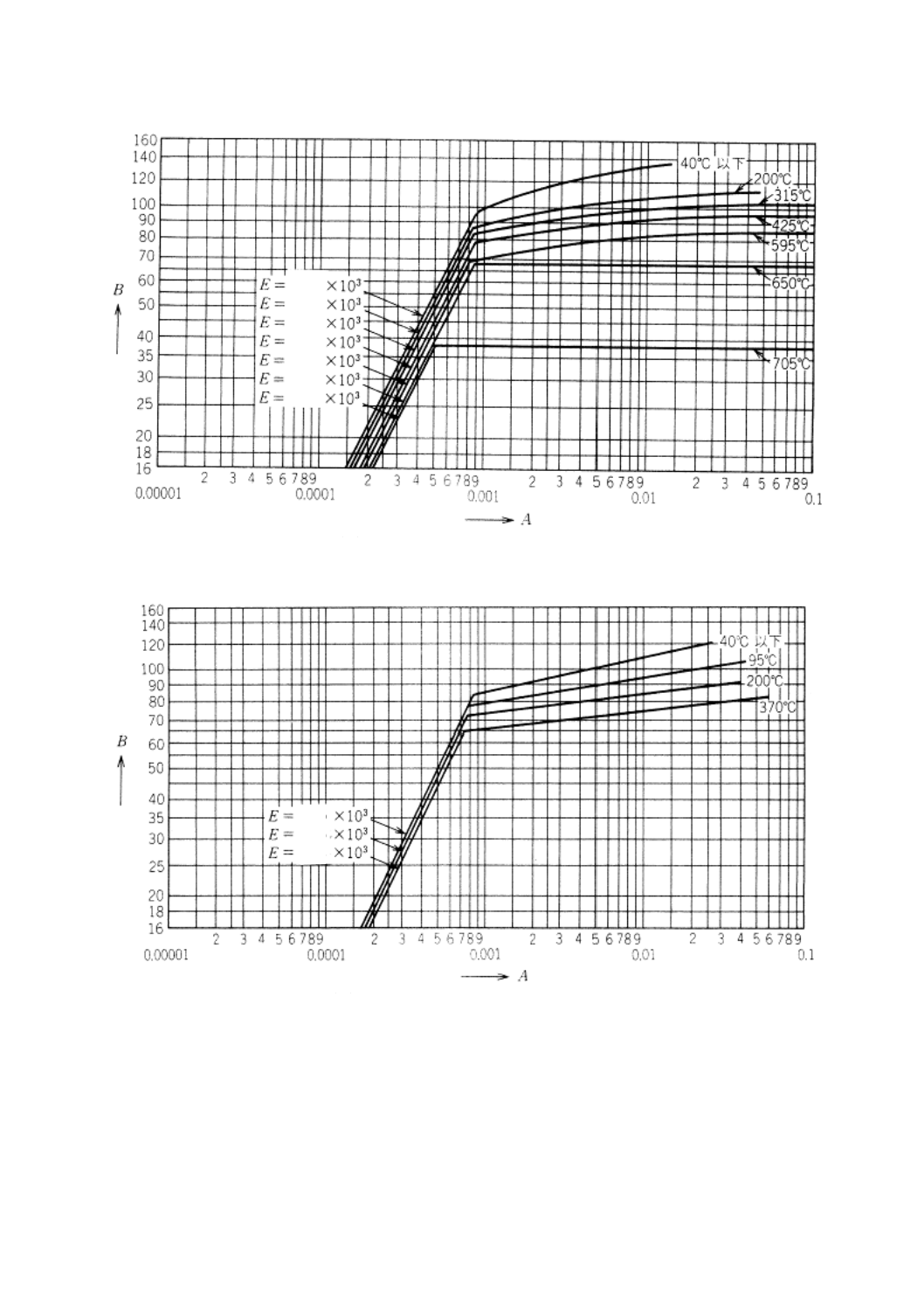
148
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(31) ニッケルモリブデンクロム鉄合金
(32) ニッケル鉄クロムモリブデン銅合金
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
221
203
199
179
172
161
157
195
185
174
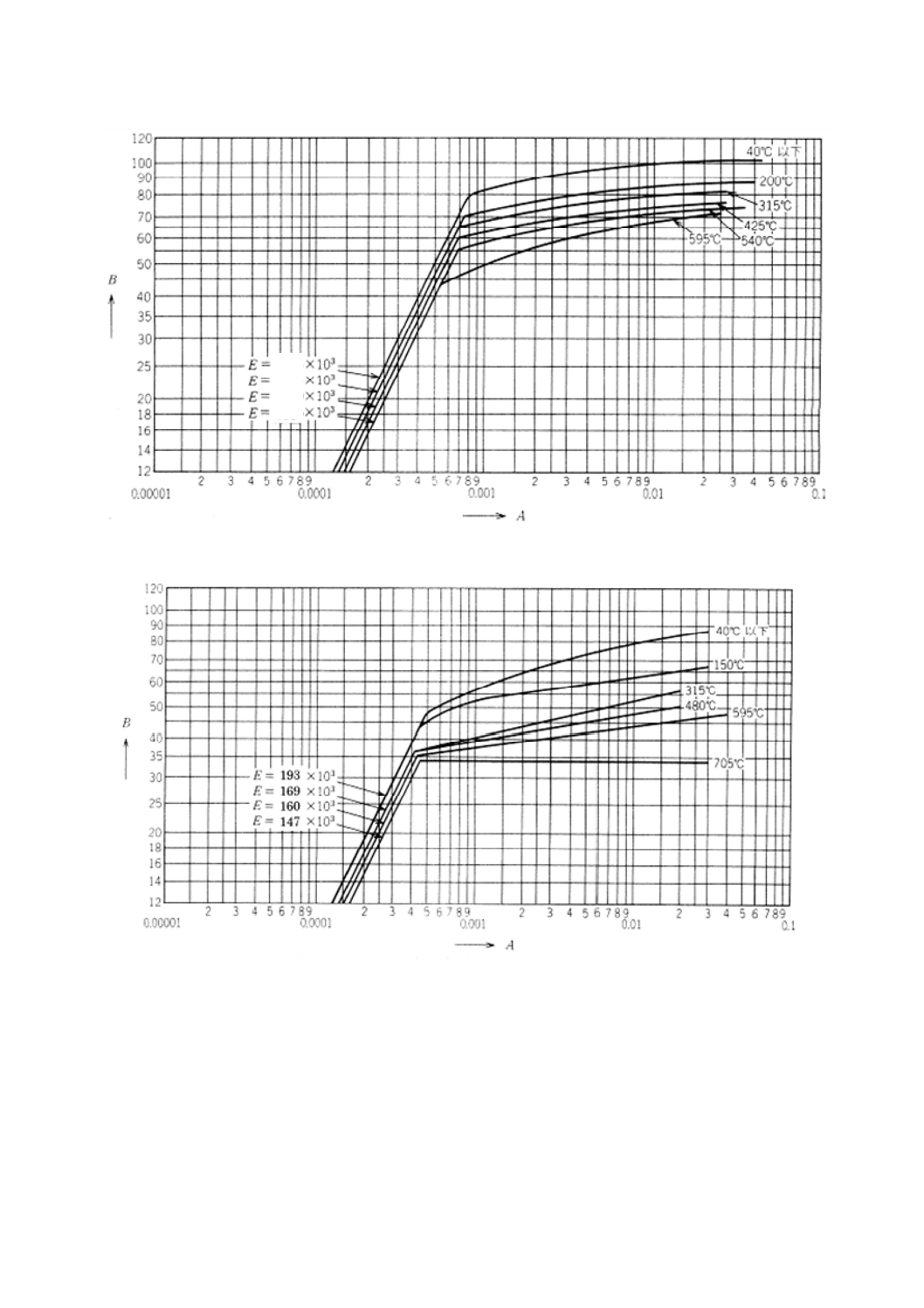
149
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(33) ニッケルクロム鉄合金(NCF800)(焼なまし)
(34) ニッケルクロム鉄合金(NCF800H)(固溶化熱処理)
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
197
183
171
159
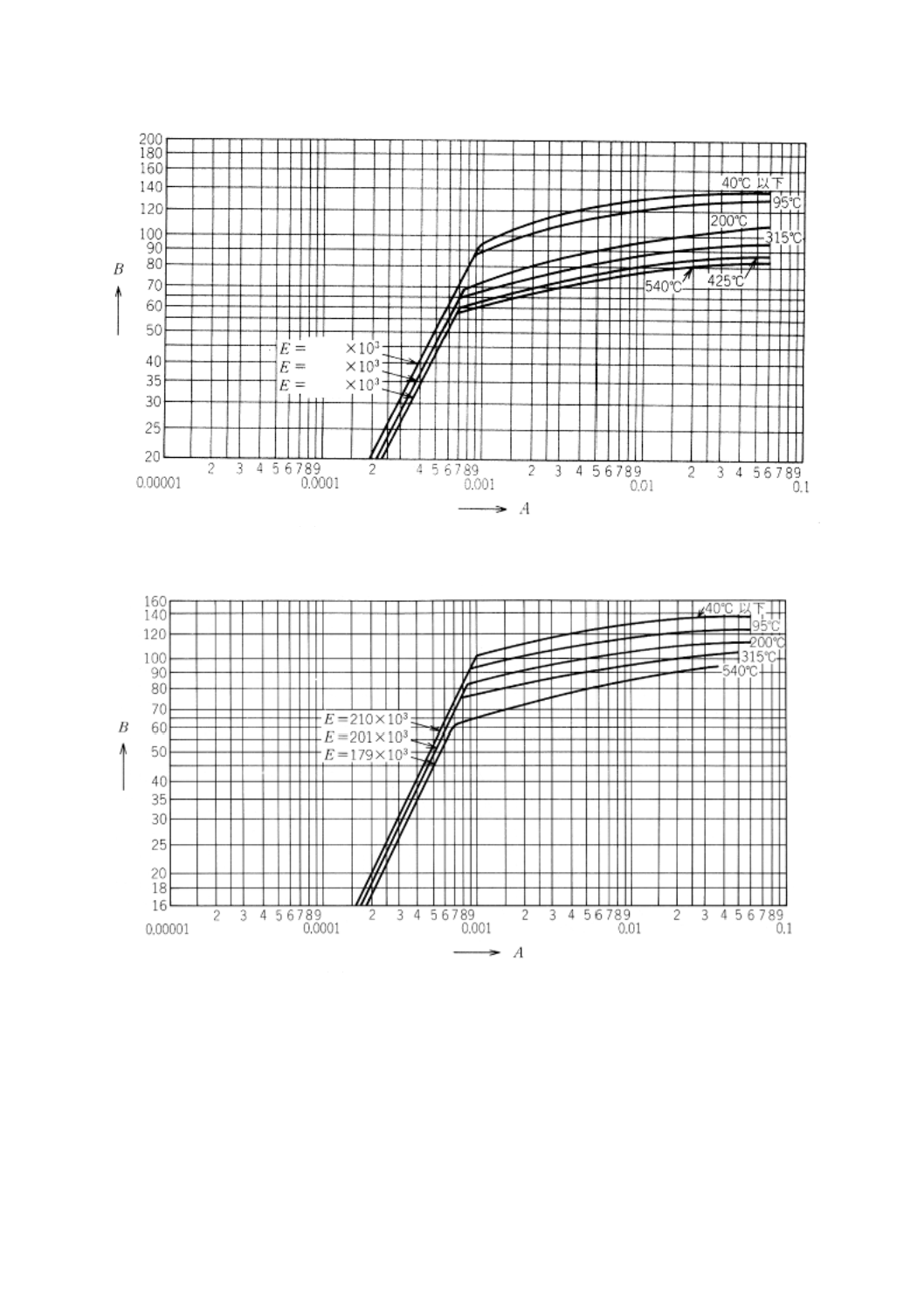
150
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(35) 低炭素ニッケルモリブデンクロム合金C−276
(37) ニッケルクロムモリブデン合金C−4
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
206
188
175
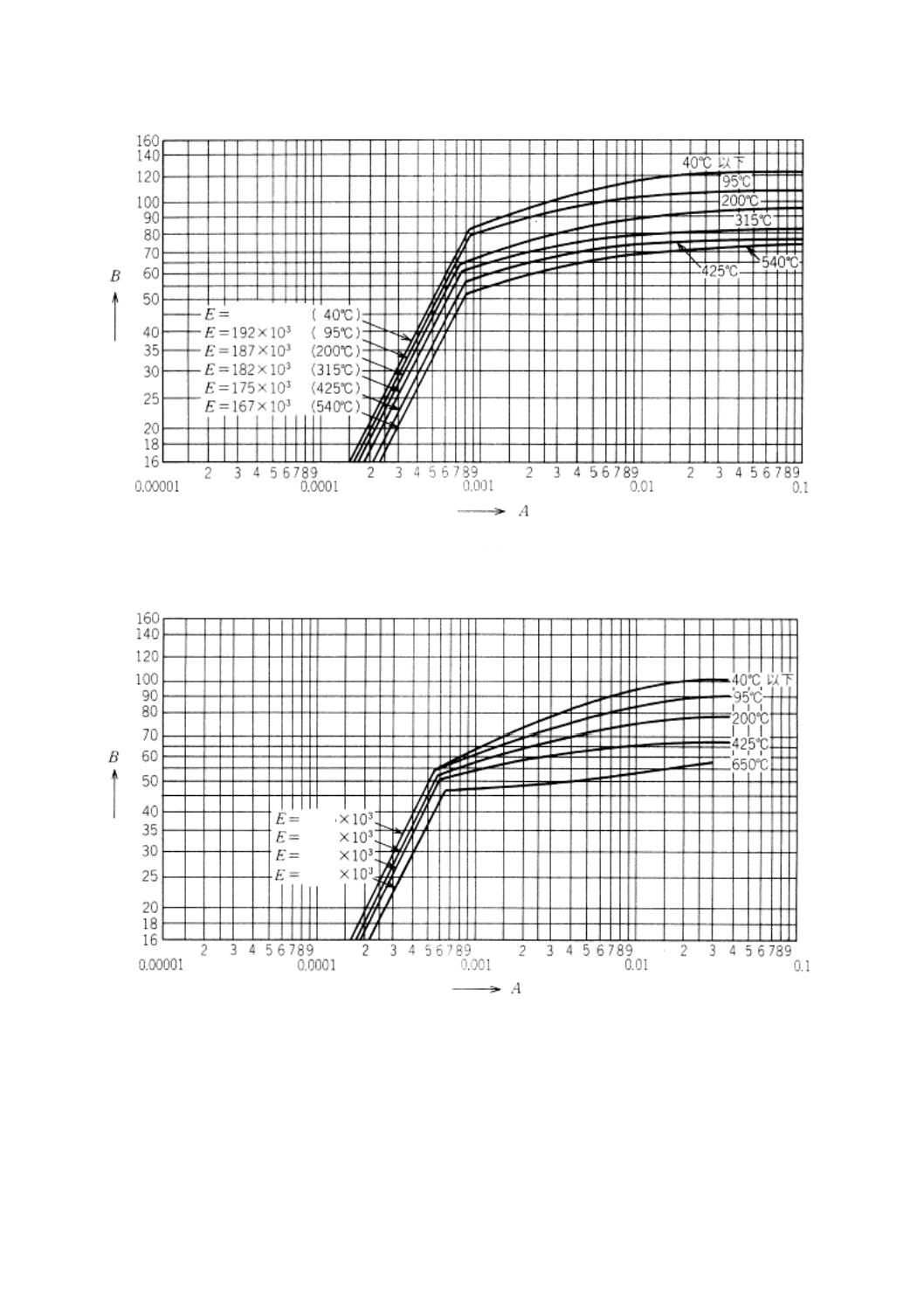
151
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この規格による圧力容器の外圧の設計においては,この図の540 ℃の材料曲線を使用してはならない。
(38) ニッケルモリブデン合金X
(39) ニッケル鉄クロムシリコン合金330
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
197×103
197
183
172
149
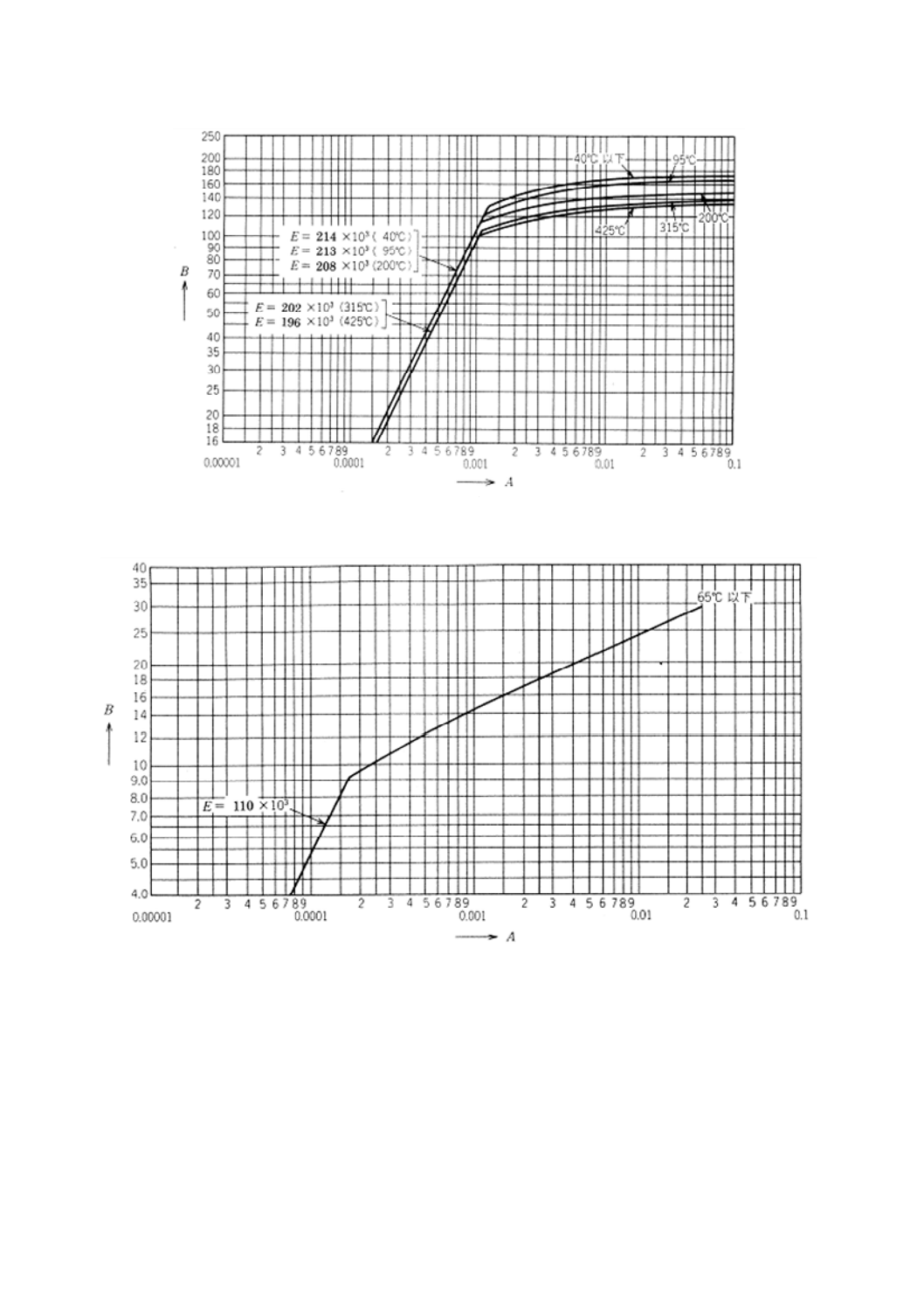
152
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(40) ニッケルモリブデン合金B−2
(44) りん脱酸銅(焼なまし)
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
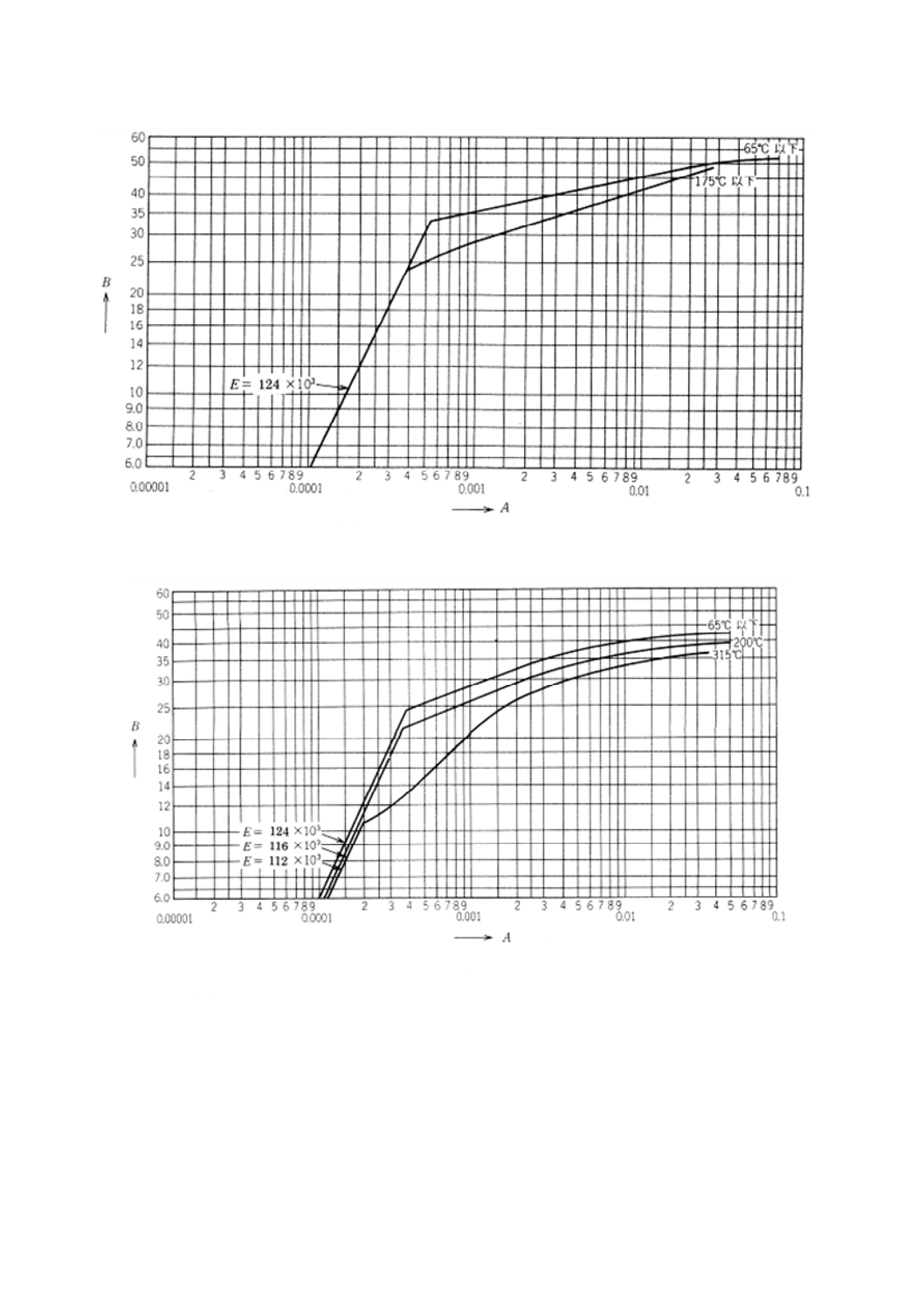
153
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(45) ネーバル・復水器用黄銅及び丹銅
備考 銅継目無管(種類C1020,C1021,C1220の質別H)においてこの図を適用する場合には,機械的性質の0.5 %
耐力が,205 N/mm2以上であることを確認しなければならない。
(46) 銅及び銅合金継目無管(白銅90−10)(種類C1020,C1021,C1220の質別H)
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
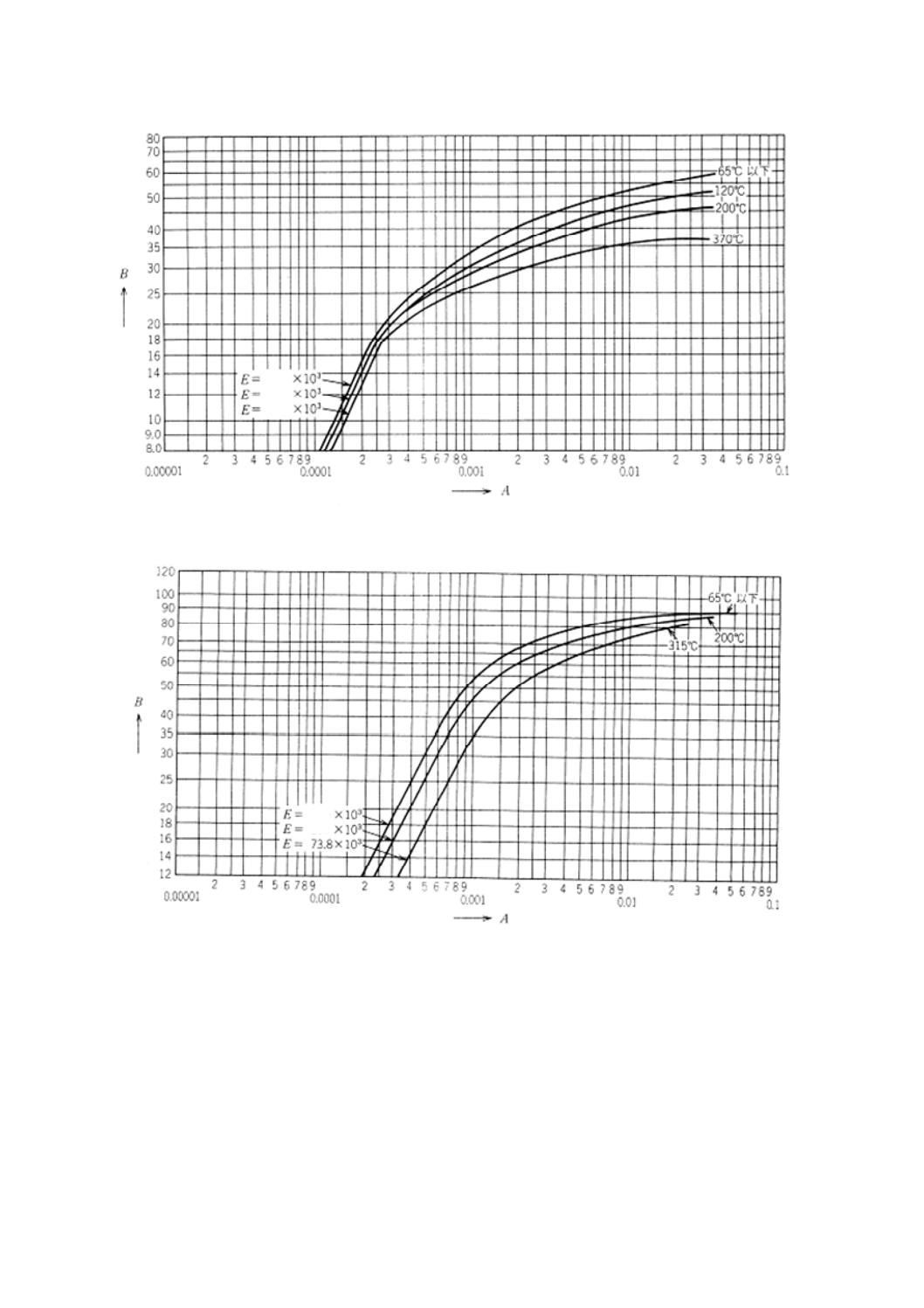
154
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(47) 銅及び銅合金継目無管(白銅70−30)
(49) アルミニウム青銅
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
152
145
136
124
107
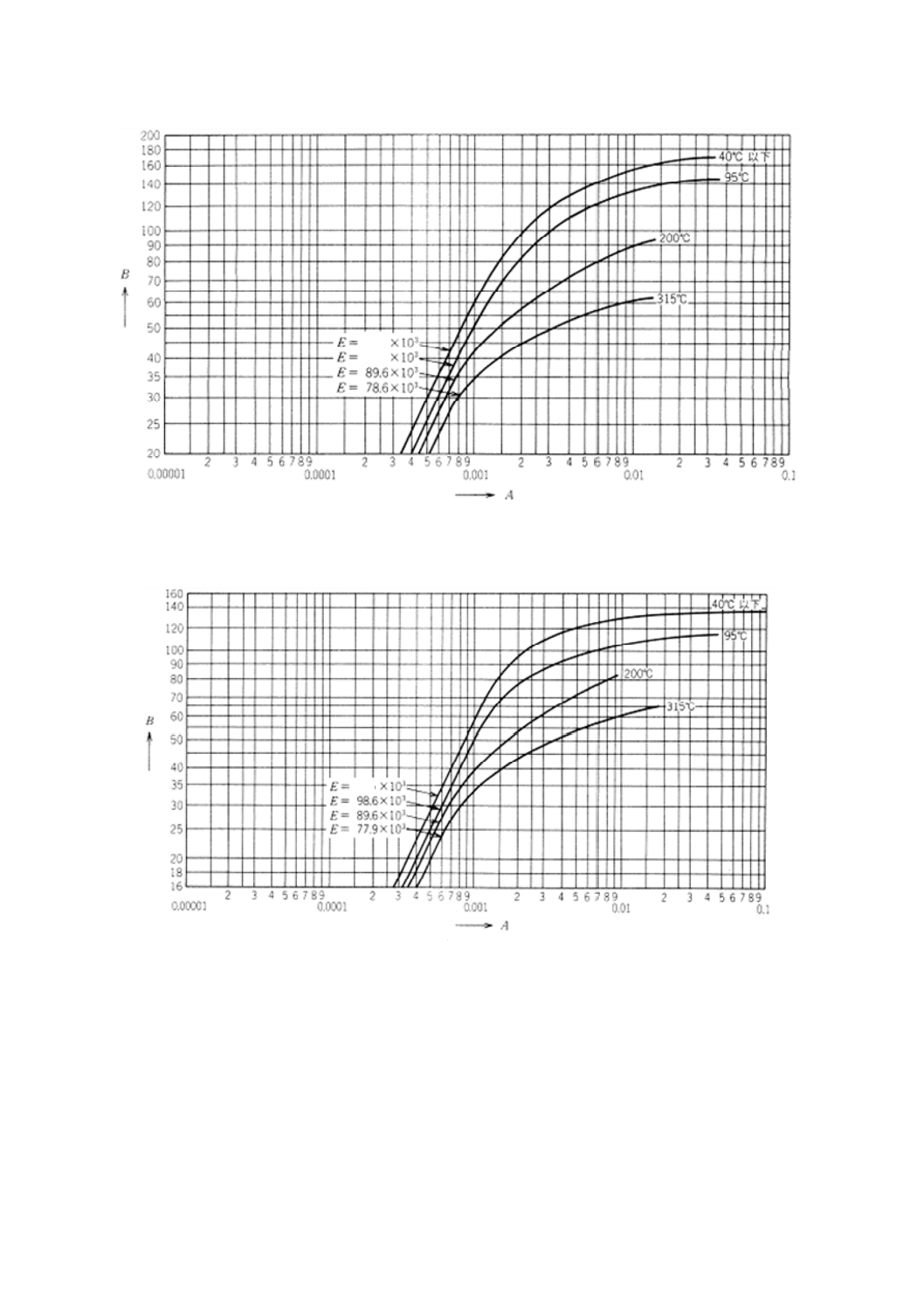
155
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この図を適用する場合には,機械的性質の0.2 %耐力が345 N/mm2以上であることを確認しなければならない。
(50) チタン3種,チタンパラジウム合金13種
備考 この図を適用する場合には,機械的性質の0.2 %耐力が275 N/mm2以上であることを確認しなければならない。
(51) チタン2種,チタンパラジウム合金12種,18種
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
117
101
115
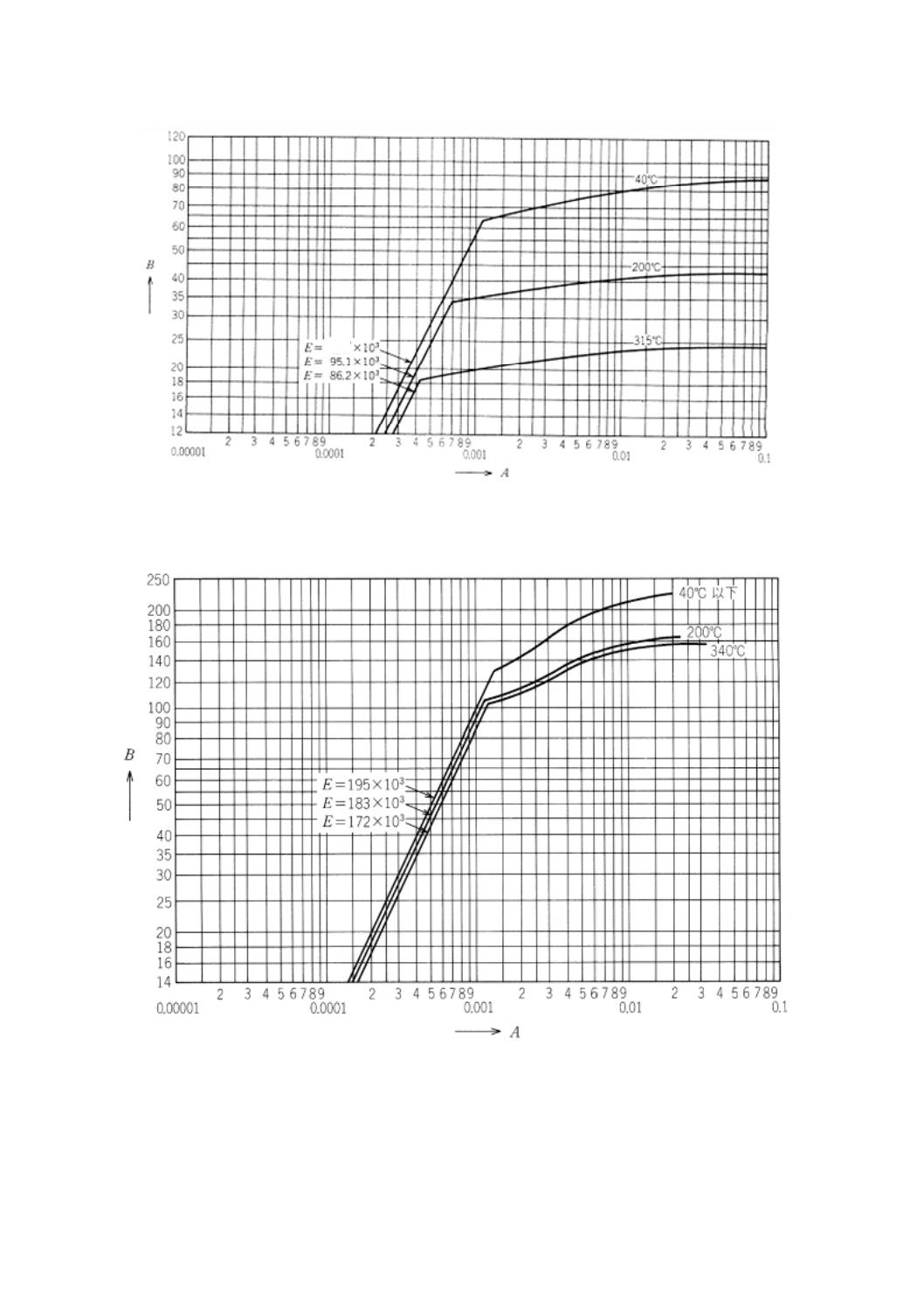
156
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この図を適用する場合には,機械的性質の0.2 %耐力が175 N/mm2以上であることを確認しなければならない。
(52) チタン1種
(55) クロムニッケルモリブデン合金S31500
附属書1付図2 外圧を受ける円筒胴及び球形胴の計算に用いる材料曲線†(続き)
107
157
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定)圧力容器の穴補強
1. 適用範囲 この附属書は,圧力容器の胴板及び鏡板に穴を設ける場合の穴補強について規定する。
3.に規定する設計法(2)は,2.に規定する設計法(1)の代用としてもよい。
2. 穴補強−設計法(1)
2.1
記号の意味 設計法(1)に用いる記号の意味は,次による。
A:強め材の最小断面積 (mm2)
D:円筒胴,球形胴又は成形鏡板の当該断面の内径 (mm)
R:円筒胴,球形胴又は成形鏡板の当該断面の内半径 (mm)
Rm:考える断面の平均半径 = R+0.5t (mm)
d:考える断面における穴の内径 (mm)
r:穴の半径 (mm)
又はノズルの内半径 (mm)
rm:ノズルの平均半径 = r+0.5tn (mm)
又はr+0.5tn' (mm)
r2:ノズルと圧力容器壁の接続点の半径 (mm)
K:断面変化部にr2をつけたものに対しては0.73r2,すみ肉溶接で形成したものに対しては二つの脚長
のうちの小さいほうの寸法 (mm)
L:ノズルのtnの厚さ部の長さ+厚さの変化部の長さ (mm)
h:ノズルのtnの厚さ部の長さ (mm)
L':ノズルに沿って測った傾斜部の長さ (mm)
F:穴補強の計算に用いる修正係数で,考える断面が円筒胴の長手軸となす角度によって附属書2図1
の値を用いる。当該断面が鏡板の球部にある場合及び補強板形式のノズルの場合には1.0とする。
t:圧力容器壁の厚さ (mm)
tr:穴がない場合において必要とされる胴又は鏡板の計算厚さ (mm)
tn:ノズルネックの厚さ (mm)
tp:接続管の厚さ (mm)
tn':tp+0.667x (mm)
te:付加された強め材の厚さ (mm)
x:ノズルネックの傾斜面の幅 (mm)
θ:垂直線と傾斜面との間の角度(45°以下とする。)(度)
W:付加された強め材の幅 (mm)
2.2
穴の形状及び寸法 穴の形状及び寸法は,次の条件を満足しなければならない。
a) 穴の長径と短径との比が1.5倍以下とする。
b) d/D≦0.5とする。
c) 隣り合ったノズルの中心線間を胴又は鏡板の内面に沿って測った弧の長さが円筒胴の軸方向又は鏡板
のそれぞれの穴の内半径の和の3倍,円筒胴の周方向ではそれぞれの内半径の和の2倍以上とする。
ただし,2個のノズルが軸方向にも周方向にも並んでいない場合には,(
)(
)2
2
/3
2
L
c
l
/
l
+
がそれぞれの
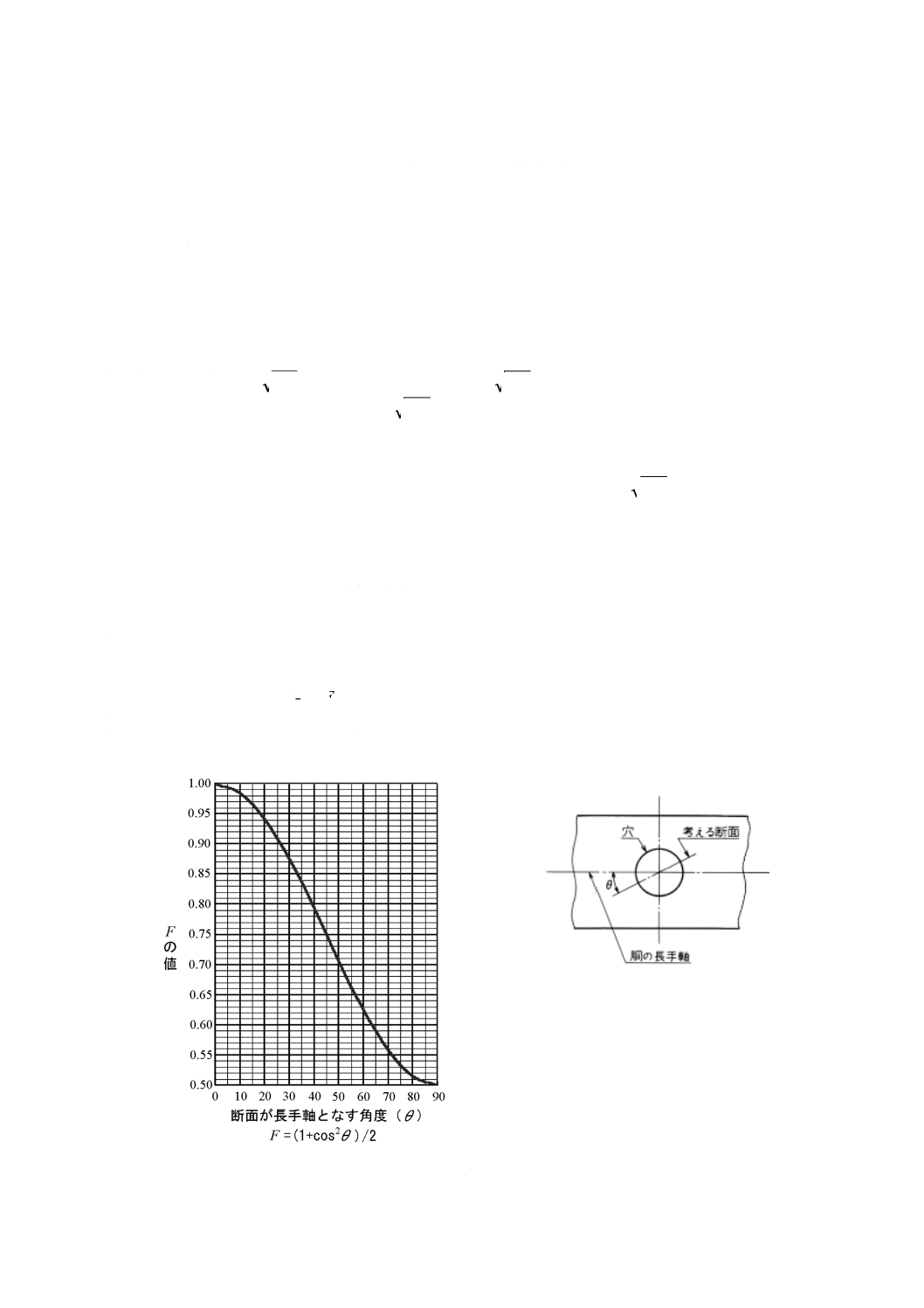
158
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
内半径の和以上とする。
ここに, lc: 周方向の中心間距離 (mm)
lL: 軸方向の中心間距離 (mm)
d) 補強は穴の中心を通り,容器面に垂直なすべての平面において2.による強め材の面積の規定を満足し
なければならない。
このa)〜d)の条件を満足しない穴,又は他の形状の穴は,附属書8による応力解析法及び疲労解析
法を用いて設計してもよい。
2.3
補強を要しない穴 容器に設ける穴で,次の規定のすべてを満足する円形の穴は,補強を必要とし
ない。
a) 単一の穴の径が0.2
t
Rm以下のもの,又は任意の2.5
t
Rmの円内に二つ以上の穴がある場合には,こ
れらの補強されない穴の径の和が0.25
t
Rmを超えてはならない。
b) 補強されない穴が二つ以上ある場合には,その中心間の距離が圧力容器壁内面に沿って,それぞれの
穴の径の和の1.5倍以上でなければならない。
c) 補強されない穴の中心が局部的な応力場の最近接端から少なくとも2.5
t
Rm以上離れていなければ
ならない。
備考 局部的な応力場とは,一次局部膜応力が1.1Smを超えている胴又は鏡板の範囲をいう。ただし,
補強されない穴によって生じる一次局部膜応力の範囲は,局部的な応力場から除く。
ここに,Sm:設計応力強さ (N/mm2)
2.4
胴及び鏡板の穴の補強に必要な面積 胴及び鏡板の穴に必要な強め材の最小断面積は,次による。
a) 内圧を受ける胴及び成形鏡板 穴の中心を含み,かつ,板の面に垂直な断面について強め材の最小断
面積は,次による。
A = dtrF
b) 外圧を受ける胴及び成形鏡板 a)によって算定した最小断面積の50 %とする。ただし,この場合tr
は,外圧を受ける胴又は鏡板の計算厚さとする。
附属書2図 1 Fの値†
159
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.5
平鏡板の穴の補強に必要な面積 平鏡板の径の1/2を超えない直径の穴をもつ平鏡板の強め材の最
小断面積は,次による。
A = 0.5dtr
2.6
補強の条件 有効とみなされる補強及び強め材は,次の規定を満足しなければならない。
a) 強め材は考えている断面において,穴の中心線の両側にそれぞれ最小断面積Aの1/2以上なければな
らない。
b) 一つの穴の強め材に用いる材料は,他の穴の強め材に使用してはならない。
c) 部分溶込み溶接によって取り付けられたノズルのように圧力容器壁に完全に連続していない材料は,
強め材として計算しない。
2.7
強め材として算入できる補強の有効範囲 補強の有効範囲は,次による。
a) 圧力容器壁に沿った有効範囲 圧力容器の厚さの中心面に沿って測った補強の有効範囲は,次の二つ
の条件を満たさなければならない。
1) 必要な補強の100 %が,穴の中心軸のそれぞれの側に対して,次のいずれか大きいほうの距離以内
に入っていなければならない。
1.1) 穴の直径 (mm)
1.2) 穴の半径,圧力容器壁の厚さ及びノズルネックの厚さの合計 (mm)
2) 必要な補強の2/3が穴の中心軸のそれぞれの側に対して,次のうち大きいほうの距離以内に入って
いなければならない。
2.1) r+0.5
t
Rm (mm)
2.2) 穴の半径,圧力容器壁の厚さ及びノズルネックの厚さの合計 (mm)
b) 圧力容器壁に垂直方向の有効範囲 圧力容器壁に垂直な方向に測った補強の有効範囲は,次による。
1) 附属書2図2のa)及びb)に対しては,次のうちのいずれか大きいほう。
1.1) h<2.5tn+Kの場合
0.5
n
mt
r
+K 又は 1.73x+2.5tp+K (mm)
ただし,この有効範囲は2.5t 又は L+2.5tpのいずれかを超えてはならない。
1.2) h≧2.5tn+Kの場合
0.5
n
mt
r
+K 又は 2.5tn (mm)
ただし,この有効範囲は2.5tを超えてはならない。
2) 附属書2図2のc)に対しては,
2.1) 45°≧θ≧30°に対しては,次のうちのいずれか大きいほう
0.5
′
nt
rm
又は L'+2.5tp (mm)
ただし,この有効範囲は2.5tを超えてはならない。
2.2) θ<30°に対しては,次のうちのいずれか大きいほう
0.5
′
nt
rm
又は 1.73x+2.5tp (mm)
ただし,この有効範囲は2.5tを超えてはならない。
3) 附属書2図2のd)に対しては,次のうちのいずれか大きいほう
160
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
0.5
n
mt
r
+te+K 又は 2.5tn+te+K (mm)
ただし,この有効範囲は2.5tを超えてはならない。
また,teが1.5t又は1.73Wを超える場合には,1.5t又は1.73Wを超える部分を強め材として算入
してはならない。
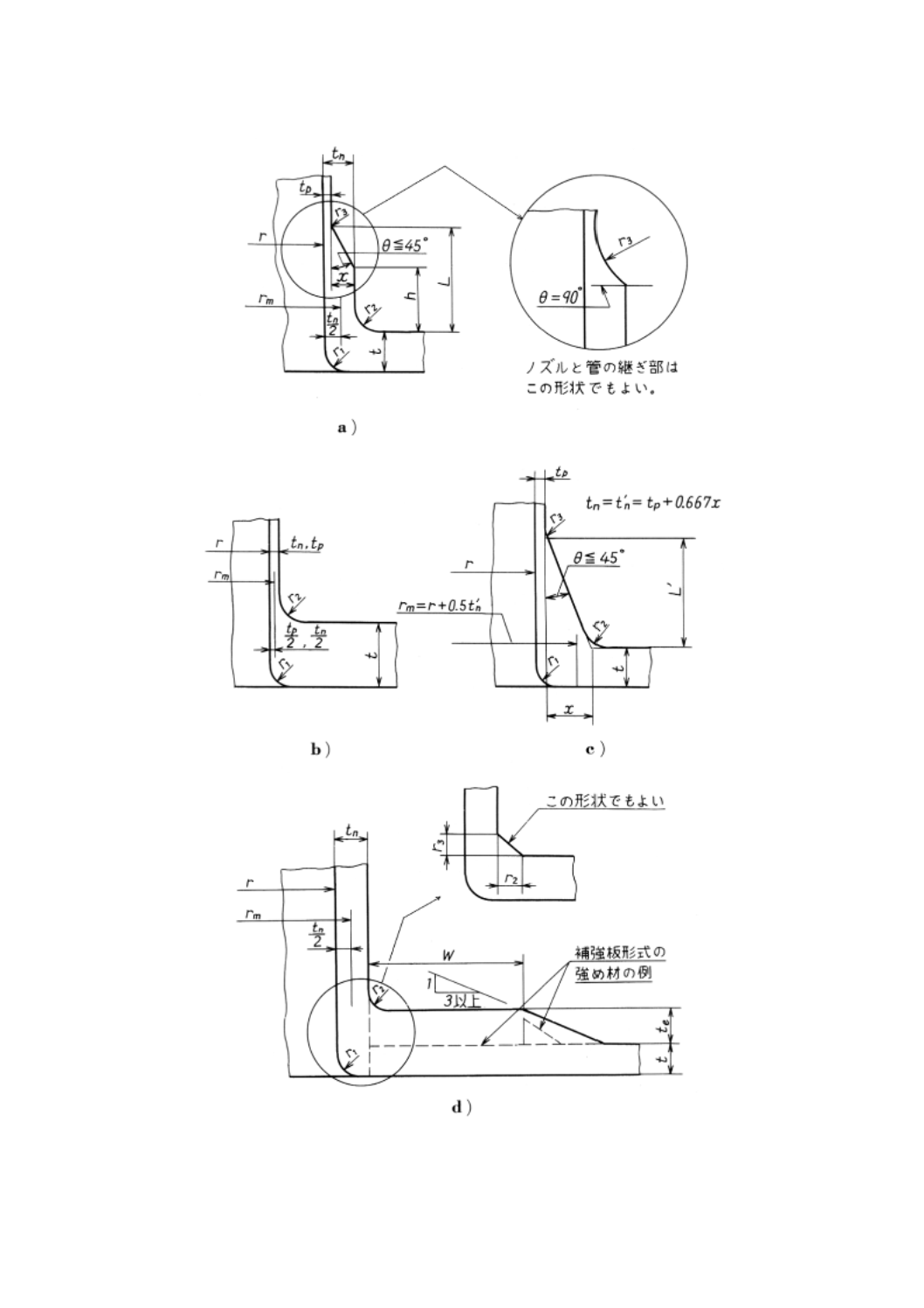
161
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図 2 ノズルの記号及び寸法†
162
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.8
胴板又は鏡板の厚さ及びノズルネックの厚さのうち強め材として算入できる部分の面積 補強に有
効な部材は,次による。ただし,二つ以上の穴に共通して適用してはならない。
a) 胴板又は鏡板の厚さから最小厚さを差し引いた部分。
b) ノズルネックの厚さから最小厚さを差し引いた部分,ただし,圧力容器とノズルが一体形又は完全溶
込み溶接によって取り付けられた場合に限る。
c) 圧力容器壁に完全に連続している溶着金属。
d) ノズルネックと別途付加された強め材とを接合している完全溶込み溶着金属。
e) 周囲は連続溶接されているが圧力容器壁には連続していない当板のような部材は,2.10の規定を満足
する場合に限り,強め材として計算してもよい。
f)
b),c)及びd)に従って補強として考える金属は,次の制限を満足しなければならない。
|(αR−αV)∆ T|≦0.000 8
ここに,
αR: 設計温度における強め材の平均線膨張係数 (1/℃)
αV: 設計温度における圧力容器材料の平均線膨張係数 (1/℃)
∆ T: 20 ℃から使用温度までの温度差又は最低使用温度と最高使
用温度との温度差のいずれか大きいほう。
この制限を超える設計に対しては,ノズルの補強範囲内にあるものであっても補強として扱っては
ならない。また,ノズル,胴又は別途付加された補強板とをつなぐすみ肉溶着金属部も,補強として
扱ってはならない。他の強め材に対しては,上記a)〜e)の規定を適用する。
備考 f)の制限を超える設計に対しては,附属書8による疲労解析を必要とする。
2.9
強め材の強度 強め材の強度は,次による。
a) 強め材に使用する材料の設計応力強さは,圧力容器材料の設計温度における設計応力強さの80 %よ
り小さいものであってはならない。
b) 圧力容器材料より低い設計応力強さをもつ材料を強め材に用いるとき,補強面積は,ノズル材料と圧
力容器材料との設計応力強さの比に反比例して増さなければならない。
c) ノズル材料又は溶着金属が,圧力容器材料の設計応力強さより高くても,補強面積を減少してはなら
ない。
d) 疲労解析には,当該箇所の材料の強度を用いなければならない。
2.10 補強板によって補強されるノズル 補強板形式のノズルは,次の条件をすべて満足しなければなら
ない。
a) ノズル,補強板及び圧力容器壁の材料は,本体の表9.3のⅠ欄及びⅣ欄に示す材料とする。
b) 材料の規定最小引張強さが550 N/mm2を超えないもの。
c) 材料の各々の伸びが,標点距離50 mmで12 %以上であるもの。
d) 補強板の厚さが,圧力容器壁腐れ後厚さの1.5倍を超えないもの。
e) 本体の6.4.3 c)の疲労解析の規定を満足するもの。
3. 穴補強−設計法(2)
3.1
記号の意味 設計法(2)に用いる記号の意味は,次による。
Ar :強め材の必要最小補強面積 (mm2)
Aa :有効補強面積 (mm2)
D :円筒胴,球形胴又は成形鏡板の考える断面の内径 (mm)
163
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
R :円筒胴,球形胴又は成形鏡板の考える断面の内半径 (mm)
Rm :当該部分の平均半径 = R+0.5t (mm)
d :ノズルの内径 (mm)
r :ノズルの内半径 (mm)
t :胴又は鏡板の厚さ (mm)
tr :胴又は鏡板の計算厚さ (mm)
tn :ノズル補強部の厚さ (mm)
tp :ノズルネックの厚さ (mm)
tr n :ノズルの計算厚さ (mm)
tn' :tp+0.667x (mm)
x :傾斜面の幅 = tn−tp (mm)
r1,r2,r3,r4,r5,θ,θ1は,附属書2図3による。
Lc,Lnは,附属書2図4による。
3.2
適用制限 ノズルは,次の条件を満足しなければならない。
a) ノズルは円形断面で,その軸が胴又は鏡板の軸心と直角に交わるものとする。
b) ノズル及び補強に用いる強め材は,すべての部分にわたって圧力容器に完全溶込み溶接によって取り
付けられなければならない。取付部の構造は,本体の付図2及び付図3による。かつ,ノズル付け根
など形状の不連続部は附属書2図3に従って,丸みを付ける。
c) 穴の端は,他の穴の近接する端から2.5
r
mt
R
以上離れているものとする。
d) ノズル,強め材及びノズルに隣接する容器の材料は,そのσu /σy比が1.5以上とする。ここに,σu
は規定最小引張強さ,σyは規定最小降伏点又は0.2 %耐力とする。
e) 当該部の寸法関係は,次による。
円筒胴のノズル
球形胴又は成形鏡板の球形部分のノズル
D/t
10〜100
10〜100
d/D
0.5以下
0.5以下
d/Dt
−
0.8以下
d/
t
r
Dtn
/
2
1.5以下
−
f)
球形胴及び成形鏡板の場合には,3.3に規定する必要最小補強面積の40 %以上をノズルと胴又は鏡板
の接続部の外面に取り付けなければならない。
3.3
胴及び鏡板の穴の補強に必要な面積 必要最小補強面積は,d/
r
Rt の値に対し,附属書2表1に
よる。
なお,必要最小補強面積は,ノズル軸を含むすべての断面について満足しなければならない。
附属書2表 1 必要最小補強面積 (Ar)
d
r
Rt
/
必要最小補強面積mm2
円筒胴のノズル
球形胴又は成形鏡板の球形部分のノズル
0.2未満
不要(1)
不要(1)
0.20以上
0.40未満
{4.05(d
r
Rt
/
)1/2−1.81}dtr
{5.40(d
r
Rt
/
)1/2−2.41}dtr
0.40以上
0.75dtr
dtrcosφ
φ=sin−1(d / D)
注(1) ただし,すみ部の半径r2(附属書2図3に規定するもの)又はそれに等しい程度のもの
を必要とする。
164
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4
強め材として算入できる補強の有効範囲 3.3に規定する最小補強面積を満たす強め材は,附属書2
図4に示す範囲内になければならない。
3.5
強め材の強度 ノズルネックの材料は,容器壁の材料と同じものが望ましい。もし,設計応力強さ
が容器壁の材料のそれより低い場合には,ノズル材料と容器壁材との設計応力強さの比に反比例して補強
面積を増加する。ノズル材料又は溶着金属が,容器壁の材料よりも高い設計応力強さのものであっても補
強面積を減少させてはならない。疲労解析には,当該箇所の材料の強度を用いなければならない。
3.6
断面変化部の詳細 断面変化部におけるテーパ及び半径の許容例を,附属書2図3に示す。他の形
のもので,3.3の補強面積に対する規定を満足し,かつ,断面変化部が同等かより緩やかなものは使用して
よい(例えば,半径と厚さとの比がもっと大きいもの。)。
3.7
応力指数 3.2〜3.6の条件が満足する場合には,附属書8の4.4.1に示されている応力指数を使用し
てもよい。
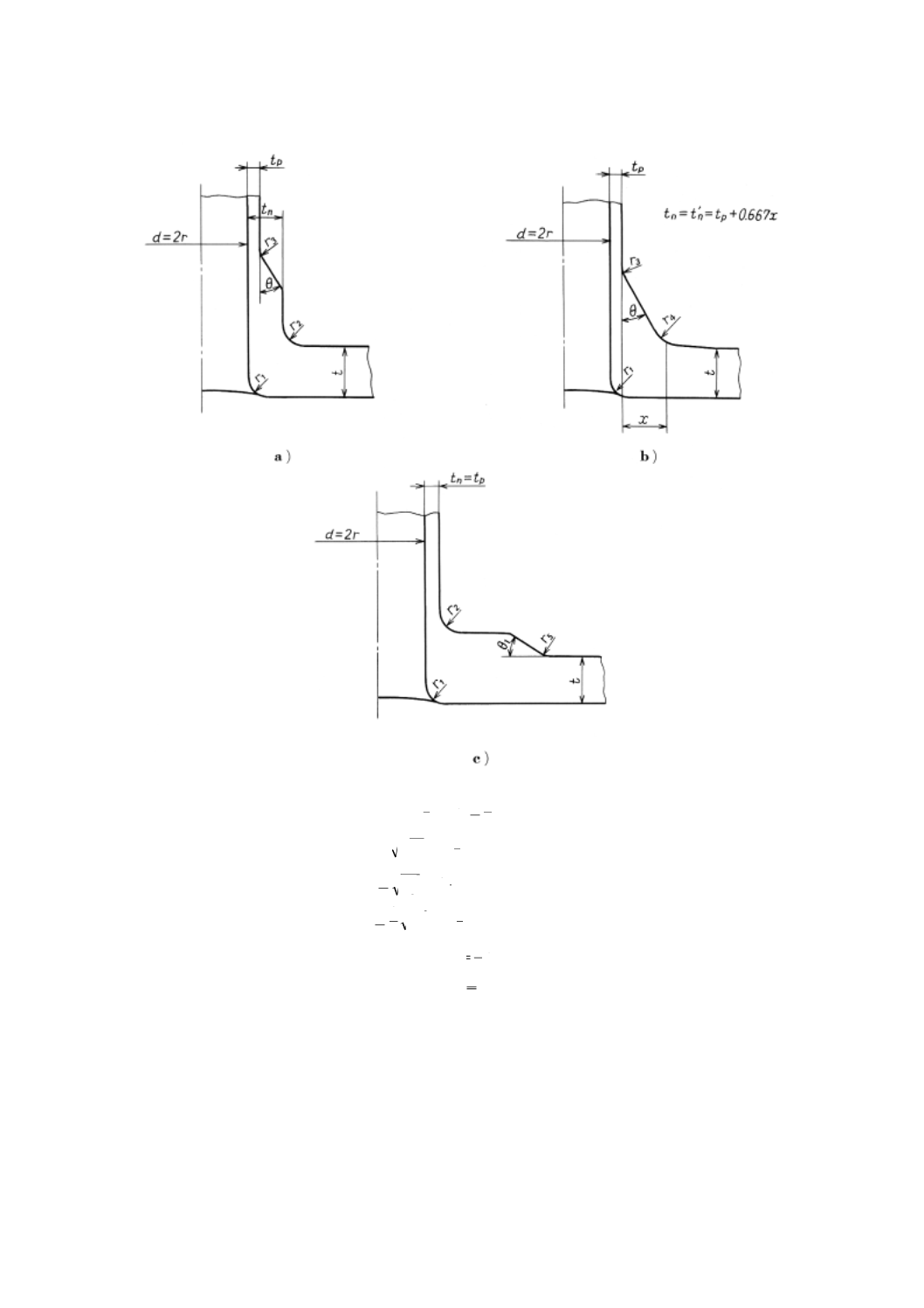
165
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
t
r
t
2
1
8
1
1≦
≦
の大きいほうの値
又は
≧
2
2
2
t
rt
r
n
の大きいほうの値
又は
≧
2
3
n
p
t
rt
r
の大きいほうの値
又は
≧
4
2
1
4
t
rt
r
n
t
r
2
1
5=
°
45
1≦
θ
θ,
附属書2図 3 すみ部の詳細†
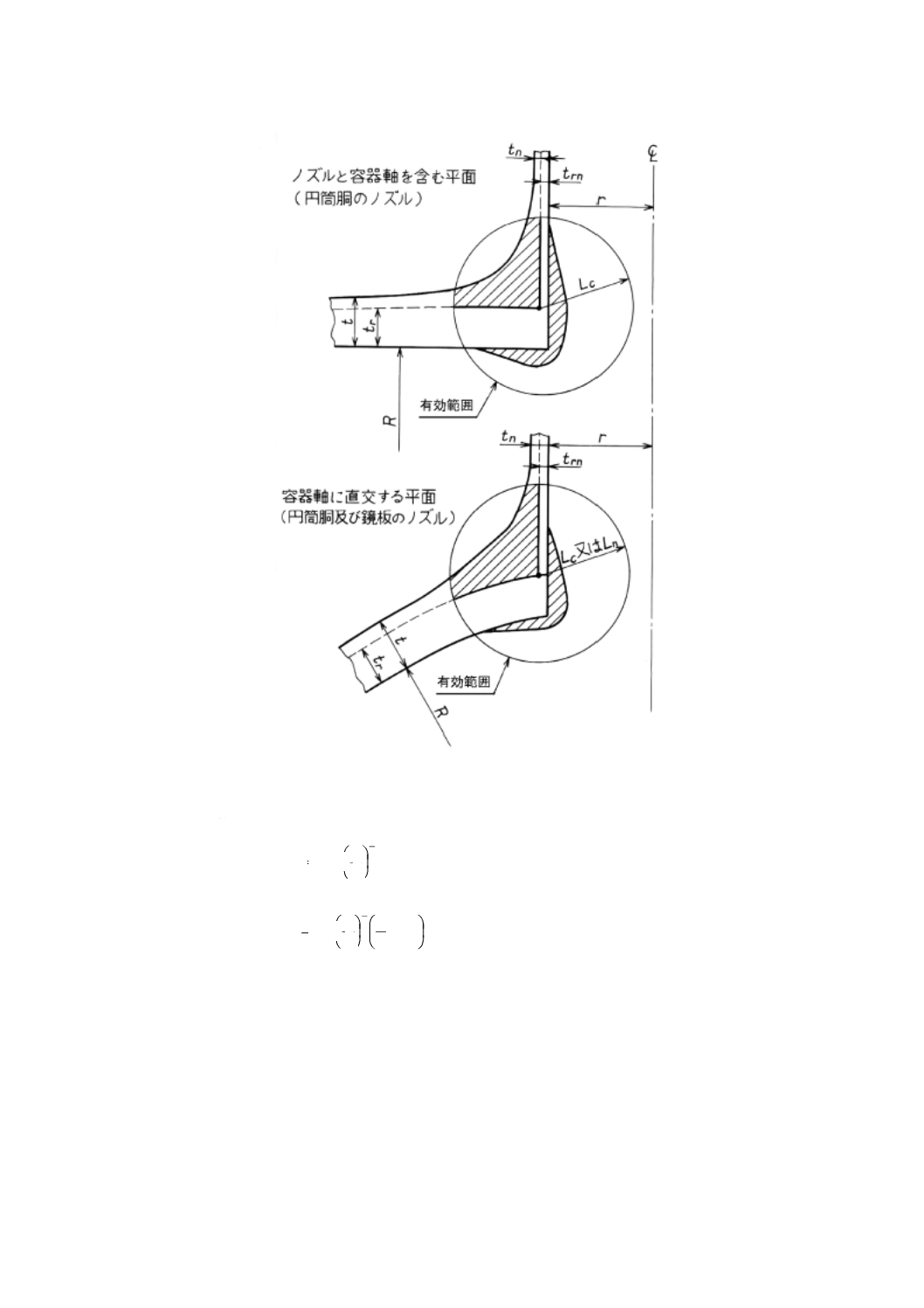
166
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 補強の有効範囲
a) 円筒胴のノズル
R
R
t
L
r
c
3
2
0.945
=
b) 鏡板のノズル
R
R
r
R
t
.
L
r
n
=
0.5
26
1
3
2
+
c) Lc,Lnの中心は,計算厚さがそれぞれtr,tr nの胴及びノズルの外面の交点とする。
d) 有効範囲の境界が一様な板厚の部分を通過する構造では,有効範囲はその板厚を切るLc又はLnとみ
なしてもよい。
2. 補強面積
a) 附属書2図4の斜線の部分の面積を有効補強面積Aaとする。
b) 境界内の金属面積のうち,二つの基本胴の交差によって形成される面積を差し引いた残りのものが必
要面積Arに寄与するものとする。
二つの基本胴とは,内法線半径R,計算厚さtr,内法線半径r及び計算厚さtr nからなるものとする。
c) 有効補強面積Aaは,ノズル軸を含む任意の断面でノズル中心線の各側にAr/2以上なければならない。
附属書2図 4 補強の有効範囲†
167
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(規定)圧力容器のボルト締めフランジ
1. 適用範囲 この附属書は,ボルト締めされるフランジの応力計算法について規定する。
フランジの計算は,4.1〜4.4による。ただし,外圧を受けるフランジ,割フランジ,円形穴をもつ非円
形フランジ及びガスケットを使用しないシール溶接したフランジは,5.〜8.による。
備考1. この附属書に定める計算法は,ガスケット締付時及び使用状態(加圧状態。以下,同じ。)と
いう二つの状態においてフランジに発生する応力を計算し,評価するものとする。この計算
に使われる荷重は,ボルトを締め付けるとき及び内圧又は外圧が加わったときにフランジに
作用する荷重とし,次に示すような荷重は考慮しない。
1) フランジを据え付けるときに働く無理な強制力。
2) 使用中に,接続する配管系から伝えられる外力。
3) 使用中に,フランジ内部に生じる熱応力。
4) 使用中に,フランジとボルトとの間の熱膨張差によって生じる応力。
2. この附属書は,ガスケット締付時及び使用状態のいずれの場合においても,ボルト穴の中心
円の外側でフランジ面どうしが接触する場合には,適用しない。
2. 記号の意味 附属書で用いる記号の意味は,次による。
A:フランジの外径 (mm)。ただし,ボルト穴をフランジの外径まで切り欠いた場合には,切欠き
に内接する円の直径とする。
Ab:実際に使用するボルトの総有効断面積で,次の算式による。
2
4
b
d
nπ
(mm2)
Am:ボルトの所要総有効断面積 (mm2) で,Am1,Am2のうちの大きいほうの値
Am1:使用状態でのボルトの所要総有効断面積 (mm2)
Am2:ガスケット締付時のボルトの所要総有効断面積 (mm2)
B:フランジの内径 (mm)。ただし,ハブの軸方向応力σHの計算式において,Bが20g1より小さい
ときは,Bの代わりにB1を用いてもよい。
B1:B+g0 (mm) (f≧1のときの一体形フランジの場合)
B1:B+g1 (mm) (ルーズ形フランジの場合)
b:ガスケット座の有効幅 (mm) で,次による。
b0≦6.35 mmのときb = b0
b0>6.35 mmのときb = 2.52
0b
b0:ガスケット座の基本幅 (mm) で,附属書3表3による。
C:ボルト穴の中心円の直径 (mm)
c:最小溶接寸法のための基本寸法 (mm) で,tn又はtxの小さいほうの値
Dg:ガスケットの外径 (mm)
d:係数 (mm3) で,一体形フランジの場合には
2
0
0g
h
V
U
,ルーズ形フランジの場合は
2
0
0g
h
V
U
L
db:ボルトのねじ部の谷の径と軸部の径の最小部の小さいほうの径 (mm)
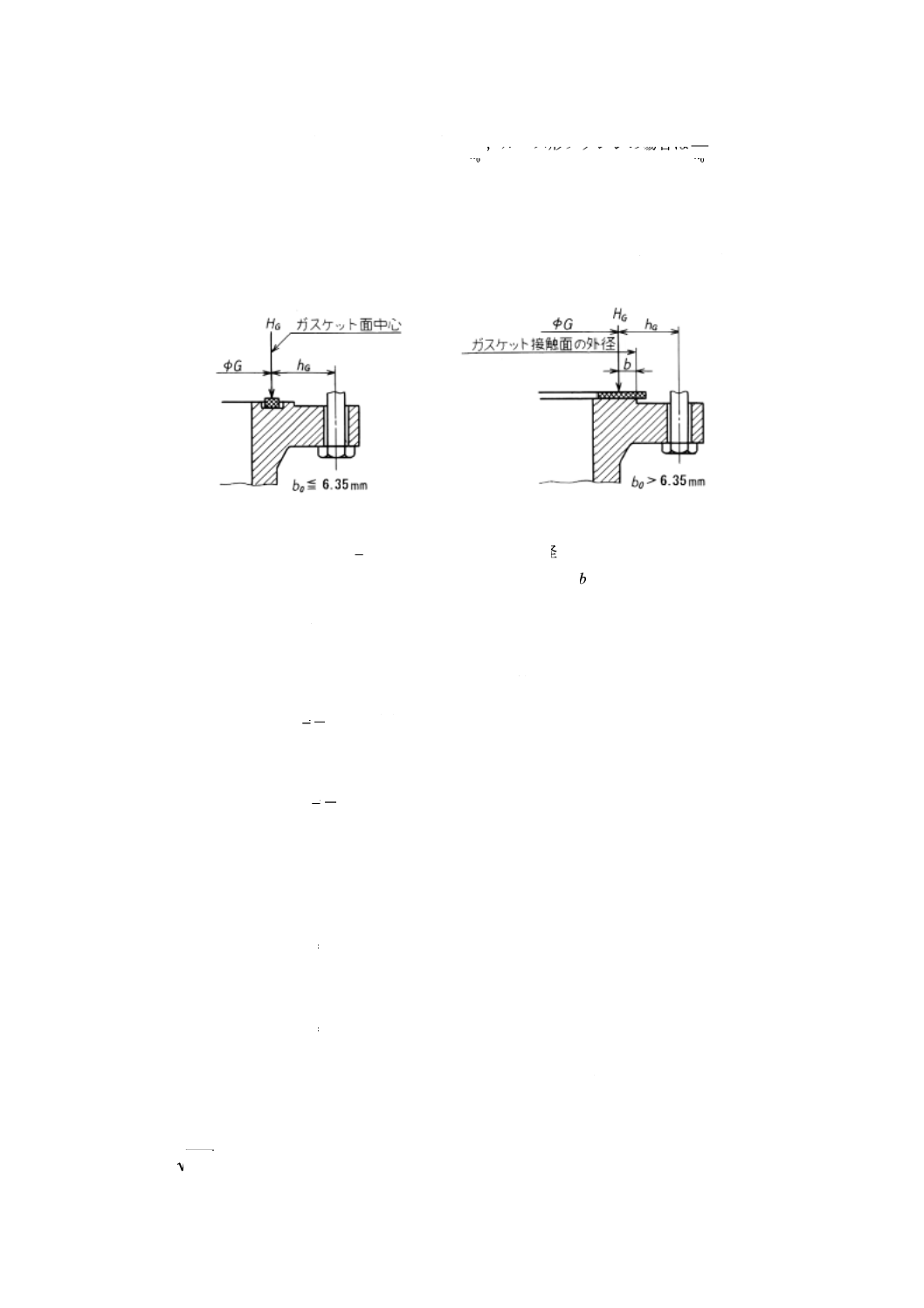
168
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e:係数 (mm-1) で,一体形フランジの場合は
0h
F,ルーズ形フランジの場合は
0h
FL
F:一体形フランジの係数で,附属書3図5又は附属書3表4による。
FL:ルーズ形フランジの係数で,附属書3図6又は附属書3表4による。
f:ハブ応力修正係数で,附属書3図4又は附属書3表4による(f>1の場合,fはハブの厚さg0
の部分の応力と厚さg1の部分の応力との比を表す。f<1のときはf = 1とする。)。
G:ガスケット反力円の直径 (mm)(附属書3図1参照)。
附属書3図 1 ガスケット反力円
b0≦6.35 mmの場合は,G = ガスケット面中心円の直径
b0>6.35 mmの場合は,G =(ガスケット接触面の外径)−2b
ただし,ラップジョイント形フランジは,附属書3図2のa)1)に示す。
g1:フランジ背面のハブの厚さ (mm)
g0:ハブ先端の厚さ (mm)
H:内圧力によってフランジに加わる全荷重で,次の算式による。
P
G
H
2
4
π
=
(N)
HD:内圧力によってフランジの内径面に加わる荷重で,次の算式による。
P
B
HD
2
4
π
=
(N)
HG:ガスケット荷重,すなわち,ボルト荷重と内圧力によってフランジに加わる全荷重との差で,
次の算式による。
H
W
HG
−
=
0
(N)
HP:気密を十分に保つために,ガスケット又は継手接触面に加える圧縮力で,次の算式による。
bGmP
HP
π
2
=
(N)
HT:内圧力によってフランジに加わる全荷重とフランジの内径面に加わる荷重との差で,次の算式
による。
D
H
H
HT
−
=
(N)
h:ハブの長さ (mm) で附属書3図2による。
hD:ボルト穴の中心円からHD作用点までの半径方向の距離 (mm) で,附属書3表1による。
hG:ボルト穴の中心円からHG作用点までの半径方向の距離 (mm) で,附属書3表1による。
hT:ボルト穴の中心円からHT作用点までの半径方向の距離 (mm) で,附属書3表1による。
h0:
0
Bg (mm)
169
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
K:フランジの内外径の比,
B
A
L:係数で,次の算式による。
d
t
T
te
L
3
1+
+
=
M:フランジに作用するモーメント (Nmm)で,次による。
a) 使用状態 M = M0
b) ガスケット締付時 M = Mg
MD:HDhD,内圧力によってフランジの内径面に加わる荷重によるモーメント (Nmm)
MG:HGhG,ガスケット荷重によるモーメント(すなわち,フランジのボルト荷重と内圧力によって
フランジに加わる全荷重との差によるモーメント)(Nmm)
MT:HThT,内圧力によってフランジに加わる全荷重とフランジの内径面に加わる荷重との差による
モーメント (Nmm)
Mg:ガスケット締付時にフランジに作用するモーメント (Nmm)
M0:使用状態でフランジに作用する全モーメント (Nmm)
m:ガスケット係数で,附属書3表2による。
N:ガスケットの接触面の幅 (mm) で,附属書3表3による。
n:ボルトの本数
P:内圧力 (MPa)
Pe:外圧力 (MPa)
R:
1
2
)
(
g
B
C
−
−
,ボルトの中心円からハブとフランジ背面との交点までの半径方向の距離 (mm)
r:隅の丸み (mm) で,0.25g1以上。ただし,4.5 mm以上とする。
T:K ( =
B
A
) の値によって定まる係数で,附属書3図7又は図中の算式による。
t:フランジの厚さ (mm) で,ガスケット座面の高さ及びガスケット溝の深さは含めない。
tn:接続管の厚さ (mm)
tx:一体形フランジとして計算する場合は2g0,ルーズ形フランジとして計算する場合には,内圧
力に対する接続管の計算必要厚さの2倍 (mm)。ただし,6 mm以上とする。
U:K ( =
B
A
) の値によって定まる係数で,附属書3図7又は図中の算式による。
V:一体形フランジの係数で,附属書3図8又は附属書3表4による。
VL:ルーズ形フランジの係数で,附属書3図9又は附属書3表4による。
W0:使用状態でのボルト荷重 (N)
Wg:ガスケット締付時のボルト荷重 (N)
Wm1:使用状態における必要な最小ボルト荷重 (N)
Wm2:ガスケット締付けに必要な最小ボルト荷重 (N)
Y:K ( =
B
A
) の値によって定まる係数で,附属書3図7又は図中の算式による。
y:ガスケットの最小設計締付圧力 (N/mm2)で,附属書3表2による。
Z:K ( =
B
A
) の値によって定まる係数で,附属書3図7又は図中の算式による。
σH:ハブの軸方向応力 (N/mm2)
σR:フランジの径方向応力 (N/mm2)
σT:フランジの周方向応力 (N/mm2)
σa:常温におけるボルト材料の許容引張応力[本体6.2.1 a)4)による。](N/mm2)
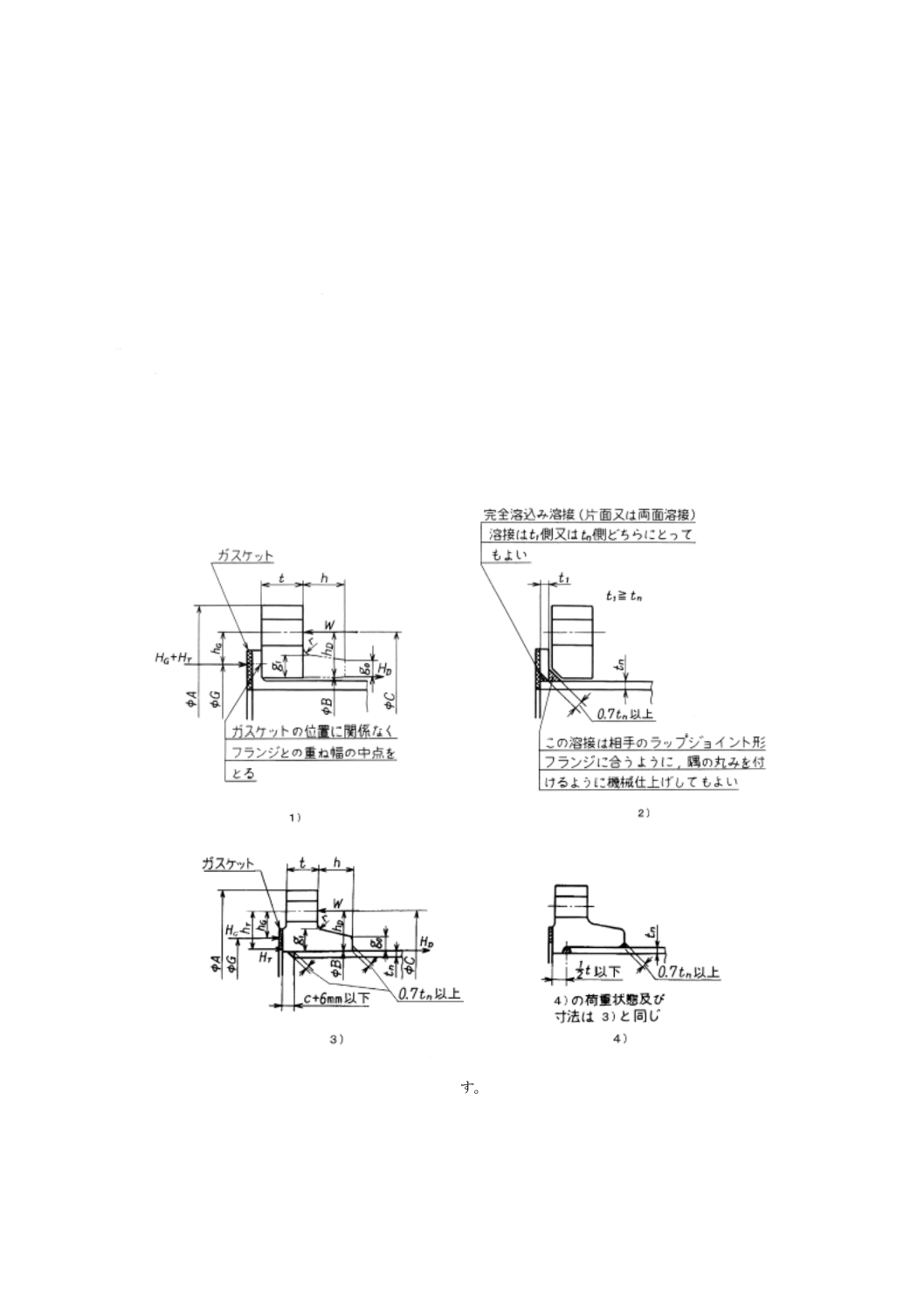
170
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
σb:使用温度におけるボルト材料の許容引張応力[本体6.2.1 a)4)による。](N/mm2)
σf:使用温度におけるフランジ材料の許容引張応力[本体6.2.1 c)による。](N/mm2)
なお,ガスケット締付時に対しては常温における許容引張応力 (N/mm2)
σn:使用温度におけるノズルネック又は胴の材料の許容引張応力[本体6.2.1 c)による。](N/mm2)
なお,ガスケット締付時に対しては,常温における許容引張応力 (N/mm2)
3. フランジの種類 ここに規定するフランジの種類は,次による。
a) ルーズ形フランジ
1) ラップジョイント形フランジ[附属書3図2a)1),2)]スタブエンドと組み合わせて使用するフラン
ジ。
2) 差込み形フランジ[附属書3図2a)3),4)]フランジを管に差し込んで溶接で取り付けるもの。
b) 一体形フランジ[附属書3図2b)5),6),7),8)]フランジを容器又は管壁と一体に鋳造又は鍛造した
もの,又は附属書3図2b)9)〜10)のようにフランジと容器又は管壁とが一体となるように完全溶込み
溶接したもの。
a) ルーズ形フランジ(ラップジョイント形フランジ)
a) ルーズ形フランジ(差込み形フランジ)
備考
ハブのテーパが6°以下のときはg0 = g1とみなす。
附属書3図 2 フランジの種類†
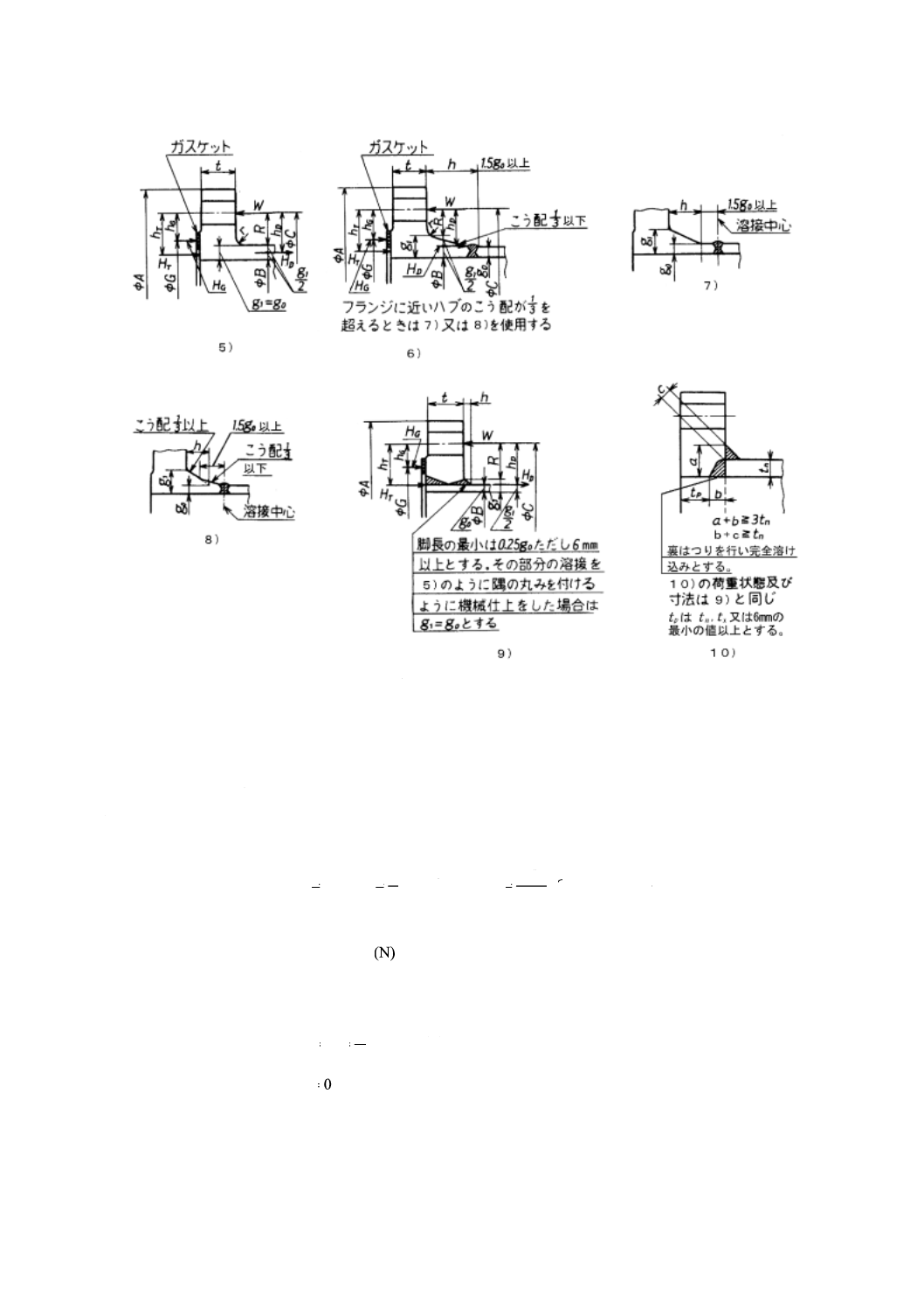
171
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 一体形フランジ
附属書3図 2 フランジの種類†(続き)
4. フランジの応力計算
4.1
ボルト荷重 ボルト荷重は,次による。
a) 計算上必要なボルト荷重 ボルトの所要総有効断面積の計算に用いるボルト荷重は,次による。
1) 使用状態で必要なボルト荷重
)
8
(
4
2
4
2
1
bm
G
GP
bGmP
P
G
H
H
W
P
m
+
+
+
π
π
π
=
=
=
(N)
2) ガスケット締付時に必要なボルト荷重
Wm2 = πbGy (N)
3) セルフシールガスケットを使用する場合に必要なボルト荷重 この場合には,締付けのための軸方
向荷重を無視できない特殊な形状のものを除いて,次の式によってもよい。
P
D
H
W
g
m
2
1
4
π
=
=
(N)
Wm2 = 0
備考 例えば,熱交換器の管板挟む一対のフランジのように,フランジ又はガスケットが同一でない
場合には,Wm1及びWm2の値はそれぞれのフランジ又はガスケットについて計算した値のうち
の大きいほうとし,その値をフランジの計算に用いなければならない。
172
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ボルトの総有効断面積 使用状態及びガスケット締付時の総有効断面積Amは,次の2式による値の大
きいほうをとる。
b
m
m
W
A
σ
1
1=
a
m
m
W
A
σ
2
2=
c) フランジの計算に用いるボルト荷重 フランジの計算に用いるボルト荷重は,次による。
1) 使用状態でのボルト荷重
W0 = Wm1
2) ガスケット締付時のボルト荷重
a
b
m
g
A
A
W
σ
2
+
=
備考 締め過ぎに対する安全性を大きくする必要がある場合,又はフランジが有効全ボルト荷重Abσa
に耐えることを必要とする場合には,フランジはボルト荷重Abσaを基準にして計算してもよい。
4.2
フランジに作用するモーメント フランジに作用するモーメントは,次による。
a) 使用状態でフランジに作用する全モーメント 使用状態でフランジに作用する全モーメントは,次に
よる。
M0 = MD+MG+MT
b) 使用状態でのフランジ荷重に対するモーメントアーム 使用状態でのフランジ荷重に対するモーメン
トアームは,附属書3表1による。
附属書3表 1 使用状態でのフランジ荷重に対するモーメントアーム†
フランジの種類
hD
hG
hT
ラップジョイント形フランジ
[附属書3図2 1)及び2)]
2
B
C−
2
G
C−
2
G
C−
一体形フランジ
[附属書3図2 5),6),7),8),9)及び10)]
R+0.5g1
2
G
C−
2
1
G
h
g
R
+
+
差込み形フランジ
[附属書3図2 3)及び4)]
2
B
C−
2
G
C−
2
G
Dh
h+
c) ガスケット締付時にフランジに作用するモーメント ガスケット締付時にフランジに作用するモーメ
ントは,次による。
2
G
C
W
M
g
g
−
=
4.3
フランジの応力 フランジの応力は,次による。
a) ルーズ形フランジでハブがないもの及びハブを無視して計算するフランジの応力 使用状態及びガス
ケット締付時の応力は,次の式によって計算する。
ハブの軸方向応力
σH = 0
フランジの径方向応力
σR = 0
フランジの周方向応力
B
t
YM
T
2
=
σ
b) 一体形フランジ及びルーズ形フランジでハブを考慮して計算するものの応力 使用状態及びガスケッ
173
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ト締付時の応力は,フランジ各部の寸法を仮定し,次の式によって計算する。
ハブの軸方向応力
B
Lg
fM
H
2
1
=
σ
フランジの径方向応力
B
Lt
M
)
te
.
(
R
2
1
33
1
+
=
σ
フランジの周方向応力
R
T
Z
B
t
YM
σ
σ
−
2
=
4.4
フランジ計算応力に対する許容値 フランジ計算応力に対する許容値は,次による。
a) フランジの計算応力 フランジの計算応力は,次に示す許容値を超えてはならない。
1) ハブの軸方向応力 σHの許容値 = 1.5σf[ただし,次の1),2)に該当するフランジは,1),2)による。]
1.1) 附属書3図2 9)のように管の一部をハブとしている一体形フランジの場合には,1.5σfと1.5σnの
小さいほう
1.2) 附属書3図2 6),7),8)のようにハブを管又は胴に溶接した一体形フランジの場合には,1.5σf又
は2.5σnのうちいずれか小さいほう
2) フランジの径方向応力σRの許容値 = σf
3) フランジの周方向応力σTの許容値 = σf
4)
2
R
Hσ
σ+
の許容値 = σf
5)
2
T
Hσ
σ+
の許容値 = σf
b) 附属書3図2 3)及び4)のように,ハブ付きの差込み形フランジを計算する場合は,これに接合する
管をハブとして加算してはならない。
c) 附属書3図2 1)及び2)に示すラップジョイント形フランジにおいて,ラップ(又はスタブエンド)
がせん断応力を受けるようにガスケットが取り付けられている場合には,ラップに生じるせん断応力
は,ラップの材料の許容引張応力の0.8倍を超えてはならない。
d) 附属書3図2 3),4)及び9)に示すように,管又は胴をフランジのガスケット当たり面に近接してフラ
ンジに溶接する場合は,溶接部のせん断応力は,管又は胴の材料の許容引張応力(σn)の0.8倍を超
えてはならない。これらのせん断応力は,4.1a)のWm1及びWm2を用いて計算する。
5. 外圧を受けるフランジ 外圧を受けるフランジは,次の条件を除いて,内圧を受けるフランジに対す
る規定を準用する。
a) 使用状態でフランジに作用するモーメント 使用状態でフランジに作用するモーメントは,次による。
M0 = HD (hD−hG) +HT (hT−hG)
b) ガスケット締付時にフランジに作用するモーメント ガスケット締付時にフランジに作用するモーメ
ントは,次による。
Mg = WhG
ここに,
a
b
m
A
A
W
σ
2
2+
=
e
D
P
B
H
2
4
π
=
HT = H−HD
174
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
eP
G
H
2
4
π
=
6. 割フランジ ラップジョイント形の割フランジについては,4.1及び4.2の規定を次の条件に従って準
用する。
a) フランジに作用するモーメントMは,4.2で求めた値の2倍の値を用いて,割りがないルーズ形フラ
ンジとして計算する。
b) 割フランジが二重の場合は,それぞれのフランジは,全体のフランジに作用するモーメントの0.75倍
の値を用いて,割りがないルーズ形フランジとして計算する。
c) 割フランジの割れ目は,ボルト穴の中間に配置しなければならない。二重の割フランジの場合には,
それぞれのフランジの割れ目が互いに90度食い違うように組み立てなければならない。
7. 円形穴をもつ非円形フランジ 円形穴をもつ非円形フランジは,次のように仮定したうえで,3.及び
4.の規定を準用する。
a) 円形穴と同心でフランジの外側縁に内接する円の直径を,フランジの外径A (mm) とする。
b) 最外側のボルトの中心を通る円の直径を,ボルト中心円の直径C (mm) とする。
8. ガスケットを使用しないシール溶接したフランジ ガスケットを使用しないシール溶接したフランジ
で,シール溶接でシール効果をもたせているフランジは,次の条件を除いて内圧を受けるフランジの規定
を準用する。
a) ボルト締付時の荷重反力径 ボルト締付時の荷重反力径は,次による。
G = DG−2b
2
N
b=
3
1
30
1
G
D
.
N=
ここに, DGは,シール溶接するリップの付け根の径 (mm)
b) 内圧によってフランジに加わる全荷重 内圧力によってフランジに加わる全荷重は,次による。
P
D
H
L
2
4
π
=
ここに, DLは,シール溶接するリップの外径 (mm)
附属書3図 3 ガスケットを使用しないシール溶接するフランジの記号
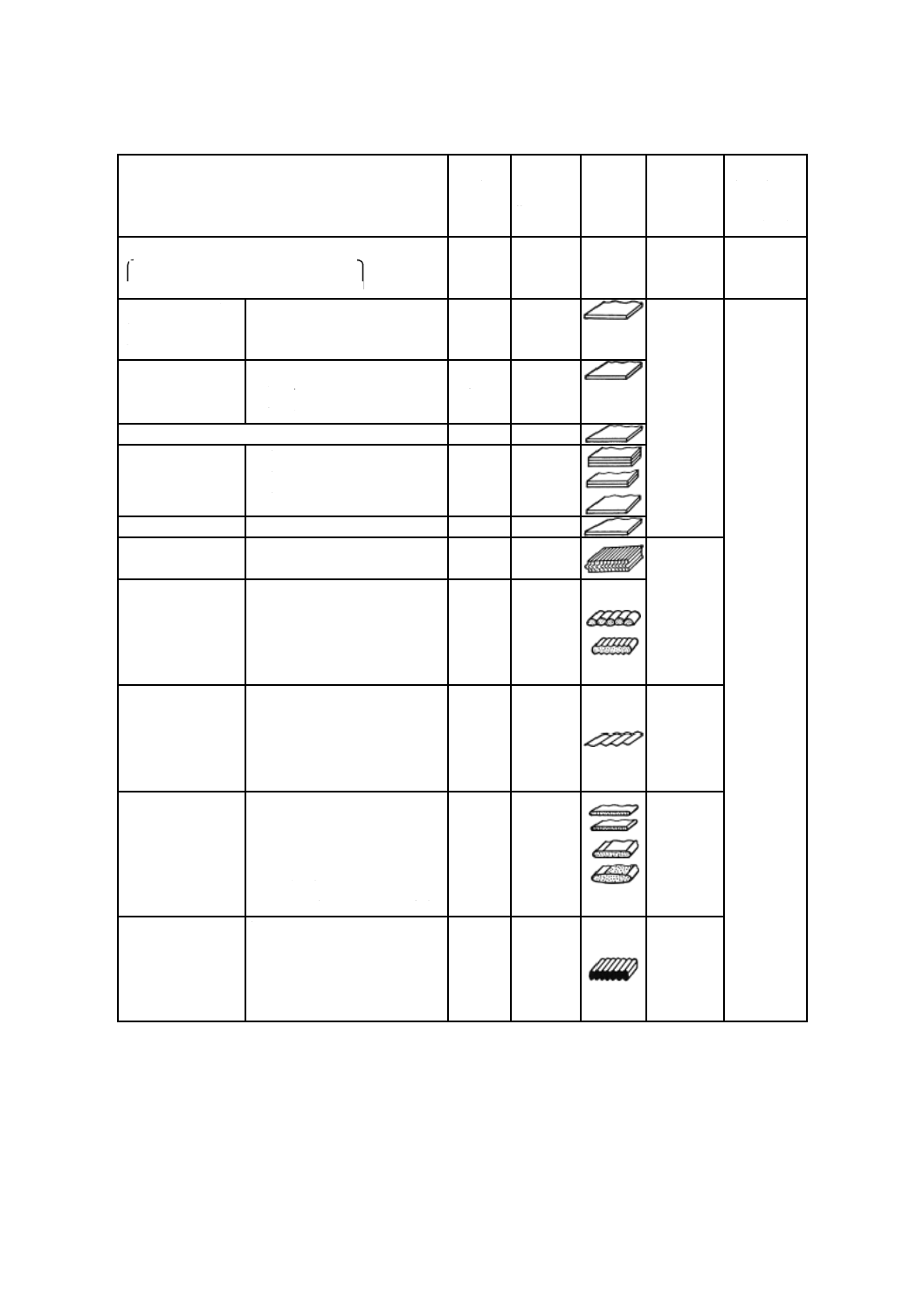
175
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3表 2 ガスケットの材料及び接触面†
ガスケットの材料
ガスケッ
ト係数
m
最小設計
締付圧力
y (N/mm2)
ガスケッ
トの形状
座面の形状
(附属書3
表3参照)
ガスケット
座の基本幅
(附属書3
表3参照)
セルフシールガスケット
Oリング,金属,ゴム,その他
セルフシーリングとみなされるもの。
0
0
−
−
−
布又は石綿を多く
含まないゴムシー
ト
スプリング硬さ (JIS A) 75未満
0.50
1.4
1a,1b
1c,1d
4,5
II
スプリング硬さ (JIS A) 75以上
1.00
1.4
石綿ジョイントシ
ート
厚さ3.2 mm
2.00
11.0
厚さ1.6 mm
2.75
25.5
厚さ0.8 mm
3.50
44.8
綿布入ゴムシート
1.25
2.8
石綿布入ゴムシー
ト(針金補強したも
のを含む。)
三重
2.25
15.2
二重
2.50
20.0
一重
2.75
25.5
植物繊維
1.75
7.6
渦巻形金属ガスケ
ット(石綿入)
炭素鋼
2.50
68.9
1a,1b
ステンレス鋼又はモネル
3.00
68.9
波形金属ガスケッ
ト(石綿入)又は波
形金属被覆ガスケ
ット(石綿板入)
軟質アルミニウム
2.50
20.0
軟質の銅又は黄銅
2.75
25.5
軟鋼又は鉄
3.00
31.0
モネル又は4〜6 %Cr鋼
3.25
37.9
ステンレス鋼及びニッケル合金
3.50
44.8
波形金属ガスケッ
ト
軟質アルミニウム
2.75
25.5
1a,1b
1c,1d
軟質の銅又は黄銅
3.00
31.0
軟鋼又は鉄
3.25
37.9
モネル又は4〜6 %Cr鋼
3.50
44.8
ステンレス鋼及びニッケル合金
3.75
52.4
平形金属被覆ガス
ケット(石綿板入)
軟質アルミニウム
3.25
37.9
1a,1b
1c(*),1d(*)
2(*)
軟質の銅又は黄銅
3.50
44.8
軟鋼又は鉄
3.75
52.4
モネル
3.50
55.2
4〜6 %Cr鋼
3.75
62.1
ステンレス鋼及びニッケル合金
3.75
62.1
のこ歯形ガスケッ
ト
軟質アルミニウム
3.25
37.9
1a,1b
1c,1d
2,3
軟質の銅又は黄銅
3.50
44.8
軟鋼又は鉄
3.75
52.4
モネル又は4〜6 %Cr鋼
3.75
62.1
ステンレス鋼及びニッケル合金
4.25
69.6
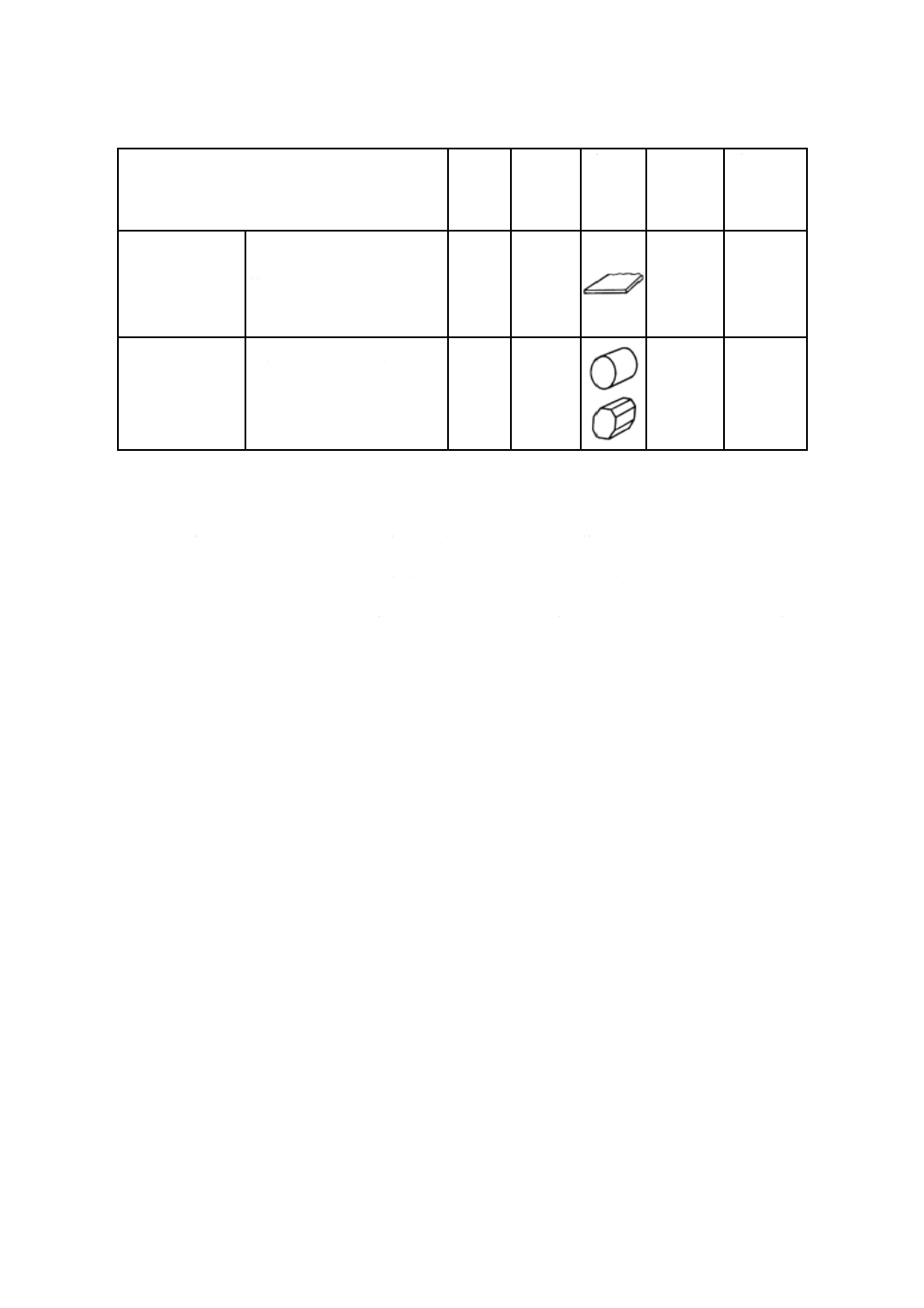
176
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3表 2 ガスケットの材料及び接触面†(続き)
ガスケットの材料
ガスケッ
ト係数
m
最小設計
締付圧力
y (N/mm2)
ガスケッ
トの形状
座面の形状
(附属書3
表3参照)
ガスケット
座の基本幅
(附属書3
表3参照)
平形金属ガスケッ
ト
軟質アルミニウム
4.00
60.7
1a,1b
1c,1d
2,3,4
5
I
軟質の銅又は黄銅
4.75
89.6
軟鋼又は鉄
5.50
124.1
モネル又は4〜6 %Cr鋼
6.00
150.3
ステンレス鋼及びニッケル合金
6.50
179.3
リングジョイント
ガスケット
軟鋼又は鉄
モネル又は4〜6 %Cr鋼
ステンレス鋼及びニッケル合金
5.50
6.00
6.50
124.1
150.3
179.3
6
I
備考1. ガスケット係数mは,ガスケットが全部ボルト穴の内側縁内方向にだけあるものに適用する。
2. (*) の平形金属被覆ガスケット(石綿板入)のメタルの重なり部は,附属書3表3の1c,1d及び2の
座面形状に示すナビン(突起した接触面)に向けてはならない。
3. この表には,一般に多く用いられるガスケットの材料とその接触面の形状を,2.に示すガスケット座
の有効幅bを使ったときに実際に使用して満足であることが一般的に明らかな,mとyの数値ととも
に示す。
この表に示すm及びyの値は,推奨値であり,十分な根拠のある場合は,必ずしも,これらの値を
使用しなくてよい。
4. ガスケットを使用しないシール溶接したフランジで,シール溶接でシール効果をもたせている場合に
は,ガスケット係数m及び最小設計締付圧力yは,0としてよい。
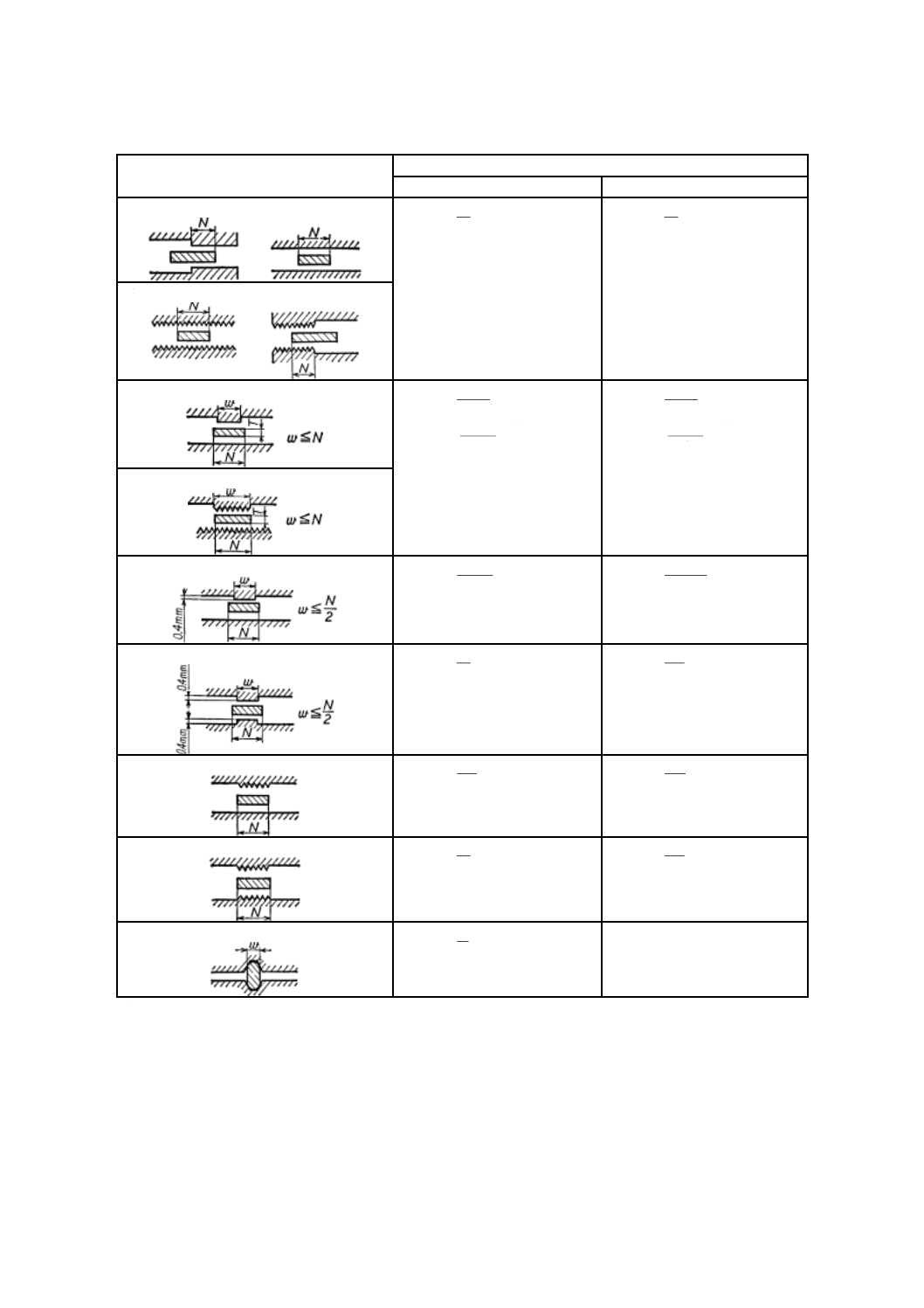
177
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3表 3 ガスケット座の基本幅†
座面の形状
ガスケット座の基本幅b0
I
II
1a
2
N
2
N
1b
1c
2
T
w+
ただし,
4
N
w+
を最大とする。
2
T
w+
ただし,
4
N
w+
を最大とする。
1d
2
4
N
w+
8
3N
w+
3
4
N
8
3N
4(1)
8
3N
16
7N
5(1)
4
N
8
3N
6
8
w
−
注(1) 座面の形状4及び5においてのこ歯が,深さ0.4 mm,歯のピッチが0.8 mmを超えない場合には,1b
又は1dを用いる。
備考 この表でガスケット座の基本幅b0のI及びIIの区分は,附属書3表2参照。
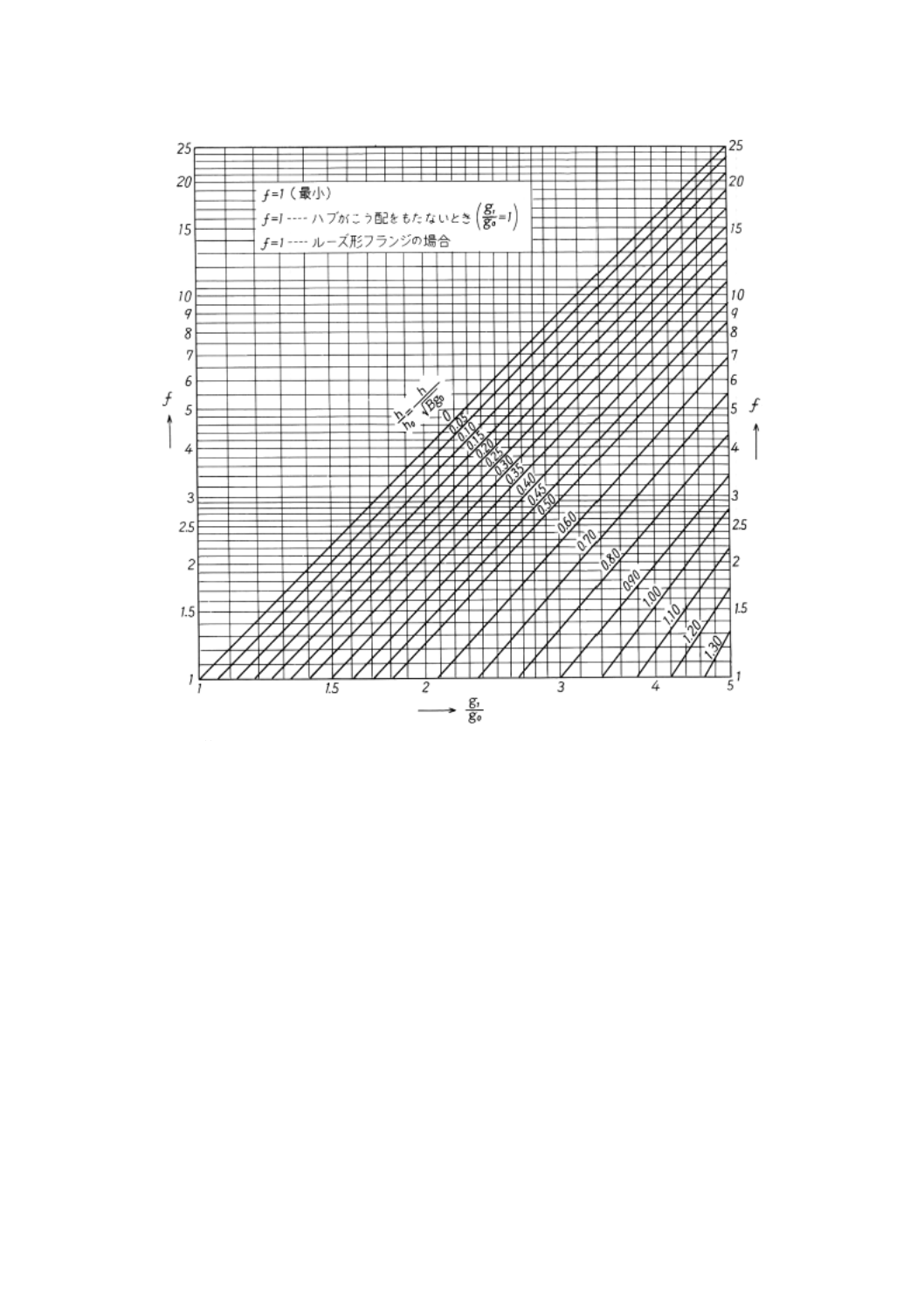
178
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 算式を附属書3表4に示す。
附属書3図 4 fの値†(ハブ応力修正係数)
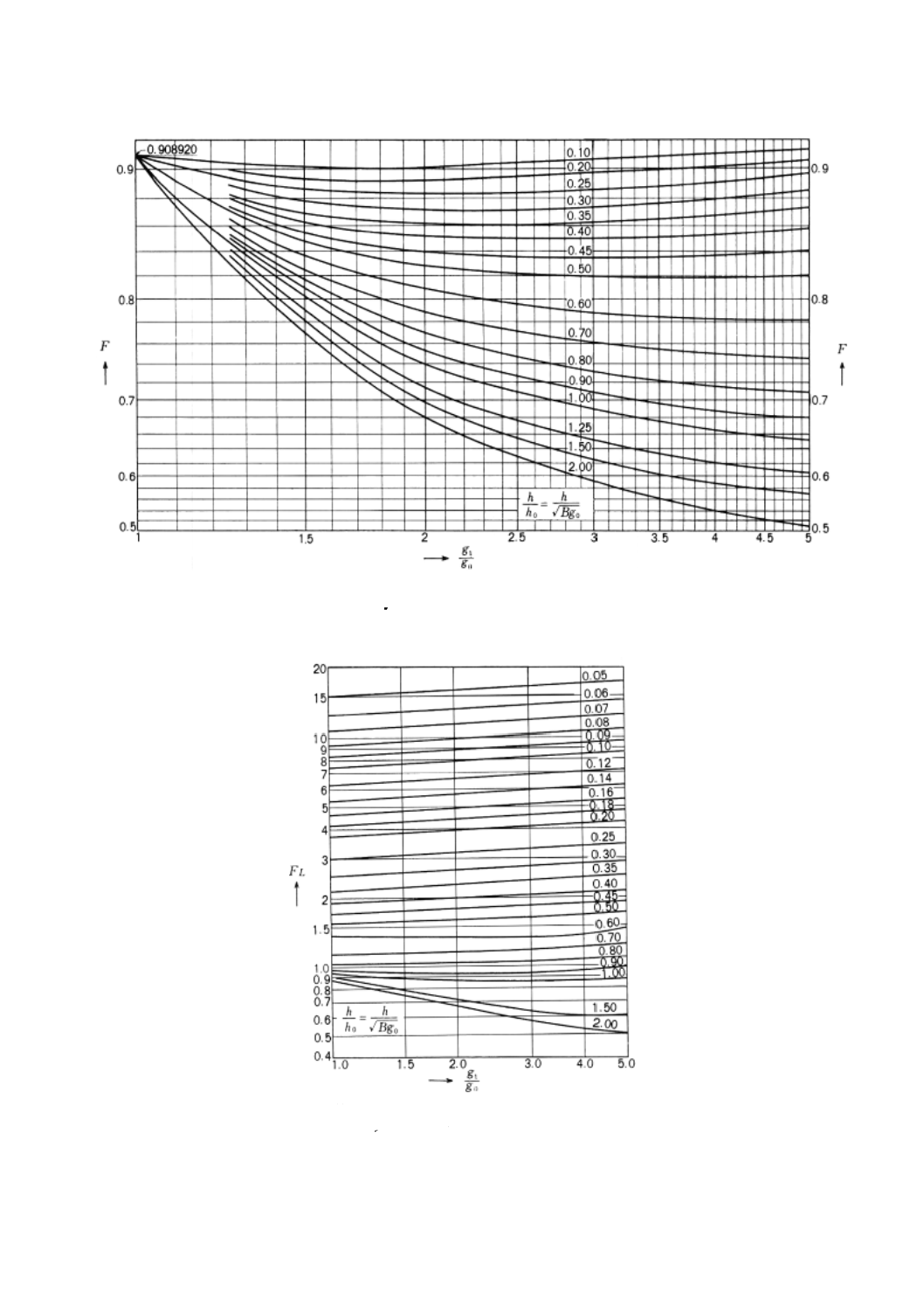
179
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 算式を附属書3表4に示す。
附属書3図 5 Fの値†(一体形フランジの係数)
備考 算式を附属書3表4に示す。
附属書3図 6 FLの値†(ルーズ形フランジの係数)
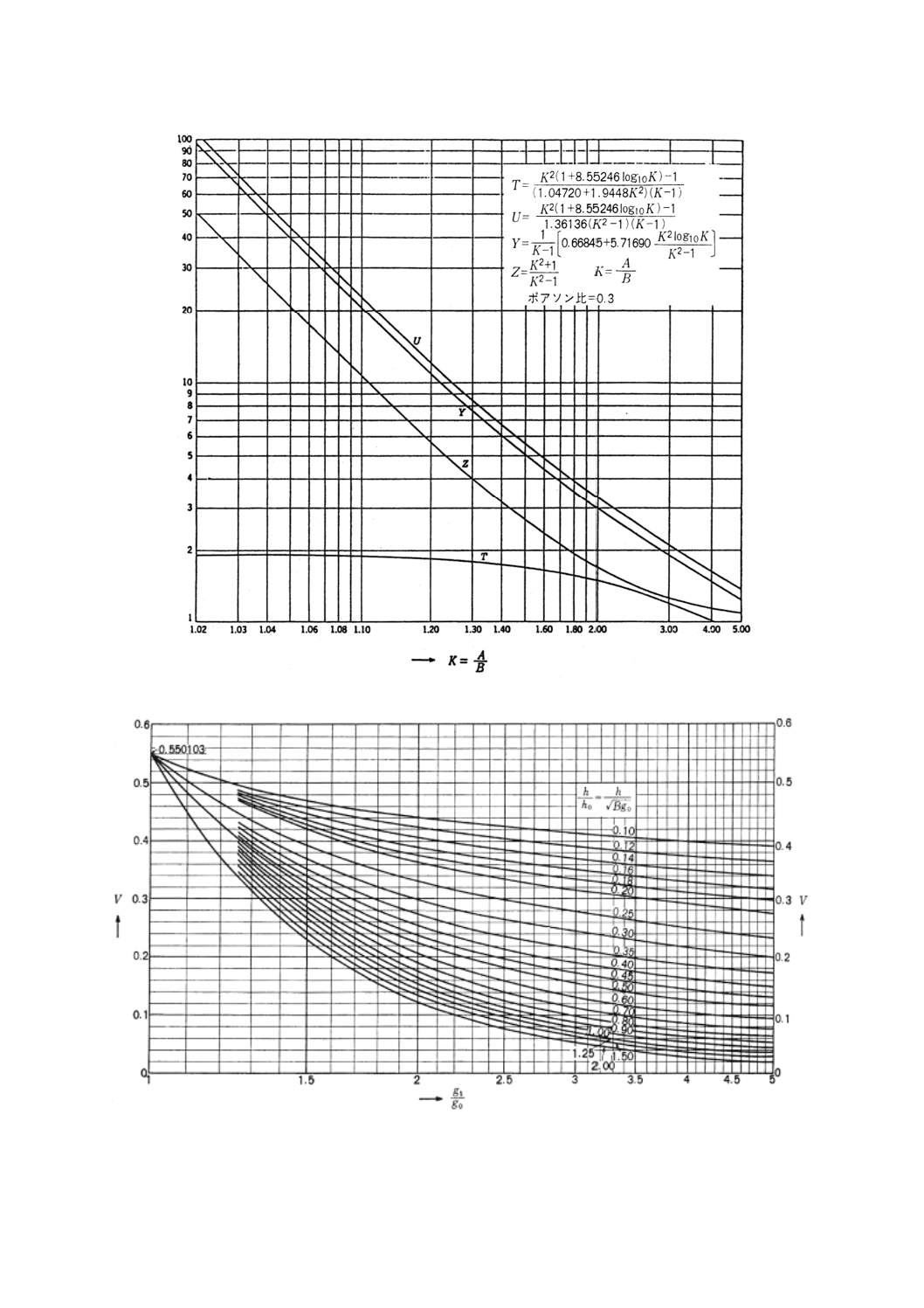
180
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3図7 T,U,Y及びZの値†
備考1. g1 / g0比は,通常5を超えてはならない。
2. 算式を附属書3表4に示す。
附属書3図 8 Vの値†(一体形フランジの係数)
181
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 算式を附属書3表4に示す。
附属書3図 9 VLの値†(ルーズ形フランジの係数)
附属書3表 4 フランジ係数の算式†
一体形フランジ
ハブ付ルーズ形フランジ
附属書3図5の係数Fは,次による。
C
A
.
C
E
F
3
4
1
6
)
1(
73
2
+
−
=
附属書3図6の係数
C
A
C
A
A
C
A
C
A
C
FL
3
4
1
24
21
18
)
1(
73
.2
72
40
1
105
70
1
84
11
4
1
6
2
1
+
+
−
+
+
+
+
+
−
=
附属書3図8の係数Vは,次による。
3
4
1
4
)
1(
73
2
A
C
.
E
V
+
=
附属書3図9の係数
3
4
1
18
21
24
)
1(
73
2
2
3
5
4
1
A
C
.
C
C
C
VL
+
−
−
−
=
附属書3図4の係数fは,次による。
f = C36/ (1+A)
附属書3図4の係数fは,1とする。
f = 1
上の式に用いるA,C,C36,E4及びE6は,g1,g0,
h及びh0の値を基にした以下の式(1)〜(45)を用いて
得られる。
上の式に用いるA,C,C18,C21及びC24は,g1,g0,h及びh0
の値を基にした以下の式(1)〜(5),(7),(9),(10),(12),(14),(16),
(18),(20),(23)及び(26)を用いて得られる。
182
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
属書3表 4 フランジ係数の算式†(続き)
算式
(1) A = (g1/g0) −1
(2) C = 43.68 (h/h0)4
(3) C1 = 1/3+A/12
(4) C2 = 5/42+17A/336
(5) C3 = 1/210+A/360
(6) C4 = 11/360+59A/5 040+ (1+3A) /C
(7) C5 = 1/90+5A/1 008−(1+A) 3/C
(8) C6 = 1/120+17A/5 040+1/C
(9) C7 = 215/2 772+51A/1 232+(60/7+225A/14+
75A2/7+5A3/2) /C
(10) C8 = 31/6 930+128A/45 045+(6/7+15A/7+
12A2/7+5A3/11) /C
(11) C9 = 533/30 240+653A/73 920+(1/2+33A/14+
39A2/28+25A3/84) /C
(12) C10 = 29/3 780+3A/704−(1/2+33A/14+81A2/
28+13A3/12) /C
(13) C11 = 31/6 048+1 763A/665 280+(1/2+6A/7+
15A2/28+5A3/42) /C
(14) C12 = 1/2 925+71A/300 300+(8/35+18A/35+
156A2/385+6A3/55) /C
(15) C13 = 761/831 600+937A/1 663 200+ (1/35+6A/35
+11A2/70+3A3/70) /C
(16) C14 = 197/415 800+103A/332 640−(1/35+6A/
35+17A2/70+A3/10) /C
(17) C15 = 233/831 600+97A/554 400+(1/35+3A/35+
A2/14+2A3/105) /C
(18) C16 = C1C7C12+C2C8C3+C3C8C2−(C32C7+
C82C1+C22C12)
(19) C17 = [C4C7C12+C2C8C13+C3C8C9−(C13C7C3+
C82C4+C12C2C9)] /C16
(20) C18 = [C5C7C12+C2C8C14+C3C8C10−(C14C7C3
+C82C5+C12C2C10)] /C16
(21) C19 = [C6C7C12+C2C8C15+C3C8C11−(C15C7C3+
C82C6+C12C2C11)] /C16
(22) C20 = [C1C9C12+C4C8C3+C3C13C2−(C32C9+
C13C8C1+C12C4C2)] /C16
(23) C21 = [C1C10C12+C5C8C3+C3C14C2−(C32C10+
C14C8C1+C12C5C2)] /C16
(24) C22 = [C1C11C12+C6C8C3+C3C15C2−(C32C11+
C15C8C1+C12C6C2)] /C16
(25) C23 = [C1C7C13+C2C9C3+C4C8C2−(C3C7C4+
C8C9C1+C22C13)] /C16
(26) C24 = [C1C7C14+C2C10C3+C5C8C2−(C3C7C5+
C8C10C1+C22C14)] /C16
(27) C25 = [C1C7C15+C2C11C3+C6C8C2−(C3C7C6+
C8C11C1+C22C15)] /C16
(28) C26 = −(C/4)1/4
(29) C27 = C20−C17−5/12+C17C26
(30) C28 = C22−C19−1/12+C19C26
(31) C29 = −(C/4)1/2
(32) C30 = −(C/4) 3/4
(33) C31 = 3A/2−C17C30
(34) C32 = 1/2−C19C30
(35) C33 = 0.5C26C32+C28C31C29−(0.5C30C28+C32C27C29) (36) C34 = 1/12+C18−C21−C18C26
(37) C35 = −C18 (C/4)3/4
(38) C36 = (C28C35C29−C32C34C29) /C33
(39) C37 = [0.5C26C35+C34C31C29−(0.5C30C34+
C35C27C29)]
/C33
(40) E1 = C17C36+C18+C19C37
(41) E2 = C20C36+C21+C22C37
(42) E3 = C23C36+C24+C25C37
(43) E4 = 1/4+C37/12+C36/4−E3/5−3E2/2−E1
(44) E5 = E1 (1/2+A/6) +E2 (1/4+11A/84) +E3
(1/70+A/105)
(45) E6 = E5−C36(7/120+A/36+3A/C)−1/40−A/72−
C37(1/60+A/120+1/C)
183
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4(規定)全面形非金属ガスケットを用いる全面座フランジ
1. 適用範囲 この附属書は,全面形非金属ガスケットを用いる全面座フランジ(1)(以下,フランジとい
う。)の応力計算方法について規定する。
注(1) 附属書4図1参照。
備考 この附属書で示す全面形フランジには,次のような制限がある。
a) 用いる全面形ガスケットは,非金属で厚さ1.5 mm以上のものとする。
b) フランジ面は全面にわたって平面であるものとする。また,ボルト締付け後,フランジ面
全面にわたってガスケットと均一な接触が得られるものとする。
c) 計算に用いる荷重は,内圧荷重,ボルト締付け荷重及びガスケット荷重だけであり,次に
示すような荷重は考慮していない。
1) 配管系から伝えられる外力
2) フランジ内部又はボルトに生じる熱応力
3) 据え付けるときに生じる無理な強制力
d) フランジの形式は,附属書3図2に示す差込み形,一体形を使用してもよいが,ラップジ
ョイント形は使用してはならない。
e) 組み合わせる二つのフランジは,寸法・形状,材料の機械的性質が同一でなければならな
い。
2. 記号 この附属書で用いる記号は,次による。
Ab:
2
4
b
d
nπ
,実際に使用するボルトの総有効断面積 (mm2)
Am:ボルトの所要総有効断面積 (mm2) で,Am1又はAm2のうちの大きい方の値
Am1:使用状態(加圧状態。以下,同じ。)でのボルトの所要総有効断面積 (mm2)
Am2:ガスケット締付時のボルトの所要総有効断面積 (mm2)
B:フランジの内径 (mm)
b'0:G0−C,ガスケット締付時におけるガスケット座の基本幅 (mm)
b':
0
4
b′,ガスケット締付時におけるガスケット座の有効幅 (mm)
2b":使用状態におけるガスケット座の有効幅 (mm)で,2b" = 5 mmとする。
C:ボルト穴の中心円の直径 (mm)
dh:ボルト穴の直径 (mm)
db:ボルトのねじ部の谷径と軸部の径の最小部のいずれか小さいほうの径 (mm)
Ea:常温におけるフランジ材料の縦弾性係数 (N/mm2)
E0:使用温度におけるフランジ材料の縦弾性係数 (N/mm2)
G':C− (dh+2b"),ガスケット圧縮力H'pの位置の直径 (mm)
G0:ガスケット外径とフランジ外径のうちの小さいほうの値 (mm)
HD:
P
B2
4
π
,内圧力によってフランジの内径面に加わる荷重 (N)
H':
P
)
d
C
(
h
2
4
−
π
,内圧力によってフランジに加わる全荷重 (N)
184
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
H'P:2πb"G'mP,気密を十分に保つためのガスケット圧縮力 (N)
H'T:H'−HD,内圧力によってフランジに加わる全荷重とフランジの内径面に加わる荷重との差 (N)
HR:
R
P
P
T
T
D
D
h
h
H
h
H
h
H
′
′
′
′
+
+
,平衡反力 (N)
hD:ボルト穴の中心円からHD作用点までの半径方向の距離 (mm) で,附属書3表1による。
h'P:
2
2b
dh
′′
+
,ボルト穴の中心円からH'P作用点までの半径方向の距離 (mm)
h'T:
4
)
2
(
B
b
d
C
h
−
+
+
′′
,ボルトの中心円からH'T作用点までの半径方向の距離 (mm)
hR:
2
4
)
(
0
h
h
d
d
C
G
+
+
−
,ボルトの中心円からHR作用点までの半径方向の距離 (mm)
M0:HRhR,使用状態でフランジに作用する全モーメント (N・mm)
m:ガスケット係数で,附属書3表2による。
n:ボルトの本数
P:内圧力 (MPa)
t:フランジの厚さ (mm)
Wm1:使用状態における必要な最小ボルト荷重 (N)
Wm2:ガスケット締付けに必要な最小ボルト荷重 (N)
y:ガスケットの最小設計締付圧力 (N/mm2)で,附属書3表2による。
σa:常温におけるボルト材料の許容引張応力[本体6.2.1 a),4)による。] (N/mm2)
σb:使用温度におけるボルト材料の許容引張応力[本体6.2.1 a),4)による。] (N/mm2)
σf:使用温度におけるフランジ材料の許容引張応力[本体6.2.1 c)による。] (N/mm2)
3. ボルト荷重及びボルトの断面積
a) 計算上必要なボルト荷重 ボルトの所要総有効断面積の計算に用いるボルト荷重は,次による。
1) 使用状態のボルト荷重
R
P
P
T
T
D
D
h
R
P
m
h
h
H
h
H
h
H
mP
G
b
P
)
d
C
(
H
H
H
W
′
′
′
′
′
′′
=
′
′
=
+
+
+
+
−
+
+
π
π
2
4
2
1
2) ガスケット締付時のボルト荷重
0
2
4
b
Cy
y
b
C
Wm
′
=
′
=
π
π
b) ボルトの総有効断面積 実際に使用するボルトの総有効断面積Abは,Am1,Am2のうちの大きい方の値
をAmとして,Amより大きくなければならない。
ここに,
b
m
m
W
A
σ
1
1=
a
m
m
W
A
σ
2
2=
4. フランジの計算厚さ フランジの計算厚さは,次による。
)
(
6
0
h
f
nd
C
M
t
−
=
π
σ
185
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 最大ボルト間隔 ボルト間隔は,次による値を超えないことが望ましい。
×
0.5
6
2
4
1
0
+
+
m
t
E
E
d
a
b
附属書4図 1 全面形非金属ガスケットを用いる全面座フランジ
186
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5(規定)金属面接触フランジ
1. 適用範囲 この附属書は,金属面接触フランジの応力計算方法について規定する。
備考1. この附属書で示す金属面接触フランジ(以下,フランジという。)には,次のような制限を設
ける。
a) ガスケットはセルフシールガスケットを用い,ガスケットの位置はボルトの中心円の内
側にあるものとする。
b) フランジ面は平面で,ガスケットは比較的低いボルト締付荷重でフランジ面の全接触が
可能なものとする。
c) ボルト締付け後,フランジ面全面にわたって金属どうしの均一な接触が得られるものと
する。
d) 計算に用いる荷重は,内圧荷重と,b)及びc)の制限を満たすボルト締付荷重とガスケッ
ト荷重だけとし,次に示すような荷重は考慮しない。
1) 配管系から伝えられる外力
2) フランジ内部又はボルトに生じる熱応力
3) 据え付けるときに生じる無理な強制力
e) フランジの形式は,附属書3図2に示す差込み形及び一体形とし,ラップジョイント形
は除く。
f)
組み合わせる二つのフランジは,寸法・形状及び材料の機械的性質が必ずしも同一でな
くてもよいが,4.に示すクラスの分類に従って,5.の計算を行う。
g) クラス1の場合には,金属スペーサを使用してもよいが,クラス2及びクラス3の場合
には,金属スペーサを使用しない。クラス1で金属スペーサを使用する場合には,ボル
ト穴の中心円の外側まであるものとする(クラスの規定は,4.参照)。
h) スリーブ,カラー,多層座金などでボルトの有効長さが著しく長くないものとする。
2. リングガスケットを使用するフランジの場合には,ボルト締付状態及び使用状態(加圧状態。
以下,同じ。)を想定し,それぞれの状態においてフランジに発生する応力を計算し,評価す
るが,金属面接触平面フランジは,使用状態だけ評価すればよい。
参考 これは,金属面接触フランジの構造から,ボルト締付状態ではフランジに過大な応力は発
生しないで,また,ボルトの応力は,使用状態における応力のほうがボルト締付状態にお
ける応力より必ず大きくなるためである。
3. この附属書に示した次の事項は,附属書3と全く同じものとする。ただし,ラップジョイン
トに関する事項を除く。
a) 附属書5の6.の計算応力に対する許容値
b) 附属書5図1のフランジの形式及び構造
c) 附属書5表2のモーメントアーム
2. 記号 記号は、次による。
a) この附属書で用いる記号は,次による。
A:フランジの外径 (mm)
187
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Ab:
2
4
b
d
nπ
,実際に使用するボルトの総有効断面積 (mm2)
AR:nC
nD,ボルト穴の中心円の周長に占めるボルト穴の比
a:
1
2B
C
A+
,形状係数
B:フランジの内径 (mm)。ただし,ハブの軸方向応力σHの計算式において,Bが20g1より小さいと
きは,Bの代わりにB1を用いてもよい。
B1:B+g1 (mm) (ルーズ形フランジ又はf<1のときの一体形フランジの場合。ただし,fの最小値は
1とする。)
B+g0 (mm) (f≧1のときの一体形フランジの場合)
B (mm) (カテゴリ3の場合,カテゴリの規定は4.参照)
C:ボルト穴の中心円の直径 (mm)
C1:係数で,次の算式による。
)
3.1
1
/(
log
567
.1
0.748
1
1
s
s
J
B
A
J
C
+
−
−
=
1
2B
C
A+
································· (1)
C2:係数で,次の算式による。
)
3.1
1
/(
1.3
)
(
32
3
1
2
s
P
P
J
M
J
PB
C
+
−
=π
·············································· (2)
C3:係数で,次の算式による。
′
=
I
3
I
1
3
/
log
206
.1
0.575
F
t
J
B
A
J
C
s
s
+
−
−
·········································· (3)
ただし,FI' = 0のときC3 = 0
C4:係数で,次の算式による。
′
=
I
3
I
4
/)
(
F
t
J
M
J
C
s
P
P
+
−
····························································· (4)
ただし,FI' = 0のときC4 = 0
c:最小溶接寸法のための基本寸法 (mm) で,tn又はtxのうち小さいほうの値
D:ボルト穴の直径 (mm)
d:係数で,一体形フランジの場合には
2
0
0g
h
V
U
ルーズ形フランジの場合には
2
0
0g
h
V
U
L
db:ボルトのねじ部の谷の径と軸部の径の最小部のいずれか小さいほうの径 (mm)
dbn:ボルトのねじの呼び径 (mm)
E:使用温度でのフランジ材料の縦弾性係数 (N/mm2)
Eb:使用温度でのボルト材料の縦弾性係数 (N/mm2)
EI*:係数で,EItI3
EII*:係数で,EIItII3
e:係数で,一体形フランジの場合には
0h
F
188
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ルーズ形フランジの場合には
0h
FL
F:一体形フランジの係数で,附属書3図5又は附属書3表4による。
FL:ルーズ形フランジの係数で,附属書3図6又は附属書3表4による。
F':
V
Ft
h
g
)
(0
2
0
+
(カテゴリ1の場合) ································································· (5a)
L
L
V
t
F
h
g
)
(
0
2
0
+
(カテゴリ2の場合) ······························································· (5b)
0(カテゴリ3の場合) ··············································································· (5c)
F'I:
V
Ft
h
g
)
(
I
0
2
0
+
(カテゴリ1の場合) ································································ (6a)
L
L
V
t
F
h
g
)
(
I
0
2
0
+
(カテゴリ2の場合) ······························································ (6b)
0(カテゴリ3の場合) ··············································································· (6c)
f:ハブ応力修正係数で,附属書3図4又は附属書3表4による(f>1の場合,fはハブの厚さg0の
部分の応力と厚さg1の部分の応力との比を表す。f<1のときはf = 1とする。)。
G:ガスケット反力の作用する位置の直径 (mm)
=ガスケット接触面の平均径 (mm)
g0:ハブ先端の厚さ (mm)
g1:フランジ背面のハブの厚さ (mm)
H:
P
G2
4
π
,内圧力によってフランジに加わる全荷重 (N)
HC:フランジの接面反力(3.参照)。(N)
HD:
P
B2
4
π
,内圧力によってフランジの内径面に加わる全荷重 (N)
HG:ガスケット荷重 (N),すなわち,ガスケット締付荷重とガスケットのセルフシールによって生じ
る軸方向荷重との和。ただし,ガスケットの締付荷重及びセルフシールによって生じる軸方向荷
重が無視できない特殊な形状のものを除いてHG = 0とする。
HT:H−HD,フランジに加わる内圧力による全荷重とフランジの内径面に加わる内圧力による全荷重
との差 (N)
h:ハブの長さ (mm) で附属書5図1による。
hC:ボルト穴の中心円からフランジの接面反力HCの作用点までの半径方向の距離 (mm),すなわち,
HCのモーメントアーム(3.参照)。
hCmax:hCの最大値 (mm),すなわち,ボルト穴の中心円からフランジ外周までの,半径方向の距離又は
ボルトの中心円からスペーサ外周までの半径方向距離のうち,小さいほうの値。
189
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
hD:ボルトの中心円からHD作用点までの半径方向の距離 (mm) で,附属書5表2による。
hG:ボルトの中心円からHG作用点までの半径方向の距離 (mm) で,附属書5表2による。
h0:
0
Bg (mm)
hT:ボルトの中心円からHT作用点までの半径方向の距離 (mm) で,附属書5表2による。
JS:
B
D
r
ahc
h
B
π
β
+
+
2
1
1
JP:
B
D
r
a
hc
h
B
π
β
+
+
1
1
K:フランジの内外径の比,A/B
L:係数で,
d
t
T
te
3
1+
+
l:有効ボルト長さ (mm) で,両ねじのボルトの場合,次の値をとる。片ねじのボルトの場合は,dbn
を0.5dbnと置き換える。
l = 2t+ts+dbn ····················································· (クラス1の場合)
l = tⅠ+tⅡ+dbn ···················································· (クラス3の場合)
Mb:フランジの直径B1のところに作用する平衡モーメント (Nmm)
MD:HDhD,内圧力によってフランジの内径面に加わる荷重によるモーメント (Nmm)
MG:HGhG,ガスケット荷重によるモーメント (Nmm)
MP:HDhD+HThT+HGhG,内圧力荷重とガスケット荷重によるモーメント (Nmm)
MS:フランジリングとハブとの相互作用に基づくフランジモーメント (Nmm)
MT:HThT,内圧力によって,フランジに加わる全荷重とフランジの内径面に加わる荷重との差による
モーメント (Nmm)
Mu:直径B1の位置に作用する非平衡モーメント (Nmm)
n:ボルトの本数
P:内圧力 (MPa)
R:
1
2
g
B
C
−
−
,ボルト穴の中心円からハブ及びフランジ背面の交点までの半径方向の距離 (mm)
rB:
−
−
−
+
−
−
AR
AR
AR
AR
n
2
1
1
tan
1
4
1
1
2
π
ボルト穴のたわみ性の係数。ここに,三角関数は,ラジアンを用いる。
rE:
b
EE
,使用温度におけるフランジ材料の縦弾性係数とボルト材料の縦弾性係数との比
rS:
0
1
b
i
σ
σ
−
,初期ボルト応力係数
T:Kの値によって定まる係数で,附属書3図7による。
t:フランジの厚さで,ガスケット溝の深さは含めない。 (mm) (クラス1の場合)
tI:フランジIの厚さで,ガスケット溝の深さは含めない。 (mm) (クラス3の場合)
tII:フランジIIの厚さで,ガスケット溝の深さは含めない。 (mm) (クラス3の場合)
tn:接続管の厚さ (mm)
ts:スペーサの厚さ (mm)
tx:一体形フランジとして計算する場合には2g0,ルーズ形フランジとして計算する場合には,内圧力
に対する接続管の計算必要厚さの2倍 (mm)。ただし,6 mm以上とする。
190
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
U:K の値によって定まる係数で,附属書3図7による。
V:一体形フランジの係数で,附属書3図8又は附属書3表4による。
VL:ルーズ形フランジの係数で,附属書3図9又は附属書3表4による。
Wm1:使用状態における必要な最小ボルト荷重 (N)
X:係数 =
)
(
*
II
*
I
*
I
E
E
E
+
Y:Kの値によって定まる係数で,附属書3図7による。
Z:Kの値によって定まる係数で,附属書3図7による。
β:
1
1
2B
B
C+
,形状係数
σb:使用温度におけるボルト材料の許容引張応力[本体6.2.1 a),4)による] (N/mm2)
σb0:使用状態におけるボルトの応力 (N/mm2)
σf:使用温度におけるフランジ材料の許容引張応力[本体6.2.1 c)による] (N/mm2)
σn:使用温度における管又は胴の許容引張応力[本体6.2.1 c)による] (N/mm2)
σH:使用状態におけるハブの軸方向応力 (N/mm2)
σi:初期ボルト応力 (N/mm2)
参考 σiは,必ずσb0より小さな値となる。
σR:フランジの半径方向応力 (N/mm2)
σT:フランジの周方向応力 (N/mm2)
θA:フランジの外径端におけるフランジ面の傾き(ラジアン)
θB:フランジの内径端におけるフランジ面の傾き(ラジアン)
θrb:非平衡モーメントMuによるフランジ面の傾きの変化量(ラジアン)
b) 記号の右下に付したI及びIIは,クラス2又はクラス3で同一ではないフランジを組み合わせた場合
には,それぞれのフランジを区別するものとする。Iは,径を絞り込む側ではないほうのフランジに
付し,IIは,径を絞り込む側のフランジ(平板を含む。)に付す(以下,前者を“フランジI”,後者を
“フランジII”という。)(附属書5図4及び附属書5図5参照)。また,クラス2又はクラス3でI,
IIが示されていないときはフランジⅠの記号を示す。
c) 特に注記がない限り,B1,Js,Jp,F'I及びMpは,クラス2又はクラス3の場合,フランジIの寸法に
基づくこととする。
d) すべての対数は,常用対数を用いる。また,角度は,ラジアンを用いる。
3. 接面反力及びボルト締付荷重 接面反力及びボルト締付荷重は,次による。
a) 5.に示す応力計算法は,使用状態でボルト穴の中心円の外側hC = hCmax又はhC<hCmaxの位置に接面反
力HCが作用することを前提としている。接面反力HCを決定するには,式(9)及び式(27)に示すように
モーメントアームhCが分からなければならない。
1) ボルト締付荷重を管理しないで,通常のスパナでボルトを締め付ける場合には,hC = hCmaxとして,
5.の計算を行う。
2) 特定のσi[式(12)及び式(30)]に対する一連の計算値を求めたいときは,hCを変数として,繰返し計
算を行い,σiを収束させる。この場合には,ボルト締付荷重を管理して,実際の初期ボルト応力が,
算出されたσiに等しくなっていることを確認しなければならない。
191
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ボルトを締め付ける場合には,次の点に注意しなければならない。
1) 各ボルトを均一に締め付ける。
2) ボルトは,フランジ面の開きが発生しないように締め付けなければならない。
3) ボルト締付荷重を管理せずに,通常のレンチでボルトを締め付ける場合は,ボルトに降伏が生じる
ような過大な締付けを行わないように注意しなければならない。
4. クラス及びカテゴリの分類 金属面接触フランジは,フランジの組合せによって3種類のクラスに分
類し,更に,各々のフランジを管の取付方法によって,3種類のカテゴリに分類する。
a) クラスの分類 金属面接触フランジは,ボルトの中心円の外側でフランジ面が互いに接触するので,
一つのフランジの挙動はもう一方のフランジの剛性に影響される。そこで,互いの変形に影響を及ぼ
す度合いによって,フランジの組合せを,次のように3種類のクラスに分類する。
1) クラス1 寸法,形状,材料の縦弾性係数及び許容応力が同一のフランジを組み合わせた場合を,
クラス1とする。ただし,一方のフランジに小さなガスケット用の溝を設けても,同一の寸法,形
状とみなしてよい(附属書5図3参照)。ただし,同一の寸法,形状及び縦弾性係数をもつフランジ
の組合せで,許容応力だけが異なる場合には,低い方の許容応力を両方のフランジに適用するなら
ば,クラス1としてもよい(1)。また,剛体にボルト締めされるフランジは,式(12)の中でlを2lに
置き換えて,クラス1として応力計算を行ってもよい。
注(1) このような処置を行うのは,同一の寸法・形状のフランジの組合せを得るためであり,同一の
寸法・形状でなくてもよい場合には,クラス2として計算を行う。
2) クラス2 クラス1の分類に入らないフランジの組合せで,フランジIIの内径が,フランジIのボ
ルト穴の中心の直径の21を超える場合を,クラス2とする(附属書5図4参照)。
参考 寸法,形状が同一でも,縦弾性係数が異なるフランジの組合せの場合もクラス2となる。
3) クラス3 次の場合には,クラス3とする。
3.1) クラス1の分類に入らないフランジの組合せで,フランジIIの内径が,フランジIのボルト穴の
中心円の直径の21以下の場合。
3.2) フランジIのボルト穴の中心円の直径の21以下の内径の穴が平板の中央にあり,その穴が十分に補
強されている場合(2)。
3.3) 穴がない平板を用いる場合。
3.1)及び3.2)の場合も,応力計算はフランジIIを穴がない平板とみなして行う(附属書5図5参照)。
注(2) 5. c) 2)参照。
b) カテゴリの分類 カテゴリの分類は,次による。
1) カテゴリ1 一体形フランジは,カテゴリ1とする。
2) カテゴリ2 ハブ付きのルーズ形フランジで,ハブを強度部材とみなす場合には,カテゴリ2とす
る。
3) カテゴリ3 ハブ付きのルーズ形フランジで,ハブを強度部材とみなさない場合には,カテゴリ3
とする。
5. フランジ及びボルトの計算応力 4.で定めたフランジの組合せのクラス及びカテゴリに分類して,計
算手順を示す。ここでは,引張応力は正符号で,圧縮応力は負符号で表す。附属書5表1に各クラス・カ
テゴリごとに使用する式を一覧表として示す。ただし,2.の中にも幾つかの共通式があるので,あらかじ
192
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
め算出しておく。
附属書5表 1 クラス及びカテゴリごとに適用する計算式
クラス カテゴリ(3)
適用する計算式
1
1
(5 a),(7)〜(13),(14a),(15a),(16a)
1
2
(5 b),(7)〜(13),(14b),(15b),(16b)
1
3
(5 c),(7)〜(13),(14c),(15c),(16c)
2
1,2,3
(5 d)による。
3
1
(1)〜(4),(6 a),(17)〜(31),(32a),(33a),(34a),(35)〜(38)
3
2
(1)〜(4),(6 b),(17)〜(31),(32b),(33b),(34b),(35)〜(38)
3
3
(1)〜(4),(6 c),(17)〜(31),(32c),(33c),(34c),(35)〜(38)
注(3) クラス2及び3では,フランジIのカテゴリを示す。
備考 表中の括弧書きは,計算式の番号を示す。
a) クラス1フランジの計算 クラス1フランジの計算は,次による。
フランジリングとハブとの相互作用によるフランジのモーメント
F
J
t
M
F
J
M
s
P
P
s
′
′
=
+
−3
········································································ (7)
フランジ内径部の傾きとフランジ材料の縦弾性係数との積
)
(
46
.5
3
P
P
s
s
B
M
J
M
J
t
E
+
π
θ=
··························································· (8)
フランジの接面反力
c
s
P
c
h
M
M
H
)
(
+
=
········································································ (9)
使用状態におけるボルト荷重
Wm1 = H+HG+Hc ····································································· (10)
使用状態におけるボルトの応力
b
m
b
A
W1
0=
σ
·············································································· (11)
初期ボルト応力
1
3
2
0
)
(
159
.1
B
lr
at
M
M
h
E
s
p
c
b
i
+
−
σ
σ=
······················································· (12)
ボルト穴の中心円におけるフランジの半径方向応力
)
(
)
(6
2
nD
C
t
M
M
s
P
R
−
+
π
σ=
····································································· (13)
内径におけるフランジの半径方向応力
2
1
0
6
2
t
B
M
Ft
h
Ft
s
R
π
σ =
+
+
−
·························································· (14a)
2
1
0
6
2
t
B
M
t
F
h
t
F
s
L
L
R
π
σ =
+
+
−
························································· (14b)
σR = 0 ··················································································· (14c)
内径におけるフランジの周方向応力
2
1
0
1
1.8
2
t
B
M
Ft
h
FtZ
B
tE
s
B
T
π
θ
σ =
−
+
+
················································· (15a)
193
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
1
0
1
1.8
2
t
B
M
t
F
h
tZ
F
B
tE
s
L
L
B
T
π
θ
σ =
−
+
+
················································ (15b)
1B
tEB
T
θ
σ=
············································································ (15c)
ハブの軸方向応力
V
B
g
g
f
E
h
B
H
1
2
0
1
0
)
/
(
91
.0
θ
σ=
····························································· (16a)
L
B
H
V
B
g
g
E
h
1
2
0
1
0
)
/
(
91
.0
θ
σ=
···························································· (16b)
σH = 0 ··················································································· (16c)
b) クラス2フランジの計算 クラス2フランジの計算は,次による。
1) クラス2のフランジの計算は,次のc)に示すクラス3のフランジの計算手順を,次のように変更し
て行う。
1.1) クラス3の計算手順に,次のMP',C5及びC6の計算式を追加する。これらの計算式は,フランジ
IIを対象とするものとし,ここでは,フランジIIをリングガスケットを用いる通常のフランジと
みなし,外径A,ボルトの中心円の直径C,ガスケット反力の作用する位置の径Gは,いずれも
フランジIのB1と等しい寸法であるとみなす (A = C = G = B1)。
MP'= HD'hD'+HT'hT' (N mm)
ここに, HD'
P
B2II
4
π
=
HT'
)
(
4
2
II
2
1
B
B
P
−
π
=
hD'
2
II
1
II
1
g
B
B
−
−
=
(カテゴリ1及び2)
hD'
2
II
1B
B−
=
(カテゴリ3)
hT'
4
II
1B
B−
=
(カテゴリ1,2及び3)
C5 = MP' (N mm)
2
0
0
3
II
6
91
0
g
Lh
V
t
.
C=
(カテゴリ1及び2)
=
II
1
1
6
log
829
.0
B
B
C
(カテゴリ3)
フランジIIのA,C,G寸法が,フランジIのB1に等しいとみなして計算するのは,MP',C5,C6
の算出をするときと,1.4)の場合だけとする。
1.2) クラス3の計算手順の中でC1を求める式(1)及びC2を求める式(2)は,次のように置き換える。
[
]
s
s
J
C
B
A
J
C
738
.1
/
log
095
.2
1
6
1
1
−
−
−
=
[
][
]
s
P
P
J
.
C
/
C
C
M
J
.
C
738
1
738
1
6
6
5
2
−
−
−
=
194
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.3) クラス3の計算手順の中で,式(26)は,次のように置き換える。
3
II
II
*
II
II
3
II
II
II
)
(
)
(
46
.5
t
E
M
J
M
J
t
E
rb
P
P
b
s
B
θ
π
θ
+
+
=
1.4) クラス3の計算式で,式(17)から式(37)までは,そのまま使用する。しかし,式(38)は使用しない
で,次の計算式を使用する。
軸方向ハブ応力
II
2
II
1
II
II
)
´
(
B
Lg
M
M
f
s
P
H
−
=
σ
(カテゴリ1及び2)
σHII = 0(カテゴリ3)
フランジの半径方向応力
II
2
II
II
II
II
)
´
)(
1
33
.1(
B
Lt
M
M
e
t
s
P
R
−
+
=
σ
(カテゴリ1及び2)
σRII = 0(カテゴリ3)
フランジの周方向応力
II
II
2
II
II
II
)
´
(
R
s
P
T
Z
B
t
M
M
Y
σ
σ
−
−
=
(カテゴリ1及び2)
II
2
II
II
II
)
´
(
B
t
M
M
Y
s
P
T
−
=
σ
(カテゴリ3)
係数f,L,e,Y,Zは,フランジIIのA,C,G寸法がフランジIのB1に等しいとみなして算出
する。
2) 1)で示した方法以外に,次の方法でクラス2のフランジを計算してもよい。
フランジI及びフランジIIが各々全く同一のフランジと組み合わされたと想定し,それぞれクラ
ス1の計算を行い,すべての応力が許容値以下になるようにする。ただし,hCの値は,フランジI,
フランジIIともに同じ値を用い,lの値は,各々想定しているフランジの組合せのフランジ厚さで
算定する。
参考 この方法は,1)の方法に比べてより安全側に計算され,ボルトの応力も大きめに算定される。
3) クラス2のフランジの場合には,1)又は2)の計算を行えば,フランジIIに対して,平板としての板
厚計算及び穴の補強計算は,必要はない。
c) クラス3フランジの計算 クラス3フランジの計算は,次による。
1) 計算
係数E*と非平衡モーメントによるフランジ面の傾きの変化量θrbの積
1
3
1
2
4
II
II
)
1(
log
206
.1
)
(
*
C
X
XC
B
A
C
C
X
E
rb
−
−
−
−
=
θ
········································ (17)
=
*
I
*
II
I
*
I
II
II
)
(
*
E
E
E
E
rb
rb
θ
θ
−
···························································· (18)
径B1部のフランジのモーメント
MSI = C3 (EI*θrbI) +C4 ································································ (19)
MSII = C1 (EII*θrbII) +C2 ······························································ (20)
195
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
径B1部の非平衡モーメント
=
1
I
*
I
I
log
206
.1
B
A
E
M
rb
u
θ
··························································· (21)
=
1
II
*
II
II
log
206
.1
B
A
E
M
rb
u
θ
························································· (22)
径B1部の平衡モーメント
MbI = MsI−MuI ········································································· (23)
MbII = MsII−MuII ······································································· (24)
径B1部のフランジの傾きとフランジ材料の縦弾性係数との積
3
I
I
*
I
I
3
I
I
I
)
(
5.46
t
E
M
J
M
J
t
E
rb
P
P
b
s
B
θ
π
θ
+
+
=
············································· (25)
3
II
3
1
II
II
II
32
337
1
t
PB
M
.
E
s
B
=
π
θ
−
−
····················································· (26)
フランジの接面反力
c
b
P
C
h
M
M
H
)
(
I
+
=
····································································· (27)
使用状態におけるボルト荷重
WmI = H+HG+Hc ····································································· (28)
使用状態におけるボルト応力
b
m
b
A
WI
0=
σ
·············································································· (29)
初期ボルト応力
1
I
3
I
I
2
0
)
1(2
)
(
1.159
B
lr
at
X
M
M
h
E
b
P
c
b
i
−
+
−
σ
σ=
····················································· (30)
ボルト穴の中心円におけるフランジの半径方向応力(フランジI)
)
(
)
(6
2
I
I
I
nD
C
t
M
M
s
P
R
−
+
π
σ=
··································································· (31)
内径におけるフランジの半径方向応力(フランジI)
2
I
1
I
I
0
I
I
6
2
t
B
M
Ft
h
Ft
s
R
π
σ
=
+
+
−
························································ (32a)
2
I
1
I
I
0
I
I
6
2
t
B
M
t
F
h
t
F
s
L
L
R
π
σ =
+
+
−
······················································ (32b)
σRI = 0 ·················································································· (32c)
内径におけるフランジの周方向応力(フランジI)
2
I
1
I
I
0
I
1
1
I
I
I
1.8
2
t
B
M
Ft
h
Z
Ft
B
E
t
s
B
T
π
θ
σ =
−
+
+
············································ (33a)
2
I
1
I
I
0
I
1
I
I
I
I
1.8
2
t
B
M
t
F
h
Z
t
F
B
E
t
s
L
L
B
T
π
θ
σ =
−
+
+
············································ (33b)
196
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
1
I
I
I
B
E
t
B
T
θ
σ=
·········································································· (33c)
軸方向ハブ応力(フランジI)
V
B
g
g
.
f
E
h
B
H
1
2
0
1
I
I
0
I
91
0
=
θ
σ
································································ (34a)
L
B
H
V
B
g
g
.
E
h
1
2
0
1
1
I
0
I
91
0
θ
σ=
······························································· (34b)
σHI = 0 ·················································································· (34c)
ボルト穴の中心円におけるフランジの半径方向応力(フランジII)
)
(
)
(6
2
II
II
II
nD
C
t
M
M
s
P
R
−
+
π
σ
=
·································································· (35)
径B1部の半径方向応力(フランジII)
2
II
1
II
II
6
t
B
Ms
R
π
σ=
··········································································· (36)
径B1部の周方向応力(フランジII)
2
II
1
II
1
II
II
II
II
8.1
t
B
M
B
E
t
s
B
T
π
θ
σ
−
=
···························································· (37)
フランジ中央の半径方向及び周方向応力(フランジII)
2
II
1
II
2
II
2
1
II
II
6
4
309
0
t
B
M
t
PB
.
S
T
R
π
σ
σ
−
=
=
················································· (38)
2) 1)に従ってフランジIIの厚さの計算は穴のない平板として考慮されているので平板としての板厚計
算を行う必要はない。ただし,フランジIIの中央にあいている穴は,附属書2の2.5を基本に穴の
補強計算を行わなければならない。
6. 許容値 5.で求めた各応力は,次の許容値を超えてはならない。
a) 使用状態におけるボルトの応力σb0は,σbを超えてはならない。
σb0≦σb
b) ハブの軸方向応力σHの制限は,1),2)の制限のあるものを除いて,次による。
σH≦1.5σf
1) カテゴリIのフランジのうち,附属書5図1 g)のように,管又は胴の一部をハブとしている一体形
フランジの場合には,ハブの軸方向応力σHは,1.5σf又は1.5σnのうち,いずれか小さいほうの値を
超えてはならない。
σH≦(1.5σf又は1.5σnのうち小さいほうの値)
2) カテゴリIのフランジのうち,附属書5図1 d),e)及びf)の一体形フランジの場合には,ハブの軸方
向応力σHは,1.5σf又は2.5σnのうち,いずれか小さいほうの値を超えてはならない。
σH≦(1.5σf又は2.5σnのうち小さいほうの値)
c) フランジの半径方向応力σRは,σfを超えてはならない。
σR≦σf(σRは5.で算出されるすべてのσR)
197
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) フランジの周方向応力σTは,σfを超えてはならない。
σT≦σf(σTは5.で算出されるすべてのσT)
e)
f
R
H
σ
σ
σ
≦
+
2
(σRは内径におけるσR)
f
T
H
σ
σ
σ
≦
+
2
)
は内径における
(
T
T
σ
σ
ルーズ形フランジ(差込み形フランジ)
備考1. ハブのテーパが6゜以下のときはg0 = g1とみなす。
2. b) の荷重状態及び寸法はa) と同じ。
附属書5図 1†
198
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
一体形フランジ
備考1. h) の荷重状態及び寸法はg) と同じ。
2. r :隅の丸みで,0.25g0以上 (mm)。ただし,5 mm以上。
tn :管の厚さ (mm)
附属書5図 1†(続き)
a) 寸法
附属書5図 2†
c)
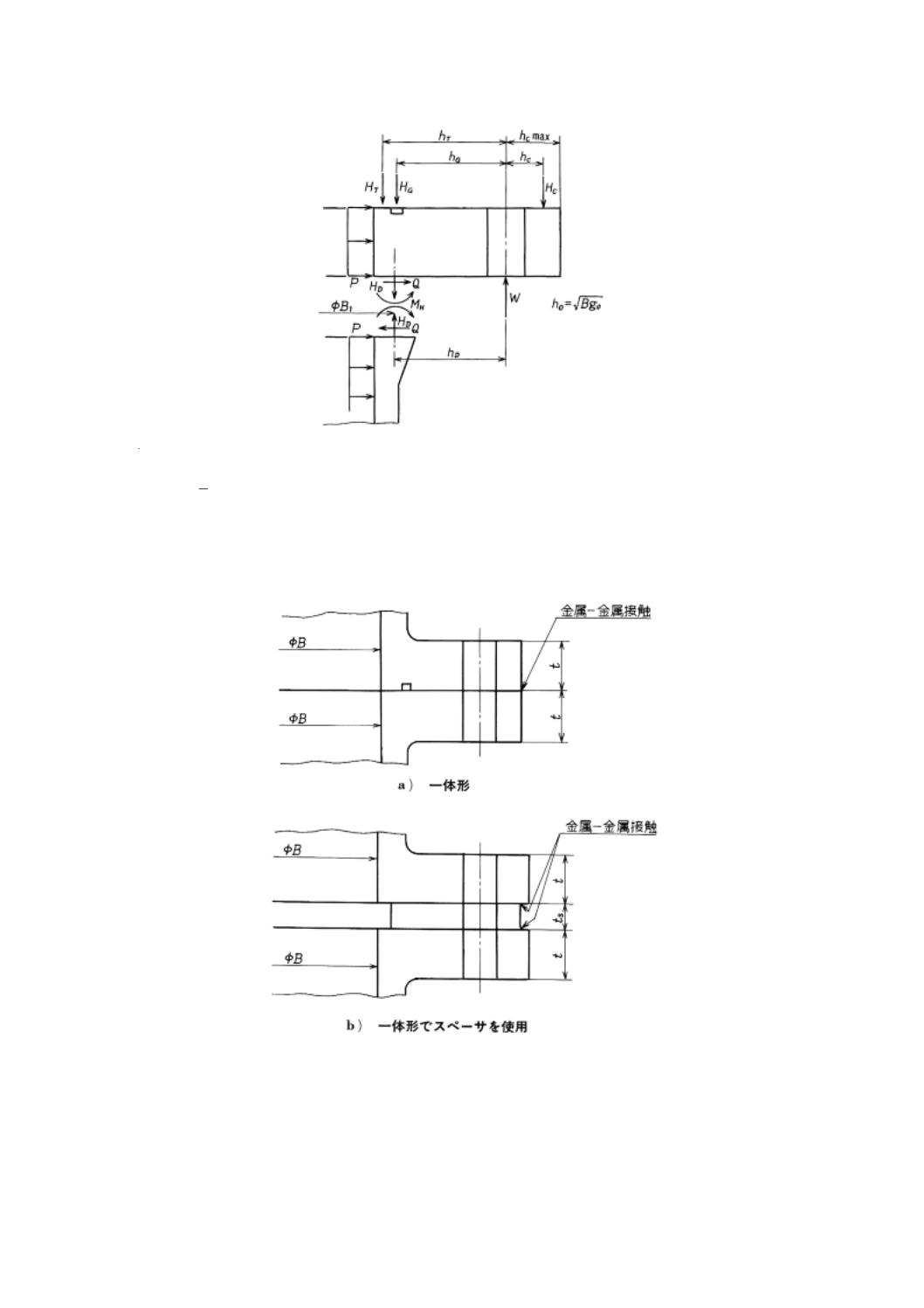
199
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 MH :フランジリングとハブとの間に作用するモーメント
Q :フランジリングとハブとの間に作用するせん断力
2
Qt
M
M
H
s
+
=
となる。
b) 荷重及びモーメントアーム
附属書5図 2†(続き)
附属書5図 3 クラス1†
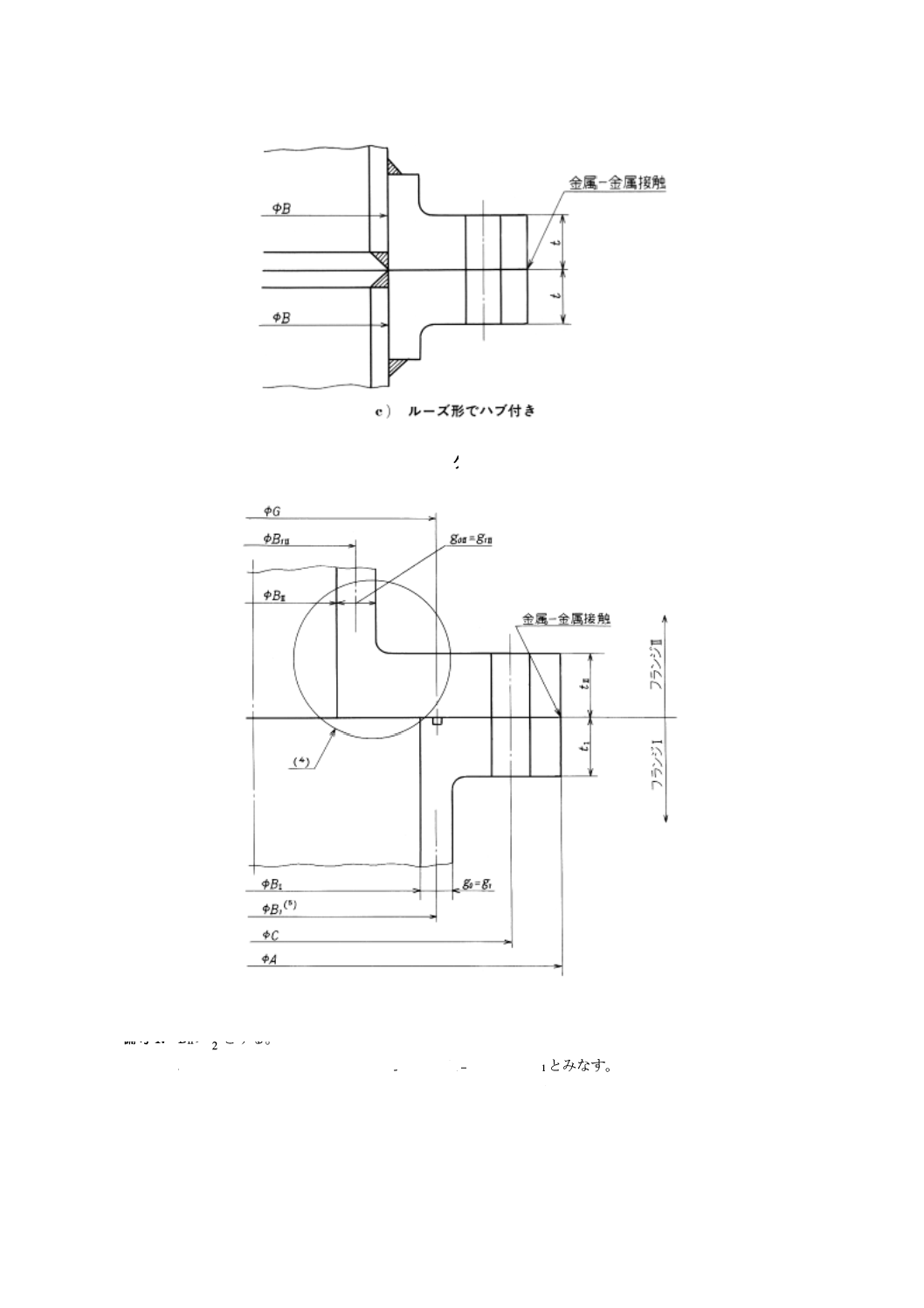
200
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 a)及びb)はカテゴリ1,c)は,ハブを強度部材とみなす場合には,カテゴリ2を示す。
附属書5図 3 クラス1†(続き)
注(4) 5. b)1.1)参照。
(5) 2. b)及び2. c)参照。
備考1. BII>2Cとする。
2. 5. b)1)でフランジIIの計算を行うときは,AII = CII = GII = B1とみなす。
附属書5図 4 クラス2†
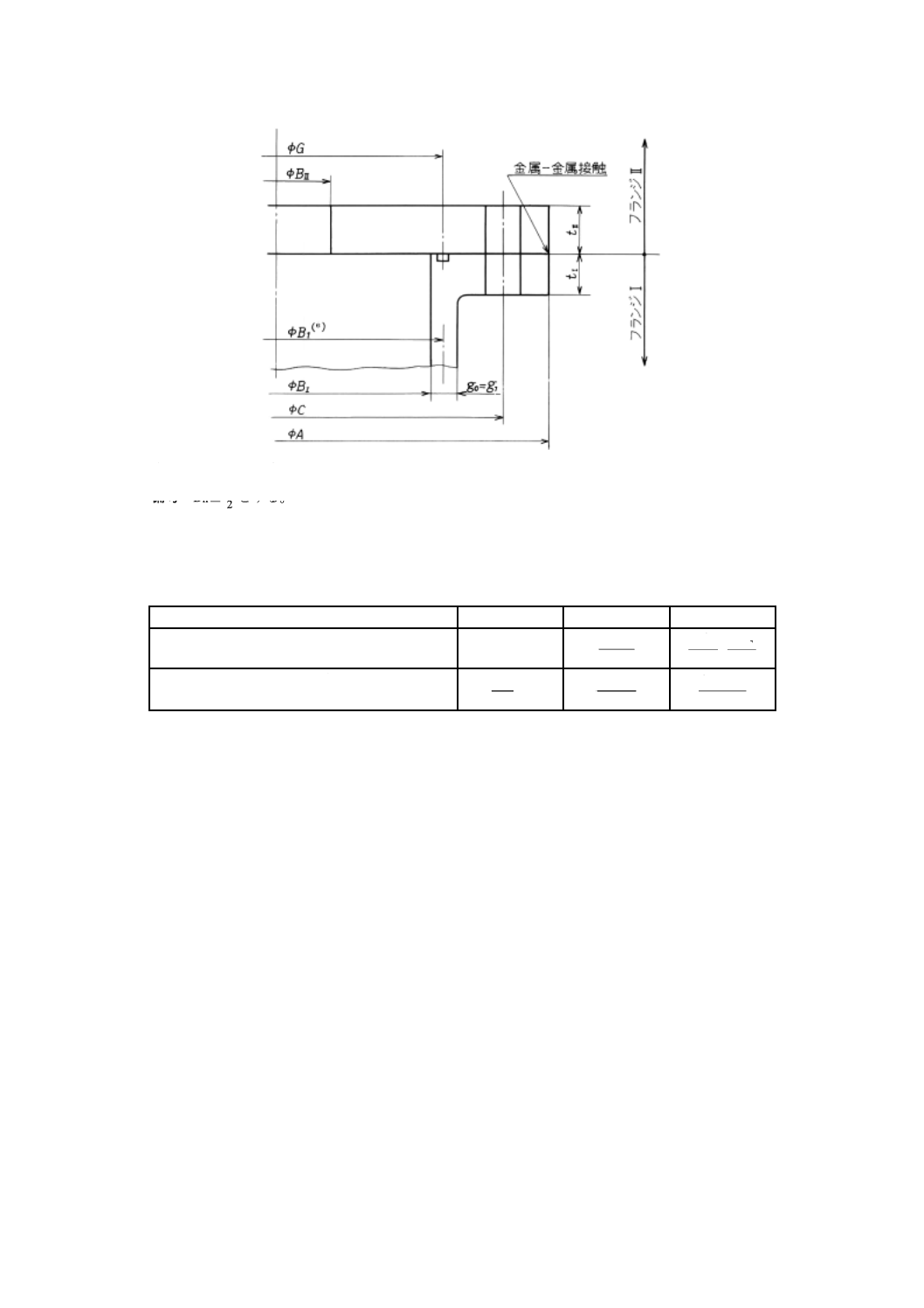
201
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(6) 2. b)及び2. c)参照。
備考 BII≦2Cとする。
附属書5図 5 クラス3†
附属書5表 2 モーメントアーム
フランジの形式
hD
hG
hT
一体形フランジとして計算するもの
R+0.5g1
2
G
C−
2
1
G
h
g
R
+
+
ルーズ形フランジとして計算するもの
2
B
C−
2
G
C−
2
G
Dh
h+
202
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書6(規定)リバースフランジ
1. 適用範囲 この附属書の適用範囲は,次のとおりとする。
a) この附属書は,附属書3の2.及び4.を一部置き換えて,リバースフランジ(以下,フランジという。)
の構造について規定する。この附属書に規定のない場合には,附属書3の2.及び4.の項目をそのまま
適用する。
b) この附属書で規定するリバースフランジには,次の制限を適用する。
1) フランジの内外径の比は,2.0を超えてはならない。
2) この附属書に定める計算方法は,ガスケット締付時及び使用状態(加圧状態。以下,同じ。)という
二つの状態においてフランジに発生する応力を計算し,附属書3の4.4によって評価する。ここで
計算に使われる荷重は,ボルトを締め付けるとき及び内圧がかかったときに,フランジに作用する
荷重であり,次に示すような荷重は考慮していない。
2.1) 配管系から伝えられる外力
2.2) フランジ内部又はボルトに生じる熱応力
2.3) 据え付けるときに生じる無理な強制力
3) フランジの形式は,附属書3の3.に示される一体形だけ使用することができるが,その他は使用し
てはならない。
4) この附属書6は,ガスケット締付時及び使用状態のいずれの場合においても,ボルトの中心円の外
側でフランジ面どうしが接触する場合には,適用できない。
備考 附属書6図1参照。
2. 記号の意味 この附属書で用いる記号の意味は,次による。
A:フランジの外径(附属書6図1参照) (mm)
B:胴の内径(附属書6図1参照) (mm)
B':フランジの内径(附属書6図1参照) (mm)
C:ボルトの中心円の直径 (mm)
dr:
V
g
h
U
r
r
2
0
0
er:
r
hF0
F:係数で,附属書3図5又は附属書3表4による。ただし,h0の代わりにh0rを用いる。
f:係数で,附属書3図4又は附属書3表4による。ただし,h0の代わりにh0rを用いる。
G:ガスケット反力円の直径(附属書3図1参照) (mm)
g1:フランジ背面のハブの厚さ (mm)
g0:ハブ先端の厚さ (mm)
H:内圧力によってガスケットの反力円の内側に加わる荷重で,次の算式による。
H=
(N)
4
2
P
G
π
HD:内圧力によってフランジに加わる全荷重で,次の算式による。
203
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
HD =
(N)
4
2
P
B
π
HG:ガスケット荷重,すなわち,ボルト荷重と内圧力によってフランジに加わる全荷重との差
HG = W0−H (N)
HT:内圧によってフランジに加わる全荷重とガスケットの反力円の内側に加わる荷重との差
HT = HD−H (N)
h:ハブの長さ(附属書6図1参照) (mm)
hD:ボルトの中心円から,HD作用点までの半径方向の距離 (mm)
(C+g1−2g0−B)/2
hG:ボルトの中心円からHG作用点までの半径方向の距離 (mm)
h0r:
0
Ag (mm)
hT:ボルトの中心円からHT作用点までの半径方向距離 (mm)
2
2
1
G
B
C
+
−
K:フランジの内外径の比で
'B
A
Lr:
r
r
r
d
t
T
te
3
1+
+
M:フランジに作用するモーメント (Nmm)で次による。
a) 使用状態 M = M0
b) ガスケット締付時 M = Mg
MD:HDhD,内圧によってフランジの外径面に加わる荷重によるモーメント (Nmm)
MG:HGhG,ガスケット荷重によるモーメント (Nmm),すなわち,フランジのボルト荷重と内圧に
よってフランジに加わる全荷重との差によるモーメント
MT:HThT,内圧によってフランジに加わる全荷重とガスケットの反力円の内側に加わる荷重との差
によるモーメント (Nmm)
Mg:ガスケット締付時にフランジに作用するモーメント (Nmm)
M0:使用状態でフランジに作用する全モーメント (Nmm)
P:内圧 (MPa)
T:K =
B
A
′
/
の値によって定まる係数で,附属書3図7による。
Tr:
T
.
Z
.
Z
r
α
−+3
0
3
0
t:フランジの厚さ (mm) でガスケット座面の高さ及びガスケット溝の深さは含めない。
U:K の値によって定まる係数で,附属書3図7による。
Ur:αrUの値によって定まる係数
V:係数で附属書3図8又は附属書3表4による。ただし,h0の代わりにh0rを用いる。
Wg:ガスケット締付時のボルト荷重[附属書3の4.1c)参照] (N)
W0:使用状態でのボルト荷重[附属書3の4.1 c)参照] (N)
Y:Kの値によって定まる係数で附属書3図7による。
Yr:αrY
Z:Kの値によって定まる係数で附属書3図7による。
204
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
αr:
Y
K
K
)1
(
668
.0
1
1
2
+
+
σH:ハブの軸方向応力 (N/mm2)
σR:フランジの半径方向応力 (N/mm2)
σT1:フランジの外周に生じる周方向応力 (N/mm2)
σT2:フランジの内周に生じる周方向応力 (N/mm2)
3. フランジに作用するモーメント
a) 使用状態でフランジに作用するモーメント
M0 = MD+MT+MG = HDhD+HThT+HGhG
ただし,ボルトの中心円を支点として時計回りのモーメントは正値,反時計回りのモーメントは負
値として取り扱う。モーメントの合計が負値となった場合は,その絶対値を応力計算に使用する。
b) ガスケット締付時にフランジに作用するモーメント
2
G
C
W
M
g
g
−
=
4. フランジの計算応力
a) フランジの外周に生じる応力
B
g
L
fM
r
H
′
=
2
1
σ
B
t
L
M
te
r
r
R
′
=
2
)1
33
.1(
+
σ
)1
33
.1(
)1
67
.0(
2
1
+
+
−
r
r
R
r
T
te
te
Z
B
t
M
Y
σ
σ
′
=
b) フランジの内周に生じる応力
(
)
′
=
r
r
T
L
K
te
K
Y
B
t
M
)1
(
32
1
2
2
2
2
2
−
+
−
σ
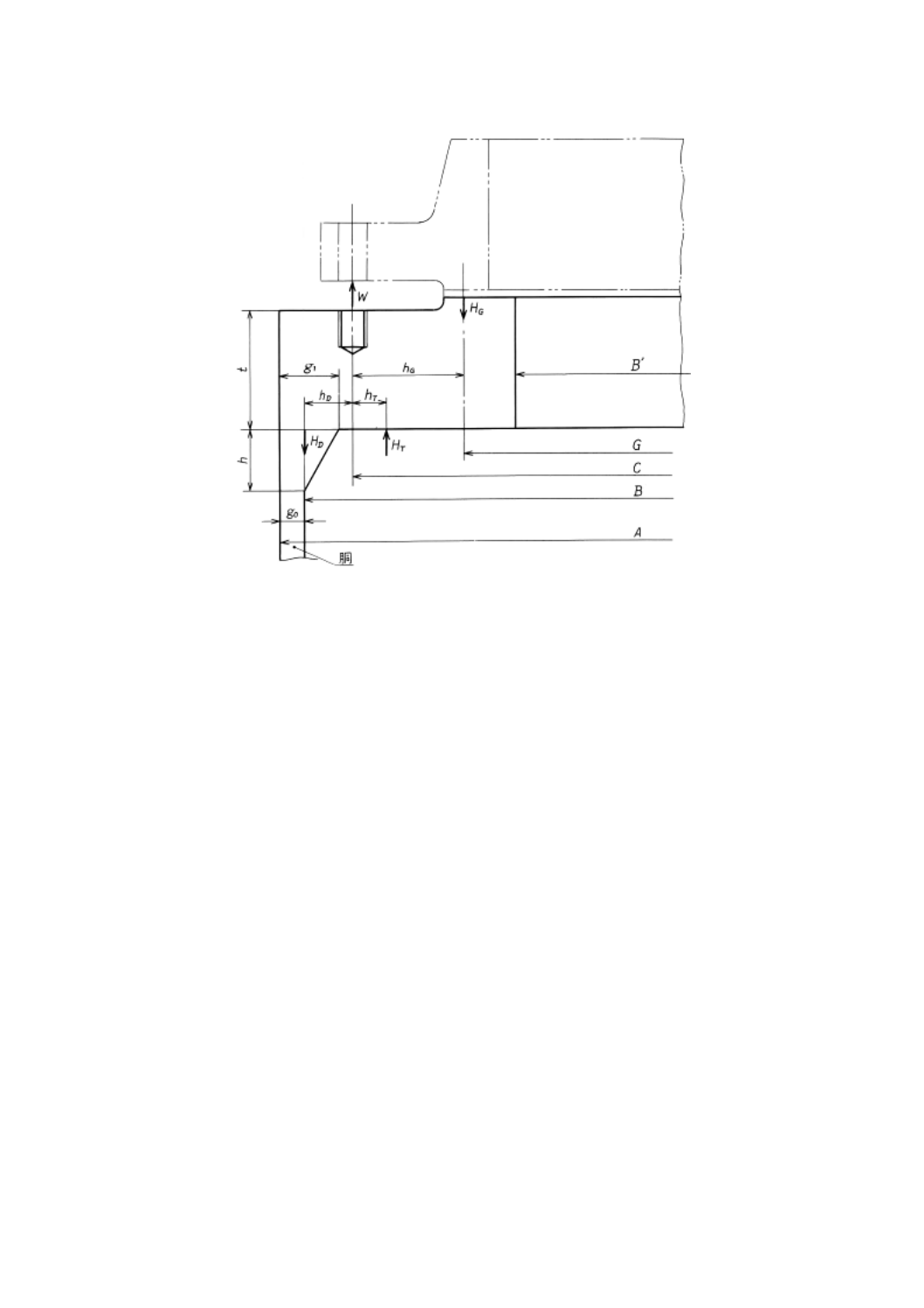
205
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書6図 1 リバースフランジ†
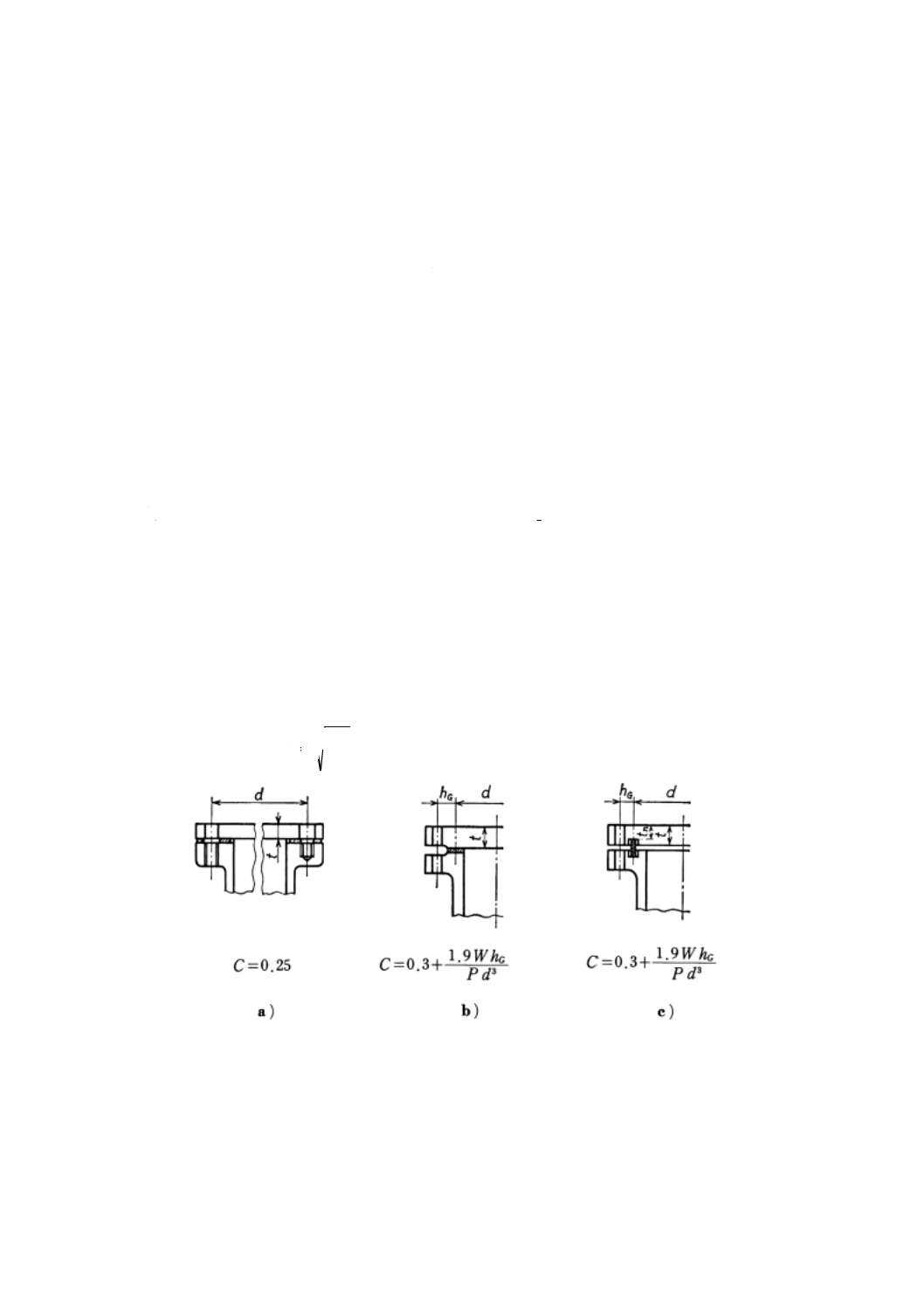
206
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書7(規定)圧力容器のふた板
1. 適用範囲 この附属書は,圧力容器のボルト締め円形平ふた板の計算について適用する。
2. 記号の意味 この附属書で用いる記号の意味は,次による。
t: 平ふた板の計算厚さ (mm)
tn: ガスケット溝の深さを差し引いた平ふた板の計算厚さ (mm)
P: 設計圧力 (MPa)
σa: 設計温度における材料の許容応力で,JIS B 8265の付表2.1.1[鉄鋼材料の許容引張応力]及
び付表2.2[非鉄金属材料の許容引張応力]による値 (N/mm2)
C: 平ふた板の計算に用いる係数で,附属書7図1による。
W: ボルト荷重で附属書3による。 (N)
d: 附属書7図1に示す直径で,ガスケット反力中心を結ぶ長さ (mm)
hG: モーメントアームでボルト円の直径とdとの差の21 (mm) (附属書7図1参照)
3. ボルト締め円形平ふた板
3.1
ボルト締め円形平ふた板の構造 平ふた板が胴,管などのフランジにボルトで取り付けられるもの
の構造は,附属書7図1による。
なお,円形以外の平ふたは適用してはならない。
3.2
ボルト締め円形平ふた板の計算厚さ
a) 平ふた板の厚さ 円形平ふた板の計算厚さは,次の算式による。
a
CP
d
t
σ
=
附属書7図 1 ボルト締め円形平ふた板の構造
b) ガスケット溝の深さを差し引いた円形平ふた板の計算厚さ 円形平ふた板にガスケット溝を設ける場
合で,溝の深さを差し引いた計算厚さは,次の算式による[附属書7図1 c)参照]。
207
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d
Wh
t
a
G
n
σ
9.1
=
備考 附属書7図1 b),c)に示すように平ふた板にボルト荷重による曲げモーメントを生じるもので
は,使用状態のときと,ガスケット締付時の両方の場合について計算を行い,t及びtnにはいず
れか厚いほうの値をとらなければならない。
この場合,使用状態及びガスケット締付時のWは,附属書3の4.1による。
208
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8(規定)圧力容器の応力解析及び疲労解析
1. 適用範囲 この附属書は,応力解析及び疲労解析について規定する。
2. 応力解析
2.1
一般 応力解析に関する一般的事項は,次による。
a) 疲労解析を行う必要がない場合(本体の6.4.3参照),容器又は容器の部分は,この附属書の4.及び5.
に規定する応力解析方法を用いて設計することができる。疲労解析を行う必要がある場合には,この
規定の3.とともに用いる。
b) 4.及び5.に規定する方法よりも正確であるか,又は安全側にあることが確認される場合には,他の解
析方法又は6.に規定する実験的応力解析法を用いてよい。
c) 応力解析による設計では,弾性計算によって2.2に従って求めた応力及び応力強さは,2.3及び2.4に
規定する許容限界値を超えてはならない。ただし,塑性解析を適用し,2.5を満足する場合には,2.3
及び2.4の許容限界値を超えてもよい。
d) 附属書1の4.に規定する以外の圧縮応力が生じる構造では,c)の規定のほかに限界座屈応力を計算し,
座屈に対して安全であることを示さなければならない。
2.2
応力及び応力強さの計算 応力及び応力強さの計算は,次による。
a) 容器の各部分において,周方向,子午線方向及び板厚方向に直交座標をとり,これらを添字t,l,r
で表す。これらの方向の垂直応力成分をσt, σl及びσrとし,対応するせん断応力をτtl, τlr及びτrtとする。
b) その部分に生じる応力成分を計算し,次の応力分類に割り当てる(附属書8表1及び附属書8表2参
照)。
1) 応力分類記号Pm:一次一般膜応力 圧力又は他の機械的負荷によって生じる膜応力であって総体的
及び局部的な構造上の不連続性がない部分のもの。
2) 応力分類記号PL:一次局部膜応力 圧力又は他の機械的負荷によって生じる膜応力で一次一般膜応
力及びその不連続効果,すなわち,二次応力的な性格をもった膜応力を含むものとする。
3) 応力分類記号Pb:一次曲げ応力 圧力又は他の機械的負荷によって生じる曲げ応力で,総体的及び
局部的な構造上の不連続性がない部分のもの。
4) 応力分類記号Q:二次応力(1) 構造物の隣接部分の拘束及び自己拘束によって生じる垂直応力又は
せん断応力。
注(1) 二次応力に対しては,膜成分及び曲げ成分を区別する必要はない。
5) 応力分類記号F:ピーク応力 応力集中(切欠き)又は局部熱応力によって,一次応力又は二次応
力に付加される応力の増加分。
c) 附属書8表2において,異なる形式の負荷で生じる各応力成分の代数和を計算し,それぞれの応力分
類内に6個の応力成分の組を作る。
d) t,l及びr方向の各応力成分を用いて主応力σ1,σ2及びσ3を計算する(圧力容器の計算では,t,l及
びr方向が主応力方向に一致し,σt,σl及びσrが主応力σ1,σ2及びσ3になる場合が多い。)。
e) 次の式によって主応力差S12,S23及びS31を計算する。
S12 = σ1−σ2
S23 = σ2−σ3
209
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
S31 = σ3−σ1
S12,S23及びS31(一次応力の主応力差)のうち,絶対値の最大のものを応力強さS1とし,2.3 a)〜c)
のPm,PL,PL+Pbに適用する。S12,S23及びS31(一次応力と二次応力との和から求めた主応力の差)の
うち,変動範囲の最大のものを応力強さS2とし,2.3 d)のPL+Pb+Qに適用する。S12,S23及びS31(一
次応力,二次応力及びピーク応力の和から求めた主応力の差)の変動範囲の最大値を応力強さS3とし,
2.3 e)のPL+Pb+Q+Fに適用する。
備考 膜応力強さは,b)の応力成分の段階で,断面の板厚について平均した応力成分から求める。
2.3
基本的な応力強さの許容限界 附属書8表2に示す5個の応力分類の各々について,2.2から求めた
応力強さの各々の値は,次に示す許容限界を超えてはならない。
ここに,Smは設計応力強さで本体の付表2.1及び付表2.2に規定する。
a) 応力強さPm:一次一般膜応力強さ 設計荷重によって生じる一次一般膜応力強さに対する許容値は,
kSmとする。ここに,kは設計応力強さに乗じる割増係数で,附属書8表3による。
備考 2.2 b) 1)のPmと混乱が考えられない限り,応力強さPmを単にPmと記述する。
b) 応力強さPL:一次局部膜応力強さ 設計荷重によって生じる一次局部膜応力強さに対する許容値は,
1.5kSmとする。
なお,局部とは1.1Smを超える一次膜応力強さの範囲が子午線方向に1.0Rt以内で,その領域から
子午線方向に2.5
m
mt
R
の範囲内に1.1Smを超える一次膜応力強さが存在しない場合をいう。ここに,
Rは当該部の法線半径(中立面から中心軸までの法線距離),tは当該部の最小厚さ,Rm, tmは一次局部
膜応力強さが1.1Smを超える部分の法線半径の平均及び最小厚さの平均。
備考 2.2 b) 2)のPLと混乱が考えられない限り,応力強さPLを単にPLと記述する。
c) 応力強さPL+Pb:一次(一般又は局部)膜応力と一次曲げ応力との和の応力強さ 設計荷重によって
生じる一次(一般又は局部)膜応力と,一次曲げ応力の和の応力強さに対する許容値は,1.5kSmとす
る。
d) 応力強さPL+Pb+Q:一次応力と二次応力との和の応力強さ 運転荷重によって生じる一次応力と二
次応力の和から求めた主応力の差の変動範囲に対する許容値は,3Smとする。
e) 応力強さPL+Pb+Q+F:一次応力,二次応力とピーク応力との和の応力強さ 変動する運転荷重に
よって生じる一次応力,二次応力とピーク応力との和から求められる応力強さに対しては,3.に従い
疲労解析法を用いて評価する。
2.4
特別な応力の許容限界 特別な条件又は形状の場合の応力の許容限界は,次による。
a) 支圧荷重
1) 最大設計荷重による平均支圧応力は,降伏点又は0.2 %耐力をSyとするとき,Syを超えてはならな
い。ただし,自由端までの距離が支圧荷重を受ける距離よりも長い場合には,1.5Syまで用いてよい。
クラッドの合せ材表面の支圧応力に対しては,Syには合せ材の値を用いなければならない。ただ
し,支圧面積として実際の接触面積と接触面とを支えている母材の面積のいずれか小さいほうを用
いれば,降伏応力Syには母材の値を使用してもよい。
2) 支圧荷重が突出部のような自由端をもつ部分に作用する場合の平均せん断応力は,負荷応力だけの
場合は0.6Sm,負荷応力に二次応力が加わる場合には,次の値を超えてはならない。
2.1) オーステナイト系ステンレス鋼に対しては,50 ℃における0.5Sy,又は考慮すべき温度における
0.675Syのいずれか小さいほう。
2.2) 他の材料に対しては考慮すべき温度における0.5Sy。
210
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) せん断破壊が主にクラッドの合せ材内部で生じるような形態の場合は,クラッドの合せ材に等価な
材料の特性からクラッドの許容せん断応力を決定しなければならない。
せん断破壊が一部は母材,一部はクラッドの合せ材で生じるような形態の場合のクラッドの強さ
の評価には,各々の材料に対する許容せん断応力を組み合わせて用いなければならない。
4) ピン及びこれに類する部材の支圧応力は,その温度でのSyを超えてはならない。ただし,板の端か
らピンの直径以内の距離に支圧面がない場合には,1.5Syを用いてもよい。
b) 純せん断 純せん断を受ける断面(例えば,キー,シャーリング及びねじ)の平均一次せん断応力は,
0.6Smを超えてはならない。ねじりを受ける中央円形断面の外周で応力集中を除いた最大一次せん断応
力は,0.8Smを超えてはならない。
c) 非一体形継手の進行性のゆがみ ねじ込みキャップ,ねじ込みプラグ,シャーリング形ふた板,ブリ
ーチロック形ふた板などの非一体形継手では,らっぱ状又はその他の形の進行性のゆがみによる破壊
を生じ,かみ合わなくなるような非一体形継手の部品間のスリップを引き起こすことがある。これを
防ぐためにPL+Pb+Qは,Syを超えてはならない。
d) 容器胴体の熱応力ラチェット 静的内圧を受ける容器が熱応力の繰返しを受ける場合には,繰返し熱
応力の変動範囲の許容限界は,次による。
1) 板厚内で温度分布が直線形の場合
0<x≦0.5に対してy = 1/x
0.5<x≦1.0に対してy = 4(1−x)
ここに, y: 弾性計算による熱応力の変動範囲の許容値と降伏点又は0.2 %耐
力Sy(2)との比
x: 圧力による一般膜応力の最大値とSy(2)との比
注(2) 1.5Sm>Syの場合には,Syの代わりに1.5Smを用いてよい。
しかし,附属書8図1に示す設計疲労曲線の106回に対応
したSaの値の2倍がSyより小さい場合は,繰り返しひずみ
軟化を考慮してSyの代わりに106回に対応したSaの値の2
倍を使用する。附属書8図3の場合には,1011回に対応す
る曲線AのSa値の2倍を使用する。
2) 板厚内で温度分布が放物線状に単調変化する場合
0.615<x<1.0に対してy = 5.2(1−x)
x≦0.615に対しては近似的に
x
0.3 0.4 0.5
y
4.65 3.55 2.70
e) ボルトの許容最大応力 初期荷重,圧力及び熱膨張差の組合せによって生じるボルトの実際の使用時
の応力は,本体の付表3.1に掲げるボルト材のSm値より高くてもよい。ただし,応力集中を無視した
ボルト断面での平均応力の最大値は,2Smを超えてはならない。
ボルト断面の外周における応力(軸力による直接の引張応力と曲げ応力との和で,応力集中は無視
したもの)の最大値は,3.5 b) 2)によって制約される場合を除いて3Smを超えてはならない。
なお,ボルトがヒータ,テンショナなどの残留ねじりを最小にする方法以外の方法で締め付けられ
る場合には,応力ではなく,応力強さが上記の応力限界を超えてはならない。
f)
溶接金属の設計応力強さ 溶接金属の設計応力強さは,規定の溶接詳細どおりに行えば,母材と等し
211
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
いものとする(溶接金属の設計応力強さが母材よりも小さい場合には,溶接金属の値を用いる。)。
g) 三軸応力 3個の一次主応力の代数和(σ1+σ2+σ3)は,4Smを超えてはならない。
2.5
塑性解析の適用 弾性解析によって求めた応力又は応力強さが2.3又は2.4の許容限界を超える場合
には,次の塑性解析を適用してもよい。
a) ポアソン比の修正値を用いる方法
1) Pm, PL ,PL+Pb 及びPL+Pb+Q は,弾性ポアソン比の値を用いる弾性計算によって求め,それぞ
れの許容限界を超えてはならない。
2) PL+Pb+Q+Fは,次の修正ポアソン比を用いた弾性計算によって求め,3.の疲労解析を行う。
ν = 0.5−0.2(Sy/Sa),ただし,0.3以上とする。
ここに, Sy: サイクル中の温度の平均値における材料の降伏点 (N/mm2)
Sa: 運転サイクルの予想繰返し回数に対応する該当する設計疲労曲
線から得られる許容振幅 (N/mm2)
b) 塑性解析による方法 次に掲げる条件1)及び2)を満足する場合には, PL ,PL+Pb+Q,胴の熱応力ラ
チェット及び非一体形継手の進行性のゆがみに対する許容限界は超えてもよい。
1) 2.1 d),2.3 a),2.3 c)(ただし,Pm+Pbに適用する。),2.4 a),2.4 g),及び2.7に対して弾性計算を
行い,各項に示された許容限界が満足されている場合。
2) 塑性解析によって次の事項を検証する場合。
2.1) シェークダウンが生じて変形の進行が停止する。
2.2) シェークダウンが起こるまでに生じる変形が指定の限界を超えない。
2.3) シェークダウン後に繰り返される応力が疲労に対する許容限界内にある。ただし,この場合の疲
労解析に用いる応力振幅は,シェークダウン後の最大主ひずみ範囲の2
1
にサイクル中の平均温度
における材料の縦弾性係数を乗じた値とする。
c) 崩壊荷重による方法 設計圧力及び他の機械的荷重が,次の1)〜3)のいずれかの解析法で定められた
崩壊荷重の32を超えない場合には,Pm, PL 及びPL+Pb に対する検討はしなくてもよい。ただし,容
器の各部分の厚さは,最小厚さ以上でなければならない。
1) 極限解析 極限解析によって定める崩壊荷重の下界。この場合,降伏点の代わりに1.5Smを使う。
ただし,この際に生じる塑性ひずみが許容できない場合には,本体の表6.1に示すひずみ制限係数
に応じて,解析で用いる降伏点の値を低減する。また,塑性ヒンジが形成されるような局部的な部
分では,塑性ひずみ集中が疲労挙動,ラチェット挙動,又は座屈挙動に及ぼす影響を考慮しなけれ
ばならない。
2) 塑性解析 塑性変形量が弾性変形量に等しくなる限界の荷重,すなわち,塑性解析によって求めた
荷重−変位図又は荷重−ひずみ図を用いて附属書8図7に示す作図によって定める崩壊荷重。ただ
し,用いる変位又はひずみは,容器の荷重保持力を示すことができるものを選ぶ。
3) 実験的解析 6.に規定する基準に従い,実験によって定める崩壊荷重。
d) 簡易弾塑性解析による方法 PL+Pb+Qは,次の条件 1)〜5)を満足する場合には,2.3 d)の許容限界
3Smを超えてもよい。
1) 熱による曲げ応力を除いて求めたPL+Pb+Qが,3Sm以下である。
2) 弾性計算で求めた繰返し応力強さの振幅に,次の係数Keを乗じた値を用いて,3.によって疲労解析
を行う。ただし,弾性計算をするとき,a) 2)の修正ポアソン比を用いなくてもよい。
Sn≦3Smの場合,Ke = 1.0
212
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3Sm<Sn<3mSmの場合,
(
)
(
)
−
−
−
+
=
1
3
1
1
0
1
m
n
e
S
S
m
n
n
.
k
Sn≧3mSmの場合,
n
Ke
1
=
ここに,
Sn: PL+Pb+Q (N/mm2)
m, n: 材料による定数で,附属書8表4による。
3) 熱応力ラチェットに対する要求2.4 d)を満足する。
4) 温度は各材料について附属書8表4の最高値を超えない。
5) 材料の規定最小降伏点又は0.2 %耐力と,規定最小引張強さとの比は0.8以下である。
e) シェークダウン解析による方法 d) 1)及びd) 2)を満足する場合には,2.4 c)及び2.4 d)に対する許容限
界を超えてもよい。
2.6
ノズルと配管の接続部 穴の補強の有効範囲を超えるノズル側の部分に生じるPL+Pb+Q は,次の条
件a)及びb)を満足する場合には,2.3 d)の許容限界3Smを超えてもよい。ただし,この場合,疲労解析は
2.5 d) 2)による。
a) 熱による曲げ応力と配管の熱膨張反力による応力を除いて求めたPL+Pb+Qが,3Sm以下である。
b) 配管の熱膨張反力だけから求めたPL+Pb+Qが,3Sm以下である。
2.7
ボルト締めフランジ 内圧を受ける容器部分に使用するボルトの本数,断面積は附属書3による。
ただし,ボルトの設計応力強さは,本体付表3.1を用いる。
3. 疲労解析
3.1
一般 圧力容器の運転荷重条件が,本体の6.4.3に規定する疲労解析免除規定を満足しない場合には,
次の疲労解析の手順又は6.の疲労試験によって疲労破壊が起きないことを確認しなければならない。
3.2
疲労解析の手順
3.2.1
応力サイクルが一つの場合 応力サイクルが一つだけの場合には,次の手順による。
a) 次の1)又は2)によって,PL+Pb+Q+Fの21,すなわち,繰返し応力強さの振幅Saltを求める。
1) 主応力の方向が変化しない場合 評価点における主応力の方向がサイクル中に変化しない場合には,
繰返し応力強さの振幅は,次の手順によって求める。
1.1) 主応力 1サイクル中における一次応力,二次応力及びピーク応力の和に対する3主応力の時間的
変化を,総体及び局部の構造不連続並びにサイクル中に変動する熱的影響をも考慮して求める。
これらの3主応力をσ1,σ2及びσ3とする。ここでσ1は,必ずしも最大主応力でなく,常にある特
定の方向の主応力を意味する。σ2及びσ3も同様である。
1.2) 主応力差 次に1サイクル中に生じる主応力差S12 = σ1−σ2,S23 = σ2−σ3,S31 = σ3−σ1の時間的変
化を求める。これら三つの主応力差をSijと表す。
1.3) 繰返し応力強さの振幅 各主応力差Sijの変動範囲を定め,その絶対値を求める。これをSrijと表し,
Saltij = 0.5Srijを求める。このSaltijの最大値を繰返し応力強さの振幅Saltとする。
2) 主応力の方向が変化する場合 評価点における主応力の方向が応力サイクル中に変化する場合には,
次に示す更に一般的な手順によらなければならない。
2.1) 1サイクル中における6個の応力成分σt,σl,σr,τtl,τlr,τrtの時間的変化を,総体及び局部の構
造不連続並びにサイクル中に変動する熱的影響をも考慮して求める。
2.2) サイクル中,それらが極値(代数的に最大又は最小)の一つを生じる時点を選び出し,この時点
213
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の応力成分をσti,σliのように,添字iを付けて表す。
備考 大抵の場合には,サイクル中,条件がこのような極値となることが既知である時点を,少なく
とも一つは選び出してもよい。場合によっては,繰返し応力強さの最大振幅発生時点を見い出
すために,数個の時点について調べる。
2.3) このi時点における6個の応力成分σti,σliなどをサイクル中の各時点における対応応力成分σt,σl
などから差し引き,変動成分σt',σl'などと表す。
2.4) これら6個の変動応力σt',σl'などから導かれる主応力,σ1',σ2',σ3'をサイクル中の各時点で計算
する。これらの主応力の方向はサイクル中に変化するが,各主応力は各固有の番号を保持しなけ
ればならない。
2.5) 1サイクル中における主応力差S12' = σ1'−σ2',S23' = σ2'−σ3',S31' = σ3'−σ1'の時間的変化を求め,
これら三つの主応力差をSijと表す。
2.6) 各主応力差Sijの変動範囲を定め,その絶対値を求める。これをSrijと表し,Saltij = 0.5Srijを求める。
このSaltijの最大値を繰返し応力強さの振幅Saltとする。
b) a)の1)又は2)によって求めたSaltの値に,使用する設計疲労曲線(附属書8図1〜6)の図上に示され
ている縦弾性係数と解析で用いた縦弾性係数との比を乗じる。
c) この値を使用する設計疲労曲線(3)の縦座標にとり,対応する横座標から許容繰返し回数Nを求める。
d) 容器の運転荷重条件として与えられた予想繰返し回数nは,許容繰返し回数Nを超えてはならない。
注(3) 一つの図に複数の曲線が示されている場合には,それらの使い分けは各々の図に示される説明
に従う。
3.2.2
応力サイクルが二つ以上の場合 応力サイクルが二つ以上ある場合には,次の手順によって累積損
傷を評価しなければならない。
a) 番号1,2,3などの応力サイクルが,容器の寿命中にそれぞれn1,n2,n3回だけ繰り返されるものと
する。これらの回数n1,n2,n3の決定に当たっては,各応力サイクルを重ね合わせ,各応力サイクル
単独の応力範囲を超す合成応力範囲の発生回数を計算しなければならない。
備考 例えば,第1の応力サイクルは,その主応力差の変動範囲が0〜400 N/mm2で寿命中に1 000回
繰り返され,第2の応力サイクルは,主応力差の変動範囲が0〜−360 N/mm2で寿命中に10 000
回繰り返されるものとすれば,
番号1の応力サイクル:n1 = 1 000,Salt1 = (400+360) /2 = 380 N/mm2
番号2の応力サイクル:n2 = 9 000,Salt2 = (360+0) /2 = 180 N/mm2
のように計算する。
b) 各番号の応力サイクルに対して, 3.2.1 a) 1)又は2)によって繰返し応力強さの振幅Saltを求め,Salt1,
Salt2などとする。
c) これらSalt1,Salt2,Salt3などが各単独に作用する場合の許容繰返し回数を,3.2.1 b)及びc)によって求め,
N1,N2,N3などとする。
d) 各番号の応力サイクルに関する使用係数U1,U2,U3などをU1 = n1/N1,U2 = n2/N2,U3 = n3/N3などに
よって計算する。
e) 累積使用係数UをU = U1+U2+U3+…によって計算する。
f)
この累積使用係数の値は,1を超えてはならない。
3.3
局部的構造不連続の影響 疲労強度に及ぼす局部的構造不連続の影響は,すべての使用条件に対し,
次のいずれかの方法によって評価する。
214
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 4.4 の疲労解析のための穴部の応力(応力指数など)。
b) 5. のリガメントの応力[5.3 a) 2.2),5.3 a) 2.3),5.3 b) 2)及び5.4参照。]。
c) 6. の疲労試験によって求めた疲労強度減少係数。ただし,合金鋼ボルトは除く。
d) 理論的,実験的,光弾性,有限要素法解析などの手法によって定めた応力集中係数。
e) 局部的構造不連続の影響を反映させて有限要素法解析などによって定めた応力。
f)
次の疲労強度減少係数。
1) き裂状の欠陥の場合を除き,5以下としてよい。
2) 裏当てを使用した突合せ片側溶接で裏当てを残す継手の場合には,膜応力に対して2,曲げ応力に
対して2.5をとる。
3.4
すみ肉溶接の疲労強度減少係数 3.の疲労解析に用いるすみ肉溶接の疲労強度減少係数は4とする。
この場合,すみ肉溶接される取付品に作用する外力以外に容器と取付品との間の温度差及び内圧又は外圧
によって生じる容器の膨張若しくは収縮を,考慮しなければならない。
3.5
ボルトの疲労解析 ボルトを使用する容器のボルトの疲労解析は,次による。
a) ボルト材料の規定最小引張強さが690 N/mm2 以下の場合には,附属書8図1又は附属書8図2の設計
疲労曲線及びc)を考慮し,3.2の手順に従って,疲労解析を行わなければならない。
b) 高強度合金鋼ボルトの疲労強度は,次の条件1)〜5)を満足する場合には,3.2の手順に従って附属書8
図6の設計疲労曲線を用いて評価してもよい。
1) 使用材料は,次による。ただし,熱処理を施したものに限る。
SNB7, SNB16, SNB21, SNB22, SNB23, SNB24
2) 附属書8図6の設計疲労曲線の高い方を用いる場合には,ボルトの断面外周における運転荷重によ
る応力の最大値(軸力による引張及び曲げに基づく応力で,応力集中は含まない。)が2.7Smを超え
てはならない(軸力による引張応力は,2Smを超えてはならない。)。
3) ねじはV形で,ねじ底の最小丸み半径が0.075 mm以上でなければならない。
4) 首下丸み部のすみ肉半径と円筒部(シャンク)の直径との比は,0.06以上でなければならない。
5) 疲労強度減少係数は,4以上とする。
c) ねじ部材の疲労解析に用いる疲労強度減少係数の値は,4以上とする。ただし,解析又は試験によっ
て,4より低い値が適切であるとの証明が得られれば,この限りでない。
215
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8表1 代表的事例に対する応力の分類†
容器構成要素
位置
応力の原因
応力の種類
記号
円筒胴又は球形胴
不連続部から離
れた胴板
内圧
一般膜応力
板厚方向応力こう配
Pm
Q
軸方向温度こう配
膜応力
曲げ応力
Q
Q
鏡板との接合部
内圧
膜応力
曲げ応力
PL
Q
フランジとの接
合部
内圧
膜応力
曲げ応力
PL
Pb又はQ(4)
任意の胴又は鏡板
容器任意断面
外部荷重,モーメン
ト又は内圧
一般膜応力
(断面の垂直方向成分)
Pm
外部荷重又はモー
メント
曲げ応力
(断面の垂直方向成分)
Pm
ノズルその他開
口部付近
外部荷重,モーメン
ト又は内圧
局部膜応力
曲げ応力
ピーク応力(すみ肉又は隅角
部)
PL
Q
F
任意の位置
胴,鏡板間の温度差 膜応力
曲げ応力
Q
Q
皿形鏡板又は円す
い鏡板
クラウン部
内圧
膜応力
曲げ応力
Pm
Pb
ナックル部又は
胴との接合部
内圧
膜応力
曲げ応力
PL(5)
Q
平鏡板
中心部
内圧
膜応力
曲げ応力
Pm
Pb
胴との接合部
内圧
膜応力
曲げ応力
PL
Q
穴のあいた鏡板又
は胴板
規則的代表リガ
メント
圧力
膜応力(リガメント幅及び板
厚の両方向に対する平均値)
曲げ応力(リガメント幅だけ
に対する平均値)
ピーク応力
Pm
Pb
F
孤立又は変則リ
ガメント
圧力
膜応力
曲げ応力
ピーク応力
Q
F
F
伸縮継手
伸縮継手本体
内圧
膜応力
曲げ応力
Pm
Pb
熱膨張差
膜応力
曲げ応力
F
F
胴との接合部
( )内は伸縮継手
側
内圧
膜応力
曲げ応力
PL
Pb又はQ(4)
熱膨張差
膜応力
曲げ応力
Q (F)
Q (F)
フランジ継手
フランジ
( )内はハブ接合
部の応力
内圧
ボルト締付荷重
配管外力
膜応力
曲げ応力
Pm (PL)
Pb (Q)
216
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8表1 代表的事例に対する応力の分類†(続き)
容器構成要素
位置
応力の原因
応力の種類
記号
フランジ継手
ハブ
内圧
ボルト締付荷重
配管外力
膜応力
曲げ応力
PL
Pb又はQ(4)
フランジ・ハブ
熱膨張差
膜応力
曲げ応力
Q
Q
管板
伝熱管
胴
(複合構造)
管板中央部
内圧
膜応力
曲げ応力
Pm
Pb
管板と胴との接
合部
内圧
膜応力
曲げ応力
PL
Pb又はQ(4)
管板
伝熱管,胴,管板の
熱膨張差
膜応力
曲げ応力
Q
Q
伝熱管,胴
同上
膜応力
曲げ応力
Q
Q
支持構造物
(スカート・サド
ル・レグ・ラグ・
サポートリング,
その他)
シェル,鏡板など
との接合部
内圧
自重
外力
膜応力
曲げ応力
PL
Pb又はQ(4)
熱膨張差
膜応力
曲げ応力
Q
Q
ノズル
(管台)
穴の補強の有効
範囲内の部分
圧力
一般膜応力
局部膜応力
曲げ応力
ピーク応力
Pm
PL
Q
F
機械的荷重による
軸力,せん断力,及
びねじ(捩)りモー
メント
板厚に対する膜応力(6)
板厚に対する曲げ応力(6)
Pm
Pb
機械的荷重による
曲げモーメント
板厚に対する膜応力(6)
板厚に対する曲げ応力(6)
Pm
Pb
配管の熱膨張によ
る軸力,せん断力及
びねじりモーメン
ト
板厚に対する膜応力(6)
板厚に対する曲げ応力(6)
Pm
Pb
配管の熱膨張によ
る曲げモーメント
板厚に対する膜応力(6)
板厚に対する曲げ応力(6)
Pm
Pb
温度こう配
膜応力
曲げ応力
ピーク応力
Q
Q
F
穴の補強の有効
範囲外の部分
圧力
一般膜応力
局部膜応力
曲げ応力
ピーク応力
Pm
PL
Q
F
機械的荷重による
軸力,せん断力及び
ねじりモーメント
板厚に対する膜応力(6)
板厚に対する曲げ応力(6)
Pm
Pb
機械的荷重による
曲げモーメント
板厚に対する膜応力(6)
板厚に対する曲げ応力(6)
PL
Pb
217
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8表1 代表的事例に対する応力の分類†(続き)
容器構成要素
位置
応力の原因
応力の種類
記号
ノズル(管台)
穴の補強の有効
範囲外の部分
配管の熱膨張によ
る軸力,せん断力及
びねじりモーメン
ト
板厚に対する膜応力
板厚に対する曲げ応力
Q
Q
配管の熱膨張によ
る曲げモーメント
板厚に対する膜応力
板厚に対する曲げ応力
Q
Q
温度こう配
膜応力
曲げ応力
ピーク応力
Q
Q
F
クラッド
該当部
熱膨張差
膜応力
曲げ応力
F
F
該当部
該当部
厚さ方向の温度こ
う配(7)
等価線形応力(8)
応力分布の非線形部分
Q
F
該当部
該当部
該当部
応力集中(ノッチ効果)
F
注(4) 接合部が外荷重によるモーメントの全部,又は一部を受け持つ場合には,Pbとする。
(5) 直径と板厚との比が大きい場合には,座屈や過度の変形を生じるおそれがあるので注意する。
(6) 板厚平均応力及び板厚内外の等価線形応力の差の1/2を意味する。ただし,構造の不連続に起因する応力
は除く。
(7) 熱応力ラチェットは,2.4 d)の規定を満足しなければならない。
(8) 等価線形応力とは,実際の応力分布と同じ正味曲げモーメントをもつ線形応力分布をいう。
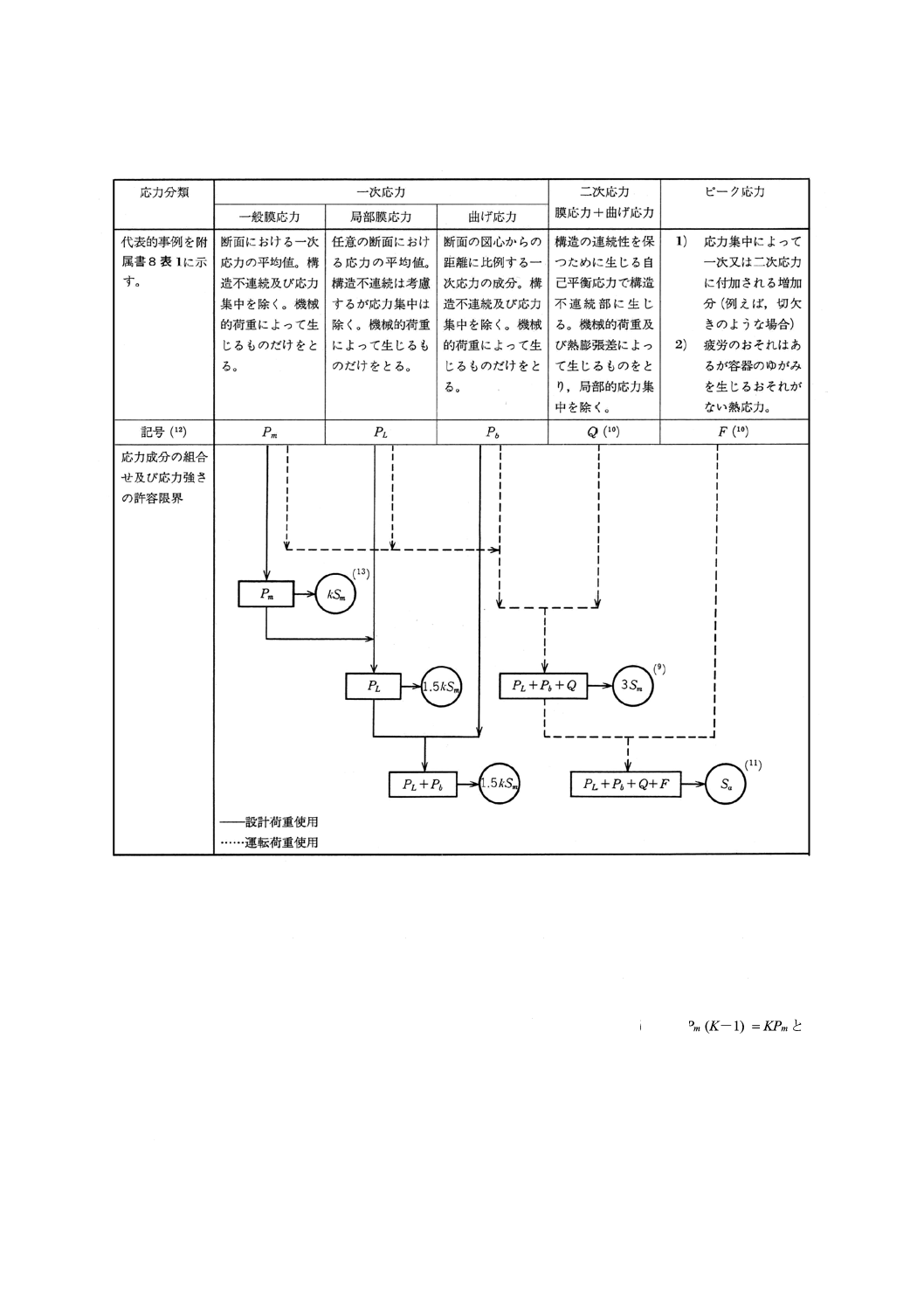
218
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8表2 応力分類及び応力強さの制限†
注(9) この制限は応力強さの全変動範囲に適用する。許容限界として用いるSm値は,二次応力が温度変動によ
るときは,変動する金属温度の最高・最低温度に対するSm値の平均値とし,二次応力の一部又は全部が
機械的な荷重によるときは,変動する金属温度の最高温度に対するSm値とする。
(10) 分類Qの応力は,温度こう配,構造不連続などによる応力の合計から同じ位置の一次応力を除いたもの
である。しかし,詳細解析による応力は一次応力+二次応力を直接に示すことが多く,その場合は,Qだ
けでなくPL+Pb+Qに分類される応力を表す。同様に分類Fの応力が応力集中によるものの場合には,F
は公称応力以上の付加応力を指す。例えば,その部分が公称応力S及び応力集中係数Kである場合には,
Pm = S,Pb = 0,Q = 0,F = Pm (K−1) となり,ピーク応力を含む合計応力強さはPm+Pm (K−1) = KPmと
する。
(11) Saは繰返し応力強さの振幅(変動範囲の1/2)に対する許容限界であり,設計疲労曲線,附属書8図1〜6
から求める。したがって,全変動範囲に対する許容限界は2Saとする。
(12) 記号Pm,PL,Pb,Q及びFは単一応力値を表すのではなく,それぞれ6個の応力成分σt,σl,σr,τtl,τlr
及びτrtの組合せからなる応力量を表す。
(13) 係数kは,附属書8表3による。
219
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8表3 割増係数k
条件
荷重の組合せ
kの値
応力値算定条件
設計荷重
A
設計圧力,容器の自重,内容物の質量,附
属する装置の質量及び外部附属品の質量
1.0
設計温度における腐れ後の板
厚,寸法
B
A+風荷重(14)(15)
(16)
同上
C
A+地震荷重(14)(15)
(16)
同上
試験荷重
A
試験圧力,容器の自重,内容物の質量,附
属する装置の質量及び外部附属品の質量
水圧試験1.25(17)
気圧試験1.15(17)
試験時の板厚,寸法,温度
注(14) 風荷重と地震荷重は同時に考慮する必要はない。
(15) 風荷重と地震荷重の計算法は関連法規の定めるところによる。
(16) 関連法規の定めるところによる。関連法規を適用する必要のない場合には1.5とする。ただし,材料
の設計温度における降伏点又は0.2 %耐力を超えてはならない。
(17) 容器の任意の点における試験時の圧力(水頭圧を含む。)が本体の11.6.2のa),11.6.3のa)に規定する
試験圧力を6 %以上超える場合には,水圧試験圧力及び気液併用耐圧試験圧力の上限をそれぞれ次の
a),b)によって定めなければならない。
a) 計算で求めた,Pmはいかなる場合も0.9Syを超えてはならない。また,計算で求めたPm+Pbは,
次の1),2)を満足しなければならない。
1) Pm≦0.67Syの場合はPm+Pb≦1.35Sy
2) 0.67Sy<Pm≦0.9Syの場合はPm+Pb≦2.35Sy−1.5Pm
ここに,Syは,試験温度での降伏点又は0.2 % 耐力
b) 計算で求めたPmは0.8Syを超えてはならない。また,計算で求めたPm+Pbは,次の1),2)を満足
しなければならない。
1) Pm≦0.67Syの場合はPm+Pb≦1.20Sy
2) 0.67Sy<Pm≦0.80Syの場合はPm+Pb≦2.20Sy−1.5Pm
ここに,Syは,試験温度での降伏点又は0.2 %耐力
附属書8表4 材料定数m,n†
材料
m
n
最高温度 ℃
炭素鋼
3.0
0.2
371
低合金鋼
2.0
0.2
371
マルテンサイト系ステンレス鋼
2.0
0.2
371
オーステナイト系ステンレス鋼
1.7
0.3
427
ニッケル・クロム・鉄合金
1.7
0.3
427
ニッケル・銅合金
1.7
0.3
427
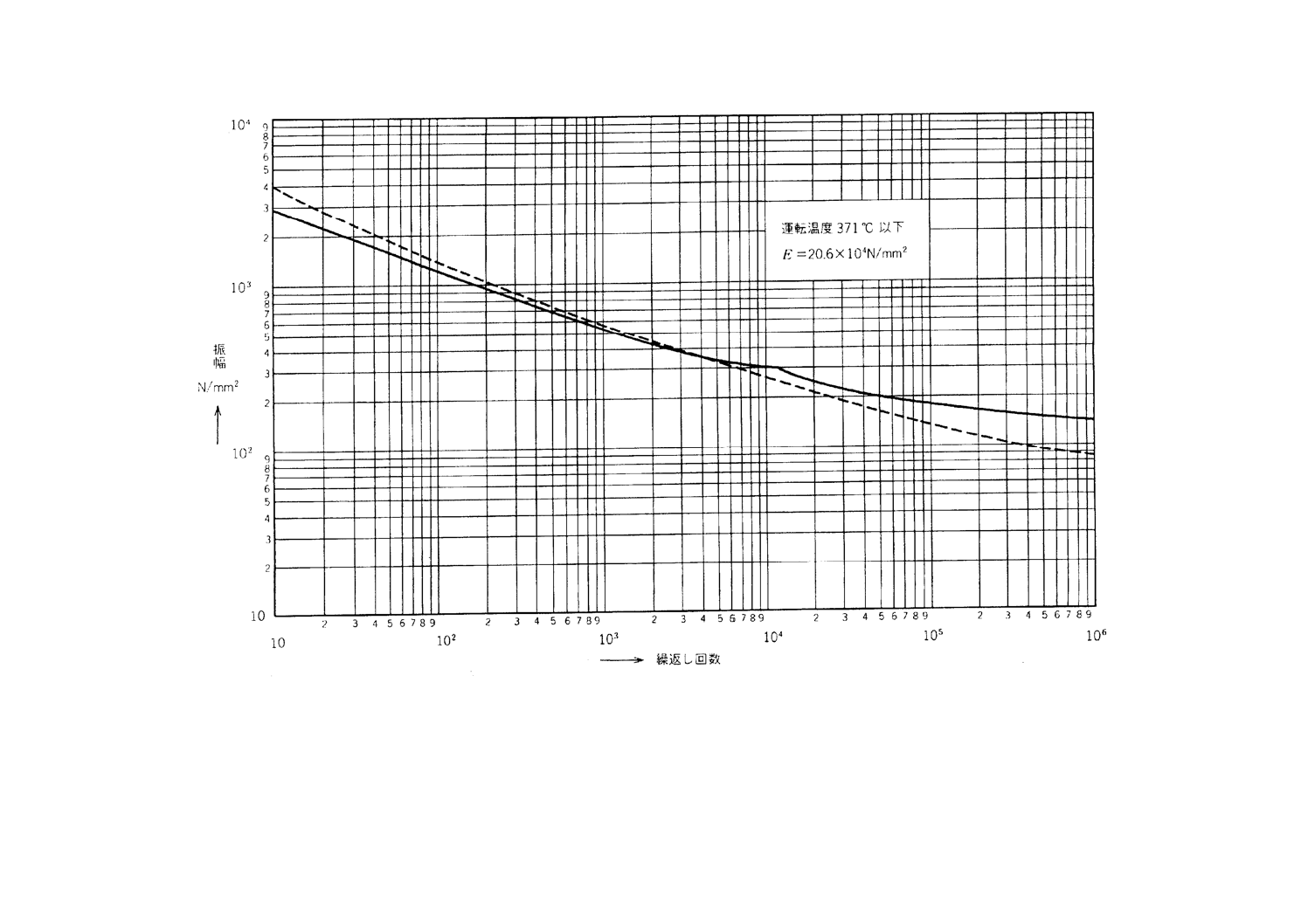
220
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 点線は,材料の最小引張強さが551.6 N/mm2 以下のものに使用する。
2. 実線は,材料の最小引張強さが792.9 N/mm2 以上896.3 N/mm2 未満のものに使用する。
3. 材料の最小引張強さが551.6 N/mm2 を超え792.9 N/mm2未満のものは,比例法によって計算する。
附属書8図1 炭素鋼,低合金鋼,フェライト系ステンレス鋼及び高張力鋼の設計疲労曲線†
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
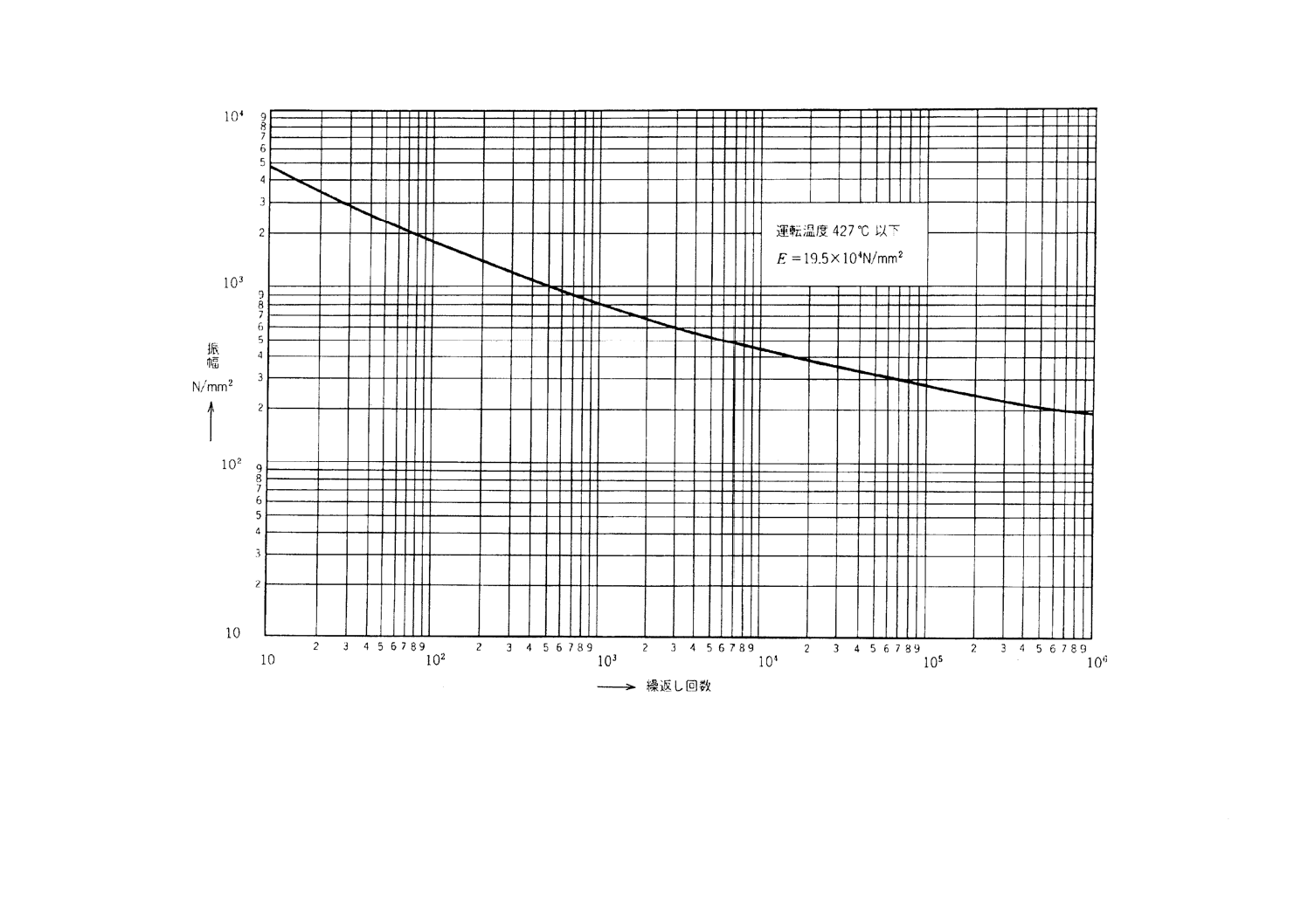
221
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図2 オーステナイト系ステンレス鋼,ニッケル基合金(Ni−Cr−Fe合金,Ni−Fe−Cr合金)及びニッケル銅合金の設計疲労曲線
(繰返し回数が106回以下)
†
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
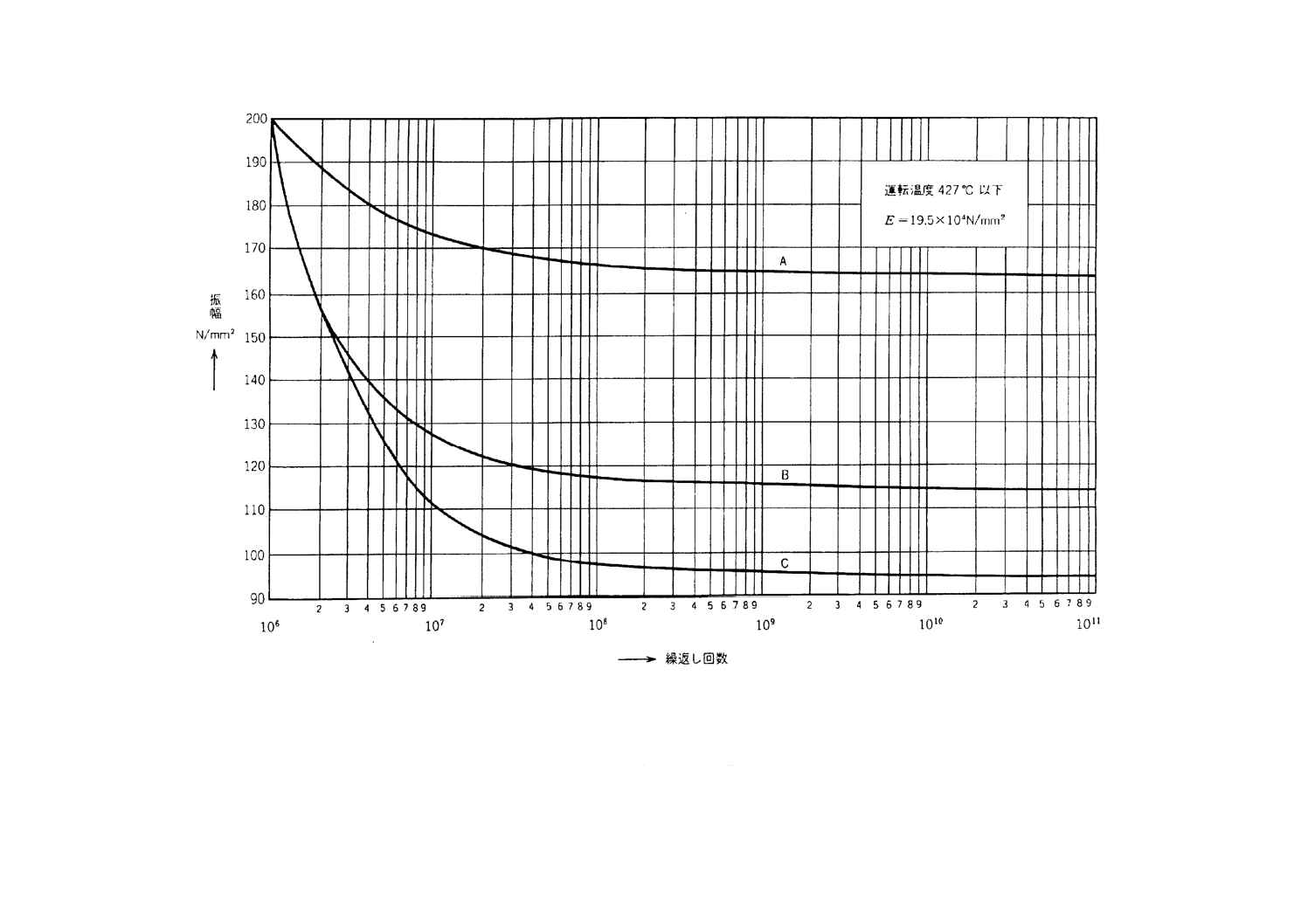
222
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図3 オーステナイト系ステンレス鋼,ニッケル基合金(Ni−Cr−Fe合金,Ni−Fe−Cr合金)及びニッケル銅合金の設計疲労曲線
(繰返し回数が106回超え〜1011回以下)
†
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
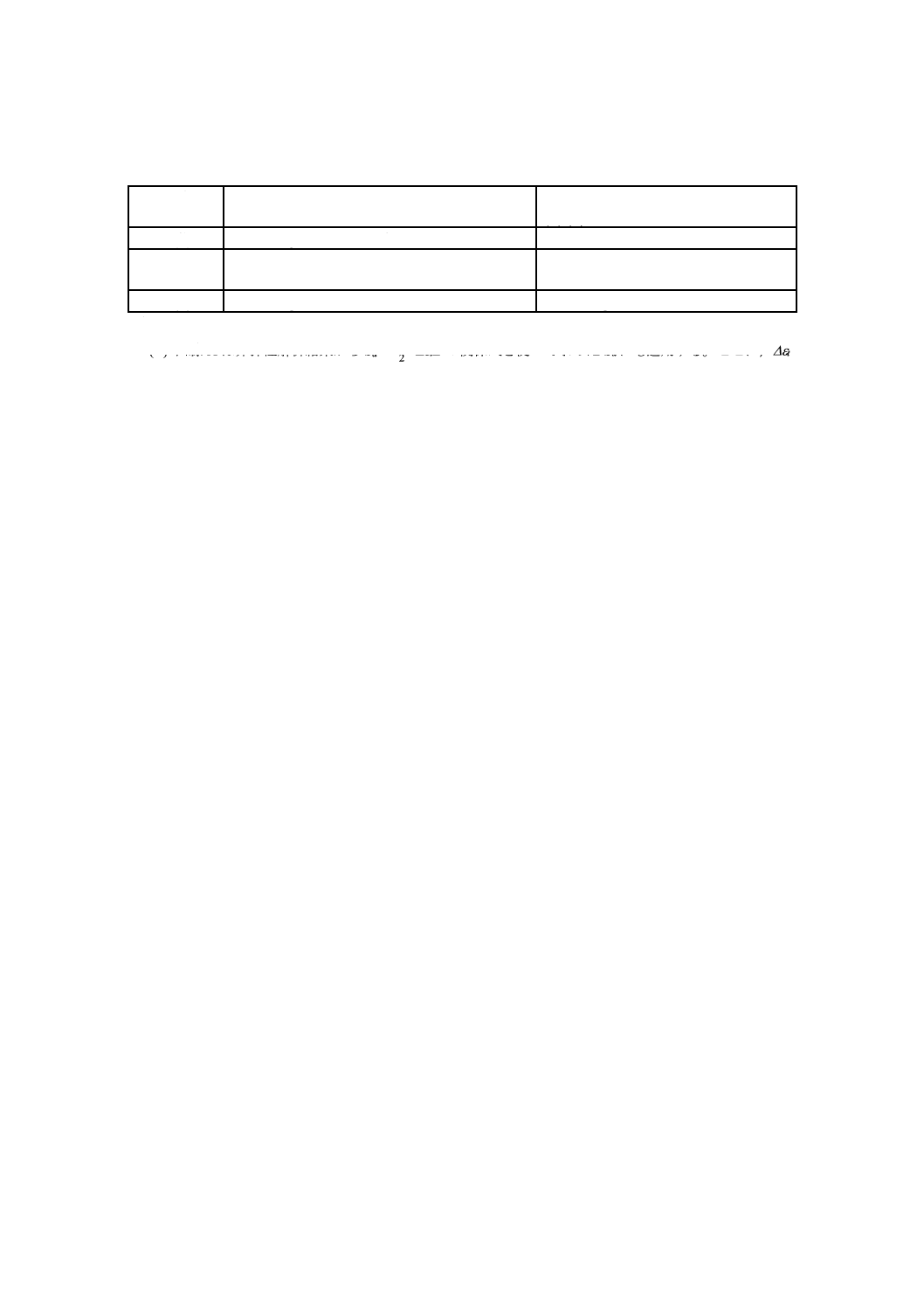
223
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図3の曲線A,B,Cの使い分けは,次の附属書8表5による。
附属書8表5 附属書8図3における曲線A,B,Cの使い分け†
曲線
溶着部及び熱影響部以外に適用(弾性解析)(18) 溶着部及び熱影響部に適用(弾性解析)
(18) (21)
A (19)
PL+Pb+Q ≦190 N/mm2
−
B
PL+Pb+Q >190 N/mm2かつ,平均応力の補正
をしたSaを使用する場合
PL+Pb+Q ≦190 N/mm2
C (20)
PL+Pb+Q >190 N/mm2
PL+Pb+Q >190 N/mm2
注(18) 子午線方向と板厚方向温度こう配による熱応力の曲げ成分は含めない。
(19) 曲線Aは非弾性解析結果からSa = 21∆εtEの関係式を使って求めたSaにも適用する。ここに,∆εt
は全有効ひずみ範囲とする。
(20) 曲線Cには,平均応力の最大効果を含む。
(21) 溶着部から板厚の3倍以内の範囲の応力を評価する場合。
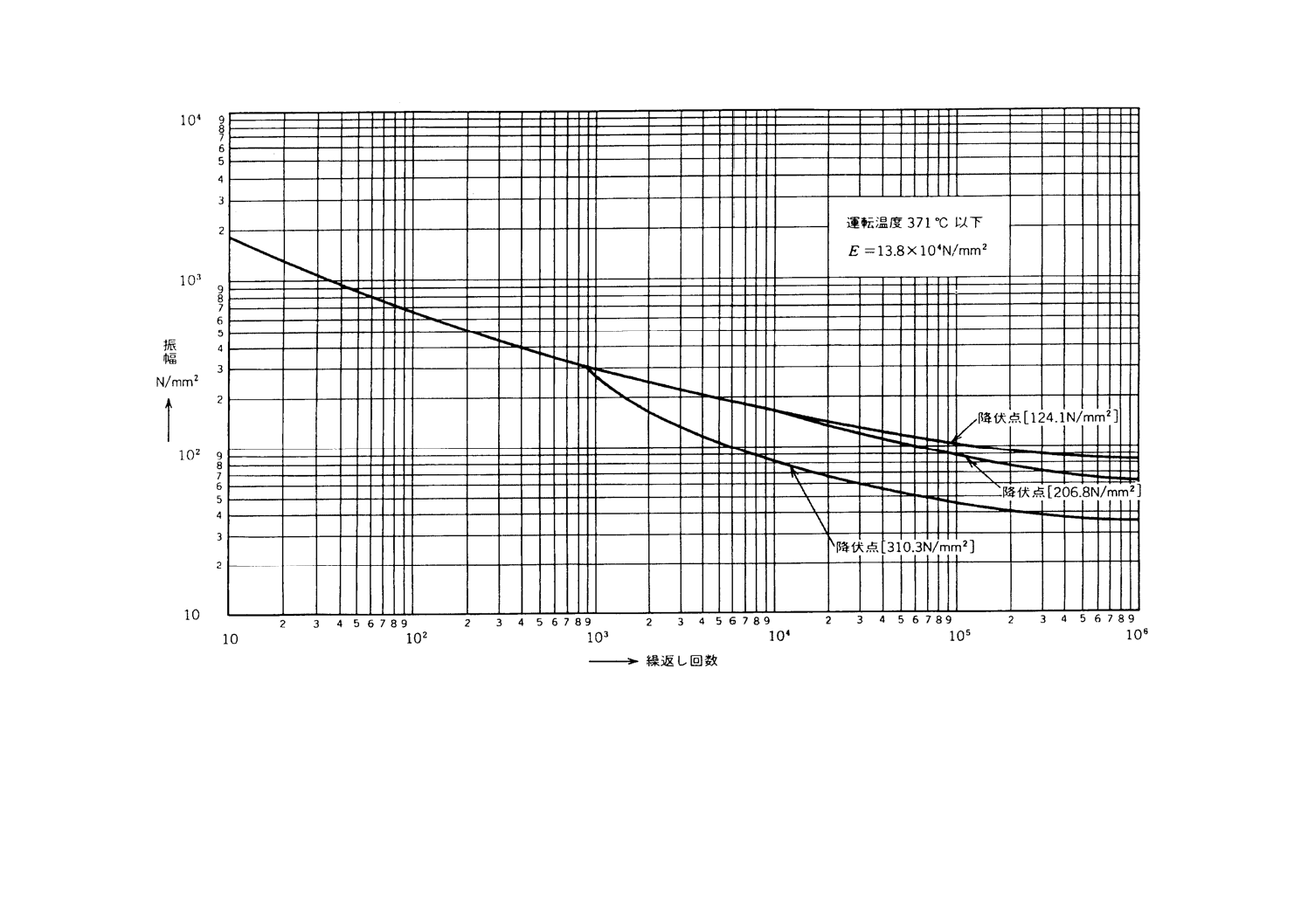
224
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 材料の降伏点が124.1 N/mm2 を超え310.3 N/mm2 未満のものは,比例法によって計算する。
附属書8図4 70Cu−30Ni合金の設計疲労曲線†
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
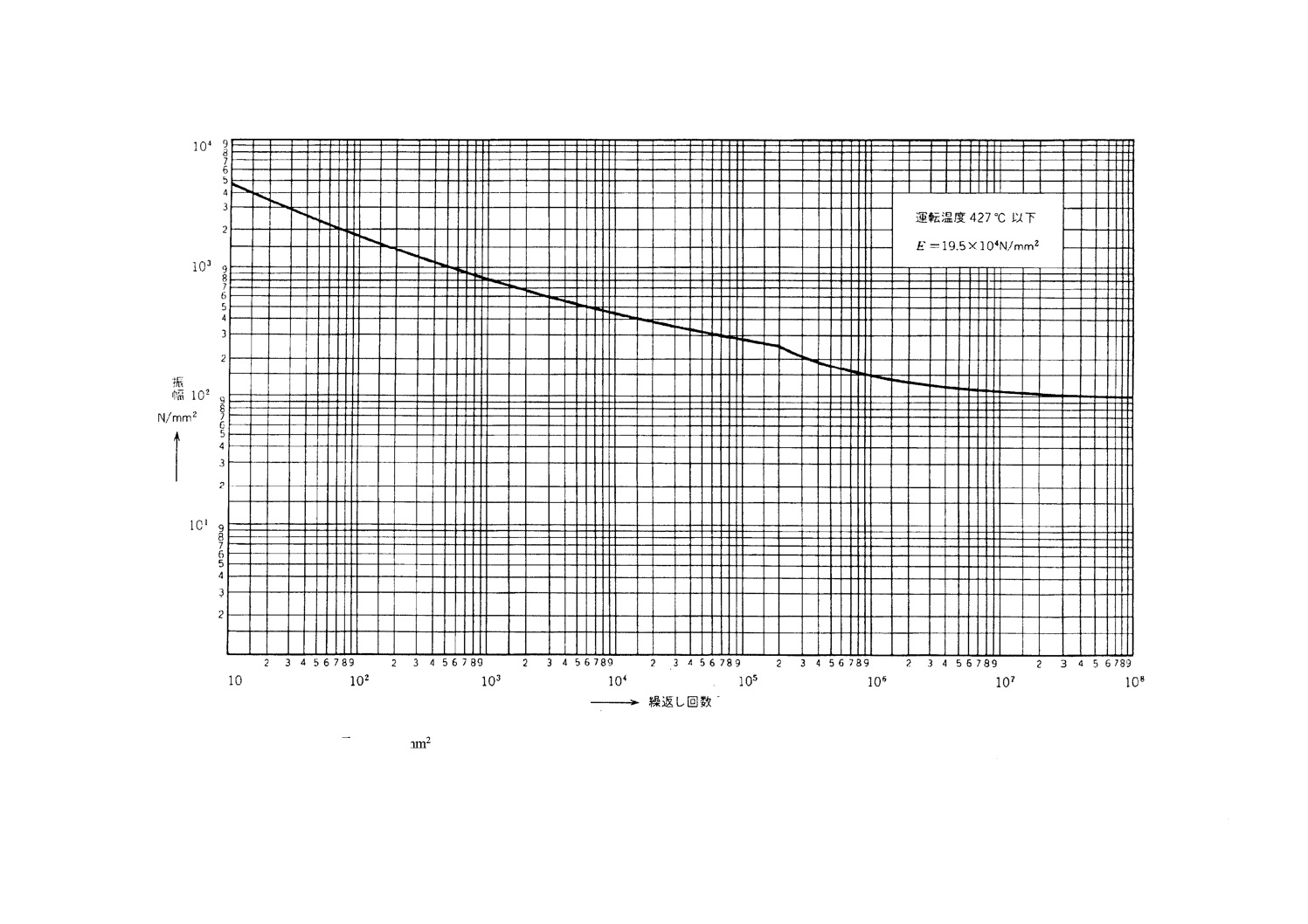
225
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 1011回における応力振幅 = 100 N/mm2
附属書8図5 ニッケル基合金(Ni−Cr−Mo−Fe,X,G,C−4,C−276合金)の設計疲労曲線†
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
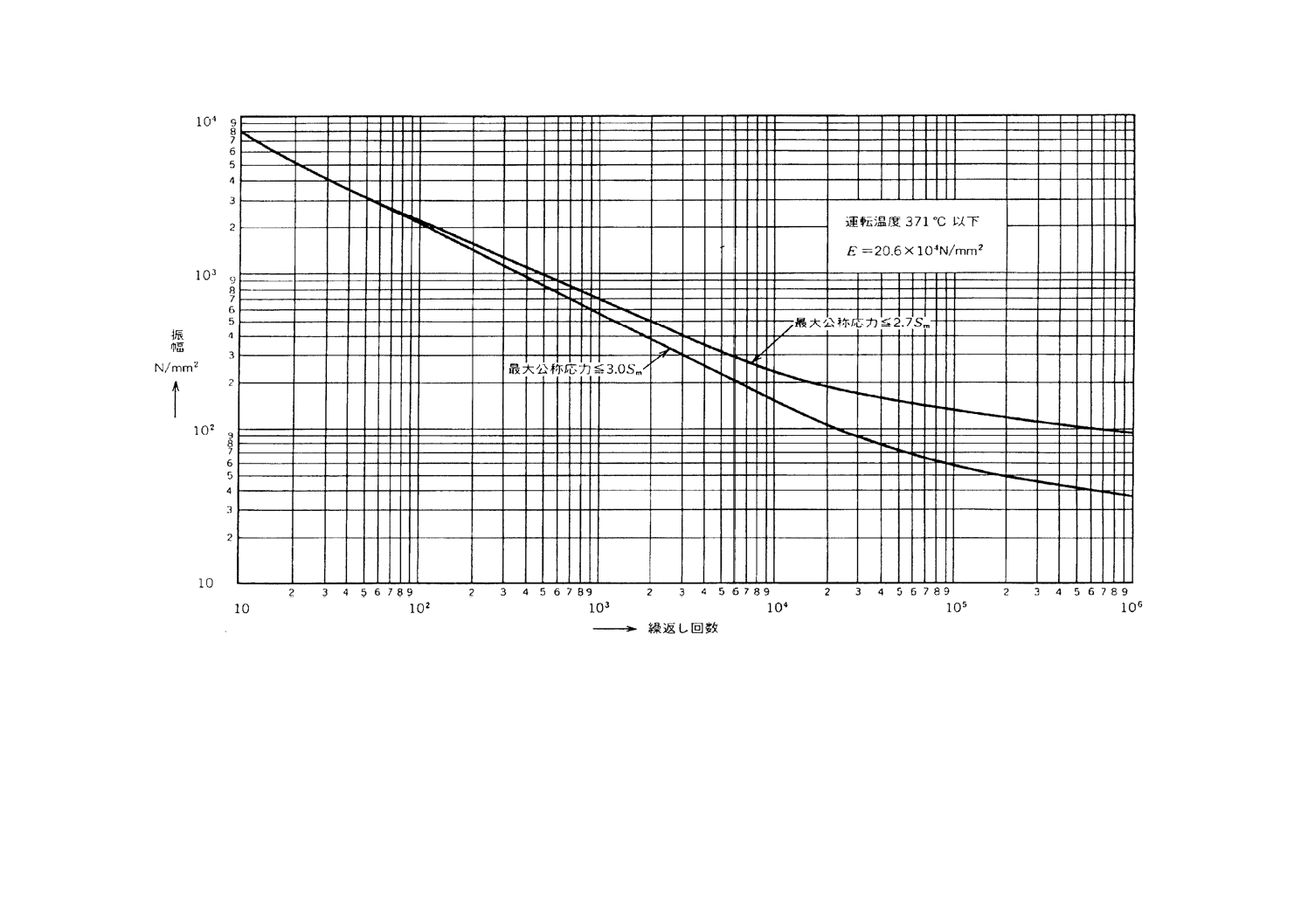
226
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図6 高強度合金鋼ボルトの設計疲労曲線†
2
B
8
2
6
6
:
2
0
0
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
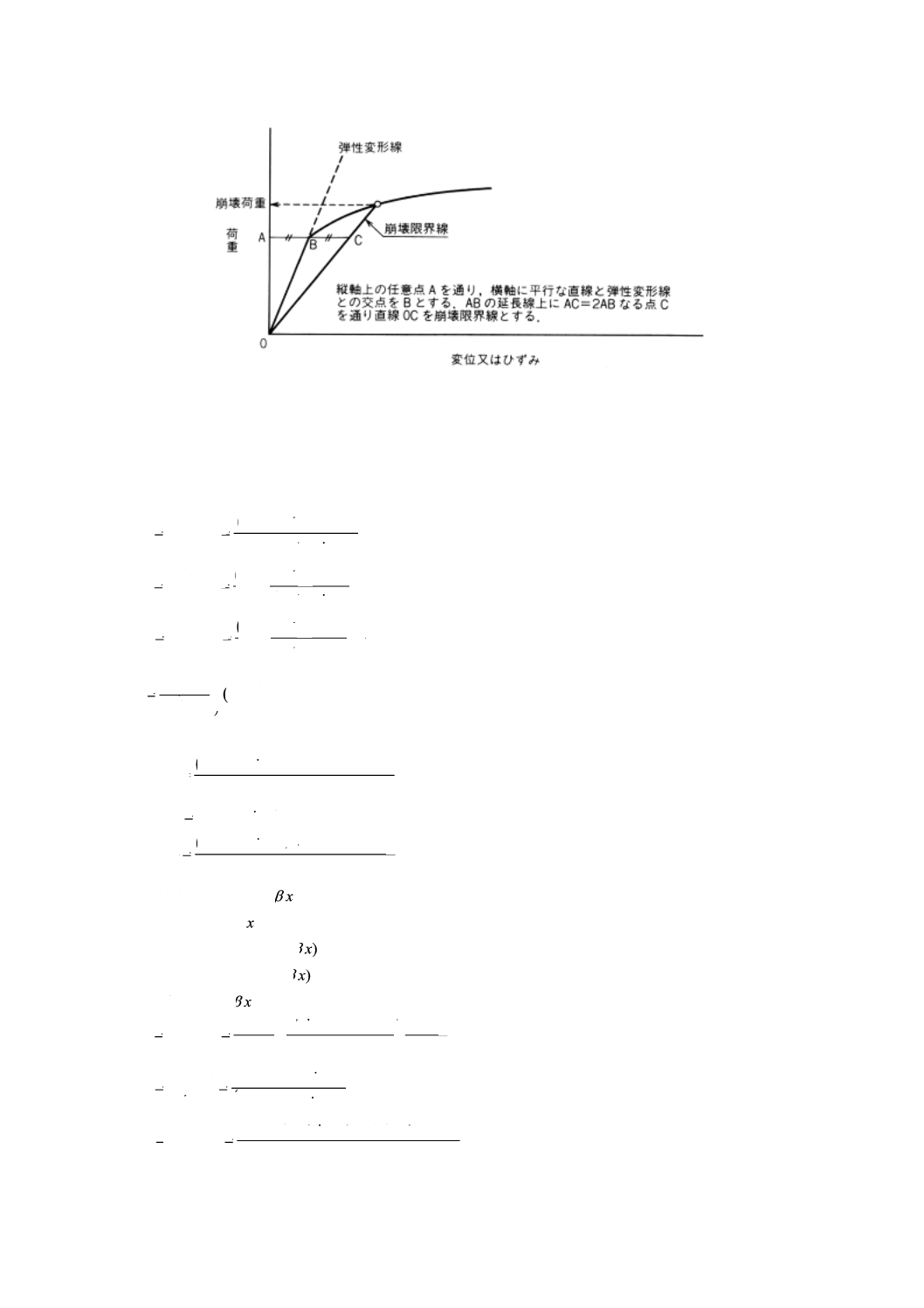
227
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図7 崩壊荷重の決定法
4. 応力解析方法
4.1
円筒胴の解析
4.1.1
記号の意味 附属書8の4.1で用いる記号の意味は,次による。
(
)(
)
(
)
L
L
L
L
L
B
B
β
β
β
β
β
2
2
11
11
sin
sinh
2
2
sin
2
sinh
−
−
=
=
(
)(
)
(
)
L
L
L
L
L
B
B
β
β
β
β
β
2
2
12
12
sin
sinh
2
2
cos
2
cosh
−
−
=
=
(
)(
)
(
)
L
L
L
L
L
B
B
β
β
β
β
β
2
2
22
22
sin
sinh
2
sin
2
sinh
−
−
=
=
(
)(
)
Nam
1
12
2
3
v
Et
D
−
=
E:材料の縦弾性係数 (N/mm2)
(
)(
)
2
cos
sinh
sin
cosh
11
x
x
x
x
x
F
β
β
β
β
β
−
=
x
x
x
F
β
β
β
sin
sinh
)
(
12
=
(
)(
)
2
cos
sinh
sin
cosh
13
x
x
x
x
x
F
β
β
β
β
β
+
=
F14(β x) = coshβ x cosβ x
f1(β x) = e-β xcosβ x
f2(β x) = e-β x(cosβ x−sinβ x)
f3(β x) = e-β x(cosβ x+sinβ x)
f4(β x) = e-β xsinβ x
(
)
(
)
(
)
L
L
L
L
L
L
L
G
G
β
β
β
β
β
β
β
2
2
11
11
sin
sinh
cos
sinh
sin
cosh
−
−
−
=
=
()(
)
L
L
L
L
L
G
G
β
β
β
β
β
2
2
12
12
sin
sinh
sin
sinh
2
−
−
=
=
(
)
(
)
(
)
L
L
L
L
L
L
L
G
G
β
β
β
β
β
β
β
2
2
22
22
sin
sinh
cos
sinh
sin
cosh
2
−
−
=
=
+
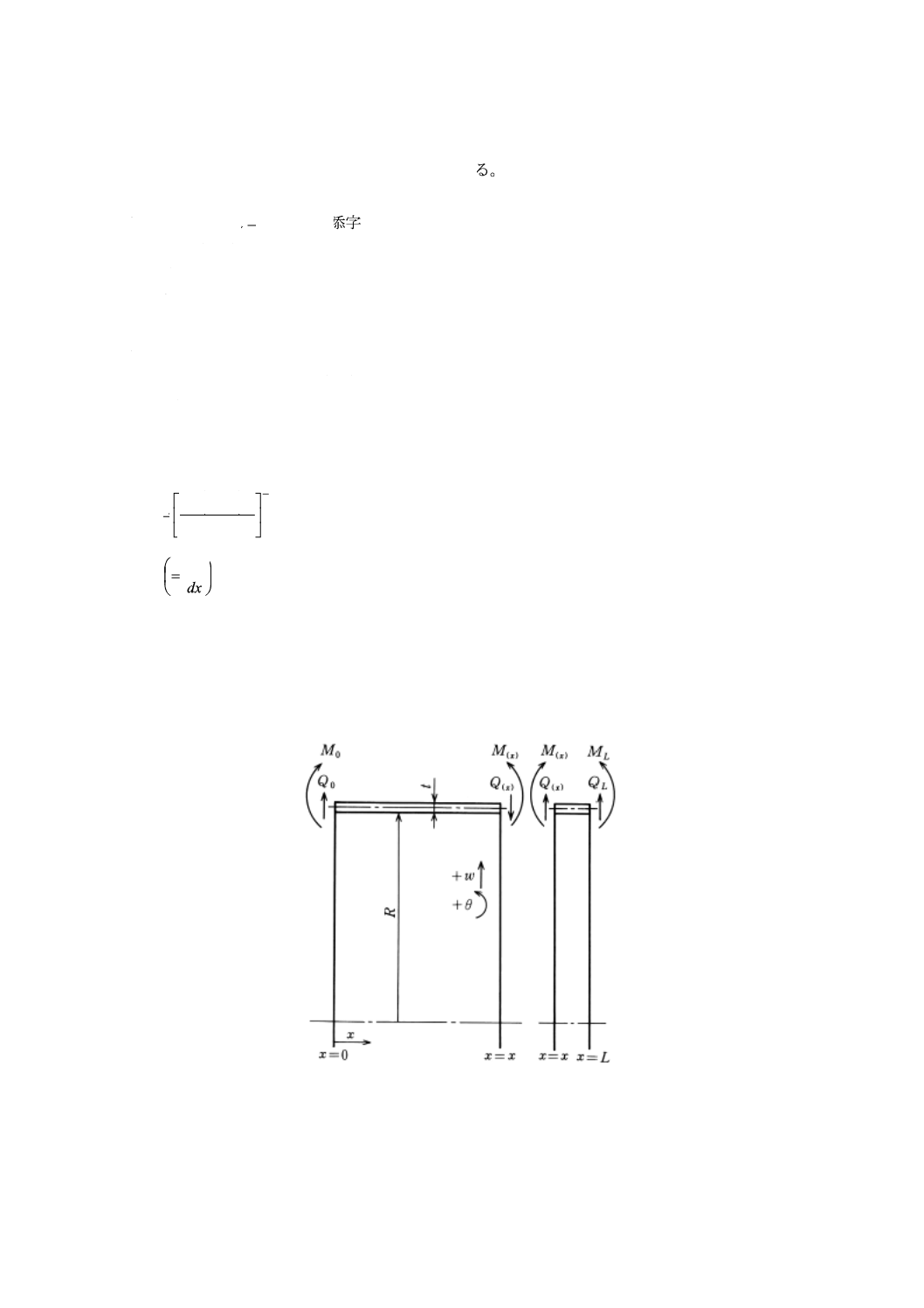
228
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
L :円筒胴の長さ (mm)
また,x = Lの円筒胴端を示す添字として用いる。
M :単位円周長さ当たりの長手方向曲げモーメント (N・mm/mm)
0 :円筒胴端 (x = 0) を示す添字
p :内圧 (MPa)
Q :単位円周長さ当たりの半径方向せん断力 (N/mm)
R :内半径 (mm)
S :応力強さ (N/mm2)
t :円筒胴の板厚 (mm)
w :円筒胴の半径方向変位 (mm)
x :円筒胴の端から測った距離 (mm)
Y :外半径と内半径との比
Z :外半径と任意点半径との比
(
)
(
)
4
1
2
2
2
2
1
3
+
−
=
t
t
R
v
β
(l/mm)
=dx
dw
:
θ
:円筒胴の回転角 (rad)
ν :ポアソン比
σl :長手方向応力成分 (N/mm2)
σr :半径方向応力成分 (N/mm2)
σt :円周方向応力成分 (N/mm2)
附属書8図 8†
Q,M,w,θ,xの正の方向は,附属書8図8に示す方向とする。
4.1.2
内圧による主応力と応力強さ 内圧による主応力と応力強さの式は,次による。ただし,これらの
229
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
式には構造上の不連続の効果は含まない。
4.1.2.1
主応力 内圧による円筒胴内の任意の点の主応力は,次の式による。
(
)
(
)1
Z
1
2
2
1
−
+
=
=
Y
p
t
σ
σ
···································································· (1)
(
)1
2
2
−
=
=
Y
p
l
σ
σ
······································································ (2)
(
)
(
)1
1
2
2
3
−
−
=
=
Y
Z
p
r
σ
σ
··································································· (3)
4.1.2.2
応力強さ
a) 内圧による円筒胴のPmは,次の式による。
2
p
t
pR
S
+
=
·············································································· (4)
b) 内圧によって円筒胴に生じるPL+Pb+Qの最大値は内面に生じ,次の式による。
(
)1
2
2
2
−
=YpY
S
·············································································· (5)
c) 式(4)においては
2
p
r
−
=
σ
として,板厚方向についての平均の値をとる。
式(5)においては
p
r
−
=
σ
として,内面の値をとる。
4.1.3
周方向一様分布の端部荷重に対する曲げ解析 円筒胴の端部の平均半径上に一様に分布するM0,
ML,Q0及びQLが作用する場合の式は,次による。ただし,R/t<10のときは精度が悪くなるので注意しな
ければならない。
なお,他の荷重によるものは別に解析し,これを重ね合わせなければならない。
4.1.3.1
円筒胴端 (x = 0) における諸値で示した変位,回転角,曲げモーメント及びせん断力
a) 任意の点のw (x),θ (x),M (x) 及びQ (x) は,次の式による。
()
(
)
(
)
(
)
(
)
x
F
w
x
F
x
F
D
M
x
F
D
Q
x
w
β
β
β
θ
β
β
β
β
14
0
13
0
12
2
0
11
3
0
2
2
+
+
+
=
······ (6)
()
(
)
(
)
(
)
(
)
x
F
w
x
F
x
F
M
x
F
D
Q
x
β
β
β
θ
β
β
β
β
β
θ
11
0
14
0
13
2
0
12
3
0
2
2
2
2
−
+
+
=
····· (7)
()
(
)
(
)
(
)
(
)
x
F
w
x
F
x
F
D
M
x
F
D
Q
D
x
M
β
β
β
θ
β
β
β
β
β
12
0
11
0
14
2
0
13
3
0
2
2
2
2
−
−
+
=
···· (8)
()
(
)
(
)
(
)
(
)
x
F
w
x
F
x
F
D
M
x
F
D
Q
D
x
Q
β
β
β
θ
β
β
β
β
β
13
0
12
0
11
2
0
14
3
0
3
2
2
2
2
2
−
−
−
=
(9)
b) 円筒胴の長さが3/β 以上のときは,次の式によってもよい。
()
(
)
(
)
x
f
D
M
x
f
D
Q
x
w
β
β
β
β
2
3
0
1
3
0
2
2
+
=
········································ (10)
()
(
)
( )x
f
D
M
x
f
D
Q
x
β
β
β
β
β
θ
1
2
0
3
3
0
2
2
2
−
−
=
····································· (11)
()
(
)
(
)
x
f
D
M
x
f
D
Q
D
x
M
β
β
β
β
β
3
2
0
4
3
0
2
2
2
2
+
=
······································· (12)
230
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
()
(
)
(
)
x
f
D
M
x
f
D
Q
D
x
Q
β
β
β
β
β
4
2
0
2
3
0
3
2
2
2
2
=
−
···································· (13)
4.1.3.2
端部荷重で示した端部変位と回転角
a) 端部荷重Q0,M0,QL及びMLで示されるw0,wL,θ0及びθLは,次の式による。
L
L
M
D
G
Q
D
G
M
D
B
Q
D
B
w =
2
12
3
11
0
2
12
0
3
11
0
2
2
2
2
β
β
β
β
+
+
+
····················· (14)
L
L
M
D
G
Q
D
G
M
D
B
Q
D
B
=
β
β
β
β
θ
2
2
2
2
22
2
12
0
22
0
2
12
0
+
+
+
−
··················· (15)
L
L
L
M
D
B
Q
D
B
M
D
G
Q
D
G
w =
2
12
3
11
0
2
12
0
3
11
2
2
2
2
β
β
β
β
+
+
+
···················· (16)
L
L
L
M
D
B
Q
D
B
M
D
G
Q
D
G
=
β
β
β
β
θ
2
2
2
2
22
2
12
0
22
0
2
12
+
+
+
······················ (17)
b) a)に用いている影響関数B及びGは,長さLの増加とともに急速に収束する。収束値は,次のように
なる。
B11 = B12 = 1,B22 = 2,
G11 = G12 = G22 = 0
参考 十分に長い円筒胴では一方の端部の荷重は,他端の変位には影響を及ぼさない。
円筒胴の長さが3/β 以上の場合にはBとGは十分に収束値に近づくので,a)において収束値を用い
てもよい。
c) 長さがβ
21以下の十分に短い円筒胴の場合には,影響関数BとGは,第一次近似として,次の式によ
ってもよい。
L
G
L
B
β
β
1
2
11
11
−
=
=
(
)
(
)2
12
2
12
3
3
L
G
L
B
β
β
−
=
=
(
)
(
)3
22
3
22
6
6
L
G
L
B
β
β
−
=
=
4.1.3.3
曲げによる主応力 端部荷重(附属書8図8参照)による軸方向の任意の点xにおける円筒胴の
表面に生じる主応力は,次の式による。
()
()
()
2
1
6
2
t
x
M
t
R
x
Ew
x
t
ν
σ
σ
±
=
=
+
····················································· (18)
2
2
)
(
6
)
(
t
x
M
x
l
±
=
=σ
σ
································································ (19)
0
2
=
=
r
σ
σ
············································································ (20)
ここで,複合±は,上側を内面に,下側を外面に適用する。
備考 4.1は内圧による円筒胴の応力及び変形を求める式並びに周方向に一様に分布した端部力及び
モーメントによる円筒胴の曲げ解析の式を示す。
4.2
球形胴及び球形鏡板の応力解析
4.2.1
記号の意味 附属書8の4.2で用いる記号の意味は,次による。
231
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
1
0
1k
A
+
=
B(α) = [(1+ν2) (K1+K2)−2K2]
()
(
)
α
φ
φ
α
−
0
0
sin
sin
=
C
(
)
2
3
1
12
v
Et
D
−
=
(Nmm)
E:縦弾性係数 (N/mm2)
()
()
(
)
α
φ
φ
α
−
0
0sin
sin
=
F
H:単位円周長さ当たりの球形かくの回転対称軸に直角方向の力 (N/mm)
(
)
α
φ
λ
ν
−
−
−
0
1
cot
2
2
1
1
=
K
(
)
α
φ
λ
ν
−
+
−
0
2
cot
2
2
1
1
=
K
0
1
cot
2
2
1
1
φ
λ
ν
−
−
=
k
0
2
cot
2
2
1
1
φ
λ
ν
+
−
=
k
M :単位円周長さ当たりの子午線方向曲げモーメント (Nmm/mm)
N :膜力 (N/mm)
p :内圧又は外圧でともに正の値 (MPa)
Q :単位円周長さ当たりの半径方向せん断力 (N/mm)
R :内半径 (mm)
Rm :平均半径 (mm)
S :応力強さ (N/mm2)
t :球形かくの板厚 (mm)
U :内半径と任意点半径との比
w :中央面の半径方向変位 (mm)
x :角度αに対応する弧長 (mm) x = Rmα
Y :外半径と内半径との比
Z :外半径と任意点半径との比
α :荷重端からの子午線方向角度 (rad)
(
)41
2
2
2
1
3
=
t
Rm
ν
β
−
(1/mm)
γ0 = tan−1(−k1) (rad)
δ :球形かくの回転対称軸に直角方向の中央面の変位 (mm)
θ :中央面の回転角 (rad)
λ = β Rm
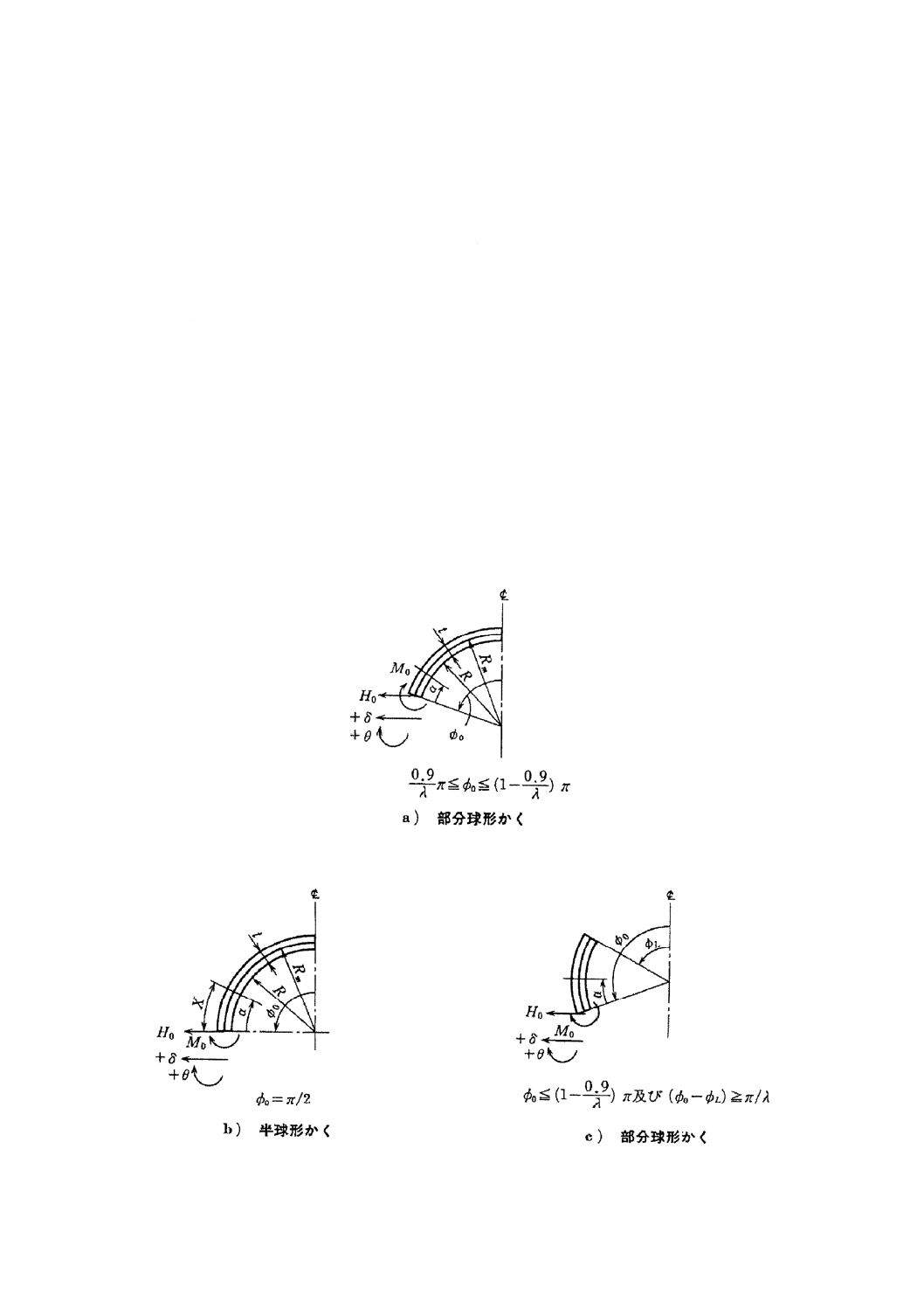
232
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ν :ポアソン比
σl :長手(子午線)方向応力 (N/mm2)
σr :半径方向応力 (N/mm2)
σt :接線(円周)方向応力 (N/mm2)
φ :球の回転対称軸から測った子午線方向角度 (rad)
φL :他端の子午線方向角度 (rad)
φ0 :荷重端の子午線方向角度 (rad)
l :子午線方向を示す添字
o :球形かくの荷重端を示す添字
t :円周方向を示す添字
各記号の正の方向は,下記及び附属書8図9に示す。
(δ)
水平変位は,外向きが正
(θ)
回転角は,正のモーメントによって曲率半径が増加する場合が正
(M), (M0) モーメントは,内表面に引張応力を生じるとき正
(H), (H0)
力は,外向きが正
(Nt)
,
(NL)
膜力は,引張応力を生じるとき正
233
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図 9†
4.2.2
内圧又は外圧による主応力及び応力強さ 球形かく又は部分球形かくに内圧又は外圧が加わると
きの主応力及び応力強さを求める式は,次による。形状及び荷重の不連続性に基づく効果は含まないので,
別に解析しなければならない。すべての効果による応力は,重ね合わせなければならない。
4.2.2.1
内圧による主応力
(
)
(
)1
2
2
3
3
1
1
−
+
=
=
Y
Z
p
σ
σ
···································································· (1)
(
)
(
)1
2
2
3
3
2
−
+
Y
Z
p
t=
=σ
σ
································································· (2)
(
)
(
)1
1
3
3
3
−
−
Y
Z
p
r=
=σ
σ
································································· (3)
4.2.2.2
内圧による応力強さ
a) 内圧による球形かくのPmは,次の式による。
(
)
(
)11
0.75
3
3
−
+
Y
Y
p
S=
b) 内圧によって球形かくに生じるPL+Pb+Q の最大値は内面に生じ,次の式による。
(
)1
5.1
3
3
−
Y
pY
S=
4.2.2.3
外圧による主応力
(
)
(
)1
2
2
3
3
3
1
−
+
−
Y
U
pY
l=
=σ
σ
····························································· (4)
(
)
(
)1
2
2
3
3
3
2
−
+
−
Y
U
pY
t=
=σ
σ
······························································· (5)
(
)
(
)11
3
3
3
3
−
−
−
Y
U
pY
r=
=σ
σ
····························································· (6)
4.2.2.4
外圧による応力強さ
a) 外圧による球形かくのPmは,次の式による。
(
)
(
)11
0.75
3
3
−
+
Y
Y
p
S=
b) 外圧によって球形かくに生じるPL+Pb+Q の最大値は内面に生じ,次の式による。
(
)1
5.1
3
3
−
Y
pY
S=
4.2.3
周方向一様分布の端部荷重を受ける場合の曲げ解析 附属書8図9に示す部分球形かくの端部の平
均半径上に一様に分布するM0及びH0が作用する場合の式は,次による。ただし,
10
<
tRm
又は附属書8
図9に示すφ0及びφLの制限から外れるときは精度が悪くなるので注意しなければならない。
なお,他の荷重によるものは別に解析し,これを重ね合わせなければならない。
4.2.3.1
端部荷重で示した変位,回転角,モーメント及び膜力 端部荷重M0及びH0で示した球形かくの
任意点のδ,θ,Ml,Mt,Nl,Ntは,次の式による。
234
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
()
(
)
(
)
[
]
()
(
)
(
)
[
]
=
0
2
0
0
0
1
0
2
1
2
0
sin
cos
sin
sin
cos
2
γ
λα
γ
λα
α
φ
λ
λα
λα
α
λ
δ
λα
λα
+
−
+
+
−
−
−
K
e
F
A
Etk
R
H
K
e
F
Etk
M
m
············································· (7)
()
(
)
()
(
)
=
0
0
0
1
2
0
1
3
0
cos
sin
2
cos
4
γ
λα
α
φ
λ
λα
α
λ
θ
λα
λα
+
+
−
−
e
C
A
Etk
H
e
C
Etk
R
M
m
······························ (8)
()
(
)
(
)
[
]
()
(
)
(
)
[
]
=
0
0
1
0
0
1
0
1
1
0
sin
cos
sin
2
sin
cos
1
γ
λα
γ
λα
α
φ
λ
λα
λα
α
λα
λα
+
+
+
+
+
−
−
K
e
C
A
k
R
H
K
e
C
k
M
M
m
l
··········································· (9)
()
()
(
)
(
)
[
]
()
()
(
)
(
)
[
]
=
0
2
0
0
0
1
0
2
1
0
sin
2
cos
sin
4
sin
2
cos
2
γ
λα
ν
γ
λα
α
α
φ
νλ
λα
ν
λα
α
ν
α
λα
λα
+
+
+
+
+
−
−
B
e
C
A
k
R
H
B
e
k
C
M
M
m
t
·································· (10)
()
(
)
(
)
(
)
()
(
)
=
0
0
0
0
1
0
0
1
0
sin
sin
cot
1
cot
sin
2
γ
λα
α
φ
α
φ
α
φ
λα
α
λ
λα
λα
+
−
−
−
−
−
−
e
C
A
k
H
e
C
k
R
M
N
m
l
···· (11)
()
(
)
(
)
()
(
)
(
)
=
0
2
1
0
0
0
1
0
2
1
1
2
0
sin
2
cos
sin
sin
2
cos
2
γ
λα
γ
λα
α
φ
λ
λα
λα
α
λ
λα
λα
+
+
−
+
+
+
−
−
−
K
K
e
C
A
k
H
K
K
e
C
k
R
M
N
m
t
··································· (12)
4.2.3.2
端部荷重で示した端部変位及び回転角
a) 部分球形かくの場合 荷重端α = 0,φ = φ0において
=
2
1
0
2
0
1
0
2
0
0
1
sin
sin
2
k
k
Et
R
H
Etk
M
m
+
+
φ
λ
φ
λ
δ
··································· (13)
1
0
2
0
1
3
0
0
sin
2
4
Etk
H
Etk
R
M
m
φ
λ
λ
θ
+
=
···················································· (14)
b) 半球形かくの場合 荷重端α = 0,φ = φ0において
Et
R
H
Et
M
mλ
λ
δ
2
2
0
2
0
0
+
=
···························································· (15)
Et
H
Et
R
M
m
2
0
3
0
0
2
4
λ
λ
θ
+
=
····························································· (16)
4.2.3.3
端部荷重による球形かくの主応力 端部荷重M0及びH0による球形かくの内外面の主応力は,次
の式による。
()
2
1
6
t
M
t
N
a
l
l
l
±
=
=σ
σ
······························································· (17)
()
2
2
6
t
M
t
N
a
t
t
t
±
=
=σ
σ
······························································· (18)
σ3 = σr (a) = 0 ··········································································· (19)
これらの式で±の符号は,上側を内面に,下側を外面に適用する。
235
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2.4
周方向一様分布の端部荷重に対する半球形かくの近似曲げ解析 精度が多少悪くてもより簡単な
式を用いたい場合には,円筒胴の結果を修正した次の式を用いてよい。
4.2.4.1
端部荷重で示した変位,回転角,モーメント及びせん断力
D
M
D
H
2
0
3
0
0
2
2
β
β
δ
+
=
·································································· (20)
D
M
D
H
β
β
θ
0
2
0
0
2
+
=
···································································· (21)
()
(
)
(
)
x
f
D
M
x
f
D
H
x
β
β
φ
β
β
φ
δ
2
2
0
1
3
2
0
2
sin
2
sin
+
=
······································ (22)
()
(
)
(
)
x
f
D
M
x
f
D
H
x
β
β
β
β
φ
θ
1
0
3
2
0
2
sin
+
=
············································· (23)
()
(
)
( )x
f
M
x
f
H
x
M
β
β
β
φ
3
0
4
0sin
+
=
·············································· (24)
()
(
)
(
)
x
f
M
x
f
H
x
Q
β
β
β
φ
4
0
2
0
2
sin
−
=
··········································· (25)
ここで,f1,f2,f3及びf4は4.1.1の定義による。また,
m
m
R
R
x
=
=
φ
π
α
−
2
4.2.4.2 端部荷重による半球形かくの主応力 端部荷重M0及びH0による半球形かくの内外面の主応力は,
次の式による。
()
()
2
1
6
t
x
M
x
l
±
=
=σ
σ
································································ (26)
()
()
(
)
()
2
2
6
sin
t
x
M
R
x
E
x
m
t
ν
φ
δ
σ
σ
±
=
=
················································· (27)
σ3 = σr = 0 ·············································································· (28)
これらの式で±の符号は,上側を内面に,下側を外面に適用する。
備考 4.2は,内圧又は外圧による球形かく(球形胴及び球形鏡板を表す)の応力及び変形を求める式
並びに一様に分布した端部力及びモーメントによる球形かくの曲げ解析の式を示す。
4.3
円形平鏡板の解析
4.3.1
一般事項 圧力容器の鏡板として用いる円形平鏡板の外縁に沿って一様に分布した力や端部モー
メントによる,又は一方の面に一様に分布した力による応力及び変位を求める式は,4.3.2〜4.3.5による。
円の半径としては隣接部材である円筒胴,円すい胴,球形かくなどの平均半径をとる。
4.3.2
記号の意味 附属書8の4.3で用いる記号の意味は,次による。
E :縦弾性係数 (N/mm2)
F :4.5で定義された形状係数
M :半径方向曲げモーメント (Nmm/mm)
p :圧力 (MPa)
Q :半径方向力 (N/mm)
R :平鏡板の外半径 (mm)
r :平鏡板の任意点の半径 (mm)
t :平鏡板の厚さ (mm)
236
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ts :平鏡板との接合部における接続胴の板厚 (mm)
w :半径方向変位 (mm)
x :平鏡板の中央面からの板厚方向距離 (mm)
θ :回転角 (rad)
ν :ポアソン比
σl :板厚方向応力 (N/mm2)
σr :半径方向応力 (N/mm2)
σt :接線(円周)方向応力 (N/mm2)
座標,半径方向力,モーメント及び変位の正の方向は,附属書8図10に示すとおりとし,圧力は
2
t
x −
=
の面に作用するものとする。
4.3.3
円形平鏡板に加わる圧力及び端部荷重 軸対称荷重を受ける平鏡板の主応力及び変位についての
式は,次による。
a) 単純支持平鏡板に加わる圧力 附属書8図11に示すように,周辺部で単純支持され圧力を受けている
平鏡板の任意点 (r,x) における主応力と変位は,次の式による。
半径方向曲げ応力
(
)(
)
[
]
2
2
33
4
3
r
R
t
x
p
r
−
+ν
σ=
························································· (1)
接線方向曲げ応力
(
)
(
)
[
]
2
2
3
3
1
3
4
3
r
R
t
x
p
t
ν
ν
σ
+
−
+
=
··················································· (2)
板厚方向応力
=
2
t
x
t
p
l
−
σ
······································································· (3)
中央面の回転角
(
)(
)
(
)
[
]
ν
ν
ν
θ
+
−
+
−
−
3
1
4
1
3
2
3
3
rR
r
E
t
p
=
············································ (4)
中央面外縁 (r = R) における回転角
(
)
3
2
1
3
=
t
R
E
p
ν
θ
−
·································································· (5)
半径方向変位
w = xθ······················································································ (6)
附属書8図10†
附属書8図11†
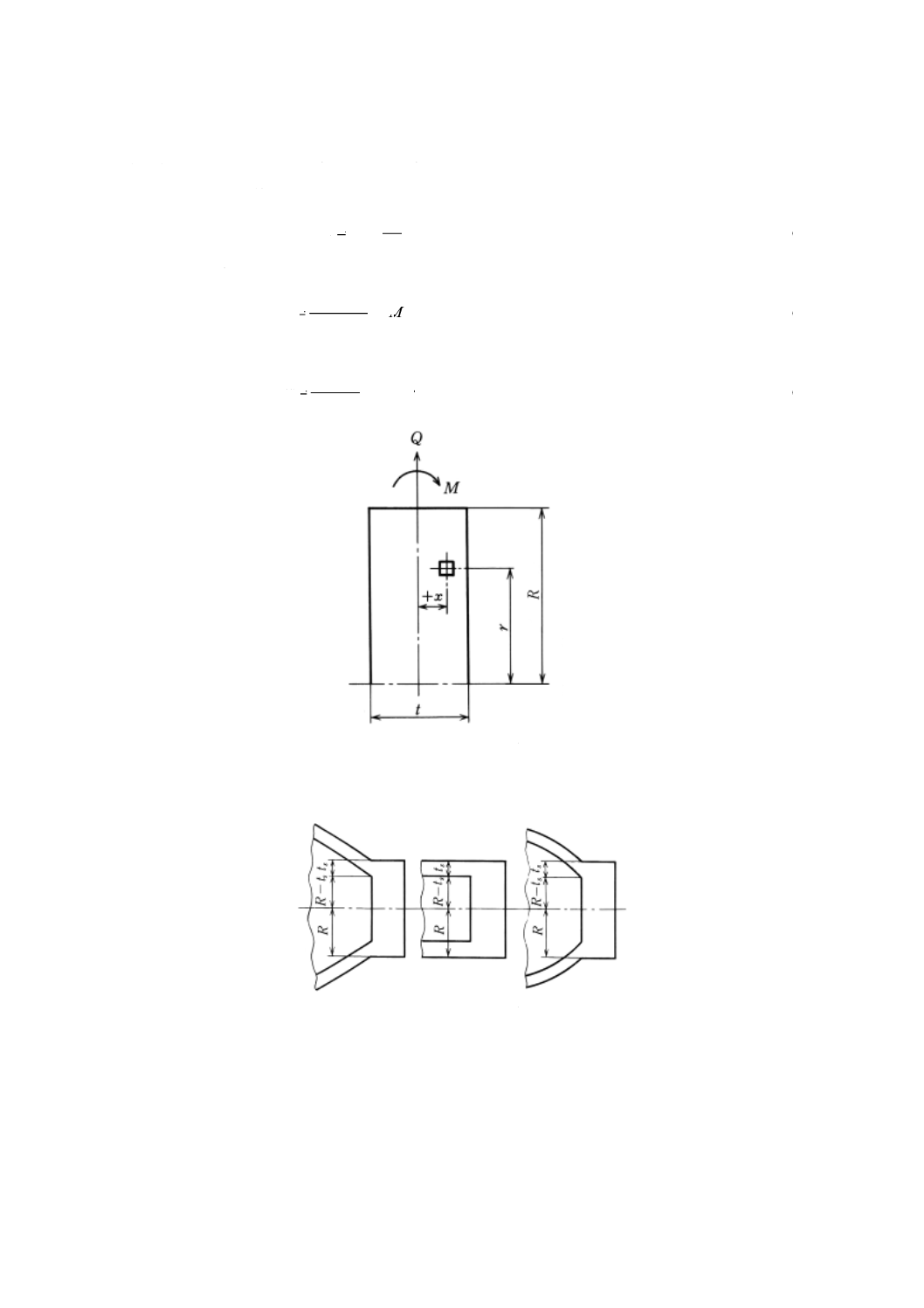
237
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 平鏡板に加わる端部荷重 附属書8図12に示すように一様に分布した端部荷重による平鏡板の任意点
(r,x) における主応力及び変位は,次の式による。
半径方向及び接線方向応力
M
t
x
t
Q
t
r
3
12
−
=
=σ
σ
·································································· (7)
中央面の回転角
(
)M
Et
r
3
1
12
ν
θ
−
−
=
····································································· (8)
半径方向変位
(
)
θ
ν
x
Q
Et
r
w
+
−
1
=
····································································· (9)
附属書8図12†
4.3.4
圧力容器の平鏡板 圧力容器の平鏡板は,附属書8図13の例に示す形で,容器胴に取り付けられ
るものとする。
附属書8図13†
附属書8図13に示すような平鏡板は,4.5に示す不連続部の解析理論に基づいて解析してもよい。
不連続部の解析を行うのに必要な諸値を求める式は,次による。
a) 平鏡板の変位及び主応力 附属書8図14に示すように,平鏡板は隣接部材とは分離され,圧力荷重が
作用していると仮定する。
隣接胴の影響は,圧力の反力,不連続力Q及び不連続モーメントMで表され,これらは仮定した
結合点Aに,また,圧力は隣接胴の内半径内に作用する。結合点Aは,圧力作用面内で隣接胴の平均
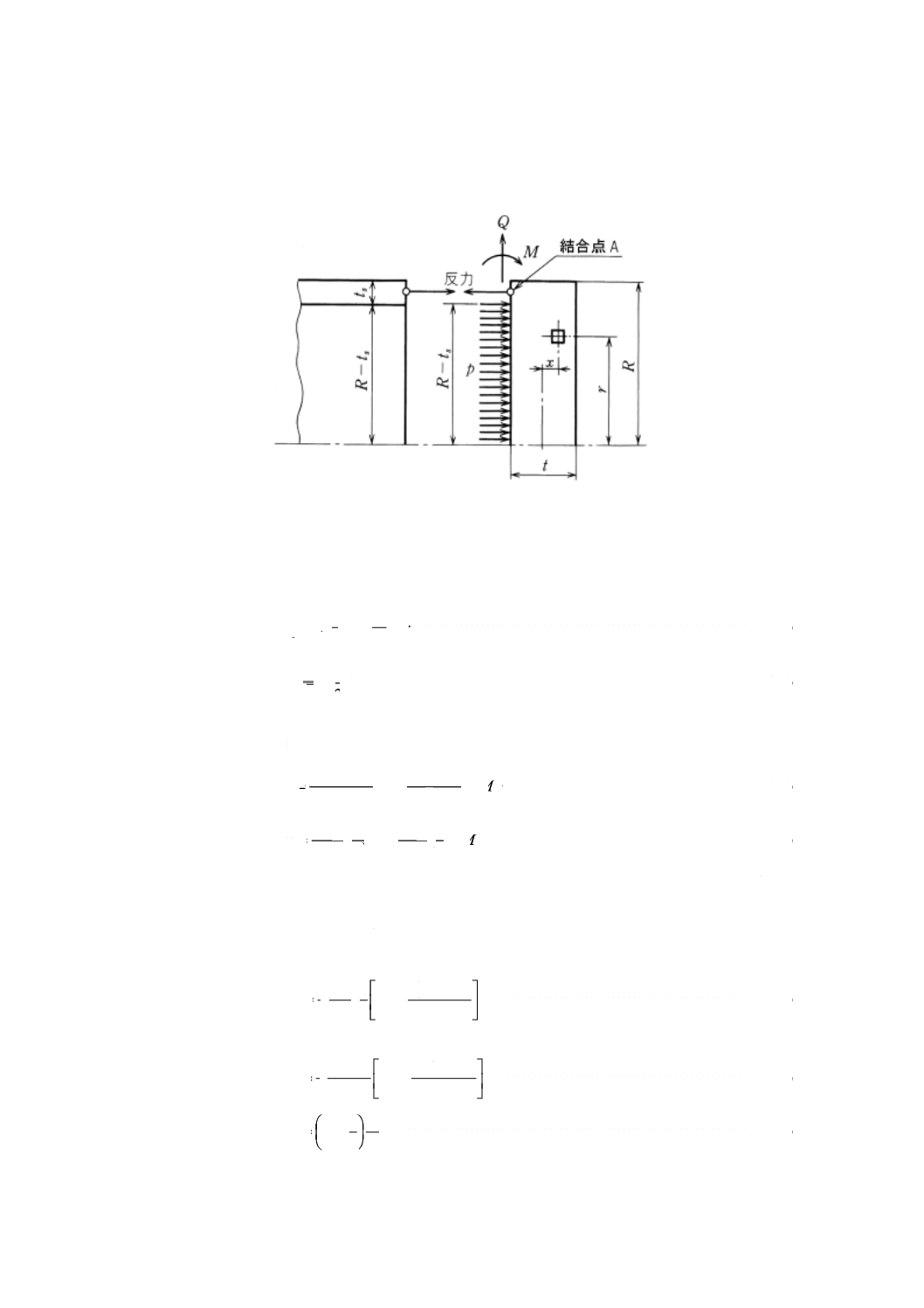
238
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
半径上にあるものとする。
これらの条件から得られる変位及び応力の計算式を,次に示す。
式中の形状係数F1〜F4の式及び数値は,4.3.5及び附属書8表6による。
附属書8図 14†
1) 平鏡板の変位
1.1) 結合点Aで単純支持された板の半径 (R−ts) 内に圧力pが作用する場合の結合点Aにおける回転
角θ,及び半径方向変位wpは,次の式による。
(
)3
1
R
/
t
E
pF
p+
=
θ
···································································· (10)
p
p
t
w
θ
2
−
=
············································································ (11)
1.2) 結合点Aに一様分布の半径方向力Q及びモーメントMが作用する場合の結合点Aにおける回転
角θ 及び半径方向変位wは,次の式による。
(
)
(
)M
R
/
t
ER
F
Q
R
/
t
ER
F
3
2
3
2
3
2
−
+
−
=
θ
·················································· (12)
(
)
(
)M
R
/
t
ER
F
Q
R
/
t
E
F
w
2
3
3
3
2
+
=
····················································· (13)
2) 平鏡板の主応力 不連続力Q及びモーメントMの値を不連続解析によって決定し,平鏡板の主応
力を次によって計算する。
2.1) 結合点Aで単純支持された平鏡板の半径 (R−ts) 内に圧力pが作用する場合の (R−ts) より小な
る半径r上の任意点xにおける半径方向応力σrは,次の式による。
(
)
(
)
=
2
2
2
2
4
3
3
/
R
r
F
R
t
t
xp
r
ν
σ
+
−
·················································· (14)
2.2) 上記と同じ条件での接線方向応力σt及び板厚方向応力σlは,次の式による。
(
)
(
)
=
2
2
2
2
1
4
3
1
3
/
R
r
F
R
t
t
xp
t
ν
σ
+
−
················································· (15)
t
p
t
x
l
=
2
−
σ
····································································· (16)
2.3) 結合点Aに一様分布の半径方向力Q及びモーメントMが作用する場合の任意点 (r,x) における
239
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
半径方向応力σr及び接線方向応力σtは,次の式による。
M
t
x
F
Q
t
x
t
F
t
r
3
4
4
12
6
1
−
−
=
=σ
σ
················································ (17)
4.3.5
形状係数 形状係数F1〜F4は,ポアソン比とts/Rの関数であり,次の式による。
(
)(
)(
)
(
)(
)
[
]
(
)
f
f
f
f
f
F
−
−
−
−
−
−
−
2
16
1
4
8
1
2
1
3
2
2
1
ν
ν
=
··································· (18)
(
)(
)(
)(
)
=
f
f
ln
f
f
F
2
2
2
2
1
1
4
2
1
1
8
3
2
2
2
−
−
+
+
+
−
−
−
ν
ν
························ (19)
(
)(
)
(
)(
)
[
]
ν
ν
−
−
−
−
−
1
4
8
2
1
8
3
3
f
f
f
F=
············································ (20)
(
)(
)
[
]
ν
−
−
−
1
4
8
8
1
4
f
f
F=
···························································· (21)
ここに,f = ts/R
附属書8表6に,ts/Rの種々の値に対応するこれら係数の値を示す。
この表の値は,ポアソン比を0.3として計算したものとする。
附属書8表6†
ts/R
F1
F2
F3
F4
0.00
1.050 0
2.475 0
4.200 0
1.000 0
0.02
1.011 2
2.414 9
4.129 0
0.993 0
0.04
0.972 9
2.354 6
4.058 9
0.986 1
0.06
0.934 9
2.294 3
3.989 7
0.979 3
0.08
0.897 4
2.233 8
3.921 3
0.972 5
0.10
0.860 4
2.173 4
3.853 8
0.965 8
0.12
0.823 8
2.112 9
3.787 1
0.959 2
0.14
0.787 8
2.052 4
3.721 3
0.952 7
0.16
0.752 3
1.991 9
3.656 2
0.946 2
0.18
0.717 3
1.931 5
3.592 0
0.939 8
0.20
0.683 0
1.871 2
3.528 6
0.933 5
4.3.6
平鏡板の応力強さ 平鏡板の応力強さは,圧力p,不連続力Q,不連続モーメントM及びその他の
荷重によるそれぞれの応力の代数和を求め,2.2の手順に従って求める。
計算された応力強さは,2.3に示した許容限界を超えてはならない。
4.4
疲労解析のための穴部の応力
4.4.1
応力指数法
4.4.1.1
ノズルに内圧が作用する場合
a) 適用条件 ノズルが,次の条件を満足する場合に限り,この方法を適用してもよい。
1) ノズルは,附属書2の2.又は3.によって設計する。
2) 穴が円形でノズル軸が容器壁に垂直であるもの。ノズル軸が容器壁の法線及び角度φで交わる場合,
D
d≦0.15を満足するときには,次の式でノズルの内側コーナ部におけるσnの応力指数を求める。
2.1) 球形かく又は円筒胴に,附属書8図15 a) に示すようにノズルを取り付ける場合。
K2 = K1(1+2sin2φ)
2.2) 円筒胴に附属書8図15 b)に示すようにノズルを取り付ける場合。
]
)
(tan
1[
34
1
2
φ
+
K
K=
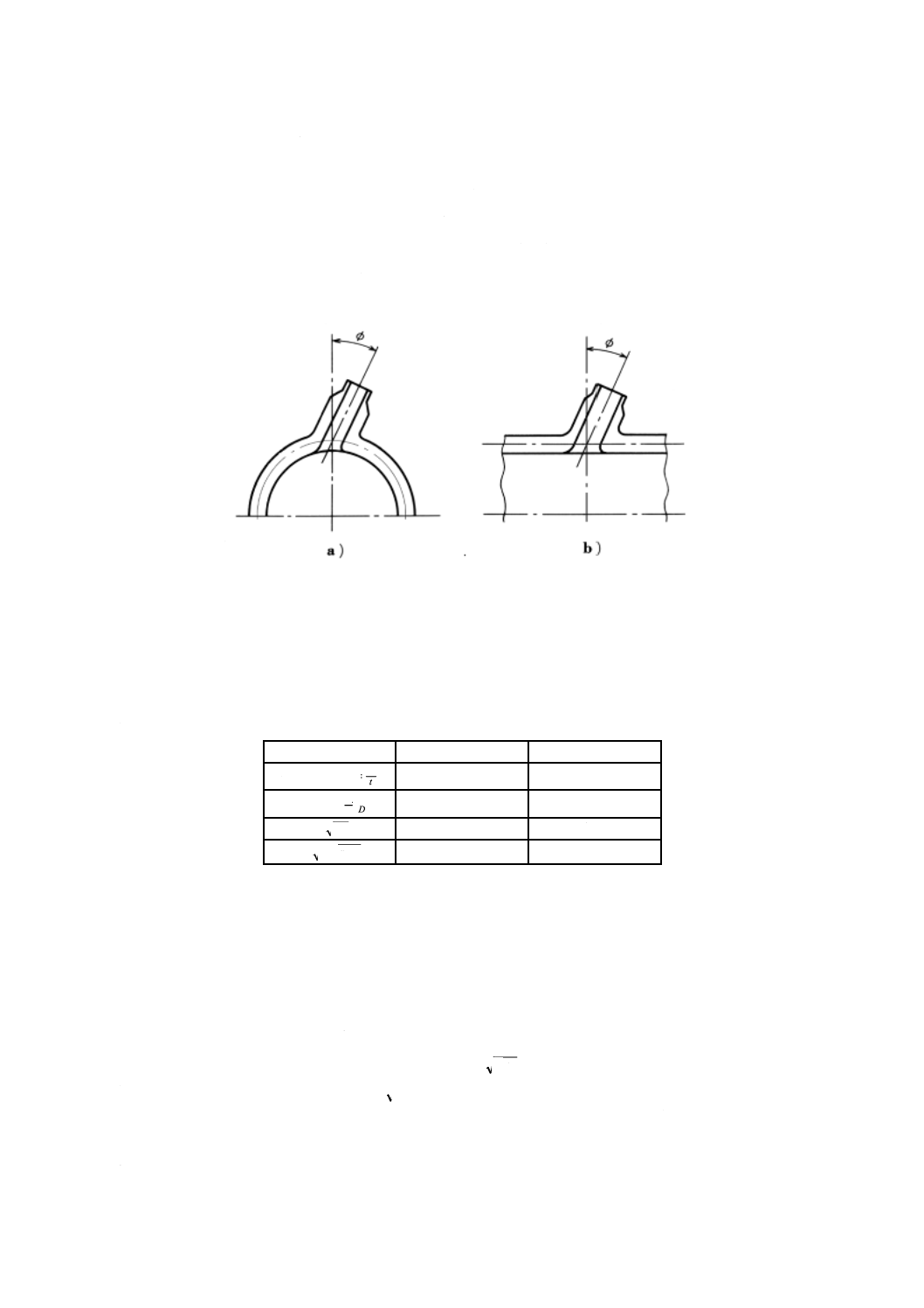
240
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに, K1: c)から求めた直角ノズルの内側コーナ部におけるσnの応力指数
K2: 斜角ノズルの内側コーナ部におけるσnの応力指数
d: ノズルの内径 (mm)
D: 胴の内径 (mm)
t: 胴又は鏡板の厚さ (mm)
σn: 附属書8図17に示す応力成分 (N/mm2)
附属書8図 15
3) 鏡板又は円筒胴の軸方向にノズルを隣接して取り付ける場合で,鏡板又は胴の軸方向の内面に沿っ
て測ったノズル中心線間の弧の長さが,ノズルの内半径の和の3倍以上あるもの。円筒胴の周方向
にノズルを隣接して取り付ける場合で,ノズル中心線間の弧の長さが,ノズルの内半径の和の2倍
以上あるもの[隣接するノズルが軸方向又は周方向にない場合には,附属書2の2.2 c)参照]。
4) 寸法比が次の範囲にあるもの。
寸法比
円筒胴
球形かく
tD
=
胴の腐れ後厚さ
胴内径
10〜100
10〜100
Dd
=
胴内径
ノズル内径
≦0.50
≦0.50
Dt
d/
−
≦0.80
t
r
Dt
d
n
/
/
2
≦1.50
−
ただし,円筒胴の場合で,強め材と胴との間に本体の7.2.1を満足するテーパ部を設けていない場
合には,軸方向に直角な断面のノズル補強面積の合計は,補強有効範囲外のものも含めて,胴の長
手断面に要求される面積の200 %を超えてはならない。
備考 附属書2の附属書2図1によれば胴の軸方向に直角な断面に対しては50 %あればよい。
5) 内側コーナ部半径r1(附属書8図16参照)は,胴の厚さtの12.5 %から50 %である。外側コーナ
部半径r2(附属書8図16参照)は,胴とノズルとの間を滑らかに結合する大きさとする。さらに,
円筒胴及び2 : 1の半だ円形鏡板に胴の厚さの1.5倍より大きい穴がある場合,又は球形かくにかく
の厚さの3倍より大きい穴がある場合には,r2は
n
rt
2
かt/2のいずれか大きいほう以上とする。
6) 半径r3(附属書8図16参照)は,
p
rtかtn/2のいずれか大きいほう以上とする。
7) 附属書2の3.[設計法 (2) ]又は本体7.2.4及びこの附属書の4.4.1.1 a)の条件の間に矛盾が生じる
場合には,a)の条件による。
8) 球形かく及び鏡板の場合には,補強面積の40 %以上は,ノズルと胴との接合部の外面に設ける。
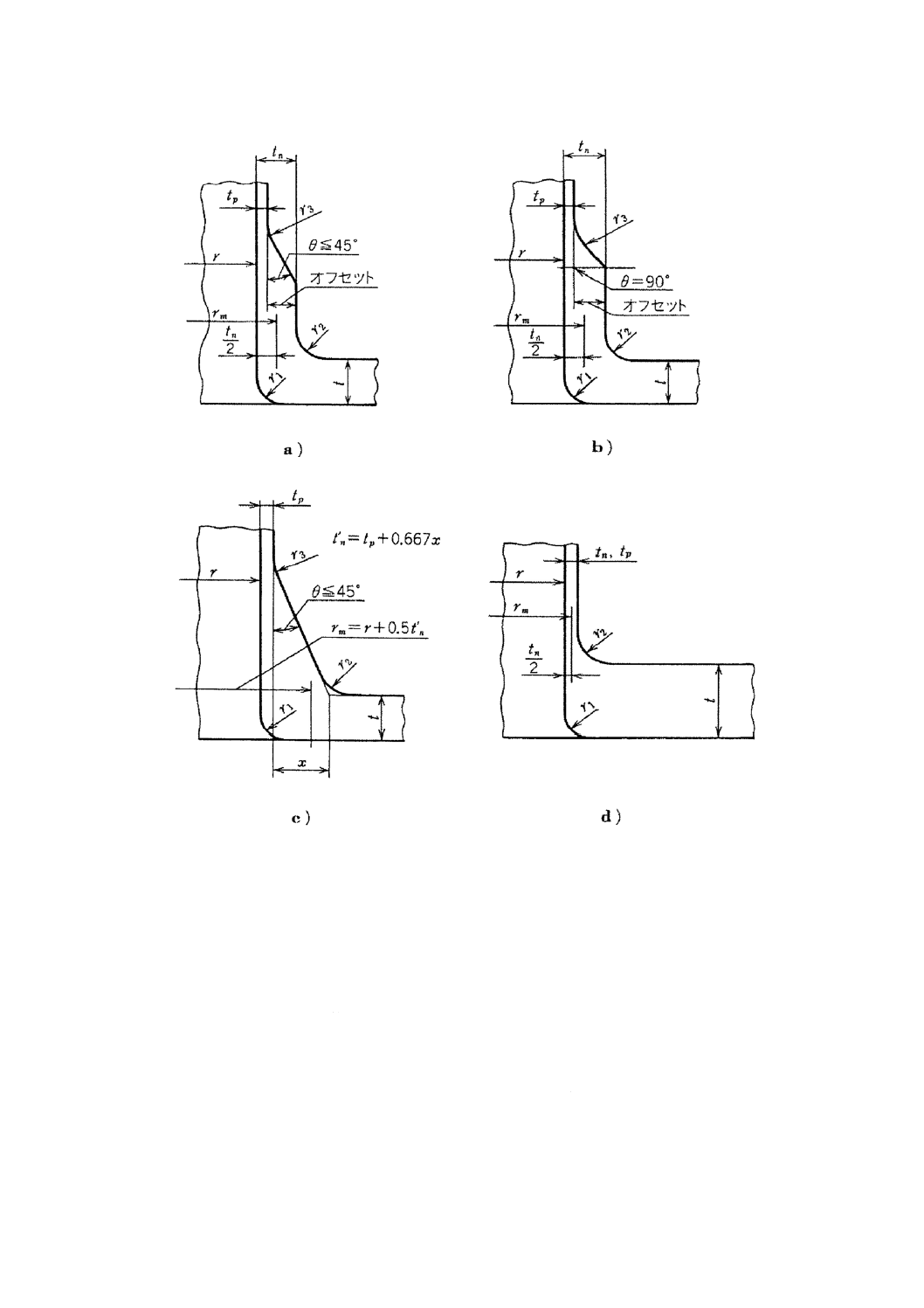
241
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図 16 ノズル寸法†
b) 最大応力の算出 a)の規定を満足する場合には,c)の応力指数によって内圧による最大応力(22)を算出
してもよい。
注(22) 応力指数に基づき求められた応力は,ピーク応力を含む。
備考 配管外力及び熱荷重を含む全応力を計算する場合には,重ね合せによってもよい。その場合に
は,応力指数に基づく内圧による応力と,ノズル荷重による最大応力は同一点に生じるとみな
して,代数和によって算出してもよい。
c) 応力指数 ここに用いる応力指数は,穴も強め材もない容器の円周方向膜応力に対する穴部の応力成
分σt,σn,σrの比として定義する。
記号は,次による。ここで断面とは,球形かくの場合は軸を含む任意の断面,円筒胴の場合には,
円筒胴及びノズルの両方の軸を含む断面,すなわち,長手断面及びノズルの軸を含む円筒胴の軸に垂
直な断面,すなわち,周断面を示す。
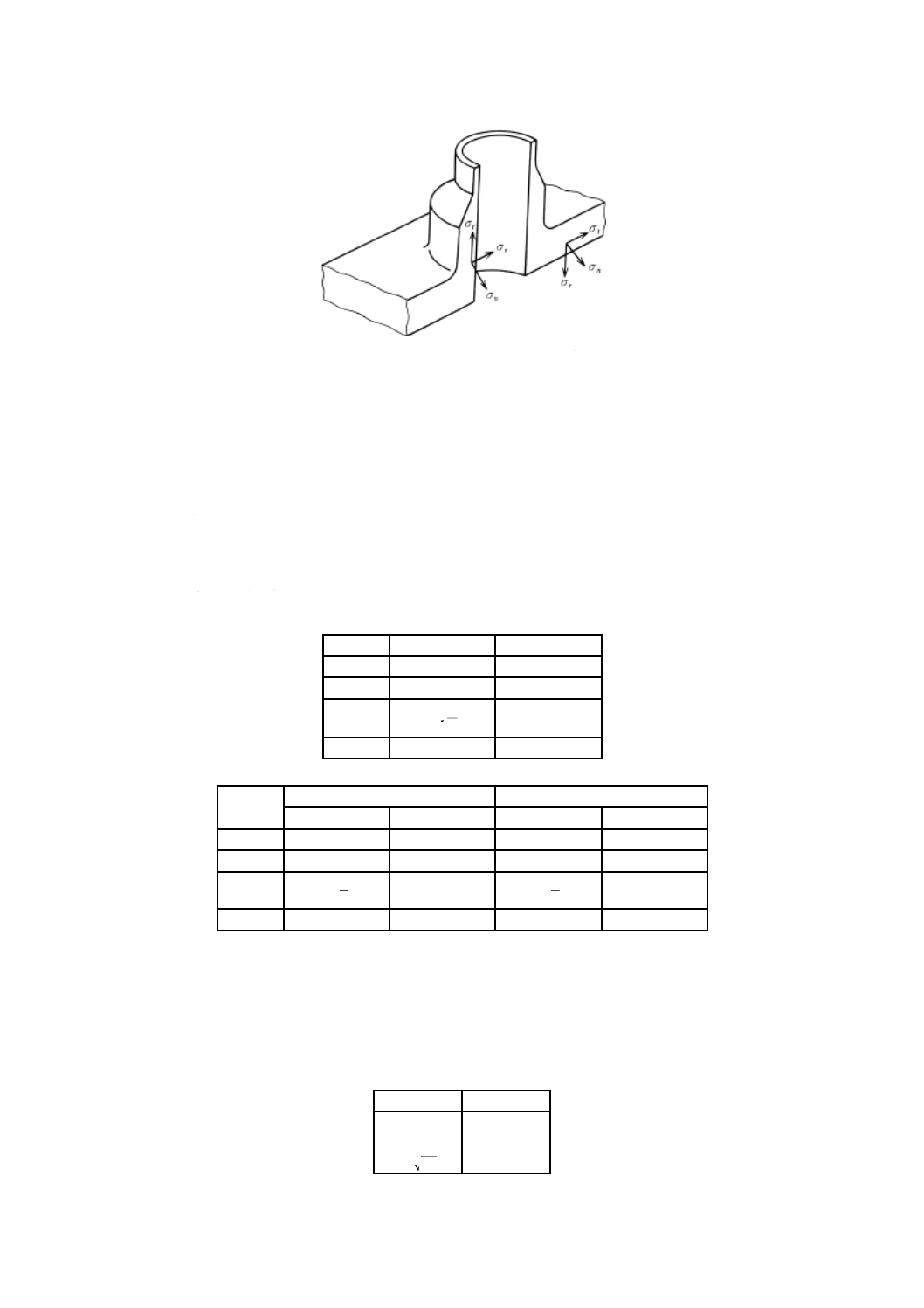
242
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図 17 応力成分の方向†
S :最大応力強さ (N/mm2)
σt :断面の境界に平行な応力成分 (N/mm2)
σn:断面に垂直な方向の応力成分(通常は胴の穴の周りの周方向応力) (N/mm2)
σr :断面の境界に垂直な方向の応力成分 (N/mm2)
t :胴又は鏡板の厚さ (mm)
R :胴又は鏡板の内半径 (mm)
D :2R (mm)
d :ノズル内径 (mm)
1) 球形かく及び鏡板の球形部のノズル
応力
内側コーナ部
外側コーナ部
σn
2.0
2.0
σt
−0.2
2.0
σr
R
t
2
−
0
S
2.2
2.0
2) 円筒胴のノズル
応力
長手断面
周断面
内側コーナ部
外側コーナ部
内側コーナ部
外側コーナ部
σn
3.1
1.2
1.0
2.1
σt
−0.2
1.0
−0.2
2.6
σr
R
t
−
0
R
t
−
0
S
3.3
1.2
1.2
2.6
4.4.1.2
ノズルに内圧又は曲げモーメントが作用する場合
a) 適用条件 ノズルが次の条件を満足する場合に限り,次のb)に示す応力指数を適用してもよい。
1) ノズルの傾きθ(附属書8図18参照)が45°以下である。
2) ノズルの断面は円形で,ノズルの軸は胴の軸と交差する。
3) 穴部の補強は,附属書2の2.又は3.による。
4) 寸法比が次の値以下である。
寸法比
最大値
D/t
40
d/D
0.5
Dt
d/
3.0
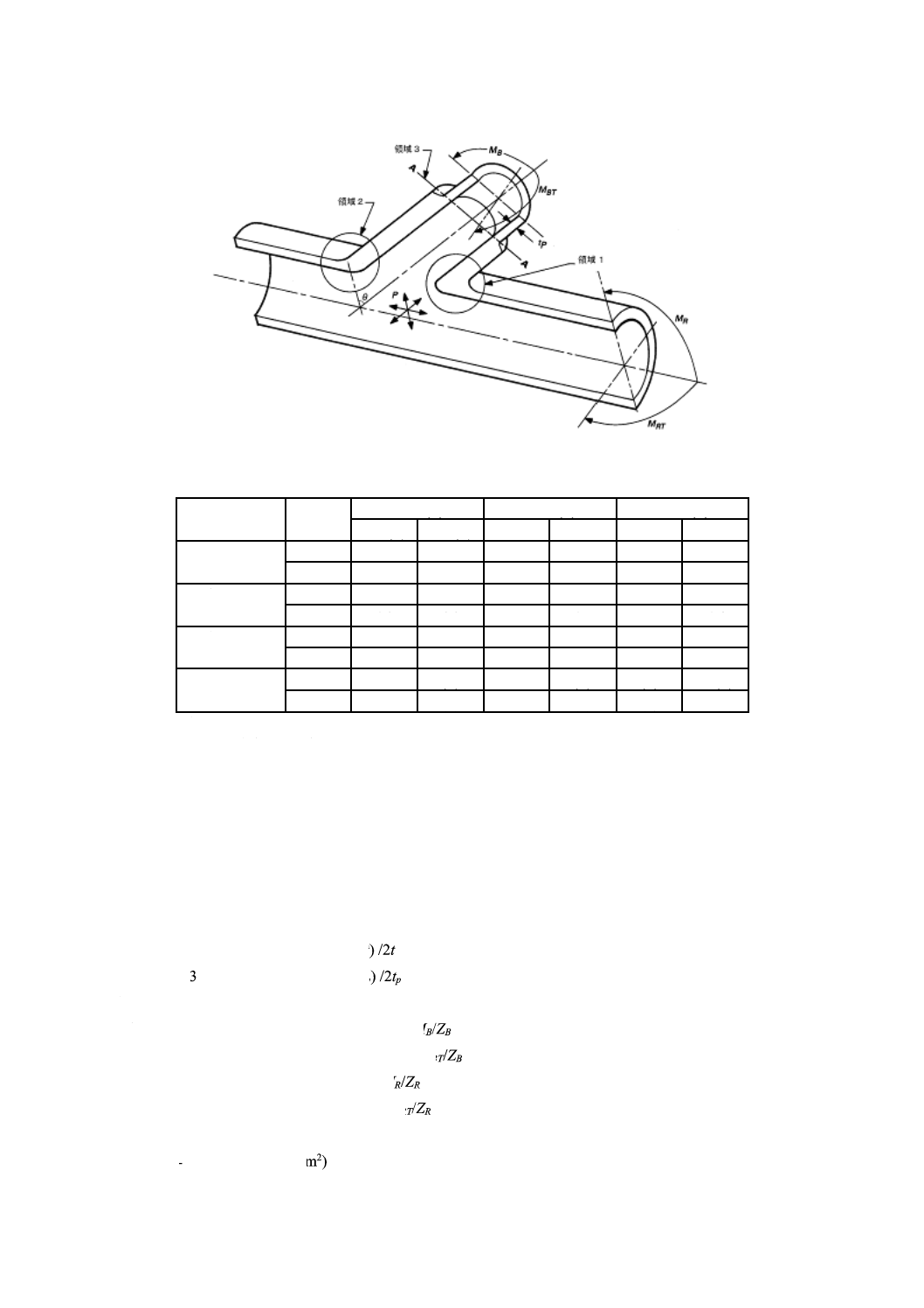
243
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図18†
b) 応力指数†
荷重
応力
領域1(24)
領域2(24)
領域3(24)
内面(23)
外面(23)
内面
外面
内面
外面
内圧
p
σmax
5.5
0.8
3.2
0.7
1.0
1.0
S
5.75
0.8
3.5
0.75
1.2
1.1
曲げモーメント
MB
σmax
0.1
0.1
0.5
0.5
1.0
1.6
S
0.1
0.1
0.5
0.5
1.0
1.6
曲げモーメント
MR,MRT
σmax
2.4
2.4
0.6
1.8
0.2
0.2
S
2.7
2.7
0.7
2.0
0.3
0.3
曲げモーメント
MBT
σmax
0.13
(26)
0.06
(26)
(27)
2.5(25)
S
0.22
(26)
0.07
(26)
(27)
2.5(25)
注(23) 内面とは,附属書8図18の対称面内の隅角部内面(圧力側)を指す。外面とは,
隅角部外面を指す。
(24) 附属書8図18参照
(25) 領域3においてMBTによる最大応力及び最大応力強さの発生位置は,MBによる発生
位置と90°異なることとする。
(26) 0.0と近似してよい。
(27) 1.0と近似してよい。
ここに用いる応力指数は,次の基準応力(圧力又は曲げモーメントによる膜応力)σ0に対して適用
する。
1) 内圧
1.1) 領域1及び領域2 σ0 = p (D+t) /2t
1.2) 領域3 σ0 = p (d+tp) /2tp
2) 曲げモーメント
2.1) ノズルの面内曲げモーメントMB σ0 = MB/ZB
2.2) ノズルの面外曲げモーメントMBT σ0 = MBT/ZB
2.3) 胴の面内曲げモーメントMR σ0 = MR/ZR
2.4) 胴の面外曲げモーメントMRT σ0 = MRT/ZR
記号は,次による。
σmax = 最大主応力 (N/mm2)
244
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
S = 最大応力強さ (N/mm2)
p = 内圧 (MPa)
MB = ノズルに作用する面内曲げモーメント (Nmm)
MBT = ノズルに作用する面外曲げモーメント (Nmm)
MR = 胴に作用する面内曲げモーメント (Nmm)
MRT = 胴に作用する面外曲げモーメント (Nmm)
D = 胴の内径 (mm)
d = ノズルの内径 (mm)
t = 胴の厚さ (mm)
tp = 分岐管の厚さ (mm)
θ = ノズルの中心軸と胴の法線間の角度(度)
ZB = 補強範囲を超えた位置におけるノズルの最小断面係数(附属書8図18の場合には断面A−Aで
求める。)(mm3)
ZR = 胴の断面係数 (mm3)
4.4.2
実験による応力強さの評価 実験による応力強さの評価は、つぎによる。
a) 応力強さの決定 附属書2の2.又は3.及び4.4.1を満足しない穴の応力強さは,附属書8の6.によって
求めなければならない。6.を満足する実験データが既にある場合には,再評価を行わない。
b) 類似しているが,わずかに異なる形状に対するデータの評価 実験データが考えている対象と類似し
ているがわずかに異なっている場合,次の条件を満足すれば既に得られている実験データを用いても
よい。
1) 補強されていない穴又は主に容器板厚の均一な増加によって補強を行っている穴の場合で,Dd(ノ
ズル又は穴内径と胴内径との比)値が実験データより小さいもの。ただし,実験におけるDd<0.5
とする。
備考 穴周辺の応力はDd値に比例して増加する。したがって,Dd値の小さい実験データは,これより
D
d値の大きいものには適用しない。
2) 補強されていない穴又は主に容器板厚の均一な増加によって補強を行っている穴の場合で,tD値が
実験データより小さいもの。
備考 穴周辺の応力は,tDに比例して増加する。したがって,tD値の比較的小さい実験データは,こ
れよりtD値の大きいものには適用しない。
3) 考えている穴が,他のノズル,穴,フランジ又は主要不連続部から十分に離れていて,応力の干渉
が生じないような場合。
4) 他の因子が同一の場合で,ノズルと容器との接合部の外側コーナ半径が実験に用いたもの以上の場
合。コーナ半径が,実験に用いたものより小さいもの又は三角断面のすみ肉溶接部のように接続形
状の不明なものに対しては,実験データを適用してはならない。
4.4.3
数値解析による方法 穴の周辺のピーク応力は,例えば,有限要素法のような数値解析的方法で求
めてもよい。
4.5
不連続応力解析
4.5.1
一般事項 不連続応力を解析する一般的手法は,次による。
245
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5.2
必要数値 不連続解析を行うには,次の数値を必要とする。
a) 容器の各部寸法
b) 容器の各部材の物性値(縦弾性係数E,ポアソン比v及び線膨張係数α)
c) 圧力,自重,ボルト荷重及び配管荷重のような機械的荷重
d) 温度分布
4.5.3
解析の方法
a) 不連続応力解析の手法 圧力容器の不連続部の端部せん断力及びモーメントを求める基本的手順を次
に示す。
手順1 不連続部において容器を円筒胴,球形かく,平鏡板などの個々の要素に分離する。
手順2 各端部における単位せん断力及び単位モーメントによる各要素の端部変位を計算する。これ
らの値を影響係数と呼ぶ。これら影響係数の計算に当たっては局所的たわみ性による変形を
考慮してもよい。
手順3 端部荷重以外の荷重による各要素の端部変位を計算する。
手順4 温度分布による各要素の端部変位を計算する。
手順5 以上の圧力及び温度分布による変位及び回転角と,隣接要素の結合点に作用するモーメント
及びせん断力による各要素の変位及び回転角とのそれぞれの和(全変位又は全回転角と呼
ぶ。)を求める。
互いに接する各要素の結合点において各々の全半径方向変位及び全回転角を等置する。
手順6 端部せん断力及びモーメントに関する連立方程式を解く。
b) 応力 a)の手法で求めた端部せん断力及びモーメントによる応力は,例えば,4.1〜4.3に示す方法で
計算する。各要素に生じる応力は,これらの応力と端部荷重以外の荷重によって個々の要素内に生じ
る応力とを加え合わせて求める。
参考 4.5.3 a)の適用例
計算条件:附属書8図19に示す圧力容器,150 ℃において内圧7 MPaが作用するとする。
この容器の寸法は,
a) 半球形鏡板
内半径
R = 800 mm
板厚
t = 40 mm
b) 円筒胴
内半径
R = 800 mm
板厚
t = 40 mm
長さ
L = 300 mm
c) 平鏡板
外半径
R0 = 840 mm
板厚
t = 170 mm
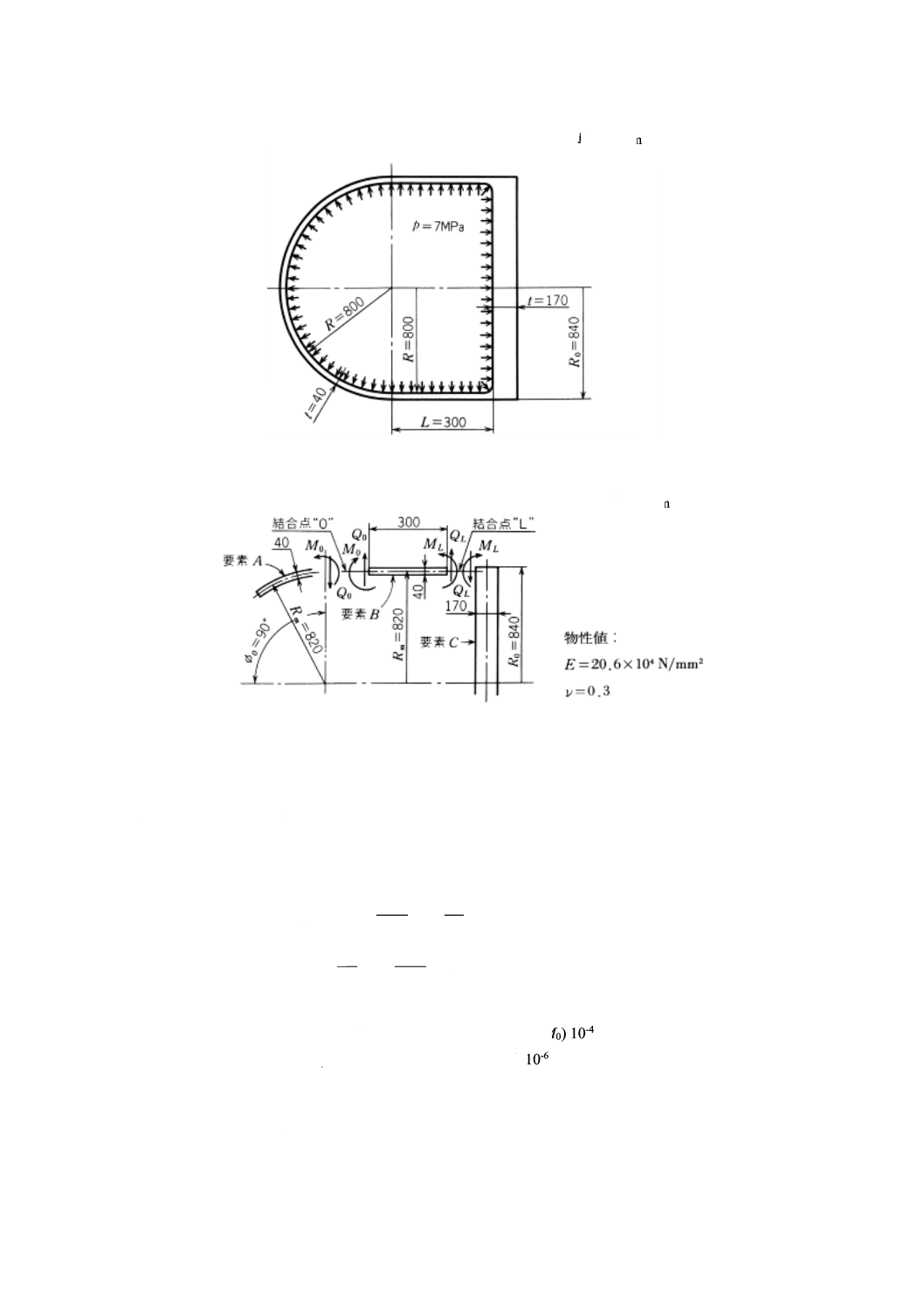
246
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
附属書8図19†
単位 mm
附属書8図20†
目的:構造不連続部における不連続応力を求める。
手順1 容器を不連続点で個々の要素に分離する(附属書8図20参照)。
手順2 影響係数を計算する。
要素A,半球形鏡板:4.2.3.2 b)から端部荷重Q0及びM0による結合点“0”における変位と回
転角は,次による。
0
2
0
2
2
0
0
M
Et
Q
Et
R
w
m
A
A
λ
λ
δ
+
−
=
=
0
3
0
2
4
2
0
M
Et
R
Q
Et
m
A
λ
λ
θ
+
−
=
与えられた寸法と物性値を代入して
wA0 = δA0 = (−11.583 35Q0+0.082 212 5M0) 10-4
θA0 = (−8.221 25Q0+0.116 700 2M0) 10-6
備考 半球形鏡板の回転対称軸に直角方向の力Hと円筒胴の半径方向せん断力Qとが等しい。同
様に半球形鏡板の回転対称軸に直角方向の変位 δ と円筒胴の半径方向変位wとが等しい。
要素B,円筒胴:4.1.3.2 a)から結合点“O”と“L”におけるQ0,M0,QL及びMLによって
半径方向変位及び回転角は,次のようになる。
247
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
L
L
B
M
D
G
Q
D
G
M
D
B
Q
D
B
w =
2
12
3
11
0
2
12
0
3
11
0
2
2
2
2
β
β
β
β
+
+
+
L
L
B
M
D
G
Q
D
G
M
D
B
Q
D
B
=
β
β
β
β
θ
2
2
2
2
22
2
12
0
22
0
2
12
0
+
+
+
−
L
L
BL
M
D
B
Q
D
B
M
D
G
Q
D
G
w =
2
12
3
11
0
2
12
0
3
11
2
2
2
2
β
β
β
β
+
+
+
L
L
BL
M
D
B
Q
D
B
M
D
G
Q
D
G
=
β
β
β
β
θ
2
2
2
2
22
2
12
0
22
0
2
12
+
+
+
与えられた寸法と物性値とを代入して
wB0 = (12.752 62Q0+0.089 397 3M0−4.090 18QL−0.035 113 8ML) 10-4
θB0 = −(8.939 73Q0+0.122 108 4M0−3.511 38QL−0.010 066ML) 10-6
wBL = (−4.090 18Q0−0.035 113 8M0+12.752 62QL+0.089 397 3ML) 10-4
θBL = (−3.511 38Q0−0.010 066M0+8.939 73QL+0.122 108 4ML) 10-6
要素C,平鏡板:4.3.4 a) 1.2)から端部荷重QL,MLによる結合点“L”における半径方向
変位と回転角は,次の式による。
L
L
CL
M
R
t
ER
F
Q
R
t
E
F
w
2
3
3
)
/
(
)
/
(
3
2
+
−
=
L
L
CL
M
R
t
ER
F
R
t
ER
Q
F
3
2
3
2
3
)
/
(
2
)
/
(
−
=
θ
与えられた寸法と物性値とを代入して
wCL = (−0.644 83QL+0.005 689 7ML) 10-4
θCL = (0.568 97QL−0.006 693 7ML) 10-6
手順3 内圧による端部変位の計算
要素A,半球形鏡板:(附属書8図21参照)
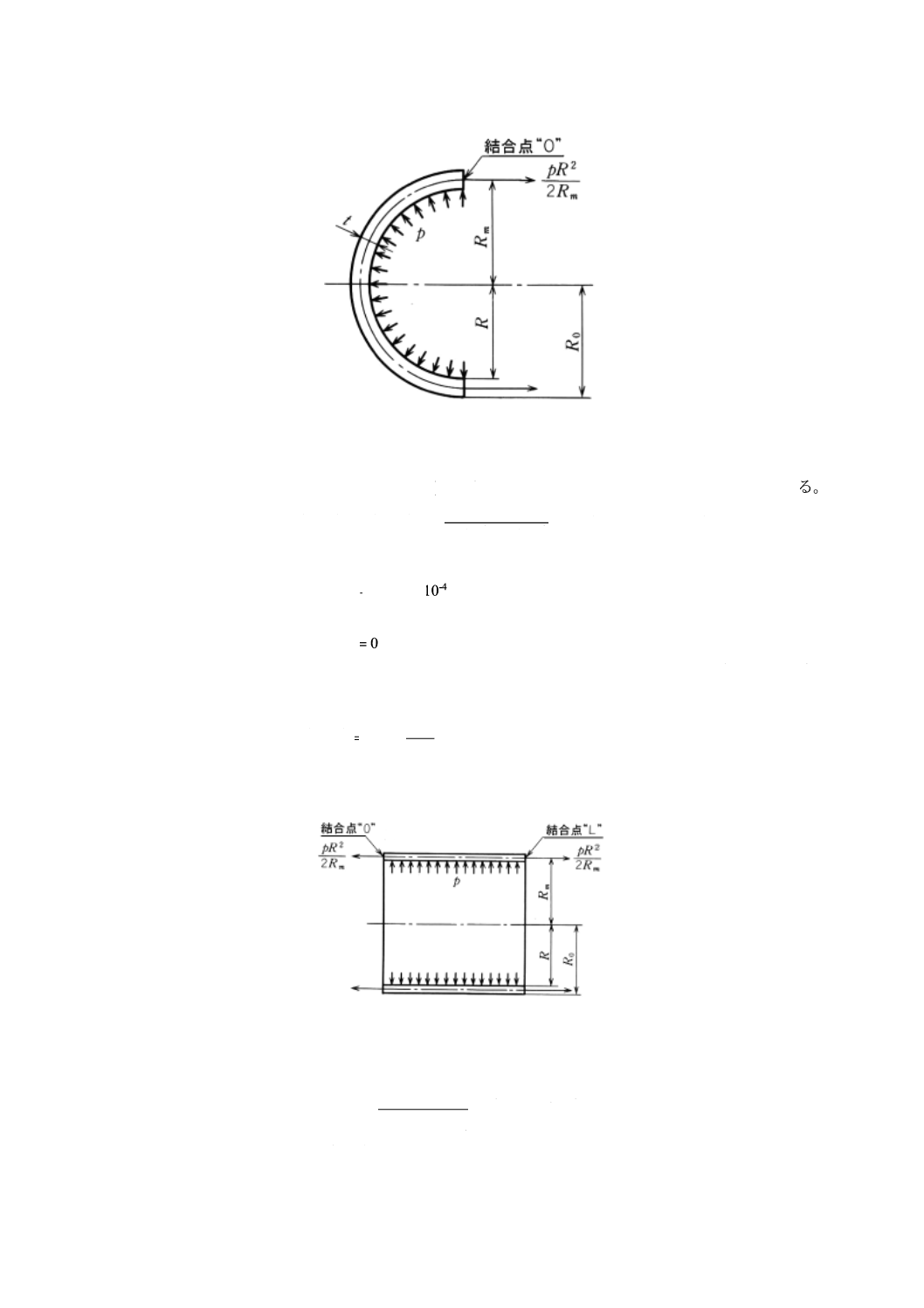
248
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図21†
内圧を受ける半球形鏡板の中央面 (r = Rm) の結合点“O”の半径方向変位は,次の式による。
)]
1(
)
2
1(
2[
)
(
2
3
0
3
2
3
3
0
3
0
0
ν
ν
δ
+
+
−
−
(圧力)
(圧力)
R
R
R
R
R
E
R
p
w
m
m
=
=
寸法,圧力,物性値を代入して
wA0(圧力) = 1 942×10-4
内圧及び圧力の反力による回転は生じないので,次の式を得る。
θA0(圧力) = 0
備考 w(圧力)・θ(圧力)は内圧だけによる自由変位・自由回転角を指す。薄肉の半球形鏡板
については,次の式を用いてもよい。
Et
pR
w
2
)
1( ν
−
(圧力)=
要素B,円筒胴:(附属書8図22参照)
附属書8図22†
内圧を受ける閉端円筒胴の中央面の半径方向変位は,次の式による。
)]
1(
)
2
1(
[
)
(
2
0
2
2
2
0
2
ν
ν
+
+
−
−
(圧力)
R
R
R
R
R
E
R
p
w
m
m
=
寸法,圧力及び物性値を代入して
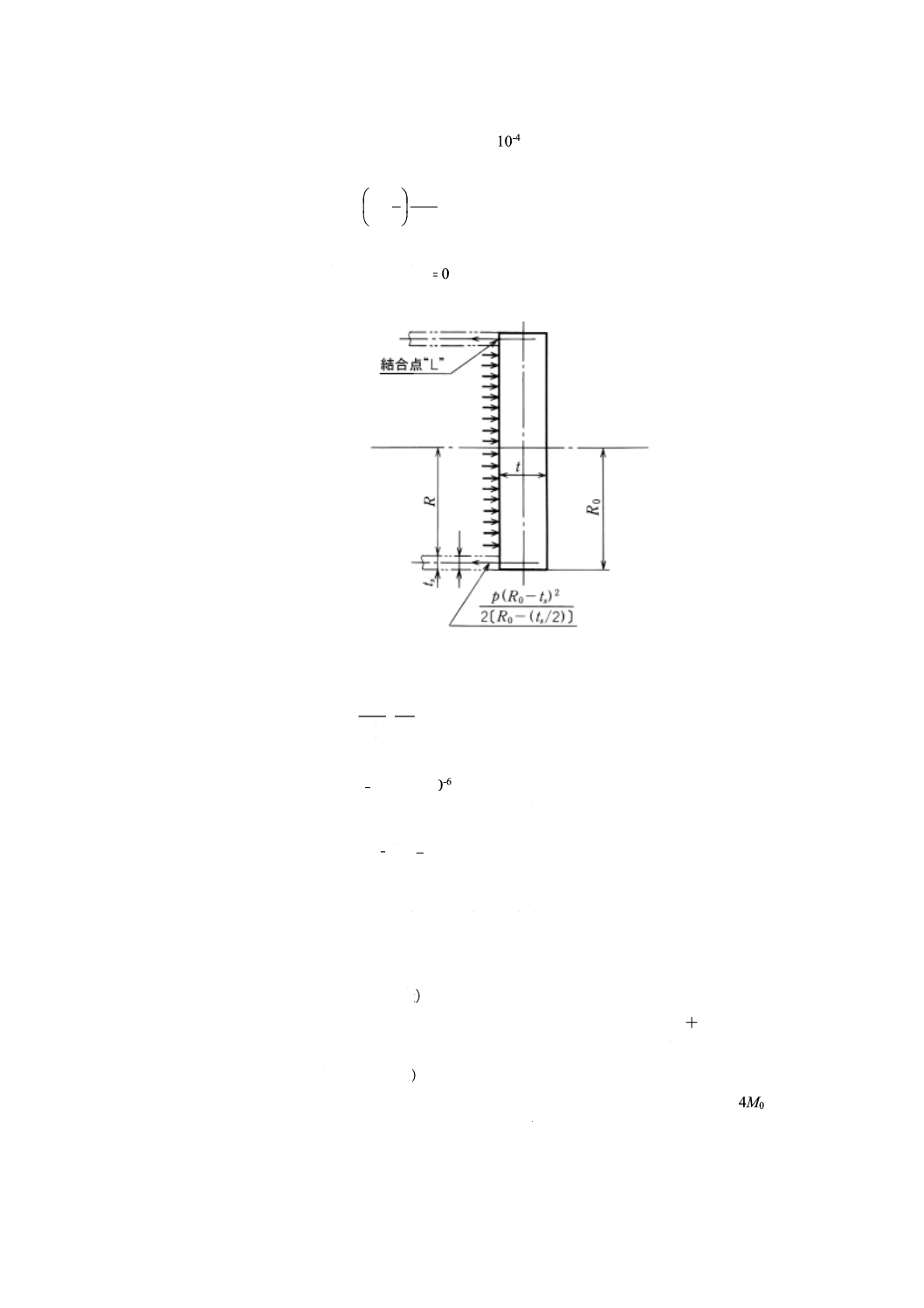
249
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
wB0 (圧力) = wBL (圧力) = 4 796×10-4
備考 薄肉円筒胴については,次の式を用いてもよい。
Et
pRR
w
m
=
2
1ν
−
(圧力)
内圧及び膜力による回転はないので
θB0 (圧力) = θBL (圧力) = 0
要素C,平鏡板:(附属書8図23参照)
附属書8図23†
内圧による結合点“L”点の平鏡板の回転角は,4.3.4 a) 1.1)から次の式による。
p
R
t
E
F
3
1
)
/
(
=
(圧力)
θ
寸法,圧力,物性値を代入して
θCL(圧力)= 3 929×10-6
結合点“L”点の半径方向変位は,4.3.4 a) 1.1)の式(11)から
4
10
340
3
2
−
−
−
(圧力)
×
=
=
CL
CL
t
w
θ
手順4 温度分布による各要素の端部の自由変位の計算 この例においては,容器全体が同一温度
で,かつ,同一材料なので,温度による変位は考慮しない。
手順5 各結合点における両要素の全変位及び全回転角を求め等置する。
結合点“O”
wA0(全)= wB0(全)
(−11.583 35Q0+0.082 212 5M0+1 942)×10-4 = (12.752 62Q0+
0.089 397 3M0−4.090 18QL−0.035 113 8ML+4 796) ×10-4 ··················· (1)
θA0(全)= θB0(全)
(−8.221 25Q0+0.116 700 2M0+0)×10-6 = (−8.939 73Q0−0.122 108 4M0
+3.511 38QL+0.010 066ML+0) ×10-6 ············································· (2)
結合点“L”
250
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
wBL(全)= wCL(全)
(−4.090 18Q0−0.035 113 8M0+12.752 62QL+0.089 397 3ML+4 796)×10-4
= (−0.644 83QL+0.005 689 7ML−3 340) ×10-4 ································ (3)
θBL(全)= θCL(全)
(−3.511 38Q0−0.010 066M0+8.939 73QL+0.122 108 4ML+0)×10-6
= (0.568 97QL−0.006 693 7ML+3 929) ×10-6 ···································· (4)
全体を整理すると結合点の適合条件を満たす次の連立方程式を得る。
−24.335 97Q0−0.007 184 8M0+4.090 18QL+0.035 113 8ML = 2 854 ········ (5)
0.718 48Q0+0.238 808 6M0−3.511 38QL−0.010 066ML = 0 ···················· (6)
−4.090 18Q0−0.035 113 8M0+13.397 45QL+0.083 707 6ML = −8 136 ····· (7)
−3.511 38Q0−0.010 066M0+8.370 76QL+0.128 802 1ML = 3 929 ············ (8)
備考 w(全),θ(全)は,全変位,全回転角を指す。
手順6 上の式をQ0,M0,QL,MLについて解く。
Q0 = −184.8 N/mm
M0 = −15 670 Nmm/mm
QL = −1 441.5 N/mm
ML = 117 930 Nmm/mm
備考 負の値は荷重の実際の向きが手順1に示した向きと逆であることを示す。
手順7 端部荷重Q0,M0,QL,MLによる各端部の不連続応力の計算 手順を説明するために円筒胴
(要素B)の両結合点“O”と“L”点の応力を計算する。
4.1.3.3から
σl (x) = ±6M (x) /t2
σt (x) = Ew (x) / (R+t/2) ±6νM (x) /t2
σr = 0
a) 結合点“O”
結合点“O”においてはM (x) = M0,w (x) = wB0
備考 σt (x) を計算するときは,端部せん断力及びモーメントによる半径方向変位を用いる。すなわ
ち,
上の式のw (x) には手順3及び手順4による自由変位は含めない。
wB0 = (12.752 62Q0+0.089 397 3M0−4.090 18QL−0.035 113 8ML) ×10-4
wB0 = −0.200 2 mm,EwB0 = −41 241 N/mm
M0 = −15 670 Nmm/mm
内面
σl = 6 (−15 670) / (40)2 = −58.8 N/mm2
9.
67
)
40
/(
)
670
15
)(
3.0(6
820
241
1
4
2
−
−
+
−
=
=
t
σ
N/mm2
σr = 0
外面
32.7
)
40
/(
)
670
15
)(
3.0(6
820
241
1
4
2
−
−
−
−
=
=
t
σ
N/mm2
251
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
σl = −6 (−15 670) / (40)2 = 58.8 N/mm2
σr = 0
b) 結合点“L”
結合点“L”においてはM (x) = ML,w (x) = wL
wBL = (−4.090 18Q0−0.035 113 8M0+12.752 62QL+0.089 397 3ML) ×10-4
wBL = −0.653 5 mm,EwBL = −134 621 N/mm
ML = 117 930 Nmm/mm
内面
31.5
)
40
/(
)
930
117
)(
3.0(6
820
621
134
2
−
+
−
=
=
t
σ
N/mm2
2.
442
(40)
)
930
6(117
2
=
=
l
σ
N/mm2
σr = 0
外面
2.
442
(40)
)
930
6(117
2
−
−
=
=
l
σ
N/mm2
8.
296
)
40
/(
)
930
117
)(
3.0(6
820
621
134
2
−
−
−
=
=
t
σ
N/mm2
σr = 0
c) 半球形鏡板の不連続応力は,4.2.3.1及び4.2.3.3を用いて計算する。
d) 平鏡板の不連続応力は,4.3.4 a) 2)の式(17)を用いて計算する。
手順8 合応力の計算 任意要素の任意結合点の合計応力は,手順7で求めた端部せん断力とモーメ
ントによる応力と他のすべての荷重による応力とを加え合わせて求める。この場合には内圧
による円筒胴,半球形鏡板及び平鏡板の応力は,4.1.2.1,4.2.2.1及び4.3.4 a) 2)の式(14)及び
(15)を各々用いて計算する。
手順を説明するために円筒胴の結合点“O”,“L”点の合応力を求める。
内圧による円筒胴の応力は,4.1.2.1の式(1),(2)及び(3)から
σt = p (1+Z 2) / (Y 2−1)
σl = p/ (Y 2−1)
σr = p (1−Z 2) / (Y 2−1)
a) 結合点“O”
内面
p = 7 MPa
05
.1
800
840
0
=
=
=
=
R
R
Z
Y
σt = 143.6 N/mm2
σl = 68.3 N/mm2
σr = −7 N/mm2
端部せん断力及びモーメントによる応力は手順7から
σt = −67.9 N/mm2
σl = −58.8 N/mm2
252
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
σr = 0 N/mm2
合計応力は
σt = 143.6+(−67.9) = 75.7 N/mm2
σl = 68.3+(−58.8) = 9.5 N/mm2
σr = −7 = −7 N/mm2
外面
Z = 1,Y = 1.05
σt = 136.6 N/mm2
σl = 68.3 N/mm2
σr = 0 N/mm2
端部せん断力とモーメントによる応力は
σt = −32.7 N/mm2
σl = 58.8 N/mm2
σr = 0 N/mm2
合計応力は
σt = 68.3+(58.8) = 127.1 N/mm2
σl = 136.6+(−32.7) = 103.9 N/mm2
σr = 0+(0) = 0 N/mm2
b) 結合点“L”
内面
内圧による応力は結合点“O”と同じ
σt = 143.6 N/mm2
σl = 68.3 N/mm2
σr = −7 N/mm2
端部せん断力とモーメントによる応力は
σt = −31.5 N/mm2
σl = 442.2 N/mm2
σr = 0 N/mm2
合計応力は
σt = 143.6+(−31.5) = 112.1 N/mm2
σl = 68.3+(442.2) = 510.5 N/mm2
σr = −7+0 = −7 N/mm2
外面
内圧による応力は結合点“O”点と同じ
σt = 136.6 N/mm2
σl = 68.3 N/mm2
σr = 0 N/mm2
端部せん断力とモーメントによる応力は
σt = −296.8 N/mm2
σl = −442.2 N/mm2
253
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
σr = 0 N/mm2
合計応力は
σt = 136.6+(−296.8) = −160.2 N/mm2
σl = 68.3+(−442.2) = −373.9 N/mm2
σr = 0+(0) = 0 N/mm2
手順9 応力の評価 2.3 d) に従って応力を評価するに当たっては,手順8で求めた合計主応力を用
いて応力強さを計算しなければならない。
本体2.3 e) に従って応力を評価するに当たっては,応力強さを計算する際に手順8で求めた
主応力値に応力集中の影響を考慮する。
4.6
熱応力
4.6.1
一般事項 熱変位(膨張又は収縮)が部分的に又は完全に拘束されるとき,容器に発生する熱応力
を解析する一般的方法は,次による。
4.6.2
熱応力計算に必要な数値 容器の熱応力を計算するために必要な数値は,次による。
a) 寸法
b) 温度分布 T
c) 材料の物性値
縦弾性係数
E
ポアソン比
v
線熱膨張係数
α
E及びα は温度によって変化する値とする。規格材料に対するこれらの値は,本体の付表4.1及び
付表4.2にそれぞれ与えられている。ただし,それぞれの材料のE及び α を定数と考え,考える温度
範囲での平均温度における縦弾性係数及び瞬時線膨張係数の値を用いて熱応力の計算を行ってもよい。
4.6.3
計算方法 熱応力の計算は特定の時刻について,次の方法による。
a) それぞれの部材に対して空間座標t,l及びrの関数として温度分布Tを表示する。
b) 容器を簡単な形状の要素(例えば,リング,円筒胴及び球形かく)に分割する。
c) それぞれの要素に対して温度分布だけによる応力及び変位を計算する。
d) 4.5に示した手法によって各要素の熱膨張に基づく不連続変位による不連続応力を計算する。
e) 合成熱応力を得るために,c)及びd)で求めた応力を重ね合わせる。
5. リガメントの応力解析方法
a) 穴の配列 正三角形
b) 穴の形 円形
c) 穴の数 19以上 (n≧19)
d) リガメント効率 5 %以上(η≧0.05)
e) 板厚 穴ピッチの2倍以上
備考1. 上のa)〜e)の条件を満足する多孔平板の解析に適用する。
2. 多孔平板の面内荷重による応力又は表皮熱応力を計算するときには,条件e)は適用しないこ
ととする。
5.1
記号
b : 中実リムの幅 (mm)
254
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c : 環状荷重の半径(附属書8図26参照)
E : 板の縦弾性係数 (N/mm2)
Et : 管の縦弾性係数 (N/mm2)
E* : 多孔板の等価縦弾性係数(附属書8図29参照) (N/mm2)
E
E* : 等価縦弾性係数比
h : 最小断面での公称リガメント幅 (mm)
K : リガメント幅方向(板厚方向ではない。)の平均応力に対する応力指数(附属書8図30参照)
Km :
ク応力
公称リガメントのピー
応力
いリガメントのピーク
公称リガメントより狭
Kr : 板リムでの周方向応力に対する応力指数(附属書8図35参照)
Kskln : 表皮熱応力に対する応力指数(附属書8図37参照)
k : 設計応力強さに乗じる割増係数
ln : 自然対数
M : 板端部に働く円周の単位長さ当たりの半径方向モーメント (N mm/mm)
P1,P2 : 板の表面に働く圧力 (MPa)
Ps : 考えている表面に働く圧力P1又はP2 (MPa)
Pi : 管内の圧力 (MPa)
∆P : 板に働く差圧 (MPa)
p : 穴の中心線間の公称距離(ピッチ) (mm)
Q : 板端部に働く円周の単位長さ当たりの半径方向荷重 (N/mm)
R* : 多孔板の等価半径 =
)
(
41
0
h
p
r
−
+
(mm)
r : 板の任意の点の半径 (mm)
r0 : 板の中心から一番外側の穴の中心までの距離 (mm)
S : 応力強さ (N/mm2)
Sm : 設計応力強さ (N/mm2)
Tm : 板の板厚方向の平均温度 (℃)
Ts : 板の表面温度 (℃)
t : クラッド部及び腐れ代を除いた板の厚さ (mm)
tt : 管の板厚 (mm)
W : 板に働く全環状荷重(附属書8図26参照)(N)
w : 板端部の半径方向変位 (mm)
x : 最小リガメント厚さを通る穴パターンの対称軸(附属書8図32〜34参照)
Ymax : ピークリガメント応力に対する応力指数(附属書8図31参照)
y : 穴パターンの対称軸(x軸に垂直)
α : 線膨張係数 (1/℃)
β : 二軸応力比 =(
θ
σ
σr又は
r
σ
σθ)又は(
2
1
σ
σ又は
1
2
σ
σ)ここで−1≦β≦1
η : リガメント効率 = ph
θ : 板端部の回転 (rad)
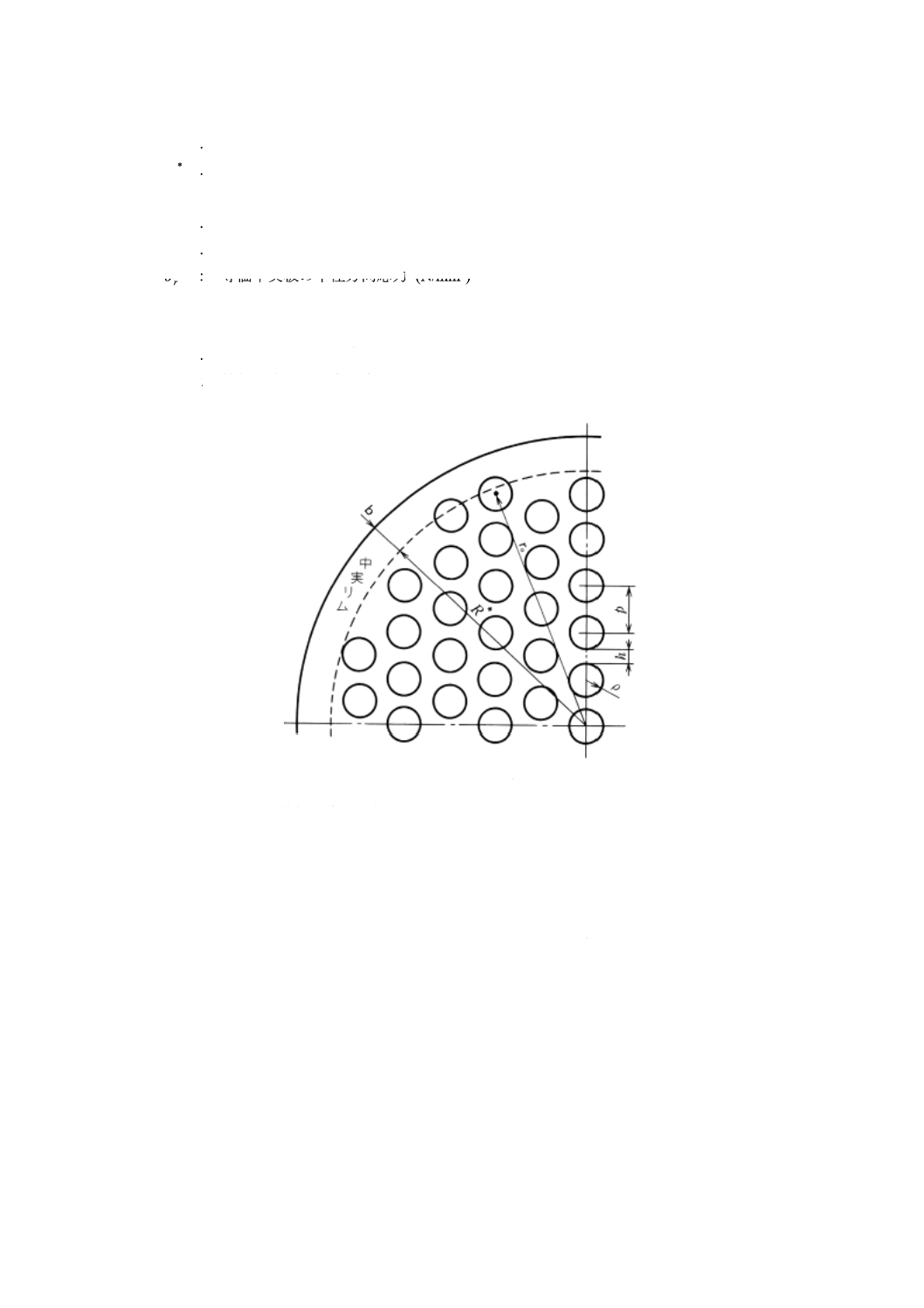
255
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ν : ポアソン比
ν* : 多孔板の等価ポアソン比(附属書8図29参照)
ρ : 穴の半径 (mm)
σ1,σ2 : 等価中実板の面内における主応力 (N/mm2)
σave : σr又はσθ の絶対値の大きい方の値 (N/mm2)
rσ : 等価中実板の半径方向応力 (N/mm2)
σr : 等価中実板の半径方向応力を厚さ方向に平均したもの (N/mm2)
σrim : 中実リムにおける公称周方向応力 (N/mm2)
σskin : 表皮熱応力 (N/mm2)
σθ : 等価中実板の周方向応力 (N/mm2)
附属書8図 24†
5.2
等価中実板の解析 等価中実板の解析は,次による。
備考 等価中実板とは,寸法が多孔板と同一で,変位が等しくなるように弾性定数を修正した中実板
とする。
次のa)〜d)に示す軸対称荷重に対する等価中実板の公称応力及び端部変位は,次のようにし
て求める。
なお,次の式における±の符号の上側符号は上部表面に適用する。
a) 端部荷重 端部荷重による公称応力及び端部変位は,次の1),2)による。
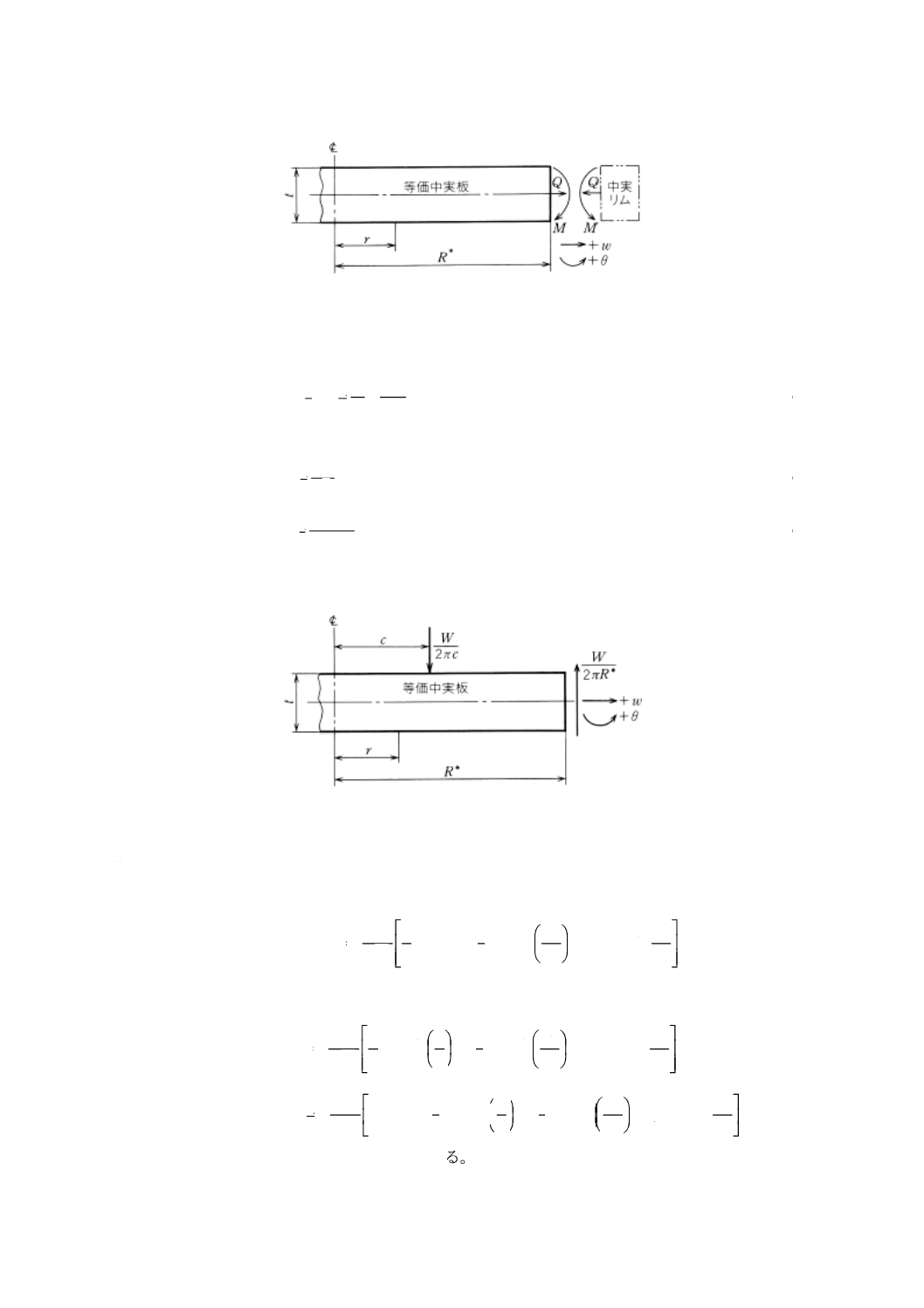
256
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図 25†
1) 等価中実板表面の任意の位置における公称応力は,次による。
2
6
t
M
t
Q
r
±
=
=
θ
σ
σ
····································································· (1)
2) R*における中央面の端部変位は,次による。
Q
t
E
R
w
)
1(
*
*
*
ν
−
=
······································································· (2)
M
t
E
R
)
1(
12
*
3
*
*
ν
θ
−
−
=
·································································· (3)
b) 板の面に垂直に働く環状荷重 板の面に垂直に働く環状荷重による公称応力及び端部変位は,次の 1)
及び2)による。
附属書8図 26†
1) 等価中実板表面の任意の位置rにおける公称応力は,次による。
r≦cの場合
=
=
c
R
R
c
t
W
r
*
*
2
*
*
*
2
ln
)
1(
)
1(
2
1
)
1(
2
1
2
3
ν
ν
ν
π
σ
σ
θ
+
+
−
−
−
μ
················· (4)
r>cの場合
=
r
R
R
c
r
c
t
W
r
*
*
2
*
*
2
*
2
ln
)
1(
)
1(
2
1
)
1(
2
1
2
3
ν
ν
ν
π
σ
+
+
−
−
−
μ
················· (5)
=
r
R
R
c
r
c
t
W
*
*
2
*
*
2
*
*
2
ln
)
1(
)
1(
2
1
)
1(
2
1
)
1(
2
3
ν
ν
ν
ν
π
σθ
+
+
−
−
−
−
−
μ
····· (6)
2) r = R*における中央面の端部変位は,次による。
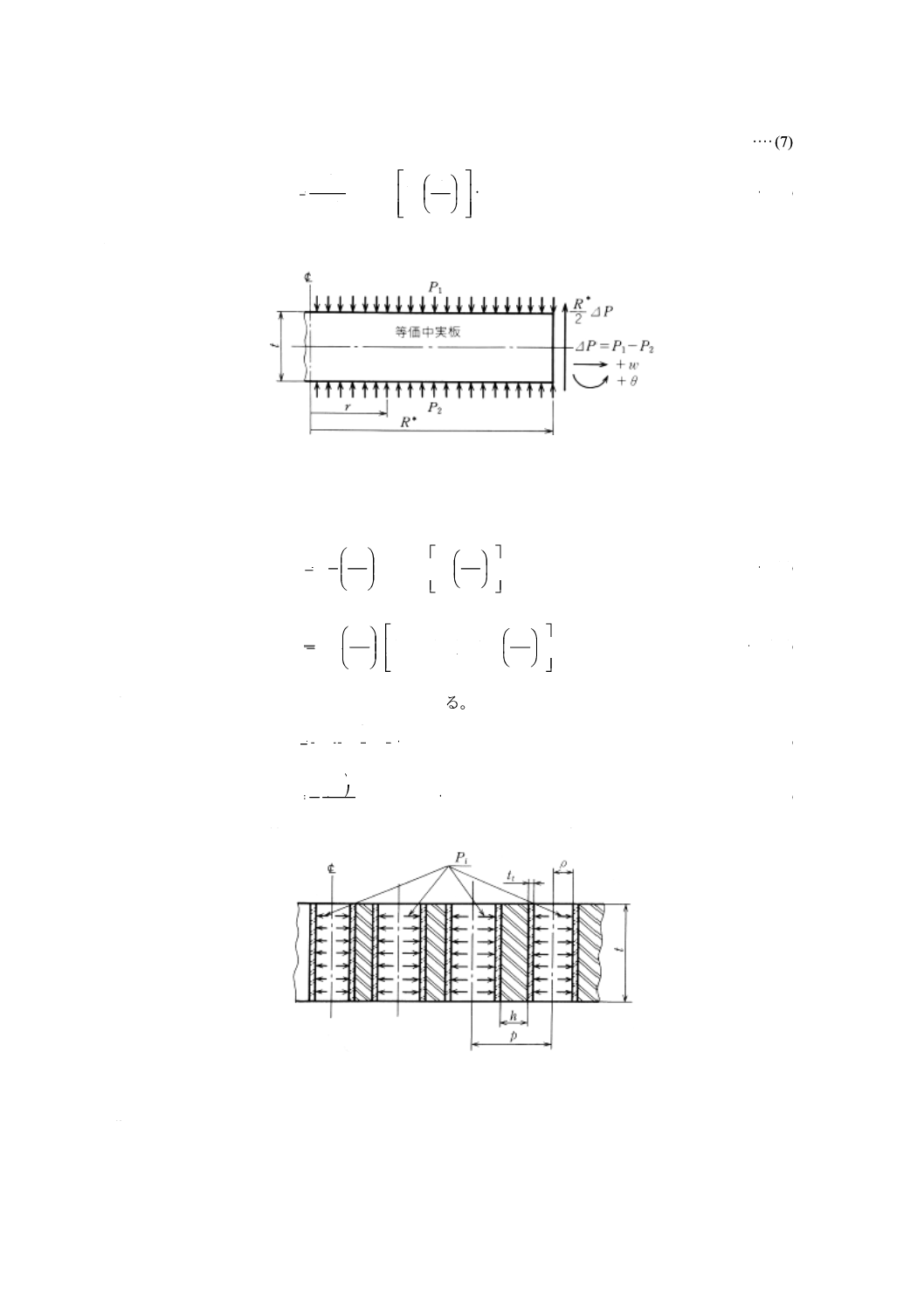
257
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
w = 0 ······················································································· (7)
(
)
−
=
2
*
*
3
*
*
1
1
3
R
c
t
E
W
R
ν
π
θ
−
························································· (8)
c) 均一圧力 均一圧力による公称応力及び端部変位は,次の1)及び2)による。
附属書8図 27†
1) 等価中実板表面の任意の位置rにおける公称応力は,次による。
)
(
1
)
3(
8
3
2
*
*
2
*
P
R
r
t
R
r
∆
ν
σ
=
−
+
μ
············································· (9)
)
(
)
3
1(
)
3(
8
3
2
*
*
*
2
*
P
R
r
t
R
∆
ν
ν
σθ
=
+
−
+
μ
································· (10)
2) r = R*における中央面の端部変位は,次による。
2
)
(
2
1
*
P
P
E
R
w
+
ν
=
······································································ (11)
()
)
)(
1(
2
3
*
3
*
3
*
P
t
E
R
∆
ν
θ
−
=
······························································ (12)
d) 管又は穴内の圧力 管又は穴内の圧力による公称応力及び端部変位は,次の1)及び2)による。
附属書8図28†
1) 等価中実板の任意の位置の公称応力は,次による。
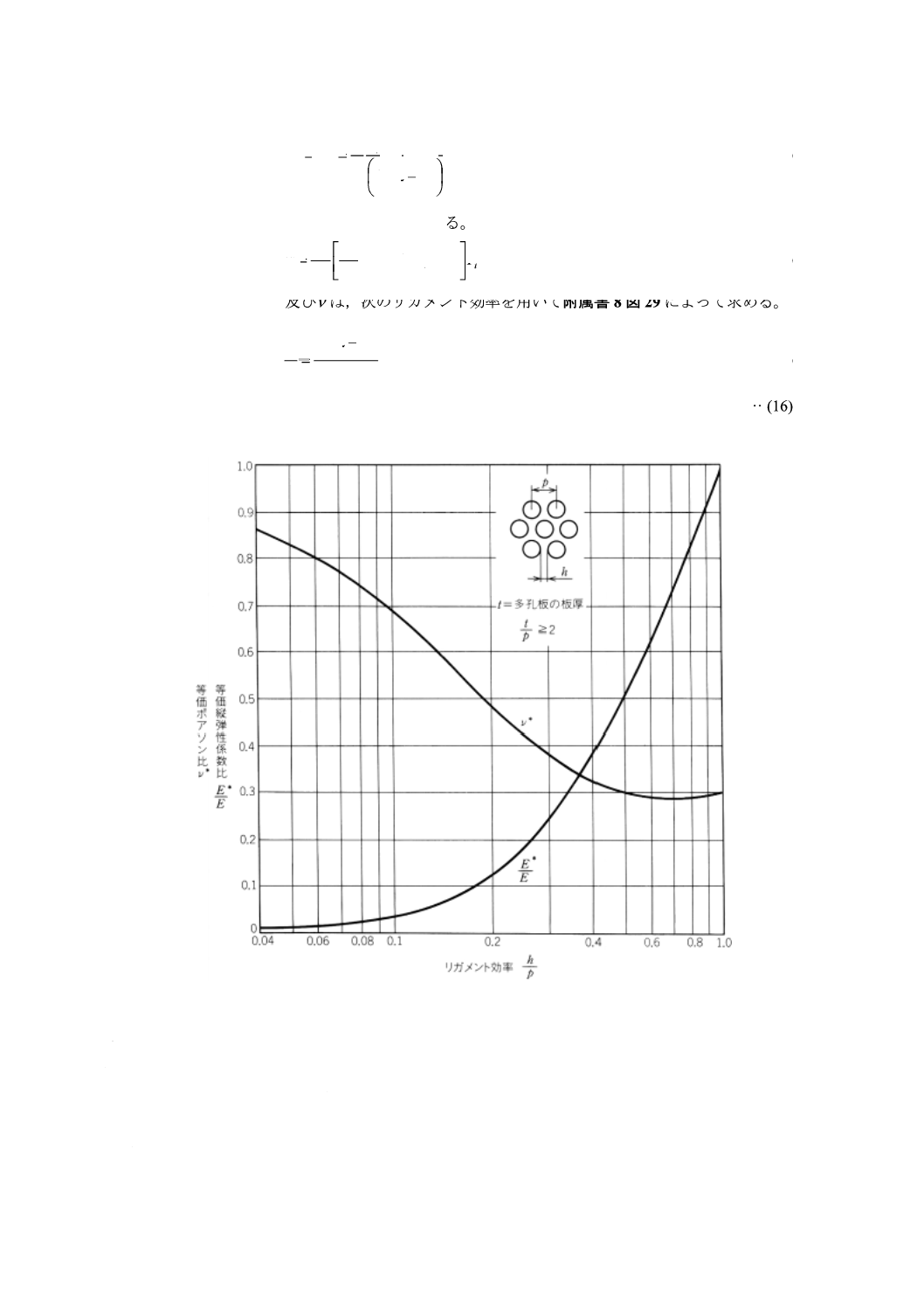
258
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
i
t
t
t
r
P
t
E
E
h
t
h
p
p
h
=
=
2
)
2
(
+
−
−
θ
σ
σ
························································· (13)
2) r = R*における中央面の端部変位は,次による。
iP
E
E
E
R
w=
)
1(
)
1(
*
*
*
ν
ν
−
−
−
····················································· (14)
ここに,
E
E*及びν*は,次のリガメント効率を用いて附属書8図29によって求める。
p
t
E
E
h
p
h
t
t
2
+
=
········································································ (15)
θ = 0 ····················································································· (16)
附属書8図 29
5.3
多孔板の応力強さとその許容限界 多孔板の応力強さとその許容限界は,次のa)及びb)による。
a) 均一パターンの代表的リガメントの場合
1) 円板に働く機械的荷重及び圧力 円板に働く機械的荷重,圧力による応力強さ及び許容限界は,次
の1.1)及び1.2)による。
1.1) 最小リガメント幅及び板厚に対する平均応力による応力強さは,次の両式のうち大きい方の値と
259
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する。この応力強さは,kSmを超えてはならない。
2
2
*
*
)
(
r
tR
W
t
ΔPR
h
p
S
σ
π
+
+
=
·················································· (17)
又は
=
p
h
P
tR
W
t
ΔPR
h
p
S
i
r
r
2
)
(
2
1
2
2
*
*
+
+
+
+
σ
σ
π
······························· (18)
備考1. r≧cの場合には,R*の代わりにrを用いる。
また,r<cの場合は,
tR
W
π
の項を省略する。
2.
r
σは,等価中実板の厚さに対して平均した面内荷重による応力とする。
1.2) 最小リガメント幅に対する平均応力(ただし,板厚方向には平均をとらない。)による応力強さは,
式(19)による。この応力強さは,1.5kSmを超えてはならない。
ave
h
p
K
S
σ
=
··········································································· (19)
ここに,
K: 附属書8図30による応力指数
σave: 機械的荷重と隣接する構成部材との構造的相互作用によって生
じる応力σr又はσθの絶対値のいずれか大きいほうの値。5.2に示
すいずれか該当する式を使って等価中実板の表面応力を合計し
たもの。ただし,温度の影響は含まない(N/mm2)。
2) 機械的荷重と熱との組合せ 機械的荷重と熱との組合せによる応力強さ及びその許容限界は,次の
2.1)〜2.3)による。
2.1) 最小リガメント幅に対する平均応力(ただし,板厚方向には平均をとらない。)による応力強さは,
式(20)による。この応力強さは,3Smを超えてはならない。
1
σ
h
p
K
S=
·············································································· (20)
ここに, K: 附属書8図30による応力指数
σ1: 機械的荷重と隣接する構成部材との構造的相互作用によって生
じる応力σr又はσθ の絶対値のいずれか大きいほうの値。5.2及び
5.4に示すいずれか該当する式を使って等価中実板の表面応力を
合計したもの。温度の影響については,隣接する構成部材との構
造的相互作用を考慮する際に含める (N/mm2)。
2.2) すべての荷重による応力強さは,次の式(21)〜(23)による。この応力強さは,3.の疲労解析の手順
に従い,その規定を満足しなければならない。
sP
h
p
Y
S
+
1
max
σ
=
··································································· (21)
ここに,
Ps: 応力を求める面に働く圧力 (MPa)
σ1: 等価中実板面内の主応力のうち絶対値の大きいほうの主応力
260
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(N/mm2)
σ2: 等価中実板面内の主応力のうち絶対値の小さいほうの主応力
(N/mm2)
Ymax: 二軸応力比
1
2
σ
σ
β=
の値を用いて附属書8図31によって求める
応力指数
備考1. 荷重が幾つかある場合の応力指数は,各荷重による応力成分の代数和から計算される主応力
σ1又はσ2に対して乗じる。この際,主応力σ1及びσ2の±の符号は保存しておく。
2. 直径方向孔列が附属書8図32に示すy軸に平行で,x方向に温度こう配がある場合には,附
属書8図31の鎖線を用いてもよい。
3. 式(21)は,主応力の方向が荷重の繰り返しの間に変化する場合には,使ってはならない。
主応力の方向が荷重の繰り返しの間,変化する場合には,式(21)の代わりに式(22)を,各角
度φに対し適用する。
sP
h
p
Y
h
p
Y
S
+
+
2
2
1
1
σ
σ
φ=
··························································· (22)
ここに,
Sφ: 角度位置φでの応力強さ
Y1,Y2: 等価中実板として求めた主応力σ1及びσ2の方向に応じて附属
書8図32〜34のいずれか該当する図から求める応力指数。
備考 これらの図は,等価中実板の主応力方向が特定の角度に対しての応力指数だけを与えている。
したがって,実際の角度に最も近い図を使用しなければならない。
2.3) 最外部の穴での応力強さは,次の式による。この応力強さは,3.の疲労解析の手順に従い,その規
定を満足しなければならない。
s
r
P
K
S
+
rim
σ
=
········································································· (23)
ここに,
Kr: 附属書8図35による応力指数
σrim: 中実リムでの公称周応力 (N/mm2)
b) 不規則な,又は狭いリガメントの場合 リガメントの一部に不規則な,又は狭いリガメントがある場
合の応力強さ及びその許容限界は,次の1)及び2)による。ただし,1)及び2)においてはリガメント幅
hの代わりに,狭いリガメント幅hminを用いる。
1) 圧力と他の機械的荷重によるリガメント幅及び板厚に対して平均した応力による応力強さは,5.3 a)
1.1)による。この応力強さは,3Smを超えてはならない。
2) 機械的荷重と熱の組合せ及び隣接する構造部材との構造的相互作用による狭いリガメントの応力強
さは式(21)のSに附属書8図36による値Kmを乗じて求める。この応力強さは3.の疲労解析の手順
に従い,その規定を満足しなければならない。
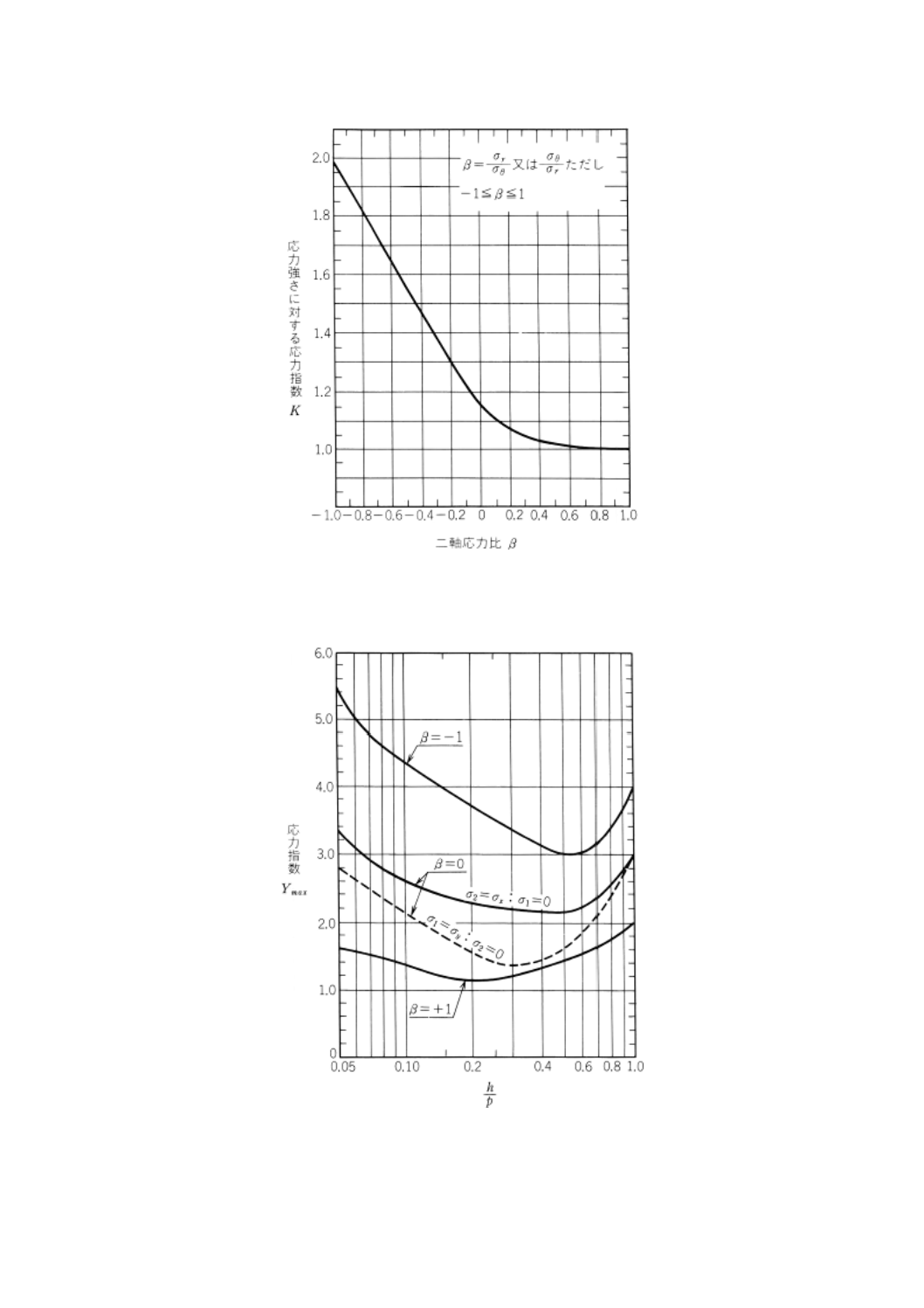
261
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図30†
附属書8図31†
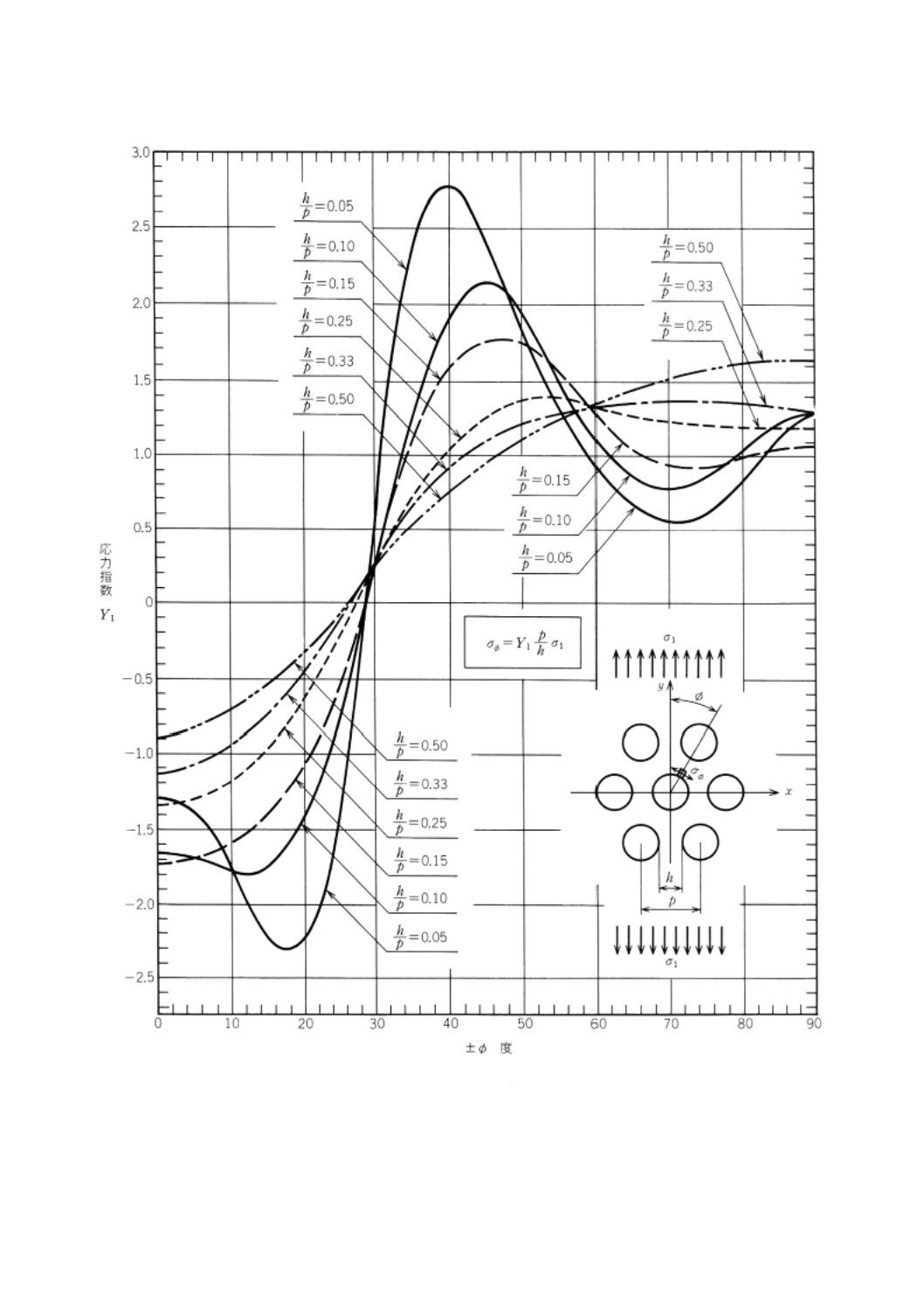
262
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図32†
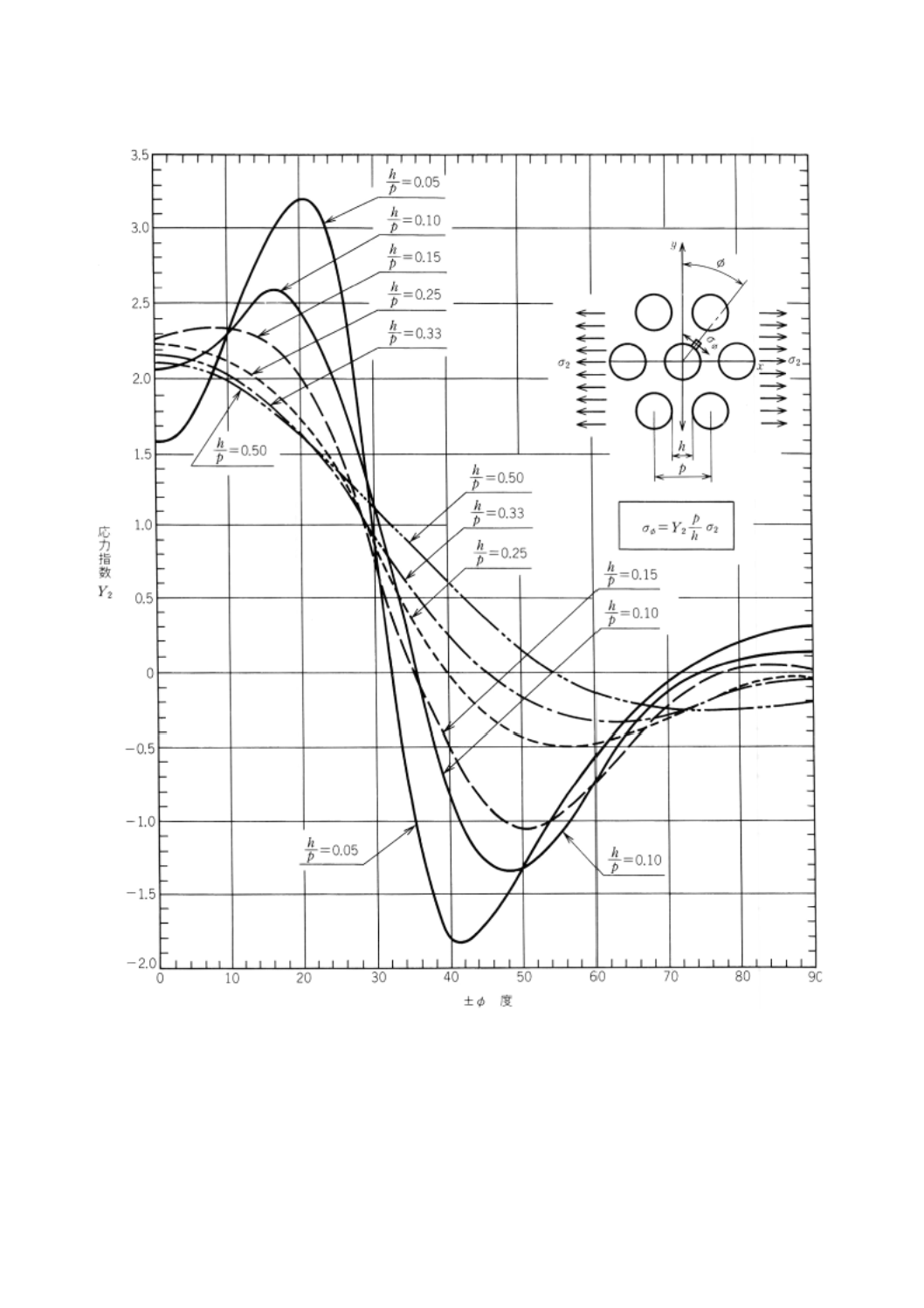
263
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図 33†
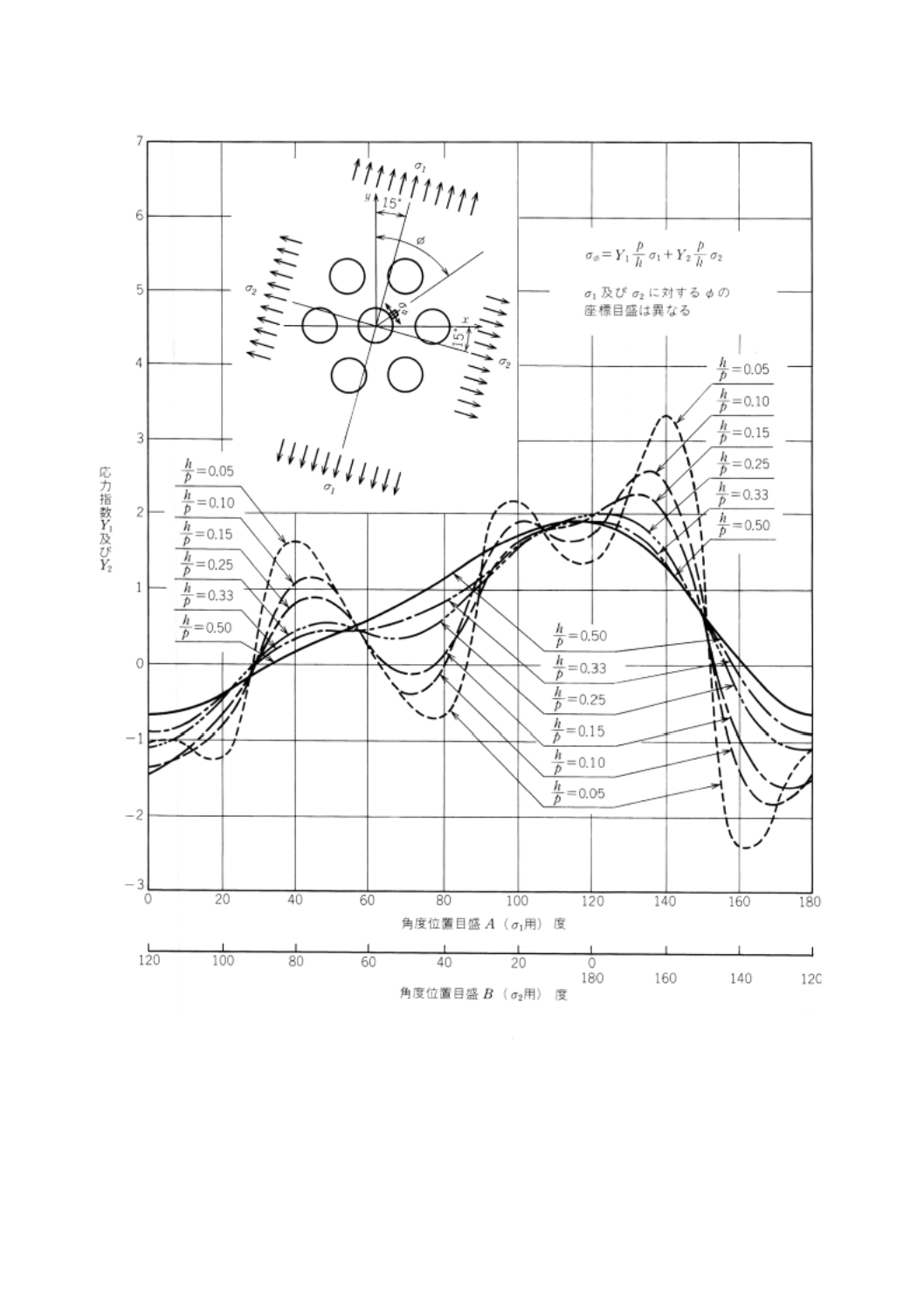
264
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図 34†
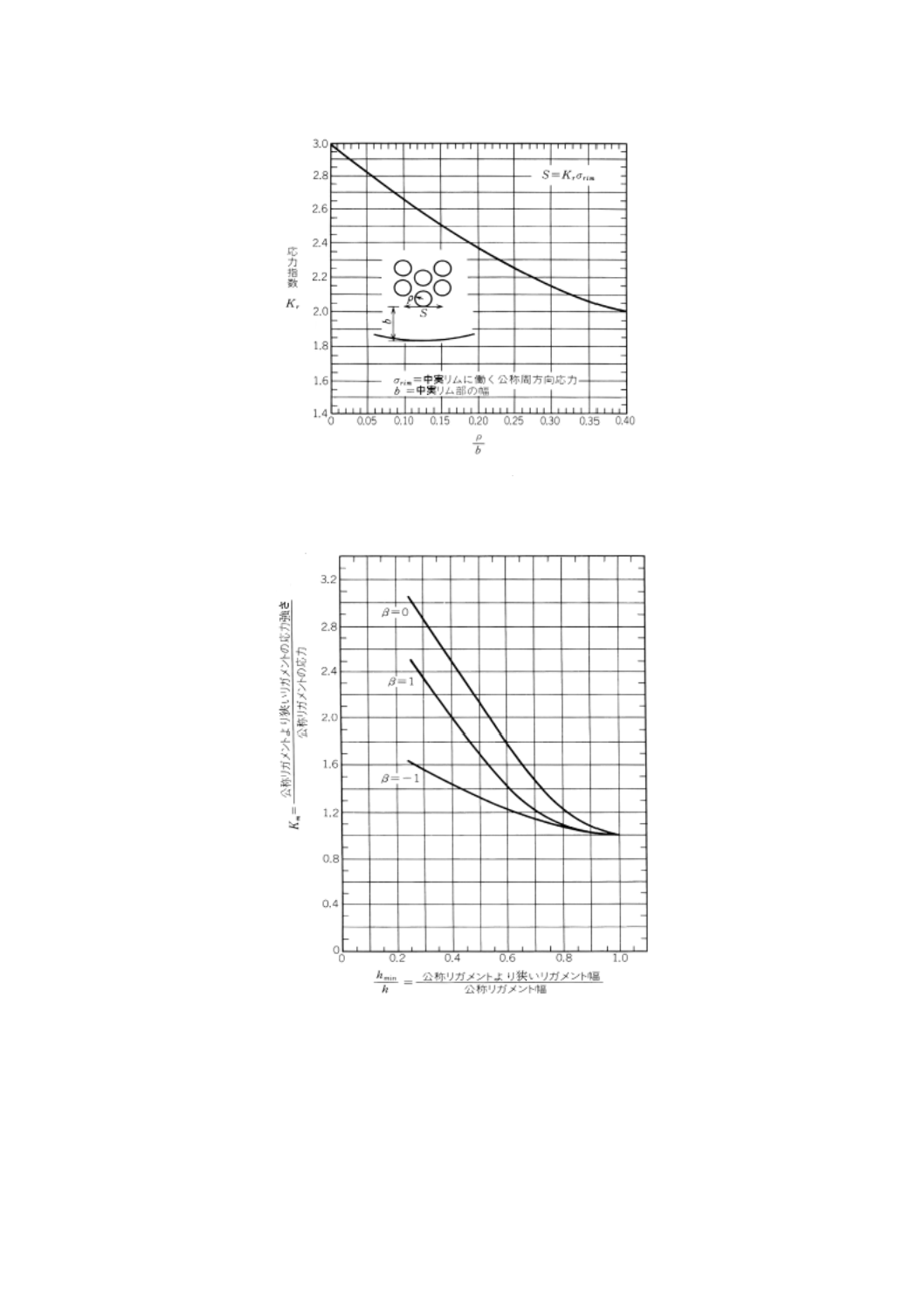
265
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図 35†
附属書8図 36†
5.4
表皮熱応力
備考 表皮熱応力とは,多孔板の温度が表面近くで急激に変化している場合には,その表面層だけに
生じる熱応力で,板の残り部分は熱応力が無視できるものをいう。この応力はFに分類する。
a) 表皮熱応力 表皮熱応力は,式(24)による。
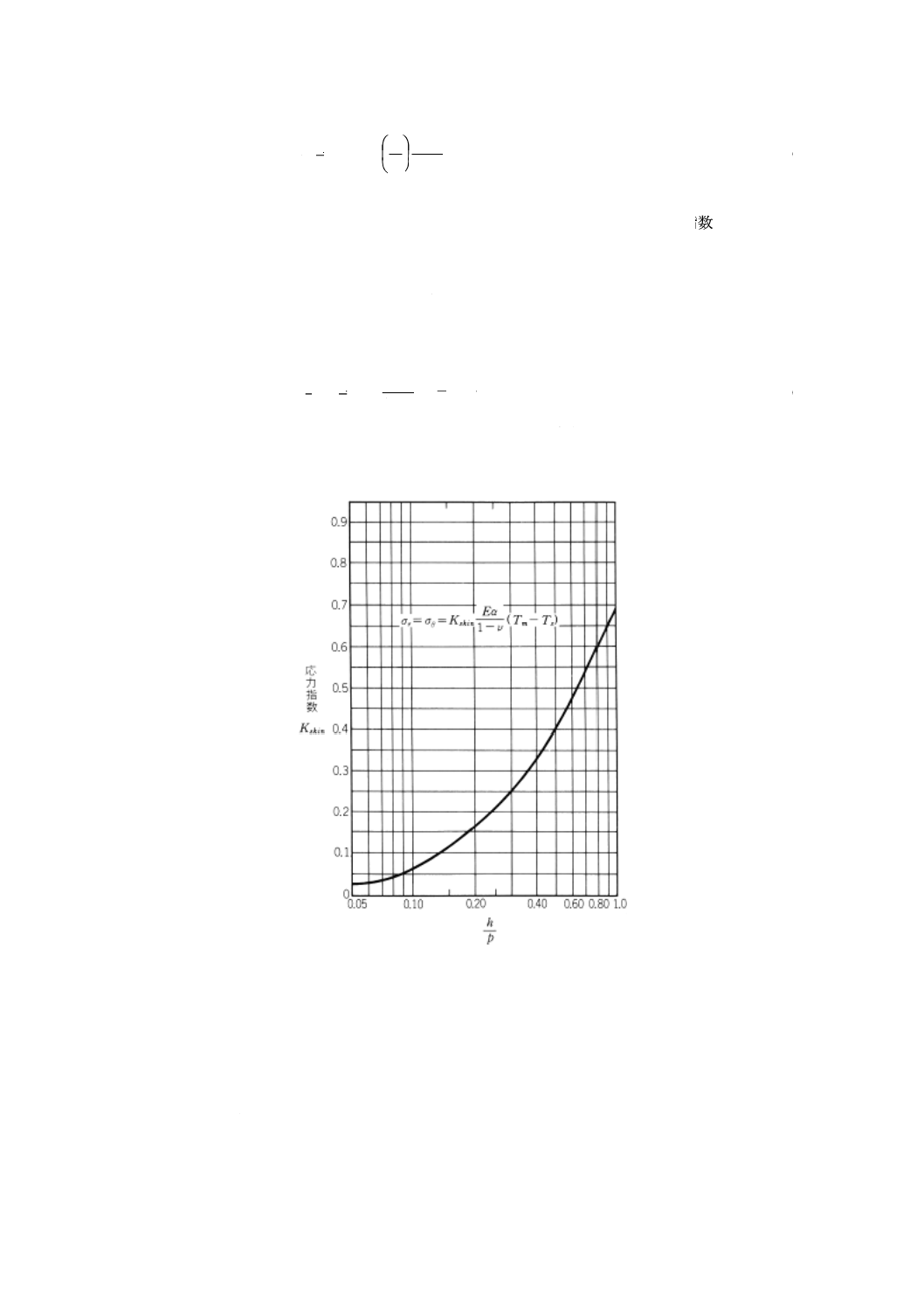
266
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
)
(
1
max
s
m
skin
skin
T
T
E
h
p
Y
K
−
−ν
α
σ
=
················································· (24)
ここに,
Kskin: 附属書8図37による応力指数
Ymax: 附属書8図31でβ =+1の場合の応力指数
Tm: 板の平均温度 (℃)
Ts: 板の表面温度 (℃)
E,α,ν: 修正されていない物性値
b) 他の応力と組み合わせる表皮熱応力 表皮熱応力を他の応力と組み合わせる場合には,式(24)は用い
てはならない。この場合には,等価中実板の表面の任意の位置における熱応力は,式(25)による。
)
(
1
s
m
skin
T
T
E
K
−
−ν
α
σ
σ
θ
τ
=
=
······················································· (25)
ここに,Kskin,Tm,Ts,E,α 及びν は上記a)に同じ。
式(25)による等価中実板の応力は,5.3 a) 2.2)に示す方法によって他の応力と組み合わせなければな
らない。
附属書8図37†
6. 実験的応力解析
備考1. 実験的手法の適用 理論的応力解析が適用できないような部分又は設計値が利用できないよ
うな部分に対する設計上の支配的応力の決定,崩壊及び疲労に対する強度評価を,この附属
書に示す実験的手法によって行ってもよい。
2. 過去の結果の利用 この附属書による条件を満足する有効な詳細実験の結果が既にまとまっ
ている形状については,その結果を利用してもよい。
3. 腐れ代などの取扱い この附属書による実験及び結果の評価においては,腐れ代などのよう
267
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に強度に算入しない材料の影響を取り除かなければならない。
4. 実験の種類 この附属書は,次の3種類の実験について定める。
a) 支配的な応力を決定するための実験
b) 崩壊荷重を決定するための実験
c) 疲労実験
5. 圧力計 圧力負荷実験に用いる圧力計は,本体の12.2による。
6.1
支配的な応力を決定するための実験
6.1.1
実験方法 支配的な応力を決定するために許される実験方法は,6.1.3のひずみ測定及び6.1.4の光
弾性試験とする。応力塗膜試験は,6.1.3 b)の目的だけに適用してもよい。
6.1.2
応力解析の範囲 実験的応力解析は,支配的な応力を決定するのに十分な範囲で行わなければなら
ない。一次応力,二次応力及びピーク応力を区別するために解析的方法並びに実験的方法を併用してもよ
い。
6.1.3
ひずみ測定による実験
a) ひずみゲージ
1) ひずみゲージは,0.000 05までのひずみを測定できるものとし,通常,ゲージ長さ内において最大
ひずみが平均ひずみの110 %を超えないようなゲージ長さを選ばなければならない。
2) 測定装置は,それぞれのゲージ位置において,その材料の弾性域における二つの主応力が測定でき
るようなものでなくてはならない。
3) 弾性域を超える部分のゲージのはり付位置におけるゲージの枚数と方向は,弾性域におけるのと同
様にする。
4) 使用するひずみゲージ及び接着剤は,その部分の表面仕上及び形状に対し,予想されるひずみ値の
1.5倍以上のひずみ値まで信頼できるものでなければならない。
b) ひずみゲージのはり付位置 支配的な応力を決定するための試験では,ゲージの適切なはり付位置を,
あらかじめ調査しなければならない。ひずみゲージの最適なはり付位置及び方向を決めるために,応
力塗膜試験を行ってもよい。
c) ひずみ測定用模型
1) ひずみ測定は,実際の容器又はa) 1)のゲージ長さの規定を満足する任意の縮尺の模型によってもよ
い。
2) 模型材料は必ずしも実際の容器材料と同一である必要はないが,縦弾性係数が既知のものか,又は
試験条件において測定できるものでなければならない。
3) 模型の寸法は,実際の容器と相似性がなければならない。
d) 荷重の負荷法
1) 支配的な応力の決定のための試験においては,荷重に対するひずみの変化をプロットすることによ
って,弾性領域での応力と荷重の関係を求めることができるような,内圧又は機械的荷重の増分を
決定しなければならない。
2) 最初に荷重を加えたときひずみが荷重に直線的に比例していない場合には,直線的な比例関係が得
られるまで除荷,再負荷を繰り返してもよい。
e) 応力の算定 ひずみの測定値から設計荷重に対応する応力を計算するときには,材料が弾性であると
仮定する。このとき使用する弾性定数は,試験材料の試験温度におけるものでなければならない。
6.1.4
光弾性試験による実験
268
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 光弾性試験用模型 光弾性試験に用いる模型は,実際の容器と相似形でなければならない。ただし,
荷重が構造に及ぼす影響を適切に表すことができる模型であれば,二次元又は三次元のいずれの模型
を用いてもよい。
b) 荷重の負荷法 応力凍結光弾性試験を行う場合には,試験結果を無意味にするほどの変形を生じない
ように荷重の大きさを決定しなければならない。
c) 応力の算定 光弾性試験によって応力を定めるときには,光弾性試験用模型材料の光弾性定数及び板
厚の正確な値を用いなければならない。
6.2
崩壊荷重決定のための実験
6.2.1
実験方法 崩壊荷重を決定するための実験の方法は,6.2.3の変形測定試験又はひずみ測定試験と
する。
6.2.2
測定の範囲 崩壊荷重を決定する場合には,最小崩壊荷重を示す可能性をもつすべての範囲を測定
しなければならない。
6.2.3
変形測定又はひずみ測定の実験方法
a) 測定すべき変形又はひずみ
1) 崩壊荷重を決定するために,ひずみゲージを使うときには,測定するひずみ(膜ひずみ,曲げひず
み又はこれらの組合せ)は,構造物の耐荷重能力を実際に表すものでなければならない。
2) 変形測定用器具を使うときは,構造物の崩壊の傾向を表す直径又は長さの変化,はり(梁)及び板
のたわみのような重要な寸法の変化を測定しなければならない。
b) 模型 崩壊荷重試験の場合,使用する比例法則の妥当性を証明することができない場合には,実寸模
型を使用しなければならない。
c) 荷重の負荷法
1) 崩壊荷重を決定するための試験においては,線形な弾性領域で,すべてのゲージから統計的解析に
十分な数のデータが得られるように,十分小さい増分で荷重を負荷しなければならない。
なお,線形な弾性領域以上でのすべてのゲージの特性を調べておく。
2) 弾性領域で最適な直線を得るために最小二乗法(回帰法)による解析を行い,信頼区間をひずみゲ
ージその他の測定装置採否の設定値と比較しなければならない。不採用となった測定装置は取り換
え,取り換えたものについて再試験しなければならない。
3) 試験はすべての測定装置が使用可能となってから,ひずみ制御又は変位制御で行わなければならな
い。荷重の増減は,各荷重での材料の塑性流動が完了するよう適切な時間をもって行わなければな
らない。
6.2.4
崩壊荷重決定法 崩壊荷重の決定手順を,次に示す。
変形測定試験の場合には,荷重を縦軸に,測定した変形を横軸にとる。ひずみ測定試験の場合には,荷
重を縦軸に,表面での最大主ひずみを横軸にとる(附属書8図38参照)。
まず,線形な弾性領域での測定点から最小二乗法によって弾性直線を引く。この回帰直線が縦軸となす
角度をθとする。
次に,この回帰直線と横軸との交点を通り,縦軸に対してφ = tan-1(2tanθ)の角度をなす直線を引く。
これを崩壊限界線と呼ぶ。試験崩壊荷重は,連続する測定点が崩壊限界線を最初に横切る直前の測定点(崩
壊荷重点)と同じ最大主ひずみ又は変形値をもつ崩壊限界線上の点の荷重として決定する。
設計又は評価の目的に使用する崩壊荷重は,この試験崩壊荷重に,使用材料の設計温度での降伏強さと
試験材料の試験温度における降伏強さの比を乗じることによって求める。試験模型で得られた崩壊荷重と
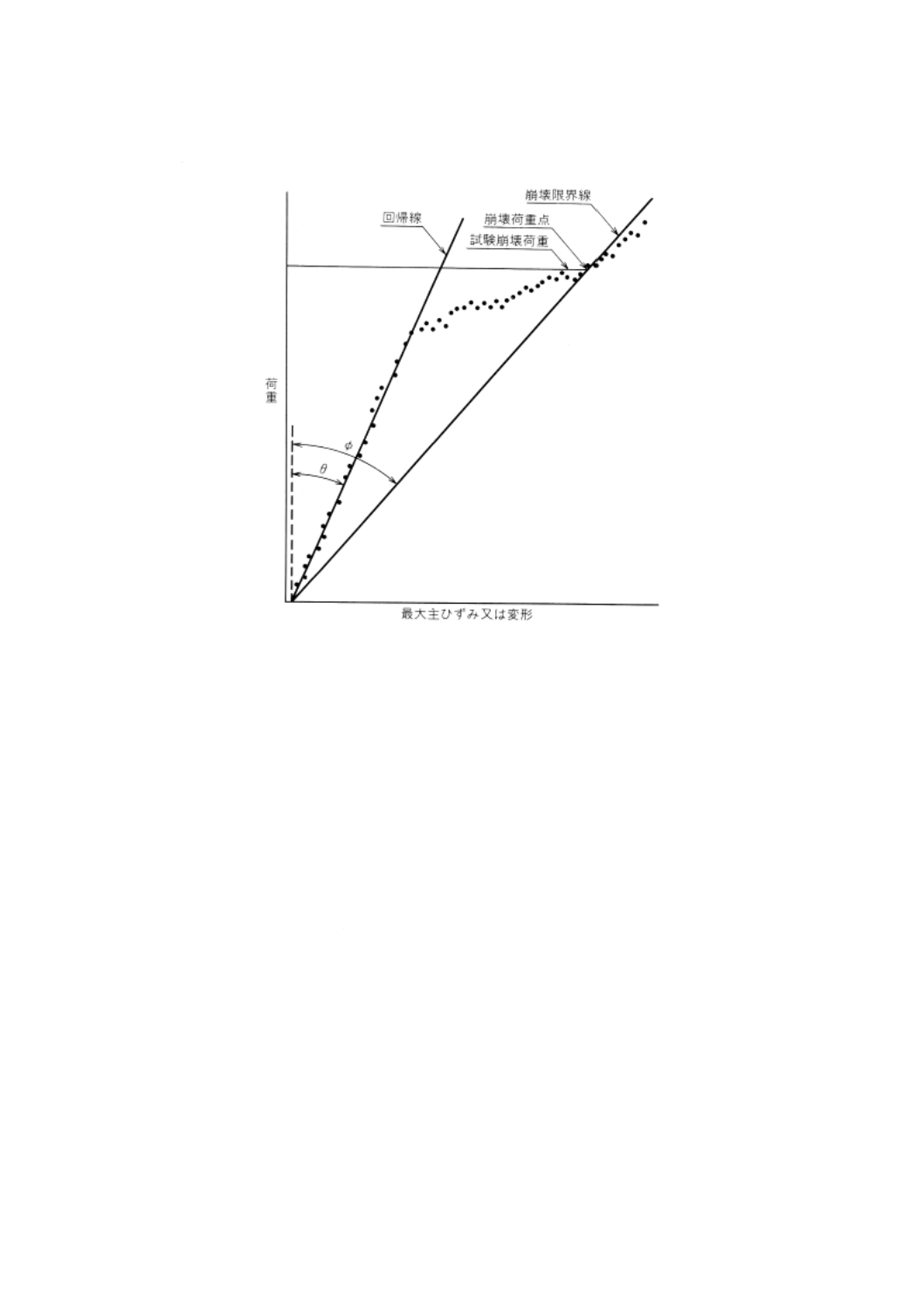
269
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
設計の実物構造物に対する崩壊荷重とを関連づけるには,組み立てた試験模型の実寸法に適切な考慮を払
うように注意する。
附属書8図38 6.2.4による崩壊荷重決定方法†
6.3
構造部材の疲労試験
6.3.1
一般 構造部材の繰返し荷重に対する強度を評価するには,疲労試験が最も信頼の置ける方法とす
る。6.1の方法で求めたPL+Pb+Q+Fが,附属書8図1〜6の設計疲労曲線から決められる値より高い場合に
は,その使用の妥当性を,6.3.2に定める疲労試験によって評価してもよい。しかし,Pm,PL,PL+Pb,PL+Pb+Q
が許容限界値を超えることを正当化するために,疲労試験結果を用いてはならない。
6.3.2
試験方法 試験方法は,次による。
a) 試験片 試験部材又はその一部は,実際に使用する部材と同じ化学成分の材料でなければならない。
また,同等の機械的性質を得るために,機械加工及び熱処理を行わなければならない。
繰返し荷重に抵抗する部分及びその部分の応力に影響を与える隣接部分については,幾何学的相似
性を保たなければならない。
b) 試験部材の最小繰返し回数及び試験荷重 試験部材が耐えなければならない最小繰返し回数NT及び
試験荷重PTは,試験パラメータ線図(附属書8図39)を用いて,次の手順で求める。
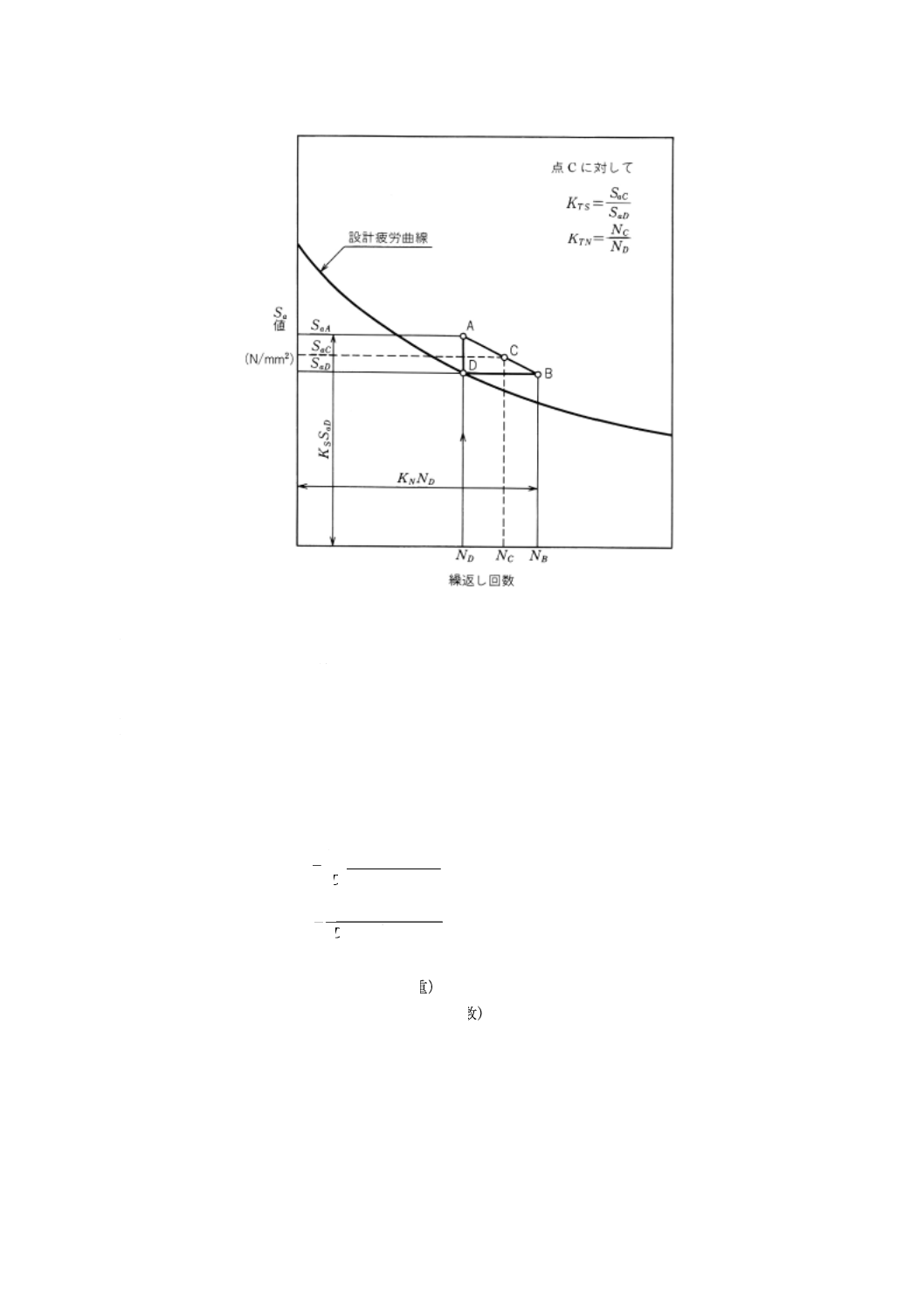
270
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書8図39 試験パラメータ線図の作成†
1) 附属書8図1〜6の設計疲労曲線において,横軸上の設計繰返し回数NDから垂線を引き,曲線との
交点Dを求める。この垂線上に,D点の応力振幅SaDにKs(6.3.5参照)を乗じた縦座標値の点Aを
とる。
2) Dを通る水平線を引き,その長さがD点の繰返し回数NDにKN(6.3.5参照)を乗じた横座標値の点
Bをとる。
3) AとBを結ぶ,ABは許容されるすべてのKTSとKTNとの組合せを含んでおり,この線分上で任意に
点Cを選定してもよい(加速疲労試験については,6.3.3を参照。)。
係数KTS及び係数KTNの定義を,次に示す。
点の縦座標値)
(
点の縦座標値)
(
=D
C
KTS
点の横座標値)
(
点の横座標値)
(
=DC
KTN
4) 試験荷重PT及び最小繰返し回数NTを,次によって定める。
PT = KTS×(運転荷重)
NT = KTN×(設計繰返し回数)
なお,試験部材が原寸でなく,幾何学的に相似な模型で,また,荷重が圧力以外の場合には,PT
の値を構造強度に関する相似法則によって補正しなければならない。
6.3.3
加速疲労試験 設計繰返し回数NDが104より大きく,かつ,試験条件が次の手順で決定される場
合には,この手順によって加速疲労試験(この場合,最小繰返し回数NTは,設計繰返し回数ND以下とな
る。)を行ってもよい。
a) 附属書8図40上に点A,B及びDを6.3.2 b)に従って求める。
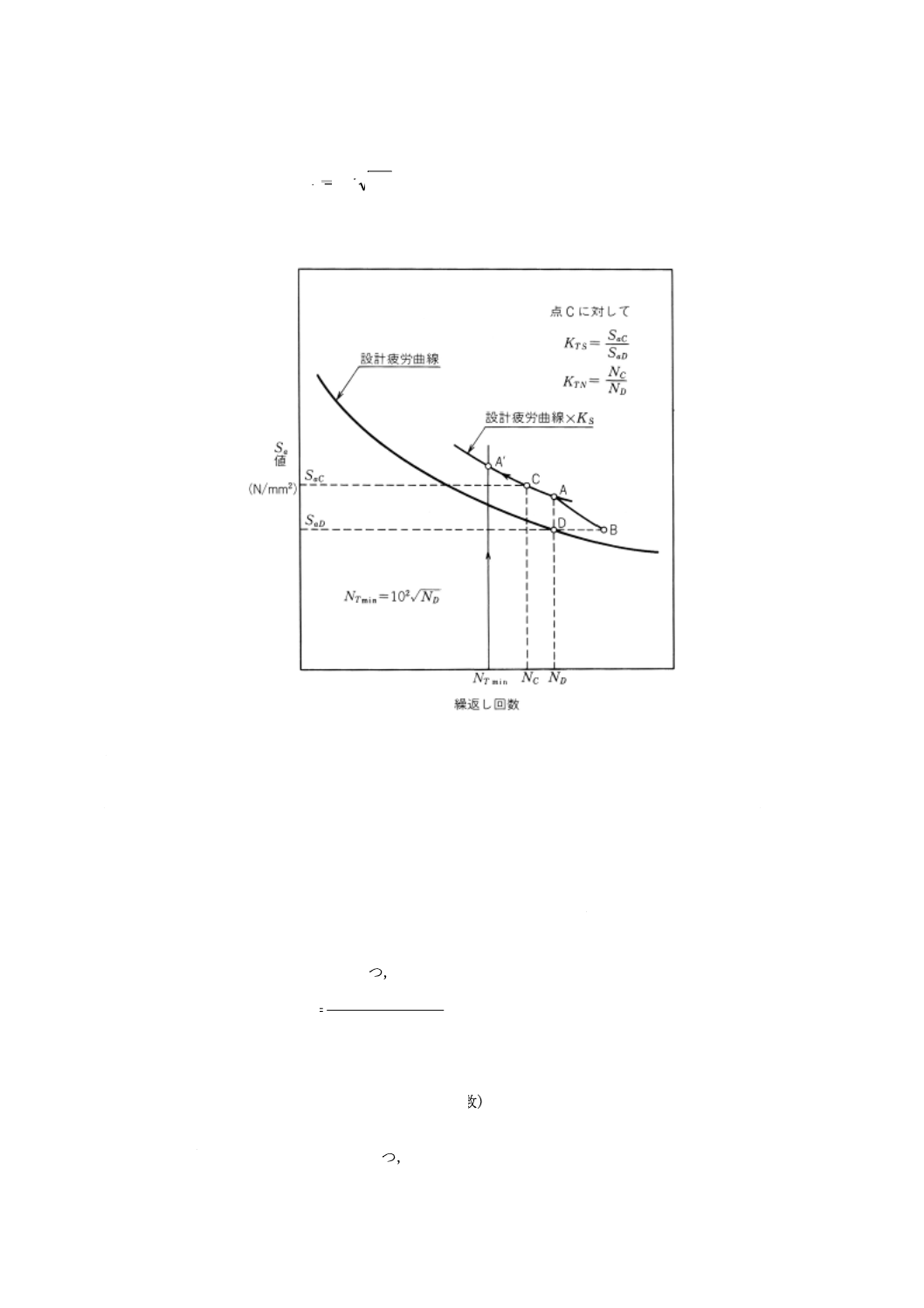
271
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
加速疲労試験における最小繰返し回数NTminを,次の式によって求める。
D
T
N
N
2
min
10
=
設計疲労曲線の横軸上のNTminから垂線を引く。
附属書8図 40 加速疲労試験における試験パラメータ線図の作成†
b) 点Aを通り,設計疲労曲線上の各Sa値にKsを乗じた点を結ぶ曲線を作成する。NTminからの垂線と,
この曲線との交点をA'とする。
c) 曲線A'AB上の任意の点Cが許容されるKTSとKTNとの組合せである。KTSとKTNとは6.3.2 b) 3)と同様
にして求める。
d) 許容繰返し回数NT及び試験荷重PTを,6.3.2 b) 4)によって定める。
6.3.4
試験荷重又は試験繰返し回数の一方だけを増す試験方法 試験荷重と繰返し回数の両方ではなく,
いずれか一方だけを増して試験をするのが望ましい(又は可能な)場合は,次による。
a) 繰返し回数だけに係数を適用する場合
この場合にはKTS = 1であり,かつ,
点の横座標値)
(
点の横座標値)
(
D
B
KTN=
設計荷重を受ける試験部材は,次の繰返し回数に耐えなければならない。
なお,模型を使用する場合には,必要に応じて試験荷重を補正する。
NT = KTN×(設計繰返し回数)
b) 荷重だけに係数を適用する場合
この場合には,KTN = 1であり,かつ,
272
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
点の縦座標値)
(
点の縦座標値)
(
D
A
KTS=
試験荷重PTを受ける試験部材は,少なくとも設計繰返し回数に耐えなければならない。
ここに,
PT = KTS×(運転荷重)
なお,模型を使用する場合には,必要に応じて試験荷重を補正する。
6.3.5
Ks及びKNの値 Ks及びKNの値は,次による。
Ks = Ksl×Ksf×Ksc×Kst×Kss(ただし,最小1.25)
KN = (Ks) 4.3(ただし,最小2.6)
Ksl = 疲労寿命に及ぼす寸法効果の係数
×
=
LP
LM
5.0
5.1−
(原型寸法)
(模型寸法)
=
LP
LM
Ksf = 表面仕上の影響係数
×
=
SFP
SFM
175
.0
175
.1
−
平均)
原型の表面粗さ(算術
平均)
模型の表面粗さ(算術
=
SFP
SFM
Ksc = 温度によって設計疲労曲線が異なることに対する修正係数
aZ
c
aZ
aN
aN
c
S
T
S
S
S
T
での
温度
設計温度での
設計温度での
での
温度
×
=
ここに,
Saz: 設計疲労曲線の右端におけるSa値
Tc: 371 ℃(炭素鋼及び低合金鋼の場合)
SaN: 427 ℃(オーステナイト系ステンレス鋼及びニッケルクロム鉄
合金の場合)
)
(
)
(
aN
aN
st
S
S
K
設計温度での
試験温度での
試験温度の影響係数=
=
ここに, SaN: 設計疲労曲線で繰返し回数NのときのSa値
Kss = 試験結果の統計的偏差に対する影響係数
=1.470−0.044×(試験回数)
また,Ksl,Ksf,Ksc,Kst及びKssの値は,1.0以上でなければならない。
6.3.6
結果の評価 試験荷重PTによって,試験部材が破損するまでの繰返し回数は,NT以上でなければ
ならない。
備考 破損とは,圧力保持部材に測定可能な漏れを生じるような板厚全体にわたる割れの伝ぱ(播)
をいう。
6.4
疲労強度減少係数決定のための疲労試験 疲労強度減少係数の実験的決定方法は,次によらなけれ
ばならない。
6.4.1
試験片
a) 試験部材は,実際に使用する部材と同一区分の材料で,かつ,同一の熱処理を行わなければならない。
273
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 試験片に生じるPL+Pb+Qは,2.3 d)の許容限界を超えてはならない。また,1 000サイクルより小さい
繰返し回数で破損が生じないようなものでなければならない。
c) 試験片の形状,表面仕上及び応力状態は,実際の構造部材に予想されるものにごく類似したものでな
ければならない。特に応力こう配は,実際の構造部材で予想されるものよりも急であってはならない。
6.4.2
繰返し速度 繰返し速度は,試験片に感知できるような加熱が生じるようなものであってはならな
い。
6.4.3
疲労強度減少係数の決定 疲労強度減少係数は,切欠付試験片及び平滑試験片で試験し,同一破損
回数に対する切欠付試験片の応力に対する平滑試験片の応力の比として計算しなければならない。
274
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書9(規定)設計応力強さの設定基準
1. 適用範囲 この附属書は,圧力容器の各部の設計計算に用いる設計温度,運転温度又は試験温度(以
下,“各温度”という。)における材料の設計応力強さを定めるための基準を規定する。
圧力容器に用いるJIS材料の具体的な設計応力強さの数値は次の本体付表による。
本体付表2.1 鉄鋼材料の設計応力強さ
本体付表2.2 非鉄金属材料の設計応力強さ
本体付表3.1 ボルト材料の設計応力強さ(応力解析による設計を行う場合に適用)
本体付表3.2 ボルト材料の許容引張応力(応力解析による設計を行わない場合に適用)
備考 応力解析による設計を行わない場合に適用するボルト材の許容応力は,許容引張応力とする。
2. 本体付表2.1及び本体付表2.2の設計応力強さ
2.1
溶接管を除く鉄鋼材料及び非鉄金属材料 溶接管を除く圧延,鍛造又は鋳造の鉄鋼材料及び非鉄金
属材料の常温以上の各温度における設計応力強さは,次の値のうちの最小のもの以下とする。常温未満の
設計温度における設計応力強さは,次のa)又はc)の値のうちの小さいほう以下とする。
a) 常温における規定最小引張強さの31
b) 各温度における引張強さ(1)の31
c) 常温における規定最小降伏点又は0.2 %耐力の
5.1
1
d) 各温度における降伏点又は0.2 %耐力(1)の5.11又は0.9(2)
注(1) 各温度における引張強さ又は各温度における降伏点又は0.2 %耐力は,権威ある機関が実施,
収集又は評価した試験データ及び実績に基づいて,次のようにして求めた値とする。
各温度における引張強さ = 1.1 σTRT
各温度における降伏点又は0.2 %耐力 = σyRy
ここに, σT: 常温における規定最小引張強さ
σy: 常温における規定最小降伏点又は0.2 %耐力
RT: 引張強さの温度によって変化する平均曲線を求め,それぞれの
温度における値の常温における値に対する比
Ry: 降伏点又は0.2 %耐力の温度によって変化する平均曲線を求め,
それぞれの温度における値の常温における値に対する比
(2) 本体付表2.1の材料の種類の欄に掲げるオーステナイト系ステンレス鋼鋼材及び本体付表2.2の
材料の種類の欄に掲げる特定の非鉄金属材料で,使用箇所によってやや大きな変形が許される
部材に対しては2.1又は2.2 c) の値を超えない範囲において,各温度における0.2 %耐力の
90 %(溶接管は76.5 %)までとってもよい。
参考 本体付表2.1及び本体付表2.2による設計応力強さの中に各温度における0.2 %耐力の
5.1
1
を超え90 %に達するものがあり,結果として0.1 %の永久ひずみとなり得る。この変形
量が容認できない場合については,本体6.2.1 d) 参照。
2.2
鉄鋼材料及び非鉄金属材料の溶接管 鉄鋼材料及び非鉄金属材料の溶接管の各温度における設計応
275
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
力強さは,次の値のうちの最小のもの以下とする。
a) 常温における規定最小引張強さの385
.0
b) 各温度における引張強さ(1)の
3
85
.0
c) 常温における規定最小降伏点又は0.2 %耐力の
5.1
85
.0
d) 各温度における降伏点又は0.2 %耐力(1)の
5.1
85
.0
又は0.85×0.9(2)
3. 本体付表3.1及び本体付表3.2のボルト材の設計応力強さ及び許容引張応力
3.1
本体付表3.1の応力解析による設計を行う場合のボルト材 本体付表3.1の応力解析による設計を行
う場合のボルト材は,熱処理又はひずみ硬化で強度を高めたもので,常温以上の各温度における設計応力
強さは,次の値のうちの小さいほう以下とする。常温より低い設計温度における設計応力強さは,次のa)
以下とする。
a) 常温における規定最小降伏点又は0.2 %耐力の31
b) 各温度における降伏点又は0.2 %耐力(1)の31
3.2 本体付表3.1の応力解析による設計を行わない場合のボルト材 本体付表3.2の応力解析による設計を
行わない場合のボルト材の許容引張応力は,次による。
a) 熱処理又はひずみ硬化で強度を高めたボルト材の各温度における許容引張応力は,次による(3)。
1) 常温以上の各温度における許容引張応力は,次の値のうちの最小のもの以下とする。
1.1) 常温における規定最小引張強さの51
1.2) 各温度における引張強さ(1)の41
1.3) 常温における規定最小降伏点又は0.2 %耐力の41
1.4) 各温度における降伏点又は0.2 %耐力(1)の
5.1
1
2) 常温より低い温度における許容引張応力は,上記1) 1.1)又は1) 1.3)の値のうちの小さいほう以下と
する。
注(3) 熱処理又はひずみ硬化で強度を高めたボルト材の常温より低い温度における1) 1.1)の値が,焼
鈍したボルト材の1) 1.1)の値より小さい場合には,1) 1.1)の焼鈍したボルト材の値を用いる。
b) 焼鈍したボルト材の設計温度における許容引張応力は,次による。
1) 常温以上の各温度における許容引張応力は,次の値のうちの最小のもの以下とする。
1.1) 常温における規定最小引張強さの41
1.2) 各温度における引張強さ(1)の41
1.3) 常温における規定最小降伏点又は0.2 %耐力の
5.1
1
1.4) 各温度における降伏点又は0.2 %耐力(1)の
5.1
1
2) 常温より低い各温度における許容引張応力は,上記1)1.1)又は1)1.3)の値のうちの小さいほう以下と
する。
276
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書10(規定)材料の確性試験方法
1. 適用範囲 この附属書は,特別認定材料の確性試験方法について規定する。
2. 特別認定材料に必要な確性試験方法 特別認定材料に必要な確性試験方法の基本的要求事項は,次に
よる。
a) 規格本体5.1c)に規定する特別認定材料は溶接継手を含めて事前に,附属書10表1に示す確性試験に
よって圧力容器に使用することが適切であることを確認し,権威ある機関によって認定されなければ
ならない。
b) 附属書10表1は試験項目を示す。附属書10表1に規定のない試験項目に関しても,用途などを考慮
して特別認定材料の認定申請者(以下,申請者と呼ぶ。)と認定機関の協議のうえ,追加してもよい。
c) 確性試験に使用する材料は,製品と同等の製造方法及び設備(製鋼,圧延,鍛練,熱処理など)で製
造され,その肉厚は製品の適用厚さの範囲を代表できるものとし,また,複数のヒートから採取する
ものとする。
d) 確性試験に使用する材料は製品を代表するに十分で,必要な試験片が採取できる大きさとする。ただ
し,製品余長部又は余肉部から試験片採取が可能な場合には,その箇所から採取してもよい。また,
試験材及び試験片の取り方は,本体5.3.3の規定による。
e) 特別認定材料に使用する溶接方法及び溶接材料は,それぞれが異なるごとに試験板を用意し,附属書
10表1に示す試験項目について,JIS B 8285の規定を基に確性試験を行わなければならない。
f)
溶接後熱処理を必要とする材料は,JIS B 8285の規定に従いP-No. を決定し,圧力容器の製作中に必
要な溶接後熱処理を試験板に加えた後必要な試験を行う。試験板に加える溶接後熱処理は製作中に予
想される最長の時間とする。ただし,厚肉材料及び製作中に数回の溶接後熱処理を行う場合には,最
短の時間に対しても試験を行わなければならない。
参考 特別認定材料認定申請に対する要求の一般指針
2. a)に示す特別認定材料の認定申請に当たって,申請者が提出すべき一般事項及び各試験に基づく
基本データについて,その一般指針を参考として次に示す。
1. 申請時に提出すべき一般事項 特別認定材料の認定申請時に提出すべき一般事項として次の事
項を考慮する。
a) 申請材料の適用したい温度範囲,考慮すべき繰返し荷重の有無,外圧使用の有無を明確にす
る。
b) 製品形状,寸法範囲及び採用して欲しい規定内容を明確にする。
c) 材料が特許によって保護されているかどうか。特許使用が認められているかどうか。もし特
許使用が認められていれば,その材料の製造に制約があるかどうかについて報告する。
2. 材料特性に関するデータの提出 特別認定材料の認定申請時の提出に考慮すべき材料特性に関
するデータを,次に示す。
a) 機械的特性 材料の仕様とともに次に示す設計に用いる値の基礎となる十分なデータを準備
し,申請時に提出できるようにする。
1) 申請材料の引張強さ,降伏点又は耐力,絞り,伸びなどの機械的特性データを室温から最
277
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
大使用温度プラス50 ℃までの範囲において50 ℃ピッチで準備する。
2) 引張特性を出すために必要な熱処理については,その詳細を記述する。
3) 適用範囲をクリープ領域まで含めたい場合には,母材,溶接金属,溶接部のクリープ速度
及びクリープ破断強度のデータを最大使用温度まで,50 ℃ピッチで準備する(ただし,こ
の規格では,クオープ領域は適用外。)。
4) 使用温度範囲が室温以下で低温側での強度増加を設計に用いたい場合には,機械的特性デ
ータを最低使用温度まで50 ℃ピッチで準備する(ただし,この規格では,適用外。)。
5) 適用規格でじん性確認が要求される場合には,母材及び熱影響部を含む溶接部のシャルピ
ーじん性データを含める。
6) 材料が外圧に対して使用される場合には,希望する設計温度の範囲にわたって50 ℃ピッ
チにおける応力−ひずみ曲線を準備する。外圧チャートは応力−ひずみ曲線の初期の1 %
ひずみまでの部分に基づく。
7) 適用規格上,繰返し荷重を考慮に入れる必要がある場合には,設計温度範囲にわたって材
料の疲労データを準備する。
8) 機械的特性のデータは,各試験温度における各試験に対し少なくとも一つの製品形状に対
して三つのヒートから採取される。
b) その他の特性 要求に応じ,熱膨張係数,熱伝導率,熱拡散率,ヤング率,せん断弾性係数
及びポアソン比の値を確立するために必要なデータを提出できるよう準備する。これらのデ
ータは,材料が使用される温度の範囲にわたって提示される。
c) 溶接性 溶接施工試験の結果を含む申請材料の溶接性に関するデータについて提出する。溶
接施工試験は使用される厚さの全範囲について実施する。また,提出データには熱処理の要
求,空冷の硬化感受性,溶接手順の影響などのほか,当該材料の溶接経験などの情報も含め
る。
d) 物性の変化 当該材料を用いて圧力容器又はその部分を製造する場合には,製造過程におけ
る又は製造方法による材料特性の安定性に対する影響がある場合には,回避の条件を含めそ
の情報を提示する。
278
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書10表 1 特別認定材料の確性試験項目
試験項目
材料分類
備考
鉄鋼材料
非鉄金属
a) 母材試験
化学成分(溶鋼分析,製品分
析)
Ceq, PCM
組織
結晶粒度
常温引張特性
低温じん性(Vノッチシャル
ピー衝撃試験)
高温引張特性
クリープ破断強度
クリープ破断伸び
縦弾性係数
線膨張係数
熱伝導度
低サイクル疲労強度
溶接割れ特性
b) 溶接継手試験
継手引張特性(常温)
継手曲げ
低温じん性(Vノッチシャル
ピー衝撃試験)
高温引張特性
クリープ破断強度
継手硬さ
溶接割れ特性
○
○
○
○
○
○
○
*
*
○
○
*
○
○
○
○
○
○
*
○
○
○
−
○
*
○
−
○
*
*
○
○
*
○
○
○
○
−
○
*
○
○
鋼種による
マクロ,ミクロ組織
備考3.
備考4.
備考1. ○:必要 *:用途によって必要 −:不要
2. 試験方法はJISの検査通則及び試験方法(例 JIS G 0404)による。
3. y形溶接割れ試験,溶接熱影響部の最高硬さ試験など材料に適した方法を選択
する。
4. 多層盛り溶接継手の低温割れ試験,溶接部の再熱割れ試験など材料に適した方
法を選択する。
279
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書11(規定)取付物及び支持構造物
1. 適用範囲 この附属書は,圧力容器に直接取り付ける取付物及び支持構造物について規定する。
2. 一般 取付物及び支持構造物の一般事項は次による。
a) サポート,ラグ,ブラケット,強め輪,その他の取付物は,容器壁の外面,内面に溶接又は植込みボ
ルトで取り付けてもよい。ただし,強め輪の取付けは,溶接による。取付物は,取り付ける耐圧部の
曲面に合うように加工しなければならない。
b) 抵抗溶接によるスタッドは,小形の非耐圧取付物(1)を調質高張力鋼以外の材料に取り付ける場合に限
り,本体9.1.1 e) の規定に従って用いてもよい。
注(1) 小形の非耐圧取付物とは,厚さ10 mm以下,かつ,容積82 cm3以下で,銘板,保温材止金具及
び位置決めラグのような作用応力が低く,通常強度計算を行わないものをいう。
c) 取付物及び支持構造物のb) 以外の取付け溶接は,本体付図8による。
d) 非耐圧部材を耐圧部に取り付ける溶接は,すべて連続溶接とする。ただし,小形の非耐圧取付物を調
質高張力鋼以外の材料の耐圧部に取り付ける場合には,連続溶接を行わない。すみ肉溶接又は部分溶
込み溶接が許される場合には,全周について連続溶接を行わなければならない。
e) 耐圧部への取付溶接部の溶接後熱処理は,耐圧部の母材の規定による。
3. 耐圧部に取り付ける取付物の材料 耐圧部に直接溶接する,荷重を受ける取付物及び支持構造物は,
本体5.2.1又は5.2.2に規定する材料でなければならない。また,取付物の材料及び取付け溶接部の溶接金
属は,耐圧部の材料に適合性のあるものとする。
4. 取付物の溶接強さ 取付物の溶接強さは,呼び溶接面積及び母材の設計応力強さ(溶接される二つの
材料の強さに相違がある場合には,いずれか弱い方の材料の設計応力強さ)に基づき,次の減少係数を乗
じて求める。
溶接形式
減少係数
すみ肉溶接
0.5
部分溶込み溶接又は部分溶込み
溶接とすみ肉溶接の併用
0.75
完全溶込み溶接及び本体付図8に
示す支持スカートの取付け溶接
1.0
備考1. すみ肉溶接の呼び溶接面積は,のど厚面積。
2. 溶込み溶接の呼び溶接面積は,溶込み深さに
溶接長さを乗じたもの。
3. すみ肉溶接と溶込み溶接を併用するときの
呼び溶接面積は,のど厚に溶込み深さを加え
たもの(余盛を除く。)に溶接長さを乗じた
もの。
5. 取付物の設計 取付物が容器に及ぼす影響を考慮して設計しなければならない。
280
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 支持構造物の設計 支持構造物の設計は,次による。
a) 容器の支持方法,支持部材の配置及び容器への取付方法は,最大荷重を考慮して決めなければならな
い。考慮すべき荷重の種類は,本体6.1.1によって決定する。
b) 支持構造物は,容器の温度変化による局部荷重又は内圧による変形を考慮して設計しなければならな
い。
c) 支持構造物は,局部座屈を防止するような構造にしなければならない。
d) スカート形支持構造物で,外から内部の点検が容易にできない場合には,適切な開口を設けなければ
ならない。その開口部は,必要に応じて補強する。
e) 横形容器をサドルで支持する場合には,胴の円周の31以上の範囲をサドルで支持しなければならない。
サドル周りの強度計算方法は,JIS B 8278による。
7. 特別規定
7.1
一般 一般事項は、次による。
a) 2. a) によって植込みボルトによって取り付けるものは,本体6.4の規定によって疲労解析を行わなけ
ればならない。
b) 支持構造物及び本体の取付部は,附属書8の2.3に規定された許容限界を超えてはならない。
7.2
取付け溶接継手の種類 取付け溶接継手の種類は,次による。
a) 母材の区分P-1グループ番号1, 2及び3, P-3グループ番号1及び2,P-8A及び8B,P-9A,P-21〜25,
P-31〜35及びP-41〜45(ただし,調質高張力鋼を除く。)の材料の耐圧部の取付け溶接は,次のいず
れかによる。
1) すみ肉溶接,ただし,脚長が13 mm以下で,かつ,構造上の不連続部から
s
Rt以上離れていなけ
ればならない。
ここに, R: 不連続部における胴の法線半径 (mm)
ts: 容器の最小必要厚さ (mm)
2) 部分溶込み溶接とすみ肉溶接の併用。ただし,取付部材の厚さは38 mm以下とする。
3) 完全溶込みの開先溶接と全周すみ肉溶接の併用。
4) 完全溶込みの突合せ溶接(2)
注(2) 突合せ溶接するために肉盛溶接による座を設けてもよい。肉盛り溶接は,適切な非破壊試験に
よって肉盛り金属の健全性を確認し,必要に応じ,溶接後熱処理を行わなければならない。
5) 支持スカート又はこれと同等の支持取付物の取付けは,3) 及び4) の溶接継手の種類に加えて,本
体付図8に示すように脚長を長くするか,溶接部の取付け角度,開先形状などを適切にして,有効
のど厚を取付物の厚さに取る溶接形式を用いてもよい。ただし,この場合には,取付物の厚さは38
mm以下とする。
b) a) に示されていない材料で作られる耐圧部へ非耐圧部材又は強め輪を取り付ける溶接は,次のいずれ
かによる。
1) 次の2)〜5) のものを除き,すみ肉溶接を行ってはならない。ただし,漏止め溶接又は脚長10 mm
以下の溶接寸法で軽荷重(3)を受ける取付け部材の溶接はこの限りでない。この場合には,すみ肉溶
接は,構造上の不連続部から
s
Rt以上離れていなければならない。
ここに,R及びtsはa) 1) に同じ。
281
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(3) 取付け部材に加わる機械的荷重が,4. に示すすみ肉溶接の溶接強さの25 %以下で,耐圧部と
取付け部材との温度差が14 ℃を超えない場合には,これを軽荷重とする。
2) 部分溶込み溶接とすみ肉溶接の併用。ただし,厚さが19 mm以下の取付け部材の取付けに限る。
3) 完全溶込みの開先溶接及び全周すみ肉溶接の併用。
4) 完全溶込みの突合せ溶接。a) 4) の注(2)参照。
5) 支持スカート又はこれと同等の支持取付物の取付けは,a) 5) の規定による。ただし,取付け溶接が
両側溶接でない場合には,厚さが19 mm以下の取付け部材の取付けに限る。
7.3
取付け溶接の疲労解析の要否の判定 本体6.4.3 c) 1) 及びc) 2) に規定する疲労解析の免除条件C及
び条件Dを適用する場合には,すみ肉溶接及び部分溶込み溶接は,非一体形の取付けとみなす。ただし,
次の溶接部はその使用制限が規定されているので疲労解析に対する考慮しない。
a) 7.2 a) 1) に規定の溶接部並びに7.2 b) 1) のただし書きによる溶接部。
b) 7.2 a) 5) 及び7.2 b) 5) に規定の溶接部は,本体6.4.3 b) 1) 及びb) 2) に規定する疲労解析の免除の条
件A及び条件Bに入る一体構造のものと考えてもよい。
282
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書12(規定)調質高張力鋼の工作
1. 適用範囲 この附属書は,本体5.1 j) に定義する調質高張力鋼を用いて製作する圧力容器の工作一般
及び溶接施工について適用する。ここに規定されていない事項は,本体8.の工作一般及び9.の溶接施工に
よる。
2. 加工
2.1
成形後の熱処理 調質高張力鋼を次の条件で成形加工した場合には,それぞれに示す熱処理を行わ
なければならない。
a) 焼戻し温度より低い温度で成形され,かつ,本体8.6 g) に規定の計算式で計算された成形後の伸び率
が5 %を超える場合には,5.1の規定に準じて熱処理を行わなければならない。
b) 焼戻し温度以上の温度で成形された場合には,圧力容器の溶接前又は溶接後に,5.2の規定によって再
び焼入焼戻し熱処理を行わなければならない。
2.2
ガス切断などの注意 焼入焼戻し鋼の切断,開先加工,裏はつりなどの作業を,ガス切断,エアア
ークガウジングなどの溶融を伴う方法で行う場合には,割れが発生しないように行わなければならない。
切断面で,溶接されないでそのまま残っている部分は,機械加工又はグラインダによって仕上げを行い,
磁粉探傷試験又は浸透探傷試験によって割れがないことを確認しなければならない。
3. 溶接施工
3.1
溶接施工方法の確認 圧力容器を溶接した後で,2.1 b) の規定によって焼入焼戻し熱処理を行う場
合には,本体9.1.2に規定の溶接施工方法の確認試験を行い,その基準を満足しなければならない。
3.2
溶接継手の種類 溶接継手の種類は,本体表7.1による。
3.3
継手部の食違い 突合せ継手部の食違いは,次の値以下でなければならない。
a) 長手継手 母材の厚さの20 %又は2.5 mmのいずれか小さい値。
b) 周継手
1) 母材の厚さが24 mm以下のときは,母材の厚さの20 %
2) 母材の厚さが24 mmを超え,38 mm以下のときは,5 mm
3) 母材の厚さが38 mmを超えるときは,母材の厚さの12.5 %(最大6 mm)
3.4
溶接部の表面形状及び余盛の高さ 溶接部は,すみ肉溶接を含め,アンダカット及び急激な変化が
なく,母材の表面に滑らかにつながらなければならない。その場合の突合せ溶接部の余盛の高さは,板厚
の10 %又は3 mmのいずれか小さいほうの値を超えてはならない。
4. 取付物 取付物の材料及び溶接は,次による。
a) 耐圧部分に直接に取付け溶接される永久取付物及び強め材の材料は,その設計温度における0.2 %耐
力が,母材の設計応力強さの1.5倍より大きくなければならない。
b) 当て板,つり金具その他の非耐圧部材及びジグなどの一時的取付物を,耐圧部分へ溶接するときは,
確認された溶接施工方法と溶接士とによって行わなければならない。
c) 一時的取付物は,母材をきずつけないように除去し,表面を滑らかに仕上げなければならない。その
取外し跡は,本体11.3 c)又は11.3 d)にそれぞれ規定する磁粉探傷試験又は浸透探傷試験によって割れ
283
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
がないことを確認しなければならない。溶接補修が必要とされるときは,確認された溶接施工方法と
溶接士とによって補修しなければならない。
5. 熱処理
5.1
溶接後熱処理 溶接後熱処理は,JIS B 8285の付表1(母材の区分)による母材の区分に応じて,附
属書14の規定によるが,溶接後熱処理温度については附属書14表1の備考5.を参照する。
5.2
焼入焼戻し処理 焼入焼戻し処理を必要とする圧力容器又は容器部材は,その材料規格に従って焼
入焼戻し処理を行わなければならない。この場合,各熱処理温度は,±15 ℃の範囲に保持しなければなら
ない。
焼入れは,浸せき法又はスプレー法による。浸せきタンク又はスプレー装置の構造は,材料規格を満足
する焼入れ効果が得られるものでなければならない。
5.3
熱処理部の機械的試験 容器製作者が焼入焼戻し処理を行った圧力容器又は容器部材は,その効果
を確認するため熱処理部の機械的試験を行わなければならない。熱処理部の機械的試験は,次による。
a) 試験板の作製 熱処理部の機械的試験は,同一チャージ,同一厚さ(試験板の厚さに対し,±20 %又
は±13 mmの小さいほうの値の範囲の厚さを同一とみなす。),同一熱処理条件ごとに1枚の試験板を
本体に取り付けて同時に熱処理するか,又は圧力容器若しくは容器部材の一部から試験片を採取して
行う試験板を本体に取り付けないで別個に熱処理してもよいが,本体付試験板と同等の熱処理効果が
あると認められる方法によって熱処理しなければならない。
焼入焼戻し処理を行った圧力容器又は容器部材が,その後,溶接後熱処理などの熱処理を受ける場
合には,本体5.3.3 c) 5) によって試験板も同一の熱処理を行わなければならない。
b) 試験の種類及び試験片の数 試験の種類及び試験片の数は,次による。
1) 溶接部を含まない場合 溶接前に部品を熱処理する場合,又は溶接を含まない場合の試験の種類及
び数は,引張試験片1個と衝撃試験片一組(3個)とする。
2) 溶接部を含む場合 溶接後に溶接部を含めて熱処理する場合の試験の種類及び数は,継手引張試験
片1個と,溶接金属,熱影響部及び母材部の衝撃試験片各一組(3個)とする。
溶接部の機械的試験を実施する場合で,この熱処理部の機械的試験の条件を満足するときは,溶
接部の機械的試験だけでよい。
c) 試験片の採取要領 試験片は,試験板又は圧力容器本体の各周縁端から,少なくとも板厚に等しい距
離以上離れた内部(引張試験片の場合には,平行部がこの範囲にあればよい。)から採取しなければな
らない。
十分な大きさの試験板が得られない場合には,試験板の周縁に熱緩衝板を取り付けてもよい。ただ
し,この熱緩衝板の効果について,あらかじめ試験によって確認しておかなければならない。
試験片の採取方向及び位置は,通常,母材の規格による。
試験片の形状及び寸法は,母材の引張試験片はJIS Z 2201の4号又は5号試験片とし,継手引張試
験片はJIS Z 3121の1号試験片とする。衝撃試験片については,JIS Z 2202のVノッチ試験片とする。
d) 試験結果の判定 母材部についての試験結果は,母材の規格の要求値を満足しなければならない。溶
接部についての試験結果は,本体11.2 a)〜11.2 c) を満足しなければならない。
e) 不合格になった場合の処置 熱処理部の機械的試験に不合格になった場合には,本体11.2 d) の規定
に準じて再試験を行ってもよい。再試験に不合格の場合には,圧力容器又は容器部材を再熱処理し,
改めて熱処理部の機械的試験を行わなければならない。
284
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 非破壊試験 焼入焼戻しなどの熱処理を行った圧力容器又は容器部材は,本体9.2及び本体表9.3の
III欄の規定によって非破壊試験を行い合格しなければならない。
なお,ノズルなどの取付け部分に対して行う磁粉探傷試験又は浸透探傷試験では,露出したノズル端,
開口部などの断面も試験の対象とする。
非破壊試験の結果,不合格の欠陥が検出され溶接補修を行うときは,確認された溶接施工方法と溶接士
とによって行わなければならない。
285
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書13(規定)ステンレスクラッド鋼の工作
1. 適用範囲 この附属書は,JIS G 3601に適合したステンレスクラッド鋼(以下,クラッド鋼という。)
の工作について適用する。ただし,ここに規定されない事項については,本体8.及び9.の規定による。
2. 適用材料 クラッド鋼の合せ材及び母材の組合せは,JIS G 3601の表5(材料)による。
3. 工作
3.1
一般 工作の一般事項は、次による。
a) クラッド鋼は材料別に区分して管理する。
b) 合せ材表面に損傷,汚染などを生じないように保管し,取扱いに注意する。
c) 合せ材の加工には専用のグラインダ,ステンレス鋼製のワイヤブラシ,ワイヤホイルなどを使用する。
d) 作業場は,合せ材表面にほこり,鉄粉などのほか,湿気が付かないように清潔に保つ。
3.2
けがき及び切断
3.2.1
けがき けがきは,次による。
a) けがきは,通常母材側に行う。
b) 合せ材側にけがく場合には,腐食性がない墨又はけがき塗料を使用する。
3.2.2
切断 クラッド鋼は,機械切断(せん断,切削切断など)又は熱切断(プラズマ切断,ガス切断な
ど)してもよく,次による。
a) 機械切断 母材側を下にして合せ材をきず付けないように行い,かえりなどはグラインダによって仕
上げる。
b) 熱切断 合せ材を下にして母材側から切断する。切断精度を上げるためには,できるだけ自動切断機
を用いる。プラズマ切断又はガス切断を行った面は,スラグの除去及び平滑にすることを目的に切削
仕上げ又はグラインダ仕上げを行う。
3.3
成形加工 クラッド鋼の成形加工は冷間で行うことが望ましいが,温間又は熱間でも行うことがで
きる。成形加工を行う場合,合せ材表面をきず付けないような考慮が必要であるが,更に,次の点に注意
する。
a) 冷間加工の場合
1) 加工に際しては,合せ材表面に油が付かないようにする。
2) 使用するローラ,型などは十分に平滑で清浄なものを用いる。
3) 加工度の大きい場合には,必要に応じて適切な熱処理を施し,延性,じん性の回復を図ることが望
ましい。
b) 熱間加工の場合
1) 加熱前に油脂その他の付着物を十分に除去する。
なお,油脂の除去には,アセトン,ベンゼン,中性洗剤などの化学薬品を用い,トリクロールエ
チレン,四塩化炭素など塩素イオンを含むものは用いない。
2) 加熱には,硫黄分の少ない燃料を使用する。
3) 加熱に際しては加熱炎が直接合せ材に接触しないようにし,均一な温度分布が得られるような方法
を用いる。
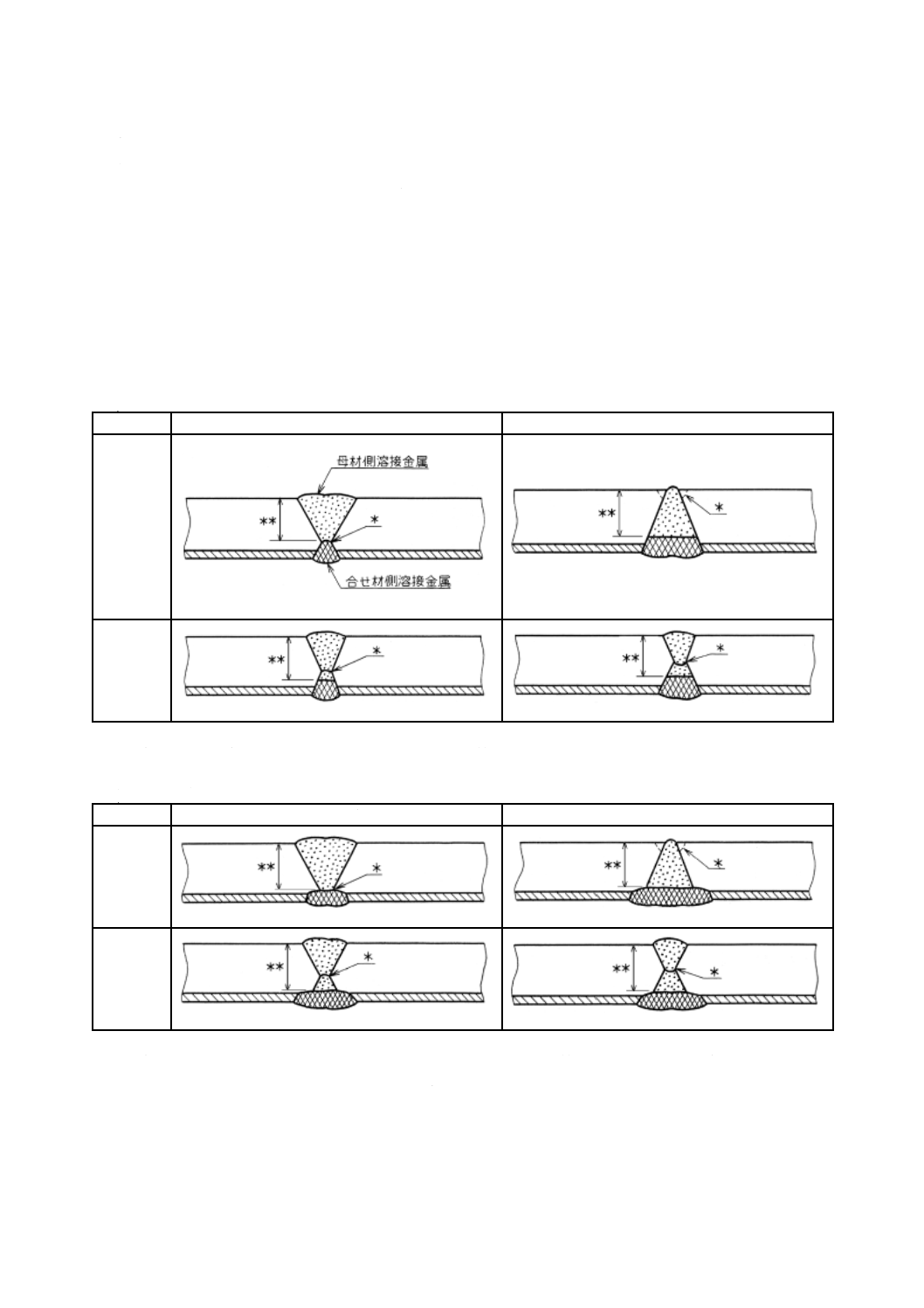
286
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) 加熱雰囲気は弱酸化性とし,還元性とならないようにする。
5) 熱間加工温度は,通常700〜950 ℃の条件で行われるが,その後の熱処理方法も含めて,母材,合
せ材の種類に応じて受渡当事者間の協定によることが望ましい。
3.4
溶接
3.4.1
溶接方法 クラッド鋼の溶接では,母材側は母材に適した溶接方法とするが,合せ材側は被覆アー
ク溶接,ティグ溶接,ミグ溶接,マグ溶接などを用いる。
3.4.2
開先及び開先加工 開先及び開先加工は,次による。
a) 開先形状は溶接方法,板厚などに応じて適切なものを選定する。
開先形状の例を,附属書13図1に示す。
a) カットバックなしの開先
開先形状
外面開先
内面開先
Y形
X形
注*
裏はつり部
** 合わせ材側の溶接金属の深さは,設計に必要な母材の最小厚さを超えてはならない。
b) カットバック付きの開先
開先形状
外面開先
内面開先
Y形
X形
注*
裏はつり部
** 合わせ材側のカットバック後の母材の厚さは,設計に必要な母材の最小厚さ以上でなければならない。
附属書13図 1 突合せ溶接継手の例
b) 開先加工は,機械加工によることが望ましい。
c) 開先加工をプラズマ切断又はガス切断で行った場合には,開先面をグラインダなどによって平滑に仕
上げる。
287
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4.3
溶接材料 合せ材の溶接に用いる溶接材料は,JIS Z 3221,JIS Z 3321,及びJIS Z 3323に規定す
るもの又はこれらと同等以上の特性をもつものとする。
参考 なお,ステンレス鋼用溶接材料としては,JIS Z 3322及びJIS Z 3324があり,まれに用いられ
ることがある。
附属書13表1に合せ材の種類と溶接材料との関係の例を示す。
附属書13表 1 合せ材と適用溶接材料の例
合せ材の
種類
溶接層
JIS Z 3221
JIS Z 3321
JIS Z 3323
SUS304
1層目
D309, D309L
Y309, Y309L, Y309Si
YF309, YF309L
2層目以降
D308, D308L
Y308, Y308L, Y308Si
YF308, YF308L
SUS304L
1層目
D309L
Y309L
YF309, YF309L
2層目以降
D308L
Y308L, Y308LSi
YF308L
SUS316
1層目
D309, D309Mo
Y309, Y309Si, Y309Mo
YF309, YF309Mo
2層目以降
D316, D316L
Y316, Y316L, Y316Si
YF316, YF316L
SUS316L
1層目
D309L, D309MoL
Y309L, (309MoL)
YF309L, YF309MoL
2層目以降
D316L
Y316L, Y316LSi
YF316L
SUS321
又は
SUS347
1層目
D309, D309L
Y309, Y309L, Y309Si
YF309, YF309L
2層目以降
D347, D347L
Y347, Y347Si, Y347L
YF347
SUS405
1層目
D430Nb, D430 D309
Y430,
(430Cb)
Y309
YF430
YF309
2層目以降
D410Nb, D410 D309
Y410,
(410Cb)
Y309
YF410
YF309
参考
410Cb,430CbはJISにはないが,この種の材料が一般に用いられる。
3.4.4
溶接施工要領 溶接施工に当たっては,あらかじめ溶接施工方法の確認試験を行い,その施工方法
の適否を確認しなければならない。
3.4.5
タック溶接(仮付け溶接) 開先合せは,合せ材側が同一面となるようにし,仮付溶接は,母材側
で母材の溶接と同様の方法で行う。
3.4.6
予熱 予熱は合せ材及び母材の種類に応じて行う。
3.4.7
溶接要領 クラッド鋼の溶接では,通常母材の溶接を行った後に合せ材の溶接を行う。溶接姿勢は
できる限り下向きとする。
開先面は清掃し,付着物を取り除くことはもとより,母材と合せ材それぞれに専用のワイヤブラシ及び
グラインダを用いる。
a) 母材の溶接
1) 母材の溶接を行う場合には,母材及び合せ材境界部において合せ材を溶かさないように注意する。
2) 母材の溶接時にスパッタが合せ材に付着しないような措置を講じる。
b) 合せ材の溶接
1) 合せ材側の溶接に先立って,合せ材開先面について浸透探傷試験などで有害な欠陥のないことを確
認する。
2) 合せ材の溶接は合せ材側からの溶込みをできる限り低く抑えることが望ましい。
3.4.8
溶接部の仕上げ 溶接部及びその近傍は,スラグ及びスパッタを十分に除去する。
3.4.9
ひずみ取り加工
a) 溶接によって生じたひずみの除去は,プレス,ローラなどを利用し,合せ材にきずを付けないように
行う。
288
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ひずみ取りのため,やむを得ず加熱を必要とする場合には,母材側から行う。
3.4.10 溶接後熱処理 合せ材がオーステナイト系ステンレス鋼の場合には,合せ材のための溶接後熱処理
は,通常行わない。
合せ材がフェライト系ステンレス鋼の場合には,溶接後熱処理を行うことが望ましい。ただし,オース
テナイト系の溶接材料(D309, Y309)などを用いる場合は,溶接後熱処理を省略してもよい。
なお,溶接後熱処理を行う場合には,溶接後熱処理の温度,保持時間などについて,受渡当事者間の協
定による。
4. 表面処理
4.1
スケール除去 スケール除去は,機械的方法又は化学的方法によって,必要に応じて行い,次によ
る。
a) 機械的方法 グラインダ,ステンレス鋼製ワイヤブラシ,エメリ紙などによる研削,バフ研磨などの
方法による。
b) 化学的方法 硝酸,ふっ酸系などの溶液を用いて酸洗いによって表面スケールを除去する方法とし,
酸洗い後直ちに流水で十分に洗浄,乾燥を行う。
4.2
作業の安全確保及び廃液処理 表面処理に用いる種々の薬液は人体に有害なものが多いので,作業
の安全確保及び廃液処理に十分留意する。
5. 溶接部の試験
5.1
クラッド鋼の溶接部の非破壊試験 本体表9.3のI欄による。
5.2
クラッド鋼の溶接部の機械試験 附属書16によるほか,次による。
a) 引張試験 合せ材を強度部材とする場合には,合せ材を除去せずに試験を行い,JIS G 3601の5.(機
械的性質)による。
合せ材を強度部材としない場合には,合せ材を除去した母材について行い,母材の試験規定による。
なお,合せ材の強度が母材の強度より低い場合には,合せ材を除去しなくてもよい。
b) 曲げ試験 曲げ試験は,合せ材を付けたまま行い,裏曲げは,母材側を曲げ外面として行う。
なお,爆着クラッド鋼について,側曲げ試験を表曲げ試験に代えてもよい。
289
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書14(規定)溶接後熱処理
1. 適用範囲 この附属書は,圧力容器の溶接後熱処理について規定する。ここで母材の区分(P番号及
びグループ番号)は,JIS B 8285の付表1(母材の区分)による。
2. 溶接後熱処理一般 溶接後熱処理に関する一般事項は,次による。
a) 溶接後熱処理は,次の場合,行わなければならない。ただし,b) の場合を除く。
1) 4.によって溶接後熱処理を要求される圧力容器及び圧力容器の部分
2) 使用環境によって溶接後熱処理が要求される圧力容器及び圧力容器の部分
3) 炭素鋼及び低合金鋼(P番号1,3,4,5,9A,9B,11A及び11Bの鋼材)で製作される圧力容器で,
次のもの。
3.1) 致死的物質を入れる圧力容器及び圧力容器の部分
3.2) 最低設計金属温度が−48 ℃より低い場合
4) 電子ビーム溶接法で3.0 mmを超える厚さのフェライト鋼を溶接した溶接部。ただし,厚さの定義
は,3.の規定による。
5) 摩擦圧接法で耐熱低合金鋼,マルテンサイト系ステンレス鋼,フェライト系ステンレス鋼及び9Ni
系低温用ニッケル鋼 [P番号3,4,5,6,7(ただし,SUS又はSUSFの405及び410S材を除く。)
及び11Aの鋼材] を溶接した溶接部。
b) オーステナイト系ステンレス鋼及び非鉄金属(P番号8A,21,22,23,25,27,31,32,34,35,41,
42,43,45,51,52,61及び62の材料)を溶接して製作する圧力容器及び圧力容器の部分は,通常
溶接後熱処理を行わない。
なお,オーステナイト・フェライト系ステンレス鋼(P番号8Bの材料)を溶接して製作するものは,
溶接後熱処理の要否を受渡当事者間の協議で決定してもよい。
c) 二つの異なるP番号,グループ番号の材料を溶接する場合の溶接後熱処理は,必要とする溶接後熱処
理温度の高いほうの材料に対する規定による。
d) 非耐圧部材を耐圧部材に溶接する場合の溶接後熱処理は,耐圧部の材料に対する規定による。
e) クラッド鋼,溶接肉盛又は耐食ライニングした鋼材で製作された圧力容器及び圧力容器の部分は,4.11
の規定による。
f)
溶接後熱処理は,水圧試験前で補修溶接が終わった後に行わなければならない。溶接後熱処理後に補
修溶接を行った場合には,再熱処理を行わなければならない。
g) 継手部の厚さが38 mmを超えるフェライト鋼をエレクトロスラグ溶接法又はエレクトロガスアーク
溶接法で溶接した溶接部は,結晶細粒化(オーステナイト化)熱処理を行わなければならない。
h) フェライト鋼の圧力容器部分が,オーステナイト系ステンレス鋼製圧力容器に接続されている場合に
は,固溶化熱処理は行わない。
3. 溶接後熱処理における厚さ 溶接後熱処理における厚さは,次に定める溶接継手の腐れ代を含む厚さ
とする。炉中で溶接後熱処理される圧力容器又は容器の部分の溶接後熱処理における厚さは,それまでに
溶接後熱処理を受けていない溶接部の最大厚さとする。
a) 完全溶込み突合せ溶接で同じ厚さの場合には,母材の呼び厚さ(ただし,補強盛りの厚さは含まない。)。
290
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 開先溶接の場合には,開先の深さ。
c) すみ肉溶接の場合には,のど厚。
d) すみ肉溶接と開先溶接とを併用している場合には,開先の深さ又はすみ肉ののど厚のいずれか大きい
ほう。
e) スタッド溶接の場合には,スタッド直径。
f)
厚さが異なる部材を溶接する場合には,次による。
1) 鏡板と胴板の溶接を含む溶接部においては,薄いほうの厚さ。
2) 胴,管板,平鏡板,ふた板,フランジ,その他これらの類するものと溶接した場合には,胴の厚さ。
3) 本体付図2〜6においてはノズルネック,胴,鏡板,補強当板又は取付けすみ肉溶接の断面における
溶接部の厚さで,最も大きい厚さ。
4) ノズルネックとフランジとの溶接部の場合には,溶接部の厚さ。
5) 耐圧部に非耐圧部品を取り付ける場合には,その取付け溶接部の厚さ。
6) 管を管板に取り付ける場合には,その溶接部の厚さ。
7) 補修溶接では,その補修溶接の深さ。
8) クラッド鋼又は耐食金属が肉盛溶接された圧力容器部材を溶接する場合には,合せ材又は肉盛の厚
さに母材の厚さを加えた厚さ。
9) ライニングの取付け溶接の場合には,母材の厚さ。
4. 溶接後熱処理の範囲
4.1
P番号1,グループ番号1,2及び3の鋼材 P番号1,グループ番号1,2及び3の鋼材で製作した
圧力容器又は容器の部分の溶接後熱処理を必要とする範囲は,次による。
a) 次のb)で免除されている場合を除き,次のいずれかの場合には,溶接後熱処理を行わなければならな
い。
1) 厚さが38 mmを超えるもの。
2) 厚さが32 mmを超え38 mm以下の溶接で95 ℃以上の予熱を行っていないもの(予熱を行っている
場合には,省略してもよい。)。
3) 母材の厚さにかかわらず,2. a) 2)〜2. a) 5)で要求されている場合。
b) 次のいずれかの場合には,溶接後熱処理を省路してもよい。
1) 仕上り内径50 mm以下のノズルの取付け溶接で,開先の深さが13 mm以下で,かつ,すみ肉溶接
ののど厚が13 mm以下であり,取付けが胴又は鏡板の厚さを増す必要があるリガメントの形になっ
ておらず,95 ℃以上の予熱が行われている場合。
2) 非耐圧部材を耐圧部に取り付ける溶接で,開先の深さが13 mm以下のもの,又はすみ肉ののど厚が
13 mm以下のもの。ただし,耐圧部の厚さが32 mmを超えている場合には,95 ℃以上の予熱を行
うものに限る。
3) 耐圧部へのスタッド溶接。ただし,耐圧部の厚さが32 mmを超えている場合には,95 ℃以上の予
熱を行うものに限る。
4) 耐食金属の肉盛溶接又は耐食ライニングを取り付ける溶接。ただし,耐圧部の厚さが32 mmを超え
ている場合には,第一層の溶接中,95 ℃以上の予熱が行われている場合に限る。
4.2
P番号3,グループ番号1,2及び3の鋼材 P番号3,グループ番号1,2及び3の鋼材で製作した
圧力容器又は容器の部分の溶接後熱処理を必要とする範囲は,次による。
291
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 次のb)で免除されている場合を除き,次のいずれかの場合には,溶接後熱処理を行わなければならな
い。
1) P番号3,グループ番号3の鋼材は厚さにかかわらずすべてのもの。
2) P番号3,グループ番号1及び2の鋼材は厚さ16 mm以上のもの。
3) P番号3,グループ番号1及び2の鋼材は厚さ16 mm未満のもので,実製品と同じか,又はより厚
い材料で溶接施工方法の確認試験による確認を行っていないもの(確認を行ったものは,溶接後熱
処理を省略することができる。)。
4) 母材の厚さにかかわらず,2. a) 2)〜2. a) 5)で要求されている場合。
b) 耐圧部材の溶接部及び取付物を耐圧部に取り付ける溶接部で,次のいずれかの場合には,溶接後熱処
理を省略してもよい。
1) 材料規格の規定炭素含有量が0.25 %以下(発注者が材料規格の規定制限内で0.25 %以下に指定し
た場合を除く。)の耐圧部材への取付け溶接部で,次のもの。ただし,いずれも95 ℃以上の予熱を
行う場合に限る。
1.1) 開先溶接で,深さが13 mm以下のもの。
1.2) すみ肉溶接で,のど厚13 mm以下のもの。
1.3) スタッド溶接。
1.4) 耐食金属の肉盛溶接又は耐食ライニングを取り付ける溶接で,第一層の溶接中,95 ℃以上の予熱
が行われている場合。
2) 厚さ13 mm以下で,かつ,材料規格の規定炭素含有量が0.25 %以下(発注者が材料規格の規定制
限内で0.25 %以下に指定した場合を除く。)の管(伝熱管を含む。)の周溶接。
4.3
P番号4,グループ番号1の鋼材 P番号4,グループ番号1の鋼材で製作した圧力容器又は容器の
部分の溶接後熱処理を必要とする範囲は,次による。
a) 次のb)で免除されている場合を除き,母材の厚さにかかわらずすべて溶接後熱処理を行わなければな
らない。
b) 次のいずれかの場合には,溶接後熱処理を省略することができる。ただし,いずれも120 ℃以上の予
熱を行う場合に限る。
1) 次の条件をすべて満たす管(伝熱管を含む。)の円周突合せ溶接部
1.1) 呼び外径4B以下
1.2) 厚さ16 mm未満
1.3) 材料規格の規定炭素含有量が0.15 %以下(発注者が材料規格の規定制限内で0.15 %以下に指定
した場合を除く。)
2) 上記1)の条件をすべて満たす管と非耐圧部とのすみ肉溶接で,のど厚が13 mm以下のもの。
3) 上記1)の条件をすべて満たす管へのスタッド溶接部。
4.4
P番号5,グループ番号1及び2の鋼材 P番号5,グループ番号1及び2の鋼材で製作した圧力容
器又は容器の部分の溶接後熱処理を必要とする範囲は,次による。
a) 次のb)で免除されている場合を除き,母材の厚さにかかわらずすべて溶接後熱処理を行わなければな
らない。
b) 次のいずれかの場合には,溶接後熱処理を省略してもよい。ただし,いずれも150 ℃以上の予熱を行
う場合に限る。
1) 次の条件をすべて満たす管(伝熱管を含む。)の円周突合せ溶接部
292
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.1) 材料規格の規定クロム含有量が3.0 %以下
1.2) 呼び外径4B以下
1.3) 厚さ16 mm未満
1.4) 材料規格の規定炭素含有量が0.15 %以下(発注者が材料規格の規格制限内で0.15 %以下に指定
した場合を除く。)
2) 上記1)の条件をすべて満たす管と非耐圧部とのすみ肉溶接で,のど厚が13 mm以下のもの。
3) 上記1)の条件をすべて満たす管へのスタッド溶接部。
4.5
P番号6の高合金鋼材 P番号6の高合金鋼材で製作した圧力容器又は容器の部分の溶接後熱処理を
必要とする範囲は,次による。
a) 次のb)で免除されている場合を除き,母材の厚さにかかわらずすべて溶接後熱処理を行わなければな
らない。
b) 炭素含有量が0.08 %以下のSUS又はSUSFの410材で,オーステナイト系クロムニッケルの溶着金
属を生じる溶接棒,又は非空冷硬化型のニッケルクロム鉄系の溶着金属を生じる溶接棒で溶接した圧
力容器は,溶接後熱処理を行わない。ただし,溶接部の厚さは10 mm以下か,又は10 mmを超え38 mm
以下の厚さのもので,溶接中235 ℃以上の予熱温度を保持し,かつ,溶接継手を全線放射線透過試験
を行う場合に限る。
4.6
P番号7の高合金鋼材 P番号7の高合金鋼材で製作した圧力容器又は容器の部分の溶接後熱処理を
必要とする範囲は,次による。
a) 次のb)で免除されている場合を除き,母材の厚さにかかわらずすべて溶接後熱処理を行わなければな
らない。
b) 炭素含有量が0.08 %以下のSUS405材で,オーステナイト系クロムニッケルの溶着金属を生じる溶接
棒,又は非空冷硬化型のニッケルクロム鉄系の溶着金属を生じる溶接棒で溶接した圧力容器は,溶接
後熱処理を行わない。ただし,溶接部の厚さは10 mm以下か,又は10 mmを超え38 mm以下の厚さ
のもので,溶接中235 ℃以上の予熱温度を保持し,かつ,溶接継手を全線放射線透過試験を行う場合
に限る。
4.7
P番号8A及び8Bの鋼材 P番号8A及び8Bの鋼材の高合金鋼材で製作した圧力容器又は容器の部
分の溶接後熱処理は,2. b)による。ただし,溶接後熱処理を行う場合の熱処理条件は,受渡当事者間の協
定による。
4.8
P番号9Aの鋼材
a) 次のb)で免除されている場合を除き,次のいずれかの場合には,溶接後熱処理を行わなければならな
い。
1) 厚さが16 mm以上のもの。
2) 厚さが16 mm未満のもので,実製品と同じか,又はより厚い材料で溶接施工方法の確認試験による
確認を行っていないもの(確認を行ったものは,溶接後熱処理を省略してもよい。)。
3) c) 母材の厚さにかかわらず,2. a) 2)〜2. a) 5)で要求されている場合。
b) 次のいずれかの場合には,溶接後熱処理を省略してもよい。
1) 次の条件をすべて満たす管(伝熱管を含む。)の円周突合せ溶接部
1.1) 呼び外径4B以下
1.2) 厚さ13 mm以下
1.3) 材料規格の規定炭素含有量が0.15 %以下(発注者が材料規格の規定制眼内で0.15 %以下に指定
293
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
した場合を除く。)。
1.4) 120 ℃以上の予熱が行われている。
2) 上記a)の条件1.1)〜1.3)をすべて満たす管に取付物を取り付けるすみ肉溶接で,次の条件をすべて満
たす場合。
2.1) すみ肉溶接ののど厚は13 mm以下。
2.2) 120 ℃以上の予熱が行われている。ただし,健全な溶接部が得られるように特に制御された方法
による場合には,予熱温度を低くしてよい。この方法には少なくとも次の条件を含める。
2.2.1) すみ肉溶接ののど厚は13 mm以下。
2.2.2) すみ肉溶接の連続した長さは100 mm以下。
2.2.3) 溶接施工方法の確認試験に用いる試験板の厚さは,実製品の材料の厚さ以上。
3) 非耐圧部材を耐圧部に取り付ける溶接で,13 mm以下の開先溶接,又はのど厚13 mm以下のすみ肉
溶接で,95 ℃以上の予熱を行う場合。
4) 耐圧部へのスタッド溶接で95 ℃以上の予熱を行う場合。
5) 耐食金属の肉盛クラッド又は耐食ライニングを取り付ける溶接で,第一層の溶接中,95 ℃以上の予
熱温度が保持されている場合。
4.9
P番号9Bの鋼材 P番号9Bの鋼材で製作した圧力容器又は容器の部分の溶接後熱処理の範囲は,
次による。
a) 次のb)で免除されている場合を除き,溶接後熱処理を行わなければならない範囲は,4.8 a)の規定と同
じとする。
b) 溶接後熱処理を省略できる範囲は,4.8 b) 3)〜5)の規定に同じとする。
4.10 P番号11Aの鋼材 P番号11Aの鋼材で製作した圧力容器又は容器の部分は,次のいずれかの場合
には,溶接後熱処理を行わなければならない。
a) 厚さが50 mm以上のもの。
b) 接続物及び取付物の取付け溶接で,鏡板又は胴に取り付けた箇所における材料のうち最も厚いものの
厚さが50 mm以上の場合。
4.11 クラッド,溶接肉盛又は耐食ライニングした鋼材 クラッド,溶接肉盛又は耐食ライニングした鋼
材で製作した圧力容器又は容器の部分の溶接後熱処理を必要とする範囲は,次による。
a) 母材が溶接後熱処理を必要とする場合は,溶接後熱処理を行わなければならない。ただし,クラッド,
溶接肉盛又は耐食ライニング材が,安定化されていないオーステナイト系クロムニッケル鋼の場合は,
カーバイドの析出,また,シグマ相の形成される温度範囲を避けることが望ましい。
b) クロム系ステンレス鋼でクラッド,溶接肉盛又は耐食ライニングしたものは,厚さにかかわらずすべ
て溶接後熱処理を行わなければならない。ただし,SUS405又はSUS410Sの合せ材又はライニングで,
オーステナイト系溶接棒又は非空冷硬化型のニッケルクロム鉄系溶接棒で溶接したものは,上記a)の
規定によって必要な場合を除き,溶接後熱処理を行わない。
c) 上記a)の規定で溶接後熱処理を行う場合には,肉盛溶接又はライニングを行った後に溶接後熱処理を
行わなければならない。ただし,4.1 b) 4),4.2 b) 1.4)及び4.8 b)5)の場合を除く。
5. 溶接後熱処理方法
5.1
炉内加熱による溶接後熱処理方法
5.1.1 加熱装置 加熱炉の種類及び形式は規定しないが,5.1.2の条件を満足するものでなければならない。
294
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1.2 後熱処理方法 後熱処理方法は,次による。
a) 後熱処理を行う場合,一般に被加熱物全体を一度に炉に入れることとするが,一度に炉に入れること
ができない場合には,二度以上に分けて行ってもよい。ただし,この場合,加熱の重なる部分は1 500
mm以上とする。
炉外に出る部分は,温度こう配を緩やかにし,材質に有害な影響を与えないようにしなければなら
ない。
b) 被加熱部を炉に入れるとき又は取り出すときの炉内温度は,425 ℃未満とする。
c) 425 ℃以上の温度における被加熱部の加熱速度及び冷却速度は,次の式による。
なお,加熱及び冷却中は,被加熱部の各部を通じ5 000 mmの範囲において150 ℃以上の温度差が
あってはならない。
1) 加熱の場合
(
)t
R
/
25
220
1≦
ただし,最大220 ℃/h,最小55 ℃/h
2) 冷却の場合
(
)t
R
/
25
280
2≦
ただし,最大280 ℃/h,最小55 ℃/h
ここに, R1: 加熱速度(℃/h)
R2: 冷却速度(℃/h)
t: 溶接部の厚さ(mm)
ただし,溶接部の厚さtは,3.による。
d) 溶接後熱処理における保持温度及び保持時間は,母材の区分に応じて附属書14表1に示す。
保持時間中は加熱部全体にわたる温度差は,85 ℃以下とする。
なお,被加熱部は過度の酸化を生じないよう注意しなければならない。
e) 材料又は構造上から附属書14表1の温度に保持することが適切でない場合には,受渡当事者間で協議
のうえ,附属書14表2によってもよい。
5.2
局部加熱による後熱処理方法
5.2.1
加熱装置 加熱装置の種類及び形式は規定しないが,5.2.2の条件を満足するものでなければなら
ない。
5.2.2
後熱処理方法 後熱処理方法は,次による。
a) 溶接後熱処理に際しては,被加熱部(均熱部を含む加熱範囲)と加熱されない部分との温度こう配を
緩やかにし,材質に有害な影響を与えないようにしなければならない。
b) 加熱範囲は,溶接部の中心から両側に溶接部の板厚のそれぞれ6倍以上の範囲としなければならない。
ただし,周継手では溶接ビード最大幅の外側に板厚の2倍(管などで,内側の温度計測が困難な場合
は3倍)以上の範囲としてもよい。
c) 425 ℃以上の温度における加熱速度及び冷却速度は,5.1.2 c)による。
d) 後熱処理に際しての均熱部における保持温度及び保持時間は,5.1.2 d)及びe)による。温度保持中又は
加熱及び冷却中は,均熱部全体にわたり一様な温度になるようにし,かつ,加熱範囲全体にわたり,
できる限り温度こう配が少ないようにしなければならない。
5.3
内面からの容器の加熱 容器壁の温度分布が,一様になるようなコントロール,温度保持をするた
めの適切な温度指示及び記録装置を用いる場合には,容器を内部から適切な方法で加熱してもよい。これ
を行う前には,容器を完全に断熱材で包まなければならない。
なお,最低保持温度及び最小保持時間などは,5.1.2の炉内加熱溶接後熱処理方法による。
5.4
温度の測定 温度は,通常被加熱部を対象として熱電対によって自動的に測定するが,炉内温度で
加熱部の各部の温度を推定できる場合には,炉内温度で代用しても差し支えない。
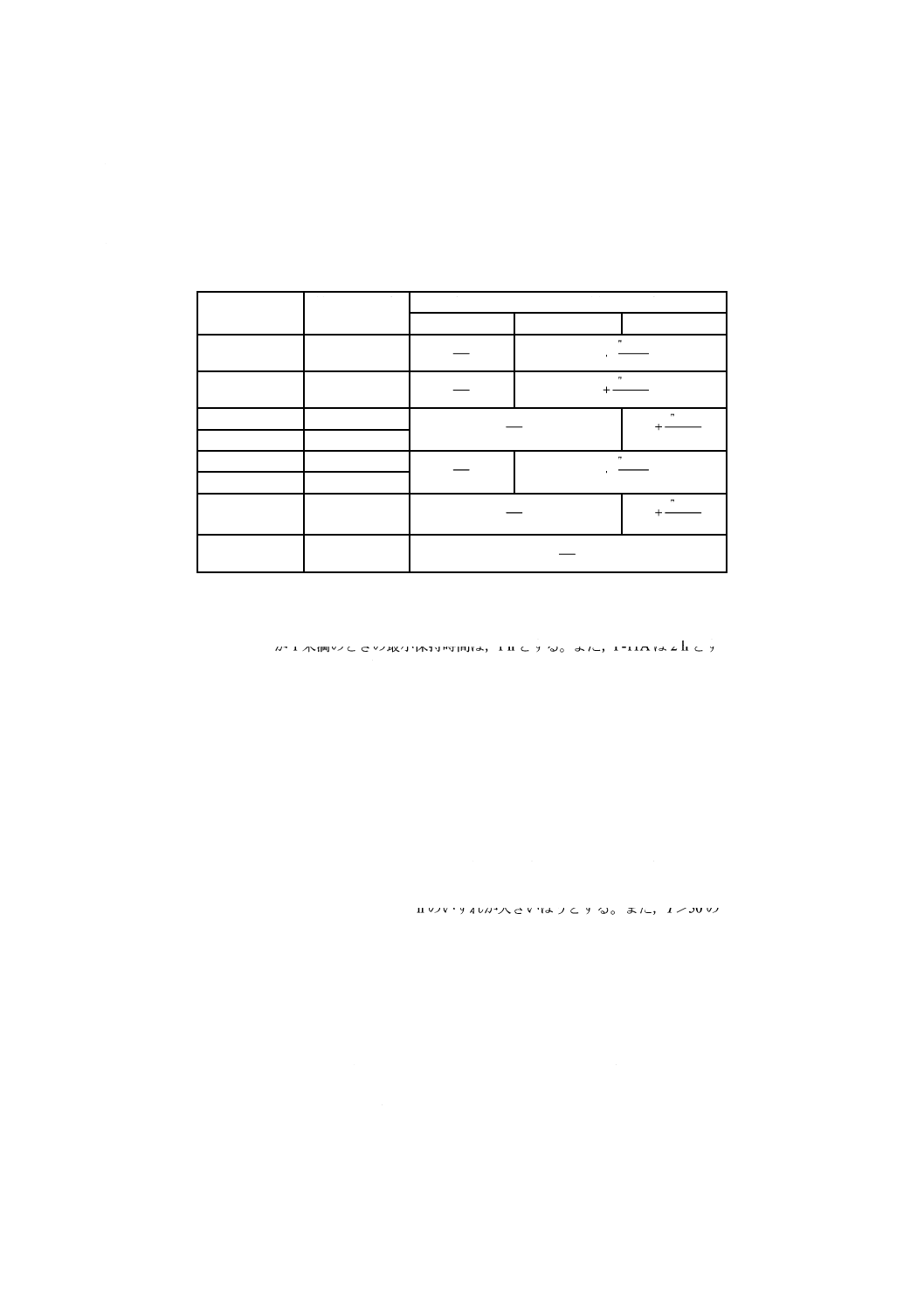
295
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5
記録 後熱処理を行った場合には,次の事項を記録しなければならない。
a) 炉又は加熱装置の種類及び形式
b) 保持温度及び保持時間
c) 加熱速度及び冷却速度
d) その他必要な事項
附属書14表1 溶接後熱処理の温度及び時間
母材の区分
最低保持温度
℃
溶接部の厚さに対する最小保持時間 h
T≦50
50<T≦125
T>125
P-1
595
25
T
100
50
2
−
+T
P-3
595
25
T
100
50
2
−
+T
P-4
595
25
T
100
50
5
−
+T
P-5
680
P-6
680
25
T
100
50
2
−
+T
P-7
770
P-9A
P-9B
595
25
T
100
50
5
−
+T
P-11A
550〜585
25
T
備考1. Tは3.に規定する溶接部の厚さで,mmで表した数値とする。
2. 附属書14表1の最小保持時間は,連続したものでなくてもよく,溶接後
熱処理を行った合計時間でもよい。
3.
25
Tが1未満のときの最小保持時間は,1 hとする。また,P-11Aは2 hとす
る。ここに,h:時間
4. 母材の区分P-1,P-3,P-9A及びP-9Bの鋼材の場合には,最低保持温度を
下回る温度で溶接後熱処理を行ってもよい。その場合の保持温度と保持時
間の関係は,附属書14表2による。この場合,溶接部の試験板は,実際
に行ったのと同じ熱処理をしなければならない。
5. 焼入焼戻し鋼(調質高張力鋼)の場合の保持温度は,いかなる場合でも焼
戻し温度を超えてはならない。溶接後熱処理と焼戻し処理を一緒に行って
もよい。この場合には,5.1.2 c) 2)の最大冷却速度は適用しない。材料規格
によって焼戻し温度からの急速冷却速度が必要とされる場合には,溶接後
熱処理の冷却に対しても同じ冷却速度を適用しなければならない。
6. 母材の区分P-5グループ番号1の鋼材の場合には,最低保持温度650 ℃で
溶接後熱処理を行ってもよい。ただし,T≦50のものに対しては,保持時
間を最小4 h又は4×25
T hのいずれか大きいほうとする。また,T>50の
ものに対しては,附属書14表1に規定の最小保持時間の4倍とする。
7. 母材の区分P-3,P-4,P-5,P-6,P-7,P-9A及びP-9Bの鋼材の場合には,
溶接後熱処理温度に保持している間に,圧力容器のいかなる部分でも本体
5.3.3 c)による試験片の熱処理で定められた時間の範囲又は温度の範囲を
超えた場合には,試験材を追加作製して,溶接後熱処理の時間と温度とに
よって試験しなければならない。
8. 母材の区分P-7の鋼材の場合には,650 ℃を超える温度領域における冷却
速度は55 ℃/時間以下とし,650 ℃以下ではぜい化を防ぐために必要な
速い冷却速度で行わなければならない。
9. P-9B鋼材の保持温度は,635 ℃を超えてはならない。
296
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書14表2 保持温度の低減に対する最小保持時間†
規定の保持温度から低減する温度 ℃
最小保持時間 h 備考3.
25
2
55
4
80
10 備考4.
110
20 備考4.
備考1. P-9A及びP-9B鋼材の保持温度の下限値は,540 ℃以
上でなければならない。
2. 表中の値の中間の値は,比例法によって計算する。
3. 板厚25 mm以下に対する保持時間を示す。25 mmを超
える板厚については,25 mm当たり41時間を加える。
4. P-1,グループ番号1及び番号2にだけ適用。
297
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書15(規定)衝撃試験規定
1. 適用範囲 この附属書は,材料及び溶接部の衝撃試験について規定する。
2. ボルト以外の鉄鋼材料の母材部の衝撃試験規定
2.1
炭素鋼及び低合金鋼
2.1.1
衝撃試験を実施しない場合 炭素鋼及び低合金鋼について,衝撃試験を実施しなくてよい場合の免
除規定及び制限,並びに衝撃試験の要否についての評価は,次による。
a) 衝撃試験の免除 附属書15図1において,最低設計金属温度[本体5.3.5 a)に述べる要求される最低
金属温度を参照]が,b)で規定される材料の支配的厚さに対して該当する材料の曲線で示す温度(1)及
びそれより高い場合には,衝撃試験を免除してもよい。ただし,この規定は,c),e) 2)の場合を除き,
最低設計金属温度が−48 ℃及びそれより高い場合に適用する。
なお,衝撃試験要否の評価に当たっては,胴,鏡,ノズル,マンホール,強め材,フランジ,管板,
平ふた板などの構成部材及び圧力保持構成部材への溶接取付物はそれぞれ個別の構成部材として取り
扱う。各構成部材は個々の材料の種類,b)の1),2)及び3)に規定する厚さ及び最低設計金属温度に基
づき,衝撃試験の要否について評価しなければならない。
注(1) 衝撃試験を実施しないで,その構造部材又は構造物が,許容できる最低設計金属温度を示す。
b) 附属書15図1を適用する場合の材料の支配的厚さ 附属書15図1によって,材料の衝撃試験の要否
を評価する場合に適用する材料の支配的な厚さは,次による。
1) 溶接部の支配的厚さtgは,次のとおりとする。
1.1) 平鏡板,管板を除く突合せ溶接の場合には,最も厚い溶接継手の呼び厚さ
1.2) 附属品を含む角継手,フィレット継手及び重ね継手の場合には,接合する部材のうち薄い方の厚
さ
1.3) 平鏡板及び管板の場合には,上記1.2)又は平板(管板を含む。)の厚さの1/4の大きいほう
1.4) 複数の構成部からなる構造物(例えば,強め材付きノズルと胴との継手)の場合には,支配的厚
さ及び許容できる最低設計金属温度を構造物のそれぞれの溶接継手ごとに決めなければならない。
それぞれの許容できる最低設計金属温度(1)の最も高い温度を,その構造物の最低設計金属温度(1)
とする。ただし,いずれかの溶接継手の支配的厚さが100 mmを超え,かつ,最低設計金属温度が
49 ℃より低い場合には,衝撃試験を実施した材料を使用しなければならない。
2) 鋳鋼品の支配的厚さは,最も大きな呼び厚さとする。
3) ボルト締めフランジ,管板,平鏡板などの非溶接部品の支配的厚さは平板(管板を含む。)の厚さの
1/4とする。ただし,非溶接部品の支配的厚さが150 mmを超え,かつ,最低設計金属温度が49 ℃
より低い場合には,衝撃試験を実施した材料を使用しなければならない。
c) 必要厚さに対して,呼び厚さが大きい場合 附属書15図2に従って,附属書15図1によって材料の
種類及び支配的厚さに基づいて得られる衝撃試験を実施せずに使用できる温度を下げてもよい。ただ
し,この規定は,最低設計金属温度が−48 ℃及びそれより高い場合にだけに適用する。
この値が0.3以下の場合に限り,最低設計金属温度が,−104 ℃及びそれより高い場合であれば衝
撃試験なしで使用してもよい。
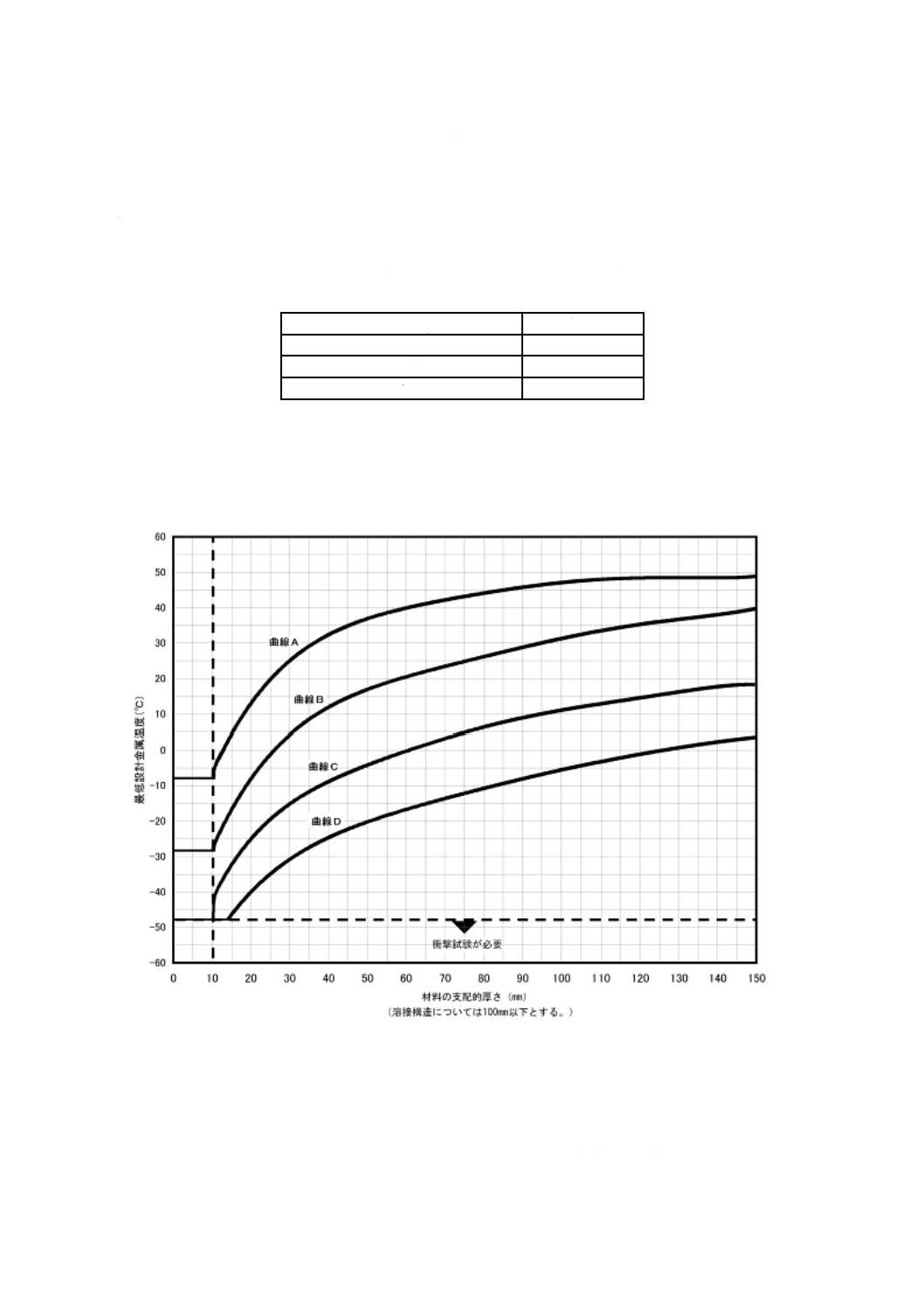
298
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 厚さが2.5 mm以下の炭素鋼及び低合金鋼 厚さが2.5 mm以下の炭素鋼及び低合金鋼に対する衝撃試
験は要求されない。ただし,−48 ℃より低い最低設計金属温度では使用してはならない。
e) 上記の規定のほか,次の場合には,衝撃試験を免除してもよい。
1) 本体6.7.1.2 a)で規定する規格管フランジで最低設計金属温度が−29 ℃及びそれより高い場合
2) P-1の材料で4B以下の鋼管から製作された容器又は容器の部分で,次の規定最小降伏点に対する厚
さ制限において,最低設計金属温度が−104 ℃及びそれより高い場合
規定最小降伏点(Y) N/mm2
厚さ mm
138≦Y≦241
6
241<Y≦310
3.2
310<Y
2.5
備考1. 代表的な容器の支配的な厚さの例を,附属書15図3に示す。
2. 附属書15図1で特に免除されない限り,規定最小降伏点が448 N/mm2より大きい場合は衝撃
試験を行わなければならない。
附属書15図 1 衝撃試験免除曲線†
備考1. 附属書15図1の曲線A〜Dに該当する材料は,次による。
曲線A
曲線B〜Dにない炭素鋼又は低合金鋼の板,棒
JIS G 5102
SCW480(焼ならし,焼戻しを実施する場合)
299
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 5151
SCPH2(焼ならし,焼戻しを実施する場合)
JIS G 5151
SCPH21(焼ならし,焼戻しを実施する場合)
曲線B
JIS G 5151
SCPH1(焼ならし,焼戻しを実施する場合)
JIS G 5151
SCPH2,JIS G 5102 SCW480
(厚さが50 mm未満の細粒鋼で,かつ,焼入れ,焼戻しを行った場合)
JIS G 5151
SCPH32(焼ならし,焼戻しを実施する場合)
JIS G 3115
SPV235
JIS G 3118
SGV450,SGV480(焼ならしを実施しない場合)
JIS G 3103
SB410
曲線C及びDにない材料を使用した鋼管,鍛鋼品及び管継手
細粒鋼で,かつ,焼ならしを実施したもので,曲線Aの材料で曲線C,Dにないもの
曲線C
JIS G 3115
SPV315(熱処理を実施する場合)
JIS G 3118
SGV410(焼ならしを実施しない場合)
JIS G 3119
SBV2,SBV3
JIS G 3120
SQV2A,SQV3A
JIS G 3126
SLA235A,B
JIS G 4109
SCMV4,SCMV5(焼ならし,焼戻しを実施する場合)
JIS G 3203
SFVAF21A,SFVAF21B,SFVAF22A,SFVAF22B
(焼ならし,焼戻しを実施する場合)
細粒鋼で,かつ,焼ならしを実施したもので,曲線Bの材料で曲線Dにないもの
曲線D
JIS G 3115
SPV355(熱処理を実施する場合)
SPV410,SPV450,SPV490
JIS G 3118
SGV410,SGV450,SGV480(焼ならしを実施する場合)
JIS G 3126
SLA325A,B,SLA360
JIS G 3204
SFVQ1A,SFVQ2A
上記の曲線A,Bに記されていない鋳鋼は衝撃試験を実施する。
2. 附属書15図1の値を,次の表に示す。
300
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書15図1の値†
材料の呼び厚さ
曲線A
曲線B
曲線C
曲線D
mm
℃
℃
℃
℃
10
−7.8
−29
−48
−48
11
−4.3
−25
−38
−48
12
−1.7
−23
−35
−48
13
0.5
−21
−34
−48
14
2.3
−19
−33
−48
15
4.3
−17
−31
−47
16
6.3
−15
−30
−44
17
8.1
−13
−28
−43
18
9.8
−11
−27
−42
19
12
−10
−26
−41
20
13
−8.1
−25
−40
22
16
−5.3
−23
−38
25
20
−1.1
−20
−35
28
23
2.2
−17
−33
30
25
4.3
−16
−31
32
27
6.3
−14
−29
36
30
9.1
−11
−27
38
31
10
−10
−26
40
32
12
−8.8
−25
45
35
15
−6.3
−22
50
37
17
−3.9
−20
60
40
20
−0.1
−17
70
42
23
3.4
−13
80
44
26
6.3
−11
90
46
29
8.7
−8.3
100
47
31
11
−5.6
110
48
33
13
−3.2
120
48
35
15
−1.1
130
48
37
16
0.6
140
48
38
17
2.2
150
49
40
19
3.6
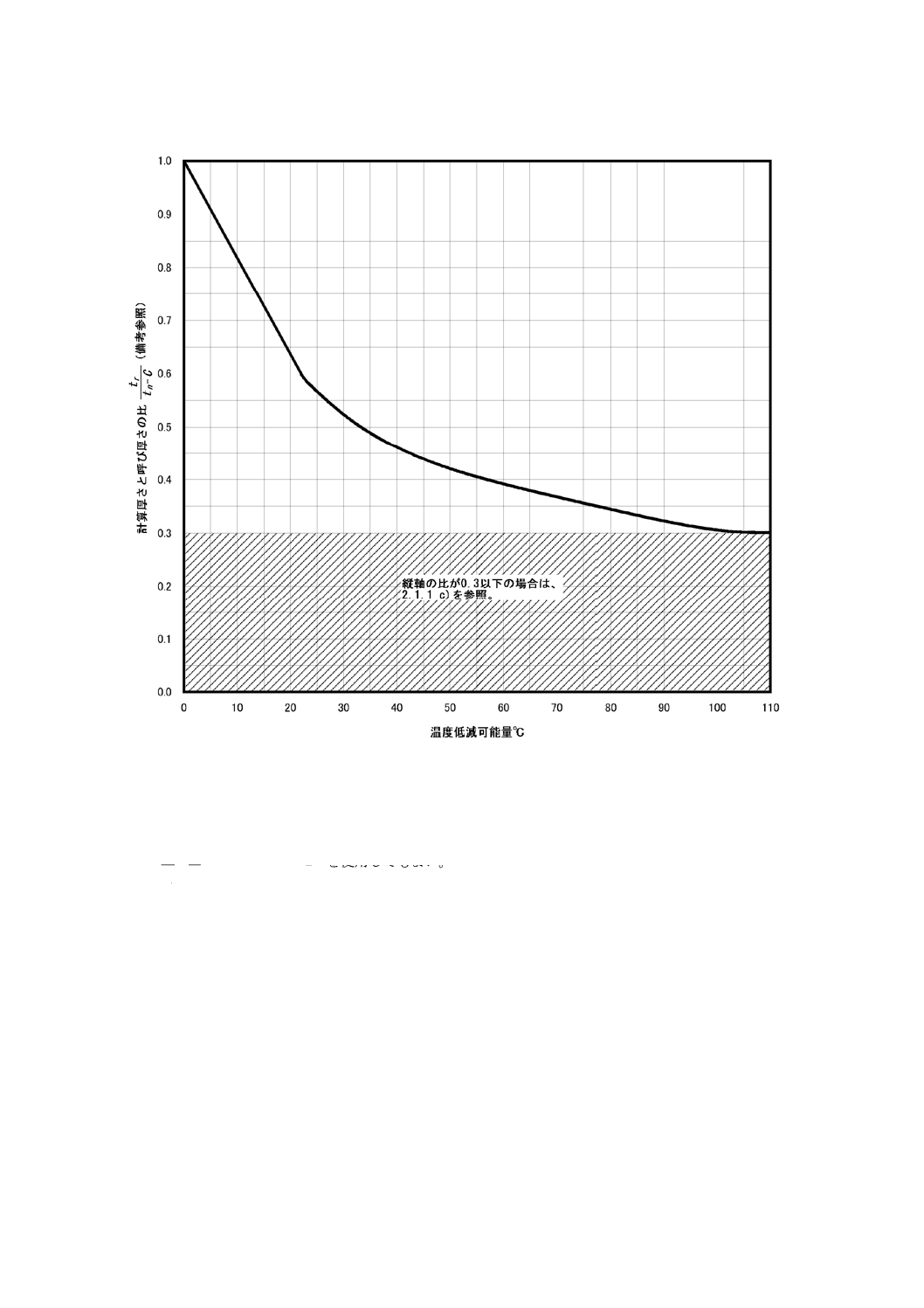
301
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 tr:腐れ代を含まない計算厚さ mm
(附属書15表1備考2. 参照)
tn:腐れ代を含む部材の呼び厚さ mm
C:腐れ代 mm
C
t
t
n
r
−
の代替値として
m
m
S
Pを使用してもよい。
Pm:一次一般膜応力,Sm:設計応力強さ
附属書15図 2 衝撃試験が免除される最低設計金属温度の低減曲線†
302
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書15表1 衝撃試験を実施せずに許容できる最低設計金属温度を決める場合の手順†
腐れ代を含む場合,含まない場合(tn及びtn-Cのいずれも)の溶接,非溶接の部材,附属
品の呼び厚さを求めるための関連する次のデータを求める。(備考1.)
すべての荷重(備考2.)及びそのときの要求される最低設計金属温度[本体5.3.5 a)及び
6.1.3 a)参照]
使用する材料
ステップ1
tn:
腐れ代を含む呼び厚さ(備考1.),mm
tr:
腐れ代を含まない計算上必要な厚さ(備考2.),mm
C:
腐れ代,mm
附属書15図1で該当する曲線
ステップ2
附属書15図1(備考3.)によって,腐れ代を含むそれぞれの支配的呼
び厚さでの,許容できる最低設計金属温度[注(1)参照]を求める。
ステップ3
比を決める:
C
t
t
n
r
−
(備考6.)
ステップ4
ステップ3の比を附属書15図2の縦軸に適用し,ステ
ップ2の最低設計金属温度の低減量を決める(備考5.)。
ステップ5
材料厚さに対する修正した許容できる最低設計金属温
度を決める。
ステップ6
すべての構成部材の支配的厚さ(備考4.)を検討し,最も高い温度を,
その構造物の許容できる最低設計金属温度[注(1)参照]として採用し,
これが,ステップ1の要求される最低設計金属温度より低いことを確認
する。
必す(須)
任意
備考1. 溶接管で厚さの下限許容差がある場合には,許容差の下限値を差し引いた厚さが,許容できる最低設計金属
温度を決めるための,腐れ代を含む場合の呼び厚さtnとする。
同様に,成形された鏡では,成形後の規定最小厚さをtnとする。
2. 最低設計金属温度での一次一般膜応力を求める本体の6.1.1にある荷重を含む荷重。
3. 附属書15図1は,最低設計金属温度で,設計応力強さと同等の一次一般膜応力が起きるとして作られたもの
とする。
4. 支配的厚さの定義は,2.1.1 b) による。
5. 最低設計金属温度の低減量が22 ℃以下の場合は低減量は(1−比)×56 ℃で表してもよい。
6. 代わりに,PmをSmで除したものを用いてもよい。
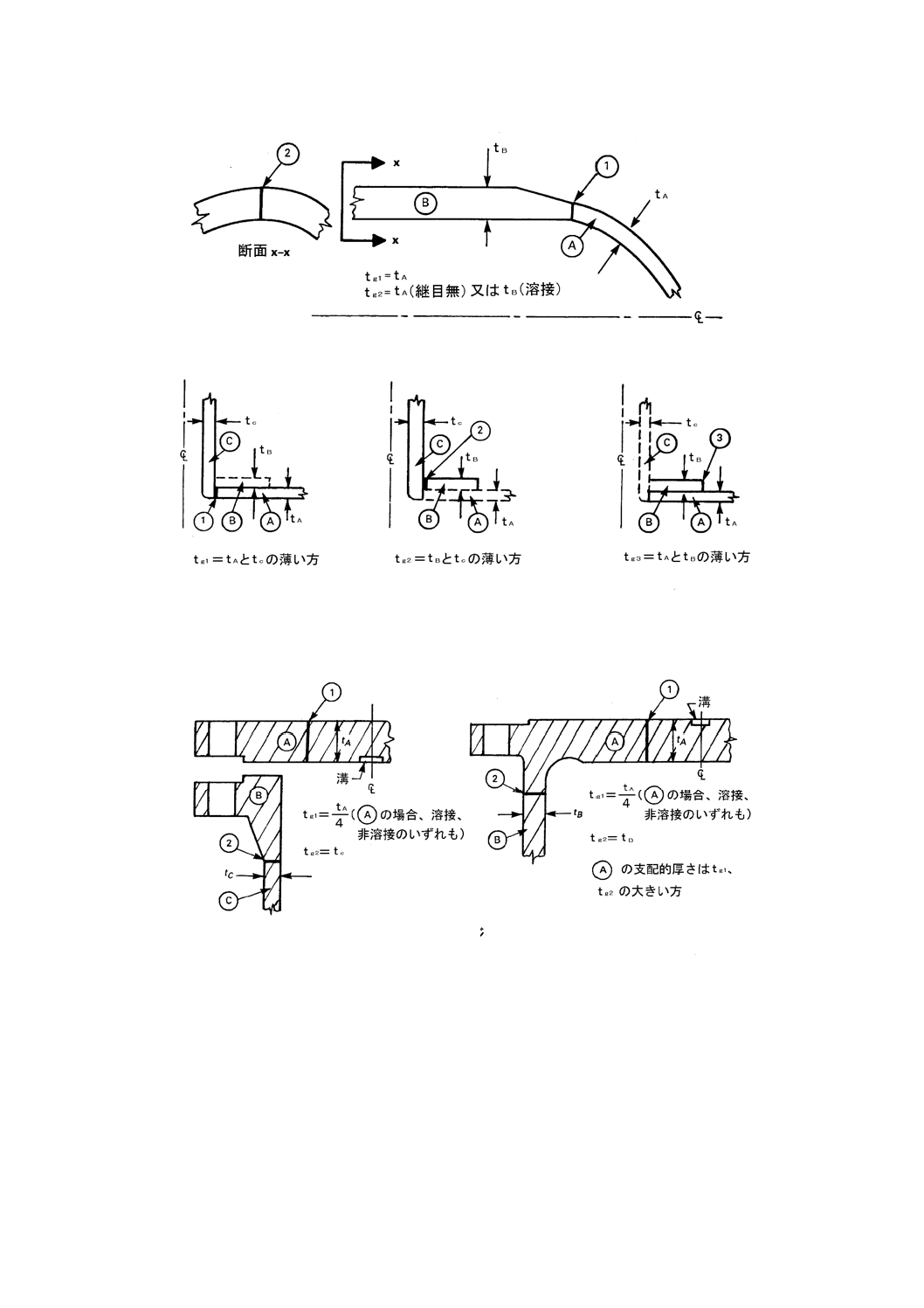
303
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 突合せ溶接の構成部品
備考 tg1,tg2及びtg3を用いて一番高い最低設計金属温度を決める。それを溶接構造物の最低設計金属温度[注(1)参照]
とする。
b) 強め材付き溶接部材
c) ボルト締め平鏡板又は管板及びフランジ d) 一体形平鏡板又は管板
附属書15図 3 代表的な容器の2.1.1 b)で定義する支配的厚さの例†
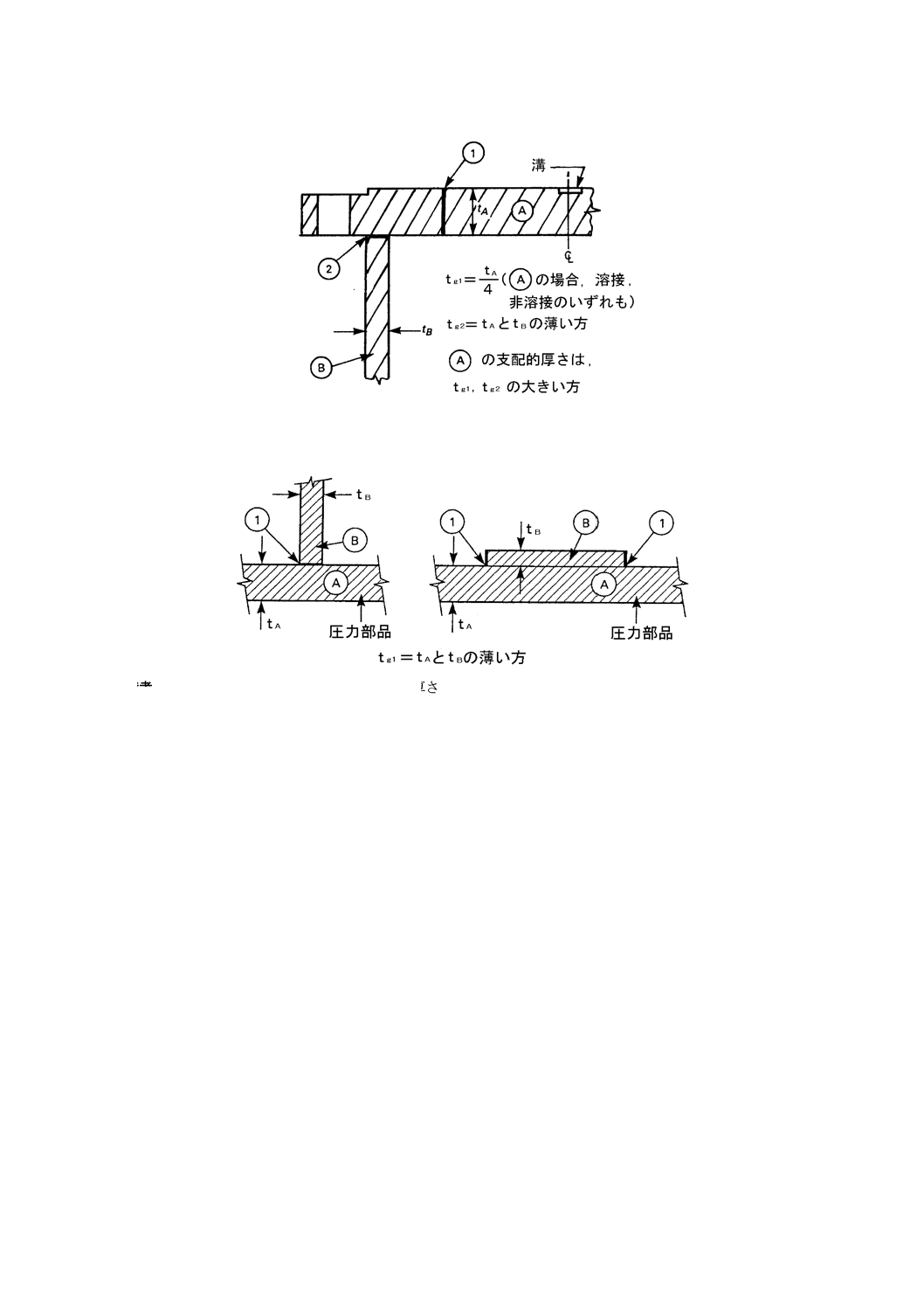
304
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 角継手をもつ平鏡板又は管板
備考 tg = 2.1.1 b)で定義する溶接継手の支配的厚さ
f) 2.1.1 b)で定義する溶接取付物
附属書15図 3 代表的な容器の2.1.1 b)で定義する支配的厚さの例†(続き)
2.1.2
衝撃試験を実施する場合
a) 衝撃試験の温度 2.1.1で衝撃試験が免除される場合を除き,材料は最低設計金属温度以下の温度で衝
撃試験を実施しなければならない。衝撃試験を実施する場合の試験要領は,次による。
b) サブサイズシャルピー衝撃試験片を使用する場合
1) 材料呼び厚さが10 mm以上の場合 材料呼び厚さが10 mm以上の場合で,シャルピー衝撃試験片
の幅が8 mm未満の場合には,衝撃試験温度は最低設計金属温度より,その試験片の幅に応じて,
附属書15表2に示す値だけ低い温度で行わなければならない。
2) 材料呼び厚さが10 mm未満の場合 材料呼び厚さが10 mm未満で,シャルピー衝撃試験片の幅が
呼び厚さの80 %未満,かつ,引張強さの規定値が655 N/mm2未満の場合には,衝撃試験温度は最
低設計金属温度より,附属書15表2に示す材料の実際の厚さに対応する減少温度とシャルピー衝
撃試験片の幅に対応する減少温度との差だけ低い温度で行わなければならない。
305
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書15表 2 衝撃試験温度低減量†
実際の材料厚さ又はシャルピー衝
撃試験片の幅 (2) mm
温度低減量
℃
10
(フルサイズ)
0
9
0
8
0
7.5
(3/4サイズ)
3
7
4
6
8
5
(1/2サイズ)
11
4
16
3
22
2.5 (3)
(1/4サイズ)
28
注(2) 中間値については,補間法による。
(3) 2.5 mm幅の試験片が採取できない場合には,衝撃
試験は行わなくてよい。
c) 衝撃試験片の数及び採り方 衝撃試験片の数及び採り方は,製品の形状に応じ,次に示す材料の衝撃
試験に関する規定による。ただし,熱処理を行った材料は,熱処理端からの試験片採取位置に関し,
本体5.3.3 c) 3)の規定に適合しなければならない。
1) 鋼板 鋼板は,JIS G 3115の10.2.1(試験一般)のb)(衝撃試験片の数)及びd)(衝撃試験片の採
取位置)の規定による。
2) 配管用鋼管 配管用鋼管は,JIS G 3460の9.5(シャルピー衝撃試験)の規定による。
3) 熱交換器用鋼管 熱交換器用鋼管は,JIS G 3464の9.5(シャルピー衝撃試験)の規定による。
4) 鍛鋼品 鍛鋼品は,JIS G 0306の4.2.2(供試材及び試験片の採り方,その数並びに試験方法)の(1.2)
(試験片の採り方)及び(1.3)(供試材及び試験片の数)の規定による。
5) 鋳鋼品 鋳鋼品は,JIS G 0307の6.2.2(サンプリング,試験片準備,機械的・化学的試験方法,そ
の他の要求事項)のb)(供試材)及びc)(機械試験)の規定による。
d) 衝撃試験片及び衝撃試験方法
1) 衝撃試験片は,JIS Z 2202に規定するVノッチ試験片とする。ただし,切り込みは,材料の厚さ方
向に入れる。
2) 衝撃試験方法は,JIS Z 2242による。
e) 衝撃試験結果 炭素鋼及び低合金鋼の衝撃試験結果は,引張強さの規定値が655 N/mm2未満の場合に
は,吸収エネルギー基準,655 N/mm2以上の場合には,横膨出基準によって判定し,それぞれ5.1及
び5.2の規定による。
f)
再試験 引張強さの規定値が655 N/mm2未満の炭素鋼及び低合金鋼の衝撃試験においてe)の判定規定
に合格しなかった場合で,次の場合は再試験できる。
1) 2個の測定値が平均規定値以上,かつ,残りの1個の測定値が平均規定値の2/3以上あるが3個の測
定値の平均値が平均規定値を満足しない場合
2) 3個の測定値の平均値は,平均規定値を満足しているが3個のうち1個だけが平均規定値を下回り,
かつ,平均規定値の2/3に達しない場合
この場合,更に3個の試験片を採取して再試験を行い,3個のそれぞれの測定値が平均規定値を
満足しなければならない。
なお,引張強さの規定値が655 N/mm2以上の炭素鋼及び低合金鋼の材料の再試験については,6.2
306
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の規定による。
g) JIS材料規格で衝撃試験が要求されている材料
1) JIS材料規格で衝撃試験が要求されている材料で次の材料は,その材料規格で要求される衝撃試験
を満足すれば,その試験温度より低くない最低設計金属温度で使用してもよい。
JIS G 3126,JIS G 3127,JIS G 3205,JIS G 3460,JIS G 3464,JIS G 5152
2) 1)の材料であっても,この規格を適用して衝撃試験を満足すれば,その試験温度を最低設計金属温
度としてもよい。
2.2
調質高張力鋼
2.2.1
衝撃試験を実施しない場合 最低設計金属温度が0 ℃以上の場合には,衝撃試験を実施しない。
2.2.2
衝撃試験を実施する場合
a) 最低設計金属温度が0 ℃未満の場合には,最低設計金属温度以下の温度で衝撃試験を実施しなければ
ならない。サブサイズシャルピー衝撃試験片を使用する場合には,材料呼び厚さが10 mm以上の場合
で,シャルピー衝撃試験片の幅が8 mm未満の場合には,衝撃試験温度は最低設計金属温度より,そ
の試験片の幅に応じて附属書15表2に示す値だけ低い温度で行わなければならない。
b) 衝撃試験片の数及び採り方,衝撃試験方法及び再試験は,それぞれ2.1.2, c), d)及び6.2による。
c) 衝撃試験の結果の判定については,5.2の規定による。
2.3
ステンレス鋼
2.3.1
衝撃試験を実施しない場合 次のa),b)又はc)を満足する場合には,衝撃試験は,行わない。
a) それぞれの材料区分ごとに,最低設計金属温度が附属書15表3に示す温度以上の場合
b) 設計応力強さ(Sm)に対し,一次一般膜応力(Pm)が0.3未満の場合
c) 厚さが2.5 mm以下のステンレス鋼
d) ただし,次の1)〜3)のいずれかに該当する場合には,21 ℃又は要求される最低設計金属温度のいずれ
か低い温度以下で衝撃試験を実施しなければならない。
1) 482 ℃と899 ℃の間で熱処理をしたオーステナイト系ステンレス鋼
2) 316 ℃と954 ℃の間で熱処理をしたオーステナイト・フェライト系ステンレス鋼
3) 427 ℃と732 ℃の間で熱処理をしたフェライト系ステンレス鋼
2.3.2
衝撃試験を実施する場合
a) 2.3.1の規定によって衝撃試験を免除される場合を除き,材料は最低設計金属温度以下の温度で衝撃試
験を実施しなければならない。サブサイズシャルピー衝撃試験片を使用する場合には,材料呼び厚さ
が10 mm以上の場合で,シャルピー衝撃試験片の幅が8 mm未満の場合には,衝撃試験温度は,最低
設計金属温度より,その試験片の幅に応じて附属書15表2に示す値だけ低い温度で行わなければなら
ない。
b) 衝撃試験片の数及び採り方,衝撃試験方法及び再試験は,それぞれ2.1.2 c), d)及び6.2による。
c) 衝撃試験の結果の判定については,5.2の規定による。
307
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書15表 3 衝撃試験が免除されるステンレス鋼の最低設計金属温度
SUS 304, SUS 304L, SUS 316
SUS 316L, SUS 321, SUS 347
左記以外のオーステナイト系
オーステナイト・フェライト系,
フェライト系,マルテンサイト系
−269 ℃
C≦0.10 %
C>0.10 %
−29 ℃
−196 ℃
−48 ℃
3. ボルト材以外の鉄鋼材料の溶接部の衝撃試験規定
3.1
炭素鋼及び低合金鋼 炭素鋼及び低合金鋼は,次による。
a) 炭素鋼及び合金鋼の衝撃試験実施の要否は,附属書15表4による。
b) 溶接部の衝撃試験を実施する場合の衝撃試験片の数及び採り方並びに衝撃試験方法については,附属
書16の2.2, 2.3, 2.4.3による。
c) 衝撃試験の結果の判定については,5.1又は5.2の規定による。
d) 吸収エネルギー基準による再試験については,2.1.2 f)による。 横膨出基準による場合には,6.2によ
る。
3.2
調質高張力鋼 調質高張力鋼は,次による。
a) 調質高張力鋼の衝撃試験実施の要否は,附属書15表5による。
b) 溶接部の衝撃試験を実施する場合の衝撃試験片の数及び採り方並びに衝撃試験方法については,附属
書16の2.2, 2.3及び2.4.3による。
c) 衝撃試験の結果の判定については,5.2の規定による。
d) 再試験については,6.2の規定による。
3.3
ステンレス鋼 ステンレス鋼は,次による。
a) ステンレス鋼の衝撃試験実施の要否は,附属書15表6による。
b) 溶接部の衝撃試験を実施する場合の衝撃試験片の数及び採り方並びに衝撃試験方法については,附属
書16の2.2, 2.3及び2.4.3による。
c) 衝撃試験の結果の判定については,5.2の規定による。
d) 再試験については,6.2の規定による。
308
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書15表 4 炭素鋼及び低合金鋼溶接部の衝撃試験
溶接施工法の衝撃試験(次のいずれかの場合実施)
衝撃試験(附属書16による)
(次のいずれかの場合免除)
溶接材料を使用する場合
溶接材料を使用しない場合
溶接部
①
②
③
母材に衝撃試験が必要な
場合
最低設計金属温度が
−29 ℃より低い場合
(a) 低温材料(4)又は
(b) 附属書15図1の曲線
C, Dの材料
ただし,溶接材料がその規
格によって−48 ℃より低
い温度で衝撃試験を実施
している場合を除く
最低設計金属温度が
−48 ℃より低い場合の低
温材料(4)
①
②
溶接部厚さが13 mmを超
える場合
溶接部厚さが8 mmを超
え,かつ,最低設計金属温
度が10 ℃より低い場合
①
②
母材の衝撃試験が免除され
ている場合で,かつ,最低設
計金属温度が−29 ℃及びそ
れより高い場合
低温材料(4)及び附属書15図
1の曲線C, Dの材料
熱影響部
①
②
③
母材に衝撃試験が必要な場合
溶接パスの厚さが13 mmを超え,かつ,最低設計金属温度
が21 ℃より低い場合
最低設計金属温度が−48 ℃より低い場合の低温材料(4)
① 母材の衝撃試験が免除され
ている場合,ただし,左記③
が適用される場合を除く。
注(4) JIS G 3127(SL5N590, SL9N520,SL9N590を除く。),JIS G 3205,JIS G 3460(STPL690を除く。),
JIS G 3464(STBL690を除く。),JIS G 5152
附属書15表 5 調質高張力鋼溶接部の衝撃試験
溶接施工法の衝撃試験
衝撃試験(附属書16による)
溶接部
実施
実施
ただし,高Ni合金溶接材料を使用し,最低設
計金属温度が−196 ℃及びそれより高い場合
は不要
熱影響部
実施
実施
附属書15表 6 ステンレス鋼溶接部の衝撃試験
溶接施工法の衝撃試験
衝撃試験(附属書16による)
溶接部
熱影響部
次のいずれかの場合に実施
①母材に衝撃試験が必要な場合
②最低設計金属温度が−196 ℃より低い場合
次のいずれかの場合に実施
①母材に衝撃試験が必要な場合又は
②最低設計金属温度が−196 ℃より低い場合
4. ボルト材の衝撃試験
4.1
応力解析を行う場合 最低設計金属温度にかかわらず,衝撃試験を実施しなければならない。その
場合の衝撃試験片の数及び採り方,衝撃試験方法及び再試験はそれぞれ2.1.2 c),d) 及びf) による。また,
吸収エネルギーは,附属書15表7による。
309
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書15表 7 ボルト材の最小吸収エネルギー値
最小吸収エネルギー値 J
3個の平均
1個の最小
40
34
4.2
応力解析を行わない場合 最低設計金属温度が附属書15表8に示す温度より低い場合には,最低設
計金属温度以下で衝撃試験を実施しなければならない。その場合の衝撃試験片の数及び採り方,衝撃試験
方法及び再試験は,それぞれ2.1.2 c),d)及びf)による。また,吸収エネルギーは,附属書15表7による。
附属書15表 8 衝撃試験が免除される最低設計金属温度
材料
区分
JIS G 3101
(SS400, SS490,
SS540)
JIS G 4051
(S25C, S35C,
S45C)
JIS G 4107
(SNB5, SNB16)
JIS G 4107
(SNB7)
JIS G 4108
(SNB23, SNB24)
JIS G 4303
(SUS304,SUS316,
SUS321, SUS347)
温度
0 ℃
0 ℃
−29 ℃
−49 ℃
−12 ℃
−269 ℃
5. 衝撃試験結果の判定
5.1
シャルピー吸収エネルギー 材料の引張強さの規定値が655 N/mm2より低い炭素鋼及び合金鋼の衝
撃試験により得られた吸収エネルギーは,材料又は溶接部の最大呼び厚さ及び材料強度に応じて,附属書
15図4に示す最小吸収エネルギー値以上でなければならない。ただし,サブサイズのシャルピー衝撃試験
片を使用した場合には,フルサイズの試験片の幅に対する実際の試験片の切欠きに沿った幅の比を乗じた
値を必要最小吸収エネルギーとする。
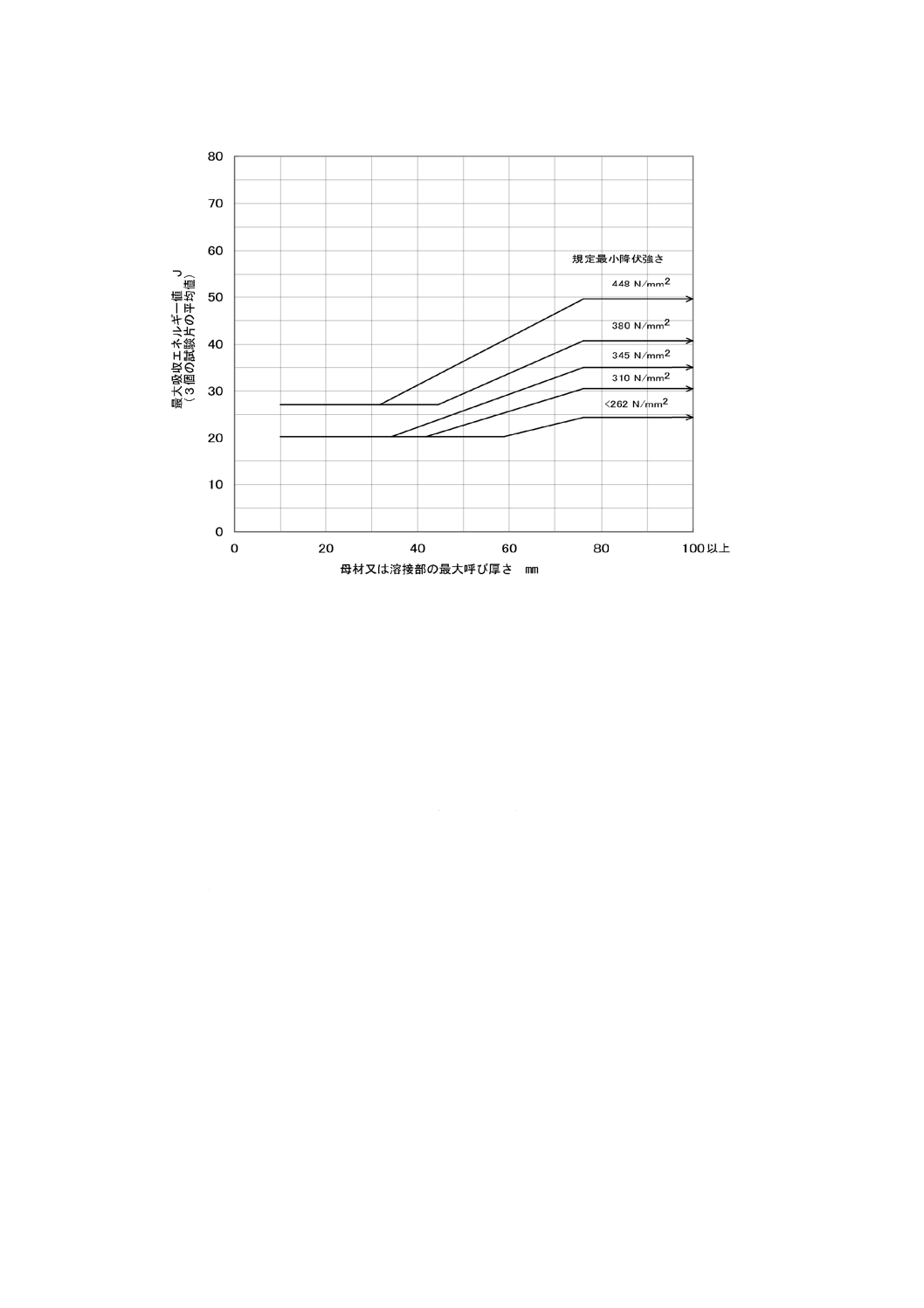
310
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 図中に示される降伏強さの値の間は,補間法を用いてもよい。
2. 1個の試験片の最小吸収エネルギ−値は,3個の試験片に要求される平均吸収エネルギー値(平均規
定値)の2/3を下回ってはならない。
なお,試験片3個のうち2個以上の測定値は平均規定値を満足するものとする。ただし,再試験
については2.1.2 f)による。
3. 図の最小吸収エネルギ−値は,フルサイズの試験片に対する要求値を示す。
附属書15図4 炭素鋼及び低合金鋼のシャルピー衝撃試験最小吸収エネルギー値†
5.2
横膨出 5.1に規定する材料以外の鉄鋼材料に対する衝撃試験の結果は,次に示す横膨出(JIS G 0202
鉄鋼用語参照)によって判定する。
a) 材料の引張強さの規定値が655 N/mm2以上の炭素鋼及び合金鋼又は調質高張力鋼の衝撃試験において,
すべての試験片サイズに対して得られた切欠きの反対側の横膨出量は,附属書15図5に示す最小値
以上でなければならない。
b) ステンレス鋼については,次による。
1) 最低設計金属温度が−196 ℃及びそれより高いステンレス鋼の切欠きの反対側の横膨出量は,0.38
mm以上とする。
2) 最低設計金属温度が−196 ℃より低いステンレス鋼に対しては,試験温度は−196 ℃で行い,切欠
きの反対側の横膨出量は,0.46 mm以上とする。
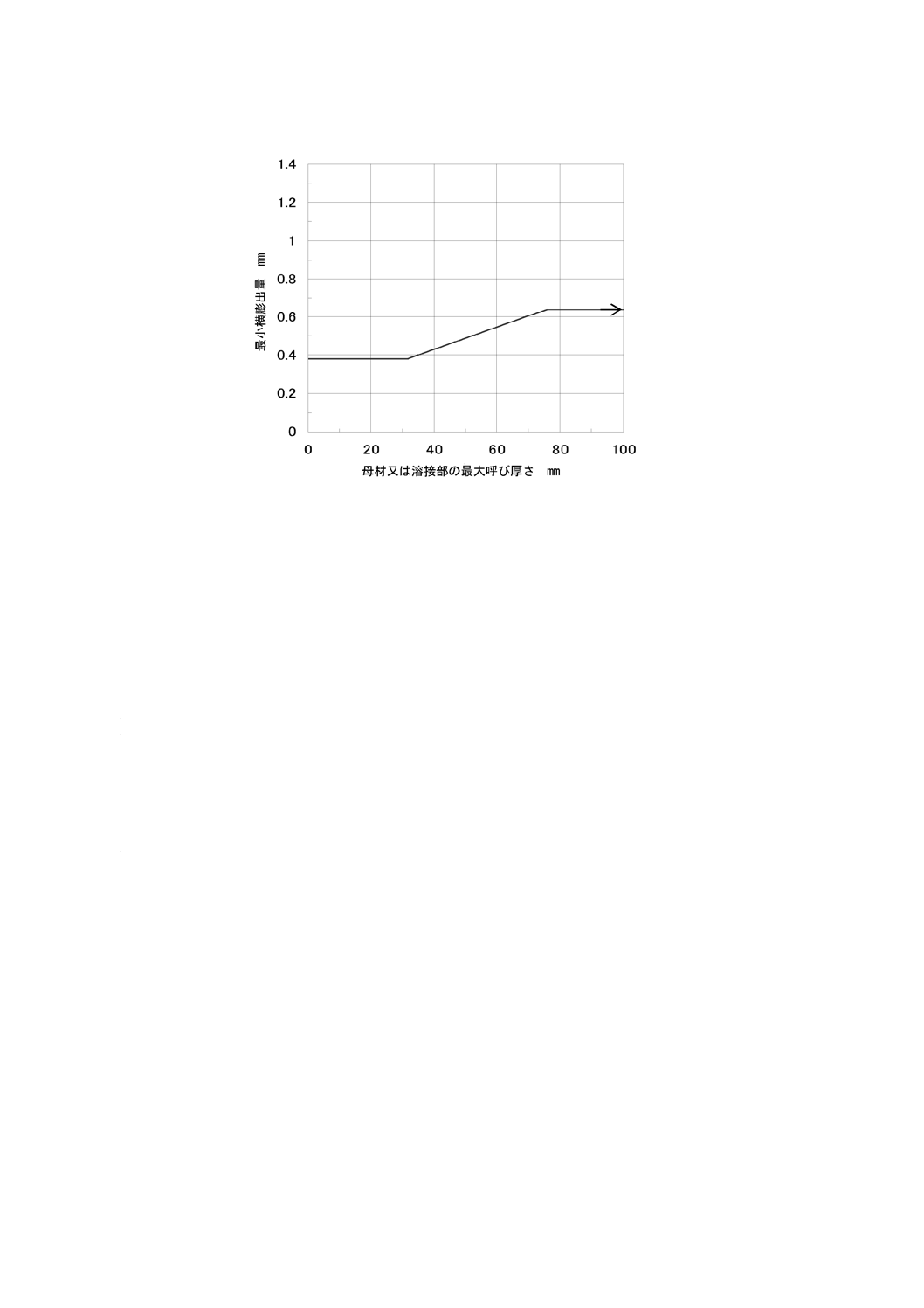
311
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書15図5 炭素鋼,低合金鋼及び調質高張力鋼のシャルピー衝撃試験最小横膨出量†
6. 再試験
6.1
吸収エネルギー基準の場合 吸収エネルギーに対する衝撃試験の結果が規定値を得られなかった場
合には,母材については2.1.2 f),また溶接部については3.1 d) によって再試験してもよい。
6.2
横膨出基準の場合 横膨出に対する衝撃試験の結果が規定値を得られなかった場合には,次によっ
て再試験してもよい。
a) 3個の試験片の平均値が規定値以上で,結果が次の場合であれば再試験してもよい。
1) 材料の引張強さの規定値が655 N/mm2以上の炭素鋼及び合金鋼又は調質高張力鋼に対して,3個の
試験片のうちの1個の横膨出量の測定値が附属書15図5に示される規定値より小さい場合。ただ
し,調質高張力鋼については,規定値の2/3以上なければならない。
2) 最低金属温度が−196 ℃及びそれより高いステンレス鋼に対して,3個の試験片のうちの1個の横
膨出量の測定値が0.38 mmより小さく,0.25 mm以上の場合。
3) 最低金属温度が−196 ℃より低いステンレス鋼に対して,3個の試験片のうちの1個の横膨出量の
測定値が0.46 mmより小さく,0.38 mm以上ある場合。
b) 再試験は3個の追加の試験片を作製し,それぞれの試験片の横膨出量の測定値は,5.2に示す規定値以
上でなければならない。
c) 再試験において規定値を得られなかった場合,又は最初の衝撃試験の結果が再試験を許可しなかった
場合において,熱処理によって特性が高められる材料については再熱処理を行い,再試験を行っても
よい。この場合,再熱処理後3個の試験片を作製し,それぞれの試験片の横膨出量の測定値は,5.2
に示す規定値以上でなければならない。
6.3
再試験の要求 欠陥のある試験片によって試験結果に誤りが生じた場合,又は試験方法に不確定な
要素がある場合には,再試験してもよい。
312
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書16(規定)圧力容器の溶接継手の機械試験
1. 適用範囲 この附属書は,圧力容器の溶接継手の機械試験について適用する。
2. 溶接継手の機械試験
2.1
試験板の作製 試験板の作製は,次による。
a) 試験板は,胴と同一の種類,同一の厚さの材料で作る。胴の各部の厚さが異なるときは,その溶接継
手の最も厚い胴の厚さとする。
b) 圧力容器の分類A継手の溶接を行う場合には,溶接条件が異なるごとに1個の試験板を作る。この試
験板は,胴端に取り付け,かつ,溶接線が胴の長手継手と一直線上にあるようにして胴の長手継手と
同時に溶接を行う(附属書16図1参照)。
c) 圧力容器の分類B継手などの溶接を行う場合には,溶接条件が異なるごとに1個の試験板を作る。た
だし,b)の試験板がこれと同一条件で溶接される場合には,この試験板を省略してもよい。この試験
板は,胴などと同一の種類と厚さの材料を別に準備して,これらの溶接に引き続いて,同一条件によ
って溶接を行う。
d) 試験板は,溶接によって反りを生じないようにしなければならない。溶接によって反りを生じた場合
には,整形する。ただし,本体に溶接後熱処理を行う場合には,溶接後熱処理前に整形する。
e) 試験板は,本体の溶接部と同一の熱処理を行う。ただし,同等な熱処理効果があると認められる方法
によって,熱処理を行ってもよい。
2.2
機械試験の種類及び数 試験板について行う機械試験の種類及びその試験片の数は,附属書16表1
による。
附属書16表 1 機械試験の種類及び数
機械試験の種類
数
継手引張試験
1
曲げ試験(1)
厚さ19 mm未満のとき 表曲げ試験
1
裏曲げ試験
1
厚さ19 mm以上のとき 側曲げ試験
1
裏曲げ試験(2)
1
衝撃試験(3)
溶接金属
3(4)
熱影響部
3(5)
注(1) 母材どうし又は母材と溶接金属の曲げ性能が著しく異な
るときは,厚さに関係なく,縦表曲げ試験及び縦裏曲げ
試験各1個としてもよい。
(2) 両側突合せ溶接においては,表曲げ試験としてもよい
(3) 衝撃試験は,附属書15の規定によって必要な場合行う。
(4) 母材厚さが38 mmを超える場合には,追加の試験片3個
を試験片の面が母材表面から1.6 mm以内にあるように
採取する。
(5) 異なる母材を用いる場合には,各々の母材の熱影響部か
ら3個ずつとする(2.4.3参照)。
2.3
機械試験片の採取要領 機械試験片は,試験板から附属書16図1によって採取する。
なお,衝撃試験片の採取要領は,附属書16図2による。
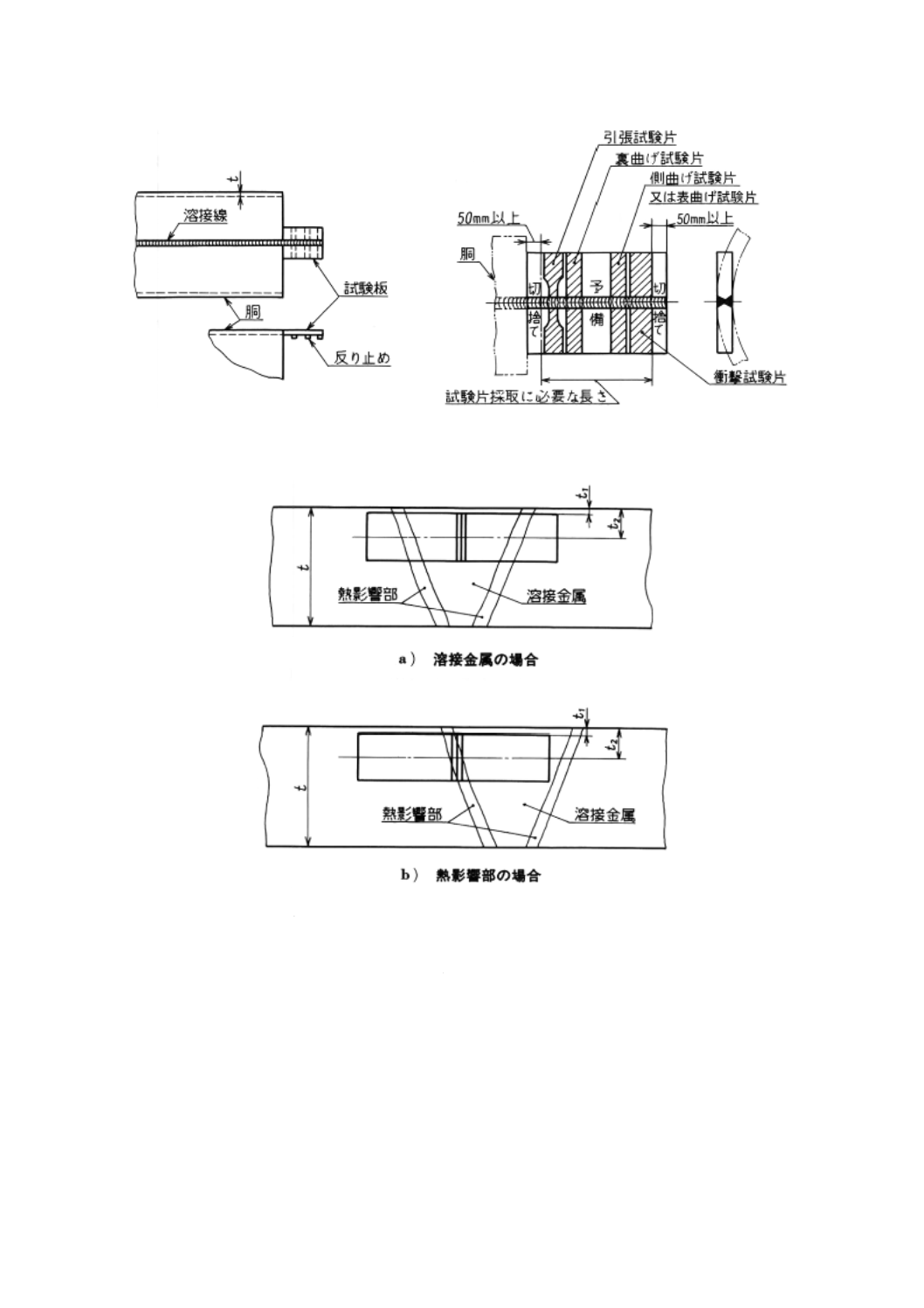
313
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書16図 1 機械試験片の採取要領の例
備考1. 図中の記号の意味は,次による。
t :母材の厚さ
t1:母材表面と試験片表面との距離は,1 mm以上とする。ただ
し,サブサイズの試験片の場合には,この限りではない。
t2:母材表面と試験片の軸との距離は,0.25tとする。もし,試
験片の軸がこの位置にとれないときは,0.25〜0.5tの範囲の
適切な位置にとる。
2. 熱影響部の試験片のノッチの位置は,熱影響部の幅の中心にな
るように決定する。
附属書16図 2 衝撃試験片の採取要領
2.4
機械試験方法
2.4.1
継手引張試験 継手引張試験は,次による。
314
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験片の形状・寸法 試験片の形状及び寸法は,JIS Z 3121の3.(試験片)による。
b) 試験方法 継手引張試験の方法は,JIS Z 3121による。ただし,試験機の能力が不足で,試験片の板
の厚さのままでは試験ができない場合には,薄のこぎりでこれを所要の厚さに分けて試験してもよい。
この場合は,切り分けた試験片の全部について継手引張試験を行う。
2.4.2
曲げ試験 曲げ試験は,次による。
a) 試験片の形状・寸法 曲げ試験片の形状及び寸法は,JIS Z 3122の4.(試験片)による。
b) 試験方法 曲げ試験の方法は,JIS Z 3122による型曲げ試験方法又はローラ曲げ試験方法のいずれで
もよい。ただし,材料の種類に応じて曲げ半径を,附属書16表2による。
附属書16表 2 曲げ試験の曲げ半径
単位mm
母材の区分
曲げ半径
P-1,P-3,P-4,P-5,P-6,P-7,P-8A,P-8B,P-9A,P-9B,
P-21,P-22,P-31,P-32,P-34,P-42,P-43,P-45
20 (2t)
P-11A,P-11B,P-25(6)
33 (
t
3
10)
P-51
40 (4t)
P-27(6),P-52,P-61(7),P-62(7)
50 (5t)
P-23(6),P-2X(8),P-35
80 (8t)
注(6) 異材溶接の場合を含む。
(7) P-61はジルコニウム,P-62はジルコニウム合金を示す。
(8) JIS B 8285の付表3(溶接ワイヤ及び溶加材の区分)に示すY-23の
溶接材料を用いて溶接するP-21,P-22,P-25及びP-27の材料を示
す。
備考1. 曲げ半径における( )内は,試験片の厚さ (t) が10 mm未満の
場合に適用する。
2. 曲げ半径が5t以上の場合には,試験片の厚さを薄くしてもよい。
ただし,下限値は3.2 mmとする。
3. 母材の区分のP番号は,JIS B 8285付表1による。
4. 母材の区分が指定されない場合及び曲げ半径2tの区分で,母材若
しくは溶接材料の伸びの規定値が20 %未満の場合には,次の式
によって曲げ半径を求めてもよい。
(
)
ε
ε
4
200−
t
R=
ここに,R:曲げ半径 (mm)
t:試験片の厚さ (mm)
ε:伸びの規定値 (%)
2.4.3
衝撃試験 衝撃試験は,次による。
a) 試験片の形状・寸法 衝撃試験片の形状及び寸法は,JIS Z 2202に規定するVノッチ試験片とし,試
験方法は,JIS Z 2242による。熱影響部の衝撃試験において,組み合わせる母材の区分及びグループ
番号が異なるときは,それぞれの母材の熱影響部から各3個の試験片を採取しなければならない。母
材の厚さが薄く,標準の試験片が採取できないときは,附属書15表2によるサブサイズの試験片とす
る。
b) 衝撃試験温度 衝撃試験温度は,本体5.3.5及び附属書15による。
315
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 試験結果の記録 試験結果は,次の事項を記録する。
a) 圧力容器の名称
b) 試験実施日付,場所及び実施者名
c) 試験片の材料,種類及びその熱処理履歴
d) 各種機械試験結果
e) その他必要な事項
316
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書17(規定)圧力容器の耐圧試験及び漏れ試験
1. 適用範囲 この附属書は,耐圧試験及び漏れ試験の方法について規定する。
2. 耐圧試験
2.1
耐圧試験の適用 耐圧試験は,水圧試験によることを原則とする。ただし,水圧試験が適切でない
場合に限り,ほかの種類の流体を用いる耐圧試験によってもよい。ほかの種類の流体を用いる耐圧試験を
適用してよい条件を,次に示す。
a) 水以外の液体による耐圧試験を適用してよい場合(以下,液圧試験という。)
1) 使用する液体が,耐圧試験温度において沸点以下である場合。
2) 可燃性液体であっても,その引火点が40 ℃よりも高い場合。ただし,常温付近で試験する場合に
限る。
b) 気圧試験を適用してよい場合
1) 水の存在が当該圧力容器の使用上許されない場合。
2) 水圧試験後の水抜きが完全にできない場合。
3) 水を満たすと当該圧力容器,その支持構造などに不当な荷重,変形又は応力が発生するおそれがあ
るもので,その対策が実用的でないとき。
4) 水の入手が量的に著しく困難なとき。
5) 適切な水質の水が入手困難なとき(オーステナイト系ステンレス鋼の場合の塩素イオン濃度など。)。
c) 気液併用耐圧試験を適用してよい場合
1) 大形の塔などで部分的に水頭圧のかかる圧力容器で,かつ,b) 3) に該当するとき。
2) b) 3) の場合で,蓄積エネルギーの減少を図るため,当該圧力容器,支持構造物などの耐圧試験時の
応力から許される範囲内で液体を併用するとき。
3) 気体と液体とを貯蔵する圧力容器などで,液圧試験を行うとb) 3) に該当し,かつ,気圧試験を行
うと底部の試験時応力を十分高めるために頂部に過大な圧力がかかるとき。
2.2
耐圧試験の方法
2.2.1
耐圧試験前の確認事項 耐圧試験前の確認事項は,次による。
a) 構造の実態に応じた耐圧試験方法による耐圧試験要領書を作成し,これに従って試験を行う。
b) 耐圧試験前に溶接継手にかかる必要な検査が,完了していること。
c) 耐圧試験の際に内部に蓄積されるエネルギー及び物質の量に応じ,十分に安全対策を考慮する。
2.2.2
耐圧試験圧力 耐圧試験圧力は,本体の11.6に規定する圧力とする。
2.2.3
耐圧試験温度 耐圧試験に使用する流体の温度は,次による。
a) 水圧試験を寒冷時に行う場合には,凍結しない水温とする。
b) 流体の温度は,耐圧試験の際にぜい性破壊を起こすおそれがない温度とし,本体の5.3.5及び11.6.1 a)
の規定による。
2.2.4
圧力の測定 圧力の測定は、次による。
a) 圧力計 耐圧試験に使用する圧力計は,JIS B 7505に規定する1.5級以上又はこれと同等以上の精度
をもつもの(超高圧に対するピエゾ電気圧力計,マンガニン線抵抗圧力計などを含む。)であって,目
盛盤の径は100 mm以上,圧力計の最大指度は,試験圧力の1.5〜3倍のものとする。
317
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 測定方法 耐圧試験圧力は,試験時の圧力容器の頂部における圧力とし,校正済の2個以上の圧力計
を用いて試験圧力を測定し,その記録(写真撮影を含む。)をとる。
2.2.5
耐圧試験の実施方法 耐圧試験の実施方法は,次による。
a) 昇圧の方法
1) 昇圧は,加圧流体の温度と圧力容器の温度(壁温)とがほぼ等しくなってから,開始する。
2) 水(液)圧試験の場合は,空気を排除しながら満水(液)にし,残存空気のないことを確認する。
3) 気圧試験又は気液併用耐圧試験の場合には,耐圧試験圧力の50 %の圧力まで徐々に昇圧し,異状
がないことを確認する。その後は耐圧試験圧力の10 %ずつ徐々に昇圧し,その都度,安全な位置
から異状の有無を監視しながら耐圧試験圧力に達するまで昇圧する。
b) 圧力の保持 耐圧試験圧力まで昇圧した後,圧力が安定してから最低10分間保持し,その後,局部的
な膨らみ,伸びなどの異状の有無を確認する。
この際,異状の確認は安全な方法による。
c) 異状が発見された場合の処置 試験中に異状の兆候を認めた場合には,直ちに降圧し,異状を修正の
上,試験をやり直す。
d) 降圧及び排水 耐圧試験終了後,圧力の放出及び排水を行う。
水(液)圧試験及び気液併用耐圧試験の場合の排水は,負圧が発生しないよう注意する。気圧試験
及び気液併用耐圧試験の場合の降圧は,著しい音が発生しないよう徐々に行う。試験気体を大気に放
出する際,バルブ,配管などに過冷却を生じない降圧速度に制御する。
2.2.6
耐圧試験後の確認事項 耐圧試験終了後(降圧後),目視によって異状の有無を検査する。
3. 漏れ試験
3.1
漏れ試験の種類 漏れ試験の種類は,液体漏れ試験,気密試験及び気体漏れ試験とする。
この場合,製品の構造に応じた漏れ試験実施要領書を作成し,これに従って試験を行う。
3.2
液体漏れ試験 耐圧試験に引き続き漏れ試験を行うときは,耐圧試験圧力から徐々に降圧し,液体
漏れ試験の圧力とする。この場合,結露を生じないよう外壁温度が外気の露点以上のときに行う。漏れ試
験の圧力は,本体の11.7 a) に規定する圧力とする。また,試験は漏れ試験の圧力に達し10分間以上その
圧力を保持した後,漏れを目視で検査する。
なお,漏れ試験前に水(液)圧試験が行われる場合には,当該試験の際に漏れの形跡も併せて検査する。
3.3
気密試験
3.3.1
気密試験前の確認事項 気密試験前の確認事項は,次による。
a) 試験部の表面に漏れの検査に影響のある油,グリース,ペンキなどがなく乾燥している。
b) 気密試験に使用する気体は,乾燥した清浄な空気その他の危険性のない気体とする。
3.3.2
気密試験圧力
a) 気密試験の圧力は,本体の11.7 b)に規定する圧力とする。
b) 気密試験を行う場合には,試験圧力の1/2程度の圧力まで徐々に昇圧して異状のないことを確認し,
その後は徐々に昇圧して,その都度,異状の有無を確認しながら試験圧力に達するまで昇圧する。
c) 圧力の測定は,2.2.4を準用する。
d) 気密試験圧力は,所定の圧力に達し,10分間以上保持した後,漏れの検査を行う。
3.3.3
気密試験温度 気密試験の温度は,2.2.3に定める温度を準用する。
318
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3.4
漏れの検知方法 気密試験圧力を保持して,発泡剤を用いるなどの方法で気体の漏れを目視で検査
する。
3.4
気体漏れ試験 漏れ試験のうち,特に必要な場合には,気体漏れ試験を行う。
気体漏れ試験には,次のような例がある。
a) 真空発泡試験 真空箱を用いて,圧力容器の溶接継手並びにその他の継手部の漏れの有無及び漏れ位
置を検出する試験。
b) ハロゲンリーク試験 ハロゲン属気体をサーチガスとして使用し,検出器を用いて圧力容器の漏れの
有無,漏れ位置の検出又は漏れ量を検出する試験。
c) ヘリウムリーク試験 ヘリウムガスをサーチガスとして使用し,検出器を用いて圧力容器の漏れの有
無,漏れ位置の検出又は漏れ量を検出する試験。
d) アンモニアリーク試験 アンモニアガスを含む空気で加圧し,外面の試薬の変色又は検知器を用いて
漏れを検知する試験(真空箱を用いる検知方法を含む。)。
e) 加圧(真空)放置試験 圧力容器を空気その他危険のないガスで加圧(真空)し,一定時間後の圧力
変化を測定し漏えい量を算出する試験。
なお,空気以外のガスを使用又は混入した場合には,ガスの種類に応じた対策を講じる。
3.5
漏れが発見された場合の処置 試験中に漏れが発見された場合には,漏れた箇所を点検し,その度
合に応じて適切な処置を行って漏れを修復し,漏れ試験をやり直す。
3.6
漏れ試験後の処置
a) 漏れ試験が終了した際には,圧力容器の内外面及び結合部を清浄にし,適切な腐食防止の処置を講じ
る。
備考 腐食防止の処置とは,塗装,油抜き,乾燥気体の封入などをいう。
b) 耐圧試験又は漏れ試験のためにあけた開口部は,漏れ試験後に確実に閉そくする。
4. 記録 耐圧試験及び漏れ試験の結果について,次の事項を記録する。
a) 圧力容器の名称(工事名)
b) 試験実施日及び実施者名
c) 試験の種類
d) 試験の要領
e) 試験の温度
f)
試験の圧力
g) 試験の判定者
h) その他の特記事項(複合容器の共通部材,制限差圧など)
備考 気体漏れ試験を行った場合には,試験データ,試験用検出器の型式,標準リーク試験用ガス,
ガス濃度などを併記する。
319
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書18(参考)予熱
1. 趣旨 この附属書は,本体9.1.10の規定に記載のとおり,予熱に関する一般的な指針を参考に記述し
たもので規定の一部ではない。予熱は,JIS B 8285の中の一つの確認事項となっている。確認事項とする
理由は,
a) 溶接部の割れ防止
b) 機械的性質(延性,じん性など)の改善
c) 溶接による収縮変形の減少
d) 溶接部の残留応力の低減
などを図るためである。
予熱の要否及び予熱温度は,母材の種類,母材の厚さ,溶接条件,継手の拘束度,溶接金属の含有
水素量,溶接金属の高温における性質などの要因を考慮して決められる。予熱温度を決めるための試
験として,JIS Z 3115,JIS Z 3158,JIS Z 3159などがある。また,溶接性を判定する方法として,次
の式に示す材料の炭素当量 (Ceq) から推定する方法と,高張力鋼の低温割れに対して溶接割れ感受性
組成 (Pcm) から予熱温度を推定する方法とがある。
Ceq = C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14 (%)
Pcm = C+Mn/20+Si/30+Ni/60+Cr/20+Mo/15+V/10+Cu/20+5B (%)
Pc = Pcm+
60
600
H
t+
(%)
T = 1 440Pc−392 (℃)
ここに,
t: 板の厚さ (mm)
H: 溶着金属100 g中の拡散性水素量 (ml/100 g)
T: 割れ停止予熱温度 (℃)
2. 一般的指針としての予熱温度
2.1
一般
a) 2.2に一般的な指針として示す予熱温度は,それらを用いれば溶接が完全なものになるということでは
ない。また,同じP番号及びグループ番号の中の材料でも,個々の材料によって2.2に示す一般条件
よりももっと制限されるか,逆に緩やかな条件の予熱になるものがある。
b) 溶接による熱は,溶接開始後において予熱を保持するのに役立つかもしれないこと,また,検査の目
的のためには温度チェックを溶接部の近傍で行うことができることから,予熱の方法と範囲について
は,特に指定しない。
c) 異なるP番号の二つの材料を溶接する場合には,一般に溶接施工要領書にある予熱温度のうちの高い
ほうのものを適用する。
2.2 母材の区分による一般的指針としての予熱温度 母材の区分による一般的指針としての予熱温度は,
次による。
a) P番号1グループ番号1,2及び3の材料の予熱温度
320
B 8266:2003 すみ肉溶接継手
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 材料の規格炭素量の最大値が0.30 %を超え,かつ,継手の厚さが25 mmを超えるものは,80 ℃。
これは断熱材用のクリップ,容器内の部品,取付物及びその他内圧による荷重を伝えない部品の取
付けに用いる13 mm以下のすみ肉溶接には適用しない。
2) このP番号で1) 以外の材料はすべて,10 ℃。
b) P番号3グループ番号1,2及び3の材料の予熱温度
1) 材料の規格最小引張強さが480 N/mm2 を超えるか,又は継手の厚さが16 mmを超えるものは,80 ℃。
2) このP番号で1) 以外の材料はすべて,10 ℃。
c) P番号4グループ番号1及び2の材料の予熱温度
1) 材料の規格最小引張強さが410 N/mm2 を超えるか,又は継手の厚さが13 mmを超えるものは,
120 ℃。
2) このP番号で1) 以外の材料はすべて,10 ℃。
d) P番号5グループ番号1及び2の材料の予熱温度
1) 材料の規格最小引張強さが410 N/mm2 を超えるか,又は材料の規格クロム量の最小値が6.0 %を超
え,かつ,継手の厚さが13 mmを超えるものは,200 ℃。
2) このP番号で1) 以外の材料はすべて,150 ℃。
e) P番号6の材料の予熱温度 P番号6の材料はすべて,200 ℃。
f)
P番号7,P番号8A及び8Bの材料の予熱温度 P番号7,P番号8A及び8Bの材料はすべて予熱不
要。
g) P番号9A及び9Bの材料の予熱温度 P番号9A,9Bの材料は,すべて150 ℃。
h) P番号11A及び11Bの材料の予熱温度
1) P番号11Aの9 %ニッケル鋼については,予熱を行っても行わなくてもよい(1)。
2) P番号11Bの材料は,P番号3の材料と同じ(1)。
注(1) 熱処理材の機械的性質に悪影響を及ぼさないように,各板厚に対して層間温度を制限するよう
に考慮しなければならない。
i)
P番号21〜27,P番号31〜35,P番号41〜45,P番号51,52及びP番号61,62の材料の予熱温度 P
番号21〜27,P番号31〜35,P番号41〜45,P番号51,52及びP番号61,62の材料はすべて予熱は
不要。