B 8248-1:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
1.1 適用する圧力容器 ·········································································································· 1
1.2 多層容器の範囲 ············································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 材料······························································································································· 3
4.1 一般 ···························································································································· 3
4.2 鉄鋼材料 ······················································································································ 3
4.3 材料の許容応力 ············································································································· 4
4.4 材料の機械試験 ············································································································· 5
4.5 材料の諸特性 ················································································································ 5
5 設計······························································································································· 5
5.1 一般 ···························································································································· 5
5.2 胴及び鏡板 ··················································································································· 5
5.3 ふた板 ························································································································· 7
5.4 ボルト締めフランジ ······································································································· 7
5.5 穴 ······························································································································· 7
5.6 管台及び管の溶接 ·········································································································· 7
5.7 管板 ···························································································································· 9
5.8 ステーによって支える平鏡板 ··························································································· 9
5.9 伸縮継手 ······················································································································ 9
5.10 支持構造物及び非耐圧部材 ···························································································· 10
5.11 ジャケット ················································································································· 10
6 溶接······························································································································ 10
6.1 一般 ··························································································································· 10
6.2 溶接継手効率 ··············································································································· 22
6.3 突合せ溶接 ·················································································································· 22
6.4 プラグ溶接 ·················································································································· 23
6.5 円筒胴と管板又は平鏡板の溶接 ······················································································· 23
6.6 溶接後熱処理 ··············································································································· 23
6.7 溶接士 ························································································································ 23
7 製作······························································································································ 23
7.1 一般 ··························································································································· 23
7.2 胴の直径法真円度 ········································································································· 23
7.3 鏡板の製作公差 ············································································································ 23
B 8248-1:2015 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
7.4 胴及び鏡板の成形加工 ··································································································· 23
7.5 層成胴の層間の密着度 ··································································································· 23
7.6 ベントホール ··············································································································· 24
7.7 ステーの取付け ············································································································ 25
8 試験及び検査 ·················································································································· 25
8.1 突合せ溶接継手の機械試験 ····························································································· 25
8.2 溶接継手の非破壊試験 ··································································································· 26
8.3 非破壊試験の方法及び結果の判定····················································································· 30
8.4 非破壊試験の再試験 ······································································································ 30
8.5 耐圧試験 ····················································································································· 30
8.6 漏れ試験 ····················································································································· 30
8.7 最終検査 ····················································································································· 30
9 安全装置························································································································ 30
9.1 一般 ··························································································································· 30
9.2 計装設備 ····················································································································· 30
10 表示及び適合性評価 ······································································································· 30
10.1 表示 ·························································································································· 30
10.2 適合性評価 ················································································································· 30
B 8248-1:2015
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本高圧力技術協会(HPI)及
び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出が
あり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,
JIS B 8248:1994は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 8248の規格群には,次に示す部編成がある。
JIS B 8248-1 第1部:一般規格
JIS B 8248-2 第2部:特定規格
この規格の一部の図の題名の後に † マークの付いているものは,アメリカ機械学会(The American
Society of Mechanical Engineers)によるアメリカ機械学会ボイラ圧力容器規格(ASME Boiler and Pressure
Vessel Code © 2011)から引用した資料であり,同学会Code & Standards Departmentの文書による承諾を得
ている。ASMEから事前に文書による承諾を得ない限り,これら資料を翻訳又は複製してはならない。
“The figures and tables marked with † in this standard, were adapted from the ASME Boiler and Pressure Vessel
Code 2011 © by The American Society of Mechanical Engineers with the written consent of the ASME Code &
Standards Department. No additional translation or reproduction may be made of these materials without the prior
written consent of ASME.”
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8248-1:2015
円筒形多層圧力容器−第1部:一般規格
Cylindrical layered pressure vessels-Part 1: General standards
1
適用範囲
1.1
適用する圧力容器
この規格は,JIS B 8267:2015を基本要求事項とし,円筒形層成胴をもち,設計圧力が30 MPa未満で,
大気圧を超える内圧を保持する円筒形多層圧力容器又は外圧を保持する円筒形多層容器(以下,多層容器
という。)について規定する。
なお,多層容器には,層成部の製造方法によって異なる(3.1参照)。ただし,多層容器は,次のa) 及
びb) の圧力容器には適用しない。
a) 原子力関係の圧力容器
b) 直火を受ける圧力容器
1.2
多層容器の範囲
多層容器の範囲は,JIS B 8267:2015の1.2による。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格で,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)には
適用しない。
JIS B 0190:2010 圧力容器の構造に関する共通用語
JIS B 8267:2015 圧力容器の設計
JIS B 8279:2003 圧力容器のジャケット
JIS B 8285:2010 圧力容器の溶接施工方法の確認試験
3
用語及び定義
この規格に用いる主な用語及び定義は,JIS B 0190:2010及びJIS B 8267:2015の箇条3によるほか,次
による。
3.1
多層容器
内層,層成部,ダミー及び外層で構成する円筒形層成胴をもつ圧力容器。
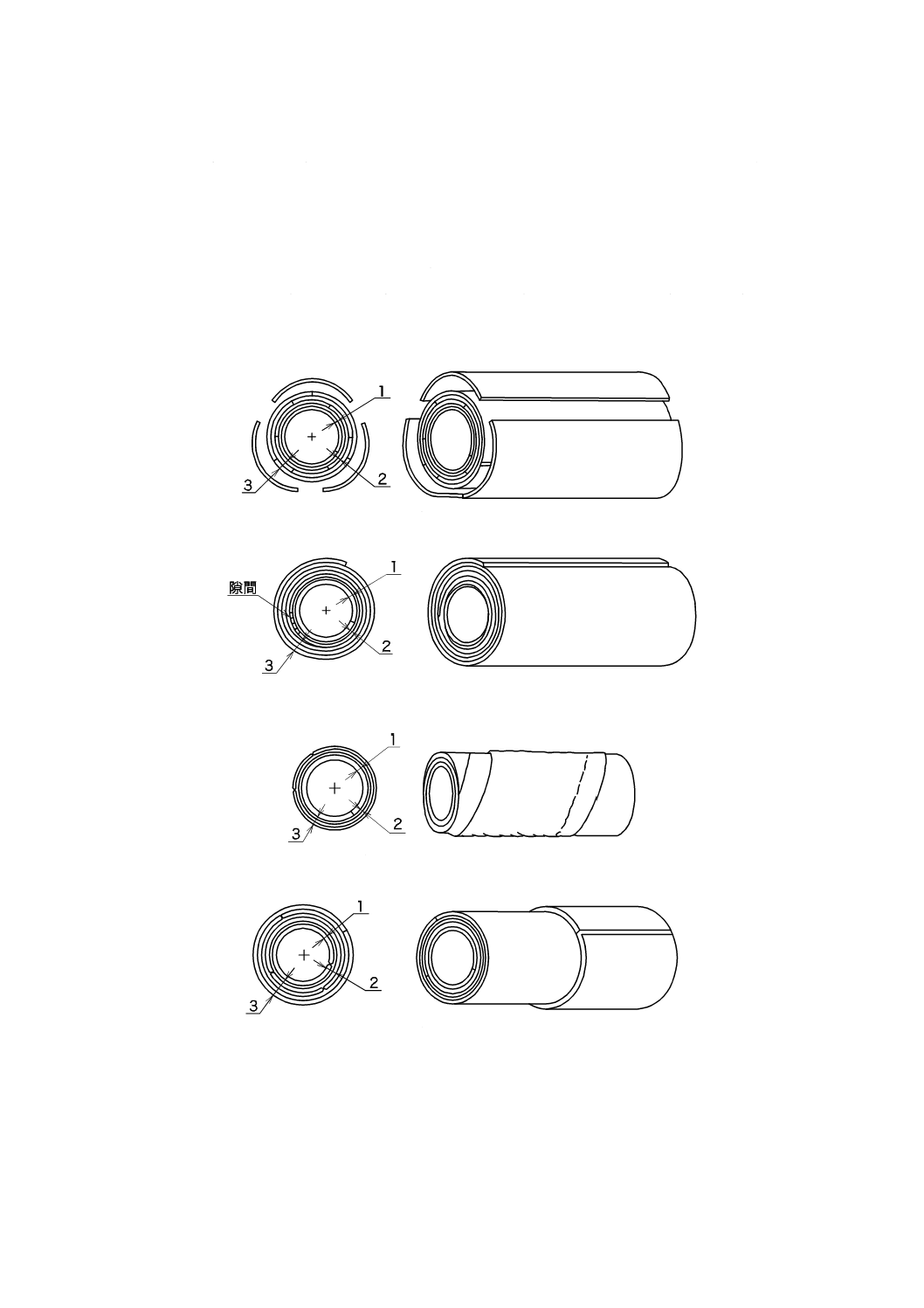
多層容器には,層成部の製造方法によって,次の3種類がある。
a) 同心円方式多層容器 内層の外側に円弧状に成形した層成材を同心円状に重ね合わせ,長手溶接継手
によって接合し,所定の厚さになるまで層成材を重ね合わせる方式[図1 a) 参照]。必要に応じ,成
形された外層材を同心円状に重ね合わせ,長手溶接継手によって接合する外層をもつ。
2
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 巻付け方式多層容器 内層の外側に層成材を所定の厚さになるまで巻き付ける方式。巻付け方式には
コイル状に巻き付ける場合[図1 b) 参照]又はスパイラル状に巻き付ける場合[図1 c) 参照]があ
る。必要に応じ,成形された外層材を同心円状に重ね合わせ,長手溶接継手によって接合する外層を
もつ。
c) 焼ばめ方式多層容器 比較的厚い材料を曲げ加工後,長手溶接継手によって接合した円筒を内層の外
側に,所定の厚さとなるまで焼ばめで重ね合わせる方式[図1 d) 参照]。必要に応じ,成形された外
層材を同心円状に重ね合わせ,長手溶接継手によって接合する外層,又は焼ばめで重ね合わせる外層
をもつ。
a) 同心円方式
b) 巻付け方式(コイル状)
c) 巻付け方式(スパイラル状)
d) 焼ばめ方式
1:内層,2:ダミー(必要な場合),3:層成部
図1−層成胴の種類
3
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
内層
多層容器の最も内側の層を構成する円筒形の部分。
3.3
層成部
内層又はダミーの外側に層成する円筒形の部分。
3.4
ダミー
層成部の初層を溶接するとき,特に内層を保護する必要がある場合に用いる強度に関係ない材料。
3.5
外層
必要に応じて層成材と異なる材料を用い,層成部の最も外側の層を構成する円筒形の部分。
3.6
層成胴
内層,層成部及び必要に応じて外層で構成する円筒胴。
3.7
層成材
層成部を構成する材料。
3.8
内層材
内層を構成する材料で,鉄鋼材料,クラッド鋼又は非鉄金属材料。
3.9
外層材
外層を構成する材料。
3.10
オーバラップ
層成胴の補強,層成胴の穴の補強及び多層容器の厚さの異なる部分への増厚変化のために,層成胴に付
加する層成材。
4
材料
4.1
一般
多層容器に使用する材料は,JIS B 8267:2015の4.1による。
なお,層成胴に用いる材料は,次のa)〜c) を満足する必要がある。
a) 標準化学成分が5 %〜9 %のニッケル鋼は,内層材だけに使用できる。
b) 層成材が複数の材料である場合,次の1) 及び2) を満足する材料を使用する。
1) 設計温度における複数の材料の許容引張応力が,複数の材料のうちで最も大きい許容引張応力に対
して,その差異が20 %以内である。
2) 設計温度における複数の材料の縦弾性係数及び線膨張係数は,同等である。
c) 外層材は,b) を満足しなくてもよい。
4.2
鉄鋼材料
4
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2.1
鉄鋼材料の使用制限
鉄鋼材料の使用制限は,JIS B 8267:2015の4.2.1による。
4.3
材料の許容応力
4.3.1
許容引張応力
設計温度における材料の許容引張応力は,JIS B 8267:2015の4.3.1による。
なお,設計温度における層成胴の許容引張応力は,内層材,層成材及び外層材に用いる複数の材料の許
容引張応力を厚さで相応配分し,次の式によって算定する。
t
t
n
i
i
i
∑
=
=
1
a
a
σ
σ
ここに,
∑
=
=
n
i
it
t
1
: 層成胴の全厚さ(mm)
ti: 複数の材料の厚さ(mm)
i: 複数の材料の通し番号(i=1〜n)
n: 複数の材料の総数
σa: 設計温度における層成胴の許容引張応力(N/mm2)
σai: 設計温度における層成胴に用いる複数の材料の許容引
張応力(N/mm2)
ただし,層成部を構成する複数の層成材の厚さ及び層数は,5.2.1による。
4.3.2
許容せん断応力
設計温度における材料の許容せん断応力は,JIS B 8267:2015の4.3.2による。
4.3.3
許容圧縮応力
設計温度における材料の許容圧縮応力は,JIS B 8267:2015の4.3.3による。
なお,層成胴の許容引張応力は4.3.1によって,層成胴の許容座屈応力は,次の式による。
(
)
Y
m
cr
004
.0
1
3.0
σ
σ
E
D
Et
+
=
ここに,
Dm: 層成胴の平均直径で,内径は5.2.1 a) による(mm)。
E: 設計温度における層成胴の縦弾性係数で,内層材,層成
材及び外層材に用いる複数の材料の縦弾性係数が異な
る場合は,4.3.1の層成胴の許容引張応力の式において,
σaをEに,σaiをEiに置き換えて,得られる値(N/mm2)
Ei: 設計温度における層成胴に用いる複数の材
料の縦弾性係数(N/mm2)
t: 層成胴の全厚さ(mm)
σcr: 層成胴の許容座屈応力(N/mm2)
σY: 設計温度における層成胴の降伏点又は0.2 %耐力で,内
層材,層成材及び外層材に用いる複数の材料の降伏点又
は0.2 %耐力が異なる場合は,4.3.1の層成胴の許容引張
応力の式において,σaをσYに,σaiをσYiに置き換えて,
得られる値(N/mm2)
σYi: 設計温度における層成胴に用いる複数の材
料の降伏点又は0.2 %耐力(N/mm2)
4.3.4
許容曲げ応力
設計温度における材料の許容曲げ応力は,JIS B 8267:2015の4.3.4による。
5
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4
材料の機械試験
材料の機械試験は,JIS B 8267:2015の4.4による。
4.5
材料の諸特性
材料の諸特性は,JIS B 8267:2015の4.5による。
なお,特定材料[JIS B 8267:2015の4.1 c) 参照]の場合は,ASME Section II:2010(2011a Addendaまで
を含む。)に規定の諸特性の値を用いる。
5
設計
5.1
一般
5.1.1
設計で使用する寸法
設計で使用する寸法は,JIS B 8267:2015の5.1.1による。
5.1.2
荷重
設計で考慮する荷重は,JIS B 8267:2015の5.1.2による。
5.1.3
最小制限厚さ
耐圧部分の最小制限厚さは,JIS B 8267:2015の5.1.3による。
なお,層成胴に用いる複数の材料の最小制限厚さは,3 mm以上とする。
5.1.4
クラッド鋼
クラッド鋼は,JIS B 8267:2015の5.1.4による。
5.1.5
多層容器に設ける穴
多層容器に設ける穴は,JIS B 8267:2015の5.1.5による。
なお,層成胴には,内層からの漏れを検知するとともに,層成部に密閉された空気を開放するために,
7.6に規定するベントホールを設ける。
5.1.6
許容圧力確認試験
許容圧力確認試験は,JIS B 8267:2015の5.1.6による。
5.2
胴及び鏡板
5.2.1
内圧を保持する胴
内圧を保持する胴の計算厚さは,JIS B 8267:2015の5.2.1による。
なお,層成胴の全厚さの計算厚さは,次のa)〜d) による。
a) JIS B 8267:2015のE.2.2の内径基準の計算厚さの式に用いる層成胴の内径は,次の1) 又は2) による。
1) 設計温度における内層材の許容引張応力が,層成材の許容引張応力(層成材が複数の材料である場
合は,複数の材料の許容引張応力のうちで最も小さい許容引張応力の値)の50 %以上で,かつ,内
層の厚さを計算厚さに算入する場合は,内層の内径。
2) 内層の厚さを計算厚さに算入しない場合は,層成部の最小内径。
b) 層成胴の全厚さは,次の1)〜4) による。ここで,層成部を構成する層成材が複数の材料である場合に
は,設計温度における層成部の許容引張応力は複数の層成材のうちで最も大きい許容引張応力の値と
し,また,設計温度における層成材の許容引張応力は,複数の材料の個別の許容引張応力の値とする。
1) 内層の厚さは,a) 1) の場合に,全厚さに算入できる。算入できる有効厚さは,次の式による。
=
aL
aI
I
Ieff
σ
σ
t
t
6
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
tI: 内層の厚さ(mm)
tIeff: 内層の有効厚さ(mm)
σaI: 設計温度における内層材の許容引張応力(N/mm2)
σaL: 設計温度における層成部の許容引張応力(N/mm2)
2) 層成部の厚さは,4.1 b) の層成材の規定によって,全厚さに算入できる。層成材が複数の材料であ
る場合は,算入できる層成材の有効厚さは,次の式による。
=
aL
aLi
Li
Lieff
σ
σ
t
t
ここに,
tLi: 層成材の厚さ(mm)
tLieff: 層成材の有効厚さ(mm)
σaLi: 設計温度における層成材の許容引張応力(N/mm2)
σaL: 設計温度における層成部の許容引張応力(N/mm2)
3) 外層の厚さは,外層材が4.1 b) の層成材の規定を満足する場合に,全厚さに算入できる。算入でき
る有効厚さは,次の式による。
=
aL
aO
O
Oeff
σ
σ
t
t
ここに,
tO: 外層の厚さ(mm)
tOeff: 外層の有効厚さ(mm)
σaO: 設計温度における外層材の許容引張応力(N/mm2)
σaL: 設計温度における層成部の許容引張応力(N/mm2)
4) 層成胴の全厚さは,内層の有効厚さ,層成部の厚さ(層成材が複数の材料である場合は,有効厚さ
の和)及び外層の有効厚さの和とする。
c) 層成胴の全厚さの計算厚さ及び構成は,次の1)〜3) による。
1) 層成胴の全厚さの計算厚さは,a) の層成胴の内径及びb) の設計温度における層成部の許容引張応
力に基づき算定する。
2) 層成胴の全厚さの計算厚さから内層及び外層の有効厚さを減じた値を,層成部の計算厚さとする。
3) 層成部の計算厚さに基づき,層成材の厚さ及び層数を決定する。層成材が複数の材料である場合は,
層成部の計算厚さから許容引張応力の小さい層成材の有効厚さを減じた値に基づき,残りの層成材
の厚さ及び層数を決定することを順次繰り返す。
d) 4.3.1の設計温度における層成胴の許容引張応力の算定には,c) の層成胴の全厚さ(内層及び外層の
有効厚さを含む。)の計算厚さ及び設計温度における層成部の許容引張応力は適用しない。
5.2.2
内圧を保持する鏡板
内圧を保持する鏡板は単肉とし,JIS B 8267:2015の5.2.2による。
5.2.3
外圧を保持する胴
外圧を保持する胴の計算厚さは,JIS B 8267:2015の5.2.3による。
なお,層成胴は,次のa)〜c) による。ただし,特定材料の場合は,外圧を保持する円筒胴の計算に用い
る材料曲線は,ASME Section II Part D:2004(2006 Addendaまでを含む。)のSubpart 3の該当する材料曲
線による。
a) 外圧を保持する層成胴の計算厚さには,b) を除き,5.2.1 b) 4) に規定する全厚さを用いる。
b) 負圧を保持する層成胴の計算厚さには,内層の厚さを用いる。
c) 設計温度における層成胴の縦弾性係数は,4.3.3による。
5.2.4
外圧を保持する鏡板
7
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
外圧を保持する鏡板は単肉とし,JIS B 8267:2015の5.2.4による。
5.2.5
外圧を保持する胴の補強
外圧を保持する胴の強め材は,JIS B 8267:2015の5.2.5による。
5.3
ふた板
ふた板は,JIS B 8267:2015の5.3による。
5.4
ボルト締めフランジ
ボルト締めフランジの構造は,JIS B 8267:2015の5.4による。
5.5
穴
多層容器の耐圧部分に設ける穴の形状,寸法及び補強は,JIS B 8267:2015の5.5 a) による。
なお,層成胴に設ける穴の形状,寸法及び補強は,次のa)〜e) による。
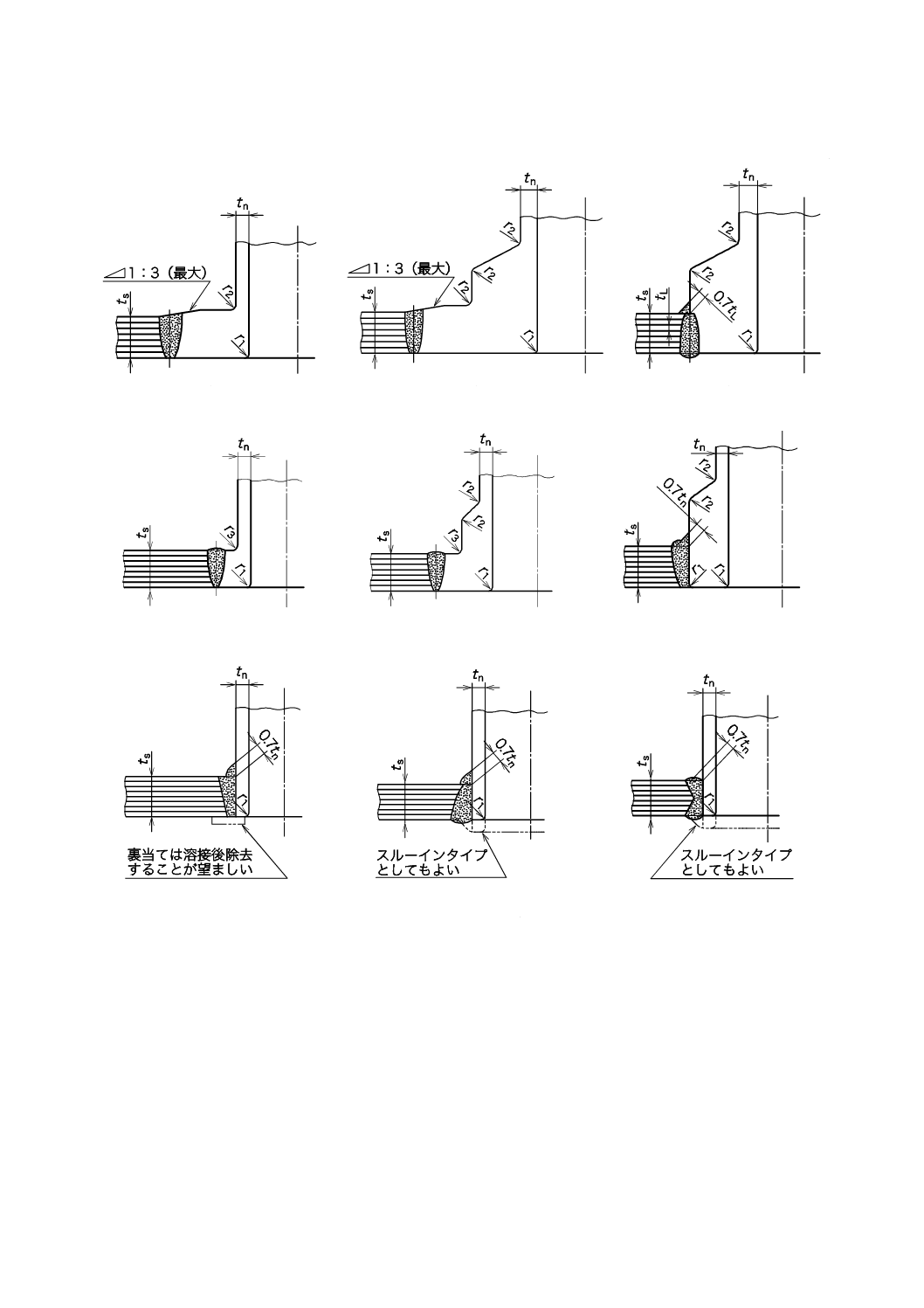
a) 管台の形状は,図2による。
b) 強め材は,管台,層成胴又はこれらの両方に設ける。ただし,余分に追加する層成材(全周のオーバ
ラップ)は,強め材に算入できる。
c) 強め輪(オーバラップではなく,円輪形状の強め材)は,管台,層成胴又はこれらの両方の補強に使
用できない。
d) 図2のj-1)〜j-3) 及びl) の場合の穴径は,d' とする。
e) 管の呼び径が50A以下である穴を層成胴に設ける場合は,補強の必要はないが,図2のj-1) に示すよ
うに層成胴の内側で溶接する。
5.6
管台及び管の溶接
胴及び鏡板への管台及び管の溶接は,JIS B 8267:2015の5.6 a) による。
なお,層成胴への管台及び管の溶接は,次のa)〜d) による。
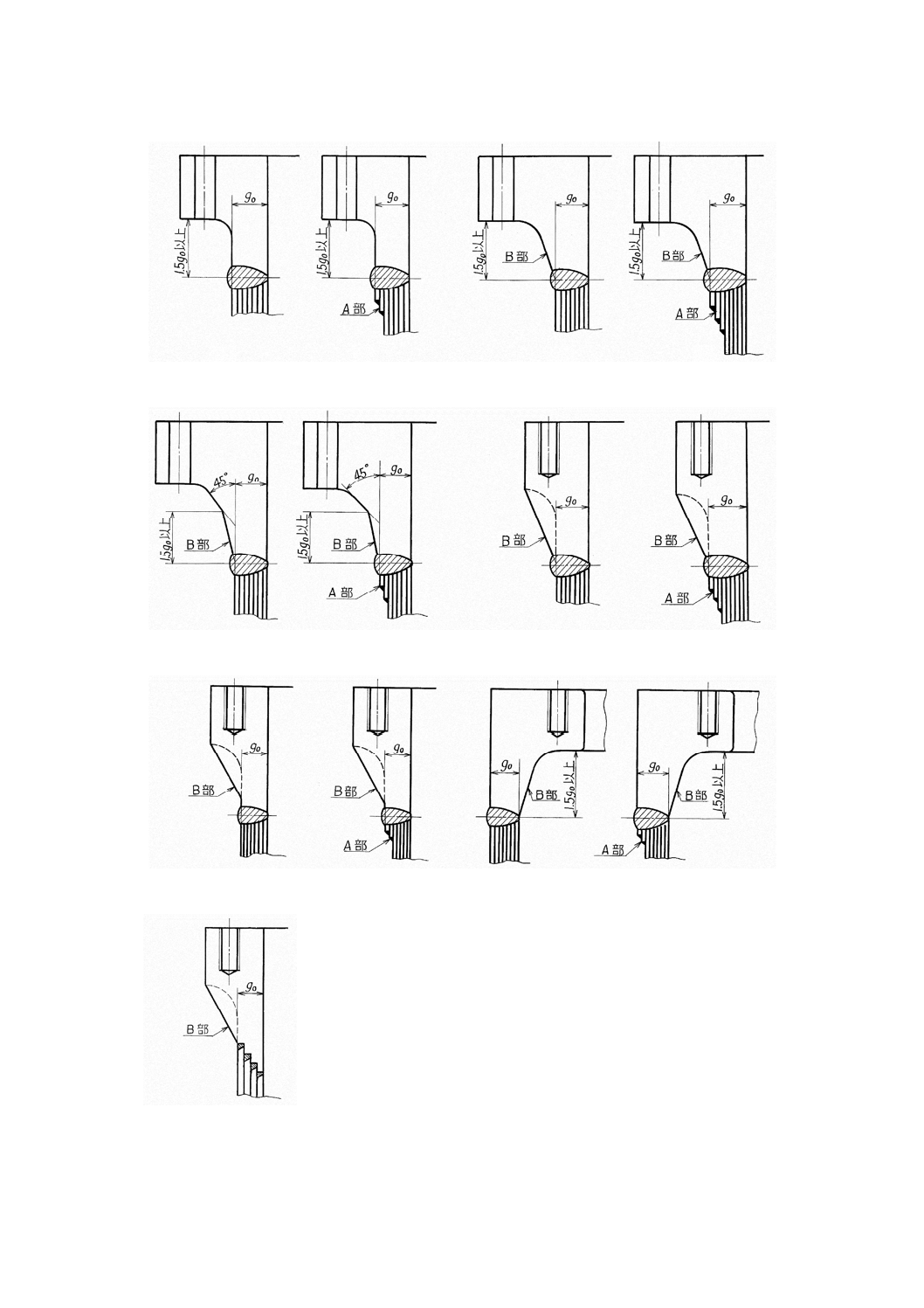
a) 層成胴への管台の溶接は,図2による。ただし,図2のj-1)〜j-3) に示す部分溶込み溶接の場合は,
外力が作用しない計器用管台,検査用管台などに限る。
b) 図2のa) 及びb) は,溶接継手の部分に最大1:3のテーパ比を設ければ,管台側にテーパを設ける
必要はない。
c) 図2のk-1) 及びk-2) に示すように,管台は1層ごとに溶接して取り付けてもよい。
d) 層成胴の穴と管の外表面の隙間に外部から異物が侵入しないように,シール溶接以外の方法でシール
する[図2のj-1)〜j-3) 及びl) 参照]。
8
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a)
b)
c)
d)
e)
f)
g)
h)
i)
図2−管台の形状及び溶接
9
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
j-1) d0<61 mm
j-2) 61 mm<d0<165 mm
j-3) 61 mm<d0<165 mm
k-1)
k-2)
l)
C
:層成胴の穴と管台の外径の隙間で,最大3.2 mm(mm)
d
:管台の内径(mm)
d' :層成胴の穴径(mm)
d0 :管台の外径(mm)
ts
:層成胴の厚さ(mm)
tn
:管台の厚さ(mm)
[ただし,j-1) の管の厚さtnはスケジュール80以上の厚さとする。]
te
:強め輪の厚さ(mm)
tL :層成材の厚さ(mm)
r1 :1/4ts(最大20 mm)
r2 :6 mm以上
r3 :20 mm以上
図2−管台の形状及び溶接(続き)
5.7
管板
管板は,熱交換器,凝縮器などの圧力容器の構造に対応し,JIS B 8267:2015の5.7による。
5.8
ステーによって支える平鏡板
ステーによって支える平鏡板は,JIS B 8267:2015の5.8による。
5.9
伸縮継手
伸縮継手は,JIS B 8267:2015の5.9による。
10
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.10
支持構造物及び非耐圧部材
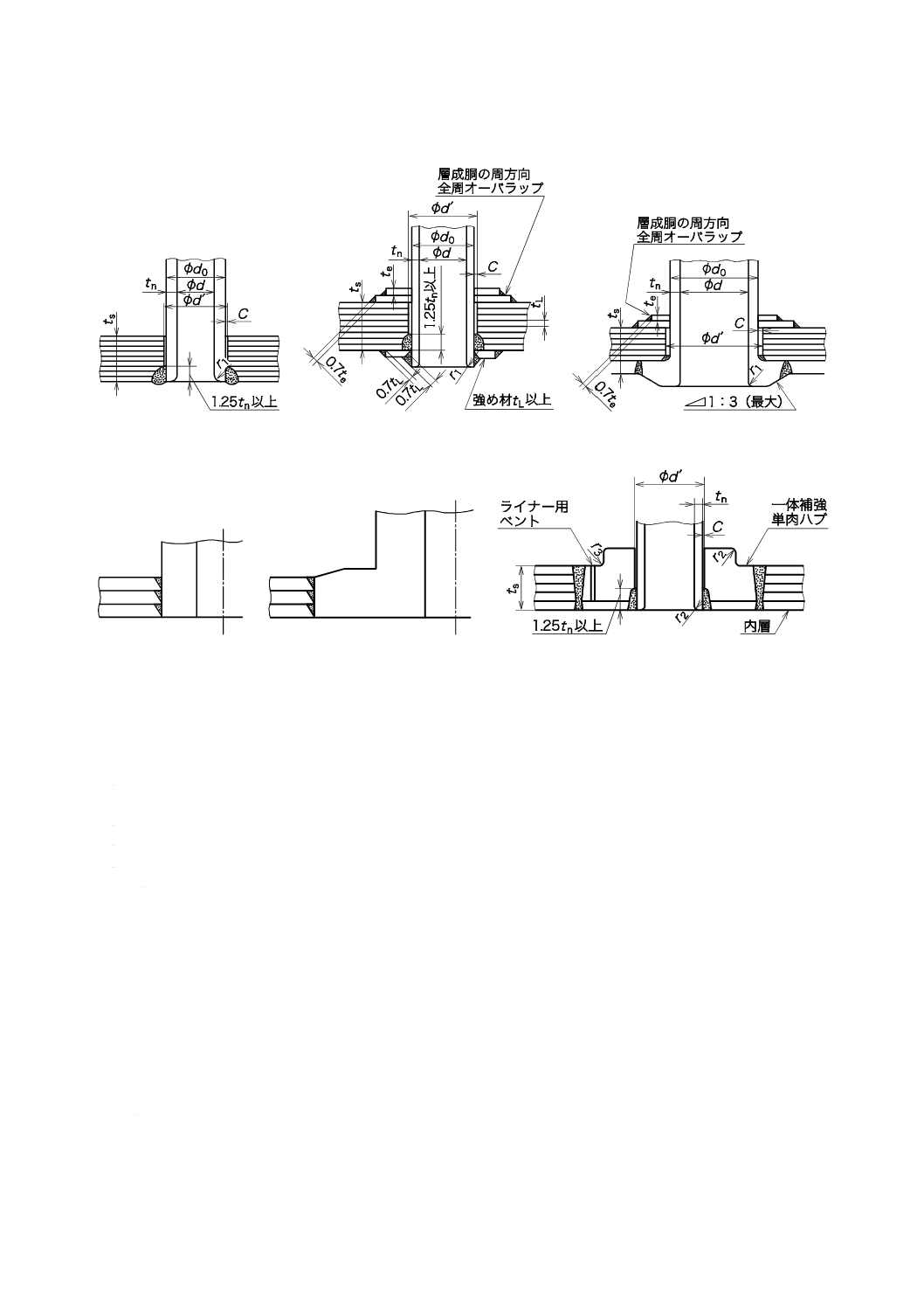
多層容器に取り付けるラグ,ブラケットなどの支持構造物及び非耐圧部材は,次による。
支持構造物及び非耐圧部材を層成胴の内面又は外面に取り付ける場合は,直接取り付ける内層,又は外
層が検討の対象となる。ただし,外力が層成部に作用する構造の場合は,別途考慮する必要がある。支持
構造物の例を,図3に示す。
全半球形鏡板以外の鏡板に対しては,
不連続応力に関して特に考慮する。
a)
b)
c)
図3−支持構造物の例
5.11
ジャケット
多層容器のジャケットの構造は,JIS B 8279:2003による。
6
溶接
6.1
一般
6.1.1
溶接継手
溶接継手は,JIS B 8267:2015の6.1.1による。
6.1.2
切断面
溶接を行う切断面は,JIS B 8267:2015の6.1.2による。
11
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1.3
溶接の方法
溶接の方法は,JIS B 8267:2015の6.1.3による。
なお,層成胴の溶接施工方法の確認試験は,JIS B 8285:2010によるほか,次のa) 及びb) による。
a) 周継手の溶接施工方法の確認試験 周継手の溶接施工方法の確認試験は,次の1)〜4) によるほか,試
験方法は,JIS B 8285:2010の5.2による。
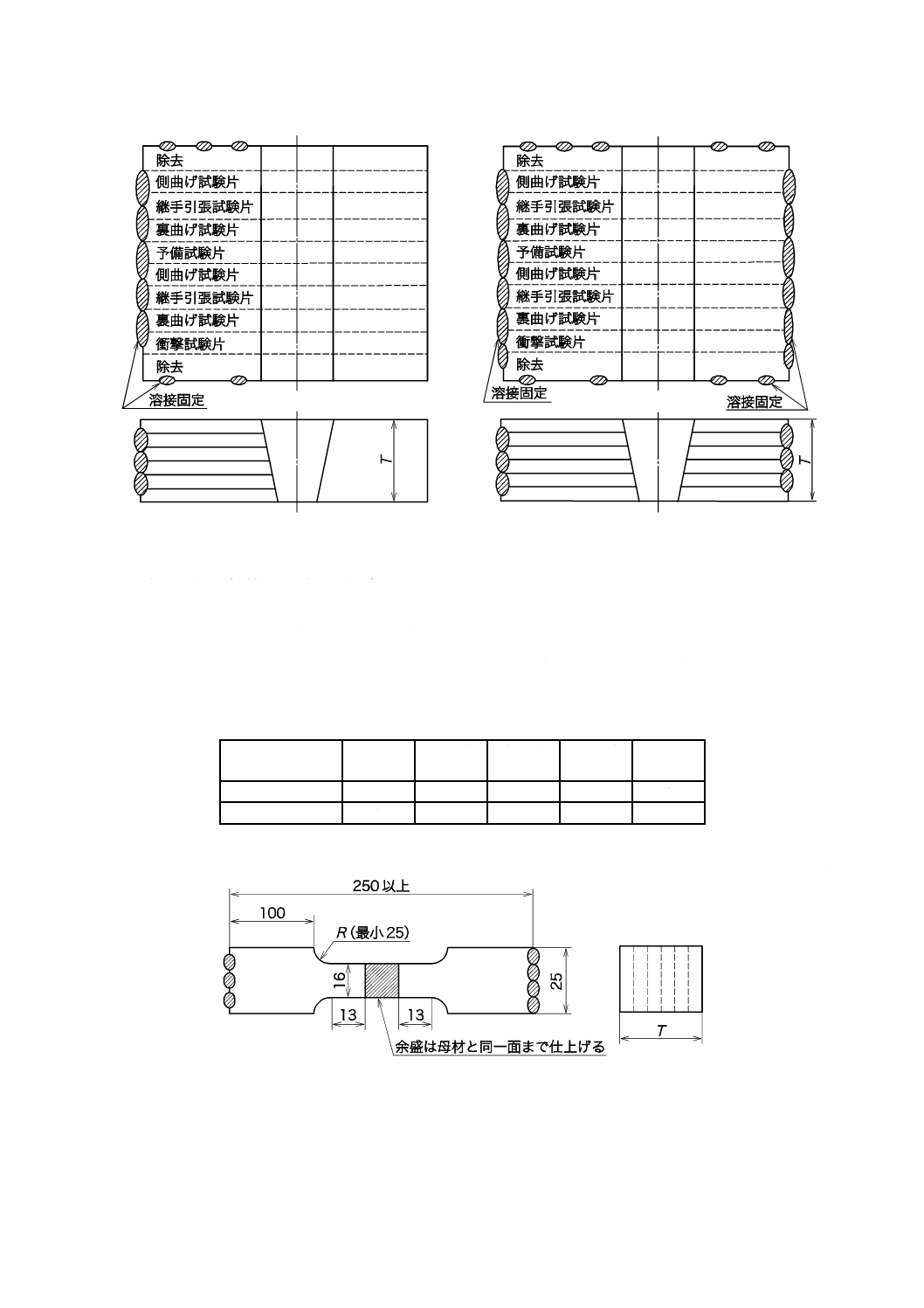
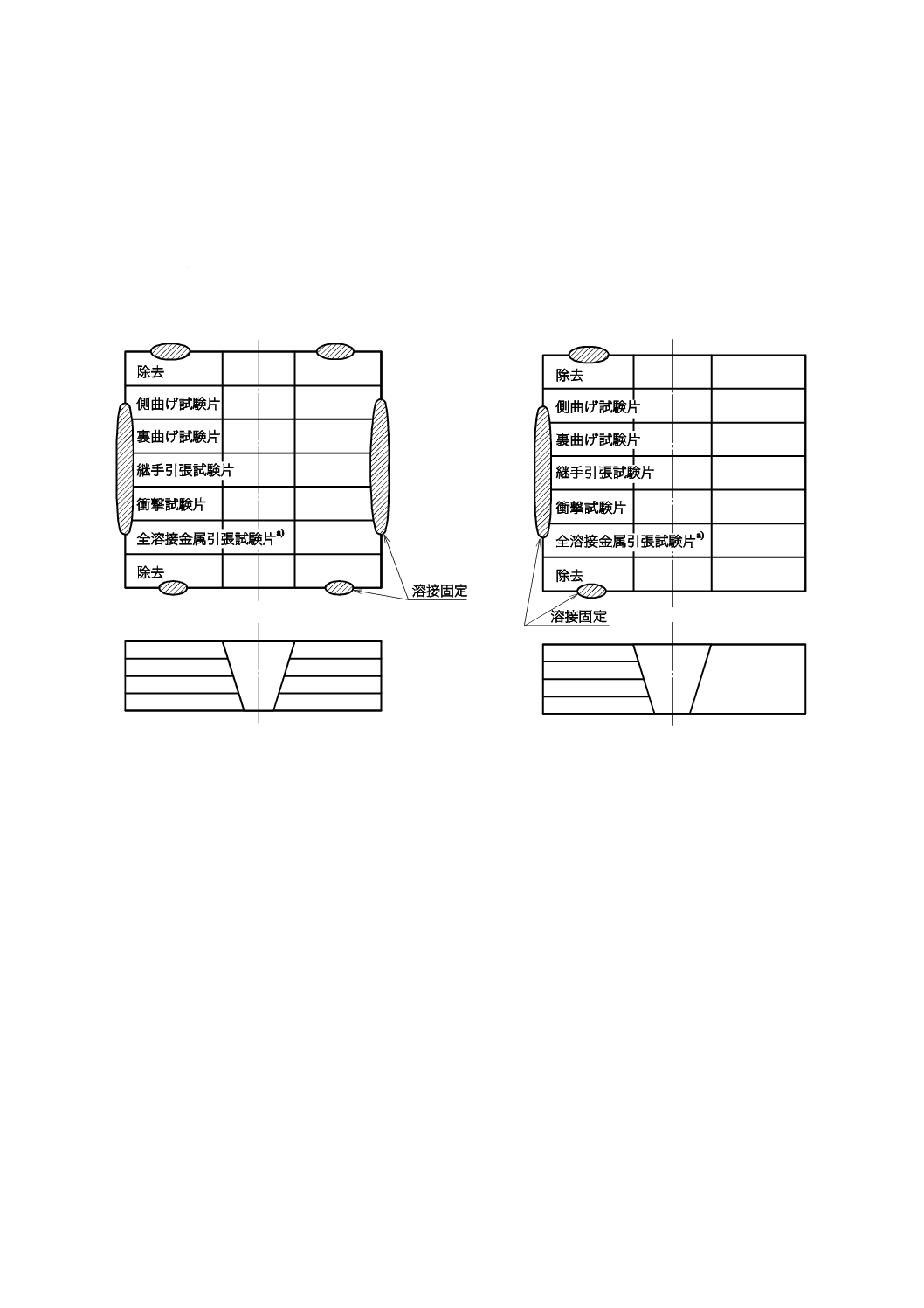
1) 試験材の溶接及び試験片の採取要領は,図4による。
2) 試験の種類及び試験片の数は,表1による。ただし,衝撃試験は,JIS B 8267:2015の8.1.2 c) によ
って要求される場合に限る。溶接継手の支配厚さは,層成胴を構成する層ごとの厚さとする。また,
衝撃試験片の数は,熱影響部及び溶接金属からそれぞれ3個とする。ただし,複数の材料を用いる
場合は,材料ごとに母材の熱影響部から3個,溶接金属から3個とする。
3) 周継手の試験片の厚さは,次の3.1) 及び3.2) による。
3.1) 試験片は,表曲げ試験片及び裏曲げ試験片を除き,2層以上の層成材を含み,全厚さを50 mm以
上とする。ただし,75 mmを超える必要はない。
3.2) ステップ溶接1) の場合の試験は,ステップ溶接の継手間の距離2) が,層成材の厚さ以上であれば,
長手継手の試験に準じて行うことができる。継手間の距離がこの条件を満足しない場合は,b) に
よって試験を行う。
注1) ステップ溶接は,図11のb-1),b-2) 及びd-2),図12 f),図13 m) 並びに図14 g) に示す
周溶接線が重ならない溶接をいい,図1 c) の巻付け方式に示す溶接で,周溶接とみなせ
る場合もこれに含める。
2) 継手間の距離は,継手中心間の距離とする。
4) 周継手の試験片の形状及び寸法は,次の4.1)〜4.3) による。
4.1) 継手引張試験片は,図5による。
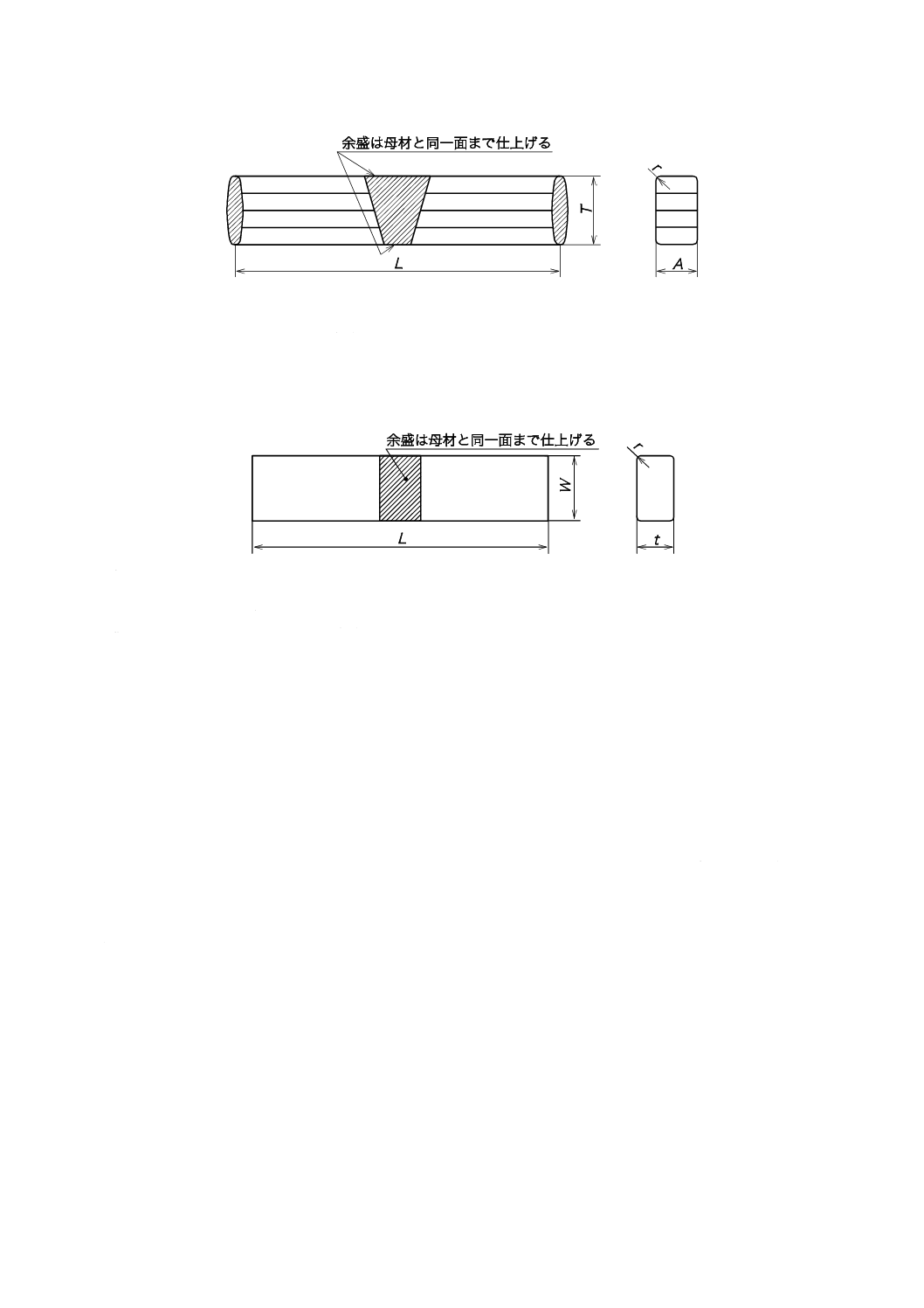
4.2) 側曲げ試験片は,図6による。
4.3) 表曲げ試験片及び裏曲げ試験片は,図7による。
b) 長手継手の溶接施工方法の確認試験 長手継手の溶接施工方法の確認試験は,次の1) 及び2) による
ほか,試験方法はJIS B 8285:2010の5.2による。
1) 試験片の厚さは,最大厚さの層成材1層の厚さとする。
2) 試験は,内層材と層成材の母材区分が同じ場合を除き,それぞれについて行う。
12
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 層成胴と単肉胴の溶接継手
b) 層成胴と層成胴の溶接継手
T:試験片の厚さで,層成胴の厚さとする。
注a) 層成胴は開先加工面を除き,試験材の端面を溶接によって固定する。
この図は,片側溶接の場合の試験材の取付け及び試験片の採取要領を示す。
両側溶接の場合,裏曲げ試験片は,表曲げ試験片と読み替える。
図4−突合せ溶接の場合の試験材の溶接及び試験片の採取要領a)
表1−試験の種類及び試験片の数
試験の種類
継手引張
試験
表曲げ
試験
裏曲げ
試験
側曲げ
試験
衝撃
試験
突合せ両側溶接
2
2
−
2
3+3
突合せ片側溶接
2
−
2
2
3+3
単位 mm
T:試験片の厚さで,層成胴の厚さとする。
図5−継手引張試験片の形状及び寸法
13
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
T :試験片の幅で,層成胴の厚さとする。
A :試験片の厚さで,10 mm以上とする。
r :すみの丸みの半径で,3.2 mm以下
L :試験片の長さで,200 mm以上
図6−側曲げ試験片の形状及び寸法
t :試験片の厚さで,溶接表面側及び溶接裏面側の層成材1層の厚さとする。ただし,層成材の厚さが19 mmを超
える場合は,曲げの内側となる側を切断して19 mmに仕上げる。
W :試験片の幅で,38 mm
r :すみの丸みの半径で,3.2 mm以下
L :試験片の長さで,200 mm以上
図7−表曲げ試験片及び裏曲げ試験片の形状及び寸法
6.1.4
溶接継手の位置による分類
溶接継手の位置による分類は,JIS B 8267:2015の6.1.4による。
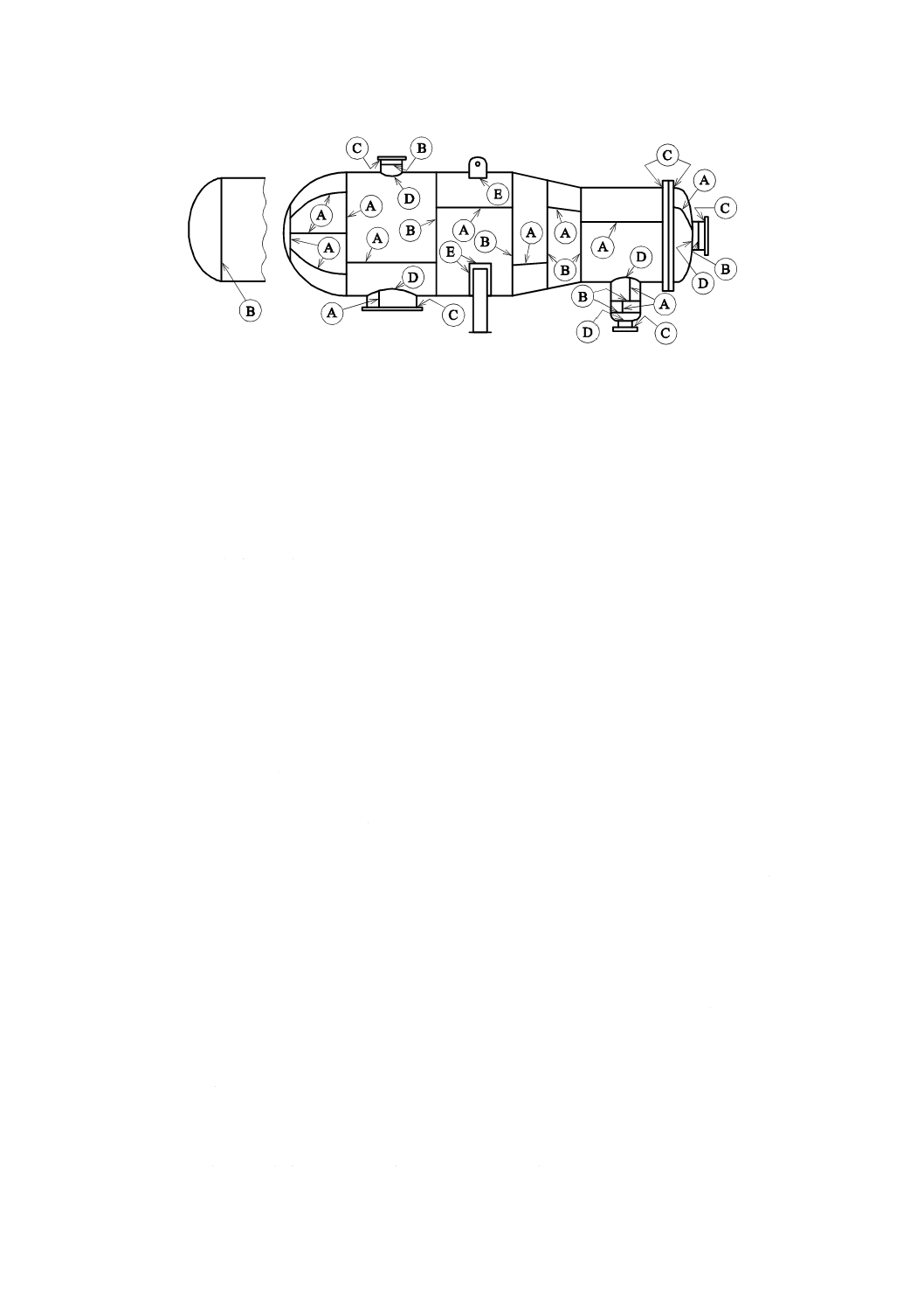
代表的な溶接継手の位置を,図8に示す。
なお,層成胴の溶接継手の位置による分類は,次のa)〜e) による。
a) 分類A 圧力を保持する層成胴の全ての長手継手及び全半球形鏡板を層成胴に取り付ける周継手。
b) 分類B 圧力を保持する層成胴の全ての周継手で,分類A及び分類C〜分類Eの溶接継手を除く。
c) 分類C フランジ,管板又は平鏡板を層成胴に取り付ける溶接継手。
d) 分類D 管台,マンホール,ドームなどを層成胴に取り付ける溶接継手。
e) 分類E 支持構造物,強め材及び非耐圧部材を層成胴に取り付ける溶接継手(図3参照)。
14
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注a) この図の鏡板及び円すい胴は,単肉とする。
図8−溶接継手の位置による分類 † a)
6.1.5
耐圧部分の溶接継手の形式及び適用範囲
耐圧部分の溶接継手の形式及び適用範囲は,JIS B 8267:2015の6.1.5による。
なお,層成胴の溶接継手は,次のa)〜k) による。
a) 層成胴の内層(内層の厚さを全厚さに算入する場合に限る。)の分類A及び分類Bの溶接継手の形式
は,次の1) 及び2) による。
ここで,B−1継手,B−2継手,FP継手,PP継手及びFW継手は,JIS B 8267:2015の表2による。
1) 分類Aは,B−1継手とする。
2) 分類Bは,B−1継手又はB−2継手とする。
b) 層成胴の層成部の分類Aの溶接継手の形式は,次の1) 及び2) による。
1) 厚さが22 mmを超える層成部の分類Aは,B−1継手とする。
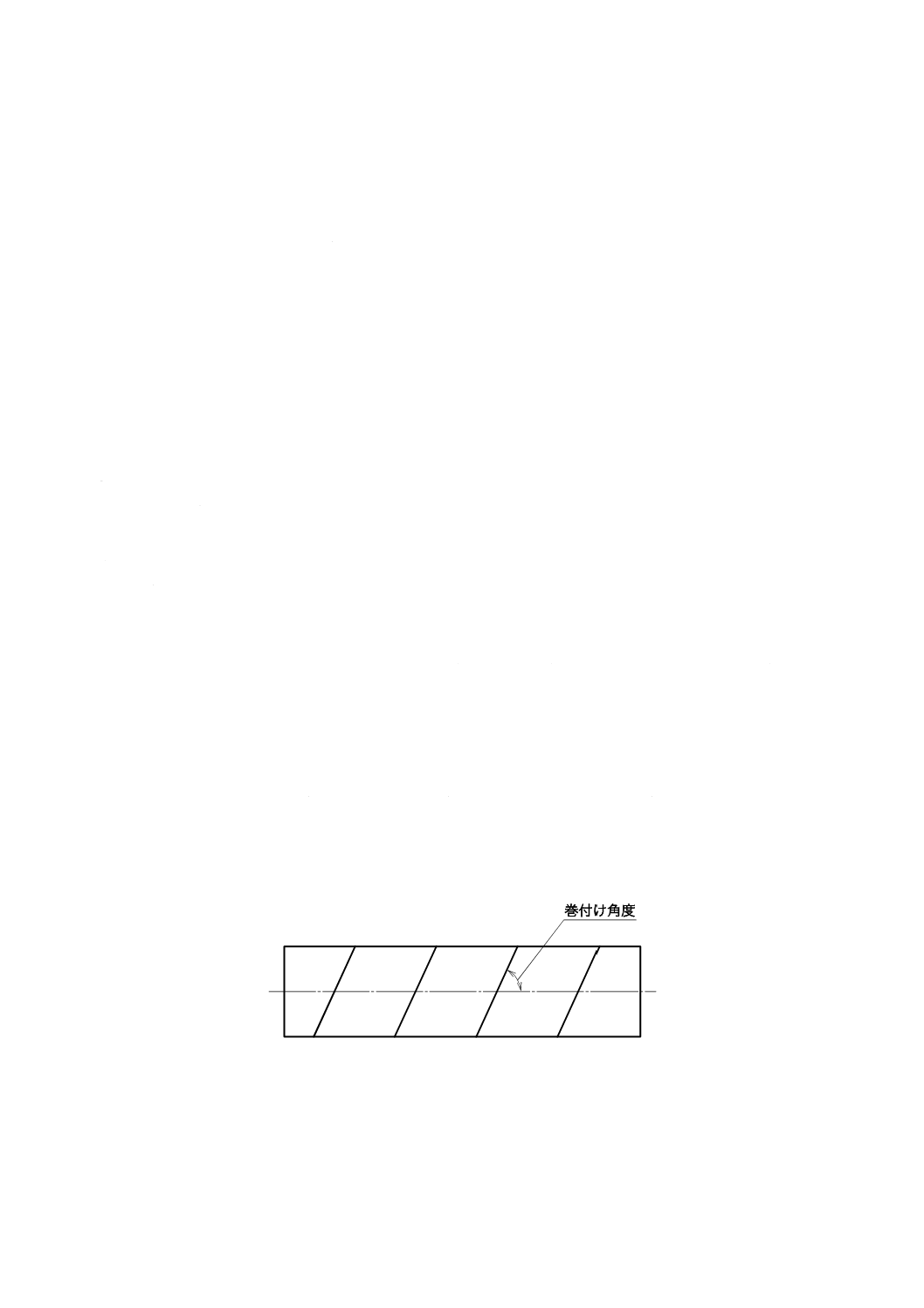
2) 厚さが22 mm以下の層成部の分類Aは,B−1継手又はB−2継手とする。ただし,コイル状の巻
付け方式[図1 b) 参照]の最終外表面側溶接は,連続すみ肉溶接でもよい。また,スパイラル状の
巻付け方式[図1 c) 参照]の溶接継手は,図9に示す巻付け角度が75°以上であれば,分類Bの
溶接継手とみなしてよい。
c) 層成胴と層成胴,又は層成胴と単肉部の分類Bの溶接継手の形式は,B−1継手又はB−2継手とし,
かつ,次の1)〜4) による。
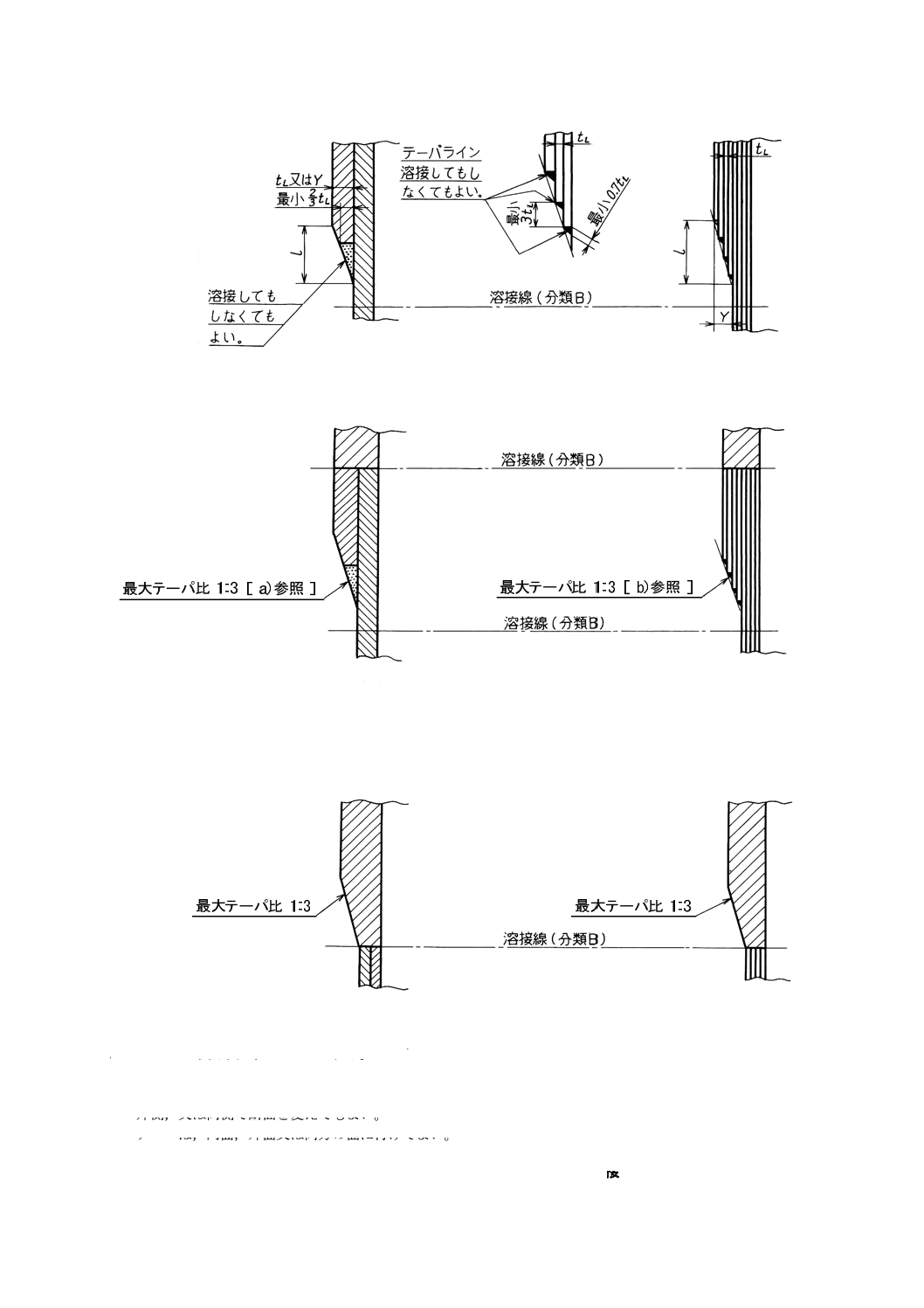
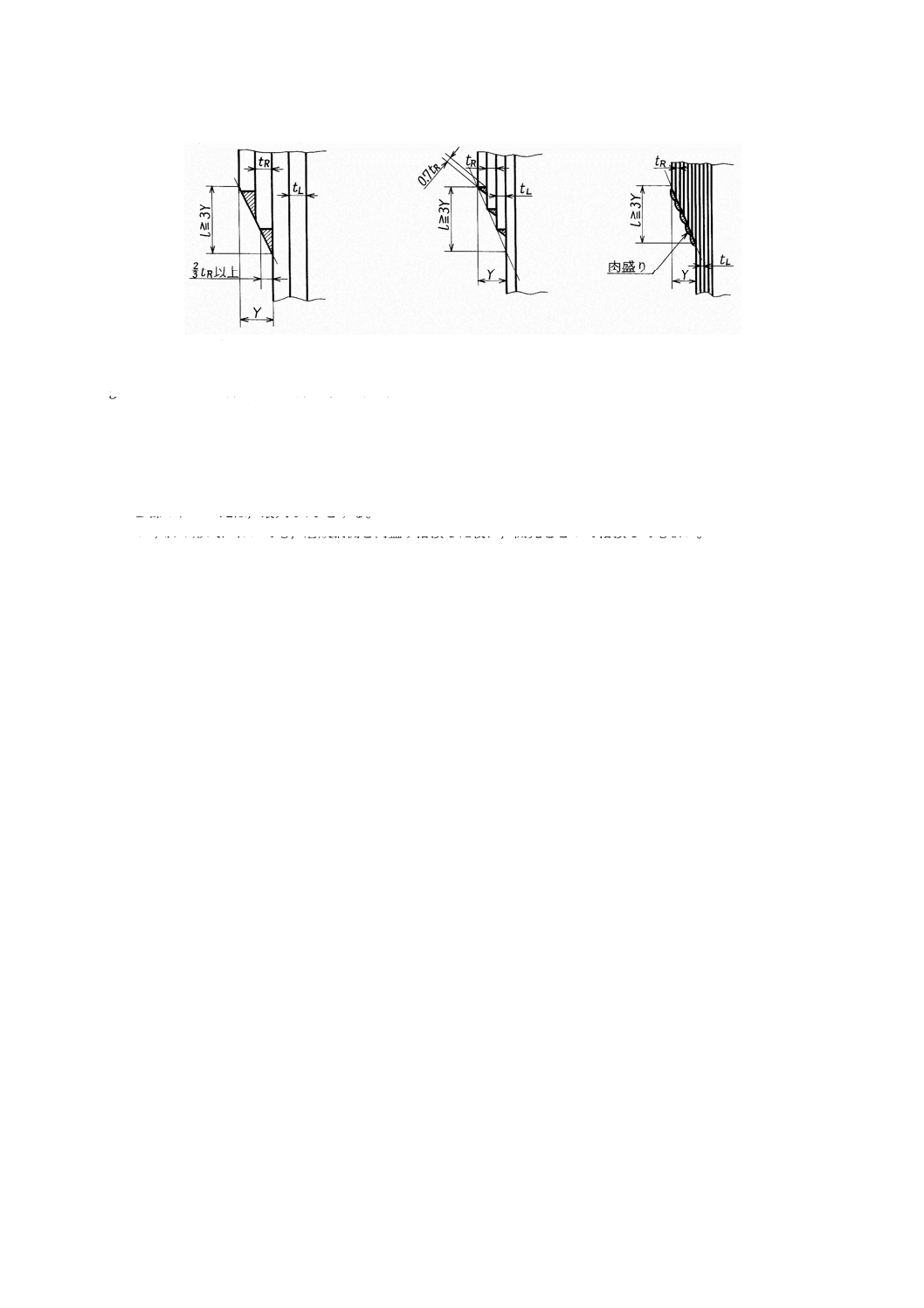
1) 厚さの異なる層成胴と層成胴の分類Bの溶接継手は,図10のa) 又はb) に示すテーパを付ける。
2) 厚さの異なる層成胴と単肉胴の分類Bの溶接継手は,図10のc),d),e) 又はf) に示すテーパを付
ける。
3) 厚さが同じ層成胴と層成胴の分類Bの溶接継手は,図14のb),c),d),f) 又はg) に示す構造とす
る。
4) 厚さが同じ層成胴と単肉胴の分類Bの溶接継手は,図14のa) 又はe) に示す構造とする。
d) 層成胴と全半球形鏡板の分類Aの溶接継手の形式は,B−1継手又はB−2継手とし,かつ,次の1)
〜3) による。
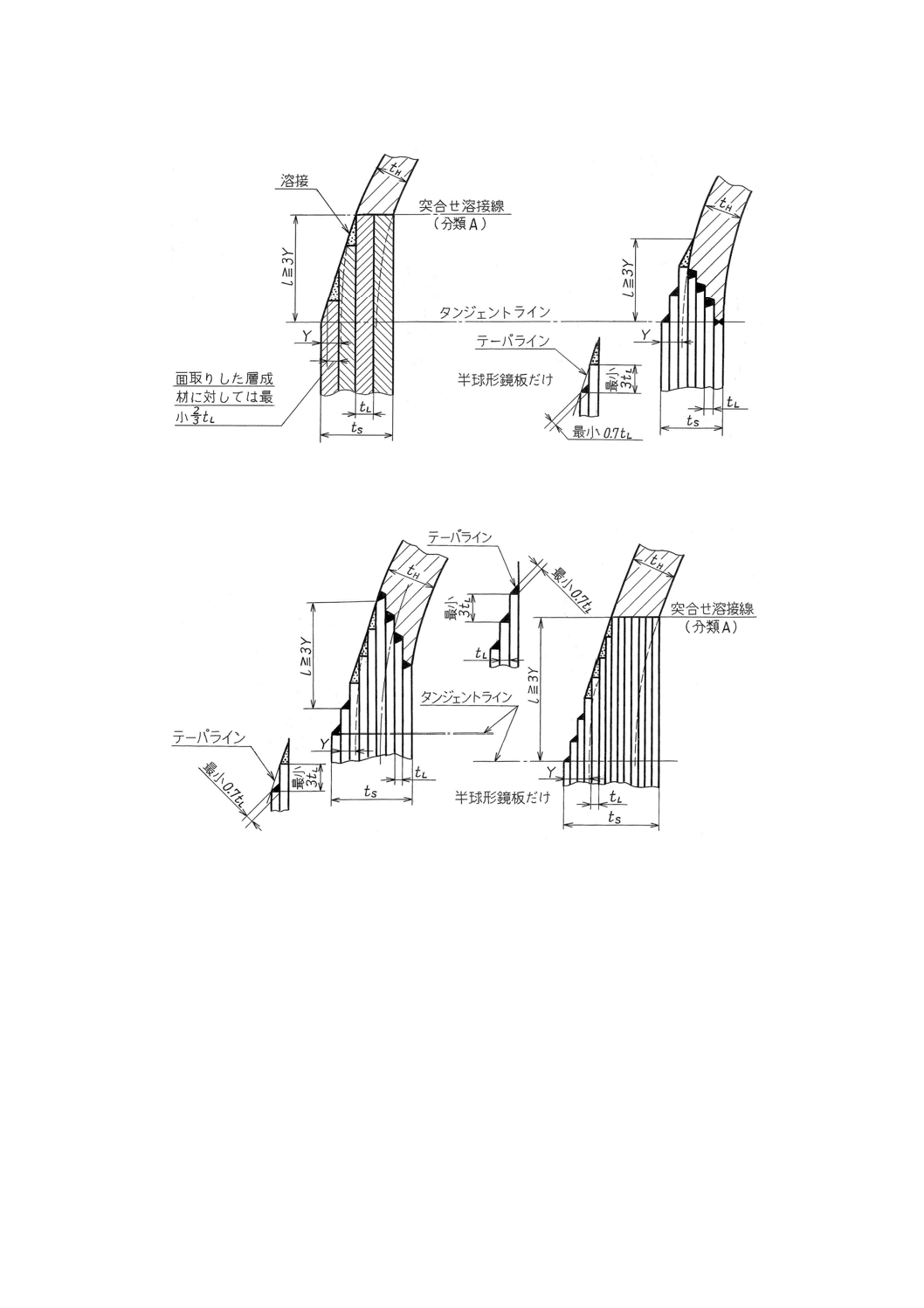
1) 全半球形鏡板の厚さが層成胴の厚さよりも薄く,かつ,テーパ部が層成胴にある場合のテーパは,
図11のa),b-1),b-2) 又はb-3) に示す構造とする。
図11のa),b-1),b-2) 及びb-3) に示す分類Aの溶接継手の層成部が,1:3のテーパ比以上のテ
ーパの場合,すみ肉溶接が分担する軸方向荷重は,すみ肉の面積(最小脚長×長さ)に母材の許容
15
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
引張応力の55 %を乗じた値以下とする。軸方向荷重を算定する場合には,摩擦による抵抗は,考慮
しない。すみ肉溶接が分担する軸方向荷重には,残りの外側の層成部及び外層から伝達される荷重
も考慮する。
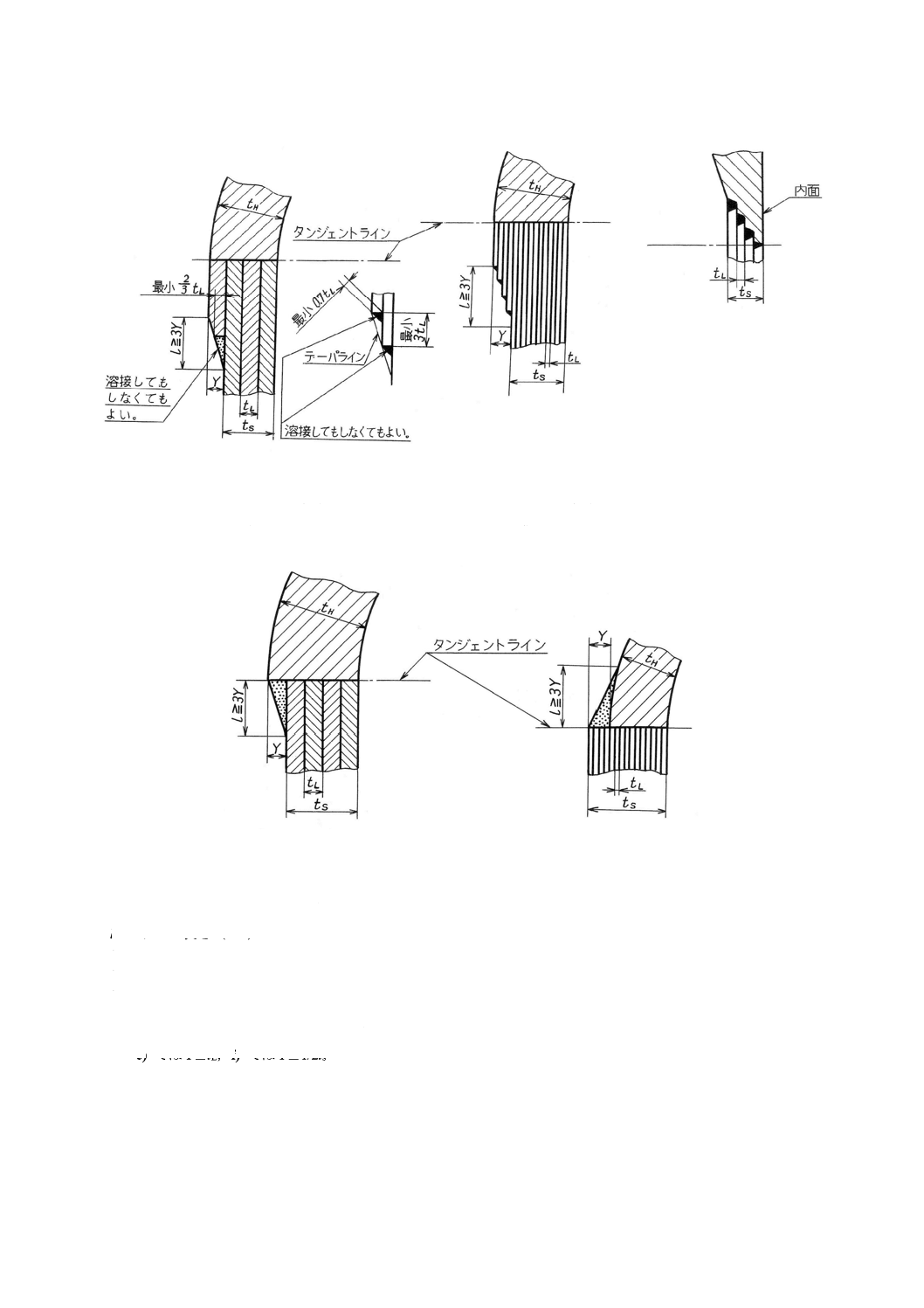
2) 全半球形鏡板の厚さが層成胴の厚さよりも厚く,かつ,テーパ部が層成胴にある場合は,図11の
c),d-1) 又はe) に示す構造とする。
3) 全半球形鏡板の厚さが層成胴の厚さよりも薄く,かつ,テーパ部が全半球形鏡板にある場合は,図
11のf) に示す構造とする。
e) 層成胴と半だ円形鏡板,皿形鏡板又は円すい形鏡板の分類Bの溶接継手の形式は,B−1継手又はB
−2継手とし,かつ,次の1) 及び2) による。
1) 半だ円形鏡板,皿形鏡板又は円すい形鏡板の厚さが層成胴の厚さよりも薄く,かつ,テーパ部を付
ける場合のテーパは,図11のf) に示す構造とする。
2) 半だ円形鏡板,皿形鏡板又は円すい形鏡板の厚さが層成胴の厚さよりも厚く,かつ,テーパ部を付
ける場合のテーパは,図11のc),d-1),d-2) 又はe) に示す構造とする。
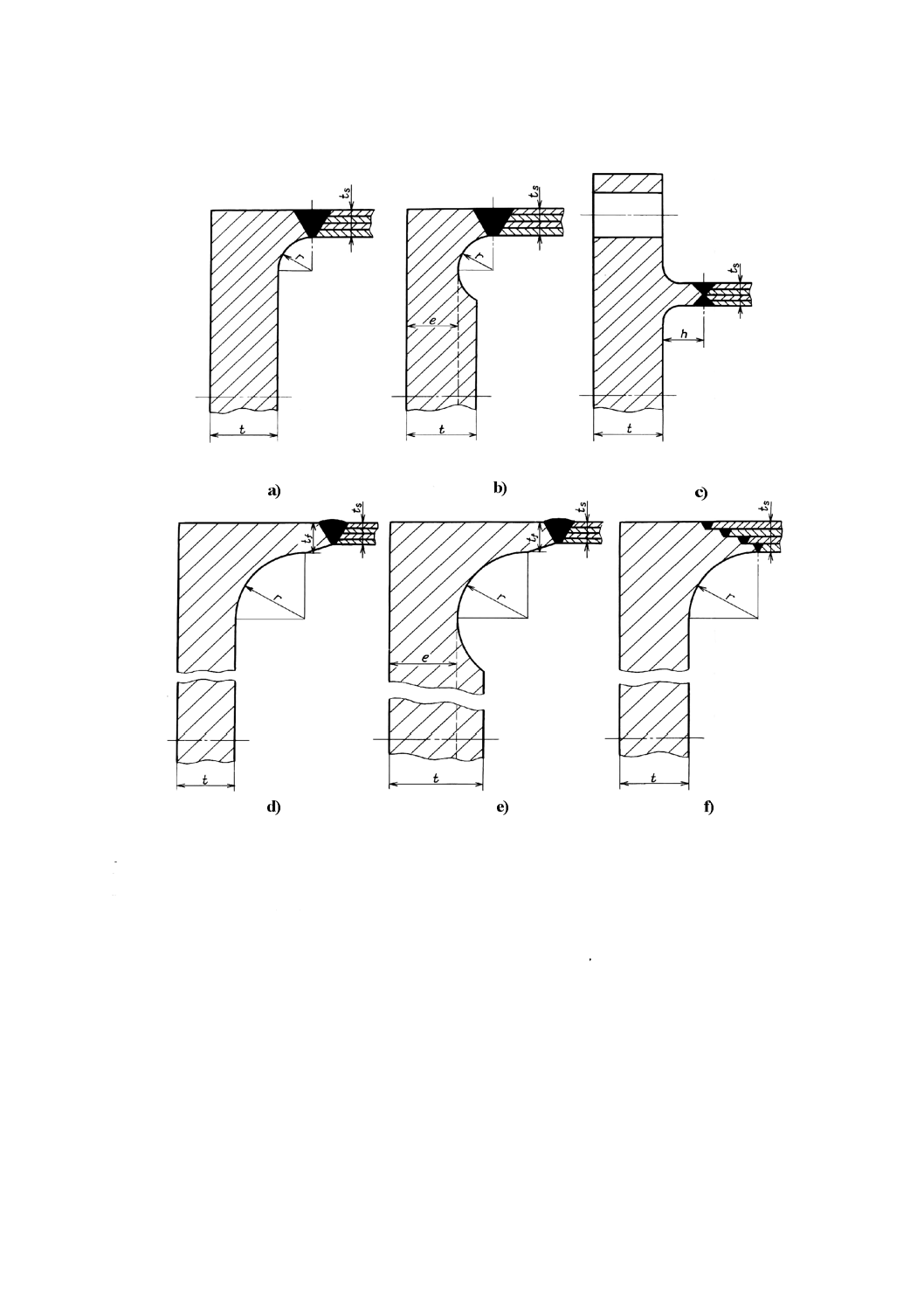
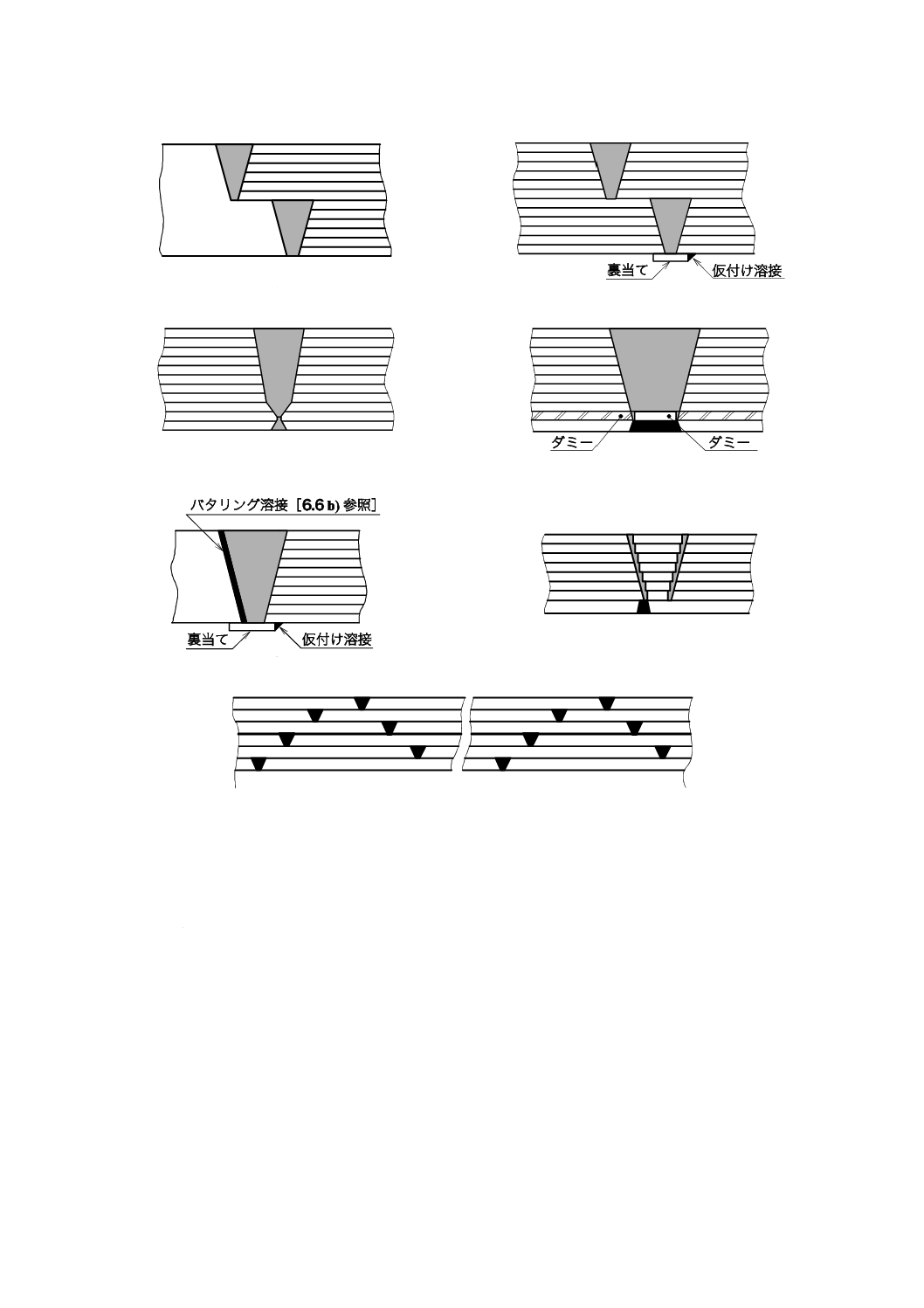
f)
層成胴と平鏡板,又は管板の分類Cの溶接継手の形式は,B−1継手又はB−2継手とし,かつ,図12
に示す構造とする。
なお,テーパを付ける場合は,図10のc),d),e) 又はf) に示す構造とする。
g) 層成胴とフランジの分類Cの溶接継手の形式は,B−1継手又はB−2継手とし,かつ,図13に示す
構造とする。
なお,テーパを付ける場合は,図13のb),d),f),h),j) 又はl) に示す構造とする。
h) 層成胴と管台,マンホールなどの分類Dの溶接継手の形式は,図2のa)〜i),k-1) 及びk-2) に示す
全厚溶込み溶接の構造とする。ただし,計器用管台,検査用管台などで,外力が作用しない管台は,
図2のj-1)〜j-3) にしてもよい。
i)
層成胴の分類A及び分類Bの溶接継手及びスパイラル状の巻付け溶接継手の溶接線は,次の層を巻く
前に溶接部と次の層の密着を確保するために,グラインダーによって同一面に仕上げる。ただし,最
終層の溶接線は滑らかに仕上げればよい。
j)
重なり合う層成材の溶接線は,層ごとに同一線上にならないように,溶接線の距離を層成材の厚さの
5倍以上,周方向に離す。
k) 分類Eの溶接継手の形式はB−1継手,FP継手,PP継手又はFW継手とする。
図9−巻付け角度
16
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c)
d)
a)
b)
超え
超え
l:テーパの必要な長さ,Y:オフセット。l=3Y
tL:層成材の1層の厚さ。
注a) 必要なテーパ長のうちに溶接継手を含んでもよい。
b) 片側,又は両側で断面を変えてもよい。
c) テーパは,内面,外面又は両方の面に付けてよい。
図10−層成胴と層成胴及び層成胴と単肉胴の溶接 † a) b)
層成材の厚さ16 mm超え
層成材の厚さ16 mm以下
a)
b)
層成材の厚さ16 mm超え
層成材の厚さ16 mm以下
c)
d)
層成材の厚さ16 mm超え
層成材の厚さ16 mm以下
e) c)
f) c)
17
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
層成材の厚さ16 mm超え
層成材の厚さ22 mm以下
a)
b-1)
層成材の厚さ22 mm以下
層成材の厚さ16 mm以下
b-2)
b-3)
図11−層成胴と鏡板の溶接 † a) b)
18
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
鏡板及び溶接の種類によって規定の要求事項に従い,溶接線がタン
ジェントラインのところか又はその下となる。
層成材の厚さ16 mm超え
層成材の厚さ16 mm超え
層成材の厚さ22 mm以下
c)
d-1)
d-2)
鏡板及び溶接の種類によって規定の要求事項に従い,溶接線がタンジ
ェントラインのところか又はその下となる。
層成材の厚さ16 mm以下
任意の厚さの層成材
e)
f)
l :テーパ長さ(mm)
ts :層成胴の厚さ(mm)
tL :層成材1層の厚さ(mm)
tH :鏡板の厚さ(mm)
Y :オフセット(mm)
注a) 溶接継手の実際の厚さは,鏡板の計算厚さ以上とする。
b) e) ではY≦tL,f) ではY≦1/2ts
全ての場合についてl≧3Y,胴の中心線は鏡板の中心線からいずれの側にも1/2(ts−tH) 以内とする。
必要なテーパ長のうちに溶接継手を含んでもよい。
図11−層成胴と鏡板の溶接(続き)† a) b)
19
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ts
:層成胴の厚さ(mm)
t
:平鏡板又は管板の厚さ(mm)
r
:平鏡板又は管板のすみの丸みの半径(mm)
e,h,tf :図に示す寸法(mm)
図12−層成胴と平鏡板又は管板の溶接 †
20
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
c)
d)
e)
f)
g)
h)
i)
j)
k)
l)
m)
図13−層成胴とフランジの溶接b) c)
21
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) tR>12 mm
2) 12 mm≧tR≧6 mm
3) tR<6 mm
A部詳細a)
go :フランジハブ部の小径端部の厚さ(mm)
l :テーパ長さ(mm)
tR :オーバラップの厚さ(mm)で,層成材の厚さ(tL)を超えてもよい。
tL :層成材の厚さ(mm)
Y :オフセット(mm)
注a) A部はA部詳細に示すとおり,オーバラップの厚さによって1)〜3) に示す3種類のいずれかによる。
b) B部のテーパ比は,最大1:3とする。
c) いずれの形式においても,層成胴側を肉盛り溶接した後に,開先をとって溶接してもよい。
図13−層成胴とフランジの溶接b) c)(続き)
22
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
c)
d)
e)
f)
g) 突合せ周継手
図14−層成胴と層成胴及び層成胴と単肉胴の溶接(厚さが同じ場合)†
6.1.6
隣接する長手継手間の距離
隣接する長手継手間の距離は,JIS B 8267:2015の6.1.6による。
なお,層成胴の長手継手間の距離は,6.1.5 j) による。
6.1.7
強め輪,支持構造物及び非耐圧部材の溶接
外圧を保持する単肉胴の強め輪の溶接は,JIS B 8267:2015の6.1.7による。
6.2
溶接継手効率
溶接継手効率は,JIS B 8267:2015の6.2による。ただし,層成胴の溶接継手で,8.2の非破壊検査を全て
行い,JIS B 8267:2015の8.3の判定基準を満足する場合は,溶接継手効率は,1.0としてもよい。
6.3
突合せ溶接
6.3.1
突合せ溶接継手端面の食違い
突合せ溶接継手端面の食違いは,JIS B 8267:2015の6.3.1による。
6.3.2
厚さが異なる部材の突合せ溶接継手
23
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
厚さが異なる部材の突合せ溶接継手は,JIS B 8267:2015の6.3.2による。ただし,層成胴の溶接継手は
6.1.5による。
6.3.3
余盛の高さ及び仕上げ
余盛の高さ及び仕上げは,JIS B 8267:2015の6.3.3による。ただし,層成胴の分類A及び分類Bの溶接
継手の仕上げは,6.1.5 i) による。
6.4
プラグ溶接
プラグ溶接は,JIS B 8267:2015の6.4による。
6.5
円筒胴と管板又は平鏡板の溶接
円筒胴と管板又は平鏡板の溶接は,JIS B 8267:2015の6.5による。ただし,層成胴と平鏡板,又は管板
の溶接は,6.1.5 f) による。
6.6
溶接後熱処理
溶接後熱処理は,JIS B 8267:2015の6.6による。ただし,全厚さがJIS B 8267:2015の附属書Sで溶接後
熱処理が必要であっても,次のa)〜c) を全て満足する場合には,層成胴と層成胴,又は層成胴と単肉部(単
肉胴,鏡板,平鏡板,管板など)の溶接継手に対する溶接後熱処理を省略してもよい。
a) 層成胴を構成する層ごとの厚さが,JIS B 8267:2015の附属書Sで規定する溶接後熱処理を行う必要が
ない。
b) 単肉部又は単肉管台の溶接開先部に対して,溶接後熱処理を必要としない溶接材料で3 mm以上のバ
タリング(層成胴の溶接によって,母材が熱影響を受けないバタリング厚さ)を施工後,溶接後熱処
理を行う場合。ただし,単肉部又は単肉管台の材料が,JIS B 8285:2010の表A.1に示すP番号1の場
合,バタリングを省略してもよい。
c) 層成胴と層成胴,又は層成胴と単肉部の溶接継手を,パスの厚さが10 mm以下の多パス溶接によって
施工する場合。
6.7
溶接士
溶接士は,JIS B 8267:2015の6.7による。
7
製作
7.1
一般
多層容器の製作は,JIS B 8267:2015の7.1による。
7.2
胴の直径法真円度
7.2.1
内圧を保持する胴の直径法真円度
内圧を保持する胴の直径法真円度は,JIS B 8267:2015の7.2.2による。ただし,層成胴の場合は,内層
の直径法真円度とする。
7.2.2
外圧を保持する胴の偏差
外圧を保持する胴の直径の偏差は,JIS B 8267:2015の7.2.3による。
7.3
鏡板の製作公差
鏡板の製作公差は,JIS B 8267:2015の7.3による。
7.4
胴及び鏡板の成形加工
胴及び鏡板の成形加工は,JIS B 8267:2015の7.4による。
7.5
層成胴の層間の密着度
層成胴の層間の密着度は,検査方法に応じて,次のa) 又はb) による。
24
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
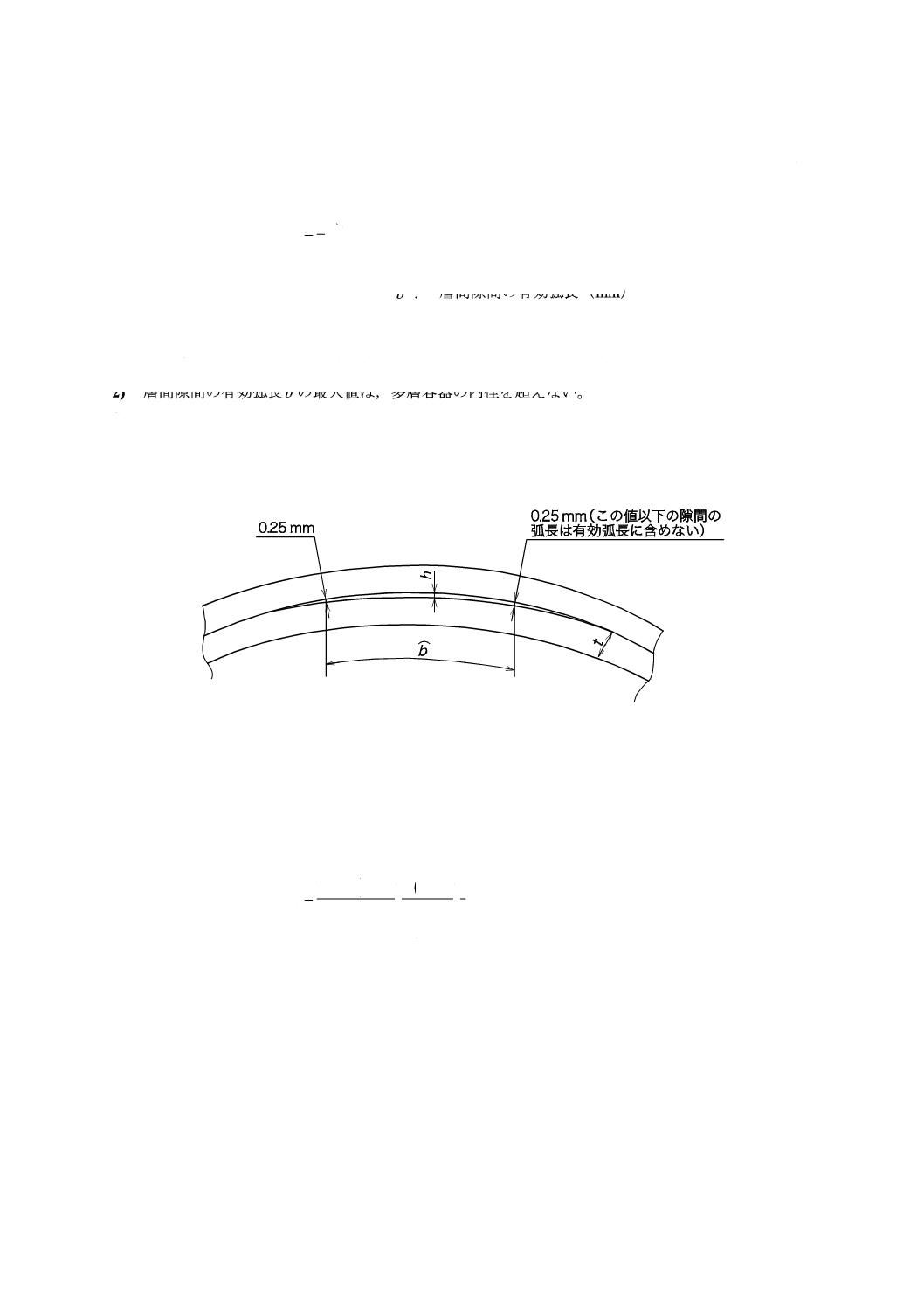
a) 層間隙間の測定による方法 層成胴端部において,開先加工後,層間隙間及び有効弧長から層間隙間
の面積を,次の式によって算出する(図15参照)。ここで,層間隙間が0.25 mmより小さい場合は,
無視してよい。
h
b
A
)
3
2
g=
ここに,
Ag: 層間隙間の面積(mm2)
b): 層間隙間の有効弧長(mm)
h : 層間隙間(mm)
上記の結果が,次の1)〜4) を満足することを確認する。
1) 層間隙間の面積Agは,25t(mm2)を超えない[t:層の厚さ(mm)]。
2) 層間隙間の有効弧長b)の最大値は,多層容器の内径を超えない。
3) 層間隙間hの最大値は,5 mmを超えない。
4) 隣接する2層間に二つ以上の層間隙間がある場合には,層間隙間の有効弧長の合計が多層容器の内
径の長さを超えない。
図15−層間隙間 †
b) 水圧試験による伸びの測定による方法 層成胴に複数の周継手がある場合,水圧試験を行い,隣接す
る周継手間の中央部又は周継手と管台間の中央部で,加圧の前後の周長の差を測定し,周長の差が外
周伸びの計算値の0.5倍以上となることを確認する。ここで,水圧試験の試験圧力は設計圧力とし,
層成胴の外周伸びの計算値は,次の式によって算定する。
(
)(
)
s
s
2
s
th
8
2
2
π
7.1
ERt
t
R
t
R
P
e
+
−
=
ここに,
eth: 層成胴の外周伸びの計算値(mm)
R: 層成胴の平均半径(外半径−ts/2)(mm)
P: 設計圧力(MPa)
ts: 層成胴の全厚さ(mm)
E: 常温における層成胴の縦弾性係数で,4.3.3による
(N/mm2)。
7.6
ベントホール
層成胴には,内層からの漏れを検知するとともに,層成部に密閉された空気を開放するために,次のa)
〜f) の方法によってベントホールを設ける。
a) 層成胴を構成する層成部には,直径6 mm以上のベントホールを2個以上設ける。ベントホール用の
穴は,層成部を半径方向に貫通させるか,層成材ごとに設けるかのいずれかの方法による。
25
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) コイル状の巻付け方式[図1 b) 参照]の場合は,層成部に直径6 mm以上のベントホールを4個以上
設ける。このベントホールのうち2個は,層成胴の端部近くに設け,約180°の間隔を設ける。
c) スパイラル状の巻付け方式[図1 c) 参照]の場合は,層成材の両端近くに直径6 mm以上のベントホ
ールを設ける。ベントホールは,層成材の全長にわたり,互いにほぼ次の式の距離だけ離れるように
配置する。
θ
tan
πR
L=
ここに,
L: ベントホール間の距離(mm)
R: 層成胴の平均半径(mm)
θ: 長手軸とスパイラル状の巻付けの角度(rad)(図9参照)
スパイラル状に巻き付けた層成材の溶接がベントホールの一部又は全体を覆う場合は,塞がれた穴
の両側に追加のベントホールを設ける。
d) ベントホールは,閉塞しない。ベントホールに配管などを接続し,漏れ検知を集中管理する場合,層
間に密閉された空気を開放できる構造とする。
e) ベントホールは,外圧が層成胴のベントホールを介して伝達されないようにする。
f)
層成胴にジャケットを設ける場合は,層成胴のベントホールを延伸してジャケットを貫通する構造と
する。
7.7
ステーの取付け
ステーの取付けは,JIS B 8267:2015の7.5による。
8
試験及び検査
8.1
突合せ溶接継手の機械試験
突合せ溶接継手の機械試験は,JIS B 8267:2015の8.1による。
なお,層成胴の突合せ溶接継手の機械試験は,次のa)〜c) による。
a) 試験板の作製 突合せ溶接継手の試験板の作製は,多層容器ごとにJIS B 8267:2015のO.2.1による。
b) 機械試験の方法及び結果の判定基準 機械試験の方法及び結果の判定基準は,次の1)〜6) による。
1) 内層材及び層成材の長手継手,周継手及びステップ溶接の巻付け角度が75°以上の場合の機械試験
は,JIS B 8267:2015のO.2による。
2) 機械試験の種類及び試験片の数は,JIS B 8267:2015のO.2による。ただし,衝撃試験は,JIS B
8267:2015の附属書Rによって要求される場合に限る。層成胴の溶接継手の材料の支配厚さは,層
成胴を構成する層ごとの厚さとする。
3) 内層材の溶接と層成材の溶接を同一条件で行う場合は,層成材の試験を省略できる。
4) ステップ溶接で層成材の周継手及び長手継手を同一条件で溶接する場合は,周継手の試験を省略で
きる。
5) 層成胴と層成胴,及び層成胴と単肉部の溶接継手の機械試験は,8.1によるほか,JIS B 8267:2015
のO.2による。ただし,ステップ溶接で溶接継手間の距離が層成材の厚さ以上である場合は,最大
厚さの層成材1層について試験を行う。
6) 継手引張試験の判定基準は,JIS B 8267:2015の8.1.2 a) による。層成胴に複数の材料を用いる場合
の母材の材料規格に規定する引張強さの最小値σuは,4.3.1の層成胴の許容引張応力σaの式におい
て,σaをσuに,σaiを複数の材料の引張強さσuiに置き換えて,得られる値を用いる。
26
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 試験片の採取 機械試験の試験片は,図16によって試験板から採取し,試験片の形状は,次の1)〜
3) による。
なお,図16は突合せ片側溶接試験片の場合であり,突合せ両側溶接試験片の場合,裏曲げ試験片は
表曲げ試験片と読み替える。
1) 継手引張試験片は,図5による。
2) 側曲げ試験片は,図6による。
3) 表曲げ試験片及び裏曲げ試験片は,図7による。
a) 層成胴と層成胴の溶接継手
b) 層成胴と単肉部の溶接継手
注a) JIS B 8267:2015の附属書Cに規定する特定材料の場合だけに適用する。
図16−機械試験の試験片の採取
8.2
溶接継手の非破壊試験
溶接継手の非破壊試験は,JIS B 8267:2015の8.2による。
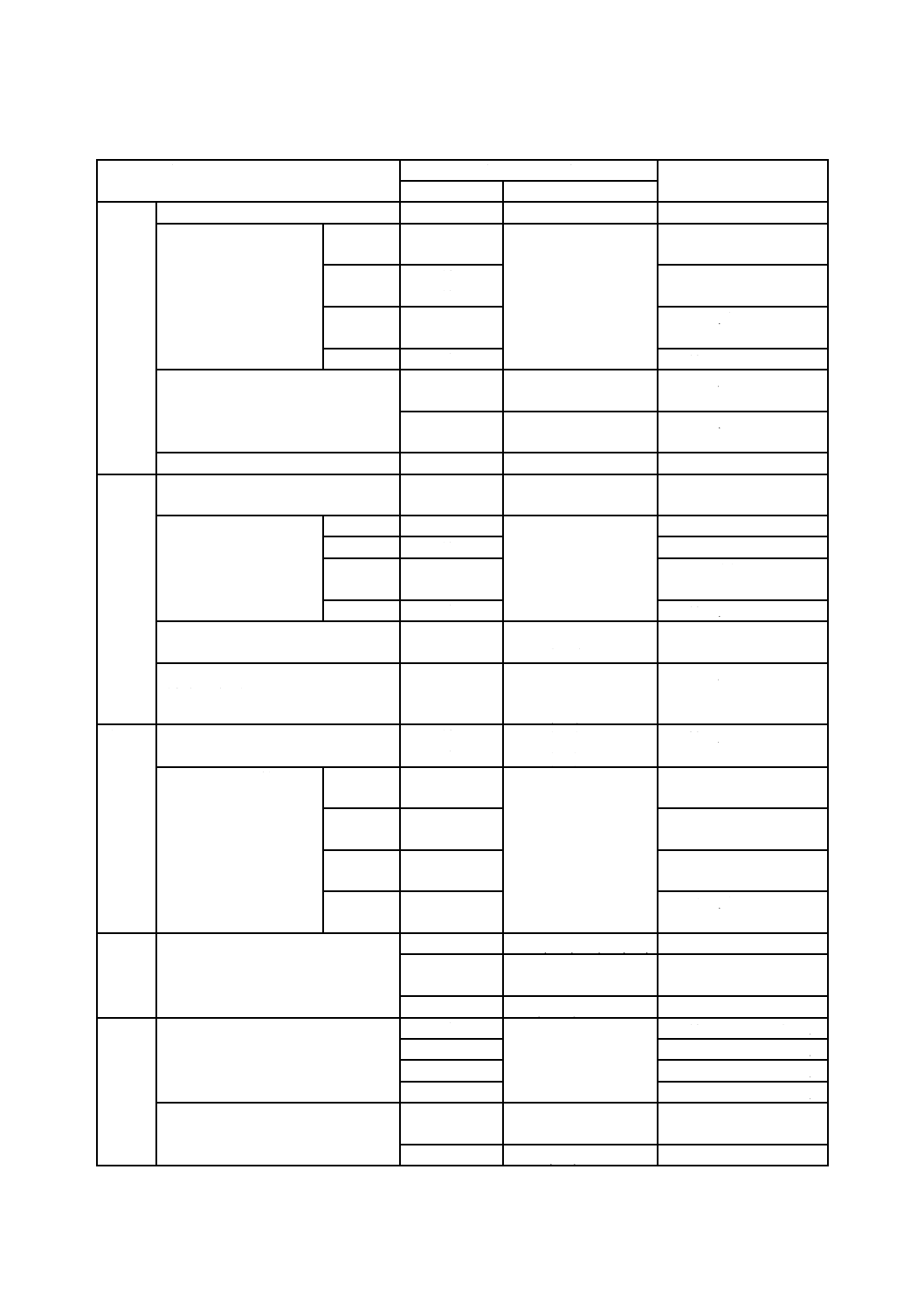
なお,層成胴の全ての溶接継手は,溶接継手の位置による分類及び溶接継手の形式に応じて,表2に規
定する非破壊試験を行う。
27
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−層成胴の溶接継手の非破壊試験の種類
溶接継手の位置による分類
溶接継手の形式
非破壊試験の種類
形式
適用図例
分類A
内層材
B−1継手
−
100 % RT
層成材d)
3≦t≦8
B−1継手又は
B−2継手
−
100 % MT又は100 % PT
8<t≦16
B−1継手又は
B−2継手
10 % UT c) e)
100 % MT又は100 % PT
16<t≦22 B−1継手又は
B−2継手
100 % UT c)
22<t
B−1継手
100 % RT
層成胴と全半球形鏡板の溶接継手
B−1継手
図11 a),b-3),c),d-1),
e),f)
100 % RT b)
B−1継手又は
B−2継手
図11 b-1),b-2)
100 % UT c)
焼ばめ方式の挿入前の層成材
B−1継手
−
100 % RT
分類B
内層材
B−1継手又は
B−2継手
−
100 % RT g)
層成材
(ステップ溶接)
3≦t≦8
B−2継手
図11 d-2)
図14 f),g)
10 % MT又は10 % PT e)
8<t≦16
B−2継手
100 % MT又は100 % PT
16<t≦22 B−2継手
10 % UT c) e)
100 % MT又は100 % PT
22<t
B−2継手
100 % UT c)
層成胴と層成胴の溶接継手
(突合せ溶接)
B−1継手又は
B−2継手
図10 a),b)
図14 b)〜d)
100 % RT a) b)
層成胴と単肉部の溶接継手
(突合せ溶接)
B−1継手又は
B−2継手
図10 c)〜f)
図11 c),d-1),e),f)
図14 a),e)
100 % RT b)
分類C
層成胴と平板,管板又はフランジの
溶接継手(突合せ溶接)
B−1継手又は
B−2継手
図12 a)〜e)
図13 a)〜l)
100 % RT b)
層成胴と平板,管板又は
フランジの溶接継手
(ステップ溶接)
3≦t≦8
B−1継手又は
B−2継手
図12 f)
図13 m)
10 % MT又は10 % PT e)
8<t≦16
B−1継手又は
B−2継手
100 % MT又は100 % PT
16<t≦22 B−1継手又は
B−2継手
10 % UT c) e)
100 % MT又は100 % PT
22<t
B−1継手又は
B−2継手
100 % UT c)
分類D
管台の溶接継手
B−1継手
図2 a),b),d),e),l) 100 % RT b)
FP継手
図2 c),f),g)〜i),j-3),
k-1),k-2)
100 % MT又は100 % PT
PP継手
図2 j-1),j-2),l)
100 % MT又は100 % PT
分類E
支持構造物などの溶接継手
B−1継手
図3
100 % MT又は100 % PT f)
FP継手
100 % MT又は100 % PT f)
PP継手
100 % MT又は100 % PT f)
FW継手
100 % MT又は100 % PT f)
層成部のテーパ部
FW継手
図10 a)〜d)
図11 a)〜d-2)
100 % MT又は100 % PT
肉盛
図11 e),f)
100 % MT又は100 % PT
28
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−層成胴の溶接継手の非破壊試験の種類(続き)
表中の記号の説明は,次による。
B−1継手 :突合せ両側溶接継手又はこれと同等以上とみなされる突合せ片側溶接継手
同等以上とは,次のa) 又はb) の突合せ片側溶接継手である。
a) 裏波溶接などによって,十分な溶込みが得られ,裏側表面の滑らかな溶接継手
b) 裏当てを使用した後,これを除去して平滑に仕上げた溶接継手
B−2継手 :裏当てを使用した突合せ片側溶接で,裏当てを残す溶接継手
FP継手 :完全溶込み溶接継手
PP継手 :部分溶込み溶接継手
FW継手 :すみ肉溶接継手
試験の方法
RT
:放射線透過試験
UT
:超音波探傷試験
MT
:磁粉探傷試験
PT
:浸透探傷試験
注a) 内層材の溶接後に内層材の厚さ以上の範囲のRTを行えば,全厚さ溶接後のRTは省略してもよい。
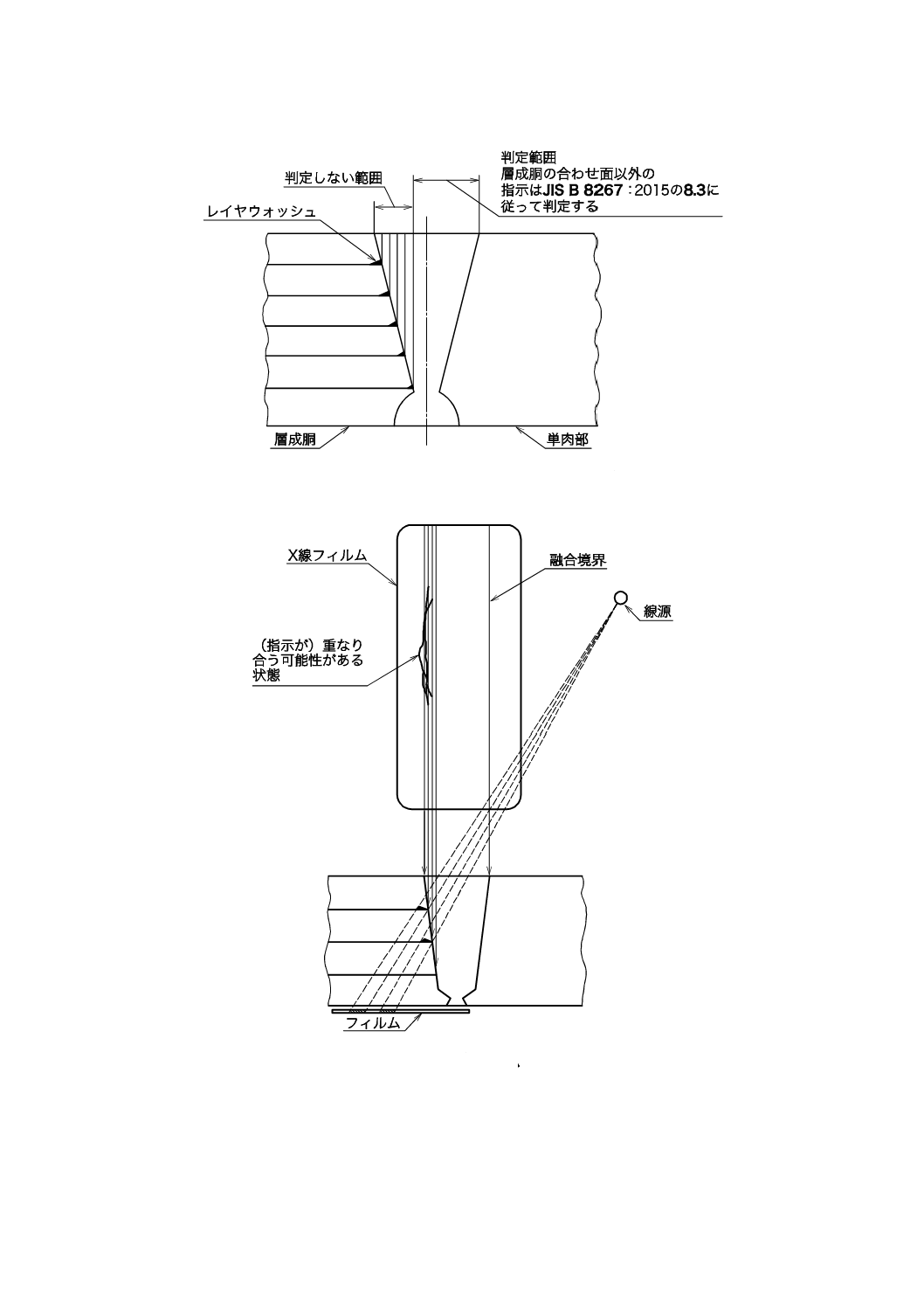
b) RTフィルムにスラグと区別しにくいレイヤウォッシュ,又は許容限度内の隙間が指示模様として現れること
がある。
指示模様の判定には,図17に示す溶接の位置関係を考慮する。
代案として図18に示す斜角RT法を用いて,それぞれの隙間の部分の位置を検出し,指示模様を判定して
もよい。
ここで,レイヤウォッシュとは,層間における僅かな溶接溶込みによって現れる指示模様をいう。
c) 層成材の溶接継手の厚さの底面部10 %の位置のUTに対しては,距離−振幅特性曲線又は基準レベルを6 dB
上げてもよい。
d) コイル状の巻付け方式[図1 b) 参照]の最終外面溶接を連続すみ肉溶接とする場合は,MT又はPTを行う。
e) 溶接線全長の10 %以上を試験対象とし,試験は任意の位置を選択し,その最小長さは150 mmとする。
選択した箇所が判定基準を満足しない場合,隣接する位置,満足しない溶接継手,同等の溶接継手群の優
先順位で任意の2か所について試験を行い,両方とも満足すれば,満足と判定する。
判定基準を満足しない場合は,対象の溶接継手を除去し,再溶接するか,又は100 %試験を行い,満足しな
い箇所だけを溶接補修するかのいずれかを選択する。
f) 耐圧試験を気圧試験で行う場合は,MT又はPTを行う。
g) 層成胴と単肉部の溶接継手は,全厚さ溶接後にRTを行えば,内層材の厚さでのRTは省略してもよい。
29
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図17−レイヤウォッシュと溶接の位置関係 †
図18−斜角RT法 †
30
B 8248-1:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3
非破壊試験の方法及び結果の判定
非破壊試験の方法及び結果の判定は,8.2の層成胴の溶接継手の非破壊試験によるほか,JIS B 8267:2015
の8.3による。
8.4
非破壊試験の再試験
非破壊試験の再試験は,JIS B 8267:2015の8.4による。
8.5
耐圧試験
耐圧試験は,JIS B 8267:2015の8.5による。
なお,水圧試験圧力の式に用いる材料の許容引張応力は,4.3.1の層成胴の許容引張応力による。
8.6
漏れ試験
漏れ試験は,JIS B 8267:2015の8.6による。
なお,層成胴の内層のシール性能を確認するために,ベントホールからの漏れの有無を確認する。
8.7
最終検査
最終検査は,JIS B 8267:2015の8.7による。
9
安全装置
9.1
一般
安全装置は,JIS B 8267:2015の9.1による。
9.2
計装設備
計装設備は,JIS B 8267:2015の9.2による。
10
表示及び適合性評価
10.1
表示
表示は,JIS B 8267:2015の10.1による。
10.2
適合性評価
適合性評価は,JIS B 8267:2015の10.2による。