B 8032-4:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 種類······························································································································· 2
4 ピストンリングのコード ···································································································· 3
5 ピストンリングの呼び方 ···································································································· 5
5.1 呼び方の要素及び順序 ···································································································· 5
5.2 呼び方の例 ··················································································································· 6
6 ピストンリングのマーク ···································································································· 7
6.1 一般 ···························································································································· 7
6.2 必須上面指示マーク ······································································································· 7
6.3 付加的マーク ················································································································ 8
7 一般共通特性事項 ············································································································· 8
7.1 リング形状 ··················································································································· 8
7.2 ライトタイトネス ·········································································································· 8
7.3 合い口隙間 ··················································································································· 9
7.4 シングルピースリングの接線張力Ft及び直径張力Fd ···························································· 9
7.5 JIS B 8032-12及びJIS B 8032-16に規定するコイルエキスパンダ付きオイルコントロールリングの
接線張力Ft ··················································································································· 13
7.6 JIS B 8032-13に規定するスチール組合せオイルコントロールリングの接線張力Ft ····················· 14
8 リングの回り止め形状及び寸法 ·························································································· 14
8.1 内周回り止め形状及び寸法(JIS B 8032-6,-7,-9,-10,-14,及び-15だけに適用) ·················· 14
8.2 側面回り止め形状及び寸法 ····························································································· 15
9 表面の機械加工 ··············································································································· 16
9.1 外周面 ························································································································ 16
9.2 側面 ··························································································································· 16
9.3 その他の面 ·················································································································· 17
10 コーティングされた面 ···································································································· 17
10.1 外周面のクロムめっき ·································································································· 17
10.2 溶射コーティング ········································································································ 20
10.3 窒化 ·························································································································· 23
10.4 表面処理 ···················································································································· 25
11 その他 ························································································································· 25
11.1 清浄度 ······················································································································· 25
11.2 防せい(錆) ·············································································································· 25
B 8032-4:2015 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
11.3 包装 ·························································································································· 25
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 27
B 8032-4:2015
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
陸用内燃機関協会(LEMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。
これによって,JIS B 8032-4:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 8032(内燃機関−小径ピストンリング)の規格群には,次に示す部編成がある。
JIS B 8032-1 第1部:用語
JIS B 8032-2 第2部:測定方法
JIS B 8032-3 第3部:材料
JIS B 8032-4 第4部:一般仕様
JIS B 8032-5 第5部:品質要求事項
JIS B 8032-6 第6部:レクタンギュラリング
JIS B 8032-7 第7部:薄幅レクタンギュラリング
JIS B 8032-8 第8部:スクレーパリング
JIS B 8032-9 第9部:キーストンリング
JIS B 8032-10 第10部:鋳鉄製ハーフキーストンリング
JIS B 8032-11 第11部:オイルコントロールリング
JIS B 8032-12 第12部:コイルエキスパンダ付きオイルコントロールリング
JIS B 8032-13 第13部:スチール組合せオイルコントロールリング
JIS B 8032-14 第14部:スチール製キーストンリング
JIS B 8032-15 第15部:スチール製ハーフキーストンリング
JIS B 8032-16 第16部:コイルエキスパンダ付き鋳鉄製薄幅オイルコントロールリング
JIS B 8032-17 第17部:コイルエキスパンダ付きスチール製オイルコントロールリング
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 8032-4:2015
内燃機関−小径ピストンリング−第4部:一般仕様
Internal combustion engines-Small diameter piston rings-
Part 4: General specifications
序文
この規格は,2003年に第2版として発行されたISO 6621-4を基に,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,往復動内燃機関に使用する呼び径200 mm以下のピストンリング(以下,リングという。)
の一般仕様について規定する。また,この規格は,リングのコード,呼び方及びマーキング方法について
も規定する。
なお,この規格は,類似した状態で作動する圧縮機用リングなどに適用してもよい。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 6621-4:2003,Internal combustion engines−Piston rings−Part 4: General specifications(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 8032-2 内燃機関−小径ピストンリング−第2部:測定方法
注記 対応国際規格:ISO 6621-2,Internal combustion engines−Piston rings−Part 2: Inspection
measuring principles(MOD)
JIS B 8032-3 内燃機関−小径ピストンリング−第3部:材料
注記 対応国際規格:ISO 6621-3,Internal combustion engines−Piston rings−Part 3: Material
specifications(IDT)
JIS B 8032-6 内燃機関−小径ピストンリング−第6部:レクタンギュラリング
注記 対応国際規格:ISO 6622-1,Internal combustion engines−Piston rings−Part 1: Rectangular rings
made of cast iron(MOD)
JIS B 8032-7 内燃機関−小径ピストンリング−第7部:薄幅レクタンギュラリング
注記 対応国際規格:ISO 6622-2,Internal combustion engines−Piston rings−Part 2: Rectangular rings
2
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
made of steel(MOD)
JIS B 8032-8 内燃機関−小径ピストンリング−第8部:スクレーパリング
注記 対応国際規格:ISO 6623,Internal combustion engines−Piston rings−Scraper rings made of cast
iron(MOD)
JIS B 8032-9 内燃機関−小径ピストンリング−第9部:キーストンリング
注記 対応国際規格:ISO 6624-1,Internal combustion engines−Piston rings−Part 1: Keystone rings
made of cast iron(IDT)
JIS B 8032-10 内燃機関−小径ピストンリング−第10部:鋳鉄製ハーフキーストンリング
注記 対応国際規格:ISO 6624-2,Internal combustion engines−Piston rings−Part 2: Half keystone rings
made of cast iron(MOD)
JIS B 8032-11 内燃機関−小径ピストンリング−第11部:オイルコントロールリング
注記 対応国際規格:ISO 6625,Internal combustion engines−Piston rings−Oil control rings(MOD)
JIS B 8032-12 内燃機関−小径ピストンリング−第12部:コイルエキスパンダ付きオイルコントロー
ルリング
注記 対応国際規格:ISO 6626,Internal combustion engines−Piston rings−Coil-spring-loaded oil
control rings(IDT)
JIS B 8032-13 内燃機関−小径ピストンリング−第13部:スチール組合せオイルコントロールリング
注記 対応国際規格:ISO 6627,Internal combustion engines−Piston rings−Expander/segment
oil-control rings(MOD)
JIS B 8032-14 内燃機関−小径ピストンリング−第14部:スチール製キーストンリング
注記 対応国際規格:ISO 6624-3,Internal combustion engines−Piston rings−Part 3: Keystone rings
made of steel(MOD)
JIS B 8032-15 内燃機関−小径ピストンリング−第15部:スチール製ハーフキーストンリング
注記 対応国際規格:ISO 6624-4,Internal combustion engines−Piston rings−Part 4: Half keystone rings
made of steel(MOD)
JIS B 8032-16 内燃機関−小径ピストンリング−第16部:コイルエキスパンダ付き鋳鉄製薄幅オイル
コントロールリング
注記 対応国際規格:ISO 6626-2,Internal combustion engines−Piston rings−Part 2: Coil-spring-loaded
oil control rings of narrow width made of cast iron(MOD)
JIS Z 2244 ビッカース硬さ試験−試験方法
ISO 6622-2,Internal combustion engines−Piston rings−Part 2: Rectangular rings made of steel
注記 対応日本工業規格:JIS B 8032-7 内燃機関−小径ピストンリング−第7部:薄幅レクタン
ギュラリング(MOD)
3
種類
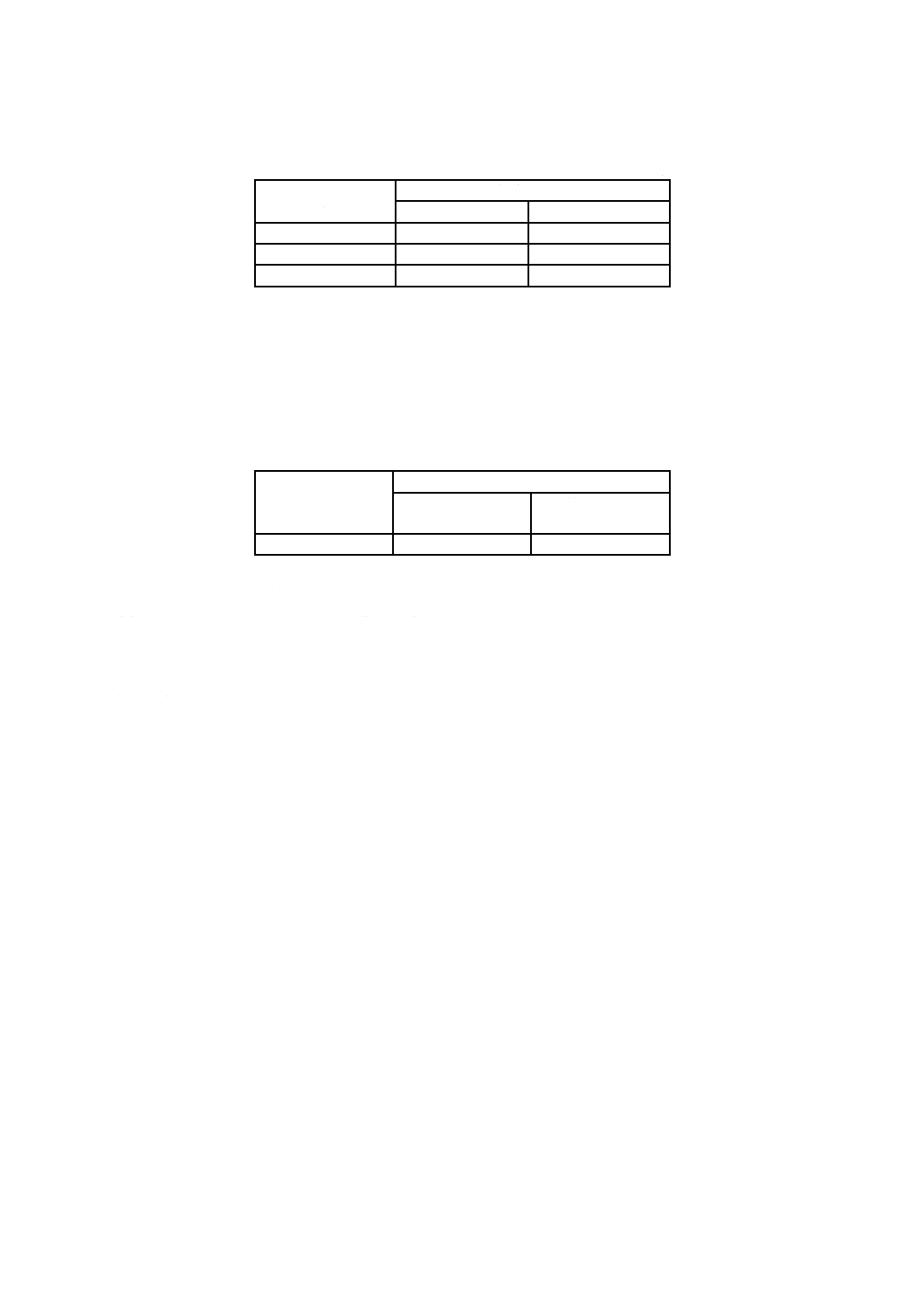
リングの厚さ(a1)は,内燃機関の作動条件にリングを適合させるため,表1に示す3種類とする。
なお,コードがD22及びMPGの場合は,リングの呼び方にこれらのコードを明示する。
3
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
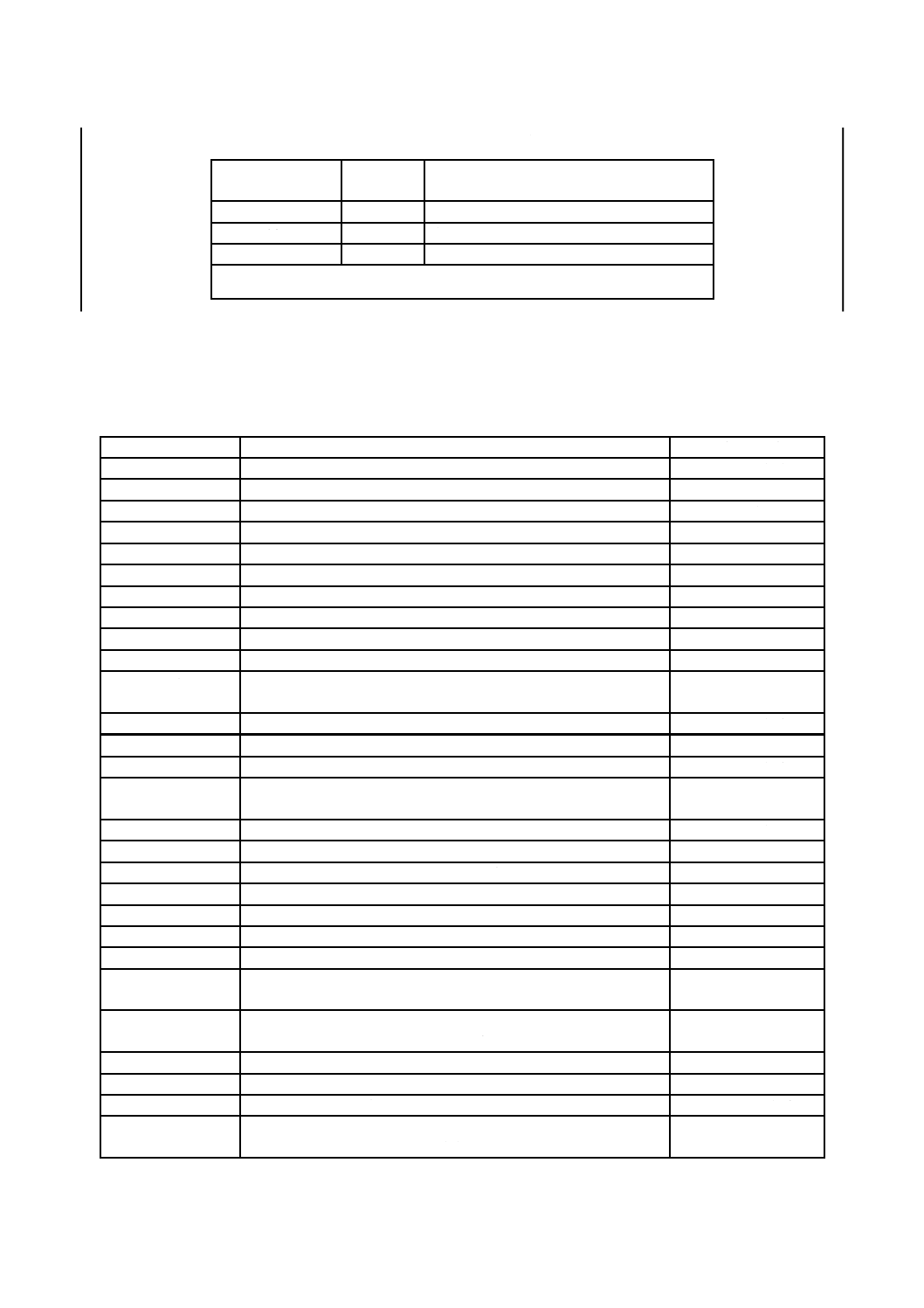
表1−厚さ(a1),コード及び主な用途
厚さ
a1
コード
主な用途(参考)
標準
なし
一般内燃機関用,自動車用,船用
d1/22
D22
自動車用,船用
d1/24〜d1/28
MPG
一般内燃機関用,自動車用
注記 d1は,呼び径を示す。
4
ピストンリングのコード
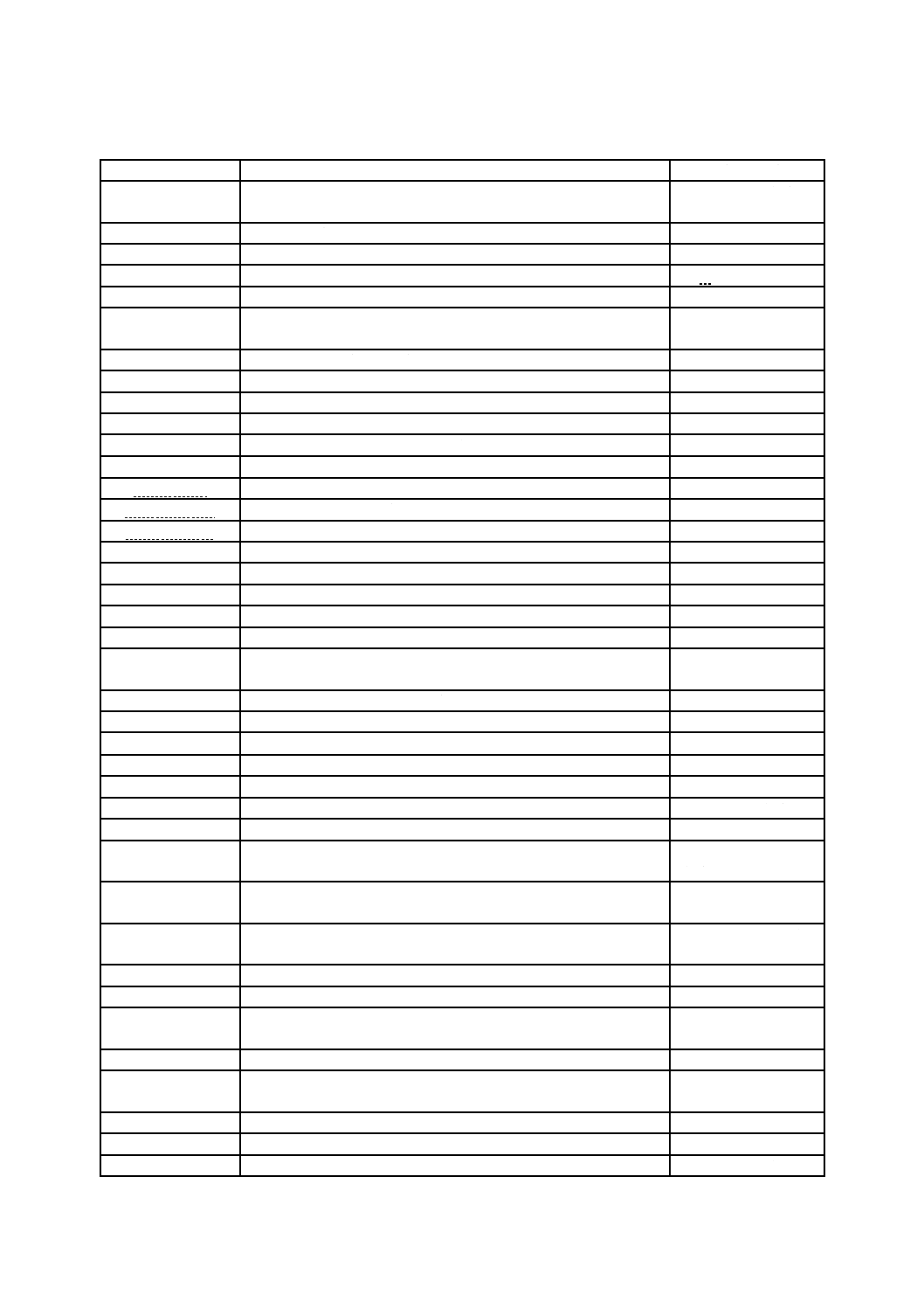
リングに用いるコードは,表2による。
表2−リングのコード
コード
内容
関連する規格
R
ストレートフェースレクタンギュラリング
JIS B 8032-6及び-7
B
バレルフェースレクタンギュラリング
JIS B 8032-6及び-7
BA
非対称バレルフェースレクタンギュラリング
ISO 6622-1及び-2
M1〜M5
テーパフェースレクタンギュラリング
JIS B 8032-6及び-7
N
ナピアリング(アンダカットステップ)
JIS B 8032-8
NM1〜NM4
テーパフェースナピアリング(アンダカットステップ)
JIS B 8032-8
E
スクレーパリング(ステップ)
JIS B 8032-8
EM1〜EM4
テーパフェーススクレーパリング(ステップ)
JIS B 8032-8
T
ストレートフェースキーストンリング6°
JIS B 8032-9及び-14
TB
バレルフェースキーストンリング6°
JIS B 8032-9及び-14
TBA
非対称バレルフェースキーストンリング6°
ISO 6624-1及び
JIS B 8032-14
TM1〜TM5
テーパフェースキーストンリング6°
JIS B 8032-9及び-14
K
ストレートフェースキーストンリング15°
JIS B 8032-9及び-14
KB
バレルフェースキーストンリング15°
JIS B 8032-9及び-14
KBA
非対称バレルフェースキーストンリング15°
ISO 6624-1及び
JIS B 8032-14
KM1〜KM5
テーパフェースキーストンリング15°
JIS B 8032-9及び-14
HK
ストレートフェースハーフキーストンリング7°
JIS B 8032-10及び-15
HKB
バレルフェースハーフキーストンリング7°
JIS B 8032-10及び-15
S
窓付きオイルコントロールリング
JIS B 8032-11
G
ダブルベベルオイルコントロールリング
JIS B 8032-11
D
ベベルオイルコントロールリング
JIS B 8032-11
DV
V溝ベベルオイルコントロールリング
JIS B 8032-11
DSF-C
クロムめっき付き・プロファイル研磨・コイルエキスパンダ付きの
ベベルオイルコントロールリング
JIS B 8032-12及び-16
DSF-CNP
クロムめっき付き・プロファイル研磨なし・コイルエキスパンダ付
きのベベルオイルコントロールリング
JIS B 8032-12
SSF
コイルエキスパンダ付き窓付きオイルコントロールリング
JIS B 8032-12及び-16
GSF
コイルエキスパンダ付きダブルベベルオイルコントロールリング
JIS B 8032-12及び-16
DSF
コイルエキスパンダ付きベベルオイルコントロールリング
JIS B 8032-12及び-16
DSF-NG
コイルエキスパンダ付きベベルオイルコントロールリング(外周形
状はDSF-C又はDSF-CNPに類似)
JIS B 8032-12
4
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−リングのコード(続き)
コード
内容
関連する規格
SSF-L
ランド幅0.6 mmコイルエキスパンダ付き窓付きオイルコントロー
ルリング
JIS B 8032-12及び-16
ES-1〜ES-4
スチール組合せオイルコントロールリング
JIS B 8032-13
D22
リング厚さa1=d1/22
JIS B 8032-6及び-8
MPG
リング厚さa1=d1/24〜d1/28
JIS B 8032-6及び-11
MC11〜MC68
材料小分類
JIS B 8032-3
MR
比率m/(d1−a1)[自由合い口隙間(m)の(d1−a1)に対する比]を減少
させた場合
JIS B 8032-4
Z
オーバリティの度合いが真円ねらいのリング形状
JIS B 8032-4
Y
オーバリティの度合いが負のリング形状
JIS B 8032-4
S005〜S100
合い口隙間(最小値)
JIS B 8032-4
CRF,CR1〜CR4
外周全面クロムめっき付き
JIS B 8032-4
CR1E,CR2E
外周セミインレイドクロムめっき付き
JIS B 8032-4
CR1F,CR2F
外周インレイドクロムめっき付き
JIS B 8032-4
MO1〜MO4
外周全面溶射コーティング付き
JIS B 8032-4
MO1E〜MO4E
外周セミインレイド溶射コーティング付き
JIS B 8032-4
MO1F〜MO4F
外周インレイド溶射コーティング付き
JIS B 8032-4
NT030〜NT130
外周及び側面の窒化層深さを規定した表面窒化付き
JIS B 8032-4
NB030〜NB130
外周及び下面の窒化層深さを規定した表面窒化付き
JIS B 8032-4
NP030〜NP130
外周だけ窒化層深さを規定した表面窒化付き
JIS B 8032-4
NS010〜NS050
窒化層深さを規定した表面窒化付きサイドレール
ISO 6627
NX
表面窒化付きスペーサエキスパンダ
ISO 6627
LF
コーティングなし外周面又はランド外周面を全面ラップ仕上げし
たリング
JIS B 8032-4
LP
外周を当たり出しラップ仕上げしたテーパフェースリング
JIS B 8032-4
LM
部分的に外周を円筒状に機械加工したテーパフェースリング
JIS B 8032-4
FE
全面フェロオキサイド皮膜処理
JIS B 8032-4
PO
全面りん酸塩皮膜処理
JIS B 8032-4
PR
全面りん酸塩皮膜処理[防せい(錆)目的]
JIS B 8032-4
KA
外周エッジ面取り
JIS B 8032-6及び-7
KI
内周エッジ面取り
JIS B 8032-6及び-7
IF
上面インターナルベベル
JIS B 8032-6,-7,-14
及びISO 6624-1
IFU
下面インターナルベベル
JIS B 8032-6及びISO
6622-2
IW
上面インターナルステップ
JIS B 8032-6,-7及び
ISO 6624-1
IWU
下面インターナルステップ
JIS B 8032-6
IFV
上面インターナルベベル(IF以外の任意のベベル角度による設定) JIS B 8032-6
IFVU
下面インターナルベベル(IFU以外の任意のベベル角度による設
定)
JIS B 8032-6
KU
外周下面エッジを縮小した外周全面クロムめっき付き
JIS B 8032-4
KG
合い口外周エッジを縮小したクロムめっき付き,溶射コーティング
付き又は表面窒化付き
JIS B 8032-4
NE1〜NE3
側面回り止め
JIS B 8032-4
NH1〜NH3
内周回り止め
JIS B 8032-4
WK
縮小窓長さ
JIS B 8032-12及び-16
5
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−リングのコード(続き)
コード
内容
関連する規格
WF
張力減退低減処理
JIS B 8032-5,-12及び
-16
CSN,CSG,CSE
コイルエキスパンダの形状
JIS B 8032-12及び-16
PNE,PNL,PNR,
PNM,PNH,PNV
面圧の等級
JIS B 8032-12,-16
及びISO 6627
付加的マーク
MM
製造業者マーク
JIS B 8032-4
MZ
リングオーバリティが真円ねらいのマーク
JIS B 8032-4
MY
リングオーバリティが負のマーク
JIS B 8032-4
MX
材料マークa)
JIS B 8032-4
MU
その他の付加的マークb)
JIS B 8032-4
注a) 異なる材料を選択した場合は,材料表示マークは製造業者の選択による。
b) 使用者の要求で,その他の付加的マークが必要な場合は,受渡当事者間の協定によって明確に示す。
5
ピストンリングの呼び方
5.1
呼び方の要素及び順序
5.1.1
一般
この規格に適合したリングの呼び方は,表2に示すコードを用いて,次の要素及び順序による。
5.1.2
必須要素
リングの呼び方は,次の必須要素から構成する。
− 名称:ピストンリング
− 該当するJIS番号
− リングのタイプ
例 R
− ハイフン
− リングの寸法 d1(呼び径)×h1(幅)
− 厚さ コードなしの場合:“標準”
− D22コード JIS B 8032-6及びJIS B 8032-8に従って選択したa1=d1/22の場合
− ハイフン
− 材質コード
例 MC11
5.1.3
付加的要素
次の選択可能な要素は,リングの呼び方に追加できる。追加をした場合は,5.1.2に示す必須要素とは行
を改めてその下に配置するか,又はスラッシュ“/”を用いて必須要素から分離する。
− 比率m/(d1−a1)を減少させた場合のコード
例 MR
− リング形状のコード
例 Z
− 各規格で規定する,合い口隙間とは異なる合い口隙間を選択する場合のコード
例 S050
6
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− コーティング選択のコード
例 CR3
− 全面ラップ仕上げをした外周面をもつコーティングなしリング
例 LF
− 部分的に外周を円筒状に機械加工したテーパフェースリング
例 LM
− 外周を当たり出しラップ仕上げしたテーパフェースリング
例 LP
− 表面処理選択のコード
例 PO
− 内周エッジ選択のコード
例 KA
− 内周面ステップ又はベベルのコード
例 IWU
− 回り止め形状選択のコード
例 NH1
− 縮小窓長さが必要な場合のコード
例 WK
− 張力減退低減処理のコイルが必要な場合のコード
例 WF
− コイルエキスパンダの形状選択のコード
例 CSG
− 面圧の等級選択のコード
例 PNM
5.1.4
付加的マークの要素
付加的マークは,5.1.3に規定する付加的要素に続ける。
− 製造業者のマークが必要な場合のコード
例 MM
− リング形状の要求コード
例 MZ
− リング形状の要求コード(リングオーバリティが負)
例 MY
− 材料マークのコード
例 MX[表2の注a)による]
− その他のマーク
例 MU[表2の注b)による]
5.2
呼び方の例
5.2.1
レクタンギュラリング
JIS B 8032-6に適合するリングの呼び方を,次の例を用いて示す。
− ストレートフェースレクタンギュラリング(R)
7
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 呼び径 d1=90 mm(90)
− 呼び幅 h1=2.5 mm(2.5)
− ねずみ鋳鉄,熱処理なし,材料小分類11(MC11)
呼び方 ピストンリング JIS B 8032-6 R-90×2.5-MC11
5.2.2
キーストンリング
JIS B 8032-9に適合するリングの呼び方は,次による。
− キーストンリング6°,テーパフェース60′(TM3)
− 呼び径 d1=105 mm(105)
− 呼び幅 h1=2.5 mm(2.5)
− マルテンサイト球状黒鉛鋳鉄,材料小分類51(MC51)
− リングの形状 真円ねらい(Z)
− 合い口隙間 0.3 mmを選択(S030)
− 内周エッジ面取り(KI)
− 外周クロムめっき付き,めっき厚さ0.1 mm以上(CR2)
呼び方 ピストンリング JIS B 8032-9 TM3-105×2.5-MC51/Z S030 KI CR2
5.2.3
コイルエキスパンダ付きオイルコントロールリング
JIS B 8032-12に適合するリングの呼び方は,次による。
− クロムめっき付き,プロファイル研磨及びコイルエキスパンダ付きのベベルオイルコントロールリン
グ(DSF-C)
− 呼び径 d1=125 mm(125)
− 呼び幅 h1=5 mm(5)
− ねずみ鋳鉄,熱処理なし,材料小分類11(MC11)
− 合い口隙間 0.2 mmを選択(S020)
− ランド部クロムめっき厚さ 0.15 mm以上(CR3)
− 全鋳鉄表面上のりん酸塩皮膜処理厚さ 0.002 mm以上(PO)
− 縮小窓長さ(WK)
− 張力減退低減処理コイルエキスパンダ(WF)
− 外周d7研磨不等ピッチコイルエキスパンダ(CSE)
− 中級平均面圧の接線張力Ft(PNM)
− リングに製造業者マークを表示(MM)
呼び方 ピストンリング JIS B 8032-12 DSF-C-125×5-MC11/S020 CR3 PO WK WF CSE PNM MM
6
ピストンリングのマーク
6.1
一般
6.2及び6.3に示すリングマークに関する要求及び推奨事項は,厚さ1.6 mm以上のリングに適用する。
ただし,厚さ1.6 mm未満のリングについては製造業者の選択による。
6.2
必須上面指示マーク
方向を示す必要のあるリングは,燃焼室側に近い側面だけに,上面を示すマークを表示する。
受渡当事者間の協定によるマークがない場合には,“TOP”のマークを用いる。
上面を示すマークは,次の形状のリング全てに適用する。
8
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− テーパフェースリング
− 非対称バレルフェースリング
− 外周下面エッジを縮小したリング
− インターナルベベル又はインターナルステップリング
− セミインレイドリング
− スクレーパリング
− ハーフキーストンリング
− 方向性のあるオイルコントロールリング
このようなマークを必要とする全てのリングは,該当するJISの共通諸元で規定する。
6.3
付加的マーク
ピストンリングの付加的マークは,任意選択又は使用者の要求による。このような付加的マークは,次
のものを含んでいてもよい。
− 製造業者マーク
− リング形状マーク
− 材質マーク(特別な材料の場合)
− 受渡当事者間の協定によるその他の付加的マーク
7
一般共通特性事項
7.1
リング形状
リングには,オーバリティの度合いを指定できる。これは,レクタンギュラリング(JIS B 8032-6及び
JIS B 8032-7),スクレーパリング(JIS B 8032-8),キーストン及びハーフキーストンリング(JIS B 8032-9,
JIS B 8032-10,JIS B 8032-14及びJIS B 8032-15)に適用する。オーバリティの形態は,次による。
− 正のオーバリティ 標準でありコードなし
− 真円 コードZ
− 負のオーバリティ コードY
オーバリティの値は,表3による。
表3−オーバリティ
単位 mm
呼び径
d1
正のオーバリティ
真円a)
コードZ
負のオーバリティb)
コードY
30≦d1< 60
0〜+0.60
−0.30〜+0.30
−0.60〜0
60≦d1<100
+0.05〜+0.85
−0.35〜+0.35
−0.70〜0
100≦d1<150
+0.10〜+1.10
−0.45〜+0.45
−0.95〜−0.05
150≦d1≦200
+0.15〜+1.35
−0.50〜+0.50
−1.10〜−0.10
注a) コーティング付きテーパフェース及びコーティングなしでラッピング仕上げ面を
もつリングに対しては,真円のリング形状が望ましい。
b) JIS B 8032-3の材料分類10には適用しない。
7.2
ライトタイトネス
リングの全外周の90 %以上は,ライトタイトとする。
9
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
外周面にめっき,溶射コーティング又は表面窒化処理,及び研磨仕上げをしたテーパフェースリングで
は,その全外周の95 %以上はライトタイトとする。
次に示す仕様のリングは,全外周の100 %をライトタイトとする。
− 全外周にわたり機械加工したランドをもつリング
− 全外周にわたり機械加工したランドをもつテーパフェースリング
表面処理(POなど)したリングのライトタイトネスの測定は,一般に表面処理の前に行う。表面処理
の後に測定する場合は,測定ゲージの中でリングを回転させて行う。ネガティブポイントデフレクション
のリングの場合には,合い口付近での漏光は許容できるが,その角度はJIS B 8032-2に規定する角度θの
範囲内でなければならない。
7.3
合い口隙間
各規格群の寸法表に規定する合い口隙間とは異なる合い口隙間を選択する場合には,表4のコードを適
用し,許容差は各規格群の規定をそのまま用いる。
表4−合い口隙間
単位 mm
コード
S005
S010
S015
S020
S025
S030
S035
S040
S045
S050
S055
S060
S070
S080
S090
S100
合い口
隙間
s1
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.70
0.80
0.90
1.00
7.4
シングルピースリングの接線張力Ft及び直径張力Fd
注記 各リング形状の張力は,JIS B 8032-6〜JIS B 8032-11,JIS B 8032-14及びJIS B 8032-15による。
また,Ft及びFdの定義は,JIS B 8032-2による。
7.4.1
寸法規格群の寸法表におけるFt及びFd値の計算
各種リングの接線張力及び直径張力は,JIS B 8032-6〜JIS B 8032-11,JIS B 8032-14及びJIS B 8032-15
の寸法表に示す。
接線張力及び直径張力は,次の条件において計算する。
− それぞれのリングタイプの基本形状
− 厚さ(a1)の呼び値及び幅(h1又はh3)の中心値
− 鋳鉄製リングの弾性率:100 GN/m2(100 GN/m2=100 000 MPa=100 000 N/mm2)
− スチール製リングの弾性率:210 GN/m2
− 呼び径に対する自由合い口隙間の比率[m/(d1−a1)]は,表5による。
表5−呼び径に対する自由合い口隙間の標準比率
呼び径
d1 (mm)
比率m/(d1−a1)
鋳鉄製
スチール製a)
30≦d1< 60
0.15
0.10〜0.14
60≦d1<100
100≦d1<160
0.17−0.000 2 d1
0.11〜−0.13
160≦d1≦200
注a) m/(d1−a1)の変動は,面圧及び厚さに依存する。
10
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 スチール製レクタンギュラリング(ISO 6622-2)の接線張力及び直径張力の計算は,0.16±0.01
N/mm2の理論面圧を基準としている。スチール製キーストンリング(JIS B 8032-14)並びにハ
ーフキーストンリング(JIS B 8032-15)の接線張力及び直径張力の計算は,レクタンギュラリ
ング(ISO 6622-2)に用いた比率と同じ比率m/(d1−a1)を基準としている。スチール製リングの
比率m/(d1−a1)は,表5に示す鋳鉄製リングの値とは全く異なり,呼び径及び個々の厚さによ
って決まる。この厚さは呼び径の範囲ごとに段階的に設定され,呼び径に対して一定比率では
ない(例えばd1=57〜61 mmに対して,a1=2.1 mm)。
7.4.2
Ft及びFdの値の補正
7.4.2.1
一般
Ft及びFdの値は,次のa)〜c) の特性がある場合には,補正する。
a) 次の負荷特性値のいずれか又は組合せがある場合
− 外周面にコーティング
− 内周エッジ面取り
− 外周エッジ面取り
− テーパ
− インターナルステップ又はインターナルベベル
b) 弾性率が100 GN/m2以外の材料の場合
c) 呼び径に対する自由合い口隙間の比率[m/(d1−a1)]が表5と異なる場合
7.4.2.2
共通諸元に対する補正係数
共通諸元に対して必要な補正係数を,JIS B 8032-6〜JIS B 8032-11,JIS B 8032-14及びJIS B 8032-15の
“張力係数”に示す。
7.4.2.3
材料に対する張力補正係数
JIS B 8032-3に規定する材料に対しては,表6に示す張力補正係数を使用しなければならない。
表6−材料に対する張力補正係数
材料分類
材料に対する張力補正係数
10
0.9〜1.0a)
20
1.1〜1.3a)
30
1.45
40
1.6
50
1.6
注a) 材料に対する張力補正係数は,製造業者の材料規格に規定する
弾性率によって決まる。
補正係数=標準弾性率(GN/m2) /100 (GN/m2)
7.4.2.4
比率m/(d1−a1)に対する張力補正係数
材料分類30〜50で製造するリングは,比率m/(d1−a1)が標準である場合(表6参照)に,弾性率に関連
して接線張力及び直径張力が増加する。
このような張力の増加を抑制するために,一般的にはm/(d1−a1)の値を減少させる。表7に,標準m/(d1
−a1)比率と減少m/(d1−a1)比率に対する補正係数の推奨値を示す。
11
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−比率m/(d1−a1)に対する張力補正係数
材料分類
係数
標準m/(d1−a1)
減少m/(d1−a1)
コード:MR
10
1
−
20
1
−
30
1
0.825
40
1
0.75
50
1
0.75
注記 減少m/(d1−a1)の実際の値を計算するためには,表7に記載
した係数を用いる。したがって,表5に示す式から算出し
たm/(d1−a1)は,表7の補正係数で補正する。
7.4.3
接線張力Ft及び直径張力Fdの補正の例
7.4.3.1
第一の例−タイプ:JIS B 8032-6 B-95×2.5-MC53/MR CR2 IW
a) 補正係数
− 1.6:材料小分類53
− 0.75:減少m/(d1−a1)の比率
− 0.85:外周クロムめっき CR2
− 0.78:インターナルステップIW
b) 計算
全張力補正係数:
1.6×0.75×0.85×0.78=0.796
JIS B 8032-6によるFt及びFdの基礎値:
Ft=18.5 N
Fd=39.8 N
補正値:
Ft'=0.796×18.5 N(±20 %)
=14.7 N(±20 %)
=11.8〜17.6 N
Fd'=0.796×39.8 N(±20 %)
=31.7 N(±20 %)
=25.4〜38 N
7.4.3.2
第二の例−タイプ:JIS B 8032-8 N-70×2 D22-MC24/MO2F
a) 補正係数
− 1.15:材料小分類24
− 0.86:外周溶射コーティング MO2F(インレイド)
b) 計算
全張力補正係数:
1.15×0.86=0.989
JIS B 8032-8によるFt及びFdの基礎値:
12
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Ft=9.2 N
Fd=19.8 N
補正値:
Ft'=0.989×9.2 N(±30 %)
=9.1 N(±30 %)
=6.4〜11.8 N
Fd'=0.989×19.8 N(±30 %)
=19.6 N(±30 %)
=13.7〜25.5 N
7.4.3.3
第三の例−タイプ:JIS B 8032-9 KB-140×4-MC42/MO4 KI
a) 補正係数
− 1.6:材料小分類42
− 0.83:外周溶射コーティング M04(外周全面)
− 0.96:内周面取り KI
b) 計算
全張力補正係数:
1.6×0.83×0.96=1.275
JIS B 8032-9によるFt及びFdの基礎値:
Ft=29.3 N
Fd=63 N
補正値:
Ft'=1.275×29.3 N(±20 %)
=37.4 N(±20 %)
=29.9〜44.9 N
Fd'=1.275×63 N(±20 %)
=80.3 N(±20 %)
=64.2〜96.4 N
7.4.3.4
第四の例−タイプ:JIS B 8032-11 G-120×5-MC11/KI
a) 補正係数
− 0.9:材料小分類11
− 0.98:内周面取り KI
b) 計算
全張力補正係数:
0.9×0.98=0.882
JIS B 8032-11によるFt及びFdの基礎値:
Ft=24.7 N
Fd=53.1 N
補正値:
Ft'=0.882×24.7 N(±20 %)
=21.8 N(±20 %)
13
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
=17.4〜26.2 N
Fd'=0.882×53.1 N(±20 %)
=46.8 N(±20 %)
=37.4〜56.2 N
7.5
JIS B 8032-12及びJIS B 8032-16に規定するコイルエキスパンダ付きオイルコントロールリングの接
線張力Ft
7.5.1
一般
コイルエキスパンダ付きオイルコントロールリングの接線張力は,次のものに依存する。
− リングのタイプ
− 呼び面圧の等級
− JIS B 8032-12及びJIS B 8032-16に示す,張力の単位面圧に対する比接線張力Ftc
注記 実際の接線張力の計算式は,JIS B 8032-12及びJIS B 8032-16による。
7.5.2
値の丸め方
接線張力の実際の値は,次のように丸めなければならない。
− Ft<50 Nの場合は,最も近い0.5 Nごとの値とする。
− Ft≧50 Nの場合は,最も近い1 Nごとの値とする。この場合,0.5 Nは切り上げる。
7.5.3
接線張力Ftの計算の例
7.5.3.1
第一の例−タイプ:JIS B 8032-12 DSF-C-100×4-MC11/CR1 CSG PNM
a) 面圧の等級及び比接線張力
呼び面圧の等級:
PNM=1.50 N/mm2
単位面圧1 N/mm2に対する比接線張力:
Ftc=40.0 N
b) 計算
接線張力:
Ft=1.50×40.0 N(±20 %)
=60.0 N(±20 %)
=48〜72 N
7.5.3.2
第二の例−タイプ:JIS B 8032-12 SSF-175×6-MC11/CSG PNE
a) 面圧の等級及び比接線張力
呼び面圧の等級:
PNE=0.44 N/mm2
単位面圧1 N/mm2に対する比接線張力:
Ftc=192.5 N
b) 計算
接線張力:
Ft=0.44×192.5 N(±20 %)
=84.7 N(±20 %)
=68〜102 N
14
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.6
JIS B 8032-13に規定するスチール組合せオイルコントロールリングの接線張力Ft
7.6.1
一般
スチール組合せオイルコントロールリングの接線張力は,次のものに依存する。
− 呼び面圧P0
− サイドレール幅h12
− 単位面圧1 N/mm2に対する比接線張力Ftc
呼び面圧及び比接線張力の値は,JIS B 8032-13による。
7.6.2
接線張力Ftの計算の例−タイプ:JIS B 8032-13 ES3-85×3-MC67 MC68/CR1 PNH
a) 面圧の等級及び比接線張力
呼び面圧の等級:P0=1.25 N/mm2,補正係数:1.25
P0U=1 N/mm2の単位面圧及びサイドレール幅0.45に対する比接線張力:
Ftc=38.2 N
b) 計算
接線張力:
Ft=1.25×38.2 N(±20 %)
=47.8 N(±20 %)
=38.2〜57.4 N
8
リングの回り止め形状及び寸法
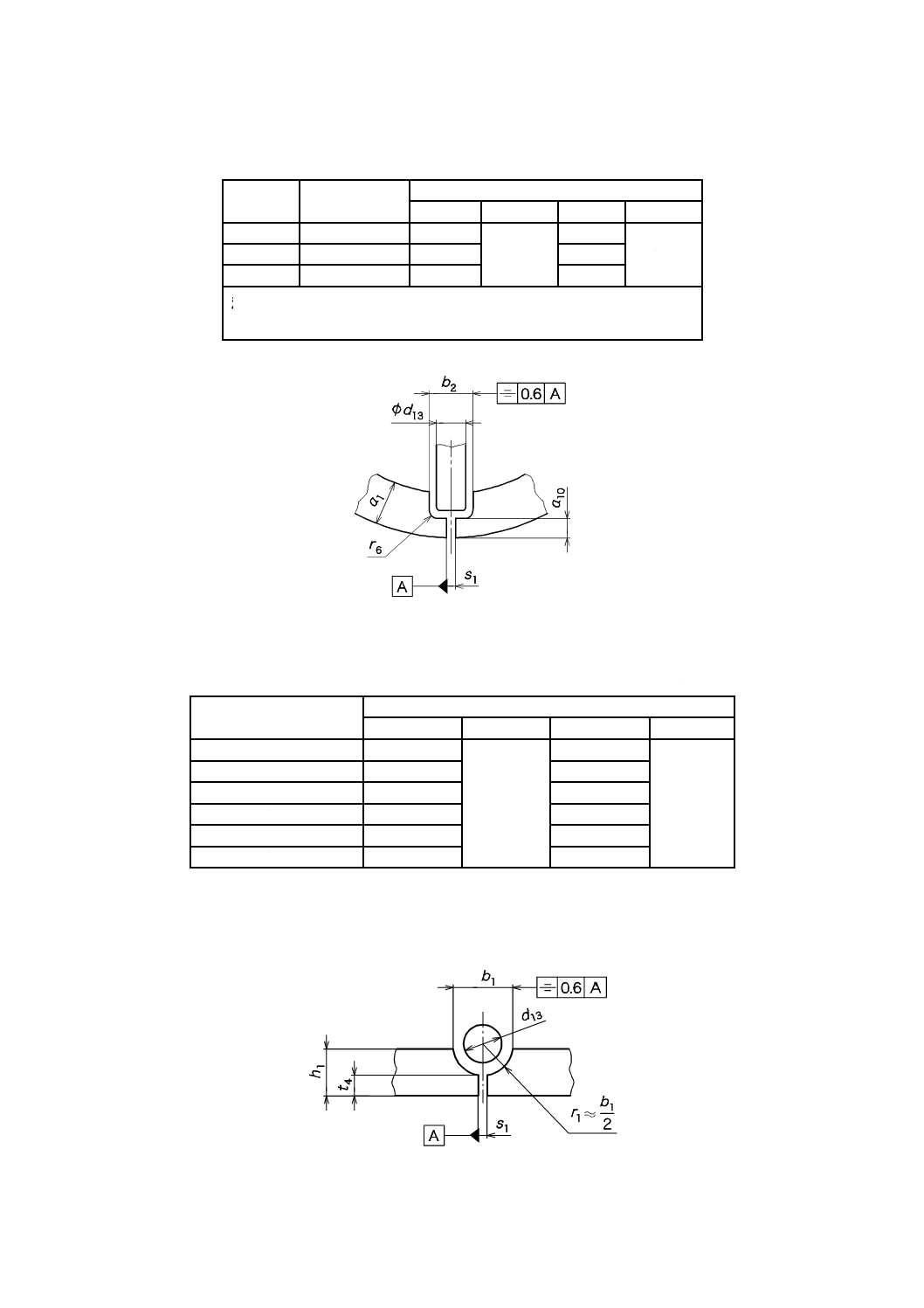
8.1
内周回り止め形状及び寸法(JIS B 8032-6,-7,-9,-10,-14,及び-15だけに適用)
内周回り止め形状及び寸法は,図1,図2,表8及び表9による。
単位 mm
図1−内周回り止め部
15
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−内周回り止め部の寸法
単位 mm
コード
ピン径
回り止め部の寸法a)
d13
b2
許容差
r6
許容差
NH1
1.5
2.0
+0.2
−0.1
0.8
±0.1
NH2
2.0
2.5
0.9
NH3
2.5
3.0
1.0
注記 r6は,図2の回り止め形状だけに適用する。
注a) b2−d13>s1(呼び寸法)
単位 mm
図2−内周回り止め部(リング厚さa1≧2.1の場合に選択してよい)
表9−内周回り止め部のオーバーラップの幅a5及びa10(JIS B 8032-6及び-7に適用)
単位 mm
リング厚さ
a1
オーバーラップ幅
a5
許容差
a10
許容差
1.5≦a1<2.1
0.6
±0.1
−
±0.1
2.1≦a1<2.7
0.7
0.6
2.7≦a1<3.1
1.0
0.7
3.1≦a1<3.5
1.2
0.8
3.5≦a1<3.9
1.4
0.9
3.9≦a1<4.1
1.6
1.0
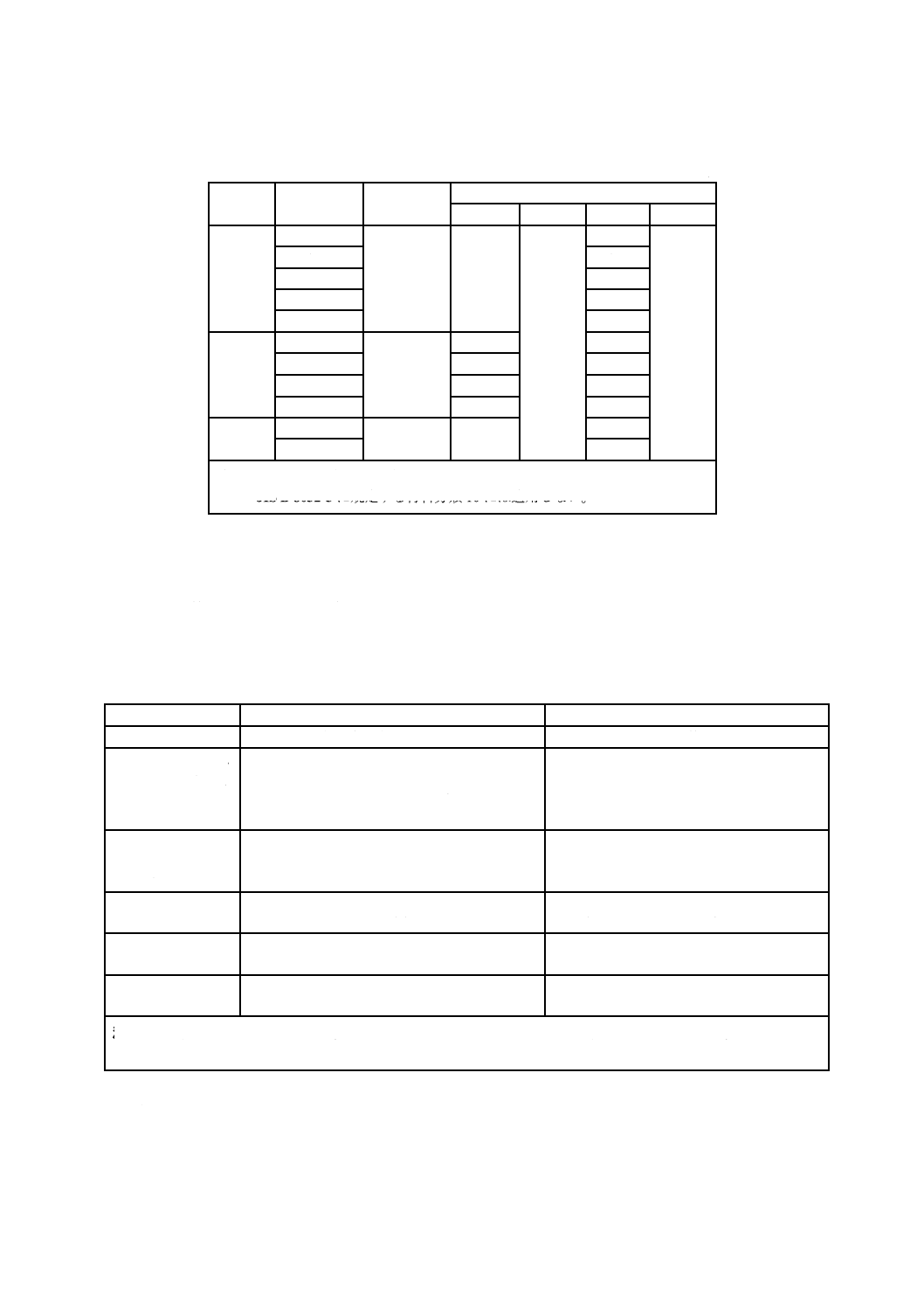
8.2
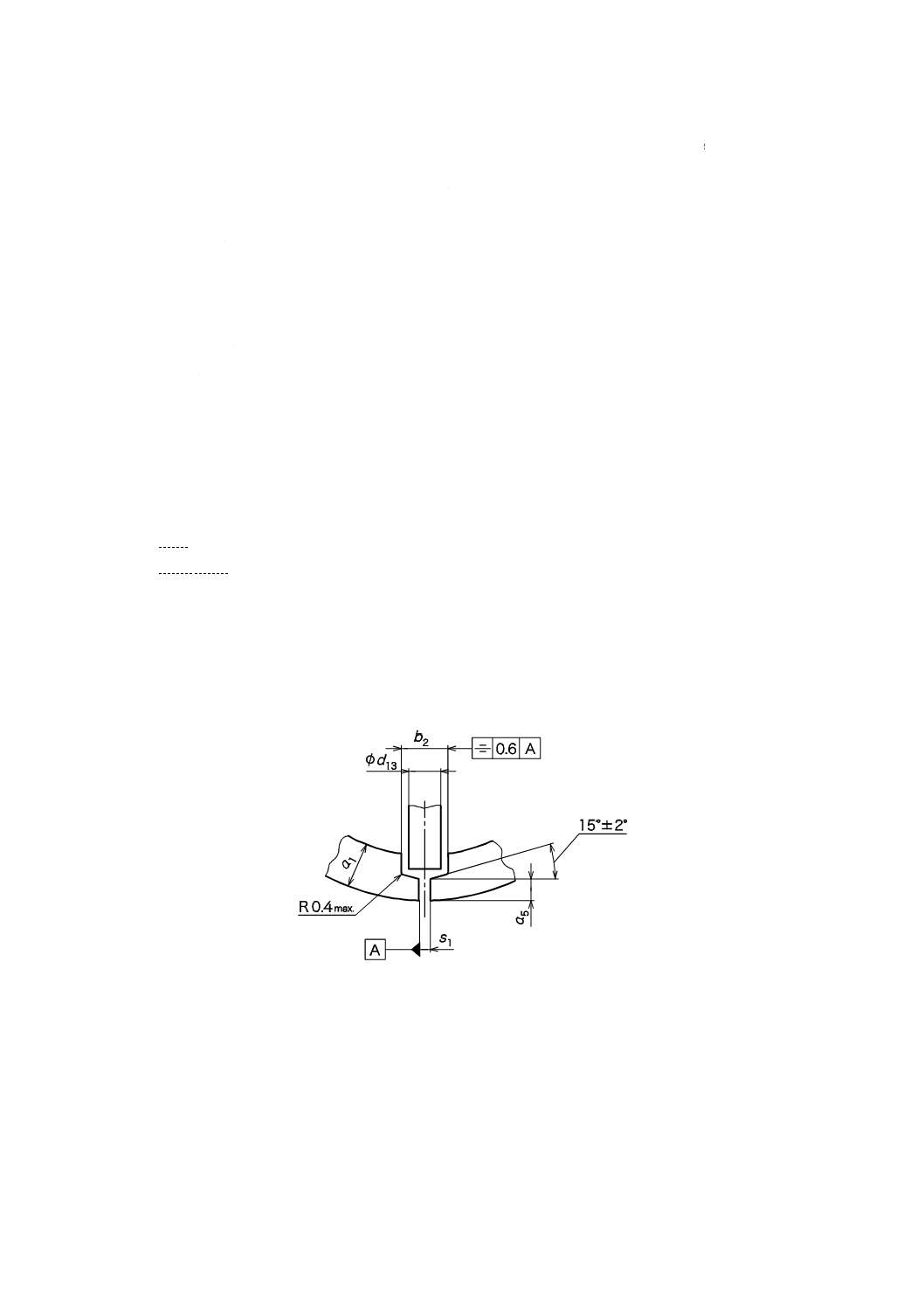
側面回り止め形状及び寸法
側面回り止め形状及び寸法は,図3及び表10による。
単位 mm
図3−側面回り止め部
16
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10−側面回り止め部の寸法
単位 mm
コード
リング幅
ピン径
回り止め部の寸法a)
h1
d13
b1
許容差
t4
許容差
NE1
1.2b)
1.5
2.0
+0.2
−0.1
0.5
0
−0.15
1.5
0.7
1.75
0.95
2.0
1.2
2.5
1.7
NE2
1.5
2.0
2.3
0.7
2.0
2.5
0.9
2.5
2.5
1.4
3.0
2.5
1.9
NE3
2.5
2.5
3.0
1.0
3.0
1.5
注a) b1−d13>s1(呼び寸法)
b) JIS B 8032-3に規定する材料分類10には適用しない。
9
表面の機械加工
9.1
外周面
外周の標準的な機械加工法の場合,識別のためのコードは,必要ない。
標準的な外周面の加工方法は,表11による。
表11−標準的な外周面の機械加工
リングのタイプ
リングの説明
外周面の標準機械加工方法
全てのタイプ
鋳鉄製の無処理リング
精密旋削
R B BA N E
T TB TBA K
KB KBA HK
HKB
鋳鉄製及びスチール製のストレートフェース,
バレルフェース,レクタンギュラ,ナピア/ス
クレーパ及びキーストンリングで外周面がめ
っき又は溶射
全面にわたり機械加工(研磨,ラッピング
又は磨き)
R B BA T
TB TBA K KB
KBA HK HKB
スチール製のストレートフェース,バレルフェ
ース,レクタンギュラ及びキーストンリングで
外周面が窒化
全面にわたり機械加工(研磨,ラッピング
又は磨き)
M NM EM
TM KM
鋳鉄製及びスチール製のテーパフェースリン
グで外周面がめっき,溶射又は窒化
幅の一部分だけ当たり出し仕上げ機械加工
(研磨,ラッピング又は磨き)
ES-1〜ES-4
スチール製組合せオイルコントロールリング
のサイドレール外周面がめっき又は窒化
幅の一部分だけ機械加工(ラッピング)
又は,外周全面にわたり機械加工(磨き)
DSF-C
DSF-CNP
鋳鉄製オイルコントロールリングのランド部
がめっき
全面にわたり機械加工(研磨,ラッピング
又は磨き)
注記 表面粗さ及びその測定方法は,上記の全ての場合に対して適用可能な標準的方法がないため,受渡当事者間
の協定による。
9.2
側面
側面の標準的な加工方法は,研磨加工とし,識別のためのコードは,必要ない。
標準的な側面の仕上げ粗さは,Rz4又はRa0.8とする。スチール製窒化リングについては,Rz3.2又は
17
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Ra0.6とする。
表面処理(FE,PO及びPR)を施すリングの場合の側面粗さの測定は,表面処理の前に行う。
スチール製組合せオイルコントロールリングのサイドレールは,機械加工をしない。
9.3
その他の面
その他の面の標準的な機械加工法の場合,識別のためのコードは,必要ない。
標準的なその他の面の加工方法は,表12による。
表12−標準的なその他の面の機械加工
表面の説明
標準機械加工方法
内周面:
鋳鉄製リング
スチール製リング
旋削仕上げ
機械加工なし
合い口端面
研磨あり又はなし
オイルコントロールリング
外周形状
旋削仕上げ又は研磨(DSF-C)
コイルエキスパンダ
研磨又は機械加工なし
エキスパンダ
機械加工なし
その他の面
旋削仕上げ,研磨あり又はなし
注記 表面粗さ及びその測定法は,上記の全ての場合に対して適用可能
な標準的方法がないため,受渡当事者間の協定による。
10 コーティングされた面
10.1 外周面のクロムめっき
10.1.1 一般
クロムめっきを施す場合は,JIS B 8032の規格群に規定しているコードを用いる。
10.1.2 クロムめっき厚さ
クロムめっき厚さは,表13による。
表13−クロムめっき厚さ
単位 mm
コード
厚さ
許容差(参考)a)
d1<160
160≦d1≦200
CRF
0.005以上
−
−
CR1
0.05以上
+0.15
0
+0.2
0
CR2
0.10以上
CR3
0.15以上
CR4
0.20以上
注a) 一般に,最小値を規定している規格では,許容差は不要で
ある。許容差が必要な場合には,この値を推奨する。
10.1.3 外周全面クロムめっきリング
コード:CRF,CR1〜CR4
外周クロムめっき付きリングは,一般に外周全面形である。
18
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
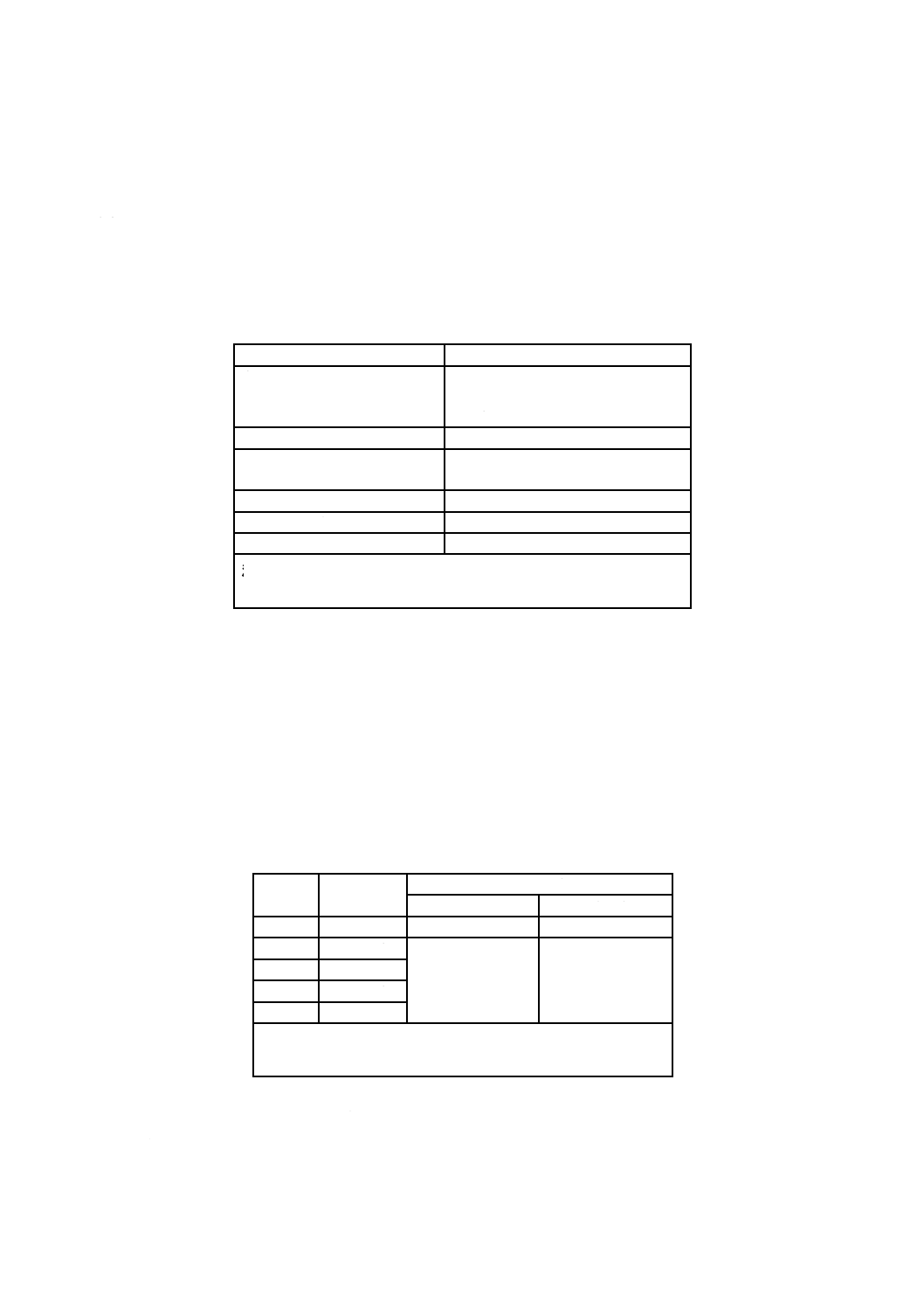
10.1.4 セミインレイドクロムめっきリング
コード:CR1E,CR2E
セミインレイドクロムめっきリングの形状及び外周エッジの寸法は,図4及び表14による。
注a) リング製造業者の選択による。
図4−セミインレイドクロムめっきリング
表14−セミインレイドクロムめっきリングの外周エッジのランド寸法h7
単位 mm
リング幅
h1
ランド寸法
h7
材料分類10,20,30
材料分類40,50,60
≦2.0
0.15〜0.45
0.10〜0.40
2.0<h1<3.5
0.15〜0.50
0.10〜0.45
3.5≦h1≦4.5
0.15〜0.55
0.10〜0.50
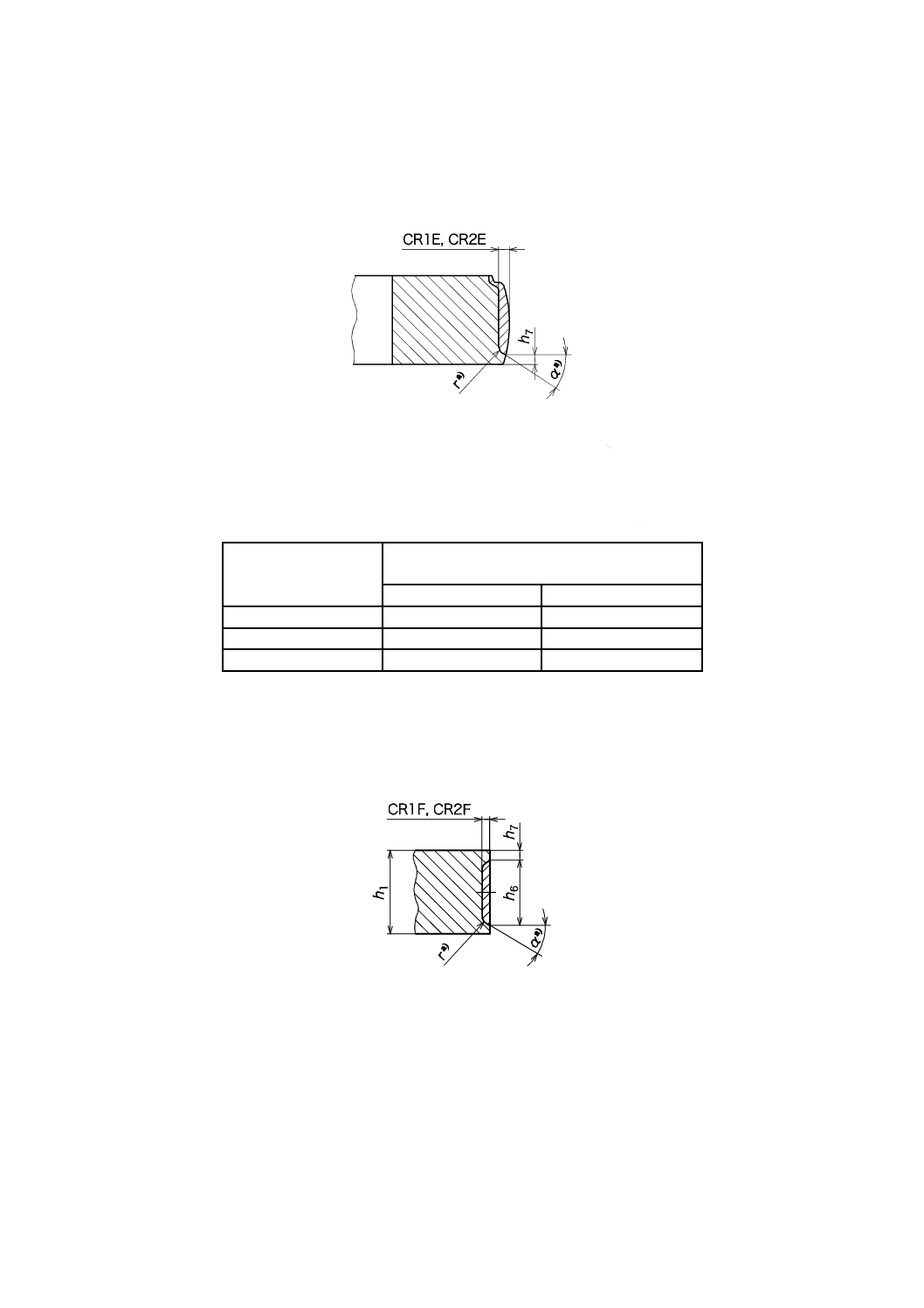
10.1.5 インレイドクロムめっきリング
コード:CR1F,CR2F
インレイドクロムめっきリングの形状及び外周エッジの寸法は,図5及び表15による。
注a) リング製造業者の選択による。
図5−インレイドクロムめっきリング
19
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表15−インレイドクロムめっきリングの外周エッジのグルーブ及びランドの寸法
単位 mm
リング幅
h1
グルーブ寸法
h6
ランド寸法
h7
材質分類10,20,30 材料分類40,50,60
2.0
1.3以上
0.15〜0.45
0.10〜0.40
2.5
1.7以上
0.15〜0.50
0.10〜0.45
3.0
2.2以上
3.5
2.5以上
4.0
3.0以上
0.15〜0.55
0.10〜0.50
4.5
3.5以上
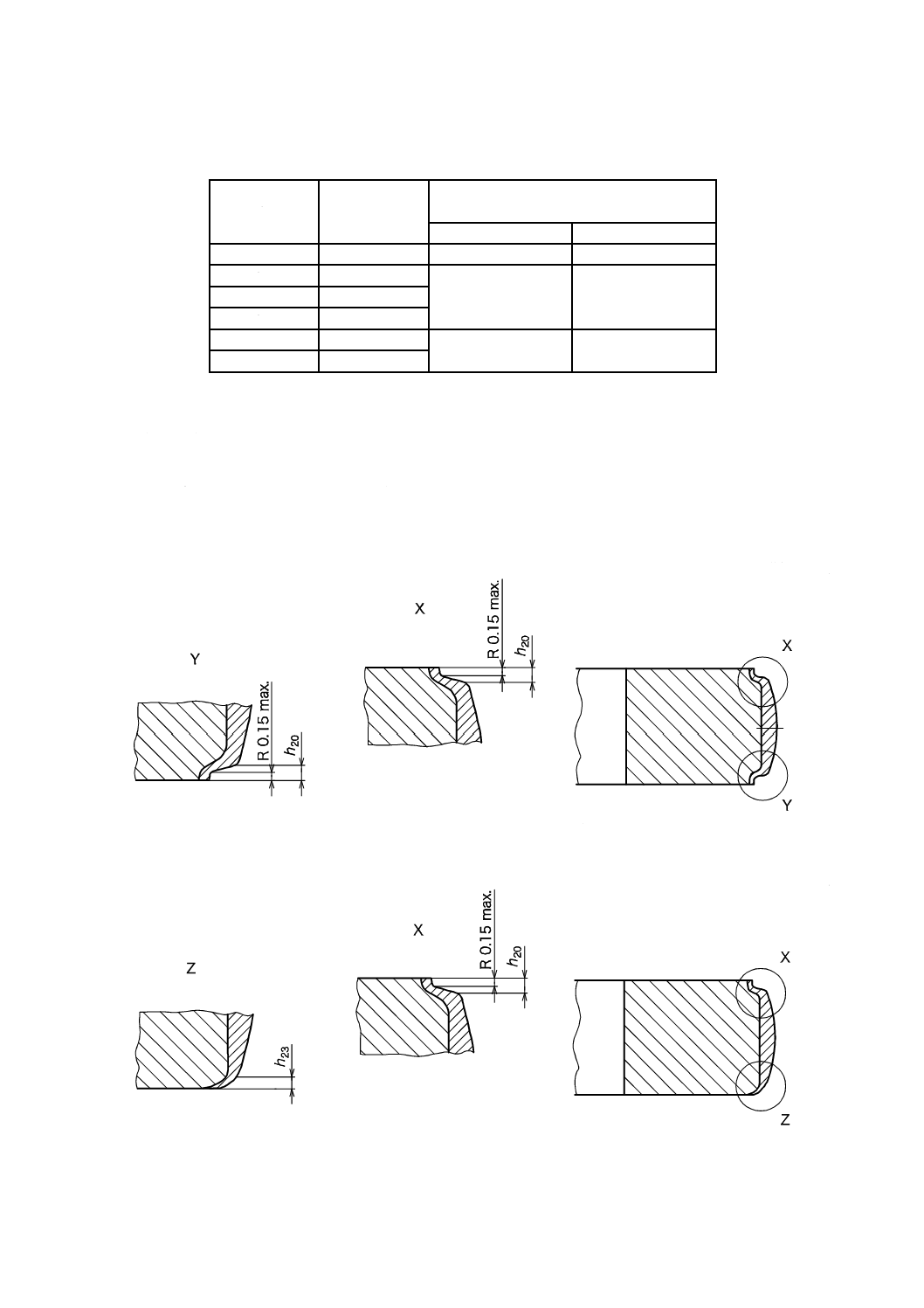
10.1.6 クロムめっきリングの外周エッジのR面取り,C面取り及び寸法
この細分箇条は,クロムめっき付きオイルコントロールリング及びサイドレールには適用しない。
コード:CRF及びCR1〜CR4の上下外周エッジ部,及びコード:CR1E及びCR2Eの外周上面エッジ部
は,めっき前にR面取り又はC面取りを行ってもよい。
外周エッジの面取り寸法は,図6〜図8及び表16による。
単位 mm
図6−外周全面クロムめっきリング
単位 mm
図7−外周下面エッジを縮小した外周全面クロムめっきリング−コード:KU
20
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
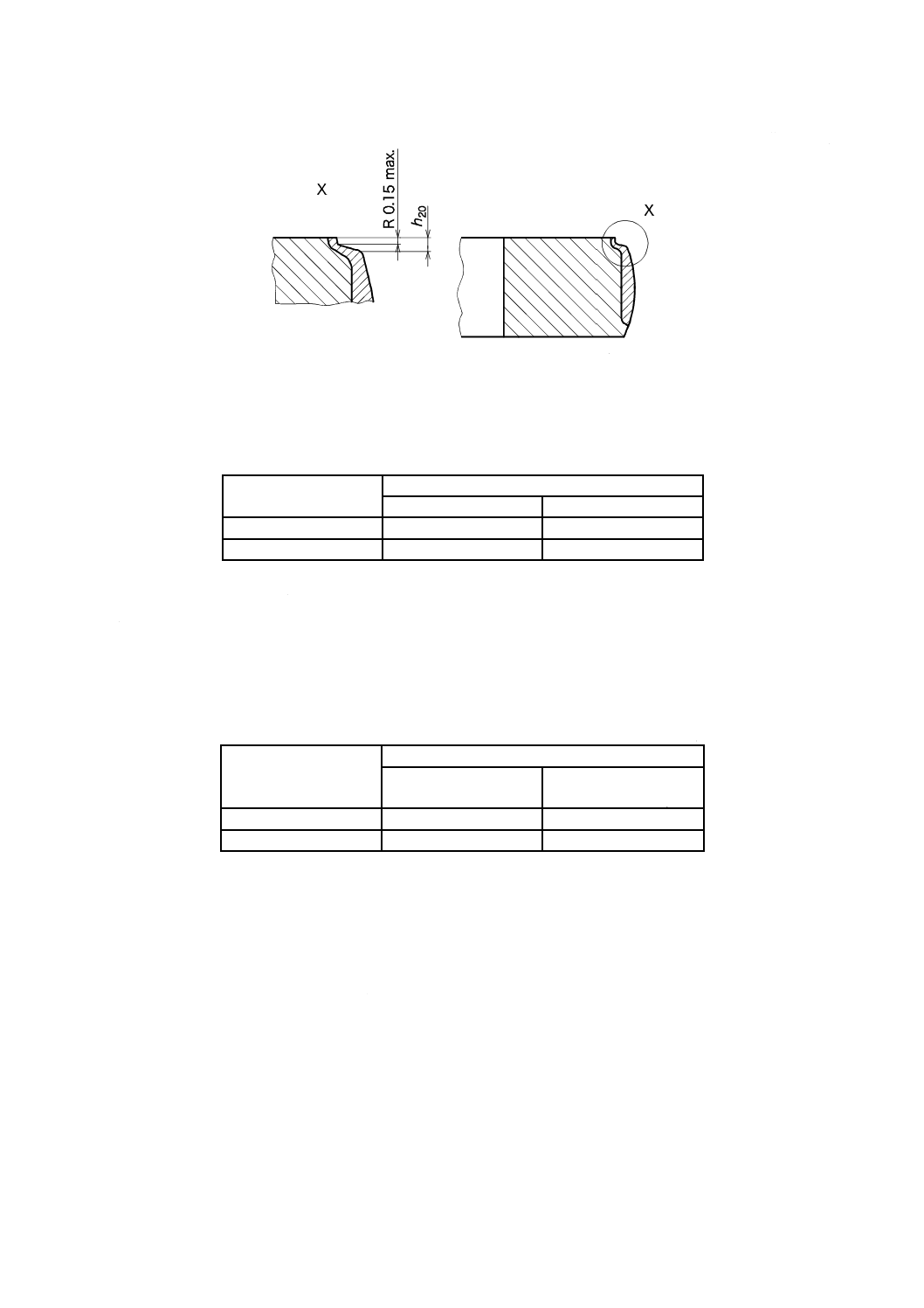
単位 mm
図8−セミインレイドクロムめっきリング
表16−外周全面クロムめっきリングの外周エッジのh20及びh23並びに
セミインレイドクロムめっきリングのh20(コード:KU)
単位 mm
リング幅
h1
軸方向寸法
h20
h23
1.0≦h1<3.5
0.3以下
0.2以下
3.5≦h1≦4.5
0.4以下
0.3以下
10.1.7 クロムめっきリング及びサイドレールの合い口部の外周エッジ
合い口部の外周エッジは,めっき後にR面取り又はC面取りを行う。
外周エッジの寸法は,表17による。
表17−クロムめっきリング及びサイドレールの合い口部における外周エッジの周方向寸法
単位 mm
リング幅
h1,h12
周方向寸法
s3
縮小仕様s3
(コード:KG)
<6
0.4以下
0.15以下
≧6
0.6以下
0.25以下
10.1.8 クロムめっきの硬さ
クロムめっきの硬さは,JIS Z 2244によって,800 HV 0.1以上とする。
10.2 溶射コーティング
10.2.1 コード
溶射コーティングを施す場合は,JIS B 8032の規格群に規定するコードを用いる。
10.2.2 溶射コーティング厚さ
溶射コーティング厚さは,表18による。
21
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表18−溶射コーティング厚さ
単位 mm
コード
厚さ
許容差(参考)a)
d1<160
160≦d1≦200
MO1
0.05以上
+0.2
0
+0.25
0
MO2
0.10以上
MO3
0.15以上
MO4
0.20以上
注a) 一般に,最小値を規定している規格では,許容差は不要である。許容差が
必要な場合には,この値が推奨される。
10.2.3 外周全面
コード:MO1〜MO4
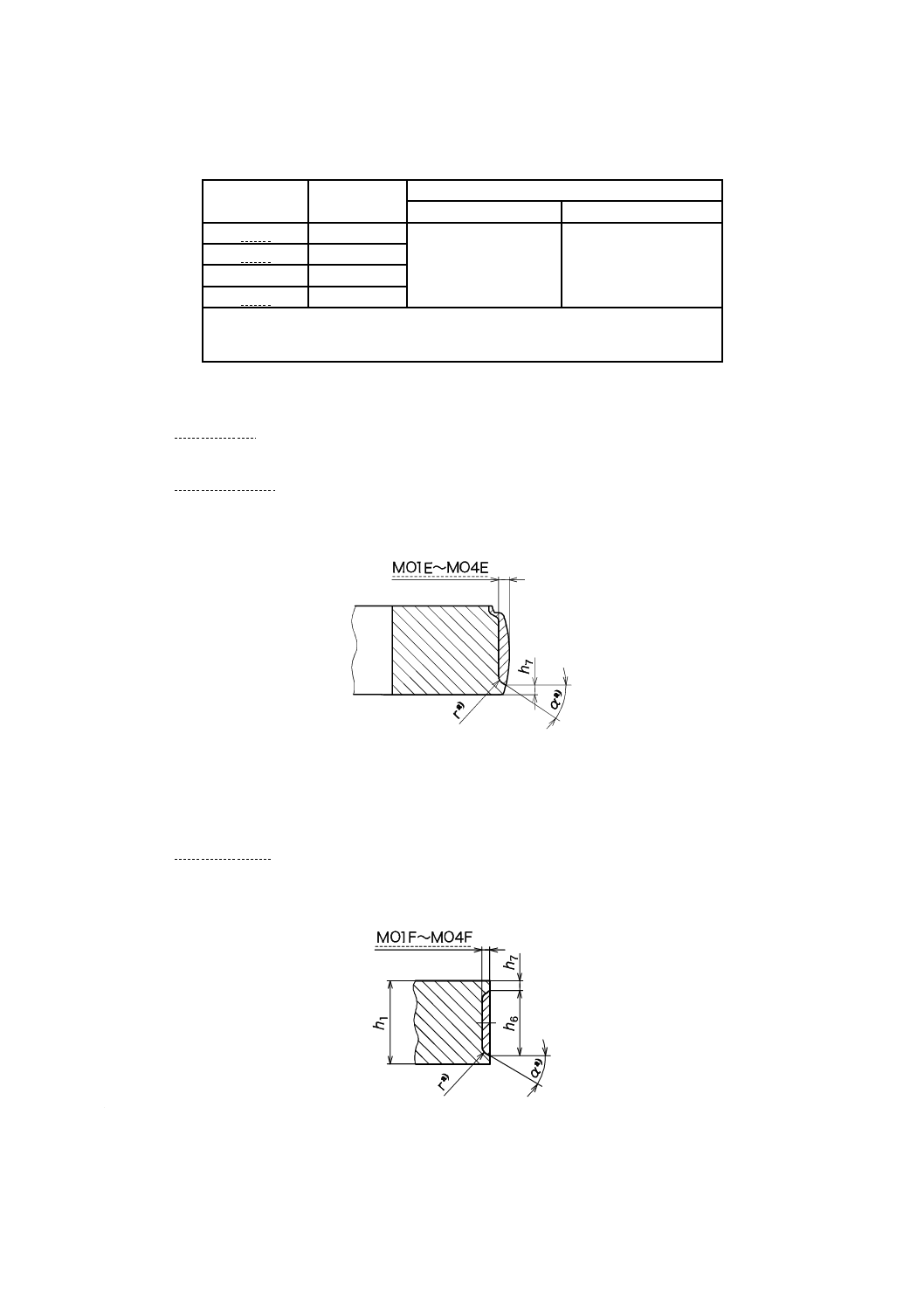
10.2.4 セミインレイド
コード:MO1E〜MO4E
セミインレイド形状は,図9による。
外周下面エッジのランド寸法は,表14による。
注a) リング製造業者の選択による。
図9−セミインレイド
10.2.5 インレイド
コード:MO1F〜MO4F
インレイド形状は,図10による。
外周エッジのランド寸法は,表19による。
注a) リング製造業者の選択による。
図10−インレイド
22
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表19−溶射コーティングリングの外周溝及びランドの寸法
単位 mm
リング幅
h1
グルーブ寸法
h6
ランド寸法
h7
材料分類10,20,30 材料分類40,50,60
1.2
0.6以上
0.15〜0.45
0.10〜0.40
1.5
0.8以上
1.75
1.05以上
2.0
1.3以上
2.5
1.7以上
0.15〜0.50
0.10〜0.45
3.0
2.2以上
3.5
2.5以上
4.0
3.0以上
0.15〜0.55
0.10〜0.50
4.5
3.5以上
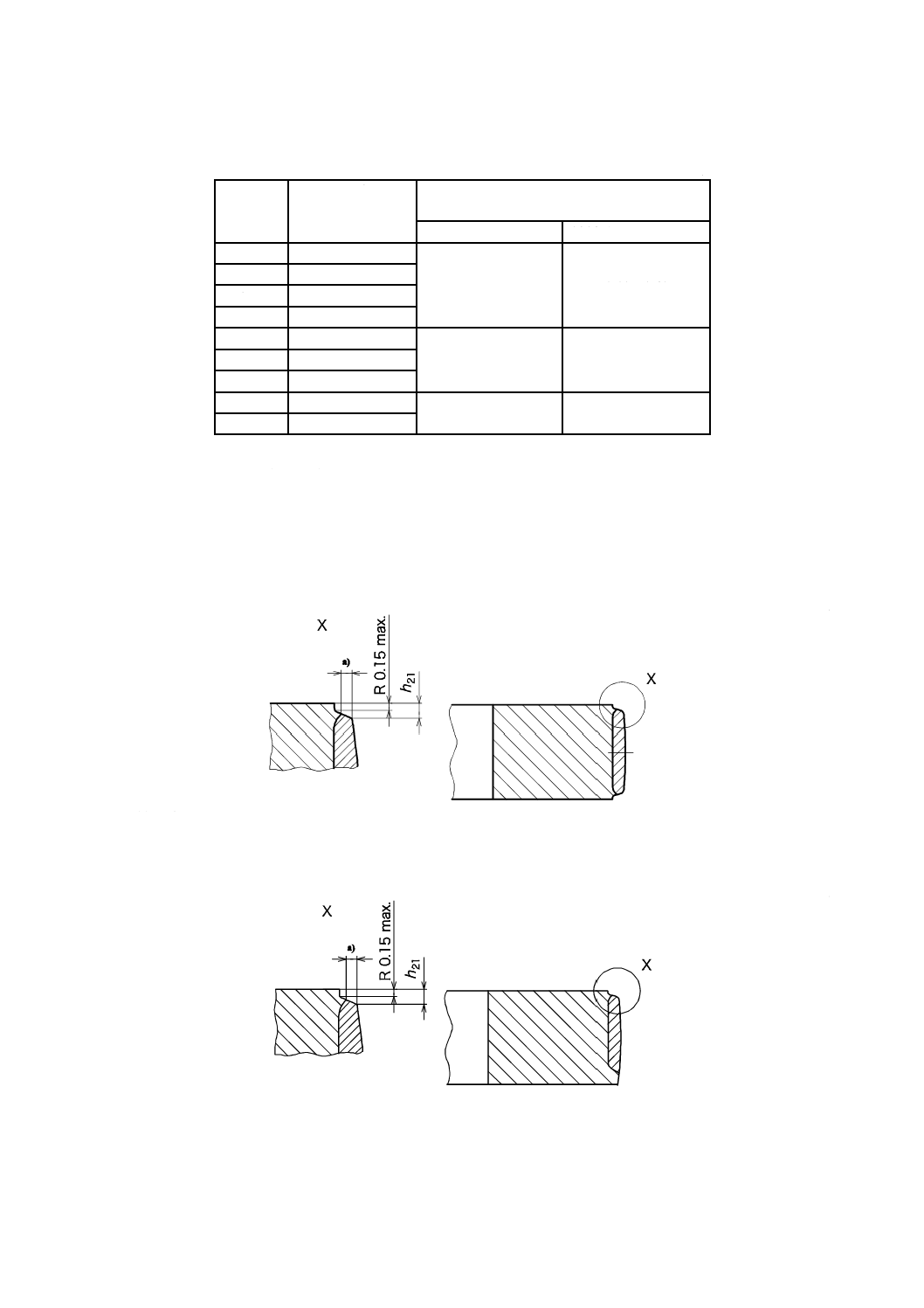
10.2.6 溶射コーティングリングの外周エッジのR面取り,C面取り及び寸法
コード:MO1〜MO4のリングは上下外周面エッジを,及びコード:MO1E〜MO4Eのリングは外周上面
エッジを,R面取り又はC面取りにすることは製造業者の選択による。
外周エッジの面取り寸法は,図11,図12及び表20による。
単位 mm
注a) 最小膜厚の50 %以上。
図11−外周全面溶射コーティング−コード:MO1〜MO4
単位 mm
注a) 最小膜厚の50 %以上。
図12−セミインレイド−コード:MO1E〜MO4E
23
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表20−溶射コーティングリングの外周エッジの軸方向寸法h21
単位 mm
リング幅
h1
軸方向寸法
h21
許容差
1.0≦h1<2.0
0.20
±0.1
2.0≦h1<3.5
0.30
±0.1
3.5≦h1≦4.5
0.35
±0.1
10.2.7 溶射コーティングリングの合い口部の外周エッジ
合い口部の外周エッジは,R面取り又はC面取りを行う。
外周エッジの面取り寸法は,表21による。
表21−溶射コーティングリングの合い口部における外周エッジの周方向寸法
単位 mm
リング幅
h1
周方向寸法
s3
縮小仕様s3
(コード:KG)
≦4.5
0.4以下
0.2以下
10.2.8 溶射コーティングの硬さ
溶射コーティングリングの硬さは,製造業者の仕様による。
10.3 窒化
10.3.1 コード
窒化を施す場合は,JIS B 8032の規格群に規定するコードを用いる。
窒化コードは,表22による。
10.3.2 窒化層深さ
窒化層深さは,表22による。
24
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表22−窒化層深さ
単位 mm
コード
外周面
最小値
許容差
指針b)
下面最
小値
許容差
指針b)
上面
最小値
許容差
指針b)
内周面
最小
許容差
(参考)b)
エキスパン
ダの表面
関連する
規格
NT030
0.030
+0.040
0
0.010
+0.030
0
0.010
+0.030
0
a)
−
ISO 6622-2
JIS B 8032-14
JIS B 8032-15
JIS B 8032-17
NT050
0.050
0.015
0.015
−
NT070
0.070
+0.050
0
0.020
0.020
−
NT090
0.090
0.020
0.020
−
NT110
0.110
+0.060
0
0.030
0.030
−
NT130
0.130
0.030
0.030
−
NB030
0.030
+0.040
0
0.010
+0.030
0
a)
a)
−
JIS B 8032-15
NB050
0.050
0.015
−
NB070
0.070
+0.050
0
0.020
−
NB090
0.090
0.020
−
NB110
0.110
+0.060
0
0.030
−
NB130
0.130
0.030
−
NP030
0.030
+0.040
0
a)
a)
a)
−
JIS B 8032-14
JIS B 8032-15
NP050
0.050
−
NP070
0.070
+0.050
0
−
NP090
0.090
−
NP110
0.110
+0.060
0
−
NP130
0.130
−
NS010
0.010
+0.030
0
a)
a)
0.005
+0.020
0
−
ISO 6627
NS020
0.020
0.005
−
NS030
0.030
+0.040
0
0.010
+0.030
0
−
NS050
0.050
0.020
−
NX
−
−
−
−
−
0.003
012
.0
0
+
ISO 6627
注a) 窒化は,許容する。
b) 一般に,最小値を規定している規格では,許容差は不要である。許容差が必要な場合には,この値を推奨する。
10.3.3 スチール製窒化リングの外側及び内側エッジのR面取り及び寸法
スチール製窒化リングは,窒化を施していないスチール製リングと同一の丸みを付けた外側及び内側エ
ッジをもつ。JIS B 8032の規格群を参照。
10.3.4 スチール製窒化リング及びサイドレールの合い口部の外周エッジ
合い口部の外周エッジは,R面取り又はC面取りを行う。
寸法は,表23による。
表23−スチール製窒化リング及びサイドレールの合い口部の外周エッジの周方向寸法
単位 mm
リング幅
h1,h12
周方向寸法
s3
縮小仕様s3
(コード:KG)
1.0≦h1 <1.5
0.25以下
0.15以下
1.5≦h1 <2.0
0.30以下
0.20以下
h1 ≧2.0
0.35以下
0.25以下
h12≦0.6
0.30以下
0.15以下
25
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.4 表面処理
10.4.1 全面フェロオキサイド処理−コード:FE−コーティング厚さ0.003 mm以上
鋳鉄製のコーティングなしリングは,フェロオキサイド処理を行ってもよい。
10.4.2 全面りん酸塩皮膜処理−コード:PO−コーティング厚さ0.002 mm以上
りん酸塩皮膜処理は,鋳鉄及びスチール製のピストンリングに適用する。
外周面が溶射コーティング又はクロムめっきのスチール(又は高クロム合金)製リングは除く。
10.4.3 全面りん酸塩皮膜処理−コード:PR−コーティング厚さ0.002 mm以下
りん酸塩皮膜処理は,防せい(錆)用だけであり,鋳鉄及びスチール製のピストンリングに適用する。
11 その他
11.1 清浄度
ピストンリングは,使用時に有害な汚損がない状態にあるものとする。異物微粒子の数及び大きさにつ
いての制限値がある場合,又は異物微粒子についての試験方法を定める場合は,受渡当事者間の協定によ
る。
11.2 防せい(錆)
ピストンリングは,少なくとも1年間は正常な乾燥した保管場所において腐食から確実に保護して保存
する。防せい(錆)剤の種類及び仕様は,保管期間,保管条件,アセンブリ要求事項及びそれぞれに適用
される全ての法的規制を考慮して,受渡当事者間の協定による。
11.3 包装
一つの包装単位内は,自動組み付けができるように,同一仕様のピストンリングだけとする。
リングは,方向性が必要な場合には,同一方向にそろえ,方向を示す表示を包装上に行う。
参考文献
JIS B 0021 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公差表示方
式
注記 ISO/DIS 1101:1996,Technical drawings−Geometrical tolerancing−Tolerancing of form, orientation,
location and run-out−Generalities, definitions, symbols, indications on drawings(IDT)
JIS B 8032-1 内燃機関−小径ピストンリング−第1部:用語
注記 対応国際規格:ISO 6621-1,Internal combustion engines−Piston rings−Part 1: Vocabulary(MOD)
JIS B 8032-17 内燃機関−小径ピストンリング−第17部:コイルエキスパンダ付きスチール製オイルコ
ントロールリング
注記 対応国際規格:ISO 6626-3,Internal combustion engines−Piston rings−Part 3: Coil-spring-loaded oil
control rings made of steel(MOD)
ISO 6621-1,Internal combustion engines−Piston rings−Part 1: Vocabulary
注記 対応日本工業規格:JIS B 8032-1 内燃機関−小径ピストンリング−第1部:用語(MOD)
ISO 6621-2,Internal combustion engines−Piston rings−Part 2: Inspection measuring principles
注記 対応日本工業規格:JIS B 8032-2 内燃機関−小径ピストンリング−第2部:測定方法(MOD)
ISO 6622-1,Internal combustion engines−Piston rings−Part 1: Rectangular rings made of cast iron
注記 対応日本工業規格:JIS B 8032-6 内燃機関−小径ピストンリング−第6部:レクタンギュラリ
26
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ング(MOD)
ISO 6624-1,Internal combustion engines−Piston rings−Part 1: Keystone rings made of cast iron
注記 対応日本工業規格:JIS B 8032-9 内燃機関−小径ピストンリング−第9部:キーストンリング
(IDT)
ISO 6627,Internal combustion engines−Piston rings−Expander/segment oil-control rings
注記 対応日本工業規格:JIS B 8032-13 内燃機関−小径ピストンリング−第13部:スチール組合せ
オイルコントロールリング(MOD)
27
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
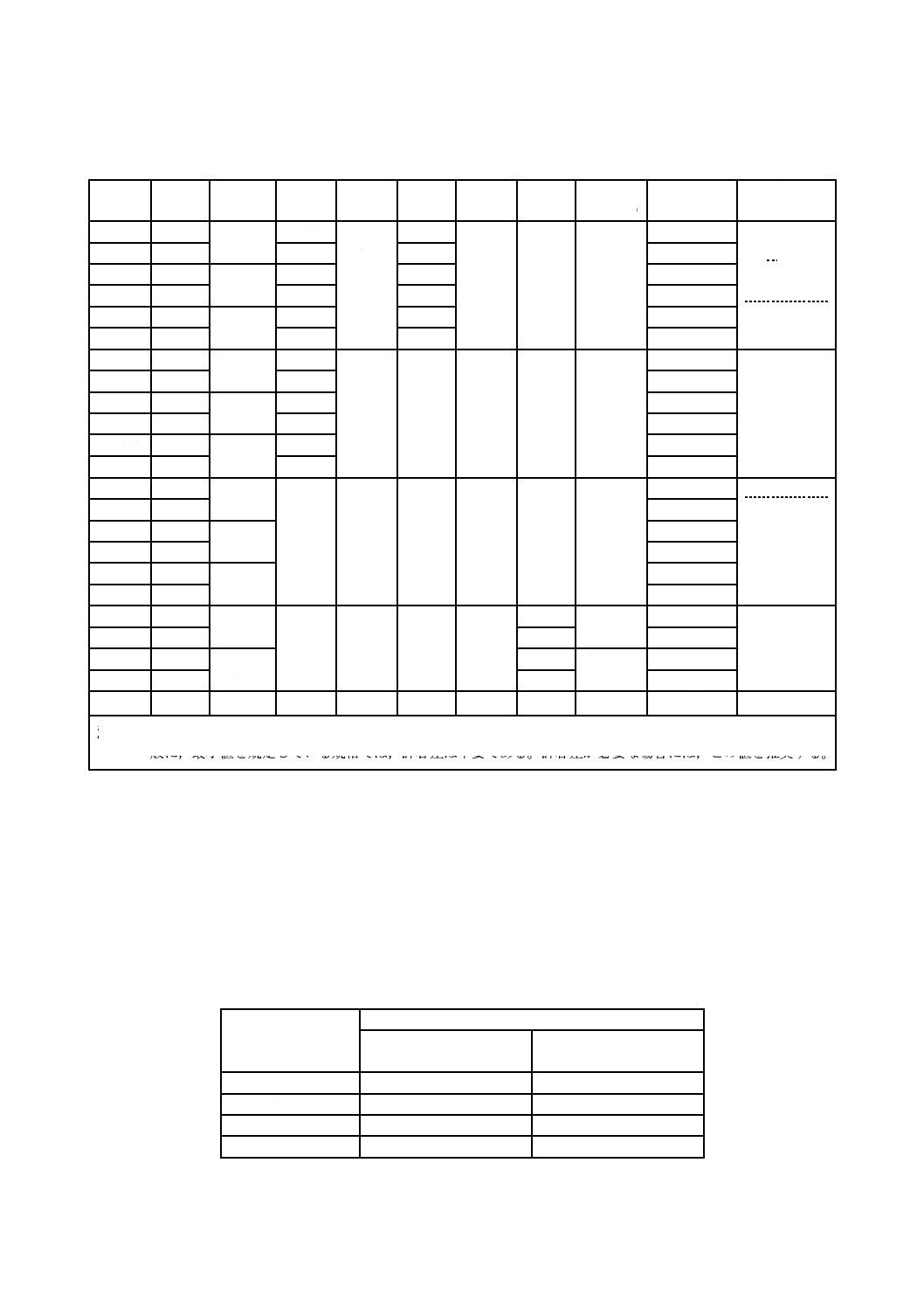
附属書JA
(参考)
JISと対応国際規格との対比表
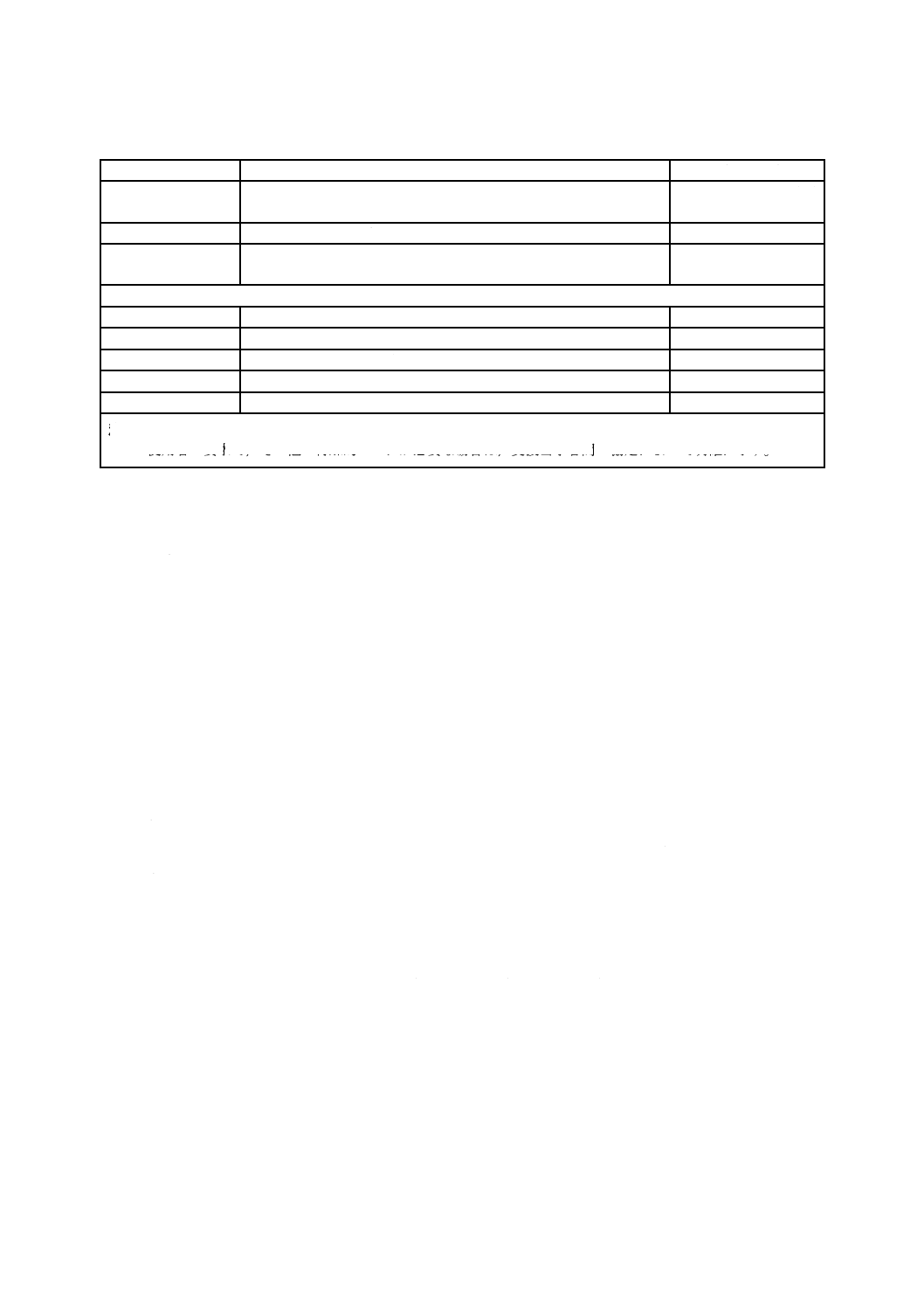
JIS B 8032-4:2015 内燃機関−小径ピストンリング−第4部:一般仕様
ISO 6621-4:2003,Internal combustion engines−Piston rings−Part 4: General
specifications
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3 種類
−
−
追加
ISO規格にはないコードを追
加した。
ISO規格のレクタンギュラリング
及びスクレーパリングの厚さ設
定区分は,標準“regular”及び
“D22”の2種類であるが,JIS
では“MPG”を含めた3種類が存
在していることによる。他のJIS
をISO規格相当に改正するとき
に整合を図る。
4 ピスト
ンリング
のコード
表2
4
JISとほぼ同じ
変更
現状のJISにあるコードを適
用した。関連する規格の項で,
ISO規格にはないJISは追記し
た。
現状の他のJISと整合させるため
に変更した。他のJISをISO規格
相当に改正するときに整合を図
る。
7 一般共
通特性事
項
7.4.3.1 第一の例
7.4.3.1
JISとほぼ同じ
変更
現状のJISに対応する内容へ
変更した。
現状の他のJISと整合させるため
に変更した。他のJISをISO規格
相当に改正するときに整合を図
る。
7.4.3.2 第二の例
7.4.3.2
JISとほぼ同じ
変更
現状のJISに対応する内容へ
変更した。
現状の他のJISと整合させるため
に変更した。他のJISをISO規格
相当に改正するときに整合を図
る。
4
B
8
0
3
2
-4
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
28
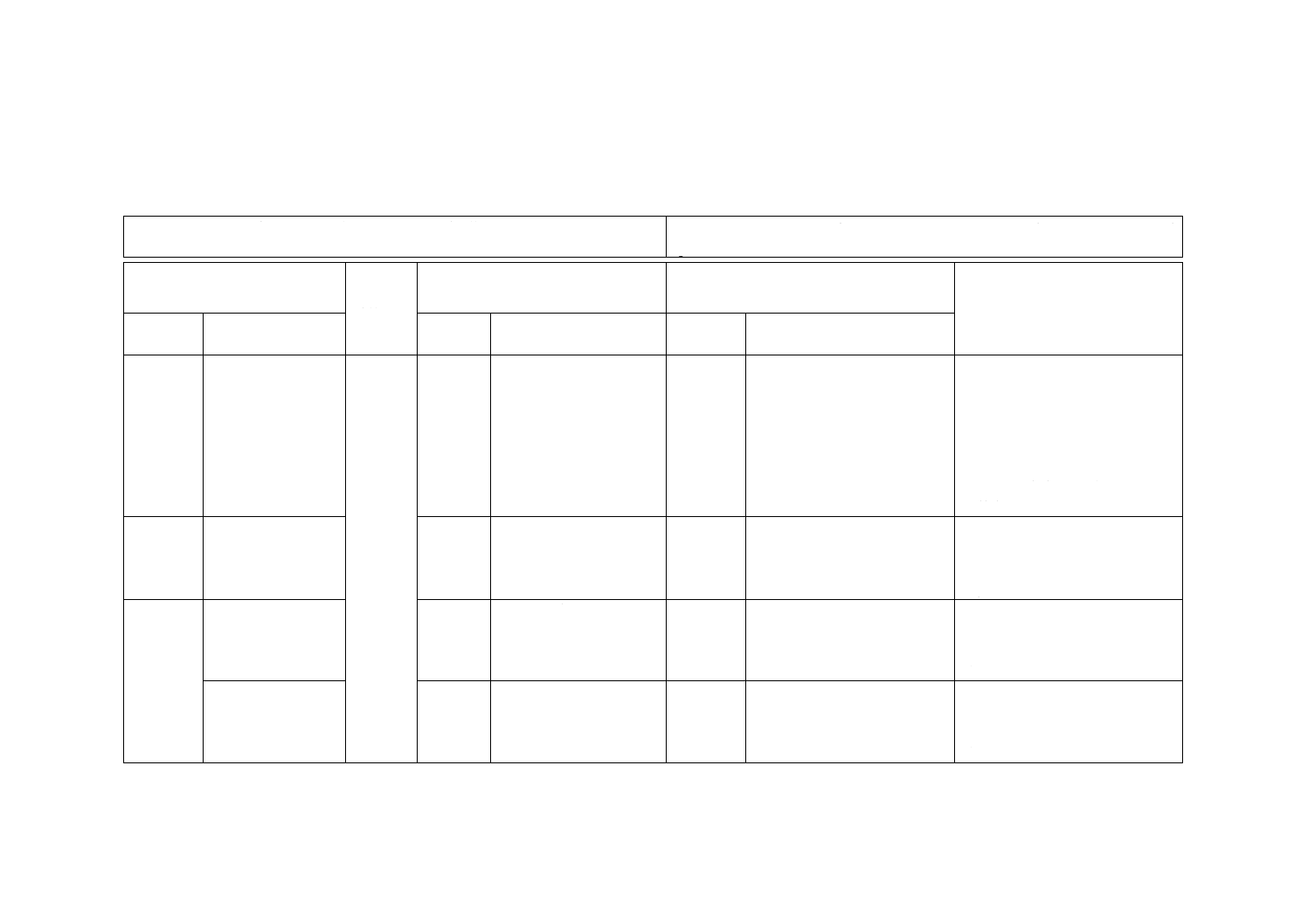
B 8032-4:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
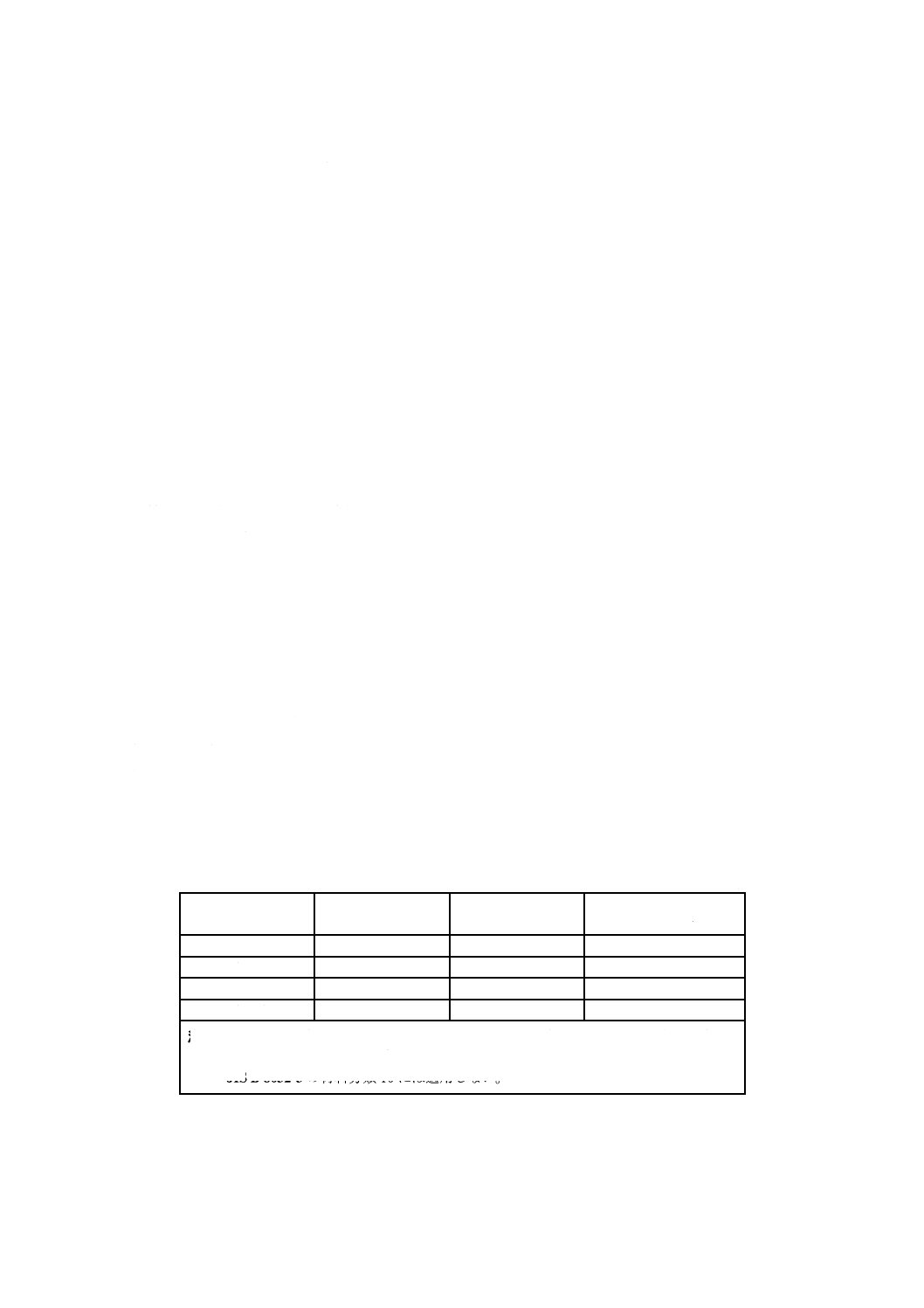
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 一般共
通特性事
項(続き)
7.4.3.3 第三の例
7.4.3.3
JISとほぼ同じ
変更
現状のJISに対応する内容へ
変更した。
現状の他のJISと整合させるため
に変更した。他のJISをISO規格
相当に改正するときに整合を図
る。
7.6.2 接線張力Ftの
計算の例
7.6.2
JISとほぼ同じ
変更
現状のJISに対応する内容へ
変更した。
現状の他のJISと整合させるため
に変更した。他のJISをISO規格
相当に改正するときに整合を図
る。
10 コーテ
ィングさ
れた面
表22
10.3.2
JISとほぼ同じ
変更
現状のJISにあるコードを適
用した。関連する規格の項で,
ISO規格にはないJISは追記し
た。
現状の他のJISと整合させるため
に変更した。他のJISをISO規格
相当に改正するときに整合を図
る。
JISと国際規格との対応の程度の全体評価:ISO 6621-4:2003,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
4
B
8
0
3
2
-4
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。