B 7913:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定した日
本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 12858-3: 2005,Optics and optical
instruments−Ancillary devices for geodetic instruments−Part 3: Tribrachsを基礎として用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS B 7913には,次に示す附属書がある。
附属書A(参考)W形整準台の寸法及び公差
附属書1(参考)JISと対応する国際規格との対比表
B 7913:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 種類 ······························································································································ 2
5. W形整準台 ···················································································································· 2
5.1 各部の名称 ··················································································································· 2
5.2 寸法及び公差 ················································································································ 3
6. Z形整準台 ····················································································································· 4
6.1 各部の名称 ··················································································································· 4
6.2 寸法及び公差 ················································································································ 5
7. 品質 ······························································································································ 7
7.1 一般 ···························································································································· 7
7.2 三脚への取付け ············································································································· 8
7.3 ねじり剛性 ··················································································································· 8
7.4 整準ねじ ······················································································································ 8
7.5 防せい(錆) ················································································································ 8
7.6 クランプノブ ················································································································ 8
7.7 円形気泡管 ··················································································································· 8
8. 表示 ······························································································································ 8
附属書A(参考)W形整準台の寸法及び公差 ············································································· 9
附属書1(参考)JISと対応する国際規格との対比表 ·································································· 10
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7913:2007
測量機器用整準台−
接合部の形状・寸法及び具備する機能
Optics and optical instruments−
Ancillary devices for geodetic instruments−Tribrachs
序文 この規格は,2005年に第1版として発行されたISO 12858-3,Optics and optical instruments−Ancillary
devices for geodetic instruments−Part 3: Tribrachsを翻訳し,技術的内容を変更して作成した日本工業規格で
ある。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書1(参考)に示す。
1. 適用範囲 この規格はセオドライト,光波測距儀,トータルステーション,GPS測量機及びその附属
品(反射鏡,GPSアンテナ,ターゲット,測定工具など)(以下,測量機器という。)に使用される整準台
に適用し,測量機器本体と整準台との接合部及び整準台本体に要求される基本的な機能について規定する。
備考1. この規格は,測量機器本体と整準台との接合部及び整準台本体の基本的な機能について規定
するものであるが,設計の目標値を示すものであり,この規格によって適合性評価を行うこ
とは意図していない。
2. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 12858-3:2005,Optics and optical instruments−Ancillary devices for geodetic instruments−Part
3: Tribrachs (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0021 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公差表示方
式
JIS B 0401-1 寸法公差及びはめあいの方式−第1部:公差,寸法差及びはめあいの基礎
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
JIS B 7907 測量機器用三脚取付部
備考 ISO 12858-2 Optics and optical instruments−Ancillary devices for geodetic instruments−Part 2:
Tripodsからの引用事項は,この規格の該当事項と同等である。
ISO 9849 Optics and optical instruments−Geodetic and surveying instruments−Vocabulary
2
B 7913:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 定義 この規格で用いる主な用語の定義は,ISO 9849による。
4. 種類 整準台の種類は,次の2種類とする。
備考 形の代わりに型を用いることもできる。
W形 同心円上にある3個の孔に,測量機本体の3個の爪をはめ入れて中心位置を決め,測量機本体を
固定するタイプ。
Z形 中心にある1個の孔に,測量機本体の中心軸をはめ入れて中心位置を決め,測量機本体を固定す
るタイプ。
5. W形整準台
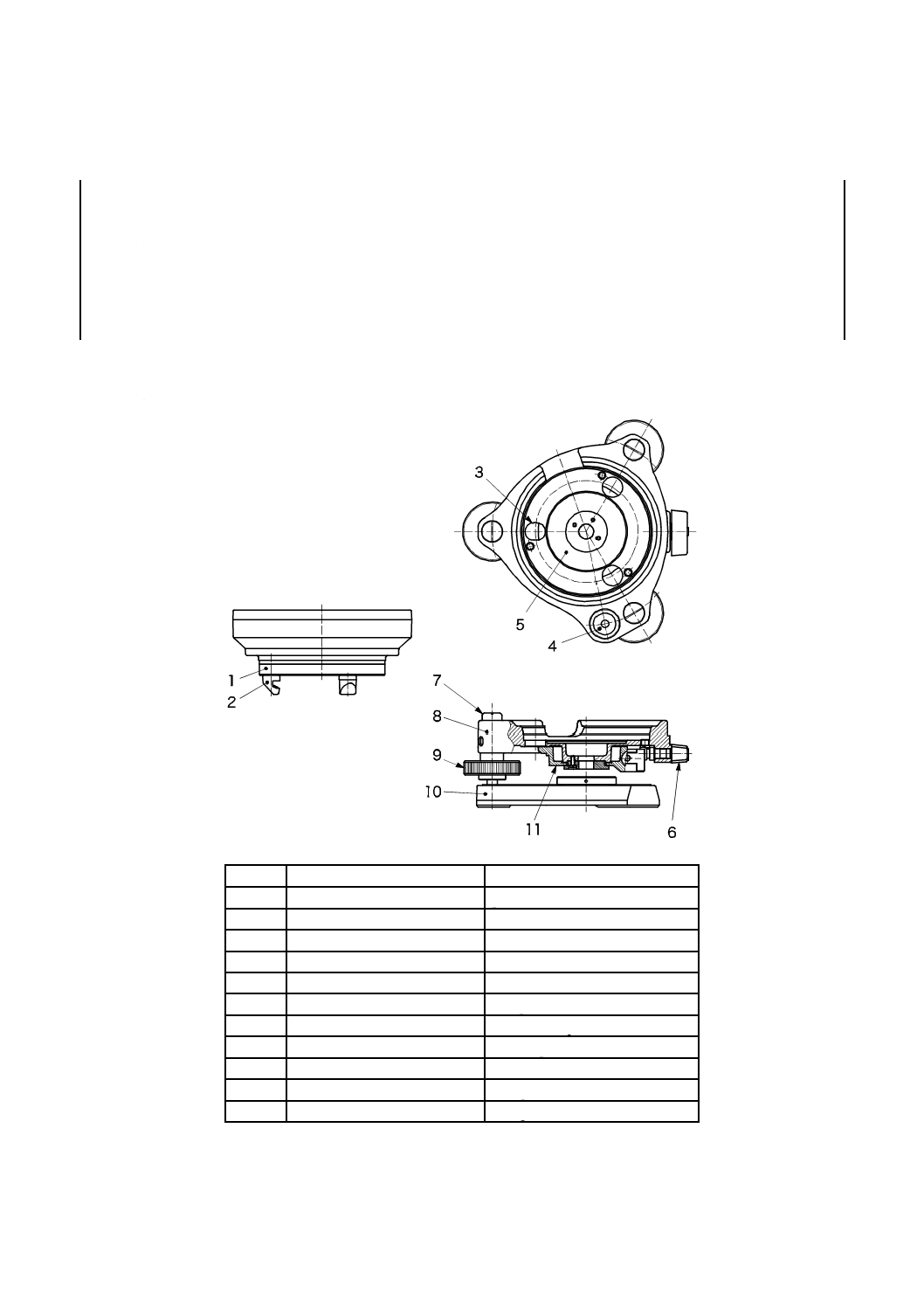
5.1
各部の名称 W形整準台の主要部分の名称は,図1による。
番号
名称
英語(参考)
1
整準台はめあい部
pivot
2
爪
hook
3
ガイド穴
guide hole
4
円形気泡管
circular level
5
本体はめあい部
socket
6
クランプノブ
clamp knob
7
整準ねじキャップ
foot screw cap
8
整準台座
tribrach plate
9
整準ねじ
foot screw knob
10
底板
base plate
11
クランププレート
fixing star
図 1 W形整準台の名称
3
B 7913:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
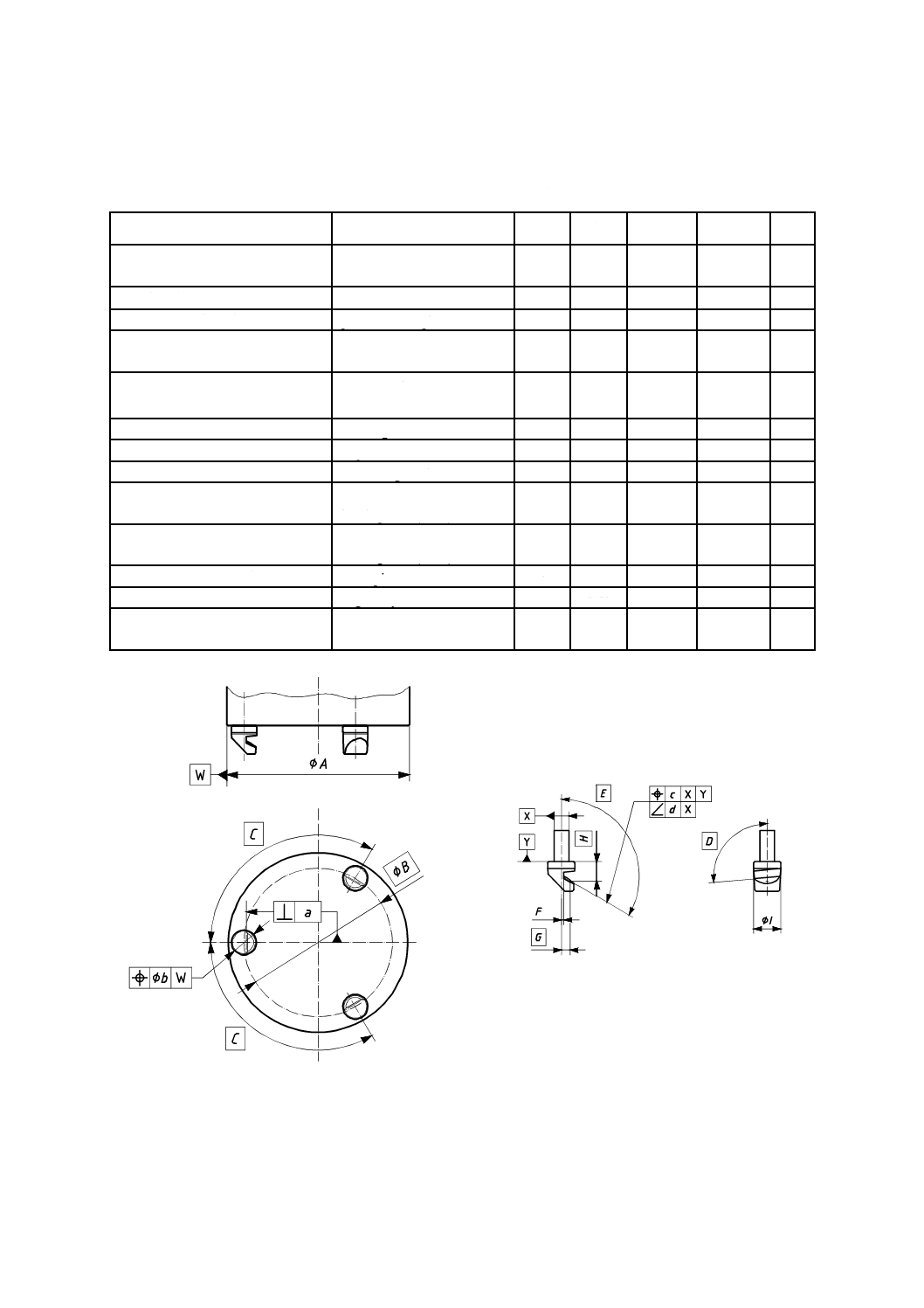
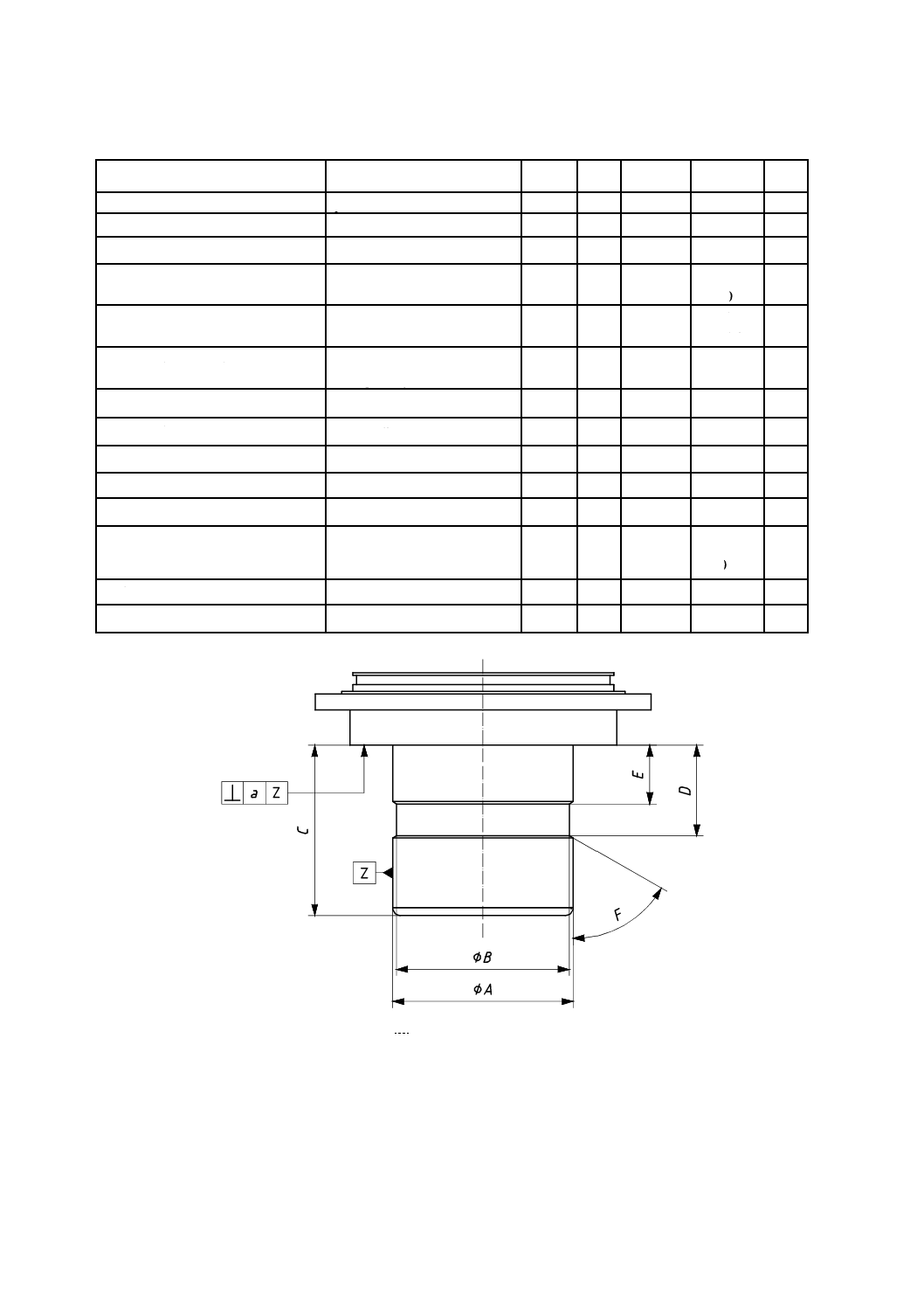
5.2
寸法及び公差 主要部の寸法は,表1による。測量機本体部及び整準台の形の一例を,図2,図3
及び図4に示す。
表 1 W形整準台の寸法及び公差
項目
英語(参考)
記号
単位
寸法
公差
図番
はめあい径
centering diameter
φA
mm
80
−0.02
−0.07
2
爪取付け径
pitch circle diameter
φB
mm
65
−
2
3個の爪の分割角度
pitch circle angle
C
°
120
−
2
中心線に対する爪の直角
orientation tolerance
of hook flank
a
mm
0.1
−
2
爪の位置度
location tolerance of
hook flank
φb
mm
0.2
−
2
爪のリード角
lead angle of hook flank
D
°
95
−
3
爪の切り欠き角度
angle of hook flank
E
°
120
−
3
爪の切り欠き深さ
radial height of root
F
mm
1
±0.1
3
爪の半径方向基準位置(φ58)
working position of
bearing flank(φ58)
G
mm
3.5
−
3
爪の高さ方向基準位置(φ58)
axial height of
bearing flank(φ58)
H
mm
7.88
−
3
爪の切り欠きの位置度
outer pin diameter
c
mm
0.04
−
3
爪の切り欠きの傾斜度
angularity of flank
d
mm
0.025
−
3
爪の直径
diameter of hook flank
φI
mm
11
0
−0.05
3
図 2 本体爪部平面図及び正面図
図 3 爪部詳細
4
B 7913:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
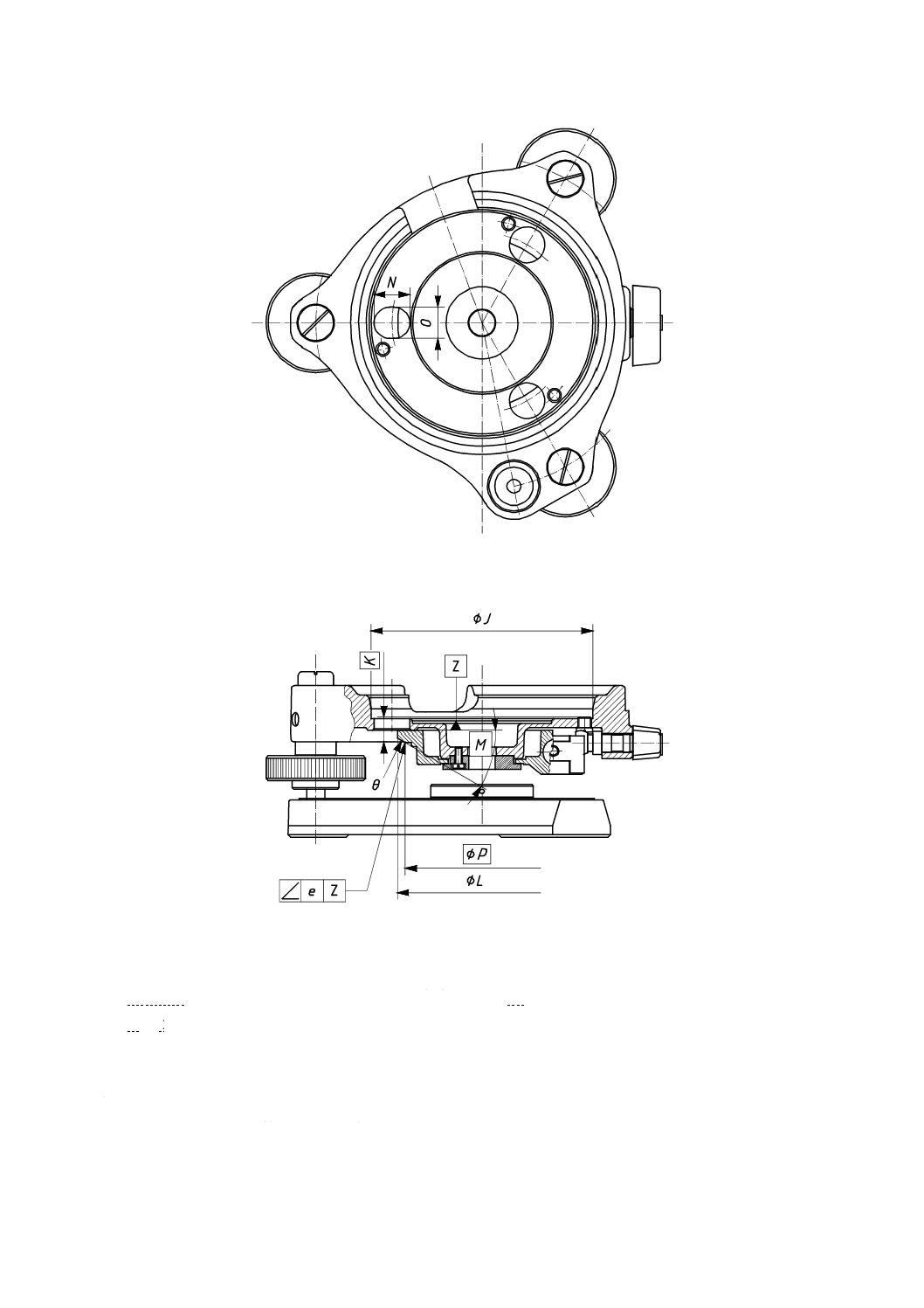
図 4 整準台平面図及び正面図
備考1. 図2,図3及び図4の記号の表示方式は,JIS B 0021による。
2. 図4の記号,名称及び寸法は,附属書Aの表A.1による。
6. Z形整準台
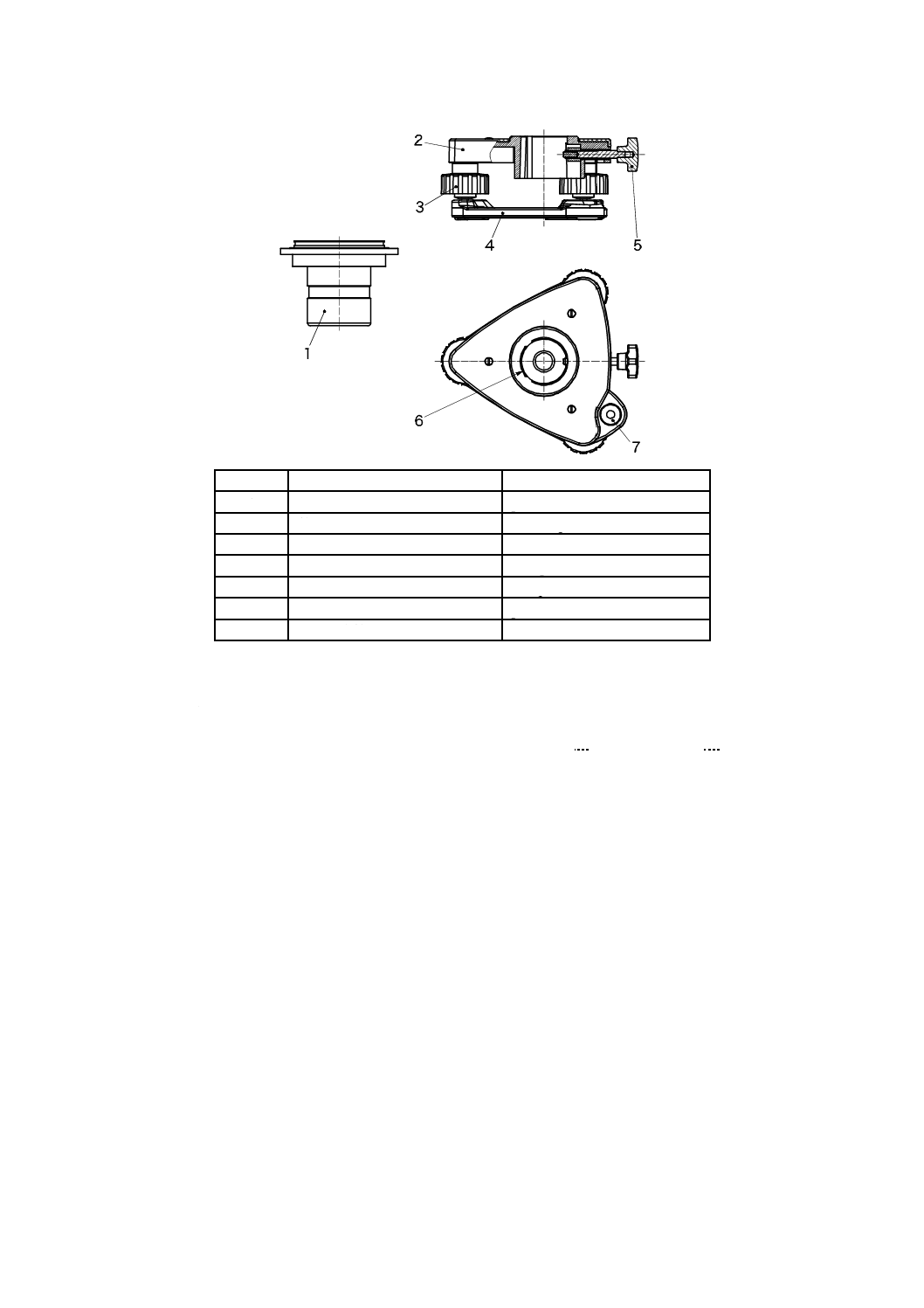
6.1
各部の名称 Z形整準台の主要部分の名称は,図5による。
5
B 7913:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番号
名称
英語(参考)
1
はめあい軸
pivot
2
整準台座
tribrach plate
3
整準ねじ
foot screw knob
4
底板
base plate
5
クランプノブ
clamp knob
6
はめあい軸受
pivot hole
7
円形気泡管
circular level
図 5 Z形整準台の名称
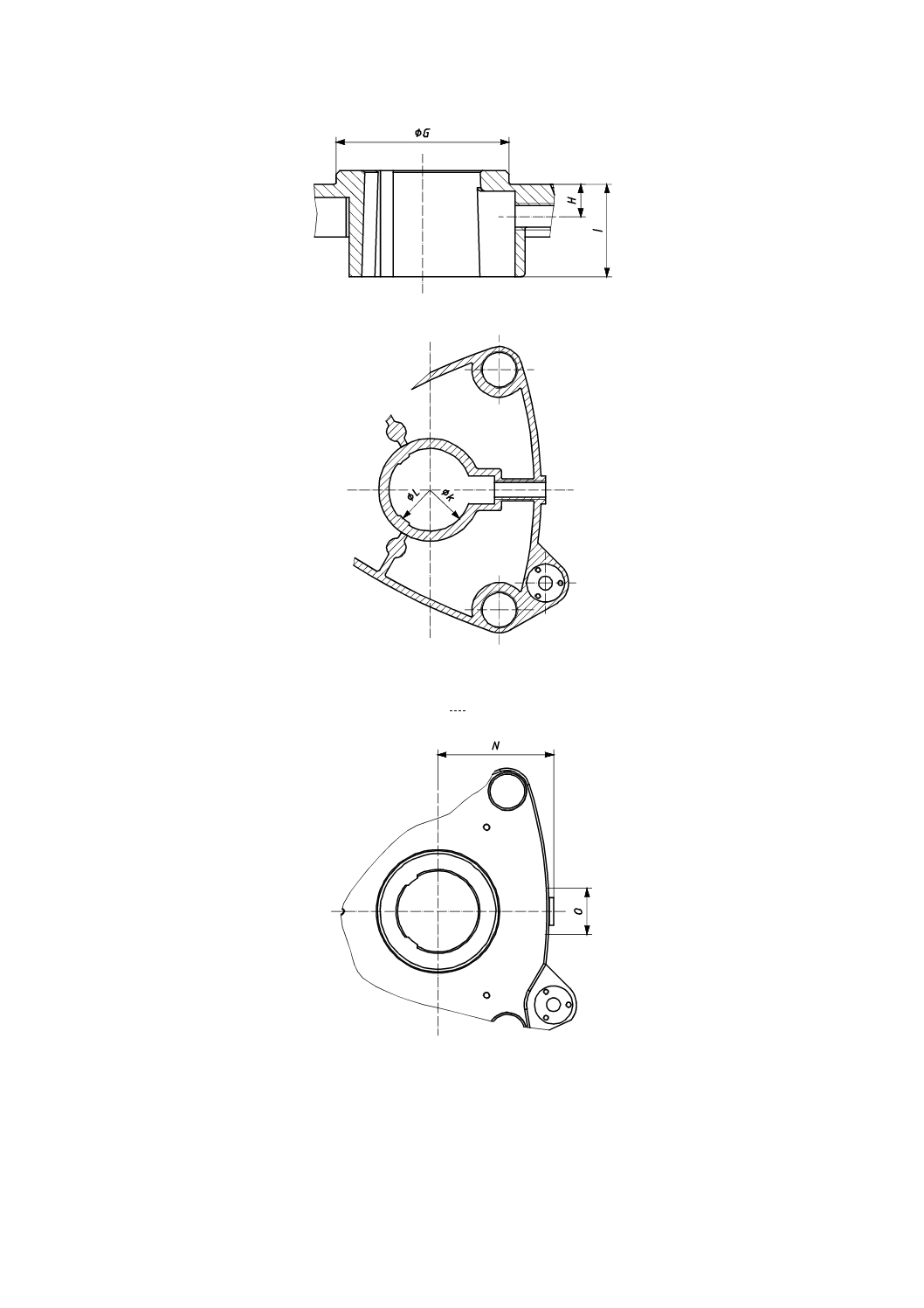
6.2
寸法及び公差 主要部及びその機械的要素は,表2に示す。測量機本体部及び整準台の形は,図6,
図7,図8及び図9に一例として示す。はめあい軸径公差の表示は,JIS B 0401-1及びJIS B 0401-2による。
6
B 7913:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 Z形整準台の寸法及び公差
項目
英語(参考)
記号
単位
寸法
公差
図番
はめあい軸径
pivot diameter
φA
mm
34
h8
6
締付け軸径
constriction diameter
φB
mm
32.5
−
6
はめあい軸長
pivot length
C
mm
33
−
6
締付部下端
constriction length
D
mm
17
+0.2
0
6
締付部上端
pivot partial length
E
mm
11
0
−0.2
6
はめあい軸の直角度
tolerance of the
orthogonality
a
mm
0.01
−
6
はめあい軸の面取り角
phase angle
F
°
60
−
6
はめあい軸受部外径
contact diameter
φG
mm
45
−
7
クランプねじ位置
distance clamp screw
H
mm
14
±0.2
7
はめあい軸受長
total pivot hole length
I
mm
33.5
−
7
はめあい軸受逃げ径
free diameter pivot hole
φK
mm
>35
−
8
はめあい軸受内径
function diameter
pivot hole
φL
mm
33.96
+0.04
0
8
コネクタ位置
max. distance to interface
N
mm
48.2
−
9
コネクタ幅
max. width for an interface
O
mm
35
−
9
備考 記号の表示方式は,JIS B 0021による。
図 6 はめあい軸
7
B 7913:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 7 はめあい軸受正面図
図 8 はめあい軸受平面図
備考 図7及び図8の記号の表示方式は,JIS B 0021による。
図 9 コネクタ位置スペース
7. 品質
7.1
一般 整準台は,次の機能を備えていなければならない。
a) 整準ねじなどの機械的機構で,測量機器を水平に設置することができる。
8
B 7913:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 測量機器を測点の真上に設置することができる。
材質,機械仕上げ,表面仕上げなどは規定しない。
7.2
三脚への取付け 三脚への取付け部のめねじはW5/8-11とする。詳細は,JIS B 7907による。
7.3
ねじり剛性 整準台は,測量機器を搭載し使用するときに生じるねじりに対し,十分な剛性を備え
ていなければならない。
ねじり剛性を試験するときは,整準台と組み合わせた測量機を,強固な台に固定し,コリメータ又は視
標を視準する。測量機に,使用時に想定されるトルク(例えば,0.3 Nm,0.5 Nmなど)を時計回りに与え,
トルクを解除した後の水平角の残量を測る。次に同じ手順で,反時計回りにトルクを与え,解除後の水平
角の残量を測る。
ねじり剛性は,使用する測量機器の精度を損なわないものとする。
7.4
整準ねじ 整準ねじは,整準作業を滑らかに,かつ,確実に行えるものでなければならない。
7.5
防せい(錆) すべての部品は,耐せい(錆)性のある材料で製作するか,又は防せい(錆)処理
を施したものでなければならない。
7.6
クランプノブ クランプノブは,次の機能を備えていなければならない。
a) W形:整準台は,クランププレートが回転し,滑らかに固定機能が働くクランプノブ又はそれに相当
する機構を備えていなければならない。
b) Z形:整準台は,軸表面を損傷することなく確実に軸を固定する機構を備えていなければならない。
7.7
円形気泡管 整準台は,円形気泡管を備え,かつ,その気泡が容易に見える位置になければならな
い。
8. 表示 整準台の一部に,製造業者名又は登録商標,及び種類を表すW又はZの記号を表示しなけれ
ばならない。
9
B 7913:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)W形整準台の寸法及び公差
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
本体の表1に示した値をもつW形整準台は,その機能及び操作性を損なうことなく,信頼性のある据付
け及び固定が可能である。さらに,より確実な固定を実現するためには,次の表A.1に示す寸法及び公差
を推奨する。
表 A.1 W形整準台の寸法及び公差
項目
英語(参考)
記号
単位
寸法
公差 本体の
図番
はめあい径(めす)
centering diameter
φJ
mm
80
+0.03
0
4
クランププレート作動用間隔
axial height of working flank of
fixing star (φ58)
K
mm
7.88
−
4
クランププレート
リード角(φ58)
lead angle
θ
°
ピッチ
P=16 mm/360
5.02
−
4
回転スライダ外径
outer diameter of fixing star
φL
mm
61
±0.3
4
回転スライダ傾斜側面角
flank angle of fixing star
M
°
30
−
4
回転スライダ傾斜度公差
angularity of flank angle
e
mm
0.025
−
4
ガイド穴長径
guide hole diameter
N
mm
13
−
4
ガイド穴短径
guide hole diameter
O
mm
11
+0.2
+0.05
4
クランププレート作動径
clamping position of working
flank of fixing star
φP
mm
58
−
4
10
B 7913:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)JISと対応する国際規格との対比表
JIS B 7913:2007 測量機器用整準台−接合部の形状・寸法及び具備する機能
ISO 12858-3:2005 測量機器用整準台
(Ⅰ) JISの規定
(Ⅱ) 国
際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目ごとの
評価及びその内容
表示箇所:本体
表示方法:点線の下線又は実線の側線
(Ⅴ) JISと国際規格との技術的差異
の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1. 適用範囲
測量機器本体と整準台と
の接合部及び整準台に要
求される基本機能につい
ての規定
ISO
12858-3
1
JISに同じ。
IDT
―
―
2. 引用規格
ISO 9849
2
JISに同じ。
IDT
―
―
JIS B 7907
ISO 12858-2
MOD/変更
JISからの引用事項は,対応ISO
規格の該当事項と同等である。
―
JIS B 0021
JIS B 0401-1
JIS B 0401-2
ISO 2768-1
MOD/削除
MOD/追加
ISO 2768-1を削除し,JIS B 0021,
JIS B 0401-1及びJIS B 0401-2を
追加している。
ISO規格の引用規格では規定さ
れていない寸法公差及びはめあ
い記号の規格をJISでは含めた。
3. 定義
主な用語の定義は,ISO
9849による。
3
JISに同じ。
IDT
―
―
4. 種類
W形及びZ形
―
―
MOD/追加
―
種類を明文化。項目の追加ではあ
るが,内容の追加ではない。
5. W形整準台
各部の名称及び寸法
4
JISに同じ。
IDT
―
―
6. Z形整準台
各部の名称及び寸法
ISO
12858-3
5
JISにほぼ同じ。 MOD/追加 はめあい径公差の表示方法をJIS
を引用して規定。
このISO規格では規定していな
いが,表示方法の明確化のため。
表示方法を規定したISO規格と
一致したJISを引用しているの
で技術的差異はない。
7. 品質
整準台に要求される機能
6
JISに同じ。
IDT
―
―
8. 表示
製造業者名(商標)の表示
7
表示と呼び方
MOD/削除 国際規格番号の表示規定を削除。 JISでは不要なため削除。
1
0
B
7
9
1
3
:
2
0
0
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
B 7913:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ) 国
際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目ごとの
評価及びその内容
表示箇所:本体
表示方法:点線の下線又は実線の側線
(Ⅴ) JISと国際規格との技術的差異
の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
附属書A(参考) W形整準台の寸法及び
公差
附属
書
JISに同じ。
IDT
―
―
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
11
B
7
9
1
3
:
2
0
0
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。