B 7912-6:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本
工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 17123-6:2003,Optics and optical
instruments−Field procedures for testing geodetic and surveying instruments−Part 6 : Rotating lasersを基礎とし
て用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS B 7912-6には,次に示す附属書がある。
附属書A(参考)簡易測定手順の例
附属書B(参考)標準測定手順の例
附属書1(参考)JISと対応する国際規格との対比表
JIS B 7912の規格群には,次に示す部編成がある。
JIS B 7912-1 第1部:理論
JIS B 7912-2 第2部:レベル
JIS B 7912-3 第3部:セオドライト
JIS B 7912-4 第4部:光波測距儀
JIS B 7912-6 第6部:回転レーザ
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 一般 ······························································································································ 2
4.1 要求事項 ······················································································································ 2
4.2 測定手順1:簡易測定手順 ······························································································· 2
4.3 測定手順2:標準測定手順 ······························································································· 2
5. 簡易測定手順 ·················································································································· 3
5.1 測定場所の設定 ············································································································· 3
5.2 測定 ···························································································································· 4
5.3 計算 ···························································································································· 4
6. 標準測定手順 ·················································································································· 5
6.1 測定場所の設定 ············································································································· 5
6.2 測定 ···························································································································· 6
6.3 計算 ···························································································································· 7
6.4 統計的検定 ··················································································································· 9
附属書A(参考)簡易測定手順の例 ························································································ 12
附属書B(参考)標準測定手順の例························································································· 15
附属書1(参考)JISと対応する国際規格との対比表 ·································································· 18
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7912-6:2007
測量機器の現場試験手順−第6部:回転レーザ
Field procedures for testing geodetic and surveying instruments−
Part 6 : Rotating lasers
序文 この規格は,2003年に第1版として発行されたISO 17123-6,Optics and optical instruments−Field
procedures for testing geodetic and surveying instruments−Part 6 : Rotating lasersを翻訳し,技術的内容を変更
して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。変更の一覧表をそ
の説明を付けて,附属書1(参考)に示す。
1. 適用範囲 この規格は,回転レーザの屋外での精度を評価するときに用いる方法について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 17123-6:2003,Optics and optical instruments−Field procedures for testing geodetic and surveying
instruments−Part 6 : Rotating lasers (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7912-1 測量機器の現場試験手順−第1部:理論
備考 ISO 17123-1:2002 Optics and optical instruments−Field procedures for testing geodetic and
surveying instruments−Part 1: Theoryからの引用事項は,この規格の該当事項と同等である。
JIS B 7912-2 測量機器の現場試験手順−第2部:レベル
備考 ISO 17123-2:2001 Optics and optical instruments−Field procedures for testing geodetic and
surveying instruments−Part 2: Levelsからの引用事項は,この規格の該当事項と同等である。
JIS Z 8101-1 統計−用語と記号−第1部:確率及び一般統計用語
備考 ISO 3534-1:1993 Statistics−Vocabulary and symbols−Part 1 : Probability and general statistical
terms からの引用事項は,この規格の該当事項と同等である。
JIS Z 8103 計測用語
ISO 4463-1,Measurement methods for building−Setting-out and measurement−Part1:Planning and
organization,measuring procedures,acceptance criteria
ISO 7077,Measuring methods for building−General principles and procedures for the verification of
dimensional compliance
ISO 7078,Building construction−Procedures for setting out,measurement and surveying−Vocabulary and
2
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
guidance notes
3. 定義 この規格で用いる主な用語の定義は,JIS B 7912-1,JIS B 7912-2,JIS Z 8101-1及びJIS Z 8103
による。
4. 一般
4.1
要求事項 使用者は,測量を始める前に使用する測量機器が要求された精度を満たしているかどう
かを調べることが重要である。
回転レーザ及びその附属品は,製造業者の取扱説明書に記載されている方法によって常に調整した状態
で使用しなければならない。また,三脚及び標尺は,製造業者の推奨する品を用いなければならない。こ
の試験は気象条件,特に温度こう(勾)配の影響を受けるため,天候が曇天下で微風のあるときに,最も
よい測定結果が得られる。もちろん測量する場所によって,気象条件が変化する可能性があるため,測量
時の実際の気象条件及びそのときの周囲状況を記録しておくべきである。試験時の条件は,要求された測
量が実際に実行されるときの予想される条件に合わせるべきである(ISO 7077及びISO 7078による。)。
屋内で行われる試験結果は,大気の諸影響をほとんど受けないが,そのような試験は費用がかさむため,
実用的ではない。さらに,屋内における測定は,屋外で行った場合より高い精度をもたらす。この規格は
5.と6.に示すように現場における2種の異なった測定手順について説明している。使用者はその仕事の要
求条件に適している測定手順を選ぶものとする。これらの操作手順の概要は,4.2及び4.3のとおりである。
4.2
測定手順1:簡易測定手順 簡易測定手順は,使用する回転レーザの測定結果がISO 4463-1に従っ
た許容偏差の範囲に入っているかどうかを評価する方法を提供する。
この測定手順は,水平面を設定する作業又は建設工事に伴う機械と標尺との間の距離が不均一な水準測
量に使用される回転レーザの精度を確認する方法を提供する。
この測定手順は,最少の観測点数で行う。したがって,信頼性の高い標準偏差を得ることはできない。
現場条件の下で,より正確な評価が必要であるならば,6.で示す,より厳密な標準測定手順を採用するこ
とをすすめる。
この測定方法は,測定点の高低差が既知の場所で実施する。そのような場所が用意できないときは,使
用する回転レーザより精度の高い光学式レベル(JIS B 7912-2による。)によって高低差を決定した場所で
実施する(図2による)。光学式レベルが用意できない場合は,中心点に回転レーザを設置し,すべての測
点に対し,回転レーザを180°回転させて測定して得た値の平均を真値として採用する。
もし,簡易測定に適した広い場所が用意できない場合は,6.の標準測定手順を実施する。
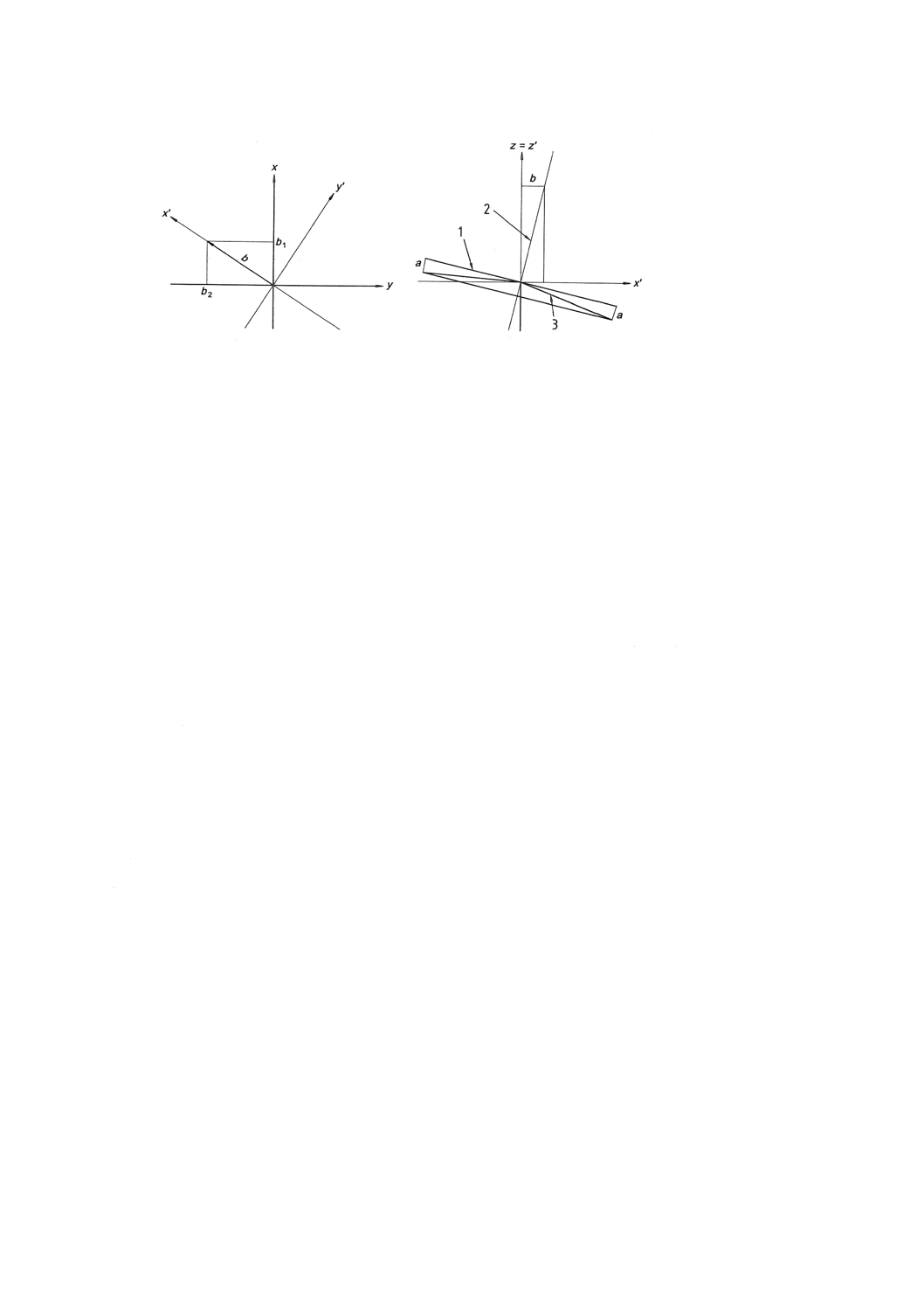
4.3
測定手順2:標準測定手順 標準測定手順は,現場条件の下で使用する回転レーザ及びその附属品で
得られる最もよい測定精度を決定するために採用する。
標準測定手順は,円すい誤差a及び水平誤差
2
2
2
1
b
b
b
+
=
のx,y成分であるb1,b2を決定する。
3
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 傾斜面
2 円すい軸
3 レーザ放射面
平面図
立面図(x' 軸を含む鉛直断面)
図 1 回転レーザの誤差成分
標尺間の推奨距離は,40 mである。要求される測量の精度に合わせる場合,又はより高い精度を求める
ときは,この距離を40 mより長くとることをすすめる。6.に規定している測定手順は,使用する回転レー
ザの精度を決定できるように考えられている。この測定手順では,精度を40 m間における高低差の標準
偏差sで表す。
これを,
sJIS−ROLAS
と表記する。
さらに,この方法は次の各項を決定するために使用される。
− 1台の機械及びその附属品を同一の観測者が使用するときの回転レーザの精度測定
− 時間が経過した場合又は環境に変化があった場合の1台の機械の精度測定
− よく似た現場条件で複数の回転レーザを用いる場合の各々の機械が達成可能な精度を比較するため
の精度測定
統計的検定は,得られた標準偏差sが,その機械の理論上の標準偏差σの母集団に属するか否か,2群
の測定サンプルが同じ母集団に属するか否か,円すい誤差aがゼロとみなせるか,水平誤差bがゼロとみ
なせるかという各仮説に適用する。
5. 簡易測定手順
5.1
測定場所の設定 屈折の影響をできるだけ小さくするために,なるべく水平な場所を選ぶ。回転レ
ーザを機械点Sに設置し,周囲に6測点1,2,3,4,5,6を,ほぼ水平な面内に,機械点Sから各々約
10〜60 m離して,方向はできるだけ均一に配置する。
4
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 2 簡易測定手順のための測点配置
信頼できる結果を得るために,測点は,安定な場所にしっかりと固定し設置する。これらの6測点間の
高低差は,4.に規定するように,高精度の光学式レベルによって求めておく。
求めた高低差を,次のように表す。
1
2,
d
2
3,
d
3
4,
d
4
5,
d
5
6,
d
5.2
測定 被測定機械は,機械点S上にしっかりと設置する。測定は,レーザビームが安定してから開
始する。6測点の読み取りを1セットとし,5セット行う。機械のレーザ放射面が測定中に変化しなかった
ことを確かめるために,各セット( j=1,…,5 )の前後で,6測点とは別に設定した固定点を観測しておく。
各セットで6測点上に,レーザ光読み取り標尺を立て,その高さxj,1,…,xj,6を測定する。セット間で
は機械をいったん着脱する。そのとき,回転レーザを時計方向に70°回転させる。各セットの間隔は10
分以内とする。
5.3
計算 各測定値から得られる測点間高低差を次の式で求める。
1
2
1
2
,
j
,
j
,
,
j
x
x
d
−
=
2
3
2
3
,
j
,
j
,
,
j
x
x
d
−
=
3
4
3
4
,
j
,
j
,
,
j
x
x
d
−
=
5
1
,
,
j
Λ
=
······················· (1)
4
5
4
5
,
j
,
j
,
,
j
x
x
d
−
=
5
6
5
6
,
j
,
j
,
,
j
x
x
d
−
=
ここに,jは6点の測定を1セットとしたセット番号である。
1
2
1
2
1
2
,
,j
,
,
,j
d
d
r
−
=
2
3
2
3
2
3
,
,
j
,
,
,
j
d
d
r
−
=
5
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
4
3
4
3
4
,
,
j
,
,
,
j
d
d
r
−
=
5
1
,
,
j
Λ
=
··················· (2)
4
5
4
5
4
5
,
,j
,
,
,j
d
d
r
−
=
5
6
5
6
5
6
,
,
j
,
,
,
j
d
d
r
−
=
ここに,
1
−
t,
t,
jr
(t=2,…,6は測点番号)は,高低差
1
−
t,
t,
j
d
の残差である。
残差の平方和を求める。
∑
∑
∑
∑
∑
=
=
=
=
=
+
+
+
+
=
5
1
2
5
6
5
1
2
4
5
5
1
2
3
4
5
1
2
2
3
5
1
2
1
2
2
j
,
,j
j
,
,j
j
,
,j
j
,
,j
j
,
,j
r
r
r
r
r
r
Σ
∑∑
=
=
−
=
5
1
6
2
2
1
j
t
t,t,jr
·································································· (3)
ここに,
2r
Σ
: 全25個の残差の平方和
25
1)
(6
5
=
−
×
=
ν
: 相当する自由度
ν
2r
s
Σ
=
················································································· (4)
ここに,sはこの測定場所での2測点間高低差の1回測定に相当する標準偏差で,国際標準による精度
表現である。この値は系統誤差と偶然誤差とを含んでいる。
簡易測定手順の計算例を,附属書Aに示す。
6. 標準測定手順
6.1
測定場所の設定 屈折の影響をできるだけ少なくするために,測定場所はなるべく水平で,地盤は
堅く,均一な場所を選ぶ。アスファルト及びコンクリートの道路は避けるべきである。直射日光が当たる
場合は,機械及び標尺を傘などで覆う。
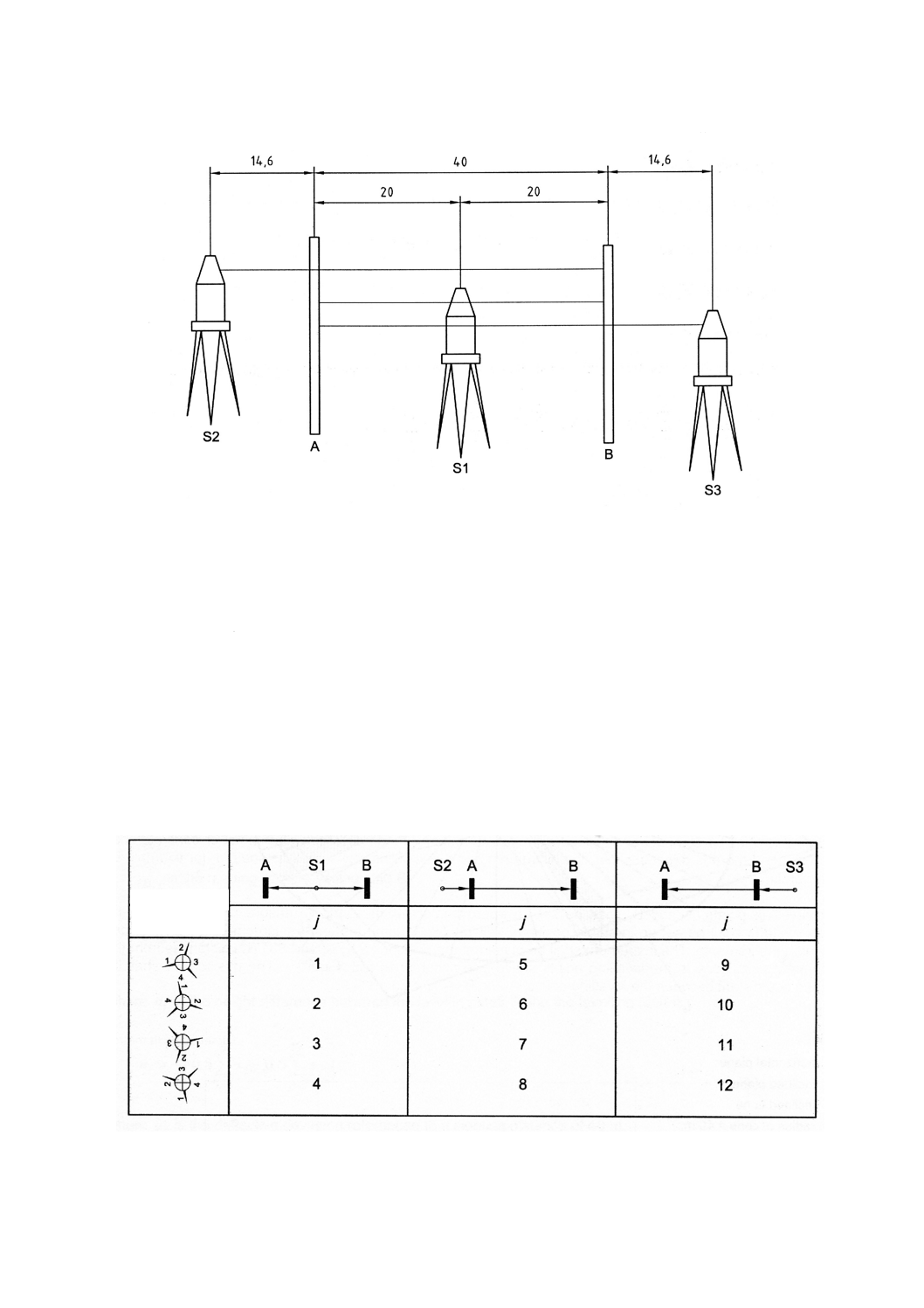
測点A,Bの間隔は約40 mとする。信頼できる結果を得るために,測定の間,標尺は確実に保持する。
回転レーザをS1,S2,S3に順次設置する。測点と機械点との間の距離は図3に示すとおりである。機械
点S1は測点A,B間のほぼ中央に位置する。
6
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 m
図 3 標準測定手順の配置
6.2
測定 測定を開始する前に,回転レーザは製造業者の指示する方法で調整する。
標準測定手順では4組(i)の測定を行う。各組の測定において回転レーザは,機械点S1,S2,S3と移動
する。測定はレーザビームが安定してから開始する。
最初に回転レーザを機械点S1に設置する。測点A,B上の標尺の値を記録する。これを1セットとして,
機械を時計回りに90°ずつ回転させ,4セット行う。次に回転レーザを機械点S2,S3に設置し同様に行
う。機械点S1,S2,S3での各セットの機械の向きは同じ方向に設置しなければならない。
選ばれた方向(脚頭に付けられた印)に向けて機械を新たに設置するときに,整準を注意深く行う必要
がある。自動補正機構内蔵の場合はその機能が正常に働いていることを確認する。一組の測定において,
回転レーザの4方向,3機械点の測定は,図4のとおり12個の測定番号で表される。各測定は製造業者が
推奨する精密モードで行う。
図 4 測定番号の順序
方向
7
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
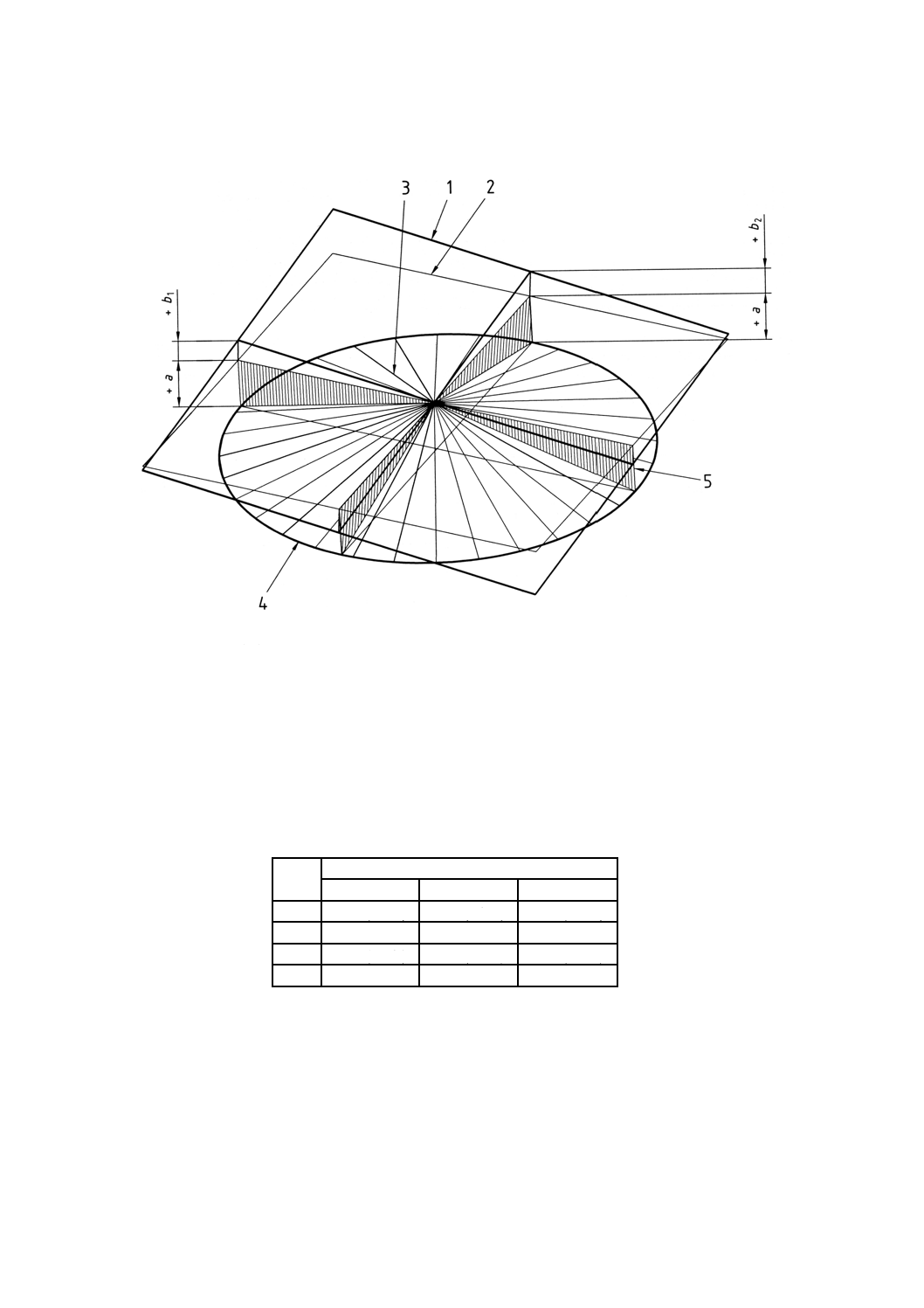
6.3
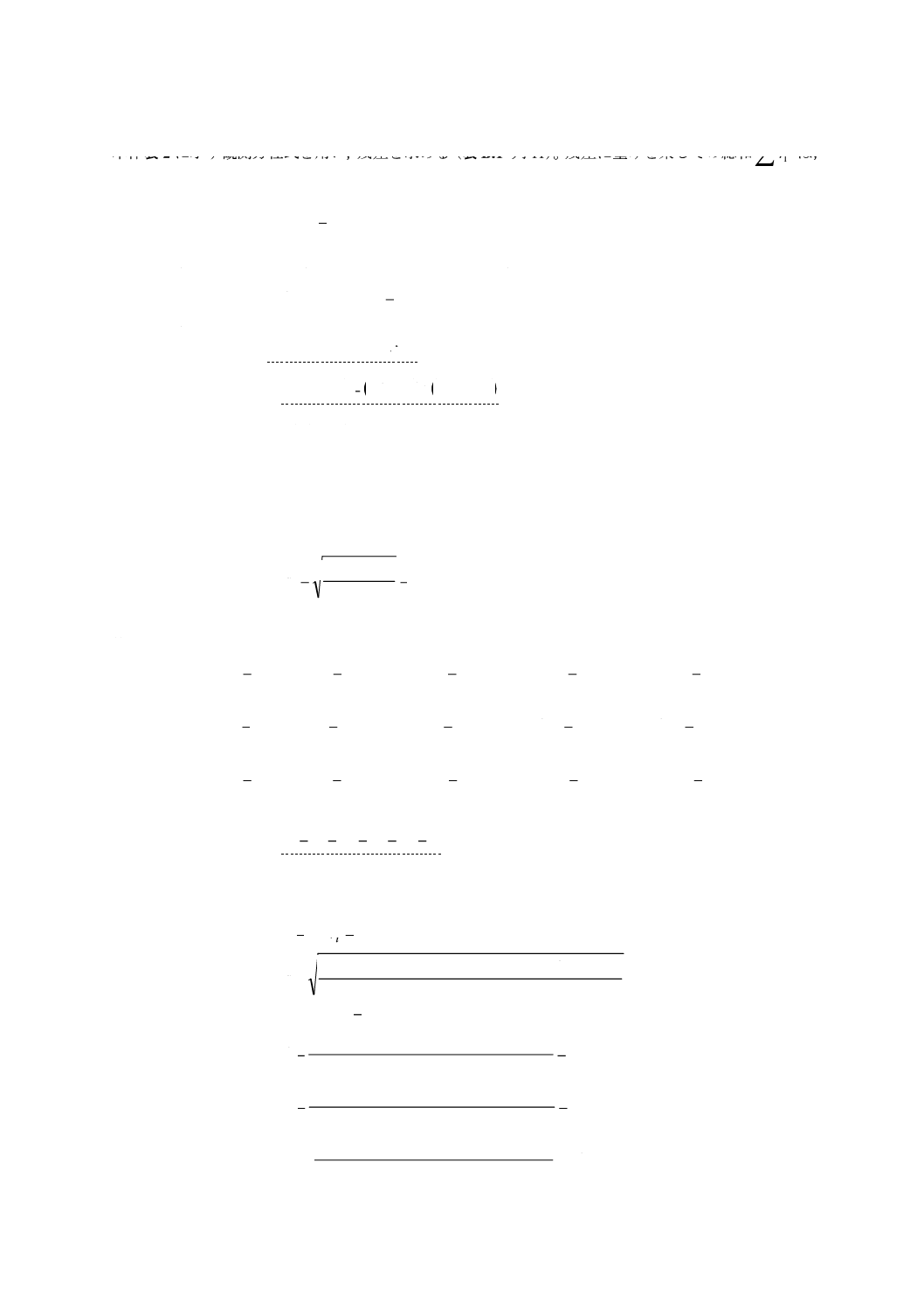
計算 回転レーザの考えられる誤差を,図5に示す。
ここに,1. 水平面
2. 傾斜面
3. 円すい面
4. 円すいの半径=40 m
5. 円すいの高さ,a
図 5 回転レーザの誤差
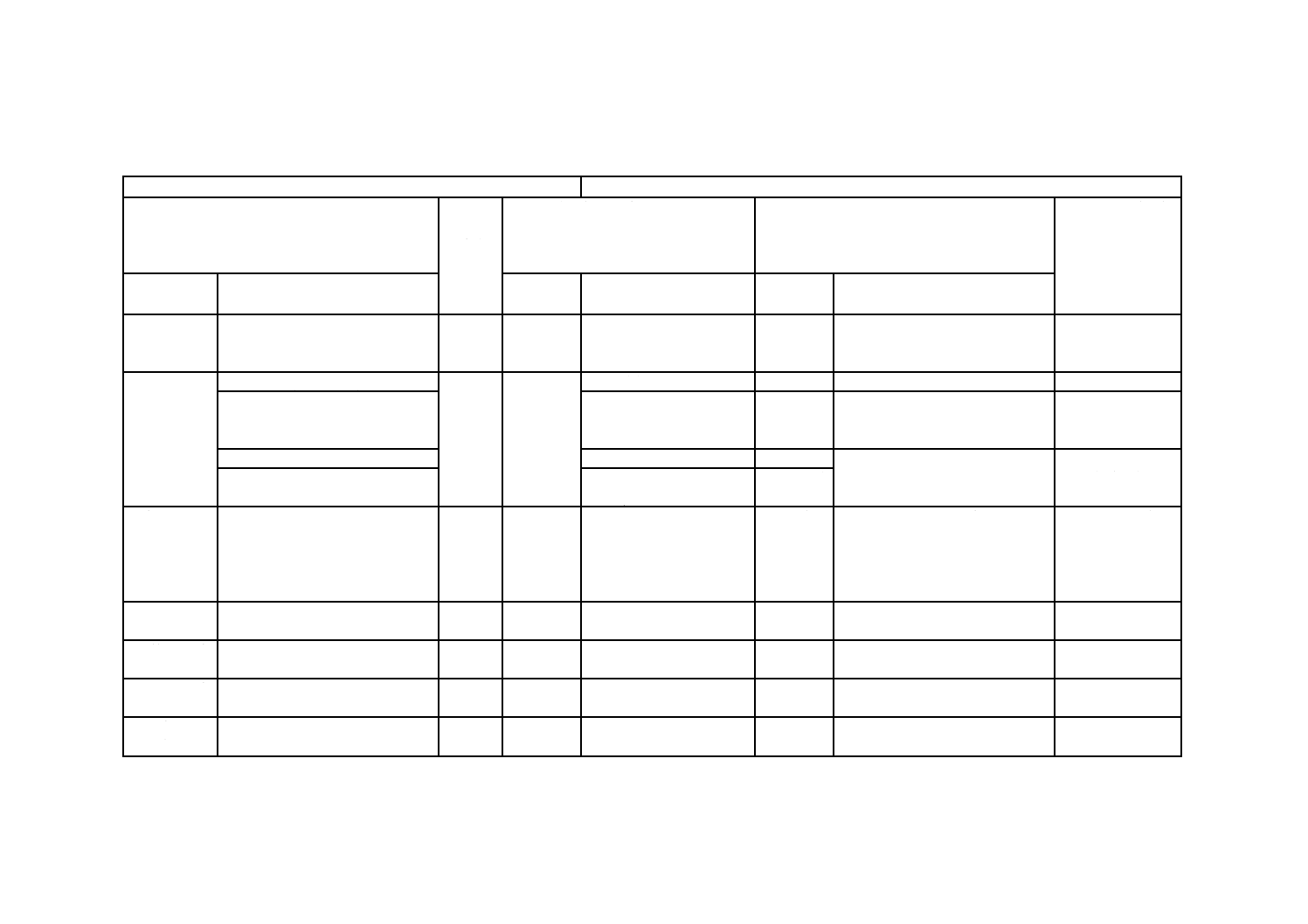
真の水平方向を得るには,標尺の読み値は回転レーザと標尺との間の距離によって,次の表1で示すよ
うに誤差a,bの補正を行う。
表 1 読み値に含まれる機械誤差
方向
距離
14.6 m
20.0 m
54.6 m
1
0.365(a+b1)
0.500(a+b1)
1.365(a+b1)
2
0.365(a+b2)
0.500(a+b2)
1.365(a+b2)
3
0.365(a−b1)
0.500(a−b1)
1.365(a−b1)
4
0.365(a−b2)
0.500(a−b2)
1.365(a−b2)
i番目の組における測定に対する観測方程式から,残差(r1〜r12)は,次のように求める。
8
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 i番目の組の各測定に対する観測方程式
p=2.0*
p=0.5*
p=0.5*
r1=h−b1−(xB,1−xA,1)
r5=h+a−b1−(xB,5−xA,5)
r9=h−a−b1−(xB,9−xA,9)
r2=h+b2−(xB,2−xA,2)
r6=h+a+b2−(xB,6−xA,6)
r10=h−a+b2−(xB,10−xA,10)
r3=h+b1−(xB,3−xA,3)
r7=h+a+b1−(xB,7−xA,7)
r11=h−a+b1−(xB,11−xA,11)
r4=h−b2−(xB,4−xA,4)
r8=h+a−b2−(xB,8−xA,8)
r12=h−a−b2−(xB,12−xA,12)
注* pは標尺の読み値に対する重み係数(p=1は機械からの距離40 mの場合)
j
j
j
x
x
x
,
A
B,−
=
j=1,…,12 ······································· (5)
ここに,
jx :標尺A,Bの読み値の差
xA,j :標尺Aでの読み値
xB,j :標尺Bでの読み値
標尺Aと標尺Bとの高低差hiを求める。
+
=
∑
∑
=
=
12
5
4
1
5
0
0
2
12
1
j
j
j
j
i
x
.
x
.
h
···················································· (6)
機械からの距離40 mにおける円すい誤差aiを求める。
−
=
∑
∑
=
=
12
9
8
5
5
0
5
0
4
1
j
j
j
j
i
x
.
x
.
a
······················································ (7)
機械からの距離40 mでの回転軸の鉛直方向からの水平誤差の成分を示すb1及びb2を求める。
(
)
(
)
[
]
11
9
7
5
3
1
1
5
0
0
2
6
1
x
x
x
x
.
x
x
.
bi,
+
−
+
−
+
+
−
=
··························· (8)
(
)
(
)
[
]
12
10
8
6
4
2
2
5
0
0
2
6
1
x
x
x
x
.
x
x
.
bi,
−
+
−
+
−
=
······························· (9)
hi,ai,b1.iとb2.iは,各組(i)の測定においてそれぞれに求める。
1
1
1
x
b
h
r
−
−
=
2
2
2
x
b
h
r
−
+
=
3
1
3
x
b
h
r
−
+
=
4
2
4
x
b
h
r
−
−
=
5
1
5
x
b
a
h
r
−
−
+
=
6
2
6
x
b
a
h
r
−
+
+
=
7
1
7
x
b
a
h
r
−
+
+
=
8
2
8
x
b
a
h
r
−
−
+
=
······························································· (10)
9
1
9
x
b
a
h
r
−
−
−
=
10
2
10
x
b
a
h
r
−
+
−
=
11
1
11
x
b
a
h
r
−
+
−
=
12
2
12
x
b
a
h
r
−
−
−
=
ここに,rjは表2の観測方程式によって求められる残差である。
9
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
式(10)においては,i番目の組を示す添え字iは,変数x,r,a,b,hから省略してある。
i番目の組(i=1,…,4)の残差の平方和∑
2
irは,次の式で求める。
∑
∑
=
=
+
=
12
5
2
4
1
2
2
5
0
0
2
j
j
j
j
i
r
.
r
.
r
Σ
······················································· (11)
i番目の自由度viは,次の式で求める。
8
4
12
=
−
=
iν
····································································· (12)
機械からの距離40 mにおけるi番目の組の高低差の標準偏差siは,次の式で求める。
8
Σ
Σ
2
2
i
i
i
i
r
r
s
=
=
ν
································································ (13)
4組の測定による機械からの距離40 mにおける全標準偏差sは,次の式で求める。
4
32
Σ
8
4
Σ
Σ
Σ
Σ
4
1
2
4
1
2
2
4
2
3
2
2
2
1
∑
∑
=
=
=
=
×
+
+
+
=
i
i
i
i
s
r
r
r
r
r
s
··················· (14)
s
s
=
ROLAS
JIS−
········································································· (15)
ここに,自由度は,
32
4
=
×
=
iν
ν
···································································· (16)
である。
誤差パラメータの平均値は,次の式で求める。
4
4
1∑
=
=
i
ih
h
············································································· (17)
4
4
1∑
=
=
i
ia
a
············································································ (18)
4
4
1
,1
1
∑
=
=i
i
b
b
············································································· (19)
4
4
1
,2
2
∑
=
=
i
i
b
b
············································································ (20)
2
2
2
1
b
b
b
+
=
········································································ (21)
ここに,bは機械からの距離40 mでの回転レーザの水平誤差となる。
標準測定手順の計算例を,附属書Bに示す。
6.4
統計的検定
6.4.1
一般 統計的検定は,標準測定手順だけに適用することを推奨する。
測定結果の評価のために,次の各量を用い,統計的検定を行う。
− 機械からの距離40 mでの,高低差の標準偏差s
10
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 機械からの距離40 mでの,円すい誤差aとその標準偏差sa
− 機械からの距離40 mでの,水平誤差bとその標準偏差sb
検定のための設問は,次のとおりとする。
a) 機械からの距離40 mで得た高低差の標準偏差sは,製造業者が示している値又は事前に決めた母標準
偏差σより小さいか。
一般的に製造業者は,水平からの角度によって精度を表している。その精度を距離40 mにおける値
に換算しなければならない。
b) 二つの異なったサンプルから求められた標準偏差s及びs~は,それぞれのサンプルの自由度vが同じ
だと仮定し,同じ母集団に属しているのか。
標準偏差s及びs~は,次のいずれかから得ることができる。
− 異なる時間帯に同じ機械を用いて行った二つの測定のサンプル
− 異なる機械による二つの測定のサンプル
c) 円すい誤差aは,ゼロに等しいか。
d) 水平誤差bは,ゼロに等しいか。
次の検定においては,信頼水準(1−α)を0.95とし,自由度は32である。
表 3 統計的検定
問
帰無仮説
対立仮説
a)
b)
c)
d)
s≦σ
σ=σ~
a=0
b=0
s>σ
σ≠σ~
a≠0
b≠0
備考 二つの標準偏差が同一の母集団に属しているかを検証する場合
は,上記のようにσをsの代わりに使用する。
6.4.2
問a) 次の式が成り立つならば,観測して得た標準偏差sが,製造業者が示した値又は,事前に決
めた母標準偏差σより小さいか等しいという帰無仮説は棄却することができない。
()
ν
ν
χ
σ
α
21−
×
≦
s
······································································ (22)
()
32
32
295
.0
χ
s
×
σ
≦
···································································· (23)
()
19
.
46
32
295
.0
=
χ
······································································· (24)
32
19
46.
s
×
σ
≦
····································································· (25)
20
1.
s
×
σ
≦
········································································· (26)
そうでなければ,帰無仮説は棄却される。
6.4.3
問b) 二つの異なったサンプルから求められた標準偏差(
s
s
~
及び)が,同じ母集団に属するかど
うかを検定する。
次の式が成り立つならば,対応する帰無仮説
σ
σ
~
=
は棄却することができない。
(
)
(
)
v
v
F
v
v
F
s
s
,
,
≦
≦
2
1
2
2
2
1
~
1
α
α
−
−
················································· (27)
11
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(
)
(
)
32
32
32
32
1
975
.0
2
2
975
.0
~
,
,
≦
≦
F
F
s
s
················································· (28)
(
)
02
.2
32
32
975
.0
=
,
F
··································································· (29)
02
.2
50
.0
2
~
2
≦
≦
s
s
······································································ (30)
そうでなければ,帰無仮説は棄却される。
6.4.4
問c) 次の条件が満足されるなら,円すい誤差aがゼロに等しいという帰無仮説は,棄却すること
ができない。
()
ν
α2
1
/
a
t
s
a
−
×
≦
································································· (31)
()
32
975
0.
a
t
s
a
×
≦
·································································· (32)
4
4×
=
s
sa
······································································· (33)
()
04
2
32
975
0
.
t.
=
······································································· (34)
04
2
4
.
s
a
×
≦
········································································ (35)
51
0.
s×
≦
そうでなければ,帰無仮説は棄却される。
6.4.5
問d) 次の条件が満足されるなら,水平誤差bがゼロに等しいという帰無仮説は,棄却すること
ができない。
()
ν
α2
1
/
b
t
s
b
−
×
≦
··································································· (36)
()
32
975
0.
b
t
s
b
×
≦
···································································· (37)
4
6×
=
s
sb
········································································ (38)
()
04
2
32
975
0
.
t.
=
······································································· (39)
04
2
24
.
s
b
×
≦
····································································· (40)
42
0.
s×
≦
そうでなければ,帰無仮説は棄却される。
12
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)簡易測定手順の例
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
A.1 測定場所の設定 測定場所に6個の測点を設置し,十分に精度を満たしていることが分かっているレ
ベルを用いて6点の高さ(相対的高さ)を測定する。
レベルの1回測定での高低差の標準偏差は,JIS B 7912-2 の6.に示される標準測定手順で求める。
mm
2
0.
sx=
得られた高低差及び各点間の相対的高さは,次のとおりとする。
m
2
702
.1
1=
x
m
4
521
.1
2=
x
m
8
180
.0
1,2
−
=
d
m
6
637
.1
3=
x
m
2
116
.0
2,3
+
=
d
m
4
712
.1
4=
x
m
8
074
.0
3,4
+
=
d
m
0
561
.1
5=
x
m
4
151
.0
4,5
−
=
d
m
8
608
.1
6=
x
m
8
047
.0
5,6
+
=
d
1
6
m
4
093
0
x
x
.
−
Σ
=
−
=
A.2 測定 回転レーザの測定結果を表A.1 に示す。ここで列3 に測定値xj,tを示し,列5 に各点間の相
対的高低差を示す。
観測者 : 測量一郎
天候 : 曇り,気温11 ℃
機種名及び機械番号: LASER-1 630412
日付 : 2004-4-15
13
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 A.1 測定結果
1
j
2
t
3
xj,t
4
dj,t,t−1
5
1
,
,
−
t
t
j
d
6
1
,
,
−
t
t
jr
7
2
1
,
,
−
t
t
jr
m
m
m
mm
mm2
1
2
3
4
5
1
2
3
4
5
6
1
2
3
4
5
6
1
2
3
4
5
6
1
2
3
4
5
6
1
2
3
4
5
6
2.215
2.033
2.150
2.225
2.073
2.122
1.915
1.736
1.851
1.926
1.776
1.824
1.224
1.042
1.158
1.232
1.081
1.128
1.585
1.404
1.521
1.595
1.443
1.489
1.777
1.596
1.712
1.788
1.637
1.684
−0.182
+0.117
+0.075
−0.152
+0.049
−0.179
+0.115
+0.075
−0.150
+0.048
−0.182
+0.116
+0.074
−0.151
+0.047
−0.181
+0.117
+0.074
−0.152
+0.046
−0.181
+0.116
+0.076
−0.151
+0.047
−0.180 8
+0.116 2
+0.074 8
−0.151 4
+0.047 8
+1.2
−0.8
−0.2
+0.6
−1.2
−1.8
+1.2
−0.2
−1.4
−0.2
+1.2
+0.2
+0.8
−0.4
+0.8
+0.2
−0.8
+0.8
+0.6
+1.8
+0.2
+0.2
−1.2
−0.4
+0.8
1.44
0.64
0.04
0.36
1.44
3.24
1.44
0.04
1.96
0.04
1.44
0.04
0.64
0.16
0.64
0.04
0.64
0.64
0.36
3.24
0.04
0.04
1.44
0.16
0.64
Σ
−0.469
−0.093 4
+2.0
20.80
(
)
∑
=
−
5
1
1
6
j
,j
,j
x
x
−0.469
14
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.3 計算 最初に,高低差dj,t,t−1を本体の式(1)から求める(表A.1 列4参照)。
次に残差rj,t,t−1を求める[本体の式(2)及び表A.1 列6参照]。残差の平方和Σr2は,20.80 mm2となる(表
A.1列7の最下段行参照)。自由度は25であるから,高低差dj,t,t−1の標準偏差は,本体の式(4)から次のよ
うに求める。
mm
9
0
25
mm
80
20
2
.
.
s
=
=
表A.1を用いて二つの検算を行う。
− 列3の最下段行の値と列4の総和とは等しい。:−0.469=−0.469
− 列5総和の5倍から列4の総和を引いた値は,列6の総和に等しい。
5×(−0.093 4)−(−0.469)=0.002
15
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考)標準測定手順の例
この附属書は,本体に関連する事項を補足するもので,規定の一部ではない。
B.1 測定 表B.1 には列3及び列4に,第1組の測定値xA, j及びxB, jを示す(第2,第3,第4組は省略)。
観測者 : 測量次郎
天候 : 晴れ,気温 10 ℃
機種及び機械番号: LSxxxx 630401
日付 : 2004-4-16
表B.1 第1組の測定結果
1
機械
点番
号
2
j
3
xA,j
4
xB,j
5
xj
6
pj
7
h
8
a
9
b1
10
b2
11
rj
12
pj r2j
m
m
m
m
m
m
m
mm
mm2
1
2
3
1
2
3
4
5
6
7
8
9
10
11
12
1.779
1.780
1.783
1.783
1.596
1.600
1.604
1.601
1.633
1.634
1.630
1.631
1.537
1.536
1.535
1.536
1.352
1.352
1.353
1.353
1.393
1.390
1.387
1.390
−0.242
−0.244
−0.248
−0.247
−0.244
−0.248
−0.251
−0.248
−0.240
−0.244
−0.243
−0.241
2.0
2.0
2.0
2.0
0.5
0.5
0.5
0.5
0.5
0.5
0.5
0.5
−0.484 0
−0.488 0
−0.496 0
−0.494 0
−0.122 0
−0.124 0
−0.125 5
−0.124 0
−0.120 0
−0.122 0
−0.121 5
−0.120 5
−0.122 0
−0.124 0
−0.125 5
−0.124 0
+0.120 0
+0.122 0
+0.121 5
+0.120 5
+0.484 0
−0.496 0
+0.122 0
−0.125 5
+0.120 0
−0.121 5
−0.488 0
+0.494 0
−0.124 0
+0.124 0
−0.122 0
+0.120 5
−0.3
−0.3
+0.1
+1.1
−1.2
+0.8
+0.2
−0.8
+0.6
+2.6
−2.0
−2.0
0.18
0.18
0.02
2.42
0.72
0.32
0.02
0.32
0.18
3.38
2.00
2.00
∑
20.054
17.114
−2.940
−2.941 5
−0.011 5
−0.017 0
+0.004 5
11.74
B.2 計算 はじめに,標尺の読み値の差xjが,読み値xA,j及びxB,jから式(5)を用いて求める(表B.1の列
5)。
次に,パラメータh,a,b1,b2は,式(6)〜(9)を用いて求める。1から12行の値の合計を,Σで示され
る最後の行に各々示す。
m
1
245
0
12
m
5
941
2
1
.
.
h
−
=
−
=
m
9
002
0
4
m
5
011
0
1
.
.
a
−
=
−
=
m
8
002
0
6
m
0
017
0
1
1
.
.
b,
−
=
−
=
m
8
000
0
6
m
5
004
0
1
2
.
.
b,
−
=
−
=
16
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
本体表2に示す観測方程式を用い,残差を求める(表B.1 列11)。残差に重みを乗じての総和∑
2
1rは,
本体の式(11)を用いて求める(表B.1列12の最下段)。
2
21
mm
74
.
11
=
∑r
表B.1を用いて二つの検算を行う。
− 列4の合計値から列3の合計値を引いた値は,列5の合計値に等しい。
940
.2
054
.
20
114
.
17
−
=
−
− 列7の合計値は,式
∑
×
+
∑
×
=
=
12
5
4
1
5.0
0.2
j
j
j
j
x
x
に等しい。
(
)(
)(
)5
979
.0
962
.1
5
941
.2
−
+
−
=
−
(単位m)
第1組の自由度は,
8
1=
v
である。
機械からの距離40 mにおける第1組の高低差の標準偏差を,次に示す。
mm
2.1
8
mm
74
.
11
2
1
=
=
s
第2,第3及び第4組の相当する結果は,
第2組
m
3
001
.0
;
m
5
002
.0
;
m
3
003
.0
;
m
8
244
.0
;
mm
9.0
2,2
2,1
2
2
2
+
=
−
=
−
=
−
=
=
b
b
a
h
s
第3組
m
8
000
.0
;
m
1
002
.0
;
m
6
003
.0
;
m
4
245
.0
;
mm
1.1
3,2
3,1
3
3
3
+
=
−
=
−
=
−
=
=
b
b
a
h
s
第4組
m
7
000
.0
;
m
7
002
.0
;
m
6
003
.0
;
m
4
245
.0
;
mm
9.0
4,2
4,1
4
4
4
+
=
−
=
−
=
−
=
=
b
b
a
h
s
すべての組における自由度は,
8
4
3
2
1
=
=
=
=
=
v
v
v
v
vi
である。
自由度,標準偏差及びパラメータは,式(14)〜(21)を用いて次のように求める。
32
4
=
×
=
iv
v
(
)
(
)
(
)
(
)
mm
0.1
4
mm
9.0
mm
1.1
mm
9.0
mm
2.1
2
2
2
2
=
+
+
+
=
s
mm
0.1
ROLAS
JIS
=
−
s
m
2
245
.0
4
4
245
.0
4
245
.0
8
244
.0
1
245
.0
−
=
−
−
−
−
=
h
m
4
003
.0
4
6
003
.0
6
003
.0
3
003
.0
9
002
.0
−
=
−
−
−
−
=
a
m
5
002
.0
4
7
002
.0
1
002
.0
5
002
.0
8
002
.0
1
−
=
−
−
−
−
=
b
17
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
m
9
000
.0
4
7
000
.0
8
000
.0
3
001
.0
8
000
.0
2
+
=
+
+
+
=
b
(
)
(
)
m
7
002
0
m
9
000
0
m
5
002
0
2
2
.
.
.
b
=
−
+
−
=
B.3 統計的検定(本体6.4.1参照)
B.3.1 問a) に対する統計的検定
mm
0.2
=
σ
mm
0.1
=
s
32
=
v
mm
4.2
20
.1
mm
0.2
mm
0.1
≦
≦
×
上の不等式は成立するので,信頼水準0.95 で帰無仮説(測定で得られた標準偏差
mm
0.1
=
s
は製造業者
が示す
mm
0.2
=
σ
より小さいか等しい)は,棄却されない。
B.3.2 問b) に対する統計的検定
mm
0.1
=
s
mm
9
1.
s~=
32
=
v
02
.2
61
.3
00
.1
50
.0
≦
≦
02
.2
28
.0
50
.0
≦
≦
上の不等式は成立しないので,信頼水準0.95で帰無仮説(測定で得られた標準偏差
mm
0
1.
s=
及び
mm
9
1.
s~=
が同じ母集団に属している。)は,棄却される。
B.3.3 問c) に対する統計的検定
mm
1.0
=
s
32
=
v
mm
4.3
−
=
a
mm
25
.0
=
a
s
mm
5.0
04
.2
mm
25
.0
mm
4.3
≦
≦
×
−
上の不等式は成立しないので,信頼水準0.95で帰無仮説(円すい誤差aがゼロに等しい。)は,棄却さ
れる。
B.3.4 問 d) に対する統計的検定
mm
0.1
=
s
32
=
v
mm
7.2
−
=
b
mm
20
.0
=
bs
mm
4.0
04
.2
mm
20
.0
mm
7.2
≦
≦
×
上の不等式は成立しないので,信頼水準0.95で帰無仮説(水平誤差bがゼロに等しい。)は,棄却される。
18
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)JISと対応する国際規格との対比表
JIS B 7912-6:2007 測量機器の現場試験手順−第6部:回転レーザ
ISO 17123-6:2003 測量機器の現場操作手順−第6部:回転レーザ
(Ⅰ) JISの規定
(Ⅱ) 国
際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目ごと
の評価及びその内容
表示箇所:本体,附属書
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格
との技術的差異の
理由及び今後の対
策
項目番号
内容
項目番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲
回転レーザの屋外での精度を評
価するときに用いる方法につい
て規定。
ISO
17123-6
1
JISに同じ。
IDT
−
−
2.引用規格
ISO 4463-1, ISO 7077, ISO 7078
2
JISに同じ。
IDT
−
−
JIS B 7912-1
JIS B 7912-2
JIS Z 8101-1
ISO 17123-1
ISO 17123-2
ISO 3534-1
MOD/変更 JISからの引用事項は,対応ISO
規格の該当事項と同等である。
−
JIS Z 8103
−
MOD/追加
−
技術的差異はな
い。(3.参照)
−
ISO 9849, ISO 17123-2,
GUM, VIM
MOD/削除
3.定義
主な用語の定義は,JIS B 7912-1,
JIS B 7912-2,JIS Z 8101-1及び
JIS Z 8103による。
3
用語の定義は,次による。
ISO 3534-1,ISO 4463-1,
ISO 7077,ISO 7078,ISO
9849,ISO 17123-1,
ISO 17123-2,GUM,VIM
MOD/変更 引用規格をJISで規定。
引用規格の違い
によるものであ
り,技術的差異は
ない。
4.一般
要求事項
簡易測定手順,標準測定手順
4
JISに同じ。
IDT
−
−
5. 簡易測定
手順
測定場所の設定,測定,計算
5
JISに同じ。
IDT
−
−
6. 標準測定
手順
測定場所の設定,測定,計算,統
計的検定
6
JISに同じ。
IDT
−
−
附属書A
(参考)
簡易測定手順の例
附属書A
JISに同じ。
IDT
−
−
2
B
7
9
1
2
-6
:
2
0
0
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
19
B 7912-6:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ) 国
際規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項目ごと
の評価及びその内容
表示箇所:本体,附属書
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格
との技術的差異の
理由及び今後の対
策
項目番号
内容
項目番号
内容
項目ごと
の評価
技術的差異の内容
附属書B
(参考)
標準測定手順の例
附属書B
JISとほぼ同じ。
MOD/変更 ISO規格の表B.1の検索方法の2
番目の式の誤りを修正。
すべての組における自由度の式
を,誤解を招かないように変更。
ISO規格の次回改
正時に,この変更
内容を提案する
予定。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
2
B
7
9
1
2
-6
:
2
0
0
7
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。