B 7762-8:2006 (ISO 8662-8:1997)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本フルードパワー工業会(JFPA)
/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日
本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 8662-8 : 1997,Hand-held portable
power tools−Measurement of vibrations at the handle−Part 8 : Polishers and rotary, orbital and random orbital
sandersを基礎として用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS B 7762-8には,次に示す附属書がある。
附属書A(参考) ポリッシャ及びロータリ並びにオービタル及びランダムオービタルサンダのハン
ドルにおける振動測定の試験報告書例
JIS B 7762の規格群には,次に示す部編成がある。
JIS B 7762-1 第1部:通則
JIS B 7762-2 第2部:チッピングハンマ及びリベッティングハンマ
JIS B 7762-3 第3部:ロックドリル及びロータリハンマ
JIS B 7762-4 第4部:グラインダ
JIS B 7762-5 第5部:舗装ブレーカ及び建設作業用ハンマ
JIS B 7762-6 第6部:インパクトドリル
JIS B 7762-7 第7部:インパクト,インパルス又はラチェット動作のレンチ,スクリュードライバ及
びナットランナ
JIS B 7762-8 第8部:ポリッシャ及びロータリ並びにオービタル及びランダムオービタルサンダ
JIS B 7762-9 第9部:ランマ
JIS B 7762-10 第10部:ニブラ及びシャー
JIS B 7762-11 第11部:締結工具
JIS B 7762-12 第12部:往復動作ののこぎり及びやすり並びに揺動又は回転動作ののこぎり
JIS B 7762-13 第13部:ダイグラインダ
JIS B 7762-14 第14部:石工工具及び多針たがね
B 7762-8:2006 (ISO 8662-8:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 測定事項 ························································································································ 2
4. 測定器 ··························································································································· 2
4.1 一般 ···························································································································· 2
4.2 トランスデューサ ·········································································································· 2
4.3 メカニカルフィルタ ······································································································· 2
4.4 トランスデューサの固定 ································································································· 2
4.5 補助機器 ······················································································································ 3
4.6 校正 ···························································································································· 3
5. 測定方向及び測定位置 ······································································································ 3
5.1 測定方向 ······················································································································ 3
5.2 測定位置 ······················································································································ 3
6. 作業手順 ························································································································ 4
6.1 一般 ···························································································································· 4
6.2 動力工具の操作 ············································································································· 4
6.3 加工物 ························································································································· 5
6.4 押付け力 ······················································································································ 5
6.5 ポリッシングパッド ······································································································· 5
6.6 研磨材料 ······················································································································ 5
7. 測定手順及び測定の有効性 ································································································ 5
7.1 測定手順 ······················································································································ 5
7.2 測定の継続時間 ············································································································· 5
7.3 測定の有効性 ················································································································ 6
7.4 変動係数 ······················································································································ 6
7.5 測定結果の処置 ············································································································· 6
8. 試験報告書 ····················································································································· 6
附属書A(参考)ポリッシャ及びロータリ並びにオービタル及びランダムオービタルサンダの
ハンドルにおける振動測定の試験報告書例 ················································································ 7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7762-8:2006
(ISO 8662-8:1997)
手持ち可搬形動力工具−
ハンドルにおける振動測定方法−
第8部:ポリッシャ及びロータリ並びにオービタル
及びランダムオービタルサンダ
Hand-held portable power tools−Measurement of vibrations at the handle−
Part 8:Polishers and rotary, orbital and random orbital sanders
序文 この規格は,1997年に第1版として発行されたISO 8662-8,Hand-held portable power tools−
Measurement of vibrations at the handle−Part 8:Polishers and rotary, orbital and random orbital sandersを翻訳し,
技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格は,ストレートロータリサンダ及びベルトサンダを除く,手持ち空気圧式ポリッ
シャ及びロータリ並びにオービタル及びランダムオービタルサンダのハンドルにおける振動を実験室で測
定する方法について規定し,規定の負荷で作業したときの動力工具のハンドルにおける振動の大きさを確
定するための形式試験について規定する。
適用する動力工具の四つの形式を,次に示す。
a) 円形のポリッシングパッドをもつポリッシャ
b) 円形のサンディングパッドをもつ縦形ロータリサンダ
c) 長方形・円形の(又はその他)サンディングパッドをもつオービタルサンダ
d) 円形のサンディングパッドをもつランダムオービタルサンダ(二重動作を行うオービタルハブをもつ
グラインダ形式の工具を含む。)
この規格は,その適用によって,異なる動力工具又は同じ種類の異なる形式の動力工具を比較するため
に用いることを目的とする。測定値は,規定した方法によって得るが,実際の作業環境における振動加速
度値と近い値となる。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 8662-8:1997, Hand-held portable power tools−Measurement of vibrations at the handle−Part
8:Polishers and rotary, orbital and random orbital sanders (IDT)
2
B 7762-8:2006 (ISO 8662-8:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7762-1 手持ち可搬形動力工具−ハンドルにおける振動測定方法−第1部:通則
備考 ISO 8662-1:1988,Hand-held portable power tools−Measurement of vibrations at the handle−Part
1:Generalが,この規格と一致している。
ISO 2787,Rotary and percussive pneumatic tools−Performance tests
3. 測定事項 測定事項は,次による。
− JIS B 7762-1の3.1及び3.3に規定する補正加速度実効値
− 空気圧
− 押付け力
4. 測定器
4.1
一般 測定器の詳細については,JIS B 7762-1の4.1〜4.6による。
4.2
トランスデューサ トランスデューサの詳細については,JIS B 7762-1の4.1による。
4.3
メカニカルフィルタ 測定誤差が生じない場合の測定には,通常,メカニカルフィルタを用いる必
要はない(JIS B 7762-1の4.3参照)。
4.4
トランスデューサの固定 トランスデューサの固定は,JIS B 7762-1の4.2によって行う。小さなト
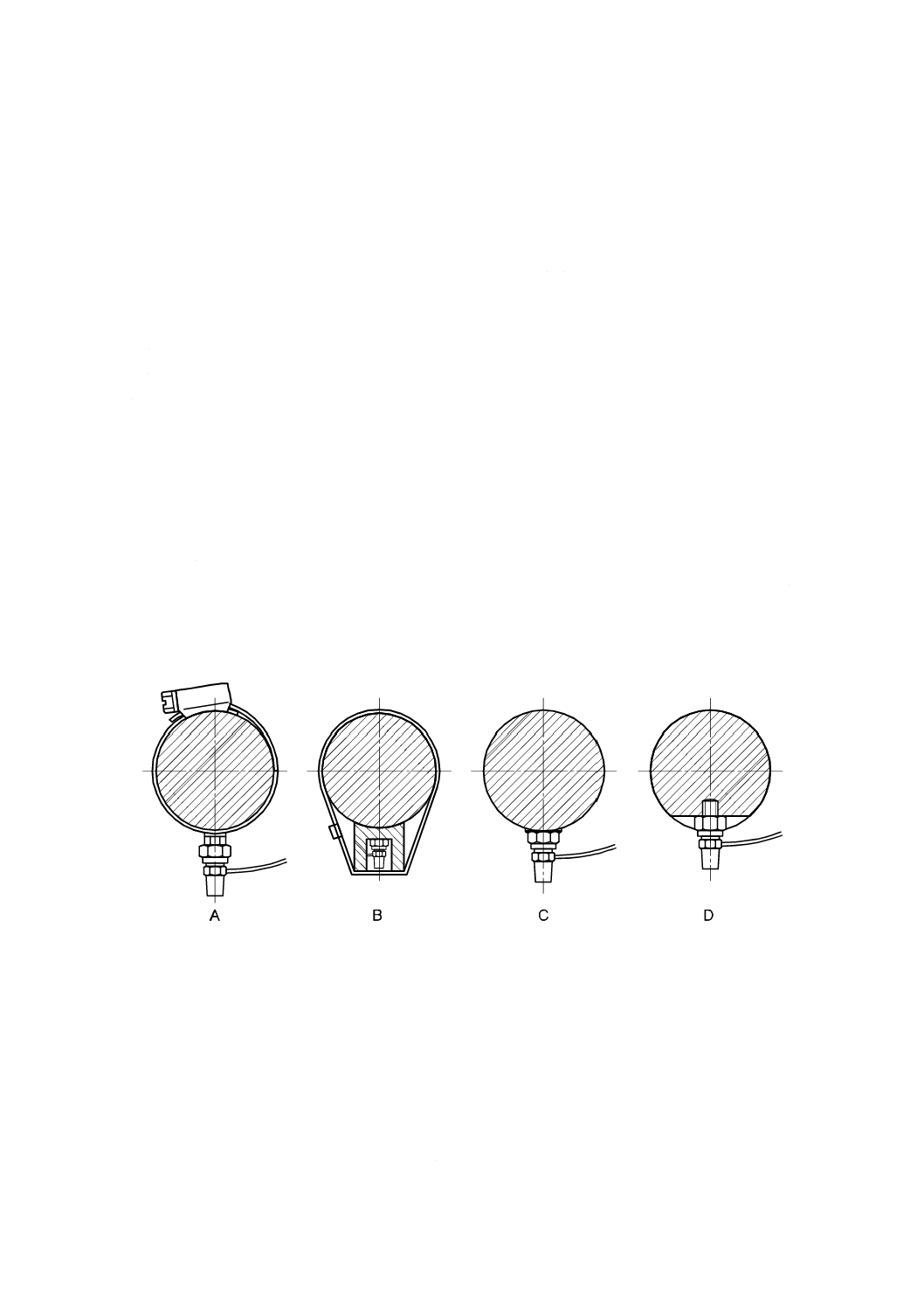
ランスデューサは,適切な接着剤を用いて平らな表面にはり付けてもよい(図1参照)。すべての場合にお
いて,トランスデューサの固定は,トランスデューサ製造業者の取扱説明書に従って行う。
トランスデューサの固定方法は,次のいずれかによる。
A:ブロックをろう付け,又は溶接したホースクリップで固定する。
B:トランスデューサをねじ止めしたアダプタで固定する。アダプタは,プラスチックバンドで固定する。
C:平らな平面に,適切な接着剤を用いて固定する。
D:平らな面を削りだし,ねじ穴を設けて,ねじで固定する。
図 1 トランスデューサ固定方法の選択
ハンドルの測定点に弾力性のあるカバーが付いている場合,それを取り除くか,又はトランスデューサ
が取り付けられているクランプをカバーの周りに堅く固定する。又は特殊なアダプタを用いる(JIS B
7762-1の4.2 参照)。工具のハンドルに弾力性のあるカバーがある場合,試験報告書にはその措置の内容,
例えば,堅く固定する,カバーを取り除く,アダプタを用いるなどを記載する。
3
B 7762-8:2006 (ISO 8662-8:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
トランスデューサは,表面が理想軸に対して正確に垂直にならない場合には,ハンドル表面に垂直に取
り付ける。理想軸から偏りは±15°とする。もし偏りが±15°を超える場合には,適切なブロックを用い
ることが望ましい。
4.5
補助機器 空気圧は,ISO 2787に従って,精密な圧力計で測定する。
参考 ISO 2787 の6.2.2 では,フルスケールの0.5 %の圧力差を,容易に読み取ることができる圧力
計を用いるように規定している。
縦方向の押付け力は,±1 Nの精度をもつ機器で測定する(6.4参照)。
4.6
校正 校正は,JIS B 7762-1の4.8による。
5. 測定方向及び測定位置
5.1
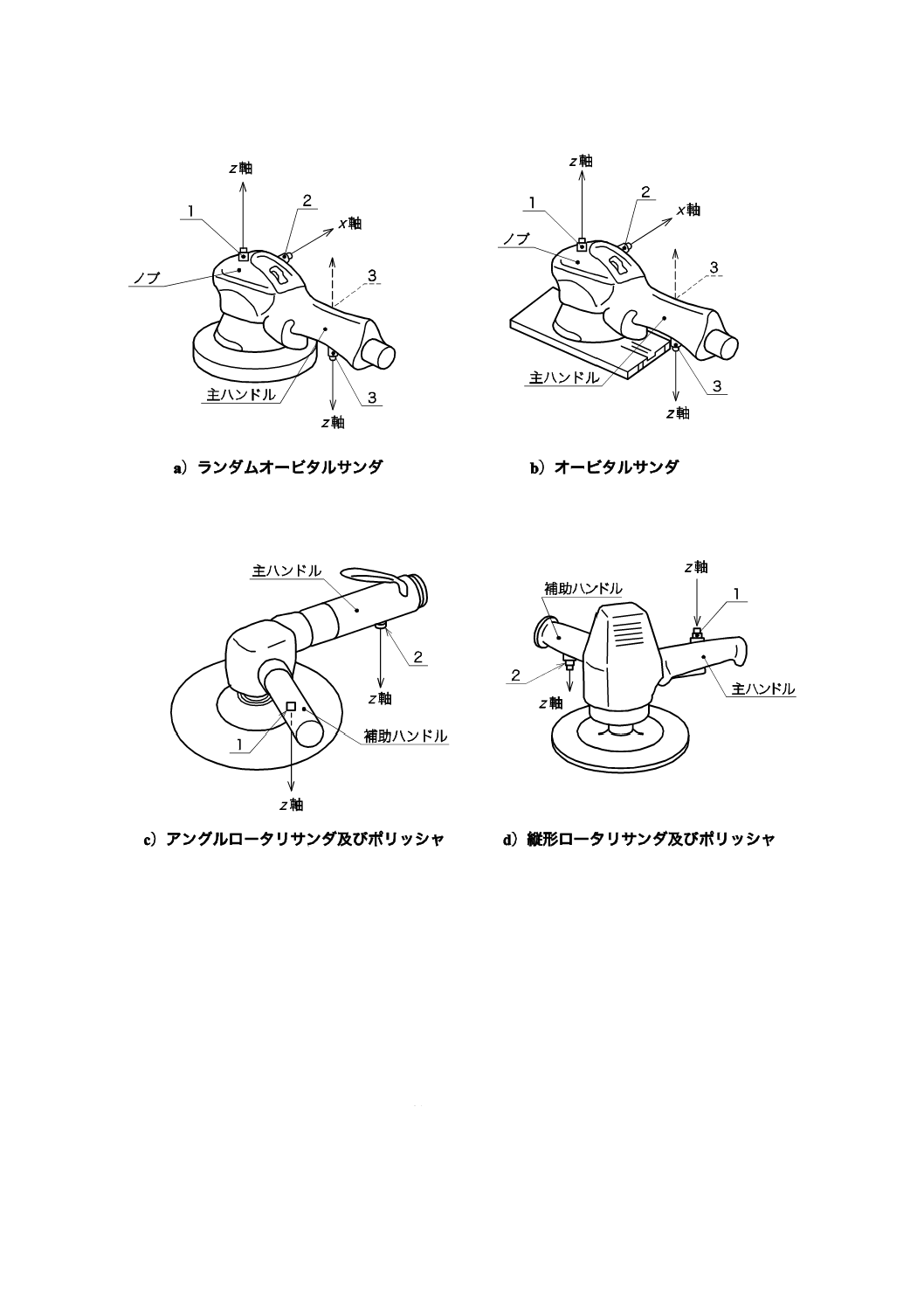
測定方向 測定は,図2のa),b)に示すように二方向で,5.2に定めるハウジング(又はノブハンド
ル)上で行う。
ハンドルがあるサンダ及びポリッシャの場合,測定はパッドの回転軸に対して平行な方向で,ハンドル
上で行う[図2のa),b),c),d)参照]。
5.2
測定位置 測定は,通常,作業者が工具を握り,押付け力を加えるノブ及びハンドル(もしあれば)
で行う。
工具が,ノブを保持するように設計されている場合,ノブ上の二つのトランスデューサは,前側に取り
付ける[図2のa),b)参照]。
二つのハンドルがあるサンダ及びポリッシャの場合には,測定は両方のハンドルで行い,ハウジング上
では行わない。しかし,モータハウジングを保持するように設計された小形のアングルロータリサンダ及
びポリッシャの場合には,そのハウジングをハンドルとして扱う[図2のc),d)参照]。
ハンドル(もしあれば)上のトランスデューサは,そのハンドル長さの中央に,また,できればハンド
ルの下側に取り付ける(図2参照)。
防振装置として設計されているハンドルは,工具に弾力的に取り付けられていることがある。そのよう
な場合,工具とハンドルの位相が一致せずに振動し,結果として一つのトランスデューサでは正確な測定
が不可能な場合が生じる。このようなハンドルでの測定は,上記のハンドル長さの中央点を挟んで約100
mm離れた対称的に設置した二つのトランスデューサを用いて行う。
4
B 7762-8:2006 (ISO 8662-8:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 2 測定方向及びトランスデューサの位置の例
6. 作業手順
6.1
一般 測定は,適切に点検,整備され,注油された新品の動力工具で行う。
試験中,動力工具はその製品の附属品を取り付ける。集じん(塵)機を取り付けるように設計された動
力工具は,試験の間,集じん(塵)機を接続する。集じん(塵)機の流量は,動力工具の製造業者の推奨
による。
6.2
動力工具の操作 空気は,ねじ込み式の管継手及びホースクリップで確実に取り付けた少なくとも2
mの長さのホースを経由して供給する。
試験中,動力工具は,定格圧力及び最高速度で運転し,製造業者の取扱説明書に従い操作する。
1,2,3:トランスデューサ位置
5
B 7762-8:2006 (ISO 8662-8:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
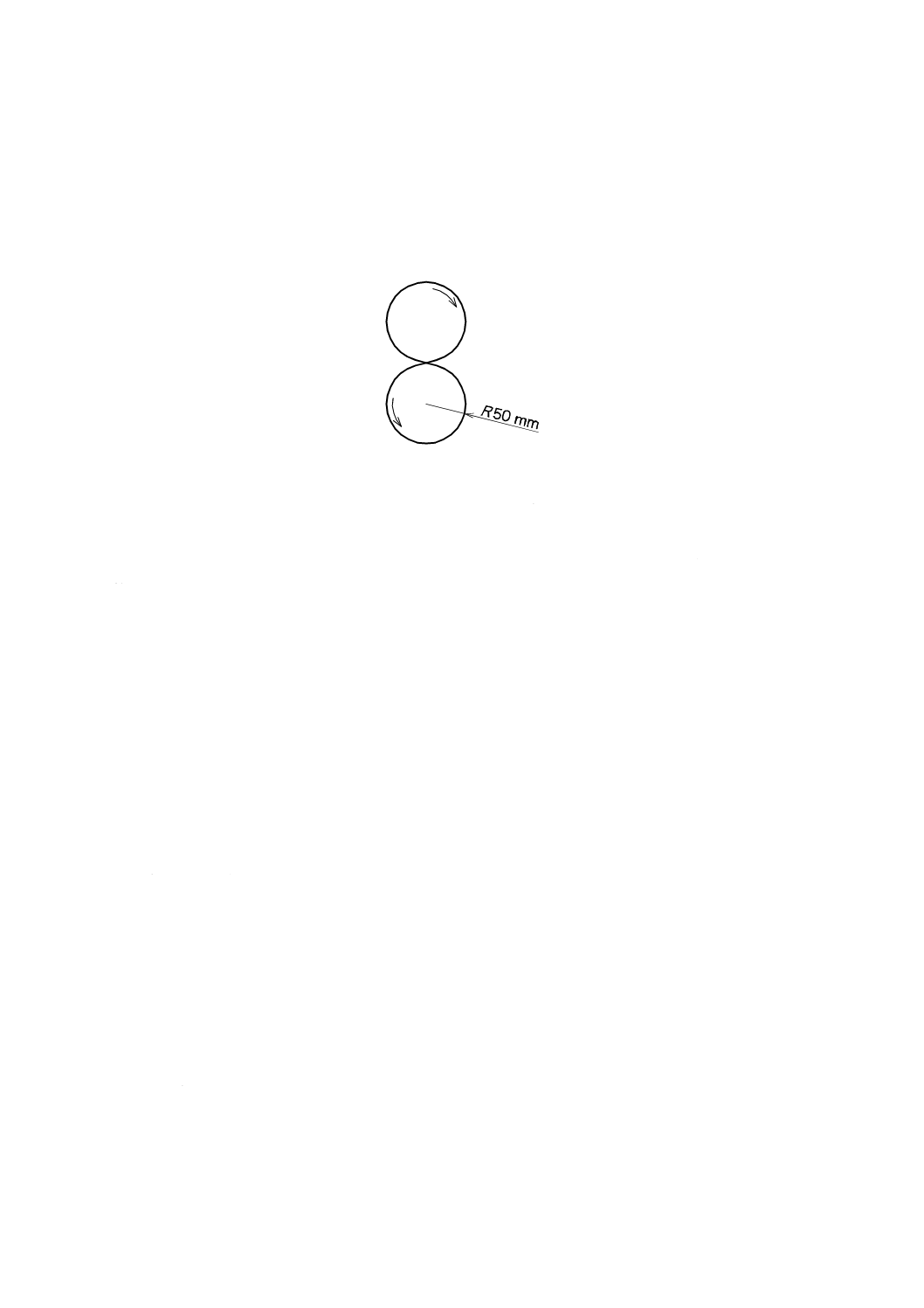
試験中,動力工具は,図3に示したように8の字を描きながら安定した操作で加工物の表面を一定の速
度で動かす。8の字をそれぞれ約4秒かけて描く。作業者は,熟練経験者とする。二つのハンドルがある
ポリッシャ及びサンダは,両方のハンドルを保持する。これに対して,一つのハンドルのものは,一方の
手でハンドルを保持し,他方の手は,動力工具のノブを保持する。ハンドルのないポリッシャ及びサンダ
は,片方の手で,動力工具のノブ又はハウジングを保持する。
図 3 加工物上の動力工具における8の字の動き
6.3
加工物 加工物は,安定した台に水平に取り付けられた軟鋼板とする。加工物は,結果に影響を与
える周波数範囲において,著しい共振を引き起こさないことが重要である。鋼板の寸法は,少なくとも400
mm × 300 mm ×(厚さ20〜50 mm)とする。動力工具を作動させる板の表面粗さ (Ra) は,0〜0.8 μm
の範囲とする。
備考 この表面粗さは,通常,予備試験中に仕上げられ,測定手順によって維持される。
6.4
押付け力 動力工具が通常レベルの性能で,かつ,安定した操作で作動するように,その質量に対
して垂直方向の押付け力をパッド上に均等に加える。
二つのハンドルをもつポリッシャ及びサンダの場合,押付け力は,作業表面に対して垂直とし,パッド
の回転軸に対して平行になるように,ハンドルに加える。
ハンドルが一つ又はハンドルがないポリッシャ及びサンダの場合,押付け力は,作業表面に対して垂直
とし,パッドの回転軸に対して平行になるようにハウジングに加える。
動力工具の質量に加える垂直方向への押付け力の大きさは,30±5 Nとする。
押付け力は,作業者が調整して加える。例えば試験中,はかりに立ち,その押付け力が作業者に見える
ようにする。
6.5
ポリッシングパッド ポリッシャは,製造業者が望むポリッシングパッドを取り付けて試験を行う。
6.6
研磨材料 研磨材料は,オービタル運動をする動力工具には,180番の酸化アルミニウムペーパ,回
転運動をする動力工具には,120番とする。研磨材料は,新品とし,測定開始前に約1分摩耗させる。
研磨パッドなど特定のディスクだけが取り付けられるように設計されているサンダは,そのディスクを
用いて測定する。
7. 測定手順及び測定の有効性
7.1
測定手順 3人の熟練作業者が,試験する動力工具でそれぞれ一連の試験を行う。一連の試験は,そ
れぞれの測定位置で5回行う。
それぞれの作業者は,新しい研磨材料を用いて5回の試験からなる一連の試験を始める(6.6参照)。
7.2
測定の継続時間 測定時間は,作業が安定状態になったとき,それぞれの測定位置において16秒以
上とする。
6
B 7762-8:2006 (ISO 8662-8:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3
測定の有効性 測定は,作業者ごとに一連の試験の有効性を得るため,5回連続した補正加速度実効
値の変動係数(7.4参照)が,0.15未満又は標準偏差が0.30 m/s2未満になるまで続ける。この有効性の判
定基準は,最も高い値の測定位置の読取値に適用する。
7.4
変動係数 変動係数Cvは,一連の試験の測定値の標準偏差
1
−
n
s
と,一連の試験の平均値xとの比で
定義される。
x
s
C
n1
v
−
=
················································································· (1)
ここに,標準偏差は,
(
)
∑
=
−
−
−
=
n
i
i
n
x
x
n
s
1
2
1
1
1
······························································ (2)
一連の試験の平均値は
∑
=
=
n
i
ix
n
x
1
1
·············································································· (3)
ここに,
ix: i番目の測定値
n: 測定値の数
7.5
測定結果の処置 測定作業者ごとに,それぞれのトランスデューサの位置に対する5個の算術平均
値を計算する。各トランスデューサの位置について,すべての算術平均値を3人の作業者のそれぞれの平
均値から計算する。これらすべての算術平均値の最大値を最終報告値とする。
8. 試験報告書 JIS B 7762-1の7.の項目及び次の事項を,試験報告書に記載する。
a) 空気圧
b) 押付け力
c) それぞれの試験の継続時間
d) 試験結果(7.5参照)
試験報告書例を,附属書Aに示す。
7
B 7762-8:2006 (ISO 8662-8:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)ポリッシャ及びロータリ並びにオービタル及びランダムオ
ービタルサンダのハンドルにおける振動測定の試験報告書例
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
試験は,JIS B 7762-1, 手持ち可搬形動力工具−ハンドルにおける振動測定方法−第1部:通則,及びJIS B 7762-8, 手
持ち可搬形動力工具−ハンドルにおける振動測定方法−第8部:ポリッシャ及びロータリ並びにオービタル及びラン
ダムオービタルサンダ によって行われた。
概要
試験者:
試験日:
報告者:
試験した動力工具
形式:
モデルNo.:
質量,kg:
製造業者名:
製造番号:
研磨材料
形式:
製造業者名:
作業条件
空気圧,MPa:
押付け力,N:
各試験の継続時間,s:
測定装置
加速度ピックアップ−製造業者名,形式:
メカニカルフィルタ(用いた場合)−製造業者名,形式:
増幅器−製造業者名,形式:
分析器−製造業者名,形式:
データレコーダ−製造業者名,形式:
トランスデューサ及びメカニカルフィルタの固定
もし用いた場合,トランスデューサ及びメカニカルフィルタの固定方法の記述
信号処理
スペクトル分析器の信号積分の方法及び補正加速度の決定方法の記述
8
B 7762-8:2006 (ISO 8662-8:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
結果
結果は,次の表によって補正加速度実効値で表す。
個別補正加速度実効値作業者A
単位 m/s2
試験
補正加速度実効値
トランスデューサの位置
1
2
3
1
2
3
4
5
算術平均値
変動係数
個別補正加速度実効値作業者B
単位 m/s2
試験
補正加速度実効値
トランスデューサの位置
1
2
3
1
2
3
4
5
算術平均値
変動係数
9
B 7762-8:2006 (ISO 8662-8:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
個別補正加速度実効値作業者C
単位 m/s2
試験
補正加速度実効値
トランスデューサの位置
1
2
3
1
2
3
4
5
算術平均値
変動係数
各トランスデューサに対する3
人の作業者によるすべての算術
平均値
すべての算術平均値の最大値: m/s2