B 7762-12:2006 (ISO 8662-12:1997)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本フルードパワー工業会(JFPA)
/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日
本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 8662-12:1997,Hand-held portable
power tools−Measurement of vibrations at the handle−Part 12 : Saws and files with reciprocating action and saws
with oscillating or rotating actionを基礎として用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS B 7762-12には,次に示す附属書がある。
附属書A(参考) 往復動作をするのこぎり及びやすり並びに揺動又は回転動作をするのこぎりのハ
ンドルにおける振動測定の試験報告書例
JIS B 7762の規格群には,次に示す部編成がある。
JIS B 7762-1 第1部:通則
JIS B 7762-2 第2部:チッピングハンマ及びリベッティングハンマ
JIS B 7762-3 第3部:ロックドリル及びロータリハンマ
JIS B 7762-4 第4部:グラインダ
JIS B 7762-5 第5部:舗装ブレーカ及び建設作業用ハンマ
JIS B 7762-6 第6部:インパクトドリル
JIS B 7762-7 第7部:インパクト,インパルス又はラチェット動作のレンチ,スクリュードライバ及
びナットランナ
JIS B 7762-8 第8部:ポリッシャ及びロータリ並びにオービタル及びランダムオービタルサンダ
JIS B 7762-9 第9部:ランマ
JIS B 7762-10 第10部:ニブラ及びシャー
JIS B 7762-11 第11部:締結工具
JIS B 7762-12 第12部:往復動作ののこぎり及びやすり並びに揺動又は回転動作ののこぎり
JIS B 7762-13 第13部:ダイグラインダ
JIS B 7762-14 第14部:石工工具及び多針たがね
B 7762-12:2006 (ISO 8662-12:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 測定事項 ························································································································ 2
4. 測定器 ··························································································································· 2
4.1 一般 ···························································································································· 2
4.2 トランスデューサ ·········································································································· 2
4.3 メカニカルフィルタ ······································································································· 2
4.4 トランスデューサの固定 ································································································· 2
4.5 補助機器 ······················································································································ 3
4.6 校正 ···························································································································· 3
5. 測定方向及び測定位置 ······································································································ 3
5.1 測定方向 ······················································································································ 3
5.2 測定位置 ······················································································································ 3
6. 作業手順 ························································································································ 3
6.1 一般 ···························································································································· 3
6.2 加工物 ························································································································· 3
6.3 負荷 ···························································································································· 5
7. 測定手順及び測定の有効性 ································································································ 5
7.1 測定手順 ······················································································································ 5
7.2 測定の有効性 ················································································································ 5
7.3 変動係数 ······················································································································ 6
7.4 測定結果の処置 ············································································································· 6
8. 試験報告書 ····················································································································· 6
附属書A(参考)往復動作をするのこぎり及びやすり並びに揺動又は回転動作をするのこぎりの
ハンドルにおける振動測定の試験報告書例 ················································································ 7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7762-12:2006
(ISO 8662-12:1997)
手持ち可搬形動力工具−
ハンドルにおける振動測定方法−
第12部:往復動作ののこぎり及びやすり並びに
揺動又は回転動作ののこぎり
Hand-held portable power tools−
Measurement of vibrations at the handle−
Part 12 : Saws and files with reciprocating action and
saws with oscillating or rotating action
序文 この規格は,1997年に第1版として発行されたISO 8662-12,Hand-held portable power tools−
Measurement of vibrations at the handle−Part 12 : Saws and files with reciprocating action and saws with
oscillating or rotating actionを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業
規格である。
なお,この規格で点線の下線を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格は,手で保持する往復動作,回転動作又は揺動動作の空気のこ及び往復動作をす
るやすりのハンドルにおける振動を実験室で測定する方法について規定し,規定の負荷で作業をしたとき
の動力工具のハンドルにおける振動の大きさを確定するための形式試験の規格である。
備考 ダイグラインダとよばれている回転やすりは,JIS B 7762-13に規定する。
この規格は,その適用によって,異なる動力工具又は同じ種類の異なる形式の動力工具を比較するため
に用いることを目的とする。測定値は,規定した方法によって得るが,実際の作業環境における振動加速
度値と近い値となる。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 8662-12:1997,Hand-held portable power tools−Measurement of vibrations at the handle−Part
12 : Saws and files with reciprocating action and saws with oscillating or rotating action (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7762-1 手持ち可搬形動力工具−ハンドルにおける振動測定方法−第1部:通則
備考 ISO 8662-1:1988,Hand-held portable power tools−Measurement of vibrations at the handle−Part
2
B 7762-12:2006 (ISO 8662-12:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1:Generalが,この規格と一致している。
ISO 2787,Rotary and percussive pneumatic tools−Performance tests
3. 測定事項 測定事項は,次による。
− JIS B 7762-1の3.1及び3.3に規定する補正加速度実効値
− ISO 2787に規定する空気圧
− 先端工具の回転速度又は揺動数
4. 測定器
4.1
一般 測定器の詳細については,JIS B 7762-1の4.1〜4.6による。
4.2
トランスデューサ トランスデューサの詳細については,JIS B 7762-1の4.1による。
4.3
メカニカルフィルタ 測定誤差の生じないことが分かっている場合の測定には,通常,メカニカル
フィルタを用いる必要はない(JIS B 7762-1の4.3参照)。
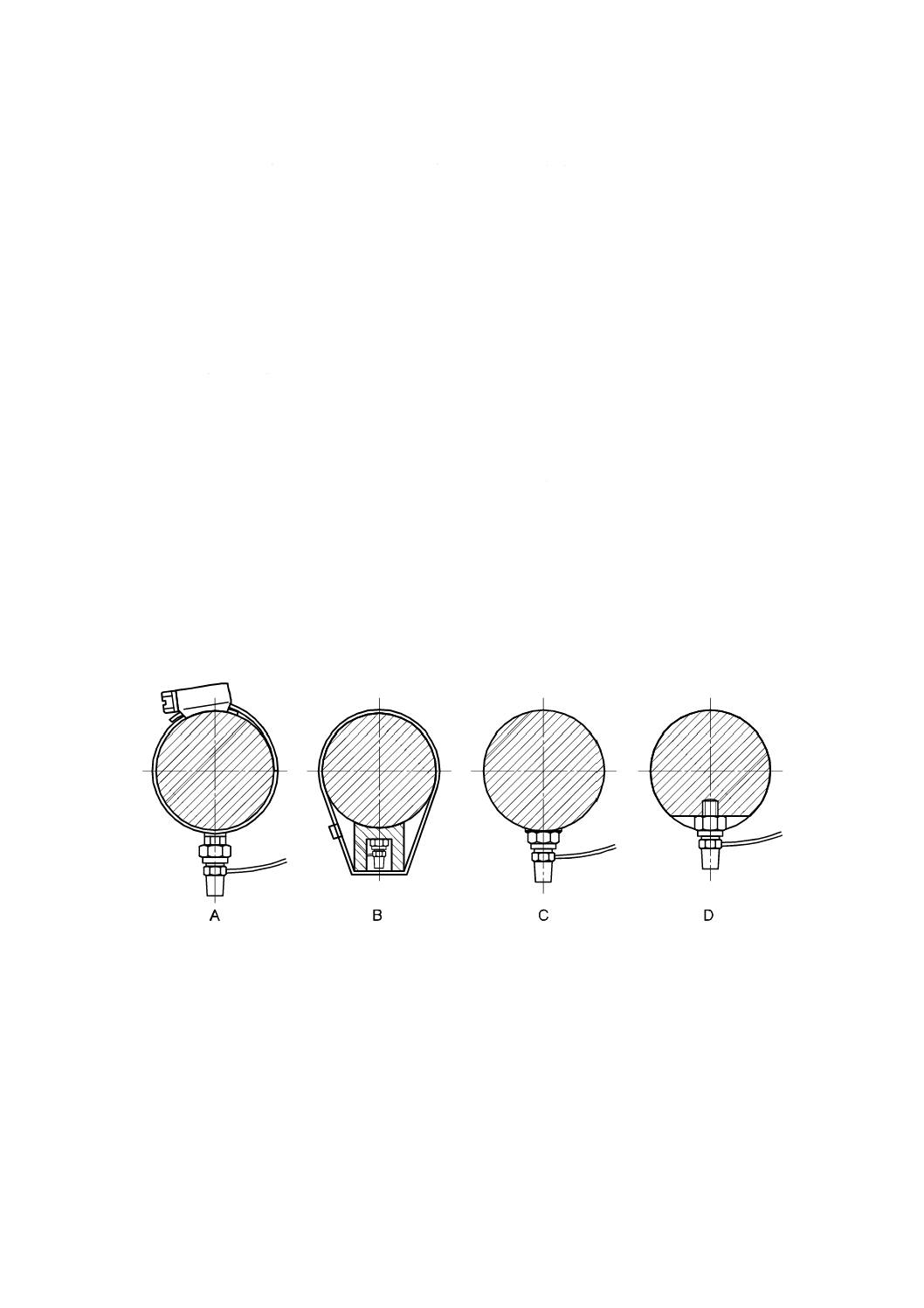
4.4
トランスデューサの固定 トランスデューサの固定は,JIS B 7762-1の4.2によって行う。小さいト
ランスデューサは,平らな表面に適切な接着剤を用いて固定してもよい。いずれの場合にも,トランスデ
ューサの固定は,トランスデューサ製造業者の取扱説明書に従って行う(図1参照)。
ハンドルに弾力性のあるカバーがついている場合,それを取り除くか,又はトランスデューサが取り付
けられているクランプをカバーの周りにしっかりと固定する(JIS B 7762-1の4.2 参照)。工具のハンドル
に弾力性のあるカバーがある場合,試験報告書にはその措置の内容,例えば,カバーを取り除く,堅く固
定するなどを記載する。
トランスデューサの固定方法は,次のいずれかによる。
A:ブロックをろう付け,又は溶接したホースクリップで固定する。
B:トランスデューサをねじ止めしたアダプタで固定する。アダプタは,プラスチックバンドで固定する。
C:平らな表面に,適切な接着剤を用いて固定する。
D:平らな面を削りだし,ねじ穴を設けて,ねじで固定する。
図 1 トランスデューサ固定方法の選択
3
B 7762-12:2006 (ISO 8662-12:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5
補助機器 空気圧工具の空気圧は,ISO 2787に従って精密な圧力計を用いて測定する。
参考 ISO 2787の6.2.2 では,フルスケールの0.5 %の圧力差を,容易に読み取ることができる圧力
計を用いるよう規定している。
回転速度又は揺動数は,例えば,トランスデューサからの信号を用いて,電子フィルタ,回転計又は他
の適切な装置によって測定する。
4.6
校正 校正は,JIS B 7762-1の4.8によって行う。
5. 測定方向及び測定位置
5.1
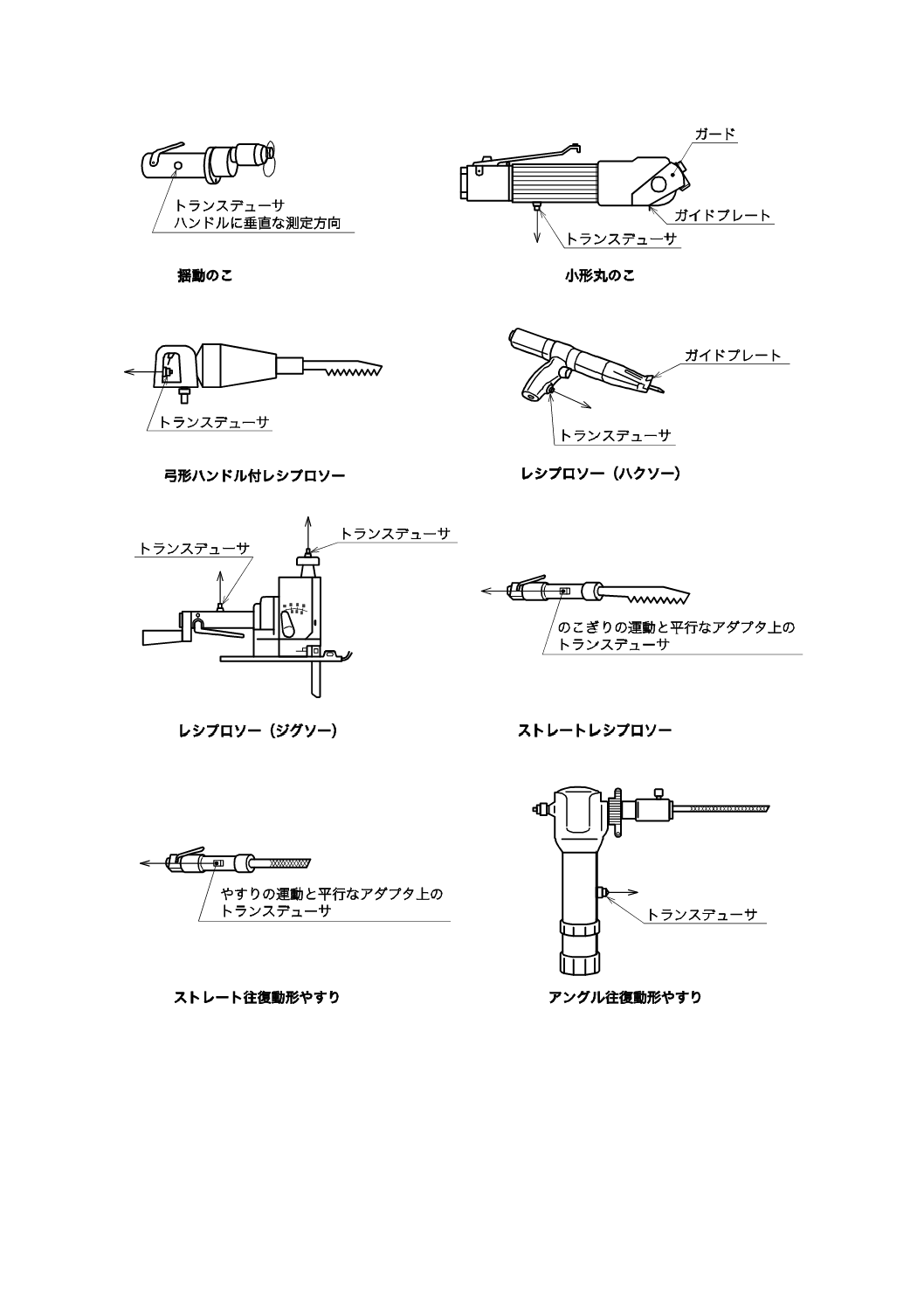
測定方向 測定は,図2に示した方向で行う。
− 往復動作をする動力工具は,往復運動する方向。
− 回転動作をするのこぎりは,回転軸に垂直な方向。
− 揺動動作をする動力工具は,揺動軸に垂直,かつ揺動の動きに平行な方向(加工物の表面に平行な方
向)。
5.2
測定位置 測定は,通常,作業者が工具を握り,押付け力を加える主ハンドルで行う。
トランスデューサの位置は,ハンドル上のグリップ長さの方向に沿った中央部,又は動力工具のハウジ
ング上とする(図2参照)。トリガの位置によってこれが不可能な場合は,トランスデューサを手の親指と
人差し指との間にできる限り近付けて取り付ける。
動力工具に第2ハンドルが備わっている場合は,トランスデューサはそのハンドルにも同様に取り付け
る。
6. 作業手順
6.1
一般 測定は,適切に点検整備を行い,注油した新品の動力工具で行う。
試験中,動力工具は,切断又は研削するときの標準的な方法で保持する。
試験中,動力工具は,定格圧力で操作し,製造業者の取扱説明書に従って用いる。
空気は,少なくとも2 mの長さで,ねじ込み式ホース継手及びホースクリップによって確実にとめられ
たホースを経由して,動力工具に供給する。
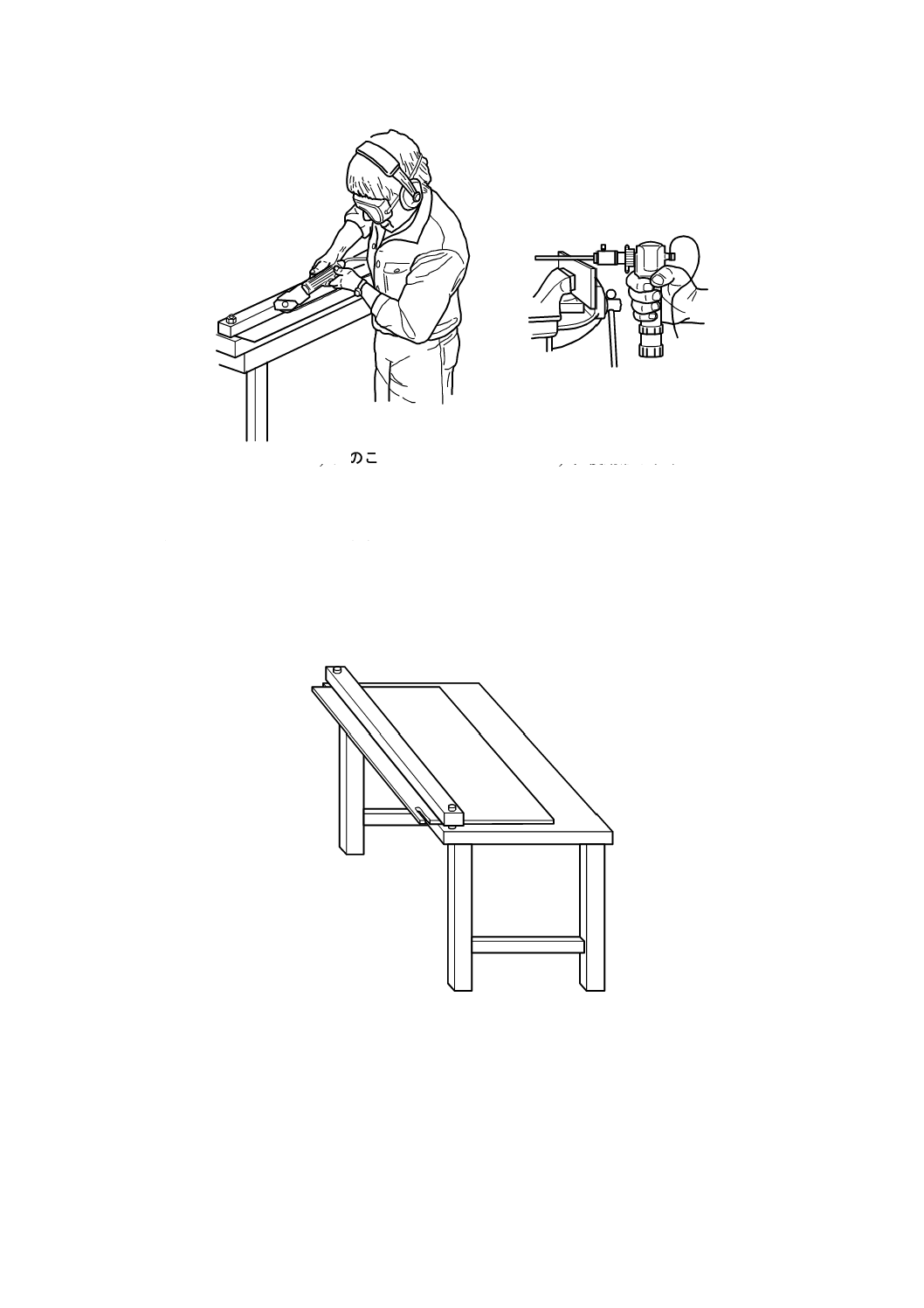
試験中,操作は安定かつ滑らかに行う。作業は,作業者が直立,又は直立に近い姿勢がとれるようにし,
作業者は動力工具を無理のないように保持する[図3 a)及び図3 b)参照]。
6.2
加工物 木工用のこに対して,加工物はマリン合板19±2 mmを用いる。
参考 日本でマリン合板に相当するものとして,日本農林規格(JAS)合板に規定されている,構造
用合板“特類”がある。
金工用のこに対しては,製造業者によって規定された最大切込み深さと同じ厚さの軟鋼の加工物を用い
る。
やすりに対しては,厚さ5 mmの軟鋼の加工物を用いる。やすりがけは端部で行う。ストロークは可能
な限り長くなければならず,往復数及び先端工具は,製造業者が通常の用途で推奨するものとする。
特定の材料だけを切断するために設計されたのこぎりに対しては,測定は製造業者によって指定された
材料の最大厚さを切断するときに行う。
4
B 7762-12:2006 (ISO 8662-12:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 2 測定方向並びにトランスデューサの位置及び固定の例
5
B 7762-12:2006 (ISO 8662-12:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 丸のこ b) 往復動形やすり
図 3 作業者の姿勢
6.3
負荷 動力工具は,製造業者が指定する定格能力の最大負荷で試験を行うように,負荷を与える。
工具の負荷は,動力工具の操作が安定するように与える。切断は,動力工具が試験できる限り,加工物
の支えの近くで行う。
のこぎりの試験装置は,図4に示すものとする。試験装置は,試験結果に影響を与えないようにしっか
りと固定する。
図 4 のこぎり:試験装置
7. 測定手順及び測定の有効性
7.1
測定手順 3人の熟練作業者が試験する動力工具で,一連の試験をそれぞれ実行する。一連の試験
は,5回の試験からなる。それぞれの試験では,安定した操作を行い,読取りは4秒以上行う。
7.2
測定の有効性 測定は,作業者ごとに一連の試験の有効性を得るために,5回の連続した補正加速度
実効値の変動係数が0.15未満,又は標準偏差が0.30 m/s2未満になるときまで続ける。
6
B 7762-12:2006 (ISO 8662-12:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3
変動係数 変動係数
v
Cは,一連の試験における測定値の標準偏差
1
−
n
s
と,一連の試験における平均
値xとの比で定義される。
x
s
C
n1
v
−
=
··············································································· (1)
ここに,標準偏差は,
(
)
∑
=
−
−
−
=
n
i
i
n
x
x
n
s
1
2
1
1
1
···························································· (2)
一連の試験の平均値は,
∑=
=
n
i
ix
n
x
1
1
·············································································· (3)
ここに,
ix: i番目の測定値
n: 測定値の数
7.4
測定結果の処置 それぞれのトランスデューサ及び作業者から得た値の算術平均値を計算する。各
トランスデューサの位置について,すべての算術平均値を,3人の作業者のそれぞれの平均値から計算す
る。これらのすべての算術平均値のうちの最大値を,最終報告値とする。
8. 試験報告書 JIS B 7762-1の7.の項目及び次の事項を,試験報告書に記載する。
a) 空気圧
b) 先端工具の寸法
c) 加工物,及び試験中の動力工具の負荷の仕様
d) 往復数,回転速度又は揺動数
e) ハンドルの位置及び加速度ピックアップの位置を示す略図
f)
試験の結果(7.4参照)
試験報告書例を,附属書Aに示す。
7
B 7762-12:2006 (ISO 8662-12:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)往復動作をするのこぎり及びやすり並びに揺動又は回転動
作をするのこぎりのハンドルにおける振動測定の試験報告書例
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
試験は,JIS B 7762-1,手持ち可搬形動力工具−ハンドルにおける振動測定方法−第1部:通則,及びJIS B 7762-12,
手持ち可搬形動力工具−ハンドルにおける振動測定方法−第12部:往復動作ののこぎり及びやすり並びに揺動又は回
転動作ののこぎり によって行われた。
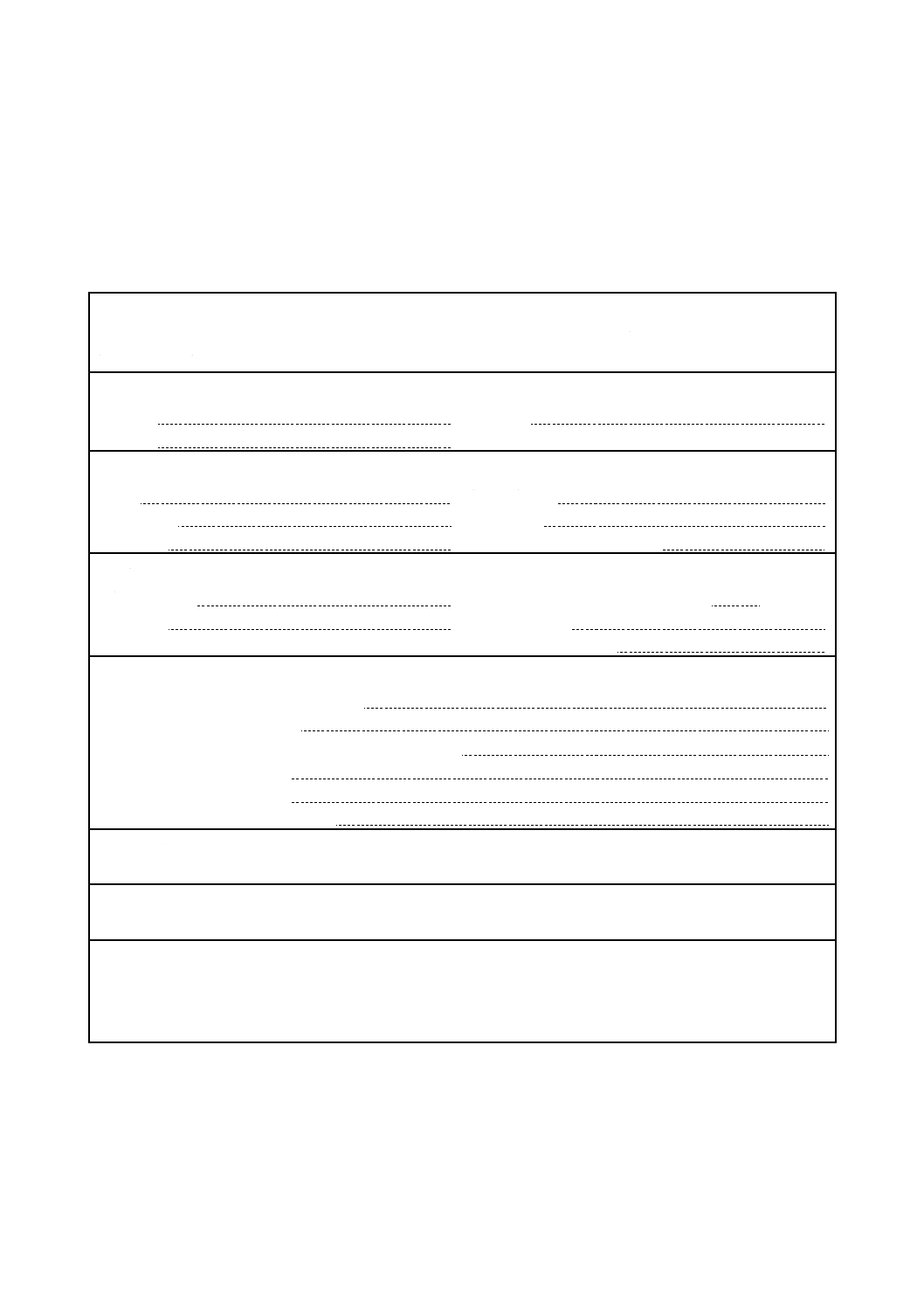
概要
試験者:
試験日:
報告者:
試験した動力工具
形式:
モデルNo.:
質量,kg:
製造業者名:
製造番号:
定格無負荷回転速度,min-1:
作業条件
空気圧,MPa:
切断速度:
往復数,回転速度又は揺動数,min-1:
加工物の仕様:
各試験の継続時間,s:
測定装置
加速度ピックアップ−製造業者名,形式:
加速度ピックアップ−質量,g:
メカニカルフィルタ(用いた場合)−製造業者名,形式:
増幅器−製造業者名,形式:
分析器−製造業者名,形式:
データレコーダ−製造業者名,形式:
トランスデューサ,及びメカニカルフィルタの固定
もし用いた場合,トランスデューサ及びメカニカルフィルタの固定方法の記述。
信号処理
スペクトル分析器の信号積分の形式及び補正加速度の決定方法の記述。
その他の仕様
データレコーダを用いた場合,周波数特性として,オクターブバンド又は1/3オクターブバンドの中心周波数の補正
係数についての記述。
もし適用した場合,測定に関係したその他の詳細な記述。
8
B 7762-12:2006 (ISO 8662-12:1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
結果
結果は,次の表によって補正加速度実効値で表す。
個別補正加速度実効値 作業者A
単位 m/s2
試験
補正加速度実効値
トランスデューサ位置
1
2
1
2
3
4
5
算術平均値
変動係数
個別補正加速度実効値 作業者B
単位 m/s2
試験
補正加速度実効値
トランスデューサ位置
1
2
1
2
3
4
5
算術平均値
変動係数
個別補正加速度実効値 作業者C
単位 m/s2
試験
補正加速度実効値
トランスデューサ位置
1
2
1
2
3
4
5
算術平均値
変動係数
各トランスデューサに
対する3人の作業者に
よるすべての算術平均
値
すべての算術平均値の最大値:
m/s2