B 7734 : 1997
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 7734-1991は改正され,この規格に置き換えられる。
JIS B 7734には,次に示す附属書がある。
附属書(参考) ヌープ硬さ試験−基準片の校正
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 7734 : 1997
ヌープ硬さ試験−試験機の検証
Knoop hardness test−Verification of testing machines
序文 この規格は,1993年に第1版として発行されたISO 4546 (Metallic materials−Hardness test−
Verification of Knoop hardness testing machines) を基に,技術的内容を変更することなく作成した日本工業規
格であるが,対応国際規格は適用範囲をくぼみの対角線長さが20μm以上としているのに対し,この規格
ではくぼみの対角線長さの下限を規定していない。
1. 適用範囲 この規格は,JIS Z 2251によるヌープ硬さ試験に用いる試験機の直接検証方法及び間接検
証方法について規定する。
間接検証方法は,試験機の日常の精度管理に用いることができる。
備考 この規格の対応国際規格を,次に示す。
ISO 4546 Metallic materials−Hardness test−Verification of Knoop hardness testing machines
2. 引用規格 この規格の引用規格を,次に示す。
JIS B 7735 ビッカース硬さ試験−基準片の校正
JIS Z 2244 ビッカース硬さ試験方法
JIS Z 2251 ヌープ硬さ試験方法
3. 一般条件 試験機の検証に先立って,次の事項を確認する。
a) 試験機は,適切に据え付けられている。
b) 試験機の圧子軸は,試料受台に垂直に取り付けられている。
c) 負荷装置は,衝撃又は振動を伴うことなく,試験力の負荷,保持及び除荷が適切に行え,圧子によっ
て正常なくぼみの形成ができる。
d) 測定装置は,くぼみの対角線長さの測定が適切に行える。ただし,測定装置は,試験機本体と一体で
なくてもよい。
4. 直接検証 直接検証を行う場合の温度は,23±5℃とする。この温度範囲外で検証を行ったときは,そ
の温度を報告書に記載する。
4.1
試験力の検証 試験力の検証は,次による。
a) 試験力の検証は,圧子軸の作動範囲の3か所の位置で,それぞれ3回繰り返して行い,次による。
1) 試験機の各試験力を検証する。
2) 試験力の検証は,試験力が増加する方向で行う。
3) 圧子の質量による力も試験力の一部であることに留意する。
2
B 7734 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 試験力の検証に用いる力測定器は,正確さが0.2%以上のものを用いる。
c) 試験力の許容差は,表1による。
表1 試験力の許容差
試験力 (F) の範囲N
許容差%
F≧1.961
±1.0
0.098 07≦F<1.961
±1.5
備考 おもりによる直接負荷方式の試験力に対しては,おもりの質量を検証する方法でもよい。おも
りの質量の許容差は,そのおもりの呼び試験力から換算される質量に対して±0.5%とする。
なお,最小試験力については,直接検証を行う。
4.2
圧子の検証 圧子の検証は,次による。
a) 圧子の試料に接するダイヤモンド部分は,よく研磨された面であって,割れ又は表面のきずが認めら
れないものとし,りょう(稜)線は鋭利でなければならない。
b) 圧子形状の検証は,形状に対する許容差を保証できる精度の測定器を用いて,圧子中心軸に対する各
りょう線の角度測定によって行う。
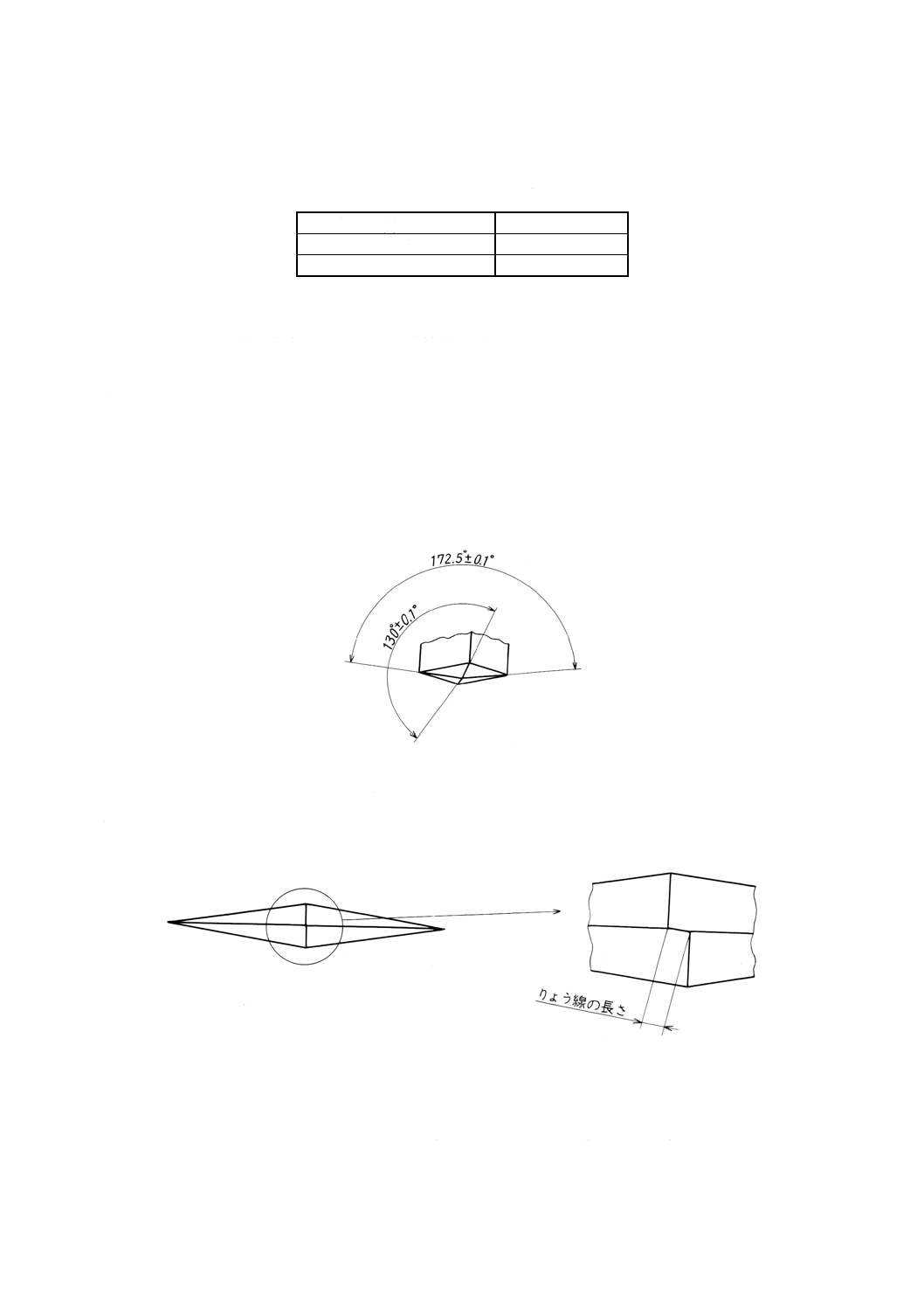
c) 圧子の先端は,第一の対りょう角が172.5±0.1°,第二の対りょう角が130±0.1°で,中心軸に垂直
な断面が菱形の四角すい(錐)ダイヤモンドとする(図1参照)。
図1 ヌープ圧子
d) 圧子の四角すいの中心軸は,ホルダの座面に対して90±0.5°とする。
e) 4面は,先端において1点に合致するようにし,対向面によって生じるりょう線の長さ(図2参照)
は1μm以下とする。
図2 圧子先端のりょう線
f)
圧子取付軸に取り付けた状態での圧子中心軸と試料受台上面との角度は,長い対角線方向で90±0.2°
以下とする。
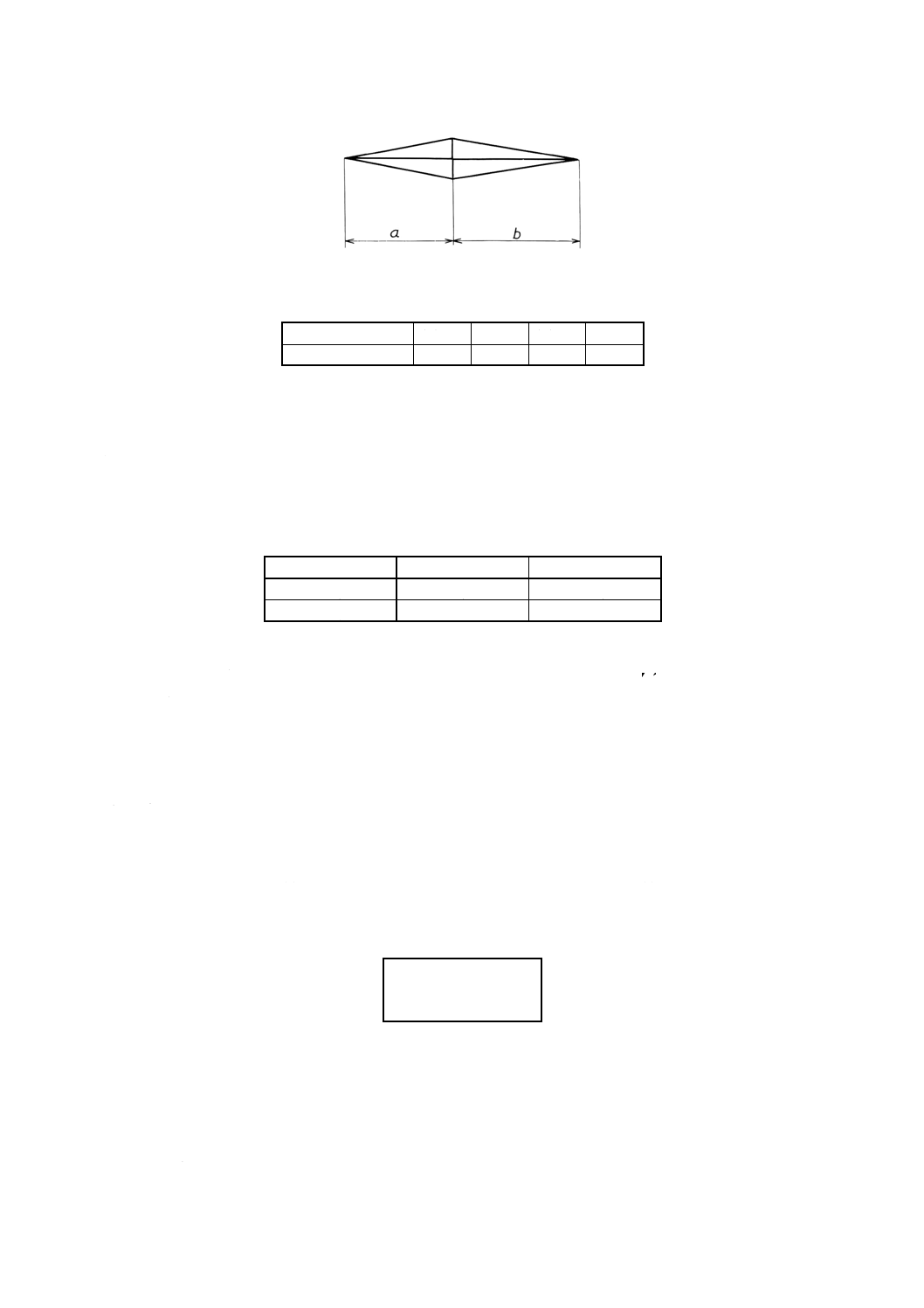
参考 傾き角度は,平行度の良い試料にくぼみを付け,長い対角線方向のくぼみの対称性によって評
価するとよい。傾き角度とくぼみの対称性(参考図1参照)は,参考表1のようになる。
3
B 7734 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考図1 くぼみの対称性
参考表1 圧子軸の傾きとくぼみの対称性との関係
軸の傾き角度 (°)
0.05
0.10
0.15
0.20
対称性b/a
1.027
1.055
1.083
1.113
4.3
測定装置の検証 測定装置の検証は,次による。
a) くぼみの測定装置は,くぼみの形状が明りょうに認められ,対角線長さの測定が正確に行えるもので
あること。
b) 測定装置の検証は,零点を含んだ5区間以上で行う。
備考 測定範囲が200μm未満の場合,4区間でもよい。
c) 測定装置の最小読取り能力及び測定長さの許容差は,表2による。
表2 最小読取り能力及び測定長さの許容差
測定長さd
最小読取り能力
測定長さの許容差
d≦40μm
0.2μm
±0.4μm
d>40μm
0.005d
±0.01d
備考 検証に用いる対物ミクロメータは,測定長さの0.1%又
は0.2μmの正確さで校正されたものが望ましい。
4.4
負荷速度及び保持時間の検証 試験力の負荷速度及び保持時間は,JIS Z 2251の条件を満足してい
ることを確認する。
5. 間接検査 間接検査を行う場所の温度は,23±5℃とする。前記の温度以外で検証を行ったときは,報
告書に記載する。
5.1
手順 試験機の間接検証を行う手順は,次による。
a) 試験機の間接検証は,ヌープ圧子をビッカース圧子に交換してJIS B 7735に適合する基準片の硬さ測
定によって行う。
b) 検証は,その試験機の最大試験力の50%以上の試験力と,98.07mN以上で最小の試験力の2種類につ
いて行う。各試験力ごとに表3の異なる硬さ範囲の2個の基準片の硬さ測定を行う。
表3 基準片の硬さ範囲
≦225HV
400〜600HV
>700HV
備考1. 1種類の試験力だけを使用する試験機の場合は,表3の硬さ範囲の異なる3個の基準片で検証す
る。
2. 狭い硬さ範囲だけを使用する試験機の場合は,その硬さに対応する1個の基準片で検証する。
3. 検証に用いる基準片の硬さは,くぼみの対角線長さが測定装置の測定範囲の20%以上となる
ものが望ましい。
c) 硬さ測定は,JIS Z 2244によって5点行う。
4
B 7734 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 5点の測定位置は,基準片の使用面の硬さを代表できるように互いに離れた位置を選ぶ。
2. 使用する硬さ基準片の硬さの均一性の許容値が,JIS B 7735に規定する値の70%以下である
ことが確認されている場合には,硬さ測定は3点としてもよい。
3. くぼみの測定では,必要に応じて基準くぼみの測定を行い,くぼみ読取りの系統誤差を補正
する。
5.2
繰返し性 試験機の繰返し性は,式(1)によって求め,その許容値は,表4及び表5による。
100
1
5
×
−
=
H
H
H
R
······································································ (1)
ここに,
R: 繰返し性 (%)
H: 硬さの測定値の平均値 (HV) で,次の式によって求める。
5
5
4
3
2
1
H
H
H
H
H
H
+
+
+
+
=
ここに, H1, H2, ……, H5: 5点の硬さ測定値 (HV)
H1<H2<……<H5
表4 繰返し性の許容値(くぼみの対角線長さd≧20μm)
単位 %
基準片の硬さ
硬さ記号
<HV0.2
≧HV0.2
≦225HV
12
12
>225HV
10
8
表5 繰返し性の許容値(くぼみの対角線長さd<20μm)
単位 %
硬さ記号
<HV0.1
≧HV0.1
20
15
5.3
誤差 試験機の硬さの誤差は,式(2)によって求め,その許容差は,表6による。
備考 くぼみの対角線長さが20μm未満の場合には,硬さの許容差は,対角線長さで1μmに対応する
値とする。
100
×
−
=
H
H
H
E
········································································ (2)
ここに,
E: 誤差 (%)
H: 5.2による。
H: 基準片の硬さ (HV)
5
B 7734 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6 試験機の誤差の許容差
単位 %
硬さ記号
基準片の硬さ
50
100
150
200
250
300
350
400
450
500
600
700
800
900 1 000 1 500
HV0.02
8
HV0.03
8
10
HV0.05
6
8
9
10
HV0.1
5
6
7
8
8
9
10
10
11
HV0.2
4
6
8
9
10
11
11
12
12
HV0.3
4
5
6
7
8
9
10
10
11
11
HV0.5
3
5
5
6
6
7
7
8
8
9
11
HV1
3
4
4
4
5
5
5
6
6
6
8
備考 中間の値に対しては,内挿値を用いる。
6. 検証の周期 検証の周期は,次による
a) 直接検証は,試験機を新設,主要部分の修理若しくは再組立調整を行ったとき,又は間接検証の結果
が不満足のときに行なう。
b) 間接検証は,直接検証に引き続いて行なう。
c) 間接検証は,通常の使用条件下では少なくとも12か月ごとに行う。
なお,使用頻度が高い試験機の場合は,検証の周期を短くする。
7. 検証報告書 検証報告書には,次の事項を記載する。
a) この規格に適合している。
b) 検証方法の種類(直接検証若しくは間接検証又は両方の検証)
c) 試験機の識別に関する事項(製造業者名,製造番号及び製造年月)
d) 使用検証機器(硬さ基準片,力測定器など)
e) 検証した試験力
f)
検証結果
g) 検証年月日及び検証機関名
h) 検証温度。ただし,検証温度が23±5℃以外のとき。
6
B 7734 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) ヌープ硬さ試験−基準片の校正
序文 この附属書は,1993年に第1版として発行されたISO 4547 (Metallic materials−Hardness test−
Calibration of standardized blocks to be used for Knoop hardness testing machines) を基に,ヌープ硬さ試験機の
間接検証,試験機の日常管理などに用いる硬さ基準片(以下,基準片という。)の校正について記述するも
ので,規定の一部ではない。
1. 製造方法及び形状 製造方法及び形状は,JIS B 7735(ビッカース硬さ試験−基準片の校正)の3.(製
造方法・形状)による。ただし,基準片の厚さは,5mm以上,直径は25mm以上とし,使用面の硬さに異
方性がないようにする。
2. 校正用試験機 校正用試験機は,JIS B 7735の4.(校正用試験機)による。ただし,圧子は本体の4.2
によって,さらに,対向面によるりょう線の長さは,0.5μm以下とする。
3. 硬さ決定の手順 硬さ決定の手順は,JIS B 7735の5.(硬さ決定の手順)による。また,硬さの測定
は,JIS Z 2251(ヌープ硬さ試験方法)による。
4. 基準片の硬さの均一性 基準片の硬さの均一性は,JIS B 7735の6.(基準片の硬さの均一性)による。
ただし,硬さ記号HVをHKに読み替える。
5. 表示 表示は,JIS B 7735の7.(表示)による。
6. 基準片の硬さ値の有効性 基準片の硬さ値は,校正時の試験力による値だけが有効である。また,校
正の有効期間は,5年以内が望ましい。
7. 基準片の材料,平均値の信頼限界など 基準片の材料,平均値の信頼限界などは,JIS B 7735の附属
書(参考)(基準片の推奨基準)による。ただし,硬さ記号HVをHKに読み替える。
関連規格 JIS B 7725 ビッカース硬さ試験−試験機の検証
7
B 7734 : 1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 7734(ヌープ硬さ試験−試験機の検証)改正原案作成委員会 構成表
氏名
所属
(委員長)
樋 田 並 照
社団法人日本鉄鋼連盟
(委員)
池 谷 浩之輔
通商産業省機械情報産業局
大 嶋 清 治
工業技術院標準部
石 田 一
工業技術院計量研究所
山 崎 政 義
科学技術庁金属材料技術研究所
今 津 好 昭
東京都城東地域中小企業振興センター
穂 森 繁 弘
財団法人日本海事協会
因 幸二郎
財団法人日本規格協会
三 橋 宏
財団法人日本軸受検査協会
佐 藤 四 郎
防衛大学校名誉教授
小山田 彬
日産ディーゼル工業株式会社
小 杉 勝 義
オグラ宝石精機工業株式会社
相 馬 南海雄
日本伸銅協会
村 上 勝 男
関東特殊製鋼株式会社
三 澤 啓 典
川崎製鉄株式会社千葉製鉄所
岡 沢 享
住友金属工業株式会社
竹 内 栄 一
株式会社ムロ・コーポレーション宇都宮工場
杉 本 克 晶
社団法人日本ファインセラミックス協会
菱 山 光 正
日本電信電話株式会社
阿 部 力
日本精工株式会社総合研究所
○ 岩 崎 昌 三
株式会社アカシ
○ 尾 崎 達 也
株式会社井谷衡機製作所
○ 増 瀬 英 雄
株式会社島津製作所
○ 鈴 木 悦 夫
大洋テスター株式会社
○ 佐々木 雄 治
株式会社日本試験機製作所
○ 境 田 正 信
株式会社富士試験機製作所
○ 井 上 克 彦
株式会社アサヒ技研
○ 山 本 普
株式会社山本科学工具研究社
(関係者)
山 本 卓
株式会社山本科学工具研究社
(事務局)
菅 野 久 勝
日本試験機工業会
備考 ○印は,分科会委員を兼ねる。